Embed Size (px)
Citation preview
Seite 1 | MAPAL Impulse
Bearbeitung Lenkungs-Spurstangenanbindung, ABS Sensorbohrung und der Informationen, Ideen, Interna
Kompetenz beiISO-Werkzeugenweiter ausgebaut
Weichfräsen vonKugelgelenken:CPMill senkt Cost per part
MAPAL TOOLTRONIC®: Flexibel durch Honen auf Bearbeitungszen-tren
50. Ausgabe „MAPAL IMPULSE“
Nr. 50 | Januar 2013
Seite 2 | MAPAL Impulse
Mit Beständigkeit und Wachstum schnell,
höchstpräzise sowie absolut wirtschaftlich produzieren
CHEFSACHE
A B S O L U T P R Ä Z I S I O N
Sehr geehrte Leser,liebe Geschäftsfreunde,
Beständigkeit ist für uns – gerade in der heutigen schnelllebigen Zeit – keine leere Worthülse, sondern ein wesentli-ches Element unserer Philosophie in der Zusammenarbeit mit unseren Kunden, Mitarbeitern und Lieferanten. Daher freue ich mich, Ihnen mit der 50. Aus-gabe der MAPAL Impulse ein weiteres Stück Beständigkeit aus unserem Hause präsentieren zu können.
Diese Beständigkeit ist es auch, die uns in den zurückliegenden Jahren ein kon-tinuierliches Wachstum erreichen ließ. So konnten wir das Geschäftsjahr 2012 mit einem zweistelligen Umsatzwachs-tum abschließen. Mit dem weiteren Ausbau unserer Produktionskapazitäten mit einem Investitionsvolumen von rund 40 Mio. € in der MAPAL Gruppe haben wir die Basis geschaffen, um die weiter steigende Nachfrage nach unseren Produkten und Lösungen zu bedienen.
Mit ständigen Innovationen ist es uns gelungen, immer wieder bahnbre-chende, technologisch hochstehende Produkte zu entwickeln, die es Ihnen – unseren Kunden – ermöglichen, schnell, höchst präzise sowie absolut wirt-schaftlich zu produzieren und Ihnen
somit einen Wettbewerbsvorsprung ermöglichen. Für das entgegengebrach-te Vertrauen und die partnerschaftliche Zusammenarbeit in den vergangenen Jahren, die eine solide und stabile Basis für ein gemeinsames Wachstum gelegt haben, möchte ich Ihnen an dieser Stelle danken.
Ich freue mich auf eine weitere, von Beständigkeit geprägte Zusammenarbeit mit Ihnen!
Ihr
Dr. Dieter Kress
Fundiertes Know-how vomTechnologieführer
MAPAL steht für technologisch füh-rende Lösungen im Bereich der Bear-beitung kubischer Bauteile. Die neue Veröffentlichungsreihe der MAPAL Technologie Reports belegt das fundier-te Know-how deutlich. Neue Techno-logien und Verfahren werden auf diese Weise Kunden und Partnern direkt und tiefgreifend vorgestellt und können Im-pulse für die eigene Fertigung liefern.
Der erste MAPAL Technologie Report, der dieser 50. Impulse-Ausgabe bei-liegt, befasst sich mit dem Interpola-tionsdrehen, das Drehbearbeitungen auf Bearbeitungszentren ermöglicht. Er wurde von Prof. Dr.-Ing. Eckehard
Kalhöfer vom Stiftungslehrstuhl Spanende Fertigung in Aalen und Dr. Dirk Sellmer, Leiter der Forschung und Entwicklung bei MAPAL, erstellt. Bitte lassen Sie uns anhand des bei-liegenden Rückfaxes wissen, ob wir Ihnen die zukünftig erscheinenden Technologie Reports ebenfalls zusenden dürfen.
Messemarathon im Herbst 2012
IMTS Chicago, AMB Stuttgart, BI-MU Mailand, JIMTOF Tokyo – das waren die wichtigsten Highlights des Mes-semarathons im Herbst 2012. 16 der insgesamt 29 Messen des Gesamtjah-res 2012 fanden in der Zeit zwischen September und November statt, dazu wichtige Symposien und Hausaus-stellungen. Die Schwerpunktthemen, Produktneuheiten und Highlights aus dem MAPAL Programm konnten so rund um den Globus in den wichtigsten Produktionszentren der Welt präsentiert werden. Die Produktneuheiten fanden großen Anklang. Die Schwerpunkt-themen Energieeffi zienz, Ressourcen-schonung und Produktivitätssteigerung trafen den Nerv der Zeit und stellten viel beachtete und viel diskutierte Ansätze auf den MAPAL Messeständen dar. Kunden und Partner schätzten aber vor allem den direkten Kontakt mit den MAPAL Spezialisten. Es konnten fun-dierte, erfolgsversprechende Gespräche geführt werden.
Auch im nächsten Jahr wird MAPAL wieder auf den wichtigsten Messen ver-treten sein, unter anderem auf der Im-tex in Bangalore, der CIMT in Peking, der Feimafe in Brasilien und natürlich der EMO in Hannover.
TECHNOLOGIE
REP RT

Seite 3 | MAPAL Impulse
MAPAL Gruppe MAPAL Technologie Report Seite 2
Messemarathon 2012 Seite 2
Jazzfest mit HIROMI Seite 3
Zur 50. Ausgabe von MAPAL Impulse: – Interview mit Dr. Dieter Kress und Dr. Jochen Kress Seite 4 – Wirtschaftliche und technologische Entwicklung Seite 6 MAPAL wächst weiter Seite 8
Produkt Highlights Kompetenz bei ISO-Werkzeugen weiter ausgebaut Seite 10 Honen mit TOOLTRONIC® Seite 13
Praxis Report Weichfräsen von Kugelgelenken bei GKN Mosel Seite 14 MMS-Bearbeitung bei ZF Saarbrücken Seite 16 PKD-Formfräser für die Kleinserie Seite 18
INHALT
Tausende Tastenanschläge
In der MAPAL Kantine beeindruckte und begeisterte am 09. November 2012 die japanische Jazz-Pianistin Hiromi beim Aalener Jazzfest ge-meinsam mit Anthony Jackson und Simon Phillips. Hier in Auszügen die Kritik der Kulturredaktion der Aalener Lokalzeitung:So bejubelt und gefeiert wie Hiromi Uehara wurde auf den Festivalbüh-
nen in Aalen lange niemand mehr. Gemeinsam mit Basslegende Anthony Jackson (New York) und Drummer Simon Phillips (London) lieferte sie ein großartiges Konzert in der MAPAL Kantine ab. Fusion Jazz ist Hiromis Metier, das ist die Verschmelzung von Jazz, Rock und Funk. Gefühlvoll lotste sie ihr Publikum durch die einzel-nen Stücke. Besondere Anerkennung gebührt Hiromi für ihr knapp 20-mi-nütiges Piano-Solo, dessen Tempo den
Zuhörern einiges abverlangte und den Stempel „grandios“ mehr als verdient hat. Und während Hiromi auch nach zwei Stunden Konzert und Tausenden Tastenanschlägen noch aussah, als wäre sie gerade erst aus der Maske gekommen, war ihr Publikum am Ende schweißgebadet. Die Besucher in der MAPAL Kantine sahen ein echtes Highlight des 21. Aalener Jazzfestes, das gerne wiederholt werden darf.
Aktuelles
– Technologie Report– Messemarathon 2012 – ein Rückblick– Jazzfest bei MAPAL
AMB JIMTOFIMTS
Seite 4 | MAPAL Impulse
Zur 50. Ausgabe der MAPAL Impulse: Exclusivinterview mit den Dres. Kress
Vor 16 Jahren erschien das erste Kundenmagazin MAPAL Impulse. Anlässlich der 50. Ausgabe sprach das Redaktionsteam mit Dr. Dieter Kress und Dr. Jochen Kress über die Unternehmensentwicklung in die-sem Zeitraum sowie darüber, was im Rahmen der nächsten 50 Ausgaben zu erwarten ist.
Herr Dr. Dieter Kress, was hat Sie seiner-zeit bewegt, MAPAL Impulse ins Leben zu rufen?
In den frühen 1990ern hat sich MAPAL von einem Hersteller für Einschneiden-Reibahlen von höchs-tem technischen Niveau durch diverse Programmerweiterungen zum Kom-plettanbieter weiterentwickelt. Mit dem Erwerb der Firma WWS wurde der Grundstein für die Fertigung von PKD-Werkzeugen gelegt. Dies waren zwar alles Werkzeuge für die Feinbearbeitung, ergänzten aber das bestehende MAPAL Programm erheblich. Um unseren Kunden diese Entwicklung – die sich später dann noch beschleunigen sollte – aufzuzei-gen, wollten wir ein Medium schaf-fen, nämlich unser Kundenmagazin MAPAL Impulse.
Wenn man die Erstausgabe mit der aktu-ellen Jubiläumsausgabe vergleicht, fi ndet man einige Parallelen. Auf der einen Seite die Expansion der Firma selbst, auf der anderen Seite technische Weiter- bzw. Neuentwicklungen. Können Sie uns eini-ge konkrete Beispiele nennen? Vielleicht fangen wir mit dem Thema Expansion an.
In der Tat hat die Firma MAPAL ab 1990 wesentlich expandiert und zwar sowohl räumlich als auch auf tech-nischem Gebiet. Technisch stand wie bereits oben gesagt, die Erweiterung des Fertigungsprogramms um PKD-Werkzeuge sowie Aussteuerwerkzeuge im Vordergrund. Parallel dazu wurde die räumliche Expansion angegangen, da sich zeigte, dass ein langfristi-ges gesichertes Wachstum nur dann gegeben ist, wenn wir unsere Produkte und unsere Dienstleistungen weltweit anbieten. Wir haben deshalb frühzei-tig Tochterfi rmen in Italien, Frank-reich und England gegründet. Mit der Gründung unserer Tochter HTCM in Ungarn sind wir in den Dienstleis-tungsbereich gegangen – das Tool Management. Bereits 1996 erfolgte die Gründung von MAPAL Japan.
Mit dieser Expansion in den frühen 1990ern war es sicherlich nicht getan.
Wie bereits erwähnt haben sich beide Entwicklungen natürlich bedingt. Nur mit einem breiten Fertigungspro-gramm konnten wir auch internatio-nal expandieren. In der weiteren Folge bis heute kamen dann weitere Produk-te hinzu, nämlich die Spannfutter und die Vollhartmetall-Bohrer, ferner die Einstellgeräte, so dass MAPAL heute ein komplettes Programm für die Be-arbeitung kubischer Teile anbietet. Da-rüber hinaus ist es entscheidend, dass wir umfangreiche Dienstleistungen anbieten, und der Kunde neben aus-
gereiften Produkten einen kompletten Fertigungsprozess von uns erhält. Mit der Dienstleistung Tool Management bieten wir dem Kunden z. B. eine gesicherte Werkzeugqualität für seinen gesamten Bearbeitungsprozess an, und das ohne Risiko.
Wie bereits erwähnt haben sich beide Entwicklungen natürlich bedingt. Nur mit einem breiten Fertigungspro-gramm konnten wir auch internatio-nal expandieren. In der weiteren Folge bis heute kamen dann weitere Produk-te hinzu, nämlich die Spannfutter und die Vollhartmetall-Bohrer, ferner die Einstellgeräte, so dass MAPAL heute ein komplettes Programm für die Be-

Seite 5 | MAPAL Impulse
Zur 50. Ausgabe der MAPAL Impulse: Exclusivinterview mit den Dres. Kress
Welche waren die wesentlichen techno-logischen Weiterentwicklungen in diesen Jahren?
Aus meiner Sicht ist die Basis für den Aufstieg der Firma MAPAL vom Her-steller von Einschneiden-Reibahlen zu einem Komplettanbieter von Werkzeu-gen und kompletten Zerspanungspro-zessen für die Bearbeitung kubischer Bauteile sehr stark basierend auf der Entwicklung des Hohlschaftkegels. Mit dieser sehr präzisen Schnittstelle als der Verbindung von Werkzeug und Maschine hat sich die Fertigung sehr stark verändert. Wir verstehen es als unsere Aufgabe, Werkzeuge für Bearbeitungszentren zu entwickeln, die eine genauso kostengünstige Fer-tigung ermöglichen, wie auf früheren, nicht fl exiblen Transferstraßen.
Darüber hinaus gibt es weitere Ent-wicklungen und da sticht insbesonde-re die schnelle Expansion des Marktes für Diamantwerkzeuge hervor. Ich spreche hier nicht von den relativ ein-fachen Werkzeugen, wo ein Hartme-tallwerkzeug lediglich eine Diamant-ecke bekommt. Sondern von komple-xen PKD-Werkzeugen, die sowohl für das Fräsen, wie für die Bohrungskom-plettbearbeitung angeboten werden und die heute in so hoher Genauig-keit gefertigt werden, dass auch H7 Qualitäten gesichert erreicht werden können.
Ein weiterer entscheidender Fort-schritt in der Produktionstechnik ist die Einführung der Minimalmengen-schmierung (MMS). Wenn man ver-gleicht, welch hoher Bedarf früher an Kühlschmierstoffen verbraucht wurde,
die in immer höheren Mengen und Drücken durch die Werkzeuge geführt wurden, erkennt man die kosten- und ressourcentechnischen Vorteile der Minimalschmierung. Dies auch gerade vor dem Megatrend der nächsten Jah-re, der Energieeinsparung, die immer mehr an Bedeutung gewinnen wird.
Herr Dr. Jochen Kress, Sie sind seit 2008 in der MAPAL Geschäftsleitung und für die Entwicklung sowie diverse Produktbereiche zuständig. Was kön-nen die Kunden aus heutiger Sicht bis zur 100. Ausgabe der MAPAL Impulse erwarten?
Schaut man in das Jahr 2030, wenn wahrscheinlich die 100. Ausga-be erscheinen wird, werden uns manche Themen bekannt vorkom-men. Qualität, Bearbeitungszeit und Kosten werden auch im Jahr 2030 die Kriterien sein, an denen sich Neuentwicklungen messen lassen müssen. Allerdings gehe ich davon aus, dass die Bearbeitungsaufgaben, denen sich MAPAL widmen wird, vielfältiger werden. In der Vergan-
genheit dominierte bei MAPAL der Bereich Powertrain. Durch das größere Produktportfolio können wir neue Aufgaben angehen, zum Beispiel im Chassisbereich, in der Luftfahrt, in der Optik. Dazu werden die Werkzeuglö-sungen von Megatrends wie Digitali-sierung, Ressourcenschonung, um nur
einige zu nennen, beein-fl usst werden. Eines bleibt hoffentlich jedoch gleich und daran arbeiten wir: Dass wir die Kunden mit unseren Lösungen begeis-tern können und MAPAL sich in der Konsequenz so erfolgreich darstellt wie heute.
Vielen Dank für das Interview.
„Um unseren Kunden die stetige Entwicklung vonMAPAL aufzuzeigen, haben wir ein Medium geschaffen,unser Kundenmagazin Impulse.“
Liebe Leserinnen und Leserder 50. Ausgabe von MAPAL Impulse,
nach 16 Jahren sind wir nun bei der50. Ausgabe der MAPAL Impulse ange-kommen – für uns ein Grund, uns bei Ihnen für Ihre Unterstützung bei der Vorbereitung, Erstellung und Freigabe der Berichte zu bedanken.
Wir ho� en weiterhin auf Ihre tatkräftige Unterstützung und freuen uns auf neue interessante Ausgaben, sind jederzeit aber auch dankbar für Ihre Anregungen und auch Kritik in jeglicher Form – schreiben Sie einfach eine Mail [email protected].
Ihr MAPAL Impulse Team

Seite 6 | MAPAL Impulse
Niederlassungen
Vertretungen
1960
Seite 6 | MAPAL Impulse
1975 2000
Seit der Gründung 1950 wurde die Produktions-fl äche in Aalen kontinuierlich ausgebaut
Weltweit ist die MAPAL Gruppe mit eigenen Nieder-lassungen und Vertretungen in 44 Ländern präsent
Deutschland
MAPAL Dr. Kress KG in Aalen
MAPAL WWS GmbH in Pforzheim
MAPAL ISOTOOL GmbH in Sinsheim
MILLER GmbH in Altenstadt
Rudolf Strom GmbH in Vaihingen/Enz
August Beck GmbH & Co. KG in Winterlingen
WTE Präzisionstechnik GmbH in Kempten
Weisskopf GmbH in Meiningen
50. Ausgabe MAPAL Impulse:Wirtschaftliche und technologische Entwicklung
PKD, ISO,Schieberwerk-zeuge, Mehr-schneider
Technologie-Highlights
Einschneidige Reibwerkzeugeim Trend
NormungHSK-Schnitt-stelle
Einstell-gerätebau
Trockenbearbeitung,HSC-Bearbeitung
Multicut
HPR / HFS,Tangential-Fräs-werkzeuge,Gussbearbeitung mit PKD
Tooltronic®,CTS,Hartbearbeitung
HPR / HFS,Masterset,Kugelfräser
Technologien | Produkte | Impulse berichtete über…
Internationale Standorte
Stammhaus in Aalen
1975 1997 19981996 1999 2000 2001 2002

Seite 7 | MAPAL ImpulseSeite 7 | MAPAL Impulse
2000 2007 2012Deutschland
MAPAL Dr. Kress KG in Aalen
MAPAL WWS GmbH in Pforzheim
MAPAL ISOTOOL GmbH in Sinsheim
MILLER GmbH in Altenstadt
Rudolf Strom GmbH in Vaihingen/Enz
August Beck GmbH & Co. KG in Winterlingen
WTE Präzisionstechnik GmbH in Kempten
Weisskopf GmbH in Meiningen
Australien MAPAL Australia Sales Pty. Ltd. in Ballarat, Victoria
Brasilien MAPAL do Brasil – Ferramentas de preçis ão Ltda. in Belo Horizonte
China MAPAL China Production und Trading Ltd. in Shanghai
Frankreich MAPAL France S.A.S. in Le Chambon Feugerolles
MAPAL France – Bureau Villepinte in Paris
MAPAL France in Toulouse
Großbritannien MAPAL Ltd. in Rugby
Indien MAPAL INDIA Private Ltd. in Bangalore
Italien MAPAL Italia S.R.L. in Gessate/MI
Japan MAPAL KK in Tokyo
Korea MAPAL HTT Co. Ltd. in Kyunggi-Do
Malaysia MAPAL Malaysia Sdn. Bhd. in Selangor Darul Ehsan
Mexiko MAPAL FRHENOSA S.A. de C.V. in Monterrey
Österreich MAPAL Repräsentant in Steyr-Glenk
Polen MAPAL Narzedzia Precyzyjne Spólka z o.o. in Posen
Schweiz MAPAL Repräsentant in Brittern
Singapur MAPAL Sales O� ce South East Asia
Slowakische Rep. MAPAL C&S s.r.o. in Dlouhà Lhota
Südafrika MAPAL SPECTRA Carbide Tooling Technology in Port Elizabeth
Taiwan MAPAL Precision Tool System Co. Ltd. in Tainan
Thailand MAPAL THAILAND Co. Ltd. in Bangkok
Tschechische Rep. MAPAL C&S s.r.o. in Dlouhá Lhota
Ungarn MAPAL Repräsentant in Budapest
USA MAPAL Inc. in Port Huron MI
50. Ausgabe MAPAL Impulse:Wirtschaftliche und technologische Entwicklung
Vollhartmetall-Werkzeuge
PerformanceMill,MMS-Prüfgerät,Toolbase,CPMill,ModulBore
MonoReam,VR01,re.tooling
OptiMill®Wechselkopf-BohrerTTD, Speed-Drill
TSW / TFB,FaceMill,TTD-Wechselkopf-Bohrer
Dehn-Reibahle,Zirkularfräser,Interpolations-drehen
Spanbrecher,Werkzeuge für den Formenbau, EcoMill, KS-Spannpatrone,MMS-Bearbeitung,GIGA-Drill,MEGA-Drill-Reamer
Technologien | Produkte | Impulse berichtete über…
Internationale Standorte
Stammhaus in Aalen
TTD, Speed-DrillEnergieeffi zienz, Ressourcenschonung, Produktivitätsstei-gerung
32003
2003 2004 2005 2006 2007 2008 2009 2010 2011 2012Komplexe Prozess-lösungen, Leichtbau
HSK-T

Seite 8 | MAPAL Impulse
A B S O L U T P R Ä Z I S I O N
Im September 2011 berichteten wir über den Beginn der Bauarbeiten
für eine Produktionshalle in Aalen. Nun wurde die neue Halle 7 in Be-
trieb genommen und unterstreicht das Bekenntnis zum Stammsitz Aalen.
MAPAL wächst weiter
NEUBAUHALLE 7 Abbildungen
1 / Nord-Ost-Außenansicht der neuen MAPAL Halle 7. Vorne der Gebäudeteil für die neue Beschichtungsanlage.2/ Blick in die Ebene 2, das neue technische Ausbildungszentrum.3/ Teil der neuen Beschichtungsanlage. 4/ Gas-Brennwertgerät. 5/ Absorptionskältegerät.6-9/ Entstehung der Halle 7 vom Rückbau der Bohrpfahlwand bis zur Dachkonstruktion.
1
2
3 4
5
6 7 8 9
Bezug und Inbetriebnahme der neuen Halle 7 in Aalen abgeschlossen
Der Stammsitz von MAPAL in Aalen wurde um eine neue Produktionshalle vergrößert. Doch selbstverständlich orientierte sich bei MAPAL ein bauli-ches Investitionsvorhaben an den Ge-gebenheiten des Marktes. Sehr kurze Lieferzeitvorgaben auch für komplexe Werkzeuge und Projekte führten trotz sich abschwächender Konjunktur zu Lieferengpässen in der Fertigung. Daher lag es nahe, den Neubau mit einer weiteren Umsetzung der „Fabrik in der Fabrik“-Strategie der Fertigung zu verbinden und für künftige Heraus-forderungen mehr Platz und
Kapazität zu schaffen.Die neue Halle 7 stellt eine rein bauliche Investition von 8,2 Millionen Euro dar. Dazu kommen
weitere 7 Millionen Euro für neue Maschinen und Anlagen. Die 5.920 m² Nutzfl äche werden für die Beschich-tungsanlage einerseits verwendet, die 670 m² einnimmt. Daneben ist auf 2.550 m² der Fertigungsbereich ISO-Werkzeuge und Grundkörperferti-gung eingezogen, zusammen mit dem Technischen Support, der Konstrukti-on und der Arbeitsvorbereitung dieser Bereiche. Ein schneller und direkter Informationsaustausch ist so gewähr-leistet.
Auf 450 m² wurde die Technik untergebracht. Der größte Bereich der Halle 7 ist mit 2.550 m² für den Vorrichtungsbau und die Lehrwerk-statt reserviert. Die zukunftsweisende Ausbildung erhält damit doppelt so viel Platz wie bisher und eine deutlich modernisierte Ausstattung inklusive Schulungs- und Seminarräume. Dr. Dieter Kress sagt dazu: „Wir schaf-fen damit optimale Möglichkeiten für eine zukunftsorientierte und moderne Ausbildung.“
Auch die durch den Umzug freige-wordenen Flächen werden konsequent für eine Restrukturierung und eine Optimierung des Produktionsablaufes genutzt.

Seite 9 | MAPAL ImpulseSeite 9 | MAPAL Impulse
Investitionen der MAPAL Gruppe
– Halle 7 in Aalen bezogen– Weisskopf Werkzeuge neues Mitglied der MAPAL Gruppe– Produktionsstandort in South Carolina, USA eröffnet– WTE bezieht neue Produktionshalle in Ehrenfriedersdorf
Weisskopf Werkzeuge GmbH neues Mitglied der MAPAL Gruppe
Ende September 2012 wurde die MAPAL Gruppe um einen weiteren Standort in Deutschland erweitert. Die Weisskopf Werkzeuge GmbH in Meiningen verbessert Kapazitäten und Reaktionsgeschwindigkeiten bei den Vollhartmetall-Werkzeugen. 50 gut ausgebildete Mitarbeiter und moderns-te Fertigungseinrichtungen stehen für großes Know-how und erhöhte Fertigungsleistung. Weisskopf und MAPAL hatten bereits seit längerem eine enge Partnerschaft beim Ser-vice von Vollhartmetall-Werkzeugen. Frank Weisskopf, bisheriger Inhaber und Geschäftsführer wird als ver-antworlicher Werkleiter ein weiteres Investitionsvorhaben für MAPAL in den USA umsetzen.
Neues Produktionswerk in South Carolina
Eine deutliche Kapazitätserweiterung, vor allem im Bereich der Vollhartme-tall-Werkzeuge wurde durch ein neues Produktionswerks in Greenville, South Carolina, USA erreicht. Mit einer Investitionssumme von 3 Millionen US-$ entstehen rund 2.500 m² Nutz-fl äche und voraussichtlich 30 neue Arbeitsplätze. „Das neue Produktions-werk soll hauptsächlich die Kapazitä-ten und Reaktionsgeschwindigkeiten im Bereich des Nachschleifens und Services verbessern“, so David Lynch, Vice President of Finance bei MAPAL Inc. Es wird auch eine Neufertigung für Vollhartmetall-Werkzeuge integ-riert. Die Halle wurde im November bezogen.
Neue Produktionshalle in Ehrenfriedersdorf in Betrieb
Der Produktionsstandort Ehrenfrie-dersdorf des Kompetenzzentrums WTE Präzisionsspanntechnik wurde mit einer neuen Halle um 1.270 m² erwei-tert. Im September 2012 konnte der Neubau in Betrieb genommen werden. Neben einer klimatisierten Schleife-rei für die Finish-Bearbeitung aller WTE-Erzeugnisse wurden im Neubau die Endmontage neu strukturiert und effektive Lagermöglichkeiten geschaf-fen. Auch Logistik und Versand konn-ten in der neuen Halle modernisiert und neu gestaltet werden.
„Mit Zuversicht und Vertrauen in die eigenen Möglichkeiten“, so Dr. Dieter Kress, entscheidet sich MAPAL für bauliche Erweiterungen der Firmen-gruppe weltweit – trotz der „gewissen Unsicherheit“, die eine fundierte Vor-hersage der wirtschaftlichen Entwick-lung der nächsten Jahre nicht zulässt. „Die deutlichen Erweiterungen unserer Kapazitäten helfen uns, die gestiegene Nachfrage nach unseren Produkten zu bedienen.“
Firmengebäude Weisskopf GmbH in Meiningen.
Neubau Produktionshalle WTE in Ehrenfriedersdorf.
Produktionshalle MAPAL Inc. in Greenville, South Carolina.

Seite 10 | MAPAL Impulse
A B S O L U T P R Ä Z I S I O N
MAPAL ISO-Werkzeuge werden durch die Kombination von
innovativer Technologie und absoluter Herstellungspräzision
zu höchst leistungsfähigen Werkzeugen.
Kompetenz bei ISO-Werkzeugen weiter ausgebaut
A B S O L U T P R Ä Z I S I O N
ISO-Werkzeuge zunächstProgrammergänzung fürSchruppoperationen
Die Erfolgsgeschichte der Wende-schneidplatten fi ng in den fünfziger Jahren des vorigen Jahrhunderts an. Schon damals war es der Wunsch nach sinkenden Werkzeugkosten, der die auswechselbaren Schnei-den schnell populär machte. Bereits Anfang bis Mitte der sechziger Jahre wurde mit der Normung begonnen und als Ende dieses Jahrzehnts, also vor gut 40 Jahren, die CVD Beschich-tungstechnologie entwickelt und eingesetzt wurde, gab es kein Halten mehr.
Auch MAPAL beschäftigte sich zu dieser Zeit bereits stark mit der Wen-deplattentechnologie. Die 1954 neu im Markt eingeführte Einschneiden-Reibahle war mit einer zweischnei-digen und justierbaren Wendeplatte bestückt. In den folgenden Jahren wurde das Einschneiden-Prinzip ständig weiterentwickelt und MAPAL positionierte sich als Spezialist für die Feinbearbeitung von Bohrungen. Für ein gutes Bearbeitungsergebnis und eine hohe Prozesssicherheit sind aber optimal aufeinander abgestimmte
Schrupp- und Finish-werkzeuge wichtig. Aus diesem Grund und durch die Anfang der neunziger Jahre aufgekommene Anforderung der Kun-den nach kompletten Zerspanungsprozessen und Werkzeugpaketen entwickelte und baute MAPAL immer mehr leistungsfähige Aufbohr-
und Fräswerkzeuge mit ISO-Wende-schneidplatten. Mittlerweile stehen einige Standardbaureihen und eine breite Palette an Wendeschneidplatten zur Verfügung. Zu einem großen Teil werden diese Schneiden in Sonder- und Komplettbearbeitungswerkzeuge eingebaut, die wesentlich zu effi zien-ten Zerspanungsprozessen beitragen.
Kompetenzbereich heute mit führender Technologie
Neben der bereits erwähnten Pro-zesssicherheit kommt es in der modernen Fertigung auf Energie-effi zienz, Ressourcenschonung und hohe Produktivität an. Der Einsatz von Wendeschneidplatten wirkt sich positiv auf die Wirtschaftlichkeit und Ressourceneffi zienz aus. Denn je nach Anwendung sichern die in der Regel mehrschneidigen Wendeschneidplat-ten, dass der Schneidstoff optimal genutzt wird.
MAPAL Werkzeuge mit ISO-Elementen erfüllen die eingangs genannten For-derungen in besonderem Maße, weil sie überwiegend in Tangentialtechno-logie gebaut sind. Diese Technologie erlaubt im Vergleich zur Verwendung von radial eingebauten Wende-
schneidplatten den Einsatz von mehr Schneiden bei gleicher Leistungsauf-nahme. Die Folge sind höhere Arbeits-werte und ein größeres Zeitspanvolu-men und in der Konsequenz kürzere Maschinenlaufzeiten und damit auch ein geringerer Energieverbrauch. Die hohe Laufruhe der Werkzeuge ermög-licht hervorragende Werkzeugstand-zeiten und sehr gute Bauteilqualitäten.
Führend bei komplexen Sonderwerk-zeugen
Intelligente, mehrstufi ge und mehr-schneidige ISO-Kombinationswerkzeu-ge zum Aufbohren nehmen nachhaltig Einfl uss auf die Haupt- und Neben-zeiten eines Bearbeitungsprozesses. Die Cost per Part können so deutlich gesenkt werden. Die MAPAL Spezia-listen mit ihrer fundierten Kenntnis der Bearbeitungsprozesse erschließen durch die Prozessanalyse und Ausle-gung mit Kombinationswerkzeugen erhebliche Einsparpotenziale und er-
ISO-Kombinationswerkzeuge verkürzen Haupt-und Nebenzeiten eines Bearbeitungsprozesses.

Seite 11 | MAPAL Impulse
Kompetenz bei ISO-Werkzeugen weiter ausgebaut
Kundennutzen
– Reduzierte Bearbeitungskosten durch Komplettbearbeitungswerkzeuge– Prozesssicherheit und einfaches Handling– Leistungsfähige Standardwerkzeuge für kurze Bearbeitungen
füllen gleichzeitig die Anforderungen an Prozesssicherheit, Bauteilqualität und einfaches Handling.
Bogenschliff ermöglicht schwingungs-freies Bearbeiten
Entscheidend für ein schwingungs-freies Bearbeiten ist ein Abstützen des Werkzeuges in der Bohrung. Während bei üblichen ISO-Wendeschneidplatten das Werkzeug durch den Freiwinkel beim Zerspanen nur bedingt abge-stützt wird, hat MAPAL dafür eine spezielle Geometrie, entwickelt. Der sogenannte Bogenschliff ist eine Stützfläche an der Schneide, die das Werkzeug in der Bohrung abstützt.
Schlichtbearbeitungen möglich
Fertigungspräzision und spezielle Technologiefeatures ermöglichen es, MAPAL ISO-Werkzeuge auch für Operationen mit höheren Genauig-keitsanforderungen einzusetzen. Eine
Möglichkeit besteht darin, die Genau-igkeit der Plattensitze und der Wen-deschneidplatten zu erhöhen. MAPAL beherrscht dies, fräst auf modernsten Fünfachs-Maschinen hochpräzise Plattensitze und baut dort in höchster Genauigkeit geschliffene Wende-schneidplatten ein. Der andere Weg zu einer höheren Genauigkeit führt über justierbare Wendeschneidplatten. MAPAL bietet hierfür ein spezielles, einfaches und dabei µ-genaues Justier -s ystem an. Das Justierelement wird über eine Links-Rechts-Schraube betätigt und verschiebt die Wendeschneidplat-te exakt und sehr feinfühlig auf den gewünschten Durchmesser. Der stabile Halt der Schneide wird gewährleistet, indem sie über die ganze Breite am komplett eingebetteten Justierelement anliegt.
Produktivitätssprünge durch neue Verfahren: Helixfräsen und Interpola-tionsdrehen
Während im Schlichtbereich und bei der Bearbeitung von Werkstücken, die im Near-Net-Shape Verfahren hergestellt werden, höhere Genauig-keiten gefordert sind, kommt es bei der typischen Schruppbearbeitung auf ein hohes Zeitspanvolumen an. Dabei ist das Helixfräsen bei der Vorbearbei-tung großer Bohrungen der Champion. Beim Einsatz der MAPAL Helixfräser wird einer Zirkularbewegung eine zusätzliche axiale Vorschubbewegung überlagert. Mit den speziell angeord-neten Tangential-Wendeschneidplat-ten taucht das Werkzeug bei voller Schnitttiefe in das Werkstück ein. Bei diesem Verfahren werden gegenüber dem herkömmlichen Zirkularfräsen um bis zu 50 % höhere Zeitspanvolu-mina erreicht.
Produktivitätsvorteile gegenüber dem Zirkularfräsen bietet auch das Inter-polationsdrehen, das bei der Bearbei-tung von innen- oder außenliegenden
Ihr Ansprechpartner für weitere Informationen:
Marc Debler | [email protected]
Fortsetzung auf Seite 12
Das feinfühlige Justiersystem ermöglicht Schlichtbearbeitungen.
Ein hohes Zeitspanvolumen und Flexibilität sind die Stärken des MAPAL Helixfräsers.
Seite 12 | MAPAL Impulse
A B S O L U T P R Ä Z I S I O N
Kompetenz bei ISO-Werkzeugen weiter ausgebaut
Einstichen oder Konturen in Bauteile eingesetzt wird. Dabei handelt es sich um ein Verfahren, bei dem die Intel-ligenz vor allem in der Programmie-rung der Werkzeugmaschine steckt. Sie lässt die Schneide wie auf einer Drehmaschine während der gesamten Bearbeitung im Eingriff. Dabei bewegt sich die Schneidecke gleich einer archimedischen Spirale. Die Bearbei-tungszeit verkürzt sich deutlich. Auch die Bearbeitungsqualität und Werk-zeugstandzeit sind gegenüber dem Zirkularfräsen verbessert. Mehr zum Thema Interpolationsdrehen fi nden Sie auch in unserem Technologie Report 01 „Interpolationsdrehen“.
Fräsprogramm komplettiert
Die langjährige Erfahrung im Be-reich der ISO-Werkzeuge manifestiert sich nun auch im neu aufgestellten Fräsprogramm von MAPAL für alle Fräsanwendungen. Perfekt auf den Einsatzfall abgestimmte Schneid-kantengeometrien, leistungsfähige Beschichtungen und hochgenaue Plattensitze charakterisieren das PerformanceMill-Programm.
MAPAL Spezialisten verstehen Prozesse
Die MAPAL Spezialisten mit ihrer fundierten Kenntnis der Bearbei-tungsprozesse nutzen die vielfältigen Möglichkeiten, die der Bereich der
ISO-Werkzeuge bietet, zur Erarbeitung von leistungsfähigen, sicheren Pro-duktionsprozessen. So werden echte Fortschritte ermöglicht. Werkzeuge, Vorrichtungen und CNC-Programme werden optimal aufeinander abge-stimmt. Die MAPAL Spezialisten betreuen den Produktionsstart und stehen auch während der Produkti-onsphase den Kunden zur Seite. Sie optimieren Einsatzparameter oder Werkzeugdetails und sorgen für eine kontinuierliche Verbesserung des Prozesses. Mit dem kompletten Service Angebot bis hin zum Tool Manage-ment hilft MAPAL, die Fertigung auf einem hohen Niveau zu halten.
Fortsetzung von Seite 11.
Effi ziente Kombinationswerkzeuge reduzieren die Anzahl benötigter Werkzeugwechsel.
Ausführlicher,neuer Kompetenzkatalog Einen Gesamtüberblick über das umfangreiche Programm an Aufbohr- und Fräswerkzeugen sowie ISO-Wendeschneidplatten gibt der in Kürze verfügbare MAPAL Katalog „Werkzeuge mit ISO-Elementen“. Eine übersicht-liche Gestaltung und ausführliche Erklärungen machen das Auffi nden der gesuchten Produkte einfach und bieten viele nützliche Informationen für den richtigen Einsatz.
Kundennutzen
– Prozessplanung und Umsetzung aus einer Hand

Seite 13 | MAPAL Impulse
Kundennutzen
– Keine separate Honmaschine notwendig– Gesteigerte Oberfl ächenqualität und Maßgenauigkeit– Kürzere Durchlauf- und Bearbeitungszeiten
Ihr Ansprechpartner für weitere Informationen:
Michael Hils | [email protected]
Honen mit der MAPAL
TOOLTRONIC® auf Standard-
Bearbeitungszentren
NEUENTWICKLUNG
Kundennutzen
– Prozessplanung und Umsetzung aus einer Hand
Einsatz eines Honwerkzeugs mit der TOOLTRONIC® auf Standard-Bearbei-tungszentren steigert Wirtschaftlich-keit und Qualität deutlich.
Das Honen gehört zu den spanabhe-benden Verfahren mit geometrisch unbestimmter Schneide. Hierbei wer-den vor allem Bohrungen, im letzten Fertigungsschritt auf einer separaten Honmaschine feinbearbeitet. Ziel ist es, die Oberfl ächenqualität, Maß- und Formgenauigkeit nochmals zu verbes-sern. Haupteinsatzgebiet des Ferti-gungsprozesses Honen ist die gesamte metall-verarbeitende Industrie.
Schwerpunkte sind dabei der Automo-bil- und Fahrzeugbau, der Werkzeug- und Werkzeugmaschinenbau, die Hydraulikindustrie, sowie die Flug-zeugindustrie. Einer der bekanntesten Anwendungsfälle ist wohl das Honen der Kolbenlauffl ächen an Zylindern von Verbrennungsmotoren.
Flexibilität durch Honen auf Bearbeitungszentren
Der stetig steigende Anspruch der industriellen Fertigung an die Quali-tät der einzelnen Bauteile und engste
Fertigungstoleranzen sowie der Wunsch nach mehr Flexibilität
in der Fertigung bedingen zwangsläufi g die Ver-
lagerung von Bear-beitungsprozessen weg von speziellen Sondermaschinen auf fl exibel einsetz-bare Standardbe-arbeitungszentren. Dieser Trend hat
nun auch den Ferti-gungsprozess Honen
erreicht.
Die Absicht vieler Kunden, den Fertigungsprozess Honen
von einer speziellen Honmaschine auf ein Bearbeitungszentrum (BAZ) zu verlagern, gab MAPAL den Anstoß, Elemente aus dem mechatronischen Baukasten zur Lösung dieser Heraus-forderung zu verwenden. Ziel war es dabei nicht nur, den Honprozess auf einem BAZ abzubilden, sondern darüber hinaus auch direkt Einfl uss auf den
Verschleiß der Honleisten und den geforderten Abtrag zu nehmen. Durch den Einsatz der MAPAL TOOLTRONIC® kann genau dies realisiert werden. Sie kompensiert prozesssicher den Verschleiß der Hon-leisten und ermöglicht dadurch den gewünschten Abtrag. Durch eine sehr feinfühlige und hochgenaue Aussteu-erbewegung der TOOLTRONIC® wird der Honleistendurchmesser optimal an die Bearbeitung angepasst und eine hohe Oberfl ächenqualität und Maß-genauigkeit erreicht.
Mit der TOOLTRONIC® ist es im Ge-gensatz zu Honwerkzeugsystemen, die nur über den Kühlmitteldruck aus-gesteuert werden, möglich, einen gere-gelten Honprozess in ein Standard-Bearbeitungszentrum zu integrieren und Werkstücke zeit- und kostenspa-rend komplett zu bearbeiten. Dadurch sind deutliche Vorteile hinsichtlich Qualität, Zeit und Wirtschaftlichkeit möglich. Gerade bei Klein- und Mit-telserien können große Einspar- und Qualitätspotenziale erzielt werden.
Ein zusätzlicher Mehrwert besteht da-rin, dass der Feinbearbeitungsprozess Honen in derselben Aufspannung wie die Vorbearbeitungsschritte realisiert werden kann. Die Operation auf einer separaten Honmaschine in Verbindung mit zeitaufwändigen Umrüstvorgän-gen und höherem Honaufmaß auf-grund von Positionsungenauigkeiten entfällt komplett.
Seite 14 | MAPAL Impulse
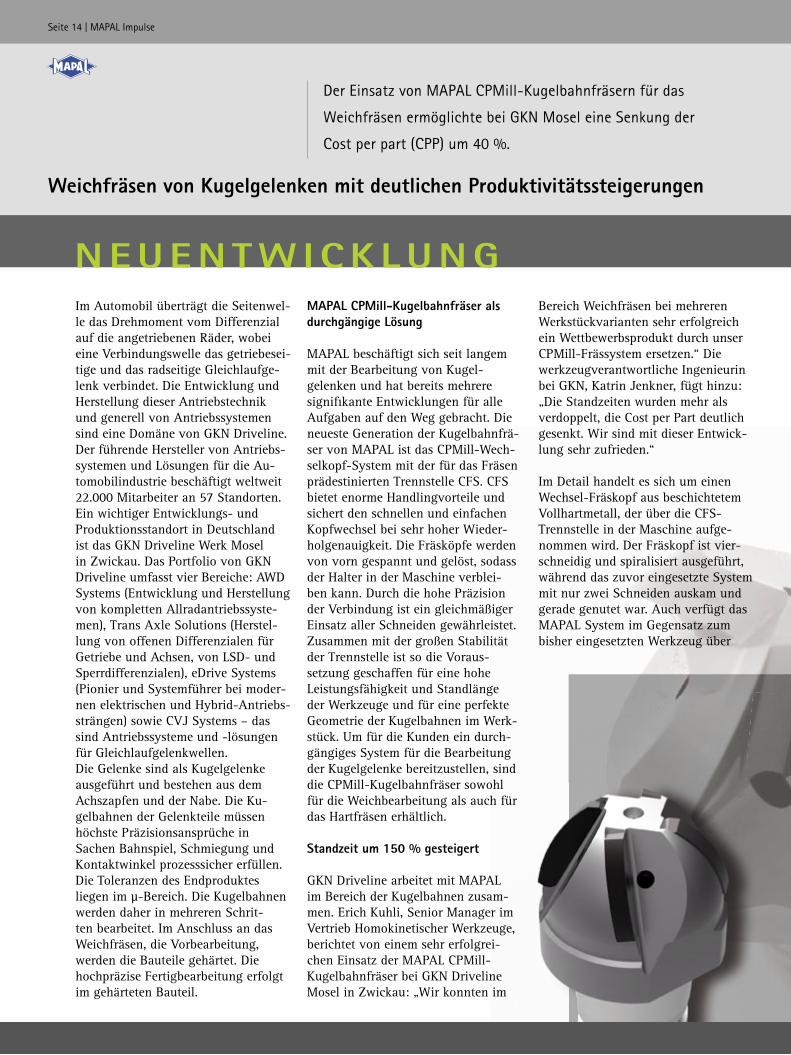
Der Einsatz von MAPAL CPMill-Kugelbahnfräsern für das
Weichfräsen ermöglichte bei GKN Mosel eine Senkung der
Cost per part (CPP) um 40 %.
A B S O L U T P R Ä Z I S I O N
Weichfräsen von Kugelgelenken mit deutlichen Produktivitätssteigerungen
NEUENTWICKLUNGIm Automobil überträgt die Seitenwel-le das Drehmoment vom Differenzial auf die angetriebenen Räder, wobei eine Verbindungswelle das getriebesei-tige und das radseitige Gleichlaufge-lenk verbindet. Die Entwicklung und Herstellung dieser Antriebstechnik und generell von Antriebssystemen sind eine Domäne von GKN Driveline. Der führende Hersteller von Antriebs-systemen und Lösungen für die Au-tomobilindustrie beschäftigt weltweit 22.000 Mitarbeiter an 57 Standorten. Ein wichtiger Entwicklungs- und Produktionsstandort in Deutschland ist das GKN Driveline Werk Mosel in Zwickau. Das Portfolio von GKN Driveline umfasst vier Bereiche: AWD Systems (Entwicklung und Herstellung von kompletten Allradantriebssyste-men), Trans Axle Solutions (Herstel-lung von offenen Differenzialen für Getriebe und Achsen, von LSD- und Sperrdifferenzialen), eDrive Systems (Pionier und Systemführer bei moder-nen elektrischen und Hybrid-Antriebs-strängen) sowie CVJ Systems – das sind Antriebssysteme und -lösungen für Gleichlaufgelenkwellen. Die Gelenke sind als Kugelgelenke ausgeführt und bestehen aus dem Achszapfen und der Nabe. Die Ku-gelbahnen der Gelenkteile müssen höchste Präzisionsansprüche in Sachen Bahnspiel, Schmiegung und Kontaktwinkel prozesssicher erfüllen. Die Toleranzen des Endproduktes liegen im µ-Bereich. Die Kugelbahnen werden daher in mehreren Schrit-ten bearbeitet. Im Anschluss an das Weichfräsen, die Vorbearbeitung, werden die Bauteile gehärtet. Die hochpräzise Fertigbearbeitung erfolgt im gehärteten Bauteil.
MAPAL CPMill-Kugelbahnfräser als durchgängige Lösung
MAPAL beschäftigt sich seit langem mit der Bearbeitung von Kugel-gelenken und hat bereits mehrere signifi kante Entwicklungen für alle Aufgaben auf den Weg gebracht. Die neueste Generation der Kugelbahnfrä-ser von MAPAL ist das CPMill-Wech-selkopf-System mit der für das Fräsen prädestinierten Trennstelle CFS. CFS bietet enorme Handlingvorteile und sichert den schnellen und einfachen Kopfwechsel bei sehr hoher Wieder-holgenauigkeit. Die Fräsköpfe werden von vorn gespannt und gelöst, sodass der Halter in der Maschine verblei-ben kann. Durch die hohe Präzision der Verbindung ist ein gleichmäßiger Einsatz aller Schneiden gewährleistet. Zusammen mit der großen Stabilität der Trennstelle ist so die Voraus-setzung geschaffen für eine hohe Leistungsfähigkeit und Standlänge der Werkzeuge und für eine perfekte Geometrie der Kugelbahnen im Werk-stück. Um für die Kunden ein durch-gängiges System für die Bearbeitung der Kugelgelenke bereitzustellen, sind die CPMill-Kugelbahnfräser sowohl für die Weichbearbeitung als auch für das Hartfräsen erhältlich.
Standzeit um 150 % gesteigert
GKN Driveline arbeitet mit MAPAL im Bereich der Kugelbahnen zusam-men. Erich Kuhli, Senior Manager im Vertrieb Homokinetischer Werkzeuge, berichtet von einem sehr erfolgrei-chen Einsatz der MAPAL CPMill-Kugelbahnfräser bei GKN Driveline Mosel in Zwickau: „Wir konnten im
Bereich Weichfräsen bei mehreren Werkstückvarianten sehr erfolgreich ein Wettbewerbsprodukt durch unser CPMill-Frässystem ersetzen.“ Die werkzeugverantwortliche Ingenieurin bei GKN, Katrin Jenkner, fügt hinzu: „Die Standzeiten wurden mehr als verdoppelt, die Cost per Part deutlich gesenkt. Wir sind mit dieser Entwick-lung sehr zufrieden.“
Im Detail handelt es sich um einen Wechsel-Fräskopf aus beschichtetem Vollhartmetall, der über die CFS-Trennstelle in der Maschine aufge-nommen wird. Der Fräskopf ist vier-schneidig und spiralisiert ausgeführt, während das zuvor eingesetzte System mit nur zwei Schneiden auskam und gerade genutet war. Auch verfügt das MAPAL System im Gegensatz zum bisher eingesetzten Werkzeug über

Seite 15 | MAPAL Impulse
Kundennutzen
– Kosteneinsparungen um 40 %– Weniger Werkzeugwechsel– Mehr Durchsatz an der Maschine– Qualitäts- und Taktzeitverbesserungen
Bild rechts: v.l.n.r.: Guido Kuhli (Technischer Berater MAPAL), Katrin Jenkner (Werkzeugverantwortliche Ingenieurin GKN Mosel), Erich Kuhli (MAPAL Senior Manager „Vertrieb Homokinetische Werkzeuge“).
Ihr Ansprechpartner für weitere Informationen:
Michael Neumann | [email protected]
MAPAL Programm für das Weichfräsender Kugelbahnen in AC/UF-Gelenkenund VL-Gelenken-Outer Race.
MAPAL Hart- und Weichfräserfür die Bearbeitung der Kugelnabe (rechts) – Inner Race.
Das fertig gefräste Werkstück.
Wettbewerb MAPAL CPMill
Fräsparameter:vc [m/min] 150 200n [min-1] 4.014 5.375fz [mm] 0,15 0,15vf [mm/min] 1.204 3.225
Standmenge: 800 2.000Anzahl Werkzeuge: 100 % 40 %CPP: 100 % 60 %
NEU
Innenkühlung. Alle Werkstückvari-anten erfuhren durch die Umstellung deutliche Standzeitsteigerungen – in einem konkreten Fall von 800 auf 2.000 Stück, also um 150 %! Bei einer Produktionsmenge von weit über zwei Millionen Stück pro Jahr konnten so die Cost per part um 40 % gesenkt werden, die Anzahl benötigterFräsköpfe pro Jahr verringertesich um 60 %. Auch weitere Werkstückvarianten
erfuhren signifi kante Standzeitstei-gerungen. Erich Kuhli: „Wir sind sehr
zufrieden mit den Er-gebnissen, die wir bei GKN Mosel erreichen konnten. Natürlich arbeiten wir daran, die Verbesserungen noch weiter zu steigern. Die gute und intensive Zusammenarbeit mit den Verantwortlichen
bei GKN lässt uns immer wieder neue Potenziale aufdecken und erschlie-ßen.“

Seite 16 | MAPAL Impulse
Von der Idee zur Serienfertigung und darüber hinaus –
MAPAL unterstützt den Kunden beim gesamten MMS-Prozess.
A B S O L U T P R Ä Z I S I O N
Schaltgerätefertigung mit MMS
Die ZF Friedrichshafen AG gehört zu den weltweit führenden Automobil-zulieferern. Das 1915 gegründete Un-ternehmen produziert Antriebs- und Fahrwerkskomponenten für PKW und Nutzfahrzeuge und ist mit 121 Pro-duktionsstandorten in 27 Ländern der Erde präsent. Der Umsatz lag im Jahr 2011 bei mehr als 15 Milliarden Euro.
Der Unternehmensbereich „PKW-Antriebstechnik“ ist in Saarbrücken angesiedelt. Mit ihren rund 7.000 Mitarbeitern entwickelt, produziert und vertreibt die ZF dort jährlich rund 1,5 Millionen Automatikgetriebe. Den aktuellen Stand der Technik im Hinblick auf Verbrauchseinsparungen durch automatische Getriebe zeigt das 8-Gang-Automatikgetriebe (8HP) von ZF.
Schon seit Beginn der Produktion von Automatikgetrieben bestehen intensive Kontakte und eine gute Zusammenar-beit zwischen ZF und MAPAL. Dank innovativer Werkzeugkonzepte und Bearbeitungsstrategien werden hohe Wirtschaftlichkeit und sichere Prozes-se bei der Getriebefertigung erreicht.
Bei der Prozessplanung mit MMS setzt ZF auf die Zusammenarbeit mit MAPAL
Im Zerspanungsprozess beträgt der Anteil der Produktionskosten an den Kühlschmierstoffkosten bis zu 17 %. Der Kühlschmierstoff muss bereitge-stellt, gereinigt und entsorgt werden und stellt einen nicht unerheblichen Anteil der Investitionskosten dar. Die Alternative zur konventionellen Überfl utungskühlung mit Emulsion ist die Bearbeitung mit Minimalmengen-
schmierung (MMS). Bei der Planung einer neuen Halle zur Produktions-erweiterung setzte die ZF auf die MMS-Technologie. Für diese Ent-scheidung gab es viele Gründe. Zum einen waren es die Kosten, die durch den Entfall der aufwendigen Anlagen und der notwendigen Pumpen so-wohl in den Investitionen als auch im Energieverbrauch reduziert werden. Zum anderen bietet MMS auch eine wesentlich fl exiblere Anordnung der Maschinen, da keine festen Anschlüsse an eine zentrale Versorgung benötigt werden. Ein weiterer sehr wichtiger Grund war, dass sich durch den Weg-fall des Kühlschmierstoffnebels, der durch die rotierende Bearbeitung in der Umgebungsluft entsteht, die Luftqualität für die Menschen am Arbeitsplatz stark verbessert.
MAPAL unterstützt die Kun-den bei der Umsetzung von Bearbeitungsprozessen mit Minimalmen-genschmierung von Anfang an. Ein eigenes Projektteam (TET | Tool Expert Team) prüft die Umsetzbarkeit, plant den Bearbeitungs-prozess und legt die Werkzeuge nach Kun-denvorgaben optimal aus. Nach der Fertigung der Werkzeuge können dann in der gut ausge-rüsteten Entwicklungs-abteilung die MMS Bearbeitungsprozesse getestet werden. Im nächsten Schritt erfolgt die Inbetriebnahme
beim Kunden. Das Team der MAPAL MMS-Spezialisten steht auch dabei unterstützend zur Verfügung und bietet unter anderem die Schulung der Mitarbeiter auf die neue Technologie an. Auch nach erfolgreicher Über-nahme des MMS-Prozesses können die Kunden auf MAPAL zählen. Als kompetenter Ansprechpartner steht der MAPAL Außendienst jederzeit für Fragen zur Verfügung, dabei stehen ihm das TET und die Produktspezialis-ten zur Seite.
Optimale Prozesse und Werkzeugkon-zepte erhöhen die Produktivität und senken die Kosten – sichere Prozessemit MMS
Ein konkretes Beispiel ist die Schalt-gerätebearbeitung. In Automatikge-
trieben ist dieses Bauteil die zentrale Kompo-

Seite 17 | MAPAL Impulse
Kundennutzen
– Sicherer Prozess mit MMS– Alles aus einer Hand – von der Planung bis über die Serienfertigung hinaus– Produktivitätssteigerung
V.r.n.l.: Klaus Hellmann (Werkzeugpla-ner im Bereich Steuergerät bei ZF) und Matthias Schaller (Einrichter Bereich Teilefertigung Schaltgerät bei ZF) sowie Jörg Hemmerling (MAPAL Außendienst).
nente, die je nach Lastzustand des Motors und der Fahrzeuggeschwin-digkeit die Kupplung und die Bremsen des Getriebes ansteuert, um die Gänge zu schalten. Bei Schaltgerätegehäusen kommt der Bearbeitung der Ventilboh-rungen eine zentrale Rolle zu. Die Gehäuse bestehen aus AlSi9Cu3Mg. Hohe Fertigungstole-ranzen wie Zylinderformen < 3 µm, Rundheiten < 2 µm und Oberfl ächen mit Rz < 2 µm müssen dauerhaft und prozesssicher hergestellt werden. Durch MMS steht an den Schneiden ein konstant frisches Öl-Luft-Gemisch zur Verfügung, welches beim Bearbei-tungsprozess aufgebraucht wird. Ein Umkippen des Kühlschmierstoffs und eine zunehmende Verunreinigung, die zu einer Verschlechterung der Bear-beitungsqualität führen könnten, sind somit ausgeschlossen.
Vom mehrstufi gen Bearbeitungsprozess zur „Ein-Schuss-Lösung“
Die Bearbeitung der meist gestuften Ventilbohrungen wurde ursprünglich auf mehrere Bearbeitungsfolgen auf-geteilt. Dabei kamen unterschiedliche Werkzeuge zum Pilotieren, Zwischen-bearbeiten und Fertigbearbeiten zum
Einsatz. Durch eine kontinuierliche Optimierung des Bearbeitungsprozes-ses ist es gelungen, die Anzahl der
benötigten Werkzeuge zu reduzieren. Bei einer bestimmten Ventilbohrung konnten die ursprünglich benötigten vier Werkzeuge in zwei Optimie-rungsschritten durch ein mehrstufi -ges PKD-Werkzeug ersetzt werden. Zusätzlich zu den positiven Effekten durch die Umstellung auf Minimal-mengenschmierung werden durch diese Maßnahmen ohne Einbußen bei der Prozessstabilität die Produktivität erhöht und die Werkstückkos-ten weiter verringert.
Ihr Ansprechpartner für weitere Informationen:
Matthias Schneider | [email protected]
Höchste Präzision in der Fertigung ermöglicht bei diesem Getriebe Gangwechsel in 200 Millisekunden.
Durch eine schrittweise Optimierung konnte die Anzahl der benötigten Werk-zeuge für eine bestimmte Ventilbohrung von vier auf eins reduziert werden.
Seite 18 | MAPAL Impulse
A B S O L U T P R Ä Z I S I O N
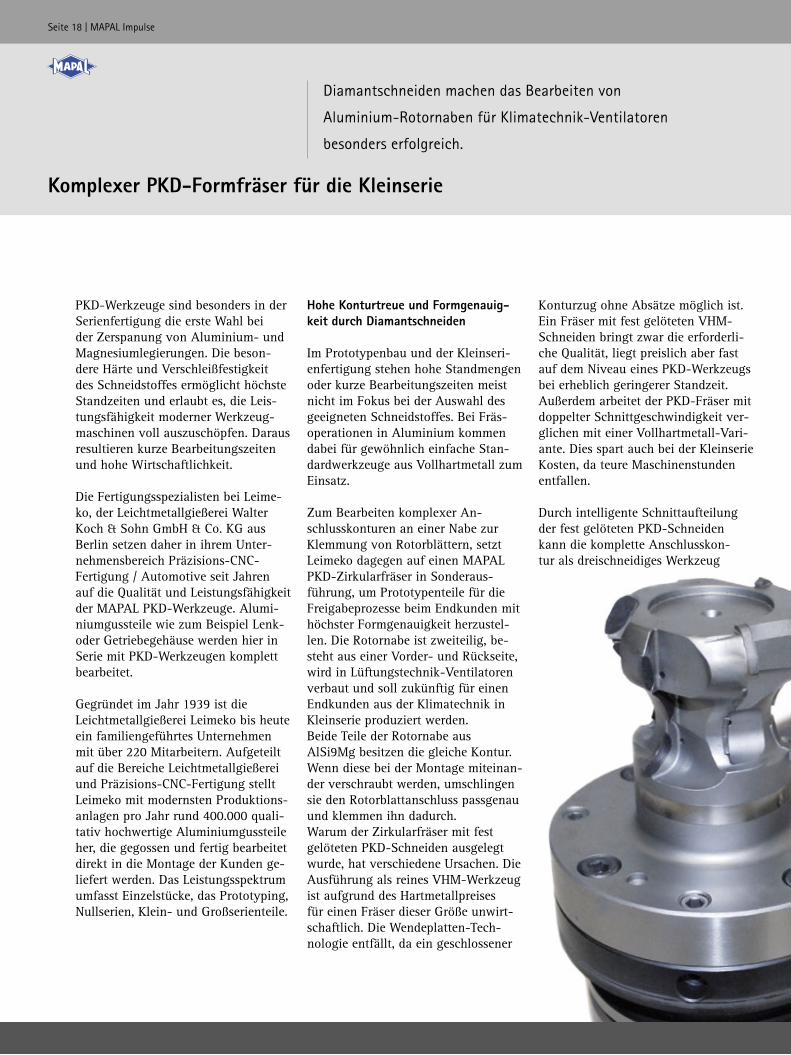
Diamantschneiden machen das Bearbeiten von
Aluminium-Rotornaben für Klimatechnik-Ventilatoren
besonders erfolgreich.
Komplexer PKD-Formfräser für die Kleinserie
PKD-Werkzeuge sind besonders in der Serienfertigung die erste Wahl bei der Zerspanung von Aluminium- und Magnesiumlegierungen. Die beson-dere Härte und Verschleißfestigkeit des Schneidstoffes ermöglicht höchste Standzeiten und erlaubt es, die Leis-tungsfähigkeit moderner Werkzeug-maschinen voll auszuschöpfen. Daraus resultieren kurze Bearbeitungszeiten und hohe Wirtschaftlichkeit.
Die Fertigungsspezialisten bei Leime-ko, der Leichtmetallgießerei Walter Koch & Sohn GmbH & Co. KG aus Berlin setzen daher in ihrem Unter-nehmensbereich Präzisions-CNC-Fertigung / Automotive seit Jahren auf die Qualität und Leistungsfähigkeit der MAPAL PKD-Werkzeuge. Alumi-niumgussteile wie zum Beispiel Lenk- oder Getriebegehäuse werden hier in Serie mit PKD-Werkzeugen komplett bearbeitet.
Gegründet im Jahr 1939 ist die Leichtmetallgießerei Leimeko bis heute ein familiengeführtes Unternehmen mit über 220 Mitarbeitern. Aufgeteilt auf die Bereiche Leichtmetallgießerei und Präzisions-CNC-Fertigung stellt Leimeko mit modernsten Produktions-anlagen pro Jahr rund 400.000 quali-tativ hochwertige Aluminiumgussteile her, die gegossen und fertig bearbeitet direkt in die Montage der Kunden ge-liefert werden. Das Leistungsspektrum umfasst Einzelstücke, das Prototyping, Nullserien, Klein- und Großserienteile.
Hohe Konturtreue und Formgenauig-keit durch Diamantschneiden
Im Prototypenbau und der Kleinseri-enfertigung stehen hohe Standmengen oder kurze Bearbeitungszeiten meist nicht im Fokus bei der Auswahl des geeigneten Schneidstoffes. Bei Fräs-operationen in Aluminium kommen dabei für gewöhnlich einfache Stan-dardwerkzeuge aus Vollhartmetall zum Einsatz.
Zum Bearbeiten komplexer An-schlusskonturen an einer Nabe zur Klemmung von Rotorblättern, setzt Leimeko dagegen auf einen MAPAL PKD-Zirkularfräser in Sonderaus-führung, um Prototypenteile für die Freigabeprozesse beim Endkunden mit höchster Formgenauigkeit herzustel-len. Die Rotornabe ist zweiteilig, be-steht aus einer Vorder- und Rückseite, wird in Lüftungstechnik-Ventilatoren verbaut und soll zukünftig für einen Endkunden aus der Klimatechnik in Kleinserie produziert werden.Beide Teile der Rotornabe ausAlSi9Mg besitzen die gleiche Kontur. Wenn diese bei der Montage miteinan-der verschraubt werden, umschlingen sie den Rotorblattanschluss passgenau und klemmen ihn dadurch. Warum der Zirkularfräser mit fest gelöteten PKD-Schneiden ausgelegt wurde, hat verschiedene Ursachen. Die Ausführung als reines VHM-Werkzeug ist aufgrund des Hartmetallpreises für einen Fräser dieser Größe unwirt-schaftlich. Die Wendeplatten-Tech-nologie entfällt, da ein geschlossener
Konturzug ohne Absätze möglich ist. Ein Fräser mit fest gelöteten VHM-Schneiden bringt zwar die erforderli-che Qualität, liegt preislich aber fast auf dem Niveau eines PKD-Werkzeugs bei erheblich geringerer Standzeit. Außerdem arbeitet der PKD-Fräser mit doppelter Schnittgeschwindigkeit ver-glichen mit einer Vollhartmetall-Vari-ante. Dies spart auch bei der Kleinserie Kosten, da teure Maschinenstunden entfallen.
Durch intelligente Schnittaufteilung der fest gelöteten PKD-Schneiden kann die komplette Anschlusskon-tur als dreischneidiges Werkzeug

Seite 19 | MAPAL Impulse
Kundennutzen
– Vor- und Fertigbearbeitung mit einem Werkzeug– Kurze Bearbeitungszeit reduziert Maschinenstunden– Hohe Konturtreue und Formgenauigkeit
V.l.n.r.: Heinz Jürgen Schroeter (Fertigungsleiter Leimeko), Sandro Walter (ArbeitsvorbereitungCAD/CAM Leimeko) sowie Detlef Weiger (Techni-scher Berater MAPAL).
Ihr Ansprechpartner für weitere Informationen:
Andreas Wittenauer | [email protected]
Mit einem Schrupp- und einem Schlichtschnitt bearbeitet der PKD-Zirkularfräser das hoheAufmaß am Aluminium-Rohteil.
ausgeführt werden. Das Aufmaß am gegossenen Rohteil schwankt zwi-schen 5 - 10 mm. Daher wird die Endkontur bis auf 0,2 mm mit ei-nem Schruppschnitt vorbearbeitet, anschließend wird in einem zweiten Schnitt die Endkontur fertigbearbeitet. Aufgrund von Störkonturen sind für die Bearbeitung beider Teile unter-schiedliche Werkzeuglängen erforder-lich. Der PKD-Zirkularfräser ist daher modular aufgebaut. Für die geringen Stückzahlen wird somit nur ein Fräser benötigt, der auf unterschiedlich lange Maschinenadapter angefl anscht wird. Über die Modul-Schnittstelle kann das Werkzeug zudem exakt axial und radial ausgerichtet werden.
Mittlerweile ist die Qualifzierung beim Endkunden erfolgreich abgeschlos-sen und das Bauteil wird in einer Kleinserie mit ca. 500 Teilen pro Jahr bei Leimeko prozesssicher gefertigt, bislang ohne jegliche Verschleißspuren am Werkzeug.
Verantwortlich für den Inhalt:Hermann Steidle
Redaktion: H. Steidle, O. Munz, K. Rehor,S. Schmick, M. Schwenninger, T. Zimmermann
Gestaltung: I. Rettenmaier
Herausgeber:MAPAL Präzisionswerkzeuge Dr. Kress KGPostfach 1520 D-73405 AalenTelefon 07361 585-0 Telefax 07361 [email protected] www.mapal.com
IMP5
0-D-
01-1
30-0
113-
WD
Ged
ruck
t in
Deu
tsch
land
. Änd
erun
gen
der t
echn
isch
en D
aten
vor
beha
lten.
IMPRESSUM







![日の回り 月 2 no.1 Pastis Uehara Fww.pastis.co.jp/images/StudioPDF/StudioPDF_070...5 Pastis Uehara F [パ スティ 上原2F] 日の回り 月 no.2 9:00 11:00 13:00 15:00 Room2](https://img.pdfslide.org/doc/110x75/5f384ec438a26c005f6df333/-oe-2-no1-pastis-uehara-fww-5-pastis-uehara-f-f-f.jpg)














