Embed Size (px)
Citation preview
ICS 77.140.50; 77.140.60; 77.140.65
Descriptors: Steel, free-cutting steel, semi-finished products, bars,rod.
Automatenstähle – Technische Lieferbedingungen für Halbzeug,warmgewalzte Stäbe und Walzdraht
European Standard EN 10087 : 1998 has the status of a DIN Standard.
A comma is used as the decimal marker.
National forewordThis standard has been prepared by ECISS/TC 23.The responsible German body involved in its preparation was the Normenausschuß Eisen und Stahl (Steeland Iron Standards Committee).DIN V 17006-100 and DIN 50601 are the standards corresponding to the European Standard CR 10260 andEURONORM 103, respectively, referred to in clause 2 of the EN.
AmendmentsParts of DIN 1651, April 1988 edition, have been superseded by the specifications of DIN EN 10087.
Previous editionsDIN 1651: 1944-08, 1954-08, 1960-11, 1970-04, 1988-04.
National Annex NAStandards referred to(and not included in Normative references)
DIN V 17006-100 Designation system for steel – Additional symbols for steel namesDIN 50601 Metallographic examination – Determination of the ferritic or austenitic grain size of steel
and ferrous materials
Ref. No. DIN EN 10087 : 1999-01English price group 10 Sales No. 1110
06.99
DEUTSCHE NORM January 1999
EN 10087{
EN comprises 20 pages.
© No part of this standard may be reproduced without the prior permission ofDIN Deutsches Institut für Normung e.V., Berlin.Beuth Verlag GmbH, D-10772 Berlin, has the exclusive right of sale for German Standards (DIN-Normen).
Free-cutting steelsTechnical delivery conditions for semi-finished products,
hot-rolled bars and rodsEnglish version of DIN EN 10087
Supersedes parts ofDIN 1651, April 1988 edition.

English version
ICS 77.140.50; 77.140.60; 77.140.65
Descriptors: Steel, free-cutting steel, semi-finished products, bars, rod.
Central Secretariat: rue de Stassart 36, B-1050 Brussels
European Committee for StandardizationComité Européen de NormalisationEuropäisches Komitee für Normung
Free-cutting steelsTechnical delivery conditions for semi-finished products,
hot-rolled bars and rods
© 1998. CEN – All rights of exploitation in any form and by any meansreserved worldwide for CEN national members.
Ref. No. EN 10087 : 1998 E
Aciers de décolletage – Conditionstechniques de livraison pour lesdemi-produits, barres et fils-machinelaminés à chaud
Automatenstähle – TechnischeLieferbedingungen für Halbzeug,warmgewalzte Stäbe und Walzdraht
This European Standard was approved by CEN on 1998-09-04.CEN members are bound to comply with the CEN/CENELEC Internal Regulationswhich stipulate the conditions for giving this European Standard the status of anational standard without any alteration.Up-to-date lists and bibliographical references concerning such national stand-ards may be obtained on application to the Central Secretariat or to any CENmember.The European Standards exist in three official versions (English, French, German).A version in any other language made by translation under the responsibility of aCEN member into its own language and notified to the Central Secretariat has thesame status as the official versions.CEN members are the national standards bodies of Austria, Belgium, the CzechRepublic, Denmark, Finland, France, Germany, Greece, Iceland, Ireland, Italy,Luxembourg, the Netherlands, Norway, Portugal, Spain, Sweden, Switzerland,and the United Kingdom.
ÈÉË
EN 10087
September 1998
Page 2EN 10087 : 1998
Page 3EN 10087 : 1998
Page 4EN 10087 : 1998
Page 5EN 10087 : 1998
1) It may be agreed at the time of ordering, until this EURONORM has been adopted as anEuropean Standard, that either this EURONORM or a corresponding national standard maybe applied.
Page 6EN 10087 : 1998
Page 7EN 10087 : 1998

Page 8EN 10087 : 1998
Page 9EN 10087 : 1998
Page 10EN 10087 : 1998
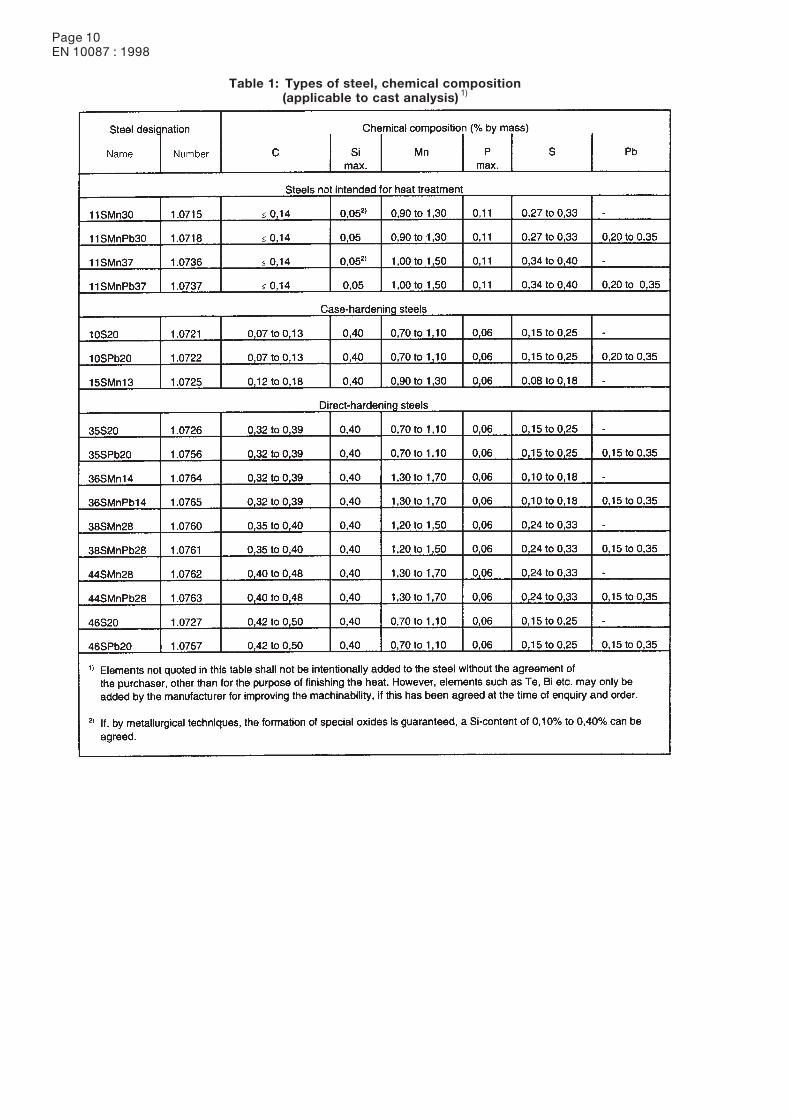
Table 1: Types of steel, chemical composition(applicable to cast analysis) 1)
Page 11EN 10087 : 1998
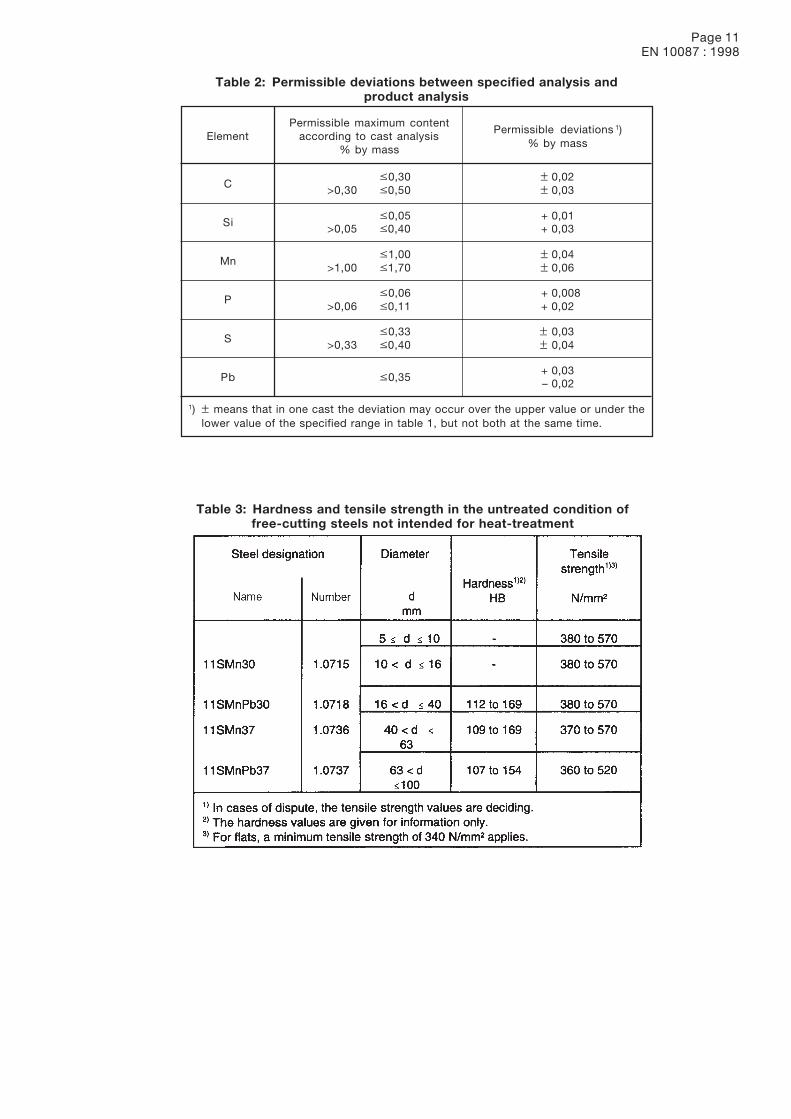
Table 2: Permissible deviations between specified analysis andproduct analysis
Permissible maximum contentPermissible deviations 1)
Element according to cast analysis% by mass% by mass
Cß0,30 t 0,02
>0,30 ß0,50 t 0,03
Siß0,05 + 0,01
>0,05 ß0,40 + 0,03
Mnß1,00 t 0,04
>1,00 ß1,70 t 0,06
Pß0,06 + 0,008
>0,06 ß0,11 + 0,02
Sß0,33 t 0,03
>0,33 ß0,40 t 0,04
Pb ß0,35+ 0,03– 0,02
1) t means that in one cast the deviation may occur over the upper value or under thelower value of the specified range in table 1, but not both at the same time.
Table 3: Hardness and tensile strength in the untreated condition offree-cutting steels not intended for heat-treatment
Page 12EN 10087 : 1998
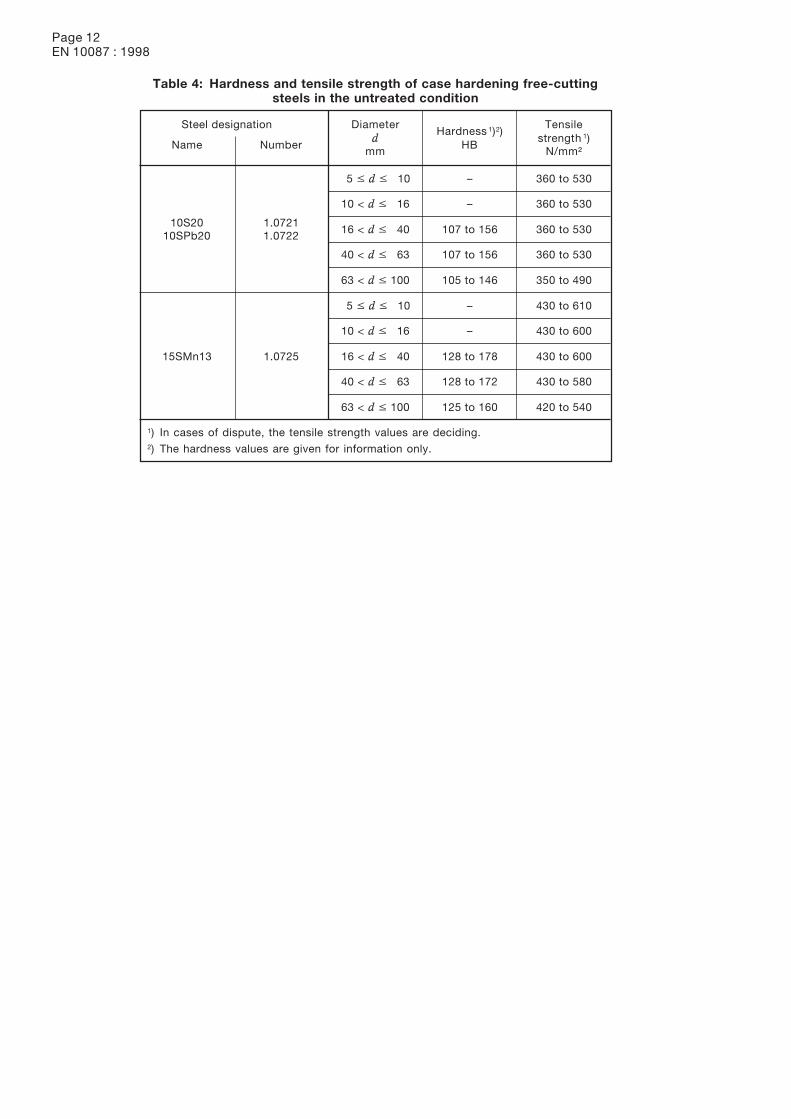
Table 4: Hardness and tensile strength of case hardening free-cuttingsteels in the untreated condition
Steel designation DiameterHardness 1)2)
Tensile
Name Numberd
HBstrength 1)
mm N/mm²
15 ß d ß 110 – 360 to 530
10S20 1.0721
10 < d ß 116 – 360 to 530
16 < d ß 140 107 to 156 360 to 53010SPb20 1.0722
40 < d ß 163 107 to 156 360 to 530
63 < d ß 100 105 to 146 350 to 490
15 ß d ß 110 – 430 to 610
10 < d ß 116 – 430 to 600
15SMn13 1.0725 16 < d ß 140 128 to 178 430 to 600
40 < d ß 163 128 to 172 430 to 580
63 < d ß 100 125 to 160 420 to 540
1) In cases of dispute, the tensile strength values are deciding.2) The hardness values are given for information only.
Page 13EN 10087 : 1998
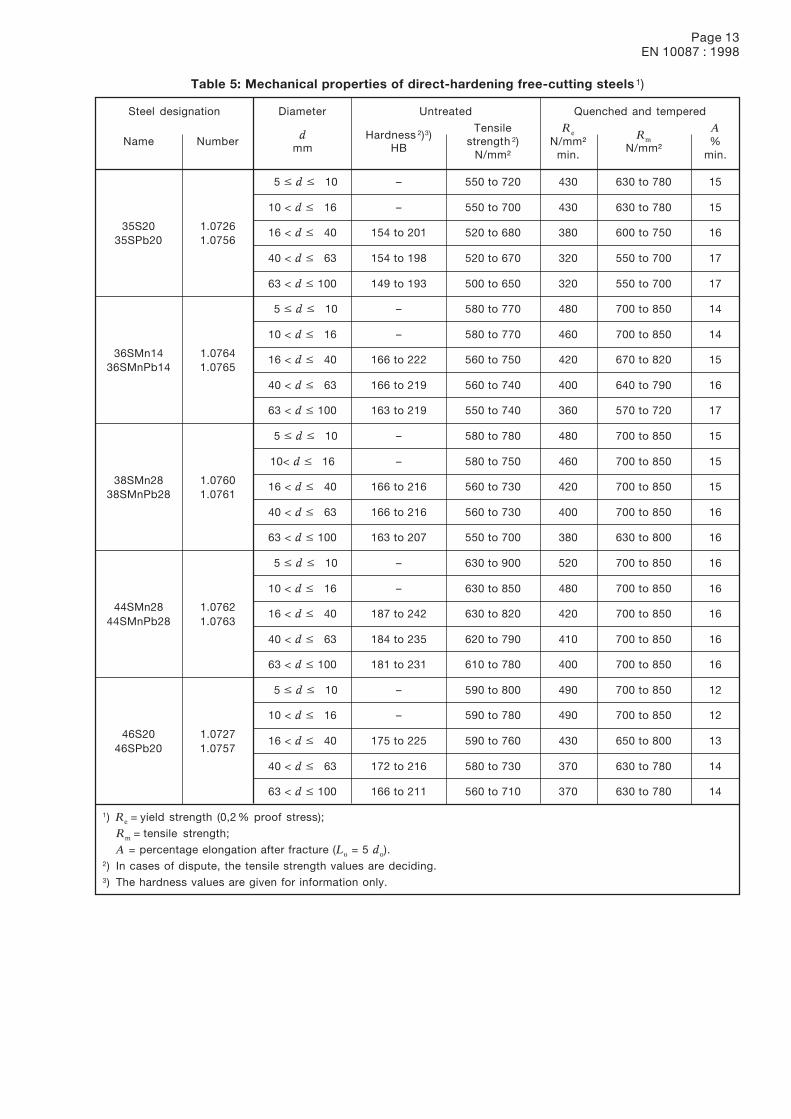
Table 5: Mechanical properties of direct-hardening free-cutting steels 1)
Steel designation Diameter Untreated Quenched and tempered
d Hardness 2)3)Tensile Re Rm
AName Number
mm HBstrength 2) N/mm²
N/mm²%
N/mm² min. min.
15 ß d ß 110 – 550 to 720 430 630 to 780 15
35S20 1.0726
10 < d ß 116 – 550 to 700 430 630 to 780 15
35SPb20 1.075616 < d ß 140 154 to 201 520 to 680 380 600 to 750 16
40 < d ß 163 154 to 198 520 to 670 320 550 to 700 17
63 < d ß 100 149 to 193 500 to 650 320 550 to 700 17
15 ß d ß 110 – 580 to 770 480 700 to 850 14
36SMn14 1.0764
10 < d ß 116 – 580 to 770 460 700 to 850 14
36SMnPb14 1.076516 < d ß 140 166 to 222 560 to 750 420 670 to 820 15
40 < d ß 163 166 to 219 560 to 740 400 640 to 790 16
63 < d ß 100 163 to 219 550 to 740 360 570 to 720 17
15 ß d ß 110 – 580 to 780 480 700 to 850 15
38SMn28 1.0760
10< d ß 116 – 580 to 750 460 700 to 850 15
38SMnPb28 1.076116 < d ß 140 166 to 216 560 to 730 420 700 to 850 15
40 < d ß 163 166 to 216 560 to 730 400 700 to 850 16
63 < d ß 100 163 to 207 550 to 700 380 630 to 800 16
15 ß d ß 110 – 630 to 900 520 700 to 850 16
44SMn28 1.0762
10 < d ß 116 – 630 to 850 480 700 to 850 16
44SMnPb28 1.076316 < d ß 140 187 to 242 630 to 820 420 700 to 850 16
40 < d ß 163 184 to 235 620 to 790 410 700 to 850 16
63 < d ß 100 181 to 231 610 to 780 400 700 to 850 16
15 ß d ß 110 – 590 to 800 490 700 to 850 12
46S20 1.0727
10 < d ß 116 – 590 to 780 490 700 to 850 12
46SPb20 1.075716 < d ß 140 175 to 225 590 to 760 430 650 to 800 13
40 < d ß 163 172 to 216 580 to 730 370 630 to 780 14
63 < d ß 100 166 to 211 560 to 710 370 630 to 780 14
1) Re = yield strength (0,2 % proof stress);
Rm = tensile strength;
A = percentage elongation after fracture (Lo = 5 do).2) In cases of dispute, the tensile strength values are deciding.3) The hardness values are given for information only.
Page 14EN 10087 : 1998
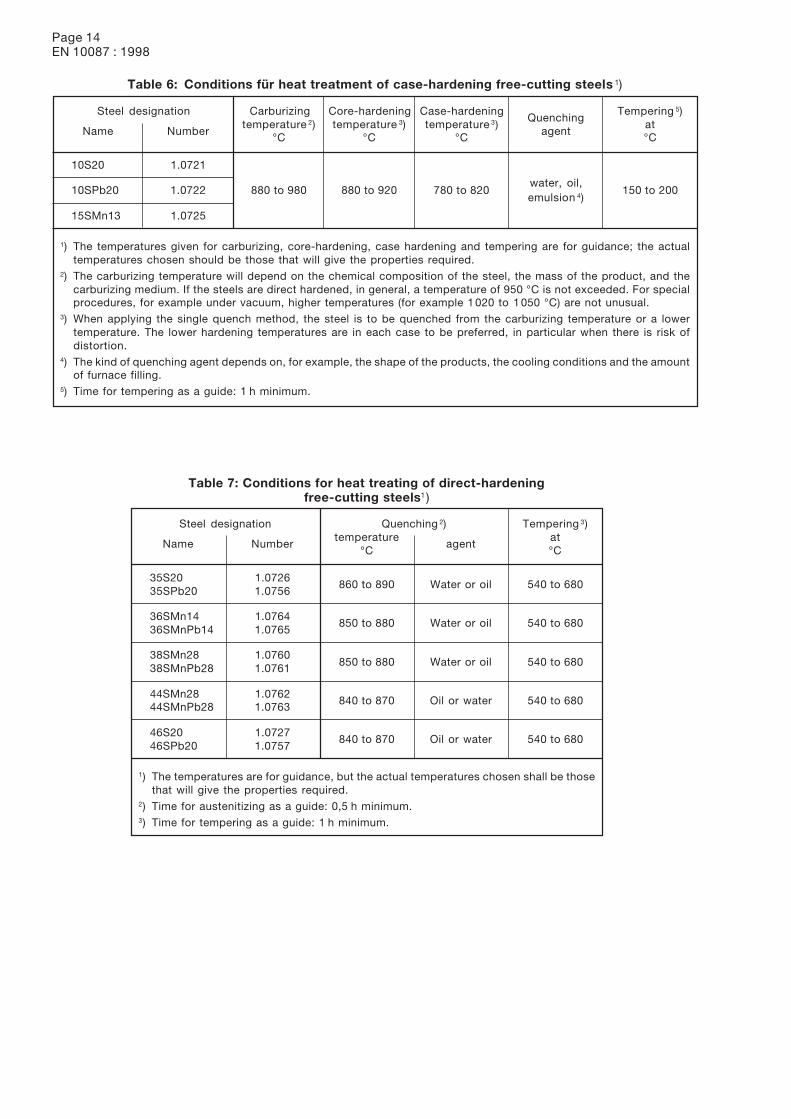
Table 6: Conditions für heat treatment of case-hardening free-cutting steels 1)
Steel designation Carburizing Core-hardening Case-hardeningQuenching
Tempering 5)
Name Numbertemperature 2) temperature 3) temperature 3)
agentat
°C °C °C °C
10S20 1.0721
10SPb20 1.0722 880 to 980 880 to 920 780 to 820water, oil,
150 to 200
15SMn13 1.0725
emulsion 4)
1) The temperatures given for carburizing, core-hardening, case hardening and tempering are for guidance; the actualtemperatures chosen should be those that will give the properties required.
2) The carburizing temperature will depend on the chemical composition of the steel, the mass of the product, and thecarburizing medium. If the steels are direct hardened, in general, a temperature of 950 °C is not exceeded. For specialprocedures, for example under vacuum, higher temperatures (for example 1020 to 1050 °C) are not unusual.
3) When applying the single quench method, the steel is to be quenched from the carburizing temperature or a lowertemperature. The lower hardening temperatures are in each case to be preferred, in particular when there is risk ofdistortion.
4) The kind of quenching agent depends on, for example, the shape of the products, the cooling conditions and the amountof furnace filling.
5) Time for tempering as a guide: 1 h minimum.
Table 7: Conditions for heat treating of direct-hardeningfree-cutting steels1 )
Steel designation Quenching 2) Tempering 3)
Name Numbertemperature
agentat
°C °C
35S20 1.0726860 to 890 Water or oil 540 to 680
35SPb20 1.0756
36SMn14 1.0764850 to 880 Water or oil 540 to 680
36SMnPb14 1.0765
38SMn28 1.0760850 to 880 Water or oil 540 to 68038SMnPb28 1.0761
44SMn28 1.0762840 to 870 Oil or water 540 to 68044SMnPb28 1.0763
46S20 1.0727840 to 870 Oil or water 540 to 680
46SPb20 1.0757
1) The temperatures are for guidance, but the actual temperatures chosen shall be thosethat will give the properties required.
2) Time for austenitizing as a guide: 0,5 h minimum.3) Time for tempering as a guide: 1 h minimum.
Page 15EN 10087 : 1998
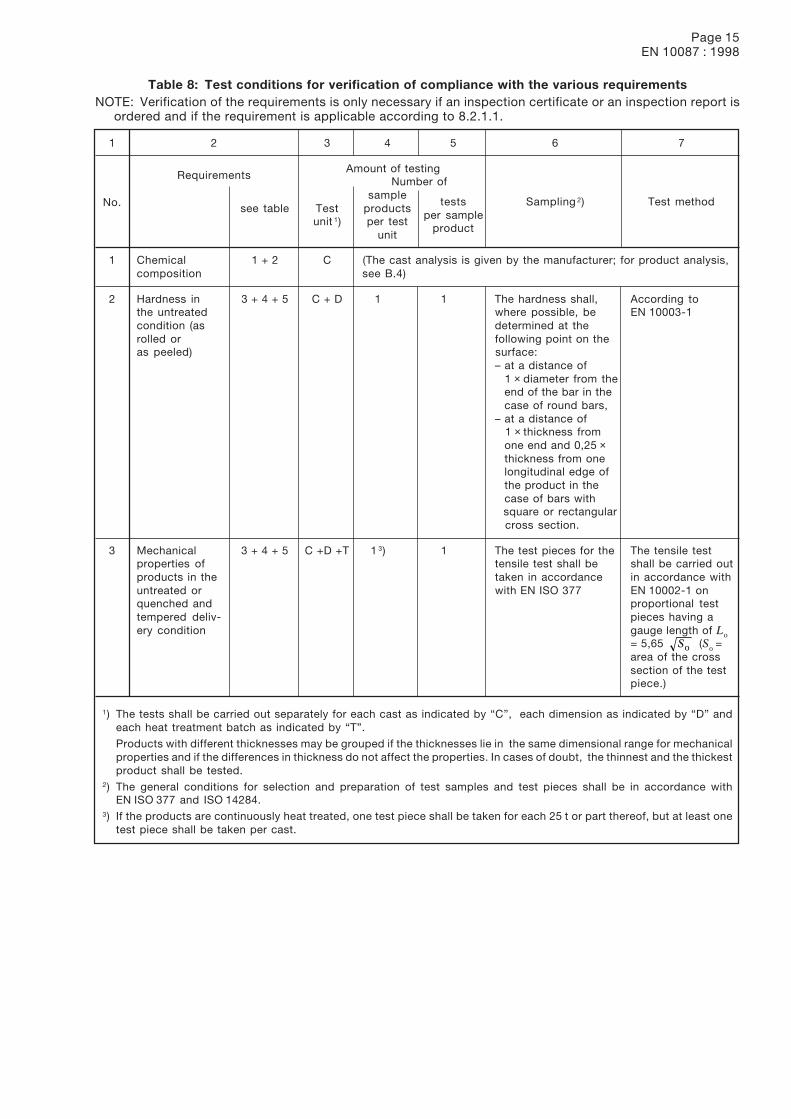
Table 8: Test conditions for verification of compliance with the various requirementsNOTE: Verification of the requirements is only necessary if an inspection certificate or an inspection report is
ordered and if the requirement is applicable according to 8.2.1.1.
1 2 3 4 5 6 7
RequirementsAmount of testing
Number of
No.sample
tests Sampling 2) Test methodsee table Test products
per sampleunit 1) per testproduct
unit
1 Chemical 1 + 2 C (The cast analysis is given by the manufacturer; for product analysis,composition see B.4)
2 Hardness in 3 + 4 + 5 C + D 1 1 The hardness shall, According tothe untreated where possible, be EN 10003-1condition (as determined at therolled or following point on theas peeled) surface:
– at a distance of– 1 × diameter from the– end of the bar in the– case of round bars,– at a distance of– 1 × thickness from– one end and 0,25 ×– thickness from one– longitudinal edge of– the product in the– case of bars with– square or rectangular– cross section.
3 Mechanical 3 + 4 + 5 C +D +T 1 3) 1 The test pieces for the The tensile testproperties of tensile test shall be shall be carried outproducts in the taken in accordance in accordance withuntreated or with EN ISO 377 EN 10002-1 onquenched and proportional testtempered deliv- pieces having aery condition gauge length of Lo
= 5,65 oS (So =area of the crosssection of the testpiece.)
1) The tests shall be carried out separately for each cast as indicated by “C”, each dimension as indicated by “D” andeach heat treatment batch as indicated by “T”.
Products with different thicknesses may be grouped if the thicknesses lie in the same dimensional range for mechanicalproperties and if the differences in thickness do not affect the properties. In cases of doubt, the thinnest and the thickestproduct shall be tested.
2) The general conditions for selection and preparation of test samples and test pieces shall be in accordance withEN ISO 377 and ISO 14284.
3) If the products are continuously heat treated, one test piece shall be taken for each 25 t or part thereof, but at least onetest piece shall be taken per cast.
Page 16EN 10087 : 1998
Page 17EN 10087 : 1998
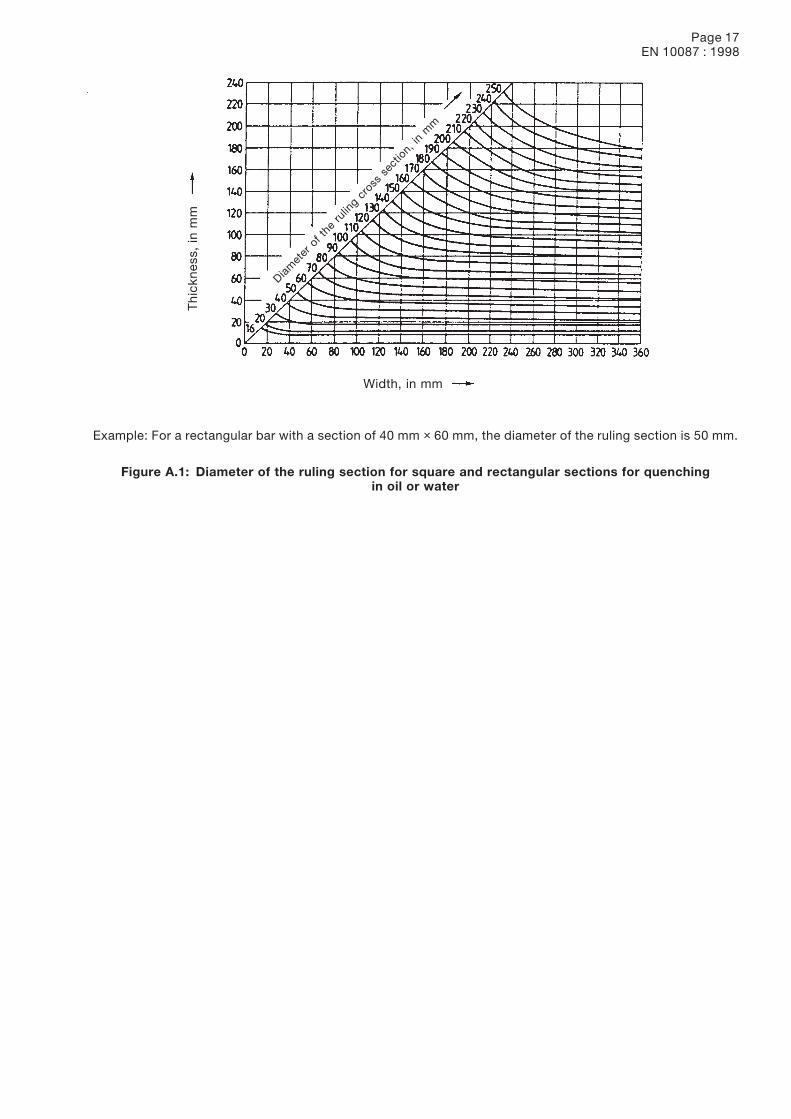
Example: For a rectangular bar with a section of 40 mm × 60 mm, the diameter of the ruling section is 50 mm.
Figure A.1: Diameter of the ruling section for square and rectangular sections for quenchingin oil or water
Width, in mm
Th
ickn
ess,
in m
m
Diamet
er o
f the
rulin
g cro
ss s
ectio
n, in
mm
Page 18EN 10087 : 1998
Page 19EN 10087 : 1998
Page 20EN 10087 : 1998


















