Embed Size (px)
Citation preview
Peter Schierbock
PrüfungsvorbereitungWerkzeugmechaniker/-inAbschlussprüfung Teil 1
1. Auflage
Bestellnummer 04957
04957_S_001_028.indd 104957_S_001_028.indd 1 29.09.2009 8:38:09 Uhr29.09.2009 8:38:09 Uhr

www.bildungsverlag1.de
Bildungsverlag EINS GmbHSieglarer Straße 2, 53842 Troisdorf
ISBN 978-3-427-04957-9
© Copyright 2010: Bildungsverlag EINS GmbH, TroisdorfDas Werk und seine Teile sind urheberrechtlich geschützt. Jede Nutzung in anderen als den gesetzlich zugelassenen Fällen bedarf der vorherigen schriftlichen Einwilligung des Verlages.Hinweis zu § 52a UrhG: Weder das Werk noch seine Teile dürfen ohne eine solche Einwilligung eingescannt und in ein Netzwerk eingestellt werden. Dies gilt auch für Intranets von Schulen und sonstigen Bildungseinrichtungen.
Haben Sie Anregungen oder Kritikpunkte zu diesem Produkt?Dann senden Sie eine E-Mail an [email protected] und Verlag freuen sich auf Ihre Rückmeldung.
04957_S_001_028.indd 204957_S_001_028.indd 2 29.09.2009 8:38:10 Uhr29.09.2009 8:38:10 Uhr
© Bildungsverlag EINS 3
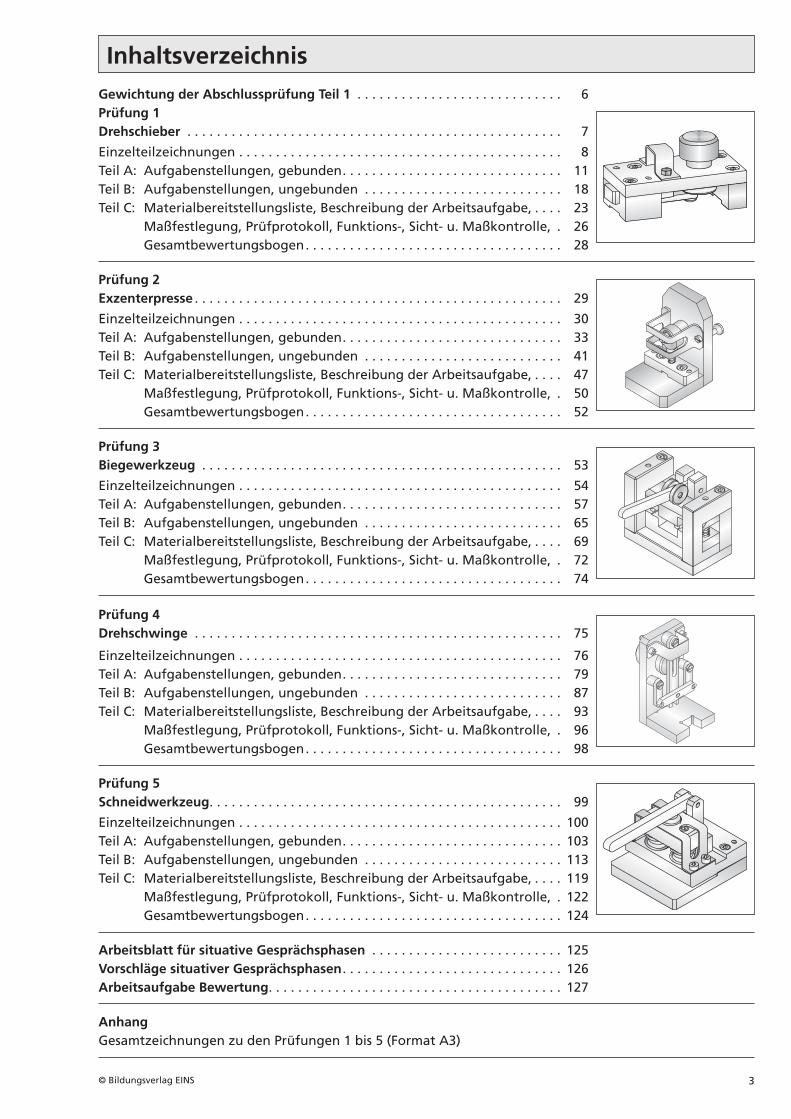
Gewichtung der Abschlussprüfung Teil 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6Prüfung 1 Drehschieber . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe, . . . . 23 Maßfestlegung, Prüfprotokoll, Funktions-, Sicht- u. Maßkontrolle, . 26 Gesamtbewertungsbogen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Prüfung 2Exzenterpresse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe, . . . . 47
Maßfestlegung, Prüfprotokoll, Funktions-, Sicht- u. Maßkontrolle, . 50Gesamtbewertungsbogen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52
Prüfung 3Biegewerkzeug . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53
Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 54Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe, . . . . 69
Maßfestlegung, Prüfprotokoll, Funktions-, Sicht- u. Maßkontrolle, . 72Gesamtbewertungsbogen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 74
Prüfung 4Drehschwinge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . 87Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe, . . . . 93
Maßfestlegung, Prüfprotokoll, Funktions-, Sicht- u. Maßkontrolle, . 96Gesamtbewertungsbogen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98
Prüfung 5Schneidwerkzeug . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 99
Einzelteilzeichnungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . . . . . 113Teil C: Materialbereitstellungsliste, Beschreibung der Arbeitsaufgabe, . . . . 119
Maßfestlegung, Prüfprotokoll, Funktions-, Sicht- u. Maßkontrolle, . 122Gesamtbewertungsbogen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
Arbeitsblatt für situative Gesprächsphasen . . . . . . . . . . . . . . . . . . . . . . . . . . 125Vorschläge situativer Gesprächsphasen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 126Arbeitsaufgabe Bewertung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 127
AnhangGesamtzeichnungen zu den Prüfungen 1 bis 5 (Format A3)
Inhaltsverzeichnis
04957_S_001_028.indd 304957_S_001_028.indd 3 29.09.2009 8:38:10 Uhr29.09.2009 8:38:10 Uhr
4 © Bildungsverlag EINS
Nichts ist so sicher wie der ständige technische Wandel in unserer Arbeitswelt. Die Ausbildung erhält neue Strukturen und die Prüfungen verändern sich. Neue Verordnungen kennzeichnen dies.– Nach 18 Monaten der Ausbildungszeit soll zur Ermittlung des Ausbildungsstands die Abschlussprüfung
Teil 1 stattfi nden.– Sie besteht aus: • Arbeitsaufgabe, • situativen Gesprächsphasen und • schriftlichen Aufgabenstellungen, bestehend aus Teil A und aus Teil B.
Die Prüfung umfasst 8 Stunden bei einer Vorgabezeit von 6,5 Stunden für die Arbeitsaufgabe einschließlich den situativen Gesprächsphasen von maximal 10 Minuten.
Die Vorgabezeit der schriftlichen Aufgabenstellungen für Teil A und Teil B zusammen beträgt 1,5 Stun-den.
Die schriftlichen Aufgabenstellungen beinhalten 8 Aufgaben in ungebundener und 23 Aufgaben, davon 3 abwählbar, in gebundener Form. Hier werden auch Aufgaben aus der Technischen Kommunikation und der Mathematik gestellt. Die insgesamt 6 Aufgaben, 3 Aufgaben der Technischen Kommunikation und 3 Aufgaben zur Mathematik in gebundener Form, sind nicht abwählbar.
Die einzelnen Prüfungsbereiche stehen in einem engen thematischen und zeitlichen Bezug zueinander und sind nur mit den dazugehörenden Konstruktionszeichnungen zu lösen.
Die Leistungen der Zwischenprüfung werden als Teil 1 der Abschlussprüfung mit 40 % bewertet und bilden mit dem Ergebnis der Abschlussprüfung Teil 2 ein Gesamtergebnis.
Um den Prüfl ingen bei der Vorbereitung der Abschlussprüfung Teil 1 eine Hilfe an die Hand zu geben, wurde dieses Buch erstellt. In diesem Prüfungsvorbereitungsbuch sind die Aufgaben so gewählt, wie sie an Umfang und Schwierig-keitsgrad in der Abschlussprüfung auch wirklich gestellt werden.
Lernenden, Lehrern und Ausbildern wird ein neues Werk gereicht, das im Unterricht, in den Ausbildungs-betrieben, in den Lehrwerkstätten und als Hausaufgabe eingesetzt werden kann, um die zukünftigen Werkzeugmechaniker/-innen auf eine optimale Abschlussprüfung Teil 1 vorbereiten zu können.
Materialbereitstellungsliste:
Die Materialbereitstellungslisten sind nicht nur für die Vorbereitungsarbeiten mit ggf. anschließender Durchführung der Arbeitsaufgabe gedacht, sondern sie erschließen den Schülern und angehenden Prüf-lingen gebündelte Zusammenhänge wie:
– den erforderlichen Zeitaufwand zur Vorbereitung der Einzelteile nach den Skizzen,
– die notwendige Zeitschiene zur Herstellung der komplexen Arbeitsaufgabe einschließlich der Montage-arbeiten,
– das Planen und Organisieren der Arbeitsabläufe,
– die Auswahl der geeigneten Fertigungsverfahren,
– das Berücksichtigen betriebswirtschaftlicher, sicherheitstechnischer und ökologischer Gesichtpunkte,
– die betriebliche und technische Kommunikation,
– das Arbeiten im Team,
– die Hinführung zu einer bewussten Kundenorientierung.
Die Durchführung der Arbeitsaufgabe lässt sich z. B. im Berufsschulunterricht vorbereiten und in den Aus-bildungsstätten praktisch realisieren.
Vorwort, Hinweise für den Benutzer
04957_S_001_028.indd 404957_S_001_028.indd 4 29.09.2009 8:38:11 Uhr29.09.2009 8:38:11 Uhr
© Bildungsverlag EINS 5
Durchführung der Arbeitsaufgabe:
Falls Sie die Durchführung der Arbeitsaufgabe leisten, hat sich der Prüfl ing innerhalb der Vorgabezeit von 6,5 Stunden in die Prüfungsunterlagen einzuarbeiten und folgende gegliederte Arbeitsphasen durchzu-führen:
Gewichtung • Arbeitsphase „Durchführung“ Richtzeit: 6,0 h 85 %• Arbeitsphase „Kontrolle“ Richtzeit: 0,5 h 10 %• „Situative Gesprächsphasen“ 5 %
Für jede einzelne Prüfung in dem vorliegenden Prüfungsvorbereitungsbuch gibt es Prüfprotokolle mit einem Gesamtbewertungsschlüssel für die einzelnen Arbeitsphasen. Sie erkennen somit, welche Anforderungen gestellt werden. Außerdem können Sie jede Bewertung der Arbeitsaufgabe selbst schlüssig nachvollziehen. Als Orientierungshilfe sind zu den situativen Gesprächsphasen Vorschläge S. 126 beigefügt.
Der Löser:
Damit der Lernende/die Lernende leicht überprüfen kann, ob die Aufgaben richtig gelöst wurden, ist der Löser als separates Werk verfasst. Dieser Löser zeigt ausführliche Lösungsschritte und Lösungswege auf. Der Lernende kann die Aufgaben dadurch auch hier selbstständig nachvollziehen. So ist z. B. für die Aufgaben der Technischen Mathematik stets der Lösungsweg mit Formeln, Ziffern, Ein-heiten und Endergebnissen vorzufi nden.
Der Prüfl ing kann seinen Leistungsstand selbst ermitteln. Für jede der einzelnen Prüfungen ist das Punkte-system vorgeschrieben und mithilfe des Lösers und des Gesamtbewertungsbogens auszurechnen. Die Gewichtung für die schriftlichen Prüfungsteile A und B ist verbindlich jeweils mit 50 % zu bewerten. Die Arbeitsaufgabe mit den situativen Gesprächsphasen ist ebenfalls verbindlich mit 50 % zu bewerten.
04957_S_001_028.indd 504957_S_001_028.indd 5 29.09.2009 8:38:12 Uhr29.09.2009 8:38:12 Uhr
6 © Bildungsverlag EINS
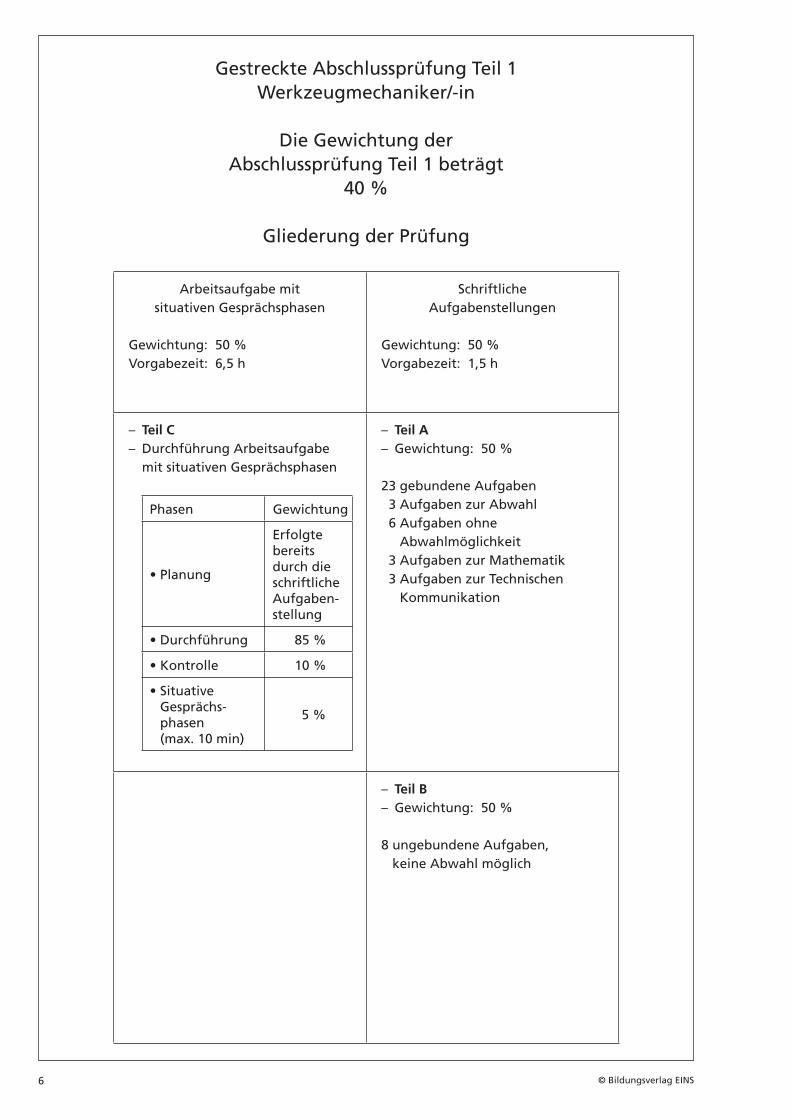
Gestreckte Abschlussprüfung Teil 1Werkzeugmechaniker/-in
Die Gewichtung der Abschlussprüfung Teil 1 beträgt
40 %
Gliederung der Prüfung
Arbeitsaufgabe mit situativen Gesprächsphasen
Gewichtung: 50 %Vorgabezeit: 6,5 h
Schriftliche Aufgabenstellungen
Gewichtung: 50 %Vorgabezeit: 1,5 h
– Teil C– Durchführung Arbeitsaufgabe
mit situativen Gesprächsphasen
Phasen Gewichtung
• Planung
Erfolgte bereits durch die schriftliche Aufgaben-stellung
• Durchführung 85 %
• Kontrolle 10 %
• Situative Gesprächs-phasen (max. 10 min)
5 %
– Teil A– Gewichtung: 50 %
23 gebundene Aufgaben 3 Aufgaben zur Abwahl 6 Aufgaben ohne
Abwahlmöglichkeit 3 Aufgaben zur Mathematik 3 Aufgaben zur Technischen Kommunikation
– Teil B– Gewichtung: 50 %
8 ungebundene Aufgaben, keine Abwahl möglich
04957_S_001_028.indd 604957_S_001_028.indd 6 29.09.2009 8:38:12 Uhr29.09.2009 8:38:12 Uhr
© Bildungsverlag EINS 7
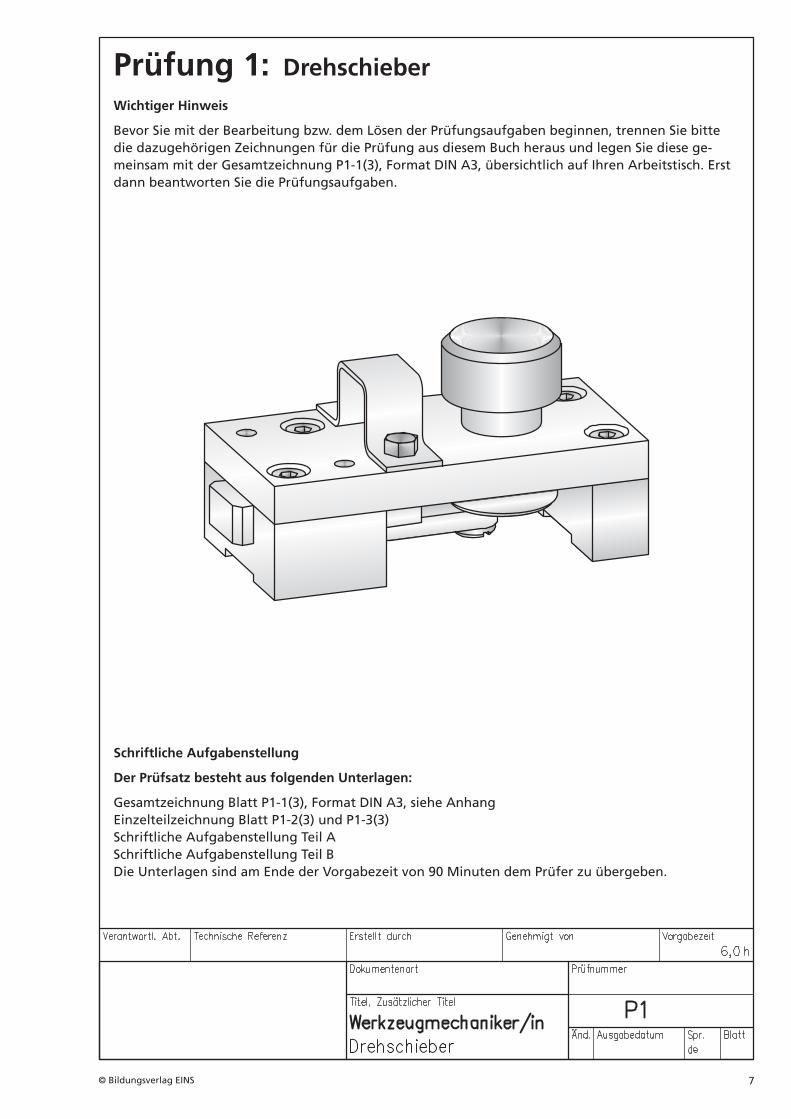
Prüfung 1: DrehschieberWichtiger Hinweis
Bevor Sie mit der Bearbeitung bzw. dem Lösen der Prüfungsaufgaben beginnen, trennen Sie bitte die dazugehörigen Zeichnungen für die Prüfung aus diesem Buch heraus und legen Sie diese ge-meinsam mit der Gesamtzeichnung P1-1(3), Format DIN A3, übersichtlich auf Ihren Arbeitstisch. Erst dann beantworten Sie die Prüfungsaufgaben.
Schriftliche Aufgabenstellung
Der Prüfsatz besteht aus folgenden Unterlagen:
Gesamtzeichnung Blatt P1-1(3), Format DIN A3, siehe Anhang Einzelteilzeichnung Blatt P1-2(3) und P1-3(3)Schriftliche Aufgabenstellung Teil ASchriftliche Aufgabenstellung Teil BDie Unterlagen sind am Ende der Vorgabezeit von 90 Minuten dem Prüfer zu übergeben.
04957_S_001_028.indd 704957_S_001_028.indd 7 29.09.2009 8:38:12 Uhr29.09.2009 8:38:12 Uhr
© Bildungsverlag EINS 9
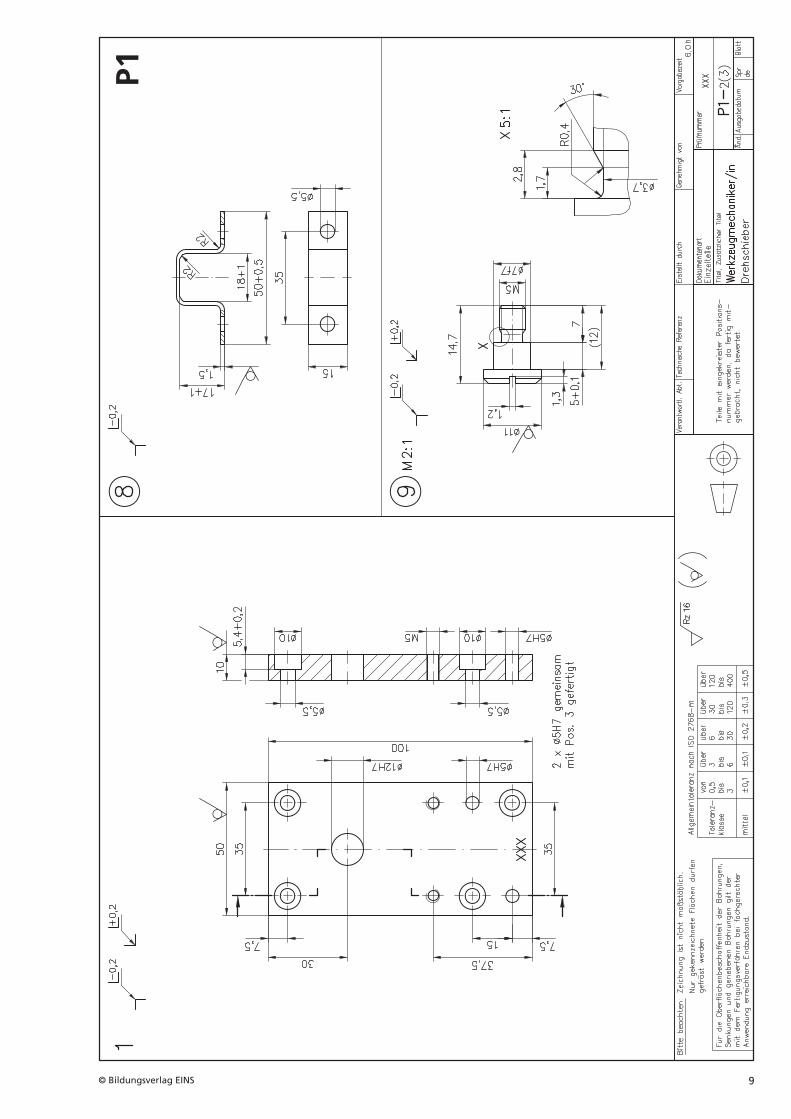
P1
04957_S_001_028.indd 904957_S_001_028.indd 9 29.09.2009 8:38:13 Uhr29.09.2009 8:38:13 Uhr
© Bildungsverlag EINS 11
Prüfung 1 Teil A Werkzeugmechaniker/-in Drehschieber
Sie haben den Auftrag, die Baugruppe, die auf der Gesamtzeichnung Bl. P1-1(3) dargestellt ist, anzufertigen, zu montieren und die Funktion zu überprüfen.Die herzustellenden Einzelteile sind den Einzelteilzeichnungen Bl. P1-2(3) und Bl. P1-3(3) zu entnehmen.
1 Zeichnung P1-1(3):Die Trägerplatte (Pos. 1) ist aus dem Werkstoff S235JR+C herzustellen.Was bedeutet diese Bezeichnung?
Stahl für den Maschinenbau nach ISO 235
Stahl für den Stahlbau mit einer Mindeststreckgrenze von Re = 235 N/mm2 bei einer Kerbschlagar-beit von 27J bei +20 °C Prüftemperatur, kaltverfestigt
Stahl für den Stahlbau mit 23,5 % Legierungsbestandteilen
Stahl für den Maschinenbau mit der Mindeststreckgrenze von 235 N/mm2, Kerbschlagarbeit 27J, besondere Kaltumformbarkeit
Stahl für den Maschinenbau mit 2,35 % Kohlenstoff, kaltverformt
�
�
�
�
�
2 Die Eigenschaften der Stähle werden durch verschiedene Legierungselemente bestimmt. Dies gilt auch für das Werkstück (Pos. 6) der Stückliste Bl. P1-1(3). Wie heißt der Stahl?
Unlegierter Baustahl � Automatenstahl
Hochlegierter Werkzeugstahl � Vergütungsstahl
Einsatzstahl
�
�
�
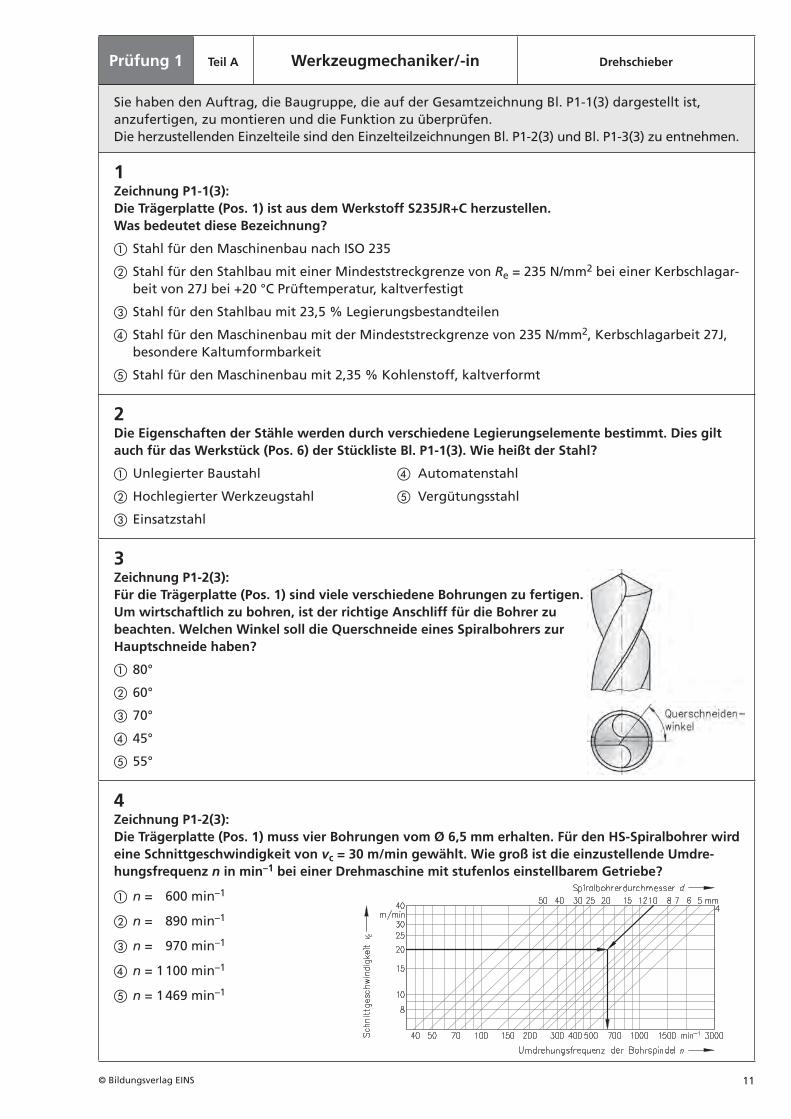
3 Zeichnung P1-2(3):Für die Trägerplatte (Pos. 1) sind viele verschiedene Bohrungen zu fertigen.Um wirtschaftlich zu bohren, ist der richtige Anschliff für die Bohrer zu beachten. Welchen Winkel soll die Querschneide eines Spiralbohrers zur Hauptschneide haben?
80°
60°
70°
45°
55°
�
�
�
�
�
4 Zeichnung P1-2(3):Die Trägerplatte (Pos. 1) muss vier Bohrungen vom Ø 6,5 mm erhalten. Für den HS-Spiralbohrer wird eine Schnittgeschwindigkeit von vc = 30 m/min gewählt. Wie groß ist die einzustellende Umdre-hungsfrequenz n in min–1 bei einer Drehmaschine mit stufenlos einstellbarem Getriebe?
n = 600 min–1
n = 890 min–1
n = 970 min–1
n = 1 100 min–1
n = 1 469 min–1
�
�
�
�
�
04957_S_001_028.indd 1104957_S_001_028.indd 11 29.09.2009 8:38:14 Uhr29.09.2009 8:38:14 Uhr
Prüfung 1 Teil A Werkzeugmechaniker/-in Drehschieber
14 © Bildungsverlag EINS
13Zeichnung P1-3(3):Die 20 mm breite und 2 mm tiefe Nut der Stütze (Pos. 2) wird mit einem Fräser aus Schnellarbeitsstahl HS-10-4-3-10 bearbeitet.In welcher Zeile sind die chemischen Elemente in der richtigen Reihenfolge angegeben?
W, V, Mo, Co
W, Mo, V, Co
V, W, Co, Mo
V, W, Mo, Co
Co, Mo, V, W
�
�
�
�
�
14Welche Aussage über das Spannen beim Fräsen ist falsch?
Fräsdorne zum Spannen sind genormt
Walzenfräser, die auf Fräsdorne gespannt werden, werden mit Zwischenringen in die richtige Lage zum Werkstück gebracht
Walzenfräser werden mit Passfedern zur Mitnahme auf Fräsdorne gespannt
Werkstücke müssen möglichst hoch aus dem Schraubstock gespannt werden, um ein Verspannen ganzer Flächen zu vermeiden
Runde Werkstücke spannt man mit einem Spannprisma
�
�
�
�
�
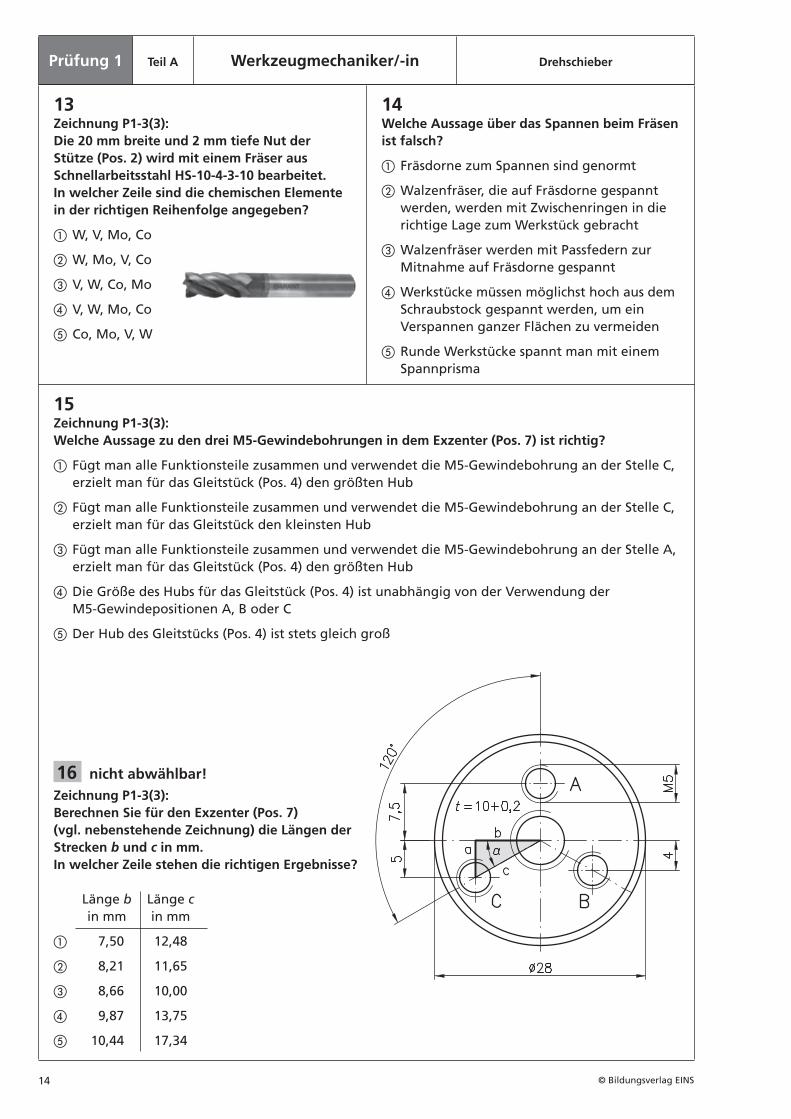
15Zeichnung P1-3(3):Welche Aussage zu den drei M5-Gewindebohrungen in dem Exzenter (Pos. 7) ist richtig?
Fügt man alle Funktionsteile zusammen und verwendet die M5-Gewindebohrung an der Stelle C, erzielt man für das Gleitstück (Pos. 4) den größten Hub
Fügt man alle Funktionsteile zusammen und verwendet die M5-Gewindebohrung an der Stelle C, erzielt man für das Gleitstück den kleinsten Hub
Fügt man alle Funktionsteile zusammen und verwendet die M5-Gewindebohrung an der Stelle A, erzielt man für das Gleitstück (Pos. 4) den größten Hub
Die Größe des Hubs für das Gleitstück (Pos. 4) ist unabhängig von der Verwendung der M5-Gewindepositionen A, B oder C
Der Hub des Gleitstücks (Pos. 4) ist stets gleich groß
�
�
�
�
�
16 nicht abwählbar!Zeichnung P1-3(3):Berechnen Sie für den Exzenter (Pos. 7) (vgl. nebenstehende Zeichnung) die Längen der Strecken b und c in mm. In welcher Zeile stehen die richtigen Ergebnisse?
Länge b Länge c in mm in mm
7,50 12,48
8,21 11,65
8,66 10,00
9,87 13,75
10,44 17,34
�
�
�
�
�
04957_S_001_028.indd 1404957_S_001_028.indd 14 29.09.2009 8:38:17 Uhr29.09.2009 8:38:17 Uhr
Prüfung 1 Teil B Werkzeugmechaniker/-in Drehschieber
18 © Bildungsverlag EINS
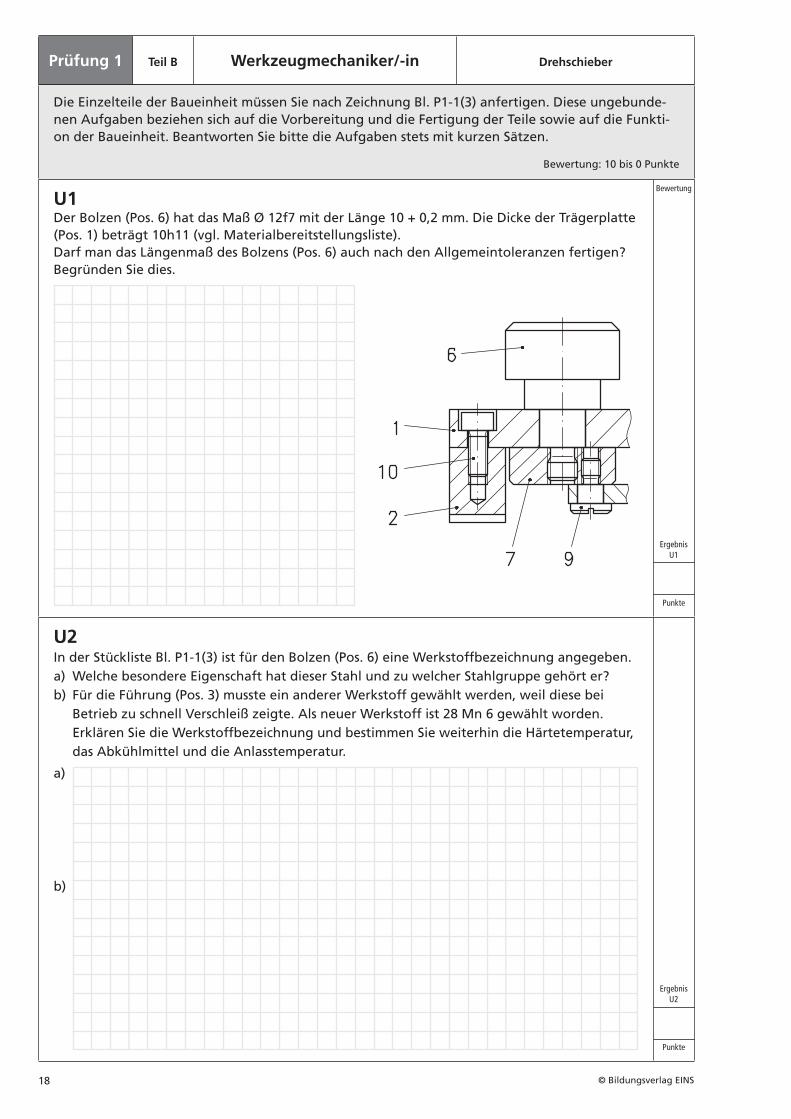
Die Einzelteile der Baueinheit müssen Sie nach Zeichnung Bl. P1-1(3) anfertigen. Diese ungebunde-nen Aufgaben beziehen sich auf die Vorbereitung und die Fertigung der Teile sowie auf die Funkti-on der Baueinheit. Beantworten Sie bitte die Aufgaben stets mit kurzen Sätzen.
Bewertung: 10 bis 0 Punkte
U1Der Bolzen (Pos. 6) hat das Maß Ø 12f7 mit der Länge 10 + 0,2 mm. Die Dicke der Trägerplatte (Pos. 1) beträgt 10h11 (vgl. Materialbereitstellungsliste).Darf man das Längenmaß des Bolzens (Pos. 6) auch nach den Allgemeintoleranzen fertigen?Begründen Sie dies.
Bewertung
Ergebnis U1
Punkte
U2In der Stückliste Bl. P1-1(3) ist für den Bolzen (Pos. 6) eine Werkstoffbezeichnung angegeben.a) Welche besondere Eigenschaft hat dieser Stahl und zu welcher Stahlgruppe gehört er?b) Für die Führung (Pos. 3) musste ein anderer Werkstoff gewählt werden, weil diese bei
Betrieb zu schnell Verschleiß zeigte. Als neuer Werkstoff ist 28 Mn 6 gewählt worden. Erklären Sie die Werkstoffbezeichnung und bestimmen Sie weiterhin die Härtetemperatur, das Abkühlmittel und die Anlasstemperatur.
Ergebnis U2
Punkte
a)
b)
04957_S_001_028.indd 1804957_S_001_028.indd 18 29.09.2009 8:38:20 Uhr29.09.2009 8:38:20 Uhr
© Bildungsverlag EINS 23
Prüfung 1 Teil C Werkzeugmechaniker/-in Drehschieber P1
Abschlussprüfung Teil 1 – Arbeitsaufgabe
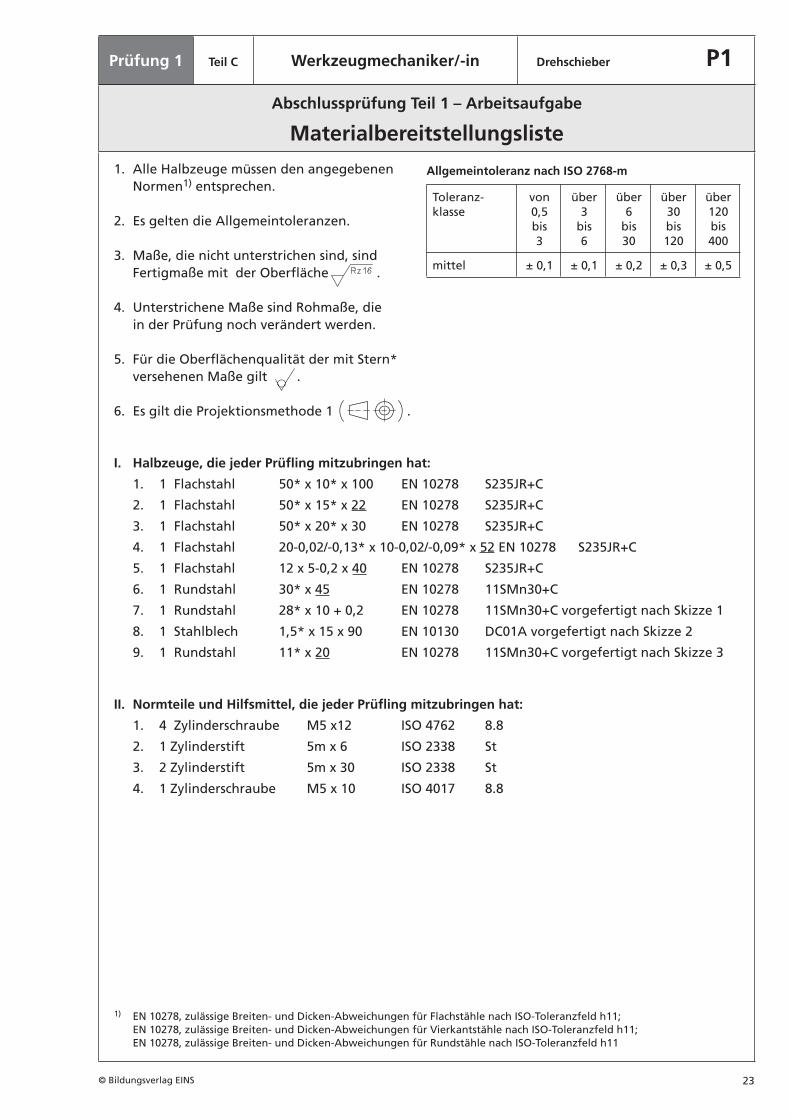
Materialbereitstellungsliste
1. Alle Halbzeuge müssen den angegebenen Normen1) entsprechen.
2. Es gelten die Allgemeintoleranzen.
3. Maße, die nicht unterstrichen sind, sind Fertigmaße mit der Oberfl äche .
4. Unterstrichene Maße sind Rohmaße, die in der Prüfung noch verändert werden.
5. Für die Oberfl ächenqualität der mit Stern* versehenen Maße gilt .
6. Es gilt die Projektionsmethode 1 .
I. Halbzeuge, die jeder Prüfl ing mitzubringen hat:
1. 1 Flachstahl 50* x 10* x 100 EN 10278 S235JR+C
2. 1 Flachstahl 50* x 15* x 22 EN 10278 S235JR+C
3. 1 Flachstahl 50* x 20* x 30 EN 10278 S235JR+C
4. 1 Flachstahl 20-0,02/-0,13* x 10-0,02/-0,09* x 52 EN 10278 S235JR+C
5. 1 Flachstahl 12 x 5-0,2 x 40 EN 10278 S235JR+C
6. 1 Rundstahl 30* x 45 EN 10278 11SMn30+C
7. 1 Rundstahl 28* x 10 + 0,2 EN 10278 11SMn30+C vorgefertigt nach Skizze 1
8. 1 Stahlblech 1,5* x 15 x 90 EN 10130 DC01A vorgefertigt nach Skizze 2
9. 1 Rundstahl 11* x 20 EN 10278 11SMn30+C vorgefertigt nach Skizze 3
II. Normteile und Hilfsmittel, die jeder Prüfl ing mitzubringen hat:
1. 4 Zylinderschraube M5 x12 ISO 4762 8.8
2. 1 Zylinderstift 5m x 6 ISO 2338 St
3. 2 Zylinderstift 5m x 30 ISO 2338 St
4. 1 Zylinderschraube M5 x 10 ISO 4017 8.8
1) EN 10278, zulässige Breiten- und Dicken-Abweichungen für Flachstähle nach ISO-Toleranzfeld h11; EN 10278, zulässige Breiten- und Dicken-Abweichungen für Vierkantstähle nach ISO-Toleranzfeld h11; EN 10278, zulässige Breiten- und Dicken-Abweichungen für Rundstähle nach ISO-Toleranzfeld h11
Allgemeintoleranz nach ISO 2768-m
Toleranz-klasse
von0,5bis3
über3
bis6
über6
bis30
über30bis120
über120bis400
mittel ± 0,1 ± 0,1 ± 0,2 ± 0,3 ± 0,5
04957_S_001_028.indd 2304957_S_001_028.indd 23 29.09.2009 8:38:21 Uhr29.09.2009 8:38:21 Uhr
© Bildungsverlag EINS 47
Prüfung 2 Teil C Werkzeugmechaniker/-in Exzenterpresse P2
Abschlussprüfung Teil 1 – Arbeitsaufgabe
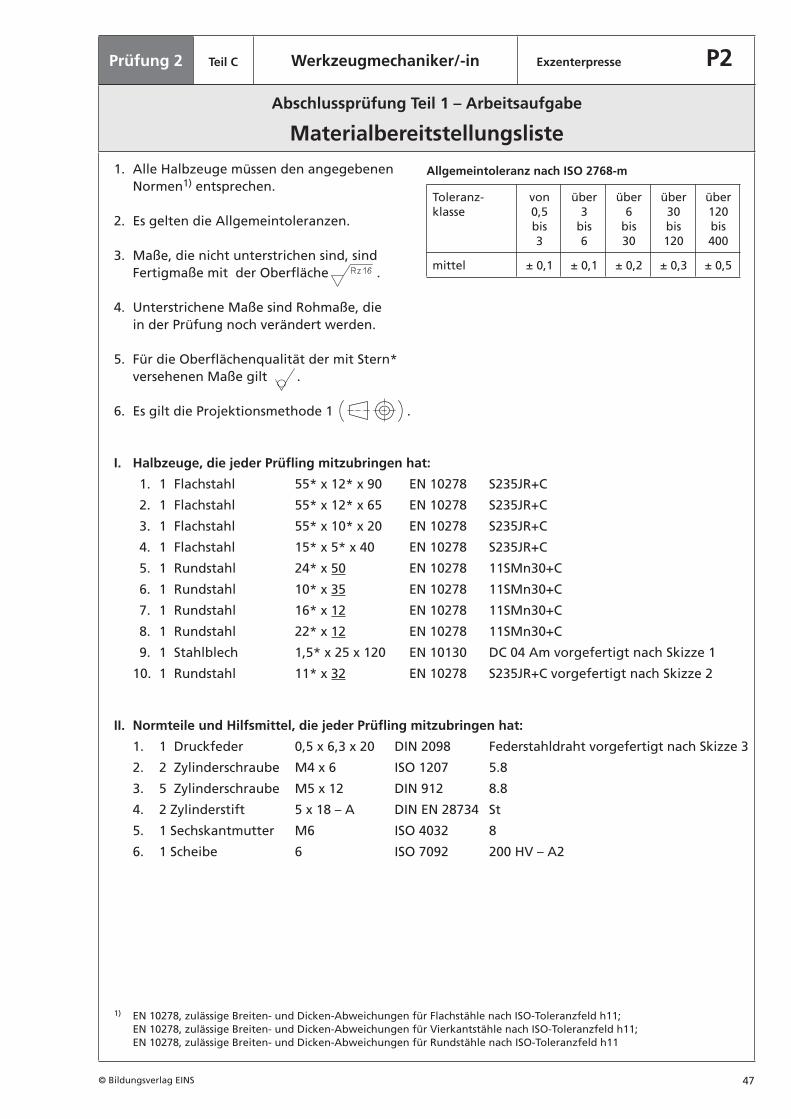
Materialbereitstellungsliste
1. Alle Halbzeuge müssen den angegebenen Normen1) entsprechen.
2. Es gelten die Allgemeintoleranzen.
3. Maße, die nicht unterstrichen sind, sind Fertigmaße mit der Oberfl äche .
4. Unterstrichene Maße sind Rohmaße, die in der Prüfung noch verändert werden.
5. Für die Oberfl ächenqualität der mit Stern* versehenen Maße gilt .
6. Es gilt die Projektionsmethode 1 .
I. Halbzeuge, die jeder Prüfl ing mitzubringen hat:
1. 1 Flachstahl 55* x 12* x 90 EN 10278 S235JR+C
2. 1 Flachstahl 55* x 12* x 65 EN 10278 S235JR+C
3. 1 Flachstahl 55* x 10* x 20 EN 10278 S235JR+C
4. 1 Flachstahl 15* x 5* x 40 EN 10278 S235JR+C
5. 1 Rundstahl 24* x 50 EN 10278 11SMn30+C
6. 1 Rundstahl 10* x 35 EN 10278 11SMn30+C
7. 1 Rundstahl 16* x 12 EN 10278 11SMn30+C
8. 1 Rundstahl 22* x 12 EN 10278 11SMn30+C
9. 1 Stahlblech 1,5* x 25 x 120 EN 10130 DC 04 Am vorgefertigt nach Skizze 1
10. 1 Rundstahl 11* x 32 EN 10278 S235JR+C vorgefertigt nach Skizze 2
II. Normteile und Hilfsmittel, die jeder Prüfl ing mitzubringen hat:
1. 1 Druckfeder 0,5 x 6,3 x 20 DIN 2098 Federstahldraht vorgefertigt nach Skizze 3
2. 2 Zylinderschraube M4 x 6 ISO 1207 5.8
3. 5 Zylinderschraube M5 x 12 DIN 912 8.8
4. 2 Zylinderstift 5 x 18 – A DIN EN 28734 St
5. 1 Sechskantmutter M6 ISO 4032 8
6. 1 Scheibe 6 ISO 7092 200 HV – A2
1) EN 10278, zulässige Breiten- und Dicken-Abweichungen für Flachstähle nach ISO-Toleranzfeld h11; EN 10278, zulässige Breiten- und Dicken-Abweichungen für Vierkantstähle nach ISO-Toleranzfeld h11; EN 10278, zulässige Breiten- und Dicken-Abweichungen für Rundstähle nach ISO-Toleranzfeld h11
Allgemeintoleranz nach ISO 2768-m
Toleranz-klasse
von0,5bis3
über3
bis6
über6
bis30
über30bis120
über120bis400
mittel ± 0,1 ± 0,1 ± 0,2 ± 0,3 ± 0,5
04957_S_029_052.indd 4704957_S_029_052.indd 47 29.09.2009 8:39:16 Uhr29.09.2009 8:39:16 Uhr
Prüfung 2 Teil C Werkzeugmechaniker/-in Exzenterpresse P2
48 © Bildungsverlag EINS
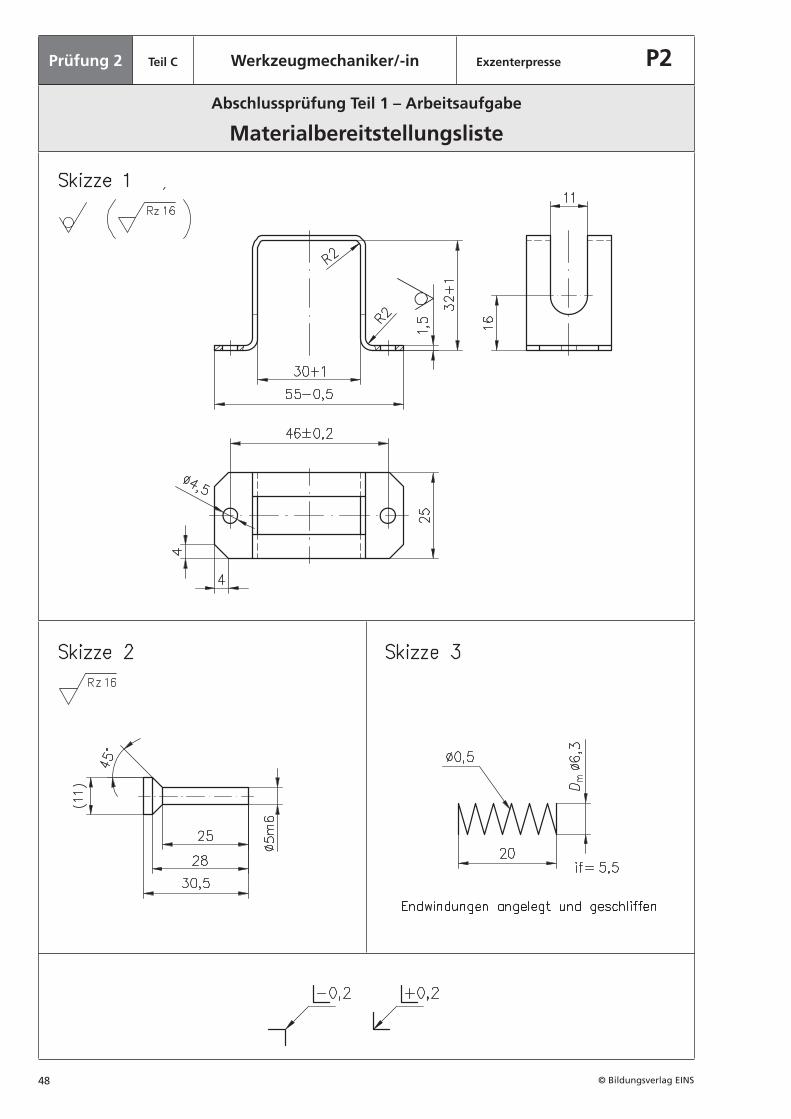
Abschlussprüfung Teil 1 – Arbeitsaufgabe
Materialbereitstellungsliste
04957_S_029_052.indd 4804957_S_029_052.indd 48 29.09.2009 8:39:16 Uhr29.09.2009 8:39:16 Uhr
Prüfung 4 Teil A Werkzeugmechaniker/-in Drehschwinge
84 © Bildungsverlag EINS
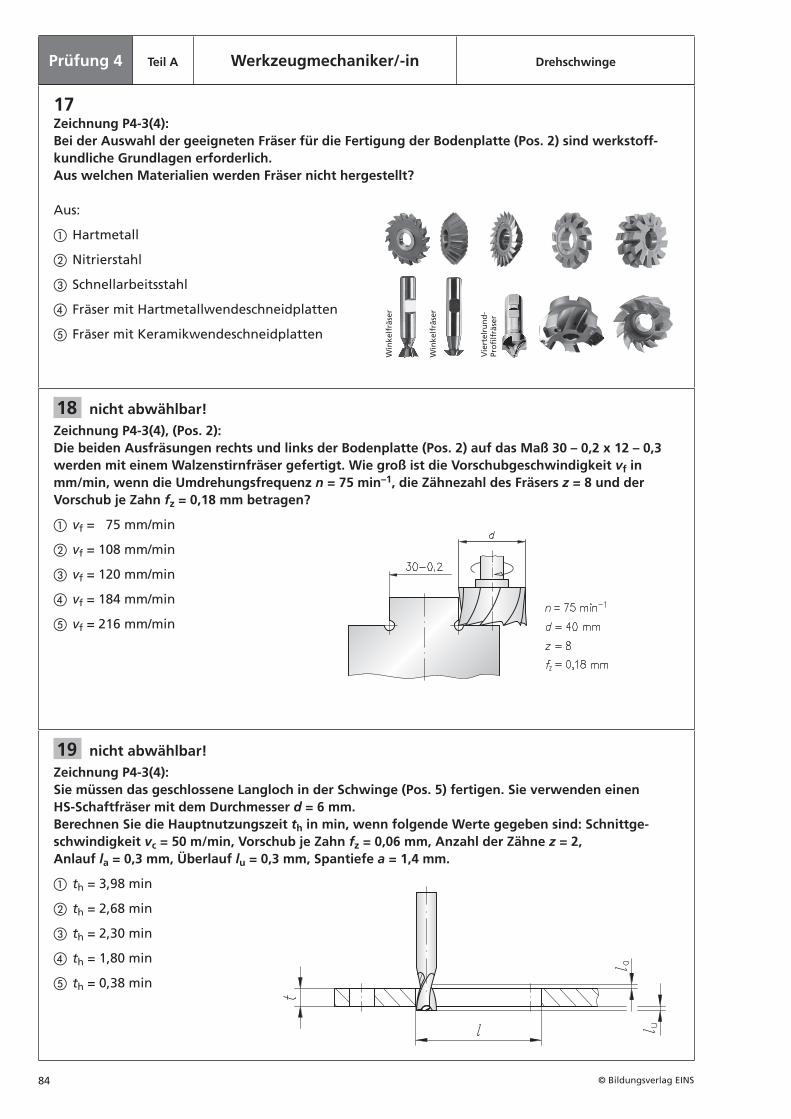
17Zeichnung P4-3(4):Bei der Auswahl der geeigneten Fräser für die Fertigung der Bodenplatte (Pos. 2) sind werkstoff-kundliche Grundlagen erforderlich. Aus welchen Materialien werden Fräser nicht hergestellt?
Aus:
Hartmetall
Nitrierstahl
Schnellarbeitsstahl
Fräser mit Hartmetallwendeschneidplatten
Fräser mit Keramikwendeschneidplatten
�
�
�
�
�
18 nicht abwählbar!Zeichnung P4-3(4), (Pos. 2):Die beiden Ausfräsungen rechts und links der Bodenplatte (Pos. 2) auf das Maß 30 – 0,2 x 12 – 0,3 werden mit einem Walzenstirnfräser gefertigt. Wie groß ist die Vorschubgeschwindigkeit vf in mm/min, wenn die Umdrehungsfrequenz n = 75 min–1, die Zähnezahl des Fräsers z = 8 und der Vorschub je Zahn fz = 0,18 mm betragen?
vf = 75 mm/min
vf = 108 mm/min
vf = 120 mm/min
vf = 184 mm/min
vf = 216 mm/min
�
�
�
�
�
19 nicht abwählbar!Zeichnung P4-3(4):Sie müssen das geschlossene Langloch in der Schwinge (Pos. 5) fertigen. Sie verwenden einen HS-Schaftfräser mit dem Durchmesser d = 6 mm. Berechnen Sie die Hauptnutzungszeit th in min, wenn folgende Werte gegeben sind: Schnittge-schwindigkeit vc = 50 m/min, Vorschub je Zahn fz = 0,06 mm, Anzahl der Zähne z = 2, Anlauf la = 0,3 mm, Überlauf lu = 0,3 mm, Spantiefe a = 1,4 mm.
th = 3,98 min
th = 2,68 min
th = 2,30 min
th = 1,80 min
th = 0,38 min
�
�
�
�
�
Win
kelf
räse
r
Vie
rtel
run
d-
Pro
fi lf
räse
r
Win
kelf
räse
r
04957_S_075_098.indd 8404957_S_075_098.indd 84 29.09.2009 8:40:55 Uhr29.09.2009 8:40:55 Uhr
Peter Schierbock
PrüfungsvorbereitungWerkzeugmechaniker/-inAbschlussprüfung Teil 1
Lösungen
1. Auflage
Bestellnummer 04957
04957_LO _S_001_036.indd 104957_LO _S_001_036.indd 1 28.09.2009 13:12:11 Uhr28.09.2009 13:12:11 Uhr

www.bildungsverlag1.de
Bildungsverlag EINS GmbHSieglarer Straße 2, 53842 Troisdorf
ISBN 978-3-427-04957-9
© Copyright 2010: Bildungsverlag EINS GmbH, TroisdorfDas Werk und seine Teile sind urheberrechtlich geschützt. Jede Nutzung in anderen als den gesetzlich zugelassenen Fällen bedarf der vorherigen schriftlichen Einwilligung des Verlages.Hinweis zu § 52a UrhG: Weder das Werk noch seine Teile dürfen ohne eine solche Einwilligung eingescannt und in ein Netzwerk eingestellt werden. Dies gilt auch für Intranets von Schulen und sonstigen Bildungseinrichtungen.
Dieses Lösungsheft ist Bestandteil des Arbeitsbuches „Prüfungsvorbereitung Werkzeugmechaniker/-in – Abschlussprüfung Teil 1“ mit der Bestellnummer 04957
Haben Sie Anregungen oder Kritikpunkte zu diesem Produkt?Dann senden Sie eine E-Mail an [email protected] und Verlag freuen sich auf Ihre Rückmeldung.
04957_LO _S_001_036.indd 204957_LO _S_001_036.indd 2 28.09.2009 13:12:12 Uhr28.09.2009 13:12:12 Uhr
© Bildungsverlag EINS 3
Prüfung 1 Drehschieber . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . 6 Berechnung der Ergebnisse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . 8Teil C: Maßfestlegung durch den Prüfl ing während der
Durchführung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Prüfung 2Exzenterpresse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . 12 Berechnung der Ergebnisse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . 14Teil C: Maßfestlegung durch den Prüfl ing während der
Durchführung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
Prüfung 3Biegewerkzeug . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . 18 Berechnung der Ergebnisse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . 20Teil C: Maßfestlegung durch den Prüfl ing während der
Durchführung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22
Prüfung 4Drehschwinge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . 24 Berechnung der Ergebnisse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . 26Teil C: Maßfestlegung durch den Prüfl ing während der
Durchführung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Prüfung 5Schneidwerkzeug . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 31
Teil A: Aufgabenstellungen, gebunden . . . . . . . . . . . . . . . . . . . . . . . . . . 32 Berechnung der Ergebnisse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Teil B: Aufgabenstellungen, ungebunden . . . . . . . . . . . . . . . . . . . . . . . 34Teil C: Maßfestlegung durch den Prüfl ing während der
Durchführung. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Inhaltsverzeichnis – Löser
04957_LO _S_001_036.indd 304957_LO _S_001_036.indd 3 28.09.2009 13:12:12 Uhr28.09.2009 13:12:12 Uhr
12 © Bildungsverlag EINS
Prüfung 2 Teil A Werkzeugmechaniker/-in Exzenterpresse
Abschlussprüfung Teil 1 – Schriftliche Aufgabenstellung
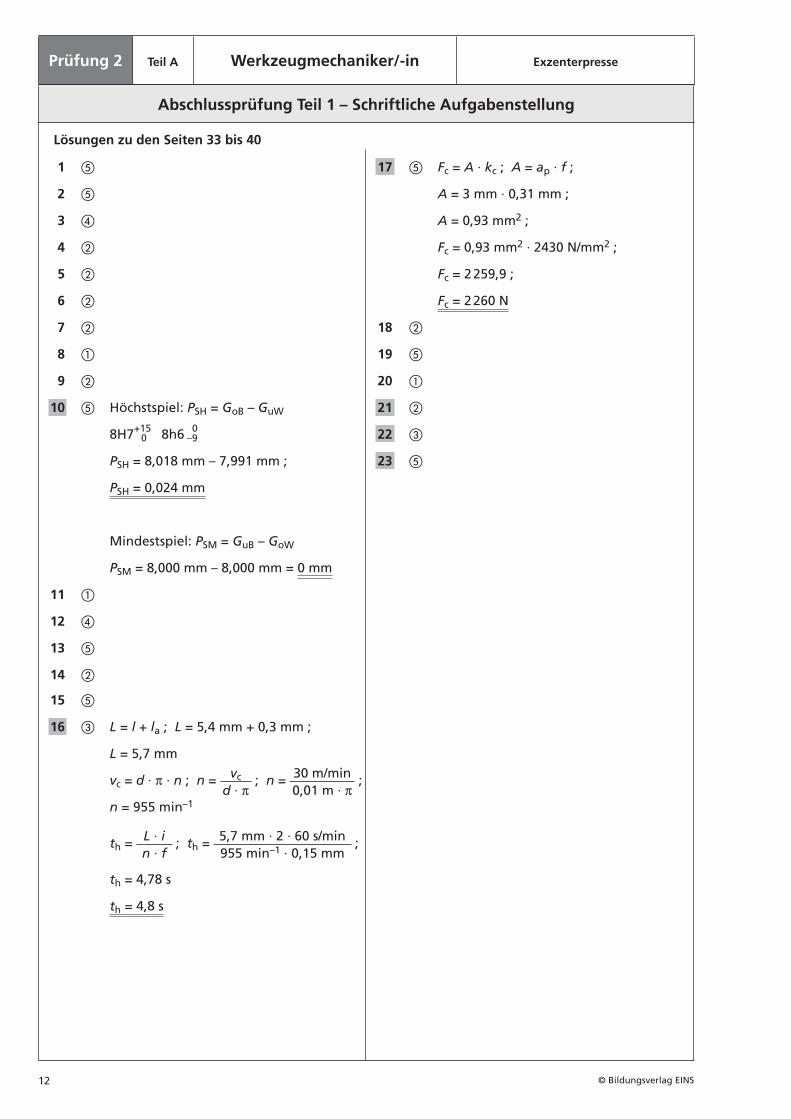
Lösungen zu den Seiten 33 bis 40
1
2
3
4
5
6
7
8
9
10
11
12
13
14
�
�
�
�
�
�
�
�
�
�
�
�
�
�
Höchstspiel: PSH = GoB – GuW
8H7+150 8h6 –9
0
PSH = 8,018 mm – 7,991 mm ;
PSH = 0,024 mm
Mindestspiel: PSM = GuB – GoW
PSM = 8,000 mm – 8,000 mm = 0 mm
17
18
19
20
21
22
23
�
�
�
�
�
�
�
Fc = A · kc ; A = ap · f ;
A = 3 mm · 0,31 mm ;
A = 0,93 mm2 ;
Fc = 0,93 mm2 · 2430 N/mm2 ;
Fc = 2 259,9 ;
Fc = 2 260 N
15
16
�
� L = l + la ; L = 5,4 mm + 0,3 mm ;
L = 5,7 mm
vc = d · π · n ; n = vcd · π
; n = 30 m/min0,01 m · π
;
n = 955 min–1
th = L · in · f
; th = 5,7 mm · 2 · 60 s/min955 min–1 · 0,15 mm
;
th = 4,78 s
th = 4,8 s
04957_LO _S_001_036.indd 1204957_LO _S_001_036.indd 12 28.09.2009 13:12:17 Uhr28.09.2009 13:12:17 Uhr