Embed Size (px)
Citation preview
4 Werkstoffcharakterisierung 33
4 Werkstoffcharakterisierung
4.1 Gefügeausbildung
In Bild 5 und 6 sind lichtmikroskopische Aufnahmen des Gefüges der Aluminium-
legierungen 7075 und 7050 im Anlieferzustand in zwei zueinander senkrechten
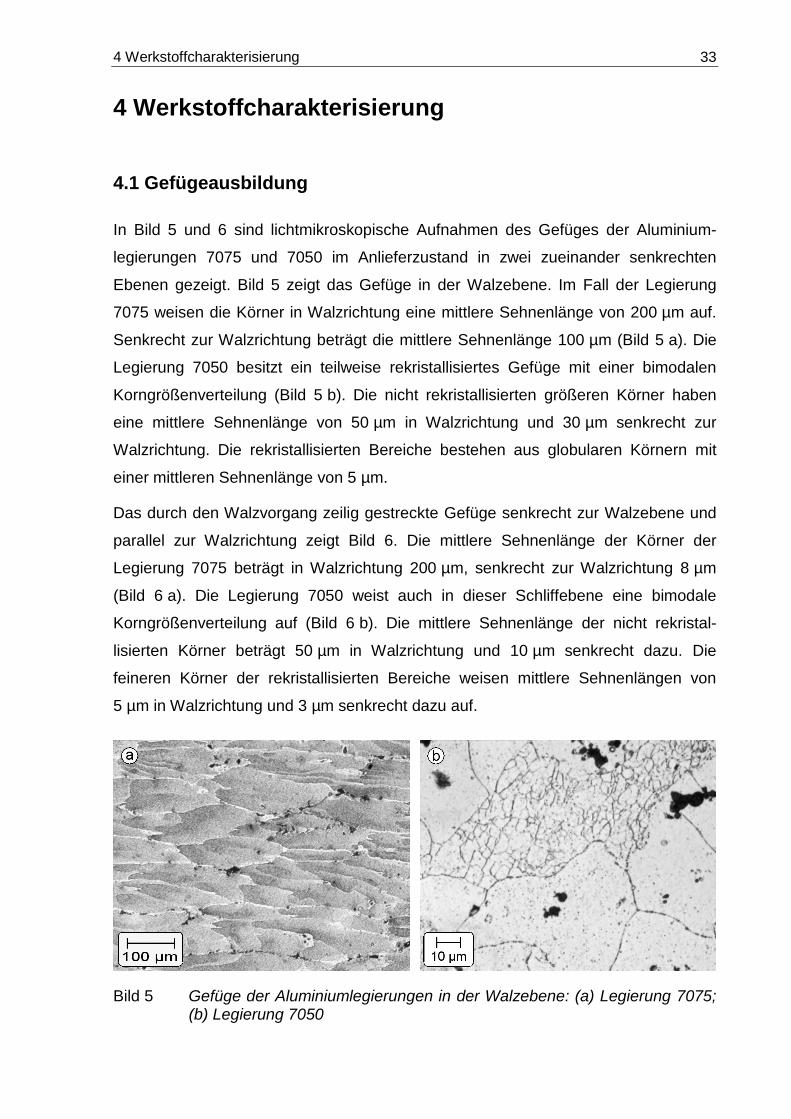
Ebenen gezeigt. Bild 5 zeigt das Gefüge in der Walzebene. Im Fall der Legierung
7075 weisen die Körner in Walzrichtung eine mittlere Sehnenlänge von 200 µm auf.
Senkrecht zur Walzrichtung beträgt die mittlere Sehnenlänge 100 µm (Bild 5 a). Die
Legierung 7050 besitzt ein teilweise rekristallisiertes Gefüge mit einer bimodalen
Korngrößenverteilung (Bild 5 b). Die nicht rekristallisierten größeren Körner haben
eine mittlere Sehnenlänge von 50 µm in Walzrichtung und 30 µm senkrecht zur
Walzrichtung. Die rekristallisierten Bereiche bestehen aus globularen Körnern mit
einer mittleren Sehnenlänge von 5 µm.
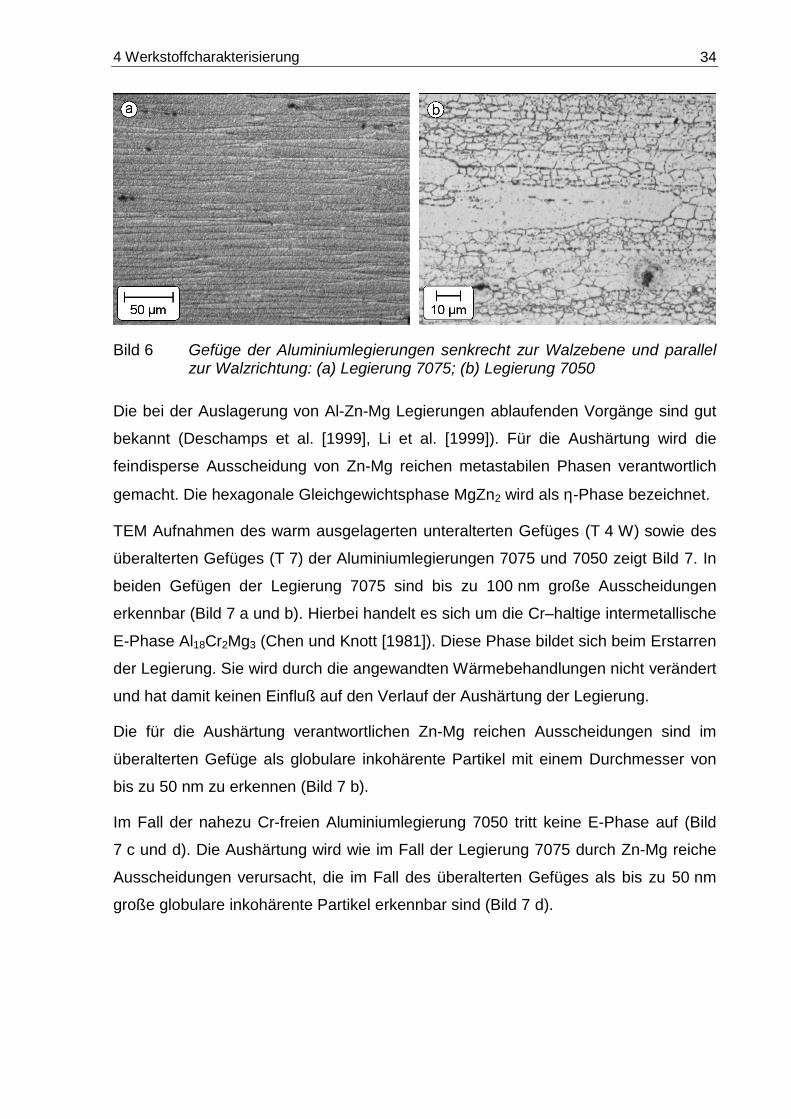
Das durch den Walzvorgang zeilig gestreckte Gefüge senkrecht zur Walzebene und
parallel zur Walzrichtung zeigt Bild 6. Die mittlere Sehnenlänge der Körner der
Legierung 7075 beträgt in Walzrichtung 200 µm, senkrecht zur Walzrichtung 8 µm
(Bild 6 a). Die Legierung 7050 weist auch in dieser Schliffebene eine bimodale
Korngrößenverteilung auf (Bild 6 b). Die mittlere Sehnenlänge der nicht rekristal-
lisierten Körner beträgt 50 µm in Walzrichtung und 10 µm senkrecht dazu. Die
feineren Körner der rekristallisierten Bereiche weisen mittlere Sehnenlängen von
5 µm in Walzrichtung und 3 µm senkrecht dazu auf.
Bild 5 Gefüge der Aluminiumlegierungen in der Walzebene: (a) Legierung 7075;(b) Legierung 7050
4 Werkstoffcharakterisierung 34
Bild 6 Gefüge der Aluminiumlegierungen senkrecht zur Walzebene und parallelzur Walzrichtung: (a) Legierung 7075; (b) Legierung 7050
Die bei der Auslagerung von Al-Zn-Mg Legierungen ablaufenden Vorgänge sind gut
bekannt (Deschamps et al. [1999], Li et al. [1999]). Für die Aushärtung wird die
feindisperse Ausscheidung von Zn-Mg reichen metastabilen Phasen verantwortlich
gemacht. Die hexagonale Gleichgewichtsphase MgZn2 wird als η-Phase bezeichnet.
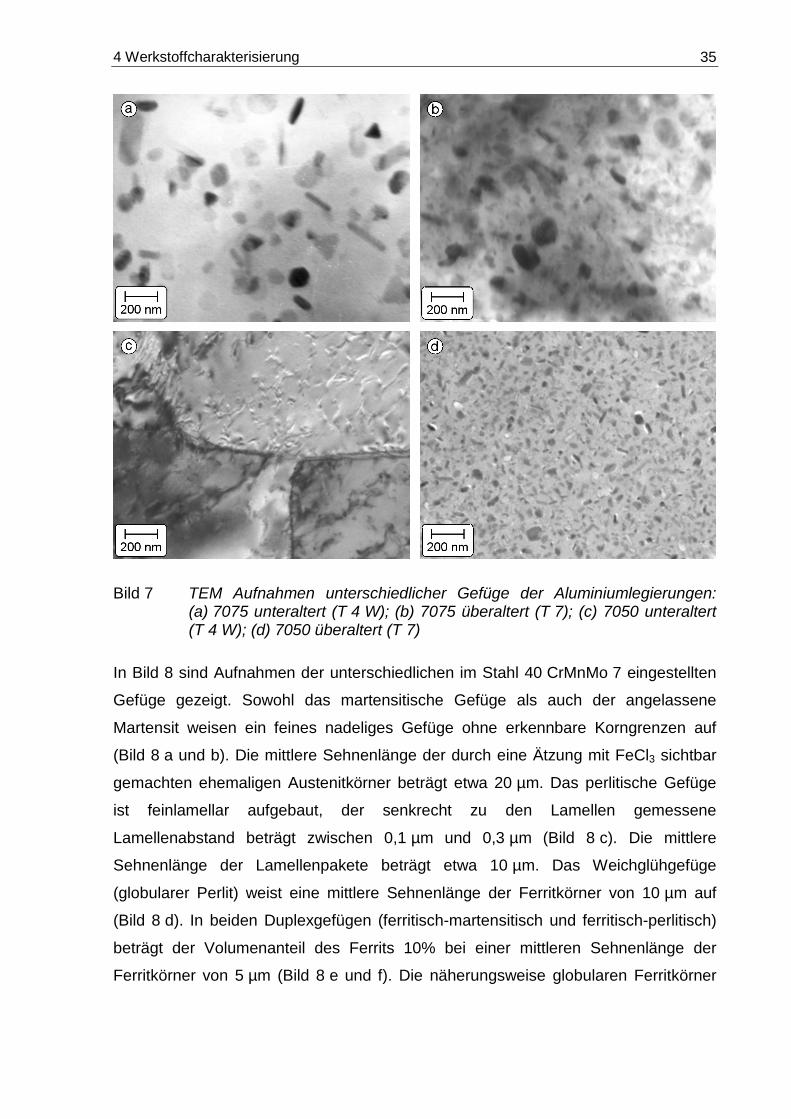
TEM Aufnahmen des warm ausgelagerten unteralterten Gefüges (T 4 W) sowie des
überalterten Gefüges (T 7) der Aluminiumlegierungen 7075 und 7050 zeigt Bild 7. In
beiden Gefügen der Legierung 7075 sind bis zu 100 nm große Ausscheidungen
erkennbar (Bild 7 a und b). Hierbei handelt es sich um die Cr–haltige intermetallische
E-Phase Al18Cr2Mg3 (Chen und Knott [1981]). Diese Phase bildet sich beim Erstarren
der Legierung. Sie wird durch die angewandten Wärmebehandlungen nicht verändert
und hat damit keinen Einfluß auf den Verlauf der Aushärtung der Legierung.
Die für die Aushärtung verantwortlichen Zn-Mg reichen Ausscheidungen sind im
überalterten Gefüge als globulare inkohärente Partikel mit einem Durchmesser von
bis zu 50 nm zu erkennen (Bild 7 b).
Im Fall der nahezu Cr-freien Aluminiumlegierung 7050 tritt keine E-Phase auf (Bild
7 c und d). Die Aushärtung wird wie im Fall der Legierung 7075 durch Zn-Mg reiche
Ausscheidungen verursacht, die im Fall des überalterten Gefüges als bis zu 50 nm
große globulare inkohärente Partikel erkennbar sind (Bild 7 d).
4 Werkstoffcharakterisierung 35
Bild 7 TEM Aufnahmen unterschiedlicher Gefüge der Aluminiumlegierungen:(a) 7075 unteraltert (T 4 W); (b) 7075 überaltert (T 7); (c) 7050 unteraltert(T 4 W); (d) 7050 überaltert (T 7)
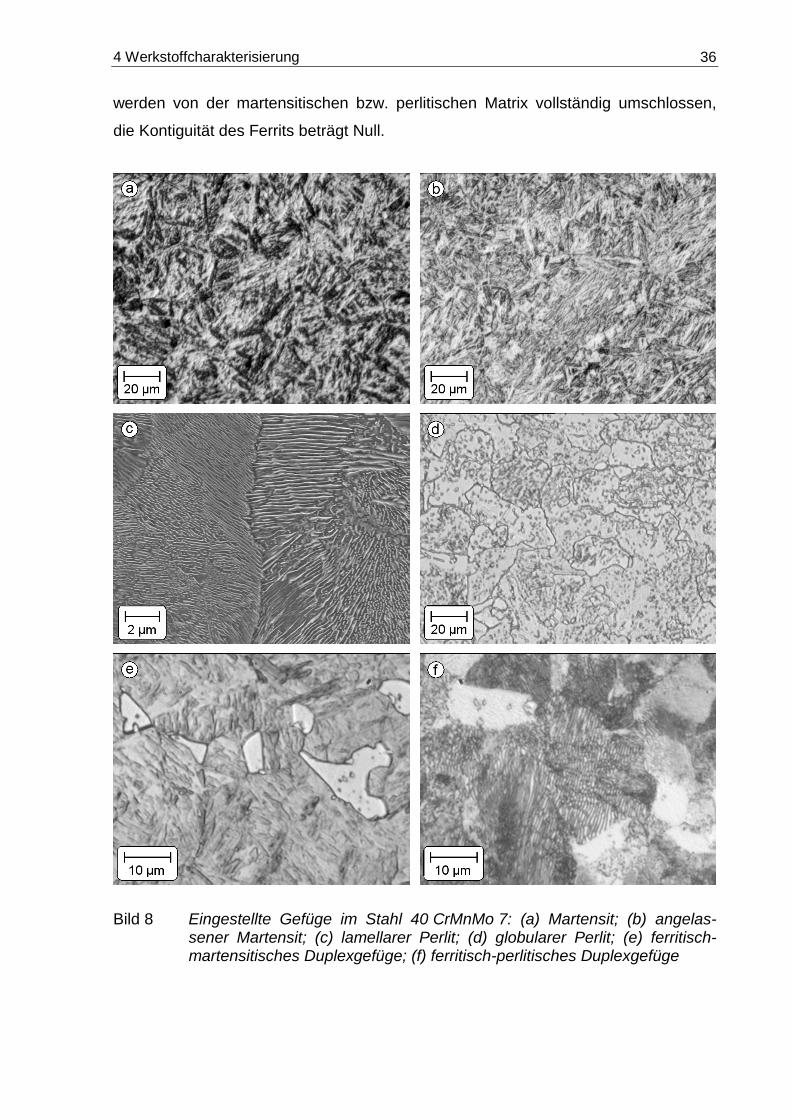
In Bild 8 sind Aufnahmen der unterschiedlichen im Stahl 40 CrMnMo 7 eingestellten
Gefüge gezeigt. Sowohl das martensitische Gefüge als auch der angelassene
Martensit weisen ein feines nadeliges Gefüge ohne erkennbare Korngrenzen auf
(Bild 8 a und b). Die mittlere Sehnenlänge der durch eine Ätzung mit FeCl3 sichtbar
gemachten ehemaligen Austenitkörner beträgt etwa 20 µm. Das perlitische Gefüge
ist feinlamellar aufgebaut, der senkrecht zu den Lamellen gemessene
Lamellenabstand beträgt zwischen 0,1 µm und 0,3 µm (Bild 8 c). Die mittlere
Sehnenlänge der Lamellenpakete beträgt etwa 10 µm. Das Weichglühgefüge
(globularer Perlit) weist eine mittlere Sehnenlänge der Ferritkörner von 10 µm auf
(Bild 8 d). In beiden Duplexgefügen (ferritisch-martensitisch und ferritisch-perlitisch)
beträgt der Volumenanteil des Ferrits 10% bei einer mittleren Sehnenlänge der
Ferritkörner von 5 µm (Bild 8 e und f). Die näherungsweise globularen Ferritkörner
4 Werkstoffcharakterisierung 36
werden von der martensitischen bzw. perlitischen Matrix vollständig umschlossen,
die Kontiguität des Ferrits beträgt Null.
Bild 8 Eingestellte Gefüge im Stahl 40 CrMnMo 7: (a) Martensit; (b) angelas-sener Martensit; (c) lamellarer Perlit; (d) globularer Perlit; (e) ferritisch-martensitisches Duplexgefüge; (f) ferritisch-perlitisches Duplexgefüge
4 Werkstoffcharakterisierung 37
4.2 Statische mechanische Eigenschaften
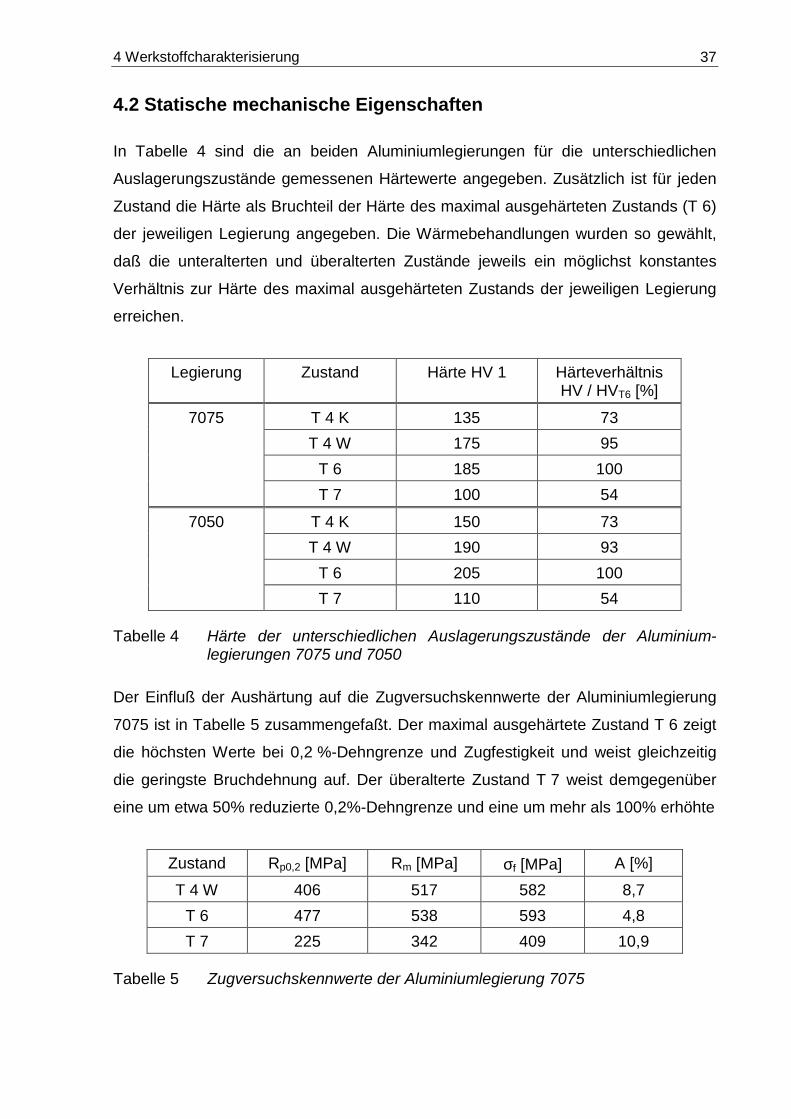
In Tabelle 4 sind die an beiden Aluminiumlegierungen für die unterschiedlichen
Auslagerungszustände gemessenen Härtewerte angegeben. Zusätzlich ist für jeden
Zustand die Härte als Bruchteil der Härte des maximal ausgehärteten Zustands (T 6)
der jeweiligen Legierung angegeben. Die Wärmebehandlungen wurden so gewählt,
daß die unteralterten und überalterten Zustände jeweils ein möglichst konstantes
Verhältnis zur Härte des maximal ausgehärteten Zustands der jeweiligen Legierung
erreichen.
Legierung Zustand Härte HV 1 HärteverhältnisHV / HVT6 [%]
7075 T 4 K 135 73T 4 W 175 95
T 6 185 100T 7 100 54
7050 T 4 K 150 73T 4 W 190 93
T 6 205 100T 7 110 54
Tabelle 4 Härte der unterschiedlichen Auslagerungszustände der Aluminium-legierungen 7075 und 7050
Der Einfluß der Aushärtung auf die Zugversuchskennwerte der Aluminiumlegierung
7075 ist in Tabelle 5 zusammengefaßt. Der maximal ausgehärtete Zustand T 6 zeigt
die höchsten Werte bei 0,2 %-Dehngrenze und Zugfestigkeit und weist gleichzeitig
die geringste Bruchdehnung auf. Der überalterte Zustand T 7 weist demgegenüber
eine um etwa 50% reduzierte 0,2%-Dehngrenze und eine um mehr als 100% erhöhte
Zustand Rp0,2 [MPa] Rm [MPa] σf [MPa] A [%]T 4 W 406 517 582 8,7
T 6 477 538 593 4,8T 7 225 342 409 10,9
Tabelle 5 Zugversuchskennwerte der Aluminiumlegierung 7075
4 Werkstoffcharakterisierung 38
Bruchdehnung auf. Die Festigkeitskennwerte des unteralterten Zustands T 4 W
haben dieselbe Größenordnung wie die des T 6 Zustands, während die
Bruchdehnung deutlich erhöht ist.
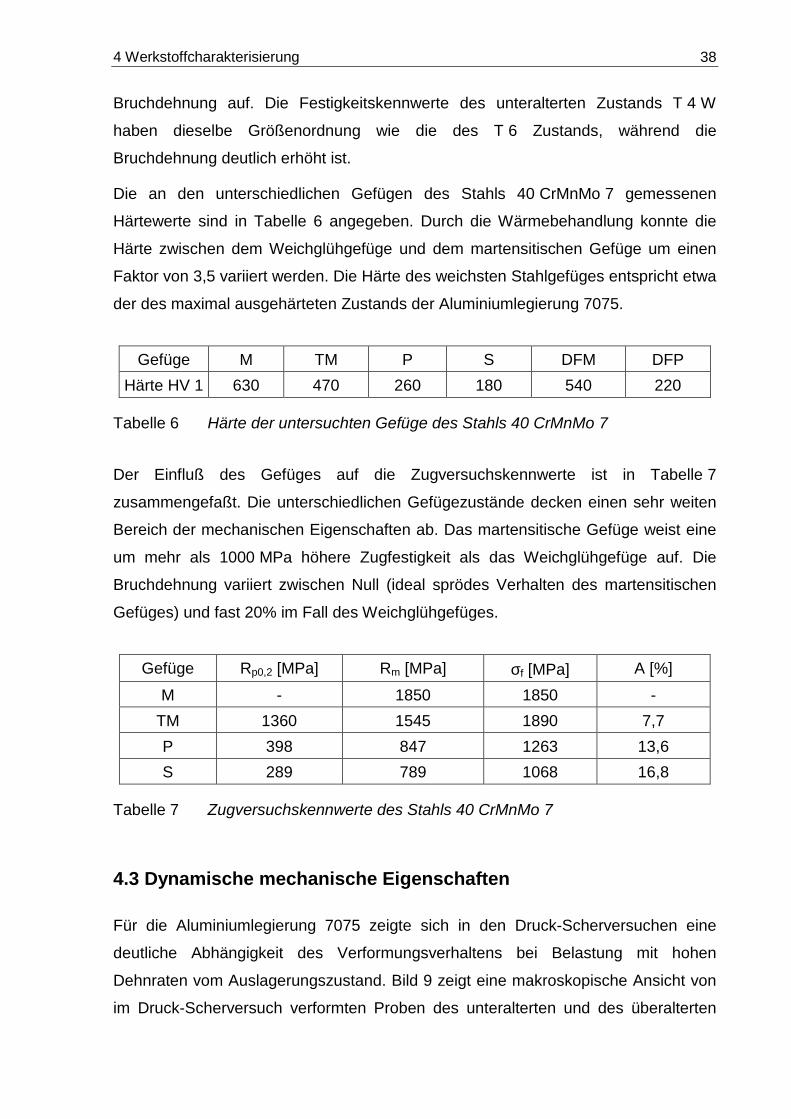
Die an den unterschiedlichen Gefügen des Stahls 40 CrMnMo 7 gemessenen
Härtewerte sind in Tabelle 6 angegeben. Durch die Wärmebehandlung konnte die
Härte zwischen dem Weichglühgefüge und dem martensitischen Gefüge um einen
Faktor von 3,5 variiert werden. Die Härte des weichsten Stahlgefüges entspricht etwa
der des maximal ausgehärteten Zustands der Aluminiumlegierung 7075.
Gefüge M TM P S DFM DFPHärte HV 1 630 470 260 180 540 220
Tabelle 6 Härte der untersuchten Gefüge des Stahls 40 CrMnMo 7
Der Einfluß des Gefüges auf die Zugversuchskennwerte ist in Tabelle 7
zusammengefaßt. Die unterschiedlichen Gefügezustände decken einen sehr weiten
Bereich der mechanischen Eigenschaften ab. Das martensitische Gefüge weist eine
um mehr als 1000 MPa höhere Zugfestigkeit als das Weichglühgefüge auf. Die
Bruchdehnung variiert zwischen Null (ideal sprödes Verhalten des martensitischen
Gefüges) und fast 20% im Fall des Weichglühgefüges.
Gefüge Rp0,2 [MPa] Rm [MPa] σf [MPa] A [%]M - 1850 1850 -
TM 1360 1545 1890 7,7P 398 847 1263 13,6S 289 789 1068 16,8
Tabelle 7 Zugversuchskennwerte des Stahls 40 CrMnMo 7
4.3 Dynamische mechanische Eigenschaften
Für die Aluminiumlegierung 7075 zeigte sich in den Druck-Scherversuchen eine
deutliche Abhängigkeit des Verformungsverhaltens bei Belastung mit hohen
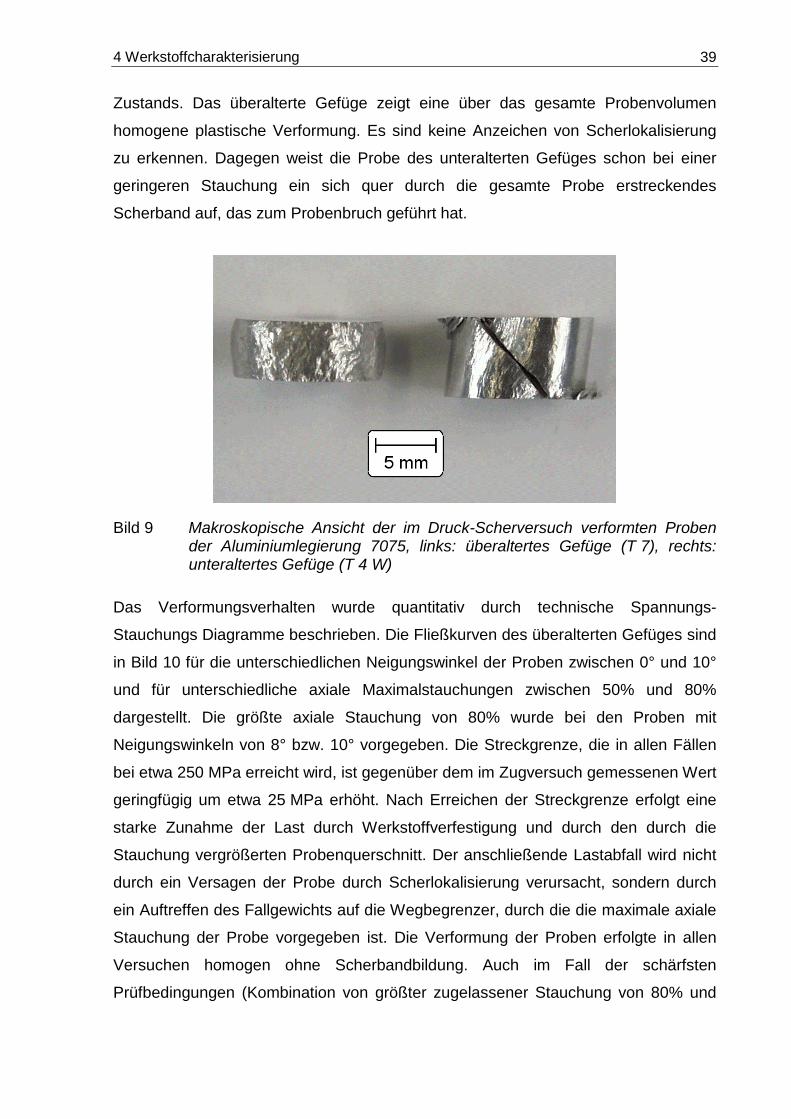
Dehnraten vom Auslagerungszustand. Bild 9 zeigt eine makroskopische Ansicht von
im Druck-Scherversuch verformten Proben des unteralterten und des überalterten
4 Werkstoffcharakterisierung 39
Zustands. Das überalterte Gefüge zeigt eine über das gesamte Probenvolumen
homogene plastische Verformung. Es sind keine Anzeichen von Scherlokalisierung
zu erkennen. Dagegen weist die Probe des unteralterten Gefüges schon bei einer
geringeren Stauchung ein sich quer durch die gesamte Probe erstreckendes
Scherband auf, das zum Probenbruch geführt hat.
Bild 9 Makroskopische Ansicht der im Druck-Scherversuch verformten Probender Aluminiumlegierung 7075, links: überaltertes Gefüge (T 7), rechts:unteraltertes Gefüge (T 4 W)
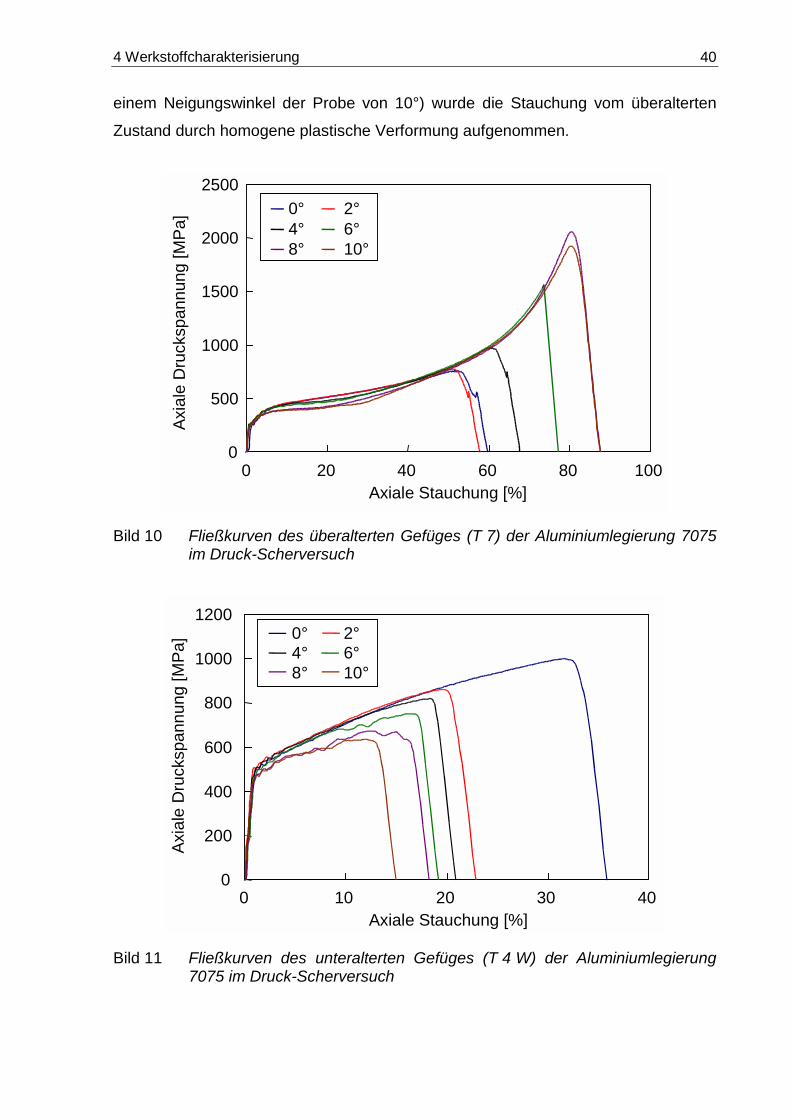
Das Verformungsverhalten wurde quantitativ durch technische Spannungs-
Stauchungs Diagramme beschrieben. Die Fließkurven des überalterten Gefüges sind
in Bild 10 für die unterschiedlichen Neigungswinkel der Proben zwischen 0° und 10°
und für unterschiedliche axiale Maximalstauchungen zwischen 50% und 80%
dargestellt. Die größte axiale Stauchung von 80% wurde bei den Proben mit
Neigungswinkeln von 8° bzw. 10° vorgegeben. Die Streckgrenze, die in allen Fällen
bei etwa 250 MPa erreicht wird, ist gegenüber dem im Zugversuch gemessenen Wert
geringfügig um etwa 25 MPa erhöht. Nach Erreichen der Streckgrenze erfolgt eine
starke Zunahme der Last durch Werkstoffverfestigung und durch den durch die
Stauchung vergrößerten Probenquerschnitt. Der anschließende Lastabfall wird nicht
durch ein Versagen der Probe durch Scherlokalisierung verursacht, sondern durch
ein Auftreffen des Fallgewichts auf die Wegbegrenzer, durch die die maximale axiale
Stauchung der Probe vorgegeben ist. Die Verformung der Proben erfolgte in allen
Versuchen homogen ohne Scherbandbildung. Auch im Fall der schärfsten
Prüfbedingungen (Kombination von größter zugelassener Stauchung von 80% und
4 Werkstoffcharakterisierung 40
einem Neigungswinkel der Probe von 10°) wurde die Stauchung vom überalterten
Zustand durch homogene plastische Verformung aufgenommen.
0
500
1000
1500
2000
2500
0 20 40 60 80 100Axiale Stauchung [%]
Axia
le D
ruck
span
nung
[MPa
] 0° 2°4° 6°8° 10°
Bild 10 Fließkurven des überalterten Gefüges (T 7) der Aluminiumlegierung 7075im Druck-Scherversuch
0
200
400
600
800
1000
1200
0 10 20 30 40Axiale Stauchung [%]
Axia
le D
ruck
span
nung
[MPa
] 0° 2°4° 6°8° 10°
Bild 11 Fließkurven des unteralterten Gefüges (T 4 W) der Aluminiumlegierung7075 im Druck-Scherversuch
4 Werkstoffcharakterisierung 41
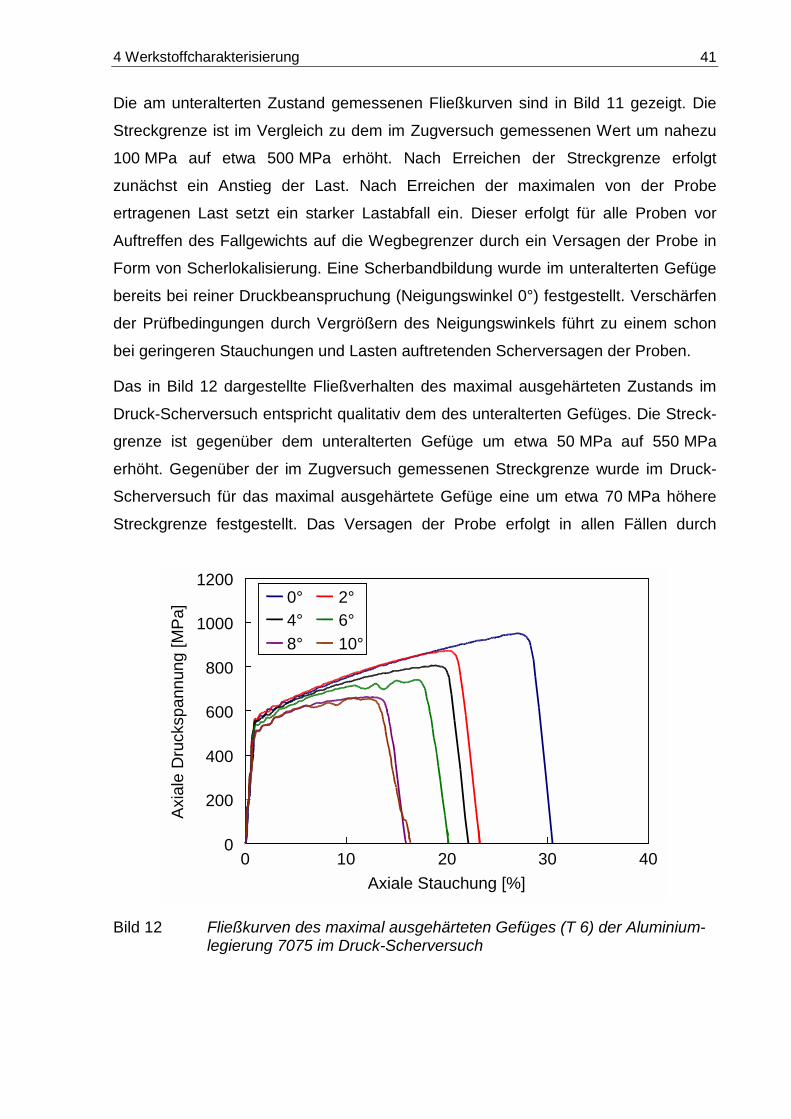
Die am unteralterten Zustand gemessenen Fließkurven sind in Bild 11 gezeigt. Die
Streckgrenze ist im Vergleich zu dem im Zugversuch gemessenen Wert um nahezu
100 MPa auf etwa 500 MPa erhöht. Nach Erreichen der Streckgrenze erfolgt
zunächst ein Anstieg der Last. Nach Erreichen der maximalen von der Probe
ertragenen Last setzt ein starker Lastabfall ein. Dieser erfolgt für alle Proben vor
Auftreffen des Fallgewichts auf die Wegbegrenzer durch ein Versagen der Probe in
Form von Scherlokalisierung. Eine Scherbandbildung wurde im unteralterten Gefüge
bereits bei reiner Druckbeanspruchung (Neigungswinkel 0°) festgestellt. Verschärfen
der Prüfbedingungen durch Vergrößern des Neigungswinkels führt zu einem schon
bei geringeren Stauchungen und Lasten auftretenden Scherversagen der Proben.
Das in Bild 12 dargestellte Fließverhalten des maximal ausgehärteten Zustands im
Druck-Scherversuch entspricht qualitativ dem des unteralterten Gefüges. Die Streck-
grenze ist gegenüber dem unteralterten Gefüge um etwa 50 MPa auf 550 MPa
erhöht. Gegenüber der im Zugversuch gemessenen Streckgrenze wurde im Druck-
Scherversuch für das maximal ausgehärtete Gefüge eine um etwa 70 MPa höhere
Streckgrenze festgestellt. Das Versagen der Probe erfolgt in allen Fällen durch
0
200
400
600
800
1000
1200
0 10 20 30 40Axiale Stauchung [%]
Axia
le D
ruck
span
nung
[MPa
] 0° 2°4° 6°8° 10°
Bild 12 Fließkurven des maximal ausgehärteten Gefüges (T 6) der Aluminium-legierung 7075 im Druck-Scherversuch
4 Werkstoffcharakterisierung 42
Scherbandbildung vor Auftreffen des Fallgewichtes auf die Wegbegrenzer.
Vergrößern des Neigungswinkels führt wie im Fall des unteralterten Gefüges zu einer
bei geringeren Stauchungen und Lasten auftretenden Scherbandbildung.
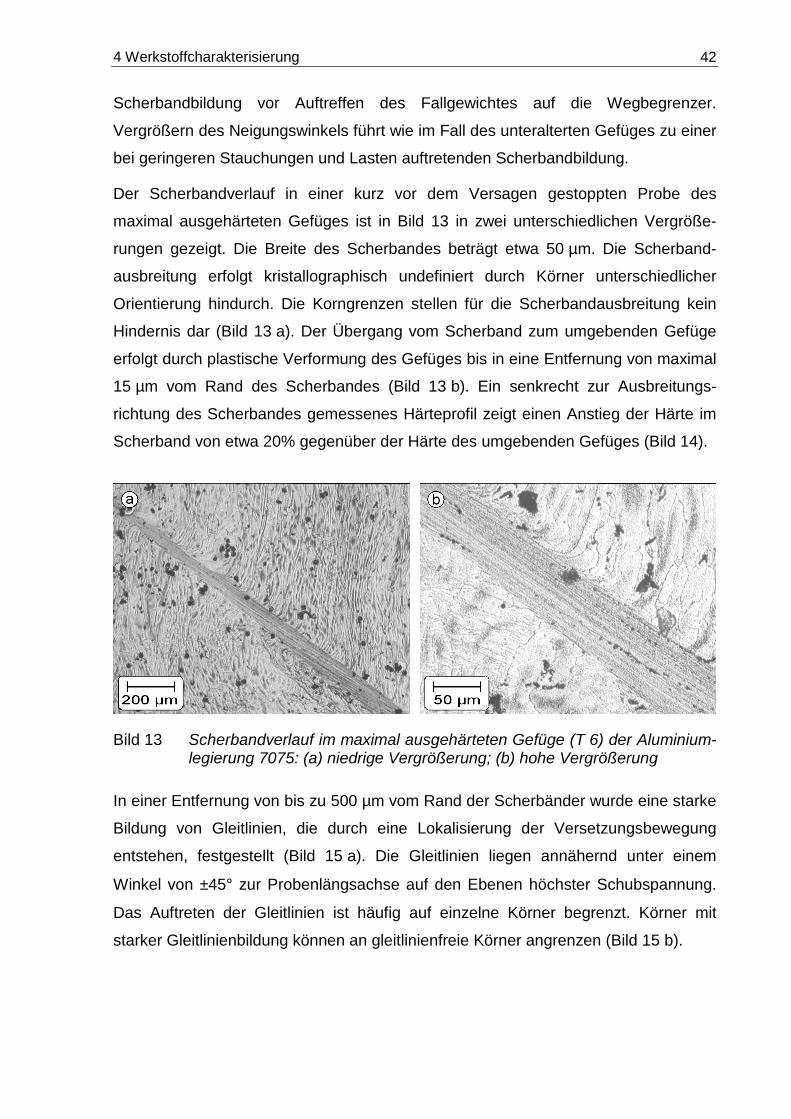
Der Scherbandverlauf in einer kurz vor dem Versagen gestoppten Probe des
maximal ausgehärteten Gefüges ist in Bild 13 in zwei unterschiedlichen Vergröße-
rungen gezeigt. Die Breite des Scherbandes beträgt etwa 50 µm. Die Scherband-
ausbreitung erfolgt kristallographisch undefiniert durch Körner unterschiedlicher
Orientierung hindurch. Die Korngrenzen stellen für die Scherbandausbreitung kein
Hindernis dar (Bild 13 a). Der Übergang vom Scherband zum umgebenden Gefüge
erfolgt durch plastische Verformung des Gefüges bis in eine Entfernung von maximal
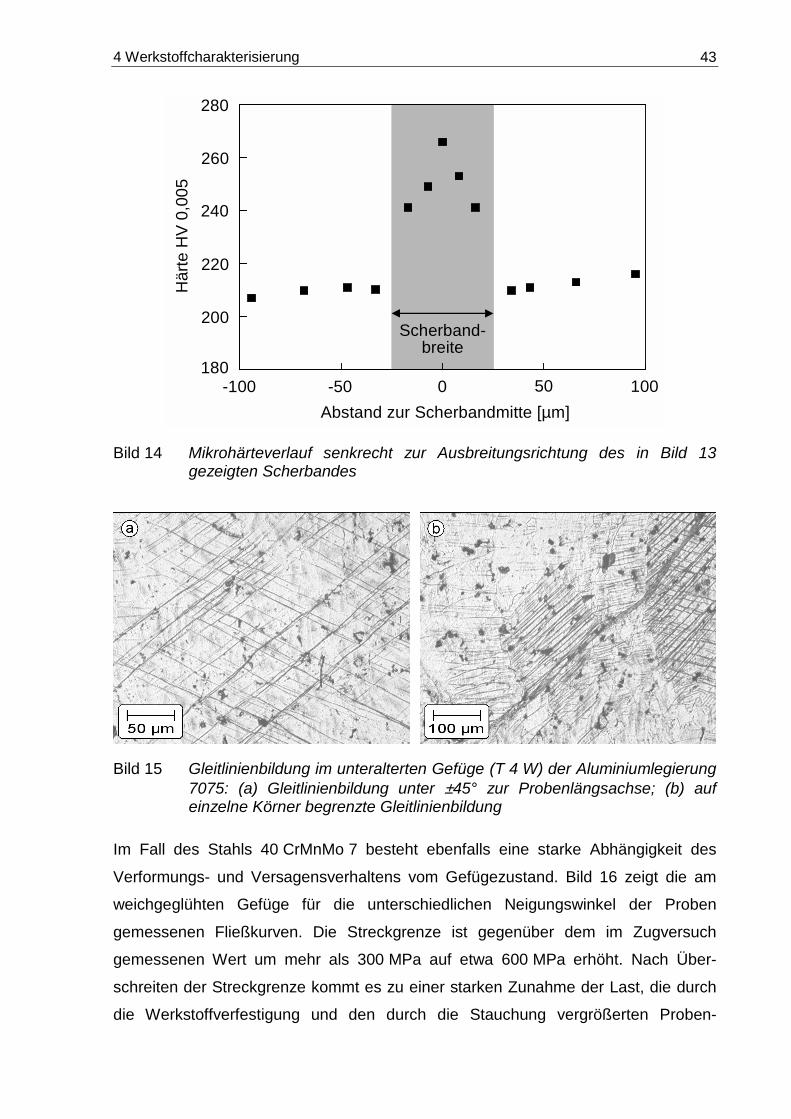
15 µm vom Rand des Scherbandes (Bild 13 b). Ein senkrecht zur Ausbreitungs-
richtung des Scherbandes gemessenes Härteprofil zeigt einen Anstieg der Härte im
Scherband von etwa 20% gegenüber der Härte des umgebenden Gefüges (Bild 14).
Bild 13 Scherbandverlauf im maximal ausgehärteten Gefüge (T 6) der Aluminium-legierung 7075: (a) niedrige Vergrößerung; (b) hohe Vergrößerung
In einer Entfernung von bis zu 500 µm vom Rand der Scherbänder wurde eine starke
Bildung von Gleitlinien, die durch eine Lokalisierung der Versetzungsbewegung
entstehen, festgestellt (Bild 15 a). Die Gleitlinien liegen annähernd unter einem
Winkel von ±45° zur Probenlängsachse auf den Ebenen höchster Schubspannung.
Das Auftreten der Gleitlinien ist häufig auf einzelne Körner begrenzt. Körner mit
starker Gleitlinienbildung können an gleitlinienfreie Körner angrenzen (Bild 15 b).
4 Werkstoffcharakterisierung 43
180
200
220
240
260
280
-100 -50 0 50 100Abstand zur Scherbandmitte [µm]
Här
te H
V 0,
005
Scherband-breite
Bild 14 Mikrohärteverlauf senkrecht zur Ausbreitungsrichtung des in Bild 13gezeigten Scherbandes
Bild 15 Gleitlinienbildung im unteralterten Gefüge (T 4 W) der Aluminiumlegierung7075: (a) Gleitlinienbildung unter ±45° zur Probenlängsachse; (b) aufeinzelne Körner begrenzte Gleitlinienbildung
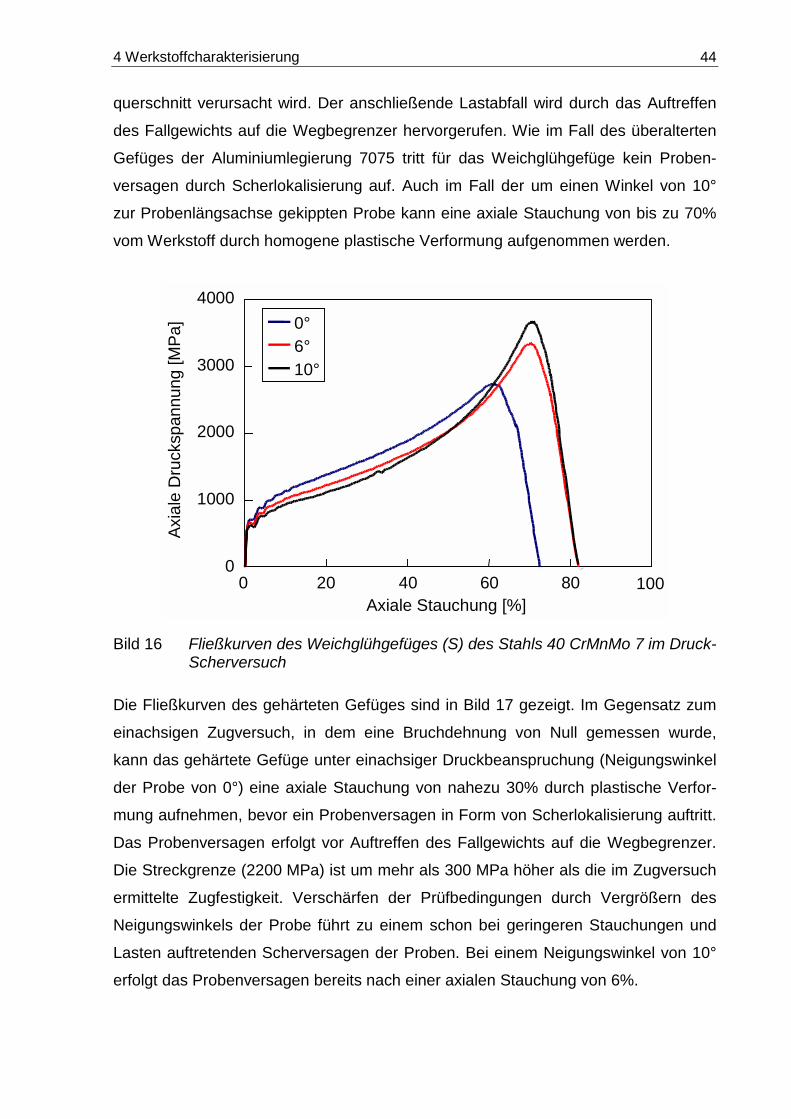
Im Fall des Stahls 40 CrMnMo 7 besteht ebenfalls eine starke Abhängigkeit des
Verformungs- und Versagensverhaltens vom Gefügezustand. Bild 16 zeigt die am
weichgeglühten Gefüge für die unterschiedlichen Neigungswinkel der Proben
gemessenen Fließkurven. Die Streckgrenze ist gegenüber dem im Zugversuch
gemessenen Wert um mehr als 300 MPa auf etwa 600 MPa erhöht. Nach Über-
schreiten der Streckgrenze kommt es zu einer starken Zunahme der Last, die durch
die Werkstoffverfestigung und den durch die Stauchung vergrößerten Proben-
4 Werkstoffcharakterisierung 44
querschnitt verursacht wird. Der anschließende Lastabfall wird durch das Auftreffen
des Fallgewichts auf die Wegbegrenzer hervorgerufen. Wie im Fall des überalterten
Gefüges der Aluminiumlegierung 7075 tritt für das Weichglühgefüge kein Proben-
versagen durch Scherlokalisierung auf. Auch im Fall der um einen Winkel von 10°
zur Probenlängsachse gekippten Probe kann eine axiale Stauchung von bis zu 70%
vom Werkstoff durch homogene plastische Verformung aufgenommen werden.
0
1000
2000
3000
4000
0 20 40 60 80 100Axiale Stauchung [%]
Axia
le D
ruck
span
nung
[MPa
] 0°6°10°
Bild 16 Fließkurven des Weichglühgefüges (S) des Stahls 40 CrMnMo 7 im Druck-Scherversuch
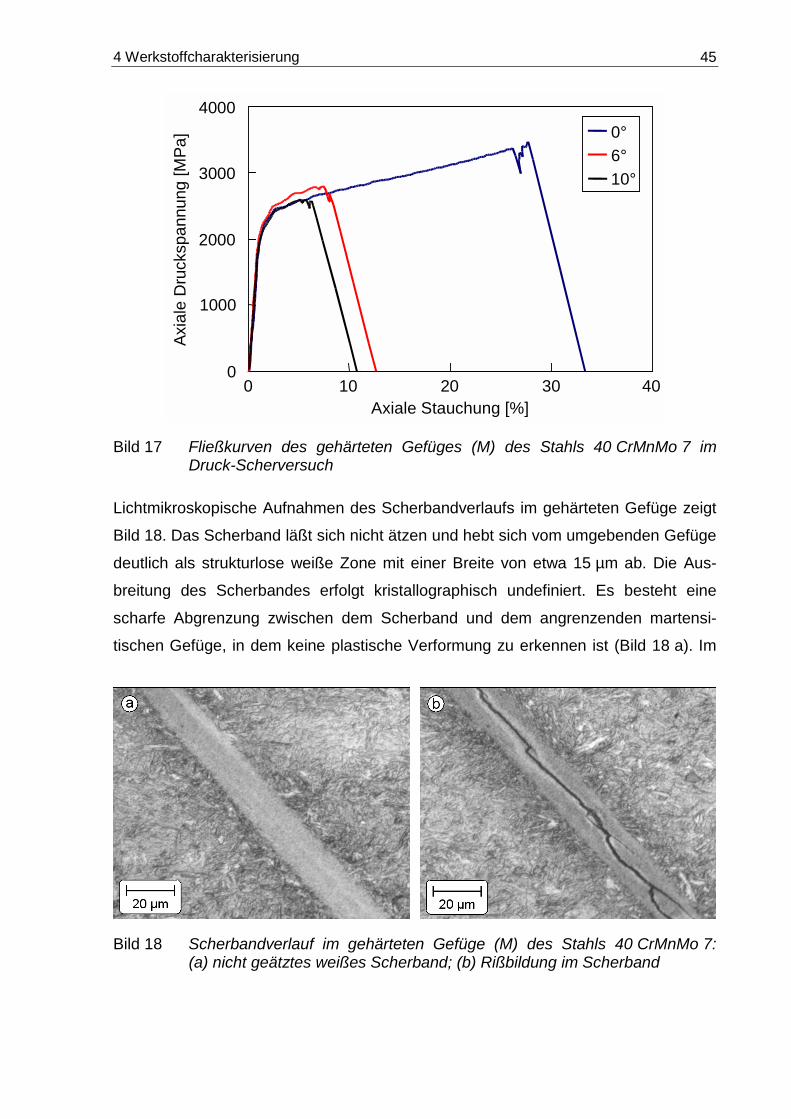
Die Fließkurven des gehärteten Gefüges sind in Bild 17 gezeigt. Im Gegensatz zum
einachsigen Zugversuch, in dem eine Bruchdehnung von Null gemessen wurde,
kann das gehärtete Gefüge unter einachsiger Druckbeanspruchung (Neigungswinkel
der Probe von 0°) eine axiale Stauchung von nahezu 30% durch plastische Verfor-
mung aufnehmen, bevor ein Probenversagen in Form von Scherlokalisierung auftritt.
Das Probenversagen erfolgt vor Auftreffen des Fallgewichts auf die Wegbegrenzer.
Die Streckgrenze (2200 MPa) ist um mehr als 300 MPa höher als die im Zugversuch
ermittelte Zugfestigkeit. Verschärfen der Prüfbedingungen durch Vergrößern des
Neigungswinkels der Probe führt zu einem schon bei geringeren Stauchungen und
Lasten auftretenden Scherversagen der Proben. Bei einem Neigungswinkel von 10°
erfolgt das Probenversagen bereits nach einer axialen Stauchung von 6%.
4 Werkstoffcharakterisierung 45
0
1000
2000
3000
4000
0 10 20 30 40Axiale Stauchung [%]
Axia
le D
ruck
span
nung
[MPa
] 0°6°10°
Bild 17 Fließkurven des gehärteten Gefüges (M) des Stahls 40 CrMnMo 7 imDruck-Scherversuch
Lichtmikroskopische Aufnahmen des Scherbandverlaufs im gehärteten Gefüge zeigt
Bild 18. Das Scherband läßt sich nicht ätzen und hebt sich vom umgebenden Gefüge
deutlich als strukturlose weiße Zone mit einer Breite von etwa 15 µm ab. Die Aus-
breitung des Scherbandes erfolgt kristallographisch undefiniert. Es besteht eine
scharfe Abgrenzung zwischen dem Scherband und dem angrenzenden martensi-
tischen Gefüge, in dem keine plastische Verformung zu erkennen ist (Bild 18 a). Im
Bild 18 Scherbandverlauf im gehärteten Gefüge (M) des Stahls 40 CrMnMo 7:(a) nicht geätztes weißes Scherband; (b) Rißbildung im Scherband
4 Werkstoffcharakterisierung 46
Scherband kann ein Probenversagen durch Bruch erfolgen. Bild 18 b zeigt die Aus-
breitung eines Risses in der Scherbandmitte.
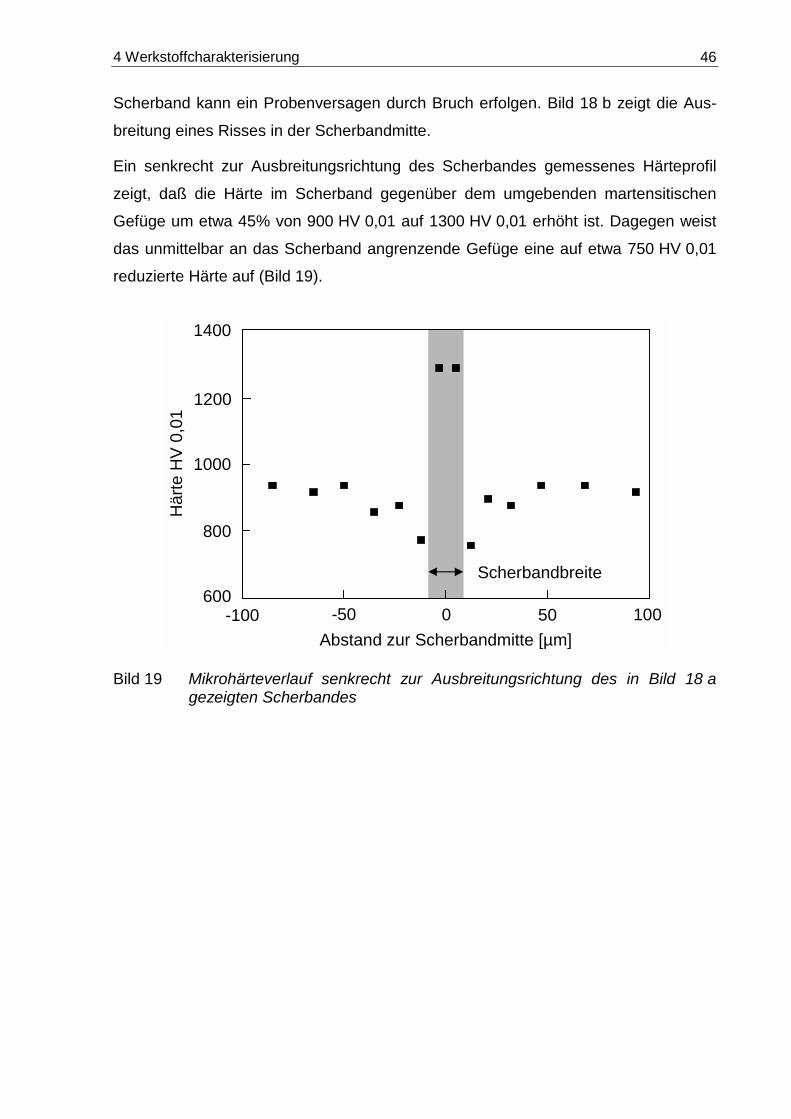
Ein senkrecht zur Ausbreitungsrichtung des Scherbandes gemessenes Härteprofil
zeigt, daß die Härte im Scherband gegenüber dem umgebenden martensitischen
Gefüge um etwa 45% von 900 HV 0,01 auf 1300 HV 0,01 erhöht ist. Dagegen weist
das unmittelbar an das Scherband angrenzende Gefüge eine auf etwa 750 HV 0,01
reduzierte Härte auf (Bild 19).
600
800
1000
1200
1400
-100 -50 0 50 100Abstand zur Scherbandmitte [µm]
Här
te H
V 0,
01
Scherbandbreite
Bild 19 Mikrohärteverlauf senkrecht zur Ausbreitungsrichtung des in Bild 18 agezeigten Scherbandes








![Talbot-Lau Gitter-Interferometer- Computertomografie … · Methode in der Medizin, Biologie sowie Werkstoffcharakterisierung geworden [1-5]. Hierbei wird das G0-Gitter stufenweise](https://img.pdfslide.org/doc/110x75/5b9fe60a09d3f2c2598bb742/talbot-lau-gitter-interferometer-computertomografie-methode-in-der-medizin.jpg)


![Verbindung mehrerer uMundo Workspaces - TUprintstuprints.ulb.tu-darmstadt.de/4252/1/thesis.pdf · Das Real-Time Transport Protocol (RTP) [SCFJ03, SC03, PW10, Ter13] ist ideal, um](https://img.pdfslide.org/doc/110x75/5e0e2793111bea5d3f6c817c/verbindung-mehrerer-umundo-workspaces-das-real-time-transport-protocol-rtp-scfj03.jpg)

















