Embed Size (px)
Citation preview
ALUMEC 89

SS-EN ISO 9001SS-EN ISO 14001
Die Angaben in dieser Broschüre basieren auf unserem gegenwärtigen Wissensstand undvermitteln nur allgemeine Informationen über unsere Produkte und deren Anwendungs-möglichkeiten. Sie können nicht als Garantie ausgelegt werden, weder für die spezifischenEigenschaften der beschriebenen Produkte, noch für die Eignung für die als Beispielgenannten Anwendungsmöglichkeiten.
Klassifiziert gemäß EU-Richtlinie 1999/45/ECWeitere Informationen entnehmen Sie bitte unseren Datenblättern zur Materialsicherheit(„Material Safety Data Sheets“).
Ausgabe 3, 01.2011Bei Änderungen wird zuerst die englische Version dieser Broschüre aktualisiert.Sie finden sie auf unserer Website unter www.uddeholm.com
ALUMEC 89
3
AllgemeinesAlumec 89 ist eine hochfeste Aluminium-legierung, die in Form von warmgewalzten undwärmebehandelten Tafeln geliefert wird. Eswird eine spezielle Kaltverformungsoperationzum maxi-malen Spannungsabbau vorgenommen.
Dank der hohen Festigkeit und Stabilitätkann Alumec 89 weitgehend für den Werk-zeugbau genutzt werden.Lieferzustand: wärmebehandelt auf 146–180 Brinell.
Alumec 89 hat folgende Charakteristika,welche sich für viele Werkzeugtypen eignen,speziell für Kunststofformen.
• Ausgezeichnete spanende Bearbeit-barkeitHohe Schnittgeschwindigkeiten reduzierendie Bearbeitungsdauer und die Bearbei-tungskosten. Eine schnellere Lieferung istmöglich.
• Geringeres GewichtDas geringere Gewicht, welches ca. einemDrittel des Gewichtes einer Stahlkonstruk-tion entspricht, erlaubt eine einfachereHandhabung. Eine geringere Massenträgheiterleichtert das Schließen und Öffnen derFormen.
• Hohe WärmeleitfähigkeitZykluszeiten werden reduziert, undweniger komplizierte Kühlsysteme könnenverwendet werden.
• Gute StabilitätEine spezielle Entspannungsbehandlunggarantiert minimale Deformationenwährend und nach der spanenden Bear-beitung.
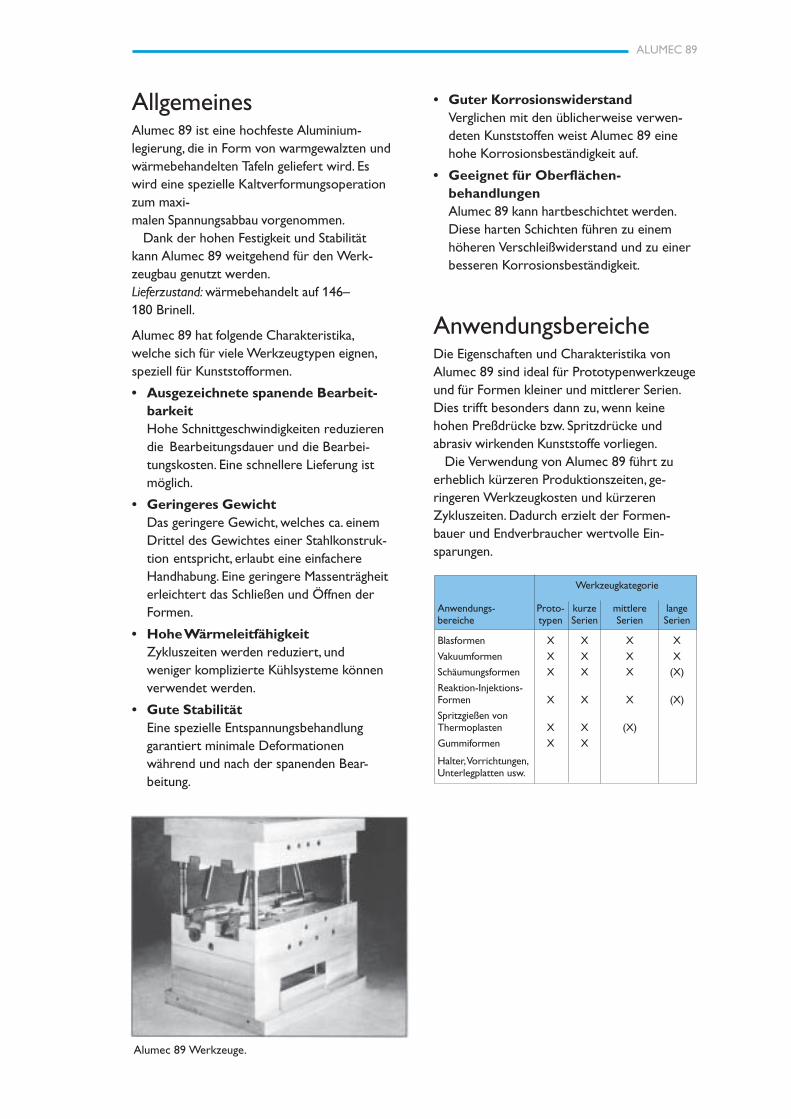
AnwendungsbereicheDie Eigenschaften und Charakteristika vonAlumec 89 sind ideal für Prototypenwerkzeugeund für Formen kleiner und mittlerer Serien.Dies trifft besonders dann zu, wenn keinehohen Preßdrücke bzw. Spritzdrücke undabrasiv wirkenden Kunststoffe vorliegen.
Die Verwendung von Alumec 89 führt zuerheblich kürzeren Produktionszeiten, ge-ringeren Werkzeugkosten und kürzerenZykluszeiten. Dadurch erzielt der Formen-bauer und Endverbraucher wertvolle Ein-sparungen.
Anwendungs- Proto- kurze mittlere langebereiche typen Serien Serien Serien
Blasformen X X X X
Vakuumformen X X X X
Schäumungsformen X X X (X)
Reaktion-Injektions-Formen X X X (X)
Spritzgießen vonThermoplasten X X (X)
Gummiformen X X
Halter, Vorrichtungen,Unterlegplatten usw.
Werkzeugkategorie
• Guter KorrosionswiderstandVerglichen mit den üblicherweise verwen-deten Kunststoffen weist Alumec 89 einehohe Korrosionsbeständigkeit auf.
• Geeignet für Oberflächen-behandlungenAlumec 89 kann hartbeschichtet werden.Diese harten Schichten führen zu einemhöheren Verschleißwiderstand und zu einerbesseren Korrosionsbeständigkeit.
Alumec 89 Werkzeuge.
ALUMEC 89
4
Cricket Software
EigenschaftenPhysikalische EigenschaftenWerte bei Raumtemperatur.
Dichtekg/m3 2 830
ElastizitätsmodulN/mm2 71 500
Wärmeausdehnungskoeffizientvon 20°C bis 100°C 23 x 10-6
WärmeleitfähigkeitW/m °C 165
Spezifische WärmeJ/kg °C 890
Zugfestigkeit StreckgrenzeN/mm2 N/mm2
Plattenstärke, mm> 10– 50 590 550> 50–100 570 520>100–150 550 500>150–200 535 485>200–300 430 365
Runde Stäbe Ø, mm40 680 630
100 680 620200 670 610
Zur Erklärung sei gesagt, dass die Platten inQuerrichtung und die Rundstäbe in Längs-richtung geprüft wurden.
ZugfestigkeitDie folgenden Zugfestigkeitswerte, die bei denmeisten Gelegenheiten praktischerweise mitden Druckfestigkeitswerten verglichen werdenkönnen, werden als typisch angesehen.
Werte bei Raumtemperatur für verschie-dene Plattenstärken:
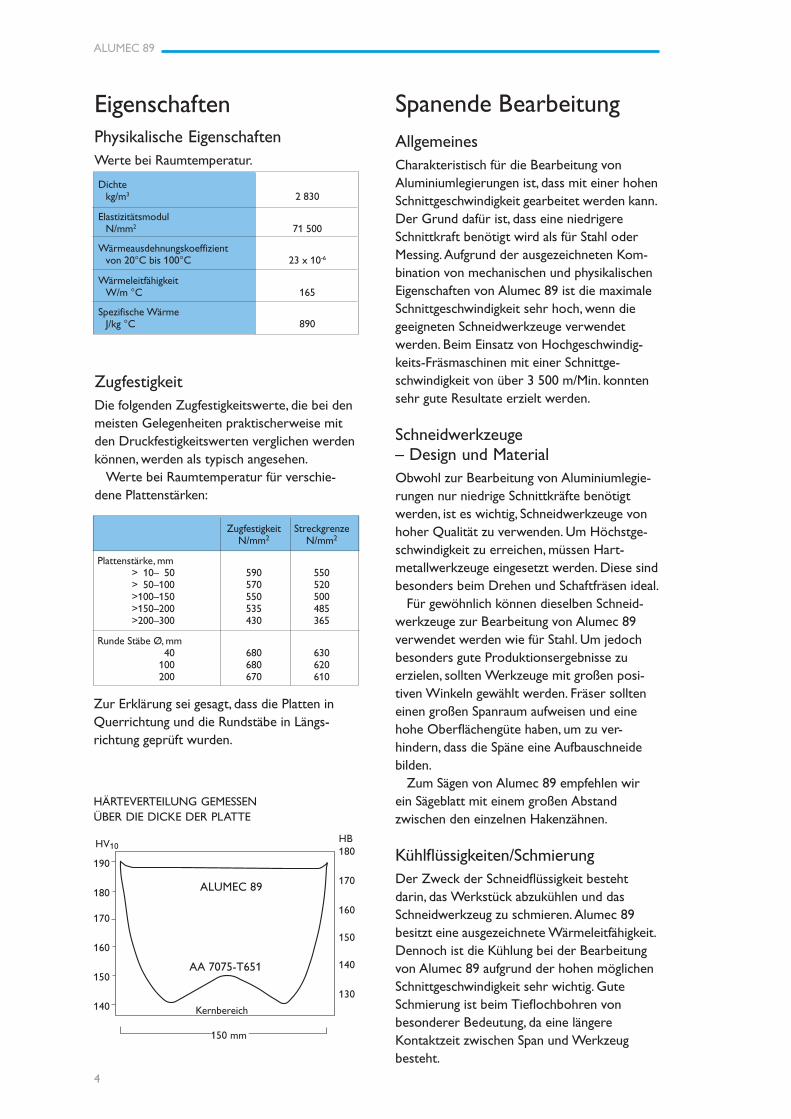
HÄRTEVERTEILUNG GEMESSENÜBER DIE DICKE DER PLATTE
Spanende Bearbeitung
AllgemeinesCharakteristisch für die Bearbeitung vonAluminiumlegierungen ist, dass mit einer hohenSchnittgeschwindigkeit gearbeitet werden kann.Der Grund dafür ist, dass eine niedrigereSchnittkraft benötigt wird als für Stahl oderMessing. Aufgrund der ausgezeichneten Kom-bination von mechanischen und physikalischenEigenschaften von Alumec 89 ist die maximaleSchnittgeschwindigkeit sehr hoch, wenn diegeeigneten Schneidwerkzeuge verwendetwerden. Beim Einsatz von Hochgeschwindig-keits-Fräsmaschinen mit einer Schnittge-schwindigkeit von über 3 500 m/Min. konntensehr gute Resultate erzielt werden.
Schneidwerkzeuge– Design und MaterialObwohl zur Bearbeitung von Aluminiumlegie-rungen nur niedrige Schnittkräfte benötigtwerden, ist es wichtig, Schneidwerkzeuge vonhoher Qualität zu verwenden. Um Höchstge-schwindigkeit zu erreichen, müssen Hart-metallwerkzeuge eingesetzt werden. Diese sindbesonders beim Drehen und Schaftfräsen ideal.
Für gewöhnlich können dieselben Schneid-werkzeuge zur Bearbeitung von Alumec 89verwendet werden wie für Stahl. Um jedochbesonders gute Produktionsergebnisse zuerzielen, sollten Werkzeuge mit großen posi-tiven Winkeln gewählt werden. Fräser sollteneinen großen Spanraum aufweisen und einehohe Oberflächengüte haben, um zu ver-hindern, dass die Späne eine Aufbauschneidebilden.
Zum Sägen von Alumec 89 empfehlen wirein Sägeblatt mit einem großen Abstandzwischen den einzelnen Hakenzähnen.
Kühlflüssigkeiten/SchmierungDer Zweck der Schneidflüssigkeit bestehtdarin, das Werkstück abzukühlen und dasSchneidwerkzeug zu schmieren. Alumec 89besitzt eine ausgezeichnete Wärmeleitfähigkeit.Dennoch ist die Kühlung bei der Bearbeitungvon Alumec 89 aufgrund der hohen möglichenSchnittgeschwindigkeit sehr wichtig. GuteSchmierung ist beim Tieflochbohren vonbesonderer Bedeutung, da eine längereKontaktzeit zwischen Span und Werkzeugbesteht.
190
180
170
160
150
140
HV10
150 mm
ALUMEC 89
AA 7075-T651
HB180
170
160
150
140
130
Kernbereich
ALUMEC 89
5
FräsertypFräser mit
Vollhart- Wendeschneid- Schnell-metall platten arbeitsstahl
Schnittge-
schwindig-
keit (vc)m/Min. 300–500 300–500 120–250
Vorschub (fz)
mm/Zahn 0,03–0,201) 0,08–0,201) 0,05–0,351)
ISO Bear-beitungs-gruppe – K20 –
DrehenSchrupp- Schlicht- Schlicht- mit Schnell-
drehen mit drehen mit drehen mit arbeits-Hartmetall Hartmetall mit PCD1) stahl
Schnittge-schwindig-keit (vc)
m/Min. 600–1200 1200–2500 600–1500 250–300
Vorschub(f)
mm/U 0,3–1,0 –0,3 –0,3 –0,3
Schnitt-tiefe (ap)
mm 2–6 0,5–2 0,5–3 0,5–3
ISO Bear-beitungs-gruppe K20 K10 – –
1) Polykristalliner Diamant
Empfohlene SchnittdatenDie folgenden Angaben sind Richtwerte. Dieörtlichen Voraussetzungen und Bedingungenmüssen immer berücksichtigt werden. WeitereEinzelheiten finden Sie in der Uddeholm-Druckschrift „Schnittdatenempfehlungen“.
FräsenPLAN- UND ECKFRÄSEN
SCHAFTFRÄSEN
1) Abhängig von der radialen Schnittiefe und dem Fräser- durchmesser
Drehen
1) Spitzenwinkel 118°, Seitenspanwinkel (Drallwinkel) 16–30°
1) Bohrer mit einer auswechselbaren oder einer angelöteten Hartmetallschneide2) Abhängig vom Bohrerdurchmesser
HARTMETALLBOHRER
Schrupp- Schrupp- Schlicht- Fräsen mitfräsen mit fräsen mit fräsen mit Schnell-
Hartmetall- Hartmetall- PVD1)- arbeits-werkzeug werkzeug werkzeug werkzeug
Schnittge-schwindig-keit (vc)
m/Min. 600–1000 1000–3000 800–4000 250–400
Vorschub (fz)
mm/Zahn 0,2–0,6 0,1–0,2 0,05–0,2 –0,4
Schnitt-tiefe (ap)
mm 2–8 –2 –2 –8
ISO Bear-beitungs-gruppe K20 K10 – –
1) Polykristalliner Diamant
Die empfohlenen Schneidflüssigkeiten für Stahlkönnen manchmal zu Verfärbungen derAluminiumoberfläche führen. Die meistenHersteller der Schneidflüssigkeit habenUniversalflüssigkeiten, die sowohl für Stahl alsauch Aluminium geeignet sind.
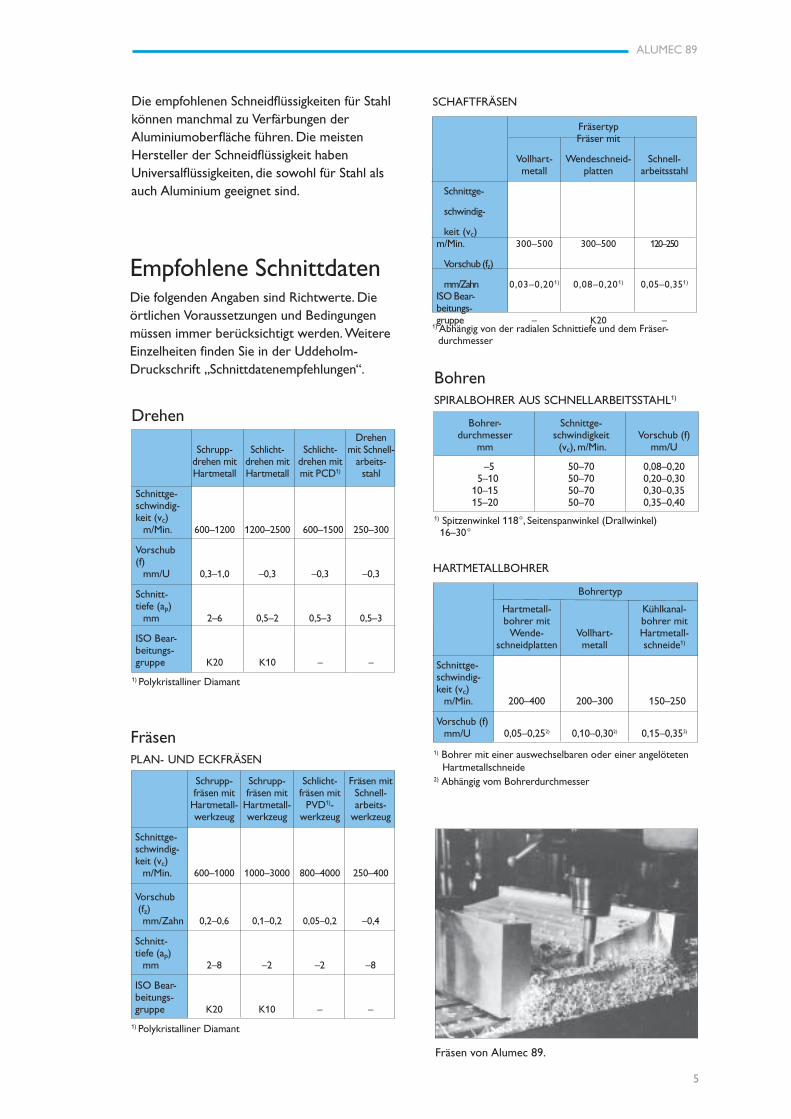
Fräsen von Alumec 89.
BohrenSPIRALBOHRER AUS SCHNELLARBEITSSTAHL1)
Bohrer- Schnittge-durchmesser schwindigkeit Vorschub (f)
mm (vc), m/Min. mm/U
–5 50–70 0,08–0,20 5–10 50–70 0,20–0,3010–15 50–70 0,30–0,3515–20 50–70 0,35–0,40
Bohrertyp
Hartmetall- Kühlkanal-bohrer mit bohrer mit
Wende- Vollhart- Hartmetall-schneidplatten metall schneide1)
Schnittge-schwindig-keit (vc)
m/Min. 200–400 200–300 150–250
Vorschub (f)mm/U 0,05–0,252) 0,10–0,302) 0,15–0,352)
ALUMEC 89
6
PolierrichtlinienAllgemeinesVoraussetzung ist ein sauberer, staubfreierArbeitsplatz. Nach jedem Schleif- oder Polier-gang muss das Teil mit dem passendenLösungsmittel sauber abgewaschen werden.So soll verhindert werden, dass Schleif- oderPoliermittelreste in die nächste feinereArbeitsstufe mit eingebracht werden.
Falls möglich, benutzen Sie bitte große Werk-zeuge. So erreichen Sie eine geringere Flächen-pressung und verhindern einseitige lokaleOberflächenabtragungen.
Benutzen Sie in regelmäßigen Abständenneues Schleifpapier. Die Schleifrichtung solltebei der nächsten feineren Körnung gewechseltwerden. Falls Spiegelglanz erreicht werden soll,ist mit ausreichenden Mengen von Schmieröl,ähnlich einem Leichtöl, zu arbeiten. WeitereInformationen sind in unserer Broschüre,,Polieren von Formenstählen” zusammen-gefasst.
TechnikBeide Techniken, die mechanische und die ma-nuelle, werden angewandt. Spiegelglanz ist nurmit einer sehr geringen Abtragung, also äußerstgeringer Auflagekraft, zu erreichen.
FunkenerosiveBearbeitungSie können mit denselben Maschinenein-stellungen arbeiten, die normalerweise zurStahlbearbeitung gebraucht werden. Allerdingswird mehr Energie benötigt, um den Abtra-gungsprozess stabil zu halten. Die Material-abtragsrate ist ca. 3 bis 4 mal höher als bei derfunkenerosiven Bearbeitung von Stahl. Entspre-chend stärker muss gespült werden, um Kurz-schlüsse zu vermeiden.
Kupferelektroden erzeugen das besteErgebnis. Sie unterliegen einem nur geringenVerschleiß. Schruppelektroden sind daher nurselten erforderlich.
SchleifenIm Folgenden finden Sie allgemeine Schleif-scheibenempfehlungen. Zum Schleifen vonAlumec 89 benutzen Sie möglichst Silicium-Karbidscheiben. Schneidöl ist besser geeignetals Kühlflüssigkeit.
Schleifverfahren Schleifscheibenempfehlung
Flachschleifen, geradeSchleifscheiben C 46 HV
Flachschleifen, Segment-schleifscheiben C 24 GV
Außenrundschleifen C 60 JV
Innenrundschleifen C 46 HV
Profilschleifen C 100 LV
ALUMEC 89
7
ReparaturschweißenAlumec 89 kann mittels der Schutzgasschweiß-methoden MIG und WIG geschweißt werden.Für größere Reparaturen ist das MIG-Verfah-ren besser geeignet.
Allgemeine Richtlinien
SCHWEISSGERÄT
400 As Abschmelzleistung, Drahteinlauf-geschwindigkeit 7,5–10 m/Min. (bei Stahl ent-sprechend 3,7 m/Min).
OberflächenbehandlungHart anodisierenAlumec 89 kann hart anodisiert werden, umeinen höheren Verschleißwiderstand zu er-reichen. Auf der Oberfläche bekommt man65 HRC, was der Gebrauchshärte einigerWerkzeugstähle entspricht.
Das Anodisieren wird nur an bestimmtenOberflächenbereichen der Form vorge-nommen. Der Grund dafür liegt in den unter-schiedlichen Wärmeausdehnungskoeffizientender Schicht und des Aluminiums. Dies führt zuHaarrissen, die sich auf der Sichtfläche desgeformten Teils abbilden und so die Ober-fläche schädigen.
Diese Oberflächenerscheinungen werdengewöhnlicherweise auf den Innenseiten ge-duldet, wie in den Bereichen des Angusses,der Auswerferstifte usw.
FotoätzungAlumec 89 läßt sich dank seines homogenenGefüges perfekt narbätzen.
Anmerkung: Diese Behandlung verursachtMaß- und Formänderungen. Deshalb solltenentsprechende Vorkehrungen getroffenwerden.
Diese hart anodisierte Schicht ist manchmalmit Teflon imprägniert, um die Adhäsion derKunststoffteile zu verringern.
HartverchromenSchichthärten bis zu 80 HRC sind möglich,wenn Prozesse, die für Aluminiumlegierungenentwickelt worden sind, verwendet werden.Die Schichtdicke beträgt normalerweise0,1 bis 0,2 mm.
Chemisches VernickelnEine Schichthärte von ca. 50 HRC ist möglich.Die typische Schichtdicke kann 0,03 bis0,1 mm betragen. Diese Schicht weist diegleiche Korrosionsfestigkeit und den gleichenAdhäsionswiderstand auf wie eine Hartchrom-schicht.
Schleif- und PoliermittelZum Schleifen eignet sich u.a. CarborundumSchleifpapier. Beginnen Sie mit einer 300-Kör-nung und arbeiten Sie dann stufenweise bis zu800-Körnung weiter. Zum Herstellen spiegel-glatter Flächen wird dann mit einer 1200-Körnung geschliffen. Anschließend muß miteiner 6 µm und einer 3 µm Diamantpastepoliert werden.
Alumec 89 ist ideal für hochfeste, leichtgewichtige Formen bzw. Formenbestandteile.
ALUMEC 89
8
SCHWEISSDRAHT
AA5356 (Al 5% Mg), AA5556A (Al 5,2% Mg)oder AA5087 (Al 4,5% MgMnZr).MIG 1,6 mm Durchmesser, WIG 2,4–3,2 mmSchweißzusatzdurchmesser
SCHWEISSVORBEREITUNGEN
Die Stoßflächen sollten angefast und entfettetwerden. Die Oxidschicht muß dann mittelseiner rotierenden Bürste entfernt werden. DasSchweißen sollte innerhalb von acht Stundenausgeführt werden.
VORWÄRMEN
Dies ist nur bei großen Formen notwendig, umAbschreckwirkungen zu unterbinden.Die Vorwärmtemperatur sollte zwischen50–130°C liegen. Sie sollte während desSchweißens 200°C nicht überschreiten.
Weitere InformationWeitere Informationen über Aluminium undspezielle Stähle für Werkzeuge erhalten Sie beidem Uddeholm Vertriebsbüro in Ihrer Nähe.

ALUMEC 89
9

ALUMEC 89
10
www.assab.com www.uddeholm.com 11
Netzwerk der ExtraklasseUDDEHOLM ist auf allen Kontinenten tätig. Deshalb können
wir Sie mit qualitativ hochwertigem, schwedischem Werkzeug-
stahl versorgen und vor Ort betreuen – ganz gleich, wo Sie sich
befinden. ASSAB ist unsere hundertprozentige Tochter und
vertritt uns als exklusiver Vertriebspartner in vielen Teilen
der Erde. Gemeinsam sichern wir unsere Position als weltweit
führender Anbieter von Werkzeugstählen.
UDDEHOLM ist der weltweit führende Anbieter von Werkzeugstahl.
Diese Position haben wir erreicht, weil wir immer unser Bestes geben, um
die tägliche Arbeit unserer Kunden zu erleichtern. Aufgrund langjähriger
Erfahrung und intensiver Forschungsarbeit sind wir in der Lage, für jede
Herausforderung bei der Werkzeugherstellung eine überzeugende Lösung
zu finden. Dieser Anspruch ist hoch, aber unser Ziel ist so klar wie nie
zuvor: Wir wollen Ihr Partner und Werkzeugstahllieferant Nr. 1 sein.
Die globale Ausrichtung unseres Unternehmens garantiert Ihnen, dass
Sie immer und überall Werkzeugstahl in der gleichen, hohen Qualität
erhalten. ASSAB ist unsere hundertprozentige Tochter und vertritt uns
als exklusiver Vertriebspartner in vielen Teilen der Erde. Gemeinsam
sichern wir unsere Position als der international führende Anbieter von
Werkzeugstählen. Hierfür haben wir ein weltweites Netzwerk aufgebaut.
Daher ist immer ein Uddeholm- oder ASSAB-Mitarbeiter in Ihrer Nähe,
um Sie vor Ort zu beraten oder zu unterstützen. Unser wichtigstes Ziel
ist dabei, Ihr Vertrauen in eine langfristige Partnerschaft zu erhalten. Wir
wissen, dass man sich Vertrauen verdienen muss – jeden Tag aufs Neue.
Weitere Informationen finden Sie unter www.uddeholm.com,
www.assab.com oder unter unserer lokalen Website.
UD
DEH
OLM
R-110126

![Schöck Isokorb® T Typ SK - schoeck.at · 69 Schöck Isokorb® T Typ SKP MM2-VV1 MM2-VV2 Bemessungswerte bei Betonfestigkeitsklasse ≥ C25/30 V Rd,z [kN/Element] 25 35 45 45 55](https://img.pdfslide.org/doc/110x75/5d6331e088c9933d1c8bcf15/schoeck-isokorb-t-typ-sk-69-schoeck-isokorb-t-typ-skp-mm2-vv1-mm2-vv2.jpg)









![160046 US DE...b 97 98 104 106 106 111 M 25 25 25 25 25 25 Anschlussart: Schraubklemme Leitung lexibel [mm2] 1-2,5 2,5-6 eindrähtig [mm2] 1-4 2,5-10 Kontaktschrauben [Ncm] 100 Ncm](https://img.pdfslide.org/doc/110x75/5e6778041368b82f6e2845db/160046-us-de-b-97-98-104-106-106-111-m-25-25-25-25-25-25-anschlussart-schraubklemme.jpg)














![Mathematische Methoden 2pep/MM2/MM2.pdf · 2 KAPITEL 1. INTEGRALRECHNUNG In jedem der Teilintervalle [x k 1;x k] suchen wir den gr oˇten und den kleinsten Funktionswert, den wir](https://img.pdfslide.org/doc/110x75/5f88ec4f05bb3538fd30e58c/mathematische-methoden-2-pepmm2mm2pdf-2-kapitel-1-integralrechnung-in-jedem.jpg)


