Embed Size (px)
Citation preview

Automatisiertes endkonturnahes Preforming Carbonfaserverstärkter Thermoplaste
Dipl.-Ing. Michael Kühnel München, 04.06.2014
Bild
quel
len:
ESA
, Airb
us, E
uroc
opte
r, BM
W, R
Epow
er

Hamburg
München
Stade
Karlsruhe
Braunschweig
Das DLR Zentrum für Leichtbauproduktionstechnologie (ZLP)
www.DLR.de • Folie 2
ZLP Standort Augsburg Prof. Voggenreiter (Direktor BK), Prof. Kupke (Leiter ZLP-A)
ZLP Standort Stade Prof. Wiedemann (Direktor FA), Dr. Kruse (Leiter ZLP-SD)
Kaiserslautern
Dresden
Bayreuth
Nürnberg
Chemnitz Aachen
Windisch Leoben
Nordenham
Ingolstadt
Bremen
Augsburg
Stuttgart
Bamberg
Berlin
Köln
Das DLR-ZLP Augsburg
www.DLR.de • Folie 3
Eckdaten Start der Forschung: 2009
Erhebung zum DLR Standort: 2011
Eröffnung Neubau: Mai 2013
Zahl der Forscher: aktuell ca. 30 (Ziel 40)
Förderung Freistaat Bayern: 26 Mio. €
Förderung Stadt Augsburg: 5 Mio. €
Förderung DLR und Bund: 9 Mio. €
= Gesamtvolumen von ca. 40 Mio. €
Lage
N
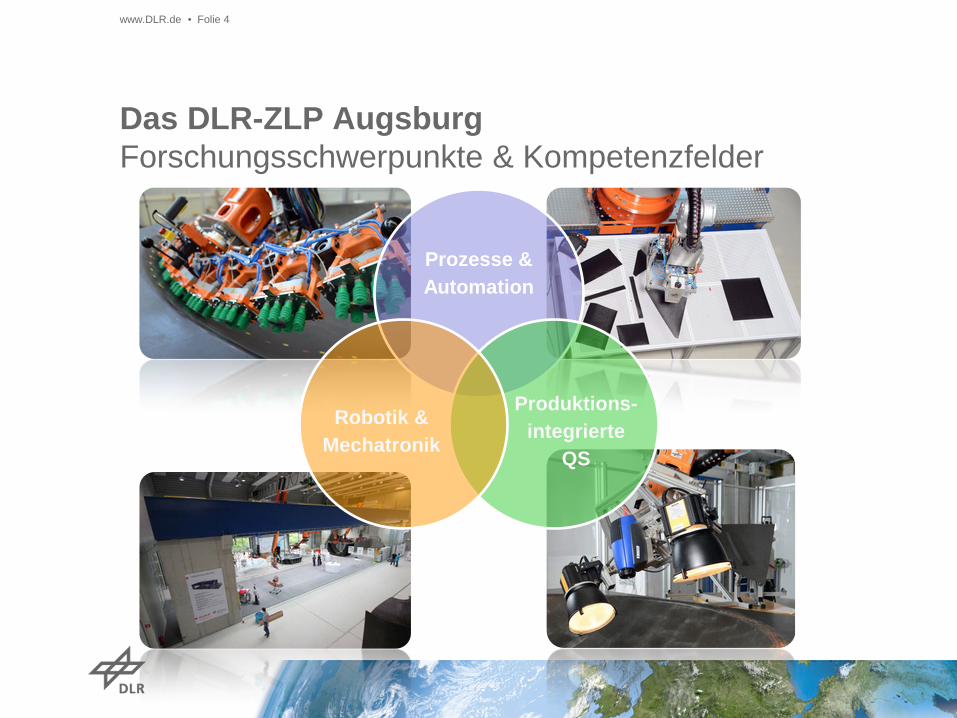
Das DLR-ZLP Augsburg Forschungsschwerpunkte & Kompetenzfelder
www.DLR.de • Folie 4
Prozesse & Automation
Produktions-integrierte
QS
Robotik & Mechatronik
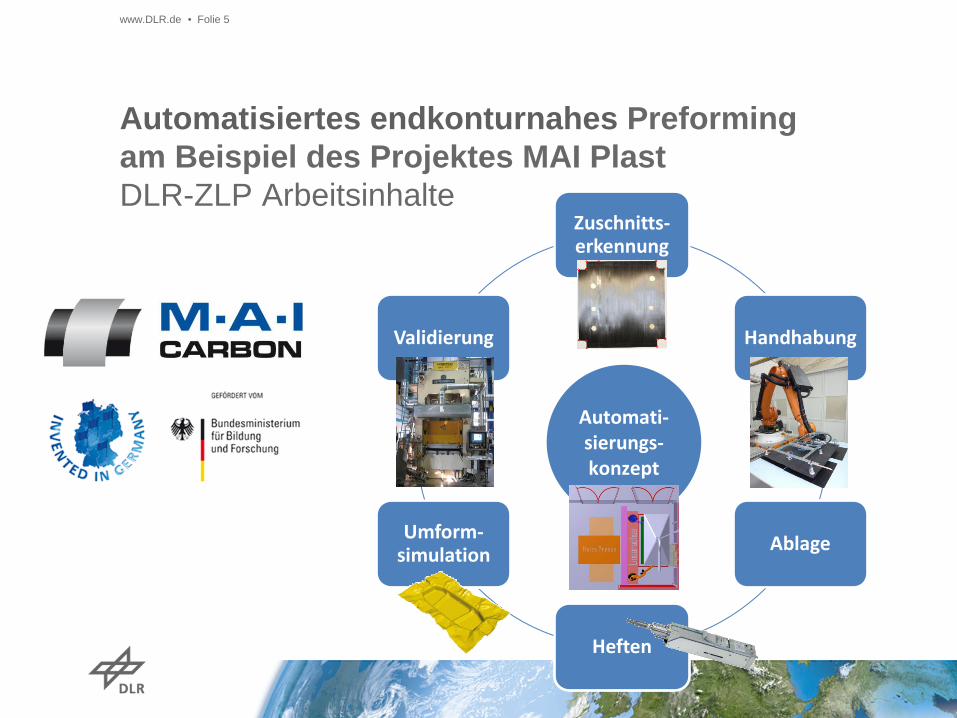
Automatisiertes endkonturnahes Preforming am Beispiel des Projektes MAI Plast DLR-ZLP Arbeitsinhalte
www.DLR.de • Folie 5
Zuschnitts-erkennung
Handhabung
Ablage
Heften
Umform-simulation
Validierung
Automati-sierungs-konzept
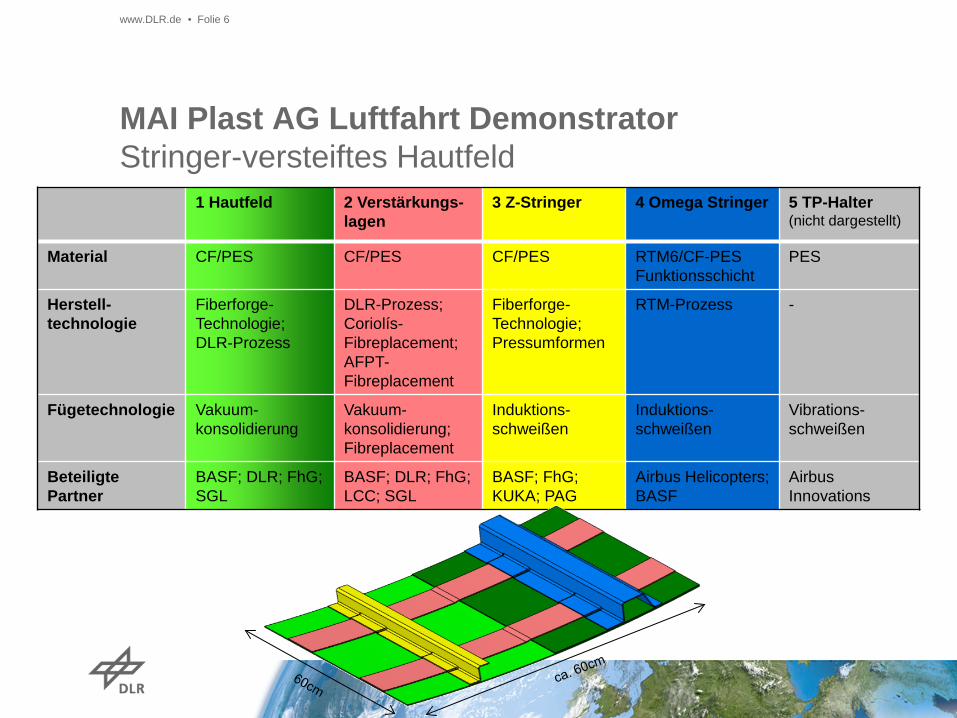
MAI Plast AG Luftfahrt Demonstrator Stringer-versteiftes Hautfeld
1 Hautfeld 2 Verstärkungs-lagen
3 Z-Stringer 4 Omega Stringer 5 TP-Halter (nicht dargestellt)
Material CF/PES CF/PES CF/PES RTM6/CF-PES Funktionsschicht
PES
Herstell-technologie
Fiberforge- Technologie; DLR-Prozess
DLR-Prozess; Coriolís-Fibreplacement; AFPT-Fibreplacement
Fiberforge-Technologie; Pressumformen
RTM-Prozess -
Fügetechnologie Vakuum-konsolidierung
Vakuum-konsolidierung; Fibreplacement
Induktions-schweißen
Induktions-schweißen
Vibrations-schweißen
Beteiligte Partner
BASF; DLR; FhG; SGL
BASF; DLR; FhG; LCC; SGL
BASF; FhG; KUKA; PAG
Airbus Helicopters; BASF
Airbus Innovations
www.DLR.de • Folie 6
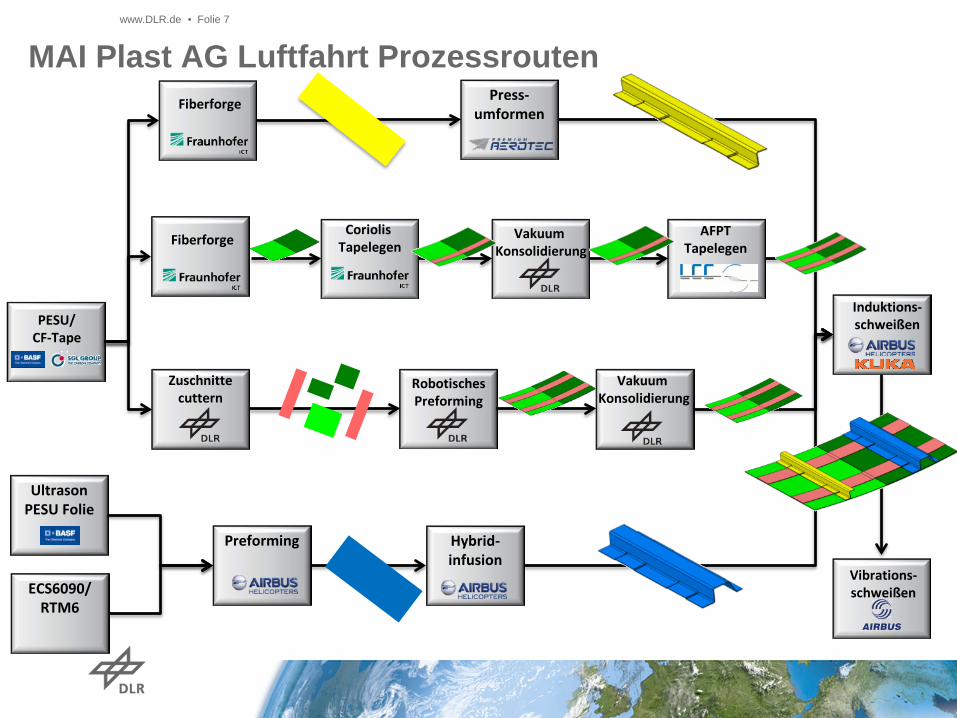
Hybrid-infusion
ECS6090/ RTM6
Coriolis Tapelegen
AFPT Tapelegen
Vakuum Konsolidierung
Press-umformen
PESU/
CF-Tape
Induktions- schweißen
Ultrason PESU Folie
Preforming
Vibrations- schweißen
Fiberforge
Fiberforge
Zuschnitte cuttern
Vakuum Konsolidierung
Robotisches Preforming
www.DLR.de • Folie 7
MAI Plast AG Luftfahrt Prozessrouten
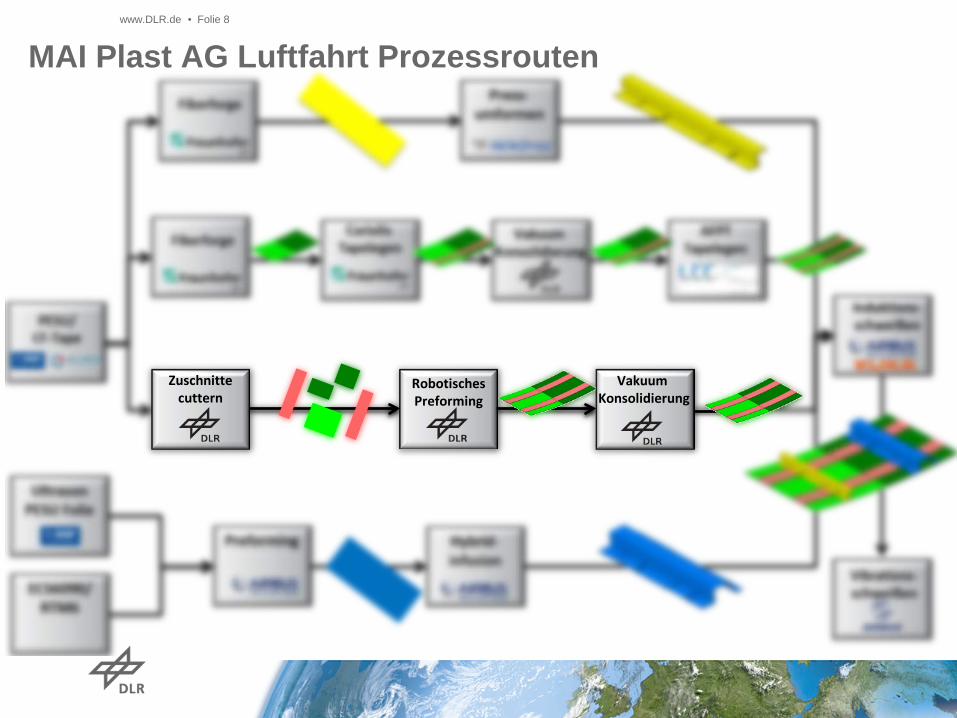
Vakuum Konsolidierung
Robotisches Preforming
www.DLR.de • Folie 8
MAI Plast AG Luftfahrt Prozessrouten
Zuschnitte cuttern
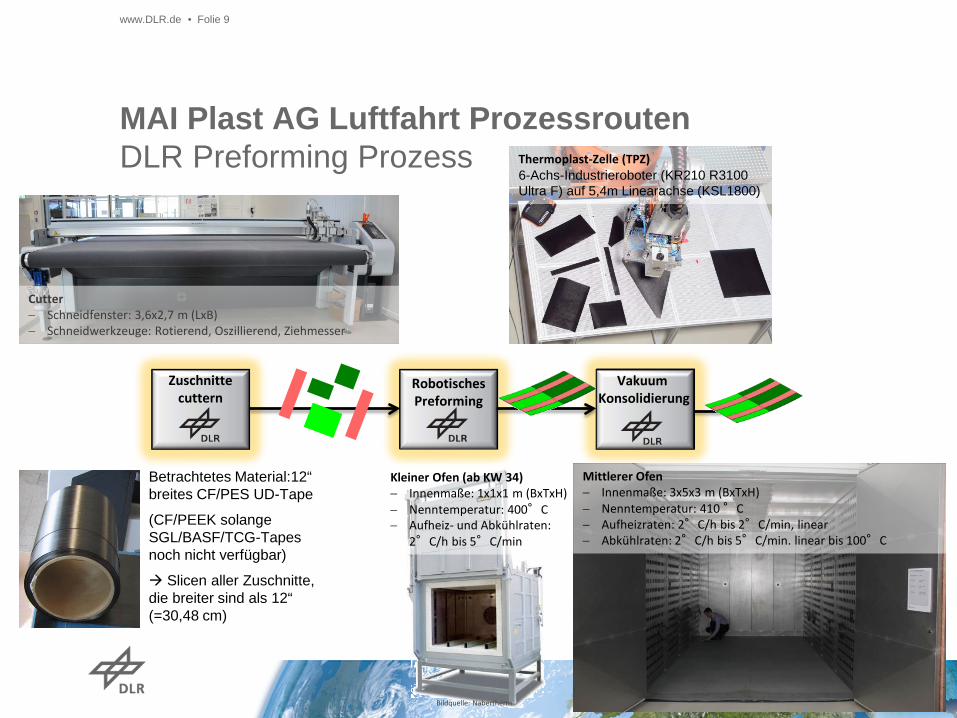
Kleiner Ofen (ab KW 34) − Innenmaße: 1x1x1 m (BxTxH) − Nenntemperatur: 400°C − Aufheiz- und Abkühlraten:
2°C/h bis 5°C/min
Bildquelle: Nabertherm
Vakuum Konsolidierung
Robotisches Preforming
MAI Plast AG Luftfahrt Prozessrouten DLR Preforming Prozess
www.DLR.de • Folie 9
Zuschnitte cuttern
Betrachtetes Material:12“ breites CF/PES UD-Tape
(CF/PEEK solange SGL/BASF/TCG-Tapes noch nicht verfügbar)
Slicen aller Zuschnitte, die breiter sind als 12“ (=30,48 cm)
Cutter − Schneidfenster: 3,6x2,7 m (LxB) − Schneidwerkzeuge: Rotierend, Oszillierend, Ziehmesser
Mittlerer Ofen − Innenmaße: 3x5x3 m (BxTxH) − Nenntemperatur: 410 °C − Aufheizraten: 2°C/h bis 2°C/min, linear − Abkühlraten: 2°C/h bis 5°C/min. linear bis 100°C
Thermoplast-Zelle (TPZ) 6-Achs-Industrieroboter (KR210 R3100 Ultra F) auf 5,4m Linearachse (KSL1800)
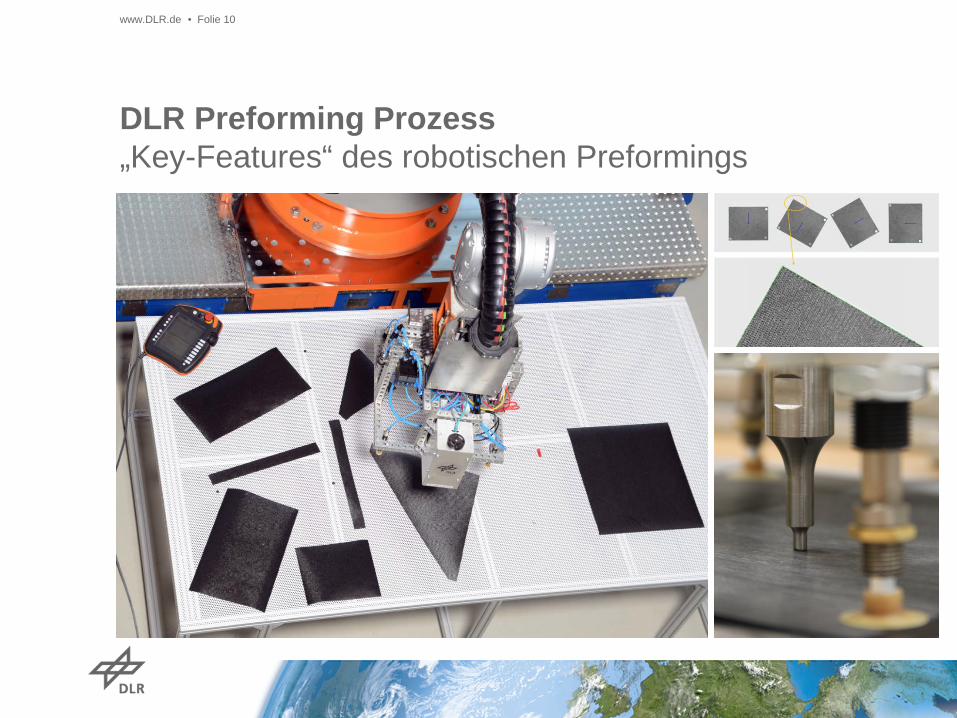
DLR Preforming Prozess „Key-Features“ des robotischen Preformings
www.DLR.de • Folie 10
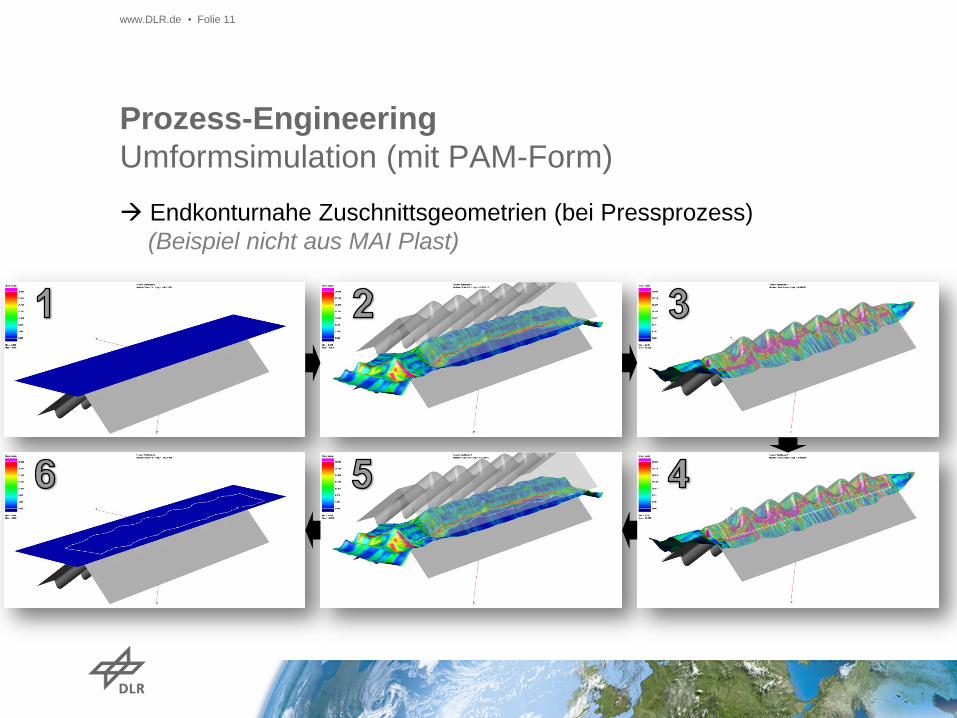
Prozess-Engineering Umformsimulation (mit PAM-Form) Endkonturnahe Zuschnittsgeometrien (bei Pressprozess)
(Beispiel nicht aus MAI Plast)
www.DLR.de • Folie 11
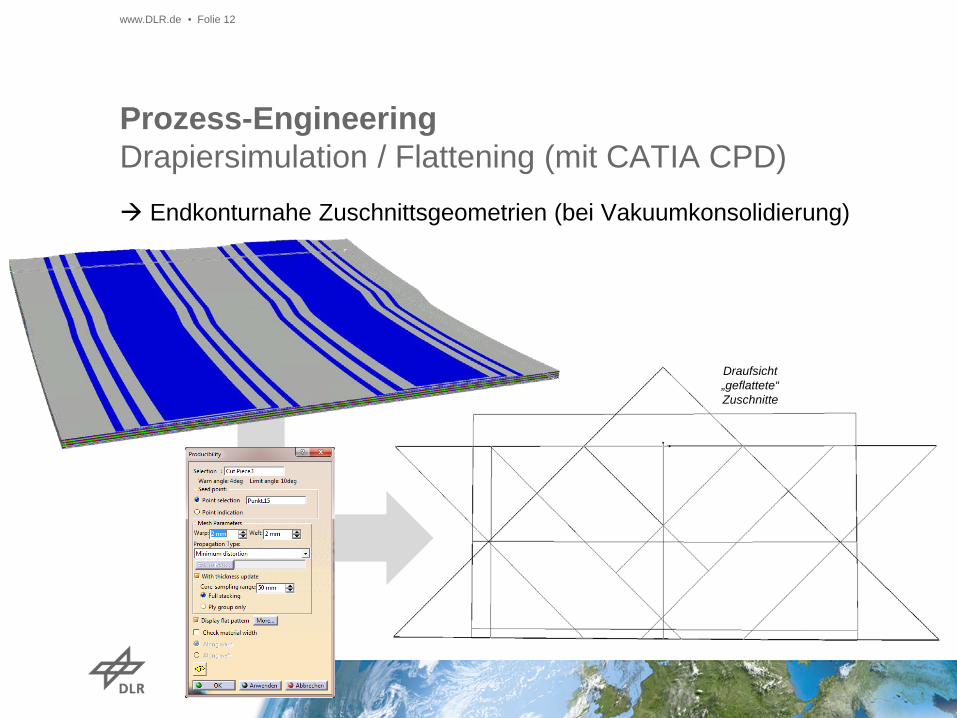
Prozess-Engineering Drapiersimulation / Flattening (mit CATIA CPD) Endkonturnahe Zuschnittsgeometrien (bei Vakuumkonsolidierung)
www.DLR.de • Folie 12
Draufsicht „geflattete“ Zuschnitte
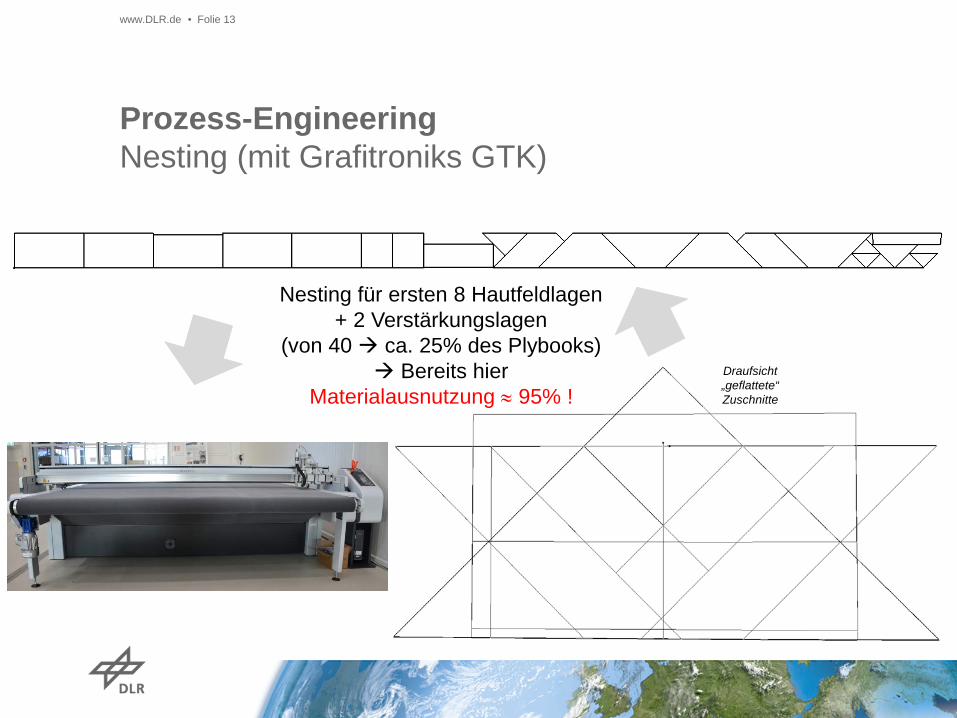
Prozess-Engineering Nesting (mit Grafitroniks GTK)
www.DLR.de • Folie 13
Nesting für ersten 8 Hautfeldlagen + 2 Verstärkungslagen
(von 40 ca. 25% des Plybooks) Bereits hier
Materialausnutzung ≈ 95% ! Draufsicht „geflattete“ Zuschnitte
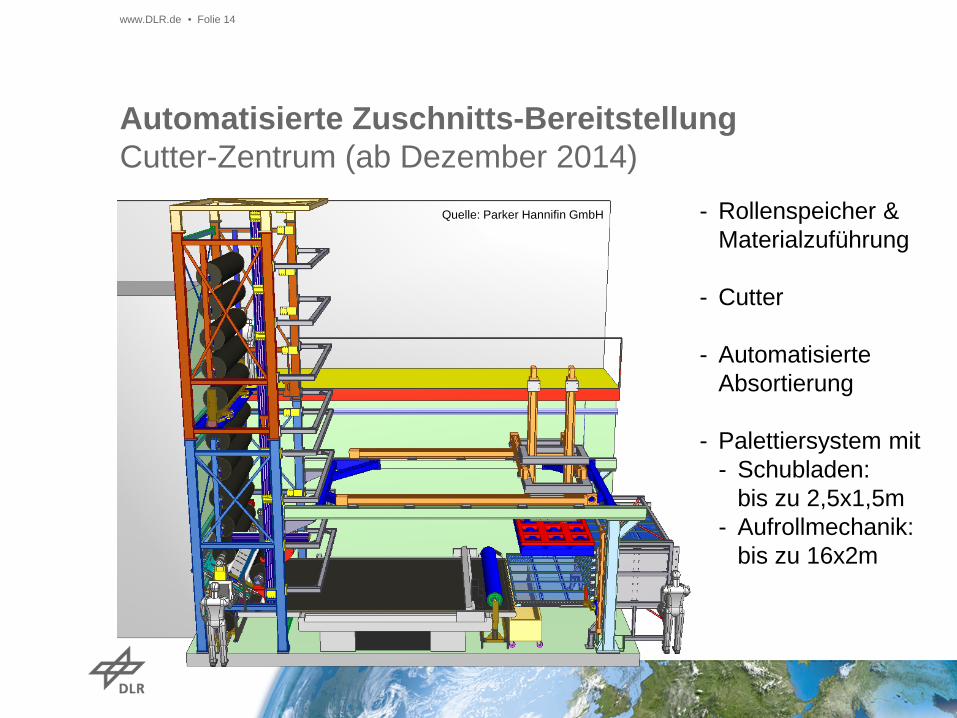
Automatisierte Zuschnitts-Bereitstellung Cutter-Zentrum (ab Dezember 2014)
www.DLR.de • Folie 14
- Rollenspeicher & Materialzuführung
- Cutter
- Automatisierte Absortierung
- Palettiersystem mit - Schubladen:
bis zu 2,5x1,5m - Aufrollmechanik:
bis zu 16x2m
Quelle: Parker Hannifin GmbH
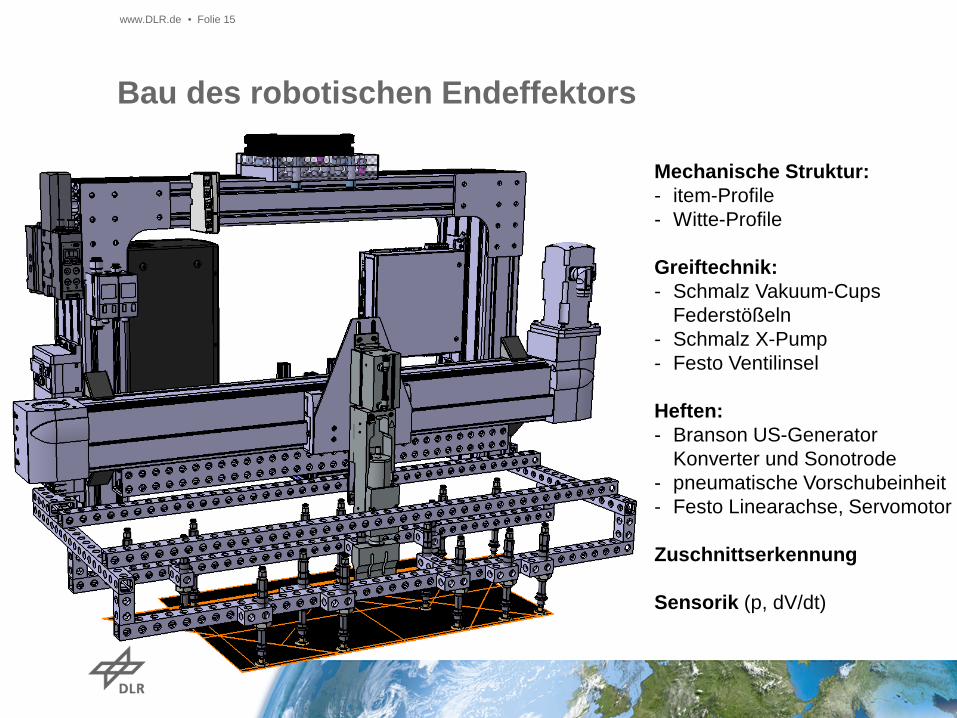
Bau des robotischen Endeffektors
www.DLR.de • Folie 15
Mechanische Struktur: - item-Profile - Witte-Profile
Greiftechnik: - Schmalz Vakuum-Cups
Federstößeln - Schmalz X-Pump - Festo Ventilinsel
Heften: - Branson US-Generator
Konverter und Sonotrode - pneumatische Vorschubeinheit - Festo Linearachse, Servomotor
Zuschnittserkennung Sensorik (p, dV/dt)
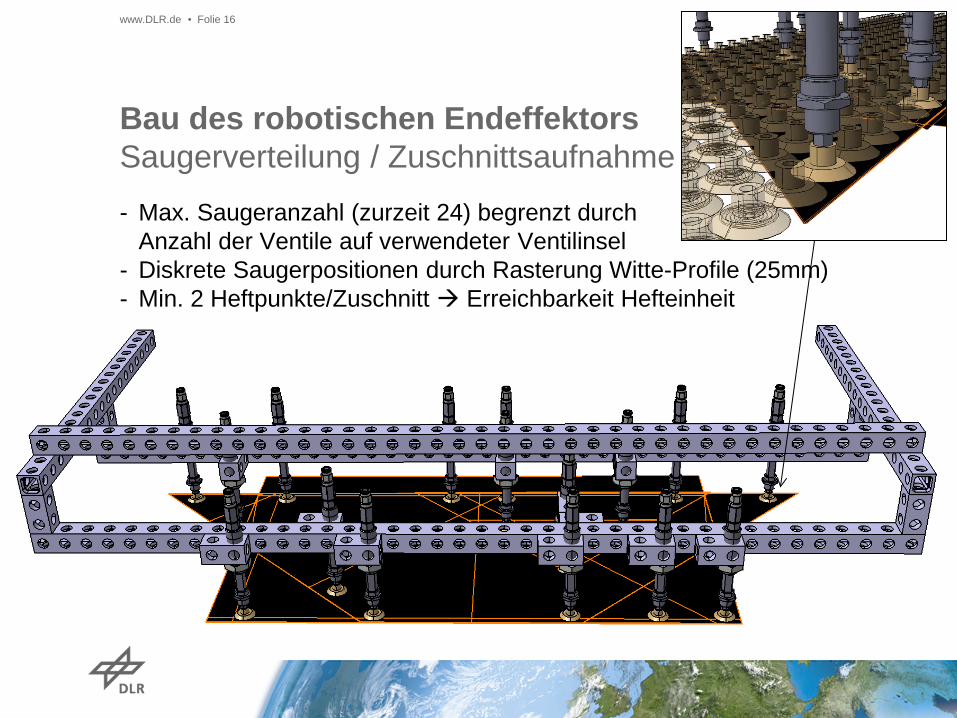
Bau des robotischen Endeffektors Saugerverteilung / Zuschnittsaufnahme - Max. Saugeranzahl (zurzeit 24) begrenzt durch
Anzahl der Ventile auf verwendeter Ventilinsel - Diskrete Saugerpositionen durch Rasterung Witte-Profile (25mm) - Min. 2 Heftpunkte/Zuschnitt Erreichbarkeit Hefteinheit
www.DLR.de • Folie 16
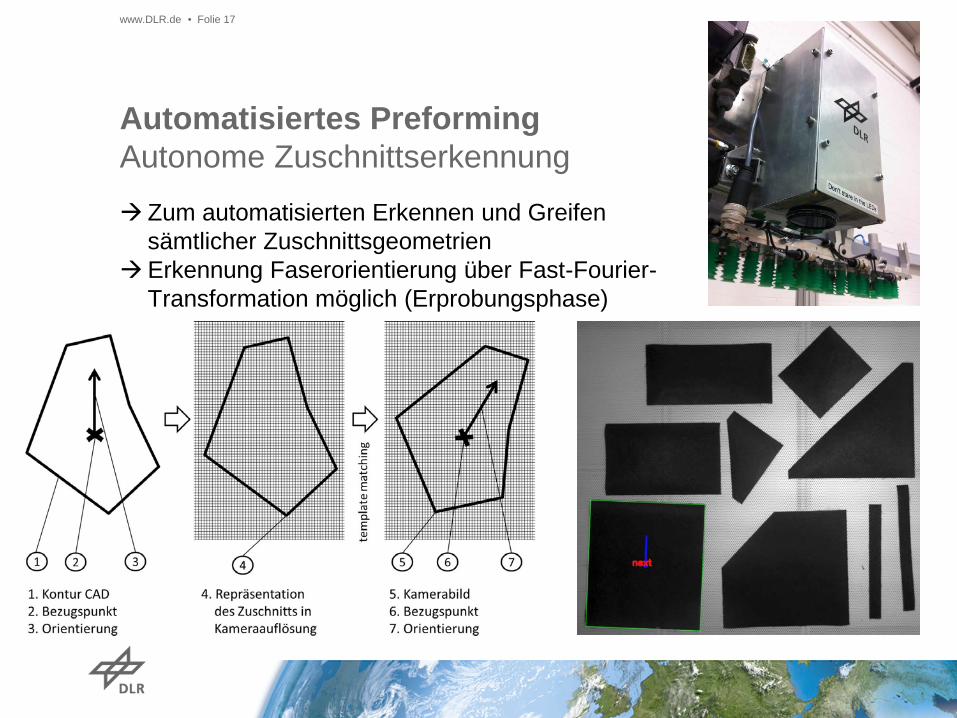
Automatisiertes Preforming Autonome Zuschnittserkennung Zum automatisierten Erkennen und Greifen
sämtlicher Zuschnittsgeometrien Erkennung Faserorientierung über Fast-Fourier-
Transformation möglich (Erprobungsphase)
www.DLR.de • Folie 17

Ablegeprozess und Ultraschallheften
punktuelles Heften der Zuschnitte mittels Ultraschall (40kHz) Wärme entsteht da, wo sie benötigt wird
(v.a. an interlaminaren Reibflächen) Schädigungsarmes, zügiges Fixieren der Zuschnitte
www.DLR.de • Folie 18
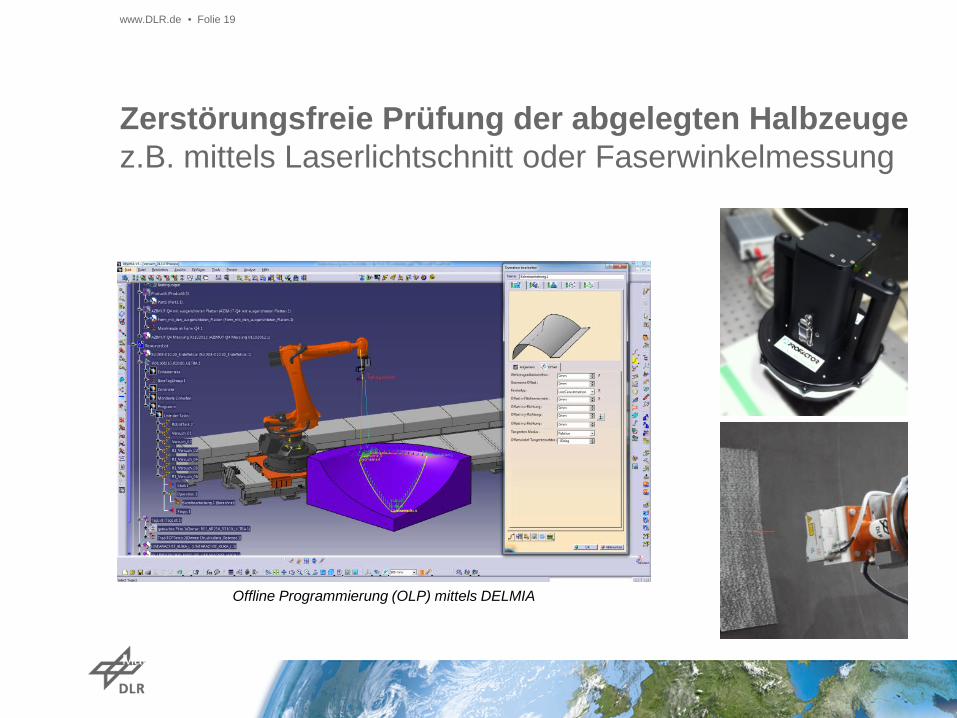
Zerstörungsfreie Prüfung der abgelegten Halbzeuge z.B. mittels Laserlichtschnitt oder Faserwinkelmessung
www.DLR.de • Folie 19
Materialseite
Formseite
Offline Programmierung (OLP) mittels DELMIA

Nächste Schritte: Darstellung Gesamt-Prozess Pressprozess / Vakuumkonsolidierung
www.DLR.de • Folie 20
Thermoplast-Zelle (TPZ)
Zusammenfassung
- Endkonturnahe Zuschnittsgeometrien Umform- und Drapiersimulation
- Automatisierte Zuschnitts-Bereitstellung Cutterzentrum
- Flexible Zuschnittsgeometrien autonome Zuschnittserkennung
- Flexible Halbzeugtypen und hohe Ablegeraten robotisches Preforming
- Schnelles Lagenstacking Ultraschall-Schweißen
www.DLR.de • Folie 21
Prozesse & Automation
Produktions-integrierte
QS
Robotik & Mechatronik
Danksagung Gefördert wird der Aufbau des ZLP in Augsburg durch die Stadt Augsburg, den Freistaat Bayern sowie das Bundesministerium für Wirtschaft und Technologie
Besonderer Dank an das Team des DLR-ZLP
www.DLR.de • Folie 22
Vielen Dank für Ihre Aufmerksamkeit.
www.DLR.de • Folie 23





























