Embed Size (px)
Citation preview
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 1 von 54
Chemische und elektrochemische Oberflächenbehandlung von Edelstahl
Einfluss auf Korrosionsbeständigkeit und Funktionsverhalten
Dr. Olaf Böhme; POLIGRAT GmbH
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 2 von 54
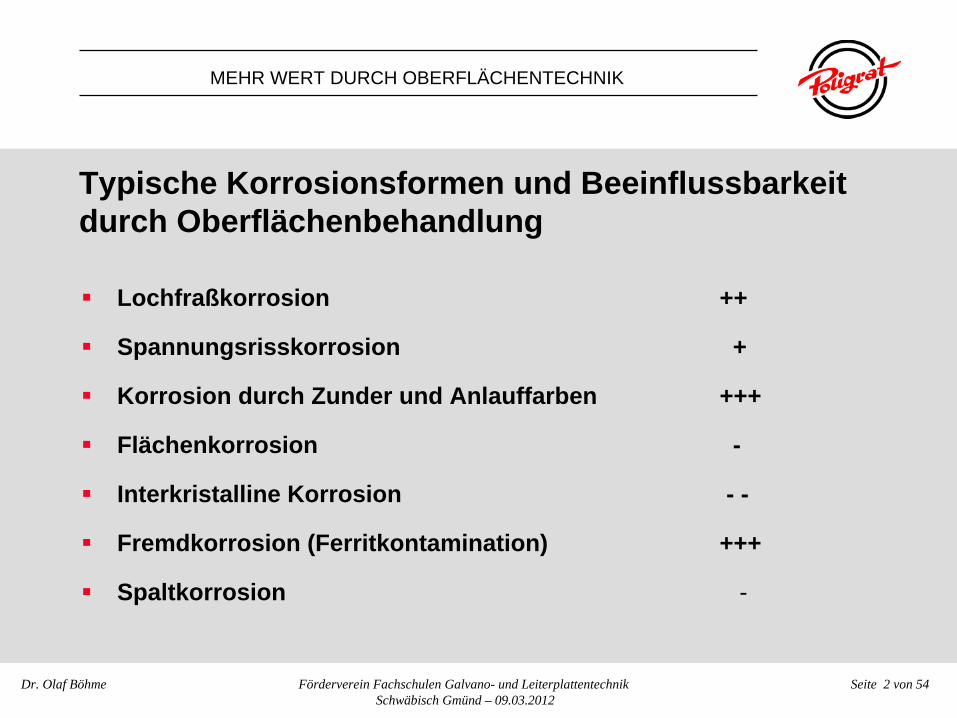
Typische Korrosionsformen und Beeinflussbarkeit durch Oberflächenbehandlung
Lochfraßkorrosion ++
Spannungsrisskorrosion +
Korrosion durch Zunder und Anlauffarben +++
Flächenkorrosion -
Interkristalline Korrosion - -
Fremdkorrosion (Ferritkontamination) +++
Spaltkorrosion -
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 3 von 54
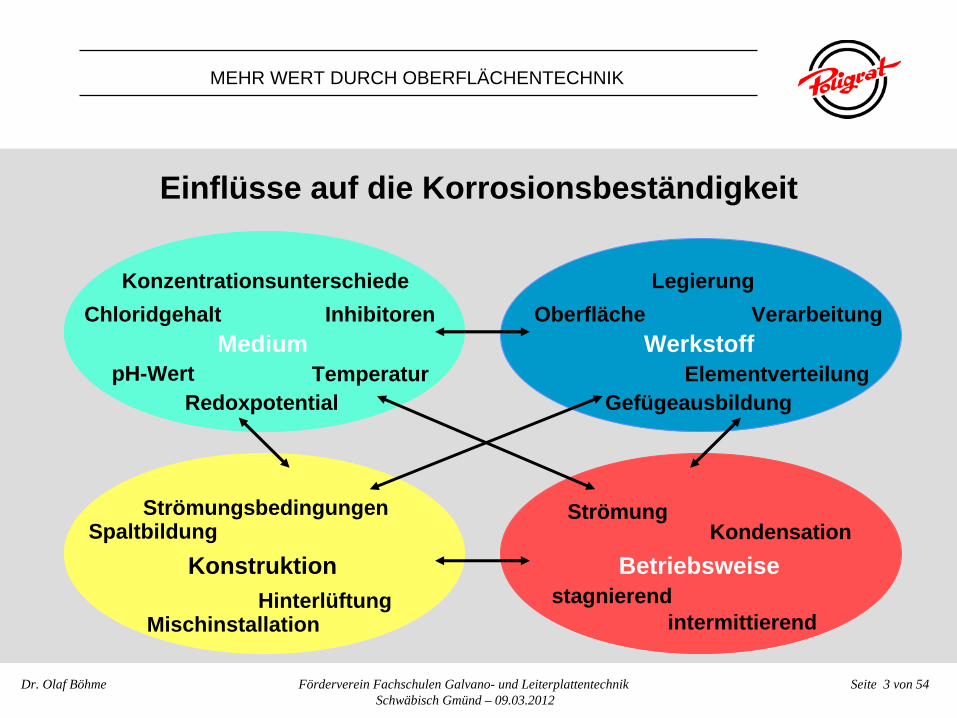
Einflüsse auf die Korrosionsbeständigkeit
Chloridgehalt Inhibitoren
pH-Wert
Konzentrationsunterschiede
RedoxpotentialTemperatur
MediumOberfläche Verarbeitung
Legierung
GefügeausbildungElementverteilung
Werkstoff
Spaltbildung
Mischinstallation
Strömungsbedingungen
HinterlüftungKonstruktion
stagnierendintermittierend
StrömungKondensation
Betriebsweise
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 4 von 54
Chemische und elektrochemische Verfahren
Reinigen (nicht abtragend)
Chemisches Beizen (abtragend)
Anodisches Beizen (abtragend)
Elektropolieren (abtragend)
Passivieren (nicht abtragend)
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 5 von 54
Was ist die "Oberfläche" ?
Für den Begriff „Oberfläche“ gibt es mehrere Definitionen:
Das Sichtbare eines Körpers
Die äußere Begrenzung eines Körpers
Eine äußere Schicht messbarer Dicke
Unsere Definition:Oberfläche ist eine endlich dicke Werkstoffschicht, die sich in derRegel in Aufbau und Eigenschaften vom Grundwerkstoff unterscheidet (Beilby-Schicht).
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 6 von 54
Die Korrosionsbeständigkeit von Edelstahl (1)
wird bestimmt durch
1. Legierung und Gefüge des Basiswerkstoffs
2. Passivschicht
3. Umgebung
Chrom aus der Legierung des Werkstoffs reagiert mit Sauerstoff aus der Umgebung und bildet die Passivschicht aus Chromoxiden, die die Metall- oberfläche dicht bedeckt und vor Korrosion schützt.
Folgerung:
So lange der Edelstahl nicht korrodiert, kommt nur die Passivschicht in Berührung mit der Umgebung. Ausschließlich die Eigenschaften der Passiv- schichten bestimmen das Funktionsverhalten von Edelstahloberflächen.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 7 von 54
Die Korrosionsbeständigkeit von Edelstahl (2)
Das Metall
Legierung und Gefüge sowie die Vorbearbeitung der Metalloberfläche liefern die Voraussetzung für die Bildung der Passivschicht. Sie beeinflussen die Korrosionsbeständigkeit indirekt.
Die Passivschicht
Chemische Zusammensetzung, Struktur und elektrische Eigen- schaften der Passivschicht auf der Metalloberfläche beeinflussen die Korrosionsbeständigkeit direkt.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 8 von 54
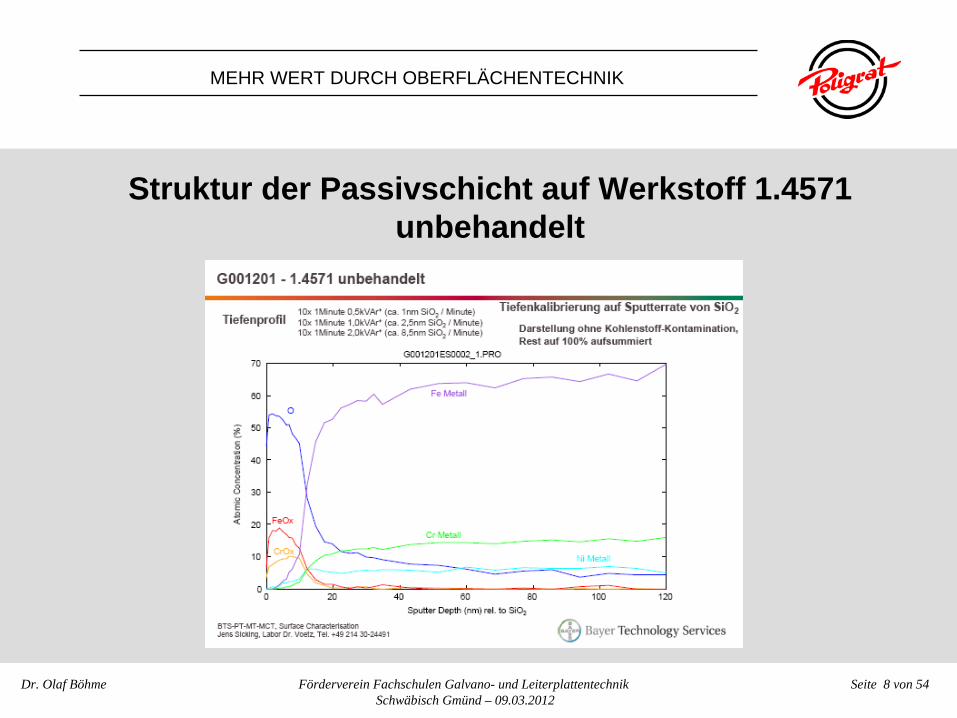
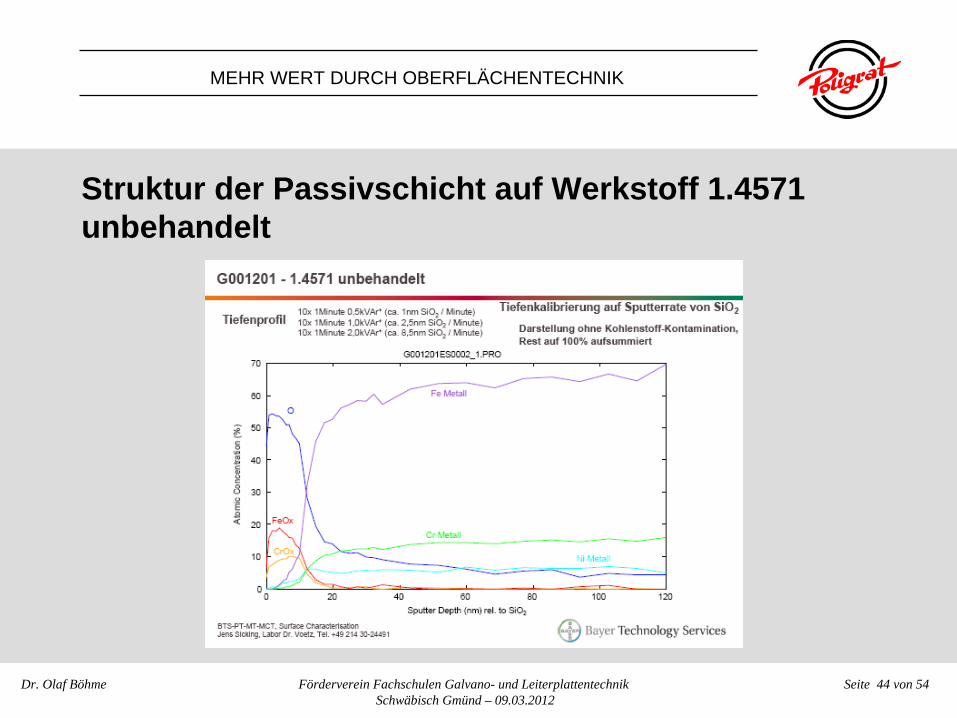
Struktur der Passivschicht auf Werkstoff 1.4571 unbehandelt
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 9 von 54
Bekannte Tatsachen zur Passivschicht
Passivschichten sind nichtmetallische, farblos transparente, oxidische und kristalline Schichten von etwa 10 nm Dicke.
Passivschichten enthalten Chromoxide und Eisenoxide in einem Cr/Fe-Verhältnis im Bereich von 1:2 bis 2:1, abhängig von der Vor- behandlung der Metalloberflächen.
Passivschichten haben Halbleitereigenschaften. Sie leiten Elektronen und sind Nichtleiter für Metallionen.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 10 von 54
Voraussetzungen für die Bildung guter Passivschichten
Metallisch saubere Oberfläche
Ausreichende Chromkonzentration
Homogenes Gefüge und Chromkonzentration
Geringe Zugspannungen
Sauerstoff aus der Umgebung
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 11 von 54
Reinigen
Ziel:Beseitigung aufliegender Schichten und Partikel ohne Beeinflussung der Oberfläche. Herstellung einer metallisch sauberen Oberfläche.
Wirkung:Freier Zutritt von Sauerstoff vermeidet Spaltkorrosion.Beseitigung chloridhaltiger Beläge beugt Lochfraß vor.Beseitigung von ferritischen Partikeln beugt Fremdkorrosion vor.
Methode:Tauchen, Spritzen oder Wischen mit neutralen, sauren oder alkalischen wässrigen Lösungen (chloridfrei).
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 12 von 54
Prinzip des Beizens Ziel:Schaffung einer metallisch reinen Oberfläche, frei von Oxiden, ferritischen Verunreinigungen und chromverarmten Stellen als Voraussetzung zur Neubildung einer homogenen und dichten Passivschicht.
Wirkung:Beseitigung von Oxidbelägen einschließlich Chromoxiden, Zunder und Anlauffarben sowie ferritischen Kontaminationen wie Werkzeugabrieb, Schleiffunken etc. Aufrauhen (Vergrößern) der Oberfläche durch selektiven Angriff auf das Gefüge.
Methode:Abtragen der obersten Werkstoffschicht einschließlich von Verunreinigungen durch chemischen oder elektrochemischen Angriff.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 13 von 54
Ergebnis des Beizens
Durch Beizen entsteht eine metallisch saubere Oberfläche, die durch verstärkten Angriff auf die Korngrenzen aufgerauht (matt) ist. Sie enthält Chrom entsprechend der Legierung.
Die bestehende Passivschicht wird durch die Behandlung mit abgetragen. Nach dem chemischen Beizen ist die Oberfläche aktiv und korrosionsanfällig. Sie muss erst eine neue Passivschicht bilden. Dieser Vorgang kann durch ein nachfolgendes Passivieren unterstützt und beschleunigt werden.
Bei elektrolytischem Beizen ist die Oberfläche anodisch geschaltet. Durch Elektrolyse wird an der Oberfläche Sauerstoff frei gesetzt. Nach dem Ende des Beizens ist der Elektrolyt an der Oberfläche mit Sauerstoff angereichert, so dass spontan eine erste Passivschicht gebildet wird, die sich später verstärkt.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 14 von 54
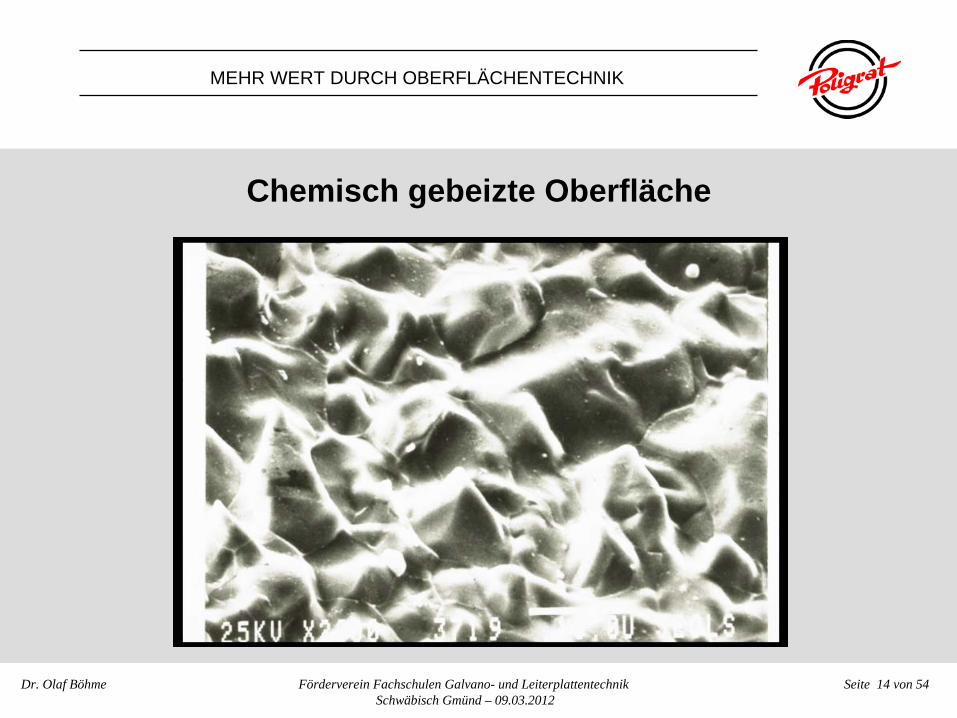
Chemisch gebeizte Oberfläche
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 15 von 54
Grundlagen des chemischen Beizens
Chemische Beizen enthalten als wesentliche Bestandteile:
Flusssäure (HF) zur Auflösung von Chromoxiden in Konzentrationen von 0,3% bis 8%
Ein Oxidationsmittel für die Metallauflösung wie Salpetersäure (HNO3 ), Wasserstoffperoxid (H2 O2 ) oder Eisen-3-Verbindungen
Eine starke Säure für die Metallauflösung wie Salpetersäure (HNO3 ), Schwefelsäure (H2 SO4 ) oder Phosphorsäure (H3 PO4 )
Der Metallabtrag beträgt in der Regel bis ca. 2 µm, bei Abtragsbeizen bisca. 8µm (Gefahr des Überbeizens durch starken Korngrenzenangriff).
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 16 von 54
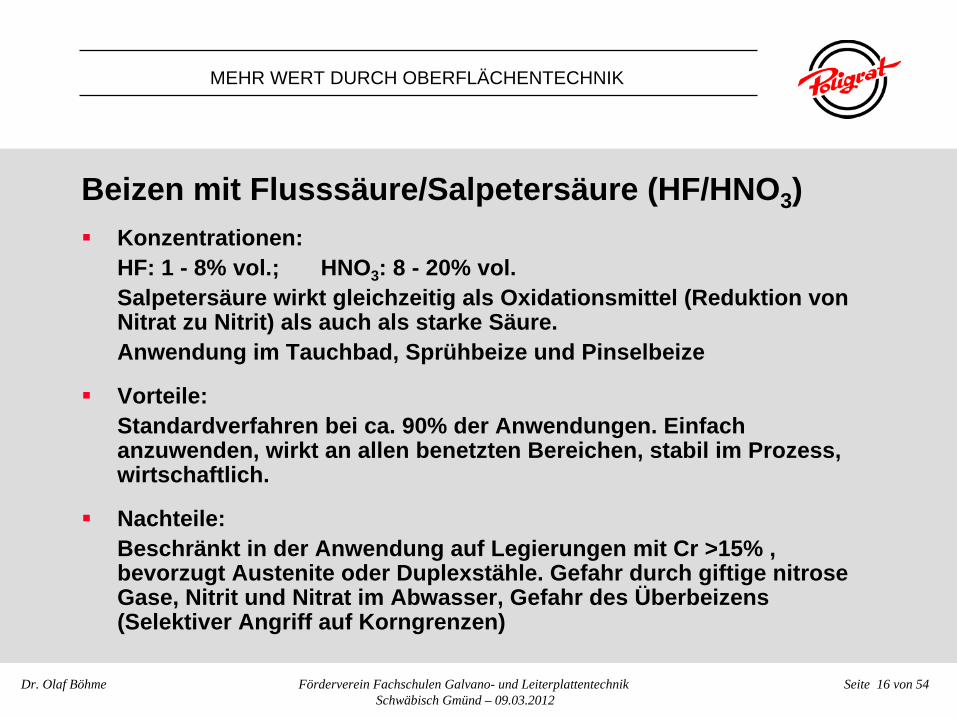
Beizen mit Flusssäure/Salpetersäure (HF/HNO3 )
Konzentrationen:HF: 1 - 8% vol.; HNO3 : 8 - 20% vol.Salpetersäure wirkt gleichzeitig als Oxidationsmittel (Reduktion von Nitrat zu Nitrit) als auch als starke Säure. Anwendung im Tauchbad, Sprühbeize und Pinselbeize
Vorteile:Standardverfahren bei ca. 90% der Anwendungen. Einfach anzuwenden, wirkt an allen benetzten Bereichen, stabil im Prozess, wirtschaftlich.
Nachteile:Beschränkt in der Anwendung auf Legierungen mit Cr >15% , bevorzugt Austenite oder Duplexstähle. Gefahr durch giftige nitrose Gase, Nitrit und Nitrat im Abwasser, Gefahr des Überbeizens (Selektiver Angriff auf Korngrenzen)
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 17 von 54
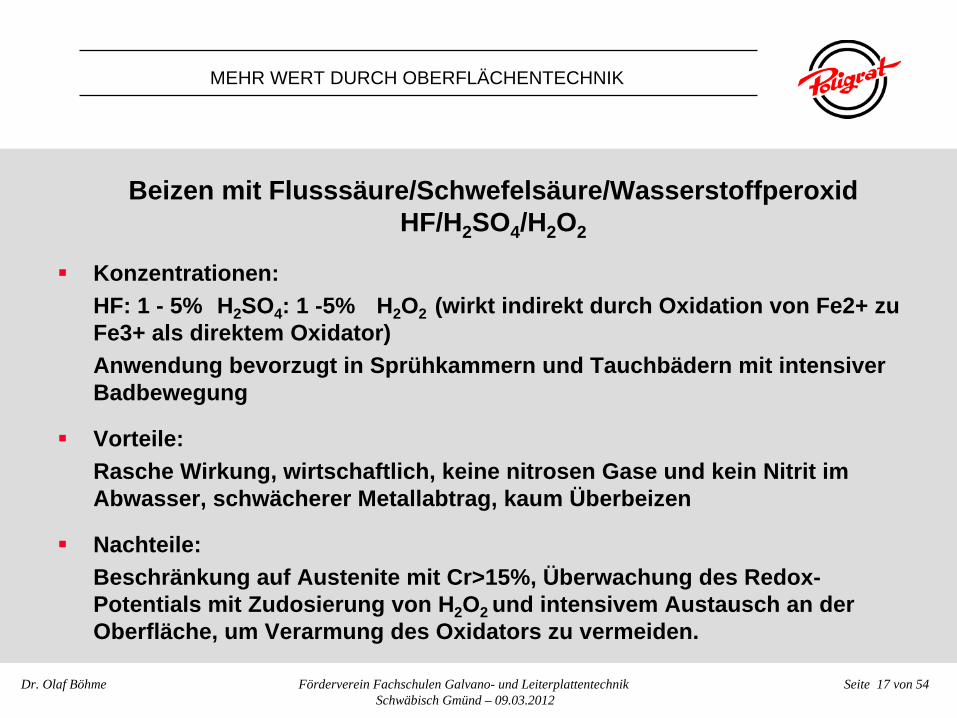
Beizen mit Flusssäure/Schwefelsäure/Wasserstoffperoxid HF/H2 SO4 /H2 O2
Konzentrationen:HF: 1 - 5% H2 SO4 : 1 -5% H2 O2 (wirkt indirekt durch Oxidation von Fe2+ zu Fe3+ als direktem Oxidator)Anwendung bevorzugt in Sprühkammern und Tauchbädern mit intensiver Badbewegung
Vorteile:Rasche Wirkung, wirtschaftlich, keine nitrosen Gase und kein Nitrit im Abwasser, schwächerer Metallabtrag, kaum Überbeizen
Nachteile: Beschränkung auf Austenite mit Cr>15%, Überwachung des Redox- Potentials mit Zudosierung von H2 O2 und intensivem Austausch an der Oberfläche, um Verarmung des Oxidators zu vermeiden.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 18 von 54
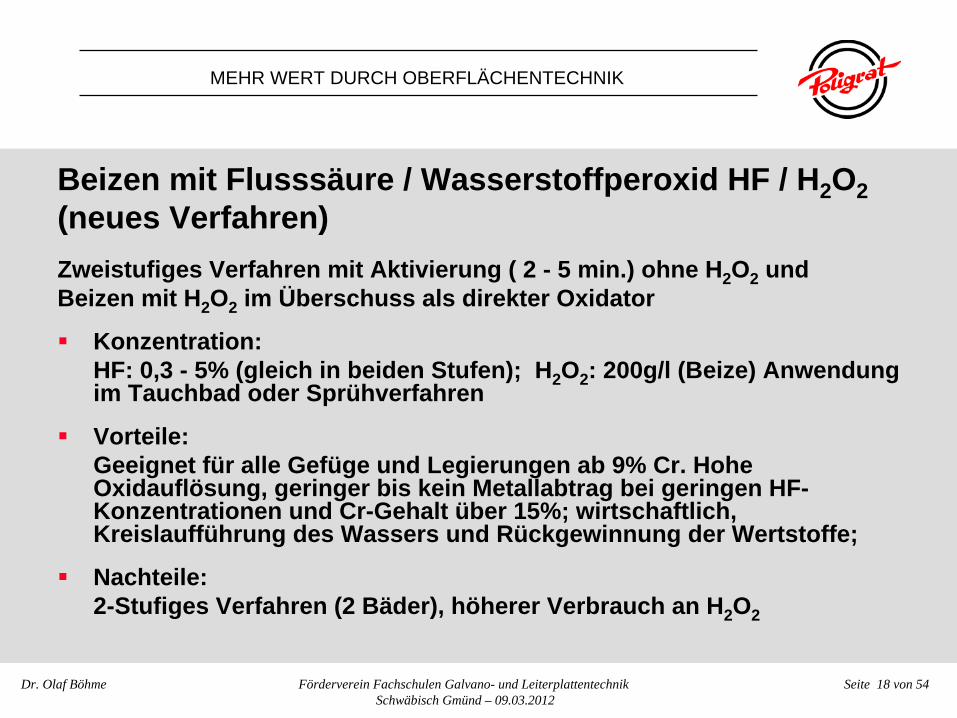
Beizen mit Flusssäure / Wasserstoffperoxid HF / H2 O2 (neues Verfahren)Zweistufiges Verfahren mit Aktivierung ( 2 - 5 min.) ohne H2 O2 undBeizen mit H2 O2 im Überschuss als direkter Oxidator
Konzentration:HF: 0,3 - 5% (gleich in beiden Stufen); H2 O2 : 200g/l (Beize) Anwendung im Tauchbad oder Sprühverfahren
Vorteile:Geeignet für alle Gefüge und Legierungen ab 9% Cr. Hohe Oxidauflösung, geringer bis kein Metallabtrag bei geringen HF- Konzentrationen und Cr-Gehalt über 15%; wirtschaftlich, Kreislaufführung des Wassers und Rückgewinnung der Wertstoffe;
Nachteile:2-Stufiges Verfahren (2 Bäder), höherer Verbrauch an H2 O2
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 19 von 54
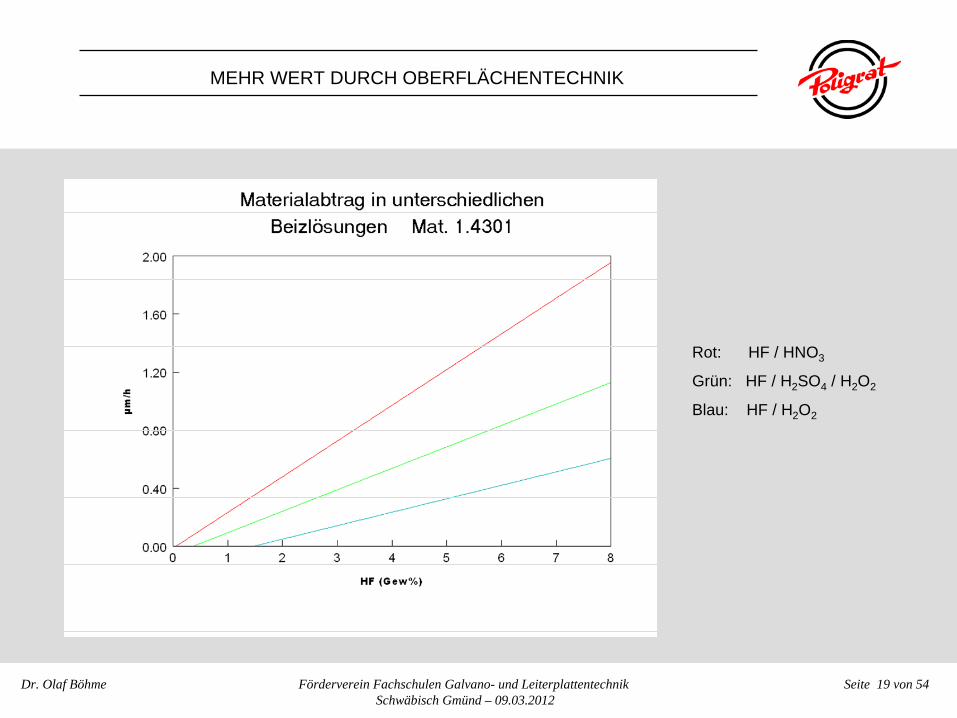
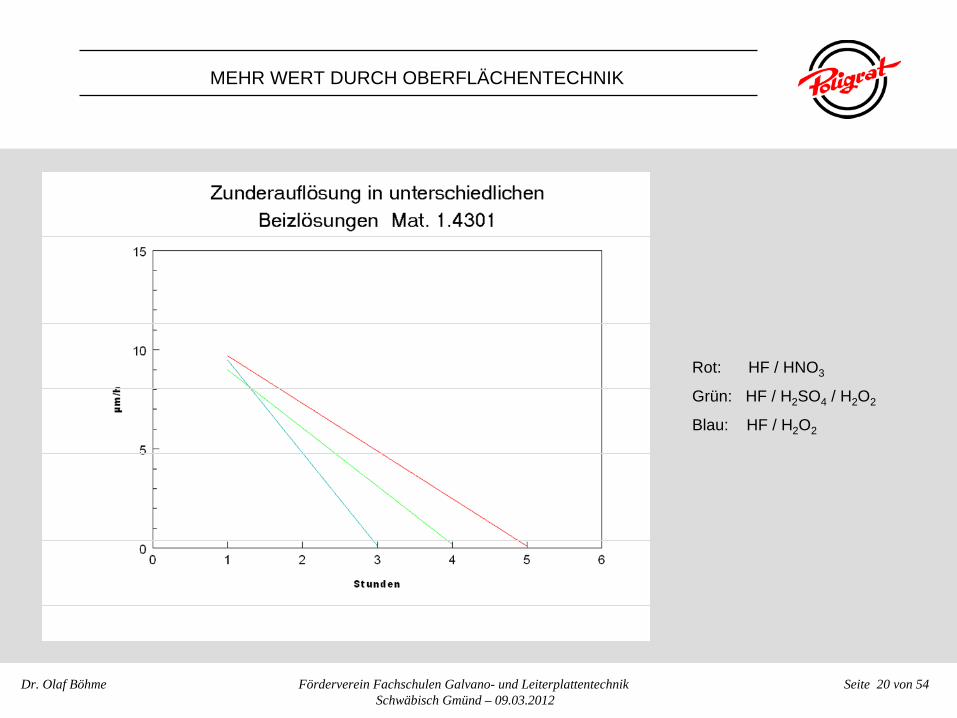
Rot: HF / HNO3
Grün: HF / H2 SO4 / H2 O2
Blau: HF / H2 O2
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 20 von 54
Rot: HF / HNO3
Grün: HF / H2 SO4 / H2 O2
Blau: HF / H2 O2
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 21 von 54
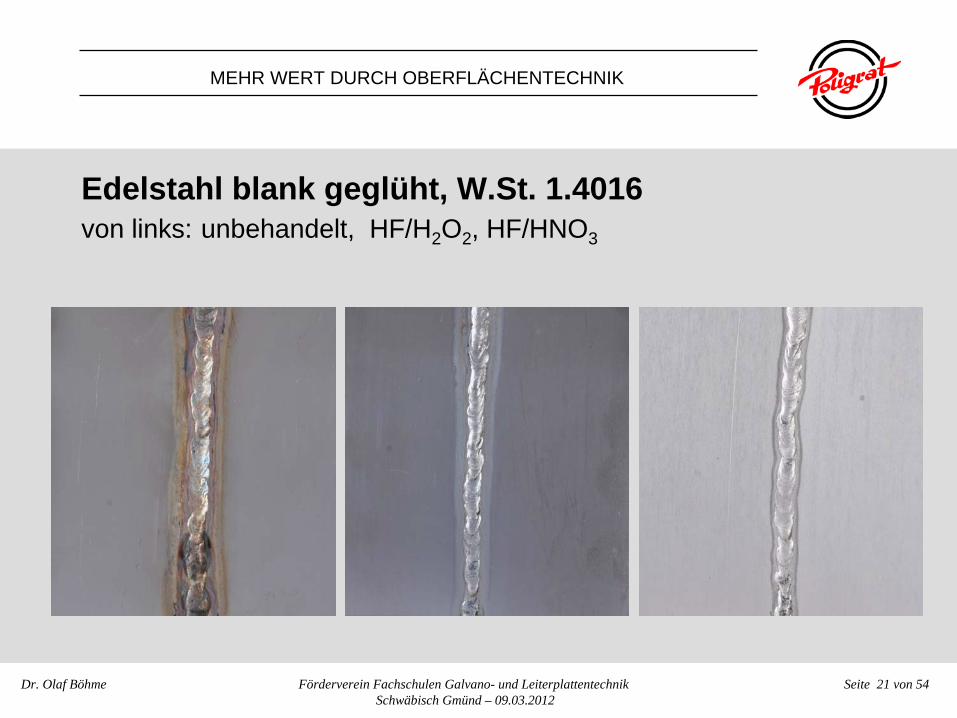
Edelstahl blank geglüht, W.St. 1.4016 von links: unbehandelt, HF/H2 O2 , HF/HNO3
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 22 von 54
Anodisches Beizen
Verfahren enthalten keine Flusssäure. Der Abtrag erfolgt ähnlich wie bei Elektropolieren anodisch durch einen geeigneten Elektrolyten in einem Gleichstromkreis. Die Wirkung beruht auf Metallauflösung und Absprengen der Oxide durch die entstehenden Gase (Sauerstoff). Der Abtrag erfolgt selektiv und rauht die Oberfläche auf (matte Oberfläche).
Die Elektrolyte bestehen meist aus einem Gemisch von Phosphorsäure und Schwefelsäure mit Wasser und können dickere Zunderschichten nicht entfernen (Isolierwirkung).
Die Anwendung erfolgt im Tauchbad oder lokal durch Tampon (Schweißnahtbeizen).
Der Metallabtrag ist über Stromdichte und Zeit steuerbar. Beliebig hoher Metallabtrag ist möglich ohne Überbeizen.
Spezielle Elektrolyte weichen Zunder chemisch auf und machen ihn leitfähig, so dass auch dickere Beläge entfernt werden können.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 23 von 54
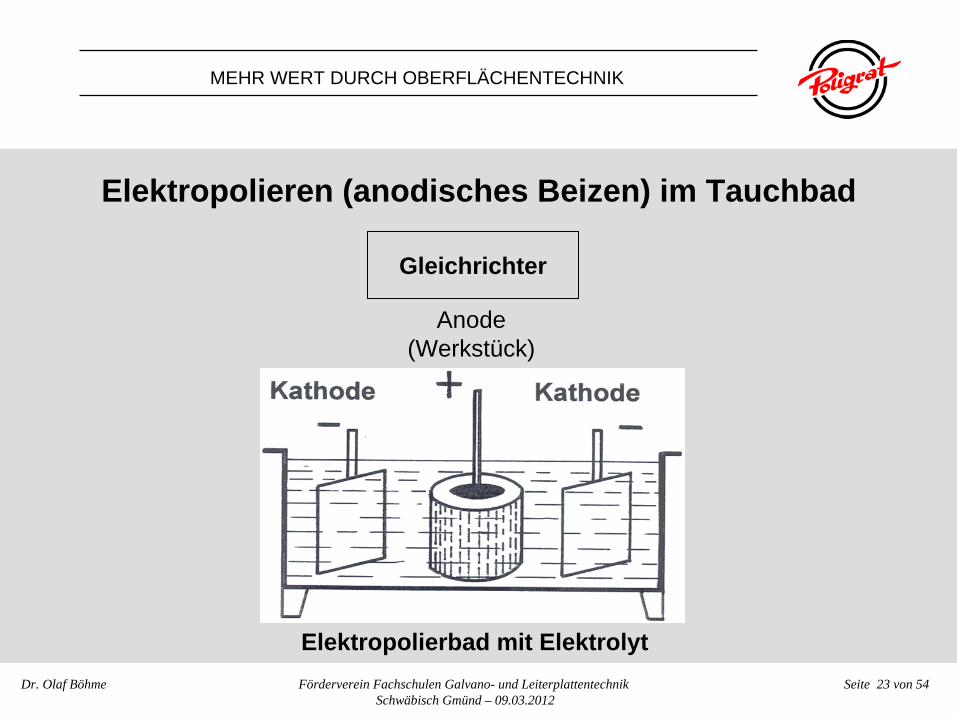
Elektropolieren (anodisches Beizen) im Tauchbad
Elektropolierbad mit Elektrolyt
Gleichrichter
Anode (Werkstück)
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 24 von 54
Elektropolieren - Wirkungsweise (1)
" Umgekehrtes Galvanisieren"
Das Werkstück wird in einem speziellen Elektrolyten anodisch in einem Gleichstromkreis geschaltet, und von der Oberfläche wird elektrochemisch Metall aufgelöst und abgetragen.
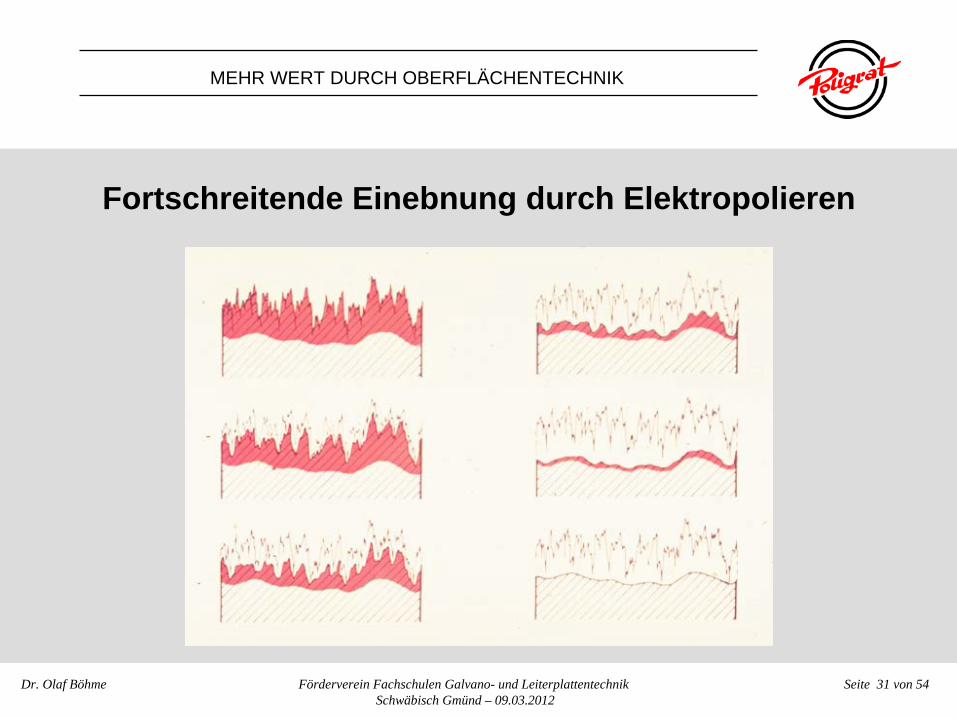
Der Elektrolyt greift den Edelstahl chemisch nicht an und ebnet die Oberfläche im Mikrobereich ein. Dadurch wird die Oberfläche geglättet und in ihrer Ausdehnung minimiert.
Der Abtrag erfolgt völlig belastungsfrei, so dass eine metallisch saubere, spannungsfreie und passive Oberfläche entsteht
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 25 von 54
Elektropolieren - Wirkungsweise (2)
Elektropolieren wirkt gleichzeitig im makroskopischen und im mikroskopischen Bereich
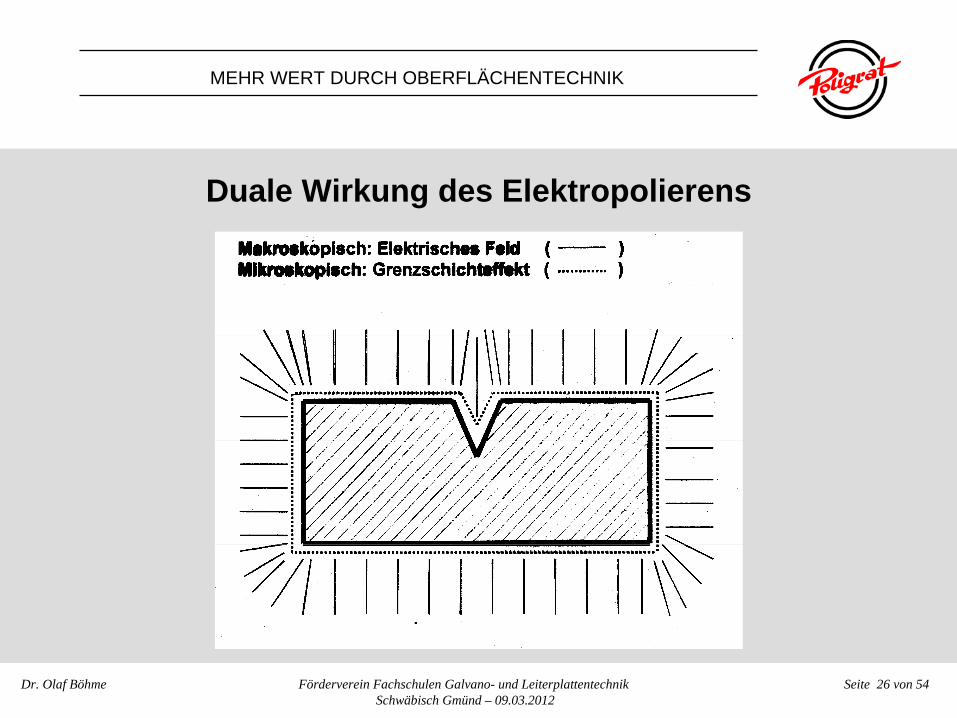
Makroskopisch bewirkt die erhöhte Feldstärke an Ecken und Kanten lokal höhere Stromdichten und höheren Abtrag. Dieser Effekt wird zur Feinentgratung genutzt (Badentgraten).
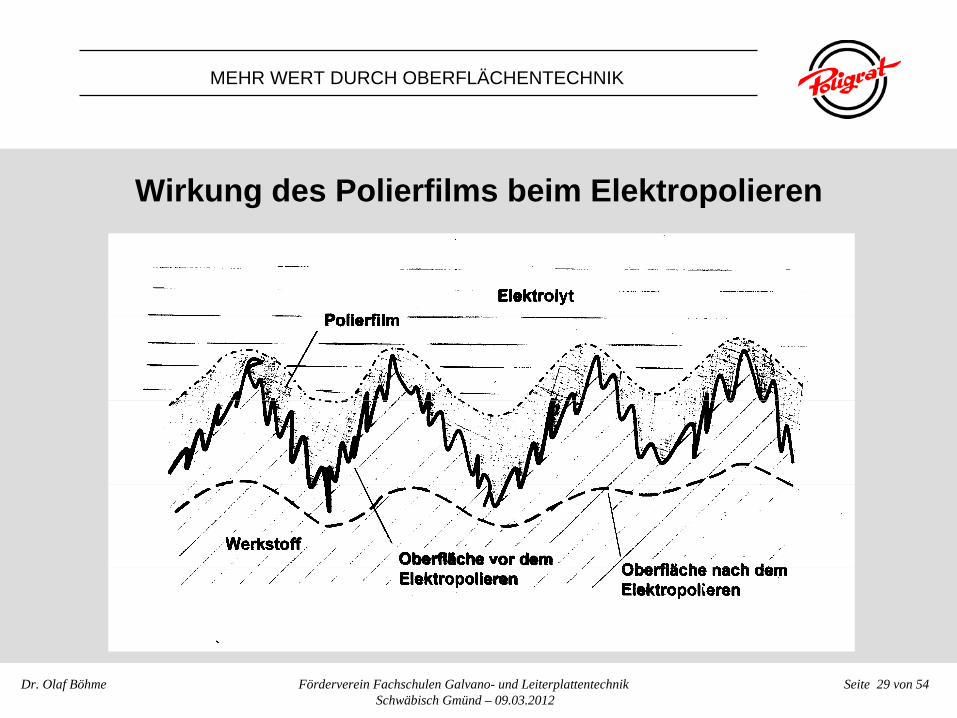
Mikroskopisch wird die Oberfläche durch die Wirkung des "Polierfilms" eingeebnet. Die Veränderung von Feinstruktur, Oberflächengefüge und -energie führt zu veränderten Eigenschaften und Betriebsverhalten.
An der Oberfläche reichern sich Chrom und Nickel um einige Prozent an als optimale Bedingung zur Passivschichtbildung.
Die Anreicherung von Sauerstoff im oberflächennahen Polierfilm führt zu einer spontanen Passivierung unmittelbar nach dem Abschalten des Stroms
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 26 von 54
Duale Wirkung des Elektropolierens
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 27 von 54
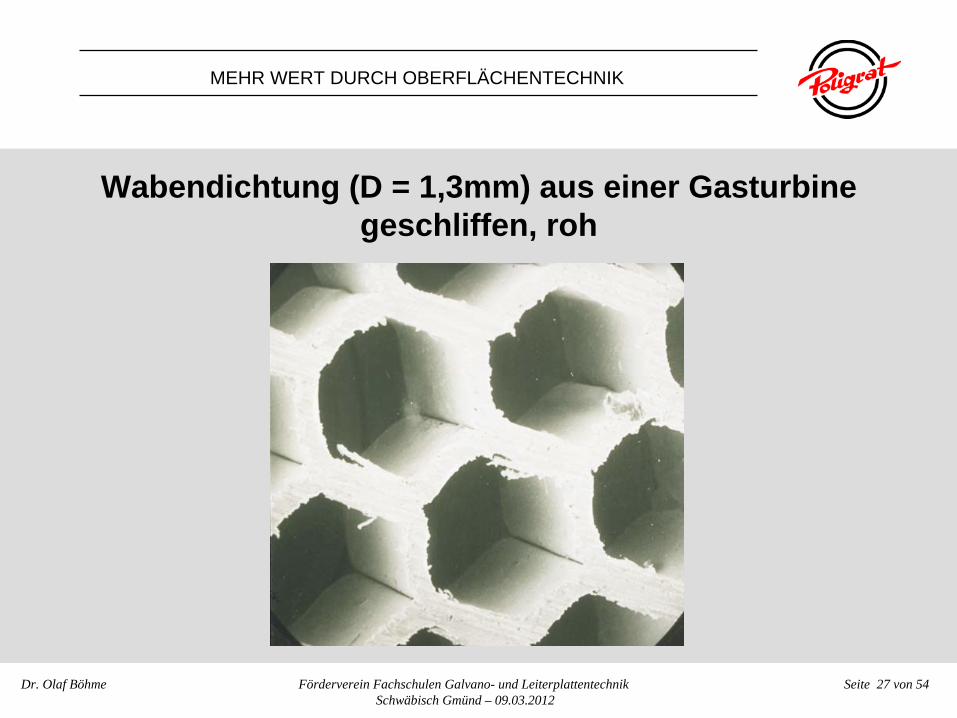
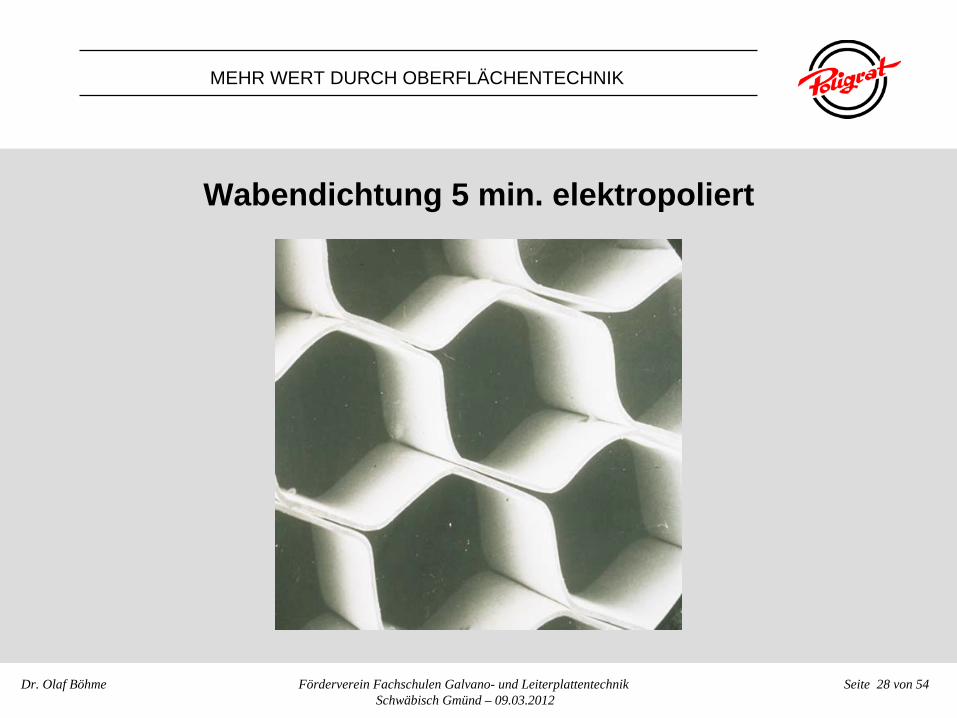
Wabendichtung (D = 1,3mm) aus einer Gasturbine geschliffen, roh
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 28 von 54
Wabendichtung 5 min. elektropoliert
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 29 von 54
Wirkung des Polierfilms beim Elektropolieren
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 30 von 54
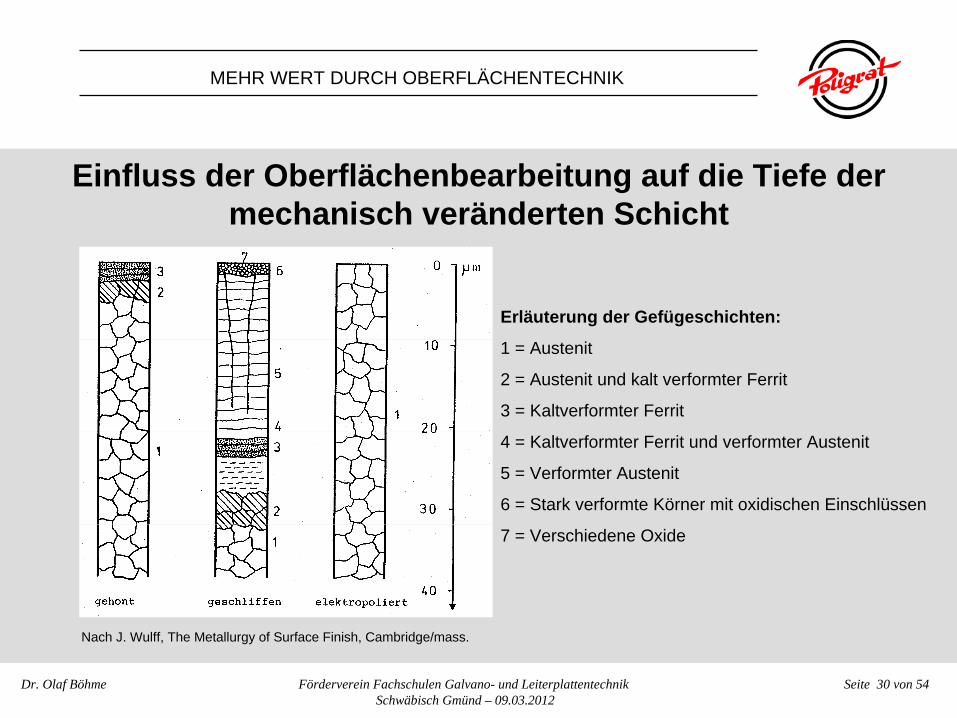
Einfluss der Oberflächenbearbeitung auf die Tiefe der mechanisch veränderten Schicht
Erläuterung der Gefügeschichten:
1 = Austenit
2 = Austenit und kalt verformter Ferrit
3 = Kaltverformter Ferrit
4 = Kaltverformter Ferrit und verformter Austenit
5 = Verformter Austenit
6 = Stark verformte Körner mit oxidischen Einschlüssen
7 = Verschiedene Oxide
Nach J. Wulff, The Metallurgy of Surface Finish, Cambridge/mass.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 31 von 54
Fortschreitende Einebnung durch Elektropolieren
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 32 von 54
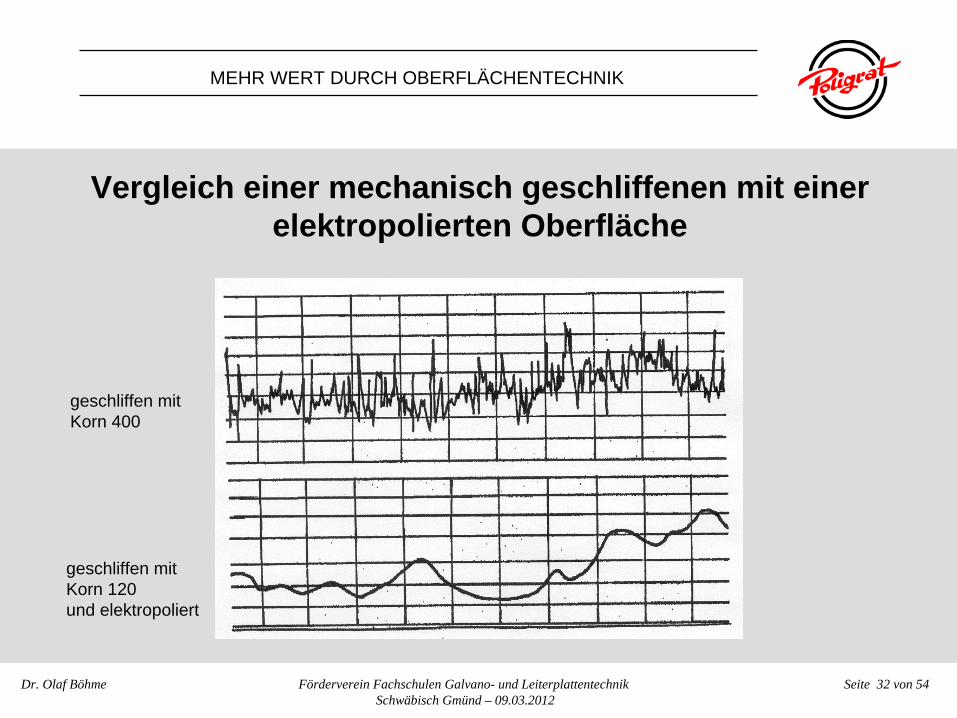
Vergleich einer mechanisch geschliffenen mit einer elektropolierten Oberfläche
geschliffen mit Korn 400
geschliffen mit Korn 120 und elektropoliert
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 33 von 54
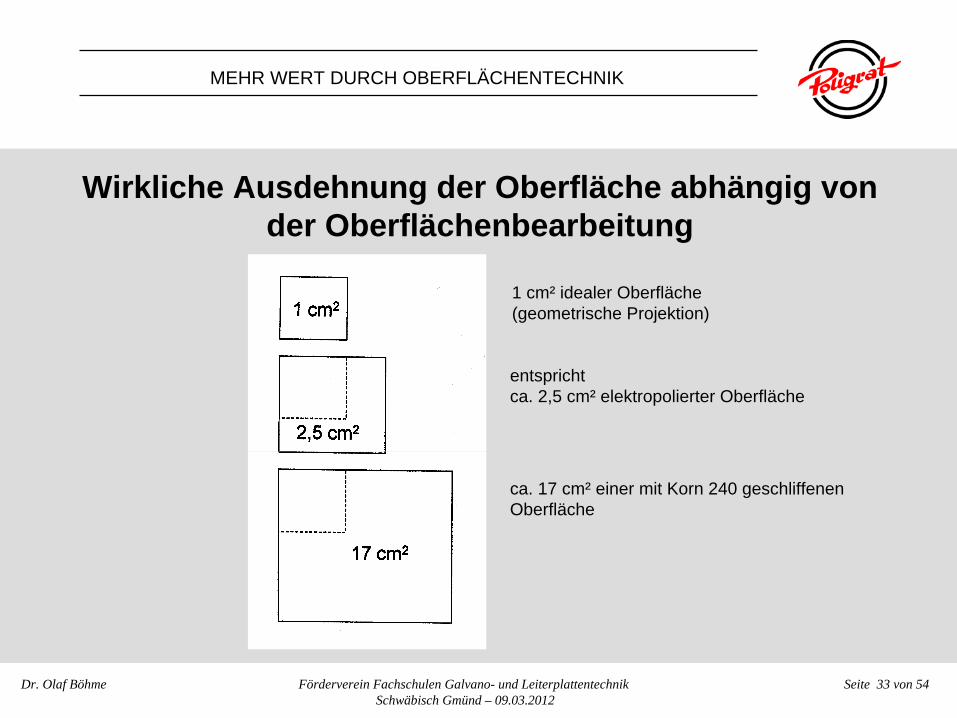
Wirkliche Ausdehnung der Oberfläche abhängig von der Oberflächenbearbeitung
1 cm² idealer Oberfläche (geometrische Projektion)
entspricht ca. 2,5 cm² elektropolierter Oberfläche
ca. 17 cm² einer mit Korn 240 geschliffenen Oberfläche
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 34 von 54
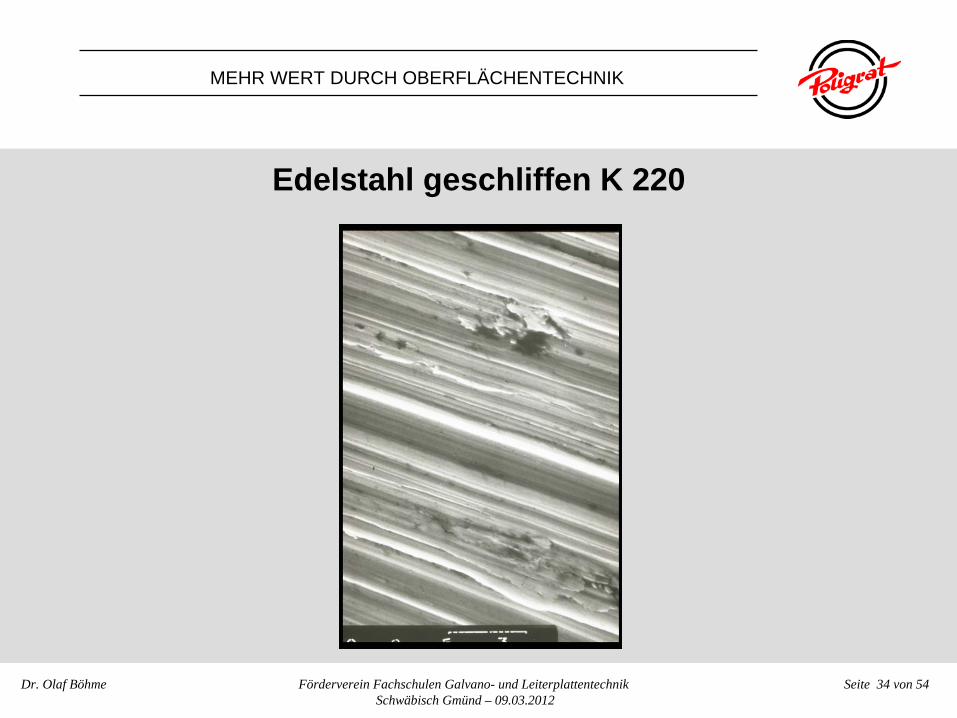
Edelstahl geschliffen K 220
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 35 von 54
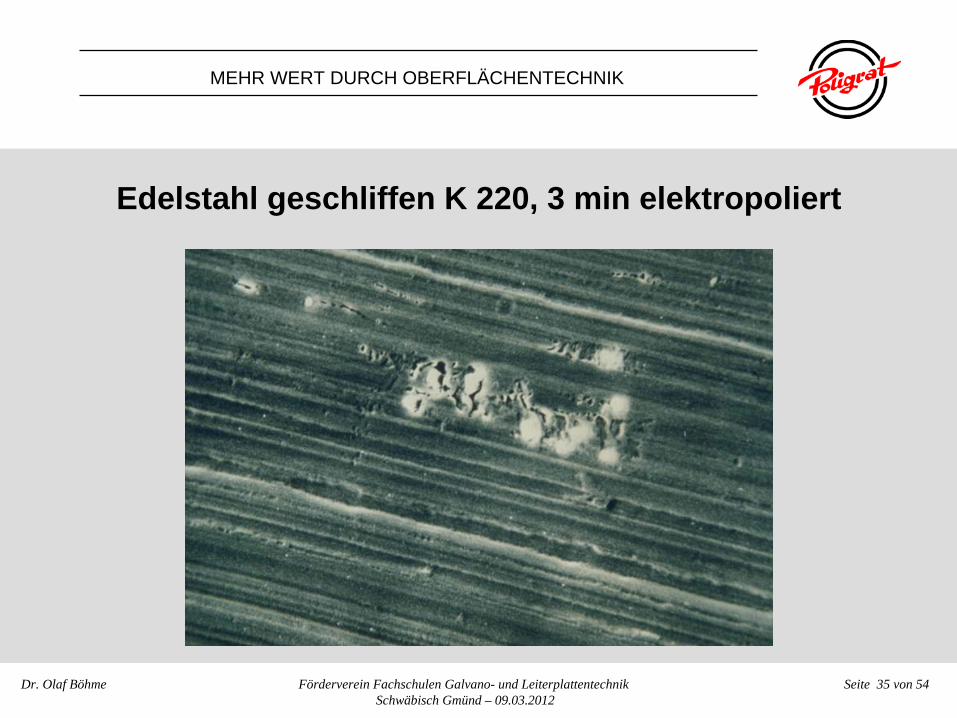
Edelstahl geschliffen K 220, 3 min elektropoliert
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 36 von 54
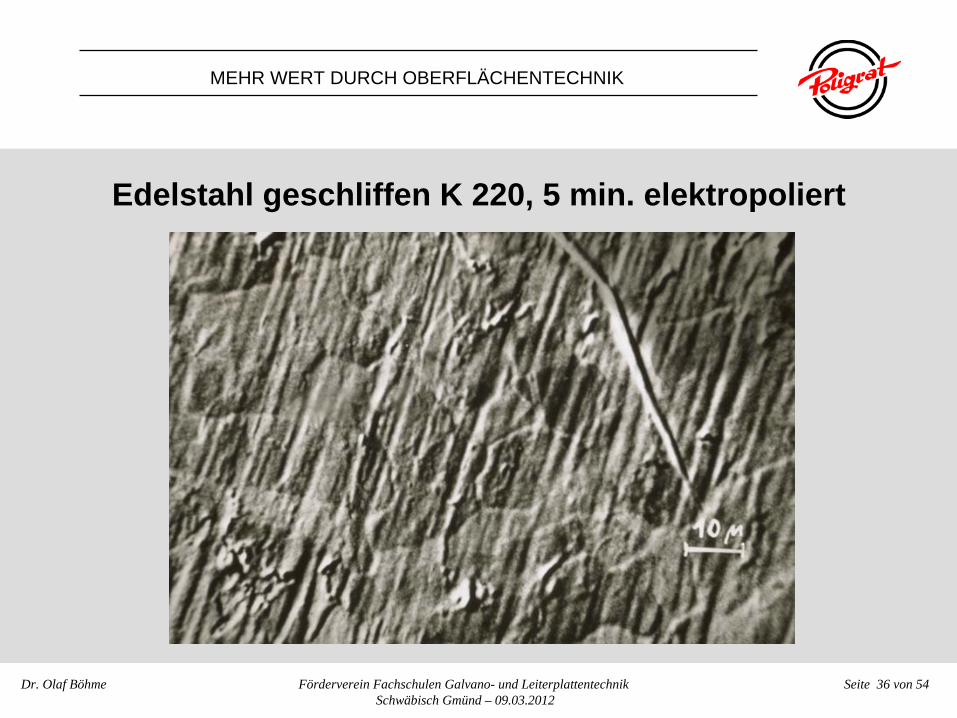
Edelstahl geschliffen K 220, 5 min. elektropoliert
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 37 von 54
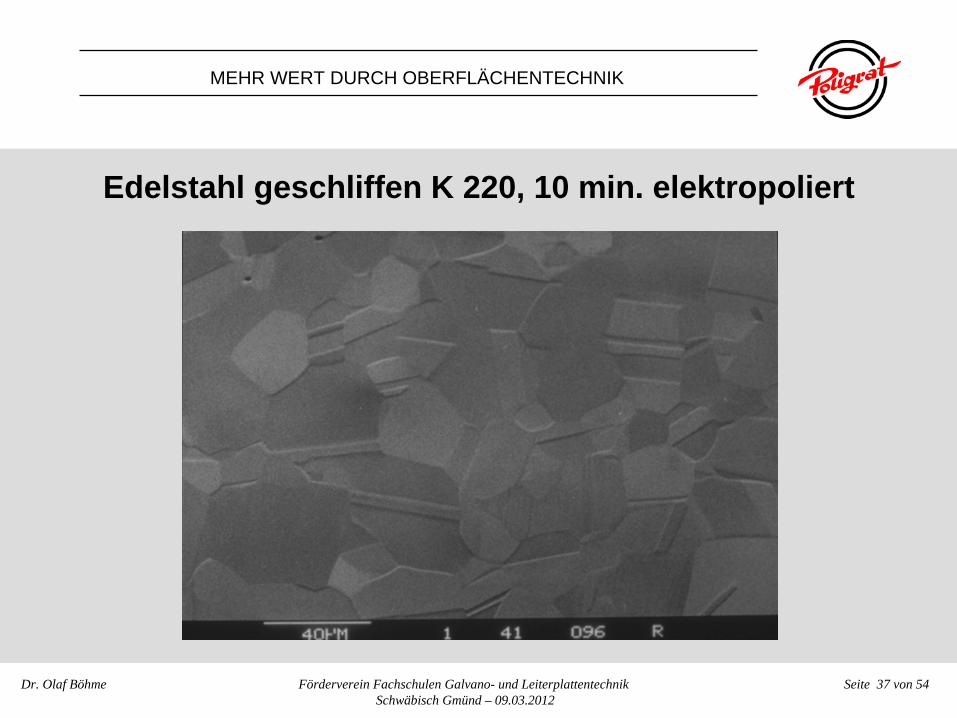
Edelstahl geschliffen K 220, 10 min. elektropoliert
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 38 von 54
Verbesserung technischer und funktioneller Eigenschaften durch Elektropolieren
Korrosionsbeständigkeit
Reinigungsverhalten
Reinheit
Glätte
Galvanisierbarkeit
Passivität
Glanz
Dauerfestigkeit
Löt- und Schweißbarkeit
Elektrische Eigenschaften
Reibung und Verschleiß
Kerntechnische Eigenschaften
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 39 von 54
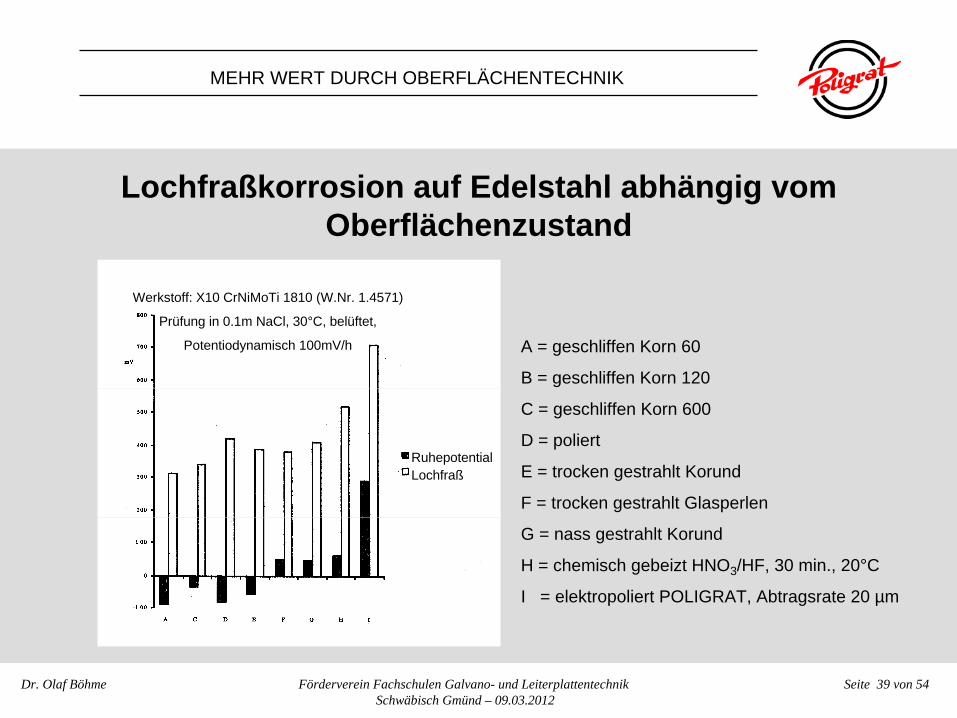
Lochfraßkorrosion auf Edelstahl abhängig vom Oberflächenzustand
A = geschliffen Korn 60
B = geschliffen Korn 120
C = geschliffen Korn 600
D = poliert
E = trocken gestrahlt Korund
F = trocken gestrahlt Glasperlen
G = nass gestrahlt Korund
H = chemisch gebeizt HNO3 /HF, 30 min., 20°C
I = elektropoliert POLIGRAT, Abtragsrate 20 µm
Werkstoff: X10 CrNiMoTi 1810 (W.Nr. 1.4571)
Prüfung in 0.1m NaCl, 30°C, belüftet,
Potentiodynamisch 100mV/h
RuhepotentialLochfraß
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 40 von 54
Passivieren
Passivieren dient zur Bildung oder zur Verbesserung einer Passiv-schicht auf Edelstahl.
Oxidierende Passivierverfahren dienen dazu, eine neue Passivschicht aufzubauen oder eine bestehende an Schwachstellen zu verstärken.
Chelat-Passivierungen dienen dazu, eine bestehende Passivschicht in ihrem Aufbau zu optimieren.
Nach dem Beizen ist eine oxidierende Passivierung vor der Chelat-Passivierung erforderlich, um eine Passivschicht zu bilden, die anschließend optimiert werden kann.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 41 von 54
Oxidierende Passivierverfahren
Chemikalien mit hohem Oxidationspotenzial in saurer Umgebung beschleunigen die Bildung von Passivschichten aus Chromoxid.
Salpetersäure (HNO3 ) mit einer Konzentration von 15% - 30% in Wasser bei ca. 20°C bis 40°C und einer Dauer von 10 bis 30 Minuten.
Kaliumbichromat (K2 Cr2 O7 ) in Salpetersäure (20 bis 50°C, 10 bis 30 min.) wird speziell bei martensitischen und niedrig legierten Stählen eingesetzt. Kaliumbichromat kann an Lokalelementen (Defekten) zur kathodischen Verstärkung der Passivschicht durch Abscheiden von Chromoxid beitragen. (Kaliumbichromat ist stark giftig, krebserregend und erbgutschädigend).
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 42 von 54
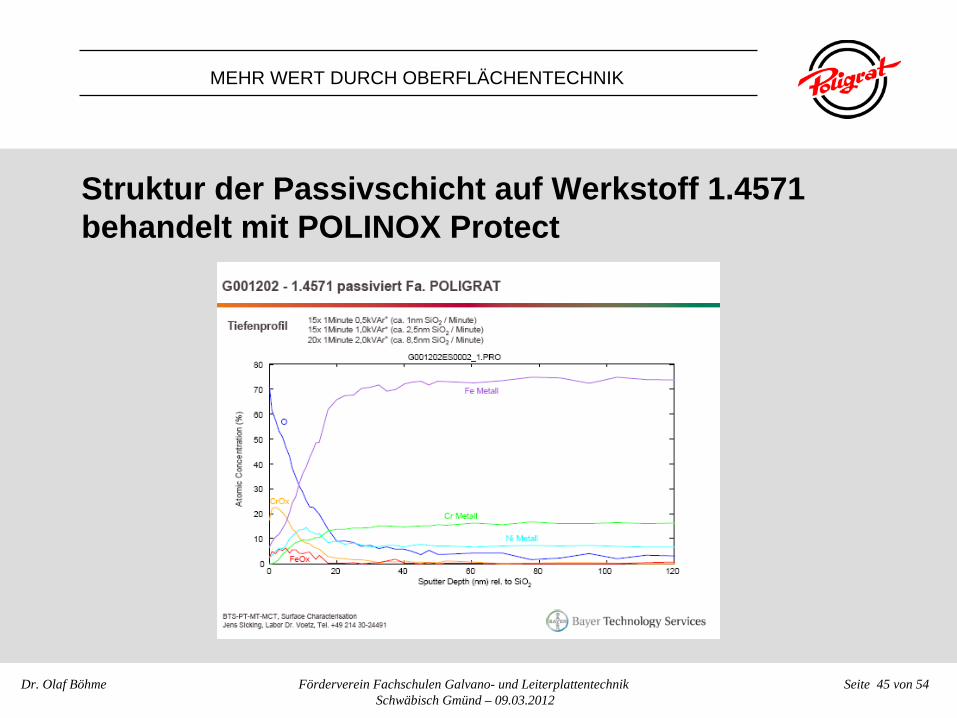
Chelat-Passivierung (POLINOX-Protect) - Eigenschaften und Anwendung
POLINOX-Protect basiert auf einer wässrigen Lösung, einer speziellen Kombination von organischen Komplex- und Chelatbildnern. Die Chemikalien sind biologisch abbaubar, kein Gefahrstoff, geruchlos und nicht gasend. Sie reichern bei der Anwendung keine Schwermetalle an.
Die Anwendung erfolgt im Tauchverfahren oder durch Aufsprühen oder Wischen für eine Dauer von 3 bis 4 Stunden bei Temperaturen von 20 °C bis 70 °C.
POLINOX Protect kann ohne Einschränkungen auf alle Edelstahlqualitäten mit einem Chromgehalt ab/über 15% angewendet werden. Niedrigerer Chromgehalt erfordert eine spezielle Abstimmung.
POLINOX Protect reinigt und schützt in einem Arbeitsgang sowohl neue Teile als auch bei Instandhaltung und Reparatur.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 43 von 54
Wirkung von POLINOX-Protect auf Edelstahl
Verbesserung der Beständigkeit gegen Lochfraßkorrosion, Spaltkorrosion, ferritinduzierte Korrosion und Spannungsrisskorrosion.
Erhöhung der Beständigkeit gegen thermische Verfärbungen.
Beseitigung von Ferritkontamination, Rost und Korrosionsprodukten.
Wiederherstellung der Korrosionsbeständigkeit auf einem höheren Niveau.
Wiederherstellung der Korrosionsbeständigkeit auf Schweißnähten und Wärmeeinflusszonen.
Verringerung von Rouging.
Kein Einfluss auf den Oberflächenfinish.
Lokale Beschädigungen repassivieren auf dem selben Niveau der Korrosionsbeständigkeit.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 44 von 54
Struktur der Passivschicht auf Werkstoff 1.4571 unbehandelt
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 45 von 54
Struktur der Passivschicht auf Werkstoff 1.4571 behandelt mit POLINOX Protect
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 46 von 54
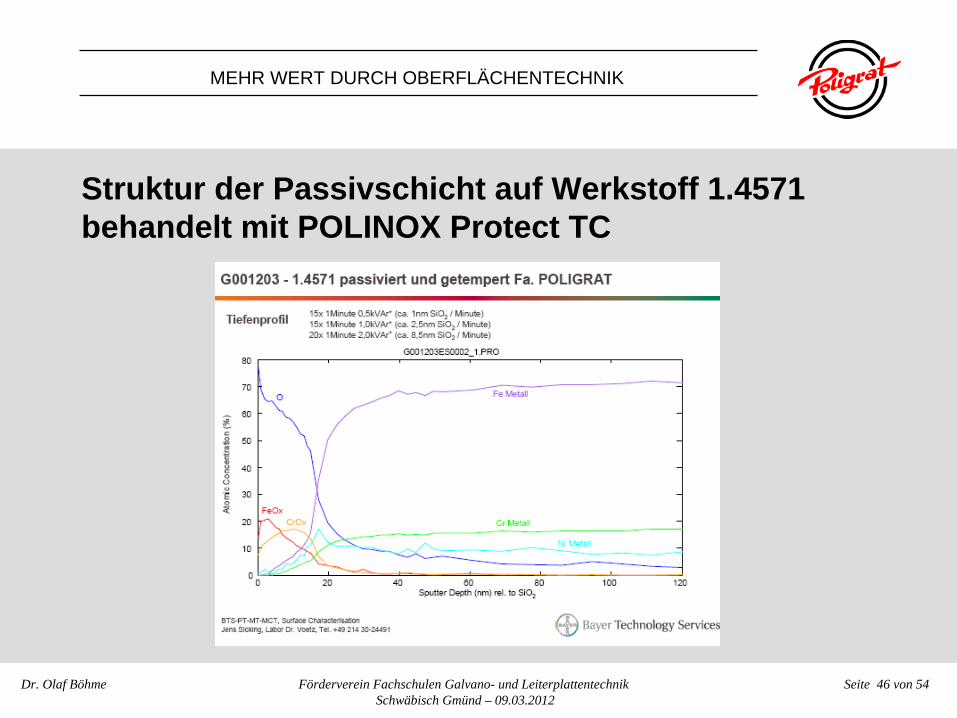
Struktur der Passivschicht auf Werkstoff 1.4571 behandelt mit POLINOX Protect TC
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 47 von 54
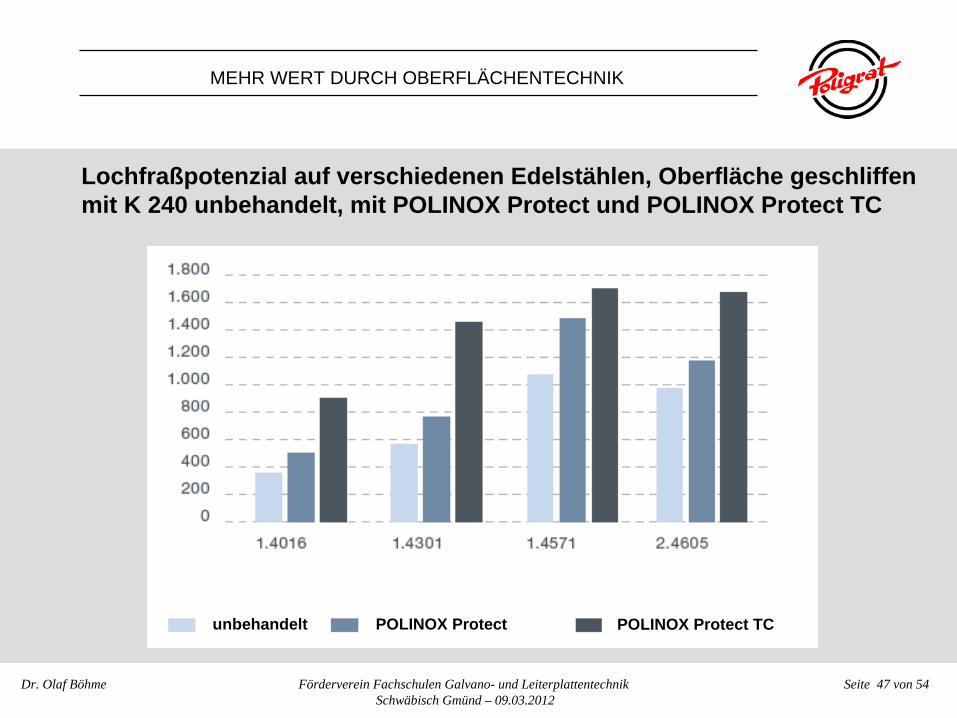
Lochfraßpotenzial auf verschiedenen Edelstählen, Oberfläche geschliffen mit K 240 unbehandelt, mit POLINOX Protect und POLINOX Protect TC
unbehandelt HNO3POLINOX Protect POLINOX Protect TC
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 48 von 54
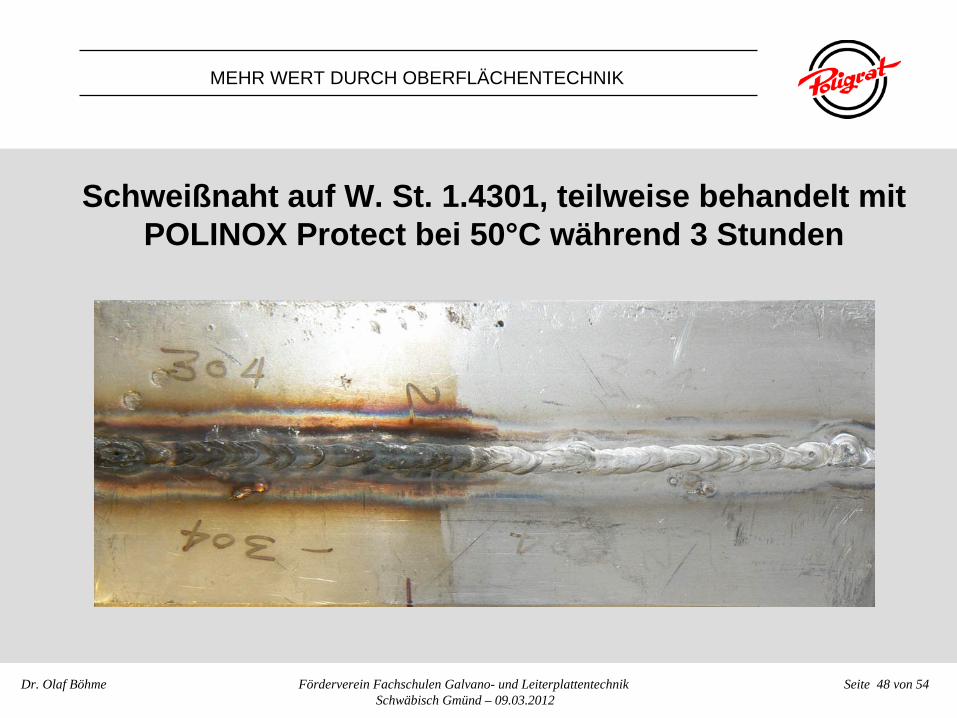
Schweißnaht auf W. St. 1.4301, teilweise behandelt mit POLINOX Protect bei 50°C während 3 Stunden
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 49 von 54
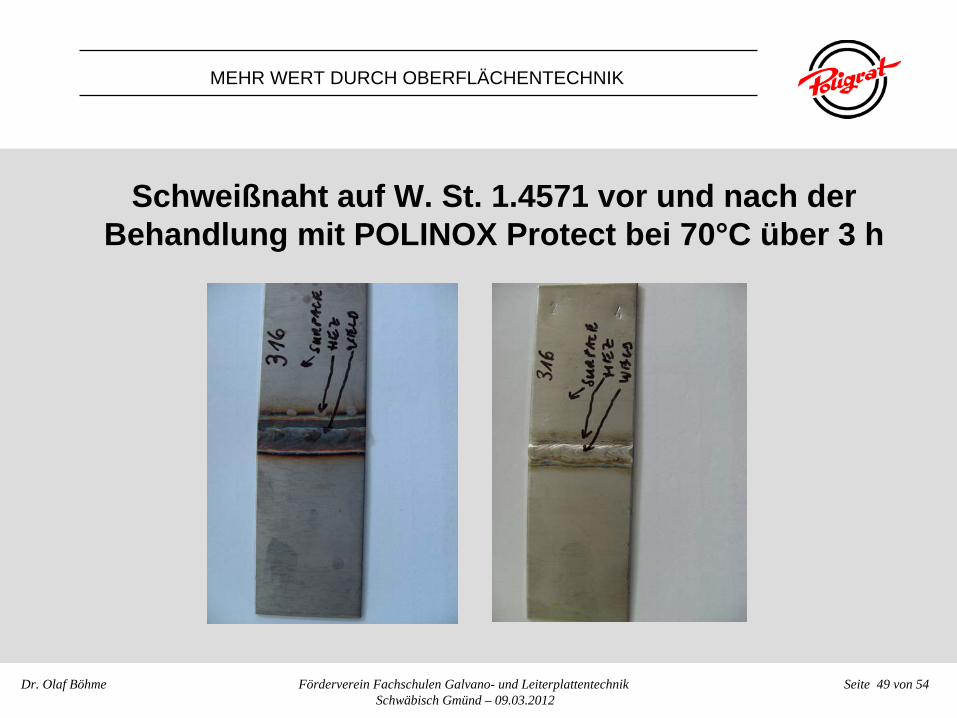
Schweißnaht auf W. St. 1.4571 vor und nach der Behandlung mit POLINOX Protect bei 70°C über 3 h
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 50 von 54
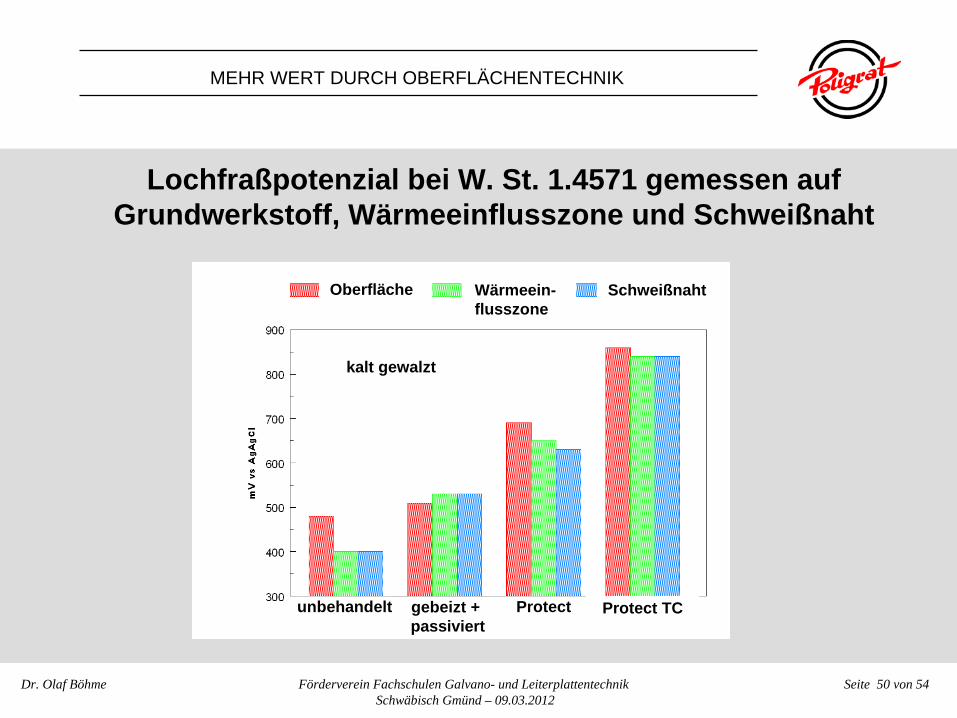
Lochfraßpotenzial bei W. St. 1.4571 gemessen auf Grundwerkstoff, Wärmeeinflusszone und Schweißnaht
Oberfläche
Protect Protect TCgebeizt + passiviert
Wärmeein- flusszone
unbehandelt
Schweißnaht
kalt gewalzt
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 51 von 54
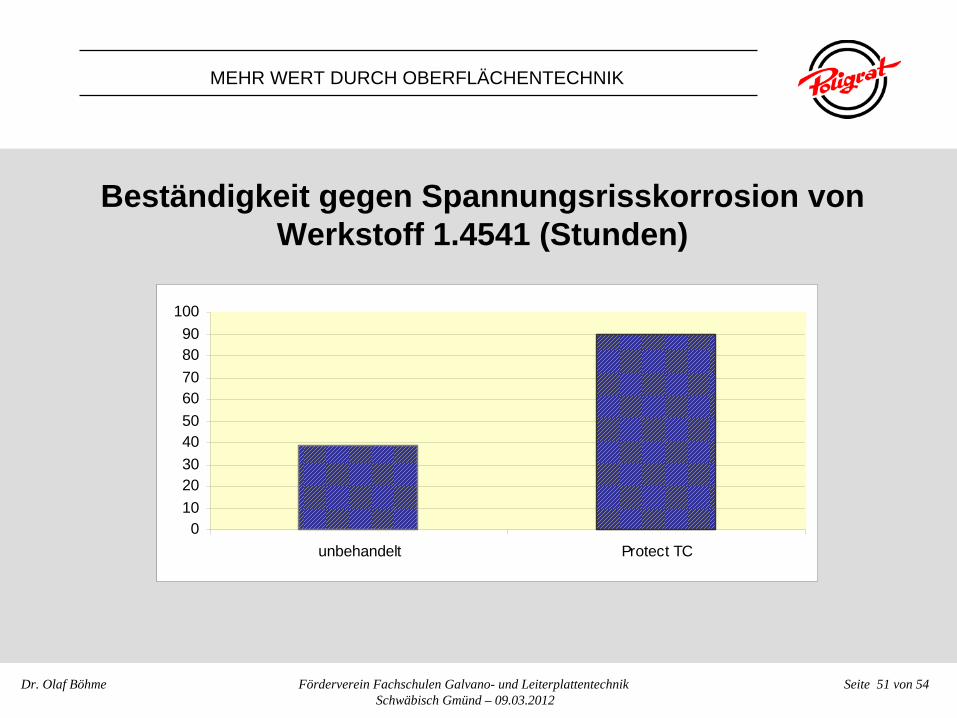
Beständigkeit gegen Spannungsrisskorrosion von Werkstoff 1.4541 (Stunden)
0102030405060708090
100
unbehandelt Protect TC

Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 52 von 54
Rolls Royce-Motorhaube aus W.St. 1.4301 mit POLINOX Protect passiviert
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 53 von 54
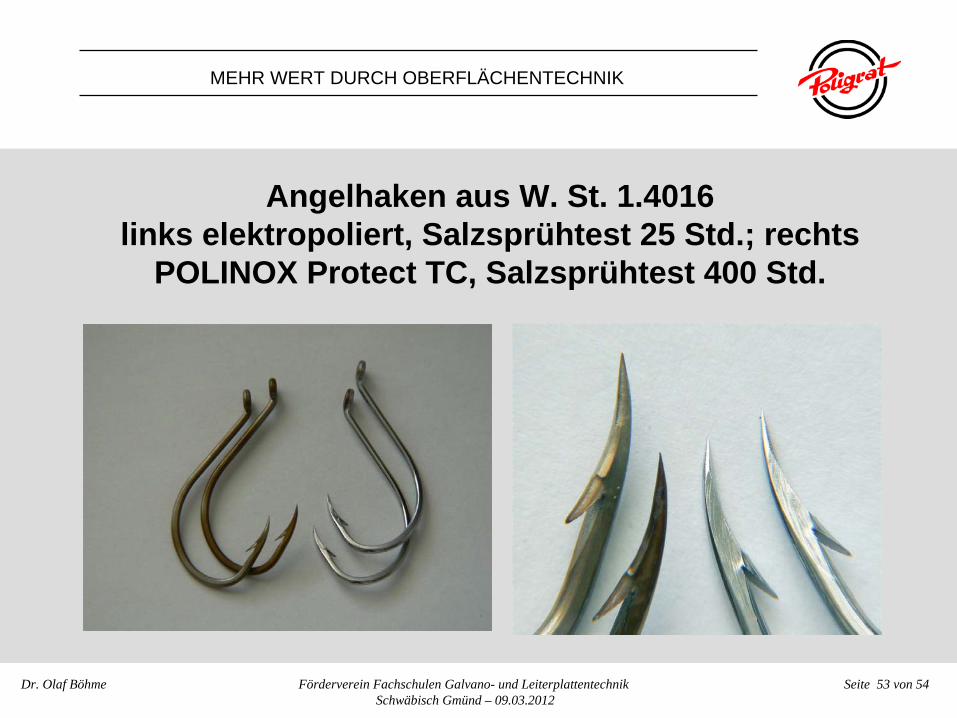
Angelhaken aus W. St. 1.4016 links elektropoliert, Salzsprühtest 25 Std.; rechts
POLINOX Protect TC, Salzsprühtest 400 Std.
Dr. Olaf Böhme Förderverein Fachschulen Galvano- und LeiterplattentechnikSchwäbisch Gmünd – 09.03.2012
MEHR WERT DURCH OBERFLÄCHENTECHNIK
Seite 54 von 54
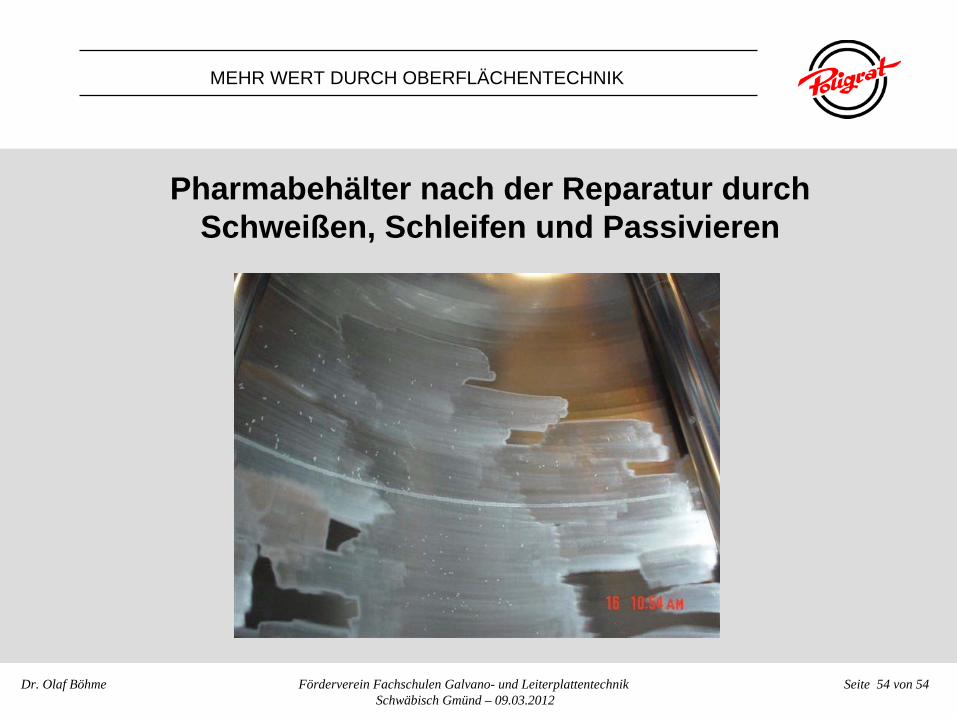
Pharmabehälter nach der Reparatur durch Schweißen, Schleifen und Passivieren