Embed Size (px)
Citation preview
Vor- und Nachteile von Zinkdruck-gussteilen
Obwohl Zinkdruckgusslegierungen im Vergleich zu Aluminium- und Ma-gnesiumlegierungen eine höhere Dich-te von ca. 6,7 g/cm3 haben, werden Zinkdruckgussteile im Automobilbau, in der Bau- und die Elektronikindustrie und im Maschinenbau eingesetzt. Die mechanischen Werkstoffkennwerte von Zink-Druckgusslegierungen neh-men unter den Druckgusslegierungen eine Spitzenposition ein.
Das Warmkammer-Druckgießver-fahren ist ein hoch produktives Ferti-gungsverfahren, mit dem Bauteile aus Zinklegierungen mit hohen Qualitäts-anforderungen und filigranster Struktur hergestellt werden können. Die nied-rige Schmelztemperatur ermöglicht Standzeiten der Druckgießwerkzeuge oberhalb der Millionengrenze. Zink-
bauteile können äußerst dünnwandig, bis zu 0,3 mm Wandstärke, hergestellt werden und zeichnen sich durch eine hervorragende Oberflächengüte und Beschichtbarkeit aus, darüber hinaus können Bohrungen und Gewinde vor-gegossen werden, Bild 1. Zinkdruck-gussteile können zu 100% recycelt werden. In Deutschland werden im Jahr ca. 75.000 Tonnen, in Europa ca. 320.000 Tonnen und welt-weit ca. 950.000 Tonnen Zinkdruckgussteile produziert.
Insbesondere die niedrige Schmelz-temperatur von 390°C der Zinklegie-rungen begünstigt je-doch ein erhöhtes Kriechverhalten sowie eine Alterung schon bei Raumtemperatur. Abnah-merichtlinien der Automobilindustrie schreiben vor, dass Zinkdruckgussteile vor der Bauteilprüfung einer Warmaus-lagerung, einer künstlichen Alterung, über 24 Stunden bei 105 °C unterzo-gen werden müssen.
Da im Innenbereich eines Kraftfahr-zeuges im Extremfall Temperaturen zwischen -35 und +85°C auftreten, werden die Bauteile nach dieser künst-lichen Alterung im Temperaturbereich
von -35°C bis +85°C geprüft. Bislang waren keine statistisch gesicherten mechanischen Kenndaten für die un-terschiedlichen Beanspruchungen im Gusszustand, nach künstlicher und natürlicher Alterung im Temperaturbe-reich von -35°C bis +85°C vorhanden.
Literatur zur Alterung von Zinkdruck-gusslegierungen
Bis heute existieren nur wenige Untersuchungen zum Thema Zinkal-terung, wobei in der Regel nur die Maßänderungen beschrieben werden. So werden in [op71] die Löslichkeit von Aluminium in Zink genannt und der eutektoide Zerfall der β-Phase in
horizonte 38/ September 2011- 24 -
Alterungsvorgänge bei Zinkdruckgusslegierungen
Walter Leis, Lothar H. Kallien, Aalen
Zinkdruckgussteile haben trotz ihres Gewichts eine große Verbreitung gefunden, druckgegossene Zinkteile zeigen jedoch bei Raumtemperatur eine Gefügeveränderung, die mit einem Festigkeitsabfall einhergeht. Konstrukteure und Abnehmer verlangen daher eine Wärmebehandlung, um den natürlichen Alterungseffekt vorwegzunehmen.
Die Zusammenhänge zwischen natürlicher und künstlicher Alterung sind jedoch nicht geklärt, sodass oftmals zu hohe Temperaturen bei der Wärmebehandlung gefordert werden. Ziel des von der AiF im Rahmen Industrieller Gemeinschafts-forschung geförderten Projekts war es diese Wissenslücke zu schließen. In der Forschergruppe am Gießereilabor in Aalen, die von einem industriellen Beirat begleitet wurde, wurden daher Zinkproben unter definierten Pro-zessbedingungen her-gestellt, natürlich und künstlich gealtert und auf ihre mechanischen Eigenschaften hin untersucht. Mit den nun vorliegenden Ergebnissen können nun dem Konstrukteur und Anwender verlässliche Daten für die Auslegung von Zinkdruckgussteilen an die Hand gegeben werden.
Bild 1: Typische Zindruckgußteile höchster Komplexität und Massgenauigkeit (Quellen von links: Adolf Föhl GmbH, Druckgusswerk Ortmann GmbH & Co. KG, Injecta Druckguss AG )
Prof. Dr.-Ing. K. Kallien
Dipl.-Phys. W. Leis
die β´-Phase, die sich von der eutekti-schen β-Phase nur die Gitterkonstante unterscheidet, genannt. Die ablau-fen-den Kristallumbildungen ziehen starke Volumenänderungen nach sich, wobei der eutektoide Zerfall langsam verläuft. Der Zusatz von Kupfer erhöht die Löslichkeit des Aluminiums in ge-ringem Maße [op71]. Die Maßände-rungen im Laufe der Alterung hängen in Art und Umfang stark von der Le-gierungszusammensetzung und den thermischen Belastungen ab [hae88] [gop89]. So schwinden Gussteile aus den Legierungen Z400 und Z410 in ge-ringem Maß, solche aus der Legierung Z430 schwinden stärker und hoch Al- und Cu-haltige Legierungen dehnen sich bei Auslagerung unter erhöhten Temperaturen teilweise deutlich aus [hae88] [geb42]. Um die Maßände-rungen vorwegzunehmen, schreibt die Automobilindustrie vor, Zinkbauteile bei 105°C für 24 Stunden künstlich zu altern. Man geht davon aus, dass nach dieser künstlichen Alterung nahezu keine natürliche Alterung mehr stattfin-det und der Werkstoff seinen „Endzu-stand“ erreicht hat. Manche Hersteller von Druckgussteilen überschreiten die-
se künstliche Alterung noch, indem sie Temperatur oder Dauer erhöhen.
Zinklegierungen unterliegen der Al-terung, die nicht nur geprägt ist durch Maßänderungen [klr83] sondern auch durch Veränderungen der mechani-schen Eigenschaften wie Zugfestigkeit, Dehngrenze und Härte [sch91]. Bei den 400er-Legierungen führt die Alte-rung zu einem Abfall von Zugfestigkeit, Dehngrenze und Härte, die Dehnung nimmt dagegen zu [hae88]. Ein Ver-gleich zwischen natürlicher Alterung und künstlicher Alterung in Abhän-gigkeit des Kupfergehaltes bezüglich der Zugfestigkeit wird in [klein84] be-schrieben. Ein verbesserter Kriechwi-derstand kann auf die Anwesenheit der kupferreichen ε-Phase zurückgeführt wer-den. Untersuchungen über den Einfluss der Fertigungsbedingungen, die einen großen Einfluss auf die me-chanischen Eigenschaften aufweisen in Verbindung mit der künstlichen Alte-rung, sind nicht bekannt, allgemein fehlen Angaben zu den Fertigungsbe-dingungen [sch95], [bir95].
Alterungs- und Kriechvorgänge
Grundsätzlich findet bei fast allen Legierungen eine Alterung statt, da einerseits auf Grund der Erstarrungs-vorgänge lokale Konzentrationsun-terschiede auftreten und andererseits große Löslichkeitsunterschiede zwi-schen der flüssigen und der festen Pha-se vorhanden sind. Für über 90% der Gussteile in Deutschland werden die Legierungen ZP0410 mit 4% Alumi-nium und 1% Kupfer sowie die Legie-rung ZP0430 mit 4 % Aluminium und 3% Kupfer eingesetzt. Das Phasen-diagramm Aluminium-Zink zeigt bei Raumtemperatur sowohl eine äußerst geringe Löslichkeit von Aluminium in Zink von ca. 0,05 Gew.% sowie auf der Aluminiumseite eine geringe Löslichkeit von Zink in Aluminium. Durch die schnelle Abkühlung der dünnwandigen Gussteile liegt jedoch nach der Erstarrung ein übersättigter Mischkristall vor. Bei Zinklegierungen kommt es dann aufgrund der hohen homologen Temperatur (s.u.) schon bei Raumtemperatur zu diffusionskontrol-lierten Gefügeänderungen durch Ent-mischungsvorgänge.
horizonte 38/ September 2011 - 25 -
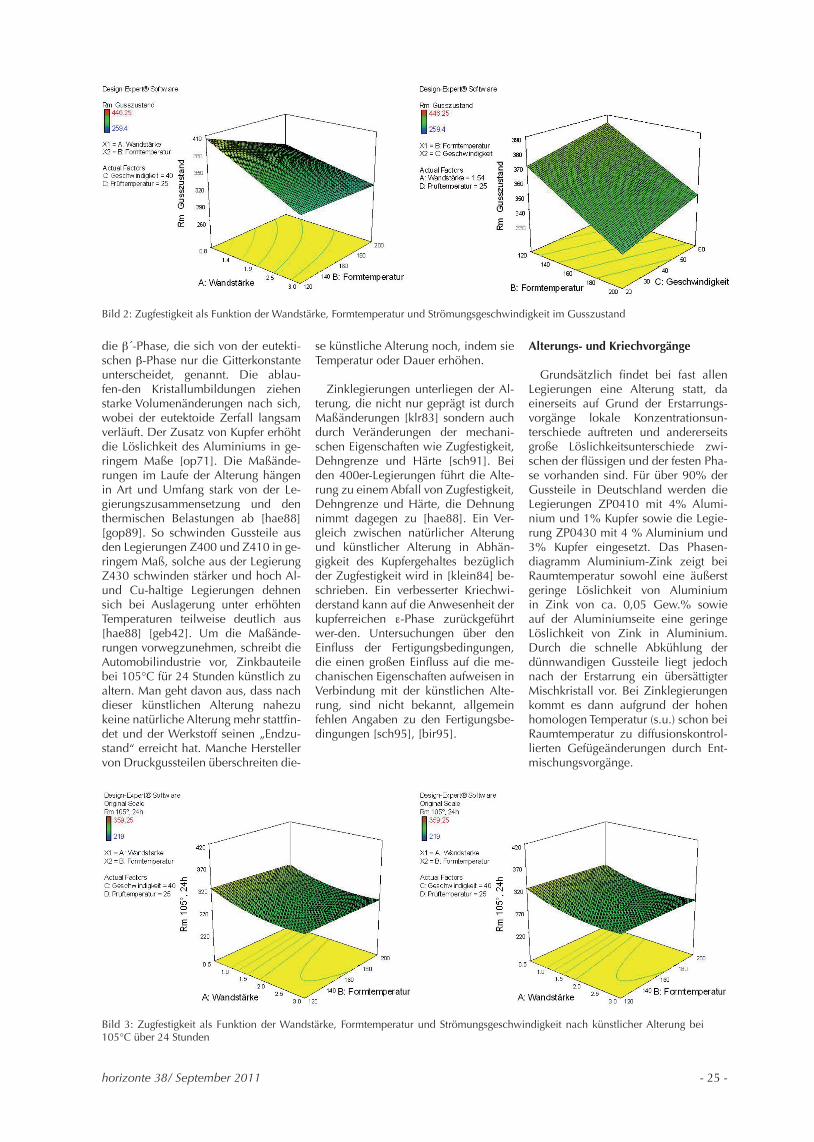
Bild 2: Zugfestigkeit als Funktion der Wandstärke, Formtemperatur und Strömungsgeschwindigkeit im Gusszustand
Bild 3: Zugfestigkeit als Funktion der Wandstärke, Formtemperatur und Strömungsgeschwindigkeit nach künstlicher Alterung bei 105°C über 24 Stunden
Ein weiterer thermisch aktivierter Prozess ist das Kriechen, das durch eine konstante Krafteinwirkung aus-gelöst wird. Beim Kriechen, dem pla-stischen Verformen bei Spannungen un-terhalb der Dehngrenze, bewegen sich Atome über Leerstellen auf andere Plätze ohne Vorhandensein von Kon-zentrationsunterschieden. Kriechen ist ein Selbstdiffusionsvorgang.
Der technisch wichtige Bereich ist der Bereich des stationären Kriechens, da die Kriechgeschwindigkeit ein Maß für die Lebensdauer eines kriechver-formten Bauteils ist. Die Kriechge-schwindigkeit des stationären Krie-chens ist eine Funktion der angelegten Spannung σ und der Temperatur T sowie der Materialeigenschaften. Der Temperatureinfluss wird aufgrund des Selbstdiffusionsmechanismus mit Hilfe des Ansatzes von Arrhenius beschrie-ben. Dabei kommt es zu einem Krie-chen, wenn eine bestimmte Tempera-tur T in Abhängigkeit von der Schmelz-temperatur TS des Materials (homologe Temperatur T/TS) erreicht wird. Die niedrige Schmelztemperatur von Zink von 420°C (693 K) löst ein langsames Kriechen schon unter 0°C aus, das bei Raumtemperatur deutlich zunimmt.
Versuchsprogramm
Untersucht wurden die Zinklegie-rungen ZP0400, ZP0410 und ZP0430 nach DIN EN 12844 hinsichtlich na-türlicher und künstlich herbeigeführter Alterungsvorgänge. Zur Ermittlung der mechanischen Eigenschaften wurden plattenförmige Zinkdruckgussteile mit den Dicken auf einer Warmkammer-Druckgießmaschine unter konstanten und kontrollierten Bedingungen gego-ssen. Dabei wurden die Prozessgrößen wurden wie folgt variiert:• drei Wanddicken: 0,8 mm, 1,5 mm
und 3,0 mm• drei Anschnittgeschwindigkeiten: 25
m/s, 40 m/s und 55 m/s sowie• drei Formtemperaturen: 120°C, 160°C
und 200°C.
Der Einfluss der natürlichen Alterung wurde bei Raumtemperatur nach einer Lagerung von 3 und 6 Wochen, 2, 4 und 6 Monaten, und 1 und 2 Jahren er-mittelt. Die künstliche Alterung wurde durch ein 24-stündiges Auslagern bei 65°C, bei 85°C und 105°C durchge-führt.
Folgende Werkstoffeigenschaften wur-den unter natürlicher und künstlicher Alterung ermittelt:• Dehngrenze für Prüftemperaturen -
35°C, RT und +85°C• Zugfestigkeit für Prüftemperaturen -
35°C, RT und +85°C• Dehnung für Prüftemperaturen -
35°C, RT und +85°C• und E-Modul für Prüftemperaturen -
35°C, RT und +85°C• Kriechfestigkeit bei RT und bei 85°C • Schwingfestigkeit bei RT• Dichte• Härte
Die Reduzierung dieses extrem um-fangreichen Proben- und Messumfangs von über 3000 Einzelproben erfolgte mit Hilfe der statistischen Versuchspla-nung DOE. Die Lagerung der Proben, die nicht natürlich altern sollten, er-folgte direkt nach der Fräsbearbeitung in einem Kälteschrank bei -20°C. Wie aufgezeigt wurde, entspricht diese Tem-peratur einer Alterung von 100 Jahren.
Zugfestigkeit Rm und Dehngrenze Rp0,2
Stellvertretend sollen hier nur die Ergebnisse der Zugfestigkeit diskutiert werden. Sowohl die Zugfestigkeit Rm als auch die Dehngrenze Rp0,2 zeigten
statistisch gesicherte Abhängigkeiten von Wanddicke, Formtemperatur, Strö-mungsgeschwindigkeit und Prüftem-peratur. Die höchsten Festigkeitswerte haben dünne Proben im Gusszustand gegossen bei hoher Strömungsge-schwindigkeit und niedriger Formtem-peratur, Bild 2.
Der Einfluss von Wanddicke, Form-
temperatur und Strömungsgeschwin-digkeit wird von der Varianzanalyse in Design Expert im untersuchten Bereich als linear angegeben. Den größten Ein-fluss hat die Wanddicke, eine Verdop-pelung der Wanddicke führt bei Zug-festigkeit und Dehngrenze im Gusszu-stand zu einer Änderung von ca. 8%. Eine Änderung der Formtemperatur um 40 °C bewirkt eine Änderung der Festigkeitswerte von ca. 4 %, eine Än-derung der Strömungsgeschwindigkeit um 20 m/s führt zu einer Änderung der Festigkeitswerte von ca. 3 %.
Die lineare Abhängigkeit der
Messwerte bezüglich Gießgeschwin-digkeit und Formtemperatur lässt eine Mittelung aller Messwerte über Ge-schwindigkeit und Formtemperatur zu, man er-hält so noch genauere Aussa-gen über das Alterungsverhalten, die Mittelwerte repräsentieren die Gießbe-dingungen bei Center-Point-Einstellung von 40 m/s Anschnittgeschwindigkeit und 160°C Formtemperatur.
Natürliche und künstliche Alterung
Die künstliche Alterung bei 105 °C über 24 Stunden führte bei der Legie-rung Z410 zu Festigkeitseigenschaf-ten, die bei natürlicher Alterung nach einem Jahr erreicht werden. Bild 3 zeigt den Einfluss der Wanddicke und der Formtemperatur auf die Festigkei-ten nach der künstlichen Alterung bei 105 °C und 24 Stunden.
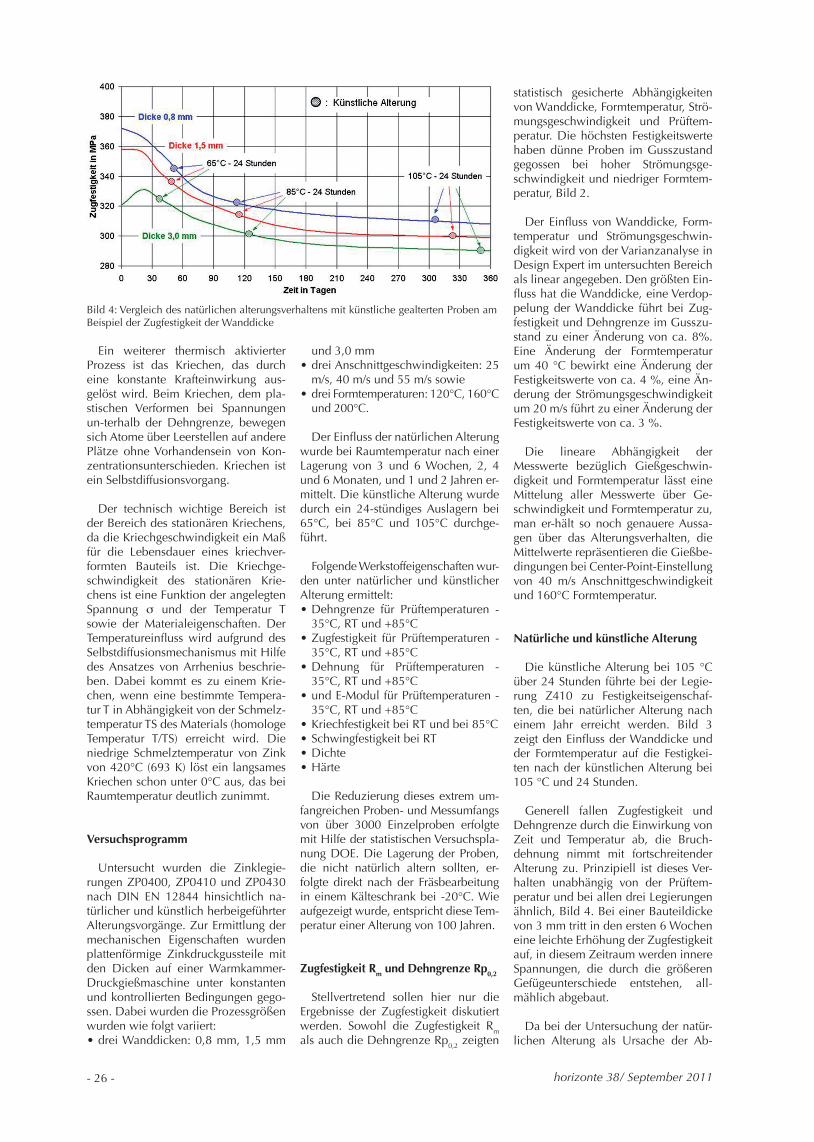
Generell fallen Zugfestigkeit und
Dehngrenze durch die Einwirkung von Zeit und Temperatur ab, die Bruch-dehnung nimmt mit fortschreitender Alterung zu. Prinzipiell ist dieses Ver-halten unabhängig von der Prüftem-peratur und bei allen drei Legierungen ähnlich, Bild 4. Bei einer Bauteildicke von 3 mm tritt in den ersten 6 Wochen eine leichte Erhöhung der Zugfestigkeit auf, in diesem Zeitraum werden innere Spannungen, die durch die größeren Gefügeunterschiede entstehen, all-mählich abgebaut.
Da bei der Untersuchung der natür-
lichen Alterung als Ursache der Ab-
horizonte 38/ September 2011- 26 -
Bild 4: Vergleich des natürlichen alterungsverhaltens mit künstliche gealterten Proben am Beispiel der Zugfestigkeit der Wanddicke
nahme der Festigkeitswerte Diffusions-vorgänge von Aluminium und Kupfer in Zink ausschlaggebend sind, kann durch eine Temperaturerhöhung der Alterungsvorgang verkürzt werden. Die Zugfestigkeitswerte nach einer künstli-chen Alterung sind für die Legierung Z410 in Abhängigkeit der Prüftempe-ratur, der Wanddicke bei Center-Point-Einstellung dargestellt.
Die künstliche Alterung führte zu Fe-stigkeitsänderungen wie die natürliche Alterung, dies ist in Bild 4 zusammen-fassend dargestellt. Für die Legierung Z410 entspricht eine künstliche Alte-rung bei 65 °C über 24 Stunden dem-nach einer natürlichen Alterung von ca. 45 Tagen, eine künstliche Alterung bei 85 °C über 24 Stunden entspricht einer natürlichen Alterung von ca. 120 Tagen und eine künstliche Alterung bei 105 °C über 24 Stunden entspricht einer na-türlichen Alterung von ca. 360 Tagen.
Kriechverhalten
Die Untersuchung des Kriechver-haltens wurde als Funktion der Zeit und der Temperatur nach DIN 50118 durchgeführt. Mit der Versuchsanla-ge wurde die Verformung induktiv als Längenänderung kontinuierlich mit ei-ner Auflösung von 1 µm bis zu einem Wert von 20% erfasst. Für die Kriech-versuche wurden praxisrelevante Span-nungen und Temperaturen ein-gestellt, bei Raumtemperatur Spannungen zwi-schen 40 MPa und 100 MPa und bei der Prüf-temperatur von +85°C Span-nungen zwischen 12 MPa und 50 MPa. Mit diesen Versuchsparametern konn-ten Spannungsexponent und Aktivie-rungsenergie berechnet werden
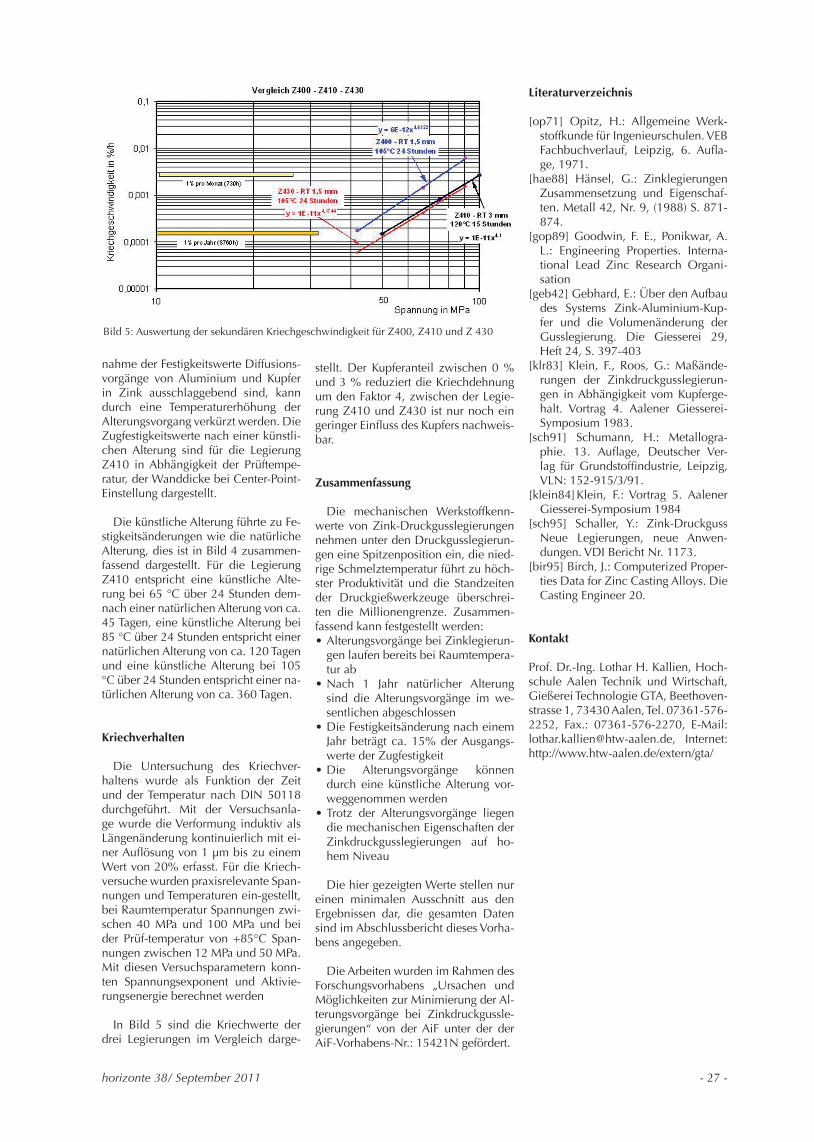
In Bild 5 sind die Kriechwerte der drei Legierungen im Vergleich darge-
stellt. Der Kupferanteil zwischen 0 % und 3 % reduziert die Kriechdehnung um den Faktor 4, zwischen der Legie-rung Z410 und Z430 ist nur noch ein geringer Einfluss des Kupfers nachweis-bar.
Zusammenfassung
Die mechanischen Werkstoffkenn-werte von Zink-Druckgusslegierungen nehmen unter den Druckgusslegierun-gen eine Spitzenposition ein, die nied-rige Schmelztemperatur führt zu höch-ster Produktivität und die Standzeiten der Druckgießwerkzeuge überschrei-ten die Millionengrenze. Zusammen-fassend kann festgestellt werden: • Alterungsvorgänge bei Zinklegierun-
gen laufen bereits bei Raumtempera-tur ab
• Nach 1 Jahr natürlicher Alterung sind die Alterungsvorgänge im we-sentlichen abgeschlossen
• Die Festigkeitsänderung nach einem Jahr beträgt ca. 15% der Ausgangs-werte der Zugfestigkeit
• Die Alterungsvorgänge können durch eine künstliche Alterung vor-weggenommen werden
• Trotz der Alterungsvorgänge liegen die mechanischen Eigenschaften der Zinkdruckgusslegierungen auf ho-hem Niveau
Die hier gezeigten Werte stellen nur einen minimalen Ausschnitt aus den Ergebnissen dar, die gesamten Daten sind im Abschlussbericht dieses Vorha-bens angegeben.
Die Arbeiten wurden im Rahmen des Forschungsvorhabens „Ursachen und Möglichkeiten zur Minimierung der Al-terungsvorgänge bei Zinkdruckgussle-gierungen“ von der AiF unter der der AiF-Vorhabens-Nr.: 15421N gefördert.
Literaturverzeichnis
[op71] Opitz, H.: Allgemeine Werk-stoffkunde für Ingenieurschulen. VEB Fachbuchverlauf, Leipzig, 6. Aufla-ge, 1971.
[hae88] Hänsel, G.: Zinklegierungen Zusammensetzung und Eigenschaf-ten. Metall 42, Nr. 9, (1988) S. 871-874.
[gop89] Goodwin, F. E., Ponikwar, A. L.: Engineering Properties. Interna-tional Lead Zinc Research Organi-sation
[geb42] Gebhard, E.: Über den Aufbau des Systems Zink-Aluminium-Kup-fer und die Volumenänderung der Gusslegierung. Die Giesserei 29, Heft 24, S. 397-403
[klr83] Klein, F., Roos, G.: Maßände-rungen der Zinkdruckgusslegierun-gen in Abhängigkeit vom Kupferge-halt. Vortrag 4. Aalener Giesserei-Symposium 1983.
[sch91] Schumann, H.: Metallogra-phie. 13. Auflage, Deutscher Ver-lag für Grundstoffindustrie, Leipzig, VLN: 152-915/3/91.
[klein84] Klein, F.: Vortrag 5. Aalener Giesserei-Symposium 1984
[sch95] Schaller, Y.: Zink-Druckguss Neue Legierungen, neue Anwen-dungen. VDI Bericht Nr. 1173.
[bir95] Birch, J.: Computerized Proper-ties Data for Zinc Casting Alloys. Die Casting Engineer 20.
Kontakt
Prof. Dr.-Ing. Lothar H. Kallien, Hoch-schule Aalen Technik und Wirtschaft, Gießerei Technologie GTA, Beethoven-strasse 1, 73430 Aalen, Tel. 07361-576-2252, Fax.: 07361-576-2270, E-Mail: [email protected], Internet: http://www.htw-aalen.de/extern/gta/
horizonte 38/ September 2011 - 27 -
Bild 5: Auswertung der sekundären Kriechgeschwindigkeit für Z400, Z410 und Z 430











