Embed Size (px)
Citation preview
Suntke Remmers
14. Januar 2009
Bachelor-Thesis
Studiendepartment Fahrzeugtechnik und Flugzeugbau
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
Hochschule für Angewandte Wissenschaften Hamburg Fakultät Technik und Informatik Department Fahrzeugtechnik + Flugzeugbau Berliner Tor 9 20099 Hamburg in Zusammenarbeit mit: Airbus Deutschland GmbH Standort Bremen Airbus-Allee 1 28199 Bremen Verfasser: Suntke Remmers Abgabedatum: 14.01.2009 1. Prüfer: Prof. Dr.-Ing. Peter Martin 2. Prüfer: Dr.-Ing. Jörg Jendrny Industrielle Betreuung: Dr.-Ing. Jörg Jendrny

Erklärung
Erklärung Hiermit versichere ich, die vorliegende Arbeit ohne fremde Hilfe selbst angefertigt zu haben. Die benutzte Literatur ist vollständig angegeben. An dieser Stelle möchte ich mich ganz herzlich bei allen Kollegen der Abteilung EDSWAG (Werk Bremen) der Airbus Deutschland GmbH bedanken, die zum Gelingen dieser Bachelor-Thesis beigetragen haben. Besonderer Dank gilt hierbei Herrn Dr.-Ing. Jörg Jendrny für seine große Hilfsbereitschaft und die gute Betreuung während des sechsmonatigen Praktikums. Bei Herrn Prof. Dr.-Ing. Peter Martin möchte ich mich für die Betreuung seitens der Hochschule für Angewandte Wissenschaften in Hamburg bedanken. Das Praktikum im Werk Bremen hat mir nicht nur sehr viel Spaß gemacht, sondern meine theoretischen Grundkenntnisse aus dem Studium gefestigt. Ich konnte selbständig arbeiten, aber auch jederzeit auf die Hilfe meines Betreuers und Vorgesetzten zurückgreifen. Mir wurden viele Beispiele der praktischen Anwendung des Gelernten aufgezeigt und ich habe neue Aspekte und Anregungen für meine Zukunft gewonnen. Ein Praktikum bei der Airbus Deutschland GmbH im Werk Bremen kann ich weiterempfehlen. ........................................ Suntke Remmers Bremen, den 08.01.2009
Inhaltsverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
I
I Formelzeichen .......................................................................................... III
II Abkürzungen .............................................................................................IV
III Abbildungsverzeichnis ............................................................................ V
IV Tabellenverzeichnis ...............................................................................VIII
V Diagrammverzeichnis ..............................................................................IX
1 Einleitung ................................................................................................... 1
2 Aufgabenstellung ...................................................................................... 2
3 Stand der Technik ..................................................................................... 4
3.1 Niettechnik im Flugzeugbau - eine kleine Einführung ........................... 4
3.1 Das Schließringbolzen-System ............................................................ 7
3.2 Arten von Schließringbolzen bei AIRBUS ............................................. 8
3.3 Setzprozess der Schließringbolzen .................................................... 10
4 Experimentelle Untersuchung ............................................................... 15
4.1 Nomenklatur der Versuchselemente .................................................. 15
4.2 Testmatrix ........................................................................................... 18
4.3 Lockbolt-Verbindung und Versuchsvorbereitung ................................ 22
4.4 Versuchsdurchführung ....................................................................... 26
4.4.1 Lockbolt-Installationen ........................................................................... 26
4.4.2 Scherzugversuche ................................................................................... 28
4.4.3 Kopfzugversuche .................................................................................... 30
4.5 Versuchergebnisse ............................................................................. 32
4.5.1 Lockbolt-Installationen ........................................................................... 32
4.5.2 Scherzugversuche ................................................................................... 37
4.5.3 Kopfzugversuche .................................................................................... 42
4.5.4 Schliffbilder ............................................................................................ 46
5 Simulation ................................................................................................ 49
5.1 Die Finite-Element-Methode ............................................................... 49
5.2 Anwendungen der FE-Methode .......................................................... 50
5.2.1 Lineare statische Berechnungen ............................................................. 50
5.2.2 Nichtlineare statische Berechnungen ...................................................... 52
5.2.3 Strukturdynamische Berechnungen ........................................................ 52
5.3 Das FEM-Programm ABAQUS 6.7 ..................................................... 53

Inhaltsverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
II
5.3.1 Vorgehensweise einer FEM-Untersuchung in ABAQUS ...................... 54
5.3.1.1 Der Pre-Prozessor ............................................................................... 55
5.3.1.2 Die Analyse ......................................................................................... 56
5.3.1.3 Der Post-Prozessor .............................................................................. 56
5.4 Modellerstellung in ABAQUS 6.7 ........................................................ 57
5.4.1 Ausgangsmodell ...................................................................................... 57
5.4.2 Geometrie und Vernetzung der Blechkante des unteren Fügepartners ... 60
5.4.3 Vernetzung der Blechkante des oberen Fügepartners ............................. 69
5.5 Absicherung einer quasi-statischen Lösung in Abaqus/ Explizit ......... 72
5.6 Vergleich der Simulationsergebnisse mit den Experimenten .............. 78
5.6.1 Geometrie des Collars aus der Simulation .............................................. 80
5.6.2 Reibungseinfluss ..................................................................................... 83
5.6.3 Ermittlung einer Korrekturfunktion für die experimentellen Kraft-Weg-
Verläufe ................................................................................................... 85
6 Zusammenfassung und Ausblick .......................................................... 87
7 Literaturverzeichnis ................................................................................ 89
8 Anhang ..................................................................................................... 91
Anlage I: Beispiele für Passbolzen mit Universal- und Senkkopf [ABS] ........ 91
Anlage II: Auszug aus Airbus-Norm: Bezeichnung für einen Lockbolt .......... 92
Anlage III: Auszug aus Airbus-Norm: Bezeichnung für einen Collar ............. 93
Anlage IV: Messungen der Bohrungen [in mm] ............................................. 94
Anlage V: Messungen der Niete [in mm] ....................................................... 96
Anlage VI: Messungen der Passung und des Nietkopfüberstandes [in mm] . 99
Anlage VII: Klasseneinteilung für Längenänderungs-Messeinrichtungen[6] 102
Anlage VIII: Typische Kraft-Weg-Kurve eines Scherzugversuches [2a] ...... 103
Anlage IX: Maße der Bleche [in mm] ........................................................... 104
Anlage X: Installationsergebnisse ............................................................... 105
Anlage XI: Scherzugergebnisse .................................................................. 108
Anlage XII: Protokoll der Schliffbildanfertigung vom 06.11.2008 ................. 112
Anlage XIII: Gekürzte ABAQUS Eingabe Syntax mit Erläuterungen ........... 135

I Formelzeichen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
III
I Formelzeichen
a) Lateinisch groß
Formelzeichen Dimension Benennung
[A] N/mm Gesamtsteifigkeitsmatrix
E MPa, N/mm2 Elastizitätsmodul
F N Kraft
{F} N Lastvektor
G MPa, N/mm2 Gleitmodul
[K] N/mm Elementsteifigkeitsmatrix
L mm Elementlänge
T s Periodendauer
b) Lateinisch klein
Formelzeichen Dimension Benennung
cd m/s Schallgeschwindigkeit
{d} mm Gesamtknotenverschiebungsvektor
f 1/s Eigenfrequenz
t s Zeit
c) Griechisch
Formelzeichen Dimension Benennung
plε - plastische Dehnung
ν - Querkontraktionszahl
ρ (N·s)/mm4 Dichte
σ N/mm2 Spannung
δ mm/N Nachgiebigkeit
II Abkürzungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
IV
II Abkürzungen
Abkürzung Benennung
ABS Airbus-Norm für Schließringbolzen
Al Aluminium
ASNA Airbus-Norm für Schließringe
bzw. beziehungsweise
CAE Complete Abaqus Environment
DIN Deutsches Institut für Normung e.V.
d. h. das heißt
FE Finite-Element
FEM Finite-Element-Methode
GmbH Gesellschaft mit beschränkter Haftung
GP Groove Proportioned
kN Kilonewton
LB Lockbolt
LGP Light Groove Proportioned
m Meter
ms Millisekunde
mm Millimeter
MPa Megapascal
N Newton
NASM 1312-4 National Aerospace Standard, Lap Joint Shear
NASM 1312-8 National Aerospace Standard, Tensile Strength
o. g. oben genannt
RP Reference Point
s Sekunde
sog. sogenannt
Ti Titan
Vgl. Vergleiche
XPL Lightweight Extended Performance
z. B. zum Beispiel

III Abbildungsverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
V
III Abbildungsverzeichnis Abbildung 1 Schließringbolzen-System [3]
6
Abbildung 2 Varianten von Lockbolts
6
Abbildung 3 Schließringbolzen-Aufbau
7
Abbildung 4 Lockboltsetzprozess in der Praxis [2b]
8
Abbildung 5 Anwendung umformtechnischer Fügeverfahren im Flugzeugbau [13]
9
Abbildung 6 Pull- und Stump-Typ der Lockbolts [3]
10
Abbildung 7 Setzprozess des Lockbolts als Pull-Typ [3]
11
Abbildung 8 Lehre zur Qualitätssicherung einer Lockbolt-Verbindung [2a]
12
Abbildung 9 Lockbolt des Typs ABS 0548 VHK 3-04 mit Collar
21
Abbildung 10 Scherzugversuch – Probe nach NASM 1312-4
23
Abbildung 11 Scherzugversuch – Probe nach NASM 1312-4
23
Abbildung 12 Scherzugversuch – Probe nach NASM 1312-4
24
Abbildung 13 Beispiel für eine Probenbezeichnung nach Nomenklatur
24
Abbildung 14 Setzwerkzeuge
26
Abbildung 15 Adapter-Geometrie
26
Abbildung 16 Einsetzen des Passbolzens durch Einschlagen [2a]
27
Abbildung 17
Kopfzugversuch – Probe nach NASM 1312-8 29
Abbildung 18
Kopfzugversuchs-Apparatur nach NASM 1312-8
30
Abbildung 19
OLYMPUS SZ61 33
Abbildung 20 Definition der Messgrößen am Collar
34
Abbildung 21 Mikroskop-Aufnahme der Probe mit variiertem Nenndurchmesser (=5,6mm) des Bolzen (Al-LB-Ga-S1-2)
36

III Abbildungsverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
VI
Abbildung 22 Blechabscherung nach Scherzug an Probe Al-LB-Fa-2-1/Fa-2-2
38
Abbildung 23 Collar-Versagen nach Scherzug an Probe Al-LB-Ca-4-1/Ca-4-2
38
Abbildung 24 Übersicht über die Versagensmodi am Lockbolt nach Kopfzug
41
Abbildung 25
Probe Al-LB-Fa-K3-1/Fa-K3-2 nach Kopfzug
42
Abbildung 26 Übersichtsaufnahme von Niet 26 einer Referenz-Verbindung (Al-LB-A-7-1/Al-LB-7-2)
45
Abbildung 27
Collar-Vermessung aus der Schliffbildanalyse
46
Abbildung 28 Typische FE-Programmstruktur [10]
52
Abbildung 29
Zusammenbau des ABAQUS-Modells 57
Abbildung 30
Definition der einzelnen Simulationssteps [12] 58
Abbildung 31
Geometrie und Vernetzung der Fügepartner 60
Abbildung 32
Verhalten der Fügepartner beim Einziehvorgang 60
Abbildung 33
Abknickende Ecke beim Einziehen des Schließringbolzen 61
Abbildung 34
Vergleich zwischen alter und neuer Vernetzung im kritischen Bereich des unteren Fügepartners
62
Abbildung 35
Einziehvorgang bei neuer Vernetzung der kritischen Ecke 62
Abbildung 36
Konstruktion und neue Vernetzung der Übergangsfase 63
Abbildung 37
Einziehvorgang für vier ausgewählte Zeitpunkte 63
Abbildung 38
Vergleichsspannung nach von Mises entlang der linken Blechkante des unteren Fügepartners mit „harter“ und „weicher“ Ecke
65
Abbildung 39
Radialspannung entlang der linken Blechkante des unteren Fügepartners „mit“ und „ohne“ Fase
66
Abbildung 40
Vernetzung am oberen Fügepartner im Bereich der Senkung mit 20 Elementen
69
Abbildung 41 Vernetzungsvarianten am oberen Fügepartner 69

III Abbildungsverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
VII
Abbildung 42 Auswerteweg entlang der Blechkante des oberen Fügepartners und Vergleichsspannung während des STEP 2
70
Abbildung 43 Vergleichsspannung nach von Mises während des STEP 3 im Bereich der Senkung des oberen Fügepartners
71
Abbildung 44 Energie-Diagramm mit kinetischer und innerer Energie für den Umformvorgang
73
Abbildung 45 Energie-Diagramm mit kinetischer und innerer Energie für den Klemmvorgang
75
Abbildung 46 Energie-Diagramm mit kinetischer und innerer Energie für den Einziehvorgang
76
Abbildung 47 Definition der Messgrößen am verformten Collar
79
Abbildung 48 Definition der Messgrößen am unverformten Collar
80
Abbildung 49 Maße am Collar aus dem ABAQUS-Sketcher 81
Abbildung 50 Geometrievergleich nach dem Umformvorgang ohne Reibung (links) und mit Reibung (rechts)
84
IV Tabellenverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
VIII
IV Tabellenverzeichnis Tabelle 1 Vor- und Nachteile des Nieten gegenüber dem Schweißen
u. Kleben
5
Tabelle 2 Vor- und Nachteile der Schließringbolzen-Verbindung gegenüber herkömmlichen Nietverbindungen [vgl. 9]
13
Tabelle 3 Konvention zur Nomenklatur der Elemente einer Nietverbindung
16
Tabelle 4 Testmatrix I für Al-LB-Verbindungen
18
Tabelle 5 Testmatrix II für Al-LB-Verbindungen
19
Tabelle 6 Auszug aus der ABS 0548-3-4
19
Tabelle 7 Gesamtaufstellung über die Versuche der Al-LB-Systeme
20
Tabelle 8 Probenmaterial und –geometrie [2c] [8]
22
Tabelle 9 Technische Daten der Taurus 4
25
Tabelle 10 Technische Daten der Zugprüfeinrichtung Zwick 100 [6]
28
Tabelle 11 Bleche der Scherzugproben
29
Tabelle 12
Bleche der Kopfzugproben 30
Tabelle 13
Collar-Maße nach der Installation 35
Tabelle 14 Übersicht über die Bruchlasten und Versagensarten der verschiedenen Probenreihen nach Scherzugversuch
37
Tabelle 15
Übersicht über die Bruchlasten und Versagensarten der verschiedenen Probenreihen nach Kopfzugversuch
42
Tabelle 16
Vergleich der ermittelten Messwerte am Collar mit SZ61 und AX70
46
Tabelle 17 Vergleich der Prozessorzeit bei unterschiedlichen Zeitschrittweiten
74
Tabelle 18 Collar-Maße nach der Installation im Vergleich
79
Tabelle 19 Experimentelle Vermessung der Collar im Vergleich zu den Eingabedaten in der Simulation
81

V Diagrammverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
IX
V Diagrammverzeichnis Diagramm 1 Kraft-Weg-Vergleich während der Installation für
verschiedene Lockbolt-Fügevarianten
31
Diagramm 2 Kraft-Zeit-Vergleich während der Installation für verschiedene Lockbolt-Fügevarianten
32
Diagramm 3 Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A nach Scherzug
39
Diagramm 4 Kraft-Weg-Verlauf für Variante Al-LB-Ba [Klemmlänge = 6, 6 mm] nach Scherzug
40
Diagramm 5 Kraft-Weg-Verlauf für Variante Al-LB-Fa [Übergangspassung] nach Scherzug
40
Diagramm 6 Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A nach Kopfzug
43
Diagramm 7 Kraft-Weg-Verlauf für Variante Al-LB-Fa [Übergangspassung]
43
Diagramm 8
Kraft-Weg-Verlauf für Variante Al-LB-Ca [maximaler Klemmlängenbereich]
44
Diagramm 9
Kraft-Weg-Verlauf für Variation „mit“ und „ohne“ Fase beim Einziehvorgang (STEP 2)
67
Diagramm 10
Kraft-Weg-Verlauf für Variation „mit“ und „ohne“ Fase beim Umformvorgang (STEP 3)
68
Diagramm 11
Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A im Vergleich zum FE-Modell bei der Installation
77
Diagramm 12 Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A im Vergleich zum FE-Modell mit verschiedenen Zeitschrittweiten bei der Installation
78
Diagramm 13 Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A im Vergleich zum FE-Modell „mit“ u. „ohne“ Reibung bei der Installation
83
Diagramm 14 Ermittlung der Nachgiebigkeit des Systems über die Korrekturfunktion
86
Diagramm 15 Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A im Vergleich zum FE-Modell bei der Installation nach Korrektur
86
1 Einleitung
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
1
1 Einleitung Im Flugzeugbau werden heutzutage zur Montage hochbeanspruchter Bauteile
überwiegend Nietverfahren angewendet. Bei der Herstellung eines mittleren
Passagierflugzeuges werden bereits über eine Million Niete verwendet. Bei der
Airbus Deutschland GmbH wird unter anderem das sog. Lockbolt-System
eingesetzt. Eine derartige Verbindung besteht aus einem Schließringbolzen
(Lockbolt) und einem Schließring (Collar). Durch Umformen des Schließrings in
entsprechende Verriegelungsrillen des Bolzens wird eine kraft- und
formschlüssige Verbindung erzeugt.
Vor der Einführung neuer Verbindungselemente in der Flugzeugmontage wird
grundsätzlich eine Überprüfung dieser Systeme durchgeführt, welche
heutzutage fast ausschließlich experimentell ermittelt wird, da genaue
Simulationstools zurzeit nicht vorhanden sind. Diese Methode ist allerdings
sehr zeit- und kostenaufwendig. Eine FEM-Simulation soll deshalb eingesetzt
werden, um die Verbindungselemente zu optimieren und den Testaufwand zu
minimieren.
In der Abteilung Assembly Technologies (EDSWAG) der Airbus Deutschland
GmbH wurde bereits ein FE-Modell für Lockbolt-Verbindungen erstellt.
Zur späteren Verifikation dieses Simulationstools werden Ergebnisse aus
experimentellen Untersuchungen zum Vergleich benötigt.
Die Ergebnisse werden dann anhand von Geometrie- und Prozessdaten dem
simulierten Fügeprozess gegenübergestellt.
Das Simulationsmodell soll zur Optimierung des Fügeprozesses, hinsichtlich
Verarbeitbarkeit und Festigkeitseigenschaften, sowie später zur Verkürzung der
Entwicklungszeiten und der Verringerung des experimentellen
Versuchsaufwands im Rahmen der Zertifizierung, dienen.
2 Aufgabenstellung
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
2
2 Aufgabenstellung
Ziel dieser Arbeit ist es, den Setzprozess von Lockbolt-Systemen experimentell
zu analysieren und das bestehende FE-Modell in der Software ABAQUS zu
optimieren.
Zunächst soll daher der Setzprozess der Lockbolt-Verbindungen anhand der
Variation verschiedener Fügeparameter näher untersucht und dokumentiert
werden. Danach ist das Festigkeitsverhalten dieser Verbindungen anhand von
Scherzug- und Kopfzugversuchen zu untersuchen.
Im Speziellen soll die Verifikation des FE- Modells anhand der experimentell
aufgenommenen Kraft-Weg-Verläufe für den Setzprozess und für den
Bolzenabriss sowie anhand von Schliffbildern und einem Abgleich der
Geometrie vor und nach der Installation durchgeführt werden.
Hierzu wird, ausgehend von einer Referenz-Lockbolt-Verbindung, eine
Testmatrix definiert.
Von dieser Referenz-Lockbolt-Verbindung werden verschiedene den
Fügeprozess beeinflussende Parameter wie Klemmlänge, Bolzendurchmesser,
Passung und Nietkopf variiert und deren Einfluss auf den Prozessverlauf
evaluiert.
Im Einzelnen sollen folgende Arbeitspunkte bearbeitet werden:
Experimentell:
• Erstellung einer Testmatrix für die erforderlichen Versuchskombinationen
• Ermittlung der benötigten Lockbolts bezüglich Länge und Durchmesser
gemäß Testmatrix
• Ermittlung der Probengeometrie für Scherzugversuche nach
NASM1312-4 bzw. für Kopfzugversuche nach NASM1312-8
• Materialplanung durch Berücksichtigung der Anzahl der Proben,
Abmessungen u.ä.
• Herstellung der Proben (Zuschnitt, Oberflächenbehandlung, Setzen der
Elemente etc.)
2 Aufgabenstellung
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
3
• Versuchsdurchführung
o Installation nach Airbus-Fertigungs-Handbuch 80-T-34-5812
§ Vermessung der Verbindungselemente vor und nach
Installation (Lockbolt-Collar-Geometrie und Kopfüberstand)
§ Messung und Dokumentation der Kraft-Weg-Verläufe
§ Messung und Dokumentation der Kraft-Zeit-Verläufe
§ Erstellung und Auswertung von Schliffbildern
o Scherzugversuche nach NASM 1312-4
§ Messung und Dokumentation der Kraft-Weg-Verläufe
§ Messung und Dokumentation der Kraft-Zeit-Verläufe
§ Versagensdokumentation
o Kopfzugversuche nach NASM 1312-8
§ Messung und Dokumentation der Kraft-Weg-Verläufe
§ Messung und Dokumentation der Kraft-Zeit-Verläufe
§ Versagensdokumentation
Simulation:
• Optimierung des FE- Modells gemäß der ermittelten Geometriedaten
• Absicherung des FE- Modells hinsichtlich der gewählten Zeitschrittweite
• Verifikation des FE- Modells durch Abgleich mit den experimentellen
Kraft-Weg-Verläufen für den Setzprozess und durch Abgleich der
Geometrie der gesetzten Verbindung

3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
4
3 Stand der Technik
3.1 Niettechnik im Flugzeugbau - eine kleine Einführung
Das Nieten beschreibt ein Fügen von Bauteilen durch Umformen und ist schon
etwa 2500 Jahre alt. Das Wort Fügen steht im engen Zusammenhang mit
verbinden oder ineinander passen. Es wurde erstmals in Griechenland
angewendet, um Bronzegussstücke wie z. B. Waffen und Schmuck unlösbar
miteinander zu verbinden.
Beim Nieten werden die Verbindungselemente in die zu fügenden Bauteile
eingesteckt und durch Umformen des Nietes oder der Fügeteile eine unlösbare
Verbindung dieser Bauteile, z. B. Bleche, Rohre und Profile, hergestellt.
Ab dem Industriezeitalter wurde speziell das Vollnieten vor allem im
Eisenbahnbau, Maschinenbau und Brückenbau angewendet. Das wohl
bekannteste Beispiel dieser Zeit ist der Eiffelturm in Paris, dessen
Strukturelemente nur durch Nietverbindungen (Voll- und Hohlniete) gefügt
wurden. Mehr als 1 Million Niete sind hier verbaut worden.
Im Brückenbau wurde ab 1930 aus Kostengründen vermehrt das Schweißen
eingesetzt. Hier ist aber besonders die thermische Beeinflussung auf die
Bauteile zu erwähnen, die das Schweißen problematisch macht. Negative
Effekte des Schweißens sind z. B. Stoffeigenschaftsänderungen und hohe
Eigenspannungen im Werkstoff, die zur unerwünschten Entfestigung des
Bauteils führen. Ebenfalls problematisch ist die Qualitätssicherung nach dem
Schweißprozess, die sich als besonders komplex gestaltet. Zerstörungsfreie
Prüfverfahren liefern nur ungenügende Informationen zur Beurteilung der
Qualität. Das Schweißen ist ebenfalls nicht besonders umweltfreundlich
(Freisetzung gesundheitsgefährdender Gase) und erfordert ein hohes Maß an
Vor- und Nachbehandlung, sowie einen hohen Grad menschlicher
Zuverlässigkeit [13] [14].
Um dennoch die Übertragung großer Lasten in dickeren Bauteilen zu
gewährleisten, wo Vollniete die Anforderungen an die Festigkeit nicht mehr
erfüllen, werden Passniete eingebaut. Passniete sind zweiteilige
Verbindungselemente mit aufgeschraubten oder aufgequetschten Schließringen
(Schließringniete).
3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
5
Ein zerstörungsfreies Lösen der aufgequetschten Verbindung ist dann nach
dem Fügeprozess nicht mehr möglich. Schließringniete eignen sich sehr gut bei
schwingender Beanspruchung, da die parallelen Schließringe im Bolzen eine
Selbstlösung verhindern [13] [14].
Die ersten Typen von Passniete wurden bereits um 1950 extra für den
Flugzeugbau entwickelt, finden aber auch heute noch in weiterentwickelter
Form Anwendung in der Flugzeugindustrie.
Neben dem Nieten werden heute auch verstärkt Klebverbindungen eingesetzt,
wie z. B. im Militär- und Verkehrsflugzeugbau. Es werden hauptsächlich
Flächen- und Längsnahtdoppler im Hautbereich des Rumpfes,
Längsversteifungen der Rumpfhaut, Stringer, und teilweise Spanten geklebt.
Für Sandwichbauteile, wie z. B. Seiten- und Querruder oder Landeklappen ist
das Kleben gar nicht mehr wegzudenken. Gegenüber der Niettechnik lassen
sich in Metallflugzeugen 15 % Strukturgewicht einsparen, gleichzeitig aber
steigt die Sicherheit gegen unkontrollierten Rissfortschritt. Mit der Klebetechnik
lässt sich ebenfalls eine extreme Ermüdungsfestigkeit der Struktur bei hoher
Steifigkeit und guten aerodynamischen Eigenschaften erreichen [14].
Bedingungen, die heutzutage an eine Verbindung in Verkehrsflugzeugen
gestellt werden, umfassen mindestens 20 Jahre, das entspricht etwa 60000
Flugstunden. Während dieser Zeit ist das Flugzeug Feuchtigkeit, wechselnden
Temperaturen von –50 bis +80°C und korrosiven Medien laufend ausgesetzt.
Um den geforderten Lastfällen und Umgebungseinflüssen trotzdem zu
genügen, sind deshalb spezielle Einkomponenten-Epoxidharzklebstoffe nötig,
sowie bestimmte Oberflächenbehandlungen, wie zum Beispiel das Entfetten der
Oberflächen und Aufspritzen korrosionshemmender Beschichtung. Nach dem
Kleben ist eine Härtung im Autoklaven von mehreren Stunden notwendig und
eine zerstörungsfreie Prüfung durchzuführen. Der Klebeprozess ist daher sehr
zeitaufwendig und treibt die Herstellkosten in die Höhe [14].
Alles in allem sind Klebe- und Schweißverfahren, speziell im Flugzeugbau, mit
ihren vielen Einzelschritten und Zwischenprüfungen, verglichen mit der
hochautomatisierten und optimierten Niettechnik, unwirtschaftlich. Das Kleben
beschränkt sich derzeit nur auf bestimmte Strukturteile. Wesentliche
Entwicklungen zur Optimierung sind hier noch notwendig.
Jedoch ist eine Kombination beider Fertigungsverfahren grundsätzlich möglich
und für bestimmte Verbindungen anzustreben, wie zum Beispiel das Ankleben

3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
6
von Stringern und Spanten an die Rumpfschalen zur Steigerung der
Korrosionsbeständigkeit [4].
Zusammenfassend lässt sich feststellen, dass das Fügen durch Umformen
keinesfalls der Vergangenheit angehört, auch wenn sich neue Fügetechniken,
wie z. B. das Kleben, auf dem Vormarsch befinden.
Die Niettechnik zeichnet sich besonders durch eine einfache und zuverlässige
Qualitätsprüfung aus. Während der Fertigung, die im Übrigen gut
automatisierbar ist, lassen sich Andruckkräfte und Wege der Werkzeuge
rechnergestützt einfach überwachen und steuern. Hier lassen sich die Daten
gut mit Hilfe von Referenzwerten vergleichen und damit überprüfen. Nach dem
Fügeprozess ist eine Sichtprüfung mit entsprechenden Lehren möglich und
ausreichend zuverlässig [9].
Die Tabelle 1 stellt die Vor- und Nachteile der Niettechnik verglichen mit dem
Schweißen und Kleben nochmals gegenüber.
Vorteile Nachteile
- Große Vielfalt fügbarer Werkstoffe - Geringere Festigkeiten als beim Schweißen
- Wirtschaftlichkeit (geringer Investitionsbedarf)
- Verfahrensbedingt nur Überlappverbindungen à Hohe Kosten, hohes Gewicht im Vergleich zum Kleben
- In der Regel keine thermischen Umwandlungen des Gefüges
- Unebenheiten der Bauteile durch die Niete
- Hohe Sicherheit - Erschwerte Nacharbeit - Einfache Qualitätskontrolle - Keine oder schwere Reparatur - Umweltverträglichkeit à Keine Entsorgungsprobleme à Schnelle und geräuscharme Verarbeitung à Keine besonderen Arbeitsplatzbelastungen
- Begrenzt anwendbar à Kleine Bauteile schwierig à Der Setzprozess benötigt gute Zugänglichkeit, meistens von zwei Seiten
- Vollmechanische Verbindungsherstellung
- Evtl. Beschädigung der Bauteilumgebung
- Hohe konstante Vorspannungen - Vorarbeit (meist Vorlochen) notwendig
Tabelle 1: Vor- und Nachteile des Nieten gegenüber dem Schweißen u. Kleben
3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
7
3.1 Das Schließringbolzen-System
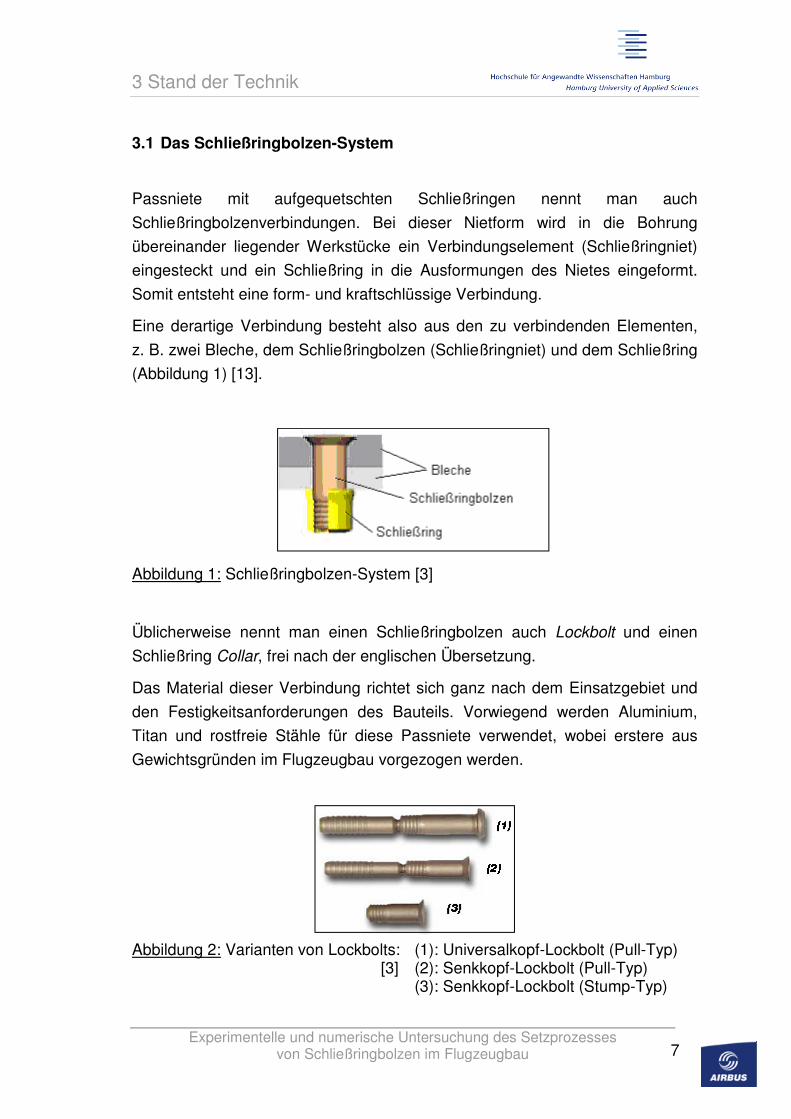
Passniete mit aufgequetschten Schließringen nennt man auch
Schließringbolzenverbindungen. Bei dieser Nietform wird in die Bohrung
übereinander liegender Werkstücke ein Verbindungselement (Schließringniet)
eingesteckt und ein Schließring in die Ausformungen des Nietes eingeformt.
Somit entsteht eine form- und kraftschlüssige Verbindung.
Eine derartige Verbindung besteht also aus den zu verbindenden Elementen,
z. B. zwei Bleche, dem Schließringbolzen (Schließringniet) und dem Schließring
(Abbildung 1) [13].
Abbildung 1: Schließringbolzen-System [3]
Üblicherweise nennt man einen Schließringbolzen auch Lockbolt und einen
Schließring Collar, frei nach der englischen Übersetzung.
Das Material dieser Verbindung richtet sich ganz nach dem Einsatzgebiet und
den Festigkeitsanforderungen des Bauteils. Vorwiegend werden Aluminium,
Titan und rostfreie Stähle für diese Passniete verwendet, wobei erstere aus
Gewichtsgründen im Flugzeugbau vorgezogen werden.
Abbildung 2: Varianten von Lockbolts: (1): Universalkopf-Lockbolt (Pull-Typ)
[3] (2): Senkkopf-Lockbolt (Pull-Typ) (3): Senkkopf-Lockbolt (Stump-Typ)

3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
8
Der Schließringbolzen ist in zwei Abschnitte unterteilt, die durch eine
Sollbruchstelle miteinander verbunden sind. Der erste Abschnitt besteht aus
dem Schließringbolzenkopf und einem Bolzen mit parallelen Verriegelungsrillen,
die für die Verbindung mit dem Schließring nötig sind, Abbildung 3.
Der zweite Abschnitt besitzt ebenfalls einen Bolzen mit parallelen Rillen, die der
Krafteinleitung dienen. Der Schließringbolzenkopf sowie der Bolzen selbst sind
in unterschiedlichen Formen, je nach Anwendungszweck, verfügbar, Abbildung
2. Beispiele für Passbolzen mit Universal- und Senkkopf sind der Anlage I im
Anhang zu entnehmen.
Abbildung 3: Schließringbolzen-Aufbau
3.2 Arten von Schließringbolzen bei AIRBUS
Der Markt an Schließringbolzensystemen ist sehr groß und vielfältig und sie
besitzen oft herstellspezifische Merkmale. Die Firma ALCOA Fastening
Systems beliefert unter anderem AIRBUS Deutschland GmbH mit
Schließringbolzen.
Der Hersteller dieser Lockbolts unterscheidet seine Schließringbolzen nach der
Anzahl der Verriegelungsrillen, in die der Schließring eingeformt wird.
Im Jahr 1989 wurden bei AIRBUS Deutschland GmbH zwei Schließringbolzen
der Firma ALCOA Fastening Systems in die Produktion aufgenommen und
standardisiert. Der erste Schließringbolzen ist der „GP-Lockbolt“, wobei das GP
für „Groove Proportioned“ steht. Dieser Bolzen hat 10 Rillen im ersten
Abschnitt, in die der Schließring eingeformt werden kann [16].
3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
9
Der zweite Schließringbolzen ist der „LGP-Lockbolt“, wobei das LGP für „Light
Groove Proportioned“ steht. Er hat 5 Verriegelungsrillen für Bleche aus Metall
und 6 Rillen für Composite-Werkstoffe. Die Reduzierung der Rillen dient
ausschließlich der Gewichtsreduzierung.
Bei der erheblichen Anzahl von verbauten Nieten im Flugzeug eine nicht ganz
unwichtige Option. Die erforderliche Festigkeit wird dennoch erreicht.
Im Jahr 2003 wurde ein weiterer, dritter, Schließringbolzen bei der AIRBUS
Deutschland GmbH eingeführt, der sogenannte „XPL-Lockbolt“, wobei XPL für
„Lightweight Extended Performance“ steht. Ihn charakterisieren ein doppelter
Klemmlängenbereich sowie einen vergrößerten Durchmesser im Vergleich zu
seinen Vorgängern. Für Bleche aus Metall hat der XPL-Lockbolt 7
Verriegelungsrillen und 9 Rillen für Composite-Werkstoffe [16].
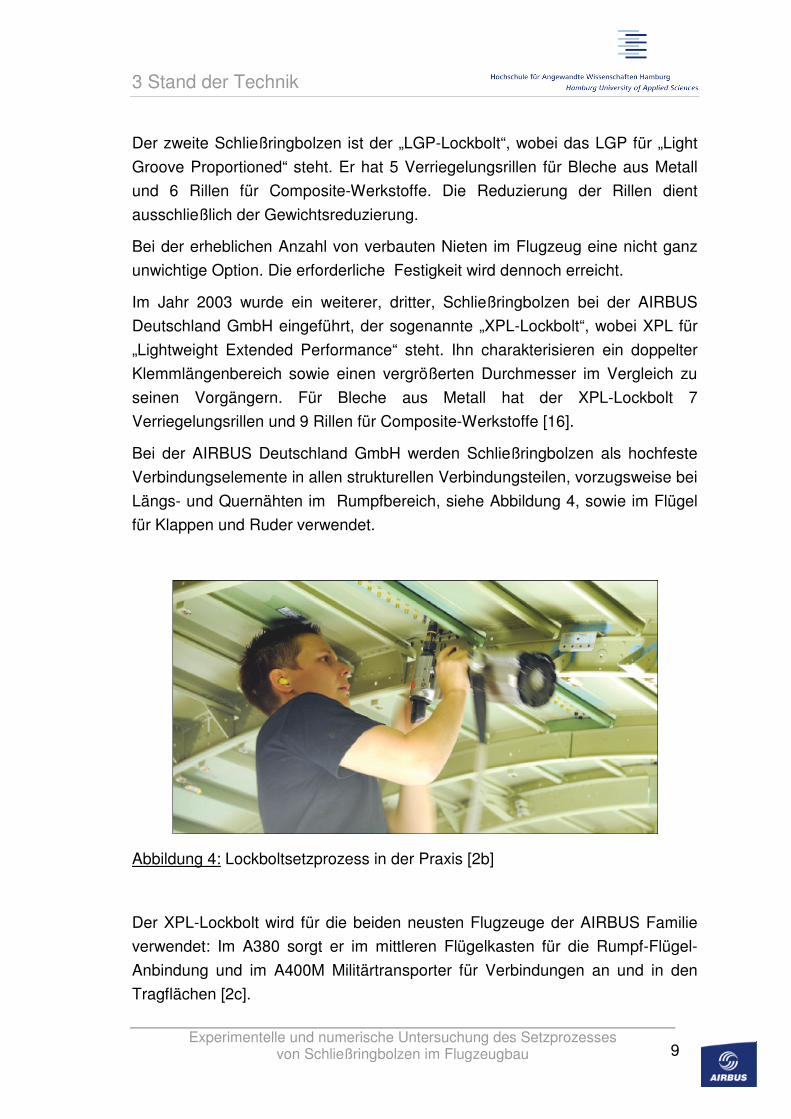
Bei der AIRBUS Deutschland GmbH werden Schließringbolzen als hochfeste
Verbindungselemente in allen strukturellen Verbindungsteilen, vorzugsweise bei
Längs- und Quernähten im Rumpfbereich, siehe Abbildung 4, sowie im Flügel
für Klappen und Ruder verwendet.
Abbildung 4: Lockboltsetzprozess in der Praxis [2b]
Der XPL-Lockbolt wird für die beiden neusten Flugzeuge der AIRBUS Familie
verwendet: Im A380 sorgt er im mittleren Flügelkasten für die Rumpf-Flügel-
Anbindung und im A400M Militärtransporter für Verbindungen an und in den
Tragflächen [2c].
3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
10
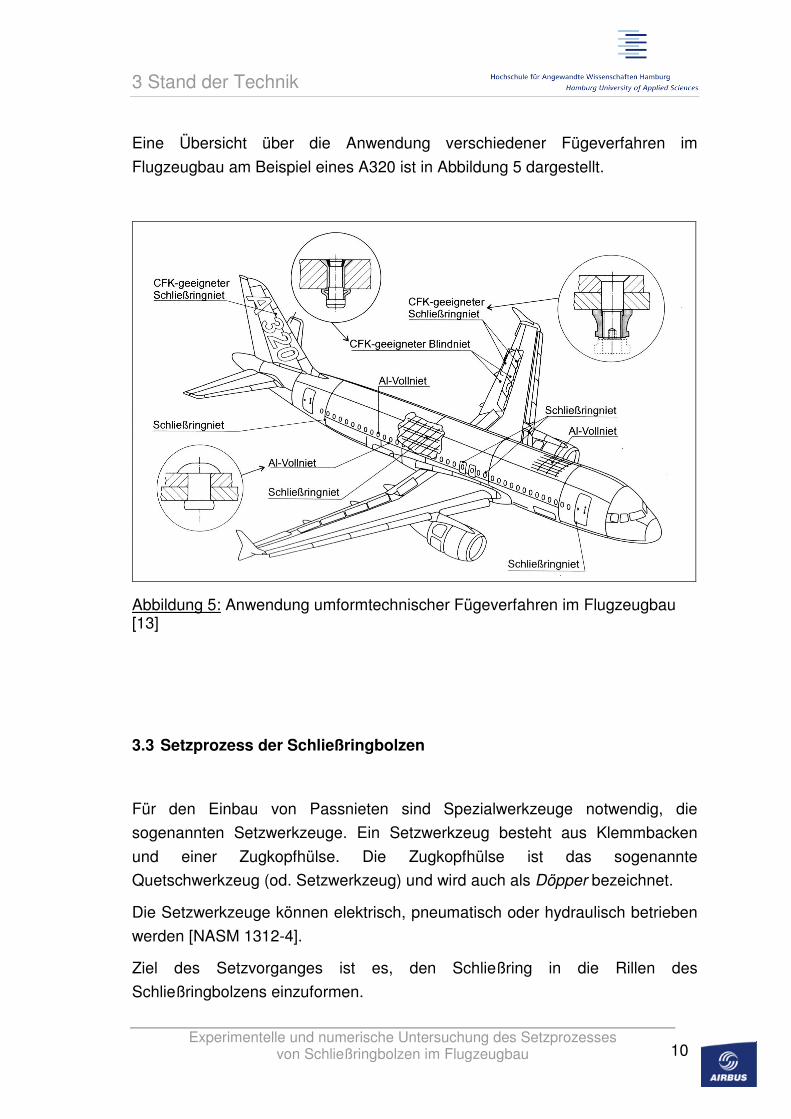
Eine Übersicht über die Anwendung verschiedener Fügeverfahren im
Flugzeugbau am Beispiel eines A320 ist in Abbildung 5 dargestellt.
Abbildung 5: Anwendung umformtechnischer Fügeverfahren im Flugzeugbau [13]
3.3 Setzprozess der Schließringbolzen
Für den Einbau von Passnieten sind Spezialwerkzeuge notwendig, die
sogenannten Setzwerkzeuge. Ein Setzwerkzeug besteht aus Klemmbacken
und einer Zugkopfhülse. Die Zugkopfhülse ist das sogenannte
Quetschwerkzeug (od. Setzwerkzeug) und wird auch als Döpper bezeichnet.
Die Setzwerkzeuge können elektrisch, pneumatisch oder hydraulisch betrieben
werden [NASM 1312-4].
Ziel des Setzvorganges ist es, den Schließring in die Rillen des
Schließringbolzens einzuformen.

3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
11
Dieses kann auf 2 Arten geschehen. Die erste Art ist der Setzprozess mit den
Lockbolts des sogenannten Pull-Typs, Abbildung 6.
Dazu wird das Werkzeug auf den Schließring aufgesetzt, welches selbst mit
Hilfe von Klemmbacken in die am Nietschaft (Bolzen) befindlichen Rillen greift.
Das Setzwerkzeug fährt nun axial gegen den Setzkopf, während die
Klemmbacken an dem Schließringbolzen ziehen.
Dadurch wird der Schließring auf den Bolzen gepresst und gegen die Bauteile
gedrückt, die somit fest zusammengedrückt werden [13].
Wenn der Schließringbolzen an der Sollbruchstelle abgerissen ist
(Abreißbolzen), ist der Setzvorgang beendet. Nach dem Setzvorgang ist der
zweite Abschnitt des Schließringbolzens also vom ersten Abschnitt getrennt
worden und fällt als Abfallprodukt weg.
Die zweite Art des Setzprozesses ergibt sich aus den Lockbolts des
sogenannten Stump-Typs, Abbildung 6. Der Stump-Typ unterscheidet sich vom
Pull-Typ dahingegen, dass er keinen Abreißbolzen besitzt, also keinen zweiten
Abschnitt. Dieses bedeutet zwar weniger Material, jedoch ist eine Gegenkraft
aufzubringen, die den Schließringbolzen in den Blechen festhält, während der
Schließring auf den Schließringbolzen gepresst wird. Dieses erfordert eine
Zugänglichkeit von zwei Seiten.
Abbildung 6: Pull- und Stump-Typ der Lockbolts [3]
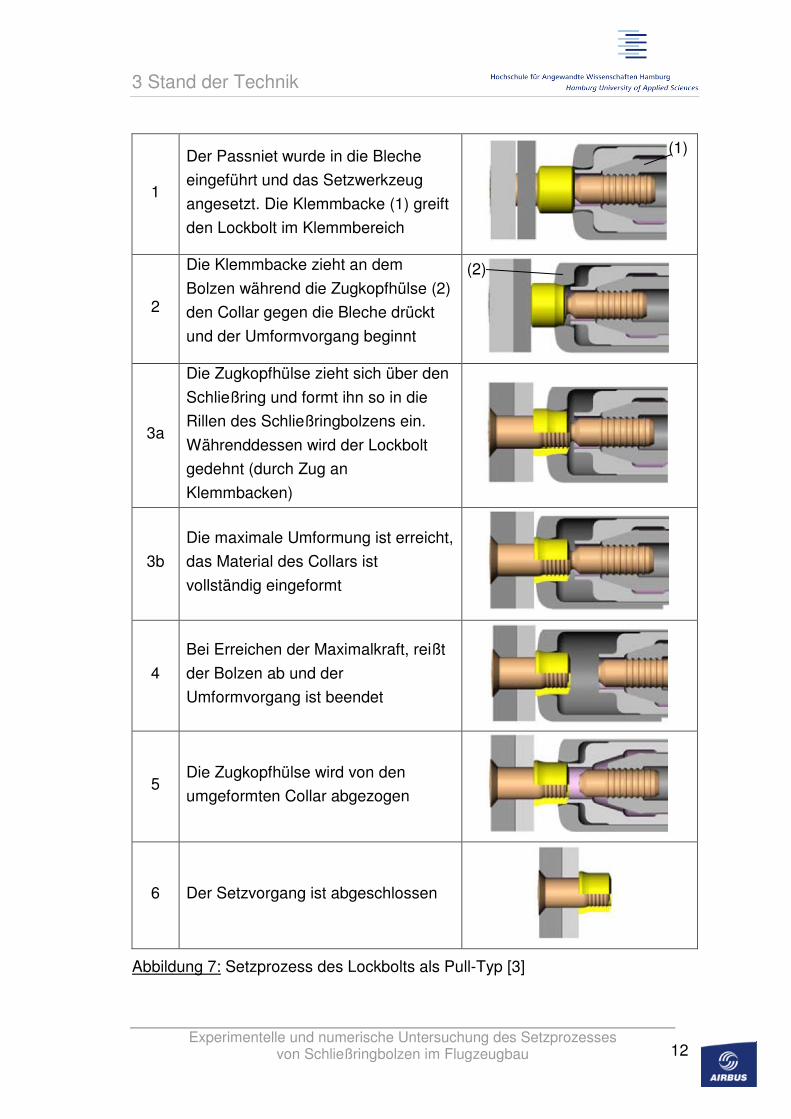
In dieser Arbeit wird der Setzprozess des Lockbolts als Pull-Typ beschrieben,
Abbildung 7, und auf eine nähere Beschreibung des Stump-Typs verzichtet.
Der gesamte Setzvorgang lässt sich in 6 Teilschritte unterteilen, die auf der
folgenden Seite dargestellt sind.
3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
12
1
Der Passniet wurde in die Bleche
eingeführt und das Setzwerkzeug
angesetzt. Die Klemmbacke (1) greift
den Lockbolt im Klemmbereich
2
Die Klemmbacke zieht an dem
Bolzen während die Zugkopfhülse (2)
den Collar gegen die Bleche drückt
und der Umformvorgang beginnt
3a
Die Zugkopfhülse zieht sich über den
Schließring und formt ihn so in die
Rillen des Schließringbolzens ein.
Währenddessen wird der Lockbolt
gedehnt (durch Zug an
Klemmbacken)
3b
Die maximale Umformung ist erreicht,
das Material des Collars ist
vollständig eingeformt
4
Bei Erreichen der Maximalkraft, reißt
der Bolzen ab und der
Umformvorgang ist beendet
5 Die Zugkopfhülse wird von den
umgeformten Collar abgezogen
6 Der Setzvorgang ist abgeschlossen
Abbildung 7: Setzprozess des Lockbolts als Pull-Typ [3]
(2)
(1)

3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
13
Zum Überprüfen der gesetzten Verbindung werden spezielle Lehren verwendet,
die für den gesamten Klemmbereich gelten. Mit diesen Lehren kann man
prüfen, ob der richtige Lockbolt für die jeweilige Klemmlänge gewählt wurde und
ob der Setzprozess korrekt verlaufen ist [2a].
Abbildung 8: Lehre zur Qualitätssicherung einer Lockbolt-Verbindung [2a]
Wird die Touch-Go Seite auf den Lockbolt aufgesetzt, Abbildung 8, ist die
Verformung des Collars und die Klemmlänge korrekt, wenn die Lehre weder
Collar noch Blech berührt.
Wird die Touch-NoGo Seite auf dem Blech aufgesetzt, ist die Klemmlänge
korrekt, wenn die Schenkel der Lehre den Lockbolt nicht berühren. Auch hier ist

3 Stand der Technik
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
14
die Verformung des Collars korrekt, wenn die Lehre den Schließring nicht
berührt.
In der folgenden Tabelle sind die Vor- und Nachteile einer Lockbolt-Verbindung
gegenüber herkömmlichen Nietverbindungen zusammenfassend dargestellt.
Vorteile Nachteile - Sehr hohe Festigkeit u. Klemmkraft gegenüber anderen Verbindungsarten
- Relativ teuer im Gegensatz zu anderen Nietverbindungen
- Keine speziellen Anforderungen an die Oberflächenbeschaffenheit und Geometrietoleranzen
- Bei der Montage muss eine Zugänglichkeit von beiden Seiten gewährleistet sein (Stump-Typ)
- Vibrationssichere Verbindung
- Einsatz in schwer zugänglichen Bereichen nur bedingt möglich (abhängig von der Größe des Setzgerätes)
- Automatisierbar - Einfache Qualitätssicherung - Wärmefreies und damit verzerrungsarmes Verbinden
- Keine Normen und Richtlinien für die Darstellung in Konstruktionszeichnungen
- Keine Beschädigung der Bauteiloberflächen bei der Herstellung
- Nicht bei größeren Durchmessern einsetzbar
- Schnellere Verarbeitung gegenüber Gewinde-Verbindungen
- Zerstörungsfreies Lösen der Verbindung ist nicht möglich
Tabelle 2: Vor- und Nachteile der Schließringbolzen-Verbindung gegenüber herkömmlichen Nietverbindungen [9]
Für die Schließringbolzenverbindung gibt es heute keine bis wenige
Simulationstools für detaillierte Betrachtungen des Fügeprozesses. Ein
wichtiges Aufgabengebiet ist daher die Schaffung von Simulationsprogrammen,
die eine Vorhersage über die Eigenschaften gefügter Verbindungen unter
quasistatischer, dynamischer und schwingender Belastung liefern.

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
15
4 Experimentelle Untersuchung
4.1 Nomenklatur der Versuchselemente
Im Rahmen der Airbus-Abteilung EDSWAG im Werk Bremen ist eine
Konvention zur Nomenklatur der Elemente einer Nietverbindung festgelegt
worden, da außerhalb dieser Bachelor-Thesis noch weitere Experimente mit
Material- und Nietvarianten durchgeführt werden sollen. Durch eine
gemeinsame Nomenklatur sollen die verschiedenen Versuchsvarianten schnell
identifiziert werden können. Das erleichtert später die Auswertung der
Experimente und ermöglicht einen schnellen Vergleich aller Versuchsproben
untereinander.
Um ein geeignetes Simulationstool einer Lockbolt-Verbindung zu schaffen, ist
es zunächst notwendig, eine aussagekräftige Testreihe aufzustellen. Dafür wird
ein Standard-Lockbolt-System definiert und später verschiedene Parameter,
wie Klemmlänge, Bolzendurchmesser, Passung und Nietkopf, variiert. So soll
untersucht werden, welchen Einfluss diese Modifizierungen auf die Gesamt-
Verbindung haben.
In dieser Bachelor-Thesis werden ausschließlich Aluminiumverbindungen
untersucht und als Verbindungselemente werden Schließringniete (Lockbolts)
verwendet.
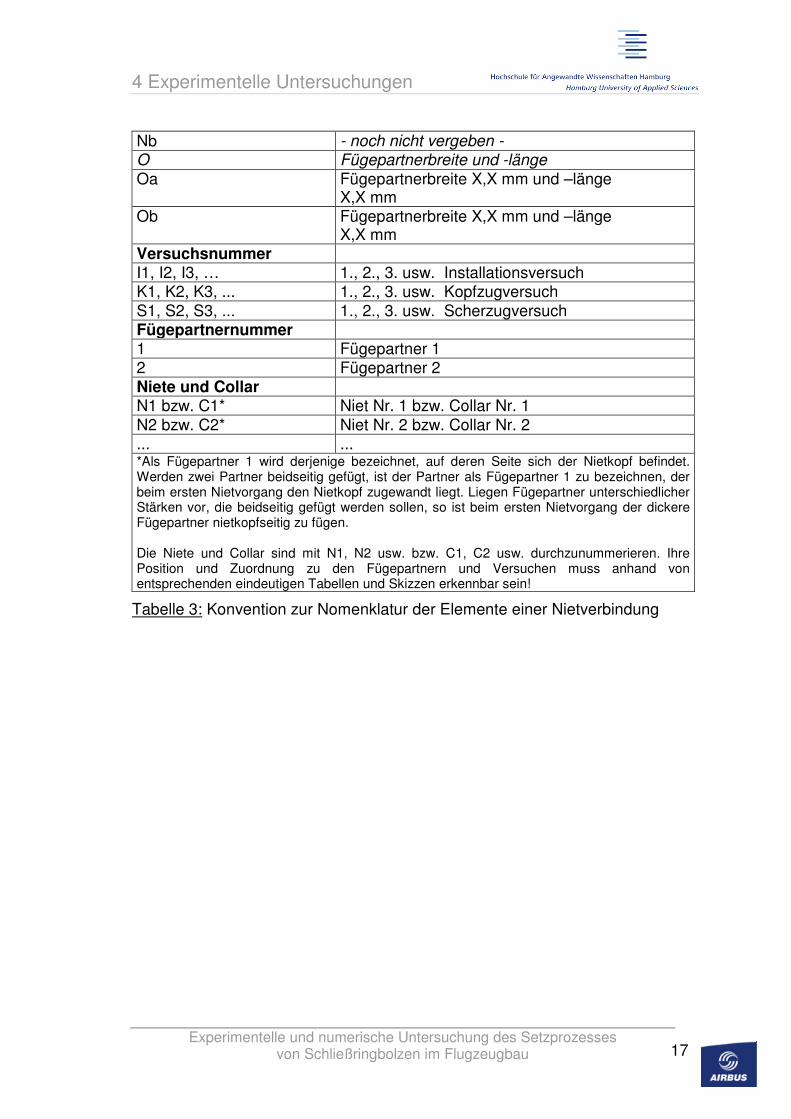
In der nachfolgenden Tabelle 3 ist die Konvention zur Nomenklatur der
Elemente aller im Rahmen von EDSWAG zu untersuchenden Nietverbindungen
dargestellt und erläutert.
So bedeutet z. B. die Probenbezeichnung Al-LB-Fa-S1-2, dass es sich eine
Aluminiumverbindung handelt (Al), die mit einem Lockbolt (LB) in eine
Übergangspassung (Fa) gefügt wurde. Es handelt sich dabei um den
Scherzugversuch (S) Nr. 1 (1) der entsprechenden Versuchsreihe und um den
unteren Fügepartner (2).

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
16
Material CFK CFK-Verbindung Al Aluminiumverbindung Nietvariante LB Lockbolt Standard (Pull-Typ) SR Solid Rivet Variation von A Standardvariante B Klemmlänge
Ba Klemmlänge 6,4 mm Bb Klemmlänge 5,0 mm Bc Klemmlänge 6,2 mm Bd Klemmlänge X,X mm C Klemmlängenbereich
Ca Max. Klemmlänge 6,0 mm Cb Min. Klemmlänge X,X mm Cc Max. Klemmlänge X,X mm Cd Max. Klemmlänge X,X mm D Klemmlänge 10 mm
E Nietkopf Universal F Lochdurchmesser
Fa Lochdurchmesser 4,79 (Übergangspassung) Fb Lochdurchmesser X,X (Spielpassung) Fc Lochdurchmesser X,X (Spielpassung) Fd Lochdurchmesser X,X (Spielpassung) G Bolzennenndurchmesser u. Klemmlänge
Ga Bolzennenndurchmesser 5,5 mm Klemmlänge 6,4 mm
Gb Bolzennenndurchmesser 6,3 mm Klemmlänge 6,4 mm
H Bolzennenndurchmesser
Ha Bolzennenndurchmesser 4,0 mm Hb Bolzennenndurchmesser 6,4 mm J Senkungsdurchmesser
Ja Min. Senkungsdurchmesser 9,2 mm Jb Max. Senkungsdurchmesser 9,5 mm K Senkungswinkel
Ka Min. Senkungswinkel 95° Kb Max. Senkungswinkel 105° L Stauchkraft
La Min. Stauchkraft 32 kN Lb Max. Stauchkraft 40 kN M Beschichtung
Ma - noch nicht vergeben -
Mb - noch nicht vergeben - N Vorspannkraftabnahme
Na - noch nicht vergeben -
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
17
Nb - noch nicht vergeben - O Fügepartnerbreite und -länge
Oa Fügepartnerbreite X,X mm und –länge X,X mm
Ob Fügepartnerbreite X,X mm und –länge X,X mm
Versuchsnummer I1, I2, I3, … 1., 2., 3. usw. Installationsversuch K1, K2, K3, ... 1., 2., 3. usw. Kopfzugversuch S1, S2, S3, ... 1., 2., 3. usw. Scherzugversuch Fügepartnernummer 1 Fügepartner 1 2 Fügepartner 2 Niete und Collar N1 bzw. C1* Niet Nr. 1 bzw. Collar Nr. 1 N2 bzw. C2* Niet Nr. 2 bzw. Collar Nr. 2 ... ... *Als Fügepartner 1 wird derjenige bezeichnet, auf deren Seite sich der Nietkopf befindet. Werden zwei Partner beidseitig gefügt, ist der Partner als Fügepartner 1 zu bezeichnen, der beim ersten Nietvorgang den Nietkopf zugewandt liegt. Liegen Fügepartner unterschiedlicher Stärken vor, die beidseitig gefügt werden sollen, so ist beim ersten Nietvorgang der dickere Fügepartner nietkopfseitig zu fügen. Die Niete und Collar sind mit N1, N2 usw. bzw. C1, C2 usw. durchzunummerieren. Ihre Position und Zuordnung zu den Fügepartnern und Versuchen muss anhand von entsprechenden eindeutigen Tabellen und Skizzen erkennbar sein!
Tabelle 3: Konvention zur Nomenklatur der Elemente einer Nietverbindung
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
18
4.2 Testmatrix
Der in dieser Bachelor-Thesis als Referenz verwendete Lockbolt ist ein Titan-
Lockbolt mit Hi-Kote 1 Beschichtung und ist in der Airbus-Norm ABS 0548, Pull-
Type für Zugbeanspruchung mit 100° Senkkopf, beschrieben. Als Referenz-
Schließring wird der Aluminium-Collar nach ASNA 2025 verwendet. Eine
Beschreibung der Airbus-Norm zum Lockbolt und zum Collar sind der Anlage II
und III im Anhang zu entnehmen.
Das Referenz-Lockbolt-System besteht aus einem Bolzen mit dem
Nenndurchmesser 4,8 mm und dem entsprechenden Collar. Die Verbindung
soll bei einer Klemmlänge von 4,8 mm im minimalen Klemmbereich liegen.
Dementsprechend lässt sich mit dieser Vorgabe aus der Norm der geeignete
Passbolzen heraussuchen. Als Material für die zu verbindenden Bleche ist eine
Aluminium-Knetlegierung aus 2024 T351 vorgesehen und es soll ein
pneumatisches Setzgerät verwendet werden.
Die experimentellen Untersuchungen unterteilen sich in Installations-,
Scherzug- und Kopfzugversuche.
Für die Installation soll der Parameter „Nenndurchmesser“ des Referenz-
Bolzens modifiziert werden und zwar mit den Werten 5,5 bzw. 6,3 mm.
Außerdem soll der Basis-Lockbolt mit maximalem Klemmlängenbereich und mit
veränderter Passung (Übergangspassung) getestet werden.
Für den Scherzugversuch soll ebenfalls der maximale Klemmbereich und eine
Übergangspassung getestet werden. Zusätzlich kommt noch ein Test mit einem
Lockbolt mit Universalkopf hinzu (ABS 0549). Außerdem werden
unterschiedliche Klemmlängen bei gleichbleibendem Klemmlängenbereich
getestet. Das bedeutet, dass Passbolzen mit unterschiedlichen Längen in die
Testreihe aufgenommen werden.
Beim Kopfzugversuch werden gegenüber dem als Referenz definierten Lockbolt
die Klemmlänge, der Nietkopf und die Passung variiert.
Für jede Testreihe ist ein Umfang von sechs Proben vorgesehen. Einige
Varianten werden nach der Installation für die Scherzugversuche
weiterverwendet, deshalb wird der Probenumfang um eine Probe ergänzt
(sieben statt sechs), da eine Probe für ein Schliffbild aufgeschnitten werden
soll.

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
19
Eine zusammenfassende Aufstellung der verschiedenen Parameter liefert
folgende Testmatrix, Testmatrix I:
Installation Scherzugversuch
Lock
bolt
Inst
alla
tion
in A
l 202
4
Referenz: Lockbolt: ABS 0548-3-4 Lockbolt 100° (gesenkt) Ti, Hi-Kote1 Beschichtung; Collar: ASNA 2025 Al; Nenndurchmesser Bolzen: 4.8 mm; Klemmlängenbereich: minimal; Klemmlänge: 4.8 mm; Material Bleche: 2024 T351; Lochdurchmesser: Presspassung (ABS 1707); Werkzeug: pneumatisch gesteuertes Setzgerät (GESIPA, Taurus 4)
Lock
bolt
Sch
erzu
gver
such
in
Al 2
024
Referenz: Lockbolt: ABS 0548-3-4 Lockbolt 100° (gesenkt) Ti, Hi-Kote1 Beschichtung; Collar: ASNA 2025 Al; Nenndurchmesser Bolzen: 4.8 mm; Klemmlängenbereich: minimal; Klemmlänge: 4.8 mm; Material Bleche: 2024 T351; Lochdurchmesser: Presspassung (ABS 1707); Werkzeug: Materialprüfmaschine Z100/TL3A (Zwick GmbH & Co. KG)
Bz Variation Parameter Anzahl Tests Bz Variation Parameter
Anzahl Tests
A - Referenz 7 A - Referenz 6 Ga Nenndurch-
messer Bolzen 5,5 mm* 6 Ga Nenndurch-
messer Bolze. 5,5 mm* 6
Gb 6,3 mm* 6 Gb 6,3 mm* 6
Ca Klemmlängen-
bereich maximum 7 Ca Klemmlängen
-bereich maximum 6
D Klemmlänge 10,0 mm 6 D Klemmlänge 10,0 mm 6 Ba Klemmlänge 6,4 mm 6 Ba Klemmlänge 6,4 mm 6
Fa Lochdurch-
messer Übergangs-
passung 7 Fa Lochdurch-
messer Übergangs-
passung 6
Bz = Bezeichnung der Probe nach Airbus-Nomenklatur
* Klemmlänge = 6,4 mm
E Nietkopf
Universal (ABS 0549) 6
Gesamtanzahl der Versuche: 45 Gesamtanzahl der Versuche: 36
Tabelle 4: Testmatrix I für Al-LB-Verbindungen

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
20
Für die verschiedenen Varianten der Kopfzugversuche ergibt sich folgende
Testmatrix, Testmatrix II:
Kopfzugversuch
Lock
bolt
Kop
fzug
vers
uch
in A
l 202
4
Referenz: Lockbolt: ABS 0548-3-4 Lockbolt 100° (gesenkt) Ti, Hi-Kote1 Beschichtung; Collar: ASNA 2025 Al, Nenndurchmesser Bolzen: 4.8 mm; Klemmlängenbereich: minimal; Klemmlänge: 4.8 mm; Material Bleche: 2024 T351; Lochdurchmesser: Presspassung (ABS 1707); Werkzeug: Materialprüfmaschine Z100/TL3A (Zwick GmbH & Co. KG)
Bz Variation Parameter Anzahl Tests
A - Referenz 6
Ca Klemmlängen-
bereich maximum 6
Fa Lochdurch-
messer Übergangs-
Passung 6
E Nietkopf universal 6 Bz = Bezeichnung der Probe nach
Airbus-Nomenklatur
Gesamtanzahl der Versuche: 24
Tabelle 5: Testmatrix II für Al-LB-Verbindungen
Nach der Airbus-Norm ABS 0548-3-4 gilt der Klemmlängenbereich 4,80 mm bis
6,35 mm, Tabelle 6.
Tabelle 6: Auszug aus der ABS 0548-3-4 [Angaben in inch (mm)]
Der in der Testmatrix I und II geforderte Klemmlängenbereich von 4,8 mm für
die Referenz-Probe wird aus Gründen der Verfügbarkeit an Material und der
Vereinfachung auf 5 mm festgelegt (zwei Bleche mit jeweils 2,5 mm Dicke).

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
21
Der Klemmlängenbereich ist hier, wie gefordert, als Minimum anzusehen (vgl.
Tabelle 6).
Der maximale Klemmlängenbereich für die Al-LB-Ca-Probe liegt laut Airbus-
Norm für einen Lockbolt nach ABS 0548-3-4 also bei 6,35 mm. Aufgrund der
Verfügbarkeit der Bleche und der einfacheren Handhabung, weil ein Abfräßen
nicht nötig ist, werden bei allen Untersuchungen als maximaler
Klemmlängenbereich 6,2 mm gewählt. Dieser wird erreicht durch zwei Bleche
mit jeweils 3,1 mm Dicke.
Die Klemmlängen 6,4 mm und 10 mm der Al-LB-Ba- und Al-LB-D-Proben
ergeben sich ebenfalls aus der Verfügbarkeit der Bleche. Sie genügen der
Norm ABS 0548-3-5 und ABS 0548-3-7. Die Klemmlänge wird hier erreicht
durch zwei Bleche mit jeweils einer Dicke von 3,3 mm für die Al-LB-Ba-Proben
bzw. 5,2 mm für die Al-LB-D-Proben.
Auf die genaue Geometrie der Blechproben sowie auf die Beschreibung der
Airbus-Norm wird im folgenden Kapitel ausführlich eingegangen.
Aus den Testmatrizen I und II und der Verfügbarkeit des Materials ergibt sich
folgende Gesamtaufstellung nach ABS 0548 und ABS 0549:
Bz
Nenndurch-messer Bolzen [mm]
Klemmlänge [mm] Nietkopf Passung Test Lockbolt
A
4,8
5,0
gesenkt
Übermaß Installation +
Scherzugversuch
ABS 0548-3-4
Fa 5,0 Übergangs- Installation +
Scherzugversuch
Ca 6,2 (max) Übermaß Installation +
Scherzugversuch
E 5,0 universal Übermaß Installation +
Scherzugversuch ABS 0549-3-4
Ba 6,6
gesenkt Übermaß
Installation + Scherzugversuch ABS 0548-3-5
D 10,4 Übermaß Installation +
Scherzugversuch ABS 0548-3-7
Ga 5,5 6,4 gesenkt Übermaß- Installation ABS 0548-3A-5
Gb 6,3 6,4 gesenkt Übergangs- Installation ABS 0548-4-5
A
4,8
5,0 gesenkt Übermaß
Kopfzugversuch
ABS 0548-3-4
Fa 5,0 gesenkt Übergangs- ABS 0548-3-4
E 5,0 universal Übermaß ABS 0549-3-4
Ca 6,2 (max) gesenkt Übergangs- ABS 0548-3-4
Tabelle 7: Gesamtaufstellung über die Versuche der Al-LB-Systeme
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
22
4.3 Lockbolt-Verbindung und Versuchsvorbereitung
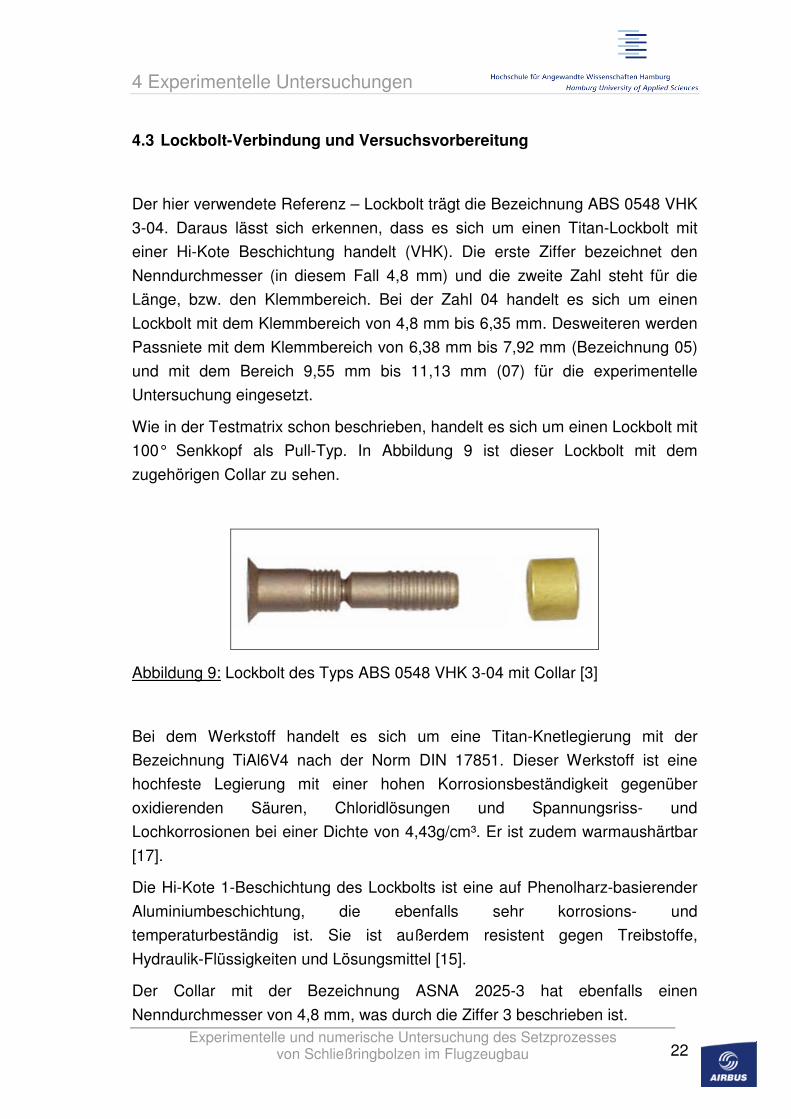
Der hier verwendete Referenz – Lockbolt trägt die Bezeichnung ABS 0548 VHK
3-04. Daraus lässt sich erkennen, dass es sich um einen Titan-Lockbolt mit
einer Hi-Kote Beschichtung handelt (VHK). Die erste Ziffer bezeichnet den
Nenndurchmesser (in diesem Fall 4,8 mm) und die zweite Zahl steht für die
Länge, bzw. den Klemmbereich. Bei der Zahl 04 handelt es sich um einen
Lockbolt mit dem Klemmbereich von 4,8 mm bis 6,35 mm. Desweiteren werden
Passniete mit dem Klemmbereich von 6,38 mm bis 7,92 mm (Bezeichnung 05)
und mit dem Bereich 9,55 mm bis 11,13 mm (07) für die experimentelle
Untersuchung eingesetzt.
Wie in der Testmatrix schon beschrieben, handelt es sich um einen Lockbolt mit
100° Senkkopf als Pull-Typ. In Abbildung 9 ist dieser Lockbolt mit dem
zugehörigen Collar zu sehen.
Abbildung 9: Lockbolt des Typs ABS 0548 VHK 3-04 mit Collar [3]
Bei dem Werkstoff handelt es sich um eine Titan-Knetlegierung mit der
Bezeichnung TiAl6V4 nach der Norm DIN 17851. Dieser Werkstoff ist eine
hochfeste Legierung mit einer hohen Korrosionsbeständigkeit gegenüber
oxidierenden Säuren, Chloridlösungen und Spannungsriss- und
Lochkorrosionen bei einer Dichte von 4,43g/cm³. Er ist zudem warmaushärtbar
[17].
Die Hi-Kote 1-Beschichtung des Lockbolts ist eine auf Phenolharz-basierender
Aluminiumbeschichtung, die ebenfalls sehr korrosions- und
temperaturbeständig ist. Sie ist außerdem resistent gegen Treibstoffe,
Hydraulik-Flüssigkeiten und Lösungsmittel [15].
Der Collar mit der Bezeichnung ASNA 2025-3 hat ebenfalls einen
Nenndurchmesser von 4,8 mm, was durch die Ziffer 3 beschrieben ist.
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
23
Er besteht aus einer Aluminium-Knetlegierung mit der Bezeichnung EN AW-
2024 T42 nach der Norm DIN EN 573.
Für die Lockbolts mit größerem Nenndurchmesser werden Collar nach ASNA
2025-3A und ASNA 2025-4 verwendet.
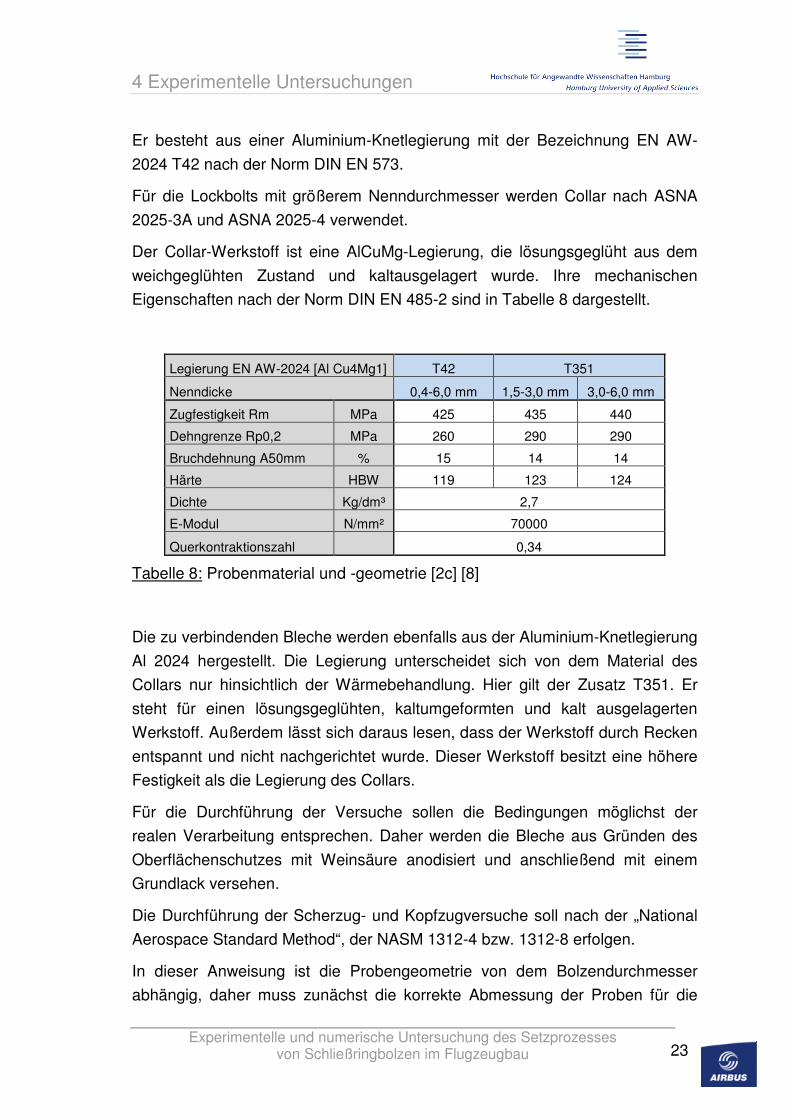
Der Collar-Werkstoff ist eine AlCuMg-Legierung, die lösungsgeglüht aus dem
weichgeglühten Zustand und kaltausgelagert wurde. Ihre mechanischen
Eigenschaften nach der Norm DIN EN 485-2 sind in Tabelle 8 dargestellt.
Legierung EN AW-2024 [Al Cu4Mg1] T42 T351
Nenndicke 0,4-6,0 mm 1,5-3,0 mm 3,0-6,0 mm
Zugfestigkeit Rm MPa 425 435 440
Dehngrenze Rp0,2 MPa 260 290 290
Bruchdehnung A50mm % 15 14 14
Härte HBW 119 123 124
Dichte Kg/dm³ 2,7
E-Modul N/mm² 70000
Querkontraktionszahl 0,34
Tabelle 8: Probenmaterial und -geometrie [2c] [8]
Die zu verbindenden Bleche werden ebenfalls aus der Aluminium-Knetlegierung
Al 2024 hergestellt. Die Legierung unterscheidet sich von dem Material des
Collars nur hinsichtlich der Wärmebehandlung. Hier gilt der Zusatz T351. Er
steht für einen lösungsgeglühten, kaltumgeformten und kalt ausgelagerten
Werkstoff. Außerdem lässt sich daraus lesen, dass der Werkstoff durch Recken
entspannt und nicht nachgerichtet wurde. Dieser Werkstoff besitzt eine höhere
Festigkeit als die Legierung des Collars.
Für die Durchführung der Versuche sollen die Bedingungen möglichst der
realen Verarbeitung entsprechen. Daher werden die Bleche aus Gründen des
Oberflächenschutzes mit Weinsäure anodisiert und anschließend mit einem
Grundlack versehen.
Die Durchführung der Scherzug- und Kopfzugversuche soll nach der „National
Aerospace Standard Method“, der NASM 1312-4 bzw. 1312-8 erfolgen.
In dieser Anweisung ist die Probengeometrie von dem Bolzendurchmesser
abhängig, daher muss zunächst die korrekte Abmessung der Proben für die

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
24
verschiedenen Passniete, wie in den folgenden Abbildungen dargestellt,
ermittelt werden.
Abbildung 10: Scherzugversuch – Probe nach NASM 1312-4
Daraus ergaben sich folgende Probengeometrien:
Abbildung 11: Scherzugversuch – Probe nach NASM 1312-4

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
25
Abbildung 12: Scherzugversuch – Probe nach NASM 1312-4
Die „Doubler“ an den Enden, vgl. Abbildung 10, werden auf die Streifen
aufgeklebt, um eine gerade Einspannung zu ermöglichen. Sie dienen nur zur
Erleichterung der Durchführung des Versuchs und sind für die Ermittlung der
Werte nicht relevant.
Abbildung 13 zeigt ein Beispiel für die Bezeichnung nach der in Kapitel 4.1
beschriebenen Nomenklatur.
Abbildung 13: Beispiel für eine Probenbezeichnung nach Nomenklatur

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
26
4.4 Versuchsdurchführung
Im Rahmen der experimentellen Untersuchungen werden Installations-,
Scherzug- und Kopfzugversuche durchgeführt.
Bei der Installation werden für den Setzprozess der Nietverbindungen Kraft-
Weg-Verläufe dieser Verbindungen aufgenommen und jeweils für eine
Versuchsreihe ein Schliffbild erstellt. Bei den restlichen Verbindungen wird die
Collar-Geometrie sowie der Nietkopfüberstand vermessen.
Die Scherzug- und Kopfzugversuche werden nach der Norm NASM 1312-4
bzw. NASM 1312-8 durchgeführt und dokumentiert.
Jedes Blech einer Probe erhält als Bezeichnung eine Kombination von
Buchstaben und Zahlen, die für die Merkmale der jeweiligen Verbindung steht
und deren Bedeutung der Testmatrix I und II, der Nomenklatur aus Kapitel 4.1
und der Abbildung 13 zu entnehmen ist.
4.4.1 Lockbolt-Installationen
Zur Installation dient normalerweise das Lockbolt-Setzgerät Huck 230. Da sich
an diesem Setzgerät aber keine Möglichkeit zur Aufnahme von Kraft-Weg-
Verläufen befindet, wird für die Installation das Blindniet-Setzgerät Taurus 4 der
Firma GESIPA verwendet. An diesem Gerät befindet sich ein Aufnehmer für die
Setzkraft und einer für den Installationsweg, die mit Hilfe eines USB-
Anschlusses an einem PC visualisiert werden können. Beide Setzgeräte
werden mit Druckluft angesteuert.
Technische Daten GESIPA Taurus 4 Standardblindniete mm bis 6,4 Gewicht kg 2,5 Betriebsdruck bar 5-7 Gerätehub mm 19 Setzkraft bei 5bar N 20000 Schlauchanschluss mm 6 Luftverbrauch Nl/Niet 4,8 Geräuschemission Lpa dB 79
Tabelle 9: Technische Daten der Taurus 4
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
27
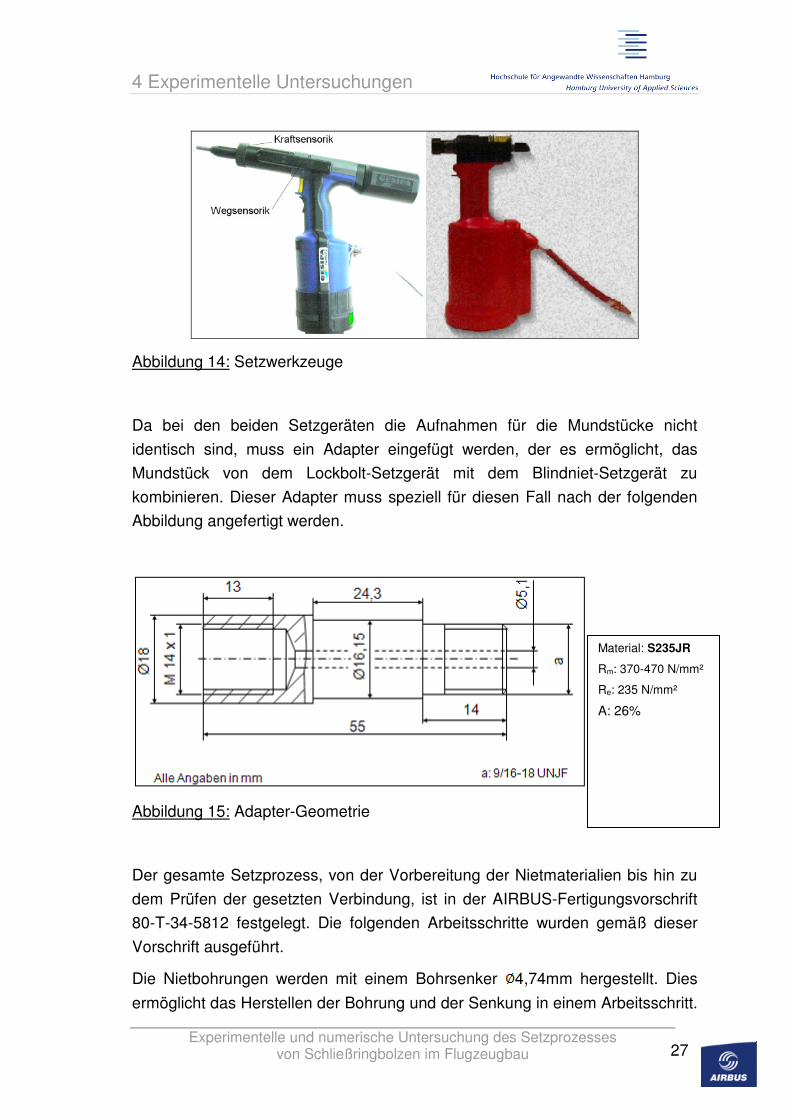
Abbildung 14: Setzwerkzeuge
Da bei den beiden Setzgeräten die Aufnahmen für die Mundstücke nicht
identisch sind, muss ein Adapter eingefügt werden, der es ermöglicht, das
Mundstück von dem Lockbolt-Setzgerät mit dem Blindniet-Setzgerät zu
kombinieren. Dieser Adapter muss speziell für diesen Fall nach der folgenden
Abbildung angefertigt werden.
Abbildung 15: Adapter-Geometrie
Der gesamte Setzprozess, von der Vorbereitung der Nietmaterialien bis hin zu
dem Prüfen der gesetzten Verbindung, ist in der AIRBUS-Fertigungsvorschrift
80-T-34-5812 festgelegt. Die folgenden Arbeitsschritte wurden gemäß dieser
Vorschrift ausgeführt.
Die Nietbohrungen werden mit einem Bohrsenker 4,74mm hergestellt. Dies
ermöglicht das Herstellen der Bohrung und der Senkung in einem Arbeitsschritt.
Material: S235JR
Rm: 370-470 N/mm²
Re: 235 N/mm²
A: 26%

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
28
Anschließend werden die Durchmesser der Bohrungen bei 0° und bei 90°
gemessen und dokumentiert. Die Durchmesser der Passniete werden ebenfalls
im Klemmbereich bei 0° und bei 90° gemessen. Die Daten sind der Anlage IV
und V im Anhang zu entnehmen.
Zum Setzen wird der Passbolzen mit Hilfe eines Alu-Dorns in die Passung
eingeschlagen, Abbildung 16. Anschließend wird der Collar auf den Lockbolt
geschoben und die Probe mit dem Klemmbereich auf das Mundstück des
Setzgerätes aufgesteckt und die Verbindung gesetzt. Für jede gesetzte
Verbindung wird der Nietkopfüberstand gemessen, sowie ein Kraft-Weg/Kraft-
Zeit-Verlauf aufgezeichnet. Die Daten der Nietkopfüberstände sind der Anlage
VI im Anhang zu entnehmen.
Abbildung 16: Einsetzen des Passbolzens durch Einschlagen [2a]
4.4.2 Scherzugversuche
Die wichtigste mechanische Werkstoffprüfung ist der Zugversuch, da die
auftretenden Erscheinungen zumindest qualitativ auf andere
Beanspruchungsarten übertragen werden können.
Für die Scherzugversuche aus der Testmatrix wird die Materialprüfmaschine
Z100/TL3A, Baujahr 1997, der Firma Zwick GmbH & Co. KG verwendet.
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
29
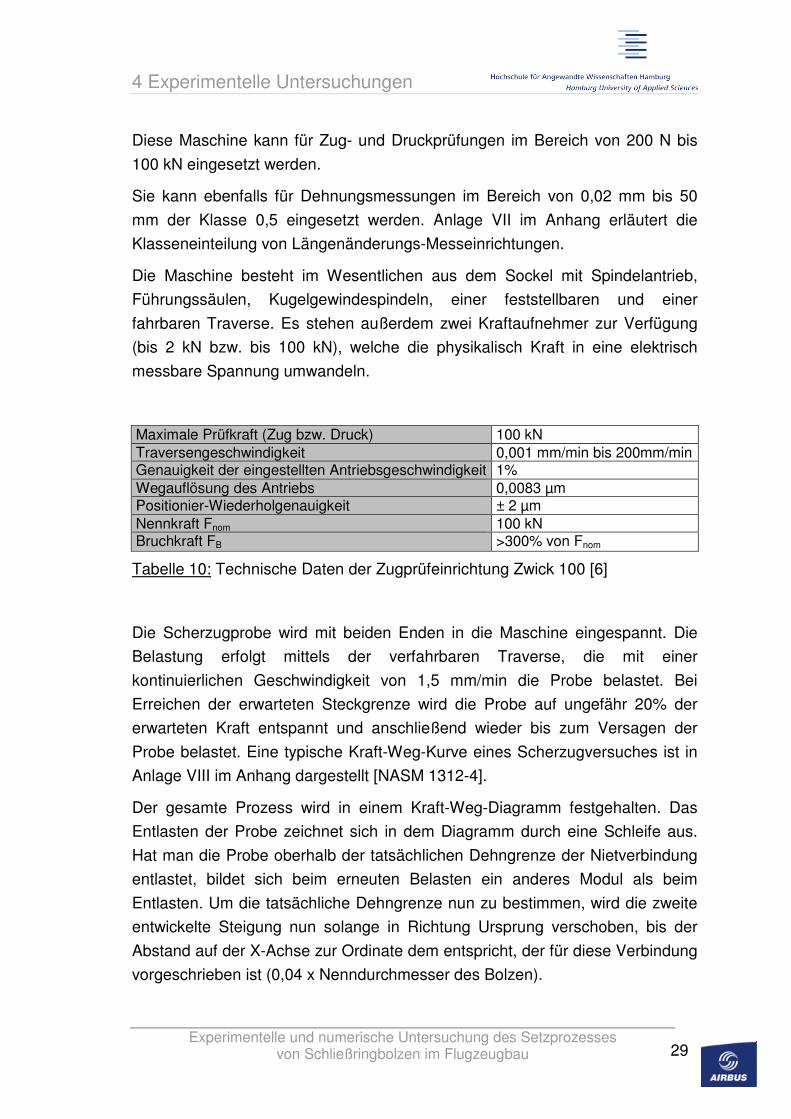
Diese Maschine kann für Zug- und Druckprüfungen im Bereich von 200 N bis
100 kN eingesetzt werden.
Sie kann ebenfalls für Dehnungsmessungen im Bereich von 0,02 mm bis 50
mm der Klasse 0,5 eingesetzt werden. Anlage VII im Anhang erläutert die
Klasseneinteilung von Längenänderungs-Messeinrichtungen.
Die Maschine besteht im Wesentlichen aus dem Sockel mit Spindelantrieb,
Führungssäulen, Kugelgewindespindeln, einer feststellbaren und einer
fahrbaren Traverse. Es stehen außerdem zwei Kraftaufnehmer zur Verfügung
(bis 2 kN bzw. bis 100 kN), welche die physikalisch Kraft in eine elektrisch
messbare Spannung umwandeln.
Maximale Prüfkraft (Zug bzw. Druck) 100 kN Traversengeschwindigkeit 0,001 mm/min bis 200mm/min Genauigkeit der eingestellten Antriebsgeschwindigkeit 1% Wegauflösung des Antriebs 0,0083 µm Positionier-Wiederholgenauigkeit ± 2 µm Nennkraft Fnom 100 kN Bruchkraft FB >300% von Fnom
Tabelle 10: Technische Daten der Zugprüfeinrichtung Zwick 100 [6]
Die Scherzugprobe wird mit beiden Enden in die Maschine eingespannt. Die
Belastung erfolgt mittels der verfahrbaren Traverse, die mit einer
kontinuierlichen Geschwindigkeit von 1,5 mm/min die Probe belastet. Bei
Erreichen der erwarteten Steckgrenze wird die Probe auf ungefähr 20% der
erwarteten Kraft entspannt und anschließend wieder bis zum Versagen der
Probe belastet. Eine typische Kraft-Weg-Kurve eines Scherzugversuches ist in
Anlage VIII im Anhang dargestellt [NASM 1312-4].
Der gesamte Prozess wird in einem Kraft-Weg-Diagramm festgehalten. Das
Entlasten der Probe zeichnet sich in dem Diagramm durch eine Schleife aus.
Hat man die Probe oberhalb der tatsächlichen Dehngrenze der Nietverbindung
entlastet, bildet sich beim erneuten Belasten ein anderes Modul als beim
Entlasten. Um die tatsächliche Dehngrenze nun zu bestimmen, wird die zweite
entwickelte Steigung nun solange in Richtung Ursprung verschoben, bis der
Abstand auf der X-Achse zur Ordinate dem entspricht, der für diese Verbindung
vorgeschrieben ist (0,04 x Nenndurchmesser des Bolzen).

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
30
Der Versuch wurde mit vier verschiedenen Blechdicken durchgeführt, um die
geforderten Klemmlängenbereiche laut der Testmatrix zu erfüllen. Wie bereits in
Kapitel 4.2 erläutert, wurden die Blechdicken an die Verfügbarkeit des Materials
angepasst. Die angepassten Werte sind in der folgenden Tabelle aufgelistet.
Die genauen Maße aller Bleche sind der Anlage IX im Anhang zu entnehmen.
Probenbezeichnung Nenn-Blechdicke [mm] Nietdurchmesser [mm] A 2,50 (x 2 = 5,00) 4,80 Ba 3,30 (x 2 = 6,60) 4,80 Ca 3,10 (x 2 = 6,20) 4,80 D 5,20 (x 2 = 10,40) 4,80 E 2,50 (x 2 = 5,00) 4,80 Fa 2,50 (x 2 = 5,00) 4,80 Ga 3,30 (x2 = 6,60) 5,50 Gb 3,30 (x2 = 6,60) 6,30
Tabelle 11: Bleche der Scherzugproben
4.4.3 Kopfzugversuche
Für die Kopfzugversuche wird ebenfalls die Materialprüfmaschine Z100/TL3A,
Baujahr 1997, der Firma Zwick GmbH & Co. KG verwendet. Die
entsprechenden Bleche werden nach der Fertigungsnorm NASM 1312-8
zugeschnitten. Die Abmaße sind der folgenden Skizze zu entnehmen.
Abbildung 17: Kopfzugversuch – Probe nach NASM 1312-8 (in mm)

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
31
Nach dem Zuschneiden der Bleche werden jeweils zwei Bleche über eine
Lockbolt-Verbindung gesetzt. Der Setzprozess ist der gleiche wie in Kapitel
4.4.1 bereits beschrieben. Es ist darauf zu achten, dass die beiden Bleche
zueinander um 45° versetzt angeordnet sind, um in folgende Apparatur
eingespannt werden zu können:
Abbildung 18: Kopfzugversuchs-Apparatur nach NASM 1312-8
Der Versuch wurde mit drei verschiedenen Blechdicken durchgeführt, um die
geforderten Klemmlängenbereiche laut der Testmatrix zu erfüllen. Wie bereits in
Kapitel 4.2 erläutert, wurden die Blechdicken auch hier an die Verfügbarkeit des
Materials angepasst. Die angepassten Werte sind in der folgenden Tabelle
aufgelistet:
Probenbez. Nenn-Blechdicke [mm] Bohrsenker Nietdurchmesser [mm] A 2,50 (x 2 = 5,00) 4,79 mm 4,80
Ca 3,10 (x 2 = 6,20) 4,79 mm 4,80 Fa 2,50 (x 2 = 5,00) 4,74 mm 4,80
Tabelle 12: Bleche der Kopfzugproben
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
32
4.5 Versuchergebnisse
In diesem Kapitel werden die Ergebnisse der experimentellen Untersuchungen
zusammengetragen. Neben charakteristischen Kraft-Weg-Verläufen jeder
Probenreihe in Form von Diagrammen werden ebenfalls detaillierte Kraft-Weg-
Verläufe einzelner Proben analysiert und mit entsprechenden Bildbeispielen
erläutert. So soll zum einen deutlich werden, wie der Installationsprozess durch
eine Parameteränderung der Lockbolt-Verbindung beeinflusst wird, zum
anderen die damit verbundenen Auswirkungen auf die Bruchlasten nach
Scherzug- bzw. Kopfzugbelastung.
4.5.1 Lockbolt-Installationen
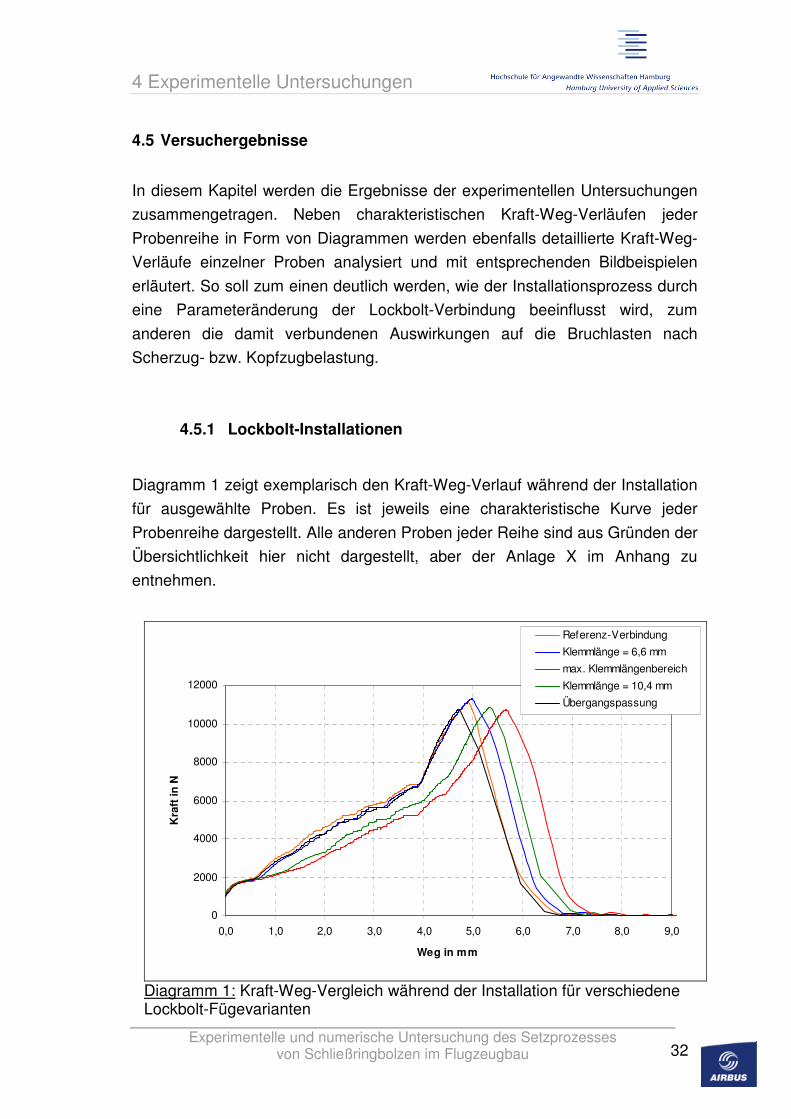
Diagramm 1 zeigt exemplarisch den Kraft-Weg-Verlauf während der Installation
für ausgewählte Proben. Es ist jeweils eine charakteristische Kurve jeder
Probenreihe dargestellt. Alle anderen Proben jeder Reihe sind aus Gründen der
Übersichtlichkeit hier nicht dargestellt, aber der Anlage X im Anhang zu
entnehmen.
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0
Weg in mm
Kra
ft in
N
Referenz-Verbindung
Klemmlänge = 6,6 mm
max. Klemmlängenbereich
Klemmlänge = 10,4 mm
Übergangspassung
Diagramm 1: Kraft-Weg-Vergleich während der Installation für verschiedene Lockbolt-Fügevarianten

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
33
Das Diagramm1 soll deutlich machen, dass die Lockbolt-Verbindungen bei
einer Maximalkraft von ca. 11.000 N gesetzt werden. Bei dieser Maximalkraft
reißt der Abreißbolzen des Lockbolts ab und der Fügeprozess ist damit
beendet.
Deutlich wird aber auch, dass die Maximalkräfte bei einer Parameteränderung
der Lockbolt-Verbindung in einem Umfang von etwa 600 N variieren. So liegt
die Abreißkraft eine Lockbolt-Verbindung mit Übergangspassung bei 10.733 N,
während diese 11.302 N beträgt, wenn eine Verbindung mit einer Klemmlänge
von 6,6 mm betrachtet wird.
Auch die Abreißwege werden durch entsprechende Parameteränderungen
beeinflusst. So reißt der Bolzen einer Verbindung, die im maximalen
Klemmlängenbereich gesetzt wird, bei 5,67 mm Wegänderung, wo hingegen
nur eine Wegänderung von 4,73 mm erreicht wird, wenn die Verbindung als
Übergangspassung gesetzt wird.
Die Kraft-Weg-Verläufe aus Diagramm 1 sind allerdings auch kritisch zu
betrachten. Die Kraft-Aufzeichnung beginnt erst bei ca. 1000 Newton, was mit
der Voreinstellung der Kraftmessdose zu tun hat. Ebenfalls kritisch zu sehen ist
der Kurvenverlauf nach dem Abreißen des Bolzen. Die Kraft müsste hier sofort
auf Null zurückgehen, so wie in Diagramm 2 der Kraft-Zeit-Verlauf beweist.
0
2000
4000
6000
8000
10000
12000
0,0 20,0 40,0 60,0 80,0 100,0 120,0
Zeit in ms
Kra
ft in
N
Referenz-Verbindung
Klemmlänge = 6,6 mm
max. Klemmlängenbereich
Klemmlänge = 10,4 mm
Übergangspassung
Diagramm 2: Kraft-Zeit-Vergleich während der Installation für verschiedene Lockbolt-Fügevarianten

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
34
Dies hängt mit der Aufnahme von nur drei bis fünf Messpunkten nach dem
Abreißen zusammen. Die Elastizität der Werkzeugbauteile, z. B. der
Adapterstücke, führt dazu, dass nach dem Abreißen des Bolzen die Kraft nur
langsam auf Null zurückgeht, was mit dem Messaufnehmer nicht korrekt
aufgezeichnet werden kann. Diese Erkenntnisse müssen nachher für den
Vergleich mit der Simulation berücksichtigt werden. Alle Installationskurven
können nach dem Abreißvorgang „abgeschnitten“ werden, da der weitere
Verlauf also keinen realen Zustand darstellt. In der Anlage X im Anhang sind
alle Installationsverläufe bereits korrigiert dargestellt.
Nach dem Setzprozess werden ebenfalls die Collar aller verfügbaren Proben
vermessen. Für die Vermessung wird ein Mikroskop verwendet, welches an ein
Computerprogramm angeschlossen ist. Die geringe Größe und die
Unhandlichkeit der installierten Proben führen dazu, dass eine Messung mit
einem normalen Messschieber zu ungenau bzw. in Axialrichtung gar nicht
möglich wäre.
Als Mikroskop wird ein OLYMPUS SZ61 verwendet, welches als
Stereomikroskop auch mit einem Adapter für Digitalkameras ausgestattet ist,
Abbildung 19. Als Software dient „ANALYSIS“, ebenfalls von OLYMPUS. Mit
dieser Vermessungs-Software lässt sich die im Mikroskop eingespannte Probe
digitalisieren. Dazu wird ein Foto aufgenommen, welches auf dem Bildschirm
vergrößert dargestellt und mit Hilfe einer Messeinrichtung an beliebigen
Punkten vermessen werden kann.
Abbildung 19: OLYMPUS SZ61

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
35
Die gewählten vier Vermessungspunkte sind in Abbildung 20 dargestellt.
Abbildung 20: Definition der Messgrößen am Collar
Ermittelt wurden jeweils die Außendurchmesser d und D, sowie die
Gesamthöhe H und die gestauchte Höhe h des Collars. Die Mittelwerte für alle
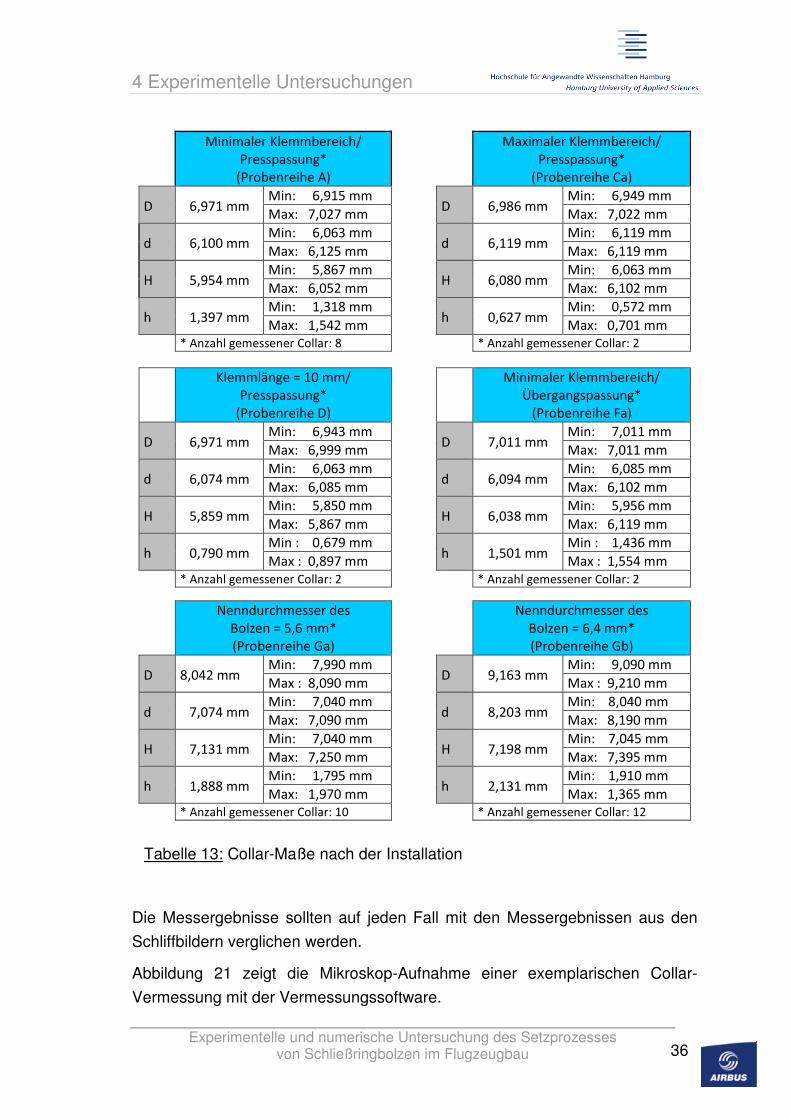
vermessenen Punkte sind in Tabelle 13 aufgeführt.
Trotz exakter Kalibrierung der Kamera sind die Messergebnisse der Collar-
Vermessung streuungsbehaftet. Die Konturkanten des Collars werden per
Mausklick angewählt. Dabei verursacht ein Pixelsprung bereits eine Differenz
von 10 µm. Das liegt zwar im Toleranzbereich der Kamera, kann aber in
Kombination mit der ungenauen Konturauswahl zu einem Fehler von bis zu 3%
führen.
Das SZ61 hat einen Vergrößerungsbereich von 6,7x bis 45x, bei Verwendung
eines 10x Okulars. Hauptsächlich in niedriger Vergrößerung, bei 6,7x bis 27x,
treten Messungenauigkeiten auf. Tests haben gezeigt, dass eine mittlere bis
hohe Vergrößerung die wenigsten Fehler verursacht.
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
36
Minimaler Klemmbereich/
Presspassung*
(Probenreihe A)
Maximaler Klemmbereich/
Presspassung*
(Probenreihe Ca)
D 6,971 mm Min: 6,915 mm
D 6,986 mm Min: 6,949 mm
Max: 7,027 mm Max: 7,022 mm
d 6,100 mm Min: 6,063 mm
d 6,119 mm Min: 6,119 mm
Max: 6,125 mm Max: 6,119 mm
H 5,954 mm Min: 5,867 mm
H 6,080 mm Min: 6,063 mm
Max: 6,052 mm Max: 6,102 mm
h 1,397 mm Min: 1,318 mm
h 0,627 mm Min: 0,572 mm
Max: 1,542 mm Max: 0,701 mm
* Anzahl gemessener Collar: 8 * Anzahl gemessener Collar: 2
Klemmlänge = 10 mm/
Presspassung*
(Probenreihe D)
Minimaler Klemmbereich/
Übergangspassung*
(Probenreihe Fa)
D 6,971 mm Min: 6,943 mm
D 7,011 mm Min: 7,011 mm
Max: 6,999 mm Max: 7,011 mm
d 6,074 mm Min: 6,063 mm
d 6,094 mm Min: 6,085 mm
Max: 6,085 mm Max: 6,102 mm
H 5,859 mm Min: 5,850 mm
H 6,038 mm Min: 5,956 mm
Max: 5,867 mm Max: 6,119 mm
h 0,790 mm Min : 0,679 mm
h 1,501 mm Min : 1,436 mm
Max : 0,897 mm Max : 1,554 mm
* Anzahl gemessener Collar: 2 * Anzahl gemessener Collar: 2
Nenndurchmesser des
Bolzen = 5,6 mm*
(Probenreihe Ga)
Nenndurchmesser des
Bolzen = 6,4 mm*
(Probenreihe Gb)
D 8,042 mm Min: 7,990 mm
D 9,163 mm Min: 9,090 mm
Max : 8,090 mm Max : 9,210 mm
d 7,074 mm Min: 7,040 mm
d 8,203 mm Min: 8,040 mm
Max: 7,090 mm Max: 8,190 mm
H 7,131 mm Min: 7,040 mm
H 7,198 mm Min: 7,045 mm
Max: 7,250 mm Max: 7,395 mm
h 1,888 mm Min: 1,795 mm
h 2,131 mm Min: 1,910 mm
Max: 1,970 mm Max: 1,365 mm
* Anzahl gemessener Collar: 10 * Anzahl gemessener Collar: 12
Tabelle 13: Collar-Maße nach der Installation
Die Messergebnisse sollten auf jeden Fall mit den Messergebnissen aus den
Schliffbildern verglichen werden.
Abbildung 21 zeigt die Mikroskop-Aufnahme einer exemplarischen Collar-
Vermessung mit der Vermessungssoftware.

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
37
Abbildung 21: Mikroskop-Aufnahme des Collars der Probe mit variiertem Nenndurchmesser (= 5,6 mm) des Bolzen (Probe Al-LB-Ga-S1-2)
4.5.2 Scherzugversuche
Für jede Probenvariante wurden 5 bis 7 Versuche durchgeführt. Die
unterschiedlichen Bruchlasten und die Versagensart der jeweiligen Proben sind
in der folgenden Tabelle dargestellt:
Probenbezeichnung Bruchlast [N] Versagensart
A-IS1-1/A-IS1-2 19.398,83 Blechabscherung (Shear-out-Failure) A-IS2-1/A-IS2-2 20.305,82 Blechabscherung (Shear-out-Failure) A-IS3-1/A-IS3-2 20.585,57 Blechabscherung (Shear-out-Failure) A-IS4-1/A-IS4-2 19.048,54 Blechabscherung (Shear-out-Failure) A-IS5-1/A-IS5-2 20.493,25 Blechabscherung (Shear-out-Failure) A-IS6-1/A-IS6-2 20.295,89 Blechabscherung (Shear-out-Failure)
Ø 20,0 kN
Ba-IS1-1/Ba-IS1-2 22.992,30 Collar-Versagen (Collar-Fracture-Failure) Ba-IS2-1/Ba-IS2-2 23.077,82 Collar-Versagen (Collar-Fracture-Failure) Ba-IS3-1/Ba-IS3-2 22.69742 Collar-Versagen (Collar-Fracture-Failure) Ba-IS4-1/Ba-IS4-2 22.444,86 Collar-Versagen (Collar-Fracture-Failure) Ba-IS5-1/Ba-IS5-2 22.862,19 Collar-Versagen (Collar-Fracture-Failure) Ba-IS6-1/Ba-IS6-2 22.847,73 Collar-Versagen (Collar-Fracture-Failure)
Ø 22,8 kN

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
38
Ca-IS1-1/Ca-IS1-2 20.520,77 Collar-Versagen (Collar-Fracture-Failure) Ca-IS2-1/Ca-IS2-2 20.632,00 Collar-Versagen (Collar-Fracture-Failure) Ca-IS3-1/Ca-IS3-2 20.270,76 Collar-Versagen (Collar-Fracture-Failure) Ca-IS4-1/Ca-IS4-2 20.307,51 Collar-Versagen (Collar-Fracture-Failure) Ca-IS5-1/Ca-IS5-2 20.400,17 Collar-Versagen (Collar-Fracture-Failure) Ca-IS6-1/Ca-IS6-2 20.399,04 Collar-Versagen (Collar-Fracture-Failure) Ca-IS8-1/Ca-IS8-2 20.312,62 Collar-Versagen (Collar-Fracture-Failure)
Ø 20,4 kN
D-IS1-1/D-IS1-2 29.202,56 Collar-Versagen (Collar-Fracture-Failure) D-IS2-1/D-IS2-2 28.276,99 Collar-Versagen (Collar-Fracture-Failure) D-IS3-1/D-IS3-2 28.430,47 Collar-Versagen (Collar-Fracture-Failure) D-IS4-1/D-IS4-2 28.932,87 Collar-Versagen (Collar-Fracture-Failure) D-IS5-1/D-IS5-2 29.501,99 Collar-Versagen (Collar-Fracture-Failure) D-IS6-1/D-IS6-2 28.733,41 Collar-Versagen (Collar-Fracture-Failure)
Ø 28,8 kN
Fa-IS1-1/Fa-IS1-2 18.647,96 Collar-Versagen (Collar-Fracture-Failure) Fa-IS2-1/Fa-IS2-2 20.051,20 Blechabscherung (Shear-out-Failure) Fa-IS3-1/Fa-IS3-2 19.138,81 Blechabscherung (Shear-out-Failure) Fa-IS4-1/Fa-IS4-2 19.921,95 Blechabscherung (Shear-out-Failure) Fa-IS5-1/Fa-IS5-2 19.355,33 Collar-Versagen (Collar-Fracture-Failure) Fa-IS6-1/Fa-IS6-2 19.172,26 Blechabscherung (Shear-out-Failure)
Ø 19,4 kN
Ga-IS1-1/Ga-IS1-2 31.059,51 Blechabscherung (Shear-out-Failure) Ga-IS2-1/Ga-IS2-2 31.492,36 Blechabscherung (Shear-out-Failure) Ga-IS3-1/Ga-IS3-2 31.517,09 Blechabscherung (Shear-out-Failure) Ga-IS4-1/Ga-IS4-2 31.244,32 Blechabscherung (Shear-out-Failure) Ga-IS5-1/Ga-IS5-2 31.308,07 Blechabscherung (Shear-out-Failure)
Ø 31,3 kN
Gb-IS1-1/Gb-IS1-2 33.547,22 Collar-Versagen (Collar-Fracture-Failure) Gb-IS2-1/Gb-IS2-2 34.745,62 Collar-Versagen (Collar-Fracture-Failure) Gb-IS3-1/Gb-IS3-2 35.674,03 Blechabscherung (Shear-out-Failure) Gb-IS4-1/Gb-IS4-2 35.979,89 Blechabscherung (Shear-out-Failure) Gb-IS5-1/Gb-IS5-2 33.392,02 Collar-Versagen (Collar-Fracture-Failure) Gb-IS6-1/Gb-IS6-2 36.116,46 Blechabscherung (Shear-out-Failure)
Ø 34,9 kN
Tabelle 14: Übersicht über die Bruchlasten und Versagensarten der verschiedenen Probenreihen nach Scherzugversuch
Anhand der Tabelle 14 lassen sich bei den Scherzugversuchen zwei
unterschiedliche Versagensmodi feststellen:

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
39
Zum einen die Blechabscherung, zum anderen das Collar-Versagen. Welches
Versagen auftritt, richtet sich nach dem Nietdurchmesser, der Klemmlänge und
der Passung.
Auffällig ist, dass die Referenzverbindung ausschließlich durch
Blechabscherung versagt, sowie die Variante Al-LB-Ga, bei der die
Klemmlänge auf 6,4 mm und der Bolzendurchmesser auf 5,5 mm vergrößert
wurden.
Die Varianten Al-LB-Ca (maximaler Klemmlängenbereich), Al-LB-Ba
(Klemmlänge 6,6 mm) und Al-LB-D (Klemmlänge 10,4 mm) zeigen
ausschließlich Collar-Versagen. Die Varianten Al-LB-Fa und Al-LB-Gb, die mit
eine Übergangspassung gefügt wurden, zeigen beide Versagensmodi.
Abbildung 22 zeigt ein Beispiel für den Versagensmodus Blechabriss,
Abbildung 23 ein Beispiel für Collar-Versagen.
Abbildung 22: Blechabscherung nach Scherzug an Probe Al-LB Fa-2-1/Fa-2-2
Abbildung 23: Collar-Versagen nach Scherzug an Probe Al-LB Ca-4-1/Ca-4-2
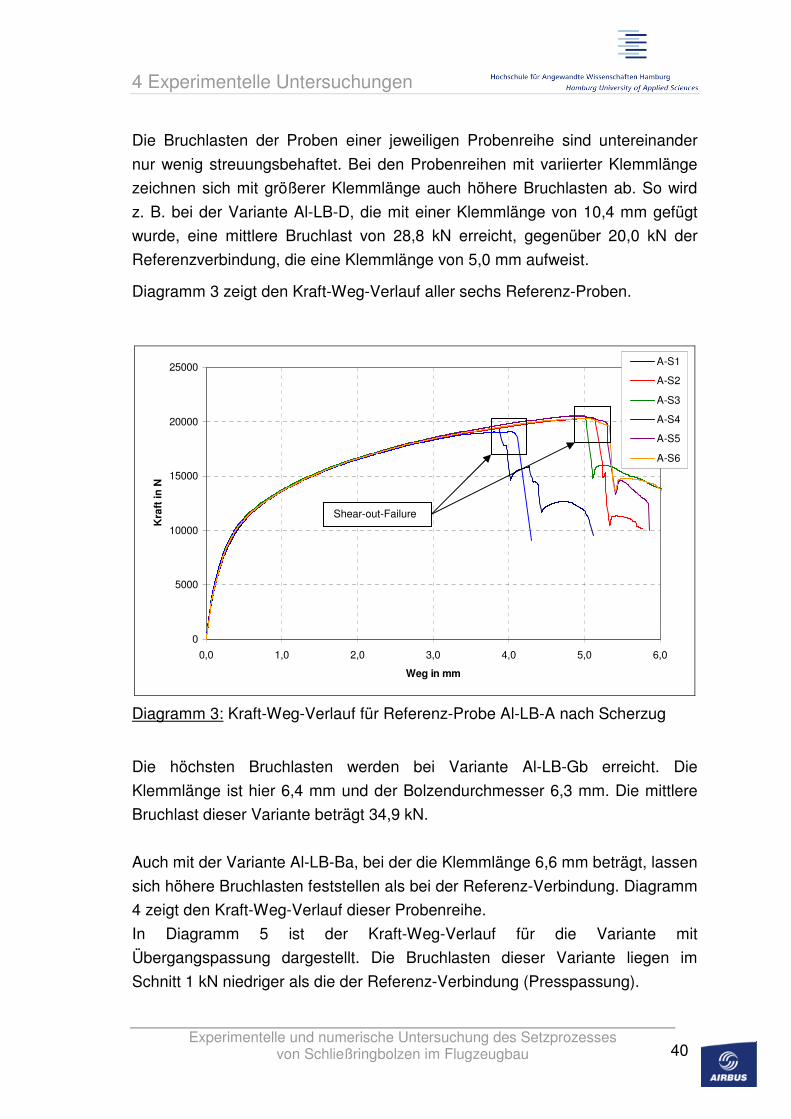
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
40
Die Bruchlasten der Proben einer jeweiligen Probenreihe sind untereinander
nur wenig streuungsbehaftet. Bei den Probenreihen mit variierter Klemmlänge
zeichnen sich mit größerer Klemmlänge auch höhere Bruchlasten ab. So wird
z. B. bei der Variante Al-LB-D, die mit einer Klemmlänge von 10,4 mm gefügt
wurde, eine mittlere Bruchlast von 28,8 kN erreicht, gegenüber 20,0 kN der
Referenzverbindung, die eine Klemmlänge von 5,0 mm aufweist.
Diagramm 3 zeigt den Kraft-Weg-Verlauf aller sechs Referenz-Proben.
0
5000
10000
15000
20000
25000
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Weg in mm
Kra
ft in
N
A-S1
A-S2
A-S3
A-S4
A-S5
A-S6
Diagramm 3: Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A nach Scherzug
Die höchsten Bruchlasten werden bei Variante Al-LB-Gb erreicht. Die
Klemmlänge ist hier 6,4 mm und der Bolzendurchmesser 6,3 mm. Die mittlere
Bruchlast dieser Variante beträgt 34,9 kN.
Auch mit der Variante Al-LB-Ba, bei der die Klemmlänge 6,6 mm beträgt, lassen
sich höhere Bruchlasten feststellen als bei der Referenz-Verbindung. Diagramm
4 zeigt den Kraft-Weg-Verlauf dieser Probenreihe.
In Diagramm 5 ist der Kraft-Weg-Verlauf für die Variante mit
Übergangspassung dargestellt. Die Bruchlasten dieser Variante liegen im
Schnitt 1 kN niedriger als die der Referenz-Verbindung (Presspassung).
Shear-out-Failure
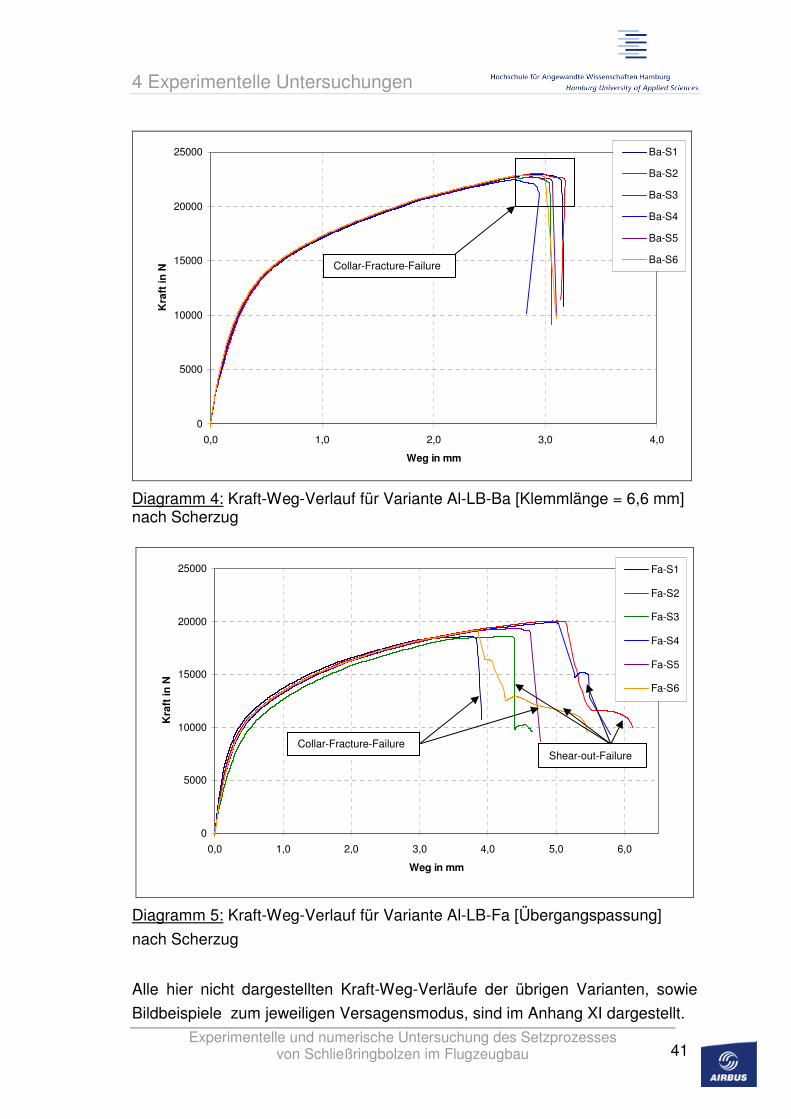
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
41
0
5000
10000
15000
20000
25000
0,0 1,0 2,0 3,0 4,0
Weg in mm
Kra
ft in
NBa-S1
Ba-S2
Ba-S3
Ba-S4
Ba-S5
Ba-S6
Diagramm 4: Kraft-Weg-Verlauf für Variante Al-LB-Ba [Klemmlänge = 6,6 mm] nach Scherzug
0
5000
10000
15000
20000
25000
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Weg in mm
Kra
ft in
N
Fa-S1
Fa-S2
Fa-S3
Fa-S4
Fa-S5
Fa-S6
Diagramm 5: Kraft-Weg-Verlauf für Variante Al-LB-Fa [Übergangspassung]
nach Scherzug
Alle hier nicht dargestellten Kraft-Weg-Verläufe der übrigen Varianten, sowie
Bildbeispiele zum jeweiligen Versagensmodus, sind im Anhang XI dargestellt.
Collar-Fracture-Failure
Collar-Fracture-Failure Shear-out-Failure
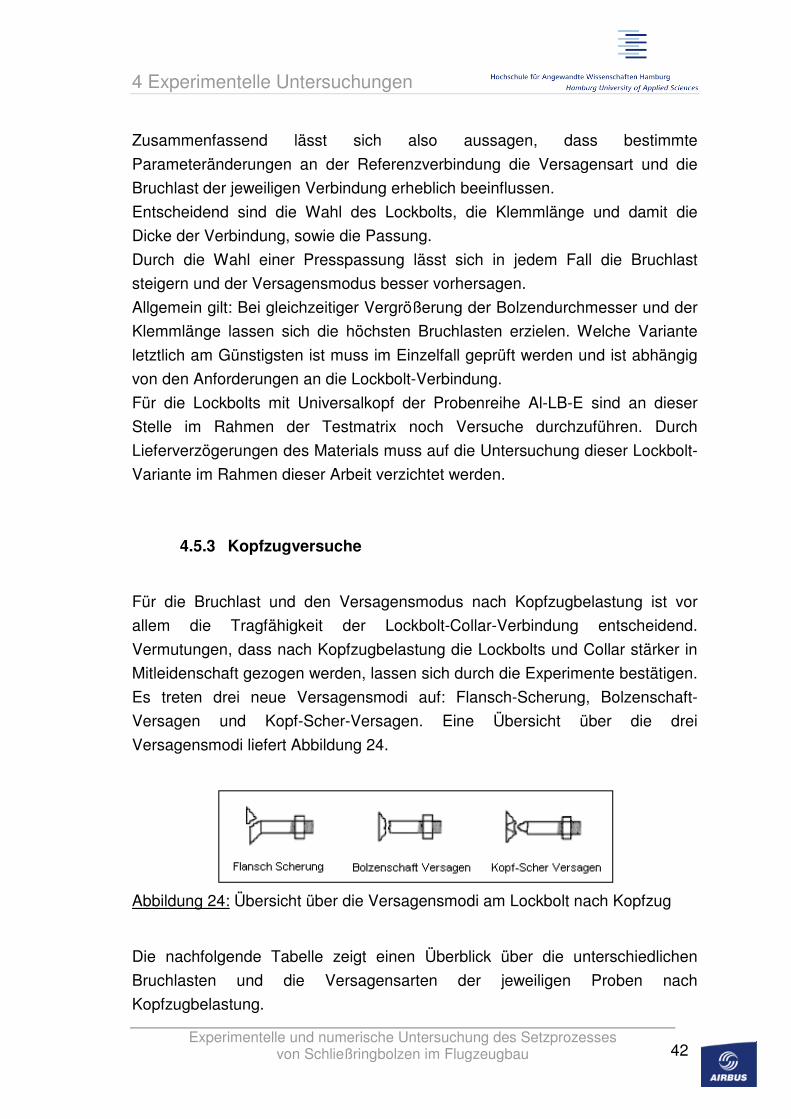
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
42
Zusammenfassend lässt sich also aussagen, dass bestimmte
Parameteränderungen an der Referenzverbindung die Versagensart und die
Bruchlast der jeweiligen Verbindung erheblich beeinflussen.
Entscheidend sind die Wahl des Lockbolts, die Klemmlänge und damit die
Dicke der Verbindung, sowie die Passung.
Durch die Wahl einer Presspassung lässt sich in jedem Fall die Bruchlast
steigern und der Versagensmodus besser vorhersagen.
Allgemein gilt: Bei gleichzeitiger Vergrößerung der Bolzendurchmesser und der
Klemmlänge lassen sich die höchsten Bruchlasten erzielen. Welche Variante
letztlich am Günstigsten ist muss im Einzelfall geprüft werden und ist abhängig
von den Anforderungen an die Lockbolt-Verbindung.
Für die Lockbolts mit Universalkopf der Probenreihe Al-LB-E sind an dieser
Stelle im Rahmen der Testmatrix noch Versuche durchzuführen. Durch
Lieferverzögerungen des Materials muss auf die Untersuchung dieser Lockbolt-
Variante im Rahmen dieser Arbeit verzichtet werden.
4.5.3 Kopfzugversuche
Für die Bruchlast und den Versagensmodus nach Kopfzugbelastung ist vor
allem die Tragfähigkeit der Lockbolt-Collar-Verbindung entscheidend.
Vermutungen, dass nach Kopfzugbelastung die Lockbolts und Collar stärker in
Mitleidenschaft gezogen werden, lassen sich durch die Experimente bestätigen.
Es treten drei neue Versagensmodi auf: Flansch-Scherung, Bolzenschaft-
Versagen und Kopf-Scher-Versagen. Eine Übersicht über die drei
Versagensmodi liefert Abbildung 24.
Abbildung 24: Übersicht über die Versagensmodi am Lockbolt nach Kopfzug
Die nachfolgende Tabelle zeigt einen Überblick über die unterschiedlichen
Bruchlasten und die Versagensarten der jeweiligen Proben nach
Kopfzugbelastung.
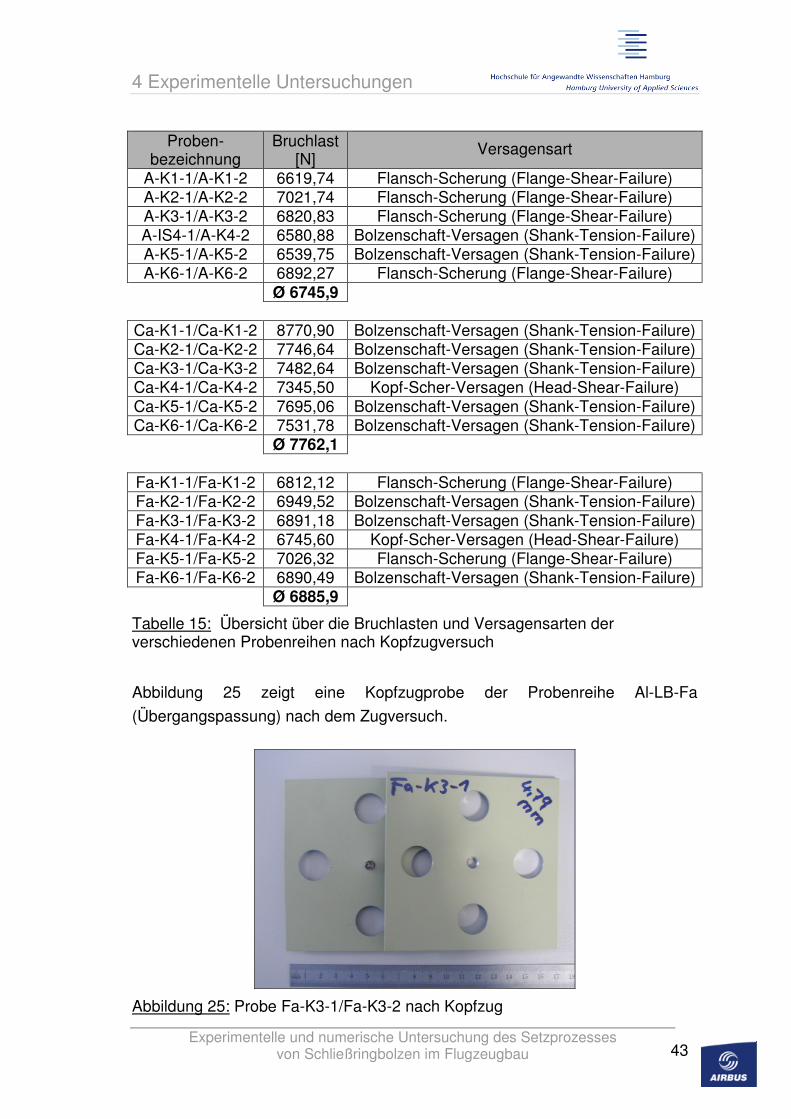
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
43
Proben-bezeichnung
Bruchlast [N]
Versagensart
A-K1-1/A-K1-2 6619,74 Flansch-Scherung (Flange-Shear-Failure) A-K2-1/A-K2-2 7021,74 Flansch-Scherung (Flange-Shear-Failure) A-K3-1/A-K3-2 6820,83 Flansch-Scherung (Flange-Shear-Failure) A-IS4-1/A-K4-2 6580,88 Bolzenschaft-Versagen (Shank-Tension-Failure) A-K5-1/A-K5-2 6539,75 Bolzenschaft-Versagen (Shank-Tension-Failure) A-K6-1/A-K6-2 6892,27 Flansch-Scherung (Flange-Shear-Failure)
Ø 6745,9 Ca-K1-1/Ca-K1-2 8770,90 Bolzenschaft-Versagen (Shank-Tension-Failure) Ca-K2-1/Ca-K2-2 7746,64 Bolzenschaft-Versagen (Shank-Tension-Failure) Ca-K3-1/Ca-K3-2 7482,64 Bolzenschaft-Versagen (Shank-Tension-Failure) Ca-K4-1/Ca-K4-2 7345,50 Kopf-Scher-Versagen (Head-Shear-Failure) Ca-K5-1/Ca-K5-2 7695,06 Bolzenschaft-Versagen (Shank-Tension-Failure) Ca-K6-1/Ca-K6-2 7531,78 Bolzenschaft-Versagen (Shank-Tension-Failure)
Ø 7762,1
Fa-K1-1/Fa-K1-2 6812,12 Flansch-Scherung (Flange-Shear-Failure) Fa-K2-1/Fa-K2-2 6949,52 Bolzenschaft-Versagen (Shank-Tension-Failure) Fa-K3-1/Fa-K3-2 6891,18 Bolzenschaft-Versagen (Shank-Tension-Failure) Fa-K4-1/Fa-K4-2 6745,60 Kopf-Scher-Versagen (Head-Shear-Failure) Fa-K5-1/Fa-K5-2 7026,32 Flansch-Scherung (Flange-Shear-Failure) Fa-K6-1/Fa-K6-2 6890,49 Bolzenschaft-Versagen (Shank-Tension-Failure)
Ø 6885,9
Tabelle 15: Übersicht über die Bruchlasten und Versagensarten der verschiedenen Probenreihen nach Kopfzugversuch
Abbildung 25 zeigt eine Kopfzugprobe der Probenreihe Al-LB-Fa
(Übergangspassung) nach dem Zugversuch.
Abbildung 25: Probe Fa-K3-1/Fa-K3-2 nach Kopfzug
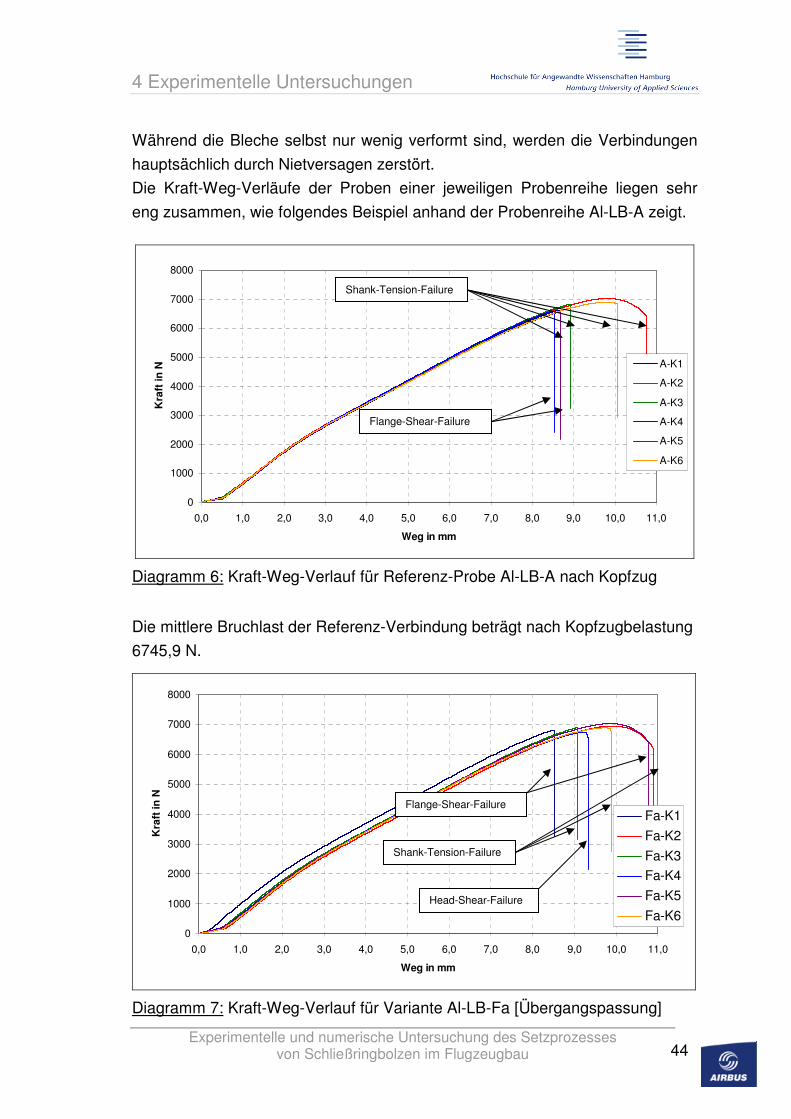
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
44
Während die Bleche selbst nur wenig verformt sind, werden die Verbindungen
hauptsächlich durch Nietversagen zerstört.
Die Kraft-Weg-Verläufe der Proben einer jeweiligen Probenreihe liegen sehr
eng zusammen, wie folgendes Beispiel anhand der Probenreihe Al-LB-A zeigt.
0
1000
2000
3000
4000
5000
6000
7000
8000
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0 11,0
Weg in mm
Kra
ft in
N A-K1
A-K2
A-K3
A-K4
A-K5
A-K6
Diagramm 6: Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A nach Kopfzug
Die mittlere Bruchlast der Referenz-Verbindung beträgt nach Kopfzugbelastung
6745,9 N.
0
1000
2000
3000
4000
5000
6000
7000
8000
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10,0 11,0
Weg in mm
Kra
ft in
N
Fa-K1
Fa-K2
Fa-K3
Fa-K4
Fa-K5
Fa-K6
Diagramm 7: Kraft-Weg-Verlauf für Variante Al-LB-Fa [Übergangspassung]
Flange-Shear-Failure
Shank-Tension-Failure
Head-Shear-Failure
Shank-Tension-Failure
Flange-Shear-Failure
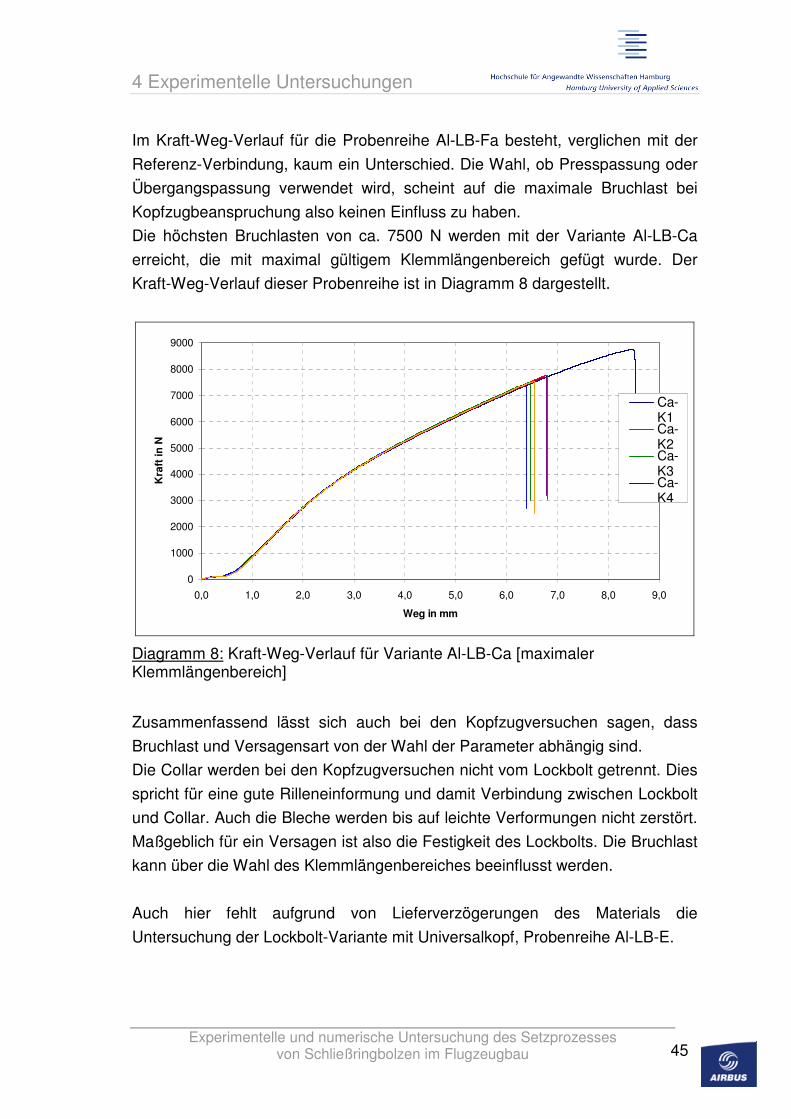
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
45
Im Kraft-Weg-Verlauf für die Probenreihe Al-LB-Fa besteht, verglichen mit der
Referenz-Verbindung, kaum ein Unterschied. Die Wahl, ob Presspassung oder
Übergangspassung verwendet wird, scheint auf die maximale Bruchlast bei
Kopfzugbeanspruchung also keinen Einfluss zu haben.
Die höchsten Bruchlasten von ca. 7500 N werden mit der Variante Al-LB-Ca
erreicht, die mit maximal gültigem Klemmlängenbereich gefügt wurde. Der
Kraft-Weg-Verlauf dieser Probenreihe ist in Diagramm 8 dargestellt.
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0
Weg in mm
Kra
ft in
N
Ca-K1Ca-K2Ca-K3Ca-K4
Diagramm 8: Kraft-Weg-Verlauf für Variante Al-LB-Ca [maximaler Klemmlängenbereich]
Zusammenfassend lässt sich auch bei den Kopfzugversuchen sagen, dass
Bruchlast und Versagensart von der Wahl der Parameter abhängig sind.
Die Collar werden bei den Kopfzugversuchen nicht vom Lockbolt getrennt. Dies
spricht für eine gute Rilleneinformung und damit Verbindung zwischen Lockbolt
und Collar. Auch die Bleche werden bis auf leichte Verformungen nicht zerstört.
Maßgeblich für ein Versagen ist also die Festigkeit des Lockbolts. Die Bruchlast
kann über die Wahl des Klemmlängenbereiches beeinflusst werden.
Auch hier fehlt aufgrund von Lieferverzögerungen des Materials die
Untersuchung der Lockbolt-Variante mit Universalkopf, Probenreihe Al-LB-E.

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
46
4.5.4 Schliffbilder
Im Rahmen der Untersuchungen wurde jeweils eine Lockbolt-Verbindung einer
Probenreihe anhand des Schliffbildes analysiert.
Hierzu wurden Übersichtsaufnahmen der erstellten Schliffe erstellt. Abbildung
26 zeigt eine solche Übersichtsaufnahme für die Referenz-Lockbolt-
Verbindung. Diese ist später mit den Ergebnissen aus der Simulation zu
vergleichen.
Ebenfalls wurde der Collar vermessen, um einen Vergleich mit den Messdaten
aus der Collar-Vermessung mit dem Mikroskop OLYMPUS SZ61 aus Kapitel
4.5.1 anzustellen. Das gesamte Untersuchungsprotokoll ist der Anlage XII im
Anhang zu entnehmen.
Abbildung 26: Übersichtsaufnahme von Niet 26 einer Referenz-Verbindung (Al-LB-A-7-1/Al-LB-7-2)

4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
47
Abbildung 27: Collar-Vermessung aus der Schliffbildanalyse von Niet 26
Für die Vermessung der Collar-Schliffe wurde das Mikroskop AX70 von
OLYMPUS verwendet. Es ist ein automatisiertes Durchlicht-
Fluoreszenzmikroskop. Der Vergleich der Collar-Vermessung mit dem
Mikroskop SZ61 aus Kapitel 4.5.1 und der Vermessung der Schliffbilder mit
dem Mikroskop AX70 ist in Tabelle 15 am Beispiel der Referenz-Lockbolt-
Verbindung dargestellt.
Die Messdaten zeigen, dass die Maße für die Durchmesser D und d, sowie der
Gesamthöhe H, um 3-4% voneinander abweichen. Bei der gestauchten Höhe h
gibt es eine Abweichung von fast 7%.
Minimaler Klemmbereich/
Presspassung
(Probenreihe A)
Minimaler Klemmbereich/
Presspassung
(Probenreihe A)
Vermessung mit OLYMPUS SZ61
Vermessung der Schliffe mit
OLYMPUS AX70
D 6,971 mm +4,0% D 7,263 mm
d 6,100 mm +3,3% d 6,309 mm
H 5,954 mm +3,9% H 6,196 mm
h 1,397 mm +6,9% h 1,500 mm
Tabelle 16: Vergleich der ermittelten Messwerte am Collar mit SZ61 und AX70
D = 7263 µm
d = 6309 µm
h = 1500 µm
H = 6196 µm
4 Experimentelle Untersuchungen
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
48
Dies liegt neben der Messungenauigkeit daran, dass sich bei der Erstellung der
Schliffe die Collar ein wenig aufweiten, weil die Eigenspannungen infolge des
Auftrennens des Collars freigesetzt werden. Außerdem ist es schwierig, die
genaue Schlifflage zu definieren. Idealerweise sollte eine symmetrische
Schlifflage gewählt werden, was jedoch praktisch nicht genau möglich ist.
Mit der Schliffbildanalyse sind die experimentellen Untersuchungen der
Lockbolt-Varianten abgeschlossen.
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
49
5 Simulation 5.1 Die Finite-Element-Methode
Die Finite-Element-Methode, kurz FEM, ist heute die am häufigsten verwendete
Methode zur Berechnung komplexer Strukturen im Maschinen- und
Apparatebau, im Bauwesen, sowie in der Fahrzeug-, Luft- und
Raumfahrttechnik. Sie kann überall da eingesetzt werden, wo physikalische
Erscheinungen durch partielle, orts- bzw. zeitabhängige Differentialgleichungen
beschrieben werden können.
Bei der FE-Methode wird eine vorhandene Konstruktion in viele kleine,
analytisch lösbare Teile, sogenannte Finite Elemente, zerlegt bzw. diskretisiert.
Diese Teile bzw. Elemente sind durch End- und Eckpunkte, den sogenannten
Knoten, definiert. Dadurch können komplizierte Geometrien, verschiedene
Lagerbedingungen und bereichsweise unterschiedliche Werkstoffe
berücksichtigt werden. Das mechanische Verhalten kleiner Elemente lässt sich
hinreichend genau beschreiben, so dass die Lösungen auf Elementebene
bekannt sind. Man erhält für jeden Knoten die Verschiebungen und
Verdrehungen und kann daraus die Knotenkräfte, Elementverformungen,
inneren Kräfte und Spannungen bestimmen. Anschließend wird aus den
Einzellösungen unter Berücksichtigung von Gleichgewichts- und
Verträglichkeitsbedingungen die Lösung für das Gesamtsystem ermittelt [10].
Das Prinzip der virtuellen Arbeit spielt bei dieser Vorgehensweise eine große
Rolle. Hierbei wird davon ausgegangen, dass sich das zu betrachtende
mechanische System unter Einwirkung äußerer Kräfte und geometrischer
Bedingungen im Gleichgewicht befindet. Die Summe der gesamten virtuellen
Arbeit δW, welche durch innere δWinnere und äußere δWäussere Kräfte und
beliebige virtuelle Verschiebungen hervorgerufen wird, ist Null. Dieses Prinzip
gilt für jedes Element:
0δWδWδWδW äussereinnere =+==∑ (1)
Nun werden sogenannte Ansatzfunktionen aufgestellt, die so gewählt werden,
dass Dehnungen und Querkräfte am entsprechenden Knoten konstant sind,
Starrkörperverschiebungen beschrieben werden und Übergangsbedingungen

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
50
von einem zum nächsten Element erfüllt sind. Die Summe daraus ergibt die
Näherungslösung. Dazu werden diese Verschiebungsansätze in das Integral,
dass sich aus dem Prinzip der virtuellen Arbeit ergibt, dem Arbeitsintegral,
eingesetzt und ausgewertet. Man erhält die Elementsteifigkeitsmatrix [K] und
den Lastvektor {F}. Alle Elementsteifigkeitsmatrizen [K] führen dann zu einer
Gesamtsteifigkeitsmatrix [A] und damit zur Lösung der
Gesamtknotenverschiebungen {d} mit folgendem Ansatz [7]:
}{][}{ dAF ⋅= (2)
Sind die Knotenverschiebungen bekannt, können alle Lagerkräfte,
Schnittgrößen und Spannungen berechnet werden [10].
5.2 Anwendungen der FE-Methode
Die wichtigsten Anwendungsgebiete der FEM in der Strukturmechanik sind
statische und strukturdynamische Berechnungen. Bei statischen Berechnungen
wird zwischen linearer und nichtlineare Statik unterschieden, bei
strukturdynamischen Berechnungen zwischen Eigenschwingungsanalysen,
sowie zwischen Berechnungen im Frequenz- und Zeitbereich. Mit Hilfe der FE-
Methode können Bauteile und Prozesse so optimiert werden, dass Prototypen
und Nachbesserungen in der Fertigung und Produktion so gering wie möglich
gehalten werden können.
5.2.1 Lineare statische Berechnungen
Bei statischen Berechnungen werden keine Einflüsse von Massenkräften
erfasst, außer es handelt sich um Gewichts- oder konstanten Zentrifugalkräften.
Der Belastungsvorgang soll hinreichend langsam, „quasi-statisch“, erfolgen.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
51
Als „quasi-statisch“ können Belastungen dann eingestuft werden, wenn die
Zeitdauer der Lastaufbringung tB länger als das Dreifache der Periodendauer
der kleinsten Struktureigenfrequenz ist [11].
13 TtB ⋅≥ mit 1
11
fT = (3)
worin f1 = 1. Eigenfrequenz und T1 = Periodendauer
Hierfür wird ein lineares Werkstoffgesetz vorausgesetzt, also rein elastisches
Werkstoffverhalten.
Bei homogenem isotropen Werkstoffgesetz werden zwei Werkstoffkonstanten
benötigt,
der Elastizitätsmodul E (engl.: Young’s Modulus) und
die Querkontraktionszahl ν (Poisson’s Ratio).
Der Gleitmodul ist eine abgeleitete Größe und wird bestimmt aus
)1(2 υ+⋅=
EG . (4)
Unter „homogen“ wird eine durchweg gleichartige Materialzusammensetzung
verstanden, die mechanisch nicht in unterschiedliche Werkstoffe zerlegt werden
kann.
Bei orthotropem Werkstoffverhalten sind
- drei Elastizitätsmoduln Ex, Ey, Ez;
- drei Gleitmoduln Gxy, Gyz, Gxz;
- und drei Querkontraktionen νxy, νyz, νxz anzugeben.
Bei vollständig anisotropem Materialverhalten sind zur Aufstellung der
symmetrischen Elastizitätsmatrix 21 Materialkennwerte einzugeben.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
52
5.2.2 Nichtlineare statische Berechnungen
Heutige Berechnungsanforderungen verlangen aber nach einer Methode, die
auch nicht-linear statisches Verhalten komplexer Strukturen möglichst real
wiedergibt.
Als Beispiele sind das Nachbeulverhalten dünnwandiger Schalen, Strukturen
mit großen Verschiebungen, Verzerrungen und wechselnden Randbedingungen
sowie thermische Belastungen zu nennen.
Allgemein unterscheidet man drei wesentliche nichtlineare Eigenschaften:
1. Geometrische Nichtlinearität
z. B. Große Verschiebungen (Dehnungen), große Verzerrungen;
2. Physikalische Nichtlinearität (Material-Nichtlinearität )
z. B. Nichtlinear elastisches oder plastisches Werkstoffverhalten;
3. Strukturelle Nichtlinearität (nichtlineare Strukturdynamik)
z. B. Wechselnder Kontakt mit und ohne Reibung, Rissbildung.
Die Lastaufbringung erfolgt in Teilschritten, in jedem Lastschritt oder Inkrement
werden die Lösungen iterativ erzeugt. Das bekannteste Lösungsverfahren ist
das Newton-Raphson-Verfahren, benannt nach Sir Isaac Newton und Joseph
Raphson [10].
5.2.3 Strukturdynamische Berechnungen
Die rechenintensivsten Formen der Strukturberechnung sind nichtlineare
dynamische Berechnungen im Zeitbereich. Dazu werden die
Differenzialgleichungssysteme der Bewegungsabläufe direkt integriert. Dies
kann explizit oder implizit geschehen. Das Ziel sind die Ermittlung der
Verformungen und der aufgenommenen Verzerrungsenergie von Bauteilen und
Gesamtstrukturen als Funktion der Zeit. So können in jedem Zeitschnitt die
Schnittgrößen und die Spannungen in der Struktur angegeben werden [10].
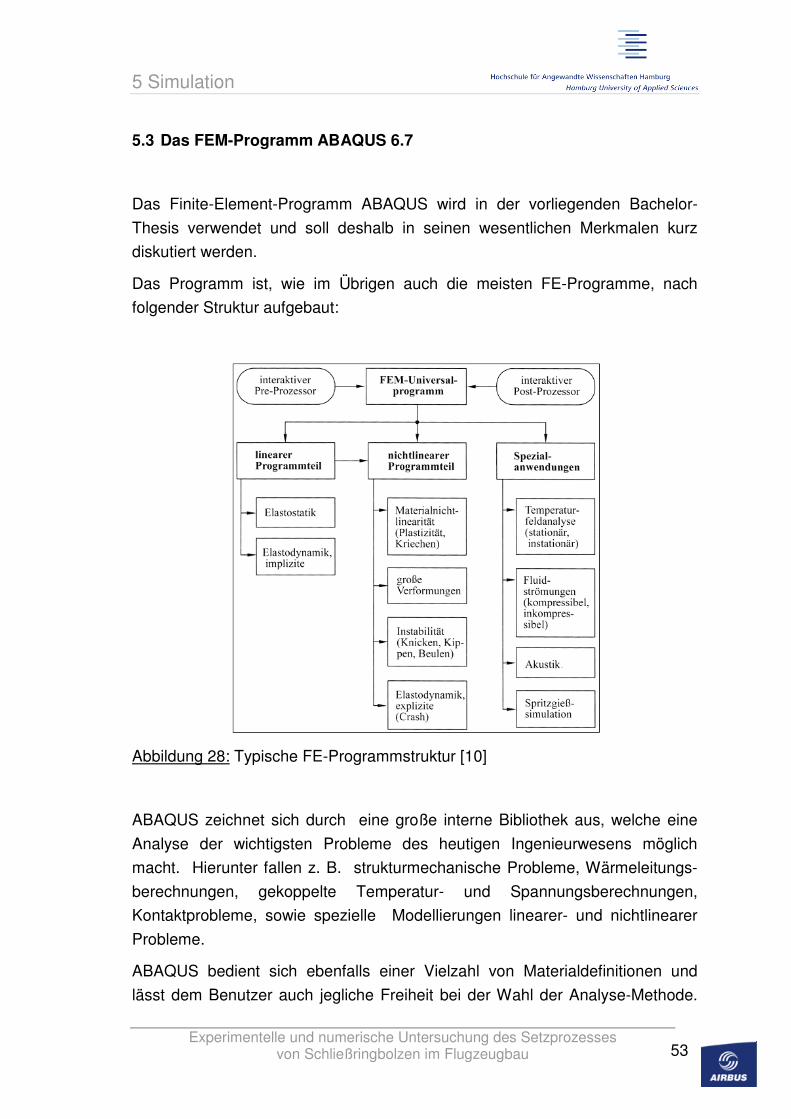
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
53
5.3 Das FEM-Programm ABAQUS 6.7
Das Finite-Element-Programm ABAQUS wird in der vorliegenden Bachelor-
Thesis verwendet und soll deshalb in seinen wesentlichen Merkmalen kurz
diskutiert werden.
Das Programm ist, wie im Übrigen auch die meisten FE-Programme, nach
folgender Struktur aufgebaut:
Abbildung 28: Typische FE-Programmstruktur [10]
ABAQUS zeichnet sich durch eine große interne Bibliothek aus, welche eine
Analyse der wichtigsten Probleme des heutigen Ingenieurwesens möglich
macht. Hierunter fallen z. B. strukturmechanische Probleme, Wärmeleitungs-
berechnungen, gekoppelte Temperatur- und Spannungsberechnungen,
Kontaktprobleme, sowie spezielle Modellierungen linearer- und nichtlinearer
Probleme.
ABAQUS bedient sich ebenfalls einer Vielzahl von Materialdefinitionen und
lässt dem Benutzer auch jegliche Freiheit bei der Wahl der Analyse-Methode.
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
54
So kann dieser z.B. zwischen statischer und dynamischer Spannungs-
Dehnungs-Analyse (linear oder nicht-linear) wählen.
Andere in ABAQUS ebenfalls mögliche Analyseprozeduren wären z. B.
gekoppelte Akustik-/Strukturschwingungsanalysen und gekoppelte Temperatur-
/Verschiebungsanalysen, um nur zwei weitere Beispiele zu nennen [18].
In ABAQUS gibt es zwei unterschiedliche Berechnungsmöglichkeiten: Zum
einen das implizite Verfahren mit ABAQUS/Standard und zum anderen das
explizite Verfahren mit ABAQUS/Explicit. Das explizite Lösungsverfahren eignet
sich besonders bei großen Modellen mit einer hohen Anzahl von Elementen,
bei stark dynamischen Vorgängen und bei besonders nichtlinearen Effekten.
Ein Vorteil von ABAQUS/Explicit ist, dass selbst bei großen Modellen
besonders schnell gerechnet werden kann und auch weniger Speicherplatz
benötigt wird, als dieses bei ABAQUS/Standard der Fall wäre. Allerdings muss
bei ABAQUS/Standard ein entsprechend kleiner Zeitschritt gewählt werden,
was zu einer höherer numerischen Stabilität führt, da für jeden Schritt das
komplette Gleichungssystem gelöst wird. Welche Berechnung vom Benutzer
gewählt wird hängt also von vielen Faktoren ab und muss von Fall zu Fall, je
nach Anforderungen und Möglichkeiten, unterschieden werden [1] [11].
Für quasi-statische Probleme eignen sich beide Verfahren gleichermaßen.
5.3.1 Vorgehensweise einer FEM-Untersuchung in ABAQUS
Der Simulationsablauf in ABAQUS lässt sich grob in drei Teile gliedern:
1. Pre-processing mit ABAQUS/CAE oder einer Input-Textdatei 2. Analyse Gleichungslöser 3. Post-processing z. B. ABAQUS/Viewer

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
55
5.3.1.1 Der Pre-Prozessor
Zunächst besteht die Aufgabe darin, im sog. Pre-Prozessor ein finites Modell
des Bauteils bzw. der Struktur zu erzeugen. Dieses richtet sich ganz nach dem
mechanischen Verhalten und kann z. B. aus Stab-, Schalen-, Scheiben- oder
Volumen-Elementen bestehen. Die richtige Wahl solcher Elemente ist zwingend
erforderlich, um eine möglichst reale Spannungsverteilung zu erreichen.
Um die Bearbeitungszeit – und später auch die Rechenzeit – zu verkürzen, ist
es sinnvoll, das Bauteil auf mögliche Symmetrieausnutzung zu untersuchen. An
den Schnitten müssen allerdings besondere Randbedingungen definiert
werden.
Diese sind ebenfalls abhängig von der Belastung, der Lagerung und dem
mechanischen Verhalten des Bauteils. Neben den Randbedingungen sind die
Materialeigenschaften entsprechend anzugeben und können einzelnen
Elementen oder dem gesamten Bauteil zugeordnet werden [1] [10].
Als letztes sind die Lasten entsprechend zu generieren, sowie eine geeignete
Gittervernetzung vorzunehmen, um die ingenieurmäßige Vorbereitung
abzuschließen. Um das Bauteil sinnvoll zu vernetzen (Netzgenerierung), sollten
die Orte am Bauteil bekannt sein, wo möglichst genaue Ergebnisse erwünscht
sind und hohe Spannungsgradienten erwartet werden, denn je feiner das Netz,
desto exakter das Ergebnis [10].
Die o.g. Eingaben erfolgen entweder als Inputdatei in einem Texteditor oder
direkt in ABAQUS/CAE. In diesem benutzerfreundlichen Modul lassen sich
direkt computergestützt Bauteilgeometrien erzeugen.
ABAQUS/CAE eignet sich besonders bei komplexen Problemen und
Geometrien. Der Benutzer hat über diverse Symbolleisten eine große Auswahl
an Ansichtsoptionen, welche in einer Input-Textdatei natürlich nicht gegeben
sind [18].
Die Input-Textdatei sollte jedoch vor allem für die Kontrolle und Fehleranalyse
verwendet werden, da sich hier schnell Eingabefehler oder fehlende Parameter
ausfindig machen lassen.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
56
5.3.1.2 Die Analyse
Sind alle Eingabedaten formal korrekt, übergibt der Pre-Prozessor jetzt die
Input-Daten an das FEM-Universalprogramm, dass die Berechnung des
Modells durchführt. Grundlage für die Berechnung ist ein numerischer
Gleichungslöser, der nach den Verformungen auflöst und dann in einer
Rückrechnung die Spannungen, Dehnungen und Reaktionskräfte berechnet.
5.3.1.3 Der Post-Prozessor
Die Ausgabe der Ergebnisse erfolgt im dritten Schritt der Prozesskette und
kann grafisch oder tabellarisch im sog. Post-Prozessor erfolgen. Eine
„schriftliche“ Ausgabe in Tabellenform erfolgt in einer Ausgabedatei, die mit
einem Texteditor geöffnet werden kann und alle vom Benutzer gewünschten
Berechnungsgrößen enthält.
Am geeignetsten ist sicherlich die grafische Ausgabe der Berechnung mit
ABAQUS/Viewer. Hier können z. B. Spannungs-Dehnungs-Verläufe oder Kraft-
Weg-Verläufe als Diagramme benutzerfreundlich dargestellt werden oder Kräfte
und Spannungen direkt am CAD-Modell farblich gestaffelt visualisiert werden.
Sind die wirkenden Kräfte am Bauteil bekannt, kann die Oberflächenkontur
dem Belastungsverlauf angepasst werden. Auf diese Weise erhöhen sich
Nutzungsdauer und bestmögliche Materialausnutzung [10].
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
57
5.4 Modellerstellung in ABAQUS 6.7
5.4.1 Ausgangsmodell
Als Grundlage für die Simulation dient ein Ausgangsmodell, dass nach der in
5.3.1.1 beschriebenen Pre-Prozessor-Prozedur erstellt wurde. Es wurde im
Rahmen der Diplomarbeit „Simulation des Setzprozesses von
Schließringbolzen im Flugzeugbau“ [5] erstellt. Es handelt sich aufgrund der
vorhandenen Symmetrie und des Materialverhaltens um ein
achsensymmetrisches 2D-Modell. Im Rahmen dieser Diplomarbeit wurde
vorrangig die notwendige Systematik zur Abbildung des Installationsprozesses
erarbeitet. Dies geschah hinsichtlich der Kinematik der Materialumformung und
der Materialtrennung. Außerdem wurden der Umgang mit großen
Verformungen und die zeitliche Skalierung der Simulation erarbeitet. Zusätzlich
wurde noch eine Konvergenzuntersuchung hinsichtlich der Vernetzung am
Schließring und an der Sollbruchstelle durchgeführt.
In einer weiteren Untersuchung wurde dann das Modell hinsichtlich der
Werkzeug- und Lockbolt-Geometrie optimiert, sowie eine Presspassung nach
Airbus-Fertigungsvorschrift 80-T-36-5812 realisiert [12].
Das vorhandene Modell soll im Rahmen dieser Bachelor-Thesis für weitere
Untersuchungen genutzt, sowie an die aktuellen Erkenntnisse aus den
experimentellen Untersuchungen angepasst werden. Betrachtet wird zunächst
ausschließlich die Referenz-Lockbolt-Verbindung, wie sie bei den Experimenten
mit der Bezeichnung AL-LB-A verwendet wurde.
Das vorhandene FE-Modell besteht aus dem Lockbolt, dem Collar, den
Fügeteilen und dem Werkzeug. Das Werkzeug besteht aus der Klemmbacke,
die den Lockbolt am Abrissschaft greift und der Zugkopfhülse, die den Collar
umformt. Die Bleche, der Lockbolt und der Collar sind als verformbare Körper
modelliert worden. Ihnen wurden elastische und plastische
Materialeigenschaften zugewiesen. Das Werkzeug, bestehend aus
Klemmbacke und Zugkopfhülse wurde als „Rigid Body“ aufgebaut. Ein „Rigid
Body“ ist ein starrer Körper ohne elastische Eigenschaften. Alle
Randbedingungen für einen „Rigid Body“ werden an einem Referenzpunkt
festgelegt [vgl.12].
Der Zusammenbau des Modells ist in der folgenden Abbildung dargestellt.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
58
Abbildung 29: Zusammenbau des ABAQUS-Modells
Da es sich um ein achsensymmetrisches Modell handelt, wird der linke Rand
am Lockbolt gegen Verschiebungen in X-Richtung und gegen Rotationen um
die Y- und Z-Achsen festgesetzt. Die freien Enden der Bleche werden ebenfalls
gegen Verschiebung in X-Richtung und gegen Rotation um die Z-Achse
festgelegt. Diese Bedingungen gelten für die gesamte Simulation.
Die Simulation des gesamten Fügevorgangs ist in einzelne Schritte unterteilt.
Hierdurch können die für die Gesamtsimulation des Fügeprozesses benötigten
Zwischenschritte einfach durch eine Änderung der Randbedingungen in den
jeweiligen STEPS modelliert werden. In der folgenden Abbildung sind alle
Simulationsschritte kurz erläutert.
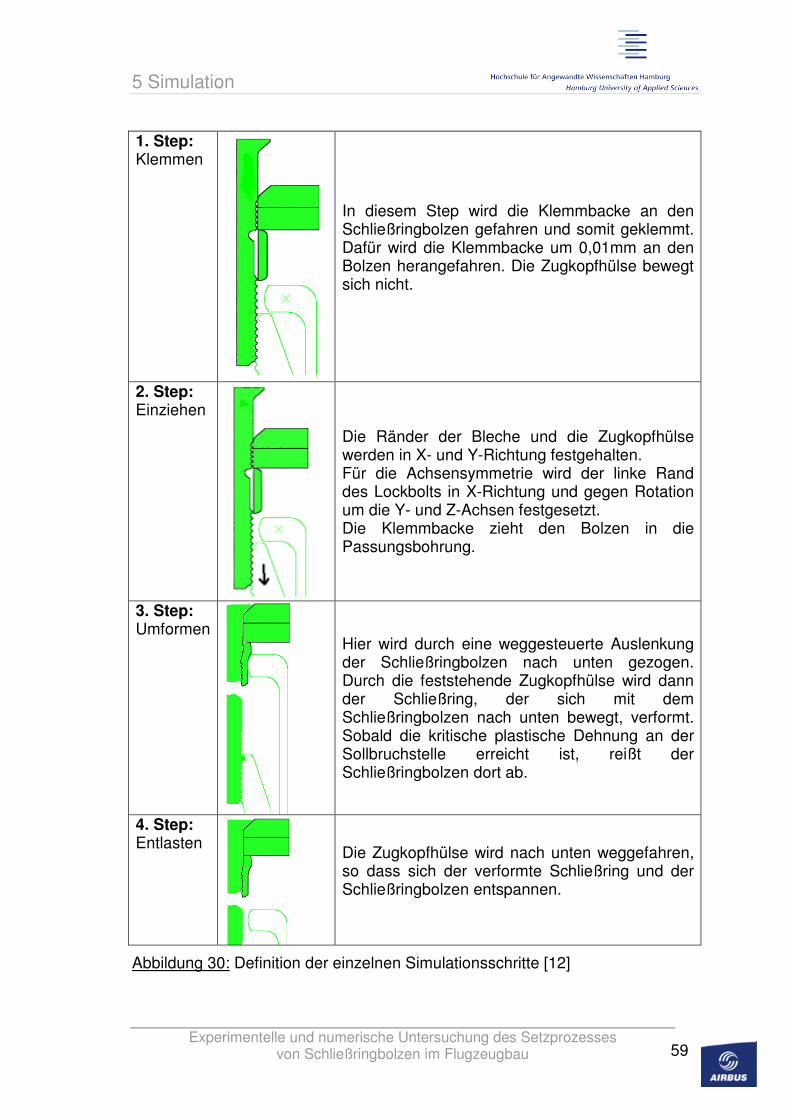
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
59
1. Step: Klemmen
In diesem Step wird die Klemmbacke an den Schließringbolzen gefahren und somit geklemmt. Dafür wird die Klemmbacke um 0,01mm an den Bolzen herangefahren. Die Zugkopfhülse bewegt sich nicht.
2. Step: Einziehen
Die Ränder der Bleche und die Zugkopfhülse werden in X- und Y-Richtung festgehalten. Für die Achsensymmetrie wird der linke Rand des Lockbolts in X-Richtung und gegen Rotation um die Y- und Z-Achsen festgesetzt. Die Klemmbacke zieht den Bolzen in die Passungsbohrung.
3. Step: Umformen
Hier wird durch eine weggesteuerte Auslenkung der Schließringbolzen nach unten gezogen. Durch die feststehende Zugkopfhülse wird dann der Schließring, der sich mit dem Schließringbolzen nach unten bewegt, verformt. Sobald die kritische plastische Dehnung an der Sollbruchstelle erreicht ist, reißt der Schließringbolzen dort ab.
4. Step: Entlasten
Die Zugkopfhülse wird nach unten weggefahren, so dass sich der verformte Schließring und der Schließringbolzen entspannen.
Abbildung 30: Definition der einzelnen Simulationsschritte [12]
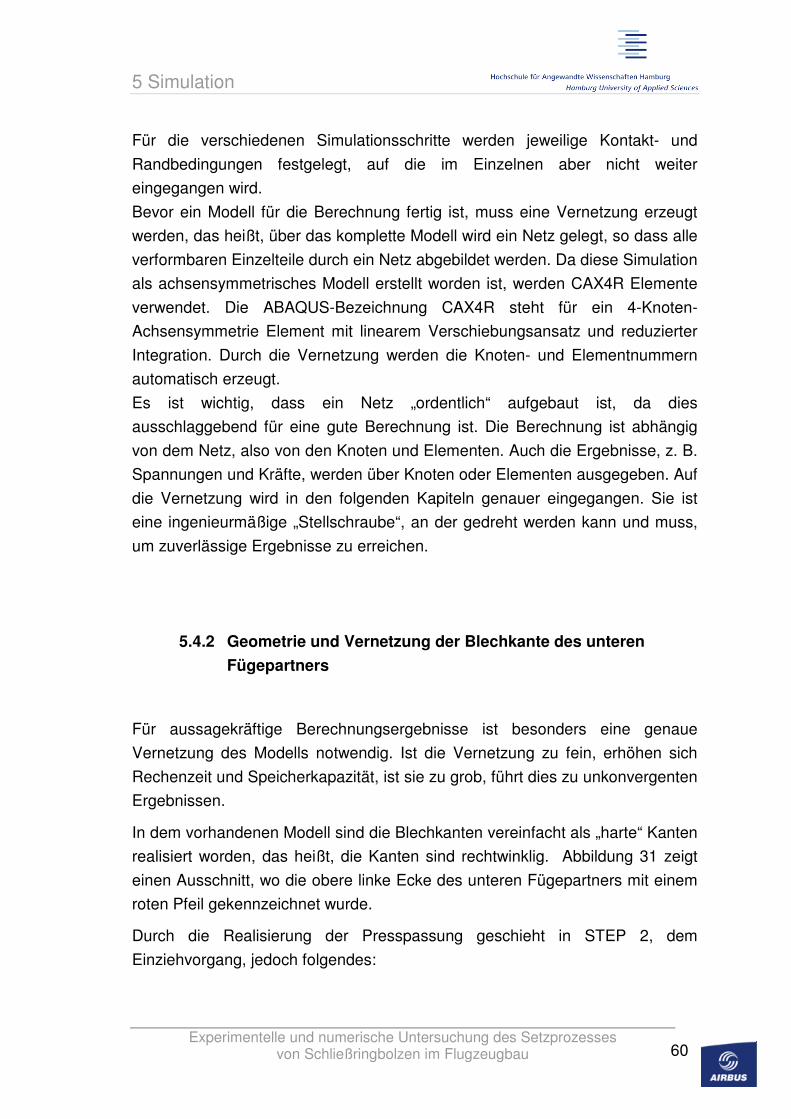
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
60
Für die verschiedenen Simulationsschritte werden jeweilige Kontakt- und
Randbedingungen festgelegt, auf die im Einzelnen aber nicht weiter
eingegangen wird.
Bevor ein Modell für die Berechnung fertig ist, muss eine Vernetzung erzeugt
werden, das heißt, über das komplette Modell wird ein Netz gelegt, so dass alle
verformbaren Einzelteile durch ein Netz abgebildet werden. Da diese Simulation
als achsensymmetrisches Modell erstellt worden ist, werden CAX4R Elemente
verwendet. Die ABAQUS-Bezeichnung CAX4R steht für ein 4-Knoten-
Achsensymmetrie Element mit linearem Verschiebungsansatz und reduzierter
Integration. Durch die Vernetzung werden die Knoten- und Elementnummern
automatisch erzeugt.
Es ist wichtig, dass ein Netz „ordentlich“ aufgebaut ist, da dies
ausschlaggebend für eine gute Berechnung ist. Die Berechnung ist abhängig
von dem Netz, also von den Knoten und Elementen. Auch die Ergebnisse, z. B.
Spannungen und Kräfte, werden über Knoten oder Elementen ausgegeben. Auf
die Vernetzung wird in den folgenden Kapiteln genauer eingegangen. Sie ist
eine ingenieurmäßige „Stellschraube“, an der gedreht werden kann und muss,
um zuverlässige Ergebnisse zu erreichen.
5.4.2 Geometrie und Vernetzung der Blechkante des unteren
Fügepartners
Für aussagekräftige Berechnungsergebnisse ist besonders eine genaue
Vernetzung des Modells notwendig. Ist die Vernetzung zu fein, erhöhen sich
Rechenzeit und Speicherkapazität, ist sie zu grob, führt dies zu unkonvergenten
Ergebnissen.
In dem vorhandenen Modell sind die Blechkanten vereinfacht als „harte“ Kanten
realisiert worden, das heißt, die Kanten sind rechtwinklig. Abbildung 31 zeigt
einen Ausschnitt, wo die obere linke Ecke des unteren Fügepartners mit einem
roten Pfeil gekennzeichnet wurde.
Durch die Realisierung der Presspassung geschieht in STEP 2, dem
Einziehvorgang, jedoch folgendes:
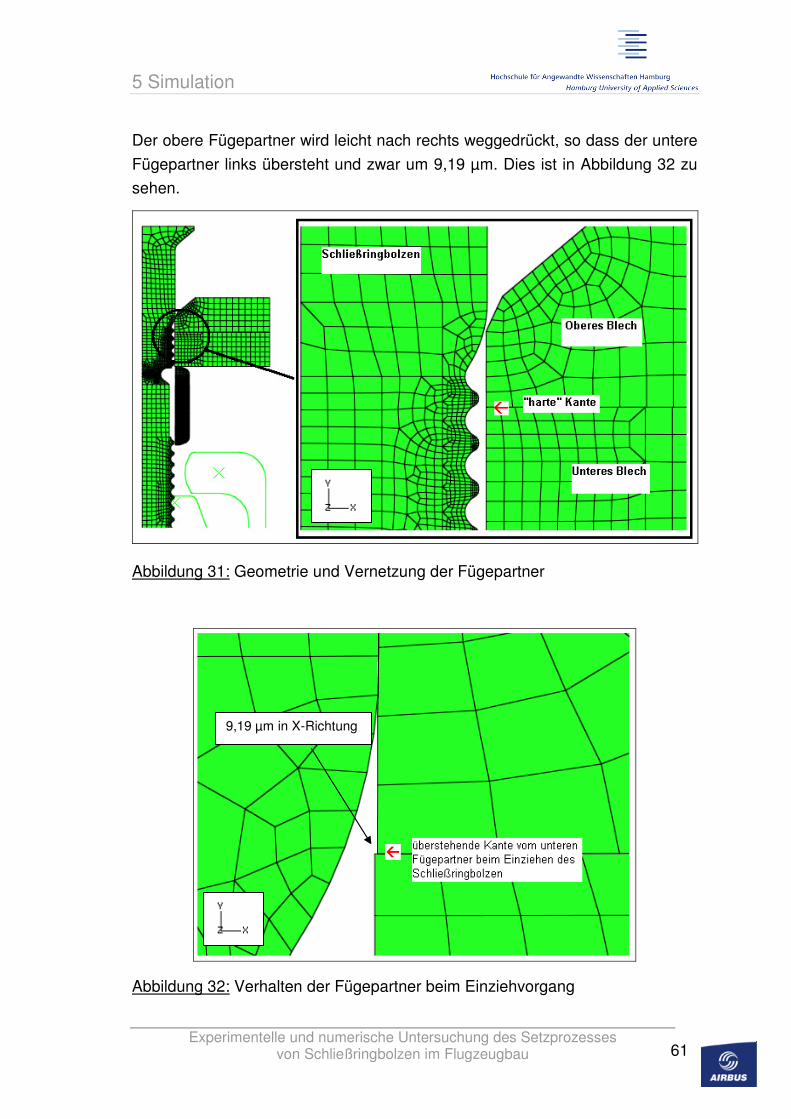
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
61
Der obere Fügepartner wird leicht nach rechts weggedrückt, so dass der untere
Fügepartner links übersteht und zwar um 9,19 µm. Dies ist in Abbildung 32 zu
sehen.
Abbildung 31: Geometrie und Vernetzung der Fügepartner
Abbildung 32: Verhalten der Fügepartner beim Einziehvorgang
9,19 µm in X-Richtung
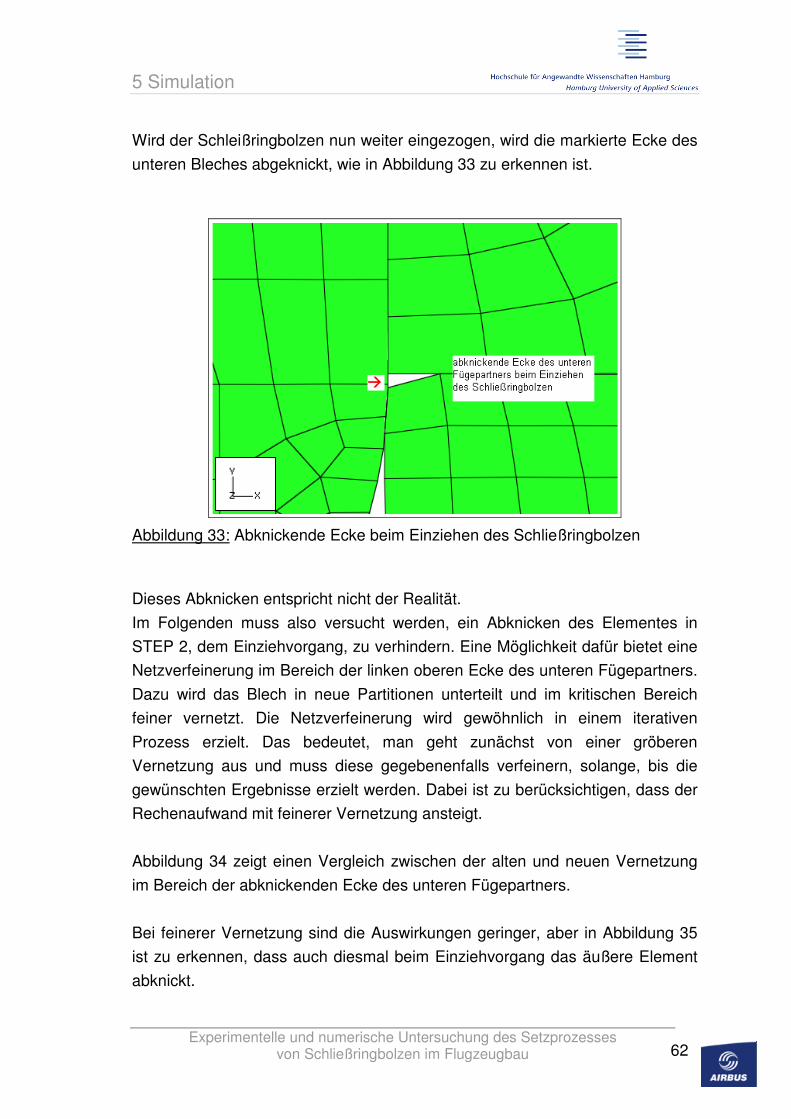
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
62
Wird der Schleißringbolzen nun weiter eingezogen, wird die markierte Ecke des
unteren Bleches abgeknickt, wie in Abbildung 33 zu erkennen ist.
Abbildung 33: Abknickende Ecke beim Einziehen des Schließringbolzen
Dieses Abknicken entspricht nicht der Realität.
Im Folgenden muss also versucht werden, ein Abknicken des Elementes in
STEP 2, dem Einziehvorgang, zu verhindern. Eine Möglichkeit dafür bietet eine
Netzverfeinerung im Bereich der linken oberen Ecke des unteren Fügepartners.
Dazu wird das Blech in neue Partitionen unterteilt und im kritischen Bereich
feiner vernetzt. Die Netzverfeinerung wird gewöhnlich in einem iterativen
Prozess erzielt. Das bedeutet, man geht zunächst von einer gröberen
Vernetzung aus und muss diese gegebenenfalls verfeinern, solange, bis die
gewünschten Ergebnisse erzielt werden. Dabei ist zu berücksichtigen, dass der
Rechenaufwand mit feinerer Vernetzung ansteigt.
Abbildung 34 zeigt einen Vergleich zwischen der alten und neuen Vernetzung
im Bereich der abknickenden Ecke des unteren Fügepartners.
Bei feinerer Vernetzung sind die Auswirkungen geringer, aber in Abbildung 35
ist zu erkennen, dass auch diesmal beim Einziehvorgang das äußere Element
abknickt.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
63
Abbildung 34: Vergleich zwischen alter (li) und neuer Vernetzung (re) im kritischen Bereich des unteren Fügepartners
Abbildung 35: Einziehvorgang bei neuer Vernetzung der kritischen Ecke
Eine Netzverfeinerung ist zudem kritisch zu beurteilen in Bezug auf eine
einfache Handhabung des Simulationstools. Durch die Erzeugung neuer
Knoten und Elemente wird nämlich eine automatische Netzgenerierung durch
ABAQUS erschwert. So lässt sich später im Falle einer Parameteränderung,
z. B. der Blechdicke, die Neuvernetzung nicht so leicht anpassen, sondern
muss aufwendig „per Hand“ von Fall zu Fall neu generiert werden.
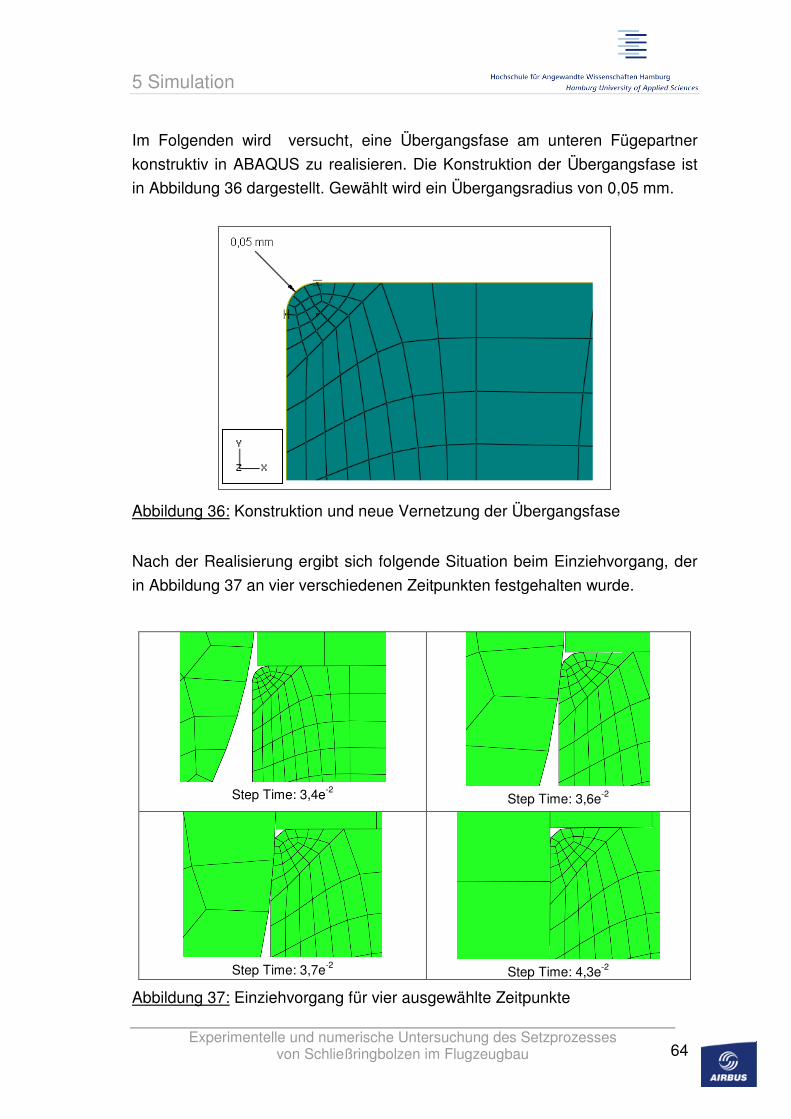
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
64
Im Folgenden wird versucht, eine Übergangsfase am unteren Fügepartner
konstruktiv in ABAQUS zu realisieren. Die Konstruktion der Übergangsfase ist
in Abbildung 36 dargestellt. Gewählt wird ein Übergangsradius von 0,05 mm.
Abbildung 36: Konstruktion und neue Vernetzung der Übergangsfase
Nach der Realisierung ergibt sich folgende Situation beim Einziehvorgang, der
in Abbildung 37 an vier verschiedenen Zeitpunkten festgehalten wurde.
Step Time: 3,4e-2
Step Time: 3,6e-2
Step Time: 3,7e-2
Step Time: 4,3e-2
Abbildung 37: Einziehvorgang für vier ausgewählte Zeitpunkte

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
65
Es wird deutlich, dass beim Einziehvorgang zum Zeitpunkt 0,036 s, wo erstmals
Kontakt zwischen Schließringbolzen und unterem Fügepartner auftritt, kein
Abknicken eines oder mehrerer Elemente zu erkennen ist. Vielmehr formt sich
der Schließringbolzen in die Bohrung ein, wie es der Realität entspricht.
Abbildung 38 auf der nächsten Seite zeigt die Vergleichsspannung nach von
Mises entlang der Blechkante bei den Varianten mit und ohne Fase während
des Einziehvorgangs.
Es wird deutlich, dass die Vergleichsspannung mit bis zu 450 MPa in den
ersten Elementen bei der Variante mit Fase höher liegt als bei der Variante
ohne Fase, wo knapp 350 MPa erreicht werden. Dafür ist im weiteren Verlauf
zu erkennen, dass die Vergleichsspannung bei der Variante mit Fase ab einer
Distanz von ca. 0,7 mm zunächst stark abfällt, dann wieder ansteigt, aber im
weiteren Verlauf immer niedriger ist als bei der Variante ohne Fase. Ab einer
Distanz von ca. 0,7 mm ändert sich bei der Variante mit Fase die Vernetzung,
es tritt ein Netzsprung auf, was auf den plötzlichen Spannungsabfall schließen
könnte.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
66
Abbildung 38: Vergleichsspannung nach von Mises entlang der linken Blechkante des unteren Fügepartners mit „harter“ und „weicher“ Ecke
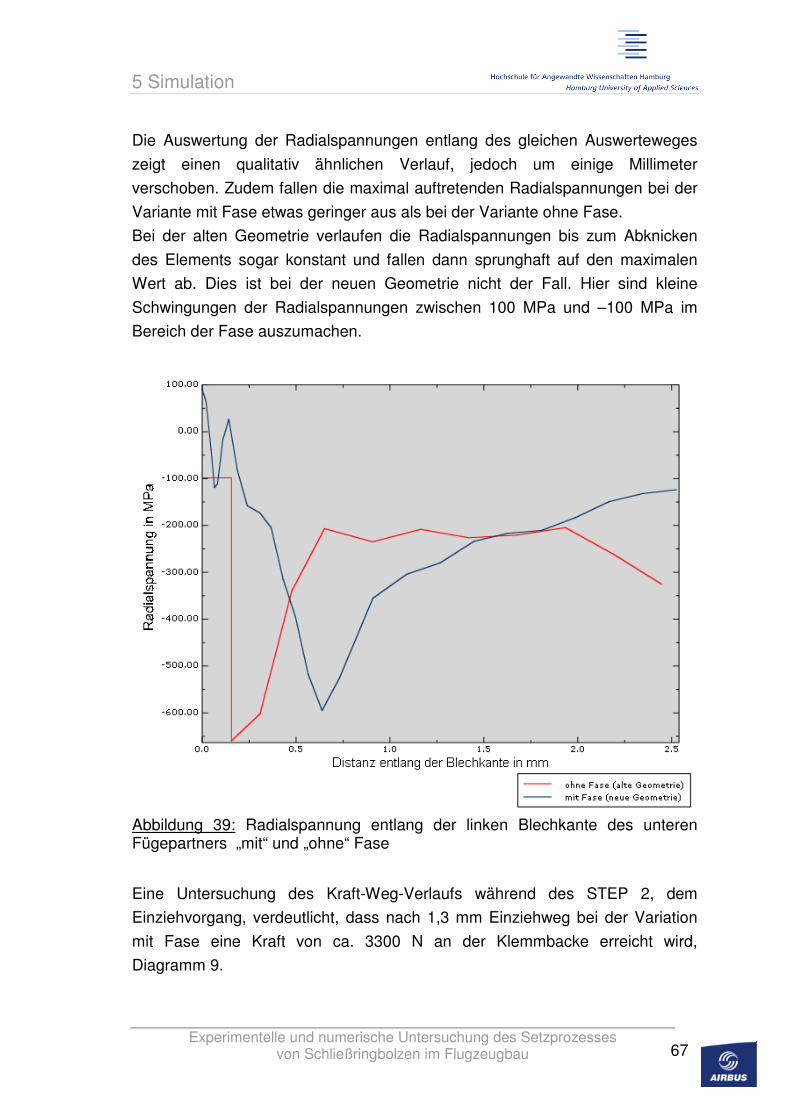
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
67
Die Auswertung der Radialspannungen entlang des gleichen Auswerteweges
zeigt einen qualitativ ähnlichen Verlauf, jedoch um einige Millimeter
verschoben. Zudem fallen die maximal auftretenden Radialspannungen bei der
Variante mit Fase etwas geringer aus als bei der Variante ohne Fase.
Bei der alten Geometrie verlaufen die Radialspannungen bis zum Abknicken
des Elements sogar konstant und fallen dann sprunghaft auf den maximalen
Wert ab. Dies ist bei der neuen Geometrie nicht der Fall. Hier sind kleine
Schwingungen der Radialspannungen zwischen 100 MPa und –100 MPa im
Bereich der Fase auszumachen.
Abbildung 39: Radialspannung entlang der linken Blechkante des unteren Fügepartners „mit“ und „ohne“ Fase
Eine Untersuchung des Kraft-Weg-Verlaufs während des STEP 2, dem
Einziehvorgang, verdeutlicht, dass nach 1,3 mm Einziehweg bei der Variation
mit Fase eine Kraft von ca. 3300 N an der Klemmbacke erreicht wird,
Diagramm 9.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
68
0
500
1000
1500
2000
2500
3000
3500
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Weg in mm
Kra
ft in
N
Mit Fase
Ohne Fase
Diagramm 9: Kraft-Weg-Verlauf für Variation „mit“ und „ohne“ Fase beim Einziehvorgang (STEP 2)
Nach einem Weg von ca. 1,3 mm treten nämlich der Schließringbolzen und die
abgenickte Blechkante in Kontakt miteinander. Auch am Ende des
Einziehvorgangs wird eine Kraft von über 6000 N an der Klemmbacke erreicht.
Durch die Realisierung der Fase konnten diese beiden Kraftspitzen ganz
ausgeschaltet werden. Die Fase scheint jedoch keinen großen Einfluss auf den
Umformprozess an sich zu haben, wie Diagramm 10 beweist. Lediglich zu
Beginn des Umformens ist die Kraft an der Klemmbacke bei der Variante ohne
Fase deutlich höher als bei der Variante mit Fase. Dies hängt damit zusammen,
das der Einziehvorgang mit dieser erhöhten Kraft endet.
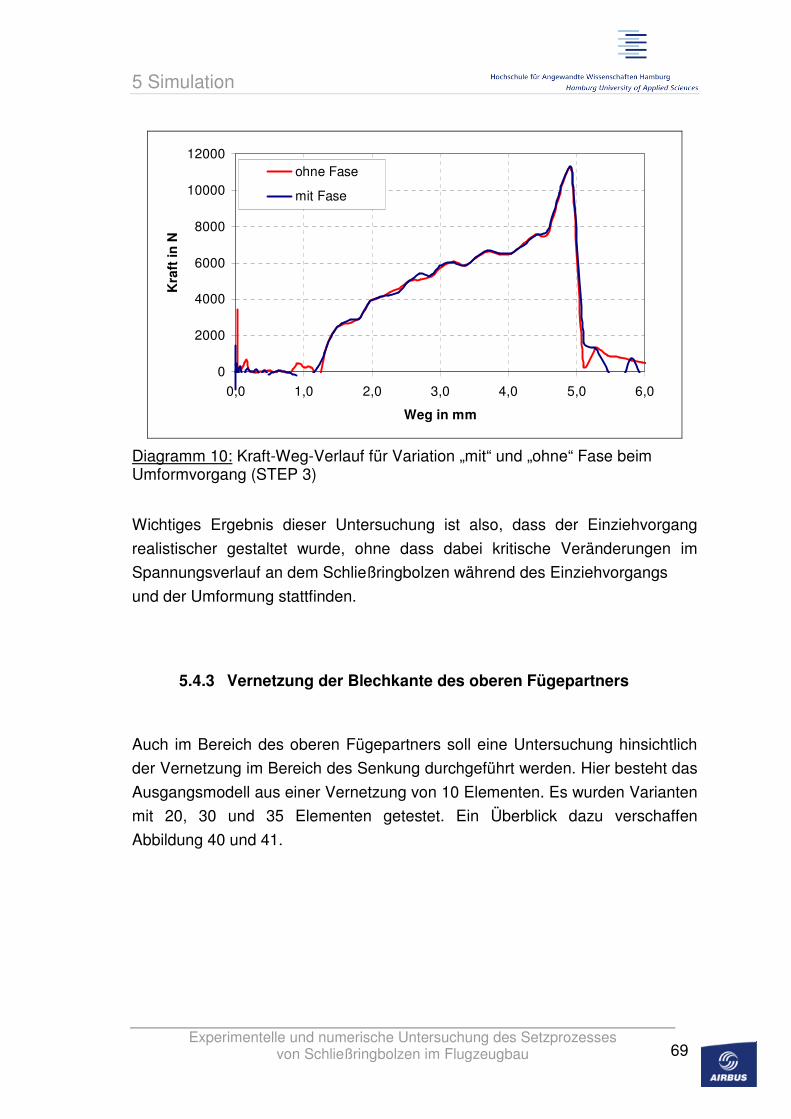
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
69
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Weg in mm
Kra
ft in
Nohne Fase
mit Fase
Diagramm 10: Kraft-Weg-Verlauf für Variation „mit“ und „ohne“ Fase beim Umformvorgang (STEP 3)
Wichtiges Ergebnis dieser Untersuchung ist also, dass der Einziehvorgang
realistischer gestaltet wurde, ohne dass dabei kritische Veränderungen im
Spannungsverlauf an dem Schließringbolzen während des Einziehvorgangs
und der Umformung stattfinden.
5.4.3 Vernetzung der Blechkante des oberen Fügepartners
Auch im Bereich des oberen Fügepartners soll eine Untersuchung hinsichtlich
der Vernetzung im Bereich des Senkung durchgeführt werden. Hier besteht das
Ausgangsmodell aus einer Vernetzung von 10 Elementen. Es wurden Varianten
mit 20, 30 und 35 Elementen getestet. Ein Überblick dazu verschaffen
Abbildung 40 und 41.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
70
Abbildung 40: Vernetzung am oberen Fügepartner im Bereich der Senkung mit 20 Elementen
Abbildung 41: Vernetzungsvarianten am oberen Fügepartner
Aus Abbildung 42 ist der Auswerteweg zu entnehmen, an dem die
Vergleichsspannung nach von Mises entlang der Senkung während des
Einzieh- (STEP 2) und Umformvorgangs (STEP 3) bei den verschiedenen
Varianten zu untersuchen ist.
Eine Auswertung der Vergleichsspannung während des Einziehvorgangs zeigt,
dass alle Kurven einen qualitativ gleichen Verlauf zeigen, die
Spannungsverläufe mit 20, 30 und 35 Elementen aber enger zusammen liegen
als der Spannungsverlauf mit 10 Elementen.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
71
Abbildung 42: Auswerteweg entlang der Blechkante des oberen Fügepartners (oben) und Vergleichsspannung während des STEP 2 (unten)
Während des Umformvorgangs zeigt sich bei den Varianten mit 10, 20 und 36
Elementen ein ähnlicher Verlauf, Abbildung 43. Jedoch ist dieser bei 20
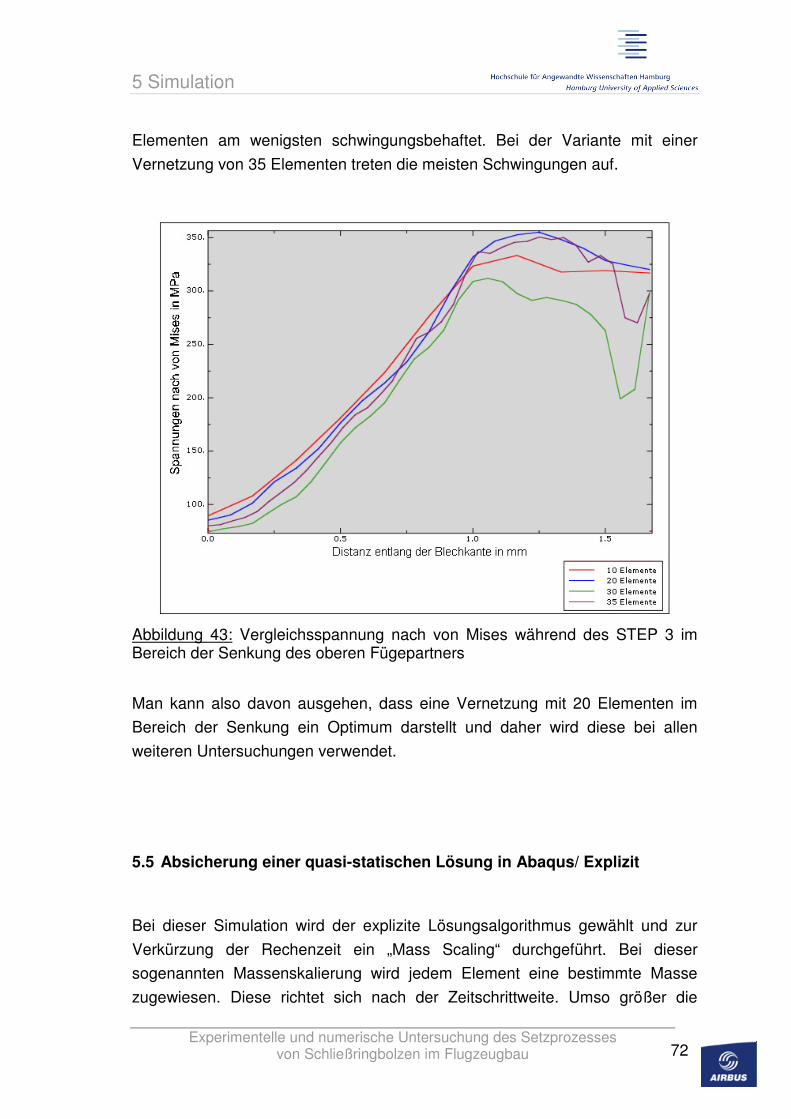
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
72
Elementen am wenigsten schwingungsbehaftet. Bei der Variante mit einer
Vernetzung von 35 Elementen treten die meisten Schwingungen auf.
Abbildung 43: Vergleichsspannung nach von Mises während des STEP 3 im Bereich der Senkung des oberen Fügepartners
Man kann also davon ausgehen, dass eine Vernetzung mit 20 Elementen im
Bereich der Senkung ein Optimum darstellt und daher wird diese bei allen
weiteren Untersuchungen verwendet.
5.5 Absicherung einer quasi-statischen Lösung in Abaqus/ Explizit
Bei dieser Simulation wird der explizite Lösungsalgorithmus gewählt und zur
Verkürzung der Rechenzeit ein „Mass Scaling“ durchgeführt. Bei dieser
sogenannten Massenskalierung wird jedem Element eine bestimmte Masse
zugewiesen. Diese richtet sich nach der Zeitschrittweite. Umso größer die
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
73
Zeitschrittweite gewählt wird, umso größer ist auch die Masse, die den
einzelnen Elementen zugewiesen wird. Bei niedriger Zeitschrittweite wird den
einzelnen Elementen weniger Masse zugewiesen. Hierbei ist zu
berücksichtigen, dass der Rechenaufwand mit niedriger Zeitschrittweite jedoch
vergrößert wird. Daher sollte die Wahl der Zeitschrittweite gut überlegt sein und
wird deshalb im Folgenden untersucht.
Im Allgemeinen kann die Modellierung des Setzprozesses einer
Schließringbolzen-Verbindung als quasi-statisch angenommen werden, da bei
den technisch genutzten Installationsgeschwindigkeiten keine wesentlichen
dynamischen Einflüsse feststellbar sind [vgl. 5].
Bei einer Simulation in Abaqus/ Explizit muss daher sichergestellt werden, dass
die gewählten Berechnungsparameter ebenfalls keine dynamischen Effekte im
Modell bewirken und das Ergebnis verfälschen.
Für diesen Nachweis kann ein Vergleich zwischen kinetischer und innerer
Energie des gesamten Modells herangezogen werden. Ein Anhaltspunkt dafür,
dass es sich um eine quasi-statische Lösung handelt, ist, dass die kinetische
Energie nicht größer als einige Prozent der inneren Energie sein sollte. Zudem
muss die kinetische Energie auch unabhängig von der inneren Energie
betrachtet werden, um dynamische Effekte auszuschließen, das heißt, im
Berechnungsverlauf sollten keine nennenswerten Schwingungen im kinetischen
Energieverlauf auftreten.
Zur Bewertung werden daher fünf Modelle mit unterschiedlichem „Mass
Scaling“ betrachtet. Dafür werden die Zeitschrittweite variiert. Die
Berechnungen sind mit den Zeitschritten von 10-5 s, 10-6 s, 10-7 s, 8·10-8 s und
10-8 s durchgeführt worden.
Für die Berechnungen in ABAQUS/Explicit wird die Option „double precision“
verwendet. Bei dieser sogenannten doppelten Präzision werden die
Berechnungsergebnisse als doppelt genaue Fließkommazahl in einer Länge
von 64 bits, statt gewöhnlichen 32 bits ausgegeben [1].
Bei der Zeitschrittweite 10-8 s wurde neben der „double precision“ auch mir einer
„single precision“ gerechnet. Das ausgerechnet die Zeitschrittweite 10-8 s für
eine „single precision“ ausgewählt wurde hat keinen speziellen Grund. Hier soll
nur einmal exemplarisch das Verhalten der Rundungsfehler, die sich bei einer
„single precision“ aufaddieren, aufgezeigt werden.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
74
Der Vergleich der kinetischen und inneren Energien bei unterschiedlichen
Zeitschrittweiten ist in Abbildung 44 dargestellt.
Abbildung 44: Energie-Diagramm mit kinetischer und innerer Energie für den Umformvorgang
Die logarithmische Auftragung der Energien ermöglicht eine gemeinsame
Darstellung von innerer und kinetischer Energie in einem Diagramm.
Sehr gut ist zu erkennen, dass die innere Energie für alle gewählten
Zeitschrittweiten sehr eng beieinander liegen und keine großen Unterschiede
aufweisen.
Die kinetischen Energien dagegen unterscheiden sich stark voneinander und
sind in ihrer Höhe von der gewählten Zeitschrittweite abhängig.
Für einen Zeitschritt von 10-6 s zeigen sich zum einen starke Schwingungen im
kinetischen Energieverlauf, die nicht auf entsprechende Umformungen
zurückzuführen sind. Der kinetische Energieverlauf für eine Zeitschrittweite von
Kinetische Energien
Innere Energien
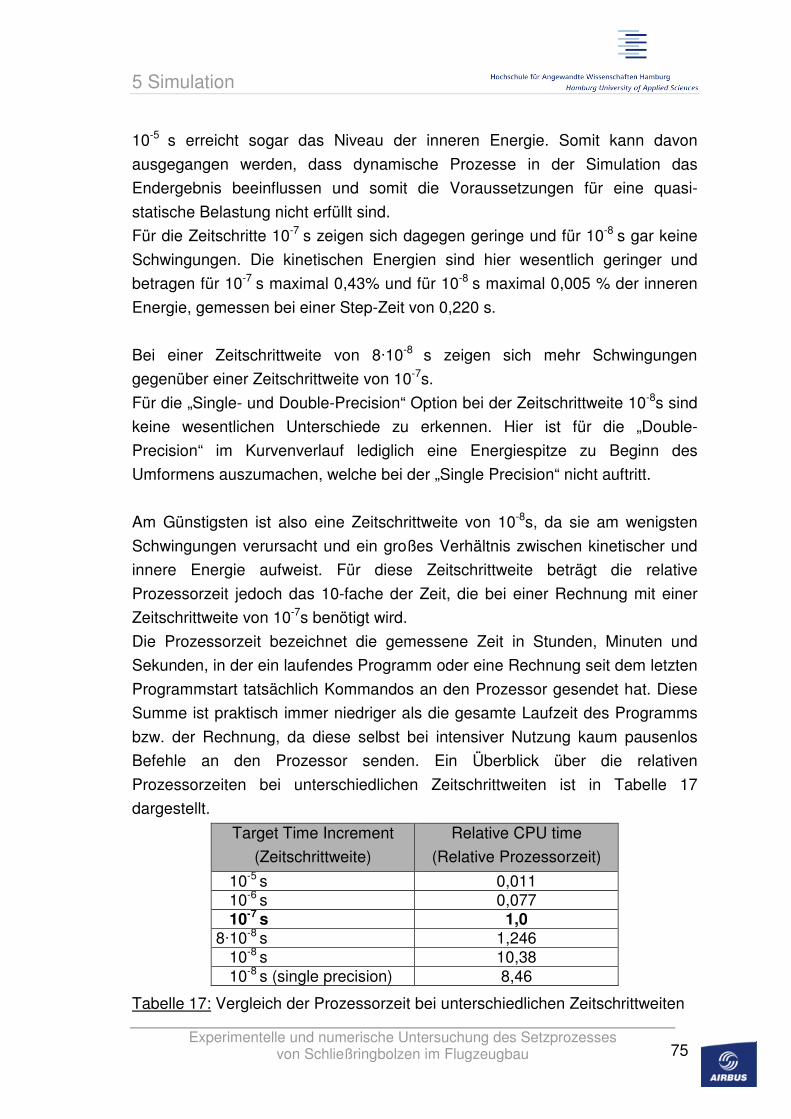
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
75
10-5 s erreicht sogar das Niveau der inneren Energie. Somit kann davon
ausgegangen werden, dass dynamische Prozesse in der Simulation das
Endergebnis beeinflussen und somit die Voraussetzungen für eine quasi-
statische Belastung nicht erfüllt sind.
Für die Zeitschritte 10-7 s zeigen sich dagegen geringe und für 10-8 s gar keine
Schwingungen. Die kinetischen Energien sind hier wesentlich geringer und
betragen für 10-7 s maximal 0,43% und für 10-8 s maximal 0,005 % der inneren
Energie, gemessen bei einer Step-Zeit von 0,220 s.
Bei einer Zeitschrittweite von 8·10-8 s zeigen sich mehr Schwingungen
gegenüber einer Zeitschrittweite von 10-7s.
Für die „Single- und Double-Precision“ Option bei der Zeitschrittweite 10-8s sind
keine wesentlichen Unterschiede zu erkennen. Hier ist für die „Double-
Precision“ im Kurvenverlauf lediglich eine Energiespitze zu Beginn des
Umformens auszumachen, welche bei der „Single Precision“ nicht auftritt.
Am Günstigsten ist also eine Zeitschrittweite von 10-8s, da sie am wenigsten
Schwingungen verursacht und ein großes Verhältnis zwischen kinetischer und
innere Energie aufweist. Für diese Zeitschrittweite beträgt die relative
Prozessorzeit jedoch das 10-fache der Zeit, die bei einer Rechnung mit einer
Zeitschrittweite von 10-7s benötigt wird.
Die Prozessorzeit bezeichnet die gemessene Zeit in Stunden, Minuten und
Sekunden, in der ein laufendes Programm oder eine Rechnung seit dem letzten
Programmstart tatsächlich Kommandos an den Prozessor gesendet hat. Diese
Summe ist praktisch immer niedriger als die gesamte Laufzeit des Programms
bzw. der Rechnung, da diese selbst bei intensiver Nutzung kaum pausenlos
Befehle an den Prozessor senden. Ein Überblick über die relativen
Prozessorzeiten bei unterschiedlichen Zeitschrittweiten ist in Tabelle 17
dargestellt.
Target Time Increment
(Zeitschrittweite)
Relative CPU time
(Relative Prozessorzeit)
10-5 s 0,011 10-6 s 0,077 10-7 s 1,0 8·10-8 s 1,246 10-8 s 10,38 10-8 s (single precision) 8,46
Tabelle 17: Vergleich der Prozessorzeit bei unterschiedlichen Zeitschrittweiten

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
76
Ausgehend von diesen Ergebnisse und einer sehr viel höheren Rechenzeit für
die Simulation mit einer Zeitschrittweite von 10-8 s werden alle weiteren
Untersuchungen bezüglich des Umformvorgangs mit einer Zeitschrittweite von
10-7 s ausgeführt.
Der Umformvorgang ist für die gesamte Lockbolt-Installation der wichtigste
STEP. Um aber die Gesamtrechenzeit zu verkürzen, müssen auch die anderen
STEPS untersucht werden. Für diese wird momentan die gleiche
Zeitschrittweite angenommen, wie für den Umformvorgang.
Für den Klemmvorgang lässt sich eine Konvergenz der kinetischen Energien für
die Zeitschrittweiten 10-7 s, 8·10-8 s und 10-8 s feststellen. Da der kinetische
Energieverlauf für 10-6 s allerdings wenig schwingungsbehaftet ist und auch weit
unterhalb des inneren Energieverlaufes liegt, könnte man in einer gesonderten
Untersuchung die Zeitschrittweite hier auf 10-6 s heraufsetzen. So hat man für
den Klemmvorgang Prozessorzeit eingespart, erhält aber keine Unterschiede in
den Rechenergebnissen.
Abbildung 45: Energie-Diagramm mit kinetischer und innerer Energie für den Klemmvorgang
Kinetische Energien
Innere Energien

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
77
Gleiches gilt für den Einziehvorgang. Die Energieverläufe sind hier aus
Abbildung 45 zu entnehmen. Es wird deutlich, dass auch hier bei den
Zeitschrittweiten 10-7 s, 8·10-8 s und 10-8 s kaum Unterschiede zu erkennen
sind. Aber auch hier kann möglicherweise der Einziehvorgang mit einer
Zeitschrittweite von 10-6 s gerechnet werden, da der Energieverlauf eine „quasi-
statische“ Annahme absichert.
Abbildung 46: Energie-Diagramm mit kinetischer und innerer Energie für den Einziehvorgang
Kinetische Energien
Innere Energien

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
78
5.6 Vergleich der Simulationsergebnisse mit den Experimenten
Das Simulationstool wurde hinsichtlich der Referenz-Lockbolt-Verbindung
optimiert. Deshalb wird im Folgenden für einen Vergleich die Al-LB-A-
Probenreihe aus den experimentellen Untersuchungen herangezogen.
In Diagramm 11 ist der Kraft-Weg-Verlauf für den Umformvorgang aus den
experimentellen Untersuchungen dem Kraft-Weg-Verlauf aus der Simulation
gegenübergestellt. Das Simulationsmodell basiert auf den vorgenommen
Änderungen der vorangegangenen Kapitel.
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0 6,0Weg in mm
Kra
ft in
N
Diagramm 11: Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A im Vergleich zum FE-Modell bei der Installation
Aus dem Diagramm ist zu entnehmen, dass die Abreißkraft aus der Simulation
mit den experimentellen Ergebnissen gut übereinstimmt. Das lässt darauf
schließen, dass das gewählte Abreißkriterium aus der Simulation zumindest für
die Al-LB-A-Probenreihe zutreffend ist.
Das Einformen des Schließrings in die Rillen des Lockbolts bei der Simulation
ist gut zu erkennen und liegt auf gleichem Kraft-Weg-Niveau wie bei den
Versuchsergebnissen.
Versuchsergebnisse
Simulation
Einformen des Schließrings in Rillen am Lockbolt

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
79
Allerdings kommt es bei der Simulation zu einem früheren Beenden der
Umformung als bei den Experimenten, wie aus Diagramm 11 und 12 zu
entnehmen ist. Es ist also möglich, dass die Umformung des Collars in der
Simulation nicht vollständig durchgeführt wird. Daher ist es notwendig, die
Geometrie des Collars nach dem Umformvorgang genauer zu untersuchen und
mit den experimentell ermittelten Daten zu vergleichen. Dieses wird in Kapitel
5.6.1 diskutiert.
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0 6,0Weg in mm
Kra
ft in
N
Diagramm 12: Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A im Vergleich zum FE-Modell mit verschiedenen Zeitschrittweiten bei der Installation
Diagramm 12 zeigt, zusätzlich zu Diagramm 11, einen Vergleich mit einer
anderen Zeitschrittweite, hier 10-8 s. Wie erwartet, zeigt sich trotz kleinerer
gewählte Zeitschrittweite keine Veränderung im Kraft-Weg-Verlauf während des
Umformvorgangs (vgl. Kapitel 5.5).
Simulation 10-8
Simulation 10-7
Versuchsergebnisse

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
80
5.6.1 Geometrie des Collars aus der Simulation
Wie in Kapitel 4.5.1 bereits diskutiert, wurden alle Collar jeder Probenreihe nach
der Installation vermessen. Nun soll eine Gegenüberstellung mit den
Simulationsdaten erfolgen.
In Tabelle 18 sind die Ergebnisse aus der Simulationsvermessung den
Ergebnissen aus Kapitel 4.5.1 gegenübergestellt.
Abbildung 47: Definition der Messgrößen am verformten Collar
Minimaler Klemmbereich/ Presspassung* (Probenreihe A)
EXPERIMENTELL
Minimaler Klemmbereich/ Presspassung*
SIMULATION
D 6,971 mm Min: 6,915 mm
D 7,223 mm Max: 7,027 mm
d 6,100 mm Min: 6,063 mm
d 6,244 mm Max: 6,125 mm
H 5,954 mm Min: 5,867 mm
H 5,884 mm Max: 6,052 mm
h 1,397 mm Min: 1,318 mm
h 1,655 mm Max: 1,542 mm * Anzahl gemessener Collar: 8 * Anzahl gemessener Collar: 1
Tabelle 18: Collar-Maße nach der Installation im Vergleich
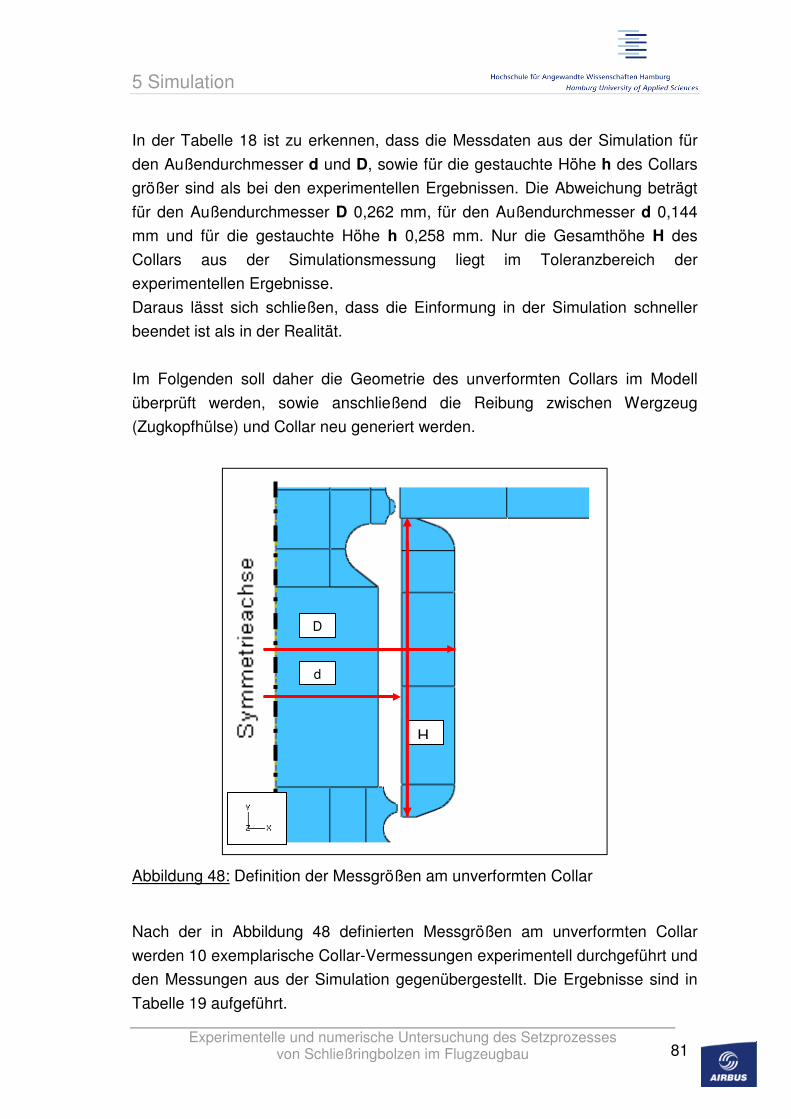
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
81
In der Tabelle 18 ist zu erkennen, dass die Messdaten aus der Simulation für
den Außendurchmesser d und D, sowie für die gestauchte Höhe h des Collars
größer sind als bei den experimentellen Ergebnissen. Die Abweichung beträgt
für den Außendurchmesser D 0,262 mm, für den Außendurchmesser d 0,144
mm und für die gestauchte Höhe h 0,258 mm. Nur die Gesamthöhe H des
Collars aus der Simulationsmessung liegt im Toleranzbereich der
experimentellen Ergebnisse.
Daraus lässt sich schließen, dass die Einformung in der Simulation schneller
beendet ist als in der Realität.
Im Folgenden soll daher die Geometrie des unverformten Collars im Modell
überprüft werden, sowie anschließend die Reibung zwischen Wergzeug
(Zugkopfhülse) und Collar neu generiert werden.
Abbildung 48: Definition der Messgrößen am unverformten Collar
Nach der in Abbildung 48 definierten Messgrößen am unverformten Collar
werden 10 exemplarische Collar-Vermessungen experimentell durchgeführt und
den Messungen aus der Simulation gegenübergestellt. Die Ergebnisse sind in
Tabelle 19 aufgeführt.
D
H
d
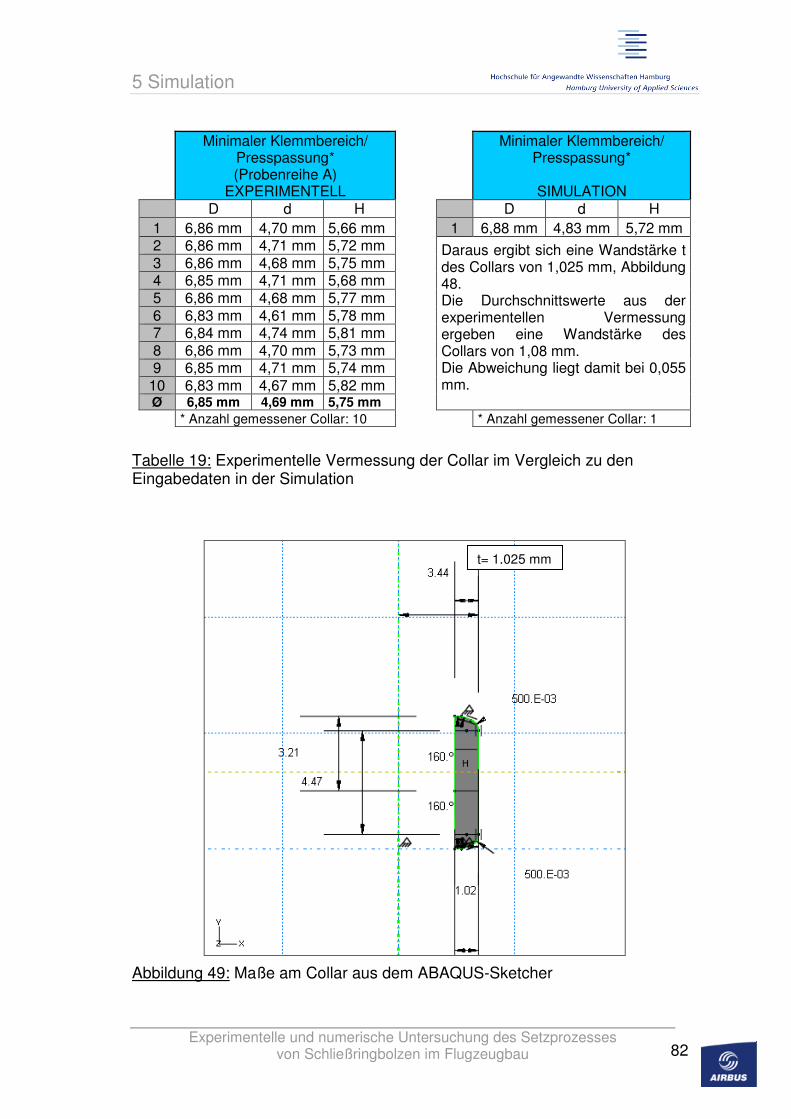
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
82
Minimaler Klemmbereich/ Presspassung* (Probenreihe A)
EXPERIMENTELL
Minimaler Klemmbereich/ Presspassung*
SIMULATION
D d H D d H 1 6,86 mm 4,70 mm 5,66 mm 1 6,88 mm 4,83 mm 5,72 mm 2 6,86 mm 4,71 mm 5,72 mm Daraus ergibt sich eine Wandstärke t
des Collars von 1,025 mm, Abbildung 48. Die Durchschnittswerte aus der experimentellen Vermessung ergeben eine Wandstärke des Collars von 1,08 mm. Die Abweichung liegt damit bei 0,055 mm.
3 6,86 mm 4,68 mm 5,75 mm 4 6,85 mm 4,71 mm 5,68 mm 5 6,86 mm 4,68 mm 5,77 mm 6 6,83 mm 4,61 mm 5,78 mm 7 6,84 mm 4,74 mm 5,81 mm 8 6,86 mm 4,70 mm 5,73 mm 9 6,85 mm 4,71 mm 5,74 mm
10 6,83 mm 4,67 mm 5,82 mm Ø 6,85 mm 4,69 mm 5,75 mm
* Anzahl gemessener Collar: 10 * Anzahl gemessener Collar: 1
Tabelle 19: Experimentelle Vermessung der Collar im Vergleich zu den Eingabedaten in der Simulation
Abbildung 49: Maße am Collar aus dem ABAQUS-Sketcher
t= 1,025 mm
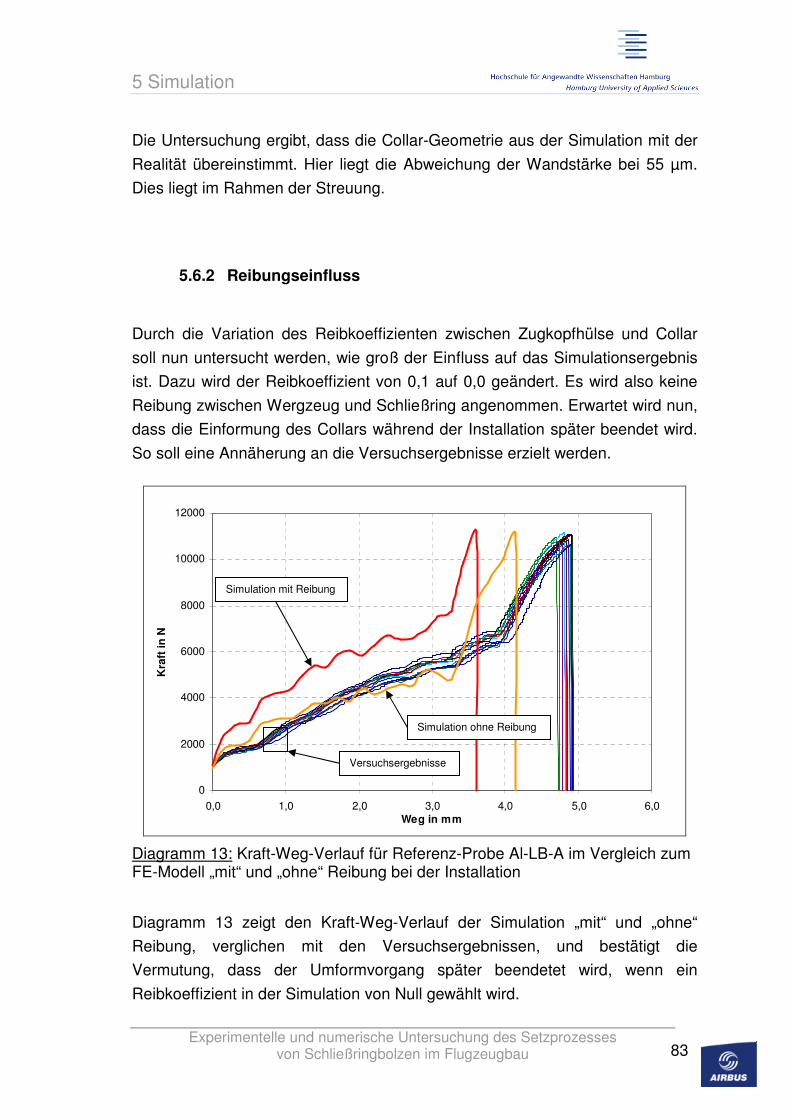
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
83
Die Untersuchung ergibt, dass die Collar-Geometrie aus der Simulation mit der
Realität übereinstimmt. Hier liegt die Abweichung der Wandstärke bei 55 µm.
Dies liegt im Rahmen der Streuung.
5.6.2 Reibungseinfluss
Durch die Variation des Reibkoeffizienten zwischen Zugkopfhülse und Collar
soll nun untersucht werden, wie groß der Einfluss auf das Simulationsergebnis
ist. Dazu wird der Reibkoeffizient von 0,1 auf 0,0 geändert. Es wird also keine
Reibung zwischen Wergzeug und Schließring angenommen. Erwartet wird nun,
dass die Einformung des Collars während der Installation später beendet wird.
So soll eine Annäherung an die Versuchsergebnisse erzielt werden.
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0 6,0Weg in mm
Kra
ft in
N
Diagramm 13: Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A im Vergleich zum FE-Modell „mit“ und „ohne“ Reibung bei der Installation
Diagramm 13 zeigt den Kraft-Weg-Verlauf der Simulation „mit“ und „ohne“
Reibung, verglichen mit den Versuchsergebnissen, und bestätigt die
Vermutung, dass der Umformvorgang später beendetet wird, wenn ein
Reibkoeffizient in der Simulation von Null gewählt wird.
Versuchsergebnisse
Simulation ohne Reibung
Simulation mit Reibung

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
84
Es ist eine deutliche Annäherung an die experimentellen Ergebnisse zu
erkennen. Zum einen wird erreicht, dass der Umformvorgang zeitlich verlängert
wird, zum anderen passt sich das Niveau der Rilleneinformung aus der
Simulation dem Kraft-Weg-Verlauf aus der experimentellen Untersuchung an.
Diese Untersuchung bringt jedoch auch einige Nachteile mit sich, wie ein
Geometrievergleich nach dem Umformvorgang zeigt, Abbildung 50.
Abbildung 50: Geometrievergleich nach dem Umformvorgang ohne Reibung (links) und mit Reibung (rechts)
So wird bei einem Reibkoeffizienten von Null der Schließring zu weit
eingeformt. Hier beträgt die gestauchte Höhe h nur 1,006 mm im Vergleich zu
1,665 mm bei einem Reibkoeffizienten von 0,1. In der Realität liegt die
gestauchte Höhe h bei 1,397 mm (vgl. Tabelle 18).
An dieser Stelle wird aus zeitlichen Gründen auf eine weitere Untersuchung des
Reibungseinflusses verzichtet. Es soll aber deutlich werden, dass hier eine
Stellschraube gefunden wurde, an der noch weiter „gedreht“ werden muss. So
könnte zum Beispiel ein Reibkoeffizient von 0,05 gewählt werden, um die
Einformung des Schließrings wieder zu reduzieren. Hier sind weitere FE-
Rechnungen durchzuführen.
h h
5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
85
N
mm
mm
mm
N
mm
AE
l
gbolzenSchließrin000008,0
2
2
8,4
2107658
15=
⋅⋅
=⋅
=
π
δ
5.6.3 Ermittlung einer Korrekturfunktion für die experimentellen Kraft-Weg-Verläufe
Wie bereits in Kapitel 4.5.1 für die Simulation angedeutet, sind auch die
experimentellen Versuchsdaten kritisch zu betrachten. Durch die Integration
neuer Adapterstücke zur Aufnahme einer Kraftmessung für den Setzprozess
sind die ermittelten Kraft- Weg- Verläufe, aufgrund der elastischen Teile im
Kraftfluss, nicht vergleichbar mit den Kraft- Weg- Verläufen des
Simulationsmodells.
Für eine entsprechende Korrektur gibt es entweder die Möglichkeit, das
Werkzeug in der Simulation, das bisher nur als starrer Körper realisiert wurde,
neu zu generieren und mit elastischen Materialkennwerten zu bestücken, oder
aber den elastischen Anteil der Versuchsergebnisse mit einer Korrekturfunktion
herauszurechnen. Diese Möglichkeit erweist sich vom Arbeitsaufwand als
vorteilhafter.
Zur Bestimmung einer Korrekturfunktion wurden 3 Schließringbolzen ohne
Einformung eines Schließringes experimentell abgerissen.
Die Korrekturfunktion, Gleichung (5), ist der Kehrwert der ermittelten Steigung
im linearen Bereich (Nachgiebigkeit des Systems) abzüglich der Nachgiebigkeit
des Schließringbolzens, Gleichung (6).
gbolzenSchließrinSystemTeileelastische δδδ −= (5)
(6)
Aus den drei Versuchen wird eine mittlere Steigung berechnet, dessen
Kehrwert aus Diagramm 14 zu entnehmen ist.
Alle experimentellen Kurvenverläufe werden mit dieser Funktion korrigiert. Das
Ergebnis ist dem Diagramm 15 zu entnehmen.

5 Simulation
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
86
0
2000
4000
6000
8000
10000
12000
0,0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0
Weg in mm
Kra
ft in
N
Versuch 1
Versuch 2Versuch 3
Diagramm 14: Ermittlung der Nachgiebigkeit des Systems über die Korrekturfunktion Durch die Korrektur zeigt sich eine bessere Übereinstimmung der Kraft-Weg-
Verläufe mit dem Kraft-Weg-Verlauf aus der Simulation. Die elastische
Verformung des Setzwerkzeuges hat also einen großen Einfluss.
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0Weg in mm
Kra
ft in
N
Diagramm 15: Kraft-Weg-Verlauf für Referenz-Probe Al-LB-A im Vergleich zum FE-Modell bei der Installation nach Korrektur
II Linearer Bereich
I Kontaktsteifigkeit (nichtlinear)
III Elastisch- Plastischer Bereich
mm
N0,000061=Systemδ
Versuchsergebnisse
Simulation
Simulation ohne Reibung
6 Zusammenfassung und Ausblick
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
87
6 Zusammenfassung und Ausblick
Im Flugzeugbau werden zur Montage hochbeanspruchter Bauteile u. a.
Schließringniet-Systeme eingesetzt. Eine derartige Verbindung besteht aus
einem Schließringbolzen (Lockbolt) und einem Schließring (Collar). Durch ein
Umformen des Schließringes in entsprechende Rillen am Schließringbolzen
entsteht die kraft- und formschlüssige Verbindung.
Vor der Einführung neuer Verbindungselemente in der Flugzeugmontage wird
grundsätzlich eine Überprüfung dieser Systeme durchgeführt, welche
heutzutage fast ausschließlich experimentell ermittelt wird, da genaue
Simulationstools kaum vorhanden sind.
Um dennoch ein aussagekräftiges Simulationstool aufzubauen, sind einige
Prozessdaten und Geometrieangaben aus der Praxis notwendig, die im
Rahmen dieser Arbeit in einer komplexen Versuchsmatrix ermittelt wurden.
Getestet wurden ausschließlich Lockbolts aus Titan als Senkkopf-Variante in
Aluminium-Verbindungen.
Bis auf eine Versuchsreihe, die aufgrund von Lieferschwierigkeiten des
Materials noch nicht getestet wurde, sind alle anderen Versuchsreihen
untersucht und sämtliche Prozess- und Geometriedaten dokumentiert worden.
Hierunter fallen Niet- und Bohrungsdurchmesser, Klemmlänge, Passung,
Nietkopfüberstand, Collar-Maße und Kraft-Weg-Messungen.
Zusätzlich wurden Schliffbilder erstellt und Vesagensmodi der Verbindungen
dokumentiert. Nun können für jede Lockbolt-Variante entsprechende
Prozessdaten aus der Dokumentation herausgelesen werden, um einen
Abgleich mit dem Simulationstool vorzunehmen. Diese Daten sind dem Anhang
dieser Arbeit zu entnehmen.
Für das Simulationstool der Referenz-Verbindung wurde im Rahmen einer
Energie-Auswertung ein Nachweis für eine quasi-statische Lösung erbracht und
verschiedene Zeitschrittweiten zur Verkürzung der Rechenzeit untersucht.
Zudem wurde die Elementierung in bestimmten Bereichen der Verbindung
angepasst und für den Umformvorgang eine Gegenüberstellung mit den
Prozessdaten aus den experimentellen Untersuchungen vorgenommen, hier
insbesondere der Kraft-Weg-Verlauf.
6 Zusammenfassung und Ausblick
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
88
Hierzu war es notwendig, die ermittelten experimentellen Prozessdaten der
Kraft-Weg-Verläufe mit einer Funktion zu korrigieren, um den Einfluss der
elastischen Werkzeugteile auszuschalten. Nur so ist ein Vergleich zwischen
den Simulationsergebnissen und den experimentellen Daten möglich und
aussagekräftig.
Weitere Untersuchungen haben ergeben, dass der Reibungseinfluss zwischen
Werkzeug und Schließring eine große Rolle spielt. Durch die Änderung des
Reibkoeffizienten können die Ergebnisse aus der Simulation den Ergebnissen
aus den experimentellen Untersuchungen gut angepasst werden.
Zusammenfassend lässt sich aussagen, dass bei Betrachtung aller in dieser
Arbeit angesprochenen Faktoren und Parameter eine gute Übereinstimmung
der Simulationsergebnisse mit den experimentellen Untersuchungen erreichen
lässt.
Zur Optimierung der Simulation ist es erforderlich, sich künftig verstärkt mit den
Werkstoffeigenschaften auseinander zu setzen, da bislang die plastischen
Materialkennwerte des Collars auch den Blechen zugeordnet wurden, obwohl
sich das Material der Collar und der Bleche durch den Zusatz T42 bzw. T351
unterscheidet. Für die Bleche sind ggf. plastische Materialwerte experimentell
zu ermitteln.
Außerdem sind Lockbolt-Verbindungen mit variierter Klemmlänge für das
Simulationstool zu untersuchen und mit den Experimenten zu vergleichen.
Für die Lockbolt-Verbindungen mit variiertem Nenndurchmesser ist das
Simulationstool anzupassen. Hier müssen Zugkopfhülse und Lockbolt-
Geometrie angepasst werden.
Zusätzlich muss ein Scherzug-Simulationstool generiert werden, um auch hier
einen Vergleich zwischen den experimentell ermittelten Daten vornehmen zu
können. Die Geometriedaten für die Lockbolt-Verbindungen des Scherzug-
Tools können dafür aus dieser Arbeit entnommen werden und sind im Anhang
hinterlegt.

7 Literaturverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
89
7 Literaturverzeichnis [1] ABAQUS/CAE Finite Elemente Programm, Version 6.7-1; ABAQUS,
Getting Started with Abaqus – Interactive Edition, Version 6.7 : Hibbit,
Karlsson, Sorensen, Inc., Providence, Rhode Island, USA, 2007
[2a]
[2b]
[2c]
AIRBUS: Fertigungs-Handbuch, 80-T-34-5812, Ausgabe 06/03
AIRBUS: Interner Stellenmarkt, September (1) 2008
AIRBUS: Interne Materialdatenbank, 2008
[3] Alcoa Fastening Systems: LGP-Lockbolts – Process Manual, Carson
Operations – Aerospace Products, California USA, 2006
[4] Awiszus; Bast; Dürr; Matthes (Hrsg.): Grundlagen der Fertigungstechnik,
Fachbuchverlag Leipzig, 2003
[5] Berner, M.: Unveröffentlichte Diplomarbeit, Simulation des
Setzprozesses von Schließringbolzen im Flugzeugbau, Juni 2008
[6] Deutscher Kalibrierdienst (DKD): Zwick Service, Kalibrierlaboratorium,
Zwick GmbH & Co. KG, August-Nagel-Straße 11, 89079 Ulm, 7.4.2008
[7] Falk K. Wittel: Eine kurze Einführung in die Finite Element Methode –
FEM for 4, ETH Zürich, Gruppe H.J. Hermann – Rechnergestützte
Physik der Werkstoffe, Institut für Baustoffe, 2007
[8] Fischer, U.: Tabellenbuch Metall, Europa-Lehrmittel, 41. Ausgabe, 1999
[9] Hahn, O.; Klemens, U.: Fügen durch Umformen – Niet- und
Durchsetzfügesysteme in der Praxis. Studiengesellschaft
Stahlanwendung e.V. und Laboratorium für Werkstoff- und Fügetechnik
der Universität Paderborn, 1996

7 Literaturverzeichnis
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
90
[10] Klein, B.: FEM – Grundlagen und Anwendungen der Fenite-Element-
Methode im Maschinen- und Fahrzeugbau, Vieweg Verlag, 2007
[11] Laging, Prof. Dr. Ing. G.: Einführung in die Finite Element Methode,
Vorlesungsunterlagen Theorie, Hochschule für Angewandte
Wissenschaften Hamburg, Wintersemester 2002/2003
[12] Ranke, N.: Unveröffentlichter Praxissemesterbericht, Numerische und
experimentelle Analyse des Setzprozesses von Lockbolt-Verbindungen
[13] Matthes, K.-J.; Riedel, F. (Hrsg.): Fügetechnik – Überblick Löten –
Kleben – Fügen durch Umformen, Fachbuchverlag Leipzig, 2003
[14] Spur, G.; Stöferle, Th.: Handbuch der Fertigungstechnik Band 5 –
Fügen, Handhaben, Montieren –, Carl Hanser Verlag, München/Wien
1986
[15] http://www.hishear.org/fastener_hk_hk1.htm:
HiShear Corparation, 2800 Skypark Drive, Torrance, CA 90509, USA,
abgerufen am 24.08.2008
[16] http://www.patent-de.com/20070705/DE102005044824B4.html:
PatentDe, abgerufen am 20.08.2008
[17] http://www.qualityproducts.de/quality/db_titan.htm:
Quality Product, Inh. Thomas Ratsch, Aiblinger Str. 33, 83104
Tuntenhausen, abgerufen am 21.08.2008
[18] http://www.rz.uni-karlsruhe.de:
Juling, Prof. Dr. Wilfried: Direktor des Rechenzentrums der Universität
Karlsruhe (TH), 76128 Karlsruhe, abgerufen am 24. Juli 2008

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
91
8 Anhang Anlage I: Beispiele für Passbolzen mit Universal- und Senkkopf [ABS]
Passbolzen mit Universalkopf und Dichtmassen- bzw. Korrosionsschutzpastenaustrittsrille für Scherbeanspruchung
Passbolzen mit 100° Senkkopf für Zugbeanspruchung
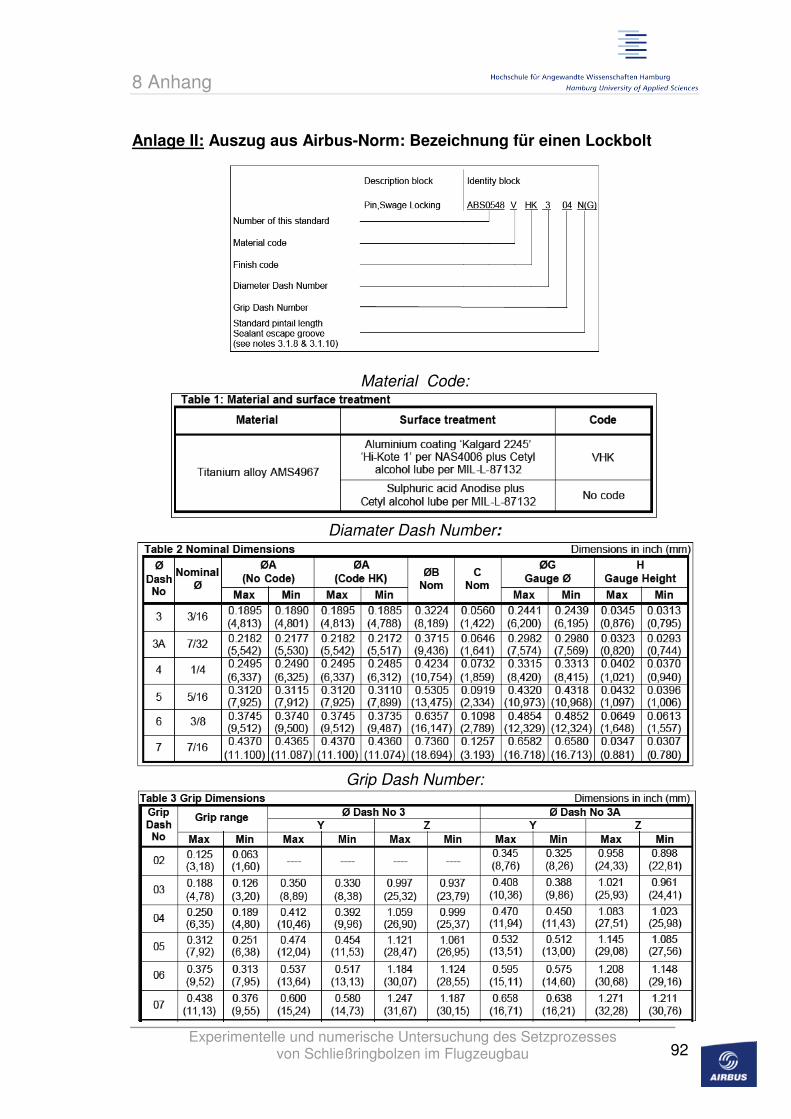
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
92
Anlage II: Auszug aus Airbus-Norm: Bezeichnung für einen Lockbolt
Material Code:
Diamater Dash Number:
Grip Dash Number:

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
93
Anlage III: Auszug aus Airbus-Norm: Bezeichnung für einen Collar
Diamater Code Number:

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
94
Anlage IV: Messungen der Bohrungen [in mm]
Blech 0° 90° dm Niet Blech 0° 90° dm Niet
A-IS1-1 4,760 4,770 4,765 N33 D-IS1-1 4,745 4,733 4,739 N77 A-IS1-2 4,735 4,743 4,739 N25 D-IS1-2 4,750 4,754 4,752 N71 A-IS2-1 4,759 4,765 4,762 N4 D-IS2-1 4,744 4,734 4,739 N75 A-IS2-2 4,761 4,766 4,764 N13 D-IS2-2 4,748 4,738 4,743 N78 A-IS3-1 4,748 4,773 4,761 N38 D-IS3-1 4,755 4,759 4,757 N79 A-IS3-2 4,762 4,763 4,763 N6 D-IS3-2 4,725 4,748 4,737 N83 A-IS4-1 4,758 4,761 4,760 N30 D-IS4-1 4,738 4,752 4,745 N80 A-IS4-2 4,754 4,752 4,753 N31 D-IS4-2 4,750 4,746 4,748 N76 A-IS5-1 4,763 4,768 4,766 N9 D-IS5-1 4,735 4,755 4,745 N81 A-IS5-2 4,750 4,766 4,758 N23 D-IS5-2 4,744 4,748 4,746 N82 A-IS6-1 4,759 4,769 4,764 N8 D-IS6-1 4,735 4,742 4,739 N72 A-IS6-2 4,754 4,767 4,761 N22 D-IS6-2 4,750 4,748 4,749 N73 A-IS7-1 4,750 4,768 4,759 N39 D-IS7-1 4,742 4,744 4,743 N70 A-IS7-2 4,745 4,770 4,758 N26 D-IS7-2 4,743 4,746 4,745 N74
Ba-IS1-1 4,757 4,762 4,760 N60 E-IS1-1 4,758 4,760 4,759 Ba-IS1-2 4,752 4,758 4,755 N53 E-IS1-2 4,746 4,778 4,762 Ba-IS2-1 4,769 4,753 4,761 N59 E-IS2-1 4,771 4,772 4,772 Ba-IS2-2 4,747 4,769 4,758 N55 E-IS2-2 4,765 4,767 4,766 Ba-IS3-1 4,762 4,765 4,764 N58 E-IS3-1 4,767 4,774 4,771 Ba-IS3-2 4,761 4,768 4,765 N54 E-IS3-2 4,753 4,778 4,766 Ba-IS4-1 4,755 4,762 4,759 N57 E-IS4-1 4,769 4,774 4,772 Ba-IS4-2 4,763 4,761 4,762 N52 E-IS4-2 4,771 4,777 4,774 Ba-IS5-1 4,755 4,751 4,753 N50 E-IS5-1 4,769 4,774 4,772 Ba-IS5-2 4,762 4,759 4,761 N56 E-IS5-2 4,772 4,779 4,776 Ba-IS6-1 4,750 4,752 4,751 N61 E-IS6-1 4,770 4,779 4,775 Ba-IS6-2 4,763 4,776 4,770 N51 E-IS6-2 4,767 4,776 4,772 E-IS7-1 4,772 4,777 4,775 Ca-IS1-1 4,746 4,765 4,756 N41 E-IS7-2 4,767 4,777 4,772 Ca-IS1-2 4,762 4,767 4,765 N40 Ca-IS2-1 4,766 4,769 4,768 N15 Fa-IS1-1 4,790 4,798 4,794 N16 Ca-IS2-2 4,756 4,758 4,757 N35 Fa-IS1-2 4,797 4,796 4,797 N1 Ca-IS3-1 4,758 4,769 4,764 N2 Fa-IS2-1 4,795 4,802 4,799 N28 Ca-IS3-2 4,764 4,766 4,765 N20 Fa-IS2-2 4,796 4,804 4,800 N36 Ca-IS4-1 4,755 4,752 4,754 N12 Fa-IS3-1 4,797 4,801 4,799 N37 Ca-IS4-2 4,763 4,765 4,764 N7 Fa-IS3-2 4,795 4,807 4,801 N21 Ca-IS5-1 4,760 4,770 4,765 N18 Fa-IS4-1 4,799 4,806 4,803 N43 Ca-IS5-2 4,757 4,763 4,760 N34 Fa-IS4-2 4,796 4,802 4,799 N24 Ca-IS6-1 4,760 4,767 4,764 N14 Fa-IS5-1 4,791 4,805 4,798 N5 Ca-IS6-2 4,756 4,759 4,758 N27 Fa-IS5-2 4,790 4,807 4,799 N10 Ca-IS7-1 4,762 4,765 4,764 N17 Fa-IS6-1 4,794 4,798 4,796 N29 Ca-IS7-2 4,766 4,775 4,771 N19 Fa-IS6-2 4,792 4,801 4,797 N11 Ca-IS8-1 4,754 4,760 4,757 N42 Fa-IS7-1 4,796 4,805 4,801 N44 Ca-IS8-2 4,759 4,764 4,762 N32 Fa-IS7-2 4,797 4,799 4,798 N3

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
95
Blech 0° 90° dm Niet Blech 0° 90° dm Niet Ga-S1-1 N113 Gb-S1-1 6,320 6,323 6,322 N107 Ga-S1-2 N114 Gb-S1-2 6,319 6,321 6,320 N108 Ga-S2-1 N115 Gb-S2-1 6,322 6,320 6,321 N112 Ga-S2-2 N116 Gb-S2-2 6,321 6,331 6,326 N110 Ga-S3-1 N117 Gb-S3-1 6,322 6,318 6,320 N105 Ga-S3-2 N118 Gb-S3-2 6,320 6,322 6,321 N103 Ga-S4-1 N119 Gb-S4-1 6,321 6,219 6,320 N106 Ga-S4-2 N120 Gb-S4-2 6,321 6,330 6,326 N104 Ga-S5-1 N121 Gb-S5-1 6,321 6,319 6,320 N109 Ga-S5-2 N122 Gb-S5-2 6,329 6,329 6,329 N102 Ga-S6-1 N123 Gb-S6-1 6,321 6,322 6,322 N111 Ga-S6-2 N124 Gb-S6-2 6,320 6,322 6,321 N100 Ga-S7-2 N125 Ga-S7-2 N126
Fa-K1-1 4,799 4,800
4,800 N65 Ca-K1-1 4,795 4,796
4,798 N89 Fa-K1-2 4,798 4,801 Ca-K1-2 4,798 4,800 Fa-K2-1 4,796 4,798
4,798 N88 Ca-K2-1 4,801 4,802
4,800 N69 Fa-K2-2 4,797 4,799 Ca-K2-2 4,798 4,799 Fa-K3-1 4,797 4,801
4,798 N49 Ca-K3-1 4,796 4,798
4,798 N66 Fa-K3-2 4,799 4,796 Ca-K3-2 4,799 4,800 Fa-K4-1 4,798 4,800
4,800 N87 Ca-K4-1 4,794 4,795
4,796 N68 Fa-K4-2 4,799 4,801 Ca-K4-2 4,798 4,797 Fa-K5-1 4,795 4,799
4,796 N86 Ca-K5-1 4,802 4,799
4,800 N47 Fa-K5-2 4,795 4,796 Ca-K5-2 4,800 4,800 Fa-K6-1 4,798 4,801
4,800 N63 Ca-K6-1 4,801 4,802
4,801 N85 Fa-K6-2 4,800 4,800 Ca-K6-2 4,802 4,800
A-K1-1 4,760 4,758
4,761 N45
A-K1-2 4,763 4,764 A-K2-1 4,771 4,769
4,767 N46
A-K2-2 4,763 4,765 A-K3-1 4,756 4,760
4,761 N67
A-K3-2 4,765 4,764 A-K4-1 4,775 4,773
4,771 N62
A-K4-2 4,769 4,768 A-K5-1 4,755 4,756
4,758 N48
A-K5-2 4,760 4,762 A-K6-1 4,779 4,780
4,780 N64
A-K6-2 4,778 4,781
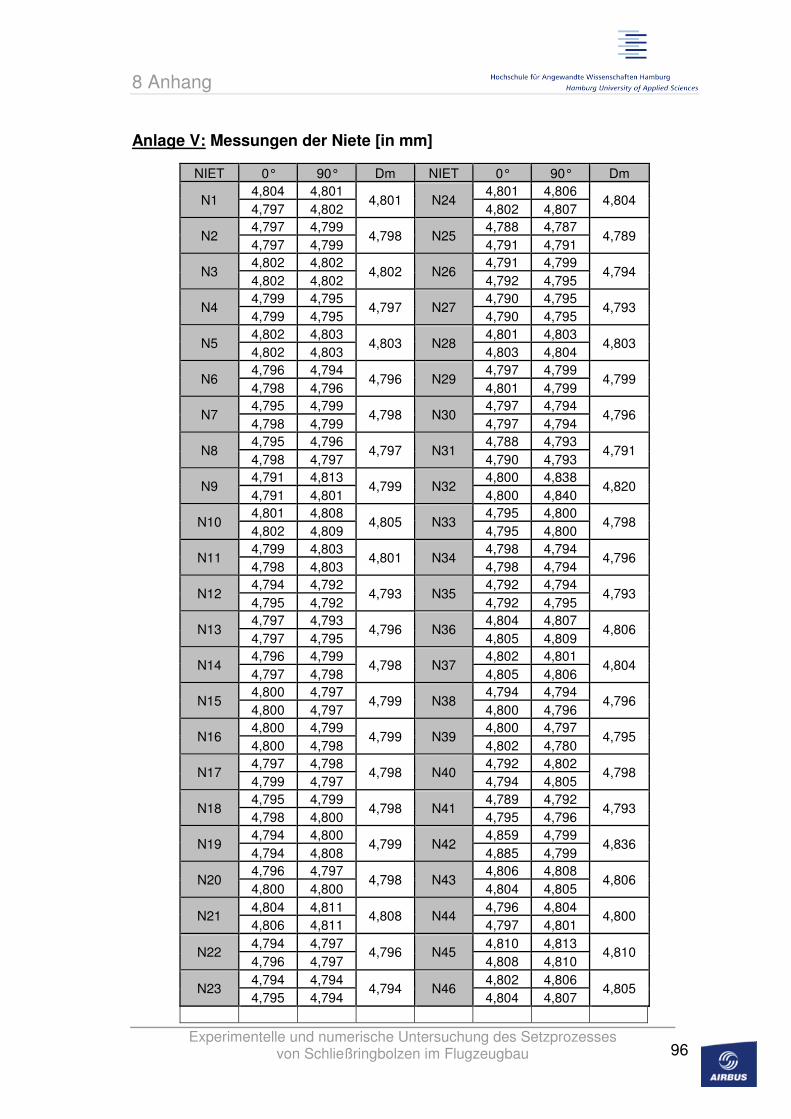
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
96
Anlage V: Messungen der Niete [in mm]
NIET 0° 90° Dm NIET 0° 90° Dm
N1 4,804 4,801
4,801 N24 4,801 4,806
4,804 4,797 4,802 4,802 4,807
N2 4,797 4,799
4,798 N25 4,788 4,787
4,789 4,797 4,799 4,791 4,791
N3 4,802 4,802
4,802 N26 4,791 4,799
4,794 4,802 4,802 4,792 4,795
N4 4,799 4,795
4,797 N27 4,790 4,795
4,793 4,799 4,795 4,790 4,795
N5 4,802 4,803
4,803 N28 4,801 4,803
4,803 4,802 4,803 4,803 4,804
N6 4,796 4,794
4,796 N29 4,797 4,799
4,799 4,798 4,796 4,801 4,799
N7 4,795 4,799
4,798 N30 4,797 4,794
4,796 4,798 4,799 4,797 4,794
N8 4,795 4,796
4,797 N31 4,788 4,793
4,791 4,798 4,797 4,790 4,793
N9 4,791 4,813
4,799 N32 4,800 4,838
4,820 4,791 4,801 4,800 4,840
N10 4,801 4,808
4,805 N33 4,795 4,800
4,798 4,802 4,809 4,795 4,800
N11 4,799 4,803
4,801 N34 4,798 4,794
4,796 4,798 4,803 4,798 4,794
N12 4,794 4,792
4,793 N35 4,792 4,794
4,793 4,795 4,792 4,792 4,795
N13 4,797 4,793
4,796 N36 4,804 4,807
4,806 4,797 4,795 4,805 4,809
N14 4,796 4,799
4,798 N37 4,802 4,801
4,804 4,797 4,798 4,805 4,806
N15 4,800 4,797
4,799 N38 4,794 4,794
4,796 4,800 4,797 4,800 4,796
N16 4,800 4,799
4,799 N39 4,800 4,797
4,795 4,800 4,798 4,802 4,780
N17 4,797 4,798
4,798 N40 4,792 4,802
4,798 4,799 4,797 4,794 4,805
N18 4,795 4,799
4,798 N41 4,789 4,792
4,793 4,798 4,800 4,795 4,796
N19 4,794 4,800
4,799 N42 4,859 4,799
4,836 4,794 4,808 4,885 4,799
N20 4,796 4,797
4,798 N43 4,806 4,808
4,806 4,800 4,800 4,804 4,805
N21 4,804 4,811
4,808 N44 4,796 4,804
4,800 4,806 4,811 4,797 4,801
N22 4,794 4,797
4,796 N45 4,810 4,813
4,810 4,796 4,797 4,808 4,810
N23 4,794 4,794
4,794 N46 4,802 4,806
4,805 4,795 4,794 4,804 4,807

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
97
N47 4,804 4,801
4,800 N71 4,799 4,801
4,801 4,806 4,799 4,801 4,802
N48 4,805 4,800
4,800 N72 4,792 4,799
4,794 4,799 4,795 4,794 4,792
N49 4,807 4,805
4,801 N73 4,799 4,800
4,800 4,810 4,800 4,802 4,798
N50 4,798 4,803
4,799 N74 4,800 4,799
4,798 4,799 4,795 4,798 4,795
N51 4,826 4,808
4,817 N75 4,790 4,796
4,794 4,822 4,811 4,800 4,789
N52 4,798 4,806
4,805 N76 4,796 4,804
4,800 4,803 4,813 4,798 4,801
N53 4,796 4,801
4,801 N77 4,791 4,795
4,793 4,808 4,799 4,794 4,792
N54 4,806 4,806
4,807 N78 4,795 4,796
4,795 4,808 4,807 4,794 4,795
N55 4,804 4,801
4,803 N79 4,808 4,807
4,809 4,808 4,800 4,809 4,810
N56 4,803 4,804
4,805 N80 4,791 4,798
4,795 4,806 4,805 4,796 4,795
N57 4,801 4,803
4,802 N81 4,796 4,796
4,797 4,802 4,802 4,798 4,797
N58 4,807 4,808
4,810 N83 4,792 4,793
4,793 4,809 4,814 4,793 4,793
N59 4,805 4,803
4,804 N84 4,796 4,800
4,799 4,806 4,800 4,802 4,797
N60 4,802 4,804
4,804 N85 4,809 4,806
4,809 4,806 4,805 4,813 4,809
N61 4,801 4,802
4,798 N86 4,797 4,799
4,798 4,795 4,793 4,797 4,799
N62 4,805 4,802
4,805 N87 4,794 4,800
4,799 4,808 4,805 4,794 4,808
N63 4,794 4,798
4,797 N88 4,806 4,808
4,806 4,796 4,799 4,804 4,805
N64 4,793 4,803
4,799 N89 4,802 4,803
4,803 4,800 4,801 4,802 4,803
N65 4,805 4,804
4,805
4,804 4,805
N66 4,806 4,804
4,804 N100 6,321 6,321
6,321 4,807 4,799 6,322 6,319
N67 4,799 4,798
4,798 N101 6,328 6,319
6,324 4,794 4,800 6,323 6,325
N68 4,802 4,808
4,806 N102 6,330 6,329
6,327 4,806 4,806 6,325 6,325
N69 4,802 4,806
4,807 N103 6,320 6,320
6,321 4,810 4,809 6,321 6,323
N70 4,795 4,796
4,795 N104 6,326 6,329
6,330 4,794 4,795 6,335 6,330

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
98
N105 6,330 6,328
6,327 N113
6,325 6,326 N114
N106 6,325 6,326
6,323 N115
6,321 6,321 N116
N107 6,322 6,321
6,323 N117
6,326 6,321 N118
N108 6,322 6,320
6,322 N119
6,324 6,320 N120
N109 6,325 6,321
6,325 N121
6,326 6,326 N122
N110 6,327 6,328
6,326 N123
6,323 6,326 N124
N111 6,316 6,318
6,319 N125
6,323 6,317 N126
N112 6,317 6,324
6,320
6,316 6,321

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
99
Anlage VI: Messungen der Passung und des Nietkopfüberstandes [in mm]
Blech 0° 90° Dm Niet Dm Passung Überstd.Innen Überstd.Außen A-IS1-1 4,760 4,770 4,765 N33 4,798 -0,033 0,090 0,13-0,14
A-IS1-2 4,735 4,743 4,739 N25 4,789 -0,050 0,075 0,11-0,13
A-IS2-1 4,759 4,765 4,762 N4 4,797 -0,035 0,090 0,11-0,12
A-IS2-2 4,761 4,766 4,764 N13 4,796 -0,032 0,070 0,10-0,12
A-IS3-1 4,748 4,773 4,761 N38 4,796 -0,035 0,065 0,10-0,14
A-IS3-2 4,762 4,763 4,763 N6 4,796 -0,034 0,115 0,14-0,15
A-IS4-1 4,758 4,761 4,760 N30 4,796 -0,037 0,120 0,13-0,14
A-IS4-2 4,754 4,752 4,753 N31 4,791 -0,038 0,105 0,12-0,14
A-IS5-1 4,763 4,768 4,766 N9 4,799 -0,034 0,050 0,08-0,10
A-IS5-2 4,750 4,766 4,758 N23 4,794 -0,036 0,075 0,11-0,13
A-IS6-1 4,759 4,769 4,764 N8 4,797 -0,033 0,040 0,08-0,09
A-IS6-2 4,754 4,767 4,761 N22 4,796 -0,035 0,090 0,11-0,13
A-IS7-1 4,750 4,768 4,759 N39 4,795 -0,036 0,080 0,11-0,13
A-IS7-2 4,745 4,770 4,758 N26 4,794 -0,036 0,050 0,08-0,09
Mittelwert: 4,760 -0,036
Ba-IS1-1 4,757 4,762 4,760 N60 4,804 -0,045 0,080 0,08-0,09
Ba-IS1-2 4,752 4,758 4,755 N53 4,801 -0,046 0,045 0,04-0,06
Ba-IS2-1 4,769 4,753 4,761 N59 4,804 -0,043 0,080 0,07-0,09
Ba-IS2-2 4,747 4,769 4,758 N55 4,803 -0,045 0,050 0,05-0,06
Ba-IS3-1 4,762 4,765 4,764 N58 4,810 -0,047 0,060 0,06-0,09
Ba-IS3-2 4,761 4,768 4,765 N54 4,807 -0,043 0,060 0,06-0,08
Ba-IS4-1 4,755 4,762 4,759 N57 4,802 -0,043 0,060 0,05-0,07
Ba-IS4-2 4,763 4,761 4,762 N52 4,805 -0,043 0,080 0,06-0,10
Ba-IS5-1 4,755 4,751 4,753 N50 4,799 -0,046 0,040 0,04-0,05
Ba-IS5-2 4,762 4,759 4,761 N56 4,805 -0,044 0,050 0,05-0,08
Ba-IS6-1 4,750 4,752 4,751 N61 4,798 -0,047 0,050 0,04-0,07
Ba-IS6-2 4,763 4,776 4,770 N51 4,817 -0,048 0,060 0,05-0,09
Mittelwert: 4,760 -0,045 Ca-IS1-1 4,746 4,765 4,756 N41 4,793 -0,038 0,075 0,10-0,11 Ca-IS1-2 4,762 4,767 4,765 N40 4,798 -0,034 -0,010 0,04-0,05 Ca-IS2-1 4,766 4,769 4,768 N15 4,799 -0,031 0,075 0,11-0,12 Ca-IS2-2 4,756 4,758 4,757 N35 4,793 -0,036 0,060 0,08-0,10 Ca-IS3-1 4,758 4,769 4,764 N2 4,798 -0,034 0,050 0,09-0,10 Ca-IS3-2 4,764 4,766 4,765 N20 4,798 -0,033 0,065 0,09-0,11 Ca-IS4-1 4,755 4,752 4,754 N12 4,793 -0,040 0,025 0,05-0,08 Ca-IS4-2 4,763 4,765 4,764 N7 4,798 -0,034 0,070 0,10-0,11 Ca-IS5-1 4,760 4,770 4,765 N18 4,798 -0,033 0,080 0,10-0,11 Ca-IS5-2 4,757 4,763 4,760 N34 4,796 -0,036 0,055 0,085-0,095 Ca-IS6-1 4,760 4,767 4,764 N14 4,798 -0,034 0,070 0,10-0,11 Ca-IS6-2 4,756 4,759 4,758 N27 4,793 -0,035 0,065 0,09-0,10 Ca-IS7-1 4,762 4,765 4,764 N17 4,798 -0,035 0,060 0,09-0,11 Ca-IS7-2 4,766 4,775 4,771 N19 4,799 -0,029 0,060 0,08-0,11
Mittelwert: 4,762 -0,034
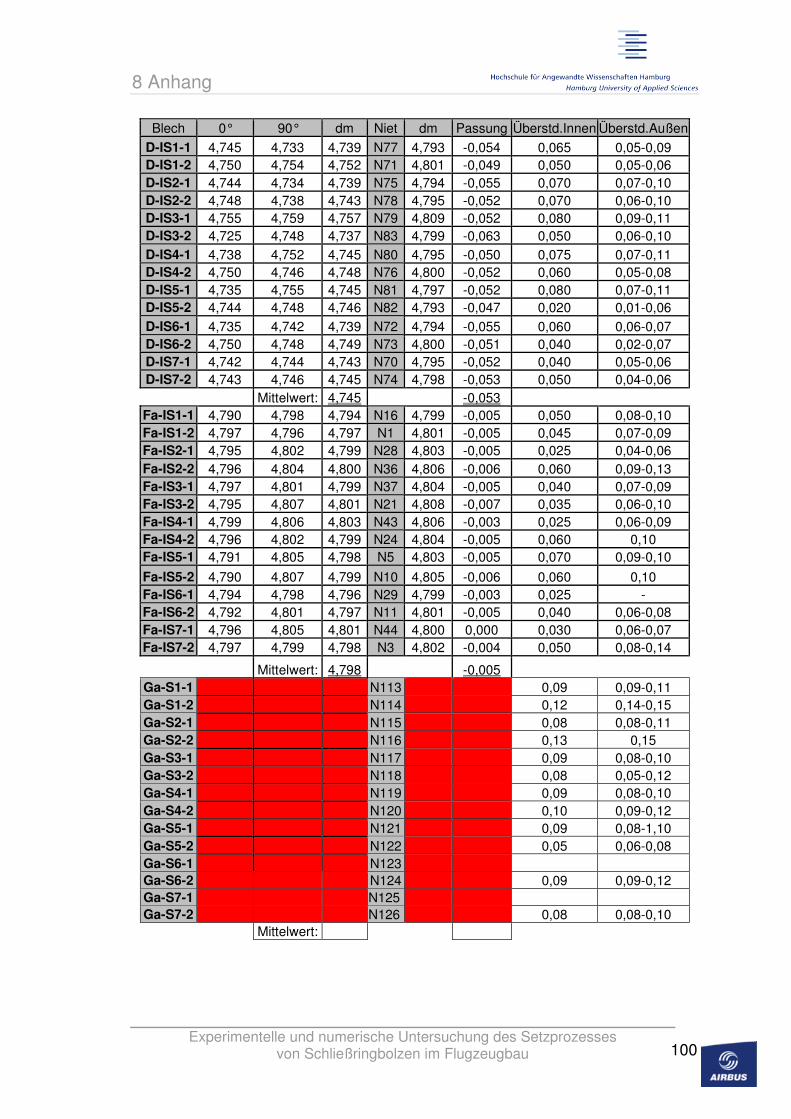
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
100
Blech 0° 90° dm Niet dm Passung Überstd.Innen Überstd.Außen
D-IS1-1 4,745 4,733 4,739 N77 4,793 -0,054 0,065 0,05-0,09 D-IS1-2 4,750 4,754 4,752 N71 4,801 -0,049 0,050 0,05-0,06 D-IS2-1 4,744 4,734 4,739 N75 4,794 -0,055 0,070 0,07-0,10 D-IS2-2 4,748 4,738 4,743 N78 4,795 -0,052 0,070 0,06-0,10 D-IS3-1 4,755 4,759 4,757 N79 4,809 -0,052 0,080 0,09-0,11 D-IS3-2 4,725 4,748 4,737 N83 4,799 -0,063 0,050 0,06-0,10 D-IS4-1 4,738 4,752 4,745 N80 4,795 -0,050 0,075 0,07-0,11 D-IS4-2 4,750 4,746 4,748 N76 4,800 -0,052 0,060 0,05-0,08 D-IS5-1 4,735 4,755 4,745 N81 4,797 -0,052 0,080 0,07-0,11 D-IS5-2 4,744 4,748 4,746 N82 4,793 -0,047 0,020 0,01-0,06
D-IS6-1 4,735 4,742 4,739 N72 4,794 -0,055 0,060 0,06-0,07 D-IS6-2 4,750 4,748 4,749 N73 4,800 -0,051 0,040 0,02-0,07 D-IS7-1 4,742 4,744 4,743 N70 4,795 -0,052 0,040 0,05-0,06 D-IS7-2 4,743 4,746 4,745 N74 4,798 -0,053 0,050 0,04-0,06
Mittelwert: 4,745 -0,053 Fa-IS1-1 4,790 4,798 4,794 N16 4,799 -0,005 0,050 0,08-0,10 Fa-IS1-2 4,797 4,796 4,797 N1 4,801 -0,005 0,045 0,07-0,09 Fa-IS2-1 4,795 4,802 4,799 N28 4,803 -0,005 0,025 0,04-0,06 Fa-IS2-2 4,796 4,804 4,800 N36 4,806 -0,006 0,060 0,09-0,13 Fa-IS3-1 4,797 4,801 4,799 N37 4,804 -0,005 0,040 0,07-0,09 Fa-IS3-2 4,795 4,807 4,801 N21 4,808 -0,007 0,035 0,06-0,10 Fa-IS4-1 4,799 4,806 4,803 N43 4,806 -0,003 0,025 0,06-0,09 Fa-IS4-2 4,796 4,802 4,799 N24 4,804 -0,005 0,060 0,10 Fa-IS5-1 4,791 4,805 4,798 N5 4,803 -0,005 0,070 0,09-0,10
Fa-IS5-2 4,790 4,807 4,799 N10 4,805 -0,006 0,060 0,10 Fa-IS6-1 4,794 4,798 4,796 N29 4,799 -0,003 0,025 - Fa-IS6-2 4,792 4,801 4,797 N11 4,801 -0,005 0,040 0,06-0,08 Fa-IS7-1 4,796 4,805 4,801 N44 4,800 0,000 0,030 0,06-0,07 Fa-IS7-2 4,797 4,799 4,798 N3 4,802 -0,004 0,050 0,08-0,14
Mittelwert: 4,798 -0,005 Ga-S1-1 N113 0,09 0,09-0,11 Ga-S1-2 N114 0,12 0,14-0,15 Ga-S2-1 N115 0,08 0,08-0,11 Ga-S2-2 N116 0,13 0,15 Ga-S3-1 N117 0,09 0,08-0,10 Ga-S3-2 N118 0,08 0,05-0,12 Ga-S4-1 N119 0,09 0,08-0,10 Ga-S4-2 N120 0,10 0,09-0,12 Ga-S5-1 N121 0,09 0,08-1,10 Ga-S5-2 N122 0,05 0,06-0,08 Ga-S6-1 N123 Ga-S6-2 N124 0,09 0,09-0,12 Ga-S7-1 N125 Ga-S7-2 N126 0,08 0,08-0,10
Mittelwert:
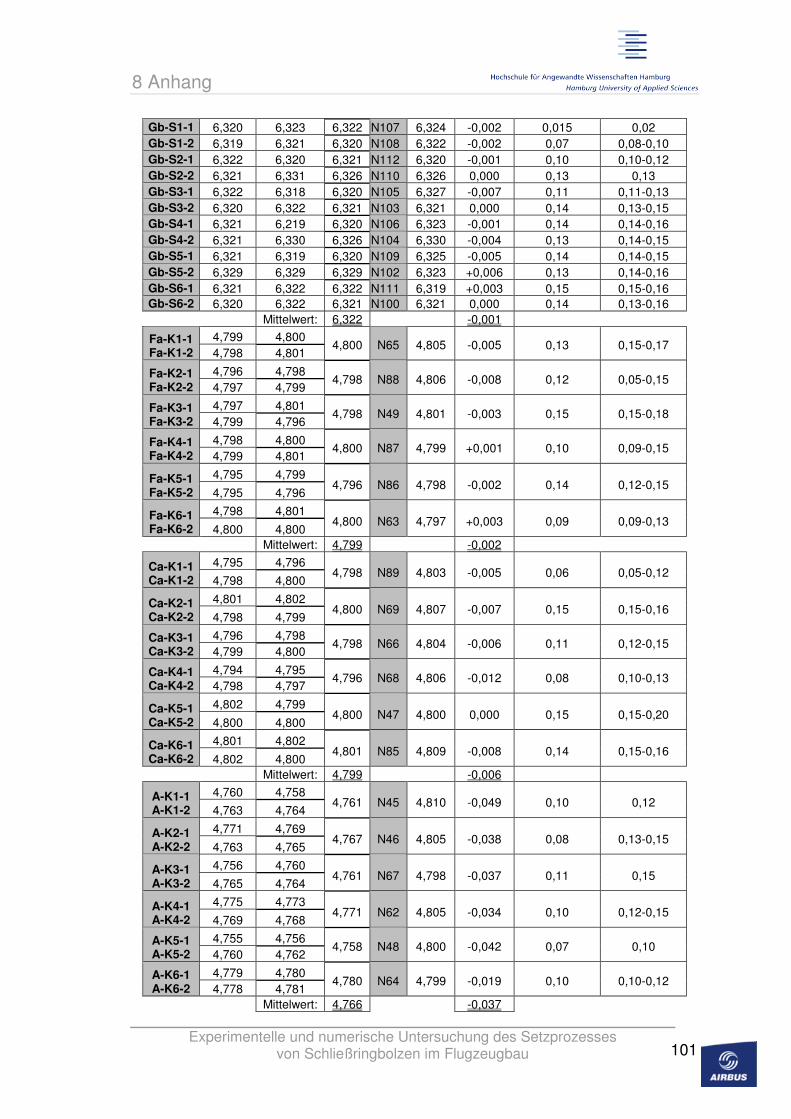
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
101
Gb-S1-1 6,320 6,323 6,322 N107 6,324 -0,002 0,015 0,02 Gb-S1-2 6,319 6,321 6,320 N108 6,322 -0,002 0,07 0,08-0,10 Gb-S2-1 6,322 6,320 6,321 N112 6,320 -0,001 0,10 0,10-0,12 Gb-S2-2 6,321 6,331 6,326 N110 6,326 0,000 0,13 0,13 Gb-S3-1 6,322 6,318 6,320 N105 6,327 -0,007 0,11 0,11-0,13 Gb-S3-2 6,320 6,322 6,321 N103 6,321 0,000 0,14 0,13-0,15 Gb-S4-1 6,321 6,219 6,320 N106 6,323 -0,001 0,14 0,14-0,16 Gb-S4-2 6,321 6,330 6,326 N104 6,330 -0,004 0,13 0,14-0,15 Gb-S5-1 6,321 6,319 6,320 N109 6,325 -0,005 0,14 0,14-0,15 Gb-S5-2 6,329 6,329 6,329 N102 6,323 +0,006 0,13 0,14-0,16 Gb-S6-1 6,321 6,322 6,322 N111 6,319 +0,003 0,15 0,15-0,16 Gb-S6-2 6,320 6,322 6,321 N100 6,321 0,000 0,14 0,13-0,16
Mittelwert: 6,322 -0,001
Fa-K1-1 Fa-K1-2
4,799 4,800 4,800 N65 4,805 -0,005 0,13 0,15-0,17
4,798 4,801
Fa-K2-1 Fa-K2-2
4,796 4,798 4,798 N88 4,806 -0,008 0,12 0,05-0,15
4,797 4,799
Fa-K3-1 Fa-K3-2
4,797 4,801 4,798 N49 4,801 -0,003 0,15 0,15-0,18
4,799 4,796
Fa-K4-1 Fa-K4-2
4,798 4,800 4,800 N87 4,799 +0,001 0,10 0,09-0,15
4,799 4,801
Fa-K5-1 Fa-K5-2
4,795 4,799 4,796 N86 4,798 -0,002 0,14 0,12-0,15
4,795 4,796
Fa-K6-1 Fa-K6-2
4,798 4,801 4,800 N63 4,797 +0,003 0,09 0,09-0,13
4,800 4,800 Mittelwert: 4,799 -0,002
Ca-K1-1 Ca-K1-2
4,795 4,796 4,798 N89 4,803 -0,005 0,06 0,05-0,12
4,798 4,800
Ca-K2-1 Ca-K2-2
4,801 4,802 4,800 N69 4,807 -0,007 0,15 0,15-0,16
4,798 4,799
Ca-K3-1 Ca-K3-2
4,796 4,798 4,798 N66 4,804 -0,006 0,11 0,12-0,15
4,799 4,800
Ca-K4-1 Ca-K4-2
4,794 4,795 4,796 N68 4,806 -0,012 0,08 0,10-0,13
4,798 4,797
Ca-K5-1 Ca-K5-2
4,802 4,799 4,800 N47 4,800 0,000 0,15 0,15-0,20
4,800 4,800
Ca-K6-1 Ca-K6-2
4,801 4,802 4,801 N85 4,809 -0,008 0,14 0,15-0,16
4,802 4,800 Mittelwert: 4,799 -0,006
A-K1-1 A-K1-2
4,760 4,758 4,761 N45 4,810 -0,049 0,10 0,12
4,763 4,764
A-K2-1 A-K2-2
4,771 4,769 4,767 N46 4,805 -0,038 0,08 0,13-0,15
4,763 4,765
A-K3-1 A-K3-2
4,756 4,760 4,761 N67 4,798 -0,037 0,11 0,15
4,765 4,764
A-K4-1 A-K4-2
4,775 4,773 4,771 N62 4,805 -0,034 0,10 0,12-0,15
4,769 4,768
A-K5-1 A-K5-2
4,755 4,756 4,758 N48 4,800 -0,042 0,07 0,10
4,760 4,762
A-K6-1 A-K6-2
4,779 4,780 4,780 N64 4,799 -0,019 0,10 0,10-0,12
4,778 4,781 Mittelwert: 4,766 -0,037
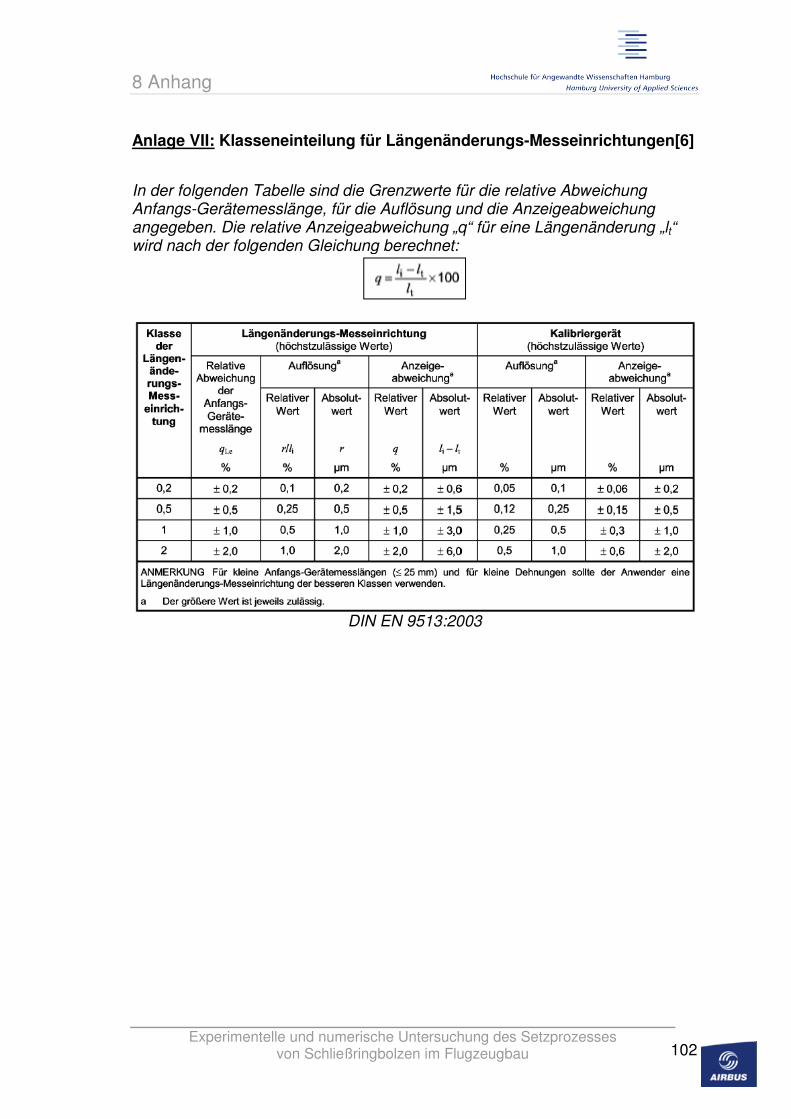
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
102
Anlage VII: Klasseneinteilung für Längenänderungs-Messeinrichtungen[6]
In der folgenden Tabelle sind die Grenzwerte für die relative Abweichung Anfangs-Gerätemesslänge, für die Auflösung und die Anzeigeabweichung angegeben. Die relative Anzeigeabweichung „q“ für eine Längenänderung „lt“ wird nach der folgenden Gleichung berechnet:
DIN EN 9513:2003
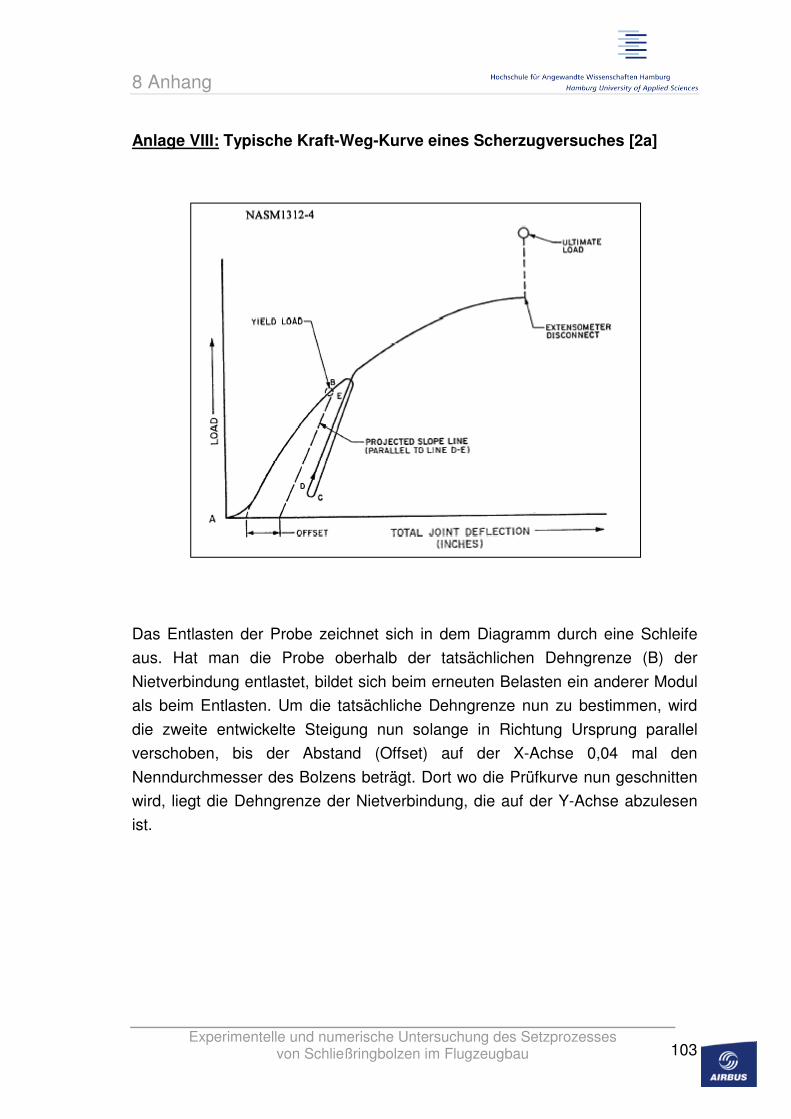
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
103
Anlage VIII: Typische Kraft-Weg-Kurve eines Scherzugversuches [2a]
Das Entlasten der Probe zeichnet sich in dem Diagramm durch eine Schleife
aus. Hat man die Probe oberhalb der tatsächlichen Dehngrenze (B) der
Nietverbindung entlastet, bildet sich beim erneuten Belasten ein anderer Modul
als beim Entlasten. Um die tatsächliche Dehngrenze nun zu bestimmen, wird
die zweite entwickelte Steigung nun solange in Richtung Ursprung parallel
verschoben, bis der Abstand (Offset) auf der X-Achse 0,04 mal den
Nenndurchmesser des Bolzens beträgt. Dort wo die Prüfkurve nun geschnitten
wird, liegt die Dehngrenze der Nietverbindung, die auf der Y-Achse abzulesen
ist.

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
104
Anlage IX: Maße der Bleche [in mm]
Blech Blechdicke Blech Blechdicke Blech Blechdicke Blech Blechdicke
A-IS1-1 2,51 D-IS1-1 5,19 Ga-S1-1 3,28 Ca-K1-1 3,06
A-IS1-2 2,50 D-IS1-2 5,18 Ga-S1-2 3,27 Ca-K1-2 3,06
A-IS2-1 2,50 D-IS2-1 5,21 Ga-S2-1 3,27 Ca-K2-1 3,05
A-IS2-2 2,50 D-IS2-2 5,18 Ga-S2-2 3,28 Ca-K2-2 3,06
A-IS3-1 2,50 D-IS3-1 5,18 Ga-S3-1 3,28 Ca-K3-1 3,04
A-IS3-2 2,51 D-IS3-2 5,17 Ga-S3-2 3,27 Ca-K3-2 3,05
A-IS4-1 2,51 D-IS4-1 5,16 Ga-S4-1 3,26 Ca-K4-1 3,05
A-IS4-2 2,52 D-IS4-2 5,17 Ga-S4-2 3,26 Ca-K4-2 3,05
A-IS5-1 2,50 D-IS5-1 5,16 Ga-S5-1 3,27 Ca-K5-1 3,05
A-IS5-2 2,51 D-IS5-2 5,19 Ga-S5-2 3,27 Ca-K5-2 3,07
A-IS6-1 2,51 D-IS6-1 5,17 Ga-S6-1 3,28 Ca-K6-1 3,05
A-IS6-2 2,49 D-IS6-2 5,17 Ga-S6-2 3,27 Ca-K6-2 3,05
A-IS7-1 2,51 D-IS7-1 5,21 A-IS7-2 2,50 D-IS7-2 5,19
B-IS1-1 3,30 E-IS1-1 2,49 Gb-S1-1 3,33 A-K1-1 2,48
B-IS1-2 3,30 E-IS1-2 2,47 Gb-S1-2 3,26 A-K1-2 2,48
B-IS2-1 3,29 E-IS2-1 2,49 Gb-S2-1 3,28 A-K2-1 2,48
B-IS2-2 3,29 E-IS2-2 2,51 Gb-S2-2 3,27 A-K2-2 2,50
B-IS3-1 3,29 E-IS3-1 2,50 Gb-S3-1 3,28 A-K3-1 2,48
B-IS3-2 3,29 E-IS3-2 2,50 Gb-S3-2 3,29 A-K3-2 2,48
B-IS4-1 3,28 E-IS4-1 2,50 Gb-S4-1 2,32 A-K4-1 2,49
B-IS4-2 3,30 E-IS4-2 2,50 Gb-S4-2 3,27 A-K4-2 2,48
B-IS5-1 3,29 E-IS5-1 2,49 Gb-S5-1 3,27 A-K5-1 2,50
B-IS5-2 3,29 E-IS5-2 2,51 Gb-S5-2 3,28 A-K5-2 2,49
B-IS6-1 3,29 E-IS6-1 2,51 Gb-S6-1 3,29 A-K6-1 2,49 B-IS6-2 3,30 E-IS6-2 2,50 Gb-S6-2 3,29 A-K6-2 2,49
E-IS7-1 2,51 Ca-IS1-1 3,10 E-IS7-2 2,52
Ca-IS1-2 3,09 Ca-IS2-1 3,09 Fa-IS1-1 2,51 Fa-K1-1 2,50 E-K1-1
Ca-IS2-2 3,09 Fa-IS1-2 2,50 Fa-K1-2 2,50 E-K1-2
Ca-IS3-1 3,09 Fa-IS2-1 2,50 Fa-K2-1 2,52 E-K2-1
Ca-IS3-2 3,10 Fa-IS2-2 2,50 Fa-K2-2 2,48 E-K2-2
Ca-IS4-1 3,09 Fa-IS3-1 2,50 Fa-K3-1 2,48 E-K3-1
Ca-IS4-2 3,10 Fa-IS3-2 2,50 Fa-K3-2 2,50 E-K3-2
Ca-IS5-1 3,10 Fa-IS4-1 2,50 Fa-K4-1 2,50 E-K4-1
Ca-iS5-2 3,10 Fa-IS4-2 2,50 Fa-K4-2 2,49 E-K4-2
Ca-IS6-1 3,09 Fa-IS5-1 2,50 Fa-K5-1 2,48 E-K5-1
Ca-IS6-2 3,09 Fa-IS5-2 2,49 Fa-K5-2 2,50 E-K5-2
Ca-IS7-1 3,09 Fa-IS6-1 2,50 Fa-K6-1 2,49 E-K6-1
Ca-IS7-2 3,09 Fa-IS6-2 2,50 Fa-K6-2 2,48 E-K6-2
Ca-IS8-1 3,10 Fa-IS7-1 2,52

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
105
Anlage X: Installationsergebnisse
Anmerkung: Die folgenden Kraft-Weg-Verläufe berücksichtigen nicht die Korrektur der elastischen Werkzeugteile, der für einen Vergleich mit der Simulation notwendig ist (vgl. 5.6.3)!
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Weg in mm
Kra
ft in
N
A-I1-1A-I1-2A-I2-1A-I2-2A-I3-1A-I3-2A-I4-1A-I4-2A-I5-1A-I5-2A-I6-1A-I6-2A-I7-1A-I7-2
X-1: Kraft-Weg-Verlauf während der Installation für Al-LB-A-Verbindungen [Referenz-Verbindung]
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Weg in mm
Kra
ft in
N
Ba-I1-1Ba-I1-2Ba-I2-1Ba-I2-2Ba-I3-1Ba-I3-2Ba-I4-1
X-2: Kraft-Weg-Verlauf während der Installation für Al-LB-Ba-Verbindungen [Klemmlänge = 6,6 mm]
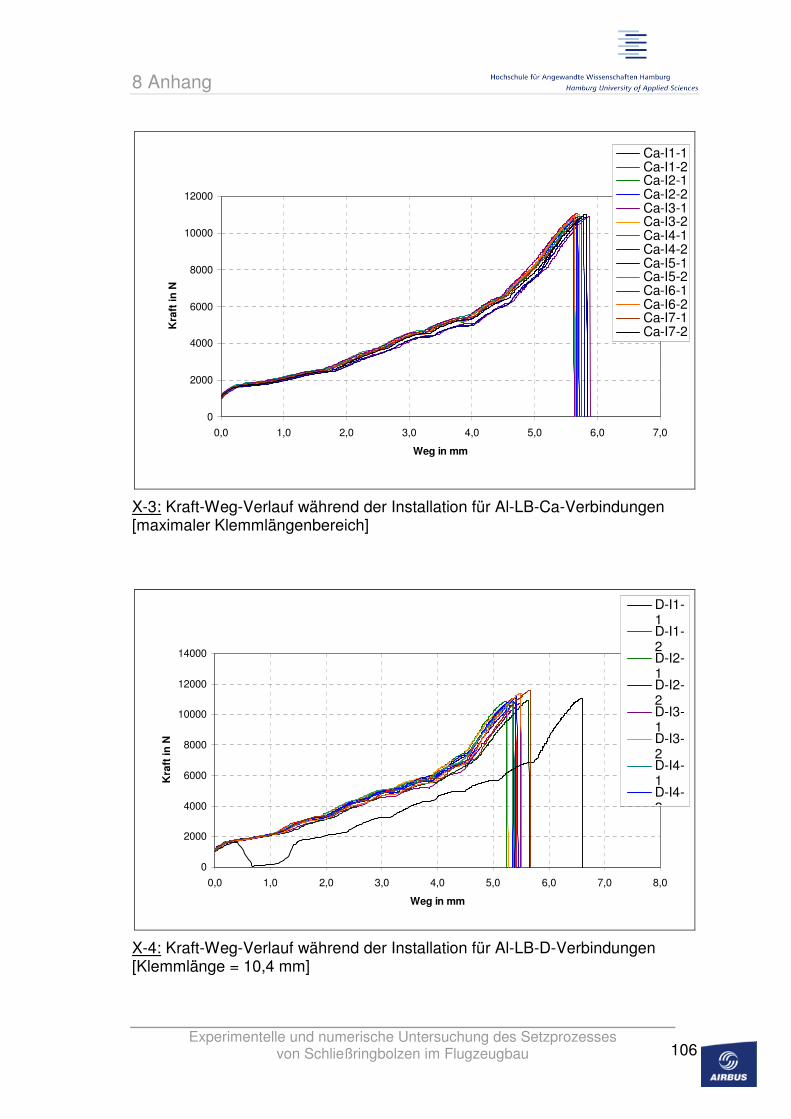
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
106
0
2000
4000
6000
8000
10000
12000
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0
Weg in mm
Kra
ft in
N
Ca-I1-1Ca-I1-2Ca-I2-1Ca-I2-2Ca-I3-1Ca-I3-2Ca-I4-1Ca-I4-2Ca-I5-1Ca-I5-2Ca-I6-1Ca-I6-2Ca-I7-1Ca-I7-2
X-3: Kraft-Weg-Verlauf während der Installation für Al-LB-Ca-Verbindungen [maximaler Klemmlängenbereich]
0
2000
4000
6000
8000
10000
12000
14000
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0
Weg in mm
Kra
ft in
N
D-I1-1D-I1-2D-I2-1D-I2-2D-I3-1D-I3-2D-I4-1D-I4-2
X-4: Kraft-Weg-Verlauf während der Installation für Al-LB-D-Verbindungen [Klemmlänge = 10,4 mm]
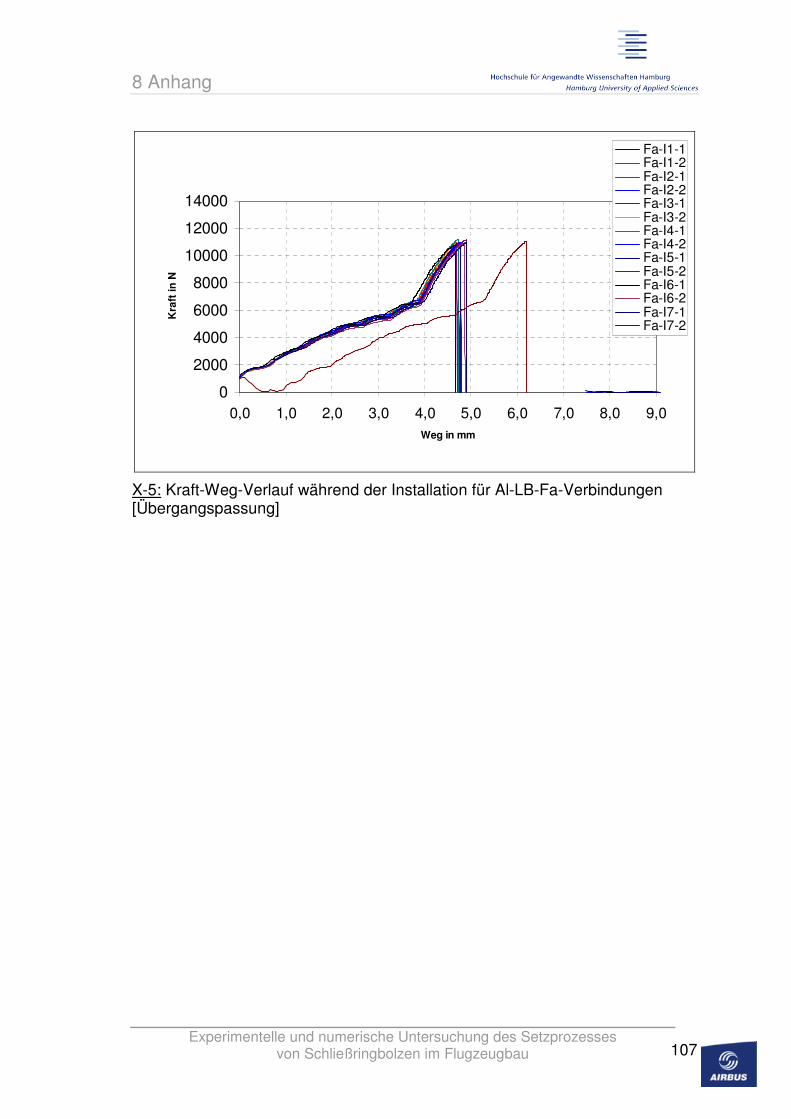
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
107
0
2000
4000
6000
8000
10000
12000
14000
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0Weg in mm
Kra
ft in
N
Fa-I1-1Fa-I1-2Fa-I2-1Fa-I2-2Fa-I3-1Fa-I3-2Fa-I4-1Fa-I4-2Fa-I5-1Fa-I5-2Fa-I6-1Fa-I6-2Fa-I7-1Fa-I7-2
X-5: Kraft-Weg-Verlauf während der Installation für Al-LB-Fa-Verbindungen [Übergangspassung]

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
108
Anlage XI: Scherzugergebnisse
0
5000
10000
15000
20000
25000
0,0 1,0 2,0 3,0 4,0
Weg in mm
Kra
ft i
n N
Ca-S2
Ca-S3
Ca-S4
Ca-S5
Ca-S6
Ca-S1
Ca-S8
XI-1: Kraft-Weg-Verlauf für Variante Al-LB-Ca [maximaler Klemmlängenbereich]
XI-2: Collar-Versagen nach Scherzug für Probe Al-LB Ca-6-1/Ca-6-2
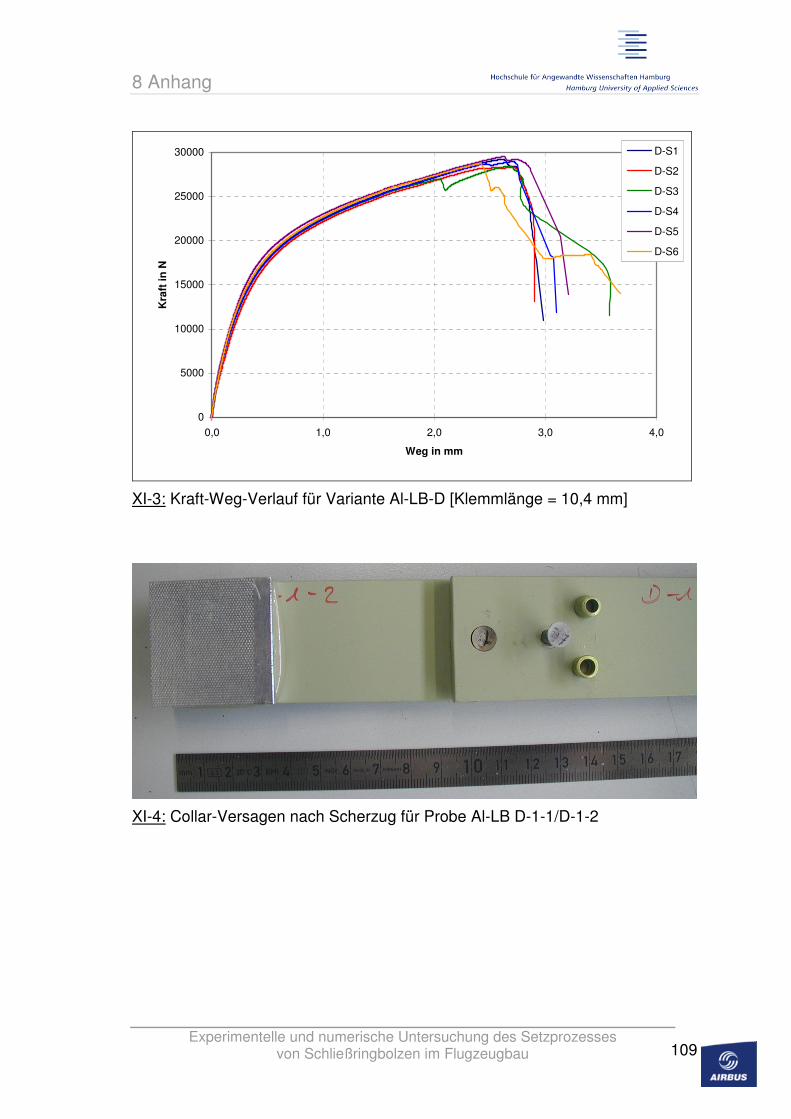
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
109
0
5000
10000
15000
20000
25000
30000
0,0 1,0 2,0 3,0 4,0
Weg in mm
Kra
ft i
n N
D-S1
D-S2
D-S3
D-S4
D-S5
D-S6
XI-3: Kraft-Weg-Verlauf für Variante Al-LB-D [Klemmlänge = 10,4 mm]
XI-4: Collar-Versagen nach Scherzug für Probe Al-LB D-1-1/D-1-2
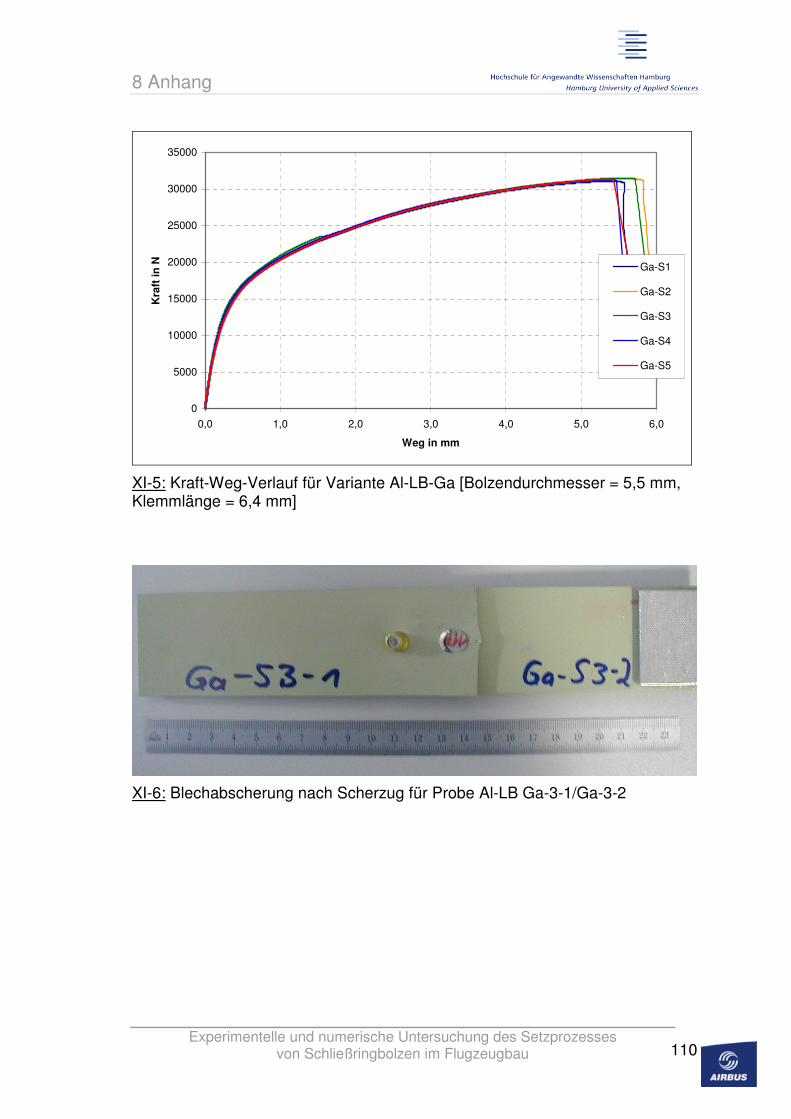
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
110
0
5000
10000
15000
20000
25000
30000
35000
0,0 1,0 2,0 3,0 4,0 5,0 6,0
Weg in mm
Kra
ft i
n N Ga-S1
Ga-S2
Ga-S3
Ga-S4
Ga-S5
XI-5: Kraft-Weg-Verlauf für Variante Al-LB-Ga [Bolzendurchmesser = 5,5 mm, Klemmlänge = 6,4 mm]
XI-6: Blechabscherung nach Scherzug für Probe Al-LB Ga-3-1/Ga-3-2

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
111
0
5000
10000
15000
20000
25000
30000
35000
40000
0,0 1,0 2,0 3,0 4,0 5,0 6,0 7,0
Weg in mm
Kra
ft in
N Gb-S1
Gb-S2
Gb-S3
Gb-S4
Gb-S5
Gb-S6
XI-7: Kraft-Weg-Verlauf für Variante Al-LB-Gb [Bolzendurchmesser = 6,3 mm, Klemmlänge = 6,4 mm]
XI-8: Collar-Versagen nach Scherzug für Probe Al-LB Gb-3-1/Gb-3-2
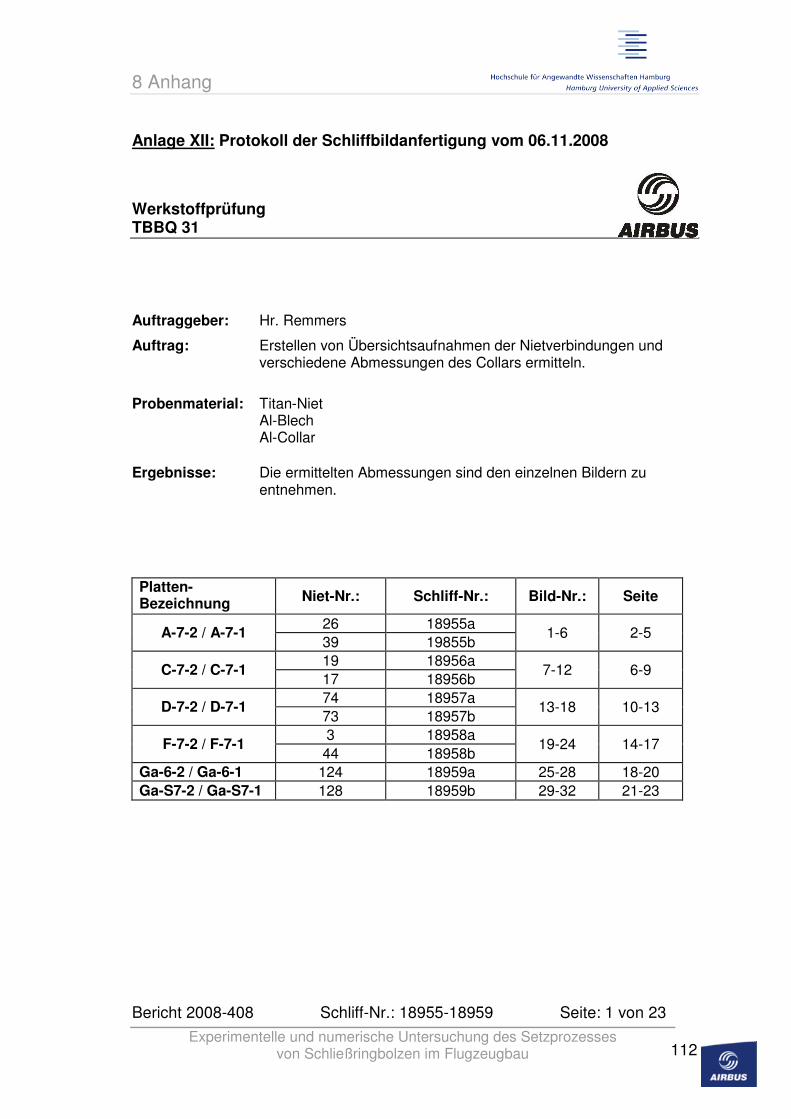
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
112
Anlage XII: Protokoll der Schliffbildanfertigung vom 06.11.2008
Werkstoffprüfung TBBQ 31
Auftraggeber: Hr. Remmers
Auftrag: Erstellen von Übersichtsaufnahmen der Nietverbindungen und verschiedene Abmessungen des Collars ermitteln.
Probenmaterial: Titan-Niet Al-Blech Al-Collar
Ergebnisse: Die ermittelten Abmessungen sind den einzelnen Bildern zu
entnehmen.
Platten-Bezeichnung Niet-Nr.: Schliff-Nr.: Bild-Nr.: Seite
A-7-2 / A-7-1 26 18955a
1-6 2-5 39 19855b
C-7-2 / C-7-1 19 18956a
7-12 6-9 17 18956b
D-7-2 / D-7-1 74 18957a
13-18 10-13 73 18957b
F-7-2 / F-7-1 3 18958a
19-24 14-17 44 18958b
Ga-6-2 / Ga-6-1 124 18959a 25-28 18-20 Ga-S7-2 / Ga-S7-1 128 18959b 29-32 21-23
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 1 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
113
Werkstoffprüfung TBBQ 31
Platte: A-7-2 / A-7-1
Vorderseite Bild 1
Rückseite Bild 2
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 2 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
114
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 26 Bild 3 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 3 von 23
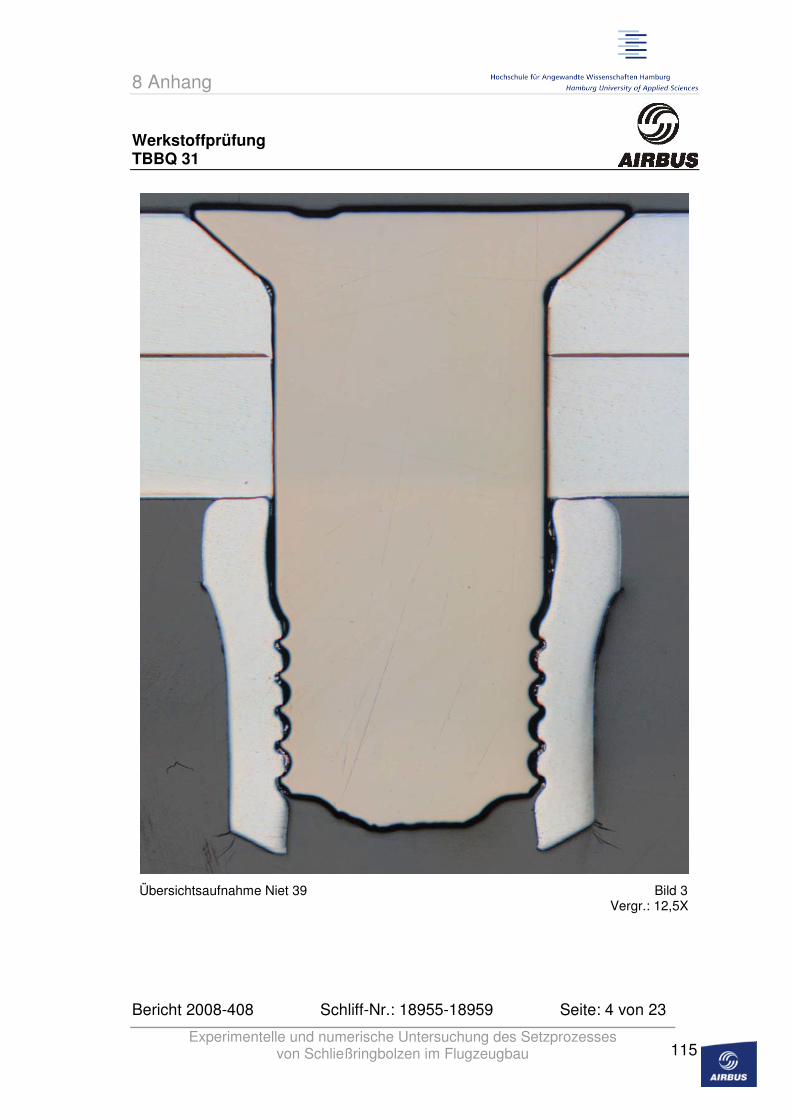
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
115
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 39 Bild 3 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 4 von 23
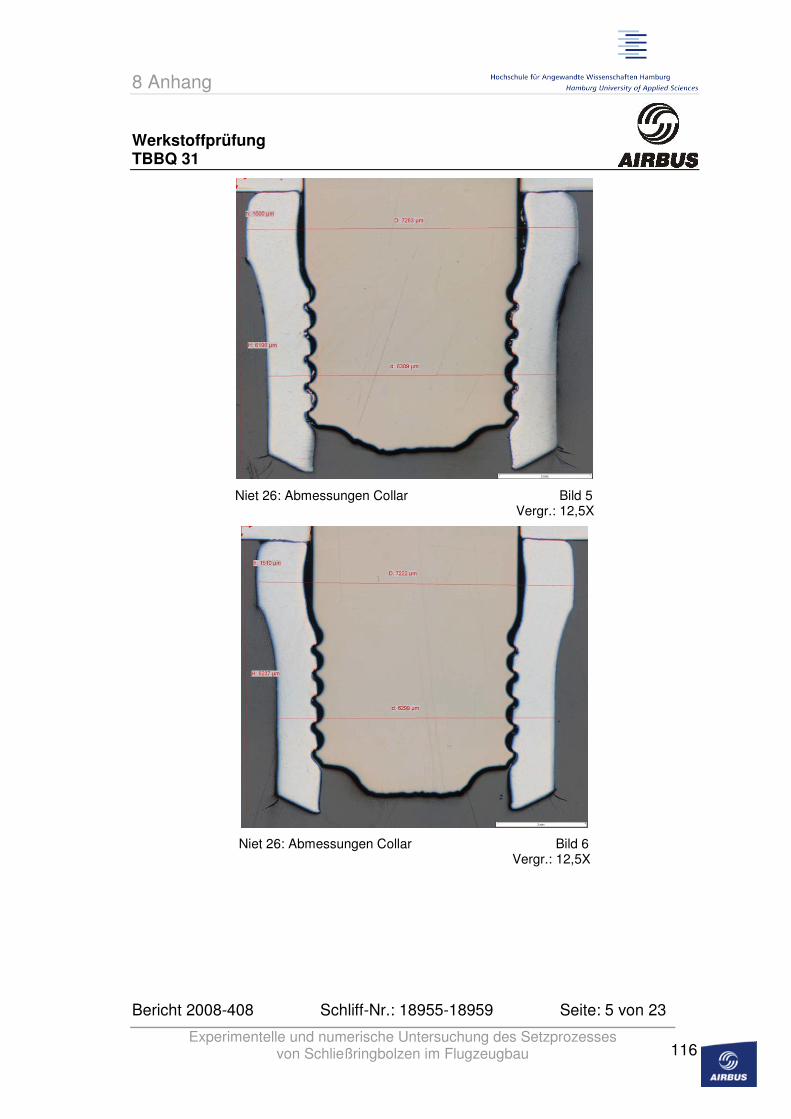
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
116
Werkstoffprüfung TBBQ 31
Niet 26: Abmessungen Collar Bild 5 Vergr.: 12,5X
Niet 26: Abmessungen Collar Bild 6 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 5 von 23
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
117
Werkstoffprüfung TBBQ 31
Platte: C-7-2 / C-7-1
Vorderseite Bild 7
Rückseite Bild 8
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 6 von 23
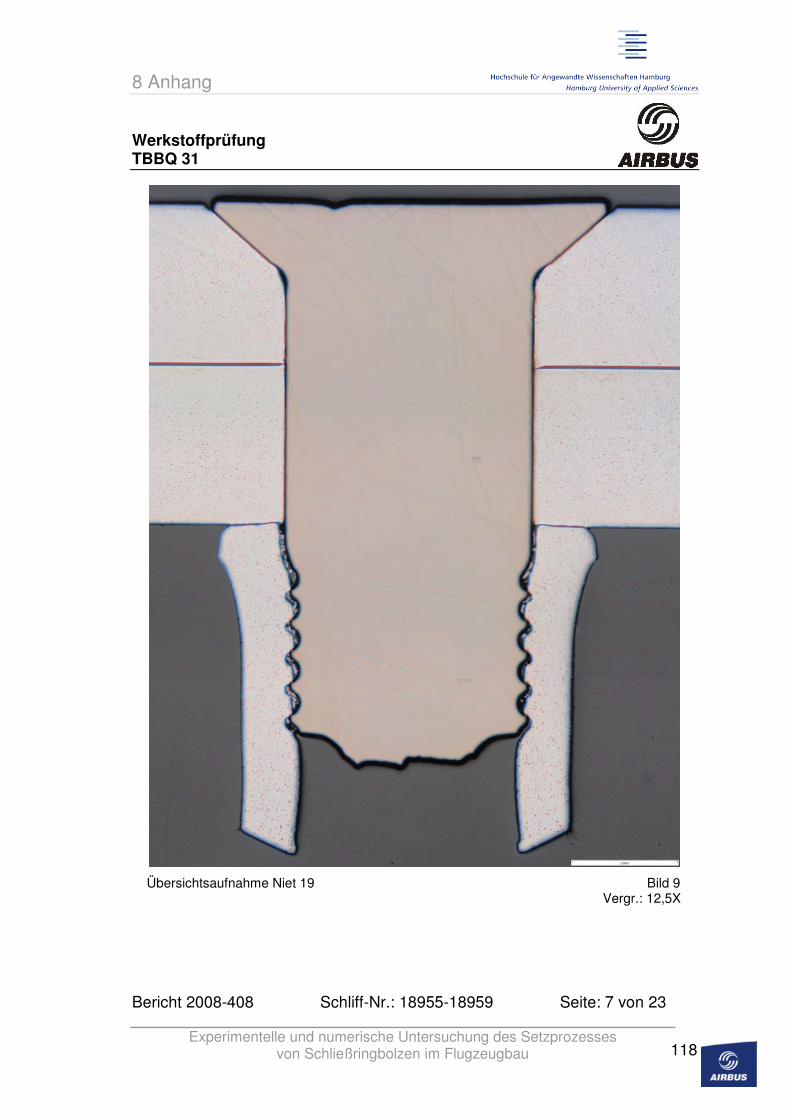
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
118
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 19 Bild 9 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 7 von 23
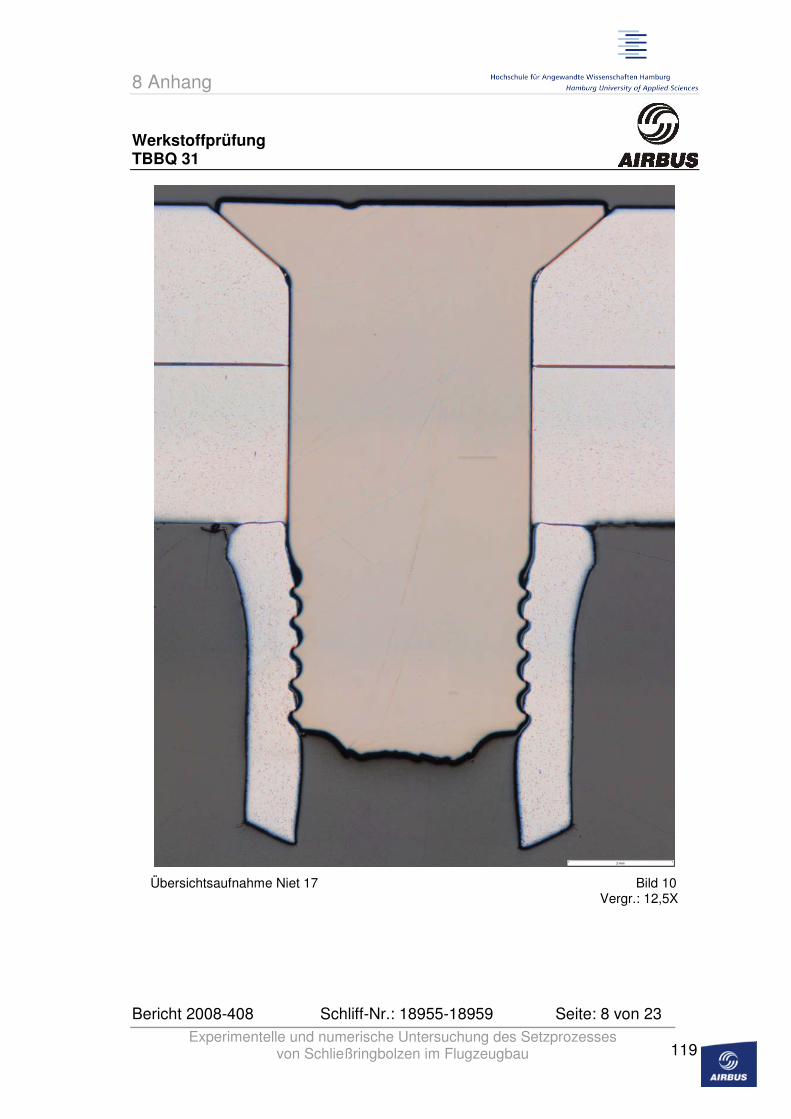
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
119
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 17 Bild 10 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 8 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
120
Werkstoffprüfung TBBQ 31
Niet 19: Abmessungen Collar Bild 11 Vergr.: 12,5X
Niet 17: Abmessungen Collar Bild 11 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 9 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
121
Werkstoffprüfung TBBQ 31
Platte D-7-2 7 D-7-1
Vorderseite Bild 13
Rückseite Bild 14
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 10 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
122
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 74 Bild 15 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 11 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
123
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 73 Bild 16 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 12 von 23
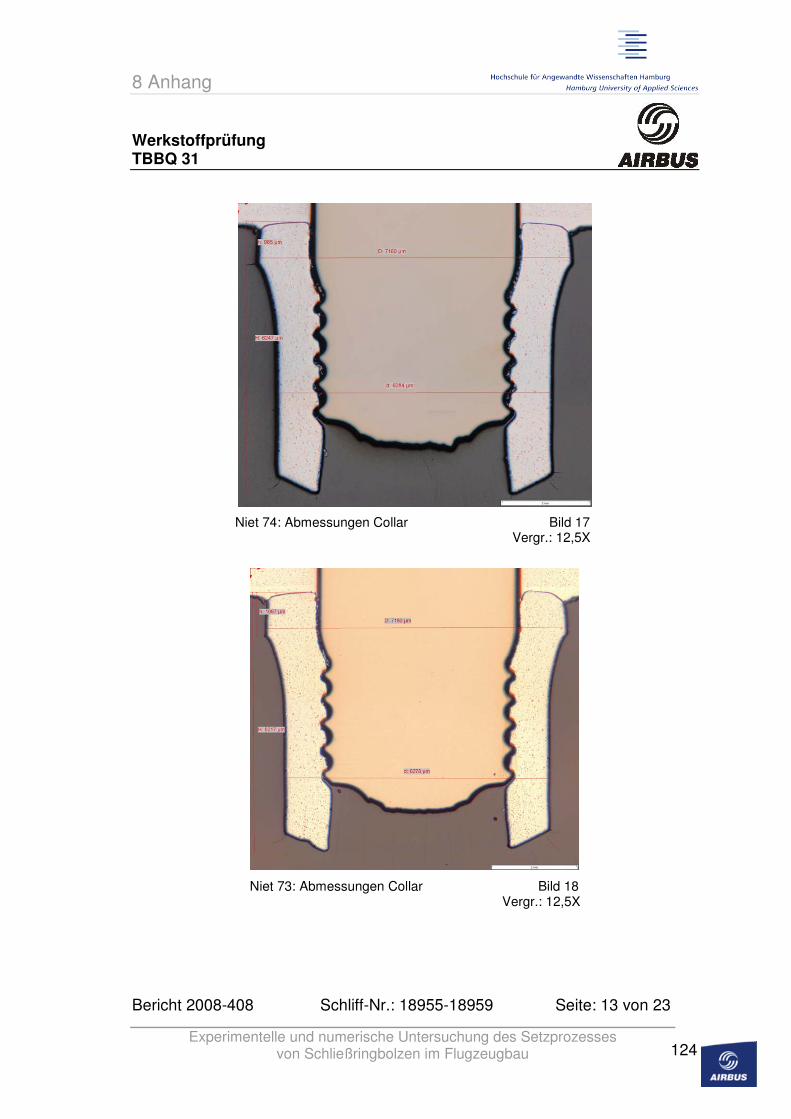
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
124
Werkstoffprüfung TBBQ 31
Niet 74: Abmessungen Collar Bild 17 Vergr.: 12,5X
Niet 73: Abmessungen Collar Bild 18 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 13 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
125
Werkstoffprüfung TBBQ 31
Platte F-7-2 7 F-7-1
Vorderseite Bild 19
Rückseite Bild 20
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 14 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
126
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 3 Bild 21 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 15 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
127
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 44 Bild 22 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 16 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
128
Werkstoffprüfung TBBQ 31
Niet 3: Abmessungen Collar Bild 23 Vergr.: 12,5X
Niet 44: Abmessungen Collar Bild 23 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 17 von 23
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
129
Werkstoffprüfung TBBQ 31
Platte Ga-6-2 7 Ga-6-1
Vorderseite Bild 25
Rückseite Bild 26
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 18 von 23
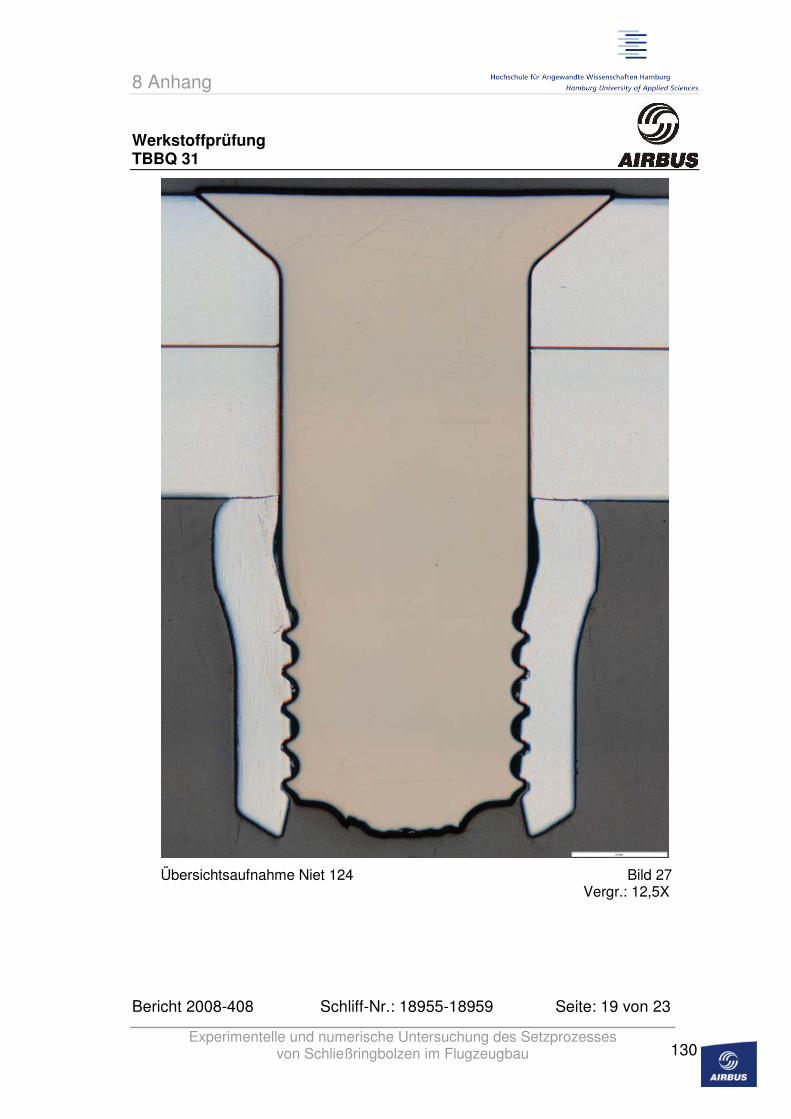
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
130
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 124 Bild 27 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 19 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
131
Werkstoffprüfung TBBQ 31
Niet 124: Abmessungen Collar Bild 28 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 20 von 23

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
132
Werkstoffprüfung TBBQ 31
Platte Ga-7-2 7 / Ga-7-1
Vorderseite Bild 29
Rückseite Bild 30
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 21 von 23
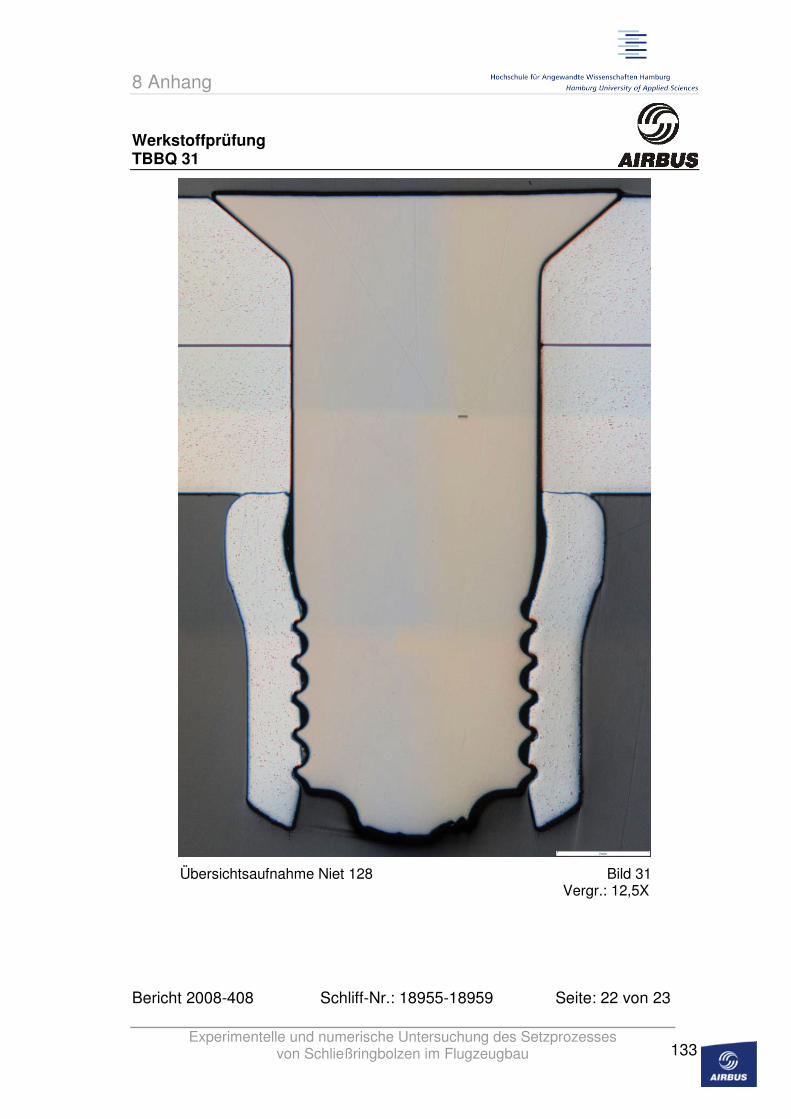
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
133
Werkstoffprüfung TBBQ 31
Übersichtsaufnahme Niet 128 Bild 31 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 22 von 23
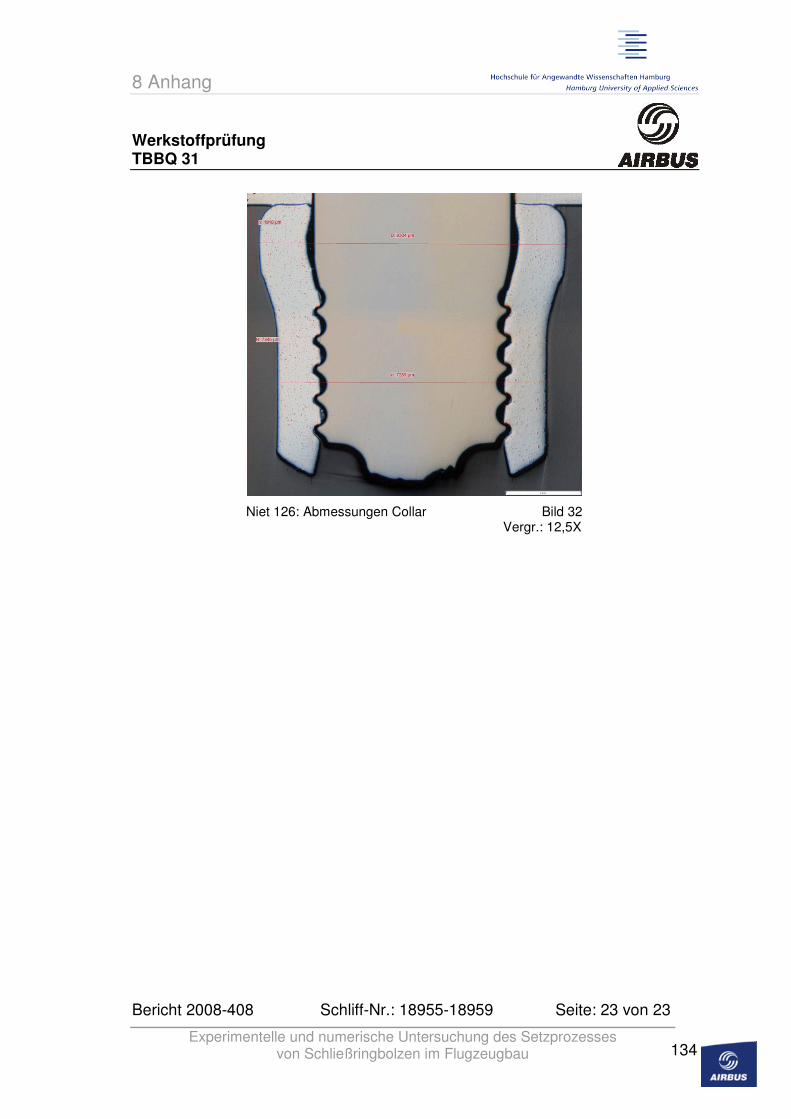
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
134
Werkstoffprüfung TBBQ 31
Niet 126: Abmessungen Collar Bild 32 Vergr.: 12,5X
Bericht 2008-408 Schliff-Nr.: 18955-18959 Seite: 23 von 23
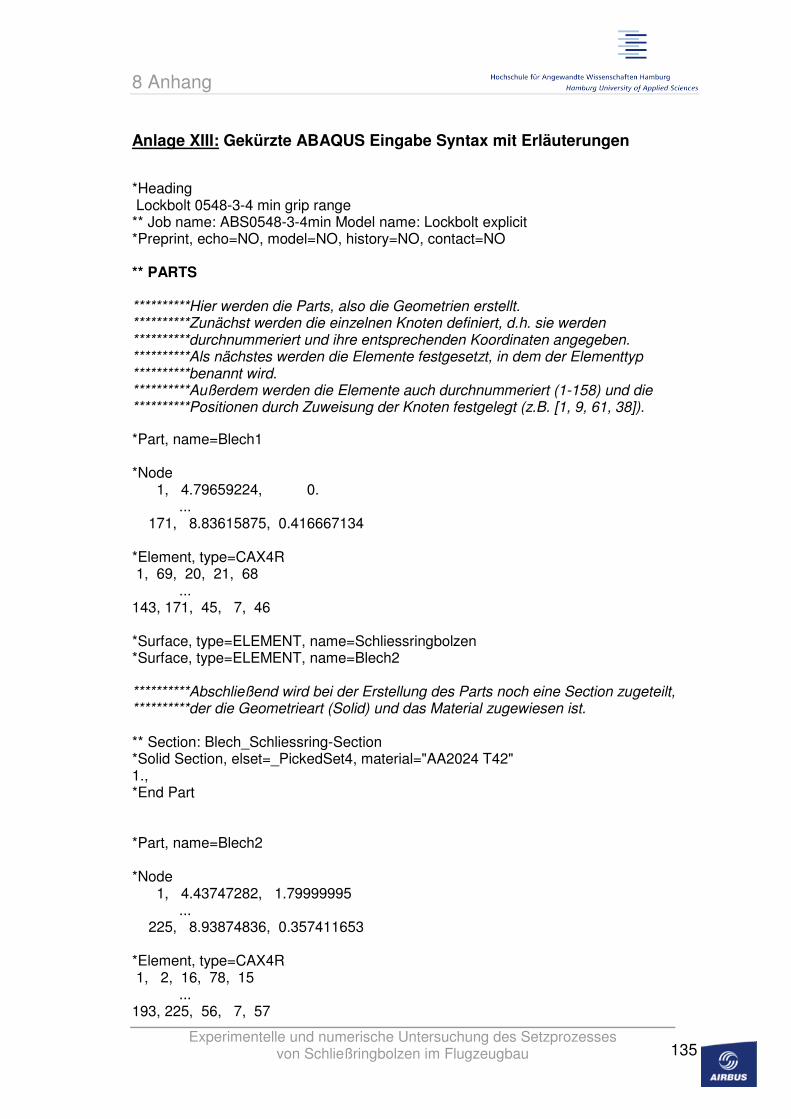
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
135
Anlage XIII: Gekürzte ABAQUS Eingabe Syntax mit Erläuterungen
*Heading Lockbolt 0548-3-4 min grip range ** Job name: ABS0548-3-4min Model name: Lockbolt explicit *Preprint, echo=NO, model=NO, history=NO, contact=NO ** PARTS **********Hier werden die Parts, also die Geometrien erstellt. **********Zunächst werden die einzelnen Knoten definiert, d.h. sie werden **********durchnummeriert und ihre entsprechenden Koordinaten angegeben. **********Als nächstes werden die Elemente festgesetzt, in dem der Elementtyp **********benannt wird. **********Außerdem werden die Elemente auch durchnummeriert (1-158) und die **********Positionen durch Zuweisung der Knoten festgelegt (z.B. [1, 9, 61, 38]). *Part, name=Blech1 *Node 1, 4.79659224, 0. ... 171, 8.83615875, 0.416667134 *Element, type=CAX4R 1, 69, 20, 21, 68 ... 143, 171, 45, 7, 46 *Surface, type=ELEMENT, name=Schliessringbolzen *Surface, type=ELEMENT, name=Blech2 **********Abschließend wird bei der Erstellung des Parts noch eine Section zugeteilt, **********der die Geometrieart (Solid) und das Material zugewiesen ist. ** Section: Blech_Schliessring-Section *Solid Section, elset=_PickedSet4, material="AA2024 T42" 1., *End Part *Part, name=Blech2 *Node 1, 4.43747282, 1.79999995 ... 225, 8.93874836, 0.357411653 *Element, type=CAX4R 1, 2, 16, 78, 15 ... 193, 225, 56, 7, 57

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
136
*Surface, type=ELEMENT, name=Schliessring *Surface, type=ELEMENT, name=Blech1 *Surface, type=ELEMENT, name=Schliessringbolzen ** Section: Blech_Schliessring-Section *Solid Section, elset=_PickedSet5, material="AA2024 T42" 1., *End Part *Part, name=Klemmbacke *End Part ********Die Klemmbacke ist ein sogenannter "Rigid Body" und wird nicht vernetzt. ********Daher werden ihr keine Knoten, Elemente oder Oberflächen zugeordnet. ********Ihre Position wird später durch einen Referenzpunkt festgelegt. *Part, name=Schliessring *Node 1, 2.41950011, 2.5 ... 4870, 3.15912795, 0.218541384 *Element, type=CAX4R 1, 1, 15, 437, 194 ... 4703, 4870, 430, 431, 4486 *Surface, type=ELEMENT, name=Schliessringbolzen *Surface, type=ELEMENT, name=Zugkopfhuelse ** Section: Blech_Schliessring-Section *Solid Section, elset=_PickedSet5, material="AA2024 T42" 1., *End Part *Part, name=Schliessringbolzen *Node 1, 1.04178488, 0.395998269 ... 1884, 1.52142811, 16.8617268 *Element, type=CAX4R 1, 1, 2, 105, 106 ... 1700, 1857, 1868, 1884, 1883 *Surface, type=ELEMENT, name=Blech2
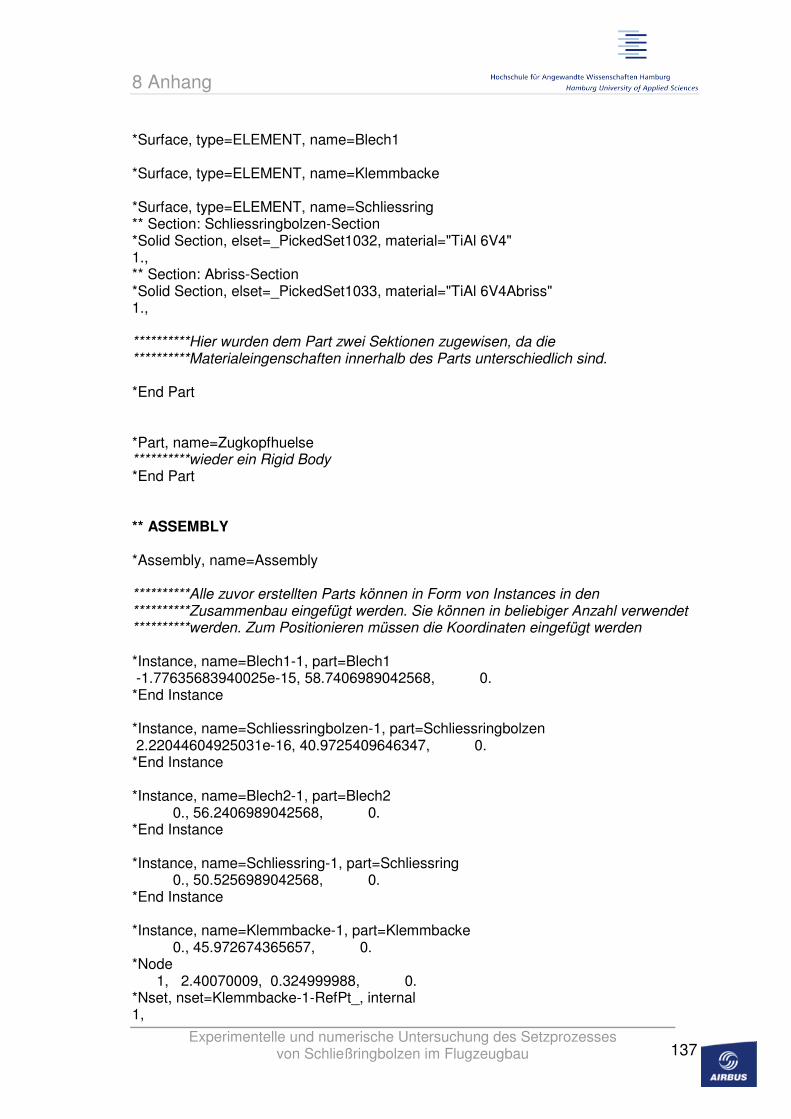
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
137
*Surface, type=ELEMENT, name=Blech1 *Surface, type=ELEMENT, name=Klemmbacke *Surface, type=ELEMENT, name=Schliessring ** Section: Schliessringbolzen-Section *Solid Section, elset=_PickedSet1032, material="TiAl 6V4" 1., ** Section: Abriss-Section *Solid Section, elset=_PickedSet1033, material="TiAl 6V4Abriss" 1., **********Hier wurden dem Part zwei Sektionen zugewisen, da die **********Materialeingenschaften innerhalb des Parts unterschiedlich sind. *End Part *Part, name=Zugkopfhuelse **********wieder ein Rigid Body *End Part ** ASSEMBLY *Assembly, name=Assembly **********Alle zuvor erstellten Parts können in Form von Instances in den **********Zusammenbau eingefügt werden. Sie können in beliebiger Anzahl verwendet **********werden. Zum Positionieren müssen die Koordinaten eingefügt werden *Instance, name=Blech1-1, part=Blech1 -1.77635683940025e-15, 58.7406989042568, 0. *End Instance *Instance, name=Schliessringbolzen-1, part=Schliessringbolzen 2.22044604925031e-16, 40.9725409646347, 0. *End Instance *Instance, name=Blech2-1, part=Blech2 0., 56.2406989042568, 0. *End Instance *Instance, name=Schliessring-1, part=Schliessring 0., 50.5256989042568, 0. *End Instance *Instance, name=Klemmbacke-1, part=Klemmbacke 0., 45.972674365657, 0. *Node 1, 2.40070009, 0.324999988, 0. *Nset, nset=Klemmbacke-1-RefPt_, internal 1,

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
138
*Nset, nset=_PickedSet3, internal 1, *Surface, type=SEGMENTS, name=Schliessringbolzen **********Da der Rigid Body keine Elemente oder Knoten hat, wird die Oberfläche über **********die Linien definiert, mit denen die Klemmbacke gezeichnet wurde **********(SEGMENTS). *Rigid Body, ref node=Klemmbacke-1-RefPt_, analytical surface=Schliessringbolzen *Element, type=MASS, elset=_PickedSet3_Inertia-1_ 1, 1 *Mass, elset=_PickedSet3_Inertia-1_ 0.0001, *End Instance *Instance, name=Zugkopfhuelse-1, part=Zugkopfhuelse *Node 1, 5.61265707, 48.5, 0. *Nset, nset=Zugkopfhuelse-1-RefPt_, internal 1, *Surface, type=SEGMENTS, name=Schliessring **********Wie bei der Klemmbacke *Rigid Body, ref node=Zugkopfhuelse-1-RefPt_, analytical surface=Schliessring *End Instance *End Assembly *Amplitude, name="Kraft Klemmbacke", definition=SMOOTH STEP 0., 0., 0.1, 1. *Amplitude, name="Weg Klemmbacke", definition=SMOOTH STEP 0., 0., 0.1, 1. ** MATERIALS **********Hier sind die erforderlichen Materialkennwerte angegeben *Material, name="AA2024 T42" **********Aluminium-Legierung *Density 2.7e-09, **********Dichte=0,0000000027kg/mm³ *Elastic 70000., 0.34 **********E-Modul= 70000N/mm²; Querkontraktionszahl=0,34 *Plastic 377.6, 0. 383., 0.003 434., 0.03 479.3, 0.06 502., 0.08
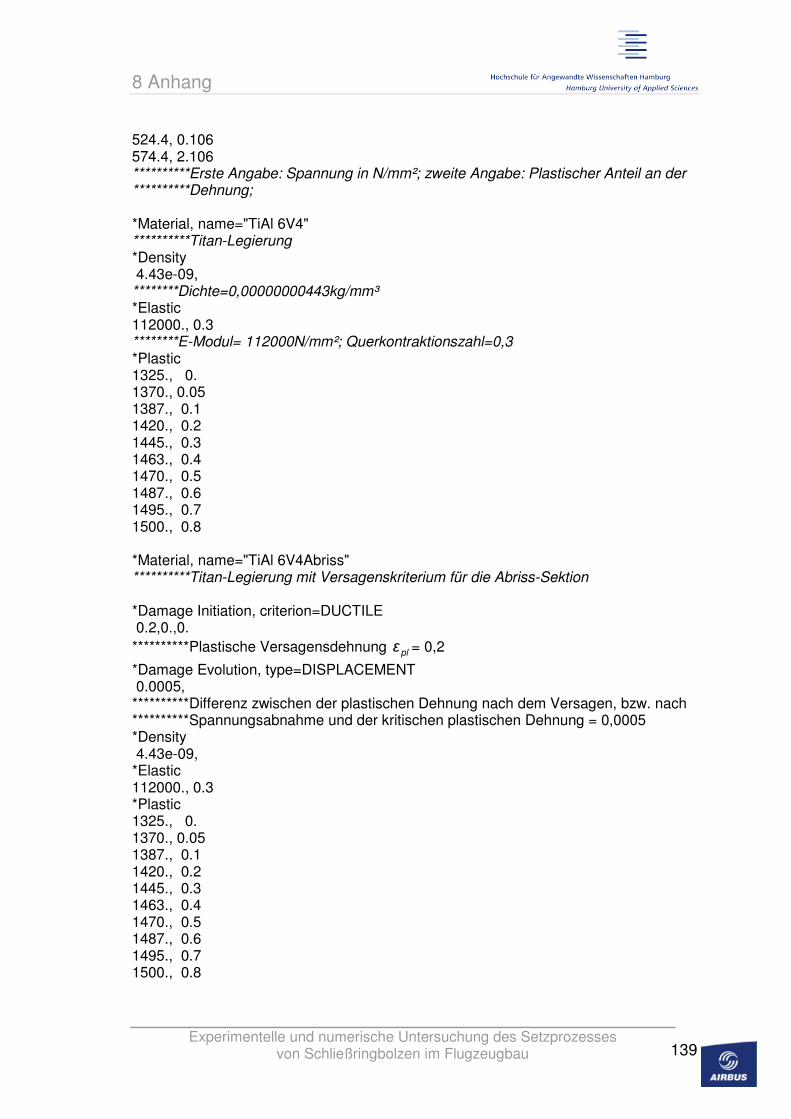
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
139
524.4, 0.106 574.4, 2.106 **********Erste Angabe: Spannung in N/mm²; zweite Angabe: Plastischer Anteil an der **********Dehnung; *Material, name="TiAl 6V4" **********Titan-Legierung *Density 4.43e-09, ********Dichte=0,00000000443kg/mm³ *Elastic 112000., 0.3 ********E-Modul= 112000N/mm²; Querkontraktionszahl=0,3 *Plastic 1325., 0. 1370., 0.05 1387., 0.1 1420., 0.2 1445., 0.3 1463., 0.4 1470., 0.5 1487., 0.6 1495., 0.7 1500., 0.8 *Material, name="TiAl 6V4Abriss" **********Titan-Legierung mit Versagenskriterium für die Abriss-Sektion *Damage Initiation, criterion=DUCTILE 0.2,0.,0. **********Plastische Versagensdehnung plε = 0,2
*Damage Evolution, type=DISPLACEMENT 0.0005, **********Differenz zwischen der plastischen Dehnung nach dem Versagen, bzw. nach **********Spannungsabnahme und der kritischen plastischen Dehnung = 0,0005 *Density 4.43e-09, *Elastic 112000., 0.3 *Plastic 1325., 0. 1370., 0.05 1387., 0.1 1420., 0.2 1445., 0.3 1463., 0.4 1470., 0.5 1487., 0.6 1495., 0.7 1500., 0.8
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
140
** INTERACTION PROPERTIES **********Angabe der Anfangs-Kontaktbedingungen, (Reibung) *Surface Interaction, name="Fric0,05" *Friction 0.05, *Surface Behavior, pressure-overclosure=HARD **********”Harter Kontakt”: Druck wird erst bei Kontakt der Fläche aufgebracht. **********Durchdringung der Flächen sind dann nicht erlaubt. *Surface Interaction, name="Fric0,1" *Friction 0.1, *Surface Behavior, pressure-overclosure=HARD *Surface Interaction, name="Fric0,2" *Friction 0.2, *Surface Behavior, pressure-overclosure=HARD ** BOUNDARY CONDITIONS ** Name: Rand BC Type: Displacement/Rotation *Boundary Bleche-Rand, 1, 1 Bleche-Rand, 6, 6 ** Name: Symmetrie BC Type: Symmetry/Antisymmetry/Encastre *Boundary Schliessrinbolzen-Symmetrie, XSYMM ** ---------------------------------------------------------------- **********Nach Angabe der Anfangsbedingungen, werden nun für jeden einzelnen Step **********die jeweiligen Randbedingungen angegeben. ** STEP: Klemmen *Step, name=Klemmen Schliessringbolzen wird mit Klemmbacke geklemmt *Dynamic, Explicit , 0.1 ********** Dynamische Explizite Rechnung mit einer Stepzeit von 0,1s *Bulk Viscosity 0.06, 1.2 ** Mass Scaling: Semi-Automatic ** Whole Model *Variable Mass Scaling, dt=1e-07, type=below min, frequency=1
8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
141
** BOUNDARY CONDITIONS ** Name: Klemmbacke BC Type: Displacement/Rotation *Boundary, amplitude="Weg Klemmbacke" _PickedSet100, 1, 1, -0.012 _PickedSet100, 2, 2 _PickedSet100, 6, 6 ** Name: Zugkopfhuelse BC Type: Displacement/Rotation *Boundary _PickedSet108, 1, 1 _PickedSet108, 2, 2 _PickedSet108, 6, 6 *End Step ** ---------------------------------------------------------------- ** STEP: Einziehen *Step, name=Einziehen Lockbolt wird in Blech eingezogen (Presspassung) *Dynamic, Explicit , 0.1 *Bulk Viscosity 0.06, 1.2 ** BOUNDARY CONDITIONS ** Name: Klemmbacke BC Type: Displacement/Rotation *Boundary, amplitude="Weg Klemmbacke" _PickedSet100, 1, 1 _PickedSet100, 2, 2, -5. ** Name: Rand BC Type: Displacement/Rotation *Boundary Bleche-Rand, 2, 2 *End Step ** ---------------------------------------------------------------- ** STEP: Umformen *Step, name=Umformen Umformvorgang durch Krafteinleitung an der Klemmbacke *Dynamic, Explicit , 0.1 *Bulk Viscosity 0.06, 1.2

8 Anhang
Experimentelle und numerische Untersuchung des Setzprozesses von Schließringbolzen im Flugzeugbau
142
** BOUNDARY CONDITIONS ** Name: Klemmbacke BC Type: Displacement/Rotation *Boundary, op=NEW, amplitude="Weg Klemmbacke" _PickedSet100, 1, 1 _PickedSet100, 2, 2, -9.5 _PickedSet100, 6, 6 ** Name: Rand BC Type: Displacement/Rotation *Boundary, op=NEW Bleche-Rand, 1, 1 Bleche-Rand, 6, 6 *Adaptive Mesh, elset=Schliessring-1.Schließring, frequency=3, op=NEW **********Adaptive Mesh“: Nach jedem dritten Berechnungsschritt wird das Netz des **********Schließrings an die Geometrie neu angepasst. Durch die große Verformung, **********würden die Elemente sonst zu stark verzerrt und die Berechnun abgebrochen **********werden *End Step ** ---------------------------------------------------------------- ** STEP: Entlasten *Step, name=Entlasten Zugkopfhuelse in X-Richtung wegfahren *Dynamic, Explicit , 0.1 *Bulk Viscosity 0.06, 1.2 ** BOUNDARY CONDITIONS ** Name: Klemmbacke BC Type: Displacement/Rotation *Boundary, amplitude="Weg Klemmbacke" _PickedSet100, 2, 2 ** Name: Rand BC Type: Displacement/Rotation *Boundary Bleche-Rand, 1, 1 Bleche-Rand, 2, 2 ** Name: Zugkopfhuelse BC Type: Displacement/Rotation *Boundary, amplitude="Weg Klemmbacke" _PickedSet108, 1, 1 _PickedSet108, 2, 2, -6. _PickedSet108, 6, 6 *Adaptive Mesh, op=NEW *End Step





























