Embed Size (px)
Citation preview

Werkstoffdatenblatt
ASP 2053 «Hochverschleissfest» PM-Hochleistungs-Stahl
www.varioedelstahl.ch
Vario Edelstahl AGJoweid Zentrum 18630 Rüti

PDS_2053_DE_Zapp_V0_2016 Die oben genannten Angaben dienen nur zu Informationszwecken und begründen keine verbindlichen, vertraglichen
Verpflichtungen. ASP ist ein eingetragenes Warenzeichen der Firma Erasteel
50
52
54
56
58
60
62
64
66
68
520 540 560 580 600
HRC
1180
1150
1100
1050
1000
1180
1150
1100
1050
1000
°C
ASP®
2053 Pulvermetallurgischer Schnellarbeitsstahl
CHEMISCHE ZUSAMMENSETZUNG
RICHTLINIEN FÜR DAS HÄRTEN
C Cr Mo W V 2.48 4. 20 3.10 4.20 8.00
STANDARD
Europa: HS 4-3-8
Deutschland: 1.3352
LIEFERHÄRTE Weichgeglüht max. 300 HB
Kaltgezogen max. 340 HB
Kaltgewalzt max. 340 HB
PRODUKTE Ringe Bleche Stabstahl Ronden Geschmiedete Rohlinge Stahl flach- und vierkant
Lieferbare Oberflächenausführungen:
gezogen, geschliffen, geschält, vorbearbeitet,
warmgewalzt.
WÄRMEBEHANDLUNG 3 Stunden Weichglühen in Schutz-
atmosphäre bei 850-900°C, dann
langsam um 10°C/Std. auf 700°C
abkühlen, dann Luftabkühlung.
Spannungsfreiglühen bei 600-700°C, ca.
2 Stunden auf Temperatur halten,
langsames Abkühlen bis auf 500°C.
Härten in Schutzatmosphäre bei für die
gewählte Arbeitshärte geeigneter Tem-
peratur. Vorwärmen in 2 oder 3 Stufen
abhängig von der Werkzeuggeometrie
und der Härte-temperatur, letzte Stufe
50°C unter Austenitisiertemperatur.
Abkühlen bis 40-50°C.
Anlassen 3 x mindestens 1 Stunde bei
560°C, dazwischen jeweils abkühlen auf
Raumtemperatur (25°C).
BEARBEITUNG
ASP®2053 kann wie folgt bearbeitet werden:
Mechanische / zerspanende Bearbeitung
(Schleifen, Drehen, Fräsen)
Feinschleifen / Polieren
Umformen
Erodieren
Schweißen (spezielles Verfahren mit
Vorheizen und Schweißzusatzwerkstoff
mit gleicher Basismaterialzusammen-
setzung)
SCHLEIFEN
Beim Schleifen muss die Oberflächen-
erwärmung vermieden werden, die das
Anlassgefüge verändern könnte. Beratung
zur Wahl geeigneter Schleifscheiben geben
die Schleifmittelhersteller.
OBERFLÄCHENBEHANDLUNG
Die Stahlgüte ist ein gutes Trägermaterial
für PVD und CVD Beschichtungen. Beim
Nitrieren wird eine kleine Diffusionszone
(Nitrierschichtdicke) von 2-15 µm
empfohlen. Der Stahl kann auf Wunsch
auch Dampfangelassen werden.
BESCHREIBUNG ASP®2053 ist eine hoch Vanadium-legierte
Güte mit ausgezeichneter
Verschleissfestigkeit.
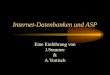
Anlasstemperatur in °C
3 x Anlassen für mindestens 1 Stunde bei 560°C
ANWENDUNGEN
Kaltarbeit Textilmesser Papiermesser Feinstanzen
Stempel Walzen
Holzbearbeitung Fließpress- und Schmiedewerkzeuge
www.varioedelstahl.ch

PDS_2053_DE_Zapp_V0_2016 Die oben genannten Angaben dienen nur zu Informationszwecken und begründen keine verbindlichen, vertraglichen
Verpflichtungen. ASP ist ein eingetragenes Warenzeichen der Firma Erasteel
0
2
4
6
8
10
12
0
1
2
3
4
5
6
950 1000 1050 1100 1150 1200
NmkN/mm2
Rmb
Reb
Tot.work
54
56
58
60
62
64
66
68
0
10
20
30
40
50
60
70
950 1000 1050 1100 1150 1200
HRCNm
Rundprobe mit 10 mm Durchmesser
4-PUNKT-BIEGEVERSUCH
EIGENSCHAFTEN
PHYSIKALISCHE EIGENSCHAFTEN
Temperatur 20°C 400°C 600°C
Dichte g /cm3 (1) 7.7 7.6 7.5
Elastizitätsmodul kN/mm
2 (2) 250 220 200
Wärmeausdehnungskoeffizient
von 20°C pro °C (2 ) - 12,1x10-6 12,7x10
-6
Wärmeleitfähigkeit W/m°C (2)
24 28 27
Spezifische Wärme
J/kg °C (2) 420 510 600
(1)= weichgeglüht
(2)= gehärtet bei 1180°C und 3 x 1 Stunde bei 560°C angelassen
Rmb = Biegebruchgrenze in kN/mm²
Reb = Biegestreckgrenze in kN/mm²
Tot. work = Gesamtarbeit in Nm
DRUCKFESTIGKEIT
SCHLAGZÄHIGKEIT
VERGLEICH DER EIGENSCHAFTEN
Bearbeitbarkeit Verschleißfestigkeit Zähigkeit Warmhärte Schleifbarkeit E M2 E M35 E M42 C 8 E M3:2 E M7 E T1 WKE 42 WKE 45 E MAT II ASP 2005 ASP 2015 ASP 2017 ASP 2023 ASP 2030 ASP 2052 ASP 2053 ASP 2060
Härtetemperatur in °C
Originalabmessung Ø 16 mm
3 x 1 Stunde Anlassen bei 560° C
Ungekerbte Probe 7 x 10 x 55 mm
Schlagzähigkeit
Härte
Härtetemperatur in °C
Originalabmessung Ø 16 mm
3 x 1 Stunde Anlassen bei 560°C
Abmessung der Probe Ø 4.7 mm
ASP®
2053
0

PDS_2053_DE_Zapp_V0_2016 Die oben genannten Angaben dienen nur zu Informationszwecken und begründen keine verbindlichen, vertraglichen
Verpflichtungen. ASP ist ein eingetragenes Warenzeichen der Firma Erasteel
KANTENFRÄSEN
BEARBEITUNGSDATENBLATT
Empfehlungen für die Bearbeitung im weichgeglühten Zustand, 260-300 HB
DREHEN
HARTMETALL HSS
Vordrehen Endbearbeitung
Schnittgeschwindigkeit, vc (m/min) 80-110 110-130 10-15
Vorschub, f (mm/rev) 0.2–0.4 0.05-0.2 0.05-0.3
Schnitttiefe, ap(mm) 2–4 0.5-2 0.5-3
Werkzeuge gemäß ISO Beschichtetes Hartmetall
P10-P20
Beschichtetes Hartmetall
P10 Beschichtet
ASP®
2053
Benutzen Sie abriebfestes beschichtetes Hartmetall, z.B. Coromant 4015 oder Seco TP 100.
Keramikschneidplatten sind gewöhnlich das beste Werkzeug zur Endbearbeitung, z.B. Coromant 650 oder
Feldmühle SH20.
Zum Kantenfräsen kann dieselbe Schnitt-
geschwindigkeit wie beim Nutenfräsen
verwendet werden. Jedoch sollte der Vorschub so
eingestellt werden, dass ein adäquater Span
entsteht.
Der Durchmesser des Fräsers (D) durch die
radiale Schnitttiefe (ae) wird als Einstellung
verwendet. Entnehmen Sie den Korrektur-
Koeffizienten (Cf) aus dem nebenstehenden
Diagramm und multiplizieren Sie ihn mit dem
Vorschub für den Nutenfräser aus obiger
Tabelle.
Bemerkungen (Nuten- und Kantenfräsen)
1. Zum Schaftfräsen empfehlen wir stets, sowohl
für HSS als auch für Hartmetallwerkzeuge eine
TiCN, TiAIN oder eine Mehrfachbeschichtung
(FUTURA) zu verwenden.
2. Wenn man unbeschichtete Werkzeuge
verwendet, muss die Schnittgeschwindigkeit
deutlich herabgesetzt werden.
Beispiel
Werkzeug Fräser mit Wendeschneidplatten
Durchmesser des
Fräsers
D=40 mm
Radiale Schnitttiefe ae=2mm
D/ae 40/2=20
Korrektur-Koeffizient cf=2.8
Vorschub fz=2.8x0.17=0.48mm/tooth
Schnittgeschwindigkeit vc=50m/min
Durchmesser des Fräsers (D) / radiale Schnitttiefe (ae)
Korr
ektu
r-Koeffiz
ient,
Cf
SCHAFT- UND
NUTENFRÄSEN
DURCHMESSER (mm)
3-5 5-10 10-20 20-30 30-40
Beschichteter HSS Schnittgeschwindigkeit, vc (m/min)
Vorschub, fz (mm/Zahn)
15-20
0.005-0.01
15-20
0.01-0.02
15-20
0.02-0.03
15-20
0.03-0.05
15-20
0.05-0.07
Bechichtetes
Hartmetall
Schnittgeschwindigkeit, vc (m/min)
Vorschub, fz (mm/Zahn)
40-45
0.006-0.01
40-45
0.01-0.02
40-45
0.02-0.04
-
-
-
-
Wendeschneidplatte
aus Hartmetall
Schnittgeschwindigkeit, vc (m/min)
Vorschub, fz (mm/Zahn) - -
80-110
0.06-0.10
80-110
0.10-0.12
80-110
0.15-0.20
Geeignete Werkzeuge - Beschichtetes Hartmetall, K15, P25

PDS_2053_DE_Zapp_V0_2016 Die oben genannten Angaben dienen nur zu Informationszwecken und begründen keine verbindlichen, vertraglichen
Verpflichtungen. ASP ist ein eingetragenes Warenzeichen der Firma Erasteel
BEARBEITUNGSDATENBLATT
PLANFRÄSEN
HARTMETALL -WERKZEUG
Grobbearbeiten Endbearbeitung
Schnittgeschwindigkeit, vc (m/min) 60-90 90-120
Vorschub, fz (mm/Zahn) 0.2–0.3 0.1-0.2
Schnitttiefe, ap(mm) 2–4 1-2
Werkzeuge gemäß ISO Beschichtetes Hartmetall K15, P25
ASP®
2053
Benutzen Sie abriebfestes beschichtetes Hartmetall, z.B. Coromant 3020 oder Seco TP10.
BEARBEITUNG IM GEHÄRTETEN ZUSTAND
ASP®2053 wird im gehärteten Zustand bei bis zu 65 HRC bearbeitet. Es wird die Verwendung von
CBN-Werkzeugen empfohlen. Whisker-verstärkte Keramik (Coromant 670 oder Kennametal 4300) kann zum
Drehen verwendet werden, aber die Standzeit ist kürzer und schwieriger vorauszusagen.
BOHREN BOHRERDURCHMESSER(mm)
1-5 5-10 10-20 20-30 30-40
HSS Schnittgeschwindigkeit, vc (m/min)
Vorschub, fz (mm/rev)
5-10
0.05-0.15
5-10
0.15-0.25
5-10
0.25-0.35
5-10
0.35-0.40
5-10
0.40-0.45
Beschichteter HSS Schnittgeschwindigkeit, vc (m/min)
Vorschub, fz (mm/rev)
15-20
0.05-0.15
15-20
0.15-0.25
15-20
0.25-0.35
15-20
0.35-0.40
15-20
0.40-0.45
Wendeschneidplatten-
bohrer (Hartmetall)
Schnittgeschwindigkeit, vc (m/min)
Vorschub, fz (mm/rev) - - -
90-110
0.08-0.12
90-110
0.10-0.14
Hartmetall Schnittgeschwindigkeit, vc (m/min)
Vorschub, fz (mm/rev) - -
35
0.1-0.15
35
0.1-0.15
35
0.1-0.15
Gelötetes Hartmetall Schnittgeschwindigkeit, vc (m/min)
Vorschub, fz (mm/rev) - -
30
0.1-0.2
30
0.1-0.2
30
0.1-0.2
ECKFRÄSEN
RADIALE SCHNITTTIEFE, ae
ae=0.1 x D ae=0.5 x D ae=1 x D
Schnittgeschwindigkeit, vc (m/min) 120-140 100-120 80-110
Vorschub, fz (mm/Zahn) 0.25 0.15 0.10
Werkzeuge gemäß ISO Beschichtetes Hartmetall K15, P25
Als Beschichtung für HSS-Bohrer werden TiCN oder TiAIN Mehrfachbeschichtungen empfohlen.

ASP 2053 PM Schnellstahl Hoch Verschleissbeständigkeit, gute Zähigkeit Härtebereich 59 – 65 HRC Das Leben eines Kaltarbeitswerkzeugs wird immer härter:
o Teile werden immer komplizierter o Dickere Teile werden hergestellt o Höherfeste Werkstückstoffe werden verarbeitet o Pressen laufen wesentlich schneller
Die optimalste Lösung für die Bekämpfung von Verschleiss als hauptsächlichem Ausfallmechanismus. ASP 2053 eignet sich besonders für den Werkzeugeinsatz mit abrasiven und adhäsiven Verschleissformen. ASP 2053 ist ein PM Stahl mit optimaler Kombination von Widerstand gegen Risse und hervorragender Verschleissfestigkeit. ASP 2053 ist die konsequente Weiterentwicklung des Standard PM-Stahles ASP 2023. Um eine höhere Verschleissfestigkeit zu erreichen wurde:
o Das PM-Herstellverfahren entwickelt o Die Legierung getrimmt o Die Reinheit des Stahls ganz massiv erhöht
Durch das gezielte entfernen von Schlackenrückständen und Verunreinigungen sind ganz neue Anwendungsmöglichkeiten geschaffen worden.

Konventioneller HSS PM-HSS
Verschleissfestigkeit im Vergleich
0102030405060708090
100
ASP 2053 ASP 2005 ASP 2023 1.3343 1.237964 HRc 62 HRc 62 HRc 62 HRc 60 HRc

0102030405060708090
1.2379 1.3343 ASP 2023 ASP 2005 ASP 205362 HRc 62 HRc 62 HRc 62 HRc 64 HRc
Zähigkeit Verschleissfestigkeit
Eigenschaftsvergleich Für optimale Eigenschaften: Anlassen im Bereich von 560 Grad. Die maximale Härte wird erreicht mit 1180 Grad und dreimaliges Anlassen mit 560 Grad x 1 Stunde. Die bevorzugte Arbeitshärte liegt bei 60-65 HRC. Hochtemperaturanlassen reduziert/eliminiert den Restaustenit, der dann nicht mehr in unangelassenen Martensit umgewandelt werden kann im Einsatz. Ausserdem werden Sekundärkarbide ausgeschieden, diese erhöhen die Druckfestigkeit.

Anwendungen:
o Schnittwerkzeuge bis ca. 4 mm Werkstoffstärke o Umformwerkzeuge o Ziehwerkzeuge o Prägewerkzeuge o Industriemesser o Zerspanungswerkzeuge o Werkzeuge mit adhäsiven und abrasiven Verschleiss

ASP 2053 Lagerliste
Gesägt , gefräst, geschliffen, so wie es Ihr Auftrag vorsieht.