Embed Size (px)
Citation preview
0.9. Verbundwerkstoffe auf Kunststoffbasis
Wie bei anderen Verbundwerkstoffen werden mindestens zwei verschiedene Werkstoffe (Keramik, Kunststoffe, Metalle, Glas) miteinander kombiniert.
Ziel ist es, bei den hier interessierenden Kunststoffen vor allem ihre Nachteile wie
zu geringe Steifigkeit zu geringe Festigkeit oder zu geringe Wärmeformstabilität oder zu geringe Dauergebrauchstemperatur, zu verändern.
Gegen die zu geringe Wärmeformstabilität und die zugeringe Dauergebrauchstemperatur ist auch mit Materialverbünden bisher nur sehr eingeschränkt etwas zu unternehmen.
Polymere Verbundwerkstoffe sind vor allem hinsichtlich ihres Elastizitätsmoduls (E-Modul, bis zu 100 fach) und hinsichtlich ihrer Steifigkeit (bis zu 5 fach) variabel.
Hinweis für praktische Messungen! Beim Zugstab ist die Steifigkeit das Produkt aus E-Modul und Querschnittsfläche geteilt durch die Länge (siehe Praktikum DMA).
Bei allen Verbundwerkstoffen bestimmen drei Faktoren das mechanische Verhalten:
1. die Eigenschaften und Form des Additivs,2. die Matrix, der das Additiv zugegeben wird und 3. die Verbindung von Matrix und Additiv, d. h. die Matrix-Additiv-Grenzfläche.
Die technische Umsetzung dieses mechanischen Verhaltens erfährt vielfältige Varianten.
Wir wollen uns hier kurz die obigen drei Punkte näher ansehen.
6.1. Verstärkungsadditive
Additive können nur wirken wenn eine optimale Übertragung der Kräfte der mechanischen Belastung der Matrix auf das Additiv erfolgt. Klingt einfach ist es aber nicht.
Schauen wir uns dazu an wie die Kräfte wirken.
Wirkt von der Matrix (Polymer) eine Kraft auf das eingeschlossene Additiv so kann diese Kraft nur über die Oberfläche des Additivs weiter gegeben werden.
Es ist also wichtig, wie das Additiv in der Matrix vorliegt, wie bei dem Additiv sich sein Volumen zu seiner Oberfläche sich verhält.
Nehmen wir dazu zwei verschiedene Additive in einer Polymeren Matrix.
Das eine Additiv liegt in Form von kleinen Plättchen vor, das andere in Form von kleinen Fäden.
Nun die Volumina und die Oberflächen der annähernd runden Plättchen (l klein) und der Fäden (l groß) lassen sich einfach nach den Formeln für einen Zylinder berechnen.

AZylinder=2 ∙π ∙ d2
4+π ∙d ∙ l
V Zylinder=π ∙d2
4∙l
Daraus lässt sich das Oberflächen - Volumenverhältnis berechnen
AZylinderV Zylinder
=2∙ π ∙ d
2
4+π ∙d ∙ l
π ∙ d2
4∙l
=2 ∙ π ∙ d
2
4π ∙d2
4∙ l
+ π ∙d ∙ lπ ∙ d2
4∙ l
=2l+ 4d
Nun kann mit einem Taschenspielertrick das Volumen der Plättchen und der Fasern auf 1 gesetzt werden, d. h. beide haben das gleiche Volumen und aus
V Zylinder=π ∙d2
4∙l wird 1= π ∙d
2
4∙ l und umgestellt nach d d=√ 4
π ∙ l
Die beiden Größen Durchmesser d und Länge l der Plättchen und Fasern lassen sich ins Verhältnis setzen und es wird das Aspektverhältnis als wichtige Größe für die Eigenschaftsänderung durch das Additiv erhalten.
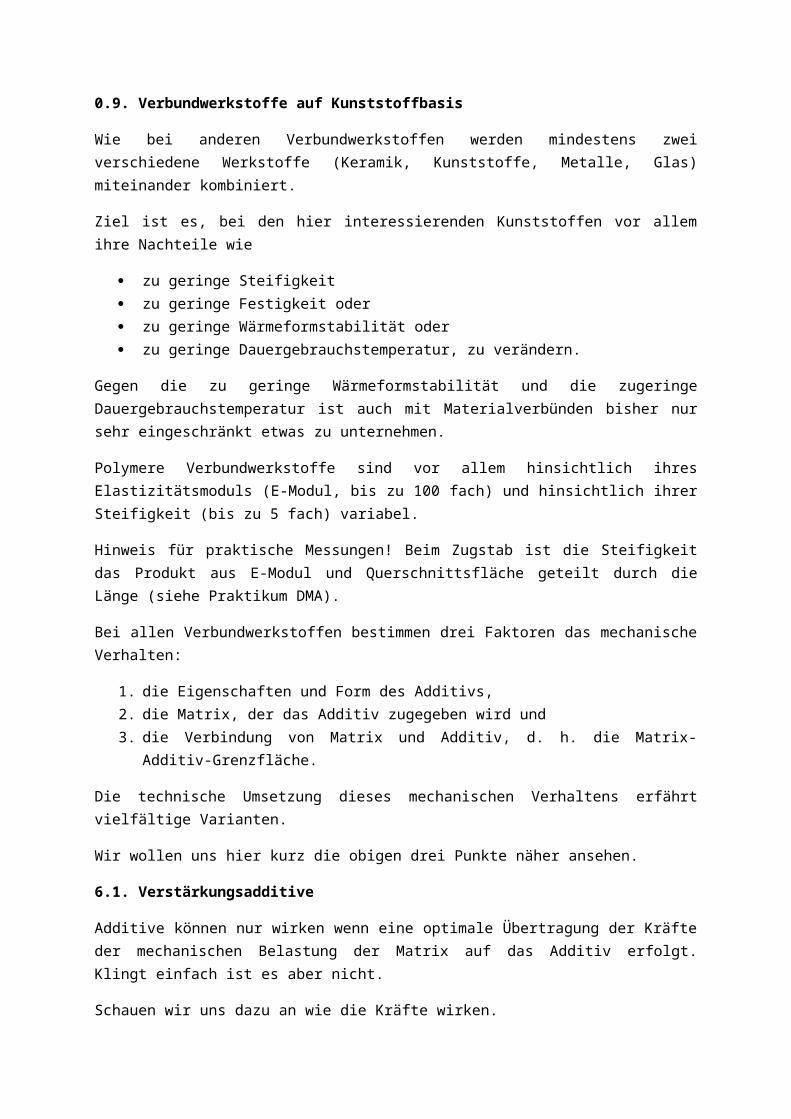
Aspektverhältnis a= Länge lDurchmesser d
Graphisch kann das Ganze wie nachfolgend berechnet und aufgetragen werden.
Aussage: Plättchen haben ein sehr kleines Aspektverhältnis, Fasern ein sehr großes Aspektverhältnis, d. h. sie werden eine unterschiedliche Kraftübertragung zwischen Matrix und additiv realisieren.
Optimale Form haben somit Verstärkungsadditive wenn sie extreme Aspektverhältnisse haben.
Beispiel 1:
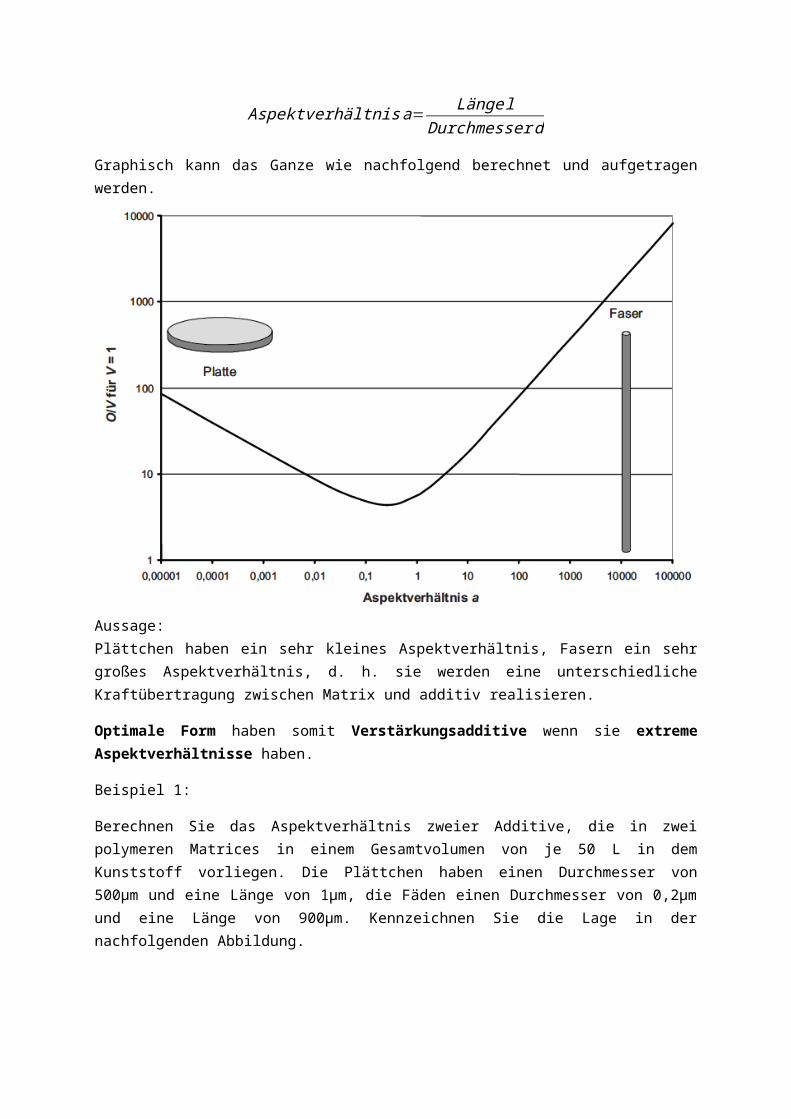
Berechnen Sie das Aspektverhältnis zweier Additive, die in zwei polymeren Matrices in einem Gesamtvolumen von je 50 L in dem Kunststoff vorliegen. Die Plättchen haben einen Durchmesser von 500µm und eine Länge von 1µm, die Fäden einen Durchmesser von 0,2µm und eine Länge von 900µm. Kennzeichnen Sie die Lage in der nachfolgenden Abbildung.
V Zylinder=π ∙d2
4∙l wird 1= π ∙d
2
4∙ l und umgestellt nach d d=√ 4
π ∙ l
aPlättchen=1µm500µm
=0,002 aFasern=900 µm0,2µm
=4500
Die technisch wichtigsten Verstärkungsadditive sind Fasern.
Faserartige Additive
Wege der Steifigkeit und der damit verbundenen Festigkeit haben sich drei grundlegende Typen von Fasern in Verbundwerkstoffen auf Kunststoffbasis durchgesetzt.
Glasfasern
Kohlefasern (Carbon Fiber) und Polymerfasern, hier in erster Linie das Aramid.
Sonderanwendungen von Metallfäden, oder Wiskern (keramische Kristallite) sollen hier nicht betrachtet werden.
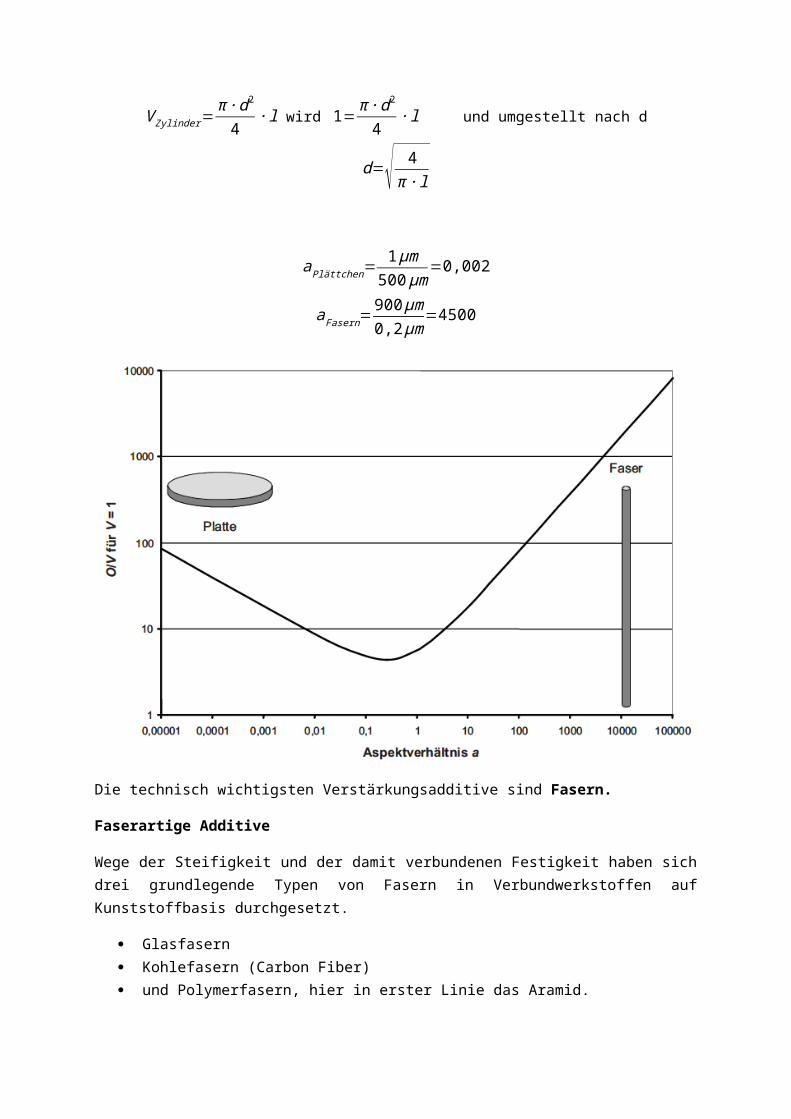
Schauen Sie sich die nachfolgende Tabelle mit dem Eigenschaftsvergleich der obigen Fasertypen an
Welche grundlegenden Eigenschaften der Additive lassen sich erkennen?
E- und S-Glas unterscheiden sich in ihren elektrischen Eigenschaften. Glasfasern werden in erster Linie wegen ihrer hohen Zugfestigkeit eingesetzt.
Kohlefasern lassen sich entweder hoch fest oder hoch steif herstellen, ihr großer Vorteil ist ihre geringe Dichte.
Aramid hat eine noch geringere Dichte und besitzt eine sehr gute Zugfestigkeit.
Mit diesen Eigenschaften lässt sich eine Vielzahl von Anwendungen realisieren.
Wie werden diese Additive hergestellt?
Glasfasern
Video Glaswolle
Kohlefasern (Carbon Fiber):
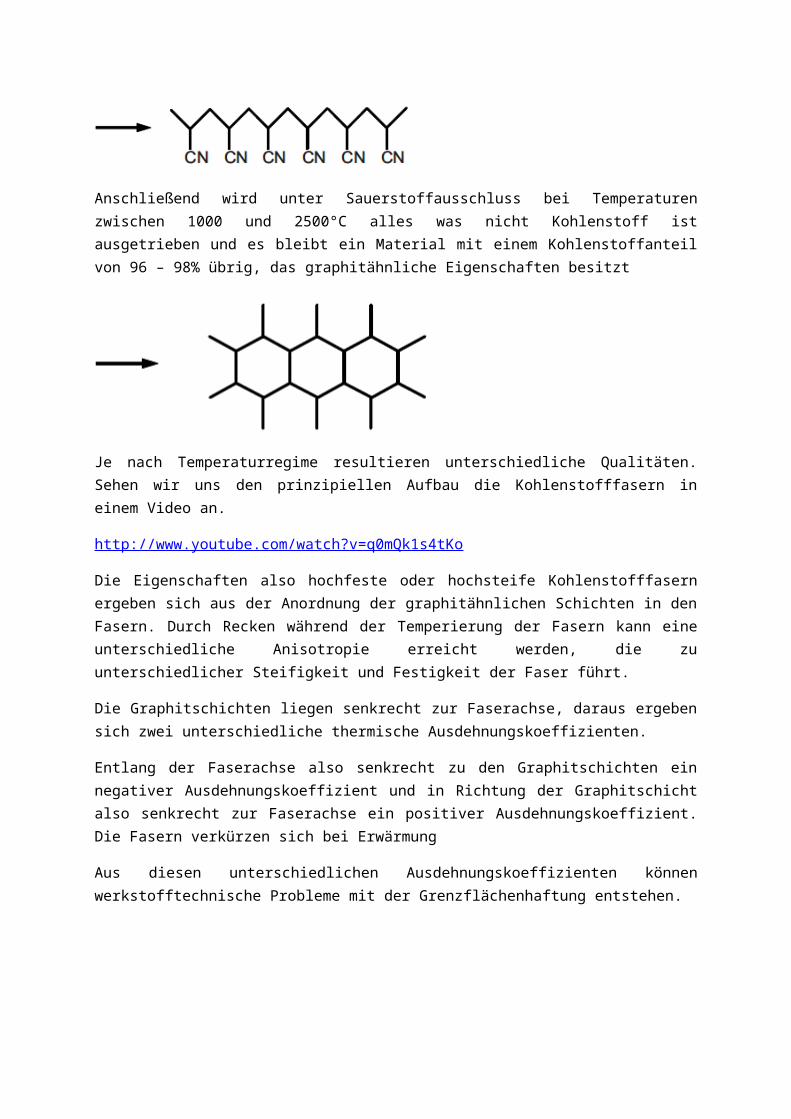
Hergestellt werden die Kohlenstofffasern (engl. carbon fiber) meist aus Polyacrylnitril (PAN) als Ausgangsmaterial. Diese Fasern werden in belüfteten Öfen bei Temperaturen zwischen 200 und 300°C über Walzen geleitet und oxidiert. Es setzt eine Art Verkokung ein bei der die Seitenketten abgespalten werden.
Anschließend wird unter Sauerstoffausschluss bei Temperaturen zwischen 1000 und 2500°C alles was nicht Kohlenstoff ist ausgetrieben und es bleibt ein Material mit einem Kohlenstoffanteil von 96 – 98% übrig, das graphitähnliche Eigenschaften besitzt
Je nach Temperaturregime resultieren unterschiedliche Qualitäten. Sehen wir uns den prinzipiellen Aufbau die Kohlenstofffasern in einem Video an.
http://www.youtube.com/watch?v=q0mQk1s4tKo
Die Eigenschaften also hochfeste oder hochsteife Kohlenstofffasern ergeben sich aus der Anordnung der graphitähnlichen Schichten in den Fasern. Durch Recken während der Temperierung der Fasern kann eine unterschiedliche Anisotropie erreicht werden, die zu unterschiedlicher Steifigkeit und Festigkeit der Faser führt.
Die Graphitschichten liegen senkrecht zur Faserachse, daraus ergeben sich zwei unterschiedliche thermische Ausdehnungskoeffizienten.
Entlang der Faserachse also senkrecht zu den Graphitschichten ein negativer Ausdehnungskoeffizient und in Richtung der Graphitschicht also senkrecht zur Faserachse ein positiver Ausdehnungskoeffizient. Die Fasern verkürzen sich bei Erwärmung
Aus diesen unterschiedlichen Ausdehnungskoeffizienten können werkstofftechnische Probleme mit der Grenzflächenhaftung entstehen.
Aramid
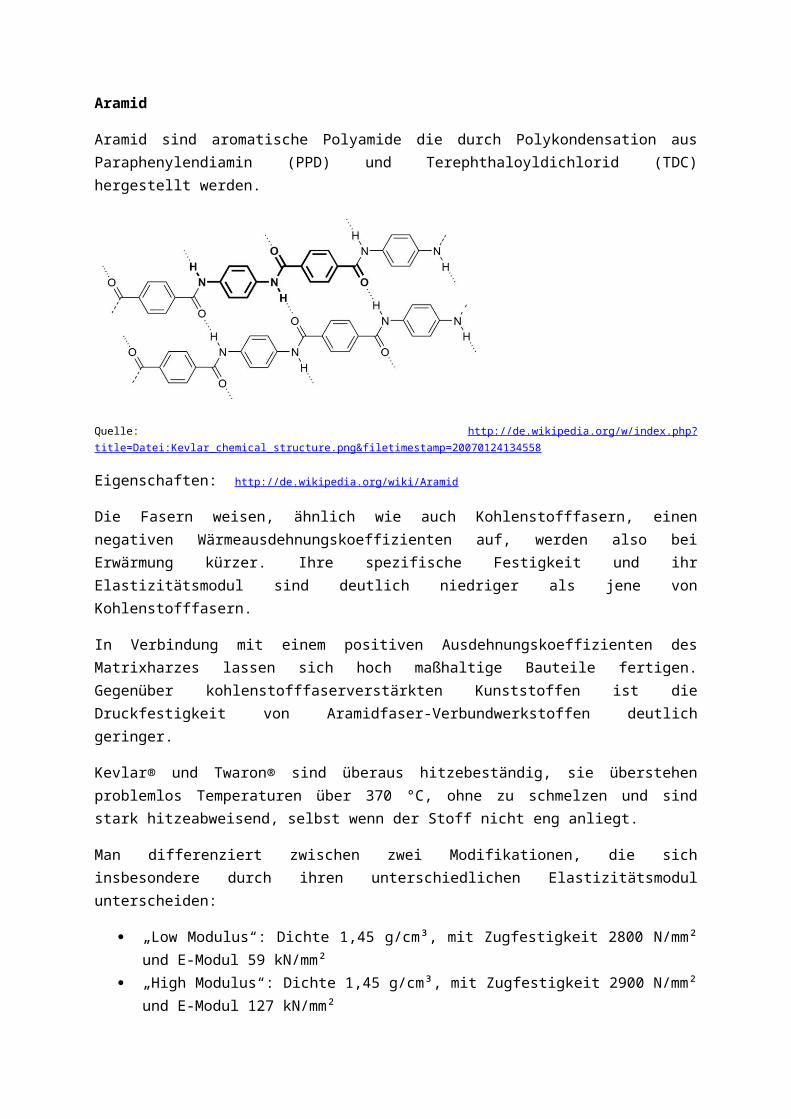
Aramid sind aromatische Polyamide die durch Polykondensation aus Paraphenylendiamin (PPD) und Terephthaloyldichlorid (TDC) hergestellt werden.
Quelle: http://de.wikipedia.org/w/index.php?title=Datei:Kevlar_chemical_structure.png&filetimestamp=20070124134558
Eigenschaften: http://de.wikipedia.org/wiki/Aramid
Die Fasern weisen, ähnlich wie auch Kohlenstofffasern, einen negativen Wärmeausdehnungskoeffizienten auf, werden also bei Erwärmung kürzer. Ihre spezifische Festigkeit und ihr Elastizitätsmodul sind deutlich niedriger als jene von Kohlenstofffasern.
In Verbindung mit einem positiven Ausdehnungskoeffizienten des Matrixharzes lassen sich hoch maßhaltige Bauteile fertigen. Gegenüber kohlenstofffaserverstärkten Kunststoffen ist die Druckfestigkeit von Aramidfaser-Verbundwerkstoffen deutlich geringer.
Kevlar® und Twaron® sind überaus hitzebeständig, sie überstehen problemlos Temperaturen über 370 °C, ohne zu schmelzen und sind stark hitzeabweisend, selbst wenn der Stoff nicht eng anliegt.
Man differenziert zwischen zwei Modifikationen, die sich insbesondere durch ihren unterschiedlichen Elastizitätsmodul unterscheiden:
„Low Modulus“: Dichte 1,45 g/cm³, mit Zugfestigkeit 2800 N/mm² und E-Modul 59 kN/mm² „High Modulus“: Dichte 1,45 g/cm³, mit Zugfestigkeit 2900 N/mm² und E-Modul 127 kN/mm²
Die Hochmodulfasern werden in erster Linie für stoß- und schlagbeanspruchte Bauteile benutzt, Niedermodulfasern in beschusshemmenden Westen.
Plattenförmige Verstärkungsadditive
Auch plattenförmige Additive mit einem Aspektverhältnis zwischen 5 und 100 können eine nennenswerte, wenn auch geringere Verstärkung von Verbundwerkstoffen bewirken.
Typische Vertreter dieser Additive sind Talkum (Magnesiumsilikathydrat), Glimmer (Kaliumaluminiumsilikat), Kaolin (Porzellanerde), Graphit, Gesteinsmehl und Aluminiumhydroxid.
Vorteil ist ihr unschlagbarer Preis als Additiv für Standardthermoplaste (Fußbodenbeläge, PCV oder Melamin.
6.2. Die Grenzfläche zwischen Matrix und Additiv
Für die Übertragung der mechanischen Kräfte von der Matrix auf das Additiv ist die Grenzflächenhaftung zwischen den beiden Komponenten entscheidend.
In der Regel wird durch eine hohe Grenzflächenhaftung eine Verbesserung der Steifigkeit und Festigkeit des Verbundwerkstoffes erreicht.
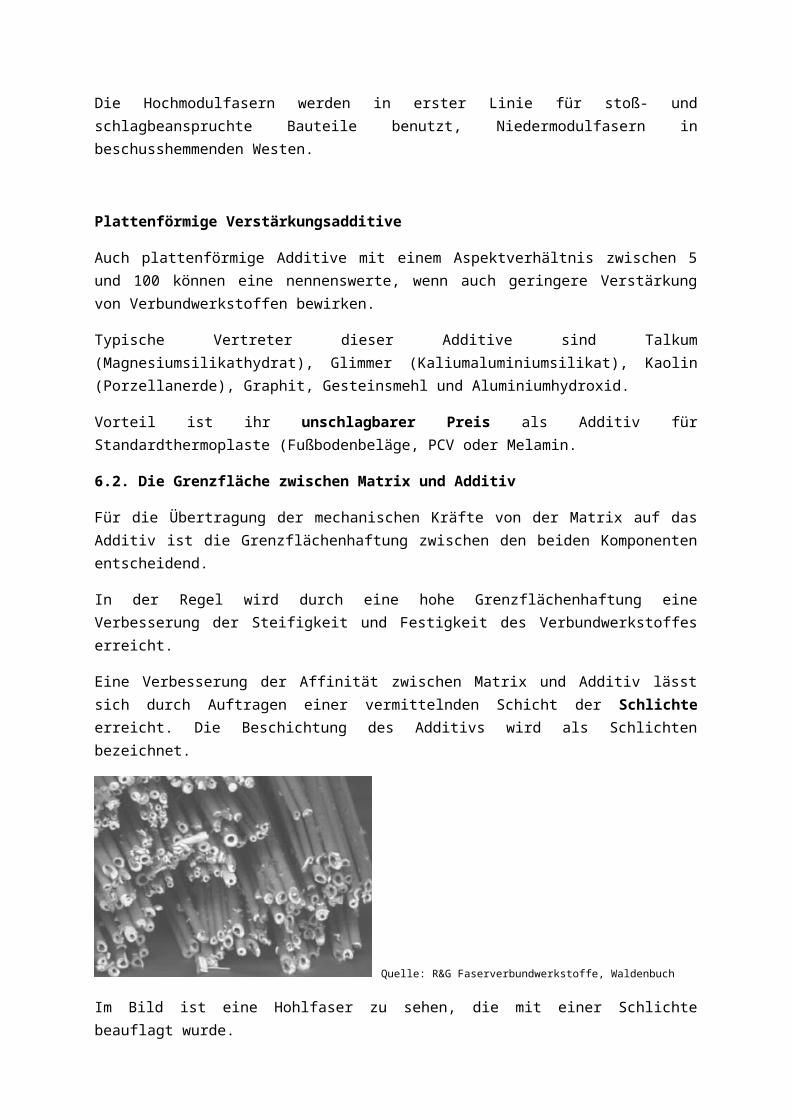
Eine Verbesserung der Affinität zwischen Matrix und Additiv lässt sich durch Auftragen einer vermittelnden Schicht der Schlichte erreicht. Die Beschichtung des Additivs wird als Schlichten bezeichnet.
Quelle: R&G Faserverbundwerkstoffe, Waldenbuch
Im Bild ist eine Hohlfaser zu sehen, die mit einer Schlichte beauflagt wurde.
6.3. Vor und Nachteile von Verbundwerkstoffen auf Kunststoffbasis
Vorteile:
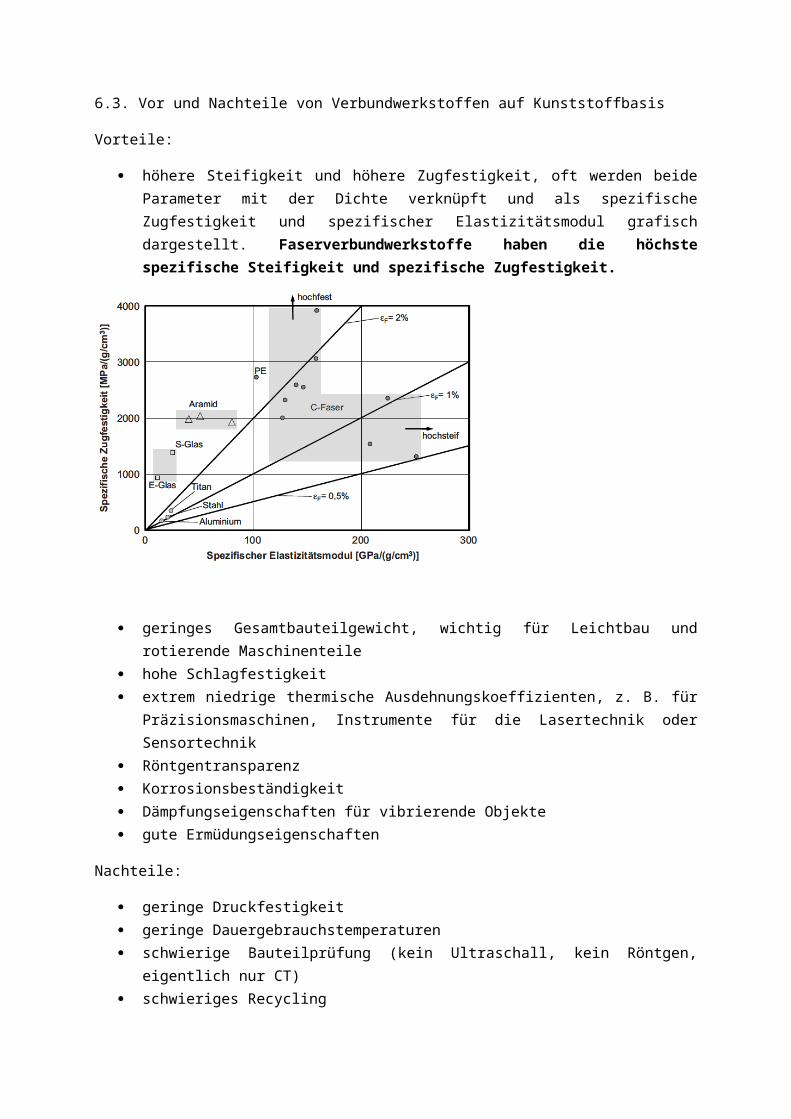
höhere Steifigkeit und höhere Zugfestigkeit, oft werden beide Parameter mit der Dichte verknüpft und als spezifische Zugfestigkeit und spezifischer Elastizitätsmodul grafisch dargestellt. Faserverbundwerkstoffe haben die höchste spezifische Steifigkeit und spezifische Zugfestigkeit.
geringes Gesamtbauteilgewicht, wichtig für Leichtbau und rotierende Maschinenteile hohe Schlagfestigkeit extrem niedrige thermische Ausdehnungskoeffizienten, z. B. für Präzisionsmaschinen,
Instrumente für die Lasertechnik oder Sensortechnik Röntgentransparenz Korrosionsbeständigkeit Dämpfungseigenschaften für vibrierende Objekte gute Ermüdungseigenschaften
Nachteile:
geringe Druckfestigkeit geringe Dauergebrauchstemperaturen schwierige Bauteilprüfung (kein Ultraschall, kein Röntgen, eigentlich nur CT) schwieriges Recycling
6.3. Die Anordnung von faserartigen Verstärkungsadditiven (Gefüge)
Nicht nur die Grenzfläche zwischen Matrix und Verstärkungsadditiv ist eigenschaftsgebend für die mechanischen Eigenschaften sondern auch die Art des Vorliegens der Verstärkungsadditive in der Polymermatrix, das Gefüge.
Die flächenförmigen Anordnungen:
Vliese, Fasern sind ungeordnet übereinander angebracht und durch spezielle Binder fixiert, siehe Video Glasfasermatten.
Gewebe, entstehen durch sich kreuzende Faserbündel
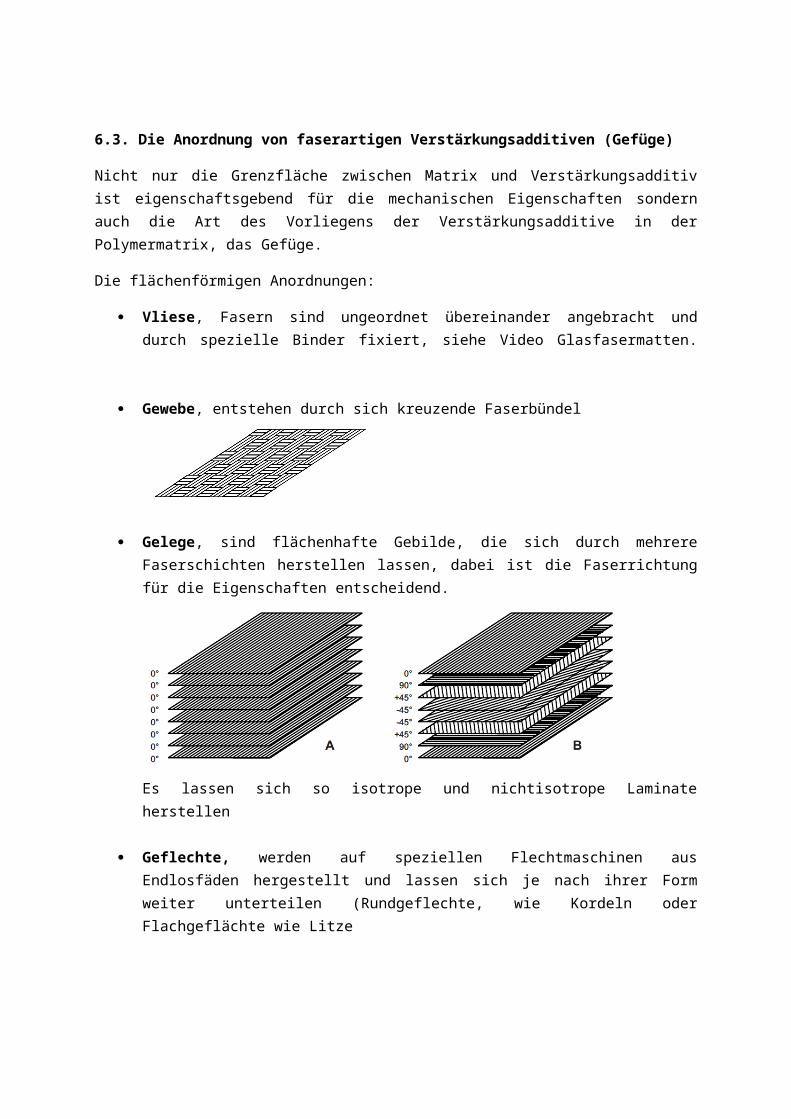
Gelege, sind flächenhafte Gebilde, die sich durch mehrere Faserschichten herstellen lassen, dabei ist die Faserrichtung für die Eigenschaften entscheidend.
Es lassen sich so isotrope und nichtisotrope Laminate herstellen
Geflechte, werden auf speziellen Flechtmaschinen aus Endlosfäden hergestellt und lassen sich je nach ihrer Form weiter unterteilen (Rundgeflechte, wie Kordeln oder Flachgeflächte wie Litze
Gestricke und Gewirke, werden auf Strickmaschinen hergestellt und besitzen Schlaufen und sind dadurch wesentlich elastischer als Gewebe.
Die vorgestellten Faserverbünde besitzen mehr oder weniger starke anisotrope Eigenschaften hinsichtlich E-Modul und Zugfestigkeit, d. h. ihre Eigenschaften sind Richtungsabhängig.
6.4. Laminate
Laminate haben einen schichtartigen Aufbau und können so isotrope Eigenschaften hinsichtlich E-Modul und Zugfestigkeit erreichen. Ähnlich wie bei Gelegen
werden die unterschiedlichen Eigenschaften der E- Module und der Zugfestigkeit in Faserrichtung und quer zur Faserrichtung kombiniert. Dabei lassen sich wieder unterschiedliche Abfolgen und Winkel der Schichten zueinander definieren.
Cross-ply-Laminate zeichnen sich durch Schichtenfolgen im 90° Winkel aus.
Agle-ply- Laminate zeichnen sich durch Schichtfolgen in einem Winkel θ (Teta) aus, der nicht 90° beträgt.
Obwohl Laminate sehr gute E-Module und eine hohe Zugfestigkeit besitzen sind sie sehr anfällig gegen thermische Schwankungen und neigen dazu, sich zu verziehen.










![ISOPRO - H-Bau · 2019. 12. 10. · X180 cv 30 h min - 250 X2 X3 X4 X4. Länge Zug- und Druckstab [mm] IPT 110 Zugstab X1 960 Druckstab X4 385 Länge Querkraftstab [mm] Querkrafttragstufe](https://img.pdfslide.org/doc/110x75/610bd6bfc3174a64221e39b7/isopro-h-bau-2019-12-10-x180-cv-30-h-min-250-x2-x3-x4-x4-lnge-zug-und.jpg)





![ISOPRO A-IP UZ 2020 - jpcz.cz · 2020. 11. 13. · Querkrafttragstufe Standard Q8 X3 390 390 X4 170 170 A-IP90 UZ BIS A-IP100 UZ Länge Zugstab [mm] A-IP90 UZ BIS A-IP100 UZ X1 820](https://img.pdfslide.org/doc/110x75/610bd6bec3174a64221e39b3/isopro-a-ip-uz-2020-jpczcz-2020-11-13-querkrafttragstufe-standard-q8-x3.jpg)










