Embed Size (px)
Citation preview
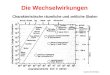
WS 99/00
Ghibsy Seehafer Seite 1 10.11.00
1. Metalle 1.1 Charakteristische Eigenschaften von Metallen
!"Festigkeit und Formveränderungsvermögen !"Kristalliner Aufbau !"Elektrische Leitfähigkeit und Wärmeleitfähigkeit !"Lichtundurchlässigkeit !"Metallischer Glanz furch Lichtrefflektion !"Leichte Bildung von positiven Ionen (Kationen) durch Abgabe der negativen Elektronen !"Auflösung in Säuren unter Bildung von Salzen
Begründung liegt dafür in der metallischen Bindung: Metalle erreichen den Edelgaszustand dadurch, dass die leicht abgegebenen Elektronen (→Valenzelektronen) als Elekt-ronengas die positiv geladenen Atomrümpfe umgeben. 1.2 Anordnung der Atome in festen Körpern Es wird unterscheiden zwischen:
!"Amorph gestaltlos (gr. Morphe = Gestalt) Atome sind regellos angeordnet, z.B. Glas !"Kristallin regelmäßig (gr. Krystallos = Eis) Atome sind gesetzmäßig angeordnet. Erkennbar durch
regelmäßige Flächen, z.B. Kristalle (Berg-), Kandiszucker)
WS 99/00
Ghibsy Seehafer Seite 2 10.11.00
1.3 Definition und Beschreibung von Raumgittern
!"Elementarzelle Kleinste Raumeinheit durch dessen wiederholte Verschiebung um seine eigene Kantenlänge in alle 3 Raumachsen das Raumgitter aufgebaut wird.
!"Gitterparameter Die Kantenlänge einer Elementarzelle !"Gittergerade Durch das Raumgitter gezogene Gerade auf der in regelmäßigen Abständen Atome liegen. !"Gitterebene
(Netzebene) Ebene in Raumgittern, die in regelmäßigen Abständen mit Atomen besetzt sind.
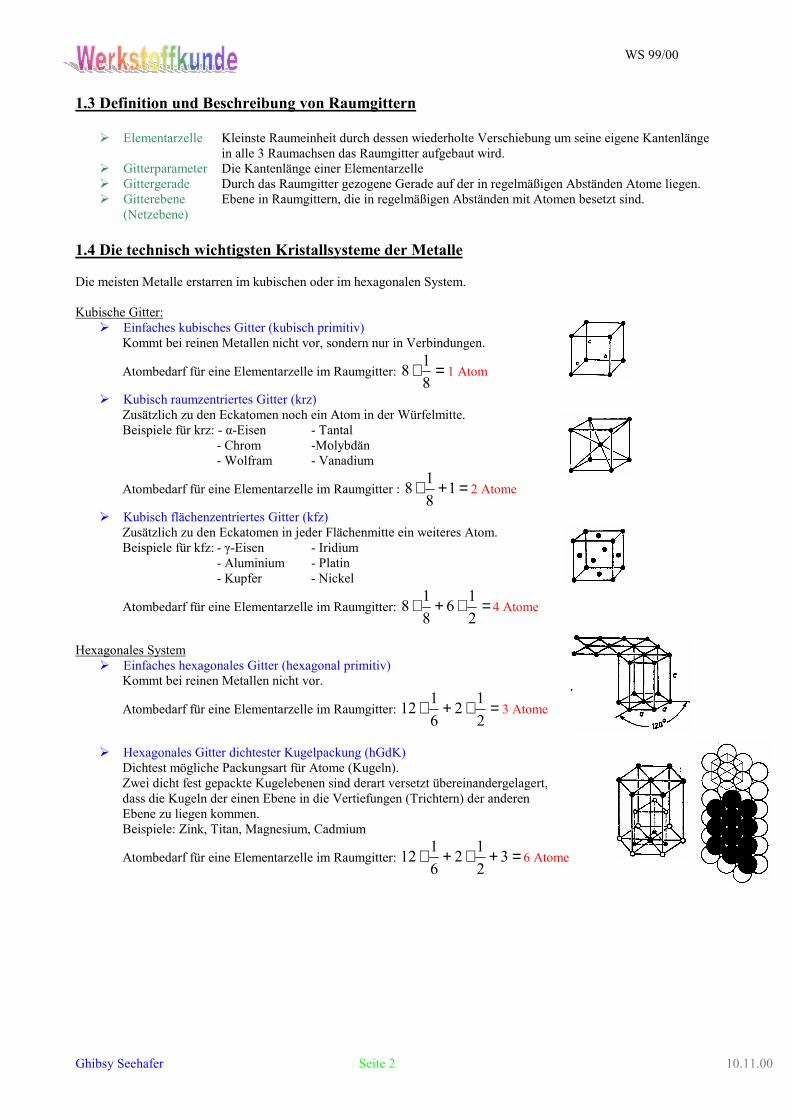
1.4 Die technisch wichtigsten Kristallsysteme der Metalle Die meisten Metalle erstarren im kubischen oder im hexagonalen System. Kubische Gitter:
!"Einfaches kubisches Gitter (kubisch primitiv) Kommt bei reinen Metallen nicht vor, sondern nur in Verbindungen.
Atombedarf für eine Elementarzelle im Raumgitter: =∗818 1 Atom
!"Kubisch raumzentriertes Gitter (krz) Zusätzlich zu den Eckatomen noch ein Atom in der Würfelmitte. Beispiele für krz: - α-Eisen - Tantal
- Chrom -Molybdän - Wolfram - Vanadium
Atombedarf für eine Elementarzelle im Raumgitter : =+∗ 1818 2 Atome
!"Kubisch flächenzentriertes Gitter (kfz) Zusätzlich zu den Eckatomen in jeder Flächenmitte ein weiteres Atom. Beispiele für kfz: - γ-Eisen - Iridium - Aluminium - Platin - Kupfer - Nickel
Atombedarf für eine Elementarzelle im Raumgitter: =∗+∗216
818 4 Atome
Hexagonales System
!"Einfaches hexagonales Gitter (hexagonal primitiv) Kommt bei reinen Metallen nicht vor.
Atombedarf für eine Elementarzelle im Raumgitter: =∗+∗212
6112 3 Atome
!"Hexagonales Gitter dichtester Kugelpackung (hGdK)
Dichtest mögliche Packungsart für Atome (Kugeln). Zwei dicht fest gepackte Kugelebenen sind derart versetzt übereinandergelagert, dass die Kugeln der einen Ebene in die Vertiefungen (Trichtern) der anderen Ebene zu liegen kommen. Beispiele: Zink, Titan, Magnesium, Cadmium
Atombedarf für eine Elementarzelle im Raumgitter: =+∗+∗ 3212
6112 6 Atome
WS 99/00
Ghibsy Seehafer Seite 3 10.11.00
Zusammenfassung: ⇒ Packungsdichte!
Kristallsystem Packungsdichte Kubisch primitiv 0,52
Kubisch raumzentriert 0,68 Kubisch flächenzentriert 0,74
Hexagonal primitiv 0,61 Hex. Dichtester Kugelpackung 0,74
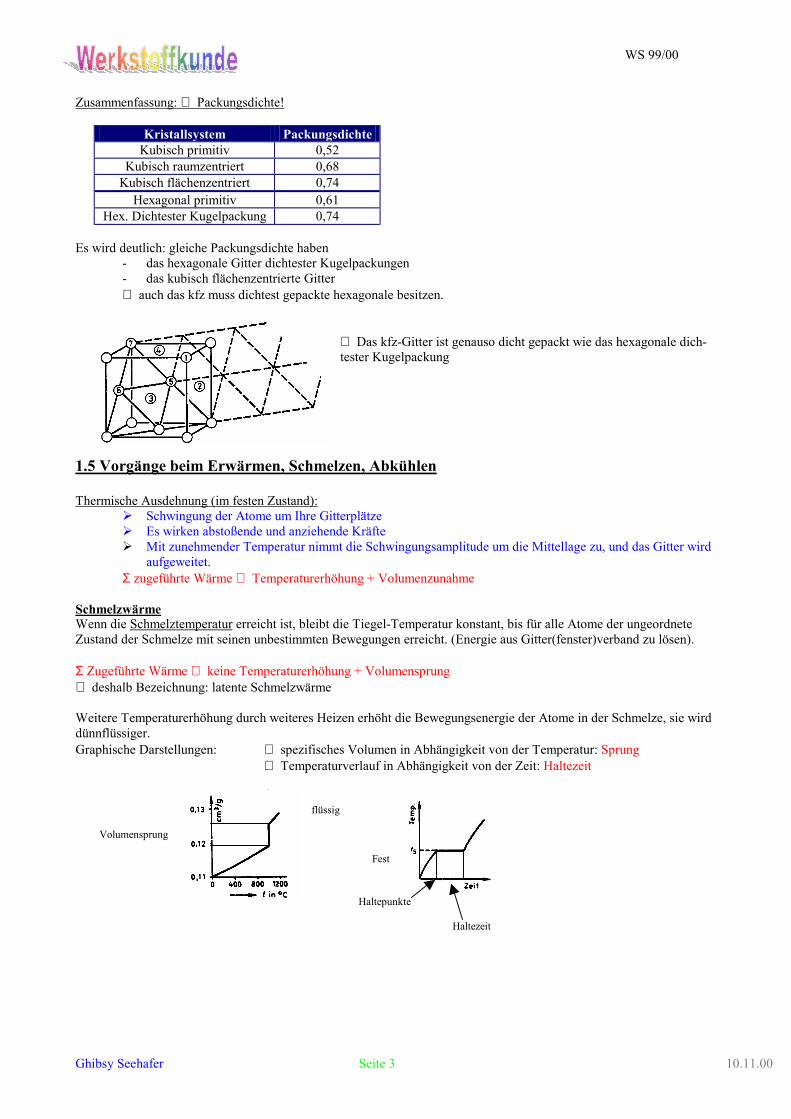
Es wird deutlich: gleiche Packungsdichte haben
- das hexagonale Gitter dichtester Kugelpackungen - das kubisch flächenzentrierte Gitter ⇒ auch das kfz muss dichtest gepackte hexagonale besitzen.
⇒ Das kfz-Gitter ist genauso dicht gepackt wie das hexagonale dich-tester Kugelpackung
1.5 Vorgänge beim Erwärmen, Schmelzen, Abkühlen Thermische Ausdehnung (im festen Zustand):
!"Schwingung der Atome um Ihre Gitterplätze !"Es wirken abstoßende und anziehende Kräfte !"Mit zunehmender Temperatur nimmt die Schwingungsamplitude um die Mittellage zu, und das Gitter wird
aufgeweitet. Σ zugeführte Wärme ⇒ Temperaturerhöhung + Volumenzunahme
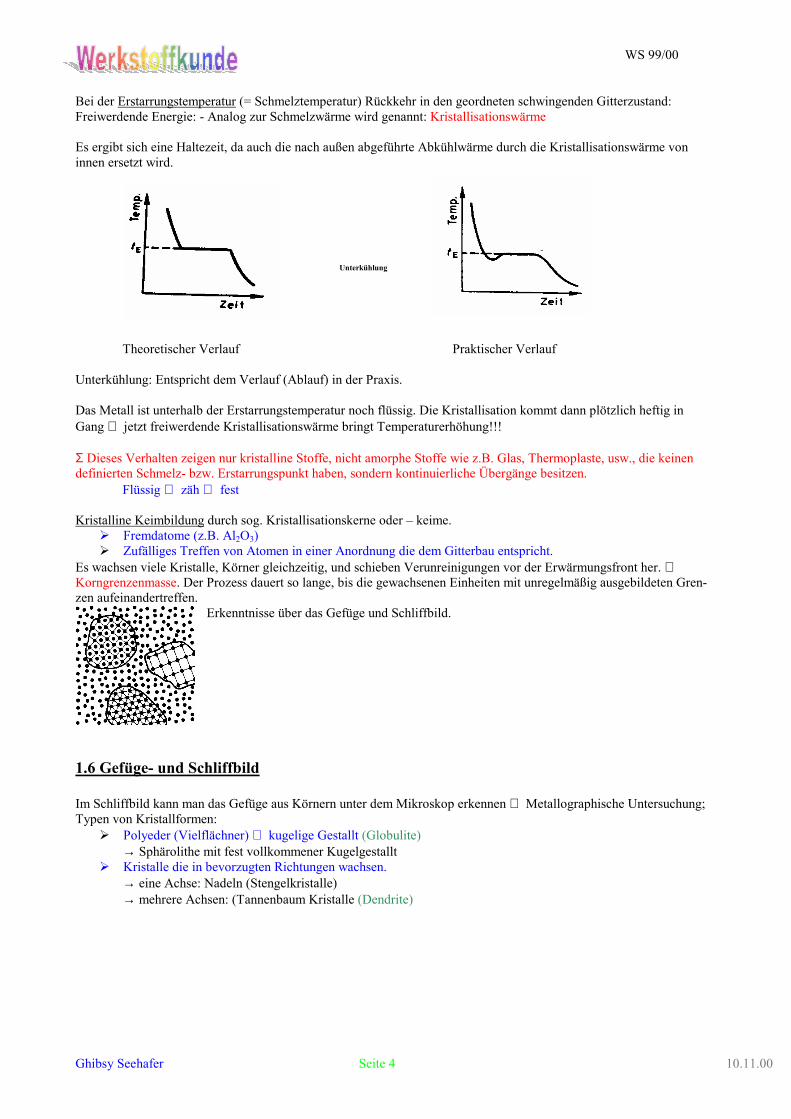
Schmelzwärme Wenn die Schmelztemperatur erreicht ist, bleibt die Tiegel-Temperatur konstant, bis für alle Atome der ungeordnete Zustand der Schmelze mit seinen unbestimmten Bewegungen erreicht. (Energie aus Gitter(fenster)verband zu lösen). Σ Zugeführte Wärme ⇒ keine Temperaturerhöhung + Volumensprung ⇒ deshalb Bezeichnung: latente Schmelzwärme Weitere Temperaturerhöhung durch weiteres Heizen erhöht die Bewegungsenergie der Atome in der Schmelze, sie wird dünnflüssiger. Graphische Darstellungen: ⇒ spezifisches Volumen in Abhängigkeit von der Temperatur: Sprung ⇒ Temperaturverlauf in Abhängigkeit von der Zeit: Haltezeit
flüssig Volumensprung
Fest
Haltepunkte Haltezeit
WS 99/00
Ghibsy Seehafer Seite 4 10.11.00
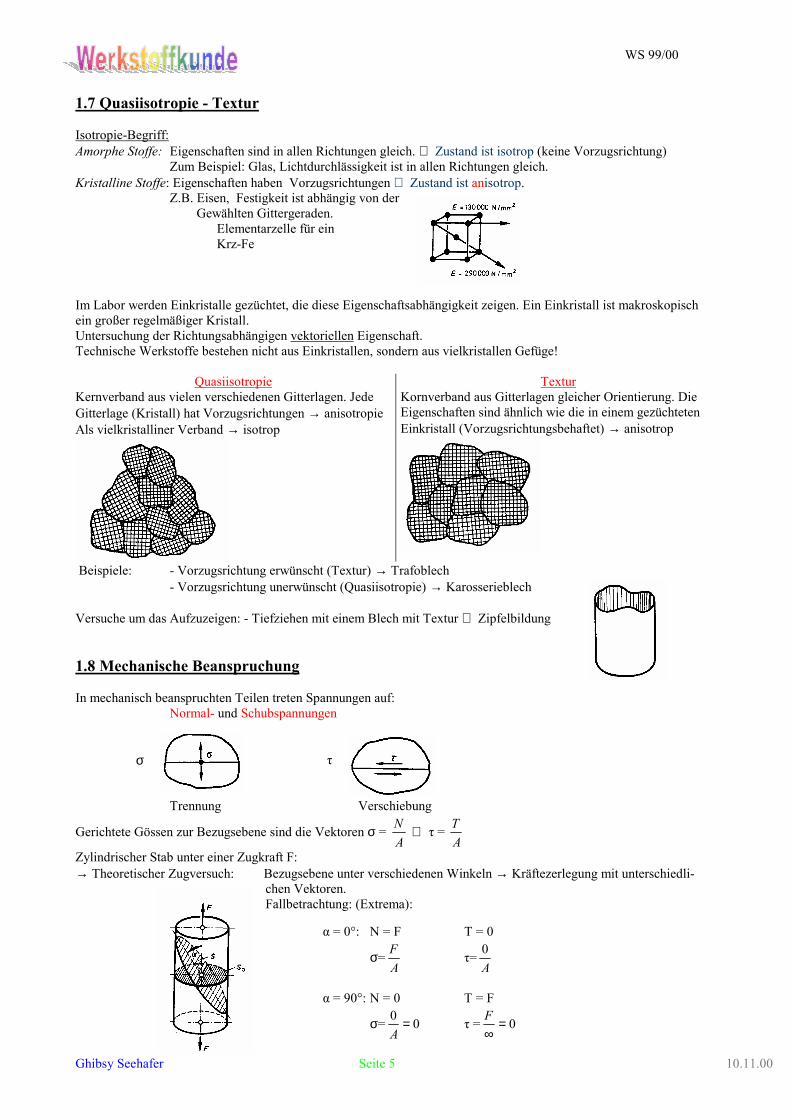
Bei der Erstarrungstemperatur (= Schmelztemperatur) Rückkehr in den geordneten schwingenden Gitterzustand: Freiwerdende Energie: - Analog zur Schmelzwärme wird genannt: Kristallisationswärme Es ergibt sich eine Haltezeit, da auch die nach außen abgeführte Abkühlwärme durch die Kristallisationswärme von innen ersetzt wird. Unterkühlung Theoretischer Verlauf Praktischer Verlauf Unterkühlung: Entspricht dem Verlauf (Ablauf) in der Praxis. Das Metall ist unterhalb der Erstarrungstemperatur noch flüssig. Die Kristallisation kommt dann plötzlich heftig in Gang ⇒ jetzt freiwerdende Kristallisationswärme bringt Temperaturerhöhung!!! Σ Dieses Verhalten zeigen nur kristalline Stoffe, nicht amorphe Stoffe wie z.B. Glas, Thermoplaste, usw., die keinen definierten Schmelz- bzw. Erstarrungspunkt haben, sondern kontinuierliche Übergänge besitzen. Flüssig ⇔ zäh ⇔ fest Kristalline Keimbildung durch sog. Kristallisationskerne oder – keime.
!"Fremdatome (z.B. Al2O3) !"Zufälliges Treffen von Atomen in einer Anordnung die dem Gitterbau entspricht.
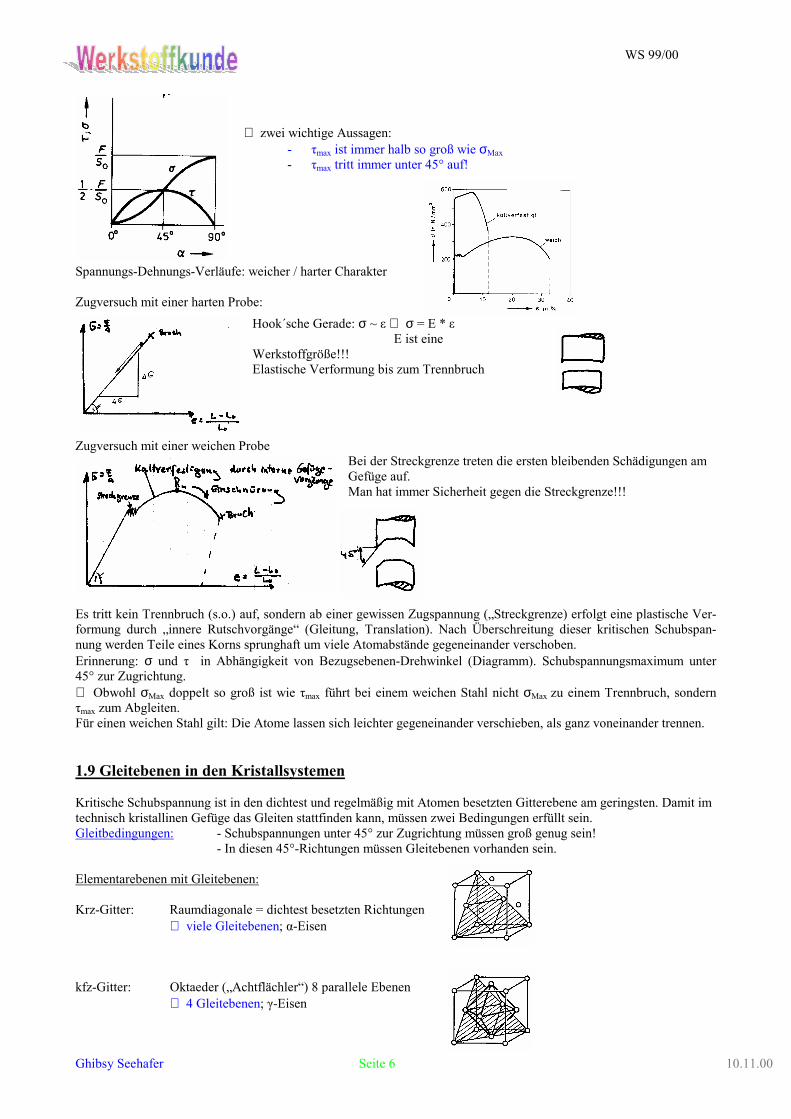
Es wachsen viele Kristalle, Körner gleichzeitig, und schieben Verunreinigungen vor der Erwärmungsfront her. ⇒ Korngrenzenmasse. Der Prozess dauert so lange, bis die gewachsenen Einheiten mit unregelmäßig ausgebildeten Gren-zen aufeinandertreffen.
Erkenntnisse über das Gefüge und Schliffbild.
1.6 Gefüge- und Schliffbild Im Schliffbild kann man das Gefüge aus Körnern unter dem Mikroskop erkennen ⇒ Metallographische Untersuchung; Typen von Kristallformen:
!"Polyeder (Vielflächner) ⇒ kugelige Gestallt (Globulite) → Sphärolithe mit fest vollkommener Kugelgestallt
!"Kristalle die in bevorzugten Richtungen wachsen. → eine Achse: Nadeln (Stengelkristalle) → mehrere Achsen: (Tannenbaum Kristalle (Dendrite)
WS 99/00
Ghibsy Seehafer Seite 5 10.11.00
1.7 Quasiisotropie - Textur Isotropie-Begriff: Amorphe Stoffe: Eigenschaften sind in allen Richtungen gleich. ⇒ Zustand ist isotrop (keine Vorzugsrichtung) Zum Beispiel: Glas, Lichtdurchlässigkeit ist in allen Richtungen gleich. Kristalline Stoffe: Eigenschaften haben Vorzugsrichtungen ⇒ Zustand ist anisotrop. Z.B. Eisen, Festigkeit ist abhängig von der Gewählten Gittergeraden. Elementarzelle für ein Krz-Fe Im Labor werden Einkristalle gezüchtet, die diese Eigenschaftsabhängigkeit zeigen. Ein Einkristall ist makroskopisch ein großer regelmäßiger Kristall. Untersuchung der Richtungsabhängigen vektoriellen Eigenschaft. Technische Werkstoffe bestehen nicht aus Einkristallen, sondern aus vielkristallen Gefüge!
Quasiisotropie Textur Kernverband aus vielen verschiedenen Gitterlagen. Jede Gitterlage (Kristall) hat Vorzugsrichtungen → anisotropie Als vielkristalliner Verband → isotrop
Kornverband aus Gitterlagen gleicher Orientierung. Die Eigenschaften sind ähnlich wie die in einem gezüchteten Einkristall (Vorzugsrichtungsbehaftet) → anisotrop
Beispiele: - Vorzugsrichtung erwünscht (Textur) → Trafoblech - Vorzugsrichtung unerwünscht (Quasiisotropie) → Karosserieblech Versuche um das Aufzuzeigen: - Tiefziehen mit einem Blech mit Textur ⇒ Zipfelbildung 1.8 Mechanische Beanspruchung In mechanisch beanspruchten Teilen treten Spannungen auf: Normal- und Schubspannungen σ τ Trennung Verschiebung
Gerichtete Gössen zur Bezugsebene sind die Vektoren σ = AN ⇔ τ =
AT
Zylindrischer Stab unter einer Zugkraft F: → Theoretischer Zugversuch: Bezugsebene unter verschiedenen Winkeln → Kräftezerlegung mit unterschiedli-
chen Vektoren. Fallbetrachtung: (Extrema):
α = 0°: N = F T = 0
σ=AF τ=
A0
α = 90°: N = 0 T = F
σ= 00 =A
τ = 0=∞F
WS 99/00
Ghibsy Seehafer Seite 6 10.11.00
⇒ zwei wichtige Aussagen:
- τmax ist immer halb so groß wie σMax - τmax tritt immer unter 45° auf!
Spannungs-Dehnungs-Verläufe: weicher / harter Charakter Zugversuch mit einer harten Probe:
Hook´sche Gerade: σ ~ ε ⇒ σ = E * ε E ist eine Werkstoffgröße!!! Elastische Verformung bis zum Trennbruch
Zugversuch mit einer weichen Probe Bei der Streckgrenze treten die ersten bleibenden Schädigungen am Gefüge auf. Man hat immer Sicherheit gegen die Streckgrenze!!!
Es tritt kein Trennbruch (s.o.) auf, sondern ab einer gewissen Zugspannung („Streckgrenze) erfolgt eine plastische Ver-formung durch „innere Rutschvorgänge“ (Gleitung, Translation). Nach Überschreitung dieser kritischen Schubspan-nung werden Teile eines Korns sprunghaft um viele Atomabstände gegeneinander verschoben. Erinnerung: σ und τ in Abhängigkeit von Bezugsebenen-Drehwinkel (Diagramm). Schubspannungsmaximum unter 45° zur Zugrichtung. ⇒ Obwohl σMax doppelt so groß ist wie τmax führt bei einem weichen Stahl nicht σMax zu einem Trennbruch, sondern τmax zum Abgleiten. Für einen weichen Stahl gilt: Die Atome lassen sich leichter gegeneinander verschieben, als ganz voneinander trennen. 1.9 Gleitebenen in den Kristallsystemen Kritische Schubspannung ist in den dichtest und regelmäßig mit Atomen besetzten Gitterebene am geringsten. Damit im technisch kristallinen Gefüge das Gleiten stattfinden kann, müssen zwei Bedingungen erfüllt sein. Gleitbedingungen: - Schubspannungen unter 45° zur Zugrichtung müssen groß genug sein! - In diesen 45°-Richtungen müssen Gleitebenen vorhanden sein. Elementarebenen mit Gleitebenen: Krz-Gitter: Raumdiagonale = dichtest besetzten Richtungen ⇒ viele Gleitebenen; α-Eisen kfz-Gitter: Oktaeder („Achtflächler“) 8 parallele Ebenen ⇒ 4 Gleitebenen; γ-Eisen
WS 99/00
Ghibsy Seehafer Seite 7 10.11.00
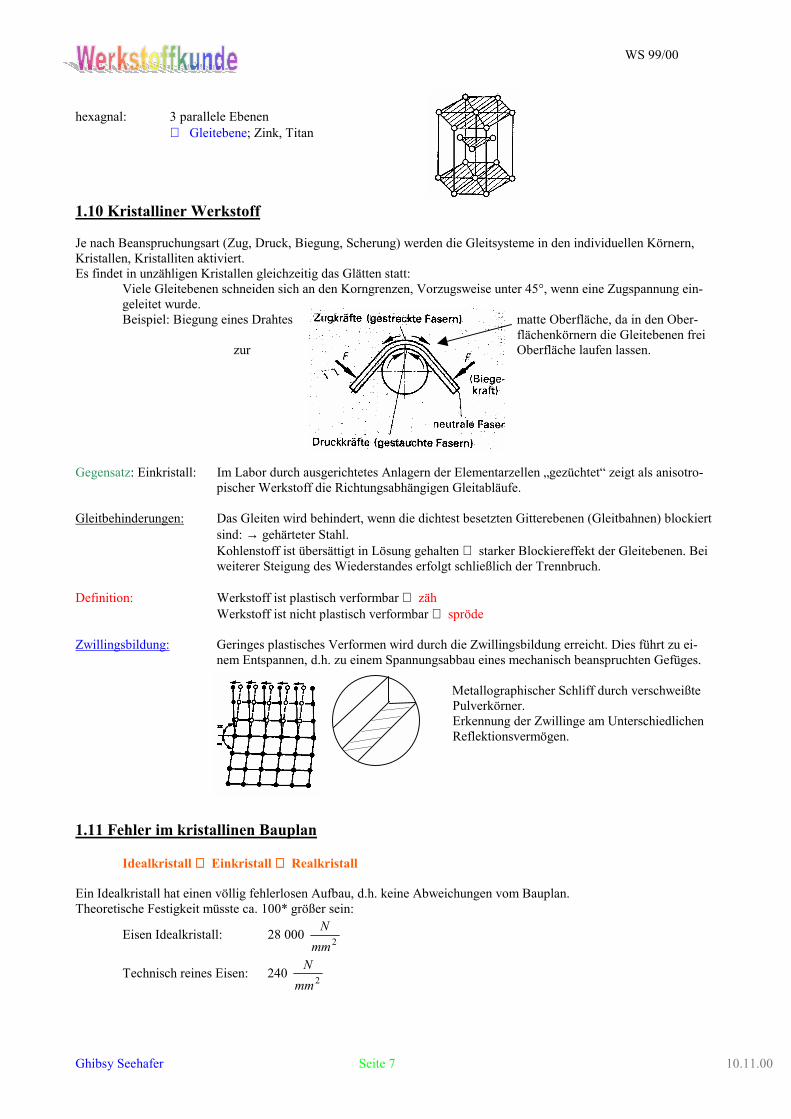
hexagnal: 3 parallele Ebenen ⇒ Gleitebene; Zink, Titan 1.10 Kristalliner Werkstoff Je nach Beanspruchungsart (Zug, Druck, Biegung, Scherung) werden die Gleitsysteme in den individuellen Körnern, Kristallen, Kristalliten aktiviert. Es findet in unzähligen Kristallen gleichzeitig das Glätten statt:
Viele Gleitebenen schneiden sich an den Korngrenzen, Vorzugsweise unter 45°, wenn eine Zugspannung ein-geleitet wurde. Beispiel: Biegung eines Drahtes matte Oberfläche, da in den Ober-
flächenkörnern die Gleitebenen frei zur Oberfläche laufen lassen.
Gegensatz: Einkristall: Im Labor durch ausgerichtetes Anlagern der Elementarzellen „gezüchtet“ zeigt als anisotro-
pischer Werkstoff die Richtungsabhängigen Gleitabläufe. Gleitbehinderungen: Das Gleiten wird behindert, wenn die dichtest besetzten Gitterebenen (Gleitbahnen) blockiert
sind: → gehärteter Stahl. Kohlenstoff ist übersättigt in Lösung gehalten ⇒ starker Blockiereffekt der Gleitebenen. Bei
weiterer Steigung des Wiederstandes erfolgt schließlich der Trennbruch. Definition: Werkstoff ist plastisch verformbar ⇒ zäh Werkstoff ist nicht plastisch verformbar ⇒ spröde Zwillingsbildung: Geringes plastisches Verformen wird durch die Zwillingsbildung erreicht. Dies führt zu ei-
nem Entspannen, d.h. zu einem Spannungsabbau eines mechanisch beanspruchten Gefüges.
Metallographischer Schliff durch verschweißte Pulverkörner. Erkennung der Zwillinge am Unterschiedlichen Reflektionsvermögen. 1.11 Fehler im kristallinen Bauplan Idealkristall ⇒⇒⇒⇒ Einkristall ⇒⇒⇒⇒ Realkristall Ein Idealkristall hat einen völlig fehlerlosen Aufbau, d.h. keine Abweichungen vom Bauplan. Theoretische Festigkeit müsste ca. 100* größer sein:
Eisen Idealkristall: 28 000 2mmN
Technisch reines Eisen: 240 2mmN
WS 99/00
Ghibsy Seehafer Seite 8 10.11.00
Begründung für diesen riesigen Unterschied: Gitteraufbaufehler des Realkristalls
Labor: Whyskers ⇒ nahezu fehlerfreie, haarförmige Eisenkristalle 18 000 2mmN
Realkristalle haben Gitterfehler. Einteilung der Gitterfehler:
!"Strukturelle Fehlordnung Abweichung vom Gitterbau der Idealkristalle
!"Chemische Fehlordnung Gehalt an Fremdatomen in der Gittermatrix
!"Elektrische Fehlordnung Abweichung in der Ladungsverteilung
Strukturelle Fehlordnung In Abhängigkeit von der räumlichen Ausdehnung wird unterschieden zwischen:
!"Punktfehler Nulldimensional !"Linienfehler Eindimensional !"Flächenfehler Zweidimensional
Arten von Punktfehlern Kriterium Ort: - Zwischengitterplätze
- Substitution (Austausch) Kriterium Art: - Fremdatome
- Leerstellen = unbesetzte Gitterplätze Anzahl der Leerstellen ist abhängig von der Temperatur. Bei jeder Temperatur stellt sich ein thermodynamisches
Gleichgewicht ei. Kenngröße: Leerstellenkonzentration=zeGitterplätnLeerstelle
Leerstellen bestimmen in Metallen thermisch aktivierte Vorgänge wie: → Diffusion → Rekristallisation → Klettern von Versetzungen Σ Punkfehler: Das Gitter ist in ihrer Umgebung elastisch verzerrt. Arten von Linienfehlern: Versetzungen: Definition: Grenze zwischen den geglittenen und noch nicht geglittenen Bereichen eines Kristalls. Stufenversetzungen ⇔⇔⇔⇔ (Schraubenversetzungen) = zusätzlich eingeschobene Netzebene Kennzeichnung: positiv Eingeschobene Netzebene Versetzungslinie Gleitebene negativ Versetzungseigene Spannungsfelder: Modell: Ins Bücherregal gewaltsam zusätzlich eingebrachtes Buch.
- Versetzungen mit gleichen Vorzeichen stoßen sich ab. - Versetzungen mit entgegengesetzten Vorzeichen ziehen sich an.
Abgrenzung des Spannungsfeldes durch den Burger-Vektor (Differenz-Vektor) Burgerumlauf, um eine Versetzung bzw. mehrere mit gegenüberliegend gleich vielen Teilschritten. ⇒ man kommt beim Umlauf nicht wieder am Startpunkt an. Differenzvektor mit folgenden Infos: → Gleitrichtung
→ Betrag der Abgleitung
WS 99/00
Ghibsy Seehafer Seite 9 10.11.00
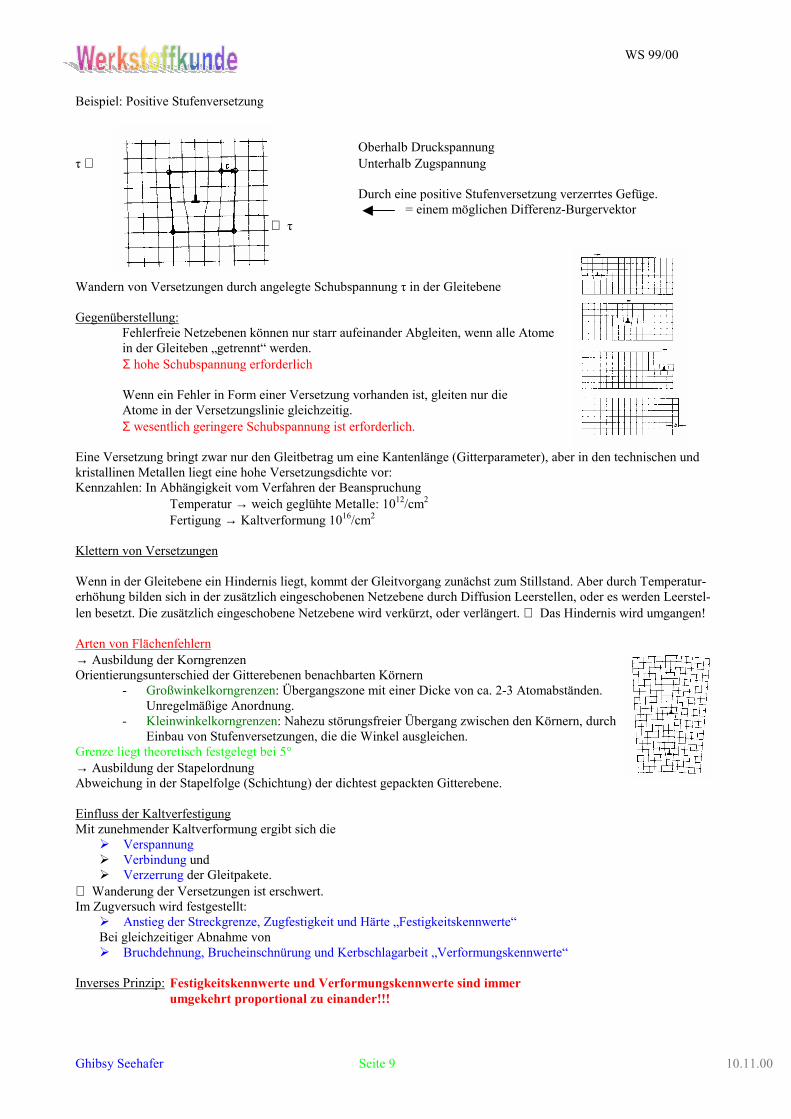
Beispiel: Positive Stufenversetzung
Oberhalb Druckspannung τ ⇒ Unterhalb Zugspannung
Durch eine positive Stufenversetzung verzerrtes Gefüge. = einem möglichen Differenz-Burgervektor ⇐ τ Wandern von Versetzungen durch angelegte Schubspannung τ in der Gleitebene Gegenüberstellung:
Fehlerfreie Netzebenen können nur starr aufeinander Abgleiten, wenn alle Atome in der Gleiteben „getrennt“ werden.
Σ hohe Schubspannung erforderlich
Wenn ein Fehler in Form einer Versetzung vorhanden ist, gleiten nur die Atome in der Versetzungslinie gleichzeitig. Σ wesentlich geringere Schubspannung ist erforderlich.
Eine Versetzung bringt zwar nur den Gleitbetrag um eine Kantenlänge (Gitterparameter), aber in den technischen und kristallinen Metallen liegt eine hohe Versetzungsdichte vor: Kennzahlen: In Abhängigkeit vom Verfahren der Beanspruchung Temperatur → weich geglühte Metalle: 1012/cm2 Fertigung → Kaltverformung 1016/cm2 Klettern von Versetzungen Wenn in der Gleitebene ein Hindernis liegt, kommt der Gleitvorgang zunächst zum Stillstand. Aber durch Temperatur-erhöhung bilden sich in der zusätzlich eingeschobenen Netzebene durch Diffusion Leerstellen, oder es werden Leerstel-len besetzt. Die zusätzlich eingeschobene Netzebene wird verkürzt, oder verlängert. ⇒ Das Hindernis wird umgangen! Arten von Flächenfehlern → Ausbildung der Korngrenzen Orientierungsunterschied der Gitterebenen benachbarten Körnern
- Großwinkelkorngrenzen: Übergangszone mit einer Dicke von ca. 2-3 Atomabständen. Unregelmäßige Anordnung.
- Kleinwinkelkorngrenzen: Nahezu störungsfreier Übergang zwischen den Körnern, durch Einbau von Stufenversetzungen, die die Winkel ausgleichen.
Grenze liegt theoretisch festgelegt bei 5° → Ausbildung der Stapelordnung Abweichung in der Stapelfolge (Schichtung) der dichtest gepackten Gitterebene. Einfluss der Kaltverfestigung Mit zunehmender Kaltverformung ergibt sich die
!"Verspannung !"Verbindung und !"Verzerrung der Gleitpakete.
⇒ Wanderung der Versetzungen ist erschwert. Im Zugversuch wird festgestellt:
!"Anstieg der Streckgrenze, Zugfestigkeit und Härte „Festigkeitskennwerte“ Bei gleichzeitiger Abnahme von !"Bruchdehnung, Brucheinschnürung und Kerbschlagarbeit „Verformungskennwerte“
Inverses Prinzip: Festigkeitskennwerte und Verformungskennwerte sind immer
umgekehrt proportional zu einander!!!
WS 99/00
Ghibsy Seehafer Seite 10 10.11.00
Der Verformungswiderstand von kaltverfestigten Werkstoffen wird schließlich so groß, dass eine gewaltsame Über-windung zur Zerrüttung und zum Bruch des Werkstoffes führt.
Vergleichende: Spannungs-Dehnungs-Diagramme Ausnutzung der Kaltverfestigung im Hinblick auf realistische einsatzfähige Kom-ponenten kann problematisch sein. Das sog. Trainieren von Nägeln wurde schnell aufgegeben, da die Schädigungs-grenze nicht beherrscht wurde.
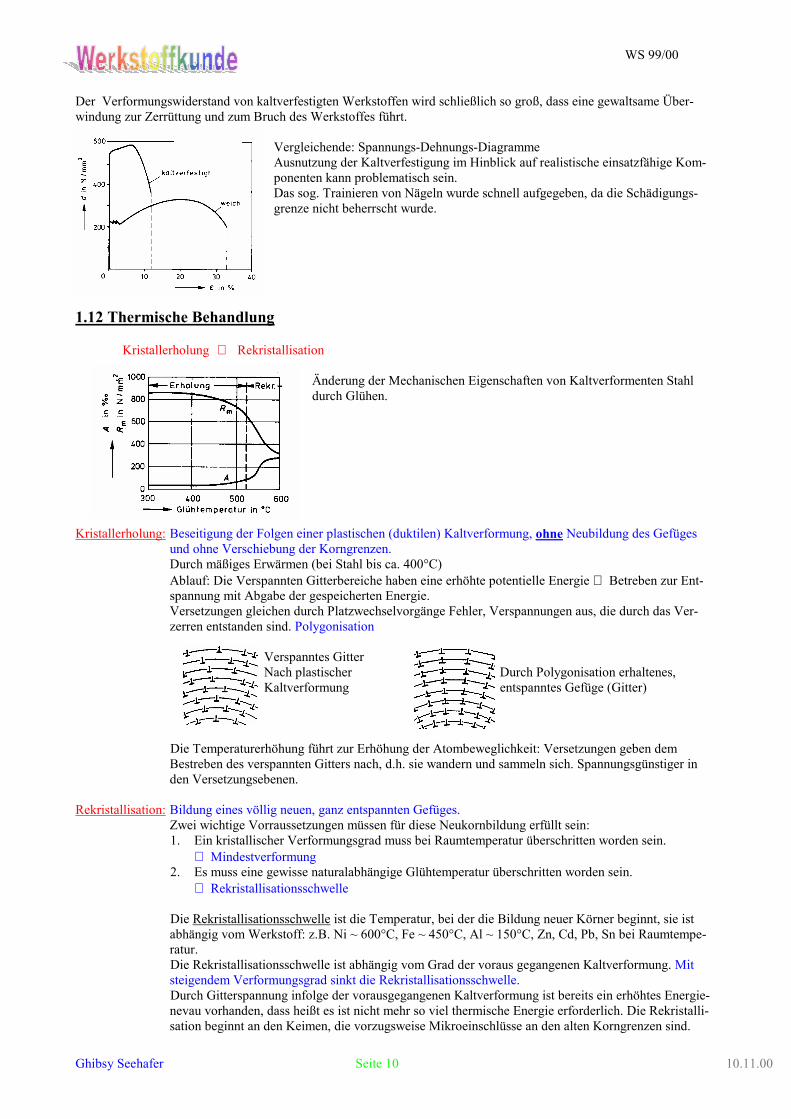
1.12 Thermische Behandlung Kristallerholung ⇔ Rekristallisation
Änderung der Mechanischen Eigenschaften von Kaltverformenten Stahl durch Glühen.
Kristallerholung: Beseitigung der Folgen einer plastischen (duktilen) Kaltverformung, ohne Neubildung des Gefüges und ohne Verschiebung der Korngrenzen.
Durch mäßiges Erwärmen (bei Stahl bis ca. 400°C) Ablauf: Die Verspannten Gitterbereiche haben eine erhöhte potentielle Energie ⇒ Betreben zur Ent-
spannung mit Abgabe der gespeicherten Energie. Versetzungen gleichen durch Platzwechselvorgänge Fehler, Verspannungen aus, die durch das Ver-
zerren entstanden sind. Polygonisation
Verspanntes Gitter Nach plastischer Durch Polygonisation erhaltenes, Kaltverformung entspanntes Gefüge (Gitter)
Die Temperaturerhöhung führt zur Erhöhung der Atombeweglichkeit: Versetzungen geben dem Bestreben des verspannten Gitters nach, d.h. sie wandern und sammeln sich. Spannungsgünstiger in den Versetzungsebenen.
Rekristallisation: Bildung eines völlig neuen, ganz entspannten Gefüges. Zwei wichtige Vorraussetzungen müssen für diese Neukornbildung erfüllt sein:
1. Ein kristallischer Verformungsgrad muss bei Raumtemperatur überschritten worden sein. ⇒ Mindestverformung
2. Es muss eine gewisse naturalabhängige Glühtemperatur überschritten worden sein. ⇒ Rekristallisationsschwelle
Die Rekristallisationsschwelle ist die Temperatur, bei der die Bildung neuer Körner beginnt, sie ist abhängig vom Werkstoff: z.B. Ni ~ 600°C, Fe ~ 450°C, Al ~ 150°C, Zn, Cd, Pb, Sn bei Raumtempe-ratur. Die Rekristallisationsschwelle ist abhängig vom Grad der voraus gegangenen Kaltverformung. Mit steigendem Verformungsgrad sinkt die Rekristallisationsschwelle. Durch Gitterspannung infolge der vorausgegangenen Kaltverformung ist bereits ein erhöhtes Energie-nevau vorhanden, dass heißt es ist nicht mehr so viel thermische Energie erforderlich. Die Rekristalli-sation beginnt an den Keimen, die vorzugsweise Mikroeinschlüsse an den alten Korngrenzen sind.
WS 99/00
Ghibsy Seehafer Seite 11 10.11.00
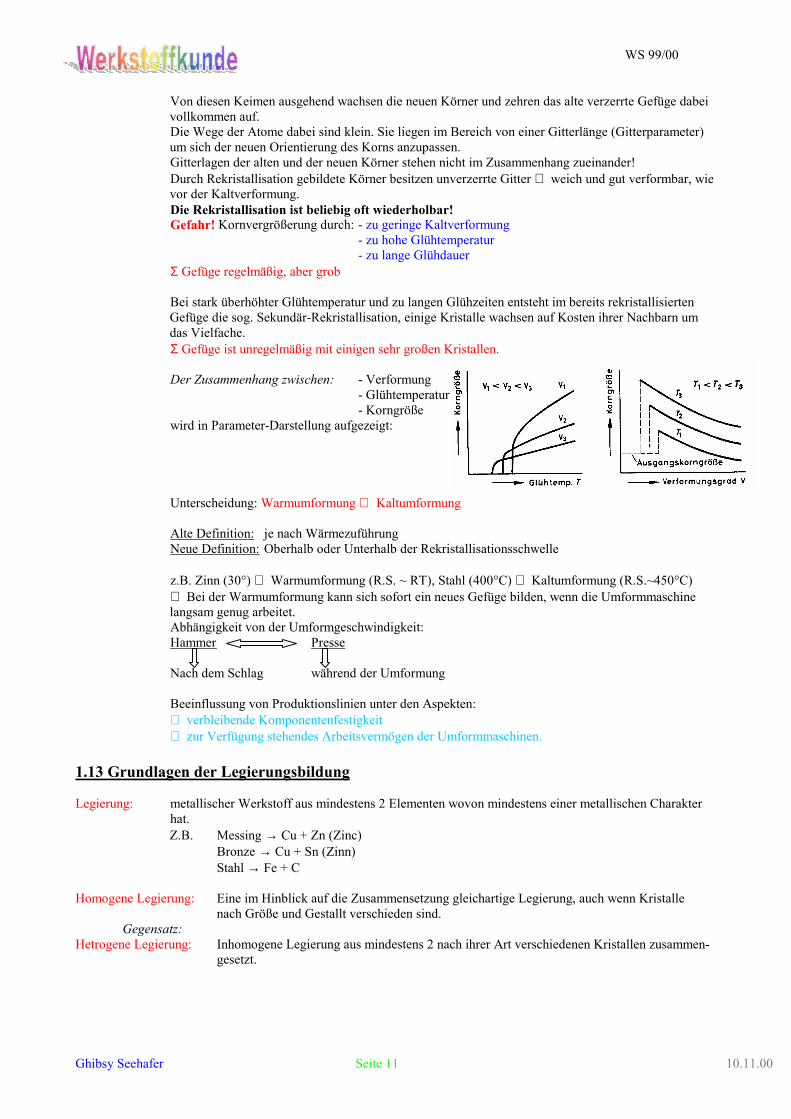
Von diesen Keimen ausgehend wachsen die neuen Körner und zehren das alte verzerrte Gefüge dabei vollkommen auf. Die Wege der Atome dabei sind klein. Sie liegen im Bereich von einer Gitterlänge (Gitterparameter) um sich der neuen Orientierung des Korns anzupassen. Gitterlagen der alten und der neuen Körner stehen nicht im Zusammenhang zueinander! Durch Rekristallisation gebildete Körner besitzen unverzerrte Gitter ⇒ weich und gut verformbar, wie vor der Kaltverformung. Die Rekristallisation ist beliebig oft wiederholbar! Gefahr! Kornvergrößerung durch: - zu geringe Kaltverformung - zu hohe Glühtemperatur - zu lange Glühdauer Σ Gefüge regelmäßig, aber grob Bei stark überhöhter Glühtemperatur und zu langen Glühzeiten entsteht im bereits rekristallisierten Gefüge die sog. Sekundär-Rekristallisation, einige Kristalle wachsen auf Kosten ihrer Nachbarn um das Vielfache. Σ Gefüge ist unregelmäßig mit einigen sehr großen Kristallen. Der Zusammenhang zwischen: - Verformung - Glühtemperatur - Korngröße wird in Parameter-Darstellung aufgezeigt: Unterscheidung: Warmumformung ⇔ Kaltumformung Alte Definition: je nach Wärmezuführung Neue Definition: Oberhalb oder Unterhalb der Rekristallisationsschwelle z.B. Zinn (30°) ⇒ Warmumformung (R.S. ~ RT), Stahl (400°C) ⇒ Kaltumformung (R.S.~450°C) ⇒ Bei der Warmumformung kann sich sofort ein neues Gefüge bilden, wenn die Umformmaschine langsam genug arbeitet. Abhängigkeit von der Umformgeschwindigkeit: Hammer Presse Nach dem Schlag während der Umformung Beeinflussung von Produktionslinien unter den Aspekten: ⇒ verbleibende Komponentenfestigkeit ⇒ zur Verfügung stehendes Arbeitsvermögen der Umformmaschinen.
1.13 Grundlagen der Legierungsbildung Legierung: metallischer Werkstoff aus mindestens 2 Elementen wovon mindestens einer metallischen Charakter
hat. Z.B. Messing → Cu + Zn (Zinc) Bronze → Cu + Sn (Zinn) Stahl → Fe + C
Homogene Legierung: Eine im Hinblick auf die Zusammensetzung gleichartige Legierung, auch wenn Kristalle
nach Größe und Gestallt verschieden sind. Gegensatz: Hetrogene Legierung: Inhomogene Legierung aus mindestens 2 nach ihrer Art verschiedenen Kristallen zusammen-
gesetzt.
WS 99/00
Ghibsy Seehafer Seite 12 10.11.00
System aus Komponenten: Gesamtheit aller Legierungen, deren Komponenten (Elementen) sich in beliebig vielen
Mengenverhältnissen miteinander Legieren. Z.B. System: Kupfer-Gold
System: Eisen Kohlenstoff System: Al – Si System: Fe – Cr – V
Phase: Im Hinblick auf die Zusammensetzung ein homogener, mechanisch trennbarer Teil eines Systems.
Homogene Legierung = eine Phase! Auch wenn unterschiedliche Größen der Körner vorliegen. Beispiele: In einer Schmelze schwimmen je nach Gestallt und Größe unterschiedliche Kristalle
gleicher Zusammensetzung, die „herausgesiebt“ werden können. 1. Phase → Schmelze 2. Phase → Kristalle
Gegenbeispiel: System Blei-Eisen Zwei reine Schmelzen setzen sich übereinander ab und können durch abgießen me-chanisch getrennt werden ⇒ unechte inhomogene Legierung, da verschiedene Kris-talle nicht innig miteinander vermischt sind.
Pseudolegierung: Legierungen, die nicht durch Zusammenschmelzen der Komponenten entstanden sind, sondern durch
Zusammensintern verschiedener innig vermengter Metallpulver. (Hintergrund Sintertechnik) Diffusion: (Stoffaustausch) Durchwandern von Atomen in Kristallgittern, woraus Legierungen entstehen können.
Kleine Atom ∅ besonders befähigt. Hauptparameter: → Diffusionszeit → Diffusionstemperatur Beispiel: Einsatzhärten
Kohlenstoff diffundiert innerhalb weniger Stunden mehrere Zehntel-Millimeter in den ge-glühten Stahl hinein.
Mischkristall: Kristall, das aus mehreren verschiedenen Arten von Atomen besteht, die man nicht mechanisch von-einander trennen kann ⇒ eine Phase
Andere Bezeichnung: feste Lösung oder Lösung im festen Zustand. Klassisches Beispiel für gegenseitiges Durchdringen in jedem Mischungsverhältnis, d.h. Mischungs-
kristalle jeder Zusammensetzung, z.B. Gold (Au) + Kupfer (Cu) Unterschied: Achtung!
Mischkristall Kristallgemisch Kristall aus verschiedenen Atomen, stellt eine Phase dar.
Mindestens zwei verschiedene Kristallarten (→ 2 Phasen) aus entweder reinem Kristallen oder Mischkristallen
Bildung von Mischkristallen: Zwei Arten, je nach Gitteraufbau
1. Austausch von Mischkristallen (Substitutions-MK) A-Atome bilden Wirtsgitter B-Atome bilden Legierungselement. Kennzeichen:
• Legierungsatome sitzen auf Gitterplätzen • Sowohl unregelmäßige Anordnung als auch Überstruktur (überlagertes eigenes Git-
ter) sind möglich. • Meist ergibt sich eine beschränkte Löslichkeit, d.h. die verschiedenen Atome sind
nicht in jedem Mengenverhältnis mischbar, wenn Atom ∅ und Gittertypen unter-schiedlich sind. (⇒ Konzentrationsbereiche) z.B.
Beschränkte Löslichkeit. Messing: Cu ... A∅ = 0,255 nm (kfz) Zn ... A∅ = 0,266 nm (hex)
WS 99/00
Ghibsy Seehafer Seite 13 10.11.00
Vollkommene Löslichkeit: Rotgold: Cu … A∅ = 0,255 nm (kfz) Au … A∅ = 0,28 nm (kfz)
2. Einlagerungs-Mischkristalle (interstitielle Mischkristalle)
A-Atome bilden Wirtsgitter (Matrix) B-Atome bilden Legierungselement Kennzeichen: • Legierungsatome sitzen auf Zwischengitterplätzen im Wirtsgitter • Anordnung der Legierungselemente ist unregelmäßig • Nur beschränkte Löslichkeit ist möglich, da der A∅ des eingelagerten A∅ kleiner sei
muss, im Vgl. zum A∅ des Wirtsgitters.
System: Fe-C: C ... A∅ = 0,142 nm (hex) Fe … A∅ = 0,228 nm (kfz und krz) kubisch
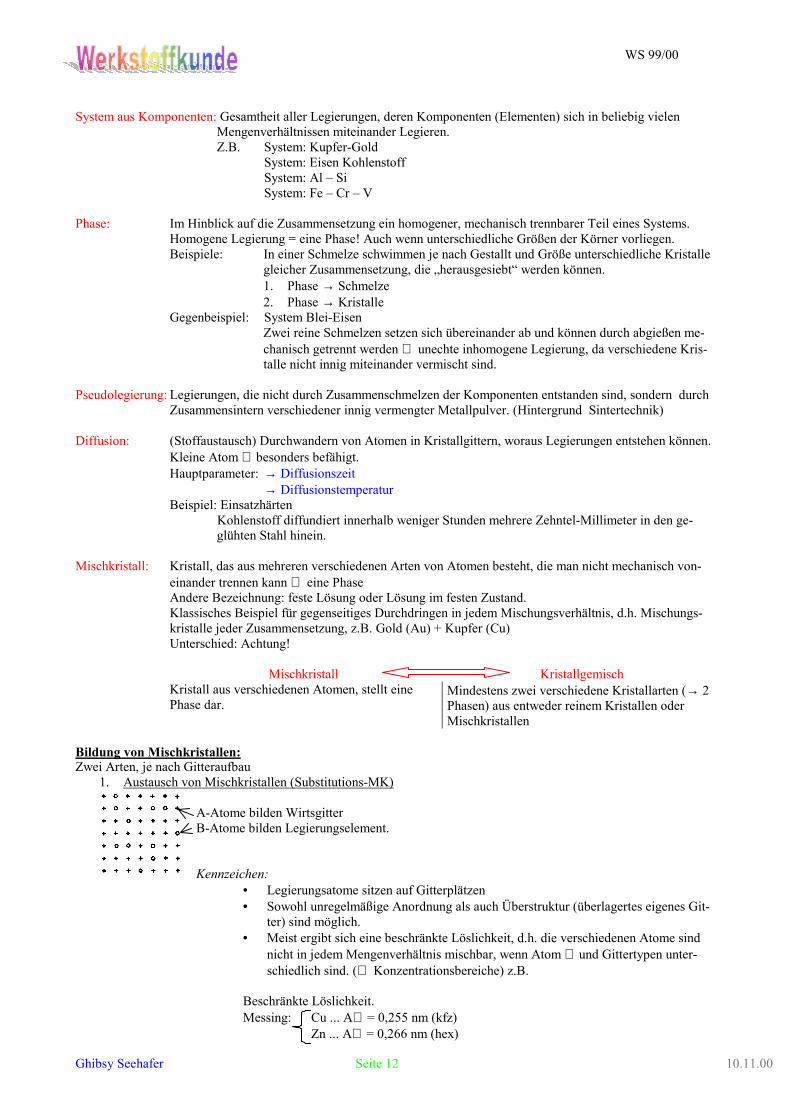
1.14 Binäre Zustandsdiagramme „Was passiert in Abhängigkeit vom Mengenverhältnis bei unterschiedlichen Temperaturen mit den Komponenten?“ Gleichgewichtszustände Ideal ⇔ Real-Diagramm Einfluss der Abkühlgeschwindigkeit Zustandsfelder verschieben sich → Härten vom Stahl Grundtypen der Legierungs- bzw. Mischungsbildung Vollkommene Löslichkeit im flüssigen Zustand, vollkommene Unlöslichkeit im flüssigen Zustand Aufstellung eines Zustanddiagramms durch die Prozeduren der thermischen Analyse. Es werden Abkühlkurven aufgenommen von Legierungen, deren verschiedene Zusammensetzung bekannt ist, und gleichzeitig die Abkühlungstemperatur gemessen. Die sich ergebenden markanten Punkte, wie Knicke und Haltezeit werden in das entstehende Diagramm hineinprojek-tiert.
Auffallendes Ergebnis: Nur reine Erstarrungspunkte haben: → die reinen Komponenten Nur reine Erstarrungszeit hat: → die eutektische Legierung
Regel: Wird beim senkrechten Abkühlen im Zustandsdiagramm ein neues Feld erreicht, geht man waagrecht durch dieses neue Feld hindurch, bis zum Schnittpunkt mit der nächsten Phasengrenze ⇒ Zusammensetzung des ent-stehenden Kristalls.
Fallbetrachtung für zwei Legierungen:
- besondere Legierung - allgemeine, die durch ein dreieckiges Phasenfeld läuft.
WS 99/00
Ghibsy Seehafer Seite 14 10.11.00
Legierung 1: Besonderheit: Erstarrungspunkt liegt weit unterhalb der Erstarrungspunkte der reinen Komponenten
Regelanwendung: waagrechte Linie wird getroffen: gleichzeitig wachsen A und B Kristalle Bei den niedrigen Bildungstemperaturen entstehen viele Keime ⇒ feines Gefüge: Eutektikum: „gut Schmelzend“ wegen niedriger Siedetemperatur „gut gebaut“ wegen der vielen kleinen Körner. Legierung 2: Normalfall:
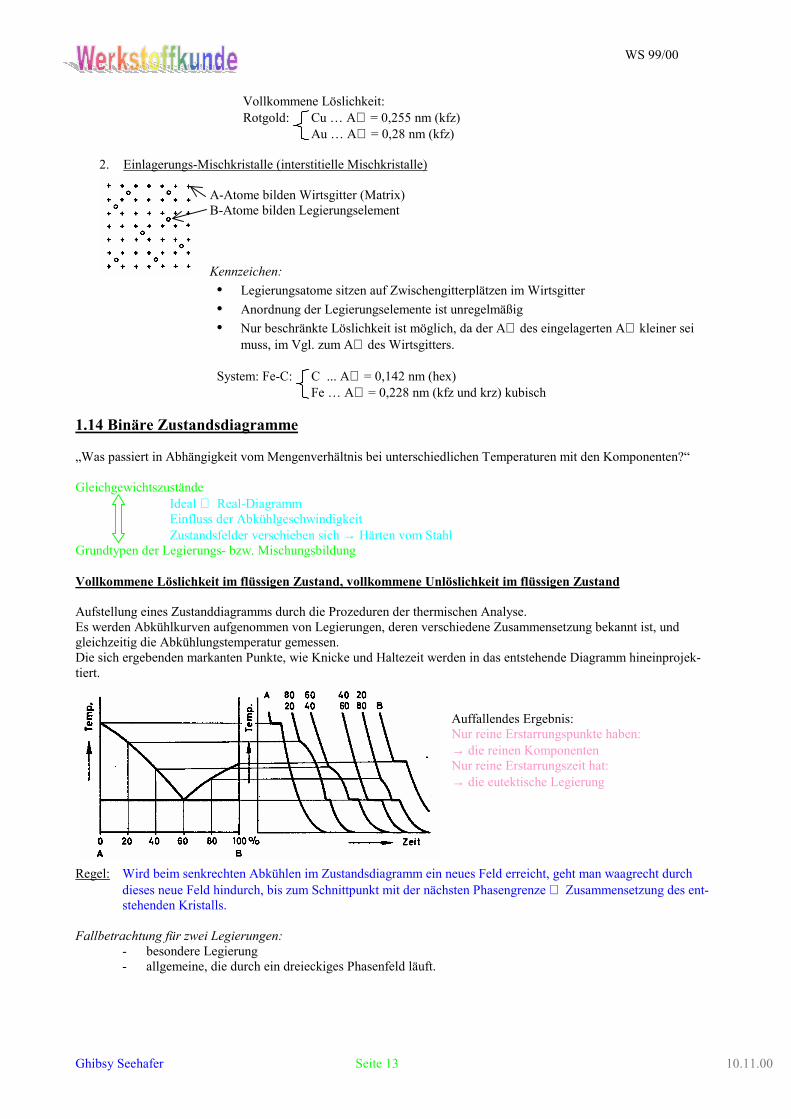
Regelanwendung: An der Phasengrenze beginnen reine A Kristalle in der Schmelze zu schwimmen und zu wachsen. ⇒ - Restschmelze wird B reicher: „Ruck nach rechts“ - Temperatur wird erniedrigt: Phasengrenze wird erneut getroffen. Σ Kontinuierlicher Vorgang: Es findet eine verzögerte Abkühlung durch Bildung von A-Kristallen mit der dabei freiwerdenden Kristallisationswärme statt, solange bis das Eutektikum erreicht ist. Vorgang geht dann weiter wie unter L1 beschrieben.
Ergebnis: - Jede Legierung dieses Systems enthält bei erreichen der waagrechten Linie Restschmelze mit der Eutektischen → Eutektikale. - Die Menge des Eutektikums ist oft umso größer, und die Haltezeit umso länger, je näher die Legierung der eutektischen Zusammensetzung steht. - Die reinen Komponenten sind Grenzfälle und enthalten kein Eutektikum, d.h. sie sind keine Legierungen. Bezeichnung: V-Diagramm Liquiduslinie Soliduslinie: (=Eutektikale) Linie, unterhalb welcher alles fest ist. Liquiduslinie: Linie, oberhalb der alles flüssig ist. * * * Primärkristalle in Restschmelze Eutektikale Soliduslinie Primärkristalle: Kristalle die in einer nicht eutektischen (Lösung) Legierung vor dem Erstarren des Eutektikums
liegen. Primärkristalle entstehen aus wenigen Keimen. ⇒ größere Kristalle ((Wachstum: schwimmend in der Restschmelze) Sie heben sich gegen den feinkörnigen Aufbau des Eutektikums deutlich ab.
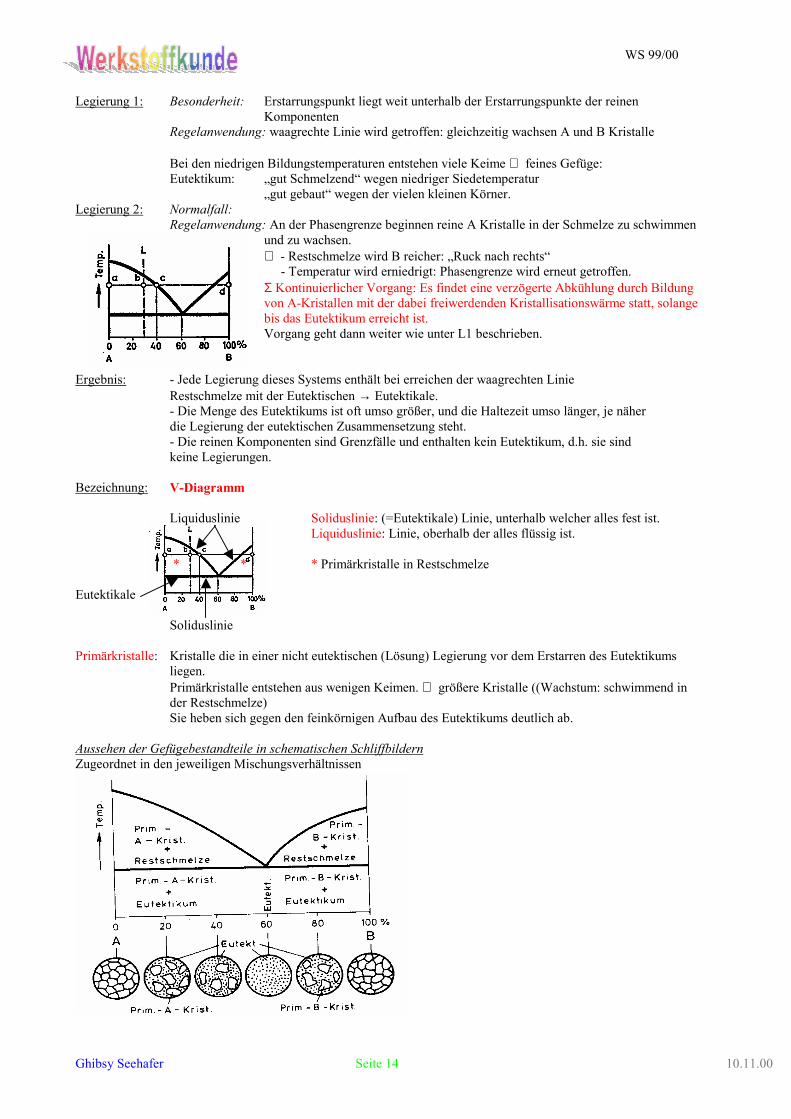
Aussehen der Gefügebestandteile in schematischen Schliffbildern Zugeordnet in den jeweiligen Mischungsverhältnissen
WS 99/00
Ghibsy Seehafer Seite 15 10.11.00
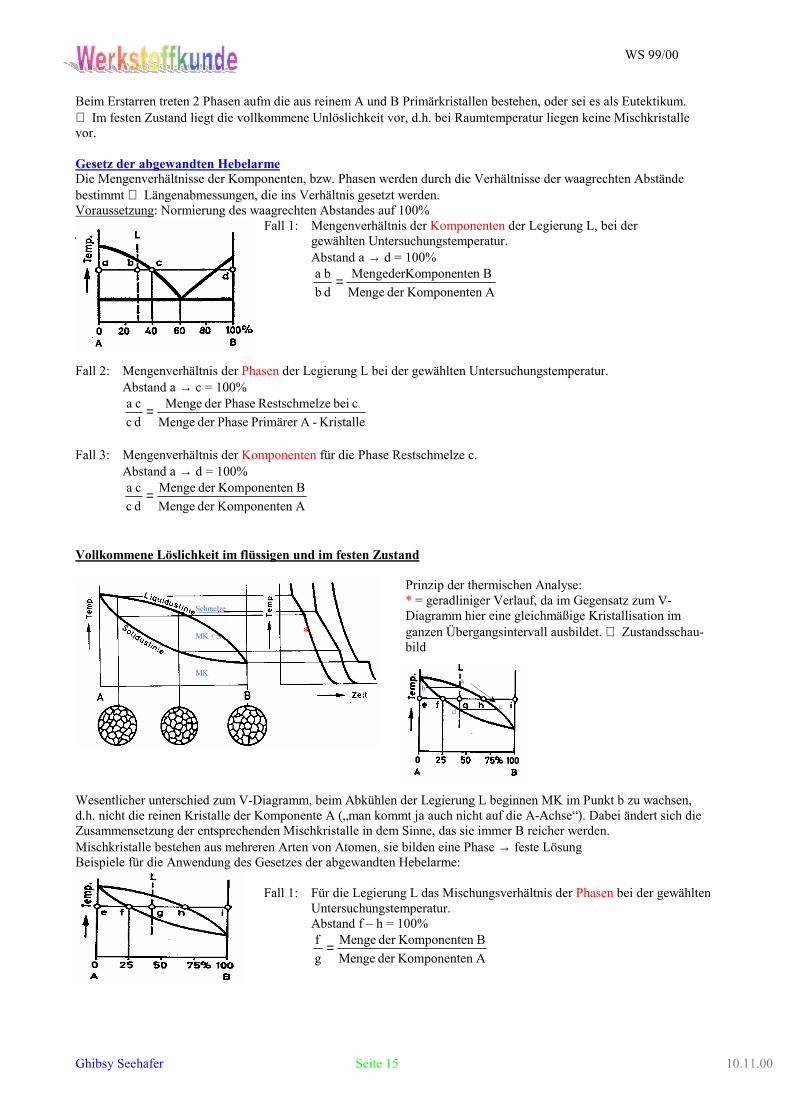
Beim Erstarren treten 2 Phasen aufm die aus reinem A und B Primärkristallen bestehen, oder sei es als Eutektikum. ⇒ Im festen Zustand liegt die vollkommene Unlöslichkeit vor, d.h. bei Raumtemperatur liegen keine Mischkristalle vor. Gesetz der abgewandten Hebelarme Die Mengenverhältnisse der Komponenten, bzw. Phasen werden durch die Verhältnisse der waagrechten Abstände bestimmt ⇒ Längenabmessungen, die ins Verhältnis gesetzt werden. Voraussetzung: Normierung des waagrechten Abstandes auf 100% Fall 1: Mengenverhältnis der Komponenten der Legierung L, bei der
gewählten Untersuchungstemperatur. Abstand a → d = 100%
An Komponenteder MengeBmponenten MengederKo
d bb a =
Fall 2: Mengenverhältnis der Phasen der Legierung L bei der gewählten Untersuchungstemperatur. Abstand a → c = 100%
Kristalle-APrimärer Phaseder Menge
c bei zeRestschmel Phaseder Menged cc a =
Fall 3: Mengenverhältnis der Komponenten für die Phase Restschmelze c. Abstand a → d = 100%
An Komponenteder MengeBn Komponenteder Menge
d cc a =
Vollkommene Löslichkeit im flüssigen und im festen Zustand Prinzip der thermischen Analyse:
* = geradliniger Verlauf, da im Gegensatz zum V- Diagramm hier eine gleichmäßige Kristallisation im
* ganzen Übergangsintervall ausbildet. ⇒ Zustandsschau-bild
Wesentlicher unterschied zum V-Diagramm, beim Abkühlen der Legierung L beginnen MK im Punkt b zu wachsen, d.h. nicht die reinen Kristalle der Komponente A („man kommt ja auch nicht auf die A-Achse“). Dabei ändert sich die Zusammensetzung der entsprechenden Mischkristalle in dem Sinne, das sie immer B reicher werden. Mischkristalle bestehen aus mehreren Arten von Atomen, sie bilden eine Phase → feste Lösung Beispiele für die Anwendung des Gesetzes der abgewandten Hebelarme:
Fall 1: Für die Legierung L das Mischungsverhältnis der Phasen bei der gewählten Untersuchungstemperatur.
Abstand f – h = 100%
An Komponenteder MengeBn Komponenteder Menge
gf =
Schmelze MK + S MK
b
c
a
d
WS 99/00
Ghibsy Seehafer Seite 16 10.11.00
Fall 2: Für die Mischkristalle der Legierung L das Mengenverhältnis der Komponenten bei der gewählten Untersuchungstemperatur. Abstand e → i = 100%
A Komponenteder MengeB Komponenteder Menge
i ff e =
Fall 3: Für die Restschmelze h der Legierung L das Mengenverhältnis der Komponenten ... Abstand e → i = 100%
An Komponenteder MengeBn Komponenteder Menge
ih h e =
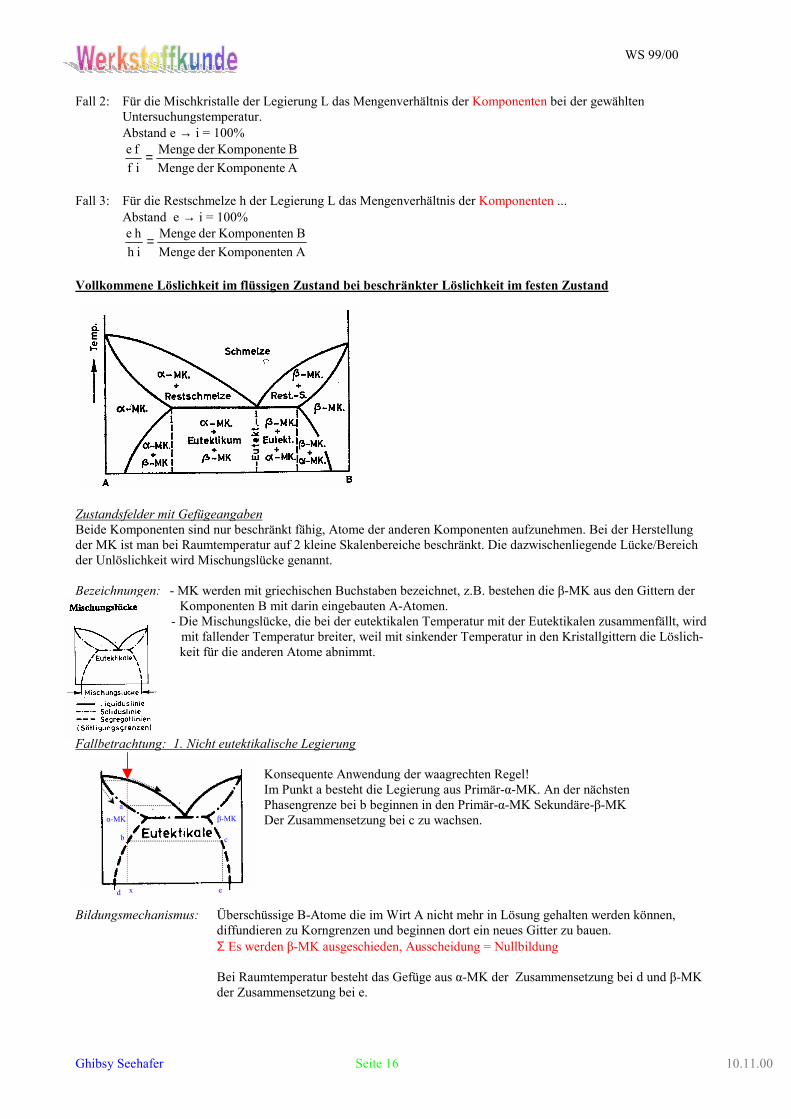
Vollkommene Löslichkeit im flüssigen Zustand bei beschränkter Löslichkeit im festen Zustand Zustandsfelder mit Gefügeangaben Beide Komponenten sind nur beschränkt fähig, Atome der anderen Komponenten aufzunehmen. Bei der Herstellung der MK ist man bei Raumtemperatur auf 2 kleine Skalenbereiche beschränkt. Die dazwischenliegende Lücke/Bereich der Unlöslichkeit wird Mischungslücke genannt. Bezeichnungen: - MK werden mit griechischen Buchstaben bezeichnet, z.B. bestehen die β-MK aus den Gittern der Komponenten B mit darin eingebauten A-Atomen.
o - Die Mischungslücke, die bei der eutektikalen Temperatur mit der Eutektikalen zusammenfällt, wird o mit fallender Temperatur breiter, weil mit sinkender Temperatur in den Kristallgittern die Löslich-
keit für die anderen Atome abnimmt. Fallbetrachtung: 1. Nicht eutektikalische Legierung Konsequente Anwendung der waagrechten Regel! Im Punkt a besteht die Legierung aus Primär-α-MK. An der nächsten Phasengrenze bei b beginnen in den Primär-α-MK Sekundäre-β-MK Der Zusammensetzung bei c zu wachsen. Bildungsmechanismus: Überschüssige B-Atome die im Wirt A nicht mehr in Lösung gehalten werden können,
diffundieren zu Korngrenzen und beginnen dort ein neues Gitter zu bauen. Σ Es werden β-MK ausgeschieden, Ausscheidung = Nullbildung
Bei Raumtemperatur besteht das Gefüge aus α-MK der Zusammensetzung bei d und β-MK der Zusammensetzung bei e.
a
b
x
c
e d
β-MK α-MK
WS 99/00
Ghibsy Seehafer Seite 17 10.11.00
Beim Ausscheiden der Sekundärkristalle wird eine ganz geringe Kristallisationswärme frei ⇒ theoretisch müsste in der Abkühlungskurve beim erreichen der Segregatslinie ein kleiner Knick auftreten. Dieser ist in der Praxis nicht erkennbar.
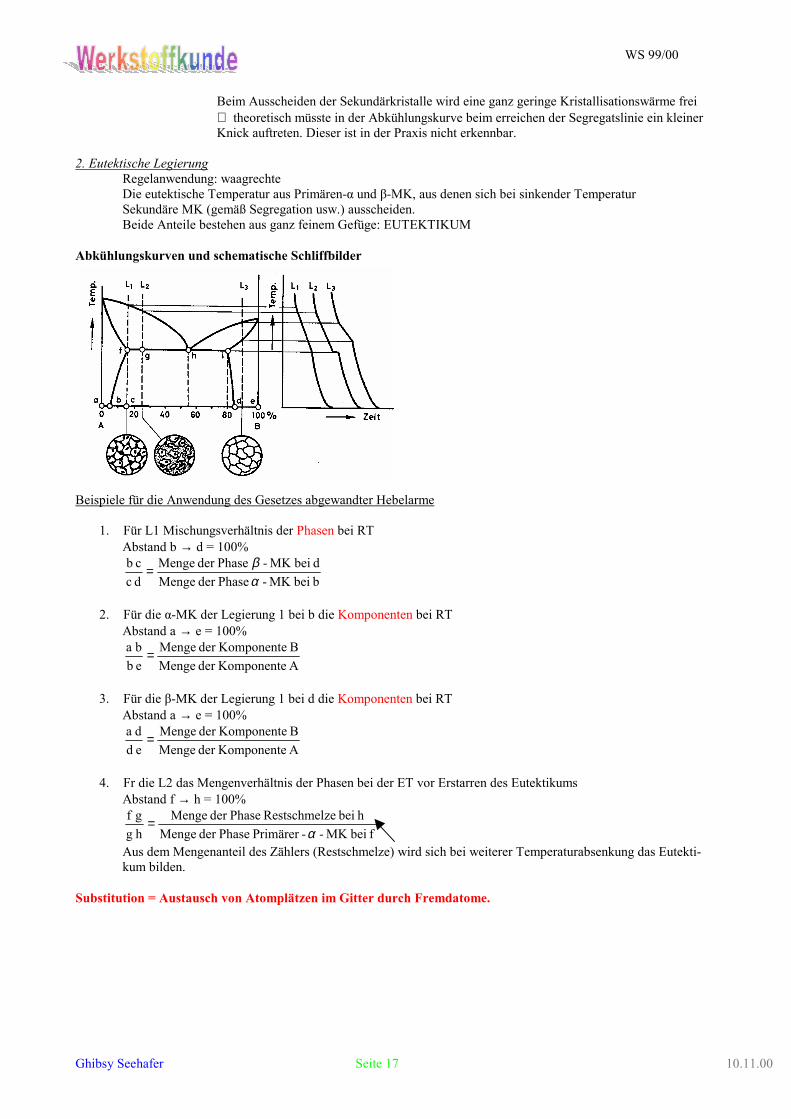
2. Eutektische Legierung Regelanwendung: waagrechte Die eutektische Temperatur aus Primären-α und β-MK, aus denen sich bei sinkender Temperatur
Sekundäre MK (gemäß Segregation usw.) ausscheiden. Beide Anteile bestehen aus ganz feinem Gefüge: EUTEKTIKUM
Abkühlungskurven und schematische Schliffbilder Beispiele für die Anwendung des Gesetzes abgewandter Hebelarme
1. Für L1 Mischungsverhältnis der Phasen bei RT Abstand b → d = 100%
b beiMK - Phaseder Menged beiMK - Phaseder Menge
d cc b
αβ=
2. Für die α-MK der Legierung 1 bei b die Komponenten bei RT
Abstand a → e = 100%
A Komponenteder MengeB Komponenteder Menge
e bb a =
3. Für die β-MK der Legierung 1 bei d die Komponenten bei RT
Abstand a → e = 100%
A Komponenteder MengeB Komponenteder Menge
e dd a =
4. Fr die L2 das Mengenverhältnis der Phasen bei der ET vor Erstarren des Eutektikums
Abstand f → h = 100%
f beiMK --Primärer Phaseder Mengeh bei zeRestschmel Phaseder Menge
h gg f
α=
Aus dem Mengenanteil des Zählers (Restschmelze) wird sich bei weiterer Temperaturabsenkung das Eutekti-kum bilden.
Substitution = Austausch von Atomplätzen im Gitter durch Fremdatome.
WS 99/00
Ghibsy Seehafer Seite 18 10.11.00
1.15 Effekte die bei realistischen Erstarrungsvorgängen auftreten Gase in Metallen Metalle können Gase in der Schmelze, und auch innerhalb des Kristallgitters lösen. Die Gesamtaufnahmefähigkeit in flüssigen Zustand beträgt meist das mehrfache als im festen Zustand. Was passiert konkret:
!"Wird beim Abkühlen die obere Grenze des Erstarrungsintervalls (Liquiduslinie) erreicht ⇒ Bildung von Pri-märkristallen, je nach Erstarrung einen wesentlich geringeren Gasgehalt haben.
!"Verbleibende Restschmelze reichert sich mit Gasen an, bis bei weiterem Erstarren durch Kristallisation der Gasgehalt der Restschmelze die Löslichkeitsgrenze erreicht. ⇒ Gasbildung in Form von Gasblasen.
Fallunterscheidung: Große Gasblasen: Können in der Schmelze aufsteigen, sie erzeugen eine brodelnde Kochbewegung Kleine Gasblasen: mit geringem Auftrieb, können nicht aufsteigen und werden vom erstarrten Me-
tall eingeschlossen. Abhilfe: Zur Vermeidung von Gasblasen werden der Schmelze chemische Elemente zugesetzt, die
eine besonders hohe Affinität zu Sauerstoff haben: z.B. Mn, Al, Si ...→ Oxide, die als Schla-cke entfernt werden können.
⇒ Desoxidation ⇒ „beruhigter Stahl“ Schmelze bildet im Übergang flüssig-fest kaum noch Gasblasen. Für hochwertige Stoffe wird die Vakuumentgasung angewendet. Prinzip: Die Löslichkeit eines Gases in der Schmelze ist vom Partialdruck des Gases in der Schmelze abhängig.
Durch Verminderung des Umgebungsdruckes durch ein angelegtes Vakuum wird er Partialdruck des Gases verringert. Überflüssiges Gas entweicht aus der nun übersättigten Schmelze.
Vorteile Gegenüber der „klassischen“ Desoxidation:
!"Für alle Gase wirksam !"Es treten keine zusätzlichen Verunreinigungen auf.
Nachteil: !"Hoher verfahrensmäßiger Aufwand!!!
Auswirkungen von Gasblasen im Blockguss: Bei der Weiterverarbeitung im Walzwerk werden durch die Druckkräfte die Gasblasen zusammengepresst. Eine Verschweißung ist nicht möglich, wenn Metalle und Gas miteinander Reagiert haben. ⇒ Dopplung & Werkstoff-trennung. Kritisch: Wasserstoffaufnahme von Metallen. Hohe Löslichkeit des Wasserstoffes in der Schmelze führt Übersättigung, bilden sich Wasserstoffmolekühle an Fehlstellen im realen Gefüge (Korngrenzen, Zickelstellen, Minischlackeneinschlüsse, ...) ⇒ Druckbelastung des Gefüges. Mechanische Verspannung ohne äußere Krafteinwirkung, hohe Gasdrücke → Spannungen→ Versprödung→ Betriebs-beanspruchung → Versagen (Bruch) → Wasserstoffversiedung Schmelze & Erstarren Erstarrung in der Kokille: Transkristallisation Die Transkristallisation beginnt an der Behälterwand:
!"Durch schnelle Wärmezufuhr entsteht eine große Schmelzunterkühlung ⇒ eine große Anzahl von Keimen: Es entstehen gleichartige Körner ohne Vorzugsrichtung, genannt Globulite
!"Da in den einschließenden Bereichen nur ein Temperaturgefälle in radialer (waagrechter) Richtung vorhanden ist, wachsen jetzt lange, schmale Stengelkristalle mit einer Vorzugsrichtung. Dieses „hindurchwachsen“ er-zeugt ein stark anisotropes Gefüge: Transkristallisation
!"Im Kernbereich bleibt die Schmelze am längsten flüssig, im Isoliermantel kühlt sie am langsamsten ab: Es wachsen große Globulite, ohne bevorzugte Wachstumsrichtung.
WS 99/00
Ghibsy Seehafer Seite 19 10.11.00
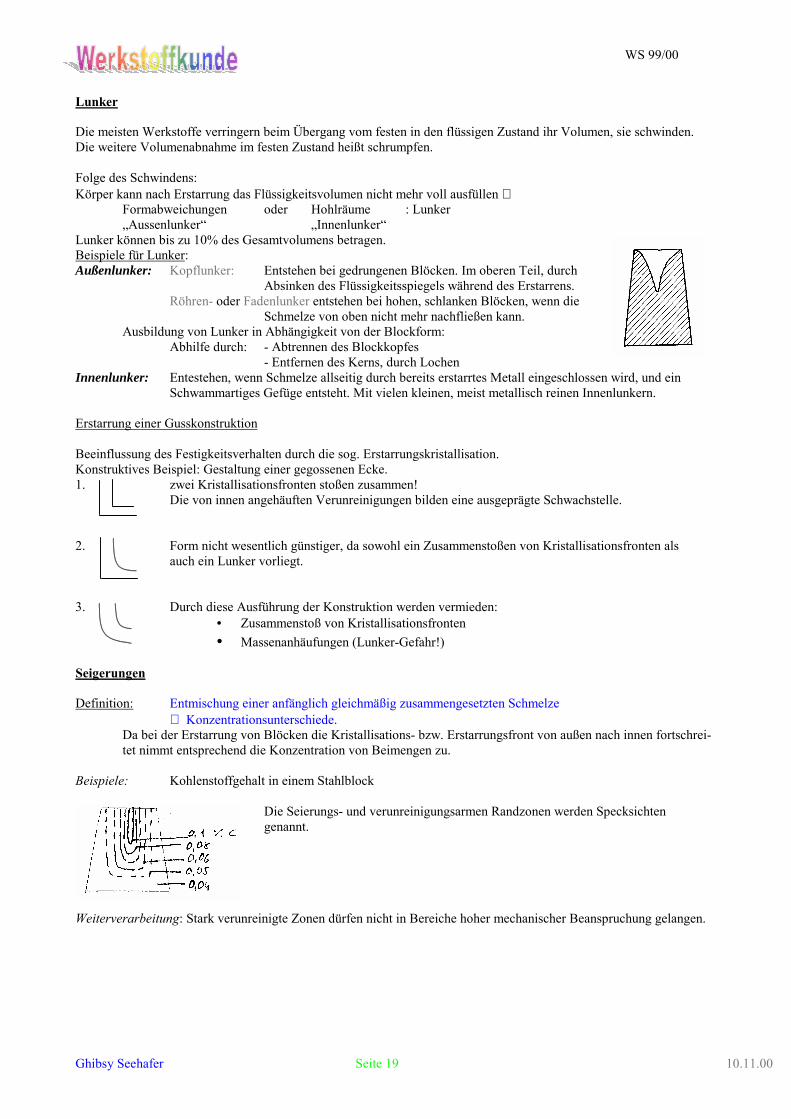
Lunker Die meisten Werkstoffe verringern beim Übergang vom festen in den flüssigen Zustand ihr Volumen, sie schwinden. Die weitere Volumenabnahme im festen Zustand heißt schrumpfen. Folge des Schwindens: Körper kann nach Erstarrung das Flüssigkeitsvolumen nicht mehr voll ausfüllen ⇒ Formabweichungen oder Hohlräume : Lunker „Aussenlunker“ „Innenlunker“ Lunker können bis zu 10% des Gesamtvolumens betragen. Beispiele für Lunker: Außenlunker: Kopflunker: Entstehen bei gedrungenen Blöcken. Im oberen Teil, durch Absinken des Flüssigkeitsspiegels während des Erstarrens. Röhren- oder Fadenlunker entstehen bei hohen, schlanken Blöcken, wenn die Schmelze von oben nicht mehr nachfließen kann. Ausbildung von Lunker in Abhängigkeit von der Blockform: Abhilfe durch: - Abtrennen des Blockkopfes - Entfernen des Kerns, durch Lochen Innenlunker: Entestehen, wenn Schmelze allseitig durch bereits erstarrtes Metall eingeschlossen wird, und ein Schwammartiges Gefüge entsteht. Mit vielen kleinen, meist metallisch reinen Innenlunkern. Erstarrung einer Gusskonstruktion Beeinflussung des Festigkeitsverhalten durch die sog. Erstarrungskristallisation. Konstruktives Beispiel: Gestaltung einer gegossenen Ecke. 1. zwei Kristallisationsfronten stoßen zusammen! Die von innen angehäuften Verunreinigungen bilden eine ausgeprägte Schwachstelle. 2. Form nicht wesentlich günstiger, da sowohl ein Zusammenstoßen von Kristallisationsfronten als
auch ein Lunker vorliegt. 3. Durch diese Ausführung der Konstruktion werden vermieden:
• Zusammenstoß von Kristallisationsfronten • Massenanhäufungen (Lunker-Gefahr!)
Seigerungen Definition: Entmischung einer anfänglich gleichmäßig zusammengesetzten Schmelze ⇒ Konzentrationsunterschiede.
Da bei der Erstarrung von Blöcken die Kristallisations- bzw. Erstarrungsfront von außen nach innen fortschrei-tet nimmt entsprechend die Konzentration von Beimengen zu.
Beispiele: Kohlenstoffgehalt in einem Stahlblock Die Seierungs- und verunreinigungsarmen Randzonen werden Specksichten genannt. Weiterverarbeitung: Stark verunreinigte Zonen dürfen nicht in Bereiche hoher mechanischer Beanspruchung gelangen.
WS 99/00
Ghibsy Seehafer Seite 20 10.11.00
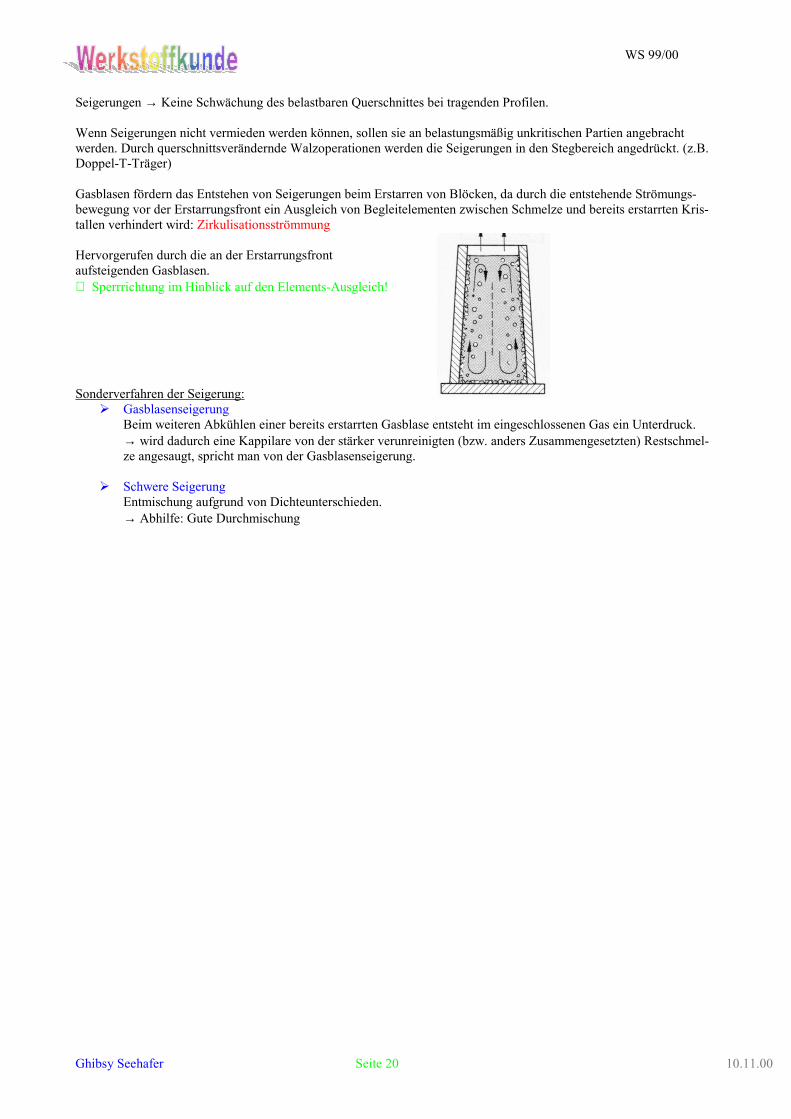
Seigerungen → Keine Schwächung des belastbaren Querschnittes bei tragenden Profilen. Wenn Seigerungen nicht vermieden werden können, sollen sie an belastungsmäßig unkritischen Partien angebracht werden. Durch querschnittsverändernde Walzoperationen werden die Seigerungen in den Stegbereich angedrückt. (z.B. Doppel-T-Träger) Gasblasen fördern das Entstehen von Seigerungen beim Erstarren von Blöcken, da durch die entstehende Strömungs-bewegung vor der Erstarrungsfront ein Ausgleich von Begleitelementen zwischen Schmelze und bereits erstarrten Kris-tallen verhindert wird: Zirkulisationsströmmung Hervorgerufen durch die an der Erstarrungsfront aufsteigenden Gasblasen. ⇒ Sperrrichtung im Hinblick auf den Elements-Ausgleich! Sonderverfahren der Seigerung:
!"Gasblasenseigerung Beim weiteren Abkühlen einer bereits erstarrten Gasblase entsteht im eingeschlossenen Gas ein Unterdruck. → wird dadurch eine Kappilare von der stärker verunreinigten (bzw. anders Zusammengesetzten) Restschmel-ze angesaugt, spricht man von der Gasblasenseigerung.
!"Schwere Seigerung Entmischung aufgrund von Dichteunterschieden. → Abhilfe: Gute Durchmischung
WS 99/00
Ghibsy Seehafer Seite 21 10.11.00
2 Eisen ⇒⇒⇒⇒ Stahl Stahl ist die Legierung aus Eisen und Kohlenstoff. Durch den Kohlenstoff wird Eisen härtbar. 2.1 Reines Eisen
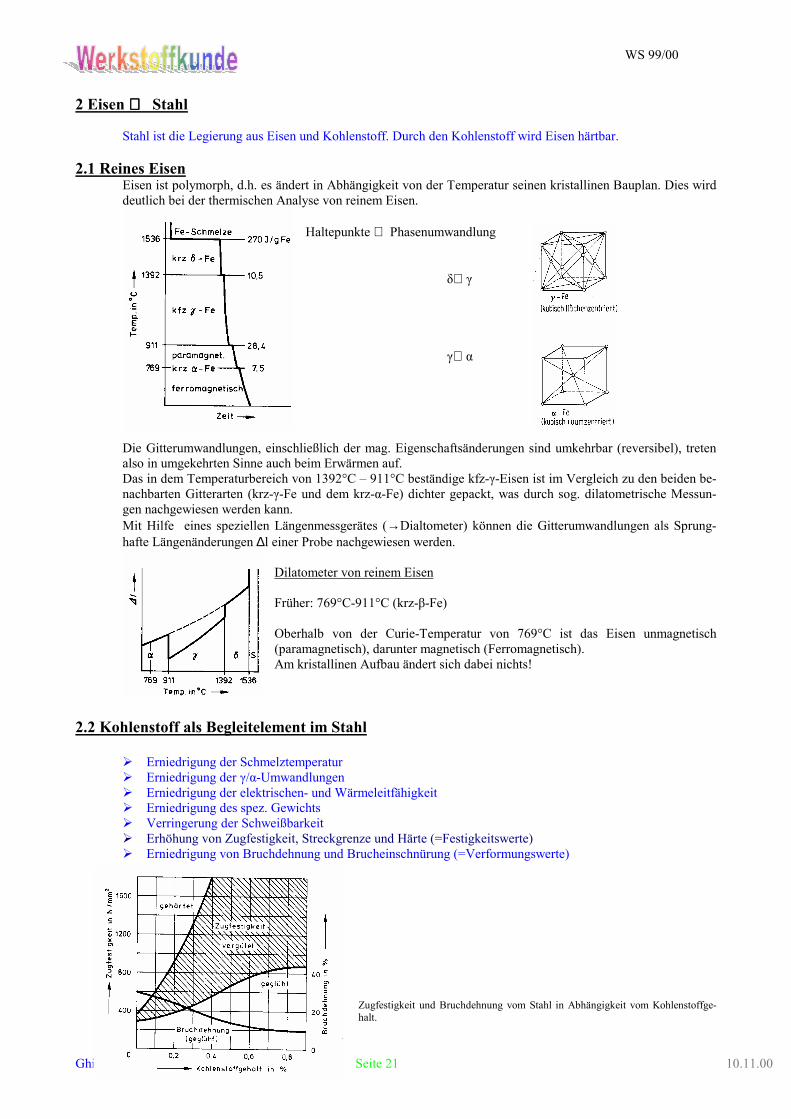
Eisen ist polymorph, d.h. es ändert in Abhängigkeit von der Temperatur seinen kristallinen Bauplan. Dies wird deutlich bei der thermischen Analyse von reinem Eisen.
Haltepunkte ⇒ Phasenumwandlung
δ⇒ γ
γ⇒ α
Die Gitterumwandlungen, einschließlich der mag. Eigenschaftsänderungen sind umkehrbar (reversibel), treten also in umgekehrten Sinne auch beim Erwärmen auf. Das in dem Temperaturbereich von 1392°C – 911°C beständige kfz-γ-Eisen ist im Vergleich zu den beiden be-nachbarten Gitterarten (krz-γ-Fe und dem krz-α-Fe) dichter gepackt, was durch sog. dilatometrische Messun-gen nachgewiesen werden kann. Mit Hilfe eines speziellen Längenmessgerätes (→Dialtometer) können die Gitterumwandlungen als Sprung-hafte Längenänderungen ∆l einer Probe nachgewiesen werden.
Dilatometer von reinem Eisen
Früher: 769°C-911°C (krz-β-Fe)
Oberhalb von der Curie-Temperatur von 769°C ist das Eisen unmagnetisch (paramagnetisch), darunter magnetisch (Ferromagnetisch).
Am kristallinen Aufbau ändert sich dabei nichts! 2.2 Kohlenstoff als Begleitelement im Stahl
!"Erniedrigung der Schmelztemperatur !"Erniedrigung der γ/α-Umwandlungen !"Erniedrigung der elektrischen- und Wärmeleitfähigkeit !"Erniedrigung des spez. Gewichts !"Verringerung der Schweißbarkeit !"Erhöhung von Zugfestigkeit, Streckgrenze und Härte (=Festigkeitswerte) !"Erniedrigung von Bruchdehnung und Brucheinschnürung (=Verformungswerte)
Zugfestigkeit und Bruchdehnung vom Stahl in Abhängigkeit vom Kohlenstoffge-halt.
WS 99/00
Ghibsy Seehafer Seite 22 10.11.00
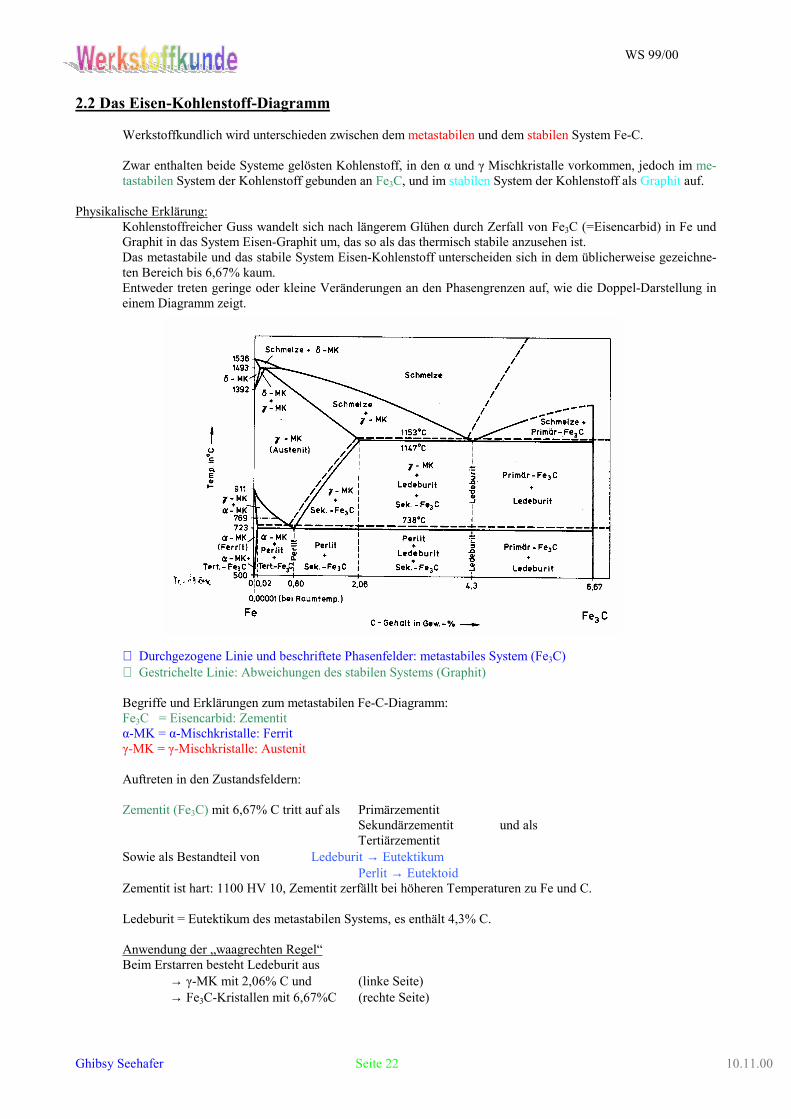
2.2 Das Eisen-Kohlenstoff-Diagramm
Werkstoffkundlich wird unterschieden zwischen dem metastabilen und dem stabilen System Fe-C.
Zwar enthalten beide Systeme gelösten Kohlenstoff, in den α und γ Mischkristalle vorkommen, jedoch im me-tastabilen System der Kohlenstoff gebunden an Fe3C, und im stabilen System der Kohlenstoff als Graphit auf.
Physikalische Erklärung:
Kohlenstoffreicher Guss wandelt sich nach längerem Glühen durch Zerfall von Fe3C (=Eisencarbid) in Fe und Graphit in das System Eisen-Graphit um, das so als das thermisch stabile anzusehen ist. Das metastabile und das stabile System Eisen-Kohlenstoff unterscheiden sich in dem üblicherweise gezeichne-ten Bereich bis 6,67% kaum. Entweder treten geringe oder kleine Veränderungen an den Phasengrenzen auf, wie die Doppel-Darstellung in einem Diagramm zeigt.
⇒ Durchgezogene Linie und beschriftete Phasenfelder: metastabiles System (Fe3C) ⇒ Gestrichelte Linie: Abweichungen des stabilen Systems (Graphit)
Begriffe und Erklärungen zum metastabilen Fe-C-Diagramm:
Fe3C = Eisencarbid: Zementit α-MK = α-Mischkristalle: Ferrit γ-MK = γ-Mischkristalle: Austenit
Auftreten in den Zustandsfeldern:
Zementit (Fe3C) mit 6,67% C tritt auf als Primärzementit Sekundärzementit und als Tertiärzementit
Sowie als Bestandteil von Ledeburit → Eutektikum Perlit → Eutektoid
Zementit ist hart: 1100 HV 10, Zementit zerfällt bei höheren Temperaturen zu Fe und C.
Ledeburit = Eutektikum des metastabilen Systems, es enthält 4,3% C. Anwendung der „waagrechten Regel“ Beim Erstarren besteht Ledeburit aus
→ γ-MK mit 2,06% C und (linke Seite) → Fe3C-Kristallen mit 6,67%C (rechte Seite)
WS 99/00
Ghibsy Seehafer Seite 23 10.11.00
Da bei weiter sinkender Temperatur die Lösungsfähigkeit des Austenits (γ-MK) für Kohlenstoff ab-nimmt, scheidet sich aus dem γ-MK des Austenits sekundärer Zementit Fe3C ab, der sich an den be-reits vorhandenen primären Zementit bindet.
Perlit = Gefüge aus zwei neuen Kristallarten , die sich aus einer Kristallart gebildet haben: eutektoidischer Zerfall: Eutektoid (Analog zum Eutektikum, wo sich aus einer Schmelze zwei neue Kristallarten bilden!)
Perlit wird bei 723°C aus dem γ-MK (Austenit) gebildet und besteht aus α-MK und Fe3C. Die Perlitbildung beruht auf Diffusion der C-Atome, die sich in Schichten anreichern, so dass ein La-mellenartiges Gefüge aus zwei neuen Kristallarten entsteht. Der beim eutektoidischen Zerfall entstehende Perlit enthält: (nach Anwendung der waagrechten Regel):
→ α-MK mit 0,02% C (mehr können sie nicht lösen) links → Fe3C-Kristalle mit 0,67% C rechts ∑ Perlit enthält 0,8% C
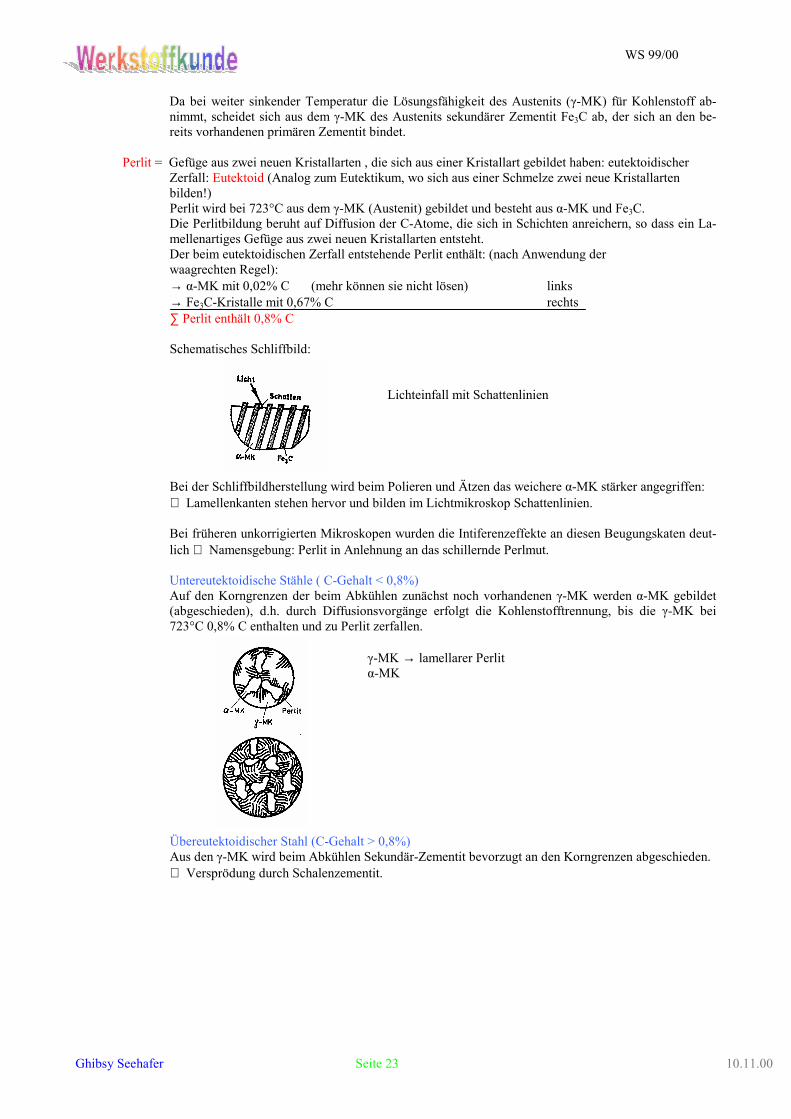
Schematisches Schliffbild: Lichteinfall mit Schattenlinien Bei der Schliffbildherstellung wird beim Polieren und Ätzen das weichere α-MK stärker angegriffen: ⇒ Lamellenkanten stehen hervor und bilden im Lichtmikroskop Schattenlinien.
Bei früheren unkorrigierten Mikroskopen wurden die Intiferenzeffekte an diesen Beugungskaten deut-lich ⇒ Namensgebung: Perlit in Anlehnung an das schillernde Perlmut.
Untereutektoidische Stähle ( C-Gehalt < 0,8%) Auf den Korngrenzen der beim Abkühlen zunächst noch vorhandenen γ-MK werden α-MK gebildet (abgeschieden), d.h. durch Diffusionsvorgänge erfolgt die Kohlenstofftrennung, bis die γ-MK bei 723°C 0,8% C enthalten und zu Perlit zerfallen.
γ-MK → lamellarer Perlit α-MK Übereutektoidischer Stahl (C-Gehalt > 0,8%) Aus den γ-MK wird beim Abkühlen Sekundär-Zementit bevorzugt an den Korngrenzen abgeschieden. ⇒ Versprödung durch Schalenzementit.
WS 99/00
Ghibsy Seehafer Seite 24 10.11.00
2.3 Wärmebehandlung der Stähle
Definition: Beschreibung der Umwandlungspunkte durch Abkürzungen
Umwandlung beim ... Erwärmen Abkühlen Fe rein! α ⇔ γ Ac4 Ar4 1392°C
γ ⇔ α Ac3 Ar3 911°C
αpero ⇔ αfero Ac2 Ar1 769°C
γ ⇔ Perlit Ac1 Ar1 (723°C) Darin bedeutet A = arrê = Halte- bzw. Knickpunkt C = chauffage = erwärmen R = refoidissement = Abkühlung Arten der Wärmebehandlung 1) Glühen (langsame Temperaturerhöhung) 2) Härten (schroffe Abkühlung von hohen Temperaturen) 3) Vergüten (Überlagerung von 1. und 2.)
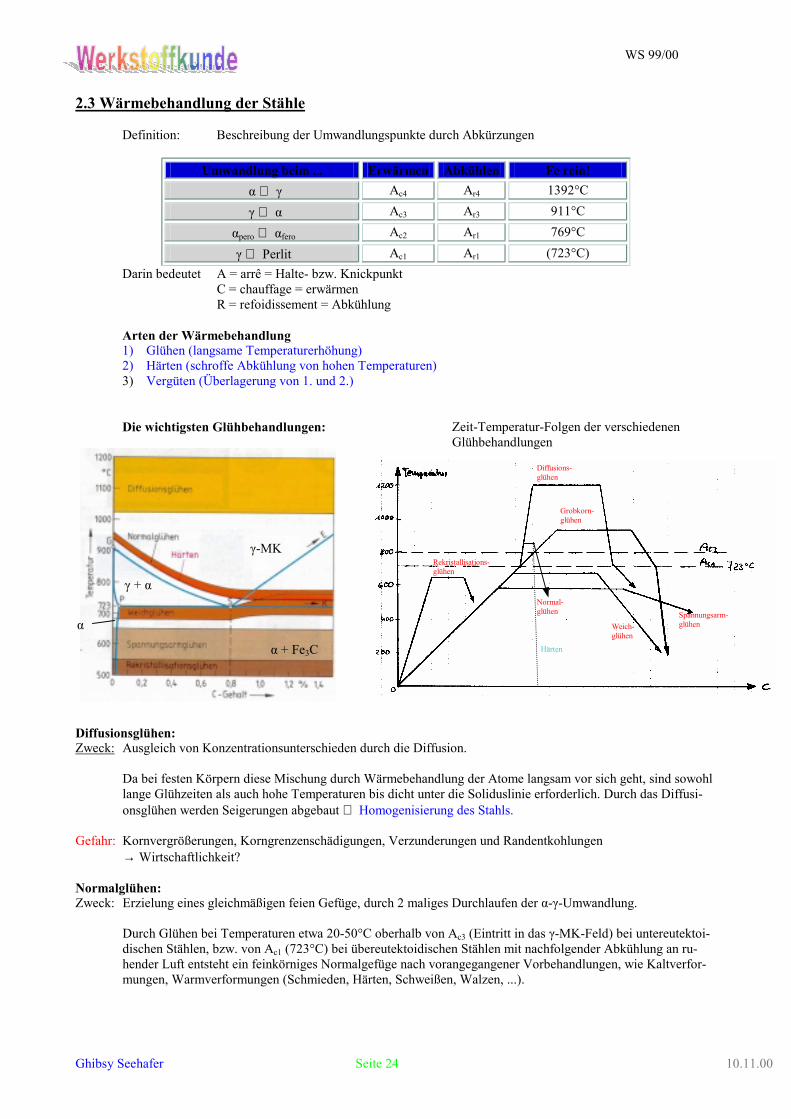
Die wichtigsten Glühbehandlungen: Zeit-Temperatur-Folgen der verschiedenen Glühbehandlungen
Diffusionsglühen: Zweck: Ausgleich von Konzentrationsunterschieden durch die Diffusion.
Da bei festen Körpern diese Mischung durch Wärmebehandlung der Atome langsam vor sich geht, sind sowohl lange Glühzeiten als auch hohe Temperaturen bis dicht unter die Soliduslinie erforderlich. Durch das Diffusi-onsglühen werden Seigerungen abgebaut ⇒ Homogenisierung des Stahls.
Gefahr: Kornvergrößerungen, Korngrenzenschädigungen, Verzunderungen und Randentkohlungen → Wirtschaftlichkeit?
Normalglühen: Zweck: Erzielung eines gleichmäßigen feien Gefüge, durch 2 maliges Durchlaufen der α-γ-Umwandlung.
Durch Glühen bei Temperaturen etwa 20-50°C oberhalb von Ac3 (Eintritt in das γ-MK-Feld) bei untereutektoi-dischen Stählen, bzw. von Ac1 (723°C) bei übereutektoidischen Stählen mit nachfolgender Abkühlung an ru-hender Luft entsteht ein feinkörniges Normalgefüge nach vorangegangener Vorbehandlungen, wie Kaltverfor-mungen, Warmverformungen (Schmieden, Härten, Schweißen, Walzen, ...).
γ-MK
γ + α
α
α + Fe3C
Rekristallisations- glühen
Normal- glühen
Grobkorn- glühen
Diffusions- glühen
Weich- glühen
Spannungsarm- glühen
Härten
WS 99/00
Ghibsy Seehafer Seite 25 10.11.00
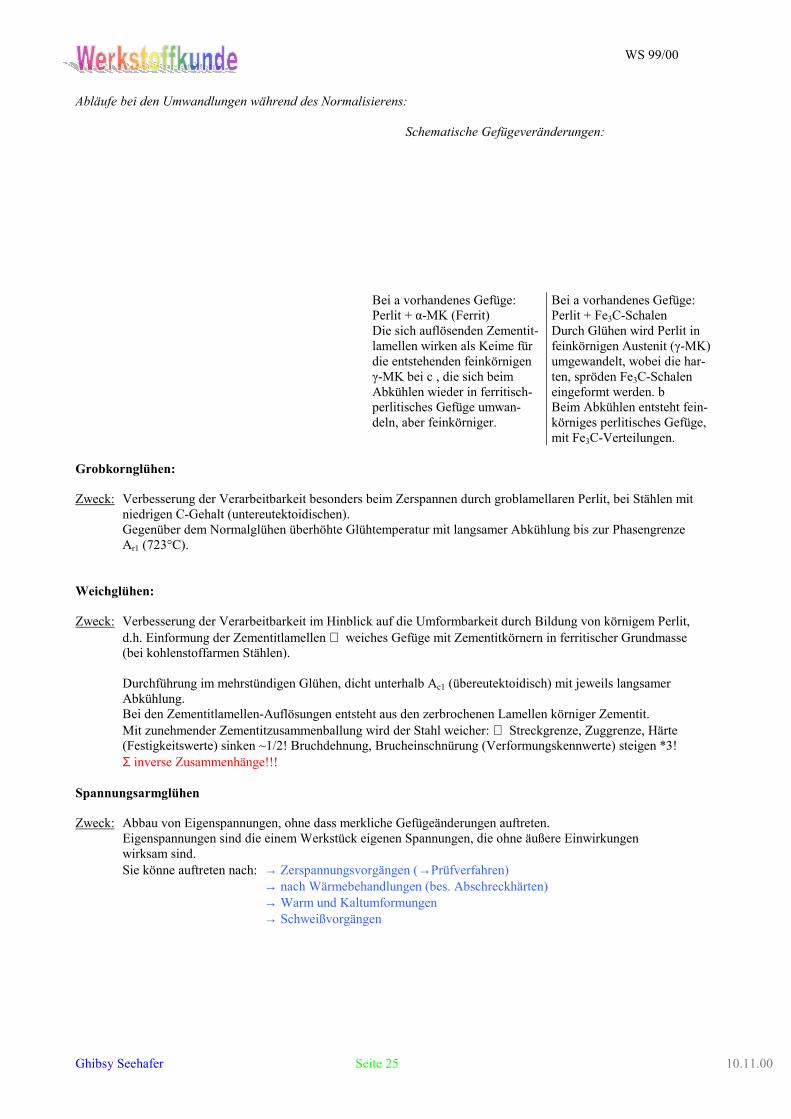
Abläufe bei den Umwandlungen während des Normalisierens: Schematische Gefügeveränderungen:
Bei a vorhandenes Gefüge: Perlit + α-MK (Ferrit) Die sich auflösenden Zementit-lamellen wirken als Keime für die entstehenden feinkörnigen γ-MK bei c , die sich beim Abkühlen wieder in ferritisch-perlitisches Gefüge umwan-deln, aber feinkörniger.
Bei a vorhandenes Gefüge: Perlit + Fe3C-Schalen Durch Glühen wird Perlit in feinkörnigen Austenit (γ-MK) umgewandelt, wobei die har-ten, spröden Fe3C-Schalen eingeformt werden. b Beim Abkühlen entsteht fein-körniges perlitisches Gefüge, mit Fe3C-Verteilungen.
Grobkornglühen: Zweck: Verbesserung der Verarbeitbarkeit besonders beim Zerspannen durch groblamellaren Perlit, bei Stählen mit
niedrigen C-Gehalt (untereutektoidischen). Gegenüber dem Normalglühen überhöhte Glühtemperatur mit langsamer Abkühlung bis zur Phasengrenze Ar1 (723°C).
Weichglühen: Zweck: Verbesserung der Verarbeitbarkeit im Hinblick auf die Umformbarkeit durch Bildung von körnigem Perlit,
d.h. Einformung der Zementitlamellen ⇒ weiches Gefüge mit Zementitkörnern in ferritischer Grundmasse (bei kohlenstoffarmen Stählen). Durchführung im mehrstündigen Glühen, dicht unterhalb Ac1 (übereutektoidisch) mit jeweils langsamer Abkühlung. Bei den Zementitlamellen-Auflösungen entsteht aus den zerbrochenen Lamellen körniger Zementit. Mit zunehmender Zementitzusammenballung wird der Stahl weicher: ⇒ Streckgrenze, Zuggrenze, Härte (Festigkeitswerte) sinken ~1/2! Bruchdehnung, Brucheinschnürung (Verformungskennwerte) steigen *3! Σ inverse Zusammenhänge!!!
Spannungsarmglühen Zweck: Abbau von Eigenspannungen, ohne dass merkliche Gefügeänderungen auftreten.
Eigenspannungen sind die einem Werkstück eigenen Spannungen, die ohne äußere Einwirkungen wirksam sind. Sie könne auftreten nach: → Zerspannungsvorgängen (→Prüfverfahren)
→ nach Wärmebehandlungen (bes. Abschreckhärten) → Warm und Kaltumformungen → Schweißvorgängen
WS 99/00
Ghibsy Seehafer Seite 26 10.11.00
Nachweiß von Eigenspannungen: !"Ausbohr-Abdrehverfahren (zylindrische Körper)
Vorgehen: 3 identische Zylinder
!"Beispiel aus der Anwendung (Gießtechnik)
Je größer die Differenz zwischen x und y, umso mehr Eigenspan-nungen sind im Körper drin. ⇒ Entscheidung zum Spannungsarmglühen.
Rekristallisationsglühen Zweck: Bildung eines völlig neuen, ganz entspannten Gefüges, nach einer durch Kaltverformung erzeugten Verzerrung
des Gefüges. Zusammenhang zwischen vorausgegangener Kaltverformung der vorausgegangener Kaltumformung und der
Rekristallisationsschwelle. Wichtig ist die Summe bei der Energie im Gefüge (→siehe Spannungsmechanis-men).
2.4 Härten = Nichtgleichgewichtszustände Vorgänge beim Härten von Stahl Vergleichsbezug ⇒ langsame Abkühlung eines unlegierten, eutektoidischen Stahls (0,8%C) aus dem Austenitfeld
(γ-MK) heraus: Vorgänge beim Erreichen des Ar1 Punktes (723°C) 1. Bildung von C-reichen Fe3C-Lammellen mit eingeschlossenen kohlenstoffarmen Austenitlam-
mellen aufgrund der Kohlenstoffdiffusion im γ-MK-Gitter. 2. Durch Umwandlung entstehen aus C-armen Austenitlamellen (kfz-γ-Gitter) ⇒ Ferrit-Lamellen.
Bei gleicher Temperatur bilden sich grobstreifige Perlitbereiche, die von den Korngrenzen aus in die Austenitkörner hineinwachsen, und diese aufzehren.
Einfluss der beschleunigten Abkühlung Gefügeausbildungen laut Fe-C-Diagramm brauchen für die Diffusionsvorgänge ausreichend lange Zeiten, um die Gleichgewichtsgefüge zu erzeugen. Bei technischen Abläufen des Härtens und Vergütens sind solche langen Zeiten nicht gegeben. Wegen der höheren Abkühlgeschwindigkeiten entstehen Unterkühlungserscheinungen: Diffusion, Gitter Diffusion: Mit steigender Abkühlgeschwindigkeit werden die für die Diffusion des Kohlenstoffs zur Verfügung
stehenden Zeiten kleiner. ⇒ Diffusionswege werden kürzer!!! Da sich Diffusionsvorgänge bei niedrigen Temperaturen verlangsamen: ⇒ Trägerer Diffusionsverlauf!!!
WS 99/00
Ghibsy Seehafer Seite 27 10.11.00
Gitter: Bei der Umwandlung γ → α kann sich die Gitterumstrukturierung schnell vollziehen, da die Atome nur Bruchteile eines Gitterparameters (Gitterkantenlängen) als Weg zurückzulegen haben.
Bildungsschemata der Gitterumwandlung γ → α Mit zunehmender Unterkühlung unter Ar1 steigt der „Druck“ zu dieser Umwandlung: 2 Elementarzellen kfz-γ-Eisen ⇒ 1 Elementarzelle krz-α-Eisen Überführung durch Stauchung und ~45° Drehung wird genannt: Umklappvorgang Real treten im Gefüge Spannungen und Verzerrungen auf, die das Härtegefüge ergeben. Steigerung der Abkühlgeschwindigkeit bis zum Abschrecken:
!"Diffusion kann nicht mehr stattfinden !"Das Umklappen von γ in α-Gitter findet aber statt.
Da das kfz-γ-MK aber wesentlich mehr C lösen kann als das krz-α-MK, lässt der überschüssige Kohlenstoff nicht die regelmäßige kubische Ausbildung eines α-Gitters zu: Anstelle von regelmäßigen krz-α-Gitter entsteht ein durch Kohlenstoff verzerrtes und verspanntes Gitter, das tetragonal aufgeweitet ist, und deswegen tetragonaler Martensit genannt wird. (Die tetradiagonale Aufteilung wird durch die Gitterparameter a, b und c beschrieben.) Sie steigt in etwa linear mit dem C-Gehalt und führt zu einer Volumenvergrößerung. Härtungsmechanismus, bzw. die martensitische Umwandlung ist ein komplexer Ablauf:
!"C-Gehalt des Martensits kann um mehr als 2 Zehnerpotenzen höher liegen als die maximale Löslichkeit des α-MK.
!"ES treten während des Härtens Aufstauungen von Versetzungen auf. Betrachtung des Parameters „Abkühlgeschwindigkeit“ Mit zunehmender Abkühlgeschwindigkeit werden die Umwandlungstemperaturen (Phasengrenzen) zu niedrigeren Temperaturen verschoben: Einfluss der Abkühlgeschwindigkeit auf die Lage der Umwandlungspunkte γ.α eines Stahls mit ungefähr 0,4%C Erläuterung zu den neu entstandenen Gefüge: Die Ar3 Grenze wird mit steigender Abkühlgeschwindigkeit wesentlich stärker abgesenkt als die Ar1 Grenze ⇒ Schnitt-punkt Ar
*. Der unterkühlte Austenit wird, ähnlich wie ein eutektoidischer Stahl mit 0,8%C in einen feinststreifigen Perlit umge-wandelt, genannt Sorbit (Troosit), siehe Gefüge 3. Bei weiterer Erhöhung der Abkühlgeschwindigkeit zerfällt der Austenit nach Unterschreitung der Ar2 Temperatur in das Zwischenstufengefüge und dann in Martensit:
!"Das Mikroskopisch kaum auflösbare feinstreifige perlitisches Gefüge, genannt Bainiet (=ZW) (Wegen der Unzulänglichkeit früherer Lichtmikroskope erkannte man erst später die Lamellenstruktur des Ge-füges → perlitischer Charakter)
!"Das restlich stark unterkühlte Austenit wandelt sich bei sehr tiefen Temperaturen (Ar’’ = Ms→Martensit-Start) in Martensit um. Die Martensitbildung ist bei Mf = Martensit-Finish beendet.
Be weiter gesteigerter Abkühlgeschwindigkeit besteht das Gefüge nur noch aus Martensit vuk= untere kritische Abkühlgeschwindigkeit ⇒ Erstes Auftreten von Martensit zusammen mit Zwischengefüge vok = obere kritische Abkühlgeschwindigkeit ⇒ Es liegt nur noch Martensit vor. Die Bildung des normalen Perlhits, sowie die feinere Strukturen Sorbit und Zwischenstufengefüge werden häufig mit dem Begriff Perlhitstufe zusammengebracht.
WS 99/00
Ghibsy Seehafer Seite 28 10.11.00
2.5 Zeit-Temperatur-Umwandlungs-Schaubilder (ZTU-Diagramme) Im ZTU-Diagrammen wird das von Temperatur und Zeit abhängige Umwandlungsgeschehen dargestellt. Für jeden Stahl muss ein nur für ihn gültiges ZTU-Diagramm aufgestellt werden: (Zwei Möglichkeiten):
!"Das Verhalten des Austenits kann entweder bei kontinuierlicher oder isotermischer Temperaturführung untersucht werden.
Dazu werden eine Reihe von Stahlproben auf die gleiche Austenitisierungstemperatur TA gebracht, und dann entweder ⇒ kontinuierlich entsprechend vorgegebener Abkühlungskurven 1,2,3 ... (Abkühlmedien) abgekühlt. ⇒ schnell auf die gewünschte Umwandlungstemperatur T1,T2,T3 ... (konstante Abfangbäder)
abgeschreckt/abgekühlt und so lange bei konstanter Temperatur isotherm hier gehalten, bis der Austenit umgewandelt ist.
Erstellung von ZTU-Schaubildern bedeutet einen hohen experimentellen Untersuchungsaufwand mit Anwendung von Dilatometern (Gefüge volumina) und Heiztischmikroskopen. ZUT-Schaubilder für kontinuierliche Abkühlung ⇒ Einfluss einer höheren Abkühlgeschwindigkeit (Bild 1) Man blickt auf der rechten Seite räumlich auf die Rückseite des Fe-C-Diagramms, mit de, gekennzeichneten
untereutektischen Stahl mit 0,45% C ⇒ Schnittpunkte mit Phasengenzen (A3-Linie):~770°C, Schnittpunkt mit A1-Linie: 723°C.
Anordnung am Ende der Zeitachse ⇒ Zeitwert „unendlich“, d.h. Gleichgewichtszustand. Umwandlungen erfordern sehr lange Zeiten, deshalb ist die Zeitachse logarithmisch geteilt. „Frontal“ entsteht das ZTU-Diagramm für die relativ schnellen Abkühlzeiten bis 104 Sekunden. 5 Abkühlungskurven für zunehmende Abkühlgeschwindigkeit sind eingezeichnet. Definition: Abkühlzeit: Zeiten der Abkühlung von TA= Austenitisierungstemperatur auf 500°C (Isotherme) Kontinuierliche Abkühlungskurven: (Bild 1) Kurve 1 → Abkühlzeit 33 min (Ofenabkühlung) Kurve 2 → 80 sec Kurve 3 → 20 sec Kurve 4 → 7 sec Kurve 5 → 0,8 sec (Wasserabschreckung) ⇒ Veränderung von Gefüge und Härte mit zunehmender Abkühlgeschwindigkeit (Bild2) ⇒ Gefügemengenkurve (Bild 3) Nennenswerter Härteanstieg erst dann, wenn Zwischenstufengefüge und ganz besonders Martensit auftritt. Gefügeausbildung:
!"Weicher Ferrit-Austenit nimmt ab: →Härte steigt mäßig an !"Perlit wird immer feinstreifiger: → Auflösungsvermögen des Lichtmikroskops ist erschöpft. !"Bildung von Martesnit bedeutet das diffusionslose umklappen in ein stark verzerrtes α-Gitter: → starker Här-
teanstieg Untersuchung der Zugfestigkeit
Kurve 1: 700 2mmN hohe Bruchdehnung und Brucheinschnürung. Material lässt sich sehr gut plastisch verformen.
Mit zunehmender Abkühlgeschwindigkeit wird die plastische Verformungsgeschwindigkeit geringer, da !"Die Menge des weichen duktilen Ferrits abnimmt, und !"Die Perlitmenge größer und die Perlitlamllen dünner werden
Kurve 4: 1400 2mmN gewisse plastische Verformungsreserven
Kurve 5:1800 2mmN keinerlei Dehnung und Einschnürung. Werkstoff ist sehr hart und Spröde und nicht mehr plastisch
formbar.
WS 99/00
Ghibsy Seehafer Seite 29 10.11.00
2.6 Zeit-Temperatur-Austenitisierungs-Schaubilder (ZTA-Schaubilder) Um aus dem Austenit Gebiet heraus abschrecken zu können, muss der Stahl erst einmal in Austenit umgewandelt wer-den: Austenitisierung Prinzip: Werkstück wird schnell auf die Austenitisierung erwärmt und bei dieser konstanten Temperatur gehalten. Isotherme Austenitisierung Bild 5: Probe aus Ck45, ∝ -schnell auf 800°C erwärmt Ergänzung: y-Achse: Gefügeanteil von 0-100% ZTA-Schaubilder werden immer waagrecht (sprich thermisch) gelesen!!! 2.7 Einfluss der Werkstückabmessungen auf die ereichten Härten Hintergrund: Reale Werkstücke kühlen am Rand schneller als im Kern ab, ⇒ Tiefeneffekt durch den Stirnabschreckversuch: Ergebnis: Bild 8 Experimente mit unterschiedlich großen Zylindern Die Abkühldauer von 850°C (=TA) auf 500°C beträgt für den
• Rand → 2 s → F, P, ZW, M → Härte: 500 HV • Kern → 15 s → F, P, ZW, (M?) → Härte:250 HV.
⇒ δ 250HV Ergebnis: Die für die Durchhärtung großer Teile im Prinzip erforderliche Wasserabschreckung ist nicht immer
anwendbar, da durch die bei der Abkühlung aufgrund von über den Querschnitt unterschiedlichen Gefügeausbildungen Spannungen entstehen können, die die Werkstücke zum Reißen bringen. Dieser Fehler kann durch die sog. Warmbadhärtung vermieden werden, für deren Erklärung die Einführung der isothermen Z-T-U-Schaubilder erforderlich ist.
Warmbadhärtung Wird angewendet, um bei großen Teilen zu große Temperaturunterschiede zwischen Rand und Kern (Rissgefahr) zu vermeiden. (Bild 14 zeigt das Prinzip) Achtung: Werkstoff-Wechsel: Jetzt liegt ein höher legierter Werkstoff vor, da sich die Umwandlungsbereiche trennen. Vorgehensweise: Kurz oberhalb der durch den Zeitpunkt des Beginns der Zwischenstufenumwandlung gegebenen. (→B
für Bainit (ZW)) Kurz vor Beginn der Zwischenstufenbildung kühlt man an Luft ab, so dass bei gerin-gen Abkühlgeschwindigkeiten die Umwandlung zu Martensit fast vollständig (gleichzeitig) über den Querschnitt ablaufen kann.
Voraussetzungen: - Die Zeit die bis zum Beginn der Zwischenstufenumwandlung zur Verfügung steht, muss ausreichend lang sein.
- Im Bereich der Ferrit/Perlit Bildung muss eine ausreichende Umwandlungsträgheit vorliegen („die Zigarre muss möglichst weit rechts liegen“), damit nicht während der Abkühlung auf die Warmbadtemperatur die Werkstücke bereits hier zu Ferrit bzw. Perlit umwandeln.
Oberflächenhärtung Ziel: Hohe Härte der Oberfläche zur Erhöhung des Widerstandes gegen Flächenpressung und Verschleiß bei
großer Zähigkeit im Kern. Vorteile: * Verminderung der Härterissgefahr * Steigerung der Dauerschwingfestigkeit (→in der RandZ entstehen Druckeigenspannungen: günstig!) Methoden: Gruppe A: Verfahren mit begrenztem Wärmeeinbringen in die Oberflächenschicht, bis die Härtetemperatur
erreicht ist, mit nachfolgendem Abschrecken: ⇒ Flammhärten, Tauchhärten, Induktionshärten, Laserhärten.
WS 99/00
Ghibsy Seehafer Seite 30 10.11.00
Gruppe B: Verfahren mit Änderung der chemischen Zusammensetzung der Randzone durch Diffusionsvorgänge ⇒ Anreicherung der Randzone mit Kohlenstoff, so dass beim Abschrecken des durchgewärmten
Werkstücks nur die Randzone gehärtet wird: → Einsatzhärten Anreicherung der Randzone bzw. des gesamten Bauteiles mit solchen Legierungselementen, die dem Stahl ohne Nachbehandlung die gewünschte Härte geben: →Nitrierhärten
Gruppe A:
Flammhärten
Das intensive Aufheizen der Werkstückoberfläche wird mit Gasbrennern erreicht. Bevor sich die Wärme in dem zu härtenden teil verteilt, muss mit einer dem Werk-stück angepassten Wasserbrause abgeschreckt werden. Die dicke der zu härtenden Schicht wird durch die Brennerleistung bestimmt.
Induktionshärten
Eine von einem hochfrequenten Wechselstrom durchflossene Spule (Induktor) umschlis-set das zu härtende Bauteil. Die induzierten Wirbelströme, die durch den Skineffekt in die äußeren Werkstückschich-ten gedrängt werden, erwärmen diese Bereiche durch Widersandserwärmung in kurzer Zeit. Die Wärme entsteht im zu härtenden Bauteil selbst!
Die Härtetiefe δ wird hauptsächlich von der Frequenz des Induktorwechselstroms bestimmt.
µ
οδ*
~f
σ = spez. Elektrischer Widerstand, μ = magnetische Permeabilität:µ0*µR
Tauchhärten
Beim Tauchhärten wird die Oberfläche eines beliebig geformten Werkstücks durch eine Flüssigkeit mit hoher Wärmeleitfähigkeit (Metallschmelzbäder) erhitzt.
Vorgang erfolgt so schnell, dass die äußere Form bereits Härtetemperatur erreicht hat, bevor sich der Kern nennenswert erwärmt hat. Anschließend wird abgeschreckt. Laserhärten Grundprinzip wie zuvor, d.h. örtlich gezieltes eindringen von Hitzeenergie durch den Laserstrahl. Weil die erwärmte Oberfläche dabei klein ist, reicht der abkühlende Luftstrom beim weiterfahren zur Bildung von Martensit. Anwendung vorzugsweise bei kleindimensionierten Zahnrädern. Vergleich der Verfahren des örtlichen Temperatur Einbringens: Beispiel Zahnrad:
Wertung: a) günstig, da ein zäher Finger des Zahnradkerns in den Zahn hineinragt. b) ungünstig, da Zahnfuß im Übergangsbereich der Werkstoffstrukturen liegt.
Gruppe B Einsatzhärten
In die Oberfläche von Werkstücken aus Kohlenstoffarmen Stahl wird von außen durch Diffusion Kohlenstoff in atomarer Form eingeberacht.→ Aufkohlen, Einsetzen, Zementieren. Die Temperatur der Kohlenstoffdiffusi-on liegt oberhalb von Ac2 (Eintritt in das Austenitfeld), damit der erforderliche Kohlenstoffanteil (~0,8%) im Stahl gelöst wird.
Nach dem Diffundieren schließt sich die Abschreckhärtung an! Einsatztiefe: 1h → 4/10 mm; 4h → 1 mm Begründung: die sich aufbauende „Sperrschicht“ Aufkohlungsmittel: fest → Holzkohle mit Zusätzen flüssig: → Zyansalze mit Chloriden gasförmig → Erdgas, Ferngas, Propan
WS 99/00
Ghibsy Seehafer Seite 31 10.11.00
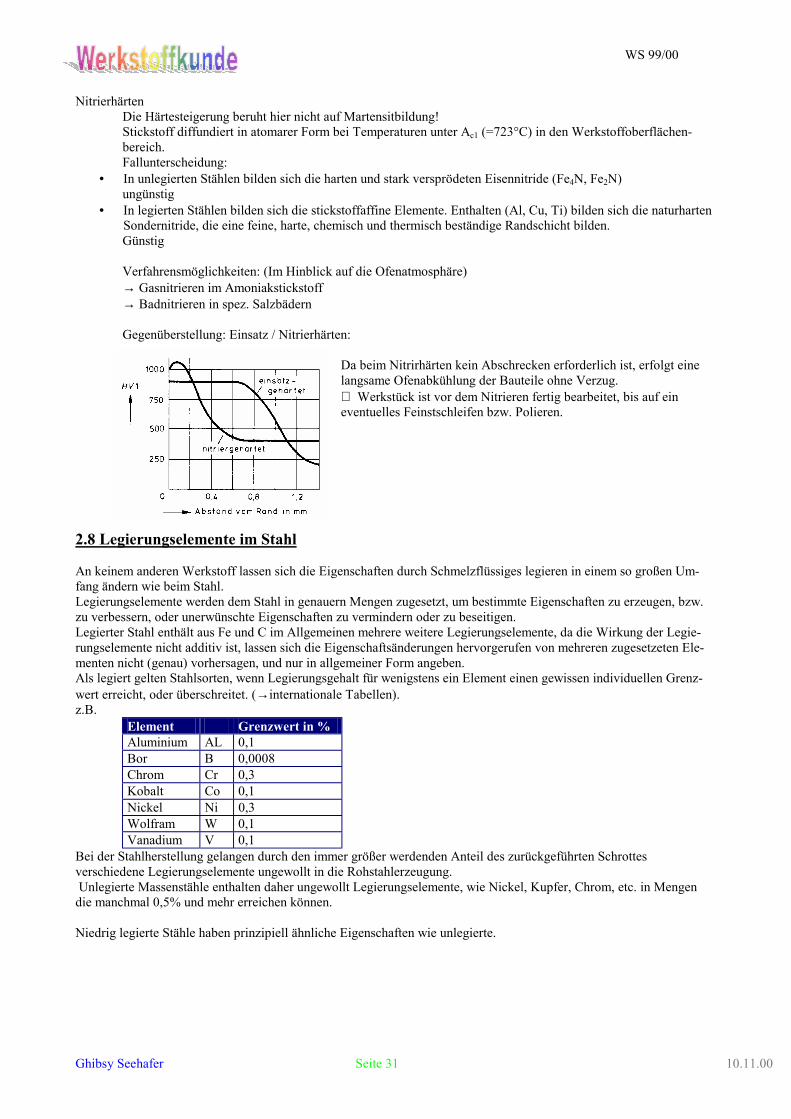
Nitrierhärten Die Härtesteigerung beruht hier nicht auf Martensitbildung! Stickstoff diffundiert in atomarer Form bei Temperaturen unter Ac1 (=723°C) in den Werkstoffoberflächen-
bereich. Fallunterscheidung:
• In unlegierten Stählen bilden sich die harten und stark versprödeten Eisennitride (Fe4N, Fe2N) ungünstig
• In legierten Stählen bilden sich die stickstoffaffine Elemente. Enthalten (Al, Cu, Ti) bilden sich die naturharten Sondernitride, die eine feine, harte, chemisch und thermisch beständige Randschicht bilden. Günstig Verfahrensmöglichkeiten: (Im Hinblick auf die Ofenatmosphäre) → Gasnitrieren im Amoniakstickstoff → Badnitrieren in spez. Salzbädern Gegenüberstellung: Einsatz / Nitrierhärten:
Da beim Nitrirhärten kein Abschrecken erforderlich ist, erfolgt eine langsame Ofenabkühlung der Bauteile ohne Verzug. ⇒ Werkstück ist vor dem Nitrieren fertig bearbeitet, bis auf ein eventuelles Feinstschleifen bzw. Polieren.
2.8 Legierungselemente im Stahl An keinem anderen Werkstoff lassen sich die Eigenschaften durch Schmelzflüssiges legieren in einem so großen Um-fang ändern wie beim Stahl. Legierungselemente werden dem Stahl in genauern Mengen zugesetzt, um bestimmte Eigenschaften zu erzeugen, bzw. zu verbessern, oder unerwünschte Eigenschaften zu vermindern oder zu beseitigen. Legierter Stahl enthält aus Fe und C im Allgemeinen mehrere weitere Legierungselemente, da die Wirkung der Legie-rungselemente nicht additiv ist, lassen sich die Eigenschaftsänderungen hervorgerufen von mehreren zugesetzeten Ele-menten nicht (genau) vorhersagen, und nur in allgemeiner Form angeben. Als legiert gelten Stahlsorten, wenn Legierungsgehalt für wenigstens ein Element einen gewissen individuellen Grenz-wert erreicht, oder überschreitet. (→internationale Tabellen). z.B.
Element Grenzwert in % Aluminium AL 0,1 Bor B 0,0008 Chrom Cr 0,3 Kobalt Co 0,1 Nickel Ni 0,3 Wolfram W 0,1 Vanadium V 0,1
Bei der Stahlherstellung gelangen durch den immer größer werdenden Anteil des zurückgeführten Schrottes verschiedene Legierungselemente ungewollt in die Rohstahlerzeugung. Unlegierte Massenstähle enthalten daher ungewollt Legierungselemente, wie Nickel, Kupfer, Chrom, etc. in Mengen die manchmal 0,5% und mehr erreichen können. Niedrig legierte Stähle haben prinzipiell ähnliche Eigenschaften wie unlegierte.
WS 99/00
Ghibsy Seehafer Seite 32 10.11.00
2.9 Einfluss der Legierungselemente Aus praktischen Erwägungen werden die legierten Stähle eingeteilt in:
!"niedrig legierte Stähle (Summe der Legierungselemente < 5%) !"hochlegierte Stähle (Summe der Legierungselemente > 5%)
Mögliche Interaktionen zwischen dem Grundmaterial Eisen und den Legierungselementen: Die Begleit- und Legierungselemente des Eisens können:
!"in ihm (Eisen) unlöslich sein: Elemente Mg, Ca, Pb !"mit ihm Mischkristalle bilden
#" Substitutionsmischkristalle bei Fe-ähnlichen Atomdurchmessern #" Interstifielle Mischkristalle bei wesentlich kleineren Atmdurchmessern
!"mit ihm Verbindungen eingehen (Affinität) z.B. Eisencarbid Fe3C; Eisennitrid Fe4N; Eisensulfid FeS, Eisenphosphid Fe3P
!"untereinander Verbindungen bilden: Sondercarbide der Elemente Cr, Mo, W, V, Ti, ... (mit Kohlenstoff) Nitride der Elemente Al, Cr, Mo, W, V, Ti, ... (mit Stickstoff) Sulfide der Elemente Mn, Mo, W, Ni, Ti, … (mit Schwefel)
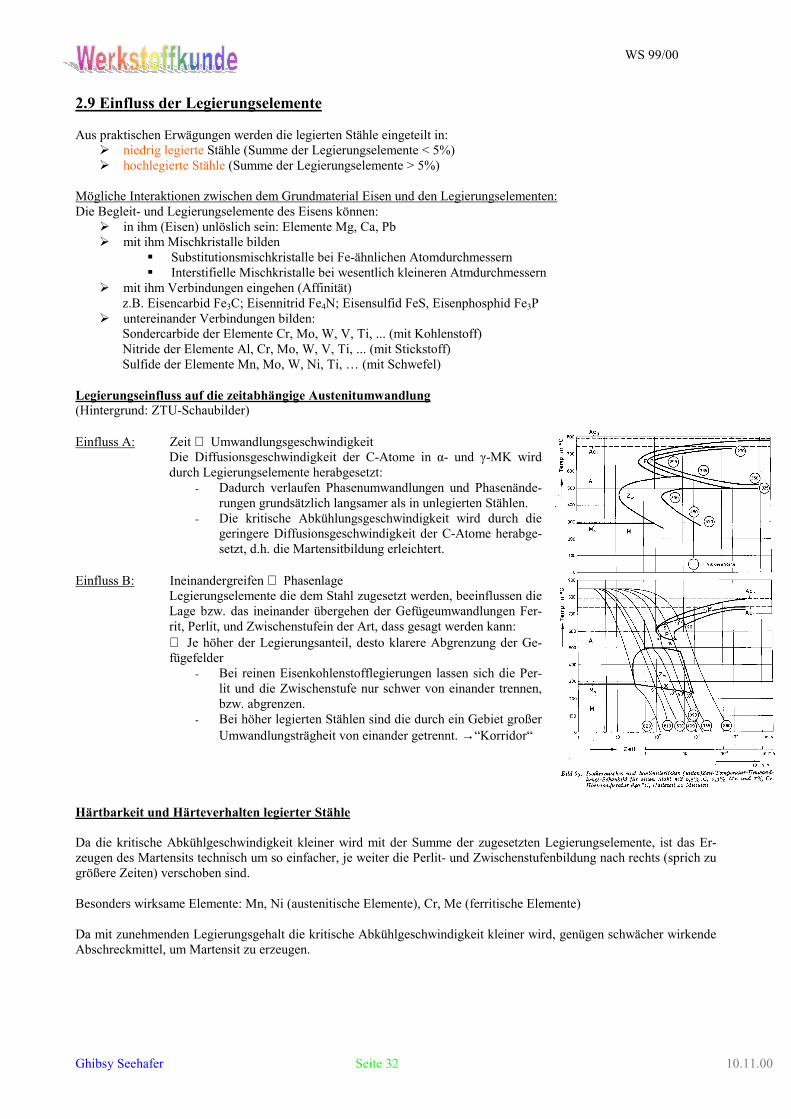
Legierungseinfluss auf die zeitabhängige Austenitumwandlung (Hintergrund: ZTU-Schaubilder) Einfluss A: Zeit ⇒ Umwandlungsgeschwindigkeit
Die Diffusionsgeschwindigkeit der C-Atome in α- und γ-MK wird durch Legierungselemente herabgesetzt:
- Dadurch verlaufen Phasenumwandlungen und Phasenände-rungen grundsätzlich langsamer als in unlegierten Stählen.
- Die kritische Abkühlungsgeschwindigkeit wird durch die geringere Diffusionsgeschwindigkeit der C-Atome herabge-setzt, d.h. die Martensitbildung erleichtert.
Einfluss B: Ineinandergreifen ⇒ Phasenlage
Legierungselemente die dem Stahl zugesetzt werden, beeinflussen die Lage bzw. das ineinander übergehen der Gefügeumwandlungen Fer-rit, Perlit, und Zwischenstufein der Art, dass gesagt werden kann: ⇒ Je höher der Legierungsanteil, desto klarere Abgrenzung der Ge-fügefelder
- Bei reinen Eisenkohlenstofflegierungen lassen sich die Per-lit und die Zwischenstufe nur schwer von einander trennen, bzw. abgrenzen.
- Bei höher legierten Stählen sind die durch ein Gebiet großer Umwandlungsträgheit von einander getrennt. →“Korridor“
Härtbarkeit und Härteverhalten legierter Stähle Da die kritische Abkühlgeschwindigkeit kleiner wird mit der Summe der zugesetzten Legierungselemente, ist das Er-zeugen des Martensits technisch um so einfacher, je weiter die Perlit- und Zwischenstufenbildung nach rechts (sprich zu größere Zeiten) verschoben sind. Besonders wirksame Elemente: Mn, Ni (austenitische Elemente), Cr, Me (ferritische Elemente) Da mit zunehmenden Legierungsgehalt die kritische Abkühlgeschwindigkeit kleiner wird, genügen schwächer wirkende Abschreckmittel, um Martensit zu erzeugen.
WS 99/00
Ghibsy Seehafer Seite 33 10.11.00
Abkühlung in: Wasser Unlegierter Stahl: Wasserhärter (Schalenhärter)
Öl Martensit Niedrig legierter Stahl: Ölhärter
Luft Höher legierter Stahl: Lufthärter
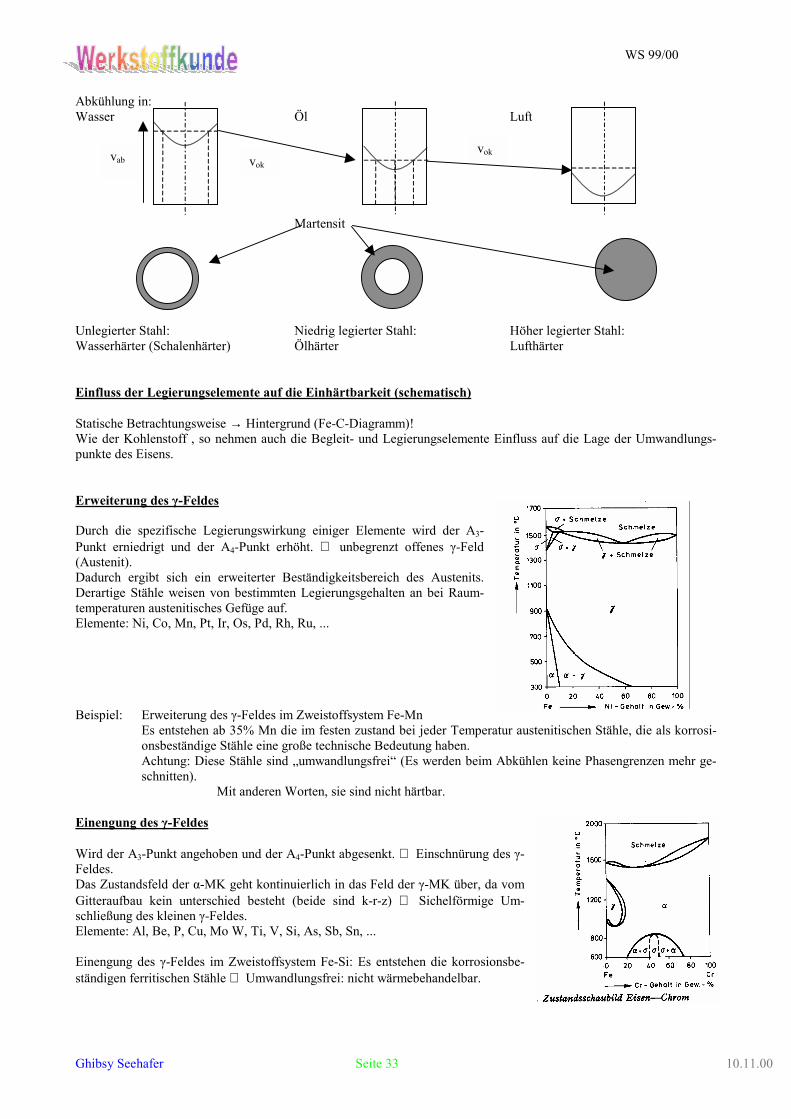
Einfluss der Legierungselemente auf die Einhärtbarkeit (schematisch) Statische Betrachtungsweise → Hintergrund (Fe-C-Diagramm)! Wie der Kohlenstoff , so nehmen auch die Begleit- und Legierungselemente Einfluss auf die Lage der Umwandlungs-punkte des Eisens. Erweiterung des γ-Feldes Durch die spezifische Legierungswirkung einiger Elemente wird der A3-Punkt erniedrigt und der A4-Punkt erhöht. ⇒ unbegrenzt offenes γ-Feld (Austenit). Dadurch ergibt sich ein erweiterter Beständigkeitsbereich des Austenits. Derartige Stähle weisen von bestimmten Legierungsgehalten an bei Raum-temperaturen austenitisches Gefüge auf. Elemente: Ni, Co, Mn, Pt, Ir, Os, Pd, Rh, Ru, ... Beispiel: Erweiterung des γ-Feldes im Zweistoffsystem Fe-Mn
Es entstehen ab 35% Mn die im festen zustand bei jeder Temperatur austenitischen Stähle, die als korrosi-onsbeständige Stähle eine große technische Bedeutung haben. Achtung: Diese Stähle sind „umwandlungsfrei“ (Es werden beim Abkühlen keine Phasengrenzen mehr ge-schnitten). Mit anderen Worten, sie sind nicht härtbar.
Einengung des γ-Feldes Wird der A3-Punkt angehoben und der A4-Punkt abgesenkt. ⇒ Einschnürung des γ-Feldes. Das Zustandsfeld der α-MK geht kontinuierlich in das Feld der γ-MK über, da vom Gitteraufbau kein unterschied besteht (beide sind k-r-z) ⇒ Sichelförmige Um-schließung des kleinen γ-Feldes. Elemente: Al, Be, P, Cu, Mo W, Ti, V, Si, As, Sb, Sn, ... Einengung des γ-Feldes im Zweistoffsystem Fe-Si: Es entstehen die korrosionsbe-ständigen ferritischen Stähle ⇒ Umwandlungsfrei: nicht wärmebehandelbar.
vok
vok vab