Embed Size (px)
DESCRIPTION
nop
Citation preview
572764 DE
03/2010
CIROS®
Production
Bedienungsanleitung
2
Bestell-Nr.: 572764
Stand: 03/2010
Autor: Christine Löffler
Grafik: Doris Schwarzenberger
Layout: 03/2010, Beatrice Huber, Christine Löffler
© Festo Didactic GmbH & Co. KG, 73770 Denkendorf, 2005-2010
Internet: www.festo-didactic.com
E-Mail: [email protected]
Weitergabe sowie Vervielfältigung dieses Dokuments, Verwertung und
Mitteilung seines Inhalts verboten, soweit nicht ausdrücklich gestattet.
Zuwiderhandlungen verpflichten zu Schadenersatz. Alle Rechte
vorbehalten, insbesondere das Recht, Patent-, Gebrauchsmuster- oder
Geschmacksmusteranmeldungen durchzuführen.
Hinweis
Die Verwendung nur einer Geschlechtsform soll keine
geschlechtsspezifische Benachteiligung sein, sondern dient nur der
besseren Lesbarkeit und dem besseren Verständnis der
Formulierungen.
© Festo Didactic GmbH & Co. KG • 572764 3
1. Was erfahren Sie im Handbuch? ________________________ 5
2. So installieren Sie CIROS® Production ___________________ 9
3. Das System CIROS® Production ________________________ 10
3.1 Übersicht zu CIROS® Production _______________________ 10
3.2 Eine Produktionslinie in CIROS® Production ______________ 17
3.3 Die Fertigungssteuerung in CIROS® Production ___________ 19
3.4 Der Aufbau eines Projektes in CIROS® Production _________ 27
3.5 Die vorgefertigten Automatisierungsstationen ___________ 38
3.6 Die Produkte _______________________________________ 52
3.7 Die Produktionsdatenbank ___________________________ 60
4. Wesentliche Bedienfunktionen von CIROS® Production ____ 63
5. Diese Lerninhalte können Sie mit CIROS® Production
vermitteln _________________________________________ 64
5.1 Lerninhalte und Lernziele _____________________________ 64
5.2 Zielgruppe _________________________________________ 65
5.3 Vorkenntnisse ______________________________________ 66
5.4 Das Lernkonzept von CIROS® Production ________________ 66
5.5 Lernszenarien für CIROS® Production ___________________ 69
6. Beispiel: So planen und simulieren Sie die Fertigung
eines Produktes ____________________________________ 71
6.1 Lernziele __________________________________________ 71
6.2 Methoden _________________________________________ 72
6.3 Aufgabe: Die Fertigung einer Basisplatte planen,
simulieren und auswerten ____________________________ 74
6.4 Aufgabe: Die Fertigung eines Tischsets planen,
simulieren und auswerten ____________________________ 94
Inhalt

Inhalt
4 © Festo Didactic GmbH & Co. KG • 572764 4
© Festo Didactic GmbH & Co. KG • 572764 5
CIROS® Production ist eine Anwendung der CIROS® Automation Suite.
CIROS® Production ist ein PC-basiertes, grafisches 3D-
Simulationssystem zum Einstieg in die computergestützte Fertigung.
Mit CIROS® Production
modellieren Sie Produktionslinien unterschiedlicher Komplexität,
erstellen Sie die Fertigungssteuerung zur Produktionslinie
automatisch oder programmieren Sie Teile der Fertigungssteuerung
selbst,
simulieren Sie die Fertigung der Produktionslinie und
planen Sie die Produktion auf der Basis einer
Produktionsdatenbank.
Indem Sie mit einem kompletten Fertigungsprozess arbeiten,
betrachten Sie Fertigungsprozesse global. Sie erhalten einen guten
Überblick über computergestützte Fertigung. Wechselwirkung und
Abhängigkeiten zwischen einzelnen Elementen eines
Fertigungsprozesses werden sichtbar.
Genauso ist es möglich, sich auf einzelne Aspekte von CIM-Anlagen zu
konzentrieren und diese zu vertiefen. Beispiele dafür sind die Roboter-
oder CNC-Programmierung.
Im Simulationssystem CIROS® Production eignen Sie sich auf diese
Weise umfangreiche Kenntnisse und Erfahrungen zu CIM-Anlagen an.
Die simulierten Produktionslinien sind auch als reale iCIM-Anlagen
verfügbar. Damit können Sie das an virtuellen Fertigungsanlagen
erworbene Wissen an realen Anlagen erfolgreich anwenden und
vertiefen.
Unterstützt wird diese Vorgehensweise durch eine Erweiterung von
CIROS® Production. Mit der Erweiterung ist es möglich, entsprechende
reale Produktionslinien direkt von CIROS® Production aus zu steuern.
1. Was erfahren Sie im Handbuch?
Was ist
CIROS® Production?
1. Was erfahren Sie im Handbuch?
6 © Festo Didactic GmbH & Co. KG • 572764 6
Das Handbuch wendet sich an
Trainer und Trainerinnen
Diese erhalten im Handbuch Anregungen und Vorschläge, wie Sie
CIROS® Production im Unterricht und in der Aus- und Weiterbildung
einsetzen.
Trainees
Für diese interessant sind die Informationen und die Anleitung zur
Bedienung von CIROS® Production.
Das Handbuch ist nach folgenden Themenbereichen gegliedert:
Kapitel 2 enthält Informationen und Hinweise zur Installation und
Lizenzierung von CIROS® Production.
In Kapitel 3 und 4 werden das System und die wesentlichen
Bedienfunktionen von CIROS® Production beschrieben.
Das Kapitel 5 behandelt didaktische Aspekte. Es sind die Lerninhalte
aufgeführt, die mit CIROS® Production vermittelt werden. Und es
sind das Lernkonzept und daraus resultierende Möglichkeiten für
den Einsatz im Unterricht dargestellt.
Kapitel 6 beschreibt konkrete Aufgabenstellungen zu den
Lerninhalten, methodische Vorgehensweisen zur Lösung und eine
Umsetzung in CIROS® Production.
Zielgruppe
Aufbau des Handbuchs
1. Was erfahren Sie im Handbuch?
© Festo Didactic GmbH & Co. KG • 572764 7
Es werden bestimmte Schreibweisen für Texte sowie für
Tastenkombinationen und Tastenfolgen verwendet, damit Sie
Informationen besser finden.
Schreibweise Bedeutung
Fett Das Format wird verwendet für
Befehlsnamen, Menünamen,
Dialogfeldnamen, Verzeichnisnamen und
Befehlsoptionen
Taste1 + Taste2 Ein Pluszeichen (+) zwischen den
Tastennamen bedeutet, dass Sie die
genannten Tasten gleichzeitig drücken
müssen
Taste1 – Taste2 Ein Minuszeichen (-) zwischen den
Tastennamen bedeutet, dass Sie die
genannten Tasten nacheinander drücken
müssen
Weitere Beschreibungen und Unterstützung erhalten Sie durch die
Online Hilfe. Die Online Hilfe setzt sich zusammen aus
CIROS® Hilfe für die Bedienung von CIROS® Studio
CIROS® Production Assistant
CIROS® Supervision Hilfe
Die CIROS® Hilfe enthält ausführliche Informationen zu den Funktionen
und zur Bedienung von CIROS® Studio.
Die Menüleiste der Online Hilfe stellt Funktionen bereit, die Sie von
einem Standard Internetbrowser schon kennen. Dazu gehören: sich vor-
und zurückbewegen, die Startseite anwählen, ausgewählte Themen
drucken, die Navigationsleiste ein- und ausblenden oder Optionen zur
Internetverbindung festlegen.
Ferner haben Sie die Möglichkeit, über Zusatzregister wie Inhalt, Index,
Suchen, Favoriten sich komfortabel durch die Informationen in der
CIROS® Studio Hilfe zu navigieren.
Konventionen
Zusätzliche Unterstützung
CIROS® Hilfe
1. Was erfahren Sie im Handbuch?
8 © Festo Didactic GmbH & Co. KG • 572764 8
Im CIROS® Production Assistant finden Sie ausführliche Informationen
und Anleitung zur Bedienung von CIROS® Production.
Der CIROS® Production Assistant stellt ferner eine ausführliche
Funktionsbeschreibung und technische Dokumentation zu den
einzelnen Automatisierungsstationen bereit. Zu der
Funktionsbeschreibung gehört auch eine Zusammenstellung der
Makroprozessaufgaben, die die jeweilige Station ausführen kann. Die
Makroprozessaufgaben sind zentraler Bestandteil der
Fertigungssteuerung für eine Produktionslinie.
Auch das Handbuch zu CIROS® Production ist elektronisch in den
CIROS® Production Assistant eingebunden.
Vertiefende Informationen zur Programmierung von
Fertigungssteuerungen in CIROS® Production finden Sie im Handbuch
CIROS® Supervision. Dieses Handbuch ist elektronisch in den
CIROS® Assistant eingebunden.
Für die Betrachtung der PDF-Dokumente muss Adobe Acrobat Reader
auf Ihrem PC installiert sein. Das Programm Adobe Acrobat Reader ist
kostenfrei. Sie können es von der Internetadresse www.adobe.de
herunterladen.
Sollten Sie während der Installation oder beim Betrieb von
CIROS® Production Fragen haben, steht Ihnen unsere telefonische
Hotline jederzeit gerne zur Verfügung.
CIROS® Production
Assistant
CIROS® Supervision
Hilfe

© Festo Didactic GmbH & Co. KG • 572764 9
Um CIROS® Production zu installieren, benötigen Sie die DVD-ROM
CIROS® Automation Suite. Dort sind alle Softwarepakete der
CIROS® Automation Suite zur Installation vorbereitet. Auch die
Handbücher zu den einzelnen Softwarepaketen sind dort als PDF-
Dokumente abgelegt.
Im Anschluss an die Installation führen Sie die Lizenzierung durch.
Sobald die Lizenzierung erfolgreich abgeschlossen ist, können Sie
CIROS® Production starten.
Weitere Informationen zu den Systemvoraussetzungen, zur Installation
und zur Lizenzierung entnehmen Sie bitte der beigelegten Anleitung.
2. So installieren Sie CIROS® Production
10 © Festo Didactic GmbH & Co. KG • 572764 10
Zum Produkt CIROS® Production gehören:
die Simulationssoftware CIROS® Production
eine Produktionsdatenbank als Microsoft Access Anwendung
eine Runtime-Version von Microsoft Access
eine Online CIROS® Studio Hilfe
ein Online CIROS® Production Assistant
eine Online CIROS® Supervision Hilfe
einen Lizenzstecker für eine USB-Schnittstelle
ein Handbuch zur Bedienung von CIROS® Production als PDF-
Dokument.
CIROS® Production ist ein PC-basiertes, grafisches 3D-
Simulationssystem zum Einstieg in die computergestützte Fertigung.
Mit CIROS® Production planen, programmieren und simulieren Sie
Produktionslinien.
Beispiel einer Produktionslinie
3. Das System CIROS® Production
3.1
Übersicht zu
CIROS® Production
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 11
Produktionslinien bestehen aus einer oder mehreren Fertigungszellen.
Fertigungszellen werden in CIROS® Production auch als
Automatisierungsstationen bezeichnet. Fertigungszellen sind aus
mehreren Automatisierungskomponenten aufgebaut. Typische
Automatisierungskomponenten sind Bearbeitungsstationen wie
Industrieroboter oder CNC-Maschinen. Zusätzlich werden verschiedene
weitere Komponenten wie Peripheriegeräte und Transportsysteme
eingesetzt. Das wesentliche Merkmal von Fertigungszellen ist: sie
bearbeiten kooperativ unterschiedliche Produkte im
Produktionsprozess. Der Ablauf der Bearbeitung ist in der
Fertigungssteuerung programmiert.
Produktionslinien werden in der Software CIROS® Production auch als
Arbeitszellen bezeichnet und als solche verwaltet.
Wenn Sie Produktionsplanung für Fertigungszellen oder
Produktionslinien durchführen, bewegen sie sich innerhalb der
Automatisierungshierarchie einer Fabrik auf der Ebene Enterprise
Resource Planning ERP.
Die eigentliche Fertigungssteuerung von Produktionslinien findet auf
der Ebene Manufacturing Execution System MES statt.
Die Ebene CONTROLS wird auch Shopfloor-Ebene genannt und bildet
die unterste Ebene innerhalb der Fabrikhierarchie. Auf dieser Ebene
finden Sie reale oder virtuelle Produktionslinien mit ihren
Automatisierungskomponenten.
3. Das System CIROS® Production
12 © Festo Didactic GmbH & Co. KG • 572764 12
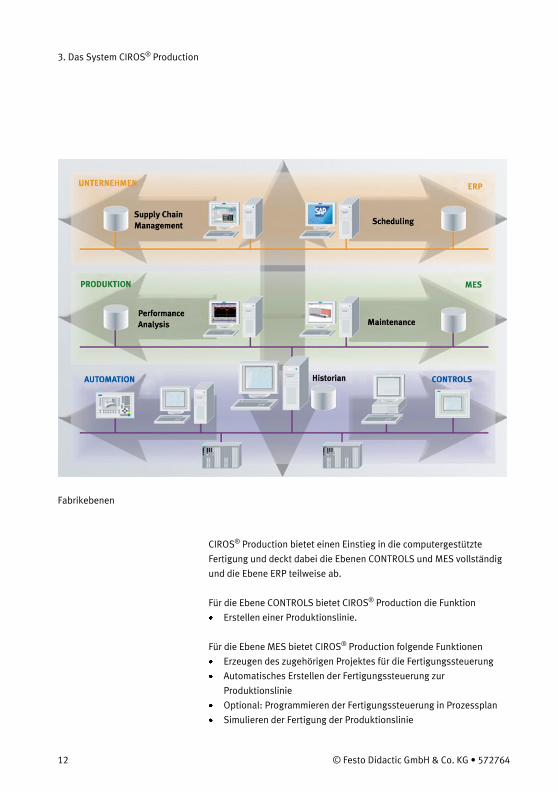
Fabrikebenen
CIROS® Production bietet einen Einstieg in die computergestützte
Fertigung und deckt dabei die Ebenen CONTROLS und MES vollständig
und die Ebene ERP teilweise ab.
Für die Ebene CONTROLS bietet CIROS® Production die Funktion
Erstellen einer Produktionslinie.
Für die Ebene MES bietet CIROS® Production folgende Funktionen
Erzeugen des zugehörigen Projektes für die Fertigungssteuerung
Automatisches Erstellen der Fertigungssteuerung zur
Produktionslinie
Optional: Programmieren der Fertigungssteuerung in Prozessplan
Simulieren der Fertigung der Produktionslinie
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 13
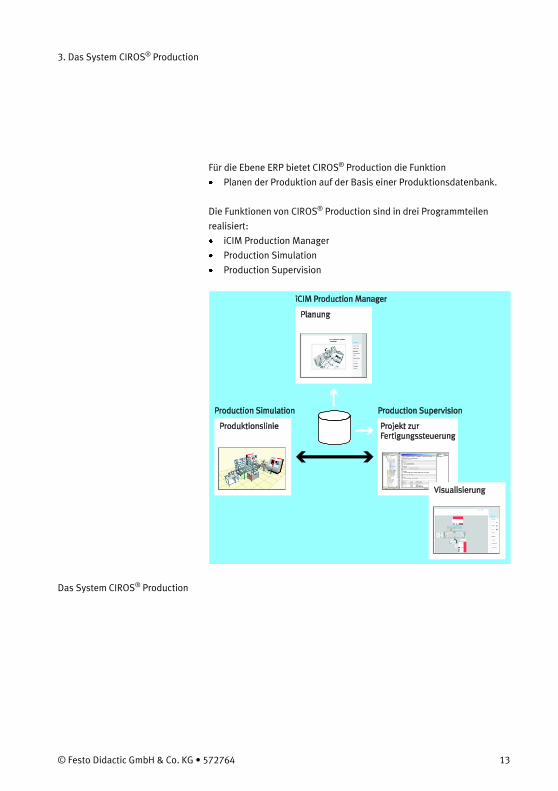
Für die Ebene ERP bietet CIROS® Production die Funktion
Planen der Produktion auf der Basis einer Produktionsdatenbank.
Die Funktionen von CIROS® Production sind in drei Programmteilen
realisiert:
iCIM Production Manager
Production Simulation
Production Supervision
Das System CIROS® Production
3. Das System CIROS® Production
14 © Festo Didactic GmbH & Co. KG • 572764 14
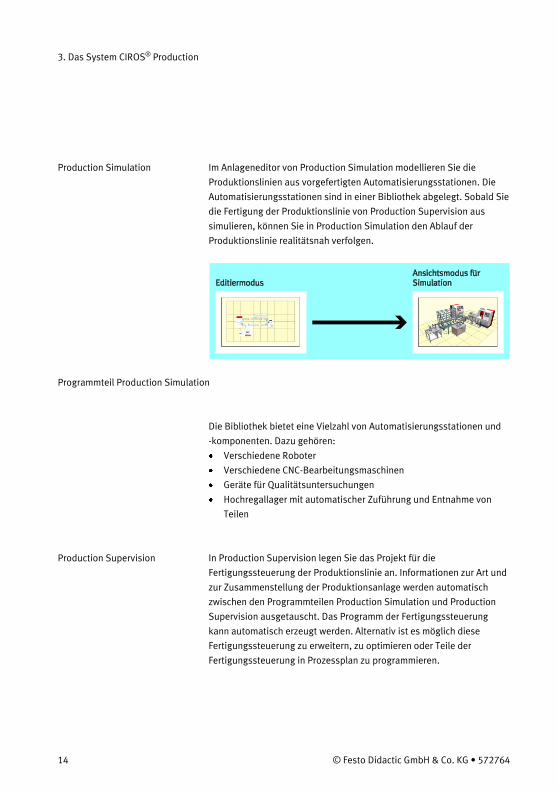
Im Anlageneditor von Production Simulation modellieren Sie die
Produktionslinien aus vorgefertigten Automatisierungsstationen. Die
Automatisierungsstationen sind in einer Bibliothek abgelegt. Sobald Sie
die Fertigung der Produktionslinie von Production Supervision aus
simulieren, können Sie in Production Simulation den Ablauf der
Produktionslinie realitätsnah verfolgen.
Programmteil Production Simulation
Die Bibliothek bietet eine Vielzahl von Automatisierungsstationen und
-komponenten. Dazu gehören:
Verschiedene Roboter
Verschiedene CNC-Bearbeitungsmaschinen
Geräte für Qualitätsuntersuchungen
Hochregallager mit automatischer Zuführung und Entnahme von
Teilen
In Production Supervision legen Sie das Projekt für die
Fertigungssteuerung der Produktionslinie an. Informationen zur Art und
zur Zusammenstellung der Produktionsanlage werden automatisch
zwischen den Programmteilen Production Simulation und Production
Supervision ausgetauscht. Das Programm der Fertigungssteuerung
kann automatisch erzeugt werden. Alternativ ist es möglich diese
Fertigungssteuerung zu erweitern, zu optimieren oder Teile der
Fertigungssteuerung in Prozessplan zu programmieren.
Production Simulation
Production Supervision
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 15
Folgende zentrale Aufgaben werden in Produktionslinien bzw.
Fertigungszellen ausgeführt:
Es werden Teile aus dem Lager entnommen und zu den
Bearbeitungsmaschinen transportiert.
Roboter übernehmen Teile vom Band und legen sie an definierten
Positionen einer Station ab.
CNC-Maschinen bearbeiten Teile.
Montagemaschinen montieren zwei oder mehr Teile zu einem
Endprodukt.
Spezielle Stationen überprüfen die Qualität von eingesetzten Teilen.
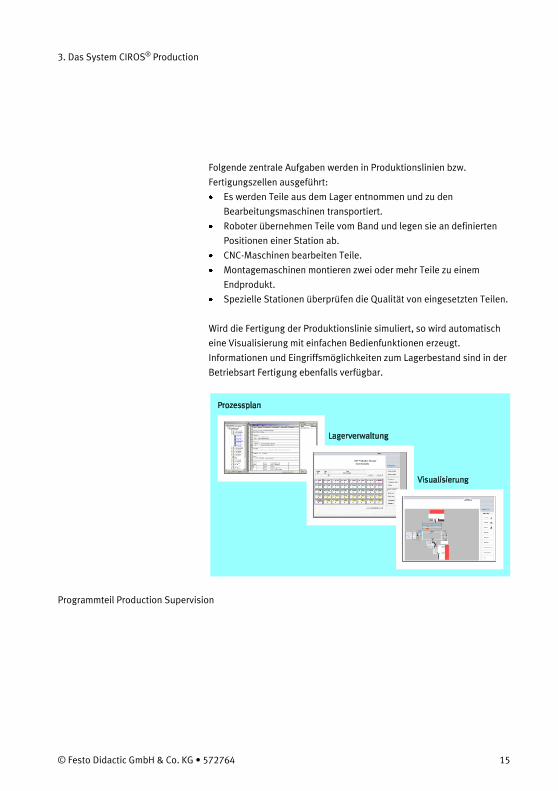
Wird die Fertigung der Produktionslinie simuliert, so wird automatisch
eine Visualisierung mit einfachen Bedienfunktionen erzeugt.
Informationen und Eingriffsmöglichkeiten zum Lagerbestand sind in der
Betriebsart Fertigung ebenfalls verfügbar.
Programmteil Production Supervision
3. Das System CIROS® Production
16 © Festo Didactic GmbH & Co. KG • 572764 16
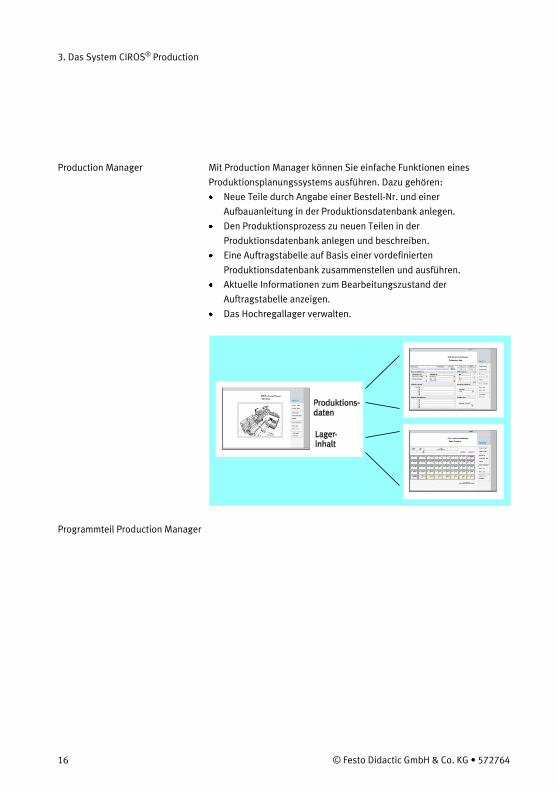
Mit Production Manager können Sie einfache Funktionen eines
Produktionsplanungssystems ausführen. Dazu gehören:
Neue Teile durch Angabe einer Bestell-Nr. und einer
Aufbauanleitung in der Produktionsdatenbank anlegen.
Den Produktionsprozess zu neuen Teilen in der
Produktionsdatenbank anlegen und beschreiben.
Eine Auftragstabelle auf Basis einer vordefinierten
Produktionsdatenbank zusammenstellen und ausführen.
Aktuelle Informationen zum Bearbeitungszustand der
Auftragstabelle anzeigen.
Das Hochregallager verwalten.
Programmteil Production Manager
Production Manager
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 17
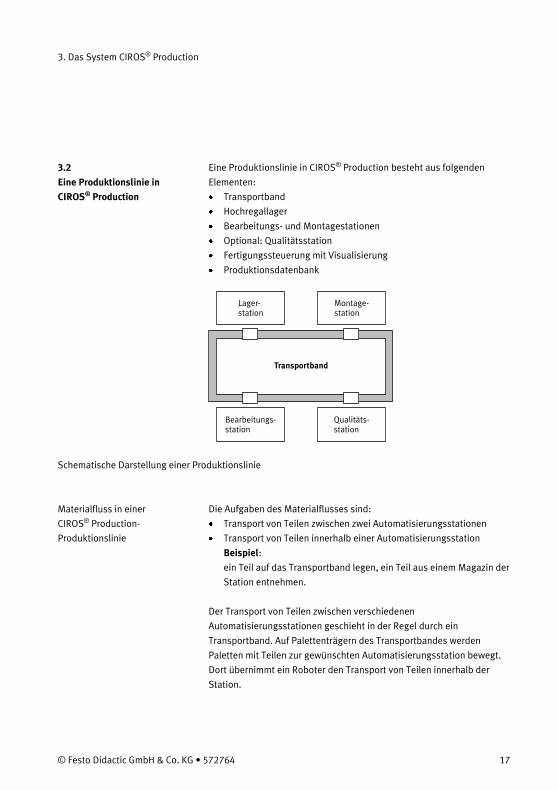
Eine Produktionslinie in CIROS® Production besteht aus folgenden
Elementen:
Transportband
Hochregallager
Bearbeitungs- und Montagestationen
Optional: Qualitätsstation
Fertigungssteuerung mit Visualisierung
Produktionsdatenbank
Lager-station
Bearbeitungs-station
Transportband
Montage-station
Qualitäts-station
Schematische Darstellung einer Produktionslinie
Die Aufgaben des Materialflusses sind:
Transport von Teilen zwischen zwei Automatisierungsstationen
Transport von Teilen innerhalb einer Automatisierungsstation
Beispiel:
ein Teil auf das Transportband legen, ein Teil aus einem Magazin der
Station entnehmen.
Der Transport von Teilen zwischen verschiedenen
Automatisierungsstationen geschieht in der Regel durch ein
Transportband. Auf Palettenträgern des Transportbandes werden
Paletten mit Teilen zur gewünschten Automatisierungsstation bewegt.
Dort übernimmt ein Roboter den Transport von Teilen innerhalb der
Station.
3.2
Eine Produktionslinie in
CIROS® Production
Materialfluss in einer
CIROS® Production-
Produktionslinie
3. Das System CIROS® Production
18 © Festo Didactic GmbH & Co. KG • 572764 18
Wenn ein Roboter eine Palette mit einem Teil vom Transportband
übernimmt, legt er sie typischerweise auf einem Pufferplatz ab. Von dort
aus führt der Roboter das Teil einem Bearbeitungs- oder
Montageprozess zu. Nach dem gewünschten Bearbeitungsvorgang legt
der Roboter das Teil auf die Palette zurück. Anschließend übergibt der
Roboter die Palette mit dem bearbeiteten Teil wieder einem
Palettenträger des Transportbands.
Das Hochregallager wird als Hauptlagerort für eine Produktionslinie
genutzt. Pro Lagerfach wird ein Teil auf einer Palette eingelagert. Die
Teile werden von hier aus den einzelnen Stationen zugeführt.
Neben diesem Hauptlager besitzen die Stationen auch lokale
Lagerplätze. Diese Lagerplätze sind der Station zugeordnet und werden
von dieser verwaltet. Damit können Stationen auch unabhängig von
einem Hauptlager arbeiten.
Typische Lagerplätze innerhalb von Stationen sind Magazine und
Bandsysteme.
Jede Automatisierungsstation führt bestimmte Aufgaben aus. Die
Ausführung dieser Aufgaben ist in Programmen hinterlegt. Die
Programme – dazu gehören SPS-, CNC- und Roboterprogramme - sind
Bestandteil der Automatisierungsstation.
Lagerhaltung in einer
CIROS® Production-
Produktionslinie
Ausführbare Programme
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 19
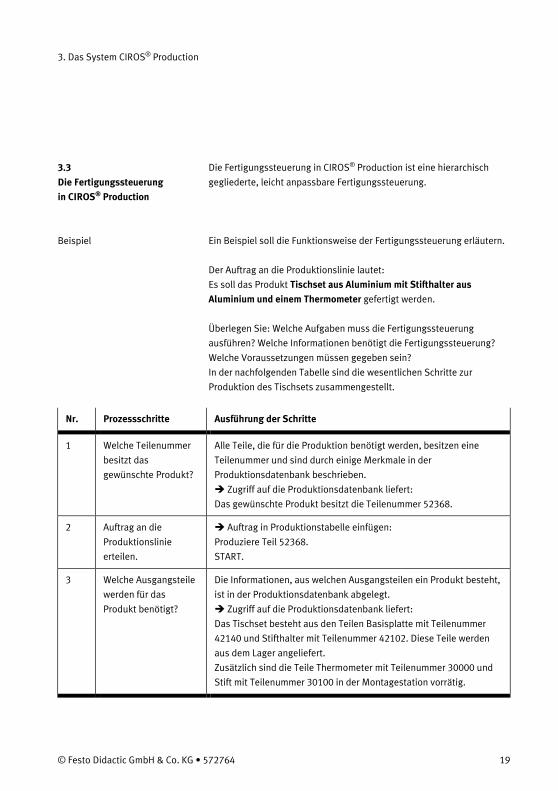
Die Fertigungssteuerung in CIROS® Production ist eine hierarchisch
gegliederte, leicht anpassbare Fertigungssteuerung.
Ein Beispiel soll die Funktionsweise der Fertigungssteuerung erläutern.
Der Auftrag an die Produktionslinie lautet:
Es soll das Produkt Tischset aus Aluminium mit Stifthalter aus
Aluminium und einem Thermometer gefertigt werden.
Überlegen Sie: Welche Aufgaben muss die Fertigungssteuerung
ausführen? Welche Informationen benötigt die Fertigungssteuerung?
Welche Voraussetzungen müssen gegeben sein?
In der nachfolgenden Tabelle sind die wesentlichen Schritte zur
Produktion des Tischsets zusammengestellt.
Nr. Prozessschritte Ausführung der Schritte
1 Welche Teilenummer
besitzt das
gewünschte Produkt?
Alle Teile, die für die Produktion benötigt werden, besitzen eine
Teilenummer und sind durch einige Merkmale in der
Produktionsdatenbank beschrieben.
Zugriff auf die Produktionsdatenbank liefert:
Das gewünschte Produkt besitzt die Teilenummer 52368.
2 Auftrag an die
Produktionslinie
erteilen.
Auftrag in Produktionstabelle einfügen:
Produziere Teil 52368.
START.
3 Welche Ausgangsteile
werden für das
Produkt benötigt?
Die Informationen, aus welchen Ausgangsteilen ein Produkt besteht,
ist in der Produktionsdatenbank abgelegt.
Zugriff auf die Produktionsdatenbank liefert:
Das Tischset besteht aus den Teilen Basisplatte mit Teilenummer
42140 und Stifthalter mit Teilenummer 42102. Diese Teile werden
aus dem Lager angeliefert.
Zusätzlich sind die Teile Thermometer mit Teilenummer 30000 und
Stift mit Teilenummer 30100 in der Montagestation vorrätig.
3.3
Die Fertigungssteuerung
in CIROS® Production
Beispiel
3. Das System CIROS® Production
20 © Festo Didactic GmbH & Co. KG • 572764 20
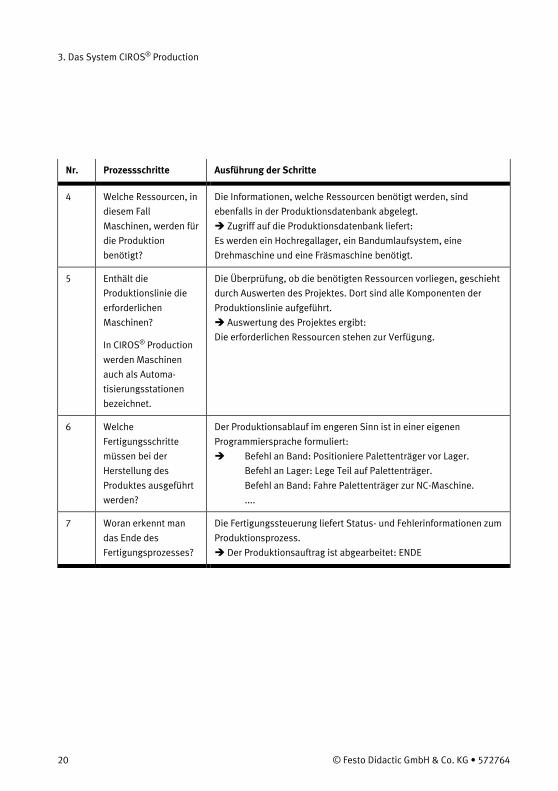
Nr. Prozessschritte Ausführung der Schritte
4 Welche Ressourcen, in
diesem Fall
Maschinen, werden für
die Produktion
benötigt?
Die Informationen, welche Ressourcen benötigt werden, sind
ebenfalls in der Produktionsdatenbank abgelegt.
Zugriff auf die Produktionsdatenbank liefert:
Es werden ein Hochregallager, ein Bandumlaufsystem, eine
Drehmaschine und eine Fräsmaschine benötigt.
5 Enthält die
Produktionslinie die
erforderlichen
Maschinen?
In CIROS® Production
werden Maschinen
auch als Automa-
tisierungsstationen
bezeichnet.
Die Überprüfung, ob die benötigten Ressourcen vorliegen, geschieht
durch Auswerten des Projektes. Dort sind alle Komponenten der
Produktionslinie aufgeführt.
Auswertung des Projektes ergibt:
Die erforderlichen Ressourcen stehen zur Verfügung.
6 Welche
Fertigungsschritte
müssen bei der
Herstellung des
Produktes ausgeführt
werden?
Der Produktionsablauf im engeren Sinn ist in einer eigenen
Programmiersprache formuliert:
Befehl an Band: Positioniere Palettenträger vor Lager.
Befehl an Lager: Lege Teil auf Palettenträger.
Befehl an Band: Fahre Palettenträger zur NC-Maschine.
....
7 Woran erkennt man
das Ende des
Fertigungsprozesses?
Die Fertigungssteuerung liefert Status- und Fehlerinformationen zum
Produktionsprozess.
Der Produktionsauftrag ist abgearbeitet: ENDE
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 21
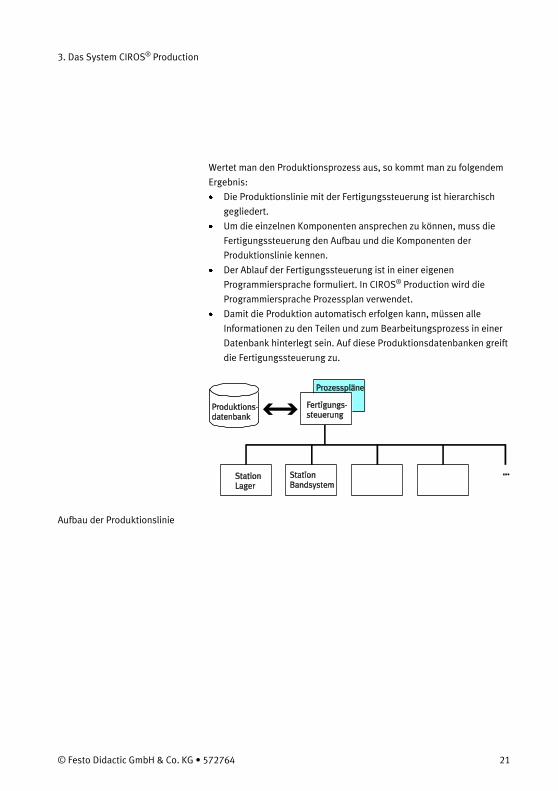
Wertet man den Produktionsprozess aus, so kommt man zu folgendem
Ergebnis:
Die Produktionslinie mit der Fertigungssteuerung ist hierarchisch
gegliedert.
Um die einzelnen Komponenten ansprechen zu können, muss die
Fertigungssteuerung den Aufbau und die Komponenten der
Produktionslinie kennen.
Der Ablauf der Fertigungssteuerung ist in einer eigenen
Programmiersprache formuliert. In CIROS® Production wird die
Programmiersprache Prozessplan verwendet.
Damit die Produktion automatisch erfolgen kann, müssen alle
Informationen zu den Teilen und zum Bearbeitungsprozess in einer
Datenbank hinterlegt sein. Auf diese Produktionsdatenbanken greift
die Fertigungssteuerung zu.
Aufbau der Produktionslinie
3. Das System CIROS® Production
22 © Festo Didactic GmbH & Co. KG • 572764 22
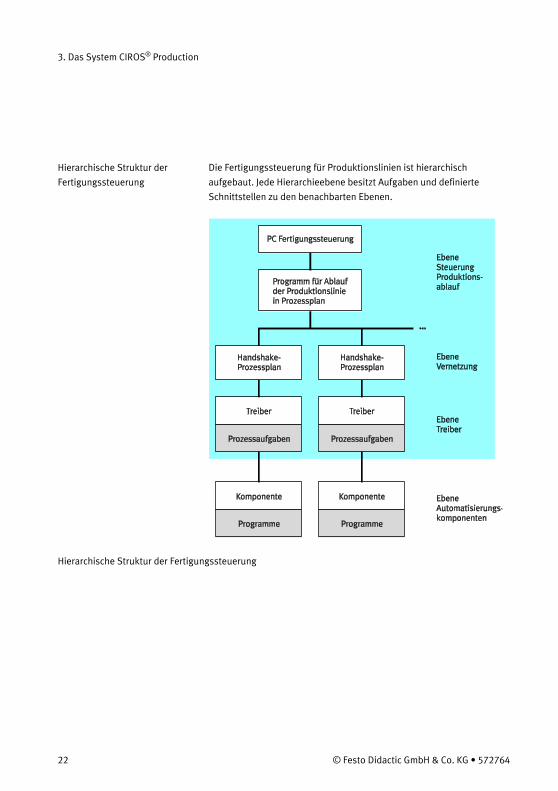
Die Fertigungssteuerung für Produktionslinien ist hierarchisch
aufgebaut. Jede Hierarchieebene besitzt Aufgaben und definierte
Schnittstellen zu den benachbarten Ebenen.
Hierarchische Struktur der Fertigungssteuerung
Hierarchische Struktur der
Fertigungssteuerung
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 23
Zur Steuerung der Produktionslinie gehören:
Ausführbare Programme der Komponenten:
Produktionslinien bestehen aus Automatisierungsstationen.
Automatisierungsstationen wiederum sind aus verschiedenen
Komponenten wie Roboter, SPS oder CNC-Maschine aufgebaut.
Komponenten, also auch Automatisierungsstationen, führen
bestimmte Aufgaben aus. Die einzelnen Aufgaben sind als
Programme hinterlegt. Diese Programme werden durch die
Fertigungssteuerung gezielt aufgerufen.
Beispiel:
Roboterprogramme der Station Festo Assembly oder SPS-
Programme für die Station Festo Stock.
Prozessaufgaben der Komponenten:
Die einzelnen Aufgaben einer Komponente werden als
Prozessaufgaben bezeichnet. Jede Komponente hat bestimmte
Prozessaufgaben.
Aus Gründen der Vereinfachung und Anwenderfreundlichkeit
besitzen Automatisierungsstationen sogenannte
Makroprozesssaufgaben. Makroprozessaufgaben beschreiben die
wesentlichen Aufgaben einer Station. Makroprozessaufgaben
setzen sich aus den Prozessaufgaben zu den einzelnen
Komponenten zusammen.
Beispiel:
Die Station Festo Assembly besitzt Makroprozessaufgaben wie
AsmDeskSet (Assembly Desk Set), MovFromTrans (Move From
Transport) und MovToTrans (Move To Transport).
PC-basierte Fertigungssteuerung:
Die Prozessaufgaben werden von der übergeordneten
Fertigungssteuerung aufgerufen. Zum Teil müssen noch weitere
Informationen in Form von Parametern an die Prozessaufgabe
übergeben werden.
Hat eine Komponente eine Prozessaufgabe ausgeführt, so meldet
sie die erfolgreiche Ausführung an die aufrufende
Fertigungssteuerung zurück.
Beispiel:
Makroprozessaufgabe AsmDeskSet (TargetPartNumber,
OrderNumber).
Die Makroprozessaufgabe AsmDeskSet besitzt die Parameter
3. Das System CIROS® Production
24 © Festo Didactic GmbH & Co. KG • 572764 24
TargetPartNumber und OrderNumber. TargetPartNumber bedeutet
hier die Teilenummer des Produktes, das montiert werden soll;
OrderNumber ist die Nummer des Fertigungsauftrags.
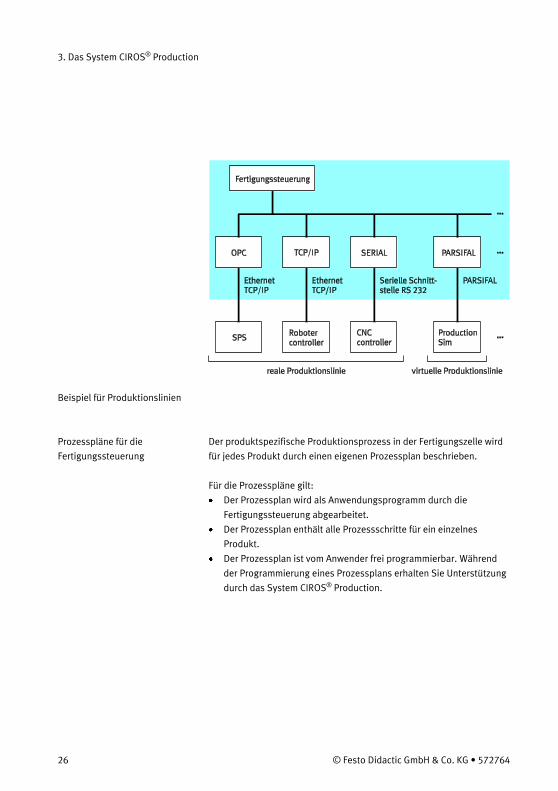
Vernetzung:
Damit die Fertigungssteuerung und die Komponenten Informationen
austauschen können, müssen diese Teile miteinander vernetzt sein.
Beispiel:
Vernetzung über Ethernet mit TCP/IP-Protokoll oder serielle
Schnittstelle RS 232 bei realer Produktionslinie, Vernetzung über
PARSIFAL bei simulierter Produktionslinie.
Treiber:
Die Prozessaufgaben bzw. Makroprozessaufgaben einer
Komponente sind in einem Treiber und seinem zugehörigen
Handshake-Prozessplan enthalten. Der Treiber ist ein Programm,
das die Komponente direkt anspricht. Der Treiber kommuniziert auf
der einen Seite mit der Fertigungssteuerung über das
entsprechende Netzwerk, auf der anderen Seite mit der
Komponente. Die Kommunikation mit der Komponente erfolgt
ebenfalls nach bestimmten Spielregeln. Der Treiber „verbindet“ die
Fertigungssteuerung mit der Komponente. Treiber und zugehöriger
Handshake-Prozessplan setzen die Prozessaufgabe so um, dass sie
von der Komponente ausgeführt werden kann.
Beispiel:
Der Treiber $PARSIFAL kommuniziert mit allen Komponenten der
simulierten Produktionslinie. So auch mit der Komponente Roboter
Assembly1Robot1 der Station Festo Assembly. Der Treiber setzt zum
Beispiel die Prozessaufgabe ExecProg(„MP“,15, 3, 0) so um, dass
das Roboterprogramm mit dem angegebenem Namen MP
ausgeführt wird. In diesem Roboterprogramm greift der Roboter
eine Palette vom Umlaufband und setzt diese auf den Pufferplatz 3
der Station Festo Assembly.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 25
Die Fertigungssteuerung wird in einer eigenen Hochsprache, in
Prozessplan, programmiert. In dieser Sprache stehen viele
Systemfunktionen wie arithmetische Funktionen oder
Zeichenkettenfunktionen zur Verfügung. Mit Zeichenkettenfunktionen
lassen sich zum Beispiel Meldungen für den Bediener erzeugen.
Systemfunktionen benötigt man unter anderem für das Initialisieren
und Deinitialisieren von Treibern und Komponenten. Neben den
Basisfunktionen stehen auch Befehle für Prozessaufgaben sowie
Makroprozessaufgaben zur Verfügung.
Die hierarchische Strukturierung führt zu einer hohen Flexibilität der
Fertigungssteuerung. Die Flexibilität wird durch die
komponentenspezifischen Treiber mit zugehörigem Handshake-
Prozessplan erreicht.
Die Treiber zu den Komponenten sind programmierbar. Sie können
damit jederzeit um neue Aufgaben erweitert werden.
Wird eine andere oder neue Automatisierungskomponente
eingesetzt, müssen nur ein neuer Treiber und ein neuer Handshake-
Prozessplan zu dieser Komponente erstellt und eingebunden
werden. Die schon existierenden Teile der Fertigungssteuerung sind
von der Änderung nicht betroffen. Treiber sowie Handshake-
Prozesspläne können vom geübten Anwender oder vom Hersteller
programmiert werden.
Änderungen in den Roboter- oder SPS-Programmen haben keine
Auswirkung auf die Fertigungssteuerung.
Änderungen im Produktionsprozess können leicht durch den
Anwender vorgenommen werden. Der Anwender muss nur den
Prozessplan entsprechend modifizieren.
Die Verwendung komponentenspezifischer Treiber macht es
möglich, dass die Fertigungssteuerung in heterogenen
Zellenstrukturen eingesetzt werden kann.
Flexibilität der
Fertigungssteuerung
3. Das System CIROS® Production
26 © Festo Didactic GmbH & Co. KG • 572764 26
Beispiel für Produktionslinien
Der produktspezifische Produktionsprozess in der Fertigungszelle wird
für jedes Produkt durch einen eigenen Prozessplan beschrieben.
Für die Prozesspläne gilt:
Der Prozessplan wird als Anwendungsprogramm durch die
Fertigungssteuerung abgearbeitet.
Der Prozessplan enthält alle Prozessschritte für ein einzelnes
Produkt.
Der Prozessplan ist vom Anwender frei programmierbar. Während
der Programmierung eines Prozessplans erhalten Sie Unterstützung
durch das System CIROS® Production.
Prozesspläne für die
Fertigungssteuerung
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 27
Eine Fertigungssteuerung besitzt verschiedene Betriebsarten.
In der Betriebsart Einrichtung erstellen Sie das Programm der
Fertigungssteuerung. Während dieser Zeit steht die Produktionslinie
auf Stopp.
In der Betriebsart Fertigung wird das Programm der
Fertigungssteuerung ausgeführt, die Produktionslinie arbeitet.
In CIROS® Production erstellt der Anwender Produktionslinien mit
zugehöriger Fertigungssteuerung. Die Produktionslinien werden als
Projekt verwaltet.
Ein Projekt in CIROS® Production enthält damit die Informationen
zur Konfiguration – also dem Aufbau und der Zusammensetzung –
der Produktionslinie und
zur Steuerung der Produktionslinie.
Die Informationen zum Projekt werden durch unterschiedliche
Projektbestandteile geliefert.
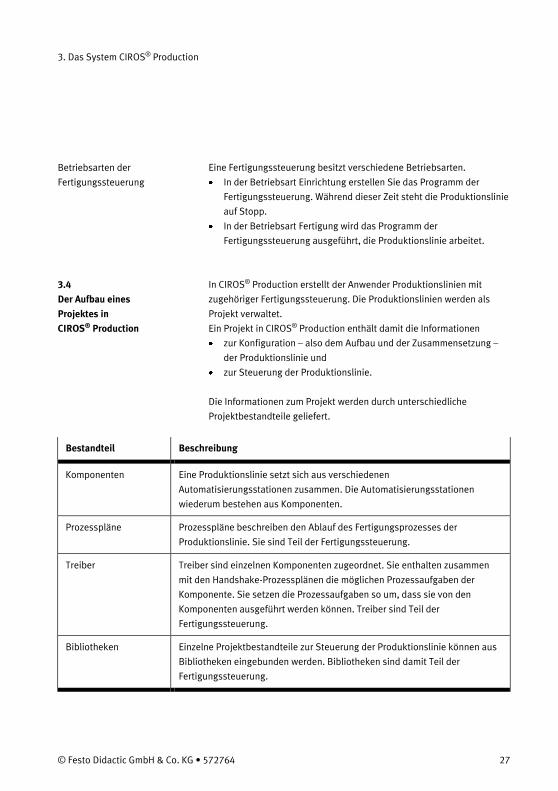
Bestandteil Beschreibung
Komponenten Eine Produktionslinie setzt sich aus verschiedenen
Automatisierungsstationen zusammen. Die Automatisierungsstationen
wiederum bestehen aus Komponenten.
Prozesspläne Prozesspläne beschreiben den Ablauf des Fertigungsprozesses der
Produktionslinie. Sie sind Teil der Fertigungssteuerung.
Treiber Treiber sind einzelnen Komponenten zugeordnet. Sie enthalten zusammen
mit den Handshake-Prozessplänen die möglichen Prozessaufgaben der
Komponente. Sie setzen die Prozessaufgaben so um, dass sie von den
Komponenten ausgeführt werden können. Treiber sind Teil der
Fertigungssteuerung.
Bibliotheken Einzelne Projektbestandteile zur Steuerung der Produktionslinie können aus
Bibliotheken eingebunden werden. Bibliotheken sind damit Teil der
Fertigungssteuerung.
Betriebsarten der
Fertigungssteuerung
3.4
Der Aufbau eines
Projektes in
CIROS® Production
3. Das System CIROS® Production
28 © Festo Didactic GmbH & Co. KG • 572764 28
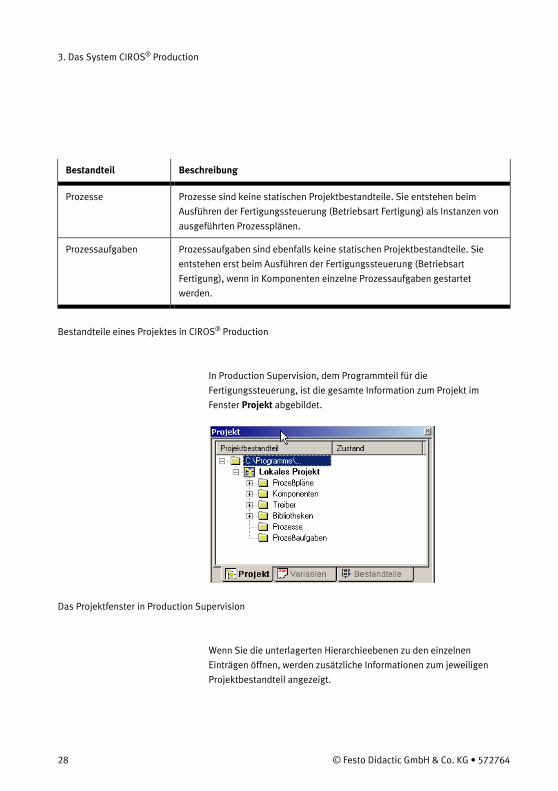
Bestandteil Beschreibung
Prozesse Prozesse sind keine statischen Projektbestandteile. Sie entstehen beim
Ausführen der Fertigungssteuerung (Betriebsart Fertigung) als Instanzen von
ausgeführten Prozessplänen.
Prozessaufgaben Prozessaufgaben sind ebenfalls keine statischen Projektbestandteile. Sie
entstehen erst beim Ausführen der Fertigungssteuerung (Betriebsart
Fertigung), wenn in Komponenten einzelne Prozessaufgaben gestartet
werden.
Bestandteile eines Projektes in CIROS® Production
In Production Supervision, dem Programmteil für die
Fertigungssteuerung, ist die gesamte Information zum Projekt im
Fenster Projekt abgebildet.
Das Projektfenster in Production Supervision
Wenn Sie die unterlagerten Hierarchieebenen zu den einzelnen
Einträgen öffnen, werden zusätzliche Informationen zum jeweiligen
Projektbestandteil angezeigt.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 29
Eine Produktionslinie setzt sich aus verschiedenen
Automatisierungsstationen zusammen. Automatisierungsstationen
wiederum setzen sich aus Automatisierungskomponenten zusammen.
Unter dem Projektbestandteil Komponenten sind sowohl die Stationen
als auch die unterlagerten Komponenten dargestellt.
Die Produktionslinie modellieren Sie in Production Simulation. Damit
die Steuerung zur Produktionslinie in Production Supervision
automatisch erzeugt werden kann, muss Production Supervision den
Aufbau der Produktionsanlage kennen. Die benötigte Information liegt
in einer XML-Datei vor.
Die Fertigungssteuerung übergibt Prozessaufgaben an die
Komponenten der Produktionslinie. Die Übergabe der Prozessaufgaben
an die Komponente geschieht mit einem Treiber. Im Treiber und einem
zugehörigen Handshake-Prozessplan sind alle Prozessaufgaben einer
Komponente zusammengefasst. Der Treiber ist deshalb immer genau
einer Komponente zugeordnet.
Komponenten
3. Das System CIROS® Production
30 © Festo Didactic GmbH & Co. KG • 572764 30
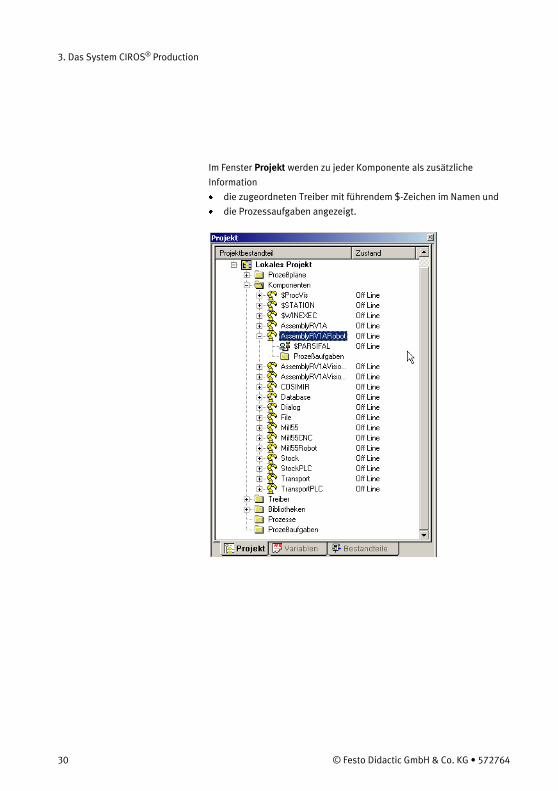
Im Fenster Projekt werden zu jeder Komponente als zusätzliche
Information
die zugeordneten Treiber mit führendem $-Zeichen im Namen und
die Prozessaufgaben angezeigt.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 31
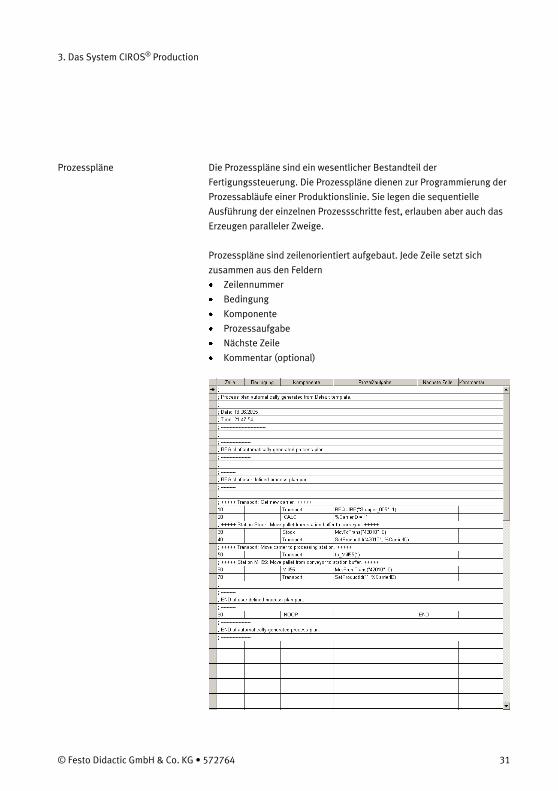
Die Prozesspläne sind ein wesentlicher Bestandteil der
Fertigungssteuerung. Die Prozesspläne dienen zur Programmierung der
Prozessabläufe einer Produktionslinie. Sie legen die sequentielle
Ausführung der einzelnen Prozessschritte fest, erlauben aber auch das
Erzeugen paralleler Zweige.
Prozesspläne sind zeilenorientiert aufgebaut. Jede Zeile setzt sich
zusammen aus den Feldern
Zeilennummer
Bedingung
Komponente
Prozessaufgabe
Nächste Zeile
Kommentar (optional)
Prozesspläne
3. Das System CIROS® Production
32 © Festo Didactic GmbH & Co. KG • 572764 32
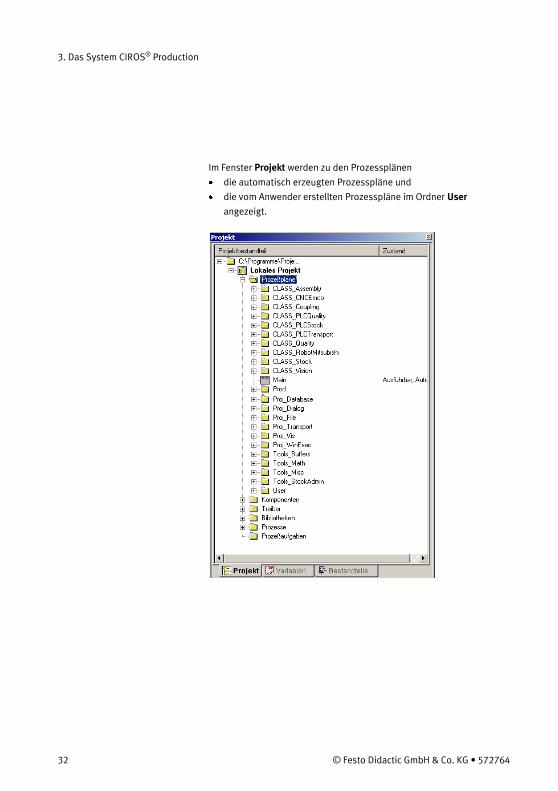
Im Fenster Projekt werden zu den Prozessplänen
die automatisch erzeugten Prozesspläne und
die vom Anwender erstellten Prozesspläne im Ordner User
angezeigt.

3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 33
Treiber sind Programme. Sie enthalten zusammen mit den Handshake-
Prozessplänen die Prozessaufgaben einer Komponente. Treiber bilden
damit die Schnittstelle zwischen der Fertigungssteuerung und der
Komponente. Im Auftrag der Fertigungssteuerung startet der Treiber die
Prozessaufgabe einer Komponente. Ist die Prozessaufgabe ausgeführt,
nimmt der Treiber das Prozessergebnis entgegen und leitet es an die
Fertigungssteuerung weiter.
Jeder Komponente ist ein Treiber zugeordnet. Die Treiber werden vom
Hersteller geliefert.
Treiber
3. Das System CIROS® Production
34 © Festo Didactic GmbH & Co. KG • 572764 34
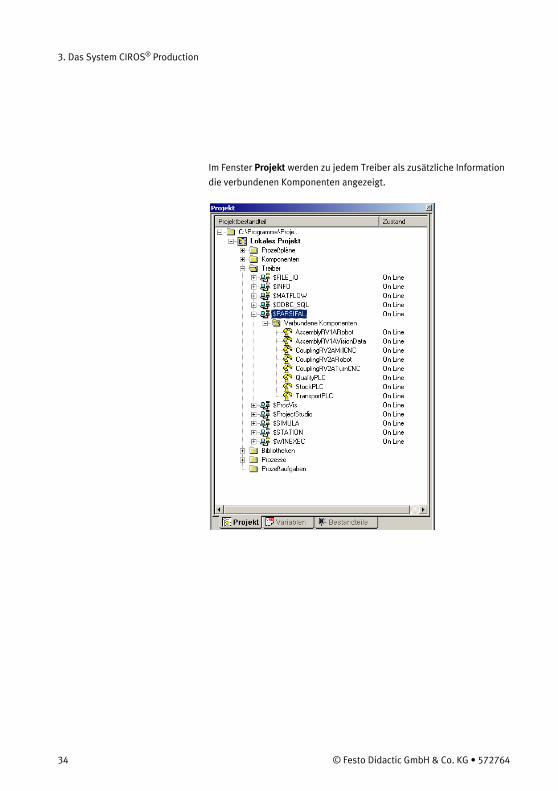
Im Fenster Projekt werden zu jedem Treiber als zusätzliche Information
die verbundenen Komponenten angezeigt.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 35
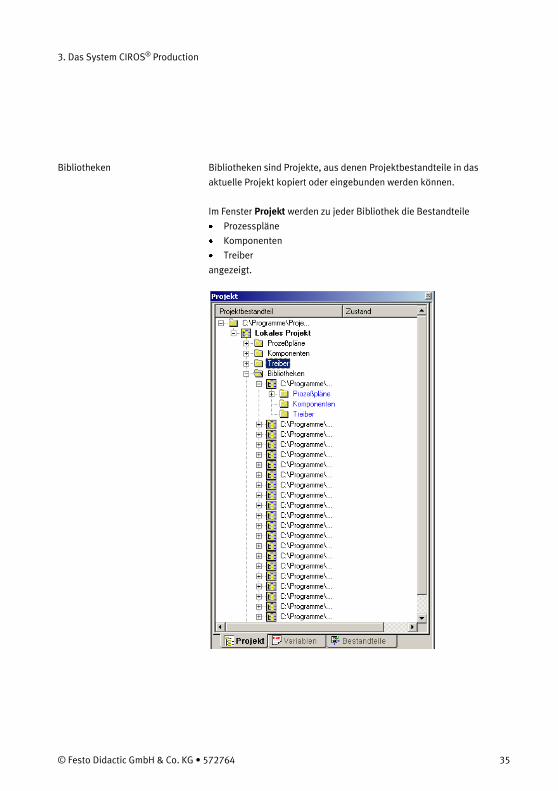
Bibliotheken sind Projekte, aus denen Projektbestandteile in das
aktuelle Projekt kopiert oder eingebunden werden können.
Im Fenster Projekt werden zu jeder Bibliothek die Bestandteile
Prozesspläne
Komponenten
Treiber
angezeigt.
Bibliotheken
3. Das System CIROS® Production
36 © Festo Didactic GmbH & Co. KG • 572764 36
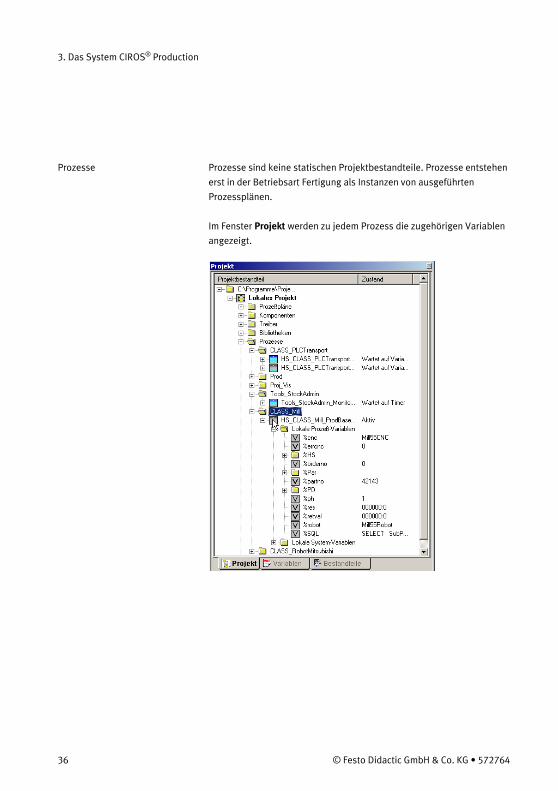
Prozesse sind keine statischen Projektbestandteile. Prozesse entstehen
erst in der Betriebsart Fertigung als Instanzen von ausgeführten
Prozessplänen.
Im Fenster Projekt werden zu jedem Prozess die zugehörigen Variablen
angezeigt.
Prozesse
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 37
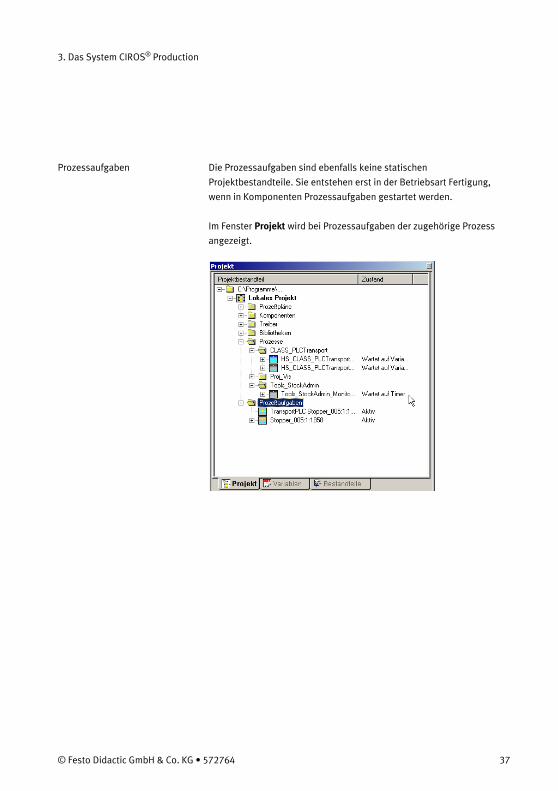
Die Prozessaufgaben sind ebenfalls keine statischen
Projektbestandteile. Sie entstehen erst in der Betriebsart Fertigung,
wenn in Komponenten Prozessaufgaben gestartet werden.
Im Fenster Projekt wird bei Prozessaufgaben der zugehörige Prozess
angezeigt.
Prozessaufgaben
3. Das System CIROS® Production
38 © Festo Didactic GmbH & Co. KG • 572764 38
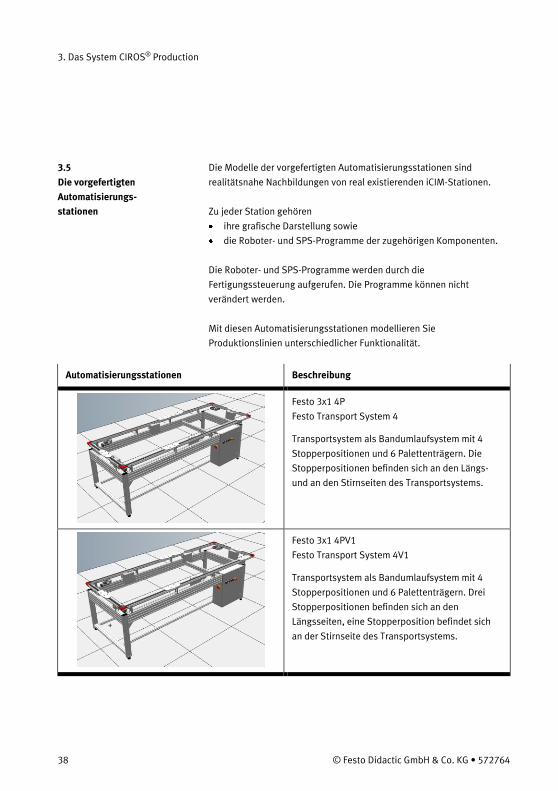
Die Modelle der vorgefertigten Automatisierungsstationen sind
realitätsnahe Nachbildungen von real existierenden iCIM-Stationen.
Zu jeder Station gehören
ihre grafische Darstellung sowie
die Roboter- und SPS-Programme der zugehörigen Komponenten.
Die Roboter- und SPS-Programme werden durch die
Fertigungssteuerung aufgerufen. Die Programme können nicht
verändert werden.
Mit diesen Automatisierungsstationen modellieren Sie
Produktionslinien unterschiedlicher Funktionalität.
Automatisierungsstationen Beschreibung
Festo 3x1 4P
Festo Transport System 4
Transportsystem als Bandumlaufsystem mit 4
Stopperpositionen und 6 Palettenträgern. Die
Stopperpositionen befinden sich an den Längs-
und an den Stirnseiten des Transportsystems.
Festo 3x1 4PV1
Festo Transport System 4V1
Transportsystem als Bandumlaufsystem mit 4
Stopperpositionen und 6 Palettenträgern. Drei
Stopperpositionen befinden sich an den
Längsseiten, eine Stopperposition befindet sich
an der Stirnseite des Transportsystems.
3.5
Die vorgefertigten
Automatisierungs-
stationen
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 39
Automatisierungsstationen Beschreibung
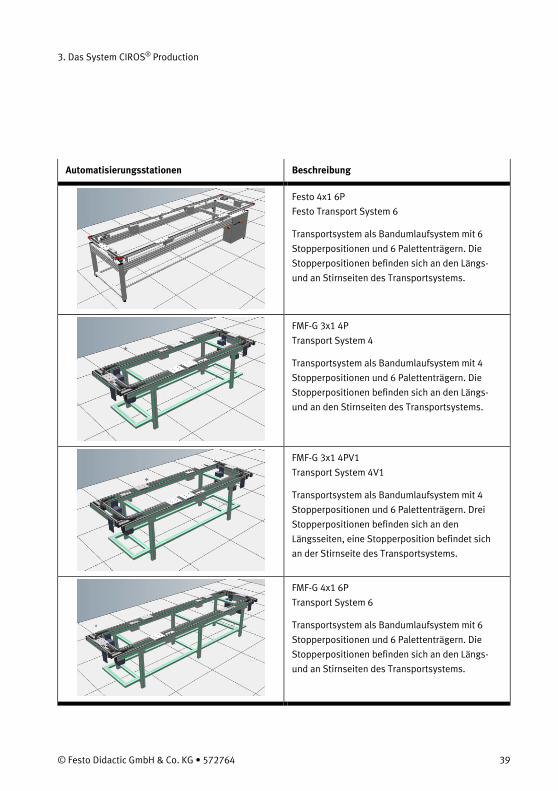
Festo 4x1 6P
Festo Transport System 6
Transportsystem als Bandumlaufsystem mit 6
Stopperpositionen und 6 Palettenträgern. Die
Stopperpositionen befinden sich an den Längs-
und an Stirnseiten des Transportsystems.
FMF-G 3x1 4P
Transport System 4
Transportsystem als Bandumlaufsystem mit 4
Stopperpositionen und 6 Palettenträgern. Die
Stopperpositionen befinden sich an den Längs-
und an den Stirnseiten des Transportsystems.
FMF-G 3x1 4PV1
Transport System 4V1
Transportsystem als Bandumlaufsystem mit 4
Stopperpositionen und 6 Palettenträgern. Drei
Stopperpositionen befinden sich an den
Längsseiten, eine Stopperposition befindet sich
an der Stirnseite des Transportsystems.
FMF-G 4x1 6P
Transport System 6
Transportsystem als Bandumlaufsystem mit 6
Stopperpositionen und 6 Palettenträgern. Die
Stopperpositionen befinden sich an den Längs-
und an Stirnseiten des Transportsystems.
3. Das System CIROS® Production
40 © Festo Didactic GmbH & Co. KG • 572764 40
Automatisierungsstationen Beschreibung
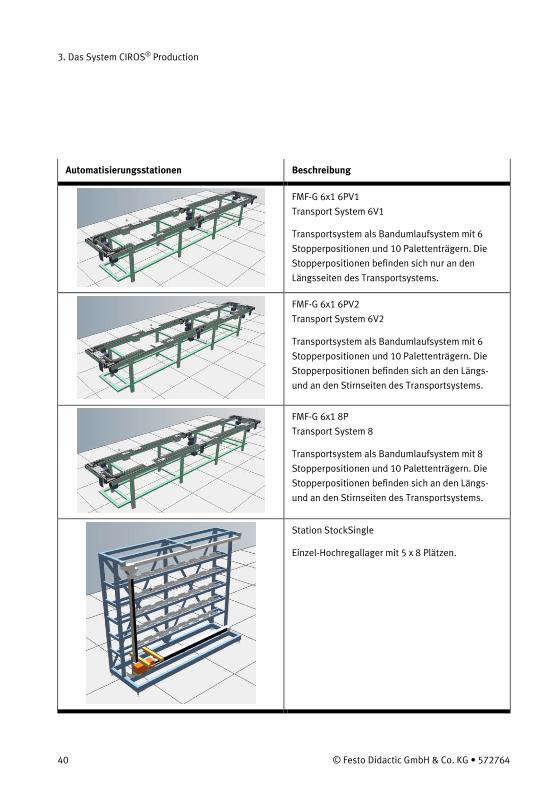
FMF-G 6x1 6PV1
Transport System 6V1
Transportsystem als Bandumlaufsystem mit 6
Stopperpositionen und 10 Palettenträgern. Die
Stopperpositionen befinden sich nur an den
Längsseiten des Transportsystems.
FMF-G 6x1 6PV2
Transport System 6V2
Transportsystem als Bandumlaufsystem mit 6
Stopperpositionen und 10 Palettenträgern. Die
Stopperpositionen befinden sich an den Längs-
und an den Stirnseiten des Transportsystems.
FMF-G 6x1 8P
Transport System 8
Transportsystem als Bandumlaufsystem mit 8
Stopperpositionen und 10 Palettenträgern. Die
Stopperpositionen befinden sich an den Längs-
und an den Stirnseiten des Transportsystems.
Station StockSingle
Einzel-Hochregallager mit 5 x 8 Plätzen.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 41
Automatisierungsstationen Beschreibung
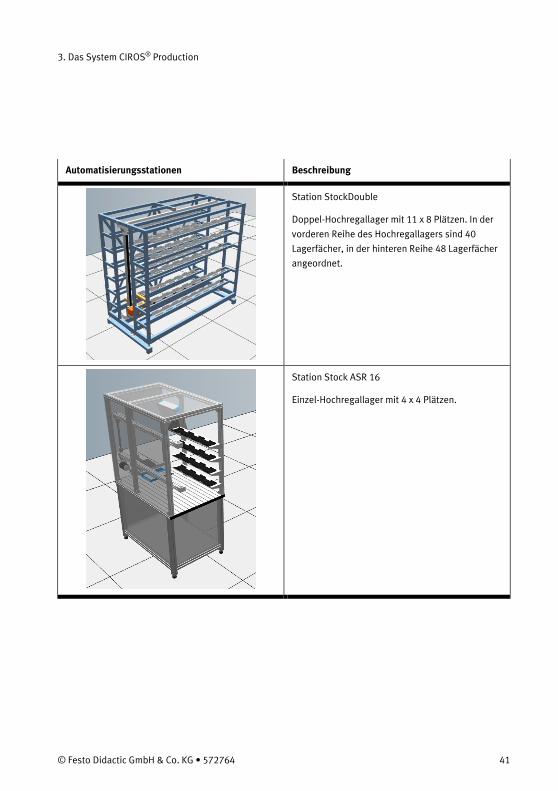
Station StockDouble
Doppel-Hochregallager mit 11 x 8 Plätzen. In der
vorderen Reihe des Hochregallagers sind 40
Lagerfächer, in der hinteren Reihe 48 Lagerfächer
angeordnet.
Station Stock ASR 16
Einzel-Hochregallager mit 4 x 4 Plätzen.
3. Das System CIROS® Production
42 © Festo Didactic GmbH & Co. KG • 572764 42
Automatisierungsstationen Beschreibung
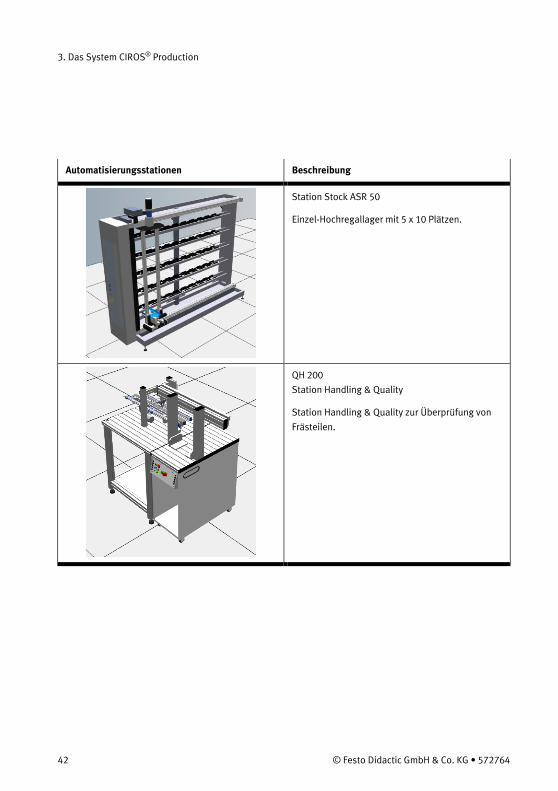
Station Stock ASR 50
Einzel-Hochregallager mit 5 x 10 Plätzen.
QH 200
Station Handling & Quality
Station Handling & Quality zur Überprüfung von
Frästeilen.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 43
Automatisierungsstationen Beschreibung
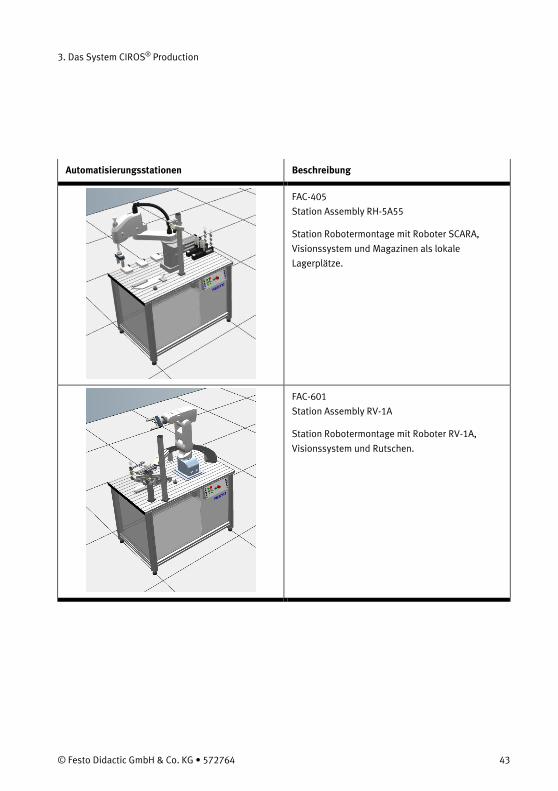
FAC-405
Station Assembly RH-5A55
Station Robotermontage mit Roboter SCARA,
Visionssystem und Magazinen als lokale
Lagerplätze.
FAC-601
Station Assembly RV-1A
Station Robotermontage mit Roboter RV-1A,
Visionssystem und Rutschen.
3. Das System CIROS® Production
44 © Festo Didactic GmbH & Co. KG • 572764 44
Automatisierungsstationen Beschreibung
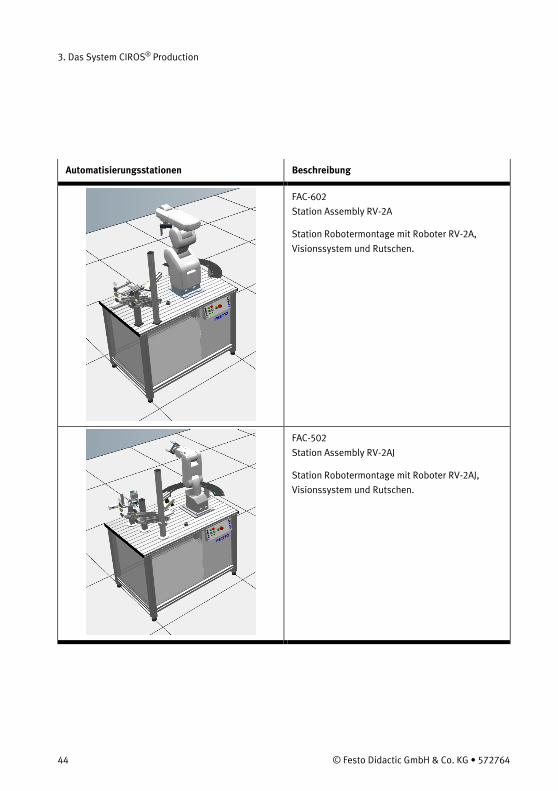
FAC-602
Station Assembly RV-2A
Station Robotermontage mit Roboter RV-2A,
Visionssystem und Rutschen.
FAC-502
Station Assembly RV-2AJ
Station Robotermontage mit Roboter RV-2AJ,
Visionssystem und Rutschen.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 45
Automatisierungsstationen Beschreibung
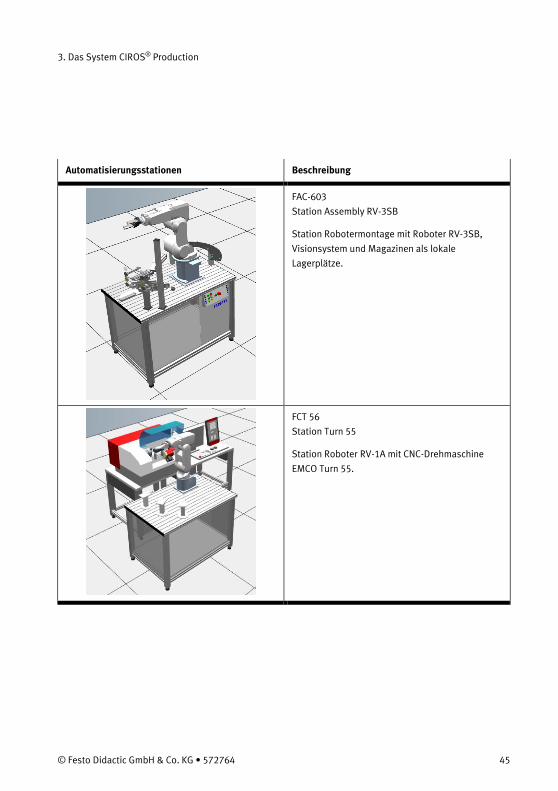
FAC-603
Station Assembly RV-3SB
Station Robotermontage mit Roboter RV-3SB,
Visionsystem und Magazinen als lokale
Lagerplätze.
FCT 56
Station Turn 55
Station Roboter RV-1A mit CNC-Drehmaschine
EMCO Turn 55.
3. Das System CIROS® Production
46 © Festo Didactic GmbH & Co. KG • 572764 46
Automatisierungsstationen Beschreibung
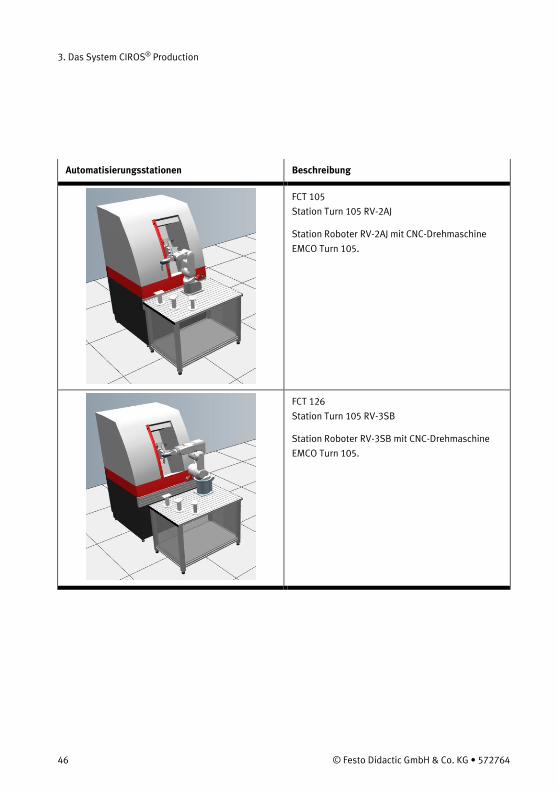
FCT 105
Station Turn 105 RV-2AJ
Station Roboter RV-2AJ mit CNC-Drehmaschine
EMCO Turn 105.
FCT 126
Station Turn 105 RV-3SB
Station Roboter RV-3SB mit CNC-Drehmaschine
EMCO Turn 105.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 47
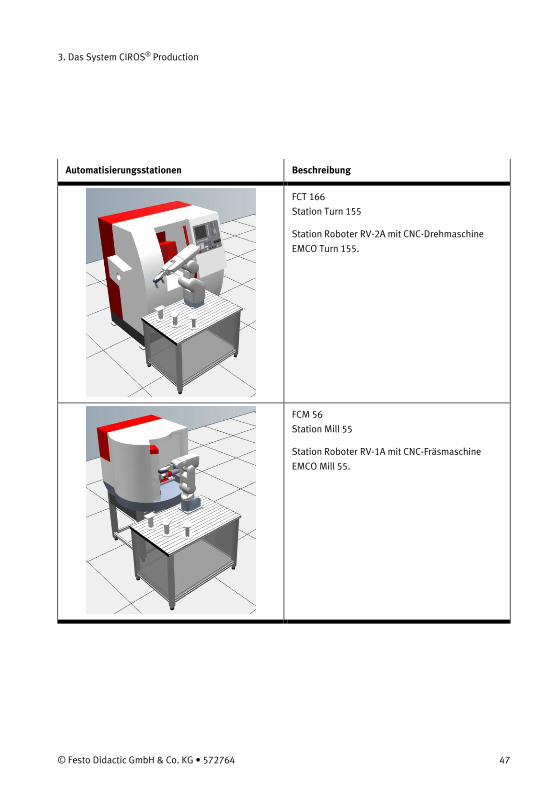
Automatisierungsstationen Beschreibung
FCT 166
Station Turn 155
Station Roboter RV-2A mit CNC-Drehmaschine
EMCO Turn 155.
FCM 56
Station Mill 55
Station Roboter RV-1A mit CNC-Fräsmaschine
EMCO Mill 55.
3. Das System CIROS® Production
48 © Festo Didactic GmbH & Co. KG • 572764 48
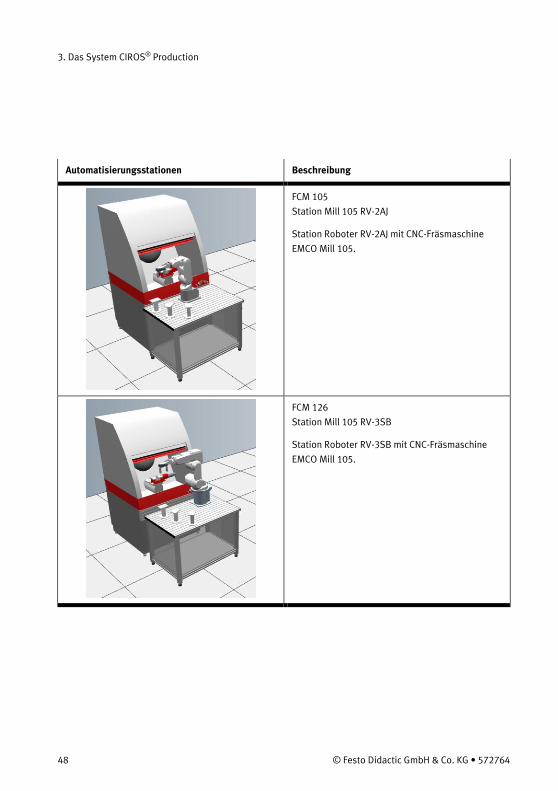
Automatisierungsstationen Beschreibung
FCM 105
Station Mill 105 RV-2AJ
Station Roboter RV-2AJ mit CNC-Fräsmaschine
EMCO Mill 105.
FCM 126
Station Mill 105 RV-3SB
Station Roboter RV-3SB mit CNC-Fräsmaschine
EMCO Mill 105.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 49
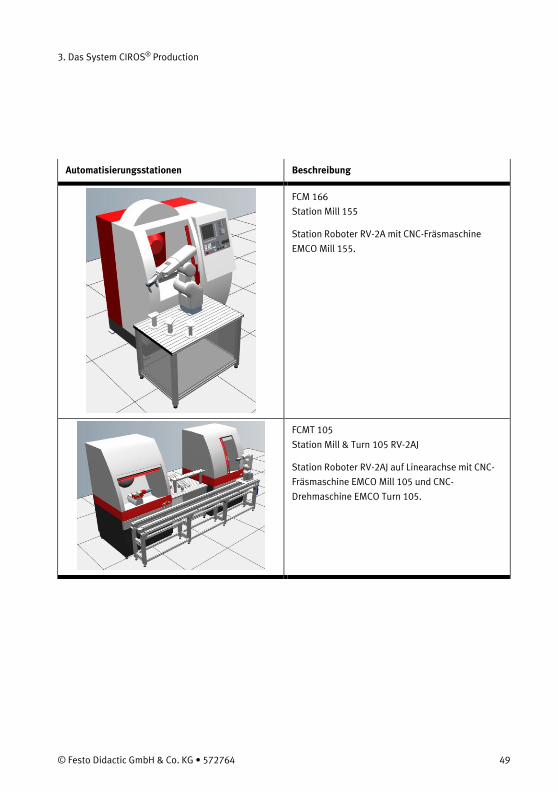
Automatisierungsstationen Beschreibung
FCM 166
Station Mill 155
Station Roboter RV-2A mit CNC-Fräsmaschine
EMCO Mill 155.
FCMT 105
Station Mill & Turn 105 RV-2AJ
Station Roboter RV-2AJ auf Linearachse mit CNC-
Fräsmaschine EMCO Mill 105 und CNC-
Drehmaschine EMCO Turn 105.
3. Das System CIROS® Production
50 © Festo Didactic GmbH & Co. KG • 572764 50
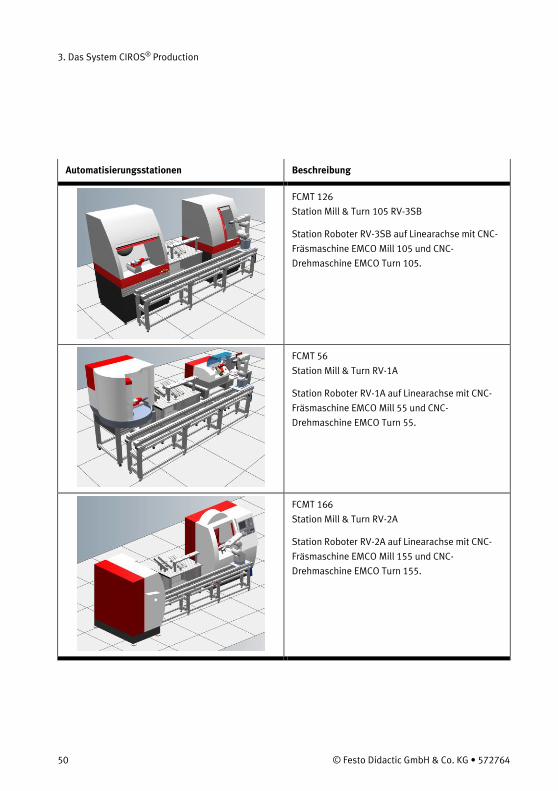
Automatisierungsstationen Beschreibung
FCMT 126
Station Mill & Turn 105 RV-3SB
Station Roboter RV-3SB auf Linearachse mit CNC-
Fräsmaschine EMCO Mill 105 und CNC-
Drehmaschine EMCO Turn 105.
FCMT 56
Station Mill & Turn RV-1A
Station Roboter RV-1A auf Linearachse mit CNC-
Fräsmaschine EMCO Mill 55 und CNC-
Drehmaschine EMCO Turn 55.
FCMT 166
Station Mill & Turn RV-2A
Station Roboter RV-2A auf Linearachse mit CNC-
Fräsmaschine EMCO Mill 155 und CNC-
Drehmaschine EMCO Turn 155.
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 51
Automatisierungsstationen Beschreibung
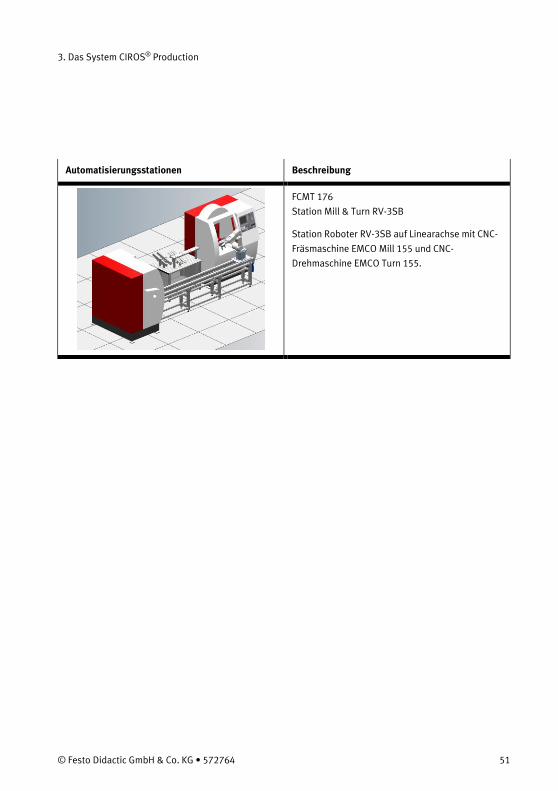
FCMT 176
Station Mill & Turn RV-3SB
Station Roboter RV-3SB auf Linearachse mit CNC-
Fräsmaschine EMCO Mill 155 und CNC-
Drehmaschine EMCO Turn 155.
3. Das System CIROS® Production
52 © Festo Didactic GmbH & Co. KG • 572764 52
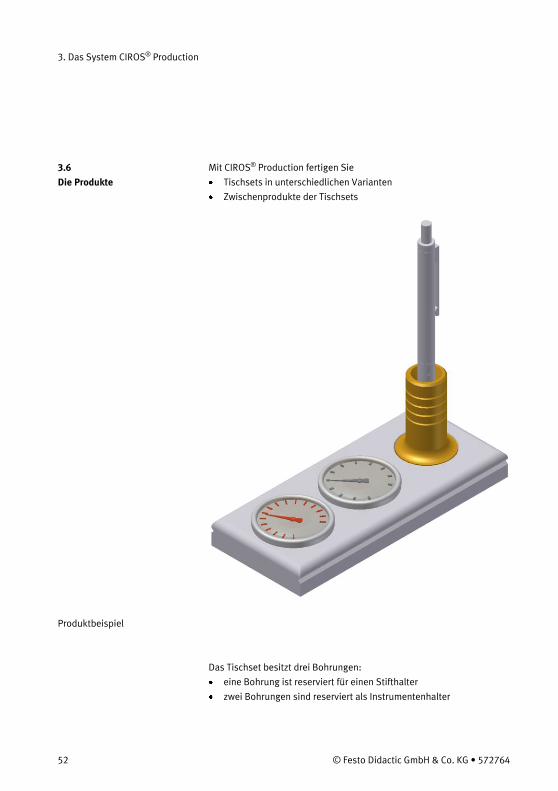
Mit CIROS® Production fertigen Sie
Tischsets in unterschiedlichen Varianten
Zwischenprodukte der Tischsets
Produktbeispiel
Das Tischset besitzt drei Bohrungen:
eine Bohrung ist reserviert für einen Stifthalter
zwei Bohrungen sind reserviert als Instrumentenhalter
3.6
Die Produkte
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 53
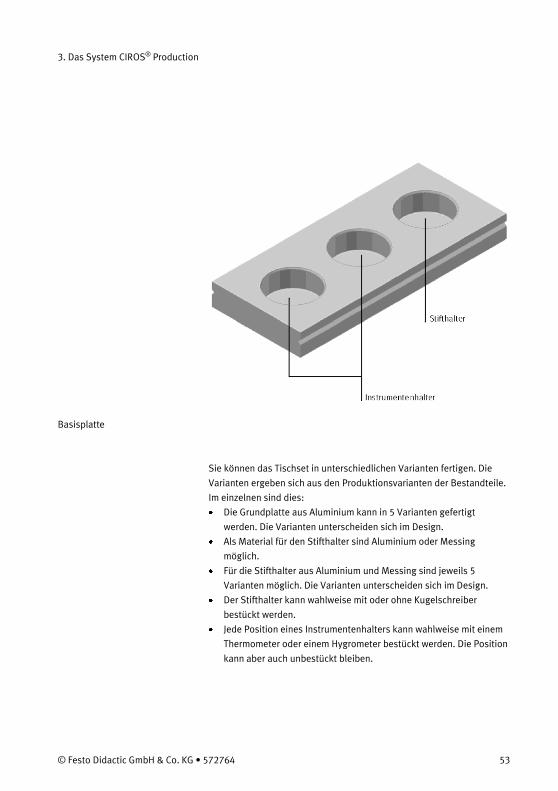
Basisplatte
Sie können das Tischset in unterschiedlichen Varianten fertigen. Die
Varianten ergeben sich aus den Produktionsvarianten der Bestandteile.
Im einzelnen sind dies:
Die Grundplatte aus Aluminium kann in 5 Varianten gefertigt
werden. Die Varianten unterscheiden sich im Design.
Als Material für den Stifthalter sind Aluminium oder Messing
möglich.
Für die Stifthalter aus Aluminium und Messing sind jeweils 5
Varianten möglich. Die Varianten unterscheiden sich im Design.
Der Stifthalter kann wahlweise mit oder ohne Kugelschreiber
bestückt werden.
Jede Position eines Instrumentenhalters kann wahlweise mit einem
Thermometer oder einem Hygrometer bestückt werden. Die Position
kann aber auch unbestückt bleiben.
3. Das System CIROS® Production
54 © Festo Didactic GmbH & Co. KG • 572764 54
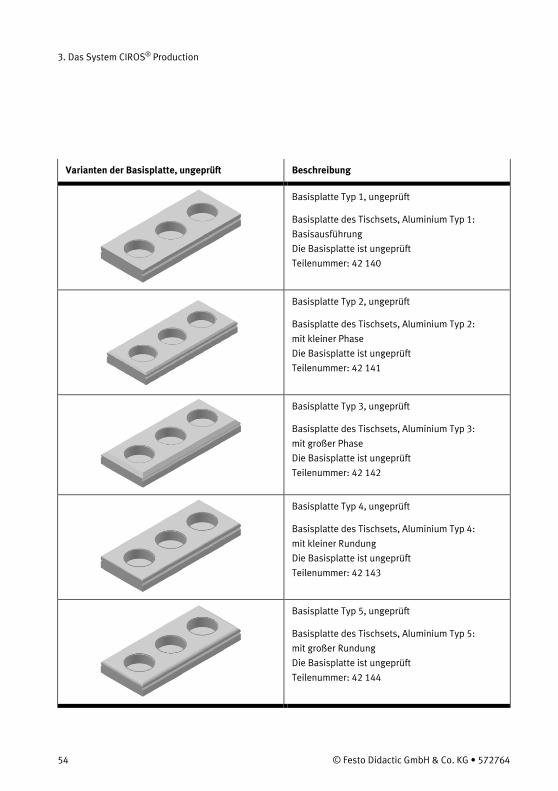
Varianten der Basisplatte, ungeprüft Beschreibung
Basisplatte Typ 1, ungeprüft
Basisplatte des Tischsets, Aluminium Typ 1:
Basisausführung
Die Basisplatte ist ungeprüft
Teilenummer: 42 140
Basisplatte Typ 2, ungeprüft
Basisplatte des Tischsets, Aluminium Typ 2:
mit kleiner Phase
Die Basisplatte ist ungeprüft
Teilenummer: 42 141
Basisplatte Typ 3, ungeprüft
Basisplatte des Tischsets, Aluminium Typ 3:
mit großer Phase
Die Basisplatte ist ungeprüft
Teilenummer: 42 142
Basisplatte Typ 4, ungeprüft
Basisplatte des Tischsets, Aluminium Typ 4:
mit kleiner Rundung
Die Basisplatte ist ungeprüft
Teilenummer: 42 143
Basisplatte Typ 5, ungeprüft
Basisplatte des Tischsets, Aluminium Typ 5:
mit großer Rundung
Die Basisplatte ist ungeprüft
Teilenummer: 42 144
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 55
Varianten der Basisplatte, geprüft Beschreibung
Basisplatte Typ 1
Basisplatte des Tischsets, Aluminium Typ 1:
Basisausführung
Die Basisplatte ist geprüft
Teilenummer: 46 140
Basisplatte Typ 2
Basisplatte des Tischsets, Aluminium Typ 2:
mit kleiner Phase
Die Basisplatte ist geprüft
Teilenummer: 46 141
Basisplatte Typ 3
Basisplatte des Tischsets, Aluminium Typ 3:
mit großer Phase
Die Basisplatte ist geprüft
Teilenummer: 46 142
Basisplatte Typ 4
Basisplatte des Tischsets, Aluminium Typ 4:
mit kleiner Rundung
Die Basisplatte ist geprüft
Teilenummer: 46 143
Basisplatte Typ 5
Basisplatte des Tischsets, Aluminium Typ 5:
mit großer Rundung
Die Basisplatte ist geprüft
Teilenummer: 46 144
3. Das System CIROS® Production
56 © Festo Didactic GmbH & Co. KG • 572764 56
Varianten des Aluminium-Stifthalters Beschreibung
Stifthalter Typ 1
Stifthalter, Aluminium
Typ 1, 1 Nut
Teilenummer: 42 100
Stifthalter Typ 2
Stifthalter, Aluminium
Typ 2, 2 Nuten
Teilenummer: 42 101
Stifthalter Typ 3
Stifthalter, Aluminium
Typ 3, 3 Nuten
Teilenummer: 42 102
Stifthalter Typ 4
Stifthalter, Aluminium
Typ 4, 4 Nuten
Teilenummer: 42 103
Stifthalter Typ 5
Stifthalter, Aluminium
Typ 5, 5 Nuten
Teilenummer: 42 104
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 57
Varianten des Messing-Stifthalters Beschreibung
Stifthalter Typ 1
Stifthalter, Messing
Typ 1, 1 Nut
Teilenummer: 42 120
Stifthalter Typ 2
Stifthalter, Messing
Typ 2, 2 Nuten
Teilenummer: 42 121
Stifthalter Typ 3
Stifthalter, Messing
Typ 3, 3 Nuten
Teilenummer: 42 122
Stifthalter Typ 4
Stifthalter, Messing
Typ 4, 4 Nuten
Teilenummer: 42 123
Stifthalter Typ 5
Stifthalter, Messing
Typ 5, 5 Nuten
Teilenummer: 42 124
3. Das System CIROS® Production
58 © Festo Didactic GmbH & Co. KG • 572764 58
Elemente zum Bestücken Beschreibung
Thermometer
Thermometer
Teilenummer: 30 000
Hygrometer
Hygrometer
Teilenummer: 30 001
Kugelschreiber
Kugelschreiber
Teilenummer: 30 100
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 59
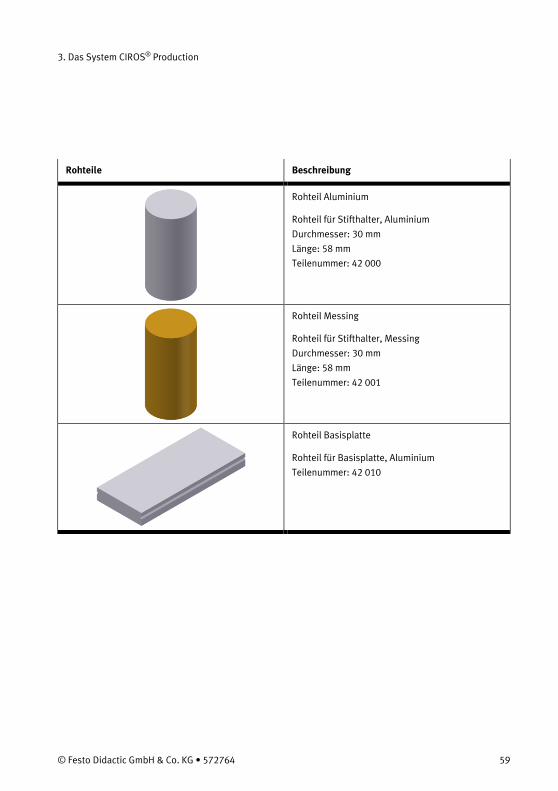
Rohteile Beschreibung
Rohteil Aluminium
Rohteil für Stifthalter, Aluminium
Durchmesser: 30 mm
Länge: 58 mm
Teilenummer: 42 000
Rohteil Messing
Rohteil für Stifthalter, Messing
Durchmesser: 30 mm
Länge: 58 mm
Teilenummer: 42 001
Rohteil Basisplatte
Rohteil für Basisplatte, Aluminium
Teilenummer: 42 010
3. Das System CIROS® Production
60 © Festo Didactic GmbH & Co. KG • 572764 60
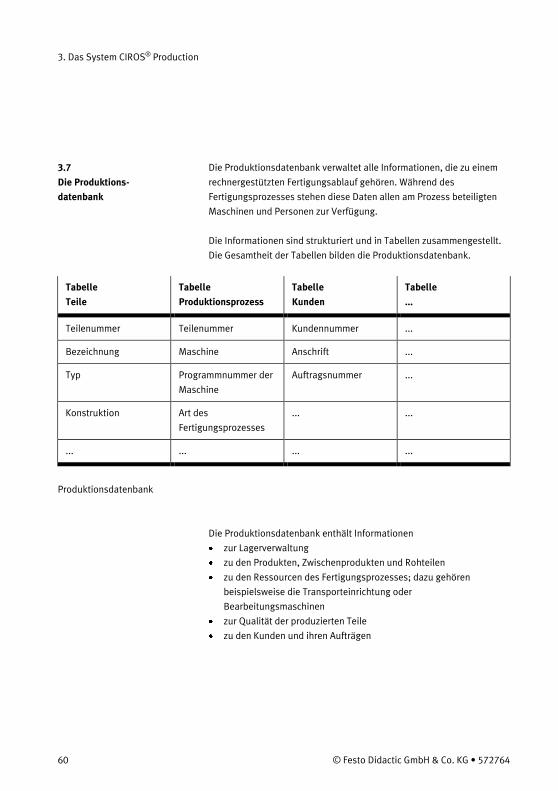
Die Produktionsdatenbank verwaltet alle Informationen, die zu einem
rechnergestützten Fertigungsablauf gehören. Während des
Fertigungsprozesses stehen diese Daten allen am Prozess beteiligten
Maschinen und Personen zur Verfügung.
Die Informationen sind strukturiert und in Tabellen zusammengestellt.
Die Gesamtheit der Tabellen bilden die Produktionsdatenbank.
Tabelle
Teile
Tabelle
Produktionsprozess
Tabelle
Kunden
Tabelle
...
Teilenummer Teilenummer Kundennummer ...
Bezeichnung Maschine Anschrift ...
Typ Programmnummer der
Maschine
Auftragsnummer ...
Konstruktion Art des
Fertigungsprozesses
... ...
... ... ... ...
Produktionsdatenbank
Die Produktionsdatenbank enthält Informationen
zur Lagerverwaltung
zu den Produkten, Zwischenprodukten und Rohteilen
zu den Ressourcen des Fertigungsprozesses; dazu gehören
beispielsweise die Transporteinrichtung oder
Bearbeitungsmaschinen
zur Qualität der produzierten Teile
zu den Kunden und ihren Aufträgen
3.7
Die Produktions-
datenbank
3. Das System CIROS® Production
© Festo Didactic GmbH & Co. KG • 572764 61
In der Produktionsdatenbank sind zum Zeitpunkt der Auslieferung von
CIROS® Production eine Reihe von Teilen angelegt.
Es handelt sich dabei um
Rohteile
Zwischenprodukte
Endprodukte
Aus diesen Roh- und Zwischenprodukten können Sie neue Endprodukte
definieren und in der Datenbank anlegen.
Die Eingabe der Daten nehmen Sie über entsprechende
Datenbankmasken vor.
Ein Teil in der Produktionsdatenbank ist zum Beispiel gekennzeichnet
durch Angaben zu
Teilenummer
Produktbezeichnung
Typ des Teils: Fertigungsteil oder Kaufteil
Geometrischer Aufbau des Teils
Palette
Kosten
Verkaufspreis
Der Produktionsprozess, durch den das Teil gefertigt wird, benötigt
Angaben
mit welcher Maschine das Teil gefertigt wird
welche Aufgabe die Maschine zur Bearbeitung ausführen muss
mit welchem Programm die Aufgabe realisiert wird
ob das Teil nur bearbeitet oder aus mehreren Teilen montiert wird
ob Prüfdaten zum produzierten Teil erzeugt werden sollen
was im Falle eines Schlechtteils zu geschehen hat

3. Das System CIROS® Production
62 © Festo Didactic GmbH & Co. KG • 572764 62
Kundendaten wie
Anschrift
Kundennummer
Auftragsnummer
werden ebenfalls in der Produktionsdatenbank verwaltet.
Den Lagerbestand definieren Sie zu Beginn der Produktion. Während
des Produktionsprozesses wird der Lagerbestand automatisch
aktualisiert und angepasst.

© Festo Didactic GmbH & Co. KG • 572764 63
Eine ausführliche Beschreibung der wesentlichen Bedienfunktionen
sowie Anwendungsbeispiele zu CIROS® Production finden Sie im
CIROS® Production Assistant.
4. Wesentliche Bedienfunktionen von CIROS® Production
64 © Festo Didactic GmbH & Co. KG • 572764 64
CIROS® Production ist ein PC-basiertes, grafisches 3D-
Simulationssystem zum Einstieg in die computergestützte Fertigung.
Die aus vorgefertigten Automatisierungskomponenten modellierten
Produktionslinien entsprechen praxisnahen Anwendungen. Die
Aufgabenstellungen orientieren sich an betrieblichen
Handlungsabläufen und zielen auf eine Ganzheitlichkeit des
Lernprozesses. Mit CIROS® Production trainieren Sie
Methodenkompetenz und Handlungskompetenz.
Lerninhalte aus den folgenden Bereichen können bearbeitet und
vermittelt werden:
Aufbau und Funktionsweise von Produktionslinien unterschiedlicher
Komplexität,
Struktur und Funktionsweise von flexiblen Fertigungssteuerungen
für Produktionslinien,
Programmierung von Fertigungssteuerungen in Prozessplan,
Produktionsdatenbanken mit Informationen zu den Produkten und
zu den Rohteilen als Voraussetzung und Teil einer
computergestützten automatisierten Produktion,
Grundfunktionen eines Produktionsplanungssystems.
Das generelle Lernziel, das mit CIROS® Production erreicht werden soll,
sind die Fähigkeiten
Produktionslinien aus vorgefertigten Automatisierungsstationen zu
erstellen,
den Ablauf für die Steuerung der Produktionslinie zu definieren und
die Fertigung der Produktionslinie zu simulieren.
Unter dieser Zielsetzung werden alle Themen behandelt, die an
virtuellen Produktionslinien bzw. Fertigungszellen vermittelt werden
können.
5. Diese Lerninhalte können Sie mit CIROS® Production vermitteln
5.1
Lerninhalte und Lernziele
Lerninhalte
Hauptlernziele
5. Diese Lerninhalte können Sie mit CIROS® Production vermitteln
© Festo Didactic GmbH & Co. KG • 572764 65
Aus den Hauptlernzielen leiten sich folgende Groblernziele ab:
Der Anwender kann Produktionslinien aus vorgefertigten
Automatisierungsstationen in CIROS® Production grafisch erstellen.
Der Anwender versteht den grundsätzlichen Aufbau einer
Produktionslinie aus verschiedenen Automatisierungsstationen.
Wichtige Automatisierungsstationen sind Bearbeitungsstationen,
Prüfstationen und Transportsysteme.
Der Anwender versteht das Kommunikations- und Steuerungsprinzip
einer Produktionslinie in CIROS® Production.
Der Anwender versteht die Struktur eines Projektes für eine
Produktionslinie in CIROS® Production.
Der Anwender kann die Fertigungssteuerung zu einer
Produktionslinie erzeugen und modifizieren. Er kann zum Beispiel
für eine Produktionslinie einen eigenen Fertigungsablauf
programmieren.
Der Anwender kann die Fertigung einer Produktionslinie simulieren
und einfache Bedienfunktionen selbst erstellen.
Der Anwender kann die Fertigung einer Produktionslinie durch
individuelle Auftragstabellen steuern.
Der Anwender kennt Produktionsdatenbanken als wesentlichen
Bestandteil der computergestützten Fertigung.
Der Anwender kann den Inhalt der Produktionsdatenbank verändern
und zum Beispiel neue Teile anlegen.
Zielgruppe für CIROS® Production sind alle diejenigen, zu deren
beruflichem Tätigkeitsfeld Planung und Steuerung von
Produktionslinien gehören oder die Grundkenntnisse zu diesen Themen
besitzen sollen.
Hierzu gehören
Fachqualifizierungen im Bereich computergestützte Fertigung
Ausbildung an Fachhochschulen und Universitäten
Fachbereich: Anlagenplanung
Kunden von iCIM-Anlagen des Solution Centers von Festo Didactic
Groblernziele
5.2
Zielgruppe
5. Diese Lerninhalte können Sie mit CIROS® Production vermitteln
66 © Festo Didactic GmbH & Co. KG • 572764 66
Für das Arbeiten und Lernen mit CIROS® Production sind folgende
Kenntnisse erforderlich:
Grundkenntnisse in Steuerungstechnik: Gliederung einer
automatisierungstechnischen Anlage, Materialfluss,
Informationsfluss und Energiefluss einer
automatisierungstechnischen Anlage,
Grundkenntnisse zur Informationsstruktur von
automatisierungstechnischen Anlagen: Vernetzung zwischen
Teilsystemen, Hierarchien in vernetzten Systemen
Grundkenntnisse zu Fertigungs- und Produktionsprozessen
Grundkenntnisse in SPS-Programmierung
Grundkenntnisse in Roboterprogrammierung
Grundkenntnisse in CNC-Programmierung
Grundkenntnisse in Hochsprachenprogrammierung
CIROS® Production ist ein motivierendes, multimediales Lernmittel zum
Thema computergestützte Fertigung.
CIROS® Production bietet einen einfachen Einstieg in das Thema
computergestützte Fertigung. In einem ersten Schritt wählt der
Anwender ein Produkt aus einer Palette von möglichen Produkten aus.
Er erstellt die Produktionslinie zu diesem Produkt aus vorgefertigten
Automatisierungsstationen. Sobald die Fertigungssteuerung der
Produktionslinie automatisch erzeugt wurde, kann der Anwender die
Fertigung der Produktionslinie simulieren. Abhängig von den
Anforderungen und vom Vorwissen der Anwender können
unterschiedliche Inhalte behandelt und vertieft werden. Dazu gehören:
Unterschiedlich komplexe Produktionslinien,
Struktur und Funktionsweise einer flexiblen Fertigungssteuerung,
Programmierung einer Fertigungssteuerung,
Produktionsdatenbanken und Produktionsplanungssysteme.
5.3
Vorkenntnisse
5.4
Das Lernkonzept von
CIROS® Production
5. Diese Lerninhalte können Sie mit CIROS® Production vermitteln
© Festo Didactic GmbH & Co. KG • 572764 67
Die simulierten Planungs- und Fertigungsprozesse besitzen eine eigene
didaktische Qualität:
Die Produktionslinien sind praxisnah und so gegenständlich wie
möglich.
Die Experimentiermöglichkeit mit der simulierten
computergestützten Fertigung stellt eine affektive Nähe zur realen
computergestützten Fertigung, dem eigentlichen Lerngegenstand,
her. Wissen wird erprobt und gefestigt.
Die realitätsnahe Erfahrung mit den simulierten Prozessen bewirkt
eine neue Qualität des Wissens: aus theoretischem Wissen wird
anwendungs- und praxiserprobtes Können.
CIROS® Production unterstützt das selbstgesteuerte, entdeckende
Lernen:
Die simulierte Fertigung der Produktionslinie verhält sich wie die
reale Fertigung der Produktionslinie. Damit wird für den Anwender
sofort sichtbar, ob er die Produktionslinie korrekt konfiguriert und
programmiert hat. Auch die Wirkung von Fehlbedienungen ist
sichtbar, ohne dass Schaden an der Produktionslinie entsteht. So
kann der Anwender selbständig Rückschlüsse ziehen und
auswerten.
Der Anwender kann nach Bedarf technische Unterlagen und
Dokumentation zu den einzelnen Automatisierungsstationen
beschaffen. Auch Fachinhalte wie beispielsweise
Programmierverfahren von Fertigungssteuerungen oder
Produktionsplanungssysteme können recherchiert werden.
Der Anwender kann seine Kenntnisse und Fähigkeiten an einer
Vielzahl von möglichen Produktionslinien trainieren.
5. Diese Lerninhalte können Sie mit CIROS® Production vermitteln
68 © Festo Didactic GmbH & Co. KG • 572764 68
Welche Vorteile ergeben sich durch CIROS® Production für den
Unterricht?
CIROS® Production ist ein PC-gestütztes Lernmittel und stellt damit
eine andere Lernmethode dar. Der Unterricht kann
abwechslungsreich und motivierend gestaltet werden.
An einer praxisnahen Fertigungssimulation lassen sich Kenntnisse
und Fertigkeiten, die an realen Fertigungszellen bzw.
Produktionslinien erworben wurden, vertiefen und festigen.
An virtuellen Produktionslinien lässt sich die Programmierung einer
Fertigungssteuerung, ohne Schaden zu erzeugen, trainieren.
An simulierten Prozessen lassen sich Zustände aufzeigen und
ausprobieren, die an realen Produktionslinien zu gefährlich wären.
Auch ohne reale Produktionslinie ist ein effizientes, praxisnahes und
handlungsorientiertes Lernen möglich.
Eine Produktionslinie, die nur einmal real vorhanden ist, steht als
simulierte Anlage mehrfach zur Verfügung. Damit erhöht sich die
Verfügbarkeit der Anlage für den Unterricht.
Alle in CIROS® Production simulierten Produktionslinien sind auch
als reale Anlagen verfügbar. Dadurch ergeben sich ideale
Ergänzungen und Kombinationen für den Unterricht.
Simulationen sind ein zeitgemäßes Tool im Umgang mit
automatisierungstechnischen Anlagen und computergestützter
Fertigung.
5. Diese Lerninhalte können Sie mit CIROS® Production vermitteln
© Festo Didactic GmbH & Co. KG • 572764 69
CIROS® Production lässt sich auf vielfältige Weise in Aus- und
Weiterbildung einsetzen.
Einige Beispiele:
CIROS® Production als Einstieg, zur Motivation, zur Vorbereitung
und als Wissensdatenbank für reale iCIM-Anlagen:
Der Anwender besitzt eine reale iCIM-Anlage, die er verstehen und
betreiben will.
Mit CIROS® Production hat der Anwender die Möglichkeit, seine
reale iCIM-Anlage als virtuelle Produktionslinie zu erstellen. Anhand
dieser virtuellen Produktionslinie macht er sich vertraut mit den
Automatisierungskomponenten und Stationen seiner Anlage.
Informationen findet er in der Online-Hilfe und in einem Online-
Assistenten. Da die Steuerung der Produktionslinie automatisch
erstellt werden kann, benötigt er in dieser Phase keine Kenntnisse in
der Programmierung von Fertigungssteuerungen. Er kann die
Fertigung der Produktionslinie sofort simulieren und das Verhalten
der Produktionslinie beobachten. Abhängig von seiner zukünftigen
Aufgabestellung kann er mit CIROS® Production die
Produktionsplanung oder auch das Programmieren einer
Fertigungssteuerung vertiefen.
CIROS® Production als Einstieg, zur Motivation und zur Vorbereitung
des Themas computergestützte Fertigung:
CIROS® Production kann unabhängig von realen Anlagen eingesetzt
werden. Auf der Basis einer Bibliothek mit
Automatisierungsstationen plant und erstellt der Anwender einfache
Produktionslinien. Zu den typischen Automatisierungsstationen
gehören Lagerverwaltung, Roboter, CNC-Maschinen und
Transportsysteme. Informationen zu den Komponenten findet der
Anwender in der Online-Hilfe und in einem Online-Assistenten. Da
die Steuerung der Produktionslinie automatisch erstellt werden
kann, benötigt der Anwender keine Kenntnisse in der
Programmierung von Fertigungssteuerungen einer Produktionslinie.
Er kann die Produktionslinie sofort simulieren und das Verhalten der
Produktionslinie beobachten. Abhängig von seiner zukünftigen
Aufgabestellung kann er mit CIROS® Production die
Produktionsplanung oder auch das Programmieren einer
Fertigungssteuerung vertiefen.
5.5
Lernszenarien für
CIROS® Production
5. Diese Lerninhalte können Sie mit CIROS® Production vermitteln
70 © Festo Didactic GmbH & Co. KG • 572764 70
CIROS® Production als Einstieg und als Werkzeug zur
Programmierung einer Fertigungssteuerung:
CIROS® Production kann unabhängig von realen Anlagen eingesetzt
werden. Auf der Basis einer Bibliothek mit
Automatisierungsstationen plant und erstellt der Anwender einfache
virtuelle Produktionslinien. Besitzt der Anwender Vorkenntnisse in
der Programmierung einer Fertigungszelle bzw. Produktionslinie, so
kann er den Ablauf der Anlage selbst programmieren. Die
Programmierung geschieht in Form von Prozessplänen. Die
Prozesspläne können frei oder auch mit Unterstützung von
CIROS® Production erstellt werden. Sobald die Steuerung der
Produktionslinie vorliegt, kann der Anwender den Fertigungsprozess
der Produktionslinie simulieren. Durch die Simulation der
Produktionslinie erhält er sofort visuell die Rückmeldung, ob die
Fertigungssteuerung korrekt programmiert wurde.
CIROS® Production als Einstieg in Produktionsplanungssysteme:
CIROS® Production unterstützt einfache Funktionen eines
Produktionsplanungssystems. Dazu gehören: Das Anlegen eines
neuen Produktes mit zugehöriger Stückliste sowie die Zuordnung
von Maschinen für die Herstellung dieses Produktes.
Die Produktinformation wird in einer Produktionsdatenbank
hinterlegt, damit das Produkt automatisch gefertigt werden kann.
Erstellt nun der Anwender die Produktionslinie zum gewünschten
Produkt, so kann er die Fertigung dieses Produktes nach seinen
Vorgaben simulieren und auswerten.
CIROS® Production als virtuelle Produktionslinie mit den
Möglichkeiten einer Prozessvisualisierung:
CIROS® Production erzeugt zu jeder Produktionslinie automatisch
eine Visualisierung. Die Visualisierung besteht aus einer grafischen
Darstellung der Produktionslinie sowie einigen zentralen
Bedienfunktionen. Diese Visualisierung kann mit den Möglichkeiten
von CIROS® Production verändert werden. Der Anwender lernt so
den Umgang mit Visualisierungssystemen. Über eine Schnittstelle -
die DDE-Schnittstelle - kann die Simulation der Fertigung aber auch
mit branchentypischen Visualisierungssystemen gekoppelt werden.
In diesem Fall erstellt der Anwender die Visualisierung zur
Produktionslinie im „externen“ Visualisierungssystem.
© Festo Didactic GmbH & Co. KG • 572764 71
CIROS® Production bietet Ihnen einen einfachen Einstieg in die
computergestützte Fertigung. Anhand von virtuellen Produktionslinien,
die Sie selbst erstellen, lernen Sie die Arbeitschritte von der Planung bis
zur Fertigung kennen. Das Verhalten der Fertigung können Sie
hervorragend in der Fertigungssimulation verfolgen und analysieren.
Die systematische Vorgehensweise, die Sie dazu anwenden und die
Kenntnisse, die Sie sich aneignen, können Sie auf jede beliebige,
selbstverständlich auch reale Produktionslinie übertragen.
Diese Lernziele können Sie durch den Einsatz von CIROS® Production
vermitteln:
Produktionslinien für vorgegebene Produkte aus vorgefertigten
Automatisierungsstationen planen, erstellen und die Fertigung der
Produktionslinie simulieren.
Den Fertigungsprozess an der virtuellen Produktionslinie verstehen
und auswerten.
Das Produkt und die Bearbeitungstechnik verstehen.
Den grundsätzlichen Aufbau einer Produktionslinie aus
verschiedenen Automatisierungsstationen verstehen. Wichtige
Automatisierungsstationen sind Bearbeitungsstationen,
Prüfstationen und Transportsysteme.
Technischen Unterlagen gezielt zur Planung und Erstellung einer
Produktionslinie einsetzen.
Technische Unterlagen sind: Funktionsbeschreibung der
Automatisierungsstationen, Angaben zu den von der Station
gefertigten Produkten, Informationen zu den Prozessaufgaben der
Station.
Produktionslinien aus vorgefertigten Automatisierungsstationen in
CIROS® Production grafisch erstellen.
Die Struktur eines Projektes für eine Produktionslinie in
CIROS® Production verstehen.
Das Projekt mit der Fertigungssteuerung zu einer Produktionslinie
automatisch erzeugen.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
6.1
Lernziele
Hauptlernziele
Groblernziele
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
72 © Festo Didactic GmbH & Co. KG • 572764 72
Eine Produktionslinie anhand der zugehörigen virtuellen
Produktionslinie kennen lernen.
Die Fertigung einer Produktionslinie simulieren und Rückschlüsse
auf den Fertigungsprozess ziehen.
Den Vorteil eines simulierten (Fertigungs-)Prozesses für den
betrieblichen Ablauf erkennen.
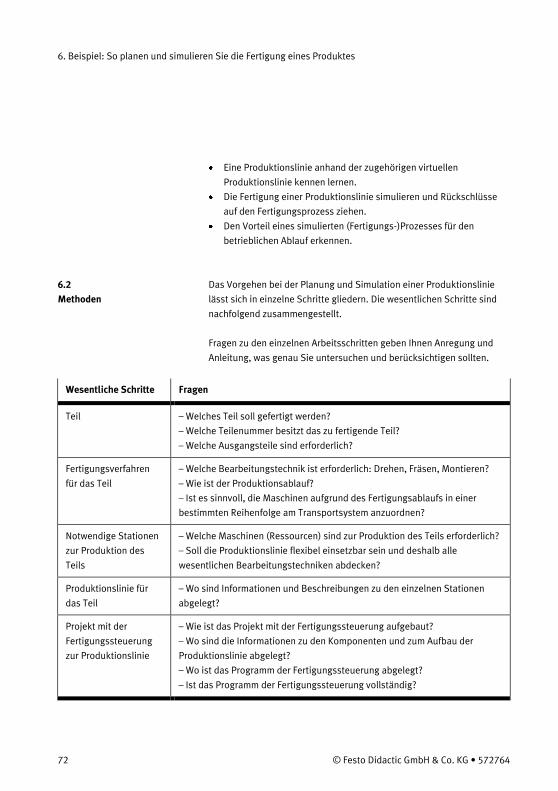
Das Vorgehen bei der Planung und Simulation einer Produktionslinie
lässt sich in einzelne Schritte gliedern. Die wesentlichen Schritte sind
nachfolgend zusammengestellt.
Fragen zu den einzelnen Arbeitsschritten geben Ihnen Anregung und
Anleitung, was genau Sie untersuchen und berücksichtigen sollten.
Wesentliche Schritte Fragen
Teil – Welches Teil soll gefertigt werden?
– Welche Teilenummer besitzt das zu fertigende Teil?
– Welche Ausgangsteile sind erforderlich?
Fertigungsverfahren
für das Teil
– Welche Bearbeitungstechnik ist erforderlich: Drehen, Fräsen, Montieren?
– Wie ist der Produktionsablauf?
– Ist es sinnvoll, die Maschinen aufgrund des Fertigungsablaufs in einer
bestimmten Reihenfolge am Transportsystem anzuordnen?
Notwendige Stationen
zur Produktion des
Teils
– Welche Maschinen (Ressourcen) sind zur Produktion des Teils erforderlich?
– Soll die Produktionslinie flexibel einsetzbar sein und deshalb alle
wesentlichen Bearbeitungstechniken abdecken?
Produktionslinie für
das Teil
– Wo sind Informationen und Beschreibungen zu den einzelnen Stationen
abgelegt?
Projekt mit der
Fertigungssteuerung
zur Produktionslinie
– Wie ist das Projekt mit der Fertigungssteuerung aufgebaut?
– Wo sind die Informationen zu den Komponenten und zum Aufbau der
Produktionslinie abgelegt?
– Wo ist das Programm der Fertigungssteuerung abgelegt?
– Ist das Programm der Fertigungssteuerung vollständig?
6.2
Methoden
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 73
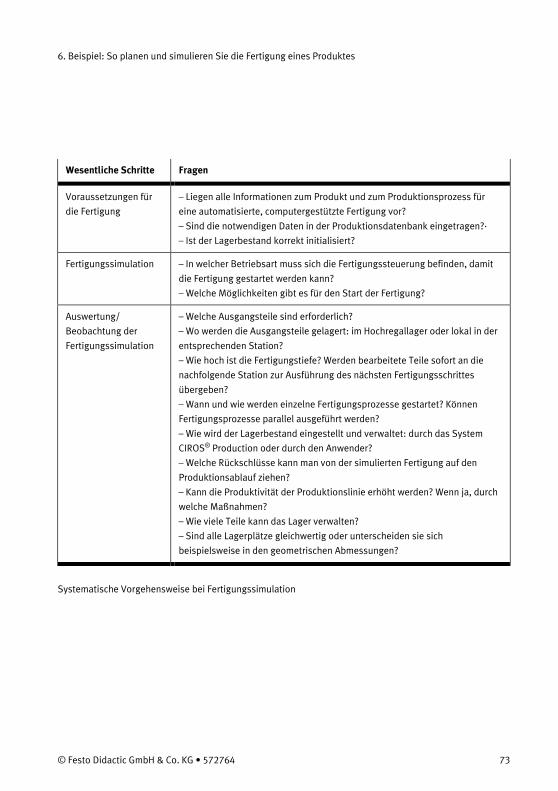
Wesentliche Schritte Fragen
Voraussetzungen für
die Fertigung
– Liegen alle Informationen zum Produkt und zum Produktionsprozess für
eine automatisierte, computergestützte Fertigung vor?
– Sind die notwendigen Daten in der Produktionsdatenbank eingetragen?·
– Ist der Lagerbestand korrekt initialisiert?
Fertigungssimulation – In welcher Betriebsart muss sich die Fertigungssteuerung befinden, damit
die Fertigung gestartet werden kann?
– Welche Möglichkeiten gibt es für den Start der Fertigung?
Auswertung/
Beobachtung der
Fertigungssimulation
– Welche Ausgangsteile sind erforderlich?
– Wo werden die Ausgangsteile gelagert: im Hochregallager oder lokal in der
entsprechenden Station?
– Wie hoch ist die Fertigungstiefe? Werden bearbeitete Teile sofort an die
nachfolgende Station zur Ausführung des nächsten Fertigungsschrittes
übergeben?
– Wann und wie werden einzelne Fertigungsprozesse gestartet? Können
Fertigungsprozesse parallel ausgeführt werden?
– Wie wird der Lagerbestand eingestellt und verwaltet: durch das System
CIROS® Production oder durch den Anwender?
– Welche Rückschlüsse kann man von der simulierten Fertigung auf den
Produktionsablauf ziehen?
– Kann die Produktivität der Produktionslinie erhöht werden? Wenn ja, durch
welche Maßnahmen?
– Wie viele Teile kann das Lager verwalten?
– Sind alle Lagerplätze gleichwertig oder unterscheiden sie sich
beispielsweise in den geometrischen Abmessungen?
Systematische Vorgehensweise bei Fertigungssimulation
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
74 © Festo Didactic GmbH & Co. KG • 572764 74
Erstellen Sie die Produktionslinie zur Fertigung der Basisplatte mit der
Teilenummer 42143. Die Basisplatte besteht aus Aluminium und besitzt
eine kleine Rundung. Gehen Sie systematisch vor, nehmen Sie dazu die
Checkliste zur allgemeinen Vorgehensweise zur Hand. Simulieren Sie
die Fertigung mit einem Probedurchlauf.
Beantworten Sie folgende Fragen:
Welche Bearbeitungsschritte sind zur Fertigung der Basisplatte
erforderlich?
Welche Automatisierungsstationen benötigen Sie zur Fertigung?
Wie lässt sich der Inhalt des Hochregallagers einstellen und
verfolgen?
1. Die Basisplatte mit Teilenummer 42143 besteht aus einem
Aluminium-Rohteil. Die notwendigen Bohrungen und die Rundung
werden in das Rohteil gefräst.
Als Produktionsschritte zur Fertigung der Basisplatte ergeben sich
damit:
– Teil aus Lager holen,
– Teil fräsen,
– Teil wieder einlagern.
2. Um die erforderlichen Produktionsschritte auszuführen, werden
folgende Automatisierungsstationen benötigt:
– Transportband,
– Hochregallager,
– CNC-Fräsmaschine.
6.3
Aufgabe: Die Fertigung
einer Basisplatte planen,
simulieren und auswerten
Aufgabe
Durchführung
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 75
3. Starten Sie Production Simulation, um die Produktionslinie zur
Produktion der Basisplatte zu erstellen. Führen Sie hierzu die
Verknüpfung CIROS® Production Simulation in der
Programmgruppe CIROS® Production im Startmenü von Microsoft
Windows aus.
4. Aktivieren Sie im Menü Datei den Befehl Neue Produktionslinie.
Es öffnet sich das Fenster Neue Produktionslinie anlegen.
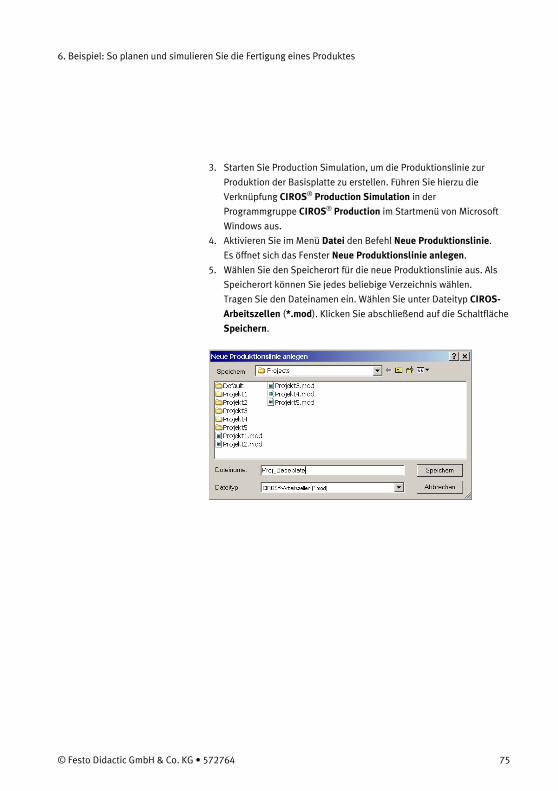
5. Wählen Sie den Speicherort für die neue Produktionslinie aus. Als
Speicherort können Sie jedes beliebige Verzeichnis wählen.
Tragen Sie den Dateinamen ein. Wählen Sie unter Dateityp CIROS-
Arbeitszellen (*.mod). Klicken Sie abschließend auf die Schaltfläche
Speichern.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
76 © Festo Didactic GmbH & Co. KG • 572764 76
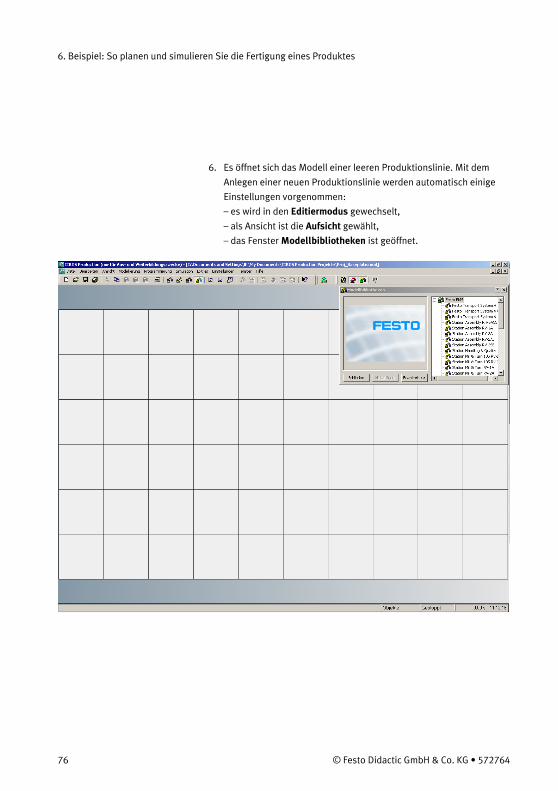
6. Es öffnet sich das Modell einer leeren Produktionslinie. Mit dem
Anlegen einer neuen Produktionslinie werden automatisch einige
Einstellungen vorgenommen:
– es wird in den Editiermodus gewechselt,
– als Ansicht ist die Aufsicht gewählt,
– das Fenster Modellbibliotheken ist geöffnet.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 77
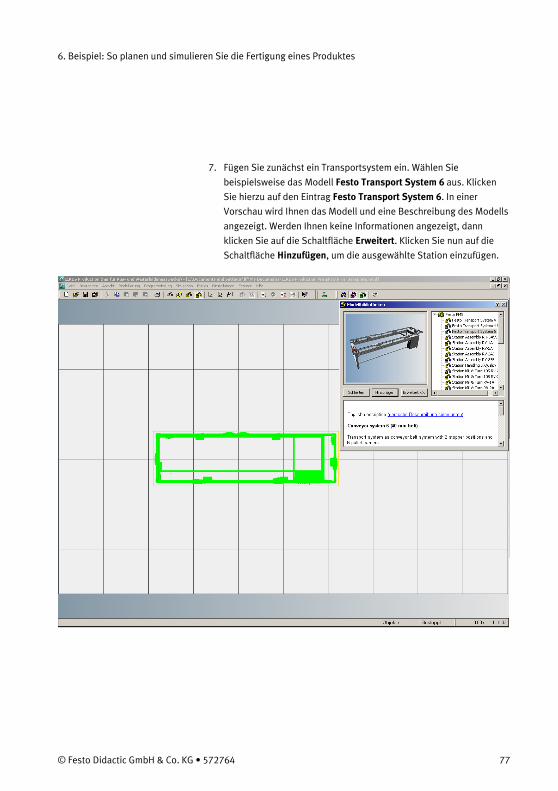
7. Fügen Sie zunächst ein Transportsystem ein. Wählen Sie
beispielsweise das Modell Festo Transport System 6 aus. Klicken
Sie hierzu auf den Eintrag Festo Transport System 6. In einer
Vorschau wird Ihnen das Modell und eine Beschreibung des Modells
angezeigt. Werden Ihnen keine Informationen angezeigt, dann
klicken Sie auf die Schaltfläche Erweitert. Klicken Sie nun auf die
Schaltfläche Hinzufügen, um die ausgewählte Station einzufügen.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
78 © Festo Didactic GmbH & Co. KG • 572764 78
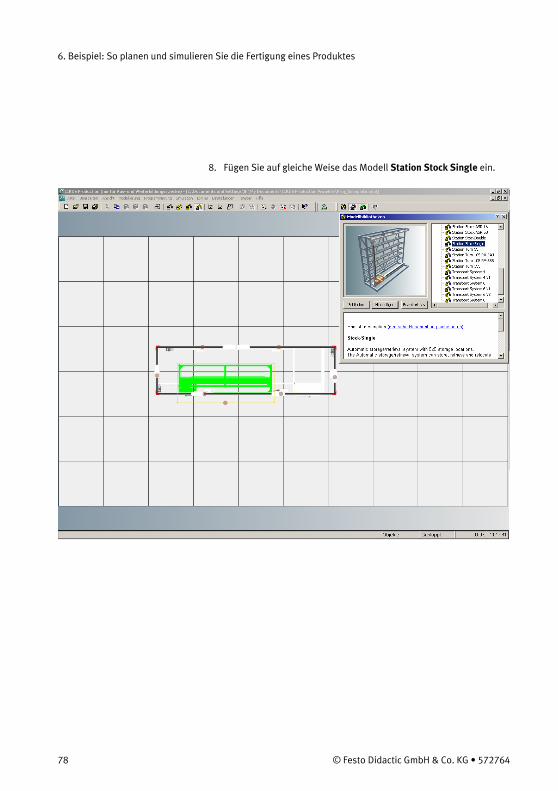
8. Fügen Sie auf gleiche Weise das Modell Station Stock Single ein.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 79
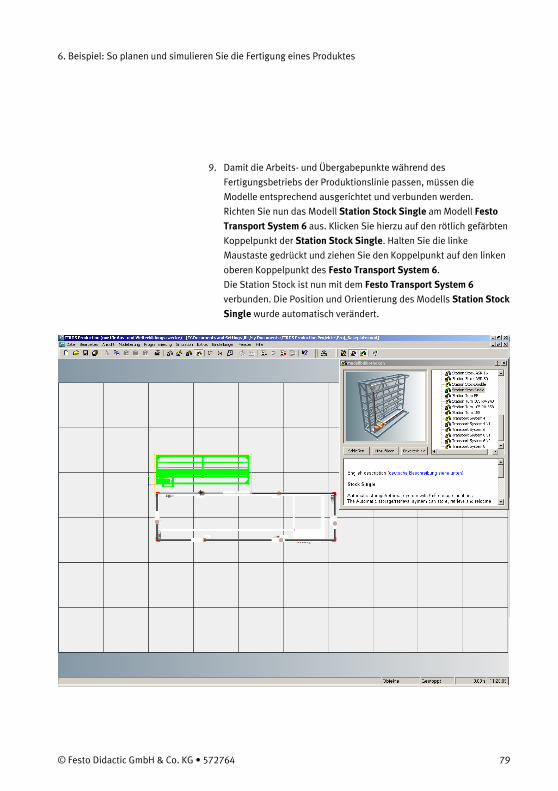
9. Damit die Arbeits- und Übergabepunkte während des
Fertigungsbetriebs der Produktionslinie passen, müssen die
Modelle entsprechend ausgerichtet und verbunden werden.
Richten Sie nun das Modell Station Stock Single am Modell Festo
Transport System 6 aus. Klicken Sie hierzu auf den rötlich gefärbten
Koppelpunkt der Station Stock Single. Halten Sie die linke
Maustaste gedrückt und ziehen Sie den Koppelpunkt auf den linken
oberen Koppelpunkt des Festo Transport System 6.
Die Station Stock ist nun mit dem Festo Transport System 6
verbunden. Die Position und Orientierung des Modells Station Stock
Single wurde automatisch verändert.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
80 © Festo Didactic GmbH & Co. KG • 572764 80
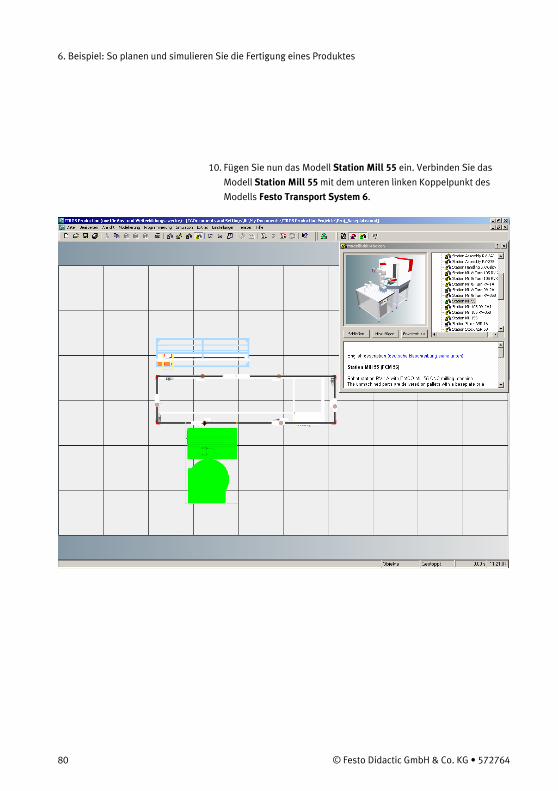
10. Fügen Sie nun das Modell Station Mill 55 ein. Verbinden Sie das
Modell Station Mill 55 mit dem unteren linken Koppelpunkt des
Modells Festo Transport System 6.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 81
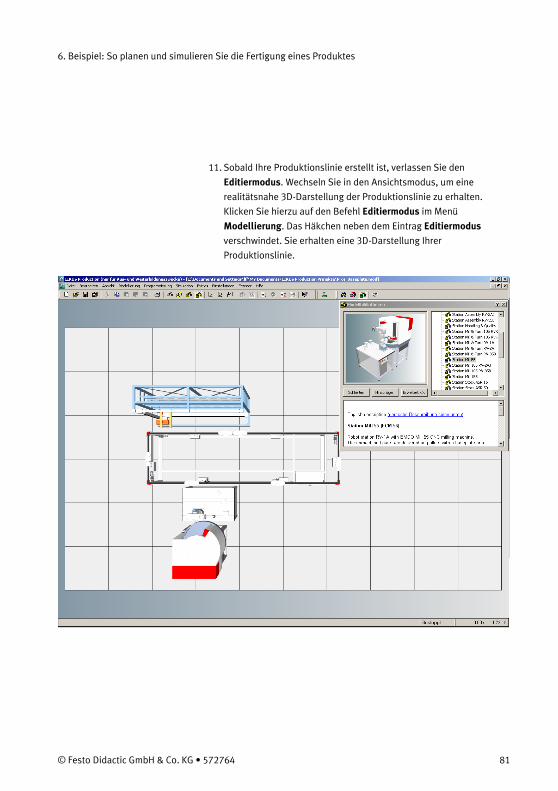
11. Sobald Ihre Produktionslinie erstellt ist, verlassen Sie den
Editiermodus. Wechseln Sie in den Ansichtsmodus, um eine
realitätsnahe 3D-Darstellung der Produktionslinie zu erhalten.
Klicken Sie hierzu auf den Befehl Editiermodus im Menü
Modellierung. Das Häkchen neben dem Eintrag Editiermodus
verschwindet. Sie erhalten eine 3D-Darstellung Ihrer
Produktionslinie.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
82 © Festo Didactic GmbH & Co. KG • 572764 82
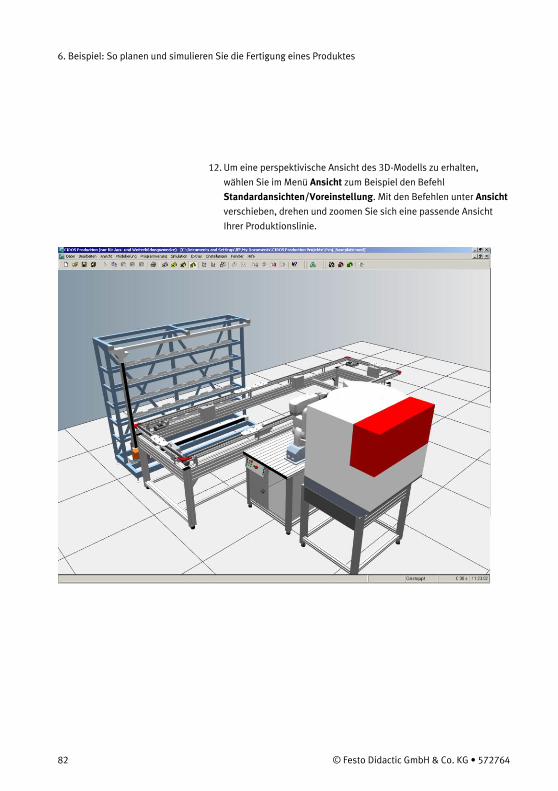
12. Um eine perspektivische Ansicht des 3D-Modells zu erhalten,
wählen Sie im Menü Ansicht zum Beispiel den Befehl
Standardansichten/Voreinstellung. Mit den Befehlen unter Ansicht
verschieben, drehen und zoomen Sie sich eine passende Ansicht
Ihrer Produktionslinie.
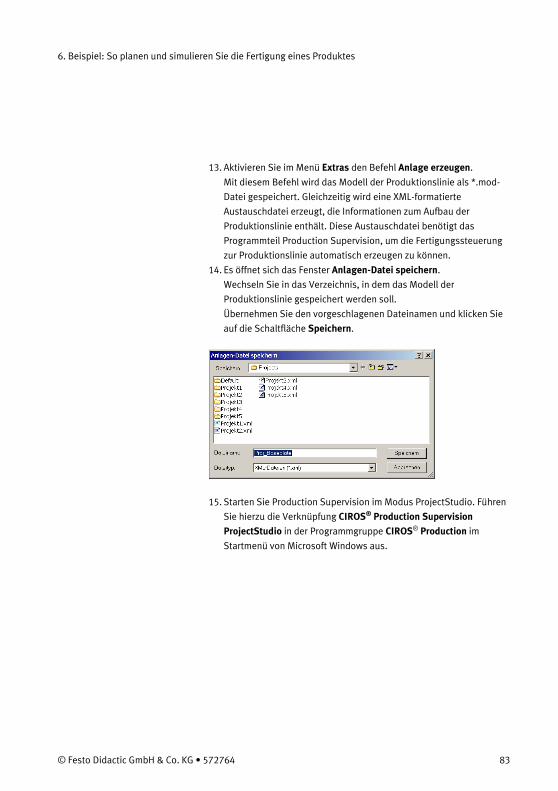
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 83
13. Aktivieren Sie im Menü Extras den Befehl Anlage erzeugen.
Mit diesem Befehl wird das Modell der Produktionslinie als *.mod-
Datei gespeichert. Gleichzeitig wird eine XML-formatierte
Austauschdatei erzeugt, die Informationen zum Aufbau der
Produktionslinie enthält. Diese Austauschdatei benötigt das
Programmteil Production Supervision, um die Fertigungssteuerung
zur Produktionslinie automatisch erzeugen zu können.
14. Es öffnet sich das Fenster Anlagen-Datei speichern.
Wechseln Sie in das Verzeichnis, in dem das Modell der
Produktionslinie gespeichert werden soll.
Übernehmen Sie den vorgeschlagenen Dateinamen und klicken Sie
auf die Schaltfläche Speichern.
15. Starten Sie Production Supervision im Modus ProjectStudio. Führen
Sie hierzu die Verknüpfung CIROS® Production Supervision
ProjectStudio in der Programmgruppe CIROS® Production im
Startmenü von Microsoft Windows aus.
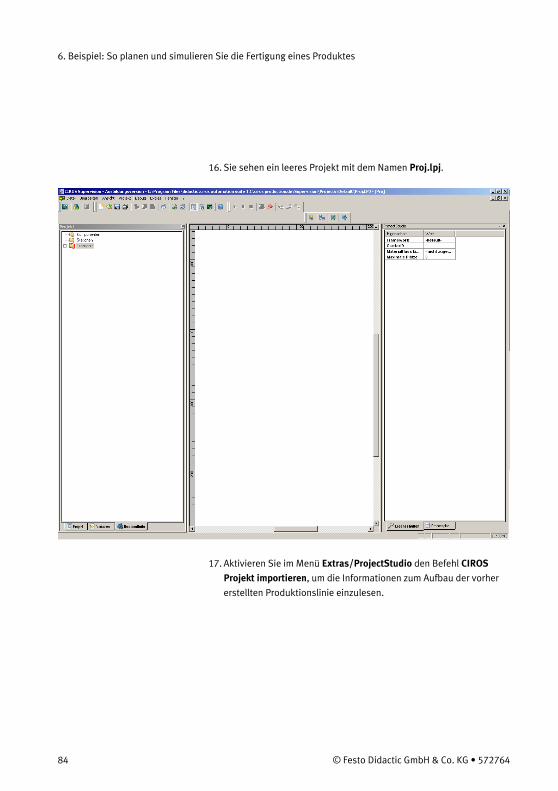
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
84 © Festo Didactic GmbH & Co. KG • 572764 84
16. Sie sehen ein leeres Projekt mit dem Namen Proj.lpj.
17. Aktivieren Sie im Menü Extras/ProjectStudio den Befehl CIROS
Projekt importieren, um die Informationen zum Aufbau der vorher
erstellten Produktionslinie einzulesen.
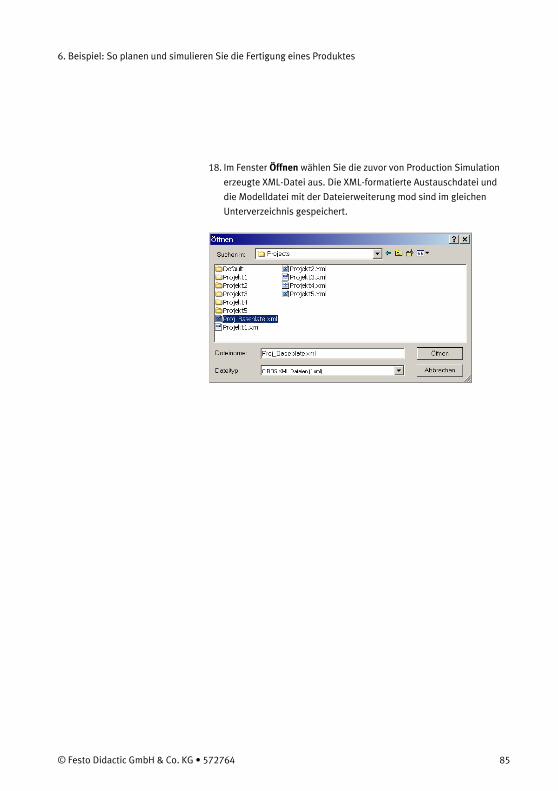
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 85
18. Im Fenster Öffnen wählen Sie die zuvor von Production Simulation
erzeugte XML-Datei aus. Die XML-formatierte Austauschdatei und
die Modelldatei mit der Dateierweiterung mod sind im gleichen
Unterverzeichnis gespeichert.
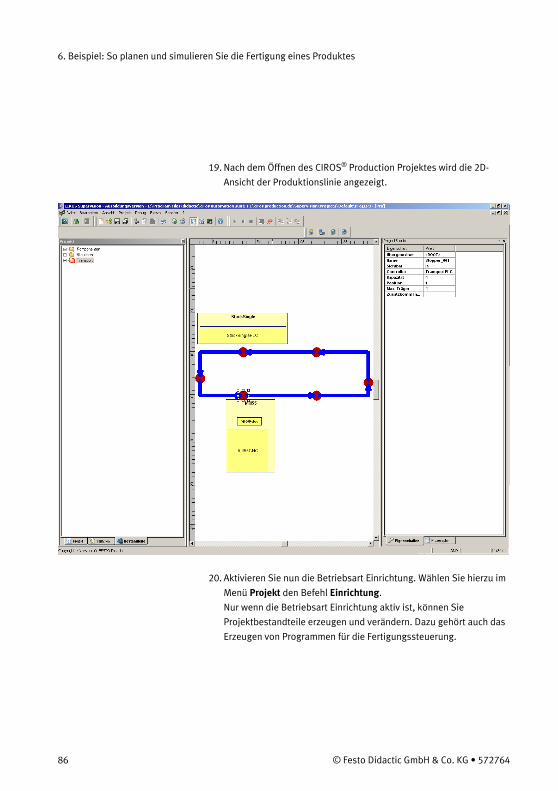
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
86 © Festo Didactic GmbH & Co. KG • 572764 86
19. Nach dem Öffnen des CIROS® Production Projektes wird die 2D-
Ansicht der Produktionslinie angezeigt.
20. Aktivieren Sie nun die Betriebsart Einrichtung. Wählen Sie hierzu im
Menü Projekt den Befehl Einrichtung.
Nur wenn die Betriebsart Einrichtung aktiv ist, können Sie
Projektbestandteile erzeugen und verändern. Dazu gehört auch das
Erzeugen von Programmen für die Fertigungssteuerung.
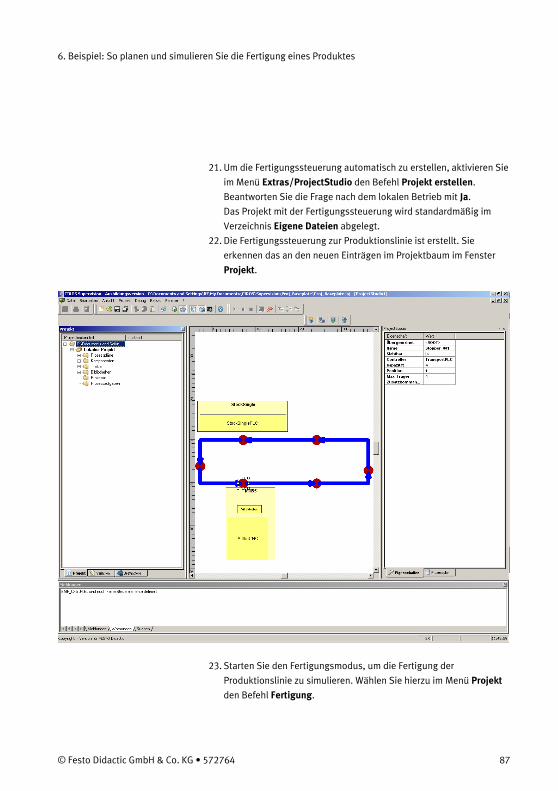
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 87
21. Um die Fertigungssteuerung automatisch zu erstellen, aktivieren Sie
im Menü Extras/ProjectStudio den Befehl Projekt erstellen.
Beantworten Sie die Frage nach dem lokalen Betrieb mit Ja.
Das Projekt mit der Fertigungssteuerung wird standardmäßig im
Verzeichnis Eigene Dateien abgelegt.
22. Die Fertigungssteuerung zur Produktionslinie ist erstellt. Sie
erkennen das an den neuen Einträgen im Projektbaum im Fenster
Projekt.
23. Starten Sie den Fertigungsmodus, um die Fertigung der
Produktionslinie zu simulieren. Wählen Sie hierzu im Menü Projekt
den Befehl Fertigung.
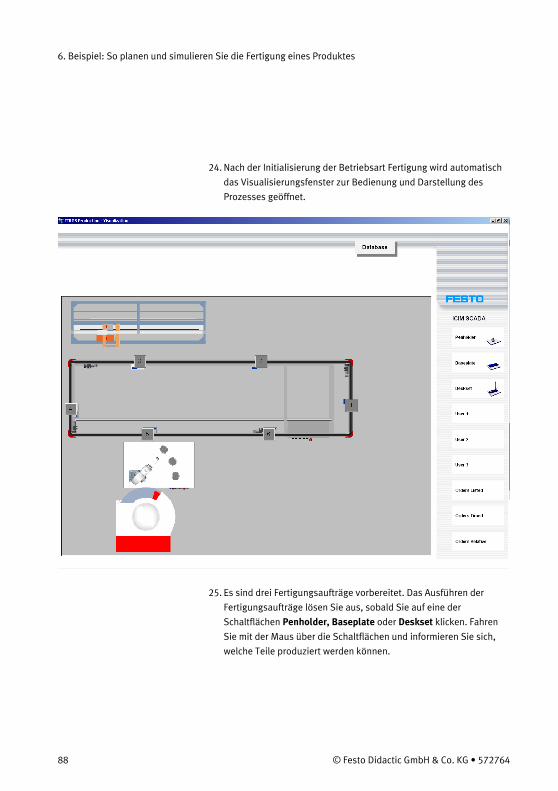
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
88 © Festo Didactic GmbH & Co. KG • 572764 88
24. Nach der Initialisierung der Betriebsart Fertigung wird automatisch
das Visualisierungsfenster zur Bedienung und Darstellung des
Prozesses geöffnet.
25. Es sind drei Fertigungsaufträge vorbereitet. Das Ausführen der
Fertigungsaufträge lösen Sie aus, sobald Sie auf eine der
Schaltflächen Penholder, Baseplate oder Deskset klicken. Fahren
Sie mit der Maus über die Schaltflächen und informieren Sie sich,
welche Teile produziert werden können.
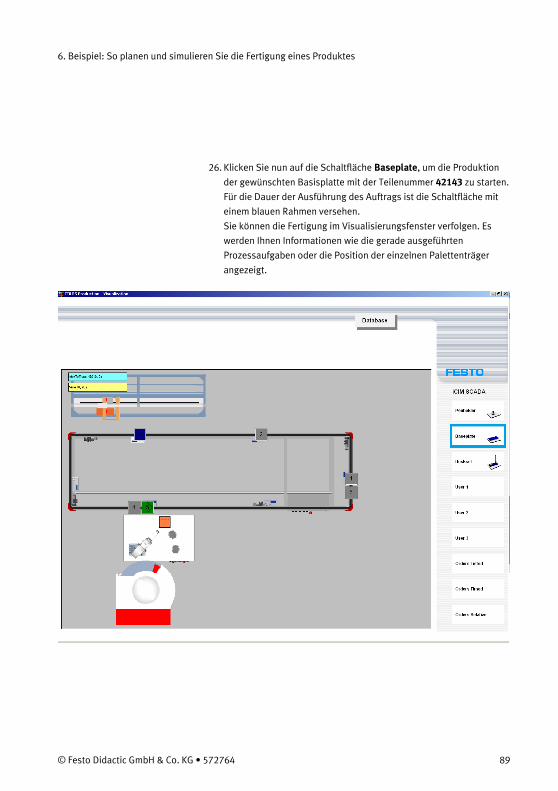
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 89
26. Klicken Sie nun auf die Schaltfläche Baseplate, um die Produktion
der gewünschten Basisplatte mit der Teilenummer 42143 zu starten.
Für die Dauer der Ausführung des Auftrags ist die Schaltfläche mit
einem blauen Rahmen versehen.
Sie können die Fertigung im Visualisierungsfenster verfolgen. Es
werden Ihnen Informationen wie die gerade ausgeführten
Prozessaufgaben oder die Position der einzelnen Palettenträger
angezeigt.
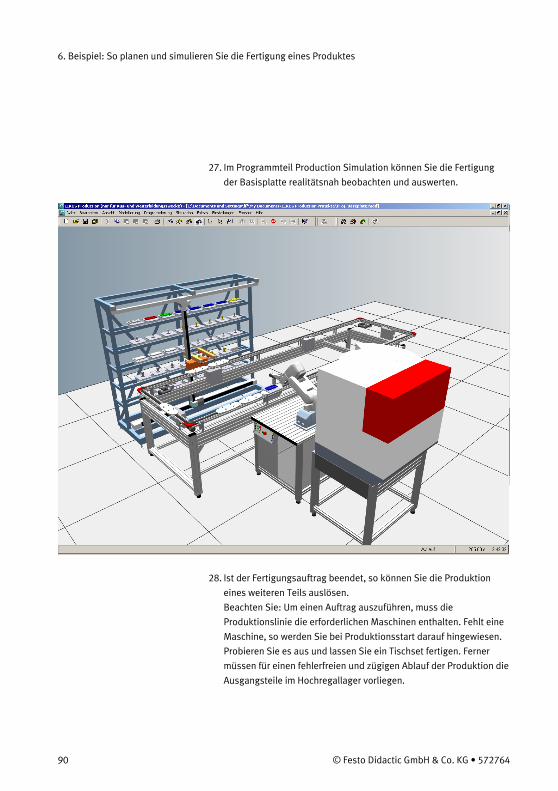
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
90 © Festo Didactic GmbH & Co. KG • 572764 90
27. Im Programmteil Production Simulation können Sie die Fertigung
der Basisplatte realitätsnah beobachten und auswerten.
28. Ist der Fertigungsauftrag beendet, so können Sie die Produktion
eines weiteren Teils auslösen.
Beachten Sie: Um einen Auftrag auszuführen, muss die
Produktionslinie die erforderlichen Maschinen enthalten. Fehlt eine
Maschine, so werden Sie bei Produktionsstart darauf hingewiesen.
Probieren Sie es aus und lassen Sie ein Tischset fertigen. Ferner
müssen für einen fehlerfreien und zügigen Ablauf der Produktion die
Ausgangsteile im Hochregallager vorliegen.
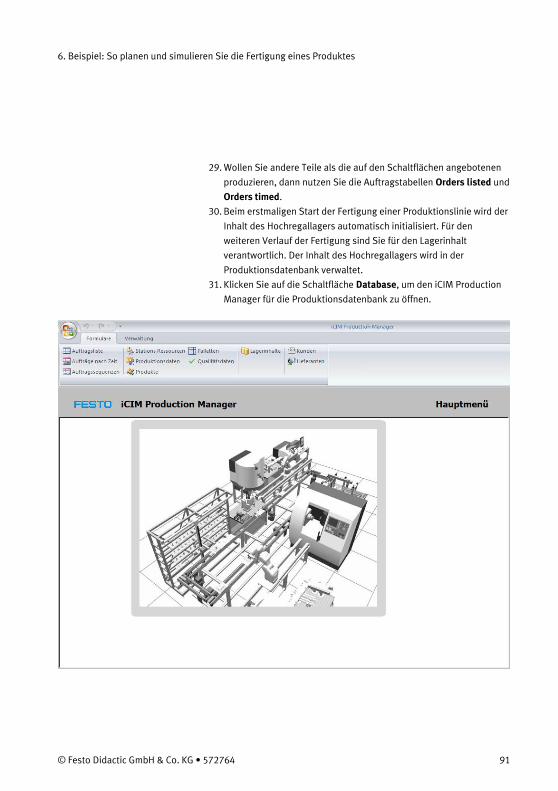
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 91
29. Wollen Sie andere Teile als die auf den Schaltflächen angebotenen
produzieren, dann nutzen Sie die Auftragstabellen Orders listed und
Orders timed.
30. Beim erstmaligen Start der Fertigung einer Produktionslinie wird der
Inhalt des Hochregallagers automatisch initialisiert. Für den
weiteren Verlauf der Fertigung sind Sie für den Lagerinhalt
verantwortlich. Der Inhalt des Hochregallagers wird in der
Produktionsdatenbank verwaltet.
31. Klicken Sie auf die Schaltfläche Database, um den iCIM Production
Manager für die Produktionsdatenbank zu öffnen.
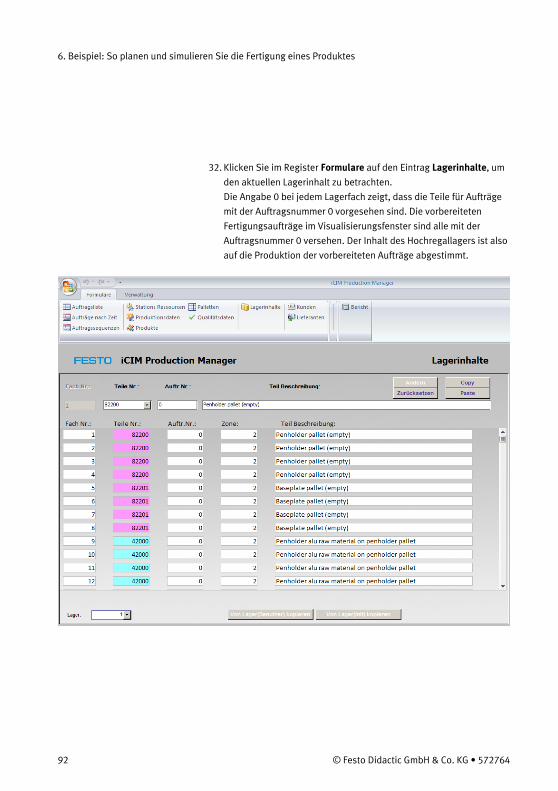
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
92 © Festo Didactic GmbH & Co. KG • 572764 92
32. Klicken Sie im Register Formulare auf den Eintrag Lagerinhalte, um
den aktuellen Lagerinhalt zu betrachten.
Die Angabe 0 bei jedem Lagerfach zeigt, dass die Teile für Aufträge
mit der Auftragsnummer 0 vorgesehen sind. Die vorbereiteten
Fertigungsaufträge im Visualisierungsfenster sind alle mit der
Auftragsnummer 0 versehen. Der Inhalt des Hochregallagers ist also
auf die Produktion der vorbereiteten Aufträge abgestimmt.
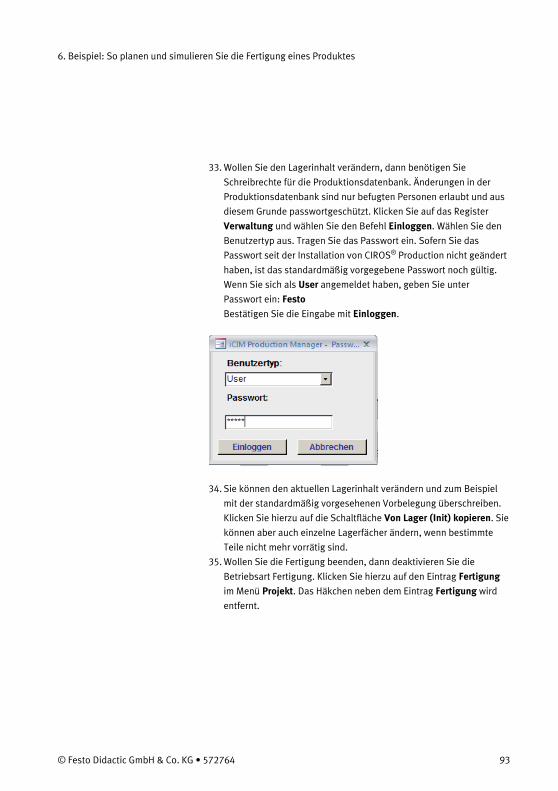
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 93
33. Wollen Sie den Lagerinhalt verändern, dann benötigen Sie
Schreibrechte für die Produktionsdatenbank. Änderungen in der
Produktionsdatenbank sind nur befugten Personen erlaubt und aus
diesem Grunde passwortgeschützt. Klicken Sie auf das Register
Verwaltung und wählen Sie den Befehl Einloggen. Wählen Sie den
Benutzertyp aus. Tragen Sie das Passwort ein. Sofern Sie das
Passwort seit der Installation von CIROS® Production nicht geändert
haben, ist das standardmäßig vorgegebene Passwort noch gültig.
Wenn Sie sich als User angemeldet haben, geben Sie unter
Passwort ein: Festo
Bestätigen Sie die Eingabe mit Einloggen.
34. Sie können den aktuellen Lagerinhalt verändern und zum Beispiel
mit der standardmäßig vorgesehenen Vorbelegung überschreiben.
Klicken Sie hierzu auf die Schaltfläche Von Lager (Init) kopieren. Sie
können aber auch einzelne Lagerfächer ändern, wenn bestimmte
Teile nicht mehr vorrätig sind.
35. Wollen Sie die Fertigung beenden, dann deaktivieren Sie die
Betriebsart Fertigung. Klicken Sie hierzu auf den Eintrag Fertigung
im Menü Projekt. Das Häkchen neben dem Eintrag Fertigung wird
entfernt.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
94 © Festo Didactic GmbH & Co. KG • 572764 94
Erstellen Sie die Produktionslinie zur Fertigung des Tischsets mit der
Teilenummer 52675. Das Tischset besteht aus Aluminium und besitzt
ein Thermometer, ein Hygrometer sowie einen Stifthalter mit Stift.
Abhängig davon, welche Teile im Hochregallager vorrätig sind, wird das
Tischset entweder nur montiert oder es werden die Ausgangsteile
gefertigt und in einem zweiten Schritt das Tischset aus den
Ausgangsteilen montiert. Simulieren Sie die Fertigung mit einem
Probedurchlauf. Analysieren Sie den Fertigungsprozess.
Beantworten Sie folgende Fragen:
Welche Ausgangsteile werden aus dem Hochregallager entnommen?
Welche Teile werden in der Montagestation lokal vorgehalten?
Wie hoch ist die Fertigungstiefe?
Sehen Sie sich die Definition des Produktionsprozesses zum
Tischset mit der Teilenummer 52675 in der Produktionsdatenbank
an. Vergleichen Sie ihn mit Ihren Beobachtungen aus der
Fertigungssimulation.
6.4
Aufgabe: Die Fertigung
eines Tischsets planen,
simulieren und auswerten
Aufgabe
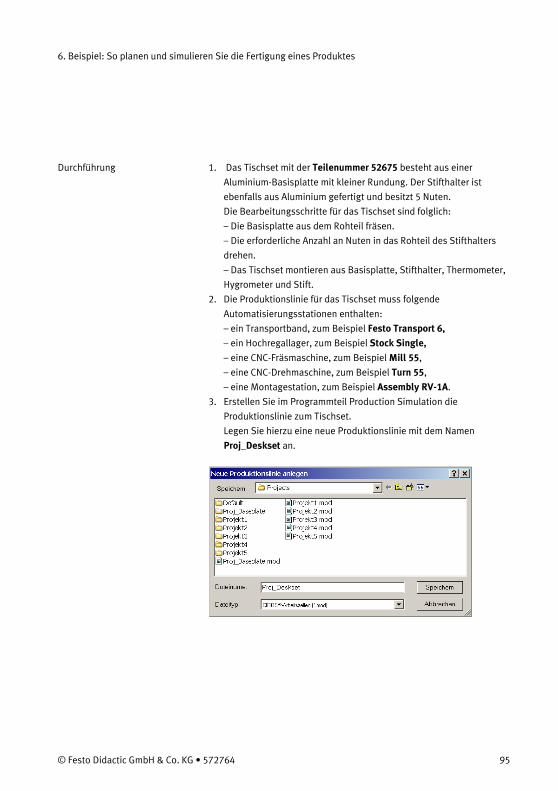
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 95
1. Das Tischset mit der Teilenummer 52675 besteht aus einer
Aluminium-Basisplatte mit kleiner Rundung. Der Stifthalter ist
ebenfalls aus Aluminium gefertigt und besitzt 5 Nuten.
Die Bearbeitungsschritte für das Tischset sind folglich:
– Die Basisplatte aus dem Rohteil fräsen.
– Die erforderliche Anzahl an Nuten in das Rohteil des Stifthalters
drehen.
– Das Tischset montieren aus Basisplatte, Stifthalter, Thermometer,
Hygrometer und Stift.
2. Die Produktionslinie für das Tischset muss folgende
Automatisierungsstationen enthalten:
– ein Transportband, zum Beispiel Festo Transport 6,
– ein Hochregallager, zum Beispiel Stock Single,
– eine CNC-Fräsmaschine, zum Beispiel Mill 55,
– eine CNC-Drehmaschine, zum Beispiel Turn 55,
– eine Montagestation, zum Beispiel Assembly RV-1A.
3. Erstellen Sie im Programmteil Production Simulation die
Produktionslinie zum Tischset.
Legen Sie hierzu eine neue Produktionslinie mit dem Namen
Proj_Deskset an.
Durchführung
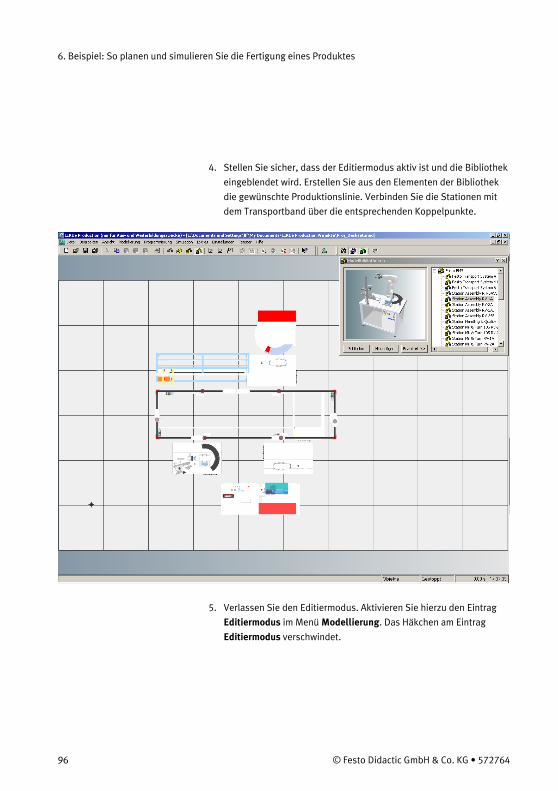
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
96 © Festo Didactic GmbH & Co. KG • 572764 96
4. Stellen Sie sicher, dass der Editiermodus aktiv ist und die Bibliothek
eingeblendet wird. Erstellen Sie aus den Elementen der Bibliothek
die gewünschte Produktionslinie. Verbinden Sie die Stationen mit
dem Transportband über die entsprechenden Koppelpunkte.
5. Verlassen Sie den Editiermodus. Aktivieren Sie hierzu den Eintrag
Editiermodus im Menü Modellierung. Das Häkchen am Eintrag
Editiermodus verschwindet.
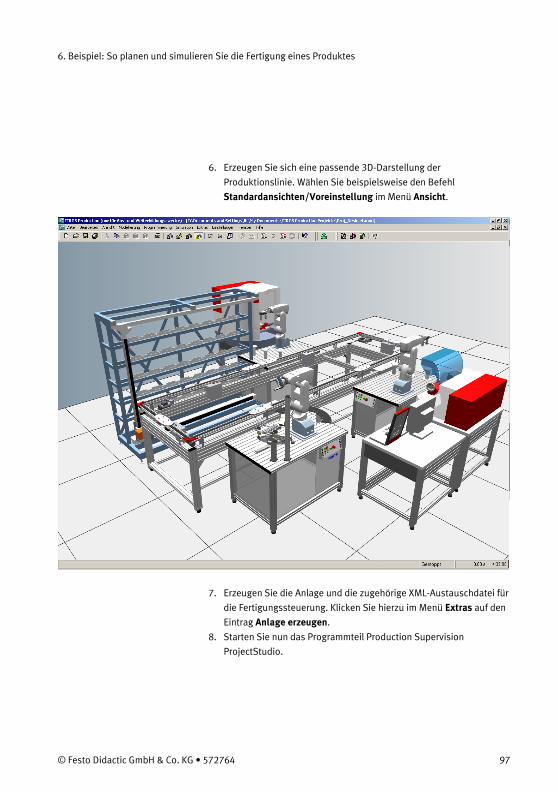
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 97
6. Erzeugen Sie sich eine passende 3D-Darstellung der
Produktionslinie. Wählen Sie beispielsweise den Befehl
Standardansichten/Voreinstellung im Menü Ansicht.
7. Erzeugen Sie die Anlage und die zugehörige XML-Austauschdatei für
die Fertigungssteuerung. Klicken Sie hierzu im Menü Extras auf den
Eintrag Anlage erzeugen.
8. Starten Sie nun das Programmteil Production Supervision
ProjectStudio.
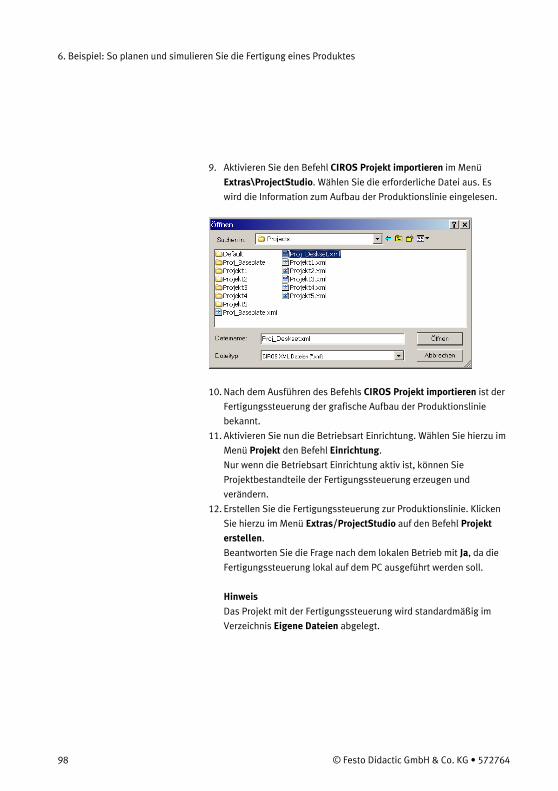
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
98 © Festo Didactic GmbH & Co. KG • 572764 98
9. Aktivieren Sie den Befehl CIROS Projekt importieren im Menü
Extras\ProjectStudio. Wählen Sie die erforderliche Datei aus. Es
wird die Information zum Aufbau der Produktionslinie eingelesen.
10. Nach dem Ausführen des Befehls CIROS Projekt importieren ist der
Fertigungssteuerung der grafische Aufbau der Produktionslinie
bekannt.
11. Aktivieren Sie nun die Betriebsart Einrichtung. Wählen Sie hierzu im
Menü Projekt den Befehl Einrichtung.
Nur wenn die Betriebsart Einrichtung aktiv ist, können Sie
Projektbestandteile der Fertigungssteuerung erzeugen und
verändern.
12. Erstellen Sie die Fertigungssteuerung zur Produktionslinie. Klicken
Sie hierzu im Menü Extras/ProjectStudio auf den Befehl Projekt
erstellen.
Beantworten Sie die Frage nach dem lokalen Betrieb mit Ja, da die
Fertigungssteuerung lokal auf dem PC ausgeführt werden soll.
Hinweis
Das Projekt mit der Fertigungssteuerung wird standardmäßig im
Verzeichnis Eigene Dateien abgelegt.
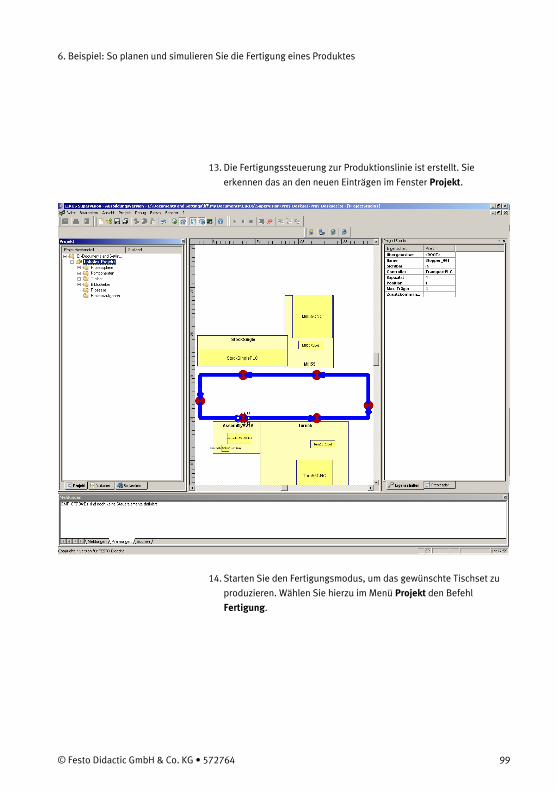
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 99
13. Die Fertigungssteuerung zur Produktionslinie ist erstellt. Sie
erkennen das an den neuen Einträgen im Fenster Projekt.
14. Starten Sie den Fertigungsmodus, um das gewünschte Tischset zu
produzieren. Wählen Sie hierzu im Menü Projekt den Befehl
Fertigung.
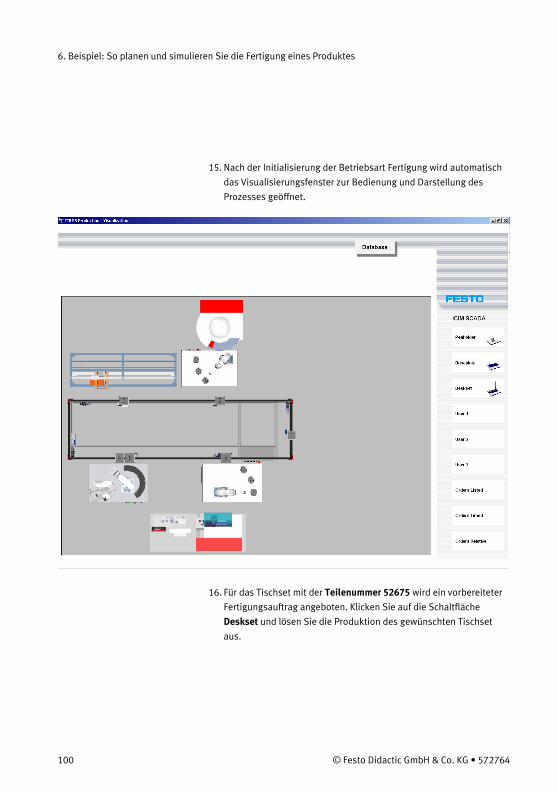
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
100 © Festo Didactic GmbH & Co. KG • 572764 100
15. Nach der Initialisierung der Betriebsart Fertigung wird automatisch
das Visualisierungsfenster zur Bedienung und Darstellung des
Prozesses geöffnet.
16. Für das Tischset mit der Teilenummer 52675 wird ein vorbereiteter
Fertigungsauftrag angeboten. Klicken Sie auf die Schaltfläche
Deskset und lösen Sie die Produktion des gewünschten Tischset
aus.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 101
17. Analysieren Sie den Fertigungsprozess entweder im
Visualisierungsfenster von Production Supervision oder in der 3D-
Darstellung von Production Simulation.
Ergebnis:
– Als erstes Ausgangsteil wird die Basisplatte mit Palette aus dem
Hochregallager entnommen und auf das Transportband gelegt.
– Anschließend wird als zweites Ausgangsteil der Stifthalter mit
Palette aus dem Hochregallager entnommen und auf das
Transportband gelegt.
– Der Roboter der Station Assembly übernimmt die Basisplatte mit
Palette und legt sie auf Pufferplatz 1.
– Der Roboter der Station Assembly übernimmt den Stifthalter mit
Palette und legt ihn auf Pufferplatz 2.
– Der Roboter legt die Basisplatte auf den Montageplatz.
– Die Teile Thermometer, Hygrometer und Stift sind lokal in der
Station Assembly vorrätig.
– Der Roboter bestückt die erste Bohrung mit einem Thermometer-
– Der Roboter bestückt die zweite Bohrung mit einem Hygrometer.
– Der Roboter bestückt die dritte Bohrung mit dem Stifthalter.
– Der Roboter bestückt den Stifthalter mit einem Stift.
– Der Roboter legt das Tischset auf die leere Palette auf Pufferplatz
1 zurück.
– Der Roboter legt die Palette mit dem montierten Tischset auf das
Transportband.
– Der Roboter legt die leere Palette des Stifthalters auf das
Transportband.
– Das Tischset wird eingelagert.
– Die leere Palette des Stifthalters wird eingelagert.
18. Lassen Sie das Produkt Tischset so oft fertigen, bis die
Ausgangsteile nicht mehr im Lager vorrätig sind. Beobachten Sie
dann den Fertigungsprozess.
Ergebnis:
– Auf Nachfrage wird das fehlende Teil produziert und ins Lager
gelegt.
– In einem nächsten Schritt wird das neu gefertigte Ausgangsteil der
Montagestation Assembly zugeführt.
Diese Art der Fertigung wird auch als einstufige Fertigung
bezeichnet.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
102 © Festo Didactic GmbH & Co. KG • 572764 102
19. Sehen Sie sich nun die Beschreibung des Produktionsprozesses in
der Produktionsdatenbank an. Klicken Sie hierzu aus die
Schaltfläche Database, um den iCIM Production Manager zu öffnen.
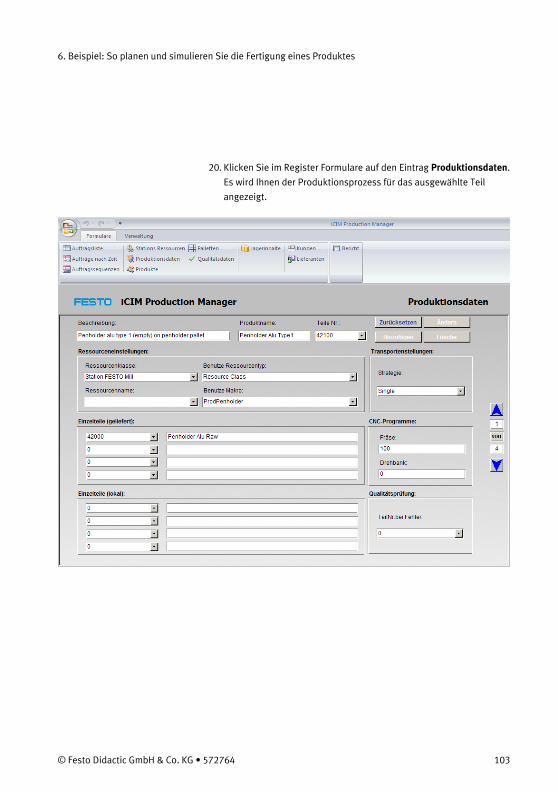
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 103
20. Klicken Sie im Register Formulare auf den Eintrag Produktionsdaten.
Es wird Ihnen der Produktionsprozess für das ausgewählte Teil
angezeigt.
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
104 © Festo Didactic GmbH & Co. KG • 572764 104
21. Wählen Sie in der Liste der Teilenummern die Teilenummer 52675
aus. Sie sehen den zugehörigen Produktionsprozess.
– Das Tischset wird gefertigt von der Stationsklasse Station Festo
Assembly.
– Als Maschine soll eine beliebige Maschine der Klasse genutzt
werden. Deshalb ist bei Ressourcentyp der Eintrag Resource Class
ausgewählt.
– Das Tischset wird durch die Makroprozessaufgabe AsmDeskSet
produziert.
– Als Transportstrategie ist „ParallelTwo“ eingetragen. Das
bedeutet: Zwei Ausgangsteile werden aus dem Hochregallager
angeliefert.
– Ausgangsteil 1 aus dem Lager: Basisplatte auf Palette mit
Teilenummer 42143.
– Ausgangsteil 2 aus dem Lager: Stifthalter auf Palette mit
Teilenummer 42104.
– Lokal gelagertes Ausgangsteil 1: Thermometer mit Teilenummer
30000.
– Lokal gelagertes Ausgangsteil 2: Hygrometer mit Teilenummer
30001.
– Lokal gelagertes Ausgangsteil 3: Stift mit Teilenummer 30100.
– Es werden keine CNC-Programme benötigt.
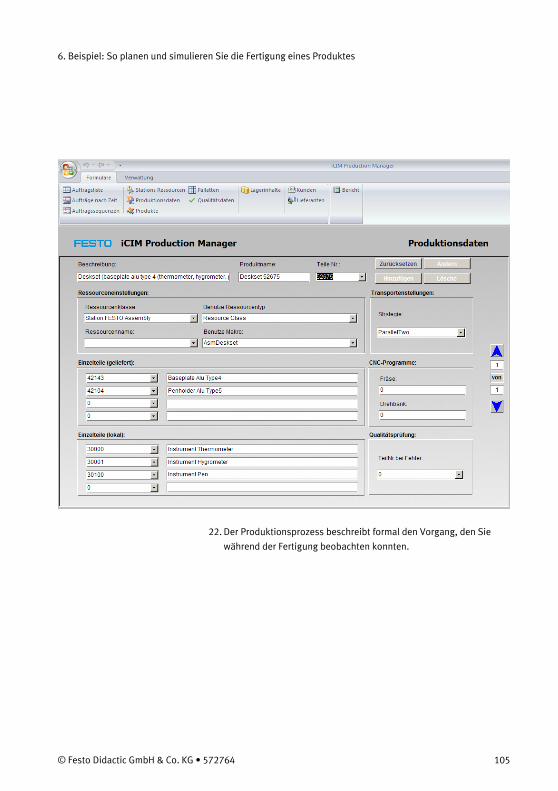
6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
© Festo Didactic GmbH & Co. KG • 572764 105
22. Der Produktionsprozess beschreibt formal den Vorgang, den Sie
während der Fertigung beobachten konnten.

6. Beispiel: So planen und simulieren Sie die Fertigung eines Produktes
106 © Festo Didactic GmbH & Co. KG • 572764 106
















![KULMBACH - Rauch Möbelwerke [PRODUCTION]](https://img.pdfslide.org/doc/110x75/6157d482ce5a9d02d46f8ff6/kulmbach-rauch-mbelwerke-production.jpg)