Embed Size (px)
Citation preview
/ Perfect Charging / Perfect Welding / Solar Energy
42,0426,0258,DE 007-19042018
TransSteel 3500 SynTransSteel 5000 Syn
Bedienungsanleitung
MIG/MAG-StromquelleDE

2
DE
Sehr geehrter Leser
Einleitung Wir danken Ihnen für Ihr entgegengebrachtes Vertrauen und gratulieren Ihnen zu Ihrem technisch hochwertigen Fronius Produkt. Die vorliegende Anleitung hilft Ihnen, sich mit diesem vertraut zu machen. Indem Sie die Anleitung sorgfältig lesen, lernen Sie die viel-fältigen Möglichkeiten Ihres Fronius Produktes kennen. Nur so können Sie seine Vorteile bestmöglich nutzen.
Bitte beachten Sie auch die Sicherheitsvorschriften und sorgen Sie so für mehr Sicherheit am Einsatzort des Produktes. Sorgfältiger Umgang mit Ihrem Produkt unterstützt dessen langlebige Qualität und Zuverlässigkeit. Das sind wesentliche Voraussetzungen für her-vorragende Ergebnisse.
Erklärung Sicher-heitshinweise
Wenn Sie eines der im Kapitel „Sicherheitsvorschriften“ abgebildeten Symbole sehen, ist erhöhte Achtsamkeit erforderlich.
GEFAHR! Bezeichnet eine unmittelbar drohende Gefahr. Wenn sie nicht gemie-den wird, sind Tod oder schwerste Verletzungen die Folge.
WARNUNG! Bezeichnet eine möglicherweise gefährliche Situation. Wenn sie nicht gemieden wird, können Tod und schwerste Verletzungen die Folge sein.
VORSICHT! Bezeichnet eine möglicherweise schädliche Situation. Wenn sie nicht gemieden wird, können leichte oder geringfügige Verletzungen sowie Sach-schäden die Folge sein.
HINWEIS! Bezeichnet die Möglichkeit beeinträchtigter Arbeitsergebnisse und von Schäden an der Ausrüstung.
WICHTIG! Bezeichnet Anwendungstipps und andere besonders nützliche Informationen. Es ist kein Signalwort für eine schädliche oder gefährliche Situation.
3

4
DE
Inhaltsverzeichnis
Sicherheitsvorschriften............................................................................................................................... 9Allgemeines .......................................................................................................................................... 9Bestimmungsgemäße Verwendung...................................................................................................... 9Umgebungsbedingungen...................................................................................................................... 10Verpflichtungen des Betreibers............................................................................................................. 10Verpflichtungen des Personals ............................................................................................................. 10Netzanschluss....................................................................................................................................... 10Selbst- und Personenschutz ................................................................................................................. 11Gefahr durch schädliche Gase und Dämpfe......................................................................................... 11Gefahr durch Funkenflug ...................................................................................................................... 12Gefahren durch Netz- und Schweißstrom............................................................................................. 12Vagabundierende Schweißströme........................................................................................................ 13EMV Geräte-Klassifizierungen.............................................................................................................. 14EMV-Maßnahmen................................................................................................................................. 14EMF-Maßnahmen................................................................................................................................. 15Besondere Gefahrenstellen .................................................................................................................. 15Beeinträchtigung der Schweißergebnisse ............................................................................................ 16Gefahr durch Schutzgas-Flaschen ....................................................................................................... 16Gefahr durch austretendes Schutzgas ................................................................................................. 17Sicherheitsmaßnahmen am Aufstellort und beim Transport................................................................. 17Sicherheitsmaßnahmen im Normalbetrieb............................................................................................ 18Inbetriebnahme, Wartung und Instandsetzung ..................................................................................... 19Sicherheitstechnische Überprüfung ...................................................................................................... 19Entsorgung............................................................................................................................................ 19Sicherheitskennzeichnung .................................................................................................................... 20Datensicherheit ..................................................................................................................................... 20Urheberrecht ......................................................................................................................................... 20
Allgemeine Informationen 21
Allgemeines ............................................................................................................................................... 23Gerätekonzept ...................................................................................................................................... 23Funktionsprinzip.................................................................................................................................... 23Einsatzgebiete ...................................................................................................................................... 23Warnhinweise am Gerät ....................................................................................................................... 23
Schweißverfahren, Prozesse und Schweiß-Kennlinien für das MIG/MAG-Schweißen ............................. 25Allgemeines .......................................................................................................................................... 25Schweiß-Kennlinien .............................................................................................................................. 25Kurzbeschreibung des MIG/MAG Standard-Synergic Schweißens...................................................... 25
Systemkomponenten ................................................................................................................................. 26Allgemeines .......................................................................................................................................... 26Sicherheit .............................................................................................................................................. 26Übersicht............................................................................................................................................... 26
Optionen .................................................................................................................................................... 27Allgemeines .......................................................................................................................................... 27Automaten-Interface ............................................................................................................................. 27Anschluss CO2 Gasvorwärmer............................................................................................................. 27Schlüsselschalter .................................................................................................................................. 28VRD: Sicherheitsfunktion ...................................................................................................................... 28VRD: Sicherheitsprinzip ........................................................................................................................ 29
Bedienelemente und Anschlüsse 31
Bedienpanel Synergic ................................................................................................................................ 33Allgemeines .......................................................................................................................................... 33Sicherheit .............................................................................................................................................. 33Bedienpanel Synergic ........................................................................................................................... 34Service-Parameter ................................................................................................................................ 37Tastensperre......................................................................................................................................... 37
Anschlüsse, Schalter und mechanische Komponenten............................................................................. 39
5
Stromquelle TSt 3500 / 5000 Syn ......................................................................................................... 39
Installation und Inbetriebnahme 41
Mindestausstattung für den Schweißbetrieb.............................................................................................. 43Allgemeines .......................................................................................................................................... 43MIG/MAG-Schweißen gasgekühlt......................................................................................................... 43MIG/MAG-Schweißen wassergekühlt ................................................................................................... 43Stabelektroden-Schweißen................................................................................................................... 43
Vor Installation und Inbetriebnahme .......................................................................................................... 44Sicherheit .............................................................................................................................................. 44Bestimmungsgemäße Verwendung...................................................................................................... 44Aufstellbestimmungen........................................................................................................................... 44Netzanschluss....................................................................................................................................... 44
Netzkabel anschließen............................................................................................................................... 46Allgemeines .......................................................................................................................................... 46Vorgeschriebene Netzkabel und Zugentlastungen ............................................................................... 46Netzkabel anschließen.......................................................................................................................... 46Zugentlastung Europa montieren.......................................................................................................... 47Zugentlastung Canada / US montieren................................................................................................. 48
Generatorbetrieb........................................................................................................................................ 49Generatorbetrieb................................................................................................................................... 49
Inbetriebnahme .......................................................................................................................................... 50Allgemeines .......................................................................................................................................... 50Informationen zu Systemkomponenten ................................................................................................ 50Systemkomponenten aufbauen (Übersicht)......................................................................................... 50Drahtvorschub auf Stromquelle aufsetzen............................................................................................ 51Zugentlastung des Verbindungs-Schlauchpaketes montieren.............................................................. 52Verbindungs-Schlauchpaket anschließen............................................................................................. 52Gasflasche anschließen........................................................................................................................ 53Masseverbindung herstellen ................................................................................................................. 54MIG/MAG Schweißbrenner anschließen .............................................................................................. 54Vorschubrollen einsetzen / wechseln.................................................................................................... 54Drahtspule einsetzen ............................................................................................................................ 55Korbspule einsetzen ............................................................................................................................. 56Drahtelektrode einlaufen lassen ........................................................................................................... 57Anpressdruck einstellen........................................................................................................................ 59Bremse einstellen ................................................................................................................................. 59Aufbau der Bremse ............................................................................................................................... 60
Schweißbetrieb 61
Begrenzung am Leistungslimit ................................................................................................................... 63Sicherheitsfunktion................................................................................................................................ 63
MIG/MAG-Betriebsarten ............................................................................................................................ 64Allgemeines .......................................................................................................................................... 64Symbolik und Erklärung ........................................................................................................................ 642-Takt Betrieb ....................................................................................................................................... 654-Takt Betrieb ....................................................................................................................................... 65Sonder 4-Takt Betrieb........................................................................................................................... 65Punktieren............................................................................................................................................. 65Intervall-Schweißen 2-Takt ................................................................................................................... 66Intervall-Schweißen 4-Takt ................................................................................................................... 66
MIG/MAG-Schweißen ................................................................................................................................ 67Sicherheit .............................................................................................................................................. 67Vorbereitung ......................................................................................................................................... 67Übersicht............................................................................................................................................... 67
MIG/MAG-Standard-Synergic-Schweißen ................................................................................................. 68MIG/MAG-Standard-Synergic Schweißen ............................................................................................ 68Korrekturen im Schweißbetrieb............................................................................................................. 69
MIG/MAG-Standard-Manuell-Schweißen .................................................................................................. 70Allgemeines .......................................................................................................................................... 70Zur Verfügung stehende Parameter ..................................................................................................... 70MIG/MAG-Standard-Manuell Schweißen.............................................................................................. 70
6
DE
Korrekturen im Schweißbetrieb............................................................................................................. 71Punktieren und Intervall-Schweißen .......................................................................................................... 72
Allgemeines .......................................................................................................................................... 72Punktieren............................................................................................................................................. 72Intervall-Schweißen .............................................................................................................................. 73
Arbeitspunkte speichern und abrufen ........................................................................................................ 75Allgemeines .......................................................................................................................................... 75Arbeitspunkte speichern ....................................................................................................................... 75Arbeitspunkte abrufen........................................................................................................................... 75Arbeitspunkte löschen........................................................................................................................... 75Arbeitspunkte am Schweißbrenner Up/Down abrufen.......................................................................... 75
Stabelektroden-Schweißen........................................................................................................................ 77Sicherheit .............................................................................................................................................. 77Vorbereitung ......................................................................................................................................... 77Stabelektroden-Schweißen................................................................................................................... 77Korrekturen im Schweißbetrieb............................................................................................................. 78Funktion HotStart .................................................................................................................................. 78Funktion Anti-Stick ................................................................................................................................ 79
Setup Einstellungen 81
Setup-Menü ............................................................................................................................................... 83Allgemeines .......................................................................................................................................... 83In das Setup-Menü ein-/aussteigen ...................................................................................................... 83Setup-Parameter für das MIG/MAG-Standard-Manuell Schweißen ..................................................... 84Setup-Parameter für das MIG/MAG-Standard-Synergic Schweißen.................................................... 86Setup-Parameter für das Stabelektroden-Schweißen .......................................................................... 88
Setup-Menü Ebene 2 ................................................................................................................................. 89Setup-Menü Ebene 2 ............................................................................................................................ 89Parameter für das MIG/MAG-Schweißen im Setup-Menü Ebene 2 ..................................................... 90Parameter für das StabelektrodenSchweißen im Setup-Menü Ebene 2 .............................................. 91
Schweißkreis-Widerstand r ermitteln ......................................................................................................... 92Allgemeines .......................................................................................................................................... 92Schweißkreis-Widerstand r ermitteln .................................................................................................... 92
Schweißkreis-Induktivität L abfragen ......................................................................................................... 93Allgemeines .......................................................................................................................................... 93Schweißkreis-Induktivität L anzeigen.................................................................................................... 93Korrekte Verlegung der Schlauchpakete .............................................................................................. 93
Fehlerbehebung und Wartung 95
Fehlerdiagnose, Fehlerbehebung .............................................................................................................. 97Allgemeines .......................................................................................................................................... 97Sicherheit .............................................................................................................................................. 97Fehlerdiagnose ..................................................................................................................................... 97Angezeigte Service-Codes ................................................................................................................... 100
Pflege, Wartung und Entsorgung............................................................................................................... 106Allgemeines .......................................................................................................................................... 106Sicherheit .............................................................................................................................................. 106Bei jeder Inbetriebnahme...................................................................................................................... 106Alle 2 Monate ........................................................................................................................................ 106Alle 6 Monate ........................................................................................................................................ 106Entsorgung............................................................................................................................................ 106
Anhang 107
Technische Daten ...................................................................................................................................... 109Sonderspannung................................................................................................................................... 109Erklärung des Begriffes Einschaltdauer................................................................................................ 109TSt 3500 Syn ........................................................................................................................................ 110TSt 3500 MV Syn.................................................................................................................................. 111TSt 5000 Syn ........................................................................................................................................ 112TSt 5000 MV Syn.................................................................................................................................. 113
Schweißprogramm-Tabellen...................................................................................................................... 115
7
Schweißprogramm-Tabellen TransSteel 3500 Syn - Euro .................................................................. 115Schweißprogramm-Tabellen TransSteel 5000 Syn - Euro .................................................................. 117Schweißprogramm-Tabellen TransSteel 3500 Syn - US ..................................................................... 119Schweißprogramm-Tabellen TransSteel 5000 Syn - US ...................................................................... 121Schweißprogramm-Tabellen TransSteel 3500 Yard ............................................................................ 123Schweißprogramm-Tabellen TransSteel 5000 Yard ............................................................................ 124
Richtwert-Tabellen MIG/MAG-Standard-Manuell Schweißen.................................................................... 125Einstelltabellen...................................................................................................................................... 125
8
DE
Sicherheitsvorschriften
Allgemeines
Bestimmungsge-mäße Verwen-dung
Das Gerät ist nach dem Stand der Technik und den anerkannten sicherheit-stechnischen Regeln gefertigt. Dennoch drohen bei Fehlbedienung oder Missbrauch Gefahr für- Leib und Leben des Bedieners oder Dritte,- das Gerät und andere Sachwerte des Betreibers,- die effiziente Arbeit mit dem Gerät.Alle Personen, die mit der Inbetriebnahme, Bedienung, Wartung und Instand-haltung des Gerätes zu tun haben, müssen- entsprechend qualifiziert sein,- Kenntnisse vom Schweißen haben und- diese Bedienungsanleitung vollständig lesen und genau befolgen.Die Bedienungsanleitung ist ständig am Einsatzort des Gerätes aufzubewah-ren. Ergänzend zur Bedienungsanleitung sind die allgemein gültigen sowie die örtlichen Regeln zu Unfallverhütung und Umweltschutz zu beachten.Alle Sicherheits- und Gefahrenhinweise am Gerät - in lesbarem Zustand halten - nicht beschädigen - nicht entfernen- nicht abdecken, überkleben oder übermalen.Die Positionen der Sicherheits- und Gefahrenhinweise am Gerät, entnehmen Sie dem Kapitel „Allgemeines“ der Bedienungsanleitung Ihres Gerätes.Störungen, die die Sicherheit beeinträchtigen können, vor dem Einschalten des Gerätes beseitigen.Es geht um Ihre Sicherheit!
Das Gerät ist ausschließlich für Arbeiten im Sinne der bestimmungsgemäßen Verwendung zu benutzen.Das Gerät ist ausschließlich für die am Leistungsschild angegebenen Schweißverfahren bestimmt.Eine andere oder darüber hinaus gehende Benutzung gilt als nicht bestim-mungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.Zur bestimmungsgemäßen Verwendung gehört auch- das vollständige Lesen und Befolgen aller Hinweise aus der Bedienungs-
anleitung - das vollständige Lesen und Befolgen aller Sicherheits- und Gefahrenhin-
weise- die Einhaltung der Inspektions- und Wartungsarbeiten.Das Gerät niemals für folgende Anwendungen verwenden:- Auftauen von Rohren- Laden von Batterien/Akkumulatoren- Start von MotorenDas Gerät ist für den Betrieb in Industrie und Gewerbe ausgelegt. Für Schä-den, die auf den Einsatz im Wohnbereich zurückzuführen sind, haftet der Her-steller nicht.Für mangelhafte oder fehlerhafte Arbeitsergebnisse übernimmt der Hersteller ebenfalls keine Haftung.
9
Umgebungsbe-dingungen
Verpflichtungen des Betreibers
Verpflichtungen des Personals
Netzanschluss
Betrieb oder Lagerung des Gerätes außerhalb des angegebenen Bereiches gilt als nicht bestimmungsgemäß. Für hieraus entstandene Schäden haftet der Hersteller nicht.Temperaturbereich der Umgebungsluft:- beim Betrieb: -10 °C bis + 40 °C (14 °F bis 104 °F)- bei Transport und Lagerung: -20 °C bis +55 °C (-4 °F bis 131 °F)Relative Luftfeuchtigkeit:- bis 50 % bei 40 °C (104 °F)- bis 90 % bei 20 °C (68 °F)Umgebungsluft: frei von Staub, Säuren, korrosiven Gasen oder Substanzen, usw.Höhenlage über dem Meeresspiegel: bis 2000 m (6561 ft. 8.16 in.)
Der Betreiber verpflichtet sich, nur Personen am Gerät arbeiten zu lassen, die - mit den grundlegenden Vorschriften über Arbeitssicherheit und Unfallver-
hütung vertraut und in die Handhabung des Gerätes eingewiesen sind- diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvor-
schriften“ gelesen, verstanden und dies durch ihre Unterschrift bestätigt haben
- entsprechend den Anforderungen an die Arbeitsergebnisse ausgebildet sind.
Das sicherheitsbewusste Arbeiten des Personals ist in regelmäßigen Abstän-den zu überprüfen.
Alle Personen, die mit Arbeiten am Gerät beauftragt sind, verpflichten sich, vor Arbeitsbeginn- die grundlegenden Vorschriften über Arbeitssicherheit und Unfallverhü-
tung zu befolgen- diese Bedienungsanleitung, insbesondere das Kapitel „Sicherheitsvor-
schriften“ zu lesen und durch ihre Unterschrift zu bestätigen, dass sie die-se verstanden haben und befolgen werden.
Vor Verlassen des Arbeitsplatzes sicherstellen, dass auch in Abwesenheit kei-ne Personen- oder Sachschäden auftreten können.
Geräte mit hoher Leistung können auf Grund ihrer Stromaufnahme die Ener-giequalität des Netzes beeinflussen.Das kann einige Gerätetypen betreffen in Form von:- Anschluss-Beschränkungen- Anforderungen hinsichtlich maximal zulässiger Netzimpedanz *)- Anforderungen hinsichtlich minimal erforderlicher Kurzschluss-Leistung *)
*) jeweils an der Schnittstelle zum öffentlichen Netzsiehe Technische DatenIn diesem Fall muss sich der Betreiber oder Anwender des Gerätes versi-chern, ob das Gerät angeschlossen werden darf, gegebenenfalls durch Rück-sprache mit dem Energieversorgungs-Unternehmen.
HINWEIS! Auf eine sichere Erdung des Netzanschlusses ist zu ach-ten
10
DE
Selbst- und Per-sonenschutz
Gefahr durch schädliche Gase und Dämpfe
Beim Umgang mit dem Gerät setzen Sie sich zahlreichen Gefahren aus, wie beispielsweise.:- Funkenflug, umherfliegende heiße Metallteile- augen- und hautschädigende Lichtbogen-Strahlung- schädliche elektromagnetische Felder, die für Träger von Herzschrittma-
chern Lebensgefahr bedeuten
- elektrische Gefährdung durch Netz- und Schweißstrom
- erhöhte Lärmbelastung
- schädlichen Schweißrauch und GaseBeim Umgang mit dem Gerät geeignete Schutzkleidung verwenden. Die Schutzkleidung muss folgende Eigenschaften aufweisen:- schwer entflammbar- isolierend und trocken- den ganzen Körper bedeckend, unbeschädigt und in gutem Zustand- Schutzhelm- stulpenlose HoseZur Schutzbekleidung zählt unter anderem:- Augen und Gesicht durch Schutzschild mit vorschriftsgemäßem Filter-
einsatz vor UV-Strahlen, Hitze und Funkenflug schützen.- Hinter dem Schutzschild eine vorschriftsgemäße Schutzbrille mit Sei-
tenschutz tragen.- Festes, auch bei Nässe isolierendes Schuhwerk tragen.- Hände durch geeignete Handschuhe schützen (elektrisch isolierend, Hit-
zeschutz).- Zur Verringerung der Lärmbelastung und zum Schutz vor Verletzungen
Gehörschutz tragen.Personen, vor allem Kinder, während des Betriebes von den Geräten und dem Schweißprozess fernhalten. Befinden sich dennoch Personen in der Nähe- diese über alle Gefahren (Blendgefahr durch Lichtbogen, Verletzungsge-
fahr durch Funkenflug, gesundheitsschädlicher Schweißrauch, Lärmbe-lastung, mögliche Gefährdung durch Netz- oder Schweißstrom, ...) unterrichten,
- geeignete Schutzmittel zur Verfügung stellen oder- geeignete Schutzwände und -Vorhänge aufbauen.
Beim Schweißen entstehender Rauch enthält gesundheitsschädliche Gase und Dämpfe.Schweißrauch enthält Substanzen, die unter Umständen Geburtsschäden und Krebs verursachen können.Kopf von entstehendem Schweißrauch und Gasen fernhalten.Entstehenden Rauch sowie schädliche Gase- nicht einatmen- durch geeignete Mittel aus dem Arbeitsbereich absaugen.Für ausreichend Frischluft-Zufuhr sorgen - Durchlüftungsrate von mindestens 20 m³ / Stunde
11
Gefahr durch Funkenflug
Gefahren durch Netz- und Schweißstrom
Bei nicht ausreichender Belüftung Atemschutz-Maske mit Luftzufuhr verwen-den.Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgasver-sorgung schließen.Besteht Unklarheit darüber, ob die Absaugleistung ausreicht, die gemessenen Schadstoff-Emissionswerte mit den zulässigen Grenzwerten vergleichen.Folgende Komponenten sind unter anderem für den Grad der Schädlichkeit des Schweißrauches verantwortlich:- Für das Werkstück eingesetzte Metalle- Elektroden- Beschichtungen- Reiniger, Entfetter und dergleichenDaher die entsprechenden Materialsicherheits-Datenblätter und Herstelleran-gaben zu den aufgezählten Komponenten berücksichtigen.Entzündliche Dämpfe (z.B. Lösungsmittel-Dämpfe) vom Strahlungsbereich des Lichtbogens fernhalten.
Funkenflug kann Brände und Explosionen auslösen.Niemals in der Nähe brennbarer Materialien schweißen.Brennbare Materialien müssen mindestens 11 Meter (36 ft. 1.07 in.) vom Lichtbogen entfernt sein oder mit einer geprüften Abdeckung zugedeckt wer-den.Geeigneten, geprüften Feuerlöscher bereithalten.Funken und heiße Metallteile können auch durch kleine Ritzen und Öffnungen in umliegende Bereiche gelangen. Entsprechende Maßnahmen ergreifen, dass dennoch keine Verletzungs- und Brandgefahr besteht.Nicht in feuer- und explosionsgefährdeten Bereichen und an geschlossenen Tanks, Fässern oder Rohren schweißen, wenn diese nicht gemäß den ent-sprechenden nationalen und internationalen Normen vorbereitet sind.An Behältern in denen Gase, Treibstoffe, Mineralöle und dgl. gelagert sind/waren, darf nicht geschweißt werden. Durch Rückstände besteht Explosions-gefahr.
Ein elektrischer Schlag ist grundsätzlich lebensgefährlich und kann tödlich sein.Spannungsführende Teile innerhalb und außerhalb des Gerätes nicht berüh-ren.Beim MIG/MAG- und WIG-Schweißen sind auch der Schweißdraht, die Drahtspule, die Vorschubrollen sowie alle Metallteile, die mit dem Schweiß-draht in Verbindung stehen, spannungsführend.Den Drahtvorschub immer auf einem ausreichend isolierten Untergrund auf-stellen oder eine geeignete, isolierende Drahtvorschub-Aufnahme verwen-den.Für geeigneten Selbst- und Personenschutz durch gegenüber dem Erd- oder Massepotential ausreichend isolierende, trockene Unterlage oder Abdeckung sorgen. Die Unterlage oder Abdeckung muss den gesamten Bereich zwischen Körper und Erd- oder Massepotential vollständig abdecken.
12
DE
Vagabundieren-de Schweißströ-me
Sämtliche Kabel und Leitungen müssen fest, unbeschädigt, isoliert und aus-reichend dimensioniert sein. Lose Verbindungen, angeschmorte, beschädigte oder unterdimensionierte Kabel und Leitungen sofort erneuern.Vor jedem Gebrauch die Stromverbindungen durch Handgriff auf festen Sitz überprüfen.Bei Stromkabeln mit Bajonettstecker das Stromkabel um min. 180° um die Längsachse verdrehen und vorspannen.Kabel oder Leitungen weder um den Körper noch um Körperteile schlingen.Die Elektrode (Stabelektrode, Wolframelektrode, Schweißdraht, ...)- niemals zur Kühlung in Flüssigkeiten eintauchen- niemals bei eingeschalteter Stromquelle berühren.Zwischen den Elektroden zweier Schweißgeräte kann zum Beispiel die dop-pelte Leerlauf-Spannung eines Schweißgerätes auftreten. Bei gleichzeitiger Berührung der Potentiale beider Elektroden besteht unter Umständen Le-bensgefahr.Netz- und Gerätezuleitung regelmäßig von einer Elektro-Fachkraft auf Funkti-onstüchtigkeit des Schutzleiters überprüfen lassen.Das Gerät nur an einem Netz mit Schutzleiter und einer Steckdose mit Schutz-leiter-Kontakt betreiben.Wird das Gerät an einem Netz ohne Schutzleiter und an einer Steckdose ohne Schutzleiter-Kontakt betrieben, gilt dies als grob fahrlässig. Für hieraus ent-standene Schäden haftet der Hersteller nicht.Falls erforderlich, durch geeignete Mittel für eine ausreichende Erdung des Werkstückes sorgen.Nicht verwendete Geräte ausschalten.Bei Arbeiten in größerer Höhe Sicherheitsgeschirr zur Absturzsicherung tra-gen.Vor Arbeiten am Gerät das Gerät abschalten und Netzstecker ziehen.Das Gerät durch ein deutlich lesbares und verständliches Warnschild gegen Anstecken des Netzsteckers und Wiedereinschalten sichern.
Nach dem Öffnen des Gerätes:- alle Bauteile die elektrische Ladungen speichern entladen- sicherstellen, dass alle Komponenten des Gerätes stromlos sind.Sind Arbeiten an spannungsführenden Teilen notwendig, eine zweite Person hinzuziehen, die den Hauptschalter rechtzeitig ausschaltet.
Werden die nachfolgend angegebenen Hinweise nicht beachtet, ist die Ent-stehung vagabundierender Schweißströme möglich, die folgendes verursa-chen können:- Feuergefahr- Überhitzung von Bauteilen, die mit dem Werkstück verbunden sind- Zerstörung von Schutzleitern- Beschädigung des Gerätes und anderer elektrischer EinrichtungenFür eine feste Verbindung der Werkstück-Klemme mit dem Werkstück sorgen.Werkstück-Klemme möglichst nahe an der zu schweißenden Stelle befesti-gen.Bei elektrisch leitfähigem Boden, das Gerät mit ausreichender Isolierung ge-genüber dem Boden aufstellen.
13
EMV Geräte-Klas-sifizierungen
EMV-Maßnahmen
Bei Verwendung von Stromverteilern, Doppelkopf-Aufnahmen, etc., folgendes beachten: Auch die Elektrode des nicht verwendeten Schweißbrenners / Elek-trodenhalters ist potentialführend. Sorgen Sie für eine ausreichend isolierende Lagerung des nicht verwendeten Schweißbrenners / Elektrodenhalters.Bei automatisierten MIG/MAG Anwendungen die Drahtelektrode nur isoliert von Schweißdraht-Fass, Großspule oder Drahtspule zum Drahtvorschub füh-ren.
Geräte der Emissionsklasse A:- sind nur für den Gebrauch in Industriegebieten vorgesehen- können in anderen Gebieten leitungsgebundene und gestrahlte
Störungen verursachen.Geräte der Emissionsklasse B:- erfüllen die Emissionsanforderungen für Wohn- und Industrie-
gebiete. Dies gilt auch für Wohngebiete, in denen die Energie-versorgung aus dem öffentlichen Niederspannungsnetz erfolgt.
EMV Geräte-Klassifizierung gemäß Leistungsschild oder techni-schen Daten.
In besonderen Fällen können trotz Einhaltung der genormten Emissions-Grenzwerte Beeinflussungen für das vorgesehene Anwendungsgebiet auftre-ten (z.B. wenn empfindliche Geräte am Aufstellungsort sind oder wenn der Aufstellungsort in der Nähe von Radio- oder Fernsehempfängern ist).In diesem Fall ist der Betreiber verpflichtet, angemessene Maßnahmen für die Störungsbehebung zu ergreifen.Die Störfestigkeit von Einrichtungen in der Umgebung des Gerätes gemäß na-tionalen und internationalen Bestimmungen prüfen und bewerten. Beispiele für störanfällige Einrichtungen welche durch das Gerät beeinflusst werden könnten:- Sicherheitseinrichtungen- Netz-, Signal- und Daten-Übertragungsleitungen- EDV- und Telekommunikations-Einrichtungen- Einrichtungen zum Messen und KalibrierenUnterstützende Maßnahmen zur Vermeidung von EMV-Problemen:1. Netzversorgung
- Treten elektromagnetische Störungen trotz vorschriftsgemäßem Netzanschluss auf, zusätzliche Maßnahmen ergreifen (z.B. geeigne-ten Netzfilter verwenden).
2. Schweißleitungen- so kurz wie möglich halten- eng zusammen verlaufen lassen (auch zur Vermeidung von EMF-
Problemen)- weit entfernt von anderen Leitungen verlegen
3. Potentialausgleich4. Erdung des Werkstückes
- Falls erforderlich, Erdverbindung über geeignete Kondensatoren herstellen.
5. Abschirmung, falls erforderlich- Andere Einrichtungen in der Umgebung abschirmen- Gesamte Schweißinstallation abschirmen
14
DE
EMF-MaßnahmenBesondere Ge-fahrenstellen
Elektromagnetische Felder können Gesundheitsschäden verursachen, die noch nicht bekannt sind:- Auswirkungen auf die Gesundheit benachbarter Personen, z.B. Träger
von Herzschrittmachern und Hörhilfen- Träger von Herzschrittmachern müssen sich von ihrem Arzt beraten las-
sen, bevor sie sich in unmittelbarer Nähe des Gerätes und des Schweiß-prozesses aufhalten
- Abstände zwischen Schweißkabeln und Kopf/Rumpf des Schweißers aus Sicherheitsgründen so groß wie möglich halten
- Schweißkabel und Schlauchpakete nicht über der Schulter tragen und nicht um den Körper und Körperteile wickeln
Hände, Haare, Kleidungsstücke und Werkzeuge von beweglichen Teilen fern-halten, wie zum Beispiel:- Ventilatoren- Zahnrädern- Rollen- Wellen- Drahtspulen und SchweißdrähtenNicht in rotierende Zahnräder des Drahtantriebes oder in rotierende Antrieb-steile greifen.Abdeckungen und Seitenteile dürfen nur für die Dauer von Wartungs- und Re-paraturarbeiten geöffnet / entfernt werden.Während des Betriebes- Sicherstellen, dass alle Abdeckungen geschlossen und sämtliche Seiten-
teile ordnungsgemäß montiert sind.- Alle Abdeckungen und Seitenteile geschlossen halten.Austritt des Schweißdrahtes aus dem Schweißbrenner bedeutet ein hohes Verletzungsrisiko (Durchstechen der Hand, Verletzung von Gesicht und Au-gen, ...).
Daher stets den Schweißbrenner vom Körper weghalten (Geräte mit Drahtvor-schub) und eine geeignete Schutzbrille verwenden.
Werkstück während und nach dem Schweißen nicht berühren - Verbren-nungsgefahr.Von abkühlenden Werkstücken kann Schlacke abspringen. Daher auch bei Nacharbeiten von Werkstücken die vorschriftsgemäße Schutzausrüstung tra-gen und für ausreichenden Schutz anderer Personen sorgen.Schweißbrenner und andere Ausrüstungskomponenten mit hoher Be-triebstemperatur abkühlen lassen, bevor an ihnen gearbeitet wird.In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften- entsprechende nationale und internationale Bestimmungen beachten.
Stromquellen für Arbeiten in Räumen mit erhöhter elektrischer Gefährdung (z.B. Kessel) müssen mit dem Zeichen (Safety) gekennzeichnet sein. Die Stromquelle darf sich jedoch nicht in solchen Räumen befinden.
15
Beeinträchtigung der Schweißer-gebnisse
Gefahr durch Schutzgas-Fla-schen
Verbrühungsgefahr durch austretendes Kühlmittel. Vor dem Abstecken von Anschlüssen für den Kühlmittelvorlauf oder -rücklauf, das Kühlgerät abschal-ten.
Beim Hantieren mit Kühlmittel, die Angaben des Kühlmittel Sicherheits-Daten-blattes beachten. Das Kühlmittel Sicherheits-Datenblatt erhalten Sie bei Ihrer Service-Stelle oder über die Homepage des Herstellers.
Für den Krantransport von Geräten nur geeignete Last-Aufnahmemittel des Herstellers verwenden.- Ketten oder Seile an allen vorgesehenen Aufhängungspunkten des ge-
eigneten Last-Aufnahmemittels einhängen.- Ketten oder Seile müssen einen möglichst kleinen Winkel zur Senkrech-
ten einnehmen.- Gasflasche und Drahtvorschub (MIG/MAG- und WIG-Geräte) entfernen.Bei Kran-Aufhängung des Drahtvorschubes während des Schweißens, immer eine geeignete, isolierende Drahtvorschub-Aufhängung verwenden (MIG/MAG- und WIG-Geräte).Ist das Gerät mit einem Tragegurt oder Tragegriff ausgestattet, so dient dieser ausschließlich für den Transport per Hand. Für einen Transport mittels Kran, Gabelstapler oder anderen mechanischen Hebewerkzeugen, ist der Trage-gurt nicht geeignet.Alle Anschlagmittel (Gurte, Schnallen, Ketten, etc.) welche im Zusammen-hang mit dem Gerät oder seinen Komponenten verwendet werden, sind regel-mäßig zu überprüfen (z.B. auf mechanische Beschädigungen, Korrosion oder Veränderungen durch andere Umwelteinflüsse).Prüfintervall und Prüfumfang haben mindestens den jeweils gültigen nationa-len Normen und Richtlinien zu entsprechen.Gefahr eines unbemerkten Austrittes von farb- und geruchlosem Schutzgas, bei Verwendung eines Adapters für den Schutzgas-Anschluss. Das gerätesei-tige Gewinde des Adapters, für den Schutzgas-Anschluss, vor der Montage mittels geeignetem Teflon-Band abdichten.
Für eine ordnungsgemäße und sichere Funktion des Schweißsystems sind folgende Vorgaben hinsichtlich der Schutzgas-Qualität zu erfüllen:- Feststoff-Partikelgröße < 40 μm- Druck-Taupunkt < -20 °C- max. Ölgehalt < 25 mg/m³Bei Bedarf sind Filter zu verwenden.
HINWEIS! Die Gefahr einer Verschmutzung besteht besonders bei Ringleitungen.
Schutzgas-Flaschen enthalten unter Druck stehendes Gas und können bei Beschädigung explodieren. Da Schutzgas-Flaschen Bestandteil der Schweiß-ausrüstung sind, müssen sie sehr vorsichtig behandelt werden.Schutzgas-Flaschen mit verdichtetem Gas vor zu großer Hitze, mechani-schen Schlägen, Schlacke, offenen Flammen, Funken und Lichtbögen schüt-zen.Die Schutzgas-Flaschen senkrecht montieren und gemäß Anleitung befesti-gen, damit sie nicht umfallen können.Schutzgas-Flaschen von Schweiß- oder anderen elektrischen Stromkreisen fernhalten.
16
DE
Gefahr durch aus-tretendes Schutz-gas
Sicherheitsmaß-nahmen am Auf-stellort und beim Transport
Niemals einen Schweißbrenner auf eine Schutzgas-Flasche hängen.Niemals eine Schutzgas-Flasche mit einer Elektrode berühren.Explosionsgefahr - niemals an einer druckbeaufschlagten Schutzgas-Flasche schweißen.Stets nur für die jeweilige Anwendung geeignete Schutzgas-Flaschen und dazu passendes, geeignetes Zubehör (Regler, Schläuche und Fittings, ...) verwenden. Schutzgas-Flaschen und Zubehör nur in gutem Zustand verwen-den.Wird ein Ventil einer Schutzgas-Flasche geöffnet, das Gesicht vom Auslass wegdrehen.Wird nicht geschweißt, das Ventil der Schutzgas-Flasche schließen.Bei nicht angeschlossener Schutzgas-Flasche, Kappe am Ventil der Schutz-gas-Flasche belassen.Herstellerangaben sowie entsprechende nationale und internationale Bestim-mungen für Schutzgas-Flaschen und Zubehörteile befolgen.
Erstickungsgefahr durch unkontrolliert austretendes SchutzgasSchutzgas ist farb- und geruchlos und kann bei Austritt den Sauerstoff in der Umgebungsluft verdrängen.- Für ausreichend Frischluft-Zufuhr sorgen - Durchlüftungsrate von min-
destens 20 m³ / Stunde- Sicherheits- und Wartungshinweise der Schutzgas-Flasche oder der
Hauptgasversorgung beachten- Wird nicht geschweißt, das Ventil der Schutzgas-Flasche oder Hauptgas-
versorgung schließen.- Schutzgas-Flasche oder Hauptgasversorgung vor jeder Inbetriebnahme
auf unkontrollierten Gasaustritt überprüfen.
Ein umstürzendes Gerät kann Lebensgefahr bedeuten! Das Gerät auf ebe-nem, festem Untergrund standsicher aufstellen- Ein Neigungswinkel von maximal 10° ist zulässig.
In feuer- und explosionsgefährdeten Räumen gelten besondere Vorschriften- entsprechende nationale und internationale Bestimmungen beachten.Durch innerbetriebliche Anweisungen und Kontrollen sicherstellen, dass die Umgebung des Arbeitsplatzes stets sauber und übersichtlich ist.Das Gerät nur gemäß der am Leistungsschild angegebenen Schutzart auf-stellen und betreiben.Beim Aufstellen des Gerätes einen Rundumabstand von 0,5 m (1 ft. 7.69 in.) sicherstellen, damit die Kühlluft ungehindert ein- und austreten kann.Beim Transport des Gerätes dafür Sorge tragen, dass die gültigen nationalen und regionalen Richtlinien und Unfallverhütungs-Vorschriften eingehalten werden. Dies gilt speziell für Richtlinien hinsichtlich Gefährdung bei Transport und Beförderung.Keine aktiven Geräte heben oder transportieren. Geräte vor dem Transport oder dem Heben ausschalten!
17
Sicherheitsmaß-nahmen im Nor-malbetrieb
Vor jedem Transport des Gerätes, das Kühlmittel vollständig ablassen, sowie folgende Komponenten demontieren:- Drahtvorschub- Drahtspule- Schutzgas-FlascheVor der Inbetriebnahme, nach dem Transport, unbedingt eine Sichtprüfung des Gerätes auf Beschädigungen vornehmen. Allfällige Beschädigungen vor Inbetriebnahme von geschultem Servicepersonal instandsetzen lassen.
Das Gerät nur betreiben, wenn alle Sicherheitseinrichtungen voll funktions-tüchtig sind. Sind die Sicherheitseinrichtungen nicht voll funktionstüchtig, be-steht Gefahr für- Leib und Leben des Bedieners oder Dritte,- das Gerät und andere Sachwerte des Betreibers- die effiziente Arbeit mit dem Gerät.Nicht voll funktionstüchtige Sicherheitseinrichtungen vor dem Einschalten des Gerätes instandsetzen.Sicherheitseinrichtungen niemals umgehen oder außer Betrieb setzen.Vor Einschalten des Gerätes sicherstellen, dass niemand gefährdet werden kann.Das Gerät mindestens einmal pro Woche auf äußerlich erkennbare Schäden und Funktionstüchtigkeit der Sicherheitseinrichtungen überprüfen.Schutzgas-Flasche immer gut befestigen und bei Krantransport vorher abneh-men.Nur das Original-Kühlmittel des Herstellers ist auf Grund seiner Eigenschaften (elektrische Leitfähigkeit, Frostschutz, Werkstoff-Verträglichkeit, Brennbar-keit, ...) für den Einsatz in unseren Geräten geeignet.Nur geeignetes Original-Kühlmittel des Herstellers verwenden.Original-Kühlmittel des Herstellers nicht mit anderen Kühlmitteln mischen.Nur Systemkomponenten des Herstellers an den Kühlkreislauf anschließen.Kommt es bei Verwendung anderer Systemkomponenten oder anderer Kühl-mittel zu Schäden, haftet der Hersteller hierfür nicht und sämtliche Gewähr-leistungsansprüche erlöschen.Cooling Liquid FCL 10/20 ist nicht entzündlich. Das ethanolbasierende Kühl-mittel ist unter bestimmten Voraussetzungen entzündlich. Das Kühlmittel nur in geschlossenen Original-Gebinden transportieren und von Zündquellen fernhaltenAusgedientes Kühlmittel den nationalen und internationalen Vorschriften ent-sprechend fachgerecht entsorgen. Das Kühlmittel Sicherheits-Datenblatt er-halten Sie bei Ihrer Service-Stelle oder über die Homepage des Herstellers.Bei abgekühlter Anlage vor jedem Schweißbeginn den Kühlmittel-Stand prü-fen.
18
DE
Inbetriebnahme,Wartung und In-standsetzung
Sicherheitstech-nische Überprü-fung
Entsorgung
Bei fremdbezogenen Teilen ist nicht gewährleistet, dass sie beanspruchungs- und sicherheitsgerecht konstruiert und gefertigt sind.- Nur Original-Ersatz- und Verschleißteile verwenden (gilt auch für Norm-
teile).- Ohne Genehmigung des Herstellers keine Veränderungen, Ein- oder Um-
bauten am Gerät vornehmen.- Bauteile in nicht einwandfreiem Zustand sofort austauschen.- Bei Bestellung genaue Benennung und Sachnummer laut Ersatzteilliste,
sowie Seriennummer Ihres Gerätes angeben.Die Gehäuseschrauben stellen die Schutzleiter-Verbindung für die Erdung der Gehäuseteile dar.Immer Original-Gehäuseschrauben in der entsprechenden Anzahl mit dem angegebenen Drehmoment verwenden.
Der Hersteller empfiehlt, mindestens alle 12 Monate eine sicherheitstechni-sche Überprüfung am Gerät durchführen zu lassen.Innerhalb desselben Intervalles von 12 Monaten empfiehlt der Hersteller eine Kalibrierung von Stromquellen.Eine sicherheitstechnische Überprüfung durch eine geprüfte Elektro-Fach-kraft wird empfohlen- nach Veränderung- nach Ein- oder Umbauten- nach Reparatur, Pflege und Wartung- mindestens alle zwölf Monate.Für die sicherheitstechnische Überprüfung die entsprechenden nationalen und internationalen Normen und Richtlinien befolgen.Nähere Informationen für die sicherheitstechnische Überprüfung und Kalibrie-rung erhalten Sie bei Ihrer Service-Stelle. Diese stellt Ihnen auf Wunsch die erforderlichen Unterlagen zur Verfügung.
Werfen Sie dieses Gerät nicht in den Hausmüll! Gemäß Europäischer Richtli-nie über Elektro- und Elektronik-Altgeräte und Umsetzung in nationales Recht, müssen verbrauchte Elektrowerkzeuge getrennt gesammelt und einer um-weltgerechten Wiederverwertung zugeführt werden. Stellen Sie sicher, dass Sie Ihr gebrauchtes Gerät bei Ihrem Händler zurückgeben oder holen Sie In-formationen über ein lokales, autorisiertes Sammel- und Entsorgungssystem ein. Ein Ignorieren dieser EU-Direktive kann zu potentiellen Auswirkungen auf die Umwelt und Ihre Gesundheit führen!
19
Sicherheitskenn-zeichnung
Datensicherheit
Urheberrecht
Geräte mit CE-Kennzeichnung erfüllen die grundlegenden Anforderungen der Niederspannungs- und Elektromagnetischen Verträglichkeits-Richtlinie (z.B. relevante Produktnormen der Normenreihe EN 60 974).
Fronius International GmbH erklärt, dass das Gerät der Richtlinie 2014/53/EU entspricht. Der vollständige Text der EU-Konformitätserklärung ist unter der folgenden Internet-Adresse verfügbar: http://www.fronius.comMit dem CSA-Prüfzeichen gekennzeichnete Geräte erfüllen die Anforderun-gen der relevanten Normen für Kanada und USA.
Für die Datensicherung von Änderungen gegenüber den Werkseinstellungen ist der Anwender verantwortlich. Im Falle gelöschter persönlicher Einstellun-gen haftet der Hersteller nicht.
Das Urheberrecht an dieser Bedienungsanleitung verbleibt beim Hersteller.Text und Abbildungen entsprechen dem technischen Stand bei Drucklegung. Änderungen vorbehalten. Der Inhalt der Bedienungsanleitung begründet kei-nerlei Ansprüche seitens des Käufers. Für Verbesserungsvorschläge und Hin-weise auf Fehler in der Bedienungsanleitung sind wir dankbar.
20
Allgemeine Informationen

DE
Allgemeines
Gerätekonzept
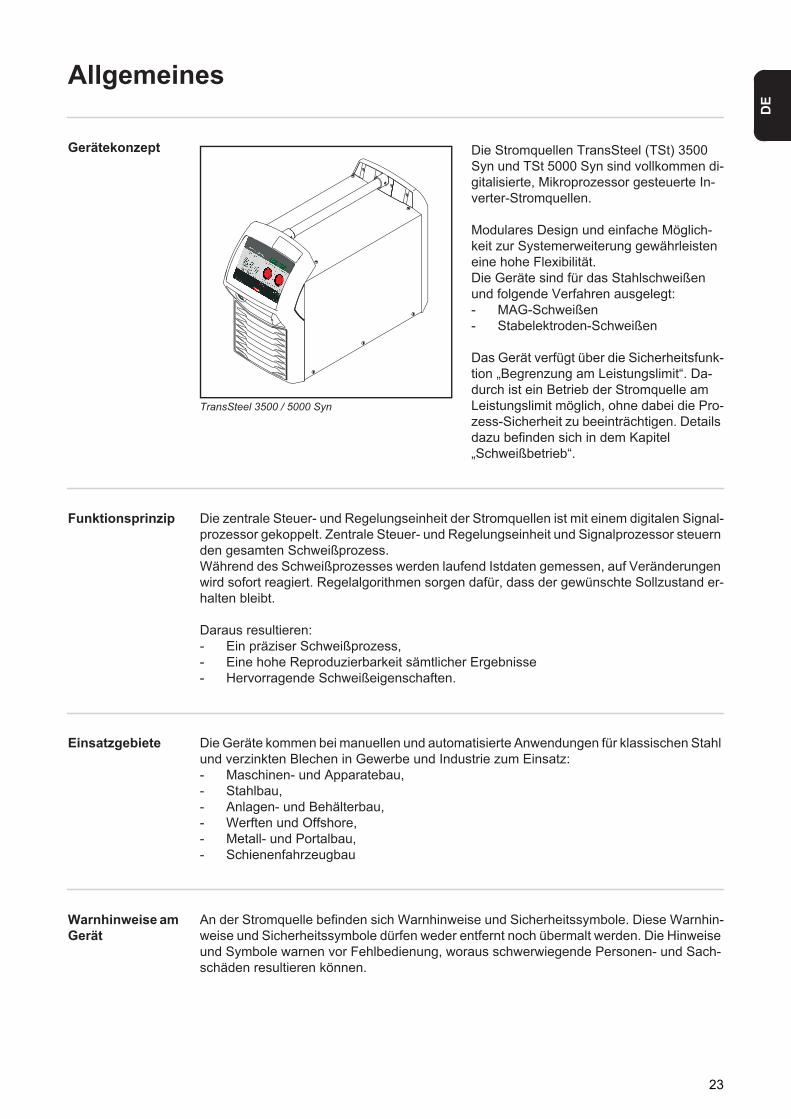
TransSteel 3500 / 5000 Syn
Die Stromquellen TransSteel (TSt) 3500 Syn und TSt 5000 Syn sind vollkommen di-gitalisierte, Mikroprozessor gesteuerte In-verter-Stromquellen.
Modulares Design und einfache Möglich-keit zur Systemerweiterung gewährleisten eine hohe Flexibilität. Die Geräte sind für das Stahlschweißen und folgende Verfahren ausgelegt:- MAG-Schweißen- Stabelektroden-Schweißen
Das Gerät verfügt über die Sicherheitsfunk-tion „Begrenzung am Leistungslimit“. Da-durch ist ein Betrieb der Stromquelle am Leistungslimit möglich, ohne dabei die Pro-zess-Sicherheit zu beeinträchtigen. Details dazu befinden sich in dem Kapitel „Schweißbetrieb“.
Funktionsprinzip Die zentrale Steuer- und Regelungseinheit der Stromquellen ist mit einem digitalen Signal-prozessor gekoppelt. Zentrale Steuer- und Regelungseinheit und Signalprozessor steuern den gesamten Schweißprozess.Während des Schweißprozesses werden laufend Istdaten gemessen, auf Veränderungen wird sofort reagiert. Regelalgorithmen sorgen dafür, dass der gewünschte Sollzustand er-halten bleibt.
Daraus resultieren:- Ein präziser Schweißprozess,- Eine hohe Reproduzierbarkeit sämtlicher Ergebnisse- Hervorragende Schweißeigenschaften.
Einsatzgebiete Die Geräte kommen bei manuellen und automatisierte Anwendungen für klassischen Stahl und verzinkten Blechen in Gewerbe und Industrie zum Einsatz:- Maschinen- und Apparatebau,- Stahlbau,- Anlagen- und Behälterbau,- Werften und Offshore,- Metall- und Portalbau,- Schienenfahrzeugbau
Warnhinweise am Gerät
An der Stromquelle befinden sich Warnhinweise und Sicherheitssymbole. Diese Warnhin-weise und Sicherheitssymbole dürfen weder entfernt noch übermalt werden. Die Hinweise und Symbole warnen vor Fehlbedienung, woraus schwerwiegende Personen- und Sach-schäden resultieren können.
23
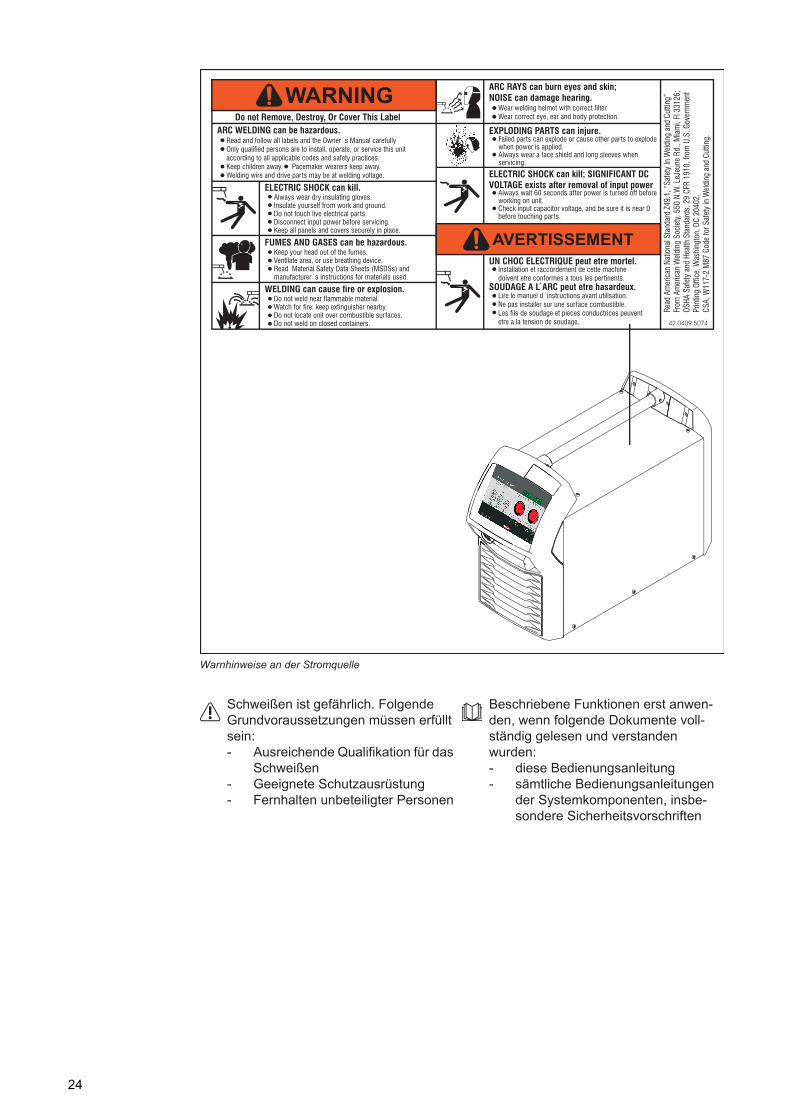
Warnhinweise an der Stromquelle
Schweißen ist gefährlich. Folgende Grundvoraussetzungen müssen erfüllt sein:- Ausreichende Qualifikation für das
Schweißen- Geeignete Schutzausrüstung- Fernhalten unbeteiligter Personen
Beschriebene Funktionen erst anwen-den, wenn folgende Dokumente voll-ständig gelesen und verstanden wurden:- diese Bedienungsanleitung- sämtliche Bedienungsanleitungen
der Systemkomponenten, insbe-sondere Sicherheitsvorschriften
24
DE
Schweißverfahren, Prozesse und Schweiß-Kennlini-en für das MIG/MAG-Schweißen
Allgemeines Um unterschiedlichste Materialien effektiv verarbeiten zu können, stehen an der Strom-quelle verschiedene Schweißverfahren, Prozesse und Schweiß-Kennlinien zur Verfügung.
Schweiß-Kennli-nien
Kurzbeschrei-bung des MIG/MAG Standard-Synergic Schwei-ßens
MIG/MAG Standard-Synergic
Das MIG/MAG Standard-Synergic Schweißen ist ein MIG/MAG-Schweißprozess über den gesamten Leistungsbereich der Stromquelle mit folgenden Lichtbogenformen:
KurzlichtbogenDer Tropfenübergang erfolgt im Kurzschluss im unteren Leistungsbereich.
ÜbergangslichtbogenDer Schweißtropfen vergrößert sich am Ende der Drahtelektrode und wird im mittleren Leistungsbereich noch im Kurzschluss übergeben.
SprühlichtbogenIm hohen Leistungsbereich erfolgt ein kurzschlussfreier Materialübergang.
Je nach Schweißprozess und Schutzgas-Kombination stehen bei der Auswahl des Zu-satzmaterials verschiedene Prozess-optimierte Schweiß-Kennlinien zur Verfügung.Die ergänzende Kennzeichnung zum Schweißprozess gibt Auskunft über besondere Ei-genschaften und die Verwendung der Schweiß-Kennlinie:
Besondere Eigenschaften der Schweiß-Kennlinien:Steel Kennlinien für konventionelle SchweißaufgabenSteel root Kennlinien für Wurzelschweißungen mit druckvollem LichtbogenSteel dynamic Kennlinien für hohe Schweißgeschwindigkeiten mit konzentriertem
Lichtbogen
25
Systemkomponenten
Allgemeines Die Stromquellen können mit verschiedenen Systemkomponenten und Optionen betrie-ben werden. Je nach Einsatzgebiet der Stromquellen können dadurch Abläufe optimiert, Handhabungen oder Bedienung vereinfacht werden.
Sicherheit
Übersicht
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Do-kumente vollständig gelesen und verstanden wurden:- diese Bedienungsanleitung- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
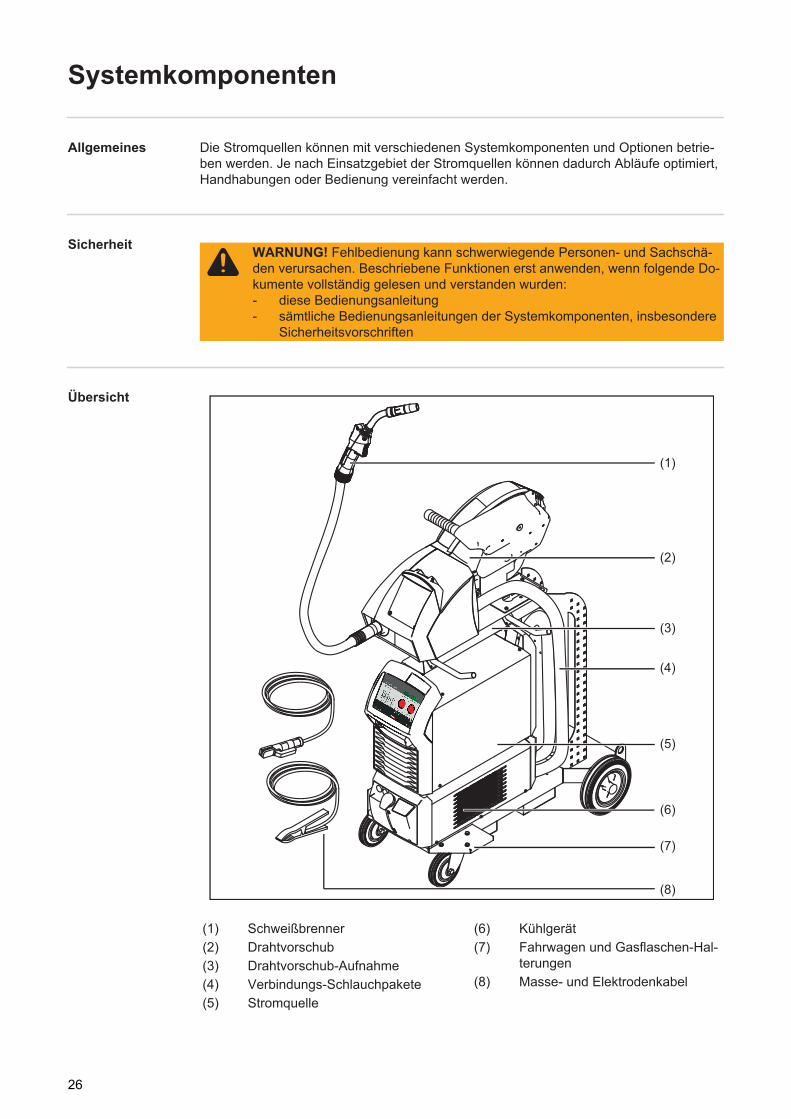
(1) Schweißbrenner(2) Drahtvorschub(3) Drahtvorschub-Aufnahme(4) Verbindungs-Schlauchpakete(5) Stromquelle
(6) Kühlgerät(7) Fahrwagen und Gasflaschen-Hal-
terungen(8) Masse- und Elektrodenkabel
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
26
DE
Optionen
Allgemeines Die folgend angeführten Optionen sind für alle Varianten der Stromquellen verfügbar.
Automaten-Inter-face
Das Automaten-Interface dient zur Verbindung der Stromquelle mit der Automaten-Steue-rung. Folgende Signale können über das Automaten-Interface übertragen werden:
Signaleingang: Schweißstart / Schweißende- Signaleingang für einen potentialfreien Kontakt (Taster, Relais,...) zwischen Pin X1:1
und Pin X1:2- der Signaleingang der Automaten-Steuerung wird von der Stromquelle wie ein Signal-
eingang eines Schweißbrenners verarbeitet - auf richtige Einstellung der Betriebsart achten (2 Takt- oder 4-Taktbetrieb)
- Für optimale Signalübertragung Gold beschichtete Kontakte verwenden
Signalausgang: Stromfluss-Signal- Potentialfreier Kontakt zwischen Pin X 1:3 und Pin X 1:4
Anschluss CO2 Gasvorwärmer
Am Anschluss CO2 Gasvorwärmer können externe Gasvorwärmer für Gas-Druckminderer angeschlossen werden. Die Gasvorwärmer werden mit 36 V versorgt.
Die Leistung der Gasvorwärmer darf 150 W nicht überschreiten. Die Versorgung der Gasvorwärmer ist gegen Überlast- und Kurzschluss gesichert.
HINWEIS! Das Automaten-Interface stellt eine Funktionstrennung zum Schweiß-Stromkreis mit maximal 500 V DC zur Verfügung. Für eine sichere Funktionstren-nung zum Schweiß-Stromkreis Relais mit einer Isolationsspannung größer als 1500 V DC verwenden.
Technische Daten Signaleingang Schweißstart / SchweißendeUmaxAC 5 VImax 4 mA
Technische Daten Signalausgang Stromfluss-SignalUmax 24 VImax 20 mA
HINWEIS! Gasvorwärmer werden nur während des Schweißbetriebes mit Span-nung versorgt.
Technische DatenUA 36 VACPA, max 150 W
27
Schlüsselschalter Um versehentliche Einstellungsänderungen am Bedienpanel zu verhindern, ist für die Stromquelle die Option Schlüsselschalter verfügbar. Befindet sich der Schlüsselschalter in waagrechter Position, - sind keine Einstellungen am Bedienpanel möglich,- sind lediglich Parametereinstellungen abrufbar,- ist das Abrufen jeder belegten Speichertaste möglich, sofern zum Zeitpunkt des Sper-
rens eine belegte Speichertaste angewählt war.
Tastensperre aktiviert:am Display wird „CLO | SEd“ angezeigt
Tastensperre deaktiviert:am Display wird „OP | En“ angezeigt
VRD: Sicherheits-funktion
Voltage Reduction Device (VRD) ist eine optionale Sicherheitseinrichtung zur Spannungs-reduzierung. Sie wird für Umgebungen empfohlen, bei denen das Risiko eines elektrischen Schlages oder elektrischen Unfalles durch Lichtbogen-Schweißen wesentlich erhöht wird:- Durch einen niedrigen Körperwiderstand des Schweißers- Wenn der Schweißer einem deutlichen Risiko ausgesetzt ist, das Werkstück oder an-
dere Teile des Schweißkreises zu berühren
Ein niedriger Körperwiderstand ist wahrscheinlich bei:- Wasser in der Umgebung- Feuchtigkeit- Hitze, insbesondere bei Umgebungstemperaturen von über 32 °C (89.6 °F)
An nassen, feuchten oder heißen Orten kann Feuchtigkeit oder Schweiß den Hautwider-stand, sowie den Isolationswiderstand von Schutzausrüstung und Kleidung wesentlich re-duzieren.
Solche Umgebungen können sein:- Provisorische Dammbauwerke zum Trockenlegen bestimmter Bereiche eines Baufel-
des während der Bauzeit (Kofferdämme)- Gräben- Bergwerke- Regen- teilweise von Wasser überdeckte Bereiche- Spritzwasser-Zonen
Die Option VRD verringert die Spannung zwischen Elektrode und Werkstück. Im sicheren Zustand leuchtet die Anzeige für das aktuell angewählte Schweißverfahren permanent. Der sichere Zustand ist wie folgt definiert:- Im Leerlauf ist die Ausgangsspannung auf maximal 35 V begrenzt.
Solange der Schweißbetrieb aktiv ist (Schweißkreis-Widerstand < 200 Ohm), blinkt die An-zeige des aktuell angewählten Schweißverfahrens, und die Ausgangsspannung kann 35 V überschreiten.
28
DE
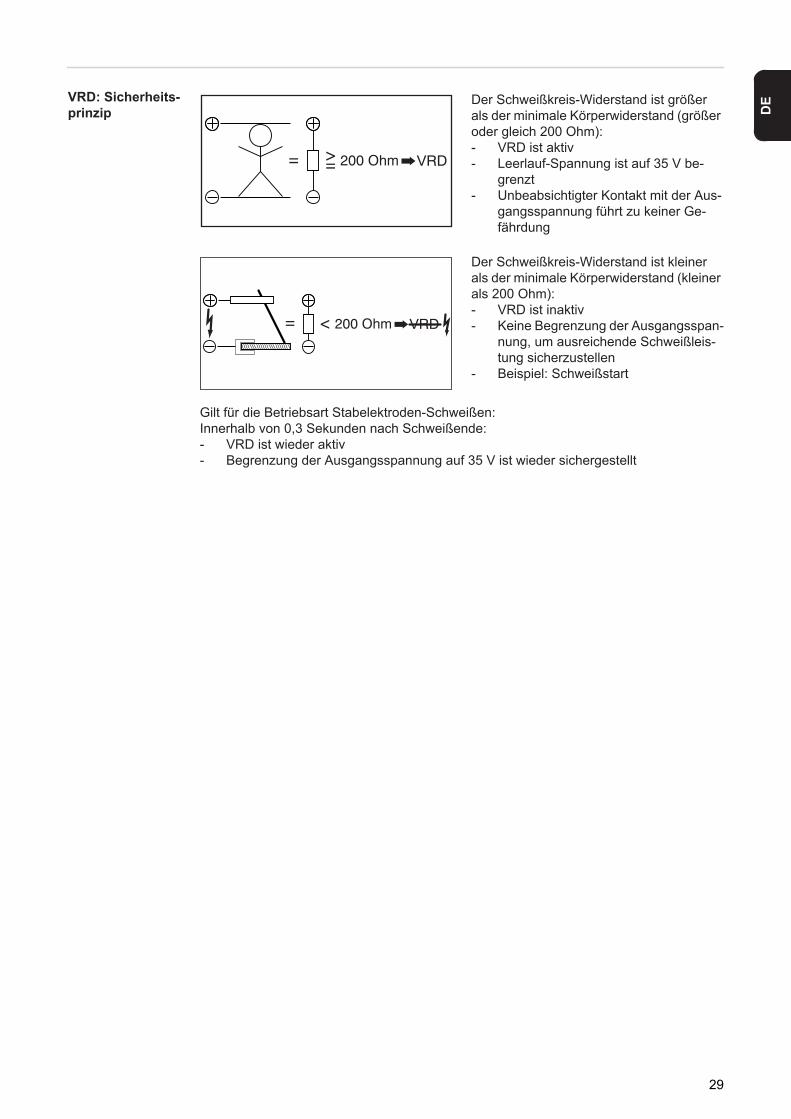
VRD: Sicherheits-prinzipDer Schweißkreis-Widerstand ist größer als der minimale Körperwiderstand (größer oder gleich 200 Ohm):- VRD ist aktiv- Leerlauf-Spannung ist auf 35 V be-
grenzt- Unbeabsichtigter Kontakt mit der Aus-
gangsspannung führt zu keiner Ge-fährdung
Der Schweißkreis-Widerstand ist kleiner als der minimale Körperwiderstand (kleiner als 200 Ohm):- VRD ist inaktiv- Keine Begrenzung der Ausgangsspan-
nung, um ausreichende Schweißleis-tung sicherzustellen
- Beispiel: Schweißstart
Gilt für die Betriebsart Stabelektroden-Schweißen:Innerhalb von 0,3 Sekunden nach Schweißende:- VRD ist wieder aktiv- Begrenzung der Ausgangsspannung auf 35 V ist wieder sichergestellt
29

30
Bedienelemente und Anschlüsse

DE
Bedienpanel Synergic
Allgemeines Das Bedienpanel ist hinsichtlich der Funktionen logisch aufgebaut. Die einzelnen für die Schweißung notwendigen Parameter lassen sich einfach mittels Tasten anwählen und- mittels Tasten oder mit dem Einstellrad verändern- während der Schweißung an der Digitalanzeige anzeigen
Auf Grund der Synergic-Funktion werden bei einer einzelnen Parameteränderung auch alle anderen Parameter miteingestellt.
Mit dem Bedienpanel Synergic errechnet die Stromquelle anhand allgemeiner Angaben, wie Blechdicke, Zusatzwerkstoff, Drahtdurchmesser und Schutzgas, die optimale Einstel-lung der Schweißparameter. Dadurch wird gespeichertes Expertenwissen jederzeit nutz-bar gemacht. Manuelle Korrekturen können immer vorgenommen werden. Ebenso unterstützt das Bedienpanel Synergic das rein manuelle Einstellen der Parameter.
Sicherheit
HINWEIS! Auf Grund von Software-Aktualisierungen können Funktionen an Ih-rem Gerät verfügbar sein, die in dieser Bedienungsanleitung nicht beschrieben sind oder umgekehrt. Zudem können sich einzelne Abbildungen geringfügig von den Bedienelementen an Ihrem Gerät unterscheiden. Die Funktionsweise dieser Bedienelemente ist jedoch identisch.
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Do-kumente vollständig gelesen und verstanden wurden:- diese Bedienungsanleitung- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
33
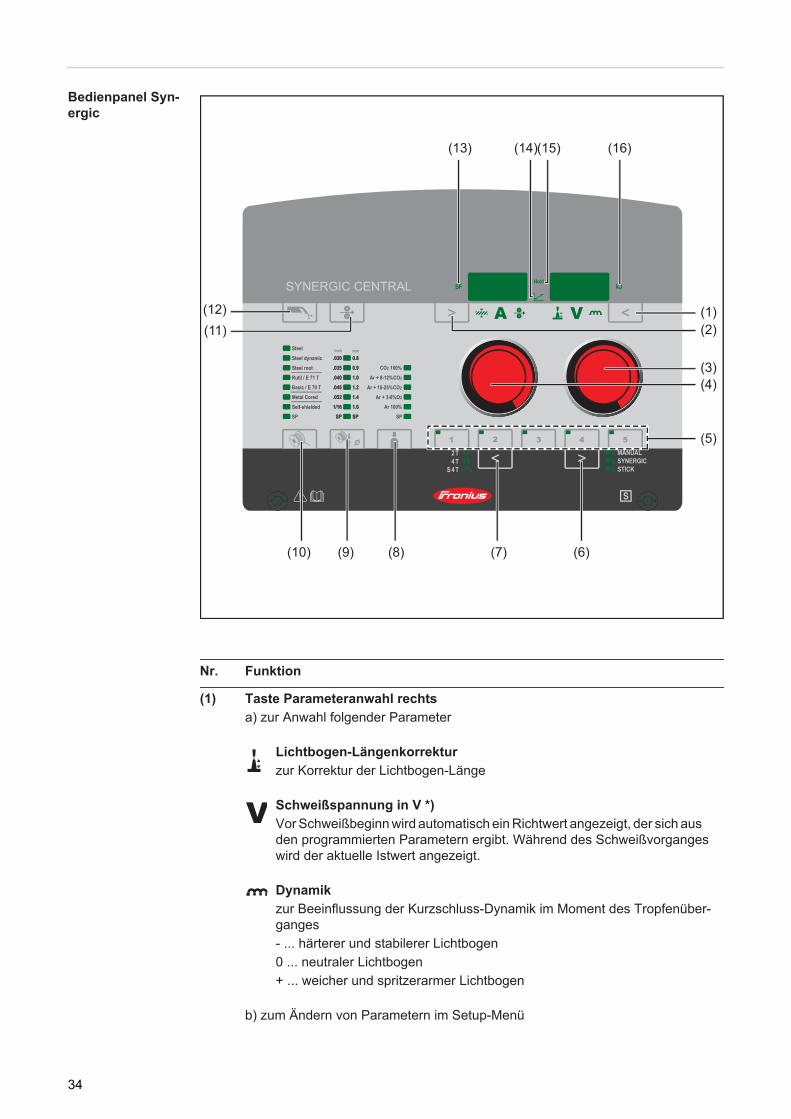
Bedienpanel Syn-ergic
Nr. Funktion
(1) Taste Parameteranwahl rechtsa) zur Anwahl folgender Parameter
Lichtbogen-Längenkorrekturzur Korrektur der Lichtbogen-Länge
Schweißspannung in V *)Vor Schweißbeginn wird automatisch ein Richtwert angezeigt, der sich aus den programmierten Parametern ergibt. Während des Schweißvorganges wird der aktuelle Istwert angezeigt.
Dynamikzur Beeinflussung der Kurzschluss-Dynamik im Moment des Tropfenüber-ganges- ... härterer und stabilerer Lichtbogen0 ... neutraler Lichtbogen+ ... weicher und spritzerarmer Lichtbogen
b) zum Ändern von Parametern im Setup-Menü
(1)(2)
(3)(4)
(5)
(6)(7)
(14)(13)
(12)(11)
(10) (8)(9)
(15) (16)
34
DE
(2) Taste Parameteranwahl linksa) zur Anwahl folgender Parameter
BlechdickeBlechdicke in mm oder in.Ist beispielsweise der zu wählende Schweißstrom nicht bekannt, genügt die Angabe der Blechdicke, und der erforderliche Schweißstrom sowie die ande-ren mit *) gekennzeichneten Parameter werden automatisch mit eingestellt.
Schweißstrom *)Schweißstrom in AVor Schweißbeginn wird automatisch ein Richtwert angezeigt, der sich aus den programmierten Parametern ergibt. Während des Schweißvorganges wird der aktuelle Istwert angezeigt.
Drahtgeschwindgkeit *)
Drahtgeschwindigkeit in m/min oder ipm.
b) zum Ändern von Parametern im Setup-Menü
(3) Einstellrad rechtszum Ändern der Parameter Lichtbogen-Längenkorrektur, Schweißspannung und Dynamikzum Ändern von Parametern im Setup-Menü
(4) Einstellrad linkszum Ändern der Parameter Blechdicke, Schweißstrom und Drahtgeschwindigkeitzum Anwählen von Parametern im Setup-Menü
(5) Speichertasten (Easy Job)zum Speichern von bis zu 5 Arbeitspunkten
(6) Taste Verfahren **)
zur Anwahl des Verfahrens MANUAL - MIG/MAG Standard-Manuell Schweißen SYNERGIC - MIG/MAG Standard-Synergic Schweißen STICK - Stabelektroden-Schweißen
(7) Taste Betriebsartzur Anwahl der Betriebsart
2 T - 2-Takt Betrieb 4 T - 4-Takt Betrieb S 4 T - Sonder 4-Takt Betrieb
(8) Taste SchutzgasZur Anwahl des verwendeten Schutzgases. Der Parameter SP ist für zusätzliche Schutzgase vorgesehen.
Bei angewähltem Schutzgas leuchtet die LED hinter dem entsprechenden Schutz-gas.
(9) Taste DrahtdurchmesserZur Anwahl des verwendeten Drahtdurchmessers. Der Parameter SP ist für zu-sätzliche Drahtdurchmesser vorgesehen.
Bei angewähltem Drahtdurchmesser leuchtet die LED hinter dem entsprechenden Drahtdurchmesser.
35
(10) Taste MaterialartZur Anwahl des verwendeten Zusatzwerkstoffes. Der Parameter SP ist für zusätz-liche Werkstoffe vorgesehen.
Bei angewählter Materialart leuchtet die LED hinter dem entsprechenden Zusatz-werkstoff.
(11) Taste Draht einfädelnTaste drücken und halten:Gasloses Draht einfädeln in das Schweißbrenner-Schlauchpaket
Während die Taste gehalten wird, arbeitet der Drahtantrieb mit Drahteinfädel-Ge-schwindigkeit.
(12) Taste GasprüfenEinstellen der benötigten Gasmenge am Druckminderer.
Taste einmal antippen: Schutzgas strömt ausTaste erneut antippen: Schutzgas-Strömung stoppt
Wird die Taste Gasprüfen nicht erneut angetippt, stoppt die Schutzgas-Strömung nach 30 s.
(13) SF - Anzeige Punktieren / Intervallleuchtet, wenn beim Setup-Parameter Punktierzeit / Intervall-Schweißzeit (SPt) ein Wert eingestellt ist (die Betriebsart Punktieren oder Intervall-Schweißen ist ak-tiviert)
(14) Anzeige ÜbergangslichtbogenZwischen Kurzlichtbogen und Sprühlichtbogen entsteht ein Spritzer-behafteter Übergangslichtbogen. Um auf diesen kritischen Bereich hinzuweisen, leuchtet die Anzeige Übergangslichtbogen.
(15) Anzeige HOLDBei jedem Schweißende werden die aktuellen Istwerte von Schweißstrom und Schweißspannung gespeichert - die Anzeige HOLD leuchtet.
(16) Real Energy Inputzum Anzeigen der Energie, welche in die Schweißung eingebracht wurde.
Die Anzeige des Real Energy Input muss im Setup-Menü Ebene 2 aktiviert werden - Parameter EnE. Während des Schweißens erhöht sich der Wert laufend, entspre-chend des sich ständig erhöhenden Energieeintrages. Bis zum nächsten Schweiß-start oder erneuten Einschalten der Stromquelle bleibt der endgültige Wert nach Schweißende gespeichert - die Anzeige HOLD leuchtet.
*) Ist einer dieser Parameter angewählt, sind bei dem Verfahren MIG/MAG Standard-Synergic Schweißen auf Grund der Synergic-Funktion automatisch auch alle an-deren Parameter sowie der Parameter Schweißspannung mit eingestellt.
**) In Verbindung mit der Option VRD dient die Anzeige des momentan angewählten Schweißverfahrens gleichzeitig als Zustandsanzeige:- Die Anzeige leuchtet permanent: Die Spannungsreduzierung (VRD) ist aktiv
und begrenzt die Ausgangsspannung auf weniger als 35 V.- Die Anzeige blinkt sobald ein Schweißvorgang stattfindet, wodurch die Aus-
gangsspannung größer als 35 V sein kann.
36
DE
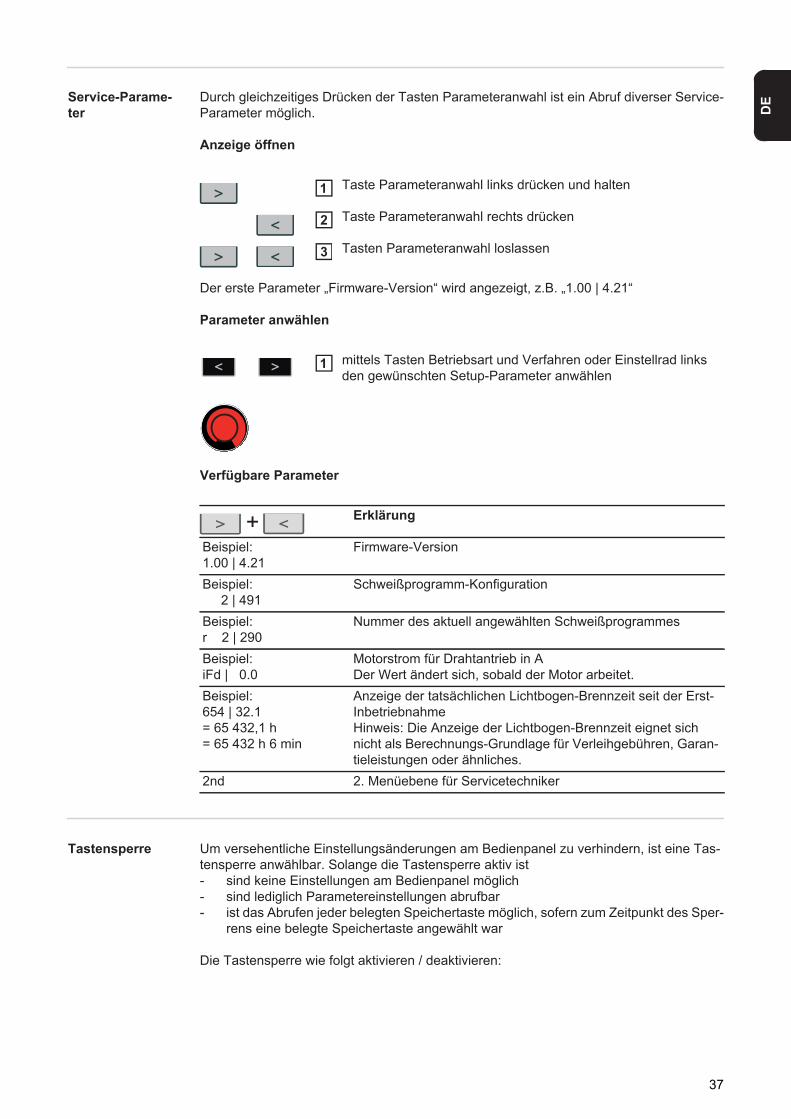
Service-Parame-terDurch gleichzeitiges Drücken der Tasten Parameteranwahl ist ein Abruf diverser Service-Parameter möglich.
Anzeige öffnen
Der erste Parameter „Firmware-Version“ wird angezeigt, z.B. „1.00 | 4.21“
Parameter anwählen
Verfügbare Parameter
Tastensperre Um versehentliche Einstellungsänderungen am Bedienpanel zu verhindern, ist eine Tas-tensperre anwählbar. Solange die Tastensperre aktiv ist- sind keine Einstellungen am Bedienpanel möglich- sind lediglich Parametereinstellungen abrufbar- ist das Abrufen jeder belegten Speichertaste möglich, sofern zum Zeitpunkt des Sper-
rens eine belegte Speichertaste angewählt war
Die Tastensperre wie folgt aktivieren / deaktivieren:
Taste Parameteranwahl links drücken und halten
Taste Parameteranwahl rechts drücken
Tasten Parameteranwahl loslassen
mittels Tasten Betriebsart und Verfahren oder Einstellrad links den gewünschten Setup-Parameter anwählen
1
2
3
1
Erklärung
Beispiel:1.00 | 4.21
Firmware-Version
Beispiel: 2 | 491
Schweißprogramm-Konfiguration
Beispiel:r 2 | 290
Nummer des aktuell angewählten Schweißprogrammes
Beispiel:iFd | 0.0
Motorstrom für Drahtantrieb in ADer Wert ändert sich, sobald der Motor arbeitet.
Beispiel:654 | 32.1= 65 432,1 h= 65 432 h 6 min
Anzeige der tatsächlichen Lichtbogen-Brennzeit seit der Erst-InbetriebnahmeHinweis: Die Anzeige der Lichtbogen-Brennzeit eignet sich nicht als Berechnungs-Grundlage für Verleihgebühren, Garan-tieleistungen oder ähnliches.
2nd 2. Menüebene für Servicetechniker
37

Tastensperre aktiviert:An den Anzeigen erscheint die Meldung „CLO | SEd“.
Tastensperre deaktiviert:An den Anzeigen erscheint die Meldung „OP | En“.
Die Tastensperre kann auch über die Option Schlüsselschalter aktiviert und deaktiviert werden.
Taste Betriebsart drücken und halten
Taste Parameteranwahl rechts drücken
Tasten Betriebsart und Parameteranwahl loslassen
1
2
3
38
DE
Anschlüsse, Schalter und mechanische Komponen-ten
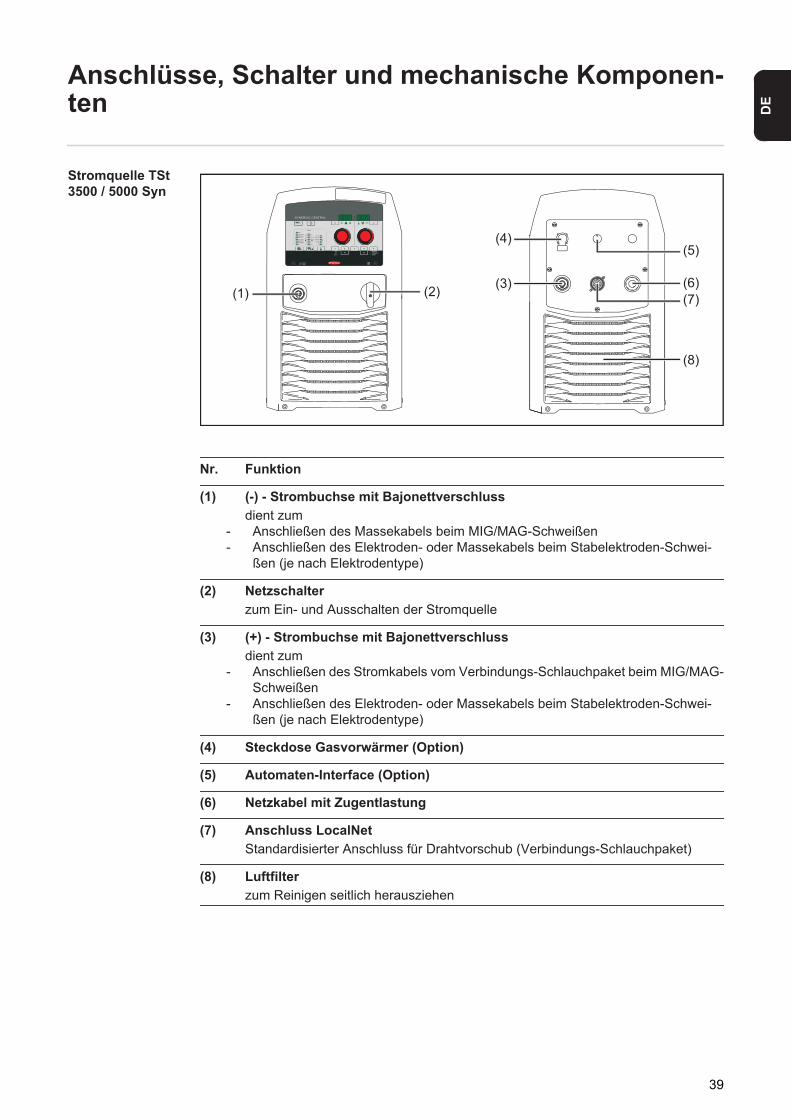
Stromquelle TSt 3500 / 5000 Syn
Nr. Funktion
(1) (-) - Strombuchse mit Bajonettverschlussdient zum
- Anschließen des Massekabels beim MIG/MAG-Schweißen- Anschließen des Elektroden- oder Massekabels beim Stabelektroden-Schwei-
ßen (je nach Elektrodentype)
(2) Netzschalterzum Ein- und Ausschalten der Stromquelle
(3) (+) - Strombuchse mit Bajonettverschlussdient zum
- Anschließen des Stromkabels vom Verbindungs-Schlauchpaket beim MIG/MAG-Schweißen
- Anschließen des Elektroden- oder Massekabels beim Stabelektroden-Schwei-ßen (je nach Elektrodentype)
(4) Steckdose Gasvorwärmer (Option)
(5) Automaten-Interface (Option)
(6) Netzkabel mit Zugentlastung
(7) Anschluss LocalNetStandardisierter Anschluss für Drahtvorschub (Verbindungs-Schlauchpaket)
(8) Luftfilterzum Reinigen seitlich herausziehen
(1) (2) (3)
(4)
(6)(7)
(8)
(5)
39
40
Installation und Inbetriebnahme

DE
Mindestausstattung für den Schweißbetrieb
Allgemeines Je nach Schweißverfahren ist eine bestimmte Mindestausstattung erforderlich, um mit der Stromquelle zu arbeiten.Im Anschluss werden die Schweißverfahren und die entsprechende Mindestausstattung für den Schweißbetrieb beschrieben.
MIG/MAG-Schweißen gas-gekühlt
- Stromquelle- Massekabel- MIG/MAG-Schweißbrenner, gasgekühlt- Gasanschluss (Schutzgas-Versorgung)- Drahtvorschub (VR 5000 Remote)- Verbindungs-Schlauchpaket- Drahtelektrode
MIG/MAG-Schweißen was-sergekühlt
- Stromquelle- Kühlgerät- Massekabel- MIG/MAG-Schweißbrenner, wassergekühlt- Gasanschluss (Schutzgas-Versorgung)- Drahtvorschub (VR 5000 Remote)- Option Wasserkühlung (für VR 5000 Remote)- Verbindungs-Schlauchpaket, wassergekühlt- Drahtelektrode
Stabelektroden-Schweißen
- Stromquelle- Massekabel- Elektrodenhalter- Stabelektroden
43
Vor Installation und Inbetriebnahme
Sicherheit
Bestimmungsge-mäße Verwen-dung
Die Stromquelle ist ausschließlich zum MIG/MAG- und Stabelektroden-Schweißen be-stimmt.Eine andere oder darüber hinausgehende Benutzung gilt als nicht bestimmungsgemäß.Für hieraus entstehende Schäden haftet der Hersteller nicht.
Zur bestimmungsgemäßen Verwendung gehört auch- das Beachten aller Hinweise aus der Bedienungsanleitung- die Einhaltung der Inspektions- und Wartungsarbeiten
Aufstellbestim-mungen
Das Gerät ist nach Schutzart IP23 geprüft, das bedeutet:- Schutz gegen Eindringen fester Fremdkörper größer ø 12 mm (0.49 in.)- Schutz gegen Sprühwasser bis zu einem Winkel von 60° zur Senkrechten
Das Gerät kann gemäß Schutzart IP23 im Freien aufgestellt und betrieben werden.Unmittelbare Nässeeinwirkung (z.B. durch Regen) ist zu vermeiden.
Der Lüftungskanal stellt eine wesentliche Sicherheitseinrichtung dar. Bei der Wahl des Aufstellorts ist zu beachten, dass die Kühlluft ungehindert durch die Luftschlitze an Vorder- und Rückseite ein- oder austreten kann. Anfallender elektrisch leitender Staub (z.B. bei Schleifarbeiten) darf nicht in das Gerät gesaugt werden.
Netzanschluss Die Geräte sind für die am Leistungsschild angegebene Netzspannung ausgelegt. Sind Netzkabel oder Netzstecker bei Ihrer Geräteausführung nicht angebracht, müssen diese den nationalen Normen entsprechend montiert werden. Die Absicherung der Netzzulei-tung ist den Technischen Daten zu entnehmen.
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Do-kumente vollständig gelesen und verstanden wurden:- diese Bedienungsanleitung- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
WARNUNG! Ein elektrischer Schlag kann tödlich sein. Ist das Gerät während der Installation am Netz angesteckt, besteht die Gefahr schwerwiegender Personen- und Sachschäden. Sämtliche Arbeiten am Gerät nur durchführen, wenn- der Netzschalter in Stellung - O - ist,- das Gerät vom Netz getrennt ist.
WARNUNG! Umstürzende oder herabfallende Geräte können Lebensgefahr be-deuten. Geräte auf ebenem und festem Untergrund standsicher aufstellen.
VORSICHT! Gefahr einer Beschädigung des Gerätes durch elektrisch leitenden Staub. Der Luftfilter stellt eine wesentliche Sicherheitseinrichtung dar, um die Schutzart IP23 zu erreichen. Für den Betrieb des Gerätes immer den Luftfilter montieren.
44

DE
HINWEIS! Nicht ausreichend dimensionierte Elektroinstallation kann zu schwer-wiegenden Sachschäden führen. Die Netzzuleitung sowie deren Absicherung sind entsprechend der vorhandenen Stromversorgung auszulegen. Es gelten die Technischen Daten auf dem Leistungsschild.
45
Netzkabel anschließen
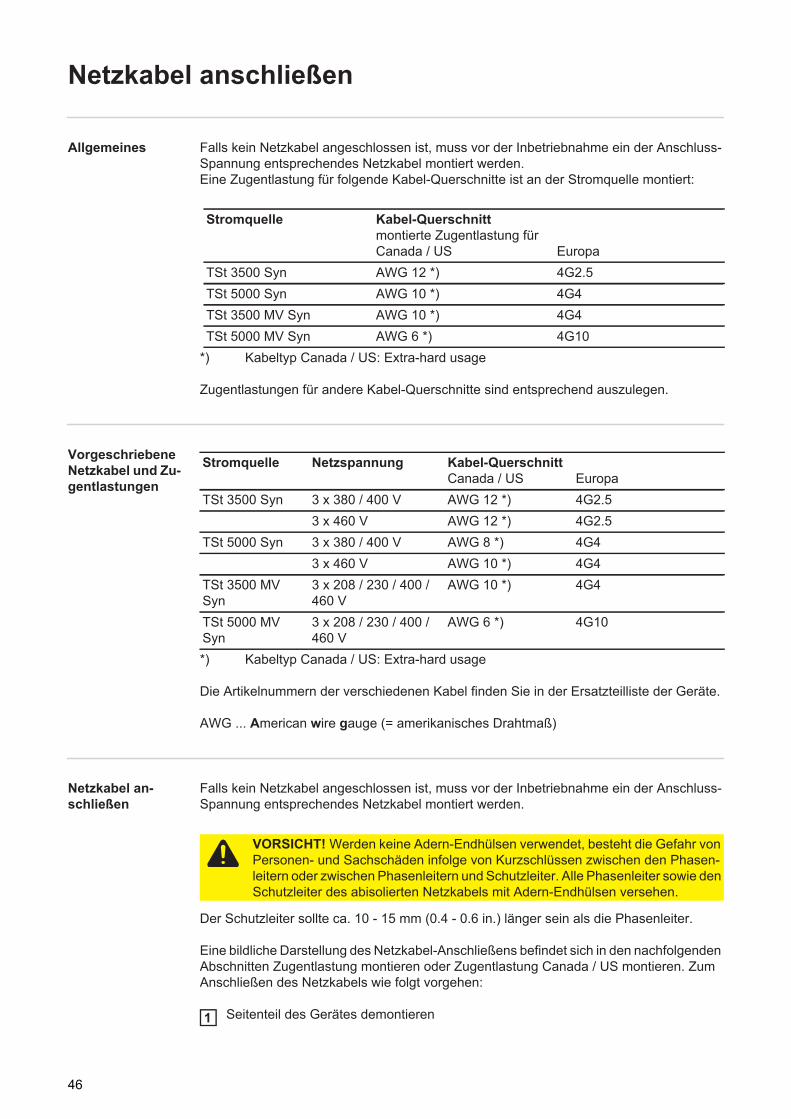
Allgemeines Falls kein Netzkabel angeschlossen ist, muss vor der Inbetriebnahme ein der Anschluss-Spannung entsprechendes Netzkabel montiert werden. Eine Zugentlastung für folgende Kabel-Querschnitte ist an der Stromquelle montiert:
*) Kabeltyp Canada / US: Extra-hard usage
Zugentlastungen für andere Kabel-Querschnitte sind entsprechend auszulegen.
Vorgeschriebene Netzkabel und Zu-gentlastungen
*) Kabeltyp Canada / US: Extra-hard usage
Die Artikelnummern der verschiedenen Kabel finden Sie in der Ersatzteilliste der Geräte.
AWG ... American wire gauge (= amerikanisches Drahtmaß)
Netzkabel an-schließen
Falls kein Netzkabel angeschlossen ist, muss vor der Inbetriebnahme ein der Anschluss-Spannung entsprechendes Netzkabel montiert werden.
Der Schutzleiter sollte ca. 10 - 15 mm (0.4 - 0.6 in.) länger sein als die Phasenleiter.
Eine bildliche Darstellung des Netzkabel-Anschließens befindet sich in den nachfolgenden Abschnitten Zugentlastung montieren oder Zugentlastung Canada / US montieren. Zum Anschließen des Netzkabels wie folgt vorgehen:
Seitenteil des Gerätes demontieren
Stromquelle Kabel-Querschnittmontierte Zugentlastung fürCanada / US Europa
TSt 3500 Syn AWG 12 *) 4G2.5TSt 5000 Syn AWG 10 *) 4G4TSt 3500 MV Syn AWG 10 *) 4G4TSt 5000 MV Syn AWG 6 *) 4G10
Stromquelle Netzspannung Kabel-QuerschnittCanada / US Europa
TSt 3500 Syn 3 x 380 / 400 V AWG 12 *) 4G2.53 x 460 V AWG 12 *) 4G2.5
TSt 5000 Syn 3 x 380 / 400 V AWG 8 *) 4G43 x 460 V AWG 10 *) 4G4
TSt 3500 MV Syn
3 x 208 / 230 / 400 /460 V
AWG 10 *) 4G4
TSt 5000 MV Syn
3 x 208 / 230 / 400 / 460 V
AWG 6 *) 4G10
VORSICHT! Werden keine Adern-Endhülsen verwendet, besteht die Gefahr von Personen- und Sachschäden infolge von Kurzschlüssen zwischen den Phasen-leitern oder zwischen Phasenleitern und Schutzleiter. Alle Phasenleiter sowie den Schutzleiter des abisolierten Netzkabels mit Adern-Endhülsen versehen.
1
46
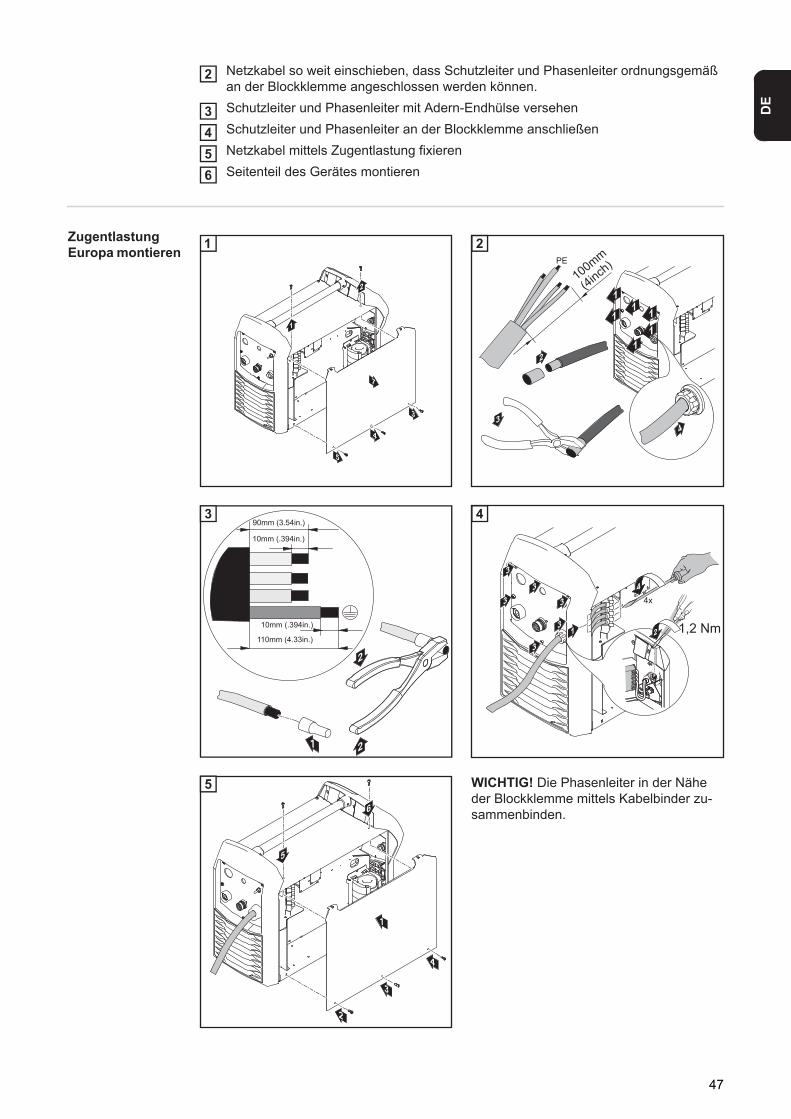
DE
Netzkabel so weit einschieben, dass Schutzleiter und Phasenleiter ordnungsgemäß an der Blockklemme angeschlossen werden können.Schutzleiter und Phasenleiter mit Adern-Endhülse versehenSchutzleiter und Phasenleiter an der Blockklemme anschließenNetzkabel mittels Zugentlastung fixieren Seitenteil des Gerätes montieren
Zugentlastung Europa montieren
1 2
3 4
5
WICHTIG! Die Phasenleiter in der Nähe der Blockklemme mittels Kabelbinder zu-sammenbinden.
2
3456
3
1
2
5
4
7
1
34
100mm
(4inch)PE
2
2
3
1
3
3
3
3
34
4x3
1,2 Nm
4
1
4
3
2
5
6
5
47
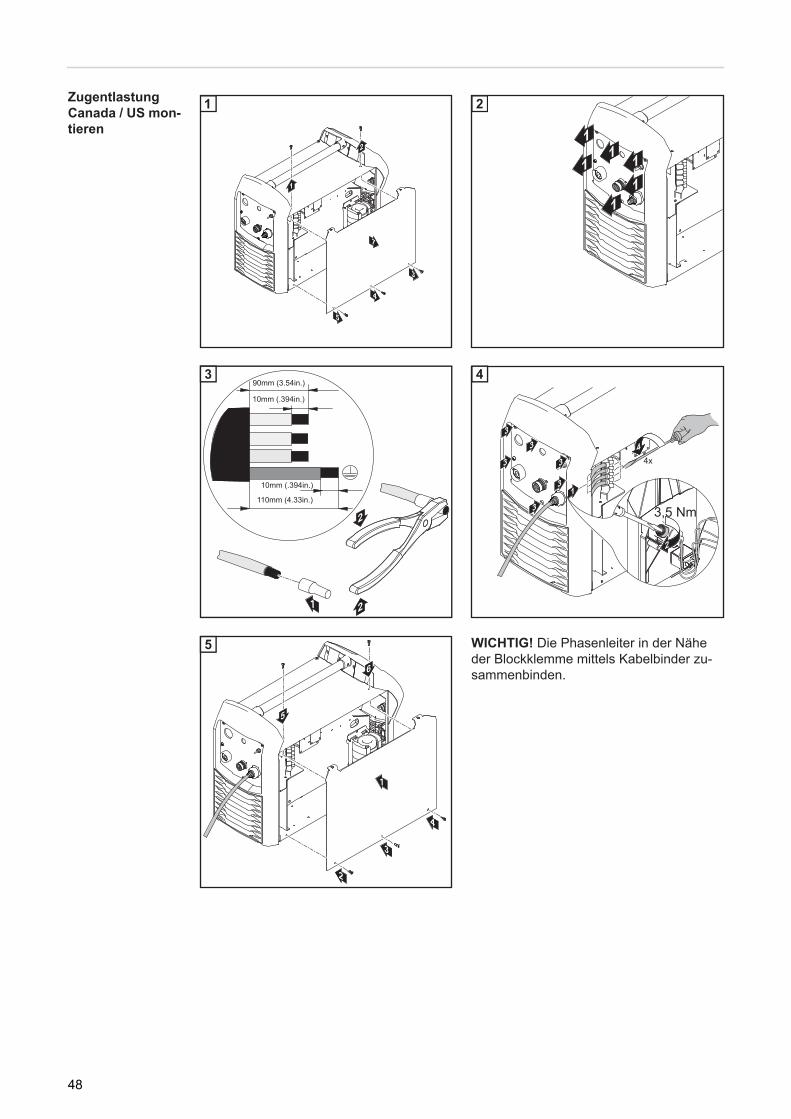
Zugentlastung Canada / US mon-tieren
1 2
3 4
5
WICHTIG! Die Phasenleiter in der Nähe der Blockklemme mittels Kabelbinder zu-sammenbinden.
3
1
2
5
4
7
1 2
3
1
3
3
3
3
3
44x
3
3,5 Nm
4
1
4
3
2
5
6
5
48
DE
Generatorbetrieb
Generatorbetrieb Die Stromquelle ist generatortauglich.
Für die Dimensionierung der notwendigen Generatorleistung ist die maximale Scheinleis-tung S1max der Stromquelle erforderlich.Die maximale Scheinleistung S1max der Stromquelle errechnet sich wie folgt:
Die notwendige Generator-Scheinleistung SGEN errechnet sich mit folgender Faustformel:
Wenn nicht mit voller Leistung geschweißt wird, kann ein kleinerer Generator verwendet werden.
WICHTIG! Die Generator-Scheinleistung SGEN darf nicht kleiner sein, als die maximale Scheinleistung S1max der Stromquelle!
Beim Betrieb von 1-phasigen Geräten an 3-phasigen Generatoren beachten, dass die an-gegebene Generator-Scheinleistung oft nur als Gesamtes über alle drei Phasen des Ge-nerators zur Verfügung stehen kann. Gegebenenfalls weitere Informationen zur Einzelphasen-Leistung des Generators beim Generatorhersteller einholen.
3-phasige Geräte:
S1max = I1max x U1 x √3
1-phasige Geräte:
S1max = I1max x U1
I1max und U1 gemäß Geräte-Leistungsschild oder technische Daten
SGEN = S1max x 1,35
HINWEIS! Die abgegebene Spannung des Generators darf den Bereich der Netzspannungs-Toleranz keinesfalls unter- oder überschreiten. Die Angabe der Netzspannungs-Toleranz erfolgt im Abschnitt „Technische Daten“.
49
Inbetriebnahme
Allgemeines Die Inbetriebnahme wird anhand einer manuellen, wassergekühlten MIG/MAG-Anwen-dung beschrieben.
Informationen zu Systemkompo-nenten
Die nachfolgend beschriebenen Arbeitsschritte und Tätigkeiten enthalten Hinweise auf verschiedene Systemkomponenten wie- Fahrwagen- Standkonsole- Kühlgeräte- Drahtvorschübe- Verbindungs-Schlauchpakete- Schweißbrenner etc.
Genaue Informationen zu Montage und Anschluss der Systemkomponenten entnehmen Sie den entsprechenden Bedienungsanleitungen der Systemkomponenten.
Systemkompo-nenten aufbauen (Übersicht)
Die nachfolgende Abbildung soll Ihnen einen Überblick über den Aufbau der einzelnen Systemkomponenten geben.Detaillierte Informationen zu den jeweiligen Arbeitsschritten entnehmen Sie den entspre-chenden Bedienungsanleitungen der Systemkomponenten.
WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Perso-nen- und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dür-fen nur von geschultem Fachpersonal durchgeführt werden! Das Kapitel „Sicherheitsvorschriften“ ist zu beachten.
50
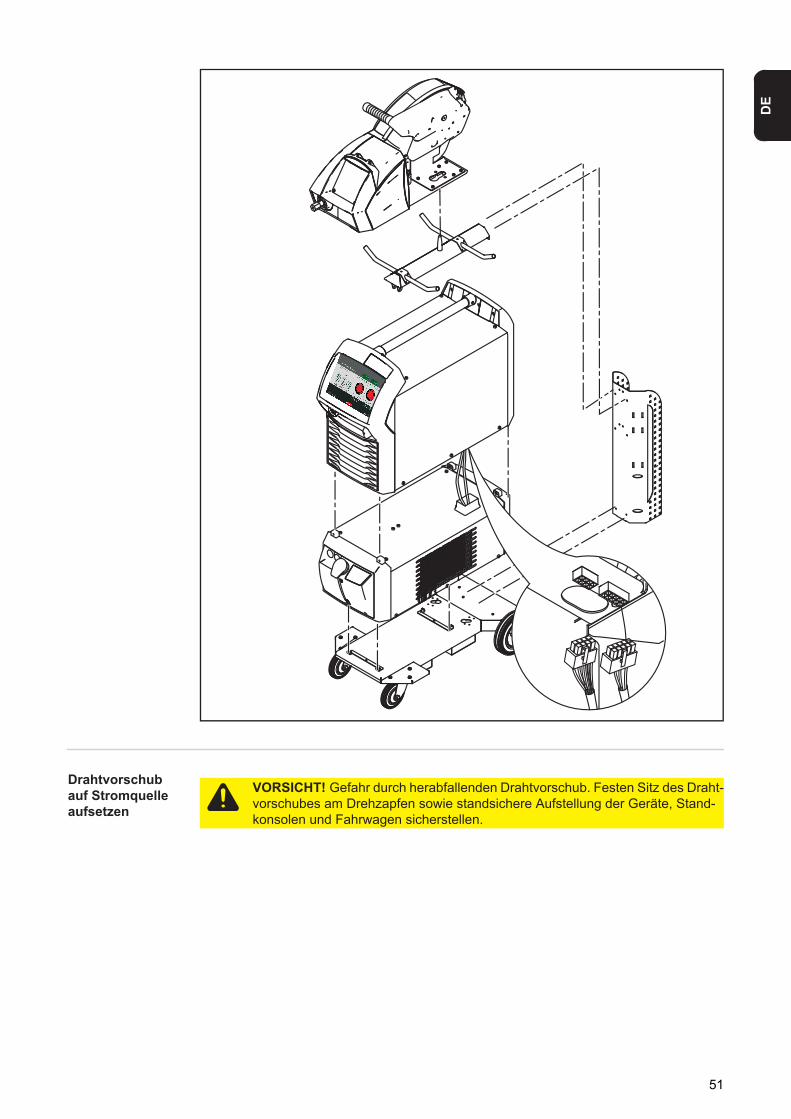
DE
Drahtvorschub auf Stromquelle aufsetzen
VORSICHT! Gefahr durch herabfallenden Drahtvorschub. Festen Sitz des Draht-vorschubes am Drehzapfen sowie standsichere Aufstellung der Geräte, Stand-konsolen und Fahrwagen sicherstellen.
51
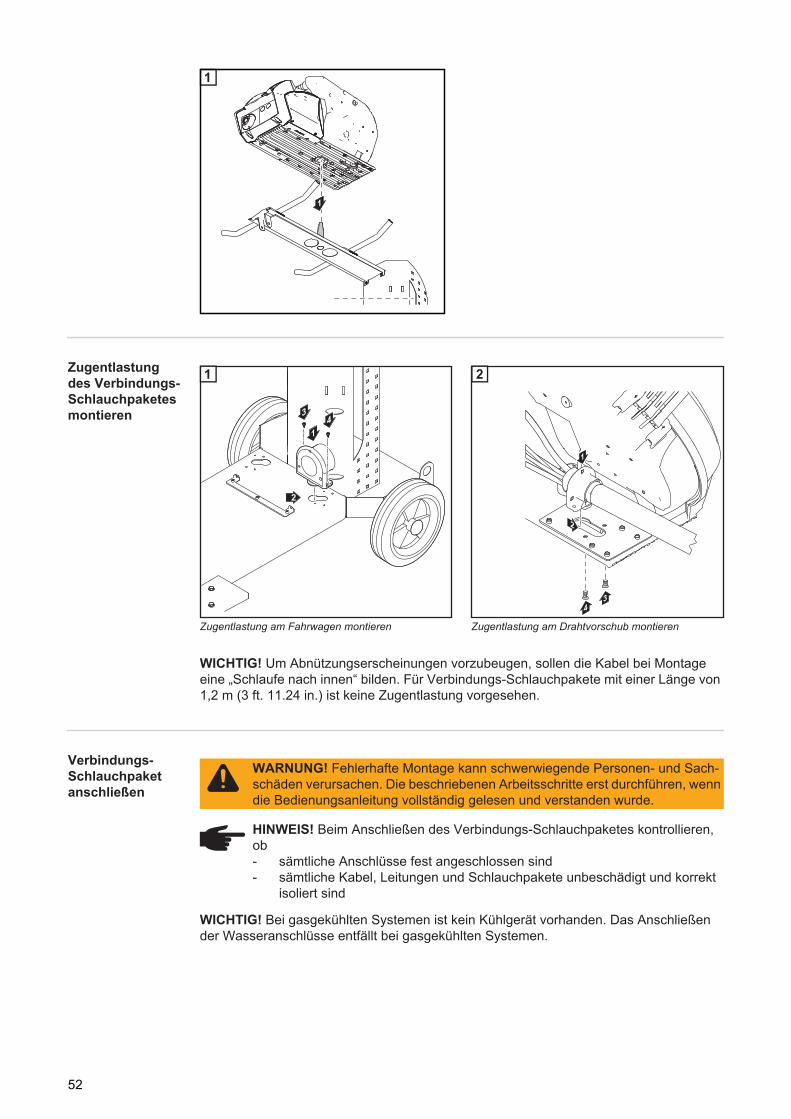
1
Zugentlastung des Verbindungs-Schlauchpaketes montieren
1
Zugentlastung am Fahrwagen montieren
2
Zugentlastung am Drahtvorschub montieren
WICHTIG! Um Abnützungserscheinungen vorzubeugen, sollen die Kabel bei Montage eine „Schlaufe nach innen“ bilden. Für Verbindungs-Schlauchpakete mit einer Länge von 1,2 m (3 ft. 11.24 in.) ist keine Zugentlastung vorgesehen.
Verbindungs-Schlauchpaket anschließen
WICHTIG! Bei gasgekühlten Systemen ist kein Kühlgerät vorhanden. Das Anschließen der Wasseranschlüsse entfällt bei gasgekühlten Systemen.
1
1
1
2
34
1
2
1
34
2
WARNUNG! Fehlerhafte Montage kann schwerwiegende Personen- und Sach-schäden verursachen. Die beschriebenen Arbeitsschritte erst durchführen, wenn die Bedienungsanleitung vollständig gelesen und verstanden wurde.
HINWEIS! Beim Anschließen des Verbindungs-Schlauchpaketes kontrollieren, ob- sämtliche Anschlüsse fest angeschlossen sind- sämtliche Kabel, Leitungen und Schlauchpakete unbeschädigt und korrekt
isoliert sind
52
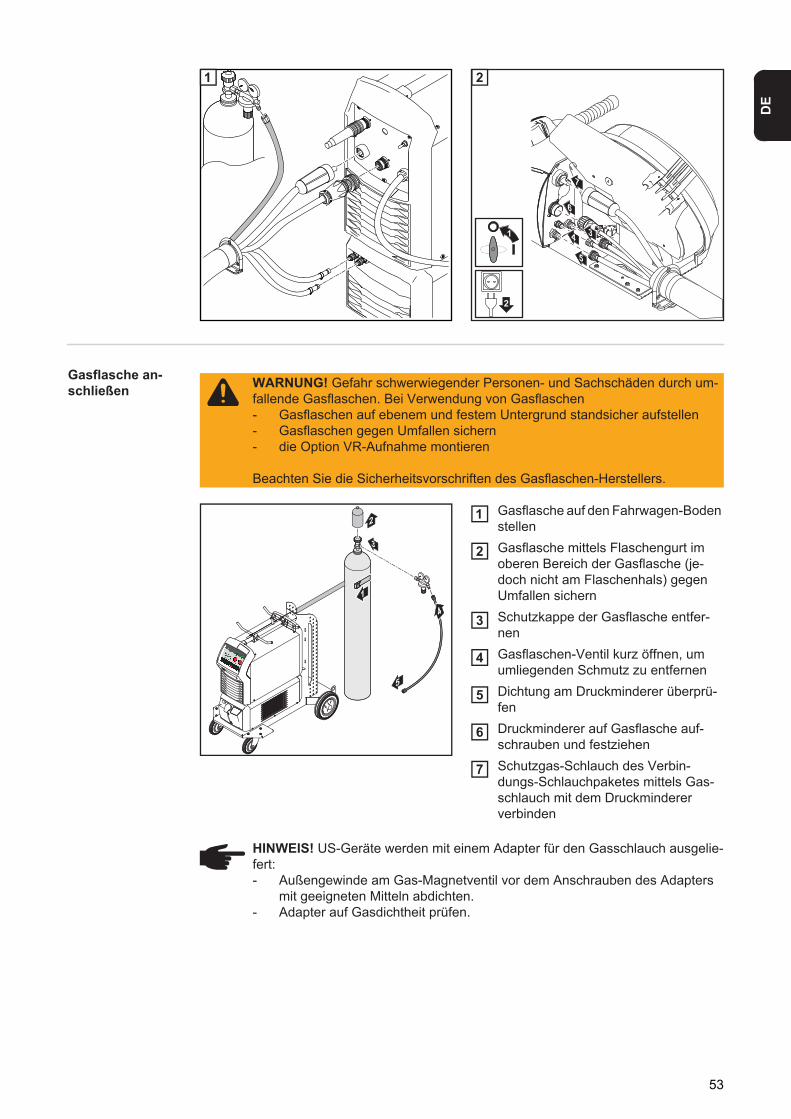
DE
1 2
Gasflasche an-schließen
Gasflasche auf den Fahrwagen-Boden stellenGasflasche mittels Flaschengurt im oberen Bereich der Gasflasche (je-doch nicht am Flaschenhals) gegen Umfallen sichernSchutzkappe der Gasflasche entfer-nenGasflaschen-Ventil kurz öffnen, um umliegenden Schmutz zu entfernenDichtung am Druckminderer überprü-fenDruckminderer auf Gasflasche auf-schrauben und festziehenSchutzgas-Schlauch des Verbin-dungs-Schlauchpaketes mittels Gas-schlauch mit dem Druckminderer verbinden
1
1
2
7
4
5
6
3
2
WARNUNG! Gefahr schwerwiegender Personen- und Sachschäden durch um-fallende Gasflaschen. Bei Verwendung von Gasflaschen- Gasflaschen auf ebenem und festem Untergrund standsicher aufstellen- Gasflaschen gegen Umfallen sichern- die Option VR-Aufnahme montieren
Beachten Sie die Sicherheitsvorschriften des Gasflaschen-Herstellers.
1
2
3
4
5
6
7
HINWEIS! US-Geräte werden mit einem Adapter für den Gasschlauch ausgelie-fert:- Außengewinde am Gas-Magnetventil vor dem Anschrauben des Adapters
mit geeigneten Mitteln abdichten.- Adapter auf Gasdichtheit prüfen.
53
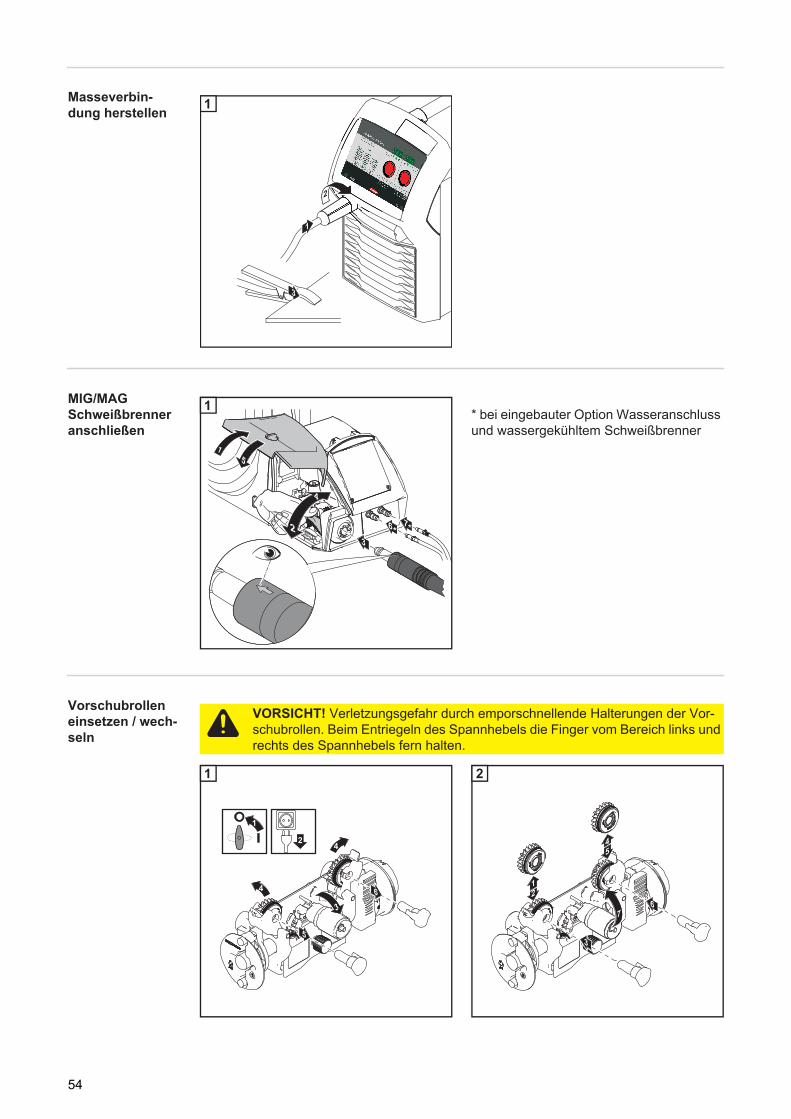
Masseverbin-dung herstellen
1
MIG/MAG Schweißbrenner anschließen
1
* bei eingebauter Option Wasseranschluss und wassergekühltem Schweißbrenner
Vorschubrollen einsetzen / wech-seln
1 2
2
1
3
1
1
VORSICHT! Verletzungsgefahr durch emporschnellende Halterungen der Vor-schubrollen. Beim Entriegeln des Spannhebels die Finger vom Bereich links und rechts des Spannhebels fern halten.
2
1
4
4
5
6
3
1
6
3
312
45
7
2
54
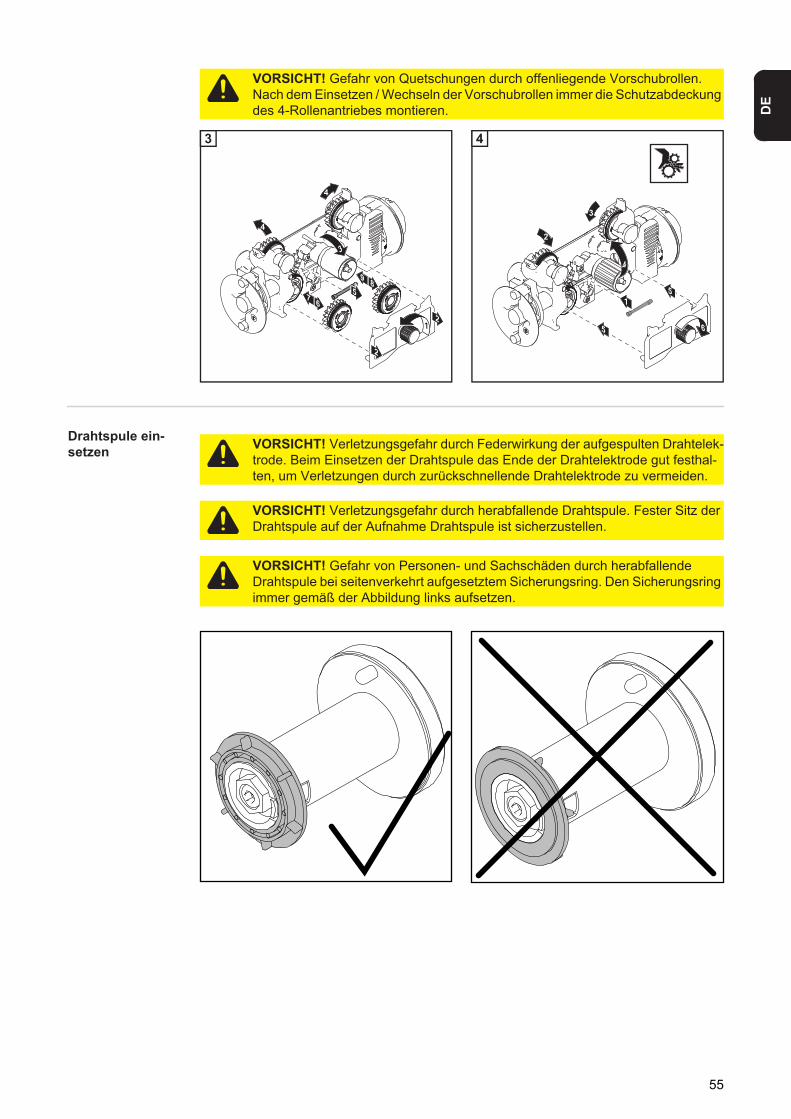
DE
1 2
Drahtspule ein-setzen
VORSICHT! Gefahr von Quetschungen durch offenliegende Vorschubrollen. Nach dem Einsetzen / Wechseln der Vorschubrollen immer die Schutzabdeckung des 4-Rollenantriebes montieren.
3
8
67
9
3
1
2
2
5
4
4
3
4
5
5 6
1
2
3
4
VORSICHT! Verletzungsgefahr durch Federwirkung der aufgespulten Drahtelek-trode. Beim Einsetzen der Drahtspule das Ende der Drahtelektrode gut festhal-ten, um Verletzungen durch zurückschnellende Drahtelektrode zu vermeiden.
VORSICHT! Verletzungsgefahr durch herabfallende Drahtspule. Fester Sitz der Drahtspule auf der Aufnahme Drahtspule ist sicherzustellen.
VORSICHT! Gefahr von Personen- und Sachschäden durch herabfallende Drahtspule bei seitenverkehrt aufgesetztem Sicherungsring. Den Sicherungsring immer gemäß der Abbildung links aufsetzen.
55
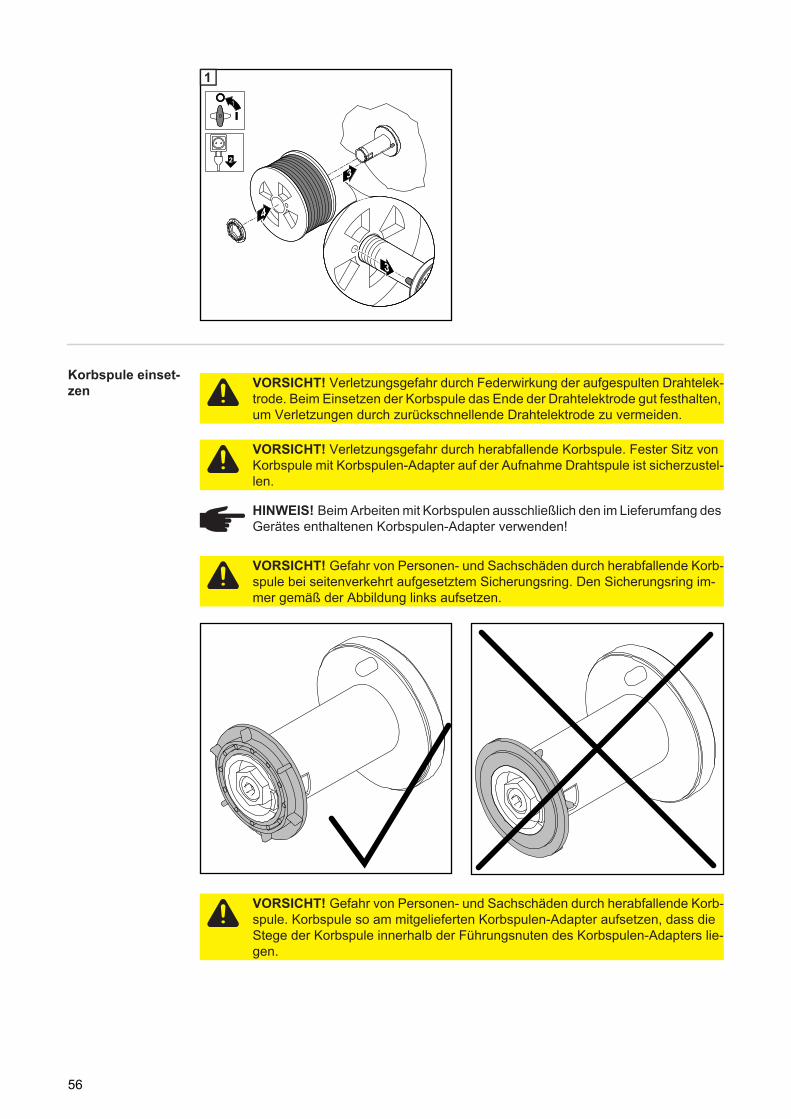
1
Korbspule einset-zen
1
VORSICHT! Verletzungsgefahr durch Federwirkung der aufgespulten Drahtelek-trode. Beim Einsetzen der Korbspule das Ende der Drahtelektrode gut festhalten, um Verletzungen durch zurückschnellende Drahtelektrode zu vermeiden.
VORSICHT! Verletzungsgefahr durch herabfallende Korbspule. Fester Sitz von Korbspule mit Korbspulen-Adapter auf der Aufnahme Drahtspule ist sicherzustel-len.
HINWEIS! Beim Arbeiten mit Korbspulen ausschließlich den im Lieferumfang des Gerätes enthaltenen Korbspulen-Adapter verwenden!
VORSICHT! Gefahr von Personen- und Sachschäden durch herabfallende Korb-spule bei seitenverkehrt aufgesetztem Sicherungsring. Den Sicherungsring im-mer gemäß der Abbildung links aufsetzen.
VORSICHT! Gefahr von Personen- und Sachschäden durch herabfallende Korb-spule. Korbspule so am mitgelieferten Korbspulen-Adapter aufsetzen, dass die Stege der Korbspule innerhalb der Führungsnuten des Korbspulen-Adapters lie-gen.
56
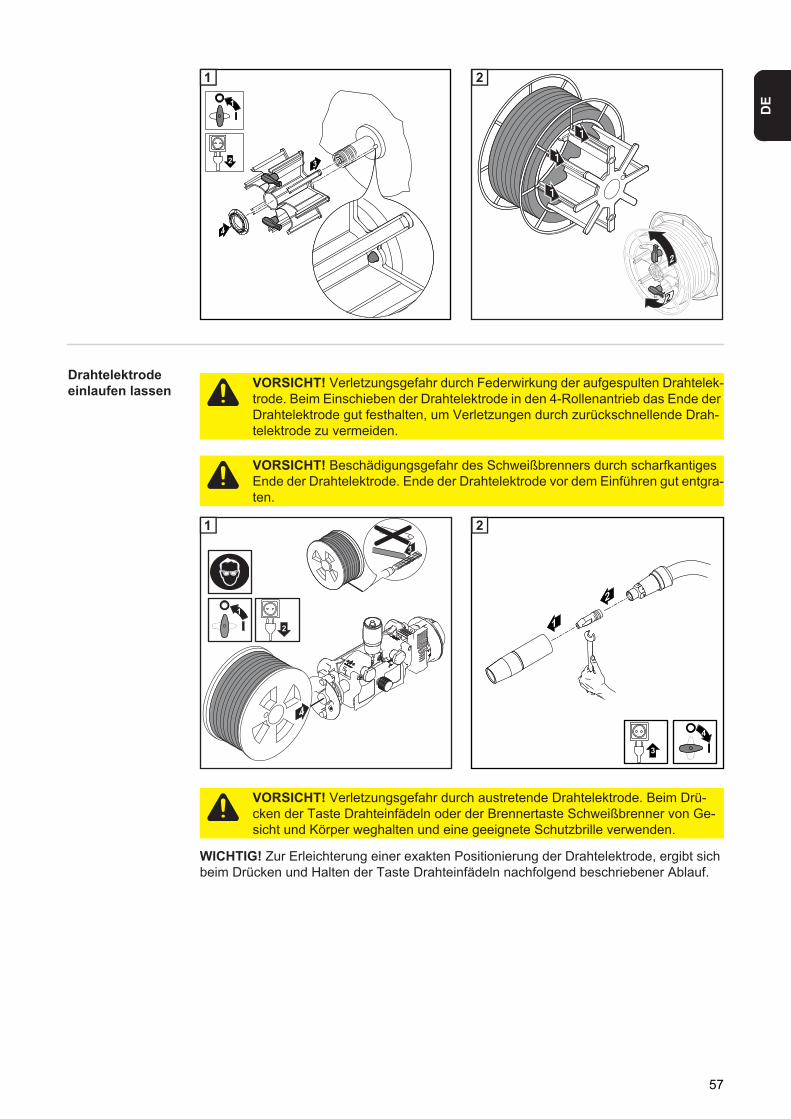
DE
1 2
Drahtelektrode einlaufen lassen
1 2
WICHTIG! Zur Erleichterung einer exakten Positionierung der Drahtelektrode, ergibt sich beim Drücken und Halten der Taste Drahteinfädeln nachfolgend beschriebener Ablauf.
1 2
VORSICHT! Verletzungsgefahr durch Federwirkung der aufgespulten Drahtelek-trode. Beim Einschieben der Drahtelektrode in den 4-Rollenantrieb das Ende der Drahtelektrode gut festhalten, um Verletzungen durch zurückschnellende Drah-telektrode zu vermeiden.
VORSICHT! Beschädigungsgefahr des Schweißbrenners durch scharfkantiges Ende der Drahtelektrode. Ende der Drahtelektrode vor dem Einführen gut entgra-ten.
1 2
VORSICHT! Verletzungsgefahr durch austretende Drahtelektrode. Beim Drü-cken der Taste Drahteinfädeln oder der Brennertaste Schweißbrenner von Ge-sicht und Körper weghalten und eine geeignete Schutzbrille verwenden.
57
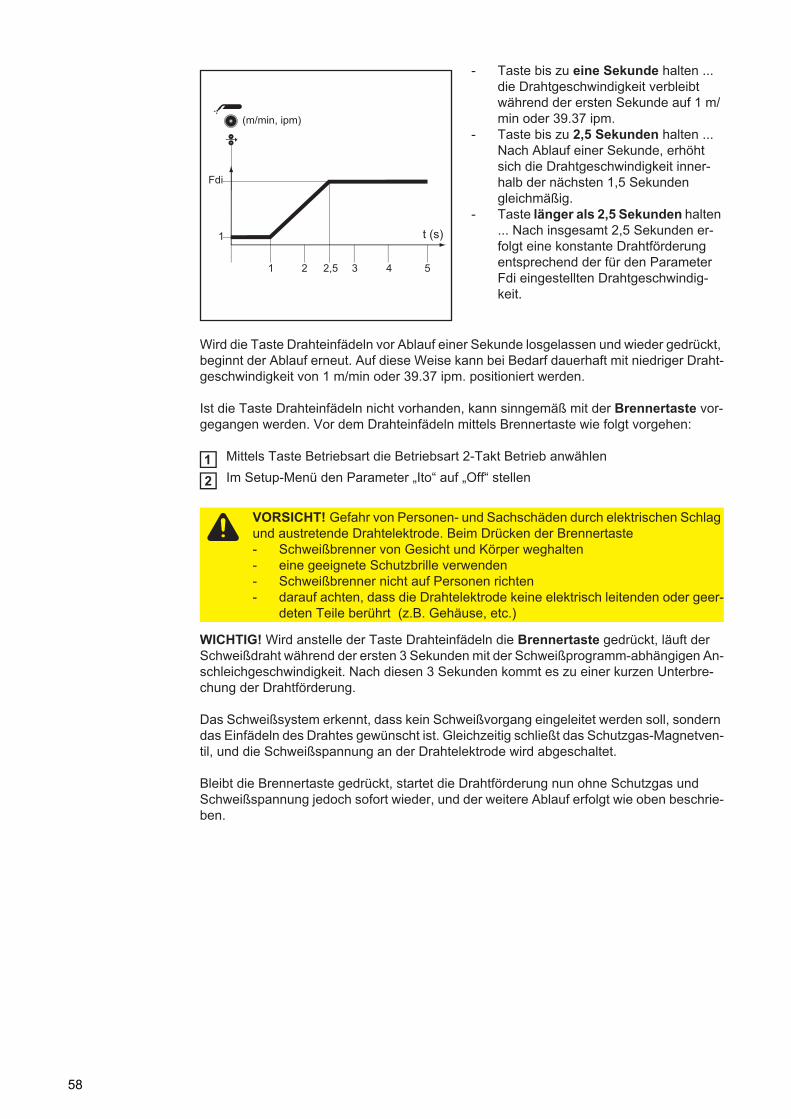
- Taste bis zu eine Sekunde halten ... die Drahtgeschwindigkeit verbleibt während der ersten Sekunde auf 1 m/min oder 39.37 ipm.
- Taste bis zu 2,5 Sekunden halten ... Nach Ablauf einer Sekunde, erhöht sich die Drahtgeschwindigkeit inner-halb der nächsten 1,5 Sekunden gleichmäßig.
- Taste länger als 2,5 Sekunden halten ... Nach insgesamt 2,5 Sekunden er-folgt eine konstante Drahtförderung entsprechend der für den Parameter Fdi eingestellten Drahtgeschwindig-keit.
Wird die Taste Drahteinfädeln vor Ablauf einer Sekunde losgelassen und wieder gedrückt, beginnt der Ablauf erneut. Auf diese Weise kann bei Bedarf dauerhaft mit niedriger Draht-geschwindigkeit von 1 m/min oder 39.37 ipm. positioniert werden.
Ist die Taste Drahteinfädeln nicht vorhanden, kann sinngemäß mit der Brennertaste vor-gegangen werden. Vor dem Drahteinfädeln mittels Brennertaste wie folgt vorgehen:
Mittels Taste Betriebsart die Betriebsart 2-Takt Betrieb anwählenIm Setup-Menü den Parameter „Ito“ auf „Off“ stellen
WICHTIG! Wird anstelle der Taste Drahteinfädeln die Brennertaste gedrückt, läuft der Schweißdraht während der ersten 3 Sekunden mit der Schweißprogramm-abhängigen An-schleichgeschwindigkeit. Nach diesen 3 Sekunden kommt es zu einer kurzen Unterbre-chung der Drahtförderung.
Das Schweißsystem erkennt, dass kein Schweißvorgang eingeleitet werden soll, sondern das Einfädeln des Drahtes gewünscht ist. Gleichzeitig schließt das Schutzgas-Magnetven-til, und die Schweißspannung an der Drahtelektrode wird abgeschaltet.
Bleibt die Brennertaste gedrückt, startet die Drahtförderung nun ohne Schutzgas und Schweißspannung jedoch sofort wieder, und der weitere Ablauf erfolgt wie oben beschrie-ben.
Fdi
1
2 3 4 52,51
t (s)
(m/min, ipm)
VORSICHT! Gefahr von Personen- und Sachschäden durch elektrischen Schlag und austretende Drahtelektrode. Beim Drücken der Brennertaste- Schweißbrenner von Gesicht und Körper weghalten- eine geeignete Schutzbrille verwenden- Schweißbrenner nicht auf Personen richten- darauf achten, dass die Drahtelektrode keine elektrisch leitenden oder geer-
deten Teile berührt (z.B. Gehäuse, etc.)
12
58
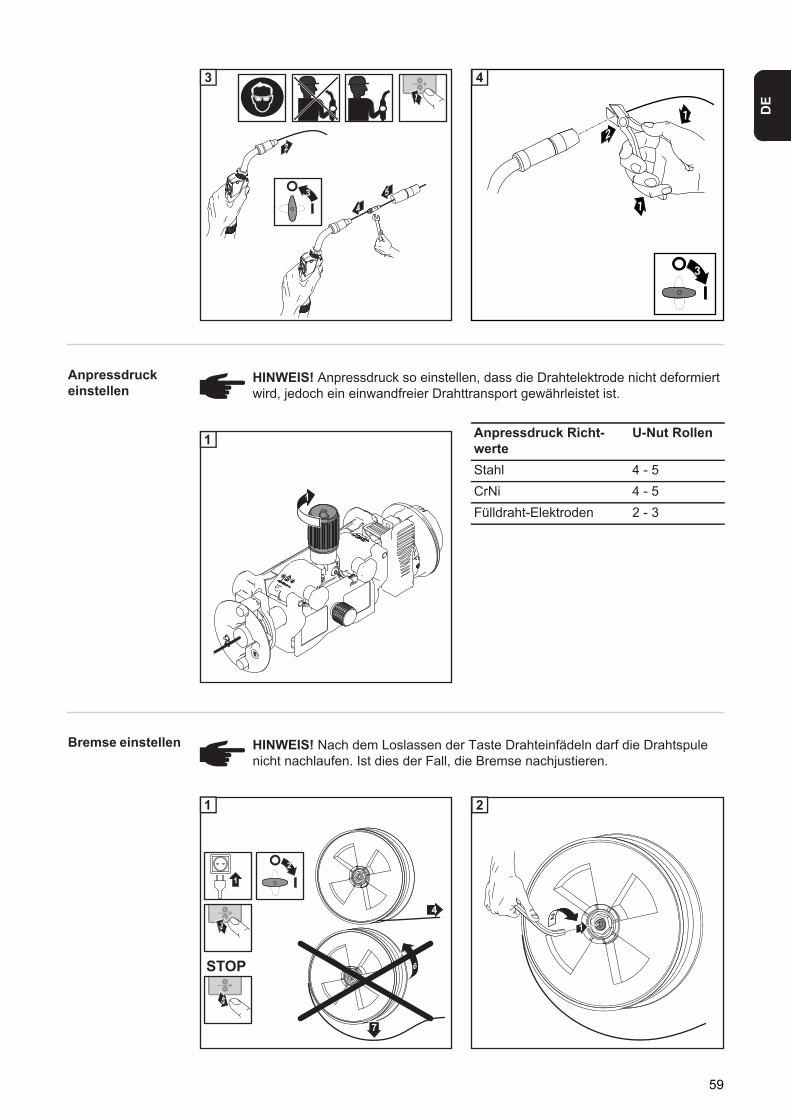
DE
1 2
Anpressdruck einstellen
Bremse einstellen
1 2
2
4
53
1
3 4
HINWEIS! Anpressdruck so einstellen, dass die Drahtelektrode nicht deformiert wird, jedoch ein einwandfreier Drahttransport gewährleistet ist.
1 Anpressdruck Richt-werte
U-Nut Rollen
Stahl 4 - 5CrNi 4 - 5Fülldraht-Elektroden 2 - 3
1
1
HINWEIS! Nach dem Loslassen der Taste Drahteinfädeln darf die Drahtspule nicht nachlaufen. Ist dies der Fall, die Bremse nachjustieren.
4
6
7
1
2
STOP
3
5
1
21
2
59
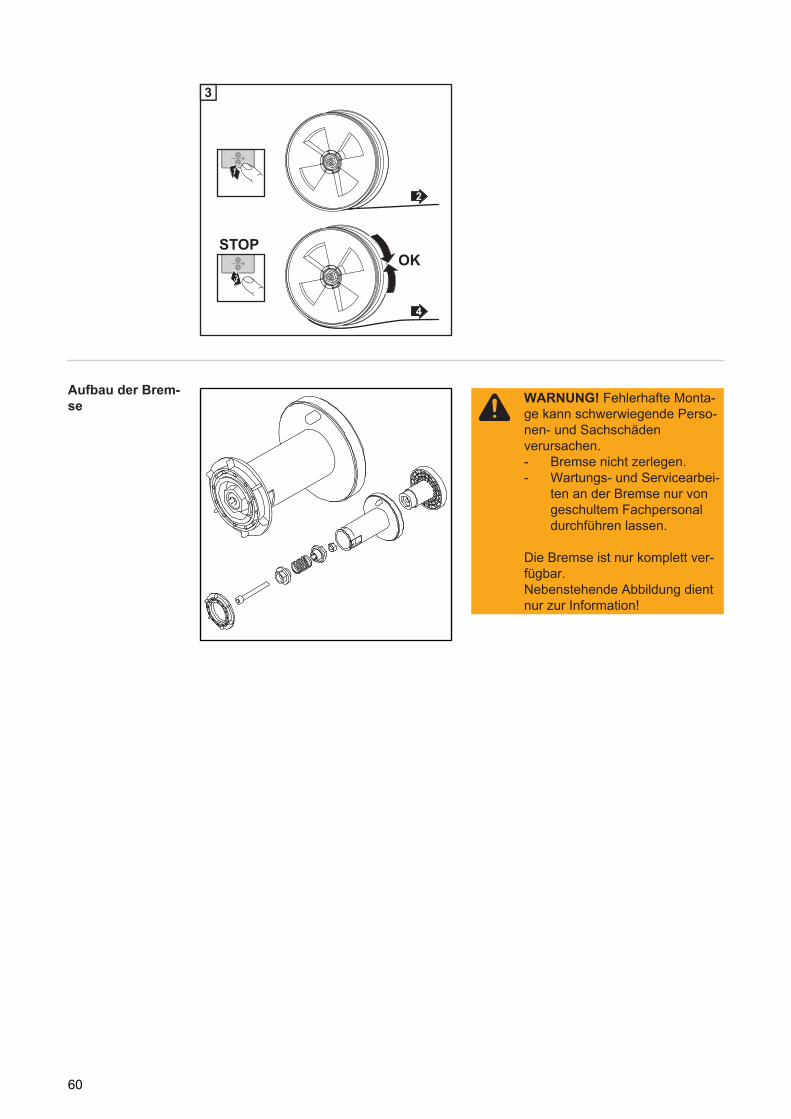
3
Aufbau der Brem-se
2
4
STOPOK
1
3
3
WARNUNG! Fehlerhafte Monta-ge kann schwerwiegende Perso-nen- und Sachschäden verursachen.- Bremse nicht zerlegen.- Wartungs- und Servicearbei-
ten an der Bremse nur von geschultem Fachpersonal durchführen lassen.
Die Bremse ist nur komplett ver-fügbar. Nebenstehende Abbildung dient nur zur Information!
60
Schweißbetrieb

DE
Begrenzung am Leistungslimit
Sicherheitsfunkti-on
„Begrenzung am Leistungslimit“ ist eine Sicherheitsfunktion für das MIG/MAG-Schweißen. Dadurch ist ein Betrieb der Stromquelle am Leistungs-Limit möglich, und die Prozess-Si-cherheit bleibt dennoch gewahrt.
Ein bestimmender Parameter für die Schweißleistung ist die Drahtgeschwindigkeit. Ist die-se zu hoch, wird der Lichtbogen immer kürzer und droht zu erlöschen. Um das Erlöschen des Lichtbogens zu verhindern, erfolgt daher ein Absenken der Schweißleistung.
Bei angewähltem Schweißverfahren „MIG/MAG-Standard-Synergic Schweißen“ blinkt das Symbol für den Parameter „Drahtgeschwindigkeit“, sobald die Sicher-heitsfunktion angesprochen hat. Das Blinken besteht bis zum nächsten Schweiß-start oder bis zur nächsten Parameteränderung.
Wird beispielsweise der Parameter „Drahtgeschwindigkeit“ angewählt, erfolgt eine Anzeige des entsprechend reduzierten Wertes für die Drahtgeschwindigkeit.
63
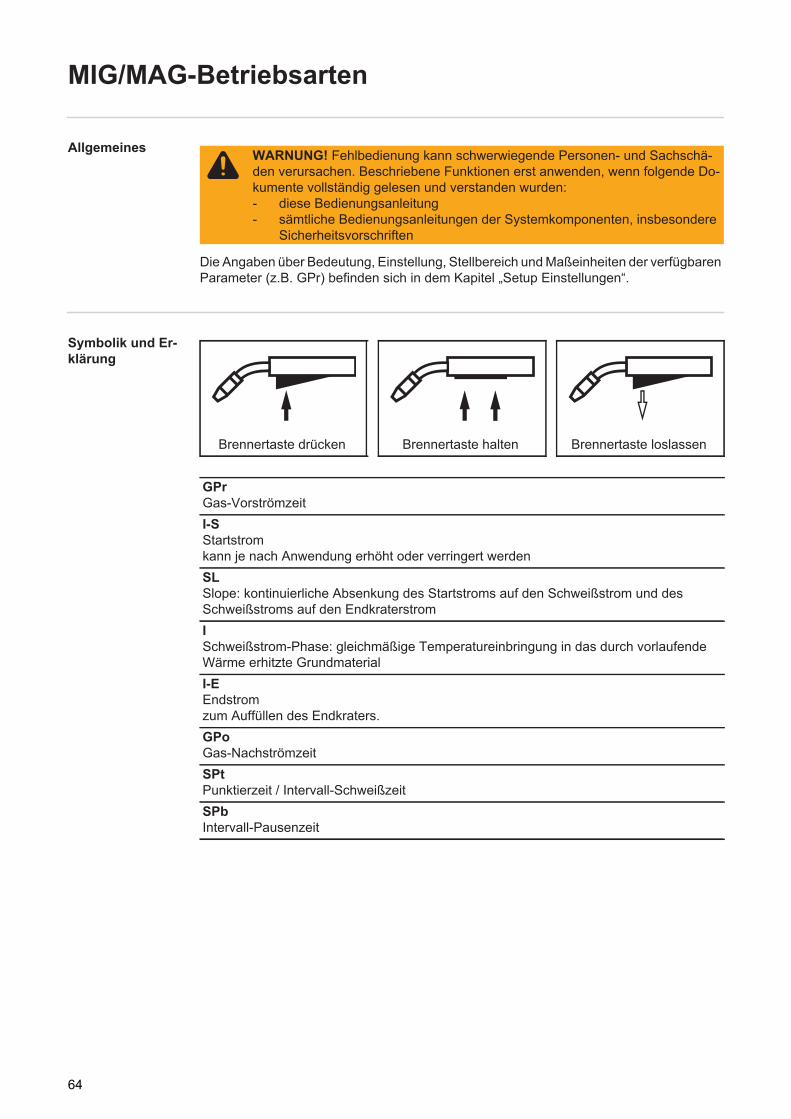
MIG/MAG-Betriebsarten
Allgemeines
Die Angaben über Bedeutung, Einstellung, Stellbereich und Maßeinheiten der verfügbaren Parameter (z.B. GPr) befinden sich in dem Kapitel „Setup Einstellungen“.
Symbolik und Er-klärung
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Do-kumente vollständig gelesen und verstanden wurden:- diese Bedienungsanleitung- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
Brennertaste drücken Brennertaste halten Brennertaste loslassen
GPrGas-VorströmzeitI-SStartstromkann je nach Anwendung erhöht oder verringert werdenSLSlope: kontinuierliche Absenkung des Startstroms auf den Schweißstrom und des Schweißstroms auf den EndkraterstromISchweißstrom-Phase: gleichmäßige Temperatureinbringung in das durch vorlaufende Wärme erhitzte GrundmaterialI-EEndstromzum Auffüllen des Endkraters.GPoGas-NachströmzeitSPtPunktierzeit / Intervall-SchweißzeitSPbIntervall-Pausenzeit
64
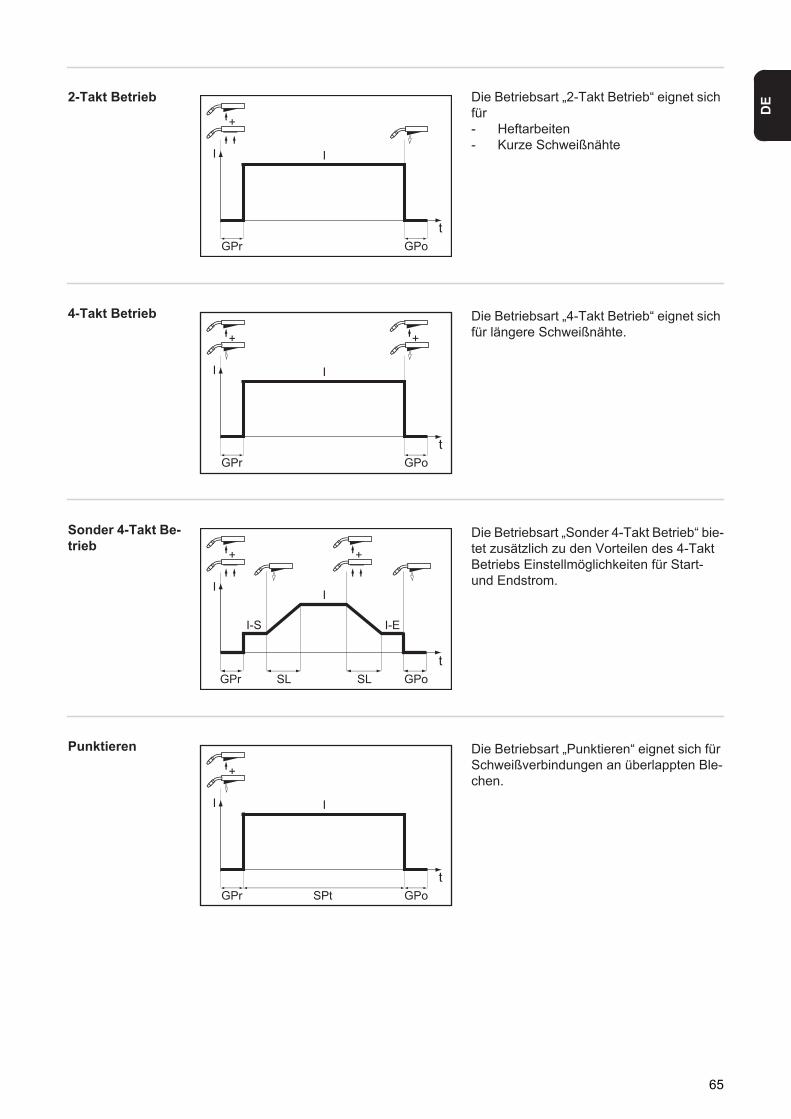
DE
2-Takt Betrieb Die Betriebsart „2-Takt Betrieb“ eignet sichfür- Heftarbeiten- Kurze Schweißnähte
4-Takt Betrieb Die Betriebsart „4-Takt Betrieb“ eignet sich für längere Schweißnähte.
Sonder 4-Takt Be-trieb
Die Betriebsart „Sonder 4-Takt Betrieb“ bie-tet zusätzlich zu den Vorteilen des 4-Takt Betriebs Einstellmöglichkeiten für Start- und Endstrom.
Punktieren Die Betriebsart „Punktieren“ eignet sich für Schweißverbindungen an überlappten Ble-chen.
I
GPr GPot
I
+
I
GPr GPot
I
+ +
+ +
I
GPr
I-S I-E
SL SL GPot
I
I
GPr GPoSPtt
I
+
65
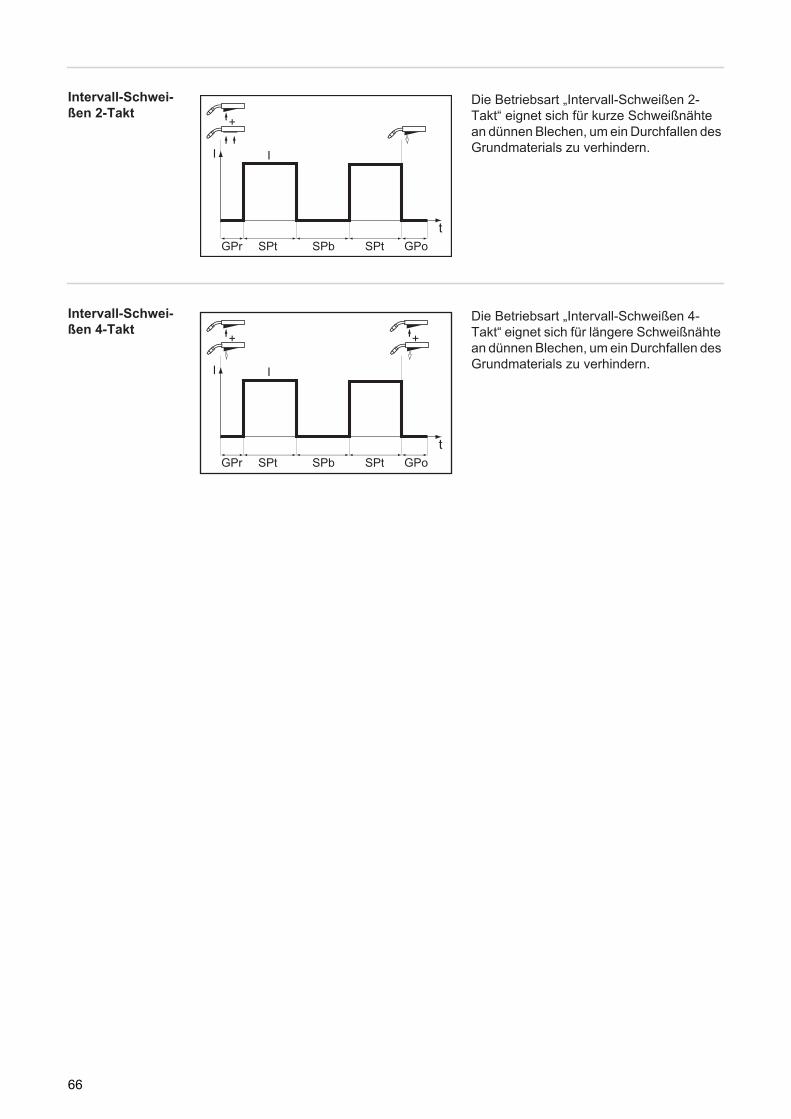
Intervall-Schwei-ßen 2-Takt
Die Betriebsart „Intervall-Schweißen 2-Takt“ eignet sich für kurze Schweißnähte an dünnen Blechen, um ein Durchfallen des Grundmaterials zu verhindern.
Intervall-Schwei-ßen 4-Takt
Die Betriebsart „Intervall-Schweißen 4-Takt“ eignet sich für längere Schweißnähte an dünnen Blechen, um ein Durchfallen des Grundmaterials zu verhindern.
I
GPr SPt SPtSPb GPot
I
+
+ +
I
GPr SPt SPtSPb GPot
I
66
DE
MIG/MAG-Schweißen
Sicherheit
Vorbereitung Wasserschläuche des Schweißbrenners an den entsprechenden Steckanschlüssen am Drahtvorschub anstecken (bei Verwendung von Kühlgerät und wassergekühltem Schweißbrenner)Netzstecker einsteckenNetzschalter in Stellung - I - schalten:- sämtliche Anzeigen am Bedienpanel leuchten kurz auf- falls vorhanden: Kühlgerät beginnt zu arbeiten
WICHTIG! Die Sicherheitsvorschriften und die Betriebsbedingungen in der Bedienungsan-leitung des Kühlgerätes beachten.
Übersicht MIG/MAG-Schweißen setzt sich aus folgenden Abschnitten zusammen:- MIG/MAG-Standard-Synergic Schweißen- MIG/MAG-Standard-Manuell Schweißen- Punktieren und Intervall-Schweißen
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Do-kumente vollständig gelesen und verstanden wurden:- diese Bedienungsanleitung- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
WARNUNG! Ein elektrischer Schlag kann tödlich sein. Ist die Stromquelle wäh-rend der Installation am Netz angesteckt, besteht die Gefahr schwerwiegender Personen- und Sachschäden. Sämtliche Arbeiten am Gerät nur durchführen, wenn:- der Netzschalter der Stromquelle in Stellung - O - geschaltet ist- die Stromquelle vom Netz getrennt ist
1
23
67
MIG/MAG-Standard-Synergic-Schweißen
MIG/MAG-Stan-dard-Synergic Schweißen
Mittels Taste Materialart den verwendeten Zusatzwerkstoff anwählen.Mittels Taste Drahtdurchmesser den Durchmesser der verwendeten Drahtelektrode anwählen.Mittels Taste Schutzgas das verwendete Schutzgas anwählen.Die Belegung der Position SP geht aus den Schweißprogramm-Tabellen im Anhang hervor.Mittels Taste Verfahren das gewünschte Schweißverfahren anwählen:
MIG/MAG-Standard-Synergic SchweißenMittels Taste Betriebsart die gewünschte MIG/MAG-Betriebsart anwählen:
2-Takt Betrieb 4-Takt Betrieb Sonder 4-Takt Betrieb
Mittels Tasten Parameteranwahl die gewünschten Schweißparameter anwählen, mit denen die Schweißleistung vorgegeben werden soll:
Blechdicke Schweißstrom Drahtgeschwindigkeit Schweißspannung
Mittels entsprechendem Einstellrad den jeweiligen Schweißparameter einstellen.Die Werte der Parameter erscheinen in der darüber angeordneten Digitalanzeige.
Grundsätzlich bleiben sämtliche Parameter-Sollwerte bis zur nächsten Änderung gespei-chert. Dies gilt auch, wenn die Stromquelle zwischenzeitlich aus- und wieder eingeschaltet wurde. Zur Anzeige des Ist-Schweißstromes während des Schweißvorganges den Para-meter Schweißstrom anwählen.
Gasflaschen-Ventil öffnenSchutzgas-Menge einstellen:- Taste Gasprüfen antippen- Stellschraube an der Unterseite des Druckminderers drehen, bis das Manometer
die gewünschte Gasmenge anzeigt- Taste Gasprüfen erneut antippen
Brennertaste drücken und Schweißvorgang einleiten
WICHTIG! Parameter, die an einem Bedienpanel einer Systemkomponente (Fernbe-dienung TR 2000 oder TR 3000) eingestellt wurden, können unter Umständen am Be-dienpanel der Stromquelle nicht geändert werden.
VORSICHT! Gefahr von Personen- und Sachschäden durch elektrischen Schlag und austretende Drahtelektrode. Beim Drücken der Brennertaste- Schweißbrenner von Gesicht und Körper weghalten- Eine geeignete Schutzbrille verwenden- Schweißbrenner nicht auf Personen richten- darauf achten, dass die Drahtelektrode keine elektrisch leitenden oder geer-
deten Teile berührt (z.B. Gehäuse, etc.)
12
3
4
5
6
7
89
10
68
DE
Korrekturen imSchweißbetriebMit den Parametern Lichtbogen-Längenkorrektur und Dynamik kann das Schweißergebnis zusätzlich optimiert werden.
Dynamik:zur Beeinflussung der Kurzschluss-Dynamik im Moment des Tropfenüberganges- = harter und stabiler Lichtbogen0 = neutraler Lichtbogen+ = weicher und spritzerarmer Lichtbogen
Lichtbogen-Längenkorrektur:- = kürzerer Lichtbogen, Verringerung der Schweißspannung0 = neutraler Lichtbogen+ = längerer Lichtbogen, Erhöhung der Schweißspannung
69
MIG/MAG-Standard-Manuell-Schweißen
Allgemeines Das Schweißverfahren MIG/MAG-Standard-Manuell Schweißen ist ein MIG/MAG-Schweißverfahren ohne Synergic-Funktion.Die Änderung eines Parameters hat keine automatische Anpassung der übrigen Parame-ter zur Folge. Sämtliche veränderbaren Parameter müssen den Anforderungen des Schweißprozesses entsprechend einzeln eingestellt werden.
Zur Verfügung stehende Para-meter
Beim MIG/MAG Manuell-Schweißen stehen folgende Parameter zur Verfügung:
Drahtgeschwindigkeit1 m/min (39.37 ipm.) - maximale Drahtgeschwindigkeit, z.B. 25 m/min (984.25 ipm.)
SchweißspannungTSt 3500: 15,5 - 31,5 VTSt 5000: 14,5 - 39 V
Dynamik... zur Beeinflussung der Kurzschluss-Dynamik im Moment des Tropfenübergan-ges
Schweißstromnur als Istwert-Anzeige
MIG/MAG-Stan-dard-Manuell Schweißen
Mittels Taste Verfahren das gewünschte Schweißverfahren anwählen:
MIG/MAG-Standard-Manuell SchweißenMittels Taste Betriebsart die gewünschte MIG/MAG-Betriebsart anwählen:
2-Takt Betrieb 4-Takt Betrieb
Die Betriebsart Sonder 4-Takt entspricht beim MIG/MAG-Standard-Manuell Schweißen dem herkömmlichen 4-Takt Betrieb.
WICHTIG! Parameter, die an einem Bedienpanel einer Systemkomponente eingestellt wurden (Fernbedienung TR 2000 oder TR 3000), können unter Umständen am Bedienpa-nel des Drahtvorschubes nicht geändert werden.
Mittels Taste Parameteranwahl den Parameter Drahtgeschwindigkeit anwählenDrahtgeschwindigkeit mit dem Einstellrad auf den gewünschten Wert einstellenMittels Taste Parameteranwahl den Parameter Schweißspannung anwählenSchweißspannung mit dem Einstellrad auf den gewünschten Wert einstellen
Die Werte der Parameter erscheinen in der darüber angeordneten Digitalanzeige.
Grundsätzlich bleiben sämtliche Parameter-Sollwerte bis zur nächsten Änderung gespei-chert. Dies gilt auch, wenn die Stromquelle zwischenzeitlich aus- und wieder eingeschaltet wurde. Zur Anzeige des Ist-Schweißstromes während des Schweißvorganges den Para-meter Schweißstrom anwählen.
1
2
3456
70
DE
Zur Anzeige des Ist-Schweißstromes während des Schweißvorganges:- Mittels Taste Parameteranwahl den Parameter Schweißstrom anwählen- Der Ist-Schweißstrom wird während des Schweißvorganges an der Digitalanzeige an-
gezeigt.
Gasflaschen-Ventil öffnenSchutzgas-Menge einstellen:- Taste Gasprüfen antippen- Stellschraube an der Unterseite des Druckminderers drehen, bis das Manometer
die gewünschte Gasmenge anzeigt- Taste Gasprüfen erneut antippen
Brennertaste drücken und Schweißvorgang einleiten
Korrekturen im Schweißbetrieb
Um ein optimales Schweißergebnis zu erzielen, ist in manchen Fällen der Parameter Dy-namik einzustellen.
Mittels Taste Parameteranwahl den Parameter Dynamik auswählenDynamik mit dem Einstellrad auf den gewünschten Wert einstellenDer Wert des Parameters erscheint in der darüber angeordneten Digitalanzeige.
VORSICHT! Gefahr von Personen- und Sachschäden durch elektrischen Schlag und austretende Drahtelektrode. Beim Drücken der Brennertaste- Schweißbrenner von Gesicht und Körper weghalten- Eine geeignete Schutzbrille verwenden- Schweißbrenner nicht auf Personen richten- darauf achten, dass die Drahtelektrode keine elektrisch leitenden oder geer-
deten Teile berührt (z.B. Gehäuse, etc.)
78
9
12
71
Punktieren und Intervall-Schweißen
Allgemeines Die Betriebsarten Punktieren und Intervall-Schweißen sind MIG/MAG-Schweißprozesse. Die Aktivierung der Betriebsarten Punktieren und Intervall-Schweißen erfolgt im Setup-Menü.
Punktieren wird bei einseitig zugängigen Schweißverbindungen an überlappten Blechen eingesetzt.
Intervall-Schweißen wird im Dünnblech-Bereich eingesetzt. Da die Zuführung der Drahtelektrode nicht kontinuierlich erfolgt, kann das Schmelzbad in den Intervall-Pausenzeiten abkühlen. Eine örtliche Überhitzung und in Folge ein Durch-brennen des Grundmaterials kann weitgehend vermieden werden.
Punktieren Betriebsart Punktieren aktivieren:- Für den Setup-Parameter SPt (Punktierzeit / Intervall-Schweißzeit) einen Wert > OFF
eingeben
Sobald für den Setup-Parameter SPt ein Wert eingegeben wurde, ist die Betriebsart Punk-tieren aktiviert. Am Bedienpanel leuchtet die Anzeige Punktieren / Intervall (SF).
Vorbereitung:
Im Setup-Menü die Punktierzeit / Intervall-Schweißzeit SPt einstellenMittels der entsprechenden Tasten den verwendeten Zusatzwerkstoff, den Draht-durchmesser und das Schutzgas anwählenGewünschtes Schweißverfahren anwählen:
MIG/MAG-Standard-Manuell Schweißen MIG/MAG-Standard-Synergic Schweißen
Die gewünschte MIG/MAG-Betriebsart anwählen: 2-Takt Betrieb
(Für die Betriebsart Punktieren steht nur der 2-Takt Betrieb zur Verfügung)
Je nach ausgewähltem Schweißverfahren die gewünschten Schweißparameter an-wählen und mittels entsprechendem Einstellrad einstellenGasflaschen-Ventil öffnenSchutzgas-Menge einstellen
Punktieren
Vorgehensweise zum Herstellen eines Schweißpunktes:
Schweißbrenner senkrecht haltenBrennertaste drücken und loslassen
VORSICHT! Gefahr von Personen- und Sachschäden durch elektrischen Schlag und austretende Drahtelektrode. Beim Drücken der Brennertaste- Schweißbrenner von Gesicht und Körper weghalten- Eine geeignete Schutzbrille verwenden- Schweißbrenner nicht auf Personen richten- darauf achten, dass die Drahtelektrode keine elektrisch leitenden oder geer-
deten Teile berührt (z.B. Gehäuse, etc.)
12
3
4
5
67
12
12
72
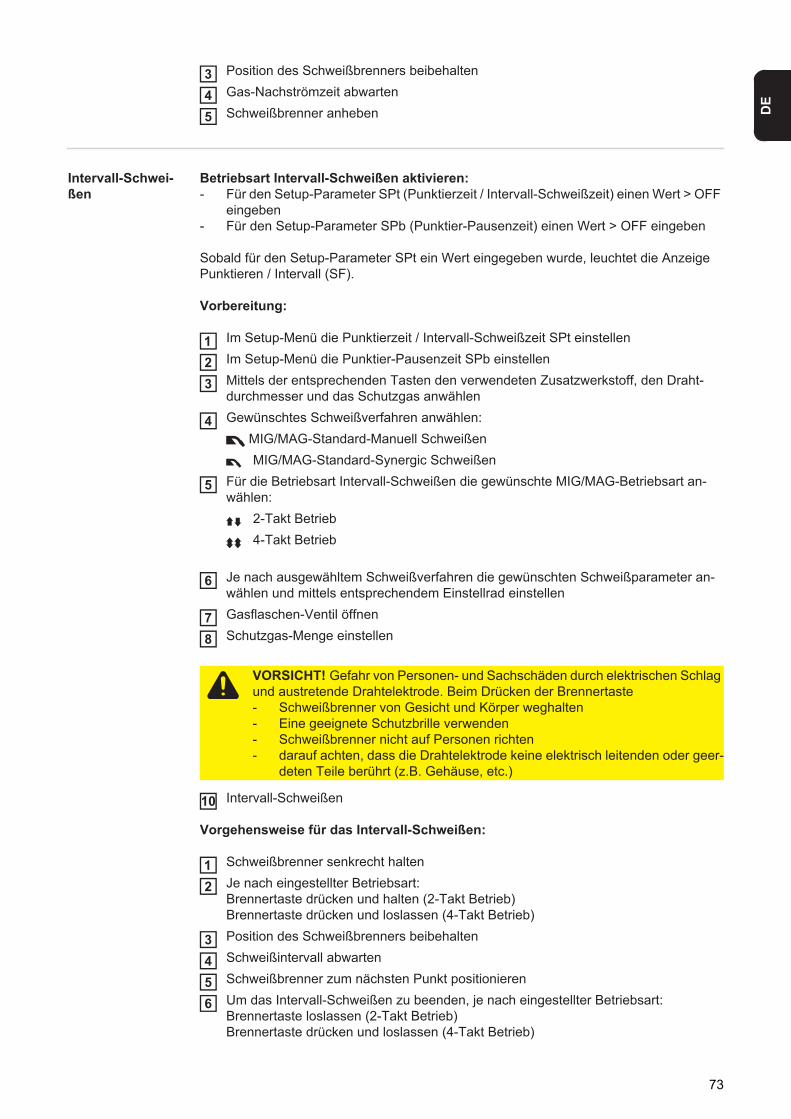
DE
Position des Schweißbrenners beibehaltenGas-Nachströmzeit abwartenSchweißbrenner anheben
Intervall-Schwei-ßen
Betriebsart Intervall-Schweißen aktivieren:- Für den Setup-Parameter SPt (Punktierzeit / Intervall-Schweißzeit) einen Wert > OFF
eingeben- Für den Setup-Parameter SPb (Punktier-Pausenzeit) einen Wert > OFF eingeben
Sobald für den Setup-Parameter SPt ein Wert eingegeben wurde, leuchtet die Anzeige Punktieren / Intervall (SF).
Vorbereitung:
Im Setup-Menü die Punktierzeit / Intervall-Schweißzeit SPt einstellenIm Setup-Menü die Punktier-Pausenzeit SPb einstellenMittels der entsprechenden Tasten den verwendeten Zusatzwerkstoff, den Draht-durchmesser und das Schutzgas anwählenGewünschtes Schweißverfahren anwählen:
MIG/MAG-Standard-Manuell Schweißen MIG/MAG-Standard-Synergic Schweißen
Für die Betriebsart Intervall-Schweißen die gewünschte MIG/MAG-Betriebsart an-wählen:
2-Takt Betrieb 4-Takt Betrieb
Je nach ausgewähltem Schweißverfahren die gewünschten Schweißparameter an-wählen und mittels entsprechendem Einstellrad einstellenGasflaschen-Ventil öffnenSchutzgas-Menge einstellen
Intervall-Schweißen
Vorgehensweise für das Intervall-Schweißen:
Schweißbrenner senkrecht haltenJe nach eingestellter Betriebsart:Brennertaste drücken und halten (2-Takt Betrieb)Brennertaste drücken und loslassen (4-Takt Betrieb)Position des Schweißbrenners beibehaltenSchweißintervall abwartenSchweißbrenner zum nächsten Punkt positionierenUm das Intervall-Schweißen zu beenden, je nach eingestellter Betriebsart:Brennertaste loslassen (2-Takt Betrieb)Brennertaste drücken und loslassen (4-Takt Betrieb)
345
VORSICHT! Gefahr von Personen- und Sachschäden durch elektrischen Schlag und austretende Drahtelektrode. Beim Drücken der Brennertaste- Schweißbrenner von Gesicht und Körper weghalten- Eine geeignete Schutzbrille verwenden- Schweißbrenner nicht auf Personen richten- darauf achten, dass die Drahtelektrode keine elektrisch leitenden oder geer-
deten Teile berührt (z.B. Gehäuse, etc.)
123
4
5
6
78
10
12
3456
73

Gas-Nachströmzeit abwartenSchweißbrenner anheben
78
74
DE
Arbeitspunkte speichern und abrufen
Allgemeines Die Speichertasten erlauben das Speichern von bis zu 5 Arbeitspunkten. Jeder Arbeits-punkt entspricht den dafür getroffenen Einstellungen am Bedienpanel.
WICHTIG! Es werden keine Setup-Parameter mitgespeichert.
Arbeitspunkte speichern
Zum Speichern der aktuellen Einstellungen am Bedienpanel, eine der Speichertasten gedrückt halten, z.B.:
- Die linke Anzeige zeigt „Pro“- Nach kurzer Zeit wechselt die linke Anzeige auf den ursprünglichen WertSpeichertaste loslassen
Arbeitspunkte ab-rufen
Zum Abrufen der gespeicherten Einstellungen, die entsprechende Speichertaste kurz drücken, z.B.:
- Das Bedienpanel zeigt die gespeicherten Einstellungen
Arbeitspunkte lö-schen
Zum Löschen des Speicherinhaltes einer Speichertaste, die entsprechende Speicher-taste gedrückt halten, z.B.:
- Die linke Anzeige zeigt „Pro“.- Nach kurzer Zeit wechselt die linke Anzeige auf den ursprünglichen WertSpeichertaste weiter gedrückt halten- Die linke Anzeige zeigt „CLr“.- Nach kurzer Zeit zeigen beide Anzeigen „---“Speichertaste loslassen
Arbeitspunkte am Schweißbrenner Up/Down abrufen
Zum Abrufen der gespeicherten Einstellungen mittels Schweißbrenner Up/Down muss eine der Speichertasten am Bedienpanel gedrückt sein.
Eine der Speichertasten am Bedienpanel drücken, z.B.:
Das Bedienpanel zeigt die gespeicherten Einstellungen.
Nun ist das Anwählen der Speichertasten mittels Tasten am Schweißbrenner Up/Down möglich. Nicht belegte Speichertasten werden dabei übersprungen.
Zusätzlich zum Aufleuchten der Speichertasten-Nummer, erfolgt eine Anzeige der Num-mer direkt am Schweißbrenner Up/Down:
1
2
1
1
2
3
1
75
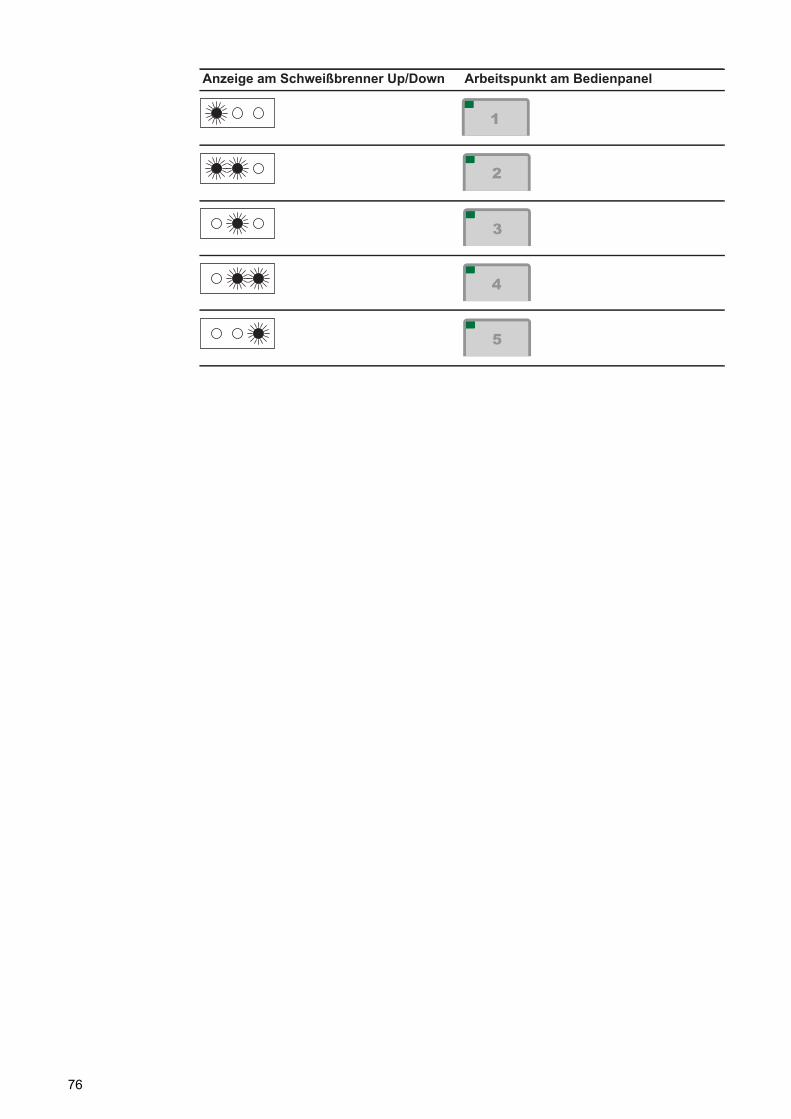
Anzeige am Schweißbrenner Up/Down Arbeitspunkt am Bedienpanel
76
DE
Stabelektroden-Schweißen
Sicherheit
Vorbereitung Netzschalter in Stellung - O - schaltenNetzstecker aussteckenAn der Stromquelle sämtliche Leitungen zum Drahtvorschub demontieren
Massekabel je nach Elektrodentype in die (-) - Strombuchse oder in die (+) - Strom-buchse einstecken und verriegelnMit dem anderen Ende des Massekabels Verbindung zum Werkstück herstellenBajonett-Stromstecker des Elektrodenhalter-Kabels je nach Elektrodentype in die freie Strombuchse mit gegensätzlicher Polarität einstecken und durch Drehen nach rechts verriegelnNetzstecker einstecken
Stabelektroden-Schweißen
Netzschalter in Stellung - I - schalten: sämtliche Anzeigen am Bedienpanel leuchten kurz aufMittels Taste Verfahren das Verfahren Stabelektroden-Schweißen anwählen:
Die Schweißspannung wird mit einer Verzögerung von 3 s auf die Schweißbuchse ge-schaltet.Ist das Verfahren Stabelektroden-Schweißen angewählt, wird ein gegebenenfalls vor-handenes Kühlgerät automatisch deaktiviert. Es ist nicht möglich, dieses einzuschal-ten.
WARNUNG! Fehlbedienung kann schwerwiegende Personen- und Sachschä-den verursachen. Beschriebene Funktionen erst anwenden, wenn folgende Do-kumente vollständig gelesen und verstanden wurden:- diese Bedienungsanleitung- sämtliche Bedienungsanleitungen der Systemkomponenten, insbesondere
Sicherheitsvorschriften
WARNUNG! Ein elektrischer Schlag kann tödlich sein. Ist das Gerät während der Installation am Netz angesteckt, besteht die Gefahr schwerwiegender Personen- und Sachschäden. Sämtliche Arbeiten am Gerät nur durchführen, wenn- der Netzschalter in Stellung - O - geschaltet ist,- das Gerät vom Netz getrennt ist.
WICHTIG! Informationen, ob die Stabelektroden auf (+) oder auf (-) zu verschweißen sind, entnehmen Sie der Verpackung der Stabelektroden.
123
4
56
7
VORSICHT! Gefahr von Personen- und Sachschäden durch elektrischen Schlag. Sobald der Netzschalter in Stellung - I - geschaltet ist, ist die Stabelektrode im Elektrodenhalter spannungsführend. Darauf achten, dass die Stabelektrode kei-ne Personen oder elektrisch leitenden oder geerdeten Teile berührt (z.B. Gehäu-se, etc.)
WICHTIG! Parameter, die an einem Bedienpanel einer Systemkomponente einge-stellt wurden (Fernbedienung TR 2000, TR 3000), können unter Umständen am Be-dienpanel der Stromquelle nicht geändert werden.
1
2
77
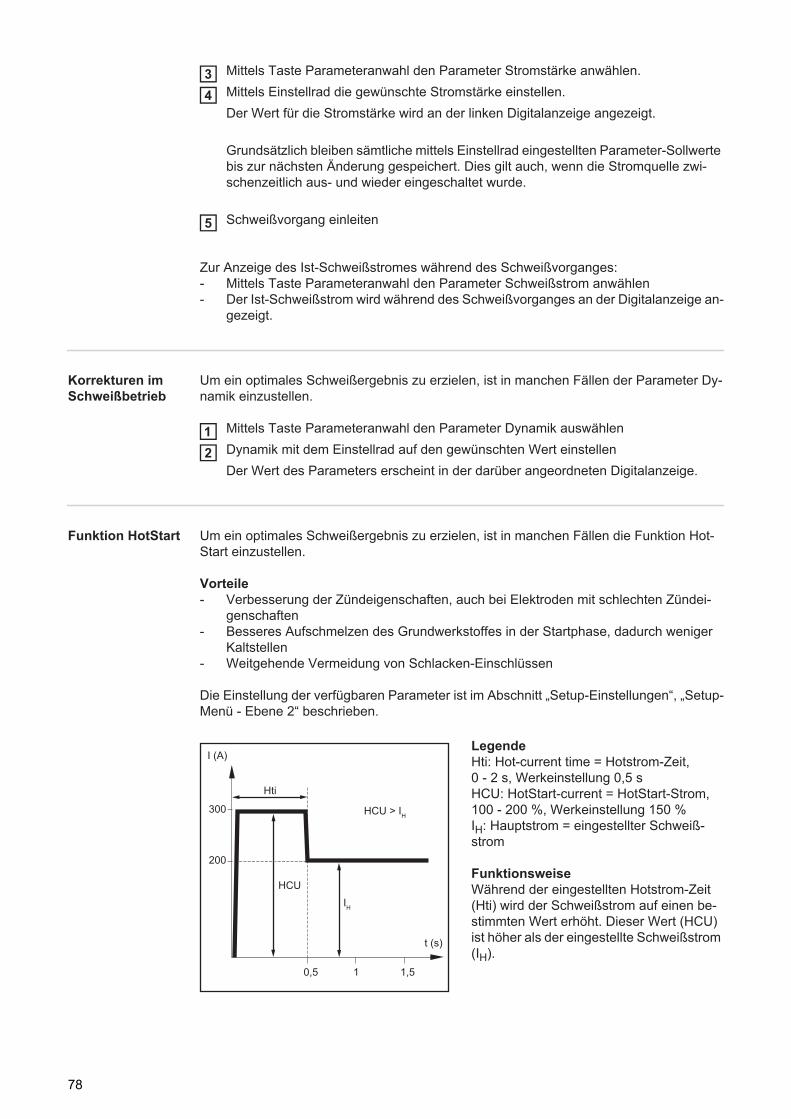
Mittels Taste Parameteranwahl den Parameter Stromstärke anwählen.Mittels Einstellrad die gewünschte Stromstärke einstellen.Der Wert für die Stromstärke wird an der linken Digitalanzeige angezeigt.
Grundsätzlich bleiben sämtliche mittels Einstellrad eingestellten Parameter-Sollwerte bis zur nächsten Änderung gespeichert. Dies gilt auch, wenn die Stromquelle zwi-schenzeitlich aus- und wieder eingeschaltet wurde.
Schweißvorgang einleiten
Zur Anzeige des Ist-Schweißstromes während des Schweißvorganges:- Mittels Taste Parameteranwahl den Parameter Schweißstrom anwählen- Der Ist-Schweißstrom wird während des Schweißvorganges an der Digitalanzeige an-
gezeigt.
Korrekturen im Schweißbetrieb
Um ein optimales Schweißergebnis zu erzielen, ist in manchen Fällen der Parameter Dy-namik einzustellen.
Mittels Taste Parameteranwahl den Parameter Dynamik auswählenDynamik mit dem Einstellrad auf den gewünschten Wert einstellenDer Wert des Parameters erscheint in der darüber angeordneten Digitalanzeige.
Funktion HotStart Um ein optimales Schweißergebnis zu erzielen, ist in manchen Fällen die Funktion Hot-Start einzustellen.
Vorteile- Verbesserung der Zündeigenschaften, auch bei Elektroden mit schlechten Zündei-
genschaften- Besseres Aufschmelzen des Grundwerkstoffes in der Startphase, dadurch weniger
Kaltstellen- Weitgehende Vermeidung von Schlacken-Einschlüssen
Die Einstellung der verfügbaren Parameter ist im Abschnitt „Setup-Einstellungen“, „Setup-Menü - Ebene 2“ beschrieben.
LegendeHti: Hot-current time = Hotstrom-Zeit,0 - 2 s, Werkeinstellung 0,5 sHCU: HotStart-current = HotStart-Strom,100 - 200 %, Werkeinstellung 150 %IH: Hauptstrom = eingestellter Schweiß-strom
FunktionsweiseWährend der eingestellten Hotstrom-Zeit (Hti) wird der Schweißstrom auf einen be-stimmten Wert erhöht. Dieser Wert (HCU) ist höher als der eingestellte Schweißstrom (IH).
34
5
12
200
300
I (A)
Hti
HCU > IH
t (s)
IH
HCU
0,5 1 1,5
78
DE
Funktion Anti-StickBei kürzer werdendem Lichtbogen kann die Schweißspannung soweit absinken, dass die Stabelektrode zum Festkleben neigt. Außerdem kann es zu einem Ausglühen der Stabe-lektrode kommen.
Ein Ausglühen wird bei aktivierter Funktion Anti-Stick verhindert. Beginnt die Stabelektro-de festzukleben, schaltet die Stromquelle den Schweißstrom sofort ab. Nach dem Abtren-nen der Stabelektrode vom Werkstück, kann der Schweißvorgang problemlos fortgesetzt werden.
Die Funktion Anti-Stick (Ast) kann im Setup-Menü bei den Setup-Parametern für das Sta-belektroden-Schweißen aktiviert und deaktiviert werden.
79

80
Setup Einstellungen

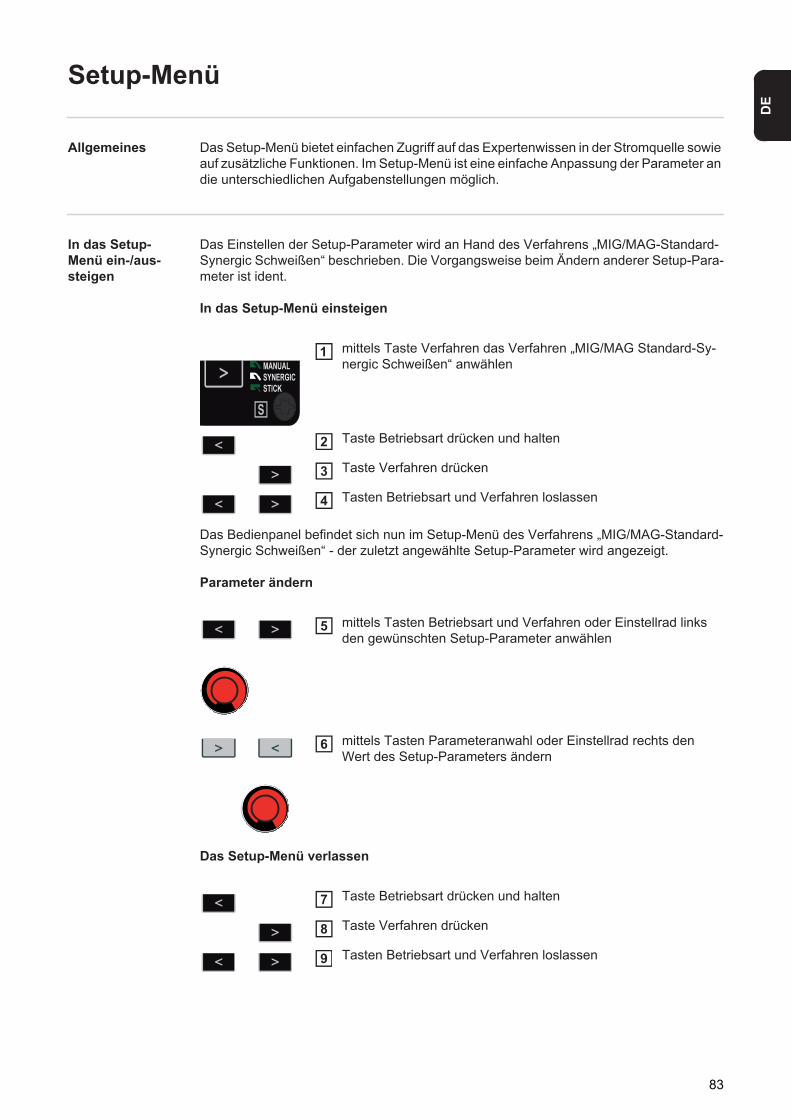
DE
Setup-Menü
Allgemeines Das Setup-Menü bietet einfachen Zugriff auf das Expertenwissen in der Stromquelle sowie auf zusätzliche Funktionen. Im Setup-Menü ist eine einfache Anpassung der Parameter an die unterschiedlichen Aufgabenstellungen möglich.
In das Setup-Menü ein-/aus-steigen
Das Einstellen der Setup-Parameter wird an Hand des Verfahrens „MIG/MAG-Standard-Synergic Schweißen“ beschrieben. Die Vorgangsweise beim Ändern anderer Setup-Para-meter ist ident.
In das Setup-Menü einsteigen
Das Bedienpanel befindet sich nun im Setup-Menü des Verfahrens „MIG/MAG-Standard-Synergic Schweißen“ - der zuletzt angewählte Setup-Parameter wird angezeigt.
Parameter ändern
Das Setup-Menü verlassen
mittels Taste Verfahren das Verfahren „MIG/MAG Standard-Sy-nergic Schweißen“ anwählen
Taste Betriebsart drücken und halten
Taste Verfahren drücken
Tasten Betriebsart und Verfahren loslassen
mittels Tasten Betriebsart und Verfahren oder Einstellrad links den gewünschten Setup-Parameter anwählen
1
2
3
4
5
mittels Tasten Parameteranwahl oder Einstellrad rechts den Wert des Setup-Parameters ändern
6
Taste Betriebsart drücken und halten
Taste Verfahren drücken
Tasten Betriebsart und Verfahren loslassen
7
8
9
83
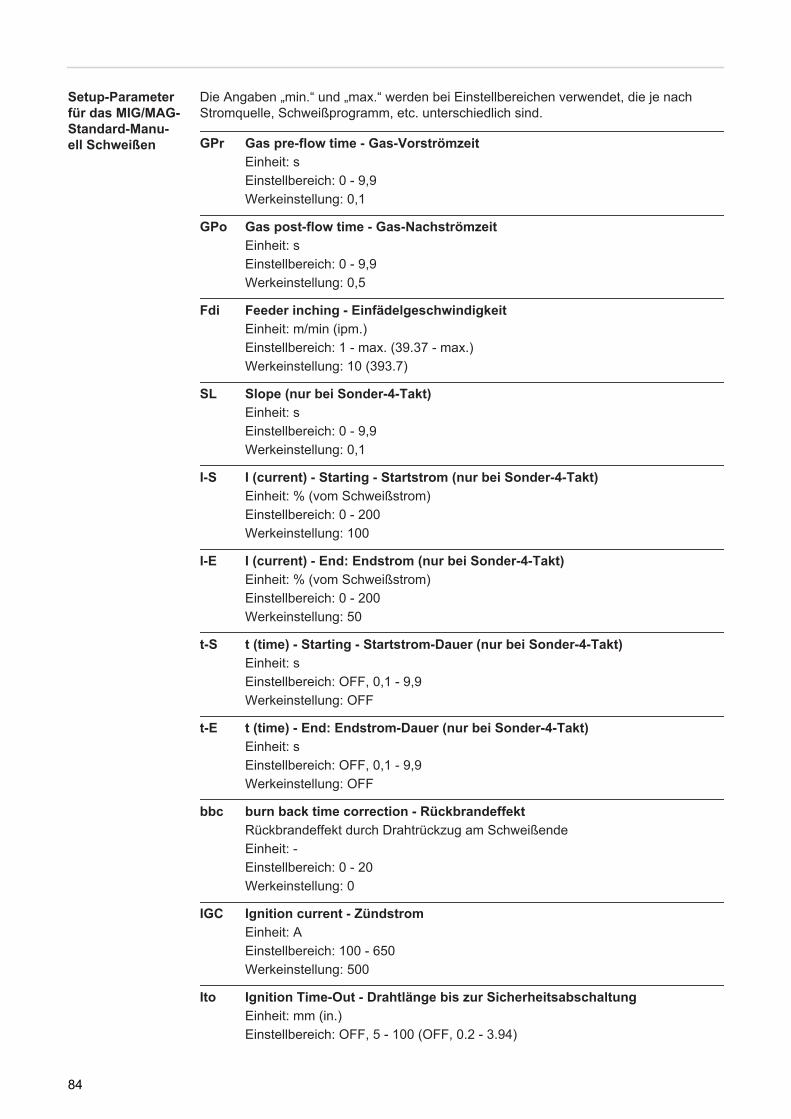
Setup-Parameter für das MIG/MAG-Standard-Manu-ell Schweißen
Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, die je nach Stromquelle, Schweißprogramm, etc. unterschiedlich sind.
GPr Gas pre-flow time - Gas-VorströmzeitEinheit: sEinstellbereich: 0 - 9,9Werkeinstellung: 0,1
GPo Gas post-flow time - Gas-NachströmzeitEinheit: sEinstellbereich: 0 - 9,9Werkeinstellung: 0,5
Fdi Feeder inching - EinfädelgeschwindigkeitEinheit: m/min (ipm.)Einstellbereich: 1 - max. (39.37 - max.)Werkeinstellung: 10 (393.7)
SL Slope (nur bei Sonder-4-Takt)Einheit: sEinstellbereich: 0 - 9,9Werkeinstellung: 0,1
I-S I (current) - Starting - Startstrom (nur bei Sonder-4-Takt)Einheit: % (vom Schweißstrom)Einstellbereich: 0 - 200Werkeinstellung: 100
I-E I (current) - End: Endstrom (nur bei Sonder-4-Takt)Einheit: % (vom Schweißstrom)Einstellbereich: 0 - 200Werkeinstellung: 50
t-S t (time) - Starting - Startstrom-Dauer (nur bei Sonder-4-Takt)Einheit: sEinstellbereich: OFF, 0,1 - 9,9Werkeinstellung: OFF
t-E t (time) - End: Endstrom-Dauer (nur bei Sonder-4-Takt)Einheit: sEinstellbereich: OFF, 0,1 - 9,9Werkeinstellung: OFF
bbc burn back time correction - RückbrandeffektRückbrandeffekt durch Drahtrückzug am SchweißendeEinheit: -Einstellbereich: 0 - 20Werkeinstellung: 0
IGC Ignition current - ZündstromEinheit: AEinstellbereich: 100 - 650Werkeinstellung: 500
Ito Ignition Time-Out - Drahtlänge bis zur SicherheitsabschaltungEinheit: mm (in.)Einstellbereich: OFF, 5 - 100 (OFF, 0.2 - 3.94)
84
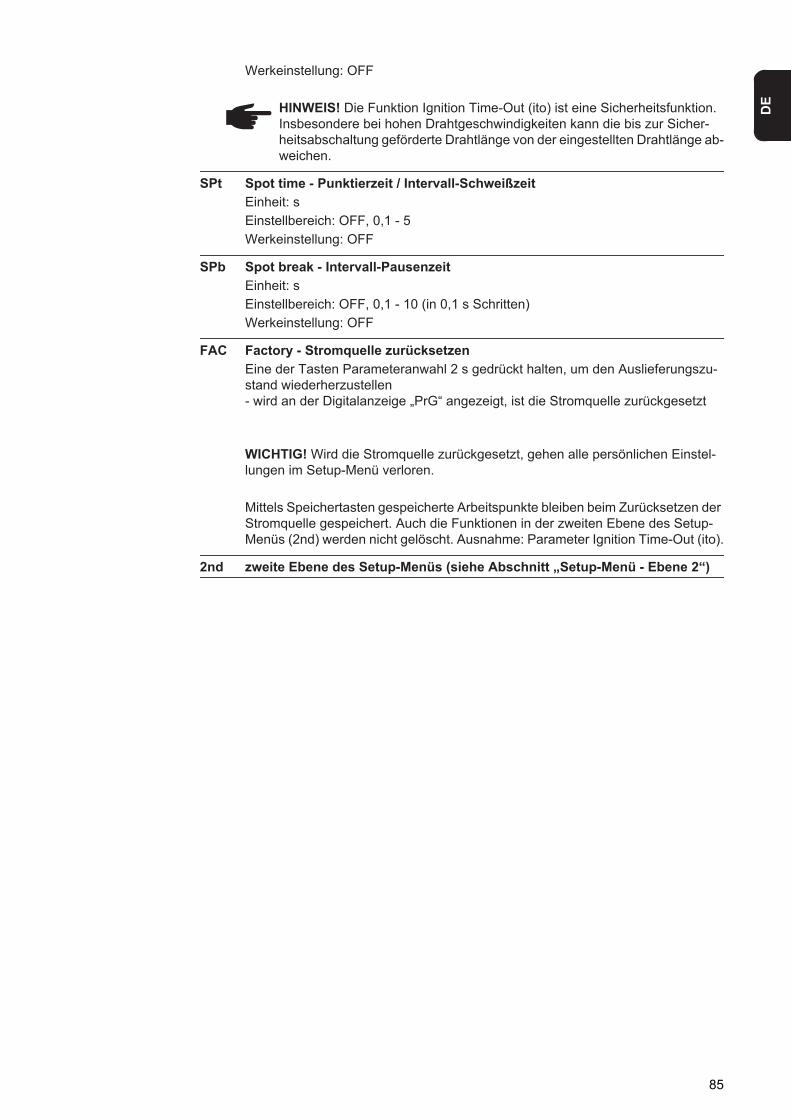
DE
Werkeinstellung: OFF
SPt Spot time - Punktierzeit / Intervall-SchweißzeitEinheit: sEinstellbereich: OFF, 0,1 - 5Werkeinstellung: OFF
SPb Spot break - Intervall-Pausenzeit Einheit: sEinstellbereich: OFF, 0,1 - 10 (in 0,1 s Schritten)Werkeinstellung: OFF
FAC Factory - Stromquelle zurücksetzenEine der Tasten Parameteranwahl 2 s gedrückt halten, um den Auslieferungszu-stand wiederherzustellen- wird an der Digitalanzeige „PrG“ angezeigt, ist die Stromquelle zurückgesetzt
WICHTIG! Wird die Stromquelle zurückgesetzt, gehen alle persönlichen Einstel-lungen im Setup-Menü verloren.
Mittels Speichertasten gespeicherte Arbeitspunkte bleiben beim Zurücksetzen der Stromquelle gespeichert. Auch die Funktionen in der zweiten Ebene des Setup-Menüs (2nd) werden nicht gelöscht. Ausnahme: Parameter Ignition Time-Out (ito).
2nd zweite Ebene des Setup-Menüs (siehe Abschnitt „Setup-Menü - Ebene 2“)
HINWEIS! Die Funktion Ignition Time-Out (ito) ist eine Sicherheitsfunktion. Insbesondere bei hohen Drahtgeschwindigkeiten kann die bis zur Sicher-heitsabschaltung geförderte Drahtlänge von der eingestellten Drahtlänge ab-weichen.
85
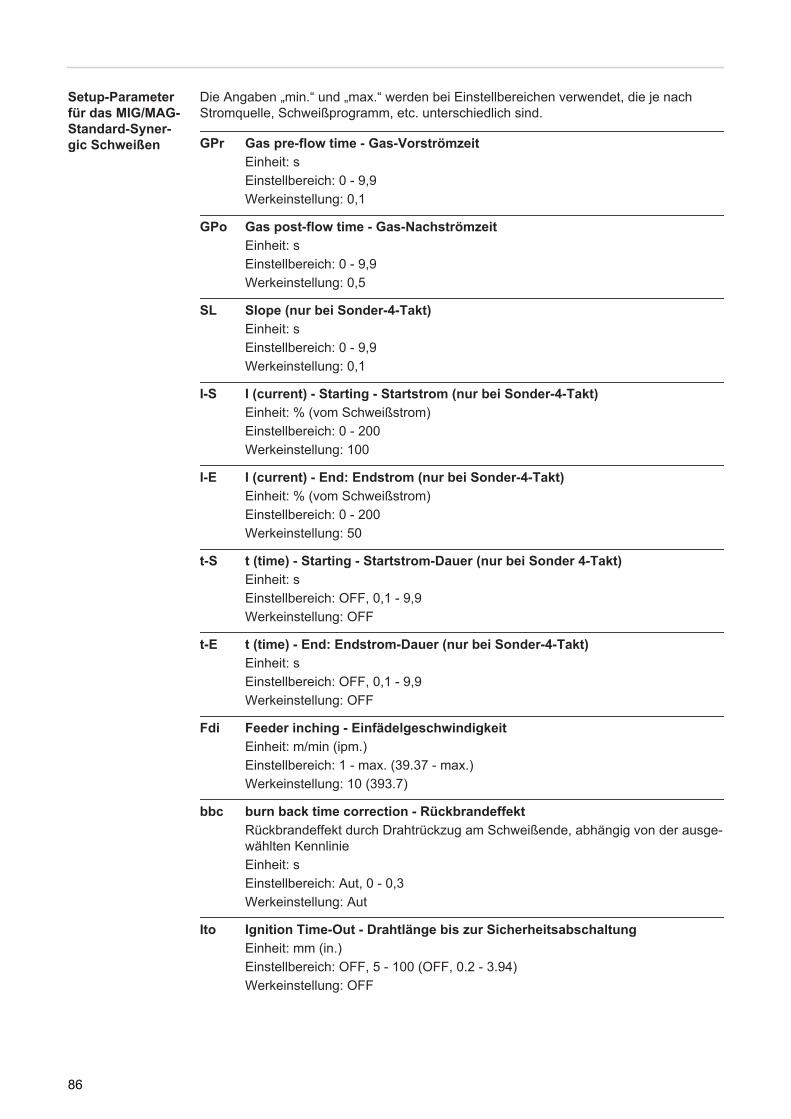
Setup-Parameter für das MIG/MAG-Standard-Syner-gic Schweißen
Die Angaben „min.“ und „max.“ werden bei Einstellbereichen verwendet, die je nach Stromquelle, Schweißprogramm, etc. unterschiedlich sind.
GPr Gas pre-flow time - Gas-VorströmzeitEinheit: sEinstellbereich: 0 - 9,9Werkeinstellung: 0,1
GPo Gas post-flow time - Gas-NachströmzeitEinheit: sEinstellbereich: 0 - 9,9Werkeinstellung: 0,5
SL Slope (nur bei Sonder-4-Takt)Einheit: sEinstellbereich: 0 - 9,9Werkeinstellung: 0,1
I-S I (current) - Starting - Startstrom (nur bei Sonder-4-Takt)Einheit: % (vom Schweißstrom)Einstellbereich: 0 - 200Werkeinstellung: 100
I-E I (current) - End: Endstrom (nur bei Sonder-4-Takt)Einheit: % (vom Schweißstrom)Einstellbereich: 0 - 200Werkeinstellung: 50
t-S t (time) - Starting - Startstrom-Dauer (nur bei Sonder 4-Takt)Einheit: sEinstellbereich: OFF, 0,1 - 9,9Werkeinstellung: OFF
t-E t (time) - End: Endstrom-Dauer (nur bei Sonder-4-Takt)Einheit: sEinstellbereich: OFF, 0,1 - 9,9Werkeinstellung: OFF
Fdi Feeder inching - EinfädelgeschwindigkeitEinheit: m/min (ipm.)Einstellbereich: 1 - max. (39.37 - max.)Werkeinstellung: 10 (393.7)
bbc burn back time correction - RückbrandeffektRückbrandeffekt durch Drahtrückzug am Schweißende, abhängig von der ausge-wählten KennlinieEinheit: sEinstellbereich: Aut, 0 - 0,3Werkeinstellung: Aut
Ito Ignition Time-Out - Drahtlänge bis zur SicherheitsabschaltungEinheit: mm (in.)Einstellbereich: OFF, 5 - 100 (OFF, 0.2 - 3.94)Werkeinstellung: OFF
86
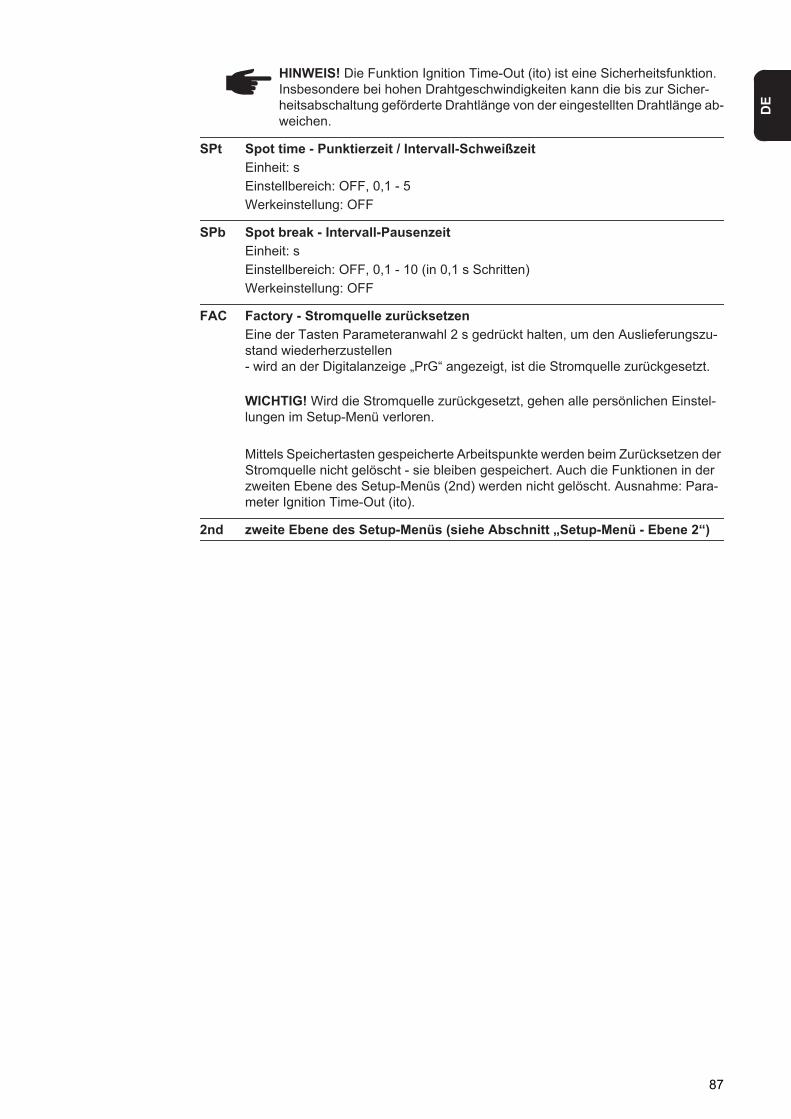
DE
SPt Spot time - Punktierzeit / Intervall-SchweißzeitEinheit: sEinstellbereich: OFF, 0,1 - 5Werkeinstellung: OFF
SPb Spot break - Intervall-PausenzeitEinheit: sEinstellbereich: OFF, 0,1 - 10 (in 0,1 s Schritten)Werkeinstellung: OFF
FAC Factory - Stromquelle zurücksetzenEine der Tasten Parameteranwahl 2 s gedrückt halten, um den Auslieferungszu-stand wiederherzustellen- wird an der Digitalanzeige „PrG“ angezeigt, ist die Stromquelle zurückgesetzt.
WICHTIG! Wird die Stromquelle zurückgesetzt, gehen alle persönlichen Einstel-lungen im Setup-Menü verloren.
Mittels Speichertasten gespeicherte Arbeitspunkte werden beim Zurücksetzen der Stromquelle nicht gelöscht - sie bleiben gespeichert. Auch die Funktionen in der zweiten Ebene des Setup-Menüs (2nd) werden nicht gelöscht. Ausnahme: Para-meter Ignition Time-Out (ito).
2nd zweite Ebene des Setup-Menüs (siehe Abschnitt „Setup-Menü - Ebene 2“)
HINWEIS! Die Funktion Ignition Time-Out (ito) ist eine Sicherheitsfunktion. Insbesondere bei hohen Drahtgeschwindigkeiten kann die bis zur Sicher-heitsabschaltung geförderte Drahtlänge von der eingestellten Drahtlänge ab-weichen.
87
Setup-Parameter für das Stabelekt-roden-Schweißen
WICHTIG! Beim Zurücksetzen der Stromquelle mittels Setup-Parameter Factory FAC wer-den die Setup-Parameter Hotstrom-Zeit (Hti) und HotStart-Strom (HCU) ebenfalls rückge-setzt.
HCU Hot-start current - HotStart-StromEinheit: %Einstellbereich: 100 - 200Werkeinstellung: 150
Hti Hot-current time - Hotstrom-ZeitEinheit: sEinstellbereich: 0 - 2,0Werkeinstellung: 0,5
Ast Anti-StickEinheit: -Einstellbereich: On, OffWerkeinstellung: Off
FAC Factory - Stromquelle zurücksetzenEine der Tasten Parameteranwahl 2 s gedrückt halten, um den Auslieferungszu-stand wiederherzustellen - wird an der Digitalanzeige „PrG“ angezeigt, ist die Stromquelle zurückgesetzt.
WICHTIG! Wird die Stromquelle zurückgesetzt, gehen alle persönlichen Einstel-lungen verloren.
Mittels Speichertasten gespeicherte Arbeitspunkte werden beim Zurücksetzen der Stromquelle nicht gelöscht - sie bleiben gespeichert. Auch die Funktionen in der zweiten Ebene des Setup-Menüs (2nd) werden nicht gelöscht. Ausnahme: Para-meter Ignition Time-Out (ito).
2nd zweite Ebene des Setup-Menüs (siehe Abschnitt „Setup-Menü - Ebene 2“)
88
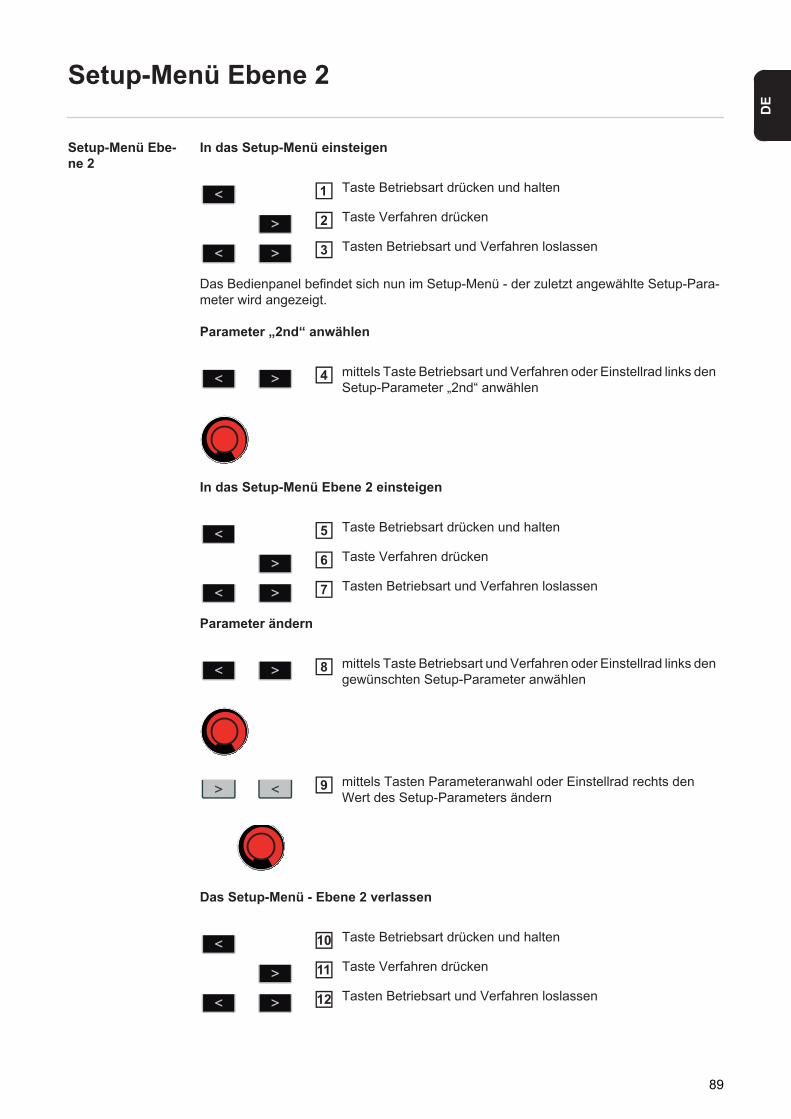
DE
Setup-Menü Ebene 2
Setup-Menü Ebe-ne 2
In das Setup-Menü einsteigen
Das Bedienpanel befindet sich nun im Setup-Menü - der zuletzt angewählte Setup-Para-meter wird angezeigt.
Parameter „2nd“ anwählen
In das Setup-Menü Ebene 2 einsteigen
Parameter ändern
Das Setup-Menü - Ebene 2 verlassen
Taste Betriebsart drücken und halten
Taste Verfahren drücken
Tasten Betriebsart und Verfahren loslassen
mittels Taste Betriebsart und Verfahren oder Einstellrad links den Setup-Parameter „2nd“ anwählen
1
2
3
4
Taste Betriebsart drücken und halten
Taste Verfahren drücken
Tasten Betriebsart und Verfahren loslassen
mittels Taste Betriebsart und Verfahren oder Einstellrad links den gewünschten Setup-Parameter anwählen
5
6
7
8
mittels Tasten Parameteranwahl oder Einstellrad rechts den Wert des Setup-Parameters ändern
9
Taste Betriebsart drücken und halten
Taste Verfahren drücken
Tasten Betriebsart und Verfahren loslassen
10
11
12
89
Das Setup-Menü verlassen
Parameter für das MIG/MAG-Schweißen im Se-tup-Menü Ebene 2
Taste Betriebsart drücken und halten
Taste Verfahren drücken
Tasten Betriebsart und Verfahren loslassen
13
14
15
C-C Cooling unit Control - Steuerung Kühlgerät(nur bei angeschlossenem Kühlgerät)
Einheit: -Einstellbereich: Aut, On, OFFWerkeinstellung: Aut
Aut: Das Kühlgerät schaltet nach einer Schweißpause von 2 Minuten ab.
WICHTIG! Ist die Option Kühlmittel-Temperaturüberwachung und Durchfluss-Überwachung in das Kühlgerät eingebaut, schaltet das Kühlgerät ab, sobald die Rücklauf-Temperatur 50 °C unterschritten hat, frühestens aber nach 2 Minuten Schweißpause.
On: Das Kühlgerät bleibt ständig eingeschaltetOFF: Das Kühlgerät bleibt ständig ausgeschaltet
WICHTIG! Bei Anwendung des Parameters FAC wird der Parameter C-C nicht auf die Werkseinstellung zurückgesetzt. Bei angewähltem Schweißverfahren Stabelelektroden-Schweißen bleibt das Kühlgerät in jedem Fall abgeschaltet, auch in Stellung „On“.
C-t Cooling Time(nur bei angeschlossenem Kühlgerät)Zeit zwischen Ansprechen der Durchfluss-Überwachung und Ausgabe des Ser-vice-Codes „no | H2O“. Treten im Kühlsystem beispielsweise Luftblasen auf, schaltet das Kühlgerät erst nach der eingestellten Zeit ab.
Einheit: sEinstellbereich: 5 - 25Werkeinstellung: 10
WICHTIG! Zu Testzwecken läuft das Kühlgerät nach jedem mal Einschalten der Stromquelle für 180 Sekunden.
SEt Setting - Ländereinstellung (Standard / USA) ... Std / US
Einheit: -Einstellbereich: Std, US (Standard / USA)Werkeinstellung: Standard-Version: Std (Maßangaben: cm / mm) USA-Version: US (Maßangaben: in.)
r r (resistance) - Schweißkreis-Widerstand (in mOhm)siehe Abschnitt „Schweißkreis-Widerstand r ermitteln“
L L (inductivity) - Schweißkreis-Induktivität (in Mikro Henry)siehe Abschnitt „Schweißkreis-Induktivität L anzeigen“
90
DE
Parameter für das Stabelektroden-Schweißen im Se-tup-Menü Ebene 2
EnE Real Energy Input - elektrische Energie des Lichtbogens bezogen auf die Schweißgeschwindigkeit
Einheit: kJEinstellbereich: ON / OFFWerkseinstellung: OFF
Da nicht der gesamte Wertebereich (1 kJ - 99999 kJ) auf dem dreistelligen Dis-play angezeigt werden kann, wurde folgende Darstellungsvariante gewählt:
Wert in kJ / Anzeige auf Display:1 bis 999 / 1 bis 9991000 bis 9999 / 1.00 bis 9.99 (ohne Einer-Stelle, z.B. 5270 kJ -> 5.27)10000 bis 99999 / 10.0 bis 99.9(ohne Einer- und Zehner-Stelle, z.B. 23580 kJ -> 23.6)
ALC Arc Length Correction - Korrektur der Lichtbogen-Länge über die Schweißspan-nung
Einstellbereich: ON / OFFWerkseinstellung: OFF
Die Lichtbogen-Länge ist abhängig von der Schweißspannung. Die Schweiß-spannung lässt sich im Synergic-Betrieb individuell einstellen.
Befindet sich der Parameter ALC auf „OFF“, ist keine individuelle Einstellung der Schweißspannung möglich. Die Schweißspannung richtet sich automatisch nach dem angewählten Schweißstrom oder der Drahtgeschwindigkeit. Bei einer Anpassung der Lichtbogen-Längenkorrektur ändert sich die Spannung bei gleichbleibendem Schweißstrom und gleichbleibender Drahtgeschwindigkeit. Während des Einstellens der Lichtbogen-Längenkorrektur mittels Einstellrad wird die linke Anzeige für den Korrekturwert der Lichtbogen-Länge genutzt. Auf der rechten Anzeige ändert sich der Wert für die Schweißspannung simultan mit. Danach zeigt die linke Anzeige wieder den ursprünglichen Wert, z.B. Schweiß-strom.
r r (resistance) - Schweißkreis-Widerstand (in mOhm)siehe Abschnitt „Schweißkreis-Widerstand r ermitteln“
L L (inductivity) - Schweißkreis-Induktivität (in Mikro Henry)siehe Abschnitt „Schweißkreis-Induktivität L anzeigen“
91
Schweißkreis-Widerstand r ermitteln
Allgemeines Durch die Ermittlung des Schweißkreis-Widerstandes r ist es möglich, auch bei unter-schiedlichen Schlauchpaket-Längen immer ein gleichbleibendes Schweißergebnis zu er-zielen - dadurch ist die Schweißspannung am Lichtbogen unabhängig von Schlauchpaket-Länge und Schlauchpaket-Querschnitt immer exakt geregelt. Die Verwendung der Licht-bogen-Längenkorrektur ist nicht mehr notwendig.
Der Schweißkreis-Widerstand wird nach der Ermittlung am Display angezeigt.
r = Schweißkreis-Widerstand in Milliohm (mOhm)
Die eingestellte Schweißspannung entspricht bei korrekt durchgeführter Ermittlung des Schweißkreis-Widerstandes r exakt der Schweißspannung am Lichtbogen. Wird die Span-nung an den Ausgangsbuchsen der Stromquelle manuell gemessen, so ist diese um den Spannungsabfall des Schlauchpaketes höher als die Schweißspannung am Lichtbogen.
Schweißkreis-Wi-derstand r ermit-teln
Masseverbindung mit Werkstück herstellenIn das Setup-Menü Ebene 2 einsteigen (2nd)Parameter „r“ anwählenGasdüse des Schweißbrenners entfernenKontaktrohr festschrauben
Kontaktrohr satt auf die Werkstück-Oberfläche aufsetzenBrennertaste kurz drücken- Der Schweißkreis-Widerstand wird errechnet. Während der Messung zeigt das
Display „run“
Die Messung ist abgeschlossen, wenn das Display den Schweißkreis-Widerstand in m Ohm anzeigt (z.B. 11,4).
Gasdüse des Schweißbrenners wieder montieren
HINWEIS! Der Schweißkreis-Widerstand r ist abhängig vom verwendeten Schlauchpaket:- bei Änderung von Schlauchpaket-Länge oder Schlauchpaket-Querschnitt
den Schweißkreis-Widerstand r erneut ermitteln- den Schweißkreis-Widerstand für jedes Schweißverfahren mit den zugehöri-
gen Schweißleitungen separat ermitteln
HINWEIS! Eine korrekte Messung des Schweißkreis-Widerstandes ist von we-sentlicher Bedeutung für das Schweißergebnis. Stellen Sie sicher, dass der Kon-takt „Masseklemme-Werkstück“ auf gereinigter Werkstück-Oberfläche erfolgt.
HINWEIS! Stellen Sie sicher, dass der Kontakt „Kontaktrohr - Werkstück“ auf ge-reinigter Werkstück-Oberfläche erfolgt.
12345
67
8
92
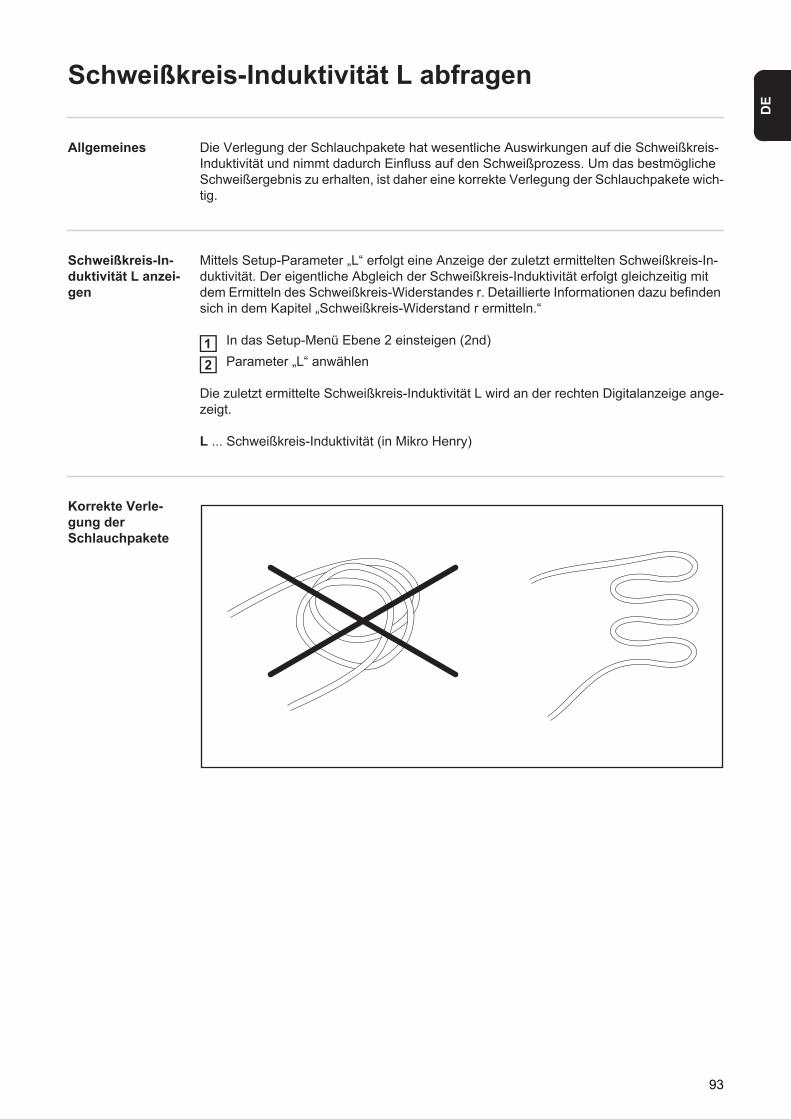
DE
Schweißkreis-Induktivität L abfragen
Allgemeines Die Verlegung der Schlauchpakete hat wesentliche Auswirkungen auf die Schweißkreis-Induktivität und nimmt dadurch Einfluss auf den Schweißprozess. Um das bestmögliche Schweißergebnis zu erhalten, ist daher eine korrekte Verlegung der Schlauchpakete wich-tig.
Schweißkreis-In-duktivität L anzei-gen
Mittels Setup-Parameter „L“ erfolgt eine Anzeige der zuletzt ermittelten Schweißkreis-In-duktivität. Der eigentliche Abgleich der Schweißkreis-Induktivität erfolgt gleichzeitig mit dem Ermitteln des Schweißkreis-Widerstandes r. Detaillierte Informationen dazu befinden sich in dem Kapitel „Schweißkreis-Widerstand r ermitteln.“
In das Setup-Menü Ebene 2 einsteigen (2nd)Parameter „L“ anwählen
Die zuletzt ermittelte Schweißkreis-Induktivität L wird an der rechten Digitalanzeige ange-zeigt.
L ... Schweißkreis-Induktivität (in Mikro Henry)
Korrekte Verle-gung der Schlauchpakete
12
93
94
Fehlerbehebung und Wartung

DE
Fehlerdiagnose, Fehlerbehebung
Allgemeines Die Geräte sind mit einem intelligenten Sicherheitssystem ausgestattet. Auf die Verwen-dung von Schmelzsicherungen konnte daher weitgehend verzichtet werden. Ein Wechsel von Schmelzsicherungen ist daher nicht mehr erforderlich. Nach der Beseitigung einer möglichen Störung ist das Gerät wieder betriebsbereit.
Sicherheit
Fehlerdiagnose Die Seriennummer und Konfiguration des Gerätes notieren, sowie den Service-Dienst mit einer detaillierten Fehlerbeschreibung verständigen, wenn- Fehler auftreten, die im Folgenden nicht angeführt sind- die angeführten Behebungsmaßnahmen nicht zum Erfolg führen
Stromquelle hat keine FunktionNetzschalter eingeschaltet, Anzeigen leuchten nicht
Ursache: Netzzuleitung unterbrochen, Netzstecker nicht eingestecktBehebung: Netzzuleitung überprüfen, ev. Netzstecker einstecken
Ursache: Netz-Steckdose oder Netzstecker defektBehebung: defekte Teile austauschen
Ursache: NetzabsicherungBehebung: Netzabsicherung wechseln
WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Perso-nen- und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dür-fen nur von geschultem Fachpersonal durchgeführt werden. Beachten Sie die Sicherheitsvorschriften in der Bedienungsanleitung der Stromquelle.
WARNUNG! Ein elektrischer Schlag kann tödlich sein. Vor Öffnen des Gerätes- Netzschalter in Stellung - O - schalten- Gerät vom Netz trennen- ein verständliches Warnschild gegen Wiedereinschalten anbringen- mit Hilfe eines geeigneten Messgerätes sicherstellen, dass elektrisch gela-
dene Bauteile (z.B. Kondensatoren) entladen sind
VORSICHT! Unzureichende Schutzleiter-Verbindung kann schwerwiegende Personen- und Sachschäden verursachen. Die Gehäuse-Schrauben stellen eine geeignete Schutzleiter-Verbindung für die Erdung des Gehäuses dar und dürfen keinesfalls durch andere Schrauben ohne zuverlässige Schutzleiter-Verbindung ersetzt werden.
97
keine Funktion nach Drücken der BrennertasteNetzschalter Stromquelle eingeschaltet, Anzeigen leuchten
Ursache: nur bei Schweißbrennern mit externem Steuerstecker: Steuerstecker nicht eingesteckt
Behebung: Steuerstecker einstecken
Ursache: Schweißbrenner oder Schweißbrenner-Steuerleitung defektBehebung: Schweißbrenner tauschen
keine Funktion nach Drücken der BrennertasteNetzschalter Stromquelle eingeschaltet, an der Stromquelle leuchtet die Anzeige Strom-quelle ein, Anzeigen am Drahtvorschub leuchten nicht
Ursache: Verbindungs-Schlauchpaket defekt oder nicht korrekt angeschlossenBehebung: Verbindungs-Schlauchpaket überprüfen
kein SchweißstromNetzschalter eingeschaltet, einer der Übertemperatur-Servicecodes „to“ wird angezeigt. Detaillierte Infomationen zu den Servicecodes „to0“ bis „to6“ befinden sich in dem Ab-schnitt „Angezeigte Service-Codes“.
Ursache: ÜberlastungBehebung: Einschaltdauer berücksichtigen
Ursache: Thermo-Sicherheitsautomatik hat abgeschaltetBehebung: Abkühlphase abwarten; Stromquelle schaltet nach kurzer Zeit selbständig
wieder ein
Ursache: Kühlluft-Versorgung eingeschränktBehebung: Luftfilter an der Gehäuse-Rückseite seitlich herausziehen und reinigen, Zu-
gänglichkeit der Kühlluft-Kanäle gewährleisten
Ursache: Lüfter in der Stromquelle defektBehebung: Servicedienst verständigen
kein SchweißstromNetzschalter der Stromquelle eingeschaltet, Anzeigen leuchten
Ursache: Masseanschluss falschBehebung: Masseanschluss auf Polarität überprüfen
Ursache: Stromkabel im Schweißbrenner unterbrochenBehebung: Schweißbrenner tauschen
98
DE
kein Schutzgasalle anderen Funktionen vorhanden
Ursache: Gasflasche leerBehebung: Gasflasche wechseln
Ursache: Gasdruck-Minderer defektBehebung: Gasdruck-Minderer tauschen
Ursache: Gasschlauch nicht montiert oder schadhaftBehebung: Gasschlauch montieren oder tauschen
Ursache: Schweißbrenner defektBehebung: Schweißbrenner wechseln
Ursache: Gas-Magnetventil defektBehebung: Servicedienst verständigen
unregelmäßige DrahtgeschwindigkeitUrsache: Bremse zu stark eingestelltBehebung: Bremse lockern
Ursache: Bohrung des Kontaktrohres zu engBehebung: passendes Kontaktrohr verwenden
Ursache: Draht-Führungsseele im Schweißbrenner defektBehebung: Draht-Führungsseele auf Knicke, Verschmutzung, etc. prüfen und gegebe-
nenfalls austauschen
Ursache: Vorschubrollen für verwendete Drahtelektrode nicht geeignetBehebung: passende Vorschubrollen verwenden
Ursache: falscher Anpressdruck der VorschubrollenBehebung: Anpressdruck optimieren
Drahtförder-Problemebei Anwendungen mit langen Schweißbrenner-Schlauchpaketen
Ursache: unsachgemäße Verlegung des Schweißbrenner-SchlauchpaketesBehebung: Schweißbrenner-Schlauchpaket möglichst geradlinig auslegen, enge Biege-
radien vermeiden
Schweißbrenner wird sehr heißUrsache: Schweißbrenner zu schwach dimensioniertBehebung: Einschaltdauer und Belastungsgrenzen beachten
Ursache: nur bei wassergekühlten Anlagen: Kühlmittel-Durchfluss zu geringBehebung: Kühlmittel-Stand, Kühlmittel-Durchflussmenge, Kühlmittel-Verschmutzung,
etc. kontrollieren. Nähere Informationen der Bedienungsanleitung des Kühl-gerätes entnehmen
99
schlechte SchweißeigenschaftenUrsache: falsche SchweißparameterBehebung: Einstellungen überprüfen
Ursache: Masseverbindung schlechtBehebung: guten Kontakt zum Werkstück herstellen
Ursache: kein oder zu wenig SchutzgasBehebung: Druckminderer, Gasschlauch, Gas-Magnetventil, Schweißbrenner-Gasan-
schluss, etc. überprüfen
Ursache: Schweißbrenner undichtBehebung: Schweißbrenner wechseln
Ursache: falsches oder ausgeschliffenes KontaktrohrBehebung: Kontaktrohr wechseln
Ursache: falsche Drahtlegierung oder falscher DrahtdurchmesserBehebung: eingelegte Drahtelektrode kontrollieren
Ursache: falsche Drahtlegierung oder falscher DrahtdurchmesserBehebung: Verschweißbarkeit des Grund-Werkstoffes prüfen
Ursache: Schutzgas für Drahtlegierung nicht geeignetBehebung: korrektes Schutzgas verwenden
Angezeigte Ser-vice-Codes
Erscheint eine hier nicht angeführte Fehlermeldung an den Anzeigen, zunächst versu-chen, das Problem durch folgende Vorgehensweise zu beheben:
Netzschalter der Stromquelle in Stellung -O- schalten10 Sekunden wartenNetzschalter in Stellung -I- schalten
Tritt der Fehler trotz mehrmaliger Versuche erneut auf, oder sollten hier angeführte Behe-bungsmaßnahmen nicht zum Erfolg führen.
die angezeigte Fehlermeldung notierendie Konfiguration der Stromquelle notierenden Servicedienst mit einer detaillierten Fehlerbeschreibung verständigen
ESr | 20Ursache: Das verwendete Kühlgerät ist nicht mit der Stromquelle kompatibelBehebung: Kompatibles Kühlgerät anschließen
-----Ursache: Am Roboter-Interface wurde ein ungültiger Schweißprozess aufgerufen (Nr.
37) oder ein leerer Merker angewählt (Nr. 32)Behebung: Gültigen Schweißprozess aufrufen oder belegte Speichertaste anwählen
123
123
100
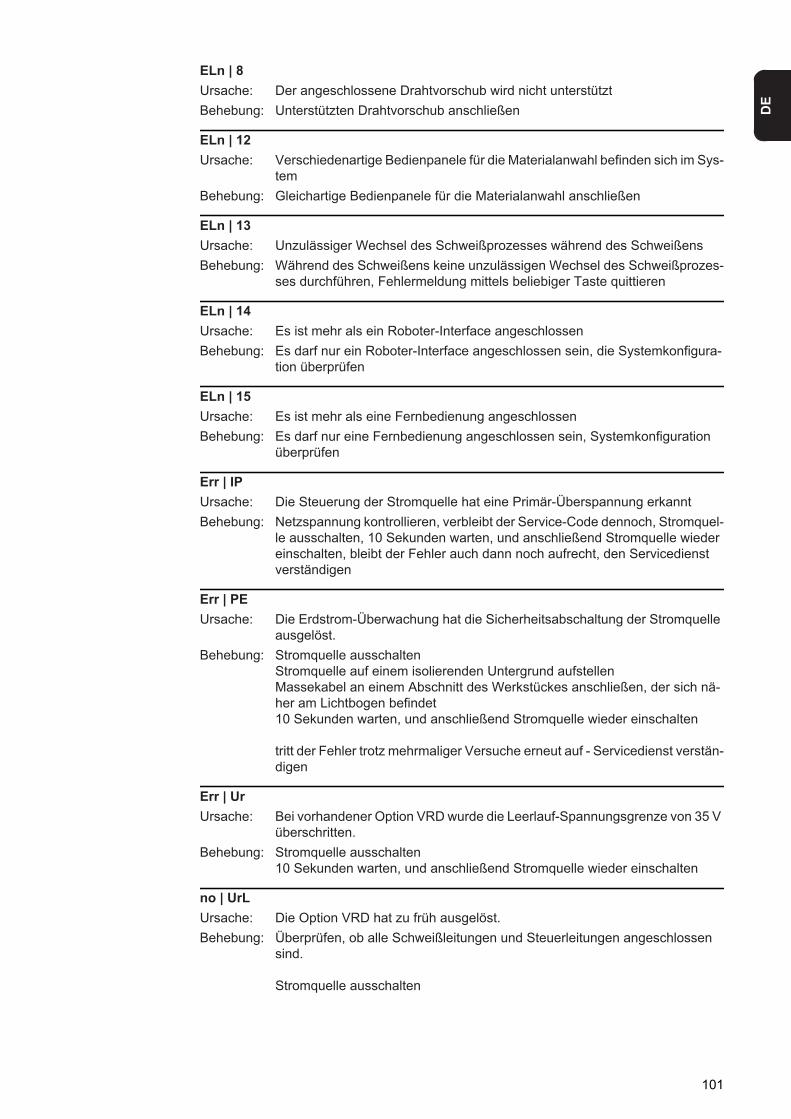
DE
ELn | 8Ursache: Der angeschlossene Drahtvorschub wird nicht unterstütztBehebung: Unterstützten Drahtvorschub anschließen
ELn | 12Ursache: Verschiedenartige Bedienpanele für die Materialanwahl befinden sich im Sys-
temBehebung: Gleichartige Bedienpanele für die Materialanwahl anschließen
ELn | 13Ursache: Unzulässiger Wechsel des Schweißprozesses während des SchweißensBehebung: Während des Schweißens keine unzulässigen Wechsel des Schweißprozes-
ses durchführen, Fehlermeldung mittels beliebiger Taste quittieren
ELn | 14Ursache: Es ist mehr als ein Roboter-Interface angeschlossenBehebung: Es darf nur ein Roboter-Interface angeschlossen sein, die Systemkonfigura-
tion überprüfen
ELn | 15Ursache: Es ist mehr als eine Fernbedienung angeschlossenBehebung: Es darf nur eine Fernbedienung angeschlossen sein, Systemkonfiguration
überprüfen
Err | IPUrsache: Die Steuerung der Stromquelle hat eine Primär-Überspannung erkanntBehebung: Netzspannung kontrollieren, verbleibt der Service-Code dennoch, Stromquel-
le ausschalten, 10 Sekunden warten, und anschließend Stromquelle wieder einschalten, bleibt der Fehler auch dann noch aufrecht, den Servicedienst verständigen
Err | PEUrsache: Die Erdstrom-Überwachung hat die Sicherheitsabschaltung der Stromquelle
ausgelöst.Behebung: Stromquelle ausschalten
Stromquelle auf einem isolierenden Untergrund aufstellenMassekabel an einem Abschnitt des Werkstückes anschließen, der sich nä-her am Lichtbogen befindet10 Sekunden warten, und anschließend Stromquelle wieder einschalten
tritt der Fehler trotz mehrmaliger Versuche erneut auf - Servicedienst verstän-digen
Err | UrUrsache: Bei vorhandener Option VRD wurde die Leerlauf-Spannungsgrenze von 35 V
überschritten.Behebung: Stromquelle ausschalten
10 Sekunden warten, und anschließend Stromquelle wieder einschalten
no | UrLUrsache: Die Option VRD hat zu früh ausgelöst.Behebung: Überprüfen, ob alle Schweißleitungen und Steuerleitungen angeschlossen
sind.
Stromquelle ausschalten
101
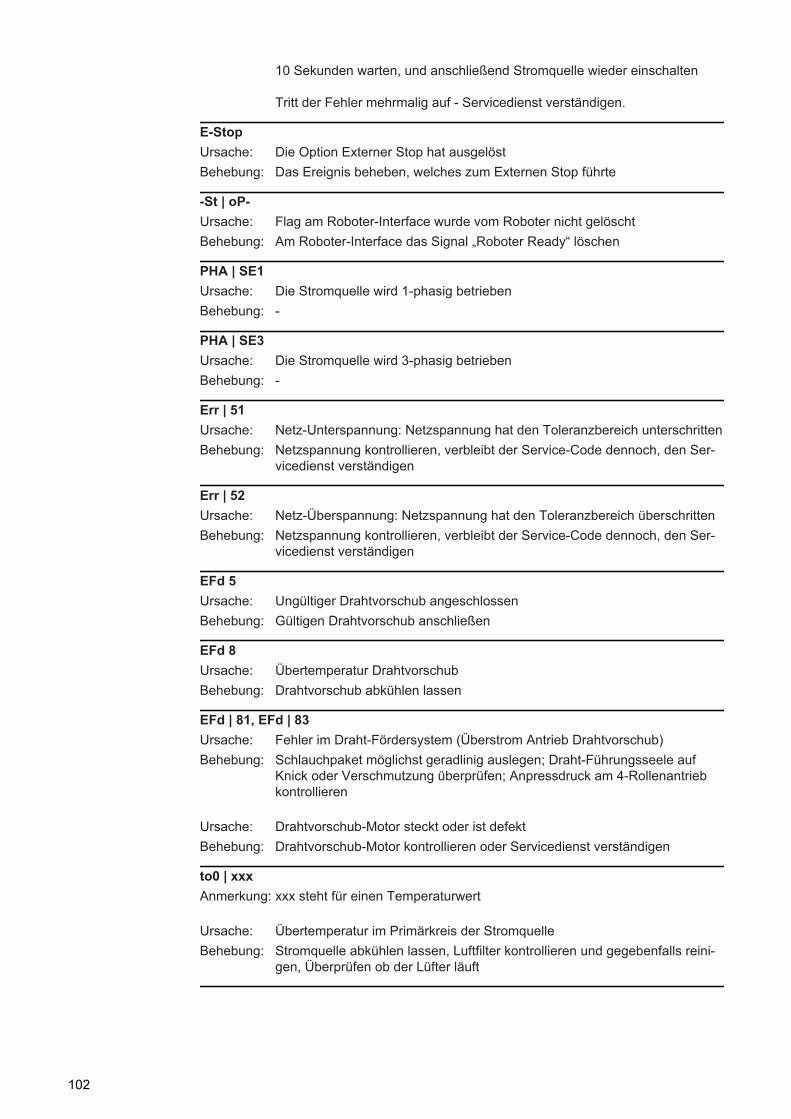
10 Sekunden warten, und anschließend Stromquelle wieder einschalten
Tritt der Fehler mehrmalig auf - Servicedienst verständigen.
E-StopUrsache: Die Option Externer Stop hat ausgelöstBehebung: Das Ereignis beheben, welches zum Externen Stop führte
-St | oP-Ursache: Flag am Roboter-Interface wurde vom Roboter nicht gelöschtBehebung: Am Roboter-Interface das Signal „Roboter Ready“ löschen
PHA | SE1Ursache: Die Stromquelle wird 1-phasig betriebenBehebung: -
PHA | SE3Ursache: Die Stromquelle wird 3-phasig betriebenBehebung: -
Err | 51Ursache: Netz-Unterspannung: Netzspannung hat den Toleranzbereich unterschrittenBehebung: Netzspannung kontrollieren, verbleibt der Service-Code dennoch, den Ser-
vicedienst verständigen
Err | 52Ursache: Netz-Überspannung: Netzspannung hat den Toleranzbereich überschrittenBehebung: Netzspannung kontrollieren, verbleibt der Service-Code dennoch, den Ser-
vicedienst verständigen
EFd 5Ursache: Ungültiger Drahtvorschub angeschlossenBehebung: Gültigen Drahtvorschub anschließen
EFd 8Ursache: Übertemperatur DrahtvorschubBehebung: Drahtvorschub abkühlen lassen
EFd | 81, EFd | 83Ursache: Fehler im Draht-Fördersystem (Überstrom Antrieb Drahtvorschub)Behebung: Schlauchpaket möglichst geradlinig auslegen; Draht-Führungsseele auf
Knick oder Verschmutzung überprüfen; Anpressdruck am 4-Rollenantrieb kontrollieren
Ursache: Drahtvorschub-Motor steckt oder ist defektBehebung: Drahtvorschub-Motor kontrollieren oder Servicedienst verständigen
to0 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Übertemperatur im Primärkreis der StromquelleBehebung: Stromquelle abkühlen lassen, Luftfilter kontrollieren und gegebenfalls reini-
gen, Überprüfen ob der Lüfter läuft
102
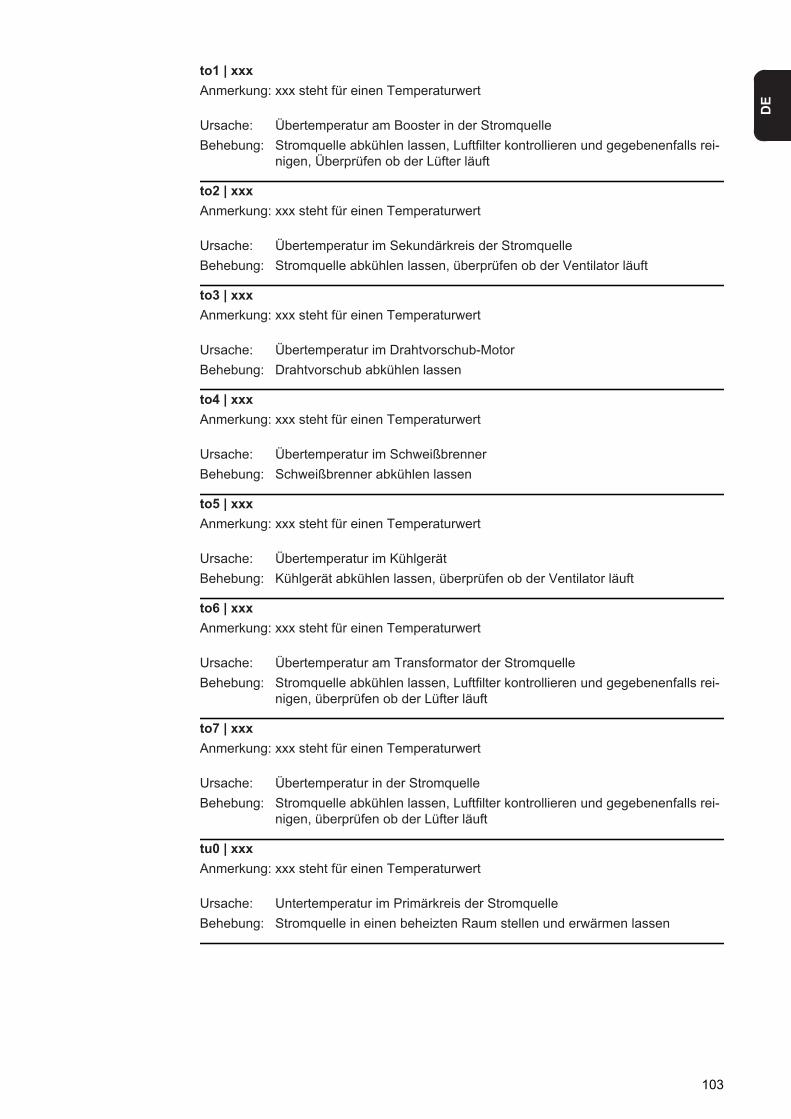
DE
to1 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Übertemperatur am Booster in der StromquelleBehebung: Stromquelle abkühlen lassen, Luftfilter kontrollieren und gegebenenfalls rei-
nigen, Überprüfen ob der Lüfter läuft
to2 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Übertemperatur im Sekundärkreis der StromquelleBehebung: Stromquelle abkühlen lassen, überprüfen ob der Ventilator läuft
to3 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Übertemperatur im Drahtvorschub-MotorBehebung: Drahtvorschub abkühlen lassen
to4 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Übertemperatur im SchweißbrennerBehebung: Schweißbrenner abkühlen lassen
to5 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Übertemperatur im KühlgerätBehebung: Kühlgerät abkühlen lassen, überprüfen ob der Ventilator läuft
to6 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Übertemperatur am Transformator der StromquelleBehebung: Stromquelle abkühlen lassen, Luftfilter kontrollieren und gegebenenfalls rei-
nigen, überprüfen ob der Lüfter läuft
to7 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Übertemperatur in der StromquelleBehebung: Stromquelle abkühlen lassen, Luftfilter kontrollieren und gegebenenfalls rei-
nigen, überprüfen ob der Lüfter läuft
tu0 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Untertemperatur im Primärkreis der StromquelleBehebung: Stromquelle in einen beheizten Raum stellen und erwärmen lassen
103
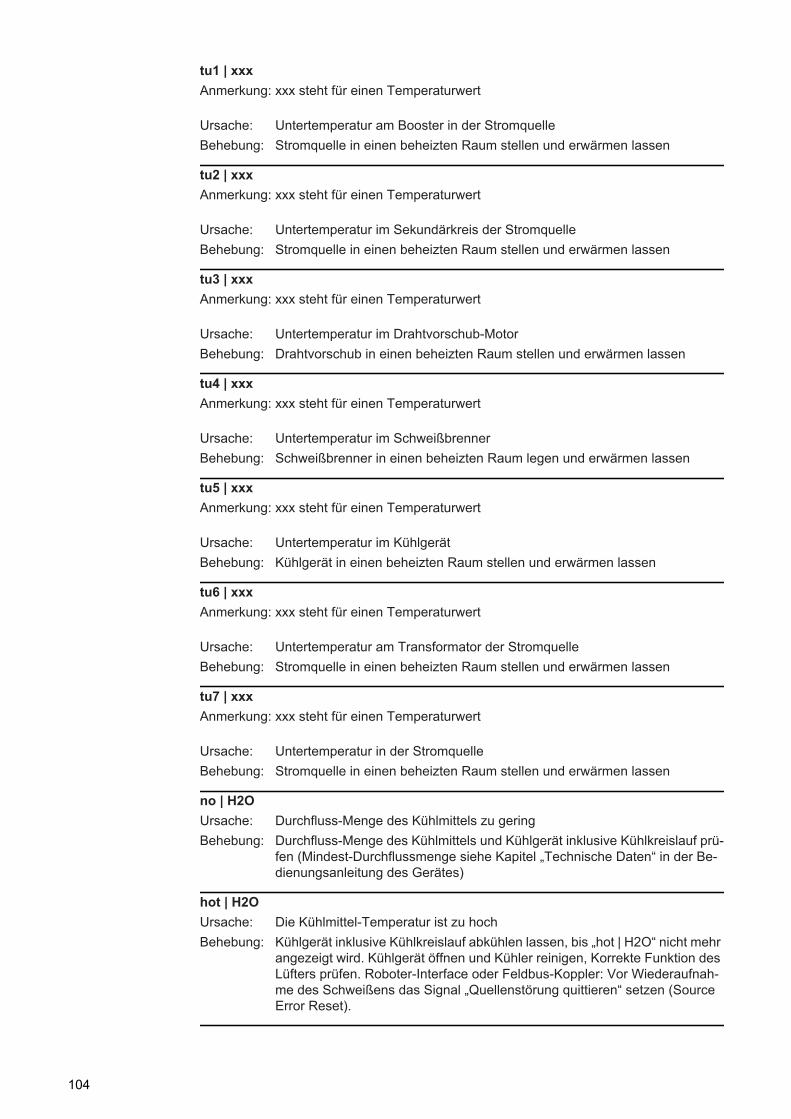
tu1 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Untertemperatur am Booster in der StromquelleBehebung: Stromquelle in einen beheizten Raum stellen und erwärmen lassen
tu2 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Untertemperatur im Sekundärkreis der StromquelleBehebung: Stromquelle in einen beheizten Raum stellen und erwärmen lassen
tu3 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Untertemperatur im Drahtvorschub-MotorBehebung: Drahtvorschub in einen beheizten Raum stellen und erwärmen lassen
tu4 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Untertemperatur im SchweißbrennerBehebung: Schweißbrenner in einen beheizten Raum legen und erwärmen lassen
tu5 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Untertemperatur im KühlgerätBehebung: Kühlgerät in einen beheizten Raum stellen und erwärmen lassen
tu6 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Untertemperatur am Transformator der StromquelleBehebung: Stromquelle in einen beheizten Raum stellen und erwärmen lassen
tu7 | xxxAnmerkung: xxx steht für einen Temperaturwert
Ursache: Untertemperatur in der StromquelleBehebung: Stromquelle in einen beheizten Raum stellen und erwärmen lassen
no | H2OUrsache: Durchfluss-Menge des Kühlmittels zu geringBehebung: Durchfluss-Menge des Kühlmittels und Kühlgerät inklusive Kühlkreislauf prü-
fen (Mindest-Durchflussmenge siehe Kapitel „Technische Daten“ in der Be-dienungsanleitung des Gerätes)
hot | H2OUrsache: Die Kühlmittel-Temperatur ist zu hochBehebung: Kühlgerät inklusive Kühlkreislauf abkühlen lassen, bis „hot | H2O“ nicht mehr
angezeigt wird. Kühlgerät öffnen und Kühler reinigen, Korrekte Funktion des Lüfters prüfen. Roboter-Interface oder Feldbus-Koppler: Vor Wiederaufnah-me des Schweißens das Signal „Quellenstörung quittieren“ setzen (Source Error Reset).
104
DE
no | PrgUrsache: kein vorprogrammiertes Programm angewähltBehebung: programmiertes Programm anwählen
no | IGnUrsache: Funktion „Ignition Time-Out“ ist aktiv; Innerhalb der im Setup-Menü einge-
stellten geförderten Drahtlänge kam kein Stromfluss zustande. Die Sicher-heitsabschaltung der Stromquelle hat angesprochen
Behebung: Freies Drahtende kürzen, Brennertaste erneut drücken; Werkstück-Oberflä-che reinigen; gegebenenfalls im „Setup-Menü: Ebene 2“ die Drahtlänge bis zur Sicherheitsabschaltung erhöhen
EPG | 17Ursache: Das angewählte Schweißprogramm ist ungültigBehebung: Gültiges Schweißprogramm anwählen
EPG | 29Ursache: Für die angewählte Kennlinie ist der geforderte Drahtvorschub nicht verfüg-
barBehebung: Korrekten Drahtvorschub anschließen, Steckverbindungen für das Schlauch-
paket kontrollieren
EPG | 35Ursache: Ermittlung des Schweißkreis-Widerstandes „r“ fehlgeschlagenBehebung: Massekabel, Stromkabel oder Schlauchpaket prüfen und falls erforderlich
austauschen, Schweißkreis-Widerstandes „r“ erneut ermitteln
no | GASUrsache: Die Option Gaswächter hat keinen Gasdruck erkanntBehebung: Neue Gasflasche anschließen oder Gasflaschen-Ventil / Druckminderer öff-
nen, Option Gaswächter erneuern, Fehlermeldung „no | GAS“ durch Drücken einer beliebigen Taste quittieren.
105
Pflege, Wartung und Entsorgung
Allgemeines Das Schweißsystem benötigt unter normalen Betriebsbedingungen nur ein Minimum an Pflege und Wartung. Das Beachten einiger Punkte ist jedoch unerlässlich, um das Schweißsystem über Jahre hinweg einsatzbereit zu halten.
Sicherheit
Bei jeder Inbe-triebnahme
- Netzstecker und Netzkabel sowie Schweißbrenner, Verbindungs-Schlauchpaket und Masseverbindung auf Beschädigung prüfen
- Prüfen, ob der Rundumabstand des Gerätes 0,5 m (1 ft. 8 in.) beträgt, damit die Kühl-luft ungehindert zuströmen und entweichen kann
Alle 2 Monate
- Bei Bedarf Luftfilter mit trockener Druckluft oder durch Waschen reinigen.
Alle 6 Monate - Geräte-Seitenteile demontieren und das Geräteinnere mit trockener, reduzierter Druckluft sauberblasen
- Bei starkem Staubanfall auch die Kühlluft-Kanäle reinigen
Entsorgung Die Entsorgung nur gemäß den geltenden nationalen und regionalen Bestimmungen durchführen.
WARNUNG! Ein elektrischer Schlag kann tödlich sein. Vor Öffnen des Gerätes- Netzschalter in Stellung - O - schalten- Gerät vom Netz trennen- gegen Wiedereinschalten sichern- mit Hilfe eines geeigneten Messgerätes sicherstellen, dass elektrisch gela-
dene Bauteile (z.B. Kondensatoren) entladen sind
WARNUNG! Fehlerhaft durchgeführte Arbeiten können schwerwiegende Perso-nen- und Sachschäden verursachen. Nachfolgend beschriebene Tätigkeiten dür-fen nur von geschultem Fachpersonal durchgeführt werden! Das Kapitel „Sicherheitsvorschriften“ ist zu beachten.
HINWEIS! Zusätzlich dürfen die Lufteintritts- und Austrittsöffnungen keinesfalls verdeckt sein, auch nicht teilweise.
VORSICHT! Gefahr von Sachschäden. Der Luftfilter darf nur in trockenem Zu-stand montiert sein.
HINWEIS! Gefahr der Beschädigung elektronischer Bauteile. Elektronische Bau-teile nicht aus kurzer Entfernung anblasen.
106
Anhang

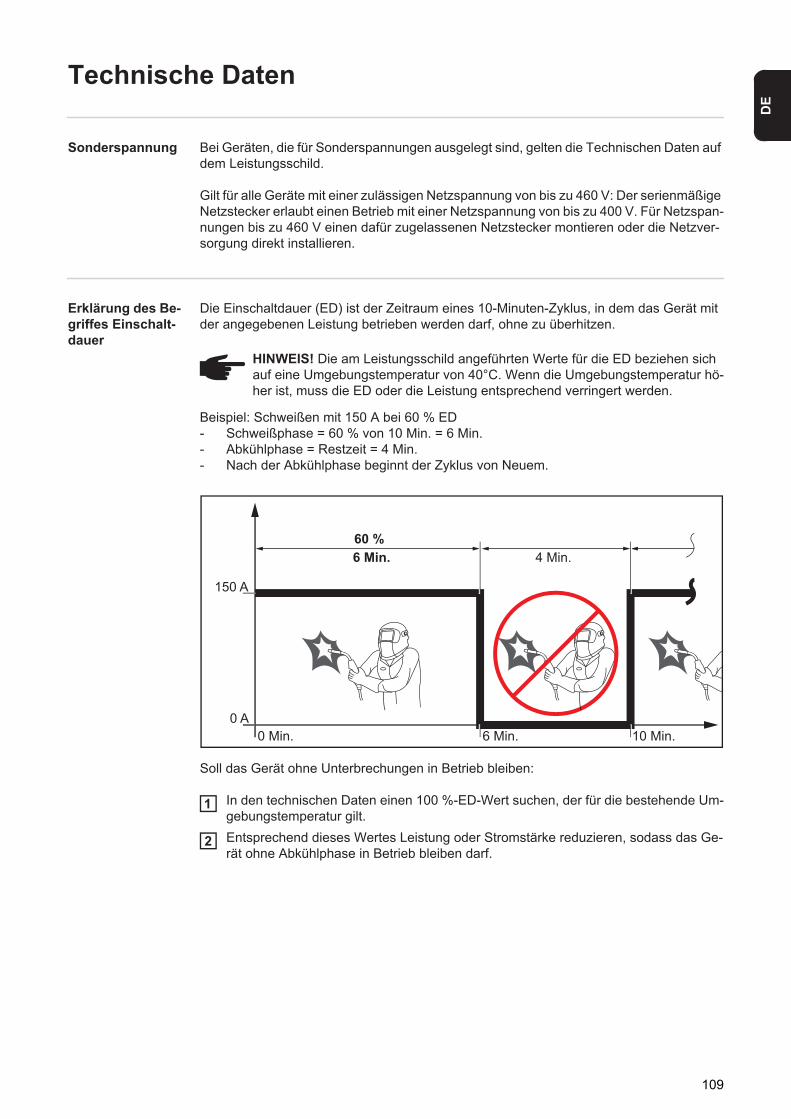
DE
Technische Daten
Sonderspannung Bei Geräten, die für Sonderspannungen ausgelegt sind, gelten die Technischen Daten auf dem Leistungsschild.
Gilt für alle Geräte mit einer zulässigen Netzspannung von bis zu 460 V: Der serienmäßige Netzstecker erlaubt einen Betrieb mit einer Netzspannung von bis zu 400 V. Für Netzspan-nungen bis zu 460 V einen dafür zugelassenen Netzstecker montieren oder die Netzver-sorgung direkt installieren.
Erklärung des Be-griffes Einschalt-dauer
Die Einschaltdauer (ED) ist der Zeitraum eines 10-Minuten-Zyklus, in dem das Gerät mit der angegebenen Leistung betrieben werden darf, ohne zu überhitzen.
Beispiel: Schweißen mit 150 A bei 60 % ED- Schweißphase = 60 % von 10 Min. = 6 Min.- Abkühlphase = Restzeit = 4 Min.- Nach der Abkühlphase beginnt der Zyklus von Neuem.
Soll das Gerät ohne Unterbrechungen in Betrieb bleiben:
In den technischen Daten einen 100 %-ED-Wert suchen, der für die bestehende Um-gebungstemperatur gilt.Entsprechend dieses Wertes Leistung oder Stromstärke reduzieren, sodass das Ge-rät ohne Abkühlphase in Betrieb bleiben darf.
HINWEIS! Die am Leistungsschild angeführten Werte für die ED beziehen sich auf eine Umgebungstemperatur von 40°C. Wenn die Umgebungstemperatur hö-her ist, muss die ED oder die Leistung entsprechend verringert werden.
10 Min.6 Min.
150 A
0 Min.0 A
4 Min.6 Min.60 %
1
2
109
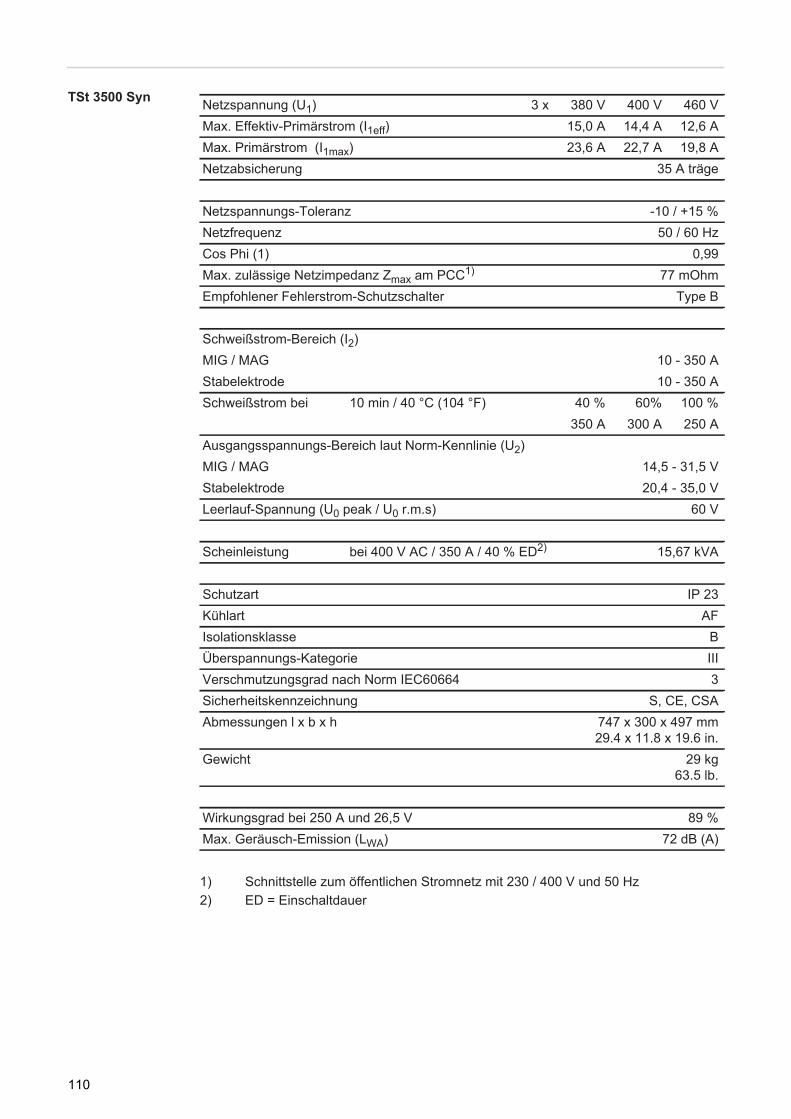
TSt 3500 Syn
1) Schnittstelle zum öffentlichen Stromnetz mit 230 / 400 V und 50 Hz2) ED = Einschaltdauer
Netzspannung (U1) 3 x 380 V 400 V 460 VMax. Effektiv-Primärstrom (I1eff) 15,0 A 14,4 A 12,6 AMax. Primärstrom (I1max) 23,6 A 22,7 A 19,8 ANetzabsicherung 35 A träge
Netzspannungs-Toleranz -10 / +15 %Netzfrequenz 50 / 60 HzCos Phi (1) 0,99Max. zulässige Netzimpedanz Zmax am PCC1) 77 mOhmEmpfohlener Fehlerstrom-Schutzschalter Type B
Schweißstrom-Bereich (I2)MIG / MAG 10 - 350 AStabelektrode 10 - 350 ASchweißstrom bei 10 min / 40 °C (104 °F) 40 % 60% 100 %
350 A 300 A 250 AAusgangsspannungs-Bereich laut Norm-Kennlinie (U2)MIG / MAG 14,5 - 31,5 VStabelektrode 20,4 - 35,0 VLeerlauf-Spannung (U0 peak / U0 r.m.s) 60 V
Scheinleistung bei 400 V AC / 350 A / 40 % ED2) 15,67 kVA
Schutzart IP 23Kühlart AFIsolationsklasse BÜberspannungs-Kategorie IIIVerschmutzungsgrad nach Norm IEC60664 3Sicherheitskennzeichnung S, CE, CSAAbmessungen l x b x h 747 x 300 x 497 mm
29.4 x 11.8 x 19.6 in.Gewicht 29 kg
63.5 lb.
Wirkungsgrad bei 250 A und 26,5 V 89 %Max. Geräusch-Emission (LWA) 72 dB (A)
110
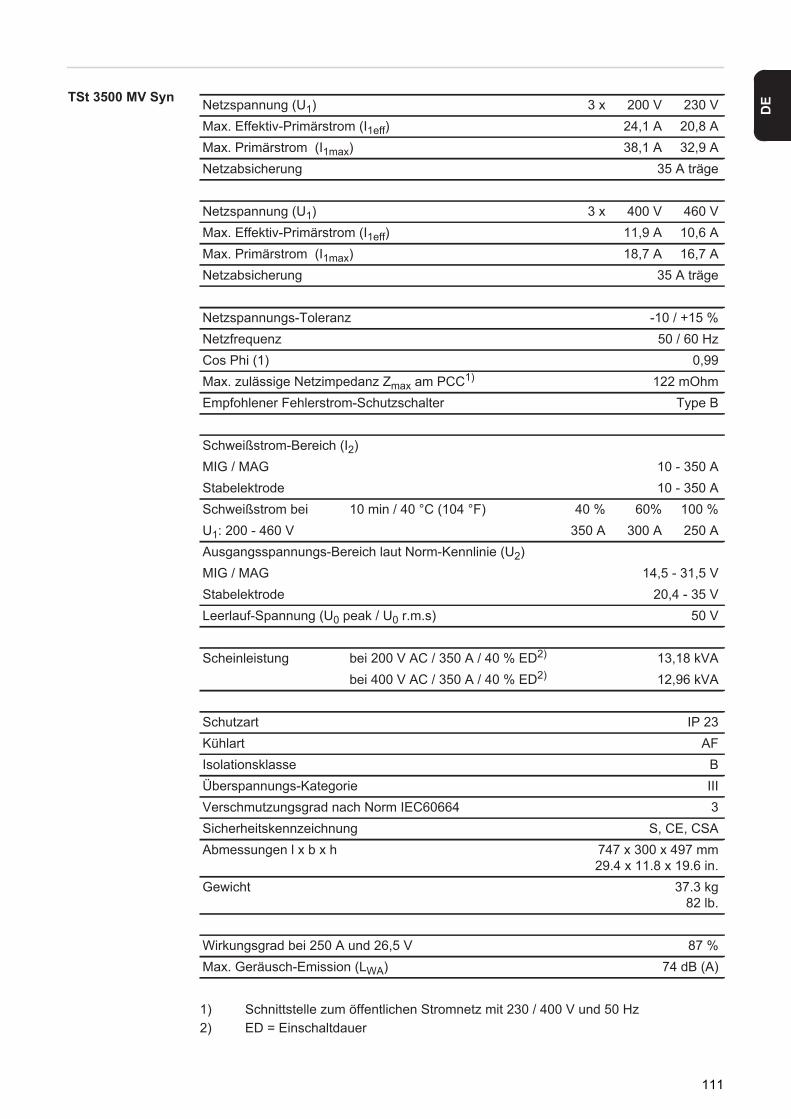
DE
TSt 3500 MV Syn1) Schnittstelle zum öffentlichen Stromnetz mit 230 / 400 V und 50 Hz2) ED = Einschaltdauer
Netzspannung (U1) 3 x 200 V 230 VMax. Effektiv-Primärstrom (I1eff) 24,1 A 20,8 AMax. Primärstrom (I1max) 38,1 A 32,9 ANetzabsicherung 35 A träge
Netzspannung (U1) 3 x 400 V 460 VMax. Effektiv-Primärstrom (I1eff) 11,9 A 10,6 AMax. Primärstrom (I1max) 18,7 A 16,7 ANetzabsicherung 35 A träge
Netzspannungs-Toleranz -10 / +15 %Netzfrequenz 50 / 60 HzCos Phi (1) 0,99Max. zulässige Netzimpedanz Zmax am PCC1) 122 mOhmEmpfohlener Fehlerstrom-Schutzschalter Type B
Schweißstrom-Bereich (I2)MIG / MAG 10 - 350 AStabelektrode 10 - 350 ASchweißstrom bei 10 min / 40 °C (104 °F) 40 % 60% 100 %U1: 200 - 460 V 350 A 300 A 250 AAusgangsspannungs-Bereich laut Norm-Kennlinie (U2)MIG / MAG 14,5 - 31,5 VStabelektrode 20,4 - 35 VLeerlauf-Spannung (U0 peak / U0 r.m.s) 50 V
Scheinleistung bei 200 V AC / 350 A / 40 % ED2) 13,18 kVAbei 400 V AC / 350 A / 40 % ED2) 12,96 kVA
Schutzart IP 23Kühlart AFIsolationsklasse BÜberspannungs-Kategorie IIIVerschmutzungsgrad nach Norm IEC60664 3Sicherheitskennzeichnung S, CE, CSAAbmessungen l x b x h 747 x 300 x 497 mm
29.4 x 11.8 x 19.6 in.Gewicht 37.3 kg
82 lb.
Wirkungsgrad bei 250 A und 26,5 V 87 %Max. Geräusch-Emission (LWA) 74 dB (A)
111
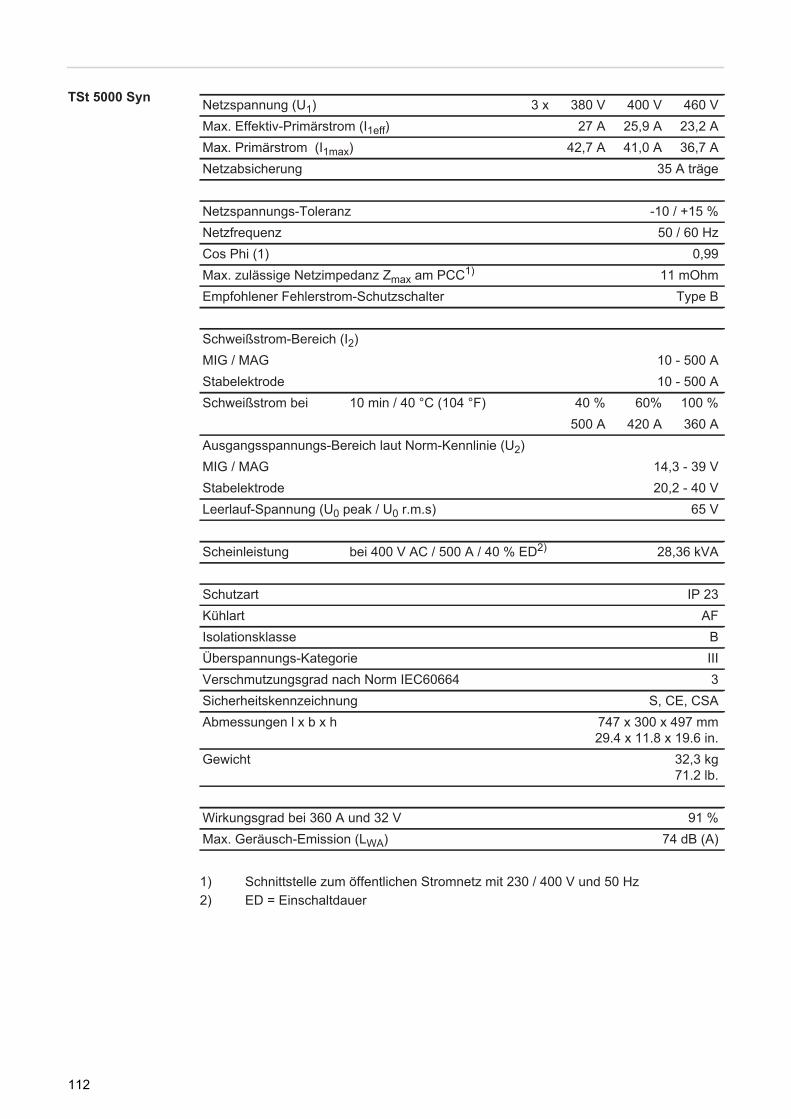
TSt 5000 Syn
1) Schnittstelle zum öffentlichen Stromnetz mit 230 / 400 V und 50 Hz2) ED = Einschaltdauer
Netzspannung (U1) 3 x 380 V 400 V 460 VMax. Effektiv-Primärstrom (I1eff) 27 A 25,9 A 23,2 AMax. Primärstrom (I1max) 42,7 A 41,0 A 36,7 ANetzabsicherung 35 A träge
Netzspannungs-Toleranz -10 / +15 %Netzfrequenz 50 / 60 HzCos Phi (1) 0,99Max. zulässige Netzimpedanz Zmax am PCC1) 11 mOhmEmpfohlener Fehlerstrom-Schutzschalter Type B
Schweißstrom-Bereich (I2)MIG / MAG 10 - 500 AStabelektrode 10 - 500 ASchweißstrom bei 10 min / 40 °C (104 °F) 40 % 60% 100 %
500 A 420 A 360 AAusgangsspannungs-Bereich laut Norm-Kennlinie (U2)MIG / MAG 14,3 - 39 VStabelektrode 20,2 - 40 VLeerlauf-Spannung (U0 peak / U0 r.m.s) 65 V
Scheinleistung bei 400 V AC / 500 A / 40 % ED2) 28,36 kVA
Schutzart IP 23Kühlart AFIsolationsklasse BÜberspannungs-Kategorie IIIVerschmutzungsgrad nach Norm IEC60664 3Sicherheitskennzeichnung S, CE, CSAAbmessungen l x b x h 747 x 300 x 497 mm
29.4 x 11.8 x 19.6 in.Gewicht 32,3 kg
71.2 lb.
Wirkungsgrad bei 360 A und 32 V 91 %Max. Geräusch-Emission (LWA) 74 dB (A)
112
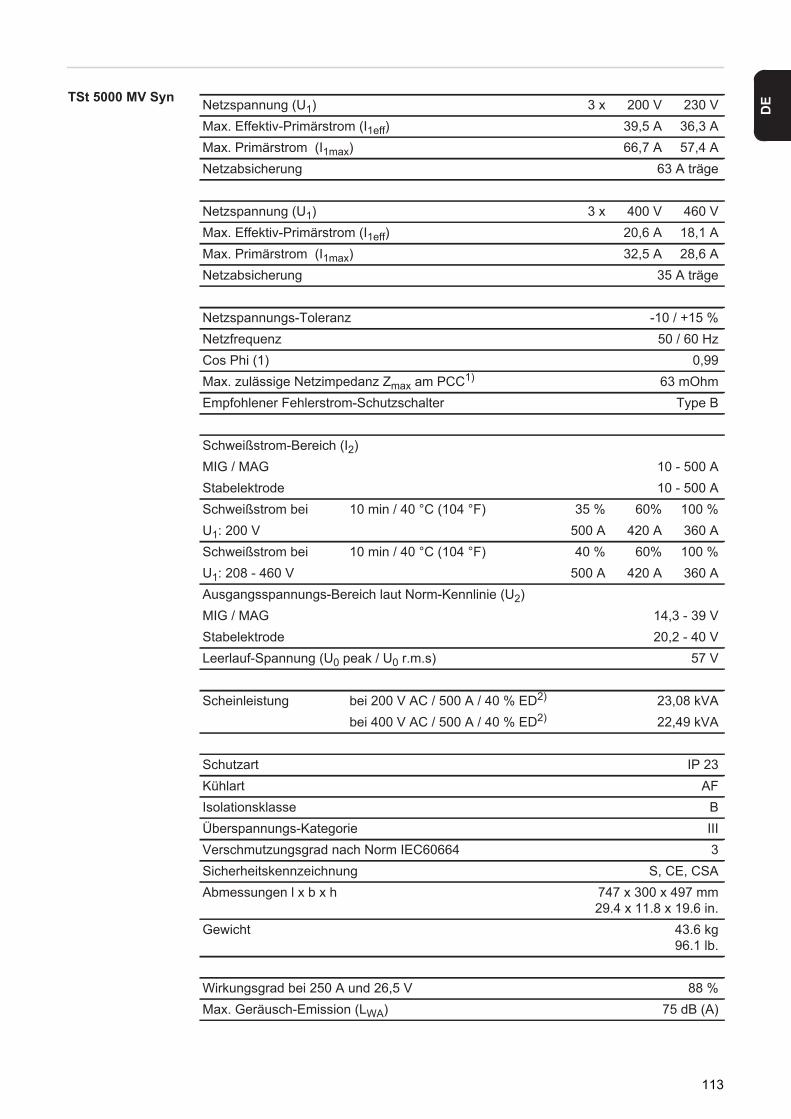
DE
TSt 5000 MV Syn Netzspannung (U1) 3 x 200 V 230 VMax. Effektiv-Primärstrom (I1eff) 39,5 A 36,3 AMax. Primärstrom (I1max) 66,7 A 57,4 ANetzabsicherung 63 A träge
Netzspannung (U1) 3 x 400 V 460 VMax. Effektiv-Primärstrom (I1eff) 20,6 A 18,1 AMax. Primärstrom (I1max) 32,5 A 28,6 ANetzabsicherung 35 A träge
Netzspannungs-Toleranz -10 / +15 %Netzfrequenz 50 / 60 HzCos Phi (1) 0,99Max. zulässige Netzimpedanz Zmax am PCC1) 63 mOhmEmpfohlener Fehlerstrom-Schutzschalter Type B
Schweißstrom-Bereich (I2)MIG / MAG 10 - 500 AStabelektrode 10 - 500 ASchweißstrom bei 10 min / 40 °C (104 °F) 35 % 60% 100 %U1: 200 V 500 A 420 A 360 ASchweißstrom bei 10 min / 40 °C (104 °F) 40 % 60% 100 %U1: 208 - 460 V 500 A 420 A 360 AAusgangsspannungs-Bereich laut Norm-Kennlinie (U2)MIG / MAG 14,3 - 39 VStabelektrode 20,2 - 40 VLeerlauf-Spannung (U0 peak / U0 r.m.s) 57 V
Scheinleistung bei 200 V AC / 500 A / 40 % ED2) 23,08 kVAbei 400 V AC / 500 A / 40 % ED2) 22,49 kVA
Schutzart IP 23Kühlart AFIsolationsklasse BÜberspannungs-Kategorie IIIVerschmutzungsgrad nach Norm IEC60664 3Sicherheitskennzeichnung S, CE, CSAAbmessungen l x b x h 747 x 300 x 497 mm
29.4 x 11.8 x 19.6 in.Gewicht 43.6 kg
96.1 lb.
Wirkungsgrad bei 250 A und 26,5 V 88 %Max. Geräusch-Emission (LWA) 75 dB (A)
113
1) Schnittstelle zum öffentlichen Stromnetz mit 230 / 400 V und 50 Hz2) ED = Einschaltdauer
114
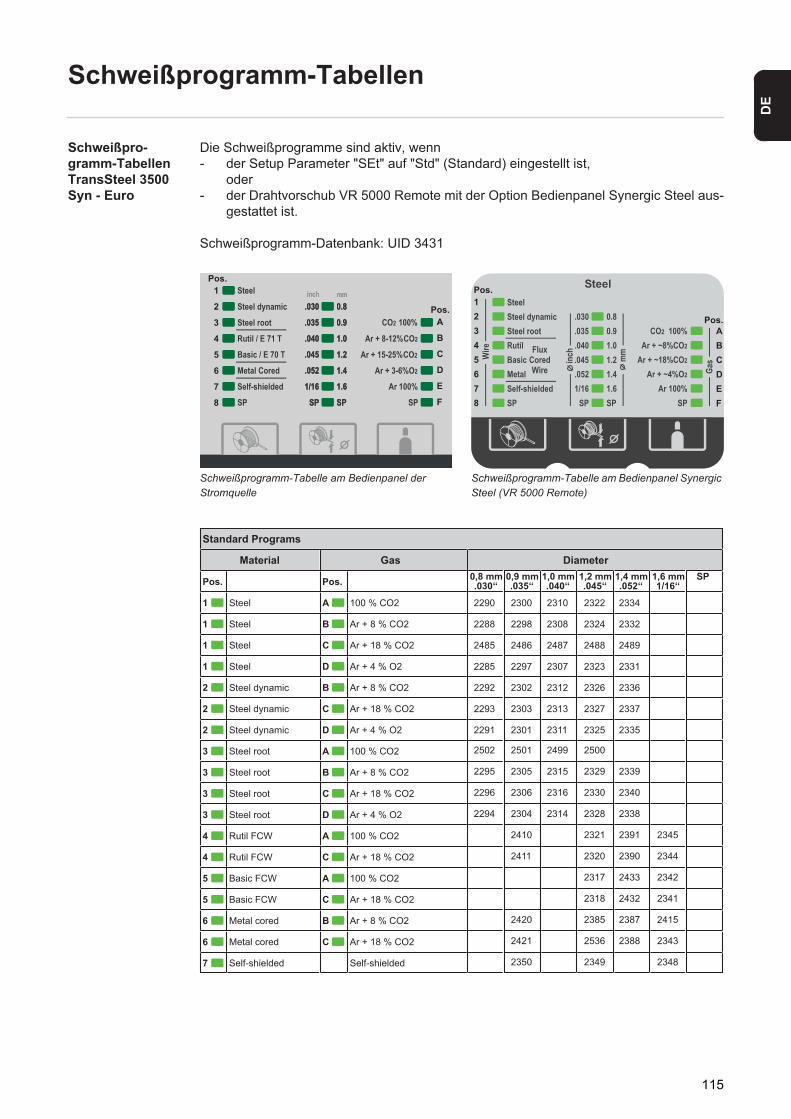
DE
Schweißprogramm-Tabellen
Schweißpro-gramm-Tabellen TransSteel 3500 Syn - Euro
Die Schweißprogramme sind aktiv, wenn- der Setup Parameter "SEt" auf "Std" (Standard) eingestellt ist,
oder- der Drahtvorschub VR 5000 Remote mit der Option Bedienpanel Synergic Steel aus-
gestattet ist.
Schweißprogramm-Datenbank: UID 3431
Schweißprogramm-Tabelle am Bedienpanel der Stromquelle
Schweißprogramm-Tabelle am Bedienpanel Synergic Steel (VR 5000 Remote)
1
2
3
4
5
6
7
8
A
B
C
D
E
F
Pos.
Pos.
12345678
ABCDEF
Pos.
Pos.
Standard Programs
Material
A
Pos.
2290 2300 2310 2322 2334
2288 2298 2308 2324 2332
2485 2486 2487 2488 2489
2285 2297 2307 2323 2331
2292 2302 2312 2326 2336
2293 2303 2313 2327 2337
2291 2301 2311 2325 2335
2502 2501 2499 2500
2295 2305 2315 2329 2339
2296 2306 2316
2314
2330 2340
2294 2304 2328 2338
2410 2321
2411 2320
2391 2345
2317
2390 2344
2318
2433 2342
2420 2385
2432 2341
2421 2536
2387 2415
2350 2349
2388 2343
2348
Gas Diameter
B
C
D
B
C
D
A
B
C
D
A
C
A
C
B
C
1
Pos.
1
1
1
2
2
2
3
3
3
3
4
4
5
5
6
6
7
Steel
Steel
Steel
Steel
Steel dynamic
Steel dynamic
Steel dynamic
Steel root
Steel root
Steel root
Steel root
Rutil FCW
Rutil FCW
Basic FCW
Basic FCW
Metal cored
Metal cored
Self-shielded
100 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
100 % CO2
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
100 % CO2
Ar + 18 % CO2
100 % CO2
Ar + 18 % CO2
Ar + 8 % CO2
Ar + 18 % CO2
Self-shielded
115
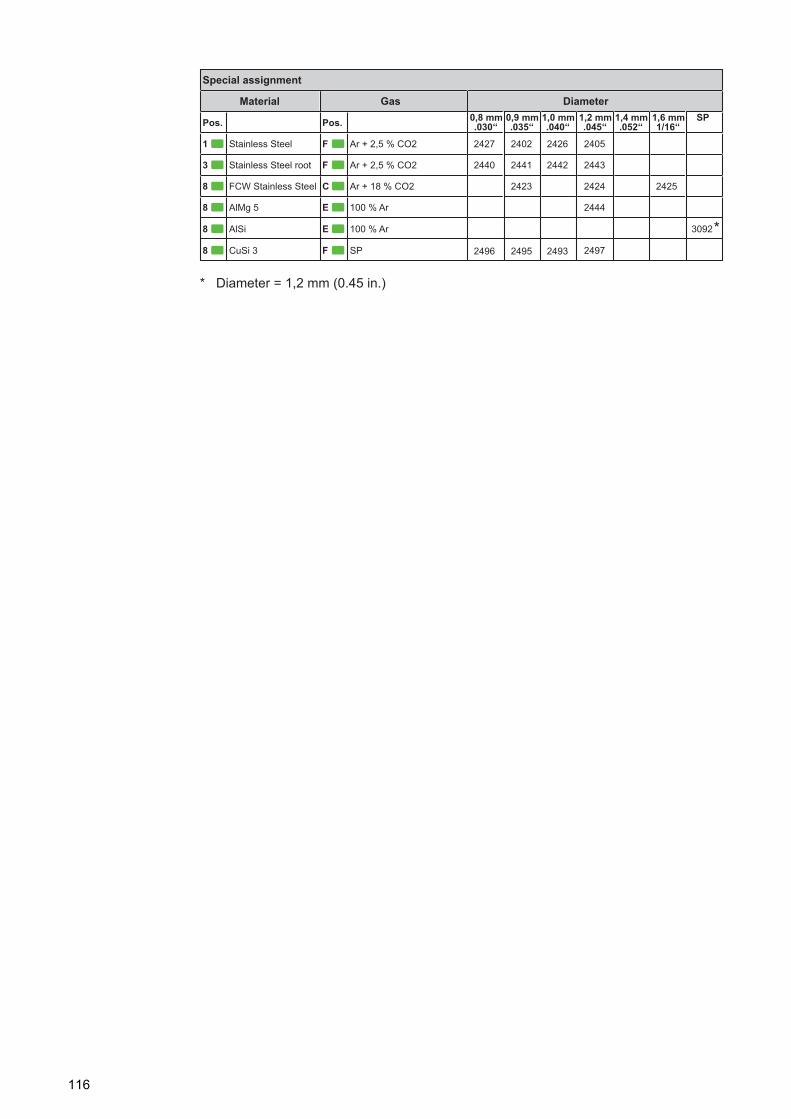
* Diameter = 1,2 mm (0.45 in.)
Special assignment
Material
F
Pos.
2427 2402 2426 2405
2440 2441 2442
2496 2495 2493
2443
2423 2424 2425
2444
Gas Diameter
F
C
E
1
Pos.
3
8
8
Stainless Steel
Stainless Steel root
FCW Stainless Steel
AlMg 5
Ar + 2,5 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 2,5 % CO2
Ar + 18 % CO2
100 % Ar
2497F8 CuSi 3 SP
3092E8 AlSi 100 % Ar *
116
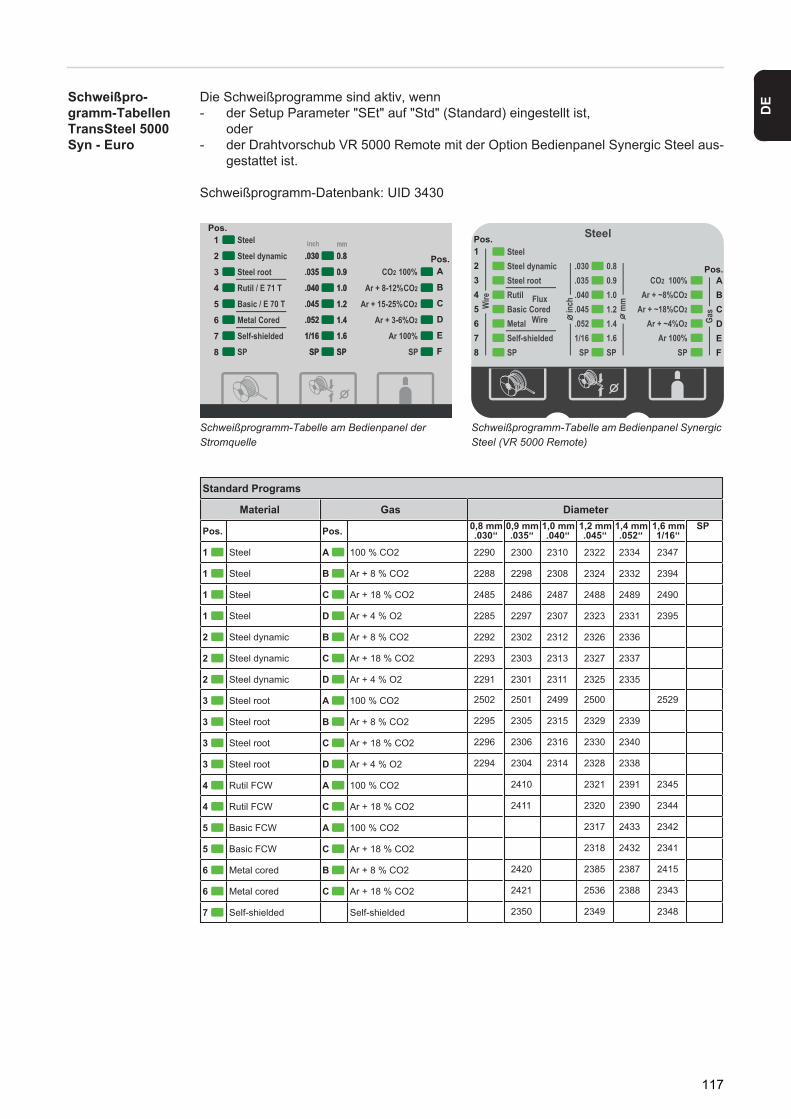
DE
Schweißpro-gramm-Tabellen TransSteel 5000 Syn - Euro
Die Schweißprogramme sind aktiv, wenn- der Setup Parameter "SEt" auf "Std" (Standard) eingestellt ist,
oder- der Drahtvorschub VR 5000 Remote mit der Option Bedienpanel Synergic Steel aus-
gestattet ist.
Schweißprogramm-Datenbank: UID 3430
Schweißprogramm-Tabelle am Bedienpanel der Stromquelle
Schweißprogramm-Tabelle am Bedienpanel Synergic Steel (VR 5000 Remote)
1
2
3
4
5
6
7
8
A
B
C
D
E
F
Pos.
Pos.
12345678
ABCDEF
Pos.
Pos.
Standard Programs
Material
A
Pos.
2290 2300 2310 2322 2334
2288 2298 2308 2324 2332
2485 2486 2487 2488 2489
2285 2297 2307 2323 2331
2347
2394
2490
2395
2292 2302 2312 2326 2336
2293 2303 2313 2327 2337
2291 2301 2311 2325 2335
2502 2501 2499 2500 2529
2295 2305 2315 2329 2339
2296 2306 2316
2314
2330 2340
2294 2304 2328 2338
2410 2321
2411 2320
2391 2345
2317
2390 2344
2318
2433 2342
2420 2385
2432 2341
2421 2536
2387 2415
2350 2349
2388 2343
2348
Gas Diameter
B
C
D
B
C
D
A
B
C
D
A
C
A
C
B
C
1
Pos.
1
1
1
2
2
2
3
3
3
3
4
4
5
5
6
6
7
Steel
Steel
Steel
Steel
Steel dynamic
Steel dynamic
Steel dynamic
Steel root
Steel root
Steel root
Steel root
Rutil FCW
Rutil FCW
Basic FCW
Basic FCW
Metal cored
Metal cored
Self-shielded
100 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
100 % CO2
Ar + 8 % CO2
Ar + 18 % CO2
Ar + 4 % O2
100 % CO2
Ar + 18 % CO2
100 % CO2
Ar + 18 % CO2
Ar + 8 % CO2
Ar + 18 % CO2
Self-shielded
117
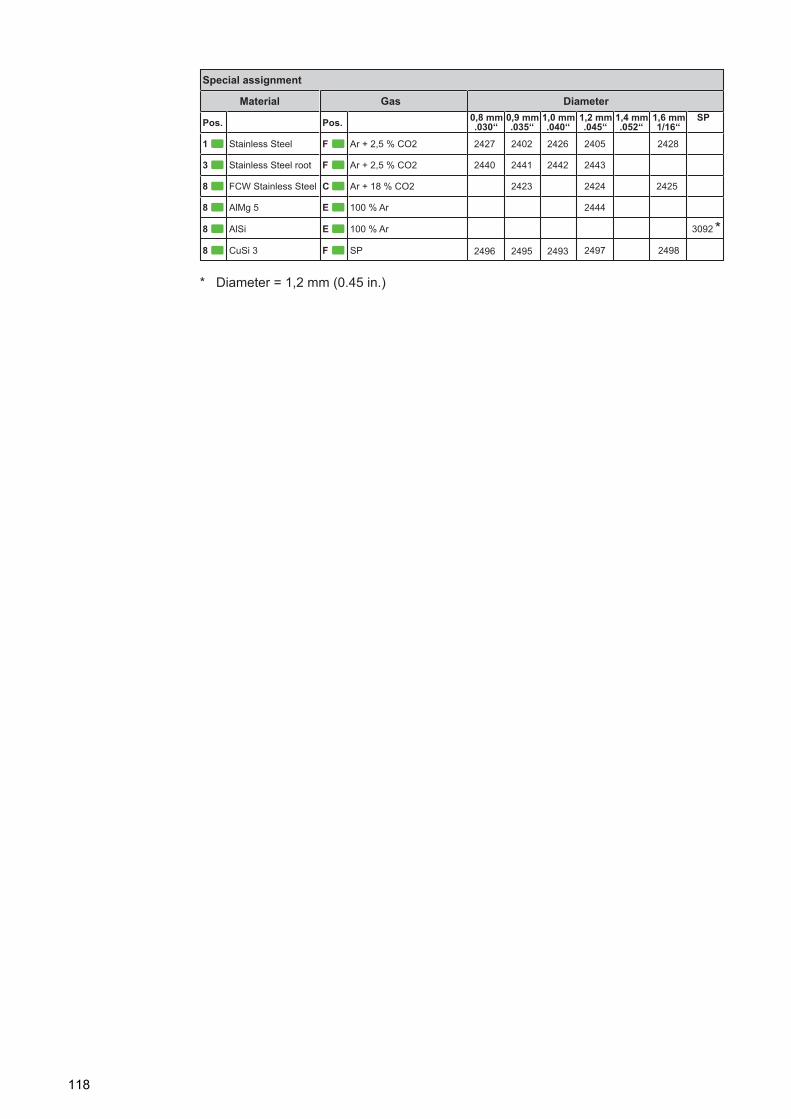
* Diameter = 1,2 mm (0.45 in.)
Special assignment
Material
F
Pos.
2427 2402 2426 2405 2428
2440 2441 2442 2443
2423 2424 2425
2444
Gas Diameter
F
C
E
1
Pos.
3
8
8
Stainless Steel
Stainless Steel root
FCW Stainless Steel
AlMg 5
Ar + 2,5 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 2,5 % CO2
Ar + 18 % CO2
100 % Ar
2496 2495 2493 2497 2498F8 CuSi 3 SP
3092E8 AlSi 100 % Ar *
118
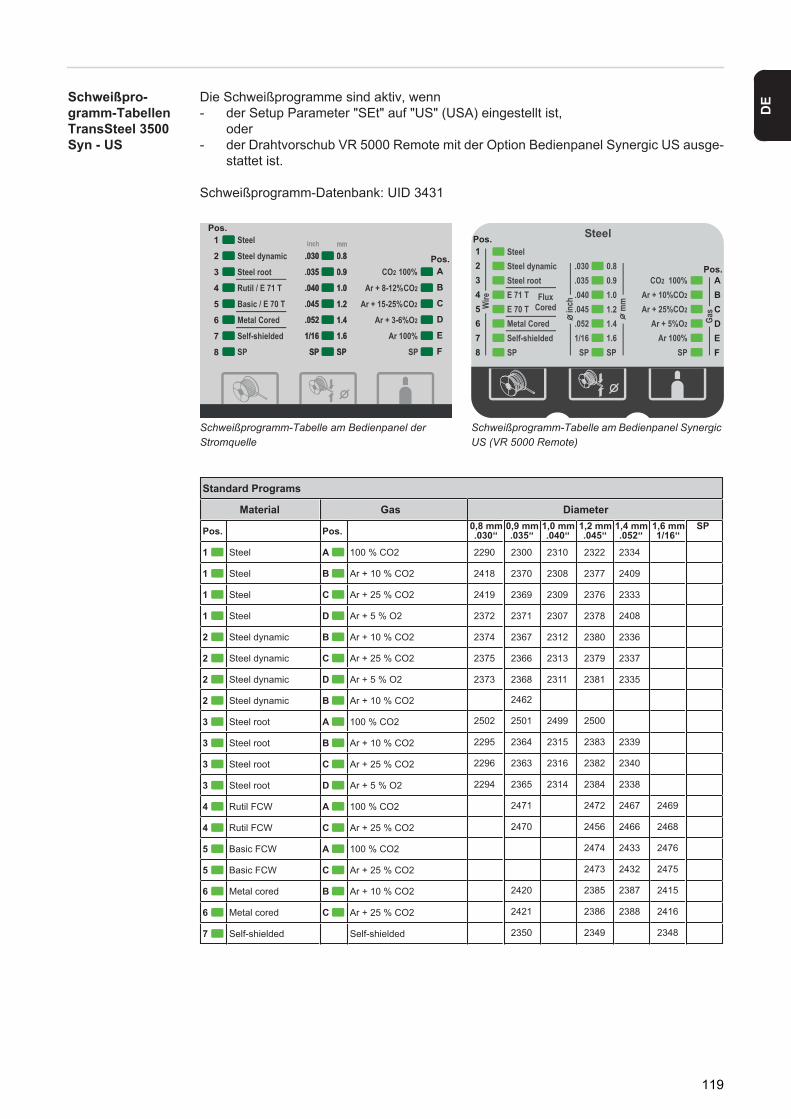
DE
Schweißpro-gramm-Tabellen TransSteel 3500 Syn - US
Die Schweißprogramme sind aktiv, wenn- der Setup Parameter "SEt" auf "US" (USA) eingestellt ist,
oder- der Drahtvorschub VR 5000 Remote mit der Option Bedienpanel Synergic US ausge-
stattet ist.
Schweißprogramm-Datenbank: UID 3431
Schweißprogramm-Tabelle am Bedienpanel der Stromquelle
Schweißprogramm-Tabelle am Bedienpanel Synergic US (VR 5000 Remote)
1
2
3
4
5
6
7
8
A
B
C
D
E
F
Pos.
Pos.
12345678
ABCDEF
Pos.
Pos.
Standard Programs
Material
A
Pos.
2290 2300 2310 2322 2334
2418 2370 2308 2377 2409
2419 2369 2309 2376 2333
2372 2371 2307 2378 2408
2374 2367 2312 2380 2336
2375 2366 2313 2379 2337
2373 2368 2311 2381 2335
2462
2502 2501 2499 2500
2295 2364 2315
2316
2314
2383 2339
2296
2294
2363 2382 2340
2365 2384
2471 2472
2338
2469
2456 24682470
2474
2467
2476
2473
2466
2475
2420 2385
2433
2415
2421 2386
2432
2387
2388 2416
2348
Gas Diameter
B
C
D
B
C
D
B
A
B
C
D
A
C
A
C
B
1
Pos.
1
1
1
2
2
2
2
3
3
3
3
4
4
5
5
6
6
Steel
Steel
Steel
Steel
Steel dynamic
Steel dynamic
Steel dynamic
Steel dynamic
Steel root
Steel root
Steel root
Steel root
Rutil FCW
Rutil FCW
Basic FCW
Basic FCW
Metal cored
100 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 10 % CO2
Ar + 25 % CO2
Ar + 5 % O2
Ar + 10 % CO2
Ar + 25 % CO2
Ar + 5 % O2
Ar + 10 % CO2
100 % CO2
Ar + 10 % CO2
Ar + 25 % CO2
Ar + 5 % O2
100 % CO2
Ar + 25 % CO2
100 % CO2
Ar + 25 % CO2
Ar + 10 % CO2
CMetal cored Ar + 25 % CO2
2350 23497 Self-shielded Self-shielded
119
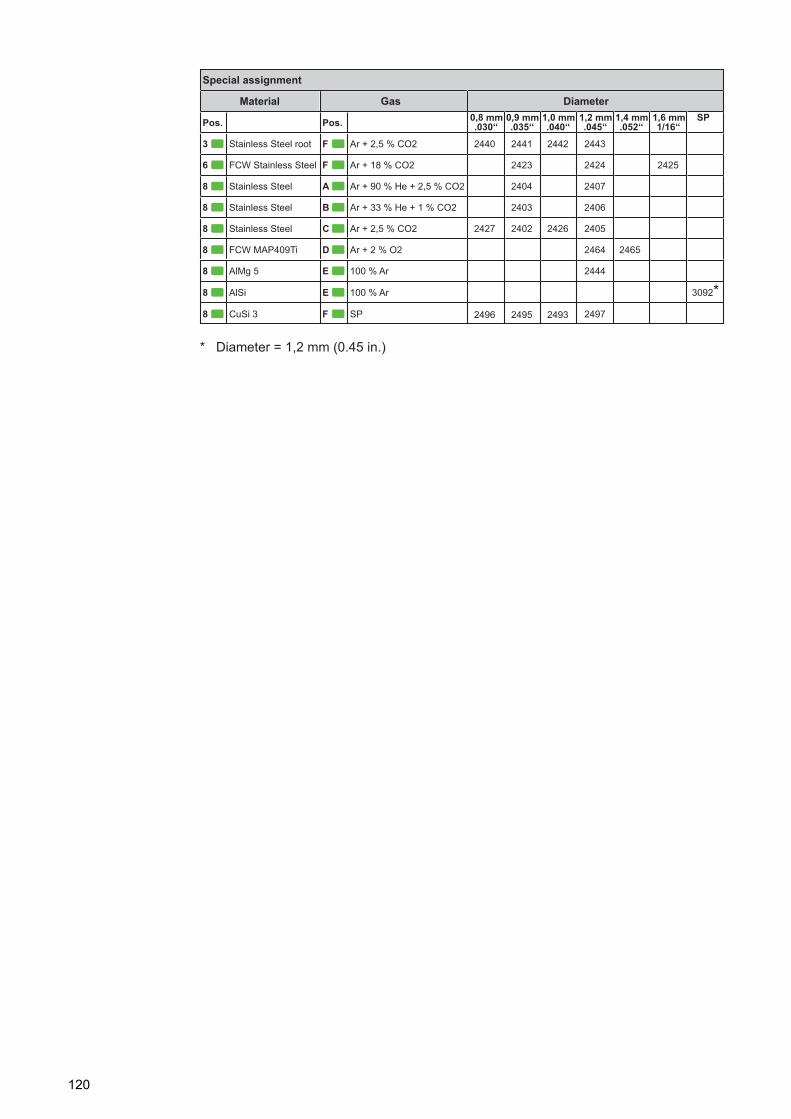
* Diameter = 1,2 mm (0.45 in.)
Special assignment
Material
F
Pos.
2440 2441 2442 2443
2423 2424 2425
2404 2407
2403 2406
Gas Diameter
F
A
B
3
Pos.
6
8
8
Stainless Steel root
FCW Stainless Steel
Stainless Steel
Stainless Steel
Ar + 2,5 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 18 % CO2
Ar + 90 % He + 2,5 % CO2
Ar + 33 % He + 1 % CO2
2427 2402 2426 2405
2464 2465
2444
C
D
E
8
8
8
Stainless Steel
FCW MAP409Ti
AlMg 5
Ar + 2,5 % CO2
Ar + 2 % O2
100 % Ar
2496 2495 2493 2497F8 CuSi 3 SP
3092E8 AlSi 100 % Ar *
120
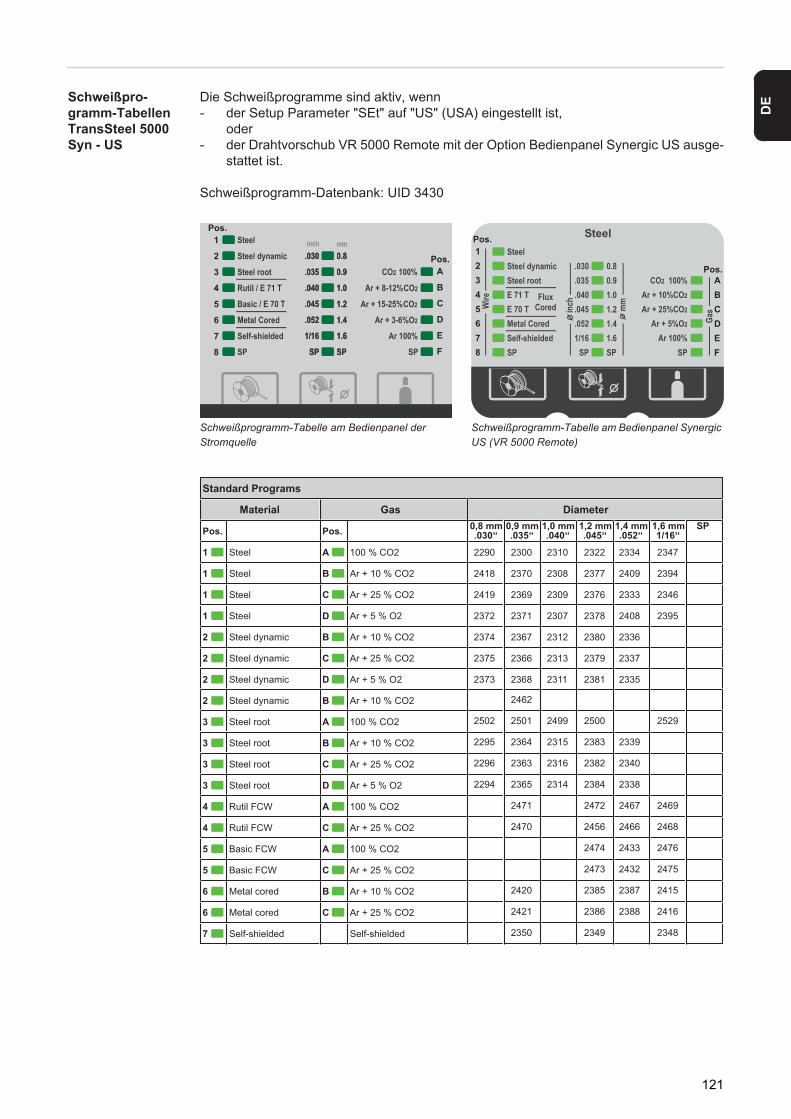
DE
Schweißpro-gramm-Tabellen TransSteel 5000 Syn - US
Die Schweißprogramme sind aktiv, wenn- der Setup Parameter "SEt" auf "US" (USA) eingestellt ist,
oder- der Drahtvorschub VR 5000 Remote mit der Option Bedienpanel Synergic US ausge-
stattet ist.
Schweißprogramm-Datenbank: UID 3430
Schweißprogramm-Tabelle am Bedienpanel der Stromquelle
Schweißprogramm-Tabelle am Bedienpanel Synergic US (VR 5000 Remote)
1
2
3
4
5
6
7
8
A
B
C
D
E
F
Pos.
Pos.
12345678
ABCDEF
Pos.
Pos.
Standard Programs
Material
A
Pos.
2290 2300 2310 2322 2334 2347
2418 2370 2308 2377 2409
2419 2369 2309 2376 2333
2372 2371 2307 2378 2408
2394
2346
2395
2374 2367 2312 2380 2336
2375 2366 2313 2379 2337
2373 2368 2311 2381 2335
2462
2502 2501 2499 2500 2529
2295 2364 2315
2316
2314
2383 2339
2296
2294
2363 2382 2340
2365 2384
2471 2472
2338
2469
2456 24682470
2474
2467
2476
2473
2466
2475
2420 2385
2433
2415
2421 2386
2432
2387
2388 2416
2348
Gas Diameter
B
C
D
B
C
D
B
A
B
C
D
A
C
A
C
B
1
Pos.
1
1
1
2
2
2
2
3
3
3
3
4
4
5
5
6
6
Steel
Steel
Steel
Steel
Steel dynamic
Steel dynamic
Steel dynamic
Steel dynamic
Steel root
Steel root
Steel root
Steel root
Rutil FCW
Rutil FCW
Basic FCW
Basic FCW
Metal cored
100 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 10 % CO2
Ar + 25 % CO2
Ar + 5 % O2
Ar + 10 % CO2
Ar + 25 % CO2
Ar + 5 % O2
Ar + 10 % CO2
100 % CO2
Ar + 10 % CO2
Ar + 25 % CO2
Ar + 5 % O2
100 % CO2
Ar + 25 % CO2
100 % CO2
Ar + 25 % CO2
Ar + 10 % CO2
CMetal cored Ar + 25 % CO2
2350 23497 Self-shielded Self-shielded
121
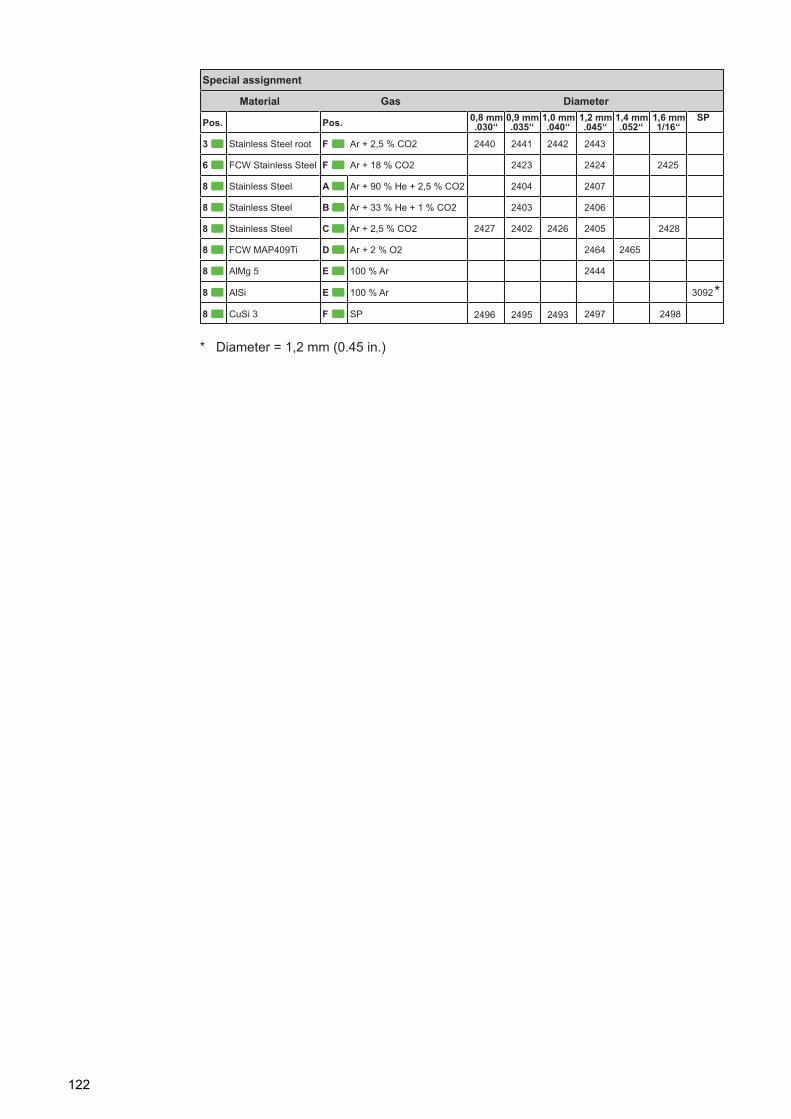
* Diameter = 1,2 mm (0.45 in.)
Special assignment
Material
F
Pos.
2440 2441 2442 2443
2423 2424 2425
2404 2407
2403 2406
Gas Diameter
F
A
B
3
Pos.
6
8
8
Stainless Steel root
FCW Stainless Steel
Stainless Steel
Stainless Steel
Ar + 2,5 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 18 % CO2
Ar + 90 % He + 2,5 % CO2
Ar + 33 % He + 1 % CO2
2427 2402 2426 2405 2428
2464 2465
2444
C
D
E
8
8
8
Stainless Steel
FCW MAP409Ti
AlMg 5
Ar + 2,5 % CO2
Ar + 2 % O2
100 % Ar
2496 2495 2493 2497 2498F8 CuSi 3 SP
3092E8 AlSi 100 % Ar *
122
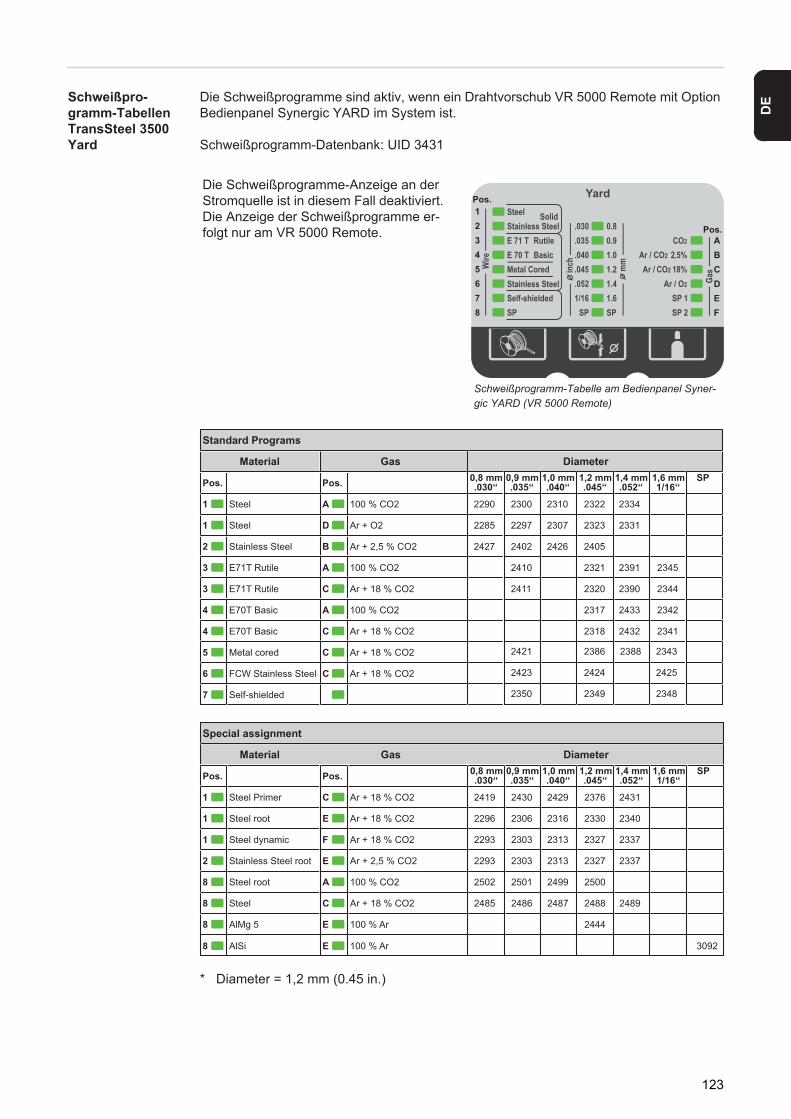
DE
Schweißpro-gramm-Tabellen TransSteel 3500 Yard
Die Schweißprogramme sind aktiv, wenn ein Drahtvorschub VR 5000 Remote mit Option Bedienpanel Synergic YARD im System ist.
Schweißprogramm-Datenbank: UID 3431
* Diameter = 1,2 mm (0.45 in.)
Die Schweißprogramme-Anzeige an der Stromquelle ist in diesem Fall deaktiviert. Die Anzeige der Schweißprogramme er-folgt nur am VR 5000 Remote.
Schweißprogramm-Tabelle am Bedienpanel Syner-gic YARD (VR 5000 Remote)
12345678
ABCDEF
Pos.
Pos.
Standard Programs
Material
A
Pos.
2290 2300 2310 2322 2334
2285 2297 2307 2323 2331
2427 2402 2426 2405
2410 2321 2391 2345
2411 2320 2390 2344
2317 2433 2342
2318 2432 2341
2421 2386 2388 2343
2423 2424 2425
2350 2349 2348
Gas Diameter
D
B
A
C
A
C
C
C
1
Pos.
1
2
3
3
4
4
5
6
7
Steel
Steel
Stainless Steel
E71T Rutile
E71T Rutile
E70T Basic
E70T Basic
Metal cored
FCW Stainless Steel
Self-shielded
100 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + O2
Ar + 2,5 % CO2
100 % CO2
Ar + 18 % CO2
100 % CO2
Ar + 18 % CO2
Ar + 18 % CO2
Ar + 18 % CO2
Special assignment
Material
C
Pos.
2419 2430 2429 2376 2431
2296 2306 2316 2330 2340
2293 2303 2313 2327 2337
2293 2303 2313 2327 2337
Gas Diameter
E
F
E
1
Pos.
1
1
2
Steel Primer
Steel root
Steel dynamic
Stainless Steel root
Ar + 18 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 18 % CO2
Ar + 18 % CO2
Ar + 2,5 % CO2
2502 2501 2499 2500
2485 2486 2487 2488 2489
2444
A
C
E
8
8
8
Steel root
Steel
AlMg 5
100 % CO2
Ar + 18 % CO2
100 % Ar
3092E8 AlSi 100 % Ar
123
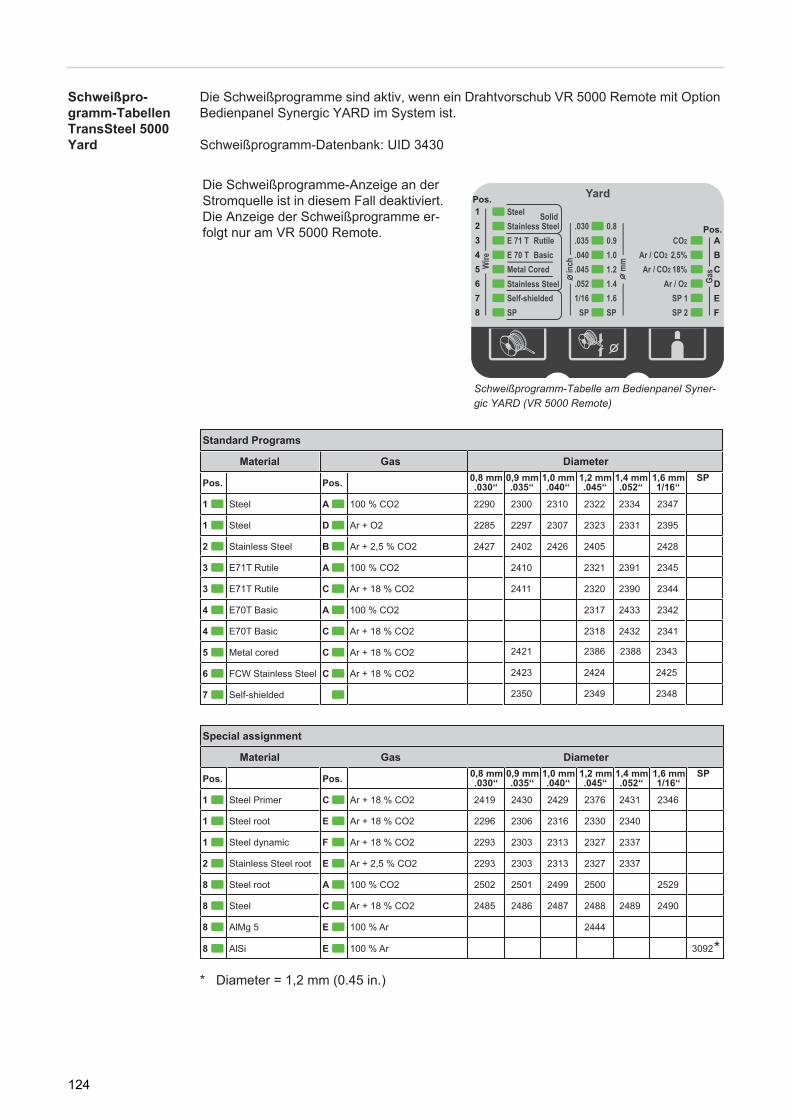
Schweißpro-gramm-Tabellen TransSteel 5000 Yard
Die Schweißprogramme sind aktiv, wenn ein Drahtvorschub VR 5000 Remote mit Option Bedienpanel Synergic YARD im System ist.
Schweißprogramm-Datenbank: UID 3430
* Diameter = 1,2 mm (0.45 in.)
Die Schweißprogramme-Anzeige an der Stromquelle ist in diesem Fall deaktiviert. Die Anzeige der Schweißprogramme er-folgt nur am VR 5000 Remote.
Schweißprogramm-Tabelle am Bedienpanel Syner-gic YARD (VR 5000 Remote)
12345678
ABCDEF
Pos.
Pos.
Standard Programs
Material
A
Pos.
2290 2300 2310 2322 2334
2285 2297 2307 2323 2331
2427 2402 2426 2405
2347
2395
2428
2410 2321 2391 2345
2411 2320 2390 2344
2317 2433 2342
2318 2432 2341
2421 2386 2388 2343
2423 2424 2425
2350 2349 2348
Gas Diameter
D
B
A
C
A
C
C
C
1
Pos.
1
2
3
3
4
4
5
6
7
Steel
Steel
Stainless Steel
E71T Rutile
E71T Rutile
E70T Basic
E70T Basic
Metal cored
FCW Stainless Steel
Self-shielded
100 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + O2
Ar + 2,5 % CO2
100 % CO2
Ar + 18 % CO2
100 % CO2
Ar + 18 % CO2
Ar + 18 % CO2
Ar + 18 % CO2
Special assignment
Material
C
Pos.
2419 2430 2429 2376 2431 2346
2296 2306 2316 2330 2340
2293 2303 2313 2327 2337
2293 2303 2313 2327 2337
Gas Diameter
E
F
E
1
Pos.
1
1
2
Steel Primer
Steel root
Steel dynamic
Stainless Steel root
Ar + 18 % CO2
0,8 mm.030‘‘
0,9 mm.035‘‘
1,0 mm.040‘‘
1,2 mm.045‘‘
1,4 mm.052‘‘
1,6 mm1/16‘‘
SP
Ar + 18 % CO2
Ar + 18 % CO2
Ar + 2,5 % CO2
2502 2501 2499 2500 2529
2485 2486 2487 2488 2489 2490
2444
A
C
E
8
8
8
Steel root
Steel
AlMg 5
100 % CO2
Ar + 18 % CO2
100 % Ar
3092E8 AlSi 100 % Ar *
124
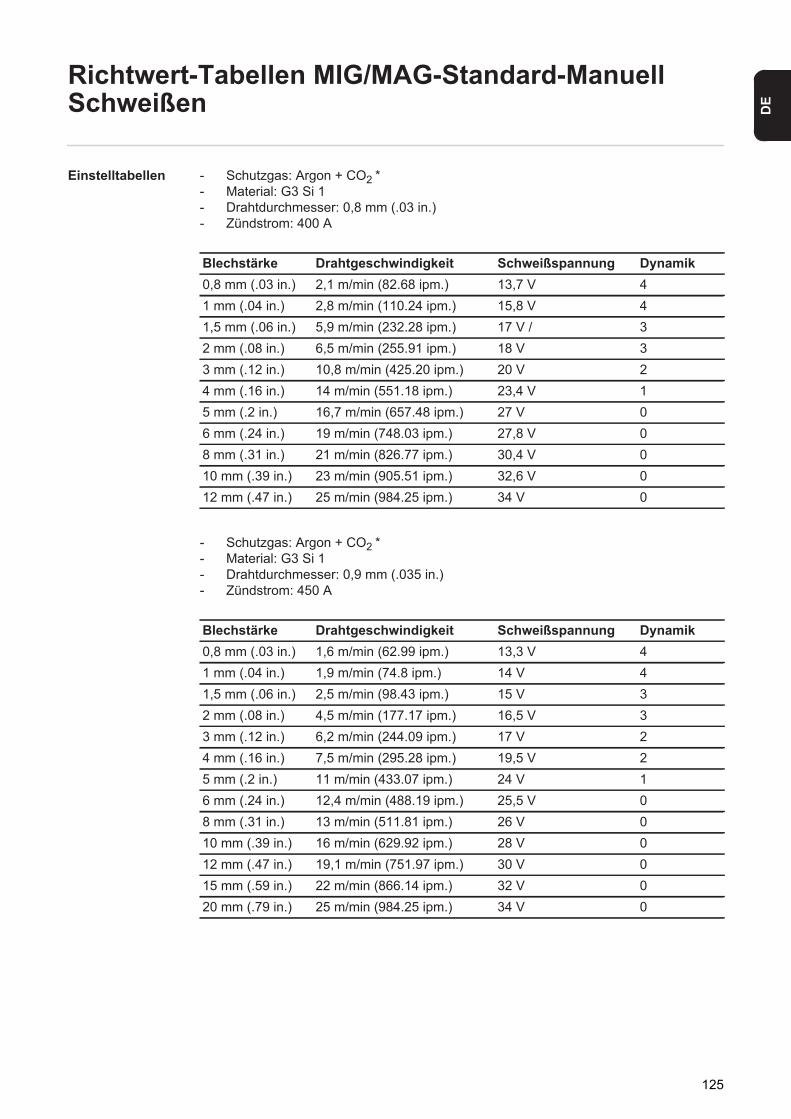
DE
Richtwert-Tabellen MIG/MAG-Standard-Manuell Schweißen
Einstelltabellen - Schutzgas: Argon + CO2 *- Material: G3 Si 1- Drahtdurchmesser: 0,8 mm (.03 in.)- Zündstrom: 400 A
- Schutzgas: Argon + CO2 *- Material: G3 Si 1- Drahtdurchmesser: 0,9 mm (.035 in.)- Zündstrom: 450 A
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik0,8 mm (.03 in.) 2,1 m/min (82.68 ipm.) 13,7 V 41 mm (.04 in.) 2,8 m/min (110.24 ipm.) 15,8 V 41,5 mm (.06 in.) 5,9 m/min (232.28 ipm.) 17 V / 32 mm (.08 in.) 6,5 m/min (255.91 ipm.) 18 V 33 mm (.12 in.) 10,8 m/min (425.20 ipm.) 20 V 24 mm (.16 in.) 14 m/min (551.18 ipm.) 23,4 V 15 mm (.2 in.) 16,7 m/min (657.48 ipm.) 27 V 06 mm (.24 in.) 19 m/min (748.03 ipm.) 27,8 V 08 mm (.31 in.) 21 m/min (826.77 ipm.) 30,4 V 010 mm (.39 in.) 23 m/min (905.51 ipm.) 32,6 V 012 mm (.47 in.) 25 m/min (984.25 ipm.) 34 V 0
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik0,8 mm (.03 in.) 1,6 m/min (62.99 ipm.) 13,3 V 41 mm (.04 in.) 1,9 m/min (74.8 ipm.) 14 V 41,5 mm (.06 in.) 2,5 m/min (98.43 ipm.) 15 V 32 mm (.08 in.) 4,5 m/min (177.17 ipm.) 16,5 V 33 mm (.12 in.) 6,2 m/min (244.09 ipm.) 17 V 24 mm (.16 in.) 7,5 m/min (295.28 ipm.) 19,5 V 25 mm (.2 in.) 11 m/min (433.07 ipm.) 24 V 16 mm (.24 in.) 12,4 m/min (488.19 ipm.) 25,5 V 08 mm (.31 in.) 13 m/min (511.81 ipm.) 26 V 010 mm (.39 in.) 16 m/min (629.92 ipm.) 28 V 012 mm (.47 in.) 19,1 m/min (751.97 ipm.) 30 V 015 mm (.59 in.) 22 m/min (866.14 ipm.) 32 V 020 mm (.79 in.) 25 m/min (984.25 ipm.) 34 V 0
125
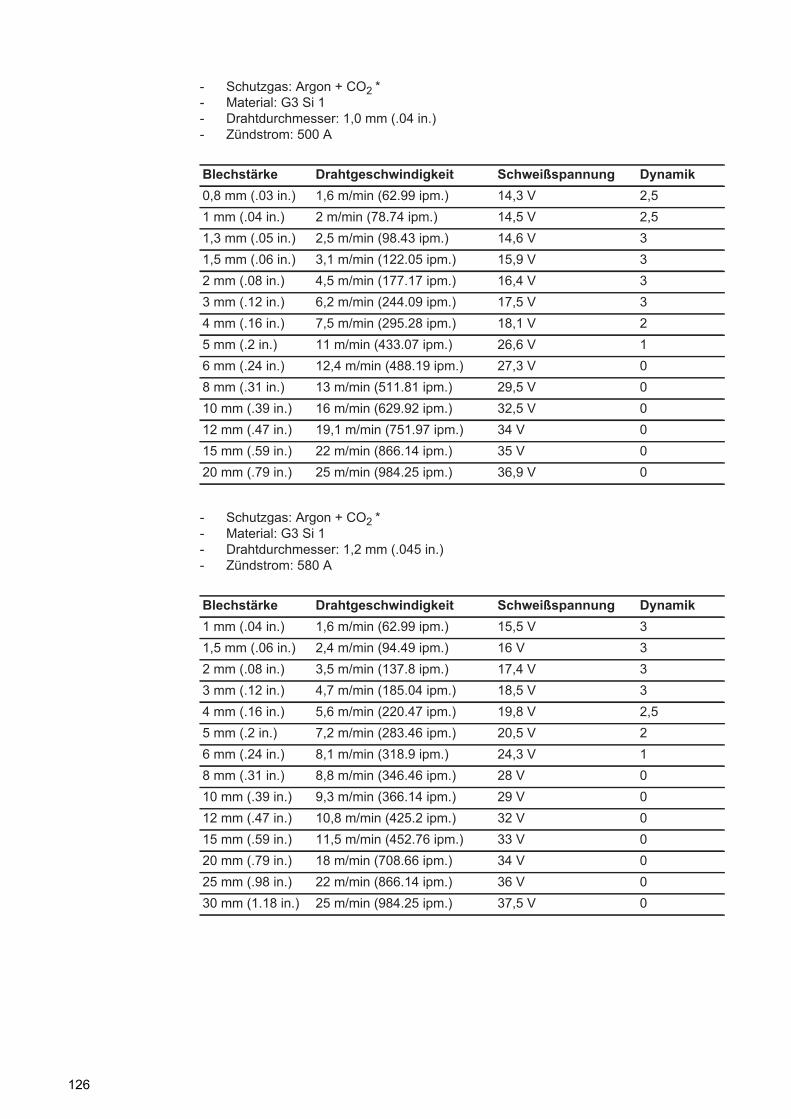
- Schutzgas: Argon + CO2 *- Material: G3 Si 1- Drahtdurchmesser: 1,0 mm (.04 in.)- Zündstrom: 500 A
- Schutzgas: Argon + CO2 *- Material: G3 Si 1- Drahtdurchmesser: 1,2 mm (.045 in.)- Zündstrom: 580 A
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik0,8 mm (.03 in.) 1,6 m/min (62.99 ipm.) 14,3 V 2,51 mm (.04 in.) 2 m/min (78.74 ipm.) 14,5 V 2,51,3 mm (.05 in.) 2,5 m/min (98.43 ipm.) 14,6 V 31,5 mm (.06 in.) 3,1 m/min (122.05 ipm.) 15,9 V 32 mm (.08 in.) 4,5 m/min (177.17 ipm.) 16,4 V 33 mm (.12 in.) 6,2 m/min (244.09 ipm.) 17,5 V 34 mm (.16 in.) 7,5 m/min (295.28 ipm.) 18,1 V 25 mm (.2 in.) 11 m/min (433.07 ipm.) 26,6 V 16 mm (.24 in.) 12,4 m/min (488.19 ipm.) 27,3 V 08 mm (.31 in.) 13 m/min (511.81 ipm.) 29,5 V 010 mm (.39 in.) 16 m/min (629.92 ipm.) 32,5 V 012 mm (.47 in.) 19,1 m/min (751.97 ipm.) 34 V 015 mm (.59 in.) 22 m/min (866.14 ipm.) 35 V 020 mm (.79 in.) 25 m/min (984.25 ipm.) 36,9 V 0
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik1 mm (.04 in.) 1,6 m/min (62.99 ipm.) 15,5 V 31,5 mm (.06 in.) 2,4 m/min (94.49 ipm.) 16 V 32 mm (.08 in.) 3,5 m/min (137.8 ipm.) 17,4 V 33 mm (.12 in.) 4,7 m/min (185.04 ipm.) 18,5 V 34 mm (.16 in.) 5,6 m/min (220.47 ipm.) 19,8 V 2,55 mm (.2 in.) 7,2 m/min (283.46 ipm.) 20,5 V 26 mm (.24 in.) 8,1 m/min (318.9 ipm.) 24,3 V 18 mm (.31 in.) 8,8 m/min (346.46 ipm.) 28 V 010 mm (.39 in.) 9,3 m/min (366.14 ipm.) 29 V 012 mm (.47 in.) 10,8 m/min (425.2 ipm.) 32 V 015 mm (.59 in.) 11,5 m/min (452.76 ipm.) 33 V 020 mm (.79 in.) 18 m/min (708.66 ipm.) 34 V 025 mm (.98 in.) 22 m/min (866.14 ipm.) 36 V 030 mm (1.18 in.) 25 m/min (984.25 ipm.) 37,5 V 0
126
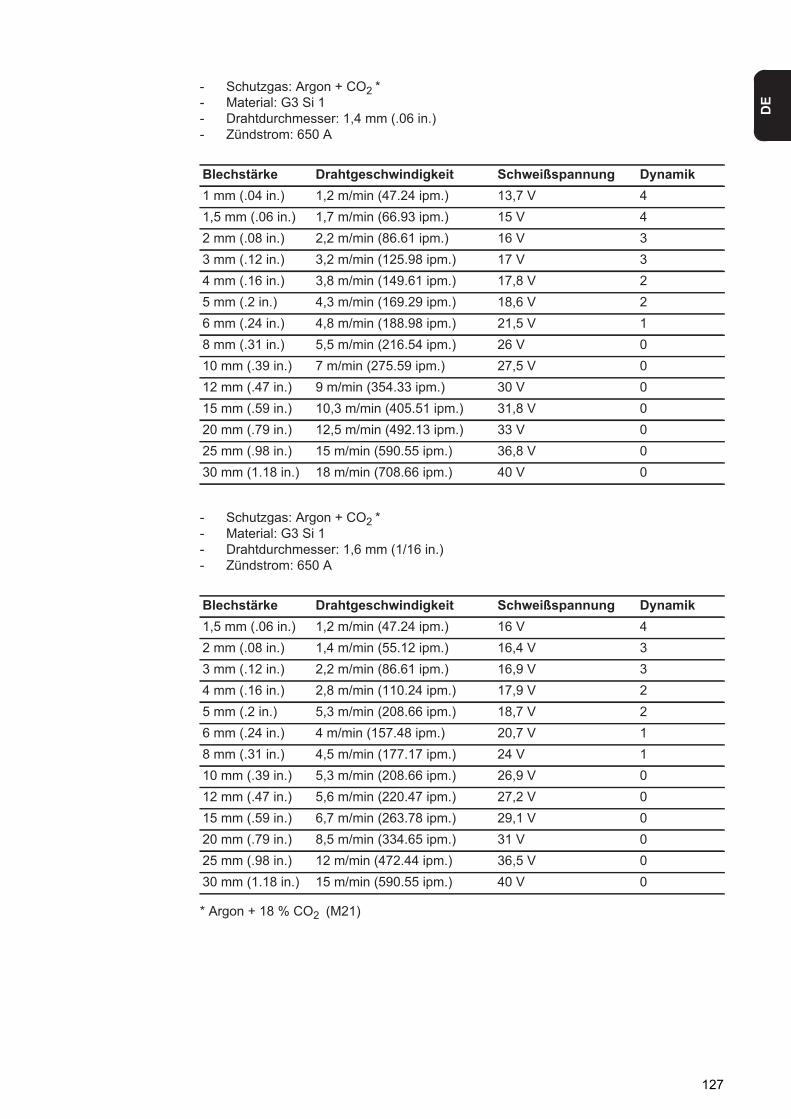
DE
- Schutzgas: Argon + CO2 *- Material: G3 Si 1- Drahtdurchmesser: 1,4 mm (.06 in.)- Zündstrom: 650 A
- Schutzgas: Argon + CO2 *- Material: G3 Si 1- Drahtdurchmesser: 1,6 mm (1/16 in.)- Zündstrom: 650 A
* Argon + 18 % CO2 (M21)
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik1 mm (.04 in.) 1,2 m/min (47.24 ipm.) 13,7 V 41,5 mm (.06 in.) 1,7 m/min (66.93 ipm.) 15 V 42 mm (.08 in.) 2,2 m/min (86.61 ipm.) 16 V 33 mm (.12 in.) 3,2 m/min (125.98 ipm.) 17 V 34 mm (.16 in.) 3,8 m/min (149.61 ipm.) 17,8 V 25 mm (.2 in.) 4,3 m/min (169.29 ipm.) 18,6 V 26 mm (.24 in.) 4,8 m/min (188.98 ipm.) 21,5 V 18 mm (.31 in.) 5,5 m/min (216.54 ipm.) 26 V 010 mm (.39 in.) 7 m/min (275.59 ipm.) 27,5 V 012 mm (.47 in.) 9 m/min (354.33 ipm.) 30 V 015 mm (.59 in.) 10,3 m/min (405.51 ipm.) 31,8 V 020 mm (.79 in.) 12,5 m/min (492.13 ipm.) 33 V 025 mm (.98 in.) 15 m/min (590.55 ipm.) 36,8 V 030 mm (1.18 in.) 18 m/min (708.66 ipm.) 40 V 0
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik1,5 mm (.06 in.) 1,2 m/min (47.24 ipm.) 16 V 42 mm (.08 in.) 1,4 m/min (55.12 ipm.) 16,4 V 33 mm (.12 in.) 2,2 m/min (86.61 ipm.) 16,9 V 34 mm (.16 in.) 2,8 m/min (110.24 ipm.) 17,9 V 25 mm (.2 in.) 5,3 m/min (208.66 ipm.) 18,7 V 26 mm (.24 in.) 4 m/min (157.48 ipm.) 20,7 V 18 mm (.31 in.) 4,5 m/min (177.17 ipm.) 24 V 110 mm (.39 in.) 5,3 m/min (208.66 ipm.) 26,9 V 012 mm (.47 in.) 5,6 m/min (220.47 ipm.) 27,2 V 015 mm (.59 in.) 6,7 m/min (263.78 ipm.) 29,1 V 020 mm (.79 in.) 8,5 m/min (334.65 ipm.) 31 V 025 mm (.98 in.) 12 m/min (472.44 ipm.) 36,5 V 030 mm (1.18 in.) 15 m/min (590.55 ipm.) 40 V 0
127
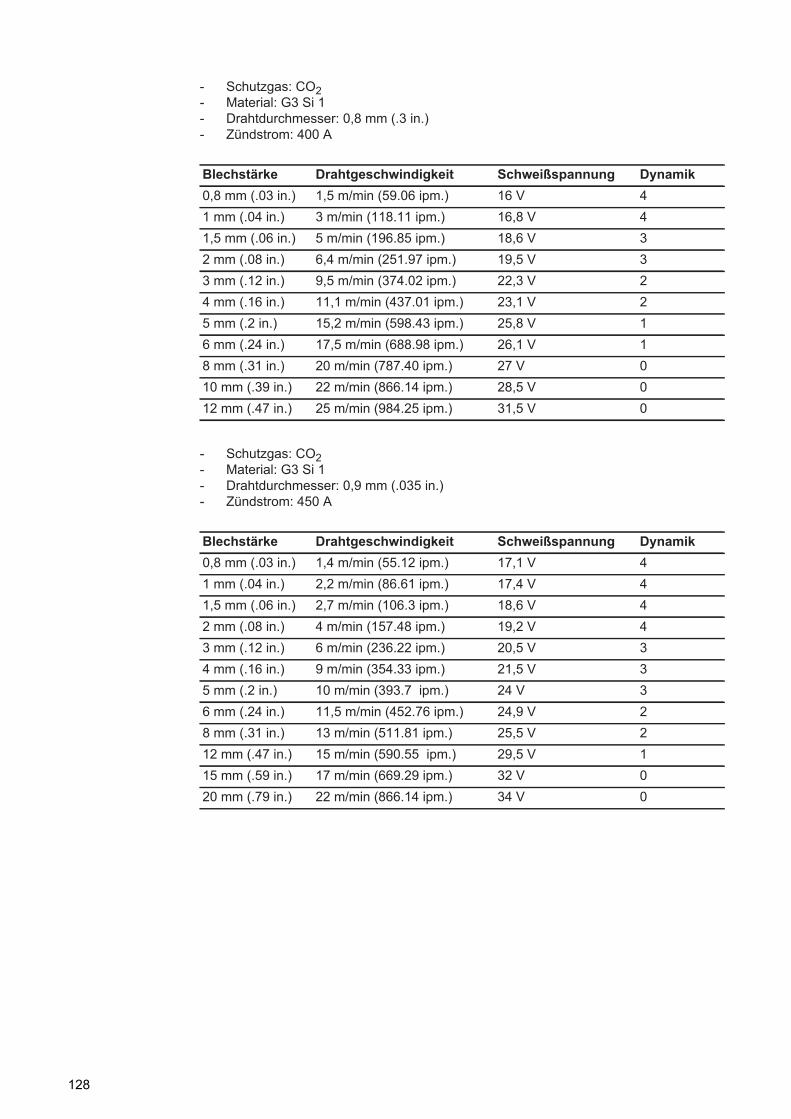
- Schutzgas: CO2- Material: G3 Si 1- Drahtdurchmesser: 0,8 mm (.3 in.)- Zündstrom: 400 A
- Schutzgas: CO2- Material: G3 Si 1- Drahtdurchmesser: 0,9 mm (.035 in.)- Zündstrom: 450 A
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik0,8 mm (.03 in.) 1,5 m/min (59.06 ipm.) 16 V 41 mm (.04 in.) 3 m/min (118.11 ipm.) 16,8 V 41,5 mm (.06 in.) 5 m/min (196.85 ipm.) 18,6 V 32 mm (.08 in.) 6,4 m/min (251.97 ipm.) 19,5 V 33 mm (.12 in.) 9,5 m/min (374.02 ipm.) 22,3 V 24 mm (.16 in.) 11,1 m/min (437.01 ipm.) 23,1 V 25 mm (.2 in.) 15,2 m/min (598.43 ipm.) 25,8 V 16 mm (.24 in.) 17,5 m/min (688.98 ipm.) 26,1 V 18 mm (.31 in.) 20 m/min (787.40 ipm.) 27 V 010 mm (.39 in.) 22 m/min (866.14 ipm.) 28,5 V 012 mm (.47 in.) 25 m/min (984.25 ipm.) 31,5 V 0
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik0,8 mm (.03 in.) 1,4 m/min (55.12 ipm.) 17,1 V 41 mm (.04 in.) 2,2 m/min (86.61 ipm.) 17,4 V 41,5 mm (.06 in.) 2,7 m/min (106.3 ipm.) 18,6 V 42 mm (.08 in.) 4 m/min (157.48 ipm.) 19,2 V 43 mm (.12 in.) 6 m/min (236.22 ipm.) 20,5 V 34 mm (.16 in.) 9 m/min (354.33 ipm.) 21,5 V 35 mm (.2 in.) 10 m/min (393.7 ipm.) 24 V 36 mm (.24 in.) 11,5 m/min (452.76 ipm.) 24,9 V 28 mm (.31 in.) 13 m/min (511.81 ipm.) 25,5 V 212 mm (.47 in.) 15 m/min (590.55 ipm.) 29,5 V 115 mm (.59 in.) 17 m/min (669.29 ipm.) 32 V 020 mm (.79 in.) 22 m/min (866.14 ipm.) 34 V 0
128
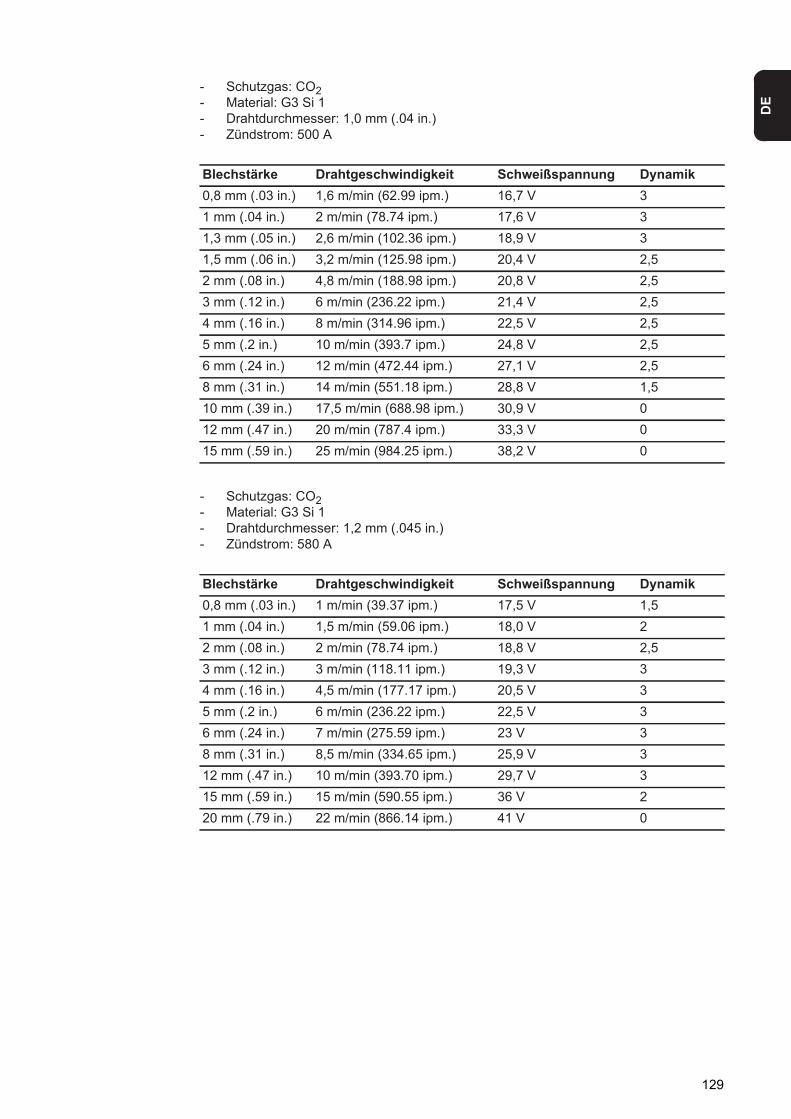
DE
- Schutzgas: CO2- Material: G3 Si 1- Drahtdurchmesser: 1,0 mm (.04 in.)- Zündstrom: 500 A
- Schutzgas: CO2- Material: G3 Si 1- Drahtdurchmesser: 1,2 mm (.045 in.)- Zündstrom: 580 A
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik0,8 mm (.03 in.) 1,6 m/min (62.99 ipm.) 16,7 V 31 mm (.04 in.) 2 m/min (78.74 ipm.) 17,6 V 31,3 mm (.05 in.) 2,6 m/min (102.36 ipm.) 18,9 V 31,5 mm (.06 in.) 3,2 m/min (125.98 ipm.) 20,4 V 2,52 mm (.08 in.) 4,8 m/min (188.98 ipm.) 20,8 V 2,53 mm (.12 in.) 6 m/min (236.22 ipm.) 21,4 V 2,54 mm (.16 in.) 8 m/min (314.96 ipm.) 22,5 V 2,55 mm (.2 in.) 10 m/min (393.7 ipm.) 24,8 V 2,56 mm (.24 in.) 12 m/min (472.44 ipm.) 27,1 V 2,58 mm (.31 in.) 14 m/min (551.18 ipm.) 28,8 V 1,510 mm (.39 in.) 17,5 m/min (688.98 ipm.) 30,9 V 012 mm (.47 in.) 20 m/min (787.4 ipm.) 33,3 V 015 mm (.59 in.) 25 m/min (984.25 ipm.) 38,2 V 0
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik0,8 mm (.03 in.) 1 m/min (39.37 ipm.) 17,5 V 1,51 mm (.04 in.) 1,5 m/min (59.06 ipm.) 18,0 V 22 mm (.08 in.) 2 m/min (78.74 ipm.) 18,8 V 2,53 mm (.12 in.) 3 m/min (118.11 ipm.) 19,3 V 34 mm (.16 in.) 4,5 m/min (177.17 ipm.) 20,5 V 35 mm (.2 in.) 6 m/min (236.22 ipm.) 22,5 V 36 mm (.24 in.) 7 m/min (275.59 ipm.) 23 V 38 mm (.31 in.) 8,5 m/min (334.65 ipm.) 25,9 V 312 mm (.47 in.) 10 m/min (393.70 ipm.) 29,7 V 315 mm (.59 in.) 15 m/min (590.55 ipm.) 36 V 220 mm (.79 in.) 22 m/min (866.14 ipm.) 41 V 0
129
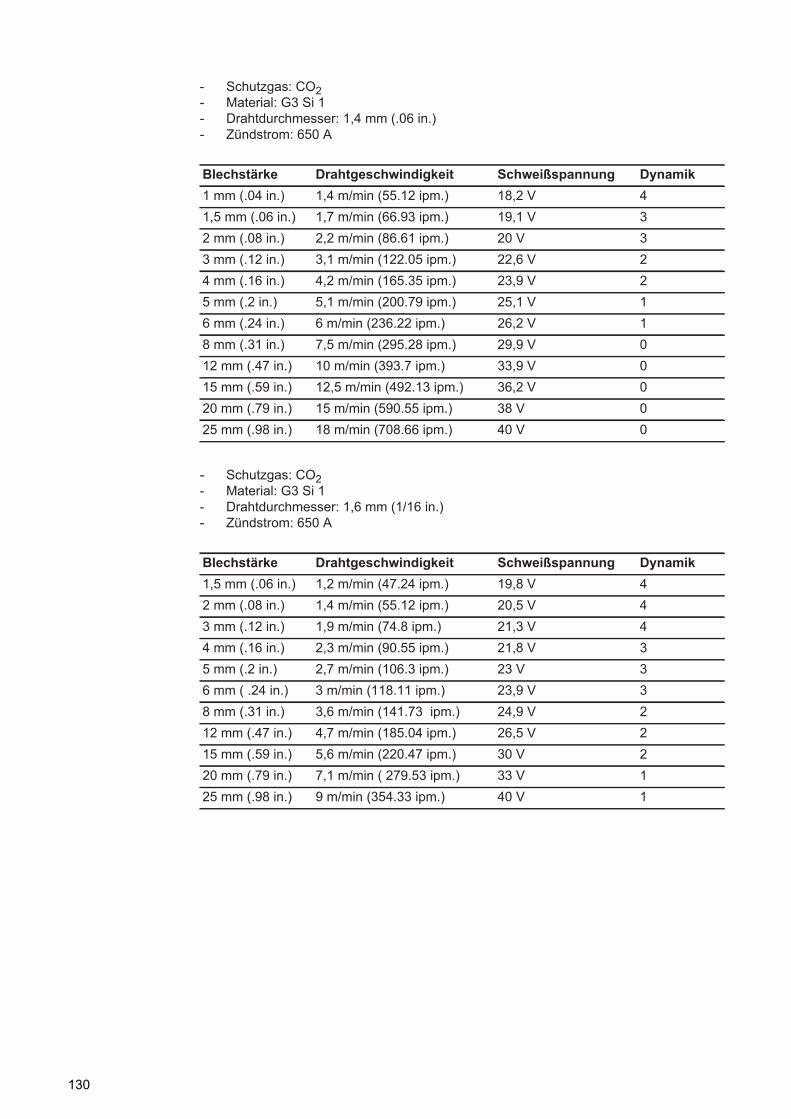
- Schutzgas: CO2- Material: G3 Si 1- Drahtdurchmesser: 1,4 mm (.06 in.)- Zündstrom: 650 A
- Schutzgas: CO2- Material: G3 Si 1- Drahtdurchmesser: 1,6 mm (1/16 in.)- Zündstrom: 650 A
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik1 mm (.04 in.) 1,4 m/min (55.12 ipm.) 18,2 V 41,5 mm (.06 in.) 1,7 m/min (66.93 ipm.) 19,1 V 32 mm (.08 in.) 2,2 m/min (86.61 ipm.) 20 V 33 mm (.12 in.) 3,1 m/min (122.05 ipm.) 22,6 V 24 mm (.16 in.) 4,2 m/min (165.35 ipm.) 23,9 V 25 mm (.2 in.) 5,1 m/min (200.79 ipm.) 25,1 V 16 mm (.24 in.) 6 m/min (236.22 ipm.) 26,2 V 18 mm (.31 in.) 7,5 m/min (295.28 ipm.) 29,9 V 012 mm (.47 in.) 10 m/min (393.7 ipm.) 33,9 V 015 mm (.59 in.) 12,5 m/min (492.13 ipm.) 36,2 V 020 mm (.79 in.) 15 m/min (590.55 ipm.) 38 V 025 mm (.98 in.) 18 m/min (708.66 ipm.) 40 V 0
Blechstärke Drahtgeschwindigkeit Schweißspannung Dynamik1,5 mm (.06 in.) 1,2 m/min (47.24 ipm.) 19,8 V 42 mm (.08 in.) 1,4 m/min (55.12 ipm.) 20,5 V 43 mm (.12 in.) 1,9 m/min (74.8 ipm.) 21,3 V 44 mm (.16 in.) 2,3 m/min (90.55 ipm.) 21,8 V 35 mm (.2 in.) 2,7 m/min (106.3 ipm.) 23 V 36 mm ( .24 in.) 3 m/min (118.11 ipm.) 23,9 V 38 mm (.31 in.) 3,6 m/min (141.73 ipm.) 24,9 V 212 mm (.47 in.) 4,7 m/min (185.04 ipm.) 26,5 V 215 mm (.59 in.) 5,6 m/min (220.47 ipm.) 30 V 220 mm (.79 in.) 7,1 m/min ( 279.53 ipm.) 33 V 125 mm (.98 in.) 9 m/min (354.33 ipm.) 40 V 1
130

DE
131
FRONIUS INTERNATIONAL GMBHFroniusplatz 1, A-4600 Wels, Austria
Tel: +43 (0)7242 241-0, Fax: +43 (0)7242 241-3940E-Mail: [email protected]
www.fronius.com
www.fronius.com/addressesUnder http://www.fronius.com/addresses you will find all addresses
of our Sales & service partners and Locations