Embed Size (px)
Citation preview
Stahl-Informations-Zentrum
Charakteristische Merkmale 092
Elektrolytisch verzinktes Band und Blech
Stahl-Zentrum
Stahl-Informations-Zentrum Postfach 10 48 4240039 DüsseldorfE-Mail: [email protected]: www.stahl-info.de
1
Inhalt Seite
1 Einführung ............................... 3
2 Herstellungsverfahren ............. 4
3 Liefermöglichkeiten ................ 63.1 Lieferformen und
Abmessungen .......................... 63.1.1 Elektrolytisch verzinktes
Band (Rolle) ............................. 63.1.2 Elektrolytisch verzinktes
Blech (Tafel) ............................ 63.1.3 Spaltband aus elektrolytisch
verzinktem Band ...................... 63.1.4 Stäbe aus elektrolytisch
verzinktem Band und Blech .... 63.2 Stahlsorten ............................... 63.2.1 Elektrolytisch verzinktes
Band und Blech aus weichen Stählen zum Kaltumformen .... 6
3.2.2 Elektrolytisch verzinktes Band und Blech aus Stählen mit hoher Streckgrenze zum Kaltumformen ................. 7
3.2.3 Elektrolytisch verzinktes Band und Blech aus Mehrphasen- stählen zum Kaltumformen ..... 9
4 Überzüge ................................. 164.1 Lieferbare Auflagen ................. 174.2 Prüfung der Auflagen .............. 174.3 Prüfung der Zinkhaftung ......... 18
5 Oberflächenbeschaffenheit ..... 185.1 Oberflächenart ........................ 185.1.1 Oberflächenart A
(alte Bezeichnung O3) ............ 185.1.2 Oberflächenart B
(alte Bezeichnung O5) ............ 185.1.3 Oberfläche bei einseitiger
Auflage .................................... 185.2 Oberflächenbehandlung ......... 195.2.1 Geölt (O) ................................. 19
5.2.2 Phosphatiert (P) ...................... 195.2.3 Phosphatiert und
chemisch behandelt (PC) ....... 205.2.4 Chemisch passiviert (C) .......... 205.2.5 Phosphatiert, chemisch
behandelt und geölt (PCO) ..... 205.2.6 Chemisch passiviert und
geölt (CO) ............................... 205.2.7 Phosphatiert und geölt (PO) ... 205.2.8 Ohne Oberflächen-
behandlung (U) ....................... 205.3 Oberflächenausführung .......... 21
6 Maße und Toleranzen ............. 216.1 Allgemeine Hinweise .............. 216.2 Dickentoleranzen .................... 216.3 Breitentoleranzen .................... 246.4 Längentoleranzen .................... 256.5 Ebenheitstoleranzen ................ 256.6 Rechtwinkligkeitstoleranzen .. 256.7 Geradheitstoleranzen .............. 256.8 Überlagerung der Maße
aus Rechtwinkligkeit und Geradheit ................................. 27
7 Allgemeine Hinweise für die Verarbeitung ................ 27
7.1 Umformen ............................... 277.2 Fügen ....................................... 287.3 Reinigen ................................... 297.4 Beschichtungen ....................... 29
8 Besondere Hinweise für dieVerarbeitung von elektro-lytisch verzinktem Band .......... 29
8.1 Abwickelvorrichtung, Rolleninnendurchmesser ........ 29
8.2 Rollenaußendurchmesser, Rollengewichte und Bestellmengen .................. 29
8.2.1 Bestellung nach Maximalgewicht ...................... 29
Seite
Das Stahl-Informations-Zentrum isteine Gemeinschaftsorganisation Stahl er-zeugender und verarbeitender Unterneh-men. Markt- und anwendungsorientiertwerden firmenneutrale Informationenüber Verarbeitung und Einsatz des Werk-stoffs Stahl bereitgestellt.
Verschiedene Schriftenreihen bie-ten ein breites Spektrum praxisnaherHinweise für Konstrukteure, Entwickler,Planer und Verarbeiter von Stahl. Sie fin-den auch Anwendung in Ausbildung undLehre.
Vortragsveranstaltungen schaffenein Forum für Erfahrungsberichte aus derPraxis.
Messebeteiligungen und Ausstel-lungen dienen der Präsentation neuerWerkstoffentwicklungen sowie innova-tiver, zukunftsweisender Stahlanwen-dungen.
Als individueller Service werdenauch Kontakte zu Instituten, Fachverbän-den und Spezialisten aus Forschung undIndustrie vermittelt.
Die Pressearbeit richtet sich anFach-, Tages- und Wirtschaftsmedien undinformiert kontinuierlich über neue Werk-stoffentwicklungen und -anwendungen.
Das Stahl-Informations-Zentrumzeichnet besonders innovative Anwen-dungen mit dem Stahl-Innovations-preis aus. Er ist einer der bedeutendstenWettbewerbe seiner Art und wird alledrei Jahre ausgelobt (www.stahlinnovationspreis.de).
Die Internet-Präsentation (www.stahl-info.de) informiert u. a. über aktuelleThemen und Veranstaltungen und bie-tet einen Überblick über die Veröffentli-chungen des Stahl-Informations-Zentrums.Schriftenbestellungen sowie Kontaktauf-nahme sind online möglich.
Das Stahl-Informations-Zentrum
Mitglieder des Stahl-Informations-Zentrums: • AG der Dillinger Hüttenwerke• ArcelorMittal Bremen GmbH• ArcelorMittal Commercial RPS S.à.r.l.• ArcelorMittal Duisburg GmbH• ArcelorMittal
Eisenhüttenstadt GmbH• Benteler Stahl/Rohr GmbH• Gebr. Meiser GmbH• Georgsmarienhütte GmbH• Rasselstein GmbH• Remscheider Walz- und
Hammerwerke Böllinghaus GmbH & Co. KG
• Saarstahl AG• Salzgitter AG Stahl und Technologie• ThyssenKrupp
Electrical Steel GmbH• ThyssenKrupp
GfT Bautechnik GmbH• ThyssenKrupp Steel AG• ThyssenKrupp VDM GmbH• Wickeder Westfalenstahl GmbH
1 EinführungElektrolytisch verzinktes Feinblech
ist ein Qualitätsfeinblech mit einem Über-zug, der durch ein elektrolytisches Ver-fahren aufgebracht wird und fest auf demGrundwerkstoff Stahl haftet. Der elektro-lytisch aufgebrachte Überzug schützt dasStahlblech gegen Korrosion und ist in Ver-bindung mit den üblichen Oberflächen-behandlungen ein hervorragender Haft-grund für eine nachfolgende Lackierung.
Diese Schrift informiert Verbrau-cher und Verarbeiter von elektrolytischverzinktem Band und Blech über den der-zeitigen Stand der Liefermöglichkeiten.Sie ist eine Zusammenstellung der charak-teristischen Merkmale von elektrolytischverzinktem Band und Blech und möchtedazu beitragen, Unklarheiten zwischenHersteller und Verarbeiter bei Bestellung,Lieferung und Verarbeitung zu vermeiden.Daher liegt es im Interesse von Verbrau-chern und Verarbeitern, dem Herstellerden vorgesehenen Verwendungszweckanzugeben.
Gültige Normen für elektrolytischverzinktes Band und Blech sind:
– prEN 10152, 2008-01: Elektrolytisch verzinkte kaltgewalzteFlacherzeugnisse aus Stahl zum Kalt-umformen – Technische Lieferbedin-gungen
– DIN EN 10268, 2007-02: Kaltgewalzte Flacherzeugnisse aus Stahlmit hoher Streckgrenze zum Kaltumfor-men – Technische Lieferbedingungen
– DIN EN 10336, 2007-07: Kontinuierlich schmelztauchveredeltesund elektrolytisch veredeltes Band undBlech aus Mehrphasenstählen zum Kalt-umformen – Technische Lieferbedin-gungen
– DIN EN 10131, 2006-09: Kaltgewalzte Flacherzeugnisse ohne Überzug und mit elektrolytischen Zink-oder Zink-Nickel-Überzug aus weichenStählen sowie aus Stählen mit höhererStreckgrenze zum Kaltumformen –Grenzabmaße und Formtoleranzen
Europäisch einheitlich ist in derKurzbezeichnung für elektrolytisch ver-zinktes Band und Blech folgende Kurz-zeichen eingeführt worden (siehe Ab-schnitt 4.1):– ZE Zink-Überzug
3
Impressum
Charakteristische Merkmale 092„Elektrolytisch verzinktes Band und Blech“Ausgabe 2008ISSN 0175-2006
Herausgeber:Stahl-Informations-ZentrumPostfach 10 48 42, 40039 Düsseldorf
Manuskript/Redaktion:Die dieser Veröffentlichung zugrundeliegenden Informationen wurden unterMitwirkung von Mitgliedswerken desStahl-Informations-Zentrums mit größterSorgfalt recherchiert und redaktionellbearbeitet. Eine Haftung ist jedoch ausge-schlossen.
Ein Nachdruck – auch auszugs-weise – ist nur mit schriftlicher Geneh-migung des Herausgebers und bei deut-licher Quellenangabe gestattet.
8.2.2 Bestellung nach Maximal- und Minimalaußendurch-messer bzw. -gewichten ......... 30
8.3 Schweißnähte .......................... 308.4 Wickelzustand ......................... 308.5 Ebenheit .................................. 308.6 Abnahme und Probennahme .. 308.7 Fehleranteil bei Lieferungen
von elektrolytisch verzinktem Band ........................................ 30
9 Kennzeichnung ....................... 31
10 Hinweise bei der Bestellung ... 31
11 Verpackung, Lagerung, Transport ................ 32
12 Sonstige Normen, Regelwerke und Fachliteratur ..................... 32
Seite
Coils aus elektrolytisch verzinktem Band
5
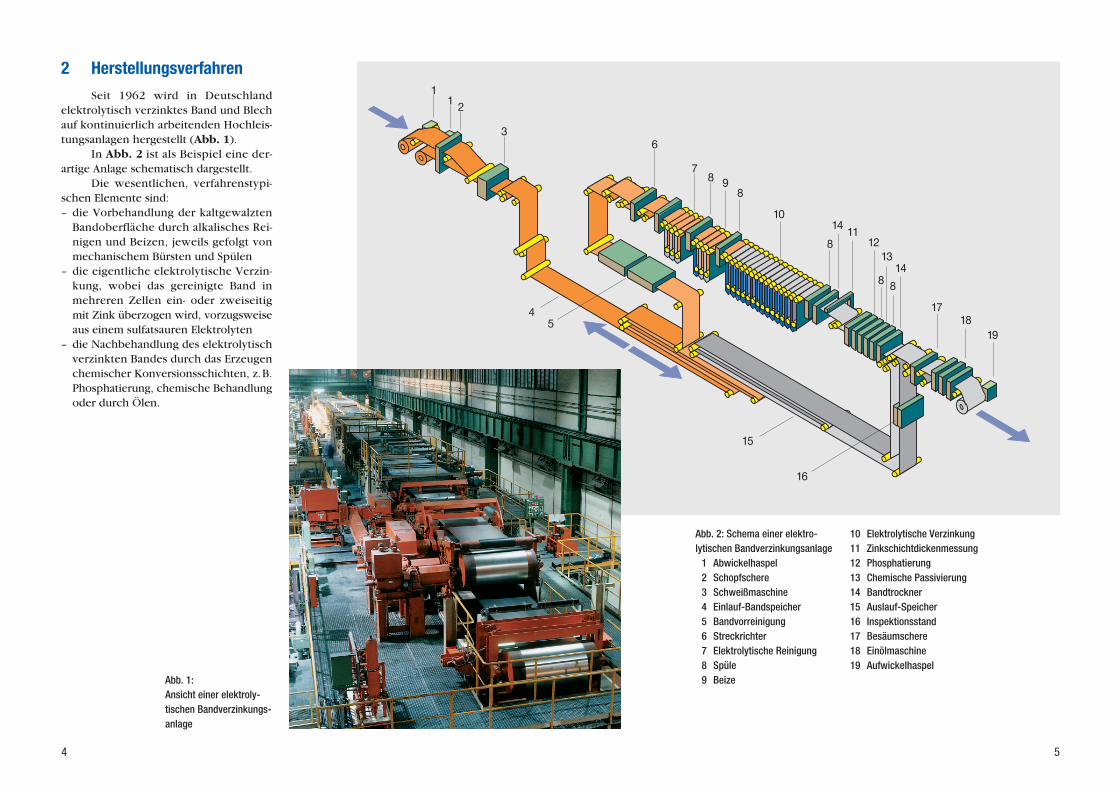
2 HerstellungsverfahrenSeit 1962 wird in Deutschland
elektrolytisch verzinktes Band und Blechauf kontinuierlich arbeitenden Hochleis-tungsanlagen hergestellt (Abb. 1).
In Abb. 2 ist als Beispiel eine der-artige Anlage schematisch dargestellt.
Die wesentlichen, verfahrenstypi-schen Elemente sind:– die Vorbehandlung der kaltgewalzten
Bandoberfläche durch alkalisches Rei-nigen und Beizen, jeweils gefolgt vonmechanischem Bürsten und Spülen
– die eigentliche elektrolytische Verzin-kung, wobei das gereinigte Band inmehreren Zellen ein- oder zweiseitigmit Zink überzogen wird, vorzugsweiseaus einem sulfatsauren Elektrolyten
– die Nachbehandlung des elektrolytischverzinkten Bandes durch das Erzeugenchemischer Konversionsschichten, z.B.Phosphatierung, chemische Behandlungoder durch Ölen.
4
Abb. 2: Schema einer elektro-lytischen Bandverzinkungsanlage
1 Abwickelhaspel2 Schopfschere3 Schweißmaschine4 Einlauf-Bandspeicher5 Bandvorreinigung6 Streckrichter7 Elektrolytische Reinigung8 Spüle9 Beize
10 Elektrolytische Verzinkung11 Zinkschichtdickenmessung12 Phosphatierung13 Chemische Passivierung14 Bandtrockner15 Auslauf-Speicher16 Inspektionsstand 17 Besäumschere18 Einölmaschine19 Aufwickelhaspel
Abb. 1: Ansicht einer elektroly-tischen Bandverzinkungs-anlage
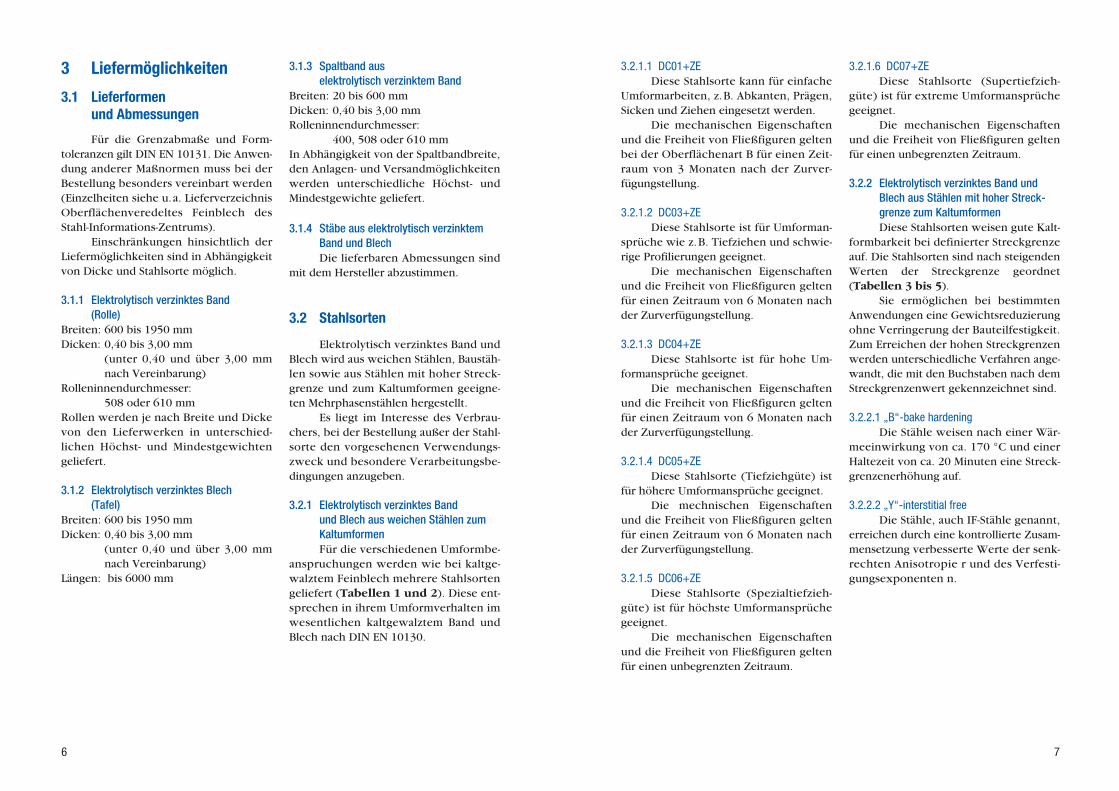
3.2.1.1 DC01+ZE Diese Stahlsorte kann für einfache
Umformarbeiten, z.B. Abkanten, Prägen,Sicken und Ziehen eingesetzt werden.
Die mechanischen Eigenschaftenund die Freiheit von Fließfiguren geltenbei der Oberflächenart B für einen Zeit-raum von 3 Monaten nach der Zurver-fügungstellung.
3.2.1.2 DC03+ZE Diese Stahlsorte ist für Umforman-
sprüche wie z.B. Tiefziehen und schwie-rige Profilierungen geeignet.
Die mechanischen Eigenschaftenund die Freiheit von Fließfiguren geltenfür einen Zeitraum von 6 Monaten nachder Zurverfügungstellung.
3.2.1.3 DC04+ZE Diese Stahlsorte ist für hohe Um-
formansprüche geeignet.Die mechanischen Eigenschaften
und die Freiheit von Fließfiguren geltenfür einen Zeitraum von 6 Monaten nachder Zurverfügungstellung.
3.2.1.4 DC05+ZE Diese Stahlsorte (Tiefziehgüte) ist
für höhere Umformansprüche geeignet.Die mechnischen Eigenschaften
und die Freiheit von Fließfiguren geltenfür einen Zeitraum von 6 Monaten nachder Zurverfügungstellung.
3.2.1.5 DC06+ZEDiese Stahlsorte (Spezialtiefzieh-
güte) ist für höchste Umformansprüchegeeignet.
Die mechanischen Eigenschaftenund die Freiheit von Fließfiguren geltenfür einen unbegrenzten Zeitraum.
3.2.1.6 DC07+ZEDiese Stahlsorte (Supertiefzieh-
güte) ist für extreme Umformansprüchegeeignet.
Die mechanischen Eigenschaftenund die Freiheit von Fließfiguren geltenfür einen unbegrenzten Zeitraum.
3.2.2 Elektrolytisch verzinktes Band undBlech aus Stählen mit hoher Streck-grenze zum KaltumformenDiese Stahlsorten weisen gute Kalt-
formbarkeit bei definierter Streckgrenzeauf. Die Stahlsorten sind nach steigendenWerten der Streckgrenze geordnet(Tabellen 3 bis 5).
Sie ermöglichen bei bestimmtenAnwendungen eine Gewichtsreduzierungohne Verringerung der Bauteilfestigkeit.Zum Erreichen der hohen Streckgrenzenwerden unterschiedliche Verfahren ange-wandt, die mit den Buchstaben nach demStreckgrenzenwert gekennzeichnet sind.
3.2.2.1 „B“-bake hardeningDie Stähle weisen nach einer Wär-
meeinwirkung von ca. 170 °C und einerHaltezeit von ca. 20 Minuten eine Streck-grenzenerhöhung auf.
3.2.2.2 „Y“-interstitial freeDie Stähle, auch IF-Stähle genannt,
erreichen durch eine kontrollierte Zusam-mensetzung verbesserte Werte der senk-rechten Anisotropie r und des Verfesti-gungsexponenten n.
7
3 Liefermöglichkeiten
3.1 Lieferformen und Abmessungen
Für die Grenzabmaße und Form-toleranzen gilt DIN EN 10131. Die Anwen-dung anderer Maßnormen muss bei derBestellung besonders vereinbart werden(Einzelheiten siehe u.a. LieferverzeichnisOberflächenveredeltes Feinblech desStahl-Informations-Zentrums).
Einschränkungen hinsichtlich derLiefermöglichkeiten sind in Abhängigkeitvon Dicke und Stahlsorte möglich.
3.1.1 Elektrolytisch verzinktes Band (Rolle)
Breiten: 600 bis 1950 mmDicken: 0,40 bis 3,00 mm
(unter 0,40 und über 3,00 mm nach Vereinbarung)
Rolleninnendurchmesser: 508 oder 610 mm
Rollen werden je nach Breite und Dickevon den Lieferwerken in unterschied-lichen Höchst- und Mindestgewichtengeliefert.
3.1.2 Elektrolytisch verzinktes Blech (Tafel)
Breiten: 600 bis 1950 mmDicken: 0,40 bis 3,00 mm
(unter 0,40 und über 3,00 mm nach Vereinbarung)
Längen: bis 6000 mm
3.1.3 Spaltband aus elektrolytisch verzinktem Band
Breiten: 20 bis 600 mmDicken: 0,40 bis 3,00 mmRolleninnendurchmesser:
400, 508 oder 610 mmIn Abhängigkeit von der Spaltbandbreite,den Anlagen- und Versandmöglichkeitenwerden unterschiedliche Höchst- undMindestgewichte geliefert.
3.1.4 Stäbe aus elektrolytisch verzinktem Band und BlechDie lieferbaren Abmessungen sind
mit dem Hersteller abzustimmen.
3.2 Stahlsorten
Elektrolytisch verzinktes Band undBlech wird aus weichen Stählen, Baustäh-len sowie aus Stählen mit hoher Streck-grenze und zum Kaltumformen geeigne-ten Mehrphasenstählen hergestellt.
Es liegt im Interesse des Verbrau-chers, bei der Bestellung außer der Stahl-sorte den vorgesehenen Verwendungs-zweck und besondere Verarbeitungsbe-dingungen anzugeben.
3.2.1 Elektrolytisch verzinktes Band und Blech aus weichen Stählen zumKaltumformenFür die verschiedenen Umformbe-
anspruchungen werden wie bei kaltge-walztem Feinblech mehrere Stahlsortengeliefert (Tabellen 1 und 2). Diese ent-sprechen in ihrem Umformverhalten imwesentlichen kaltgewalztem Band undBlech nach DIN EN 10130.
6
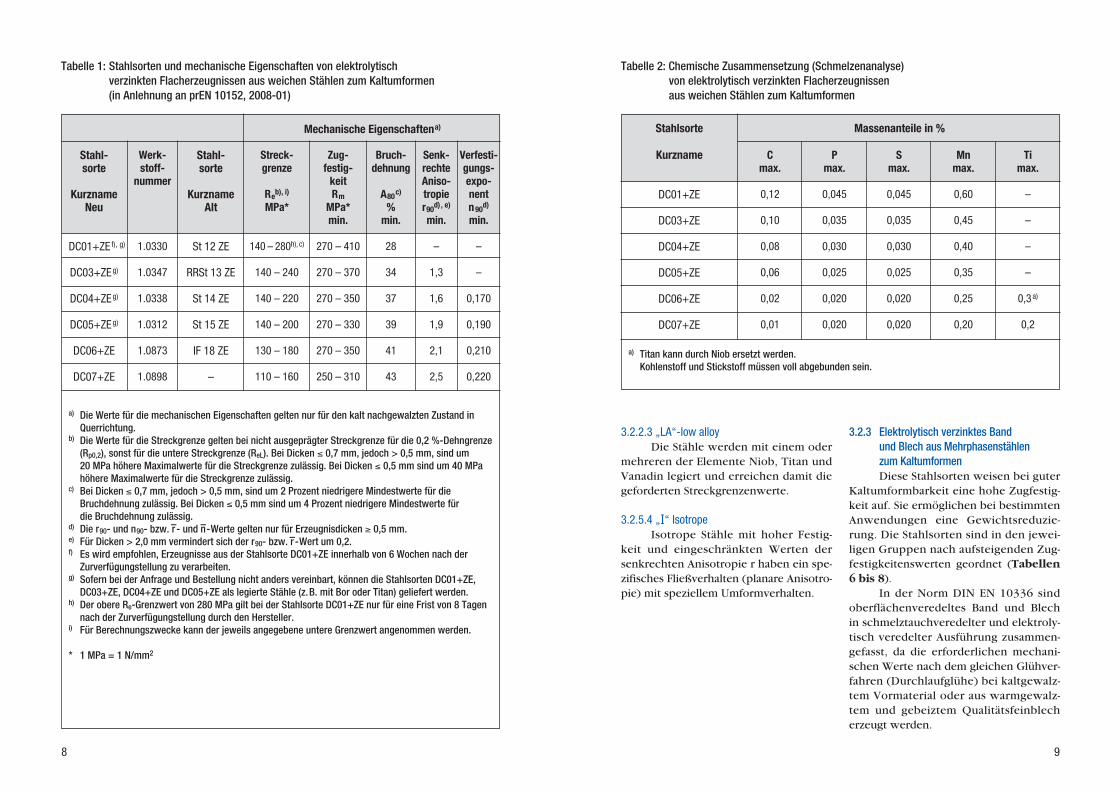
3.2.2.3 „LA“-low alloyDie Stähle werden mit einem oder
mehreren der Elemente Niob, Titan undVanadin legiert und erreichen damit diegeforderten Streckgrenzenwerte.
3.2.5.4 „-I-“ Isotrope
Isotrope Stähle mit hoher Festig-keit und eingeschränkten Werten dersenkrechten Anisotropie r haben ein spe-zifisches Fließverhalten (planare Anisotro-pie) mit speziellem Umformverhalten.
3.2.3 Elektrolytisch verzinktes Band und Blech aus Mehrphasenstählen zum KaltumformenDiese Stahlsorten weisen bei guter
Kaltumformbarkeit eine hohe Zugfestig-keit auf. Sie ermöglichen bei bestimmtenAnwendungen eine Gewichtsreduzie-rung. Die Stahlsorten sind in den jewei-ligen Gruppen nach aufsteigenden Zug-festigkeitenswerten geordnet (Tabellen6 bis 8).
In der Norm DIN EN 10336 sindoberflächenveredeltes Band und Blechin schmelztauchveredelter und elektroly-tisch veredelter Ausführung zusammen-gefasst, da die erforderlichen mechani-schen Werte nach dem gleichen Glühver-fahren (Durchlaufglühe) bei kaltgewalz-tem Vormaterial oder aus warmgewalz-tem und gebeiztem Qualitätsfeinblecherzeugt werden.
9
Massenanteile in %Stahlsorte
Kurzname Cmax.
0,12
0,10
0,08
0,06
0,02
0,01
Pmax.
0,045
0,035
0,030
0,025
0,020
0,020
Smax.
0,045
0,035
0,030
0,025
0,020
0,020
Mnmax.
0,60
0,45
0,40
0,35
0,25
0,20
Timax.
–
–
–
–
0,3a)
0,2
Tabelle 2: Chemische Zusammensetzung (Schmelzenanalyse)von elektrolytisch verzinkten Flacherzeugnissen aus weichen Stählen zum Kaltumformen
DC01+ZE
DC03+ZE
DC04+ZE
DC05+ZE
DC06+ZE
DC07+ZE
a) Titan kann durch Niob ersetzt werden. Kohlenstoff und Stickstoff müssen voll abgebunden sein.
8
Werk-stoff-
nummer
1.0330
1.0347
1.0338
1.0312
1.0873
1.0898
Stahl-sorte
KurznameAlt
St 12 ZE
RRSt 13 ZE
St 14 ZE
St 15 ZE
IF 18 ZE
–
Mechanische Eigenschaftena)
Streck-grenze
Reb), i)
MPa*
140 – 280h), c)
140 – 240
140 – 220
140 – 200
130 – 180
110 – 160
Zug-festig-
keit Rm
MPa*min.
270 – 410
270 – 370
270 – 350
270 – 330
270 – 350
250 – 310
Bruch-dehnung
A80c)
% min.
28
34
37
39
41
43
Verfesti-gungs-expo-nentn90d)
min.
–
–
0,170
0,190
0,210
0,220
Senk-rechteAniso-tropier90d), e)
min.
–
1,3
1,6
1,9
2,1
2,5
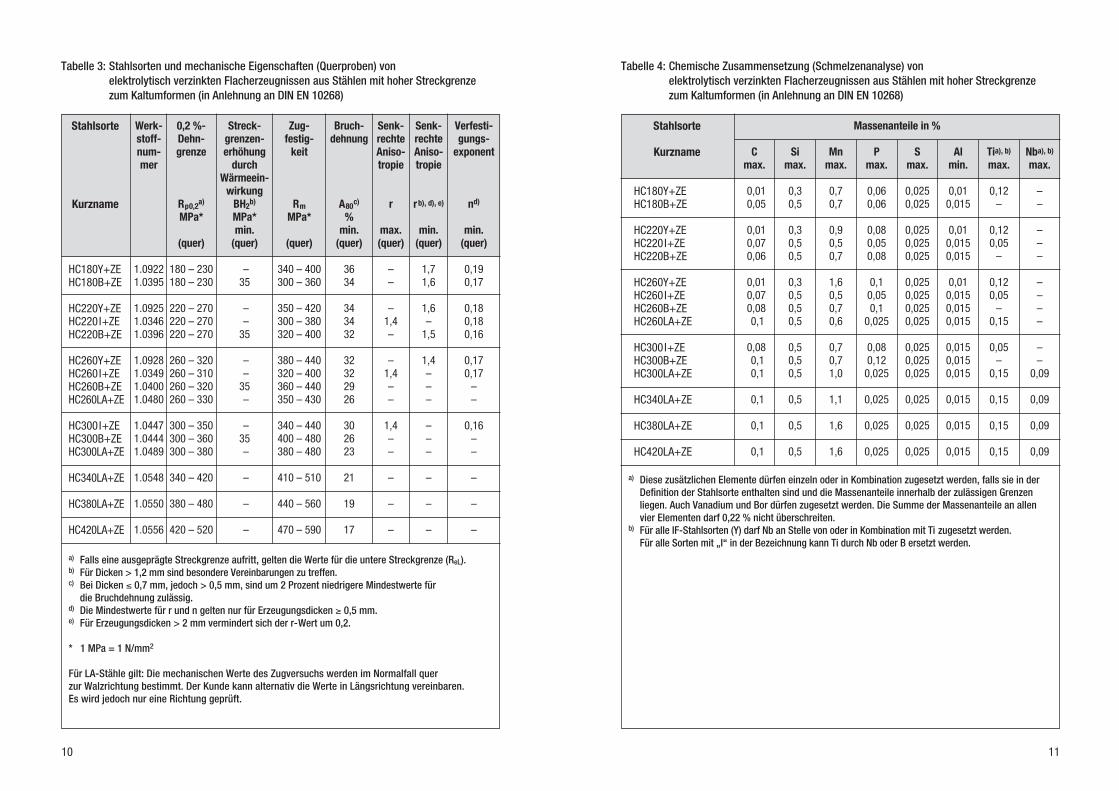
Tabelle 1: Stahlsorten und mechanische Eigenschaften von elektrolytisch verzinkten Flacherzeugnissen aus weichen Stählen zum Kaltumformen(in Anlehnung an prEN 10152, 2008-01)
Stahl-sorte
KurznameNeu
DC01+ZEf), g)
DC03+ZEg)
DC04+ZEg)
DC05+ZEg)
DC06+ZE
DC07+ZE
a) Die Werte für die mechanischen Eigenschaften gelten nur für den kalt nachgewalzten Zustand inQuerrichtung.
b) Die Werte für die Streckgrenze gelten bei nicht ausgeprägter Streckgrenze für die 0,2 %-Dehngrenze(Rp0,2), sonst für die untere Streckgrenze (ReL). Bei Dicken ≤ 0,7 mm, jedoch > 0,5 mm, sind um20 MPa höhere Maximalwerte für die Streckgrenze zulässig. Bei Dicken ≤ 0,5 mm sind um 40 MPahöhere Maximalwerte für die Streckgrenze zulässig.
c) Bei Dicken ≤ 0,7 mm, jedoch > 0,5 mm, sind um 2 Prozent niedrigere Mindestwerte für die Bruchdehnung zulässig. Bei Dicken ≤ 0,5 mm sind um 4 Prozent niedrigere Mindestwerte für die Bruchdehnung zulässig.
d) Die r90- und n90- bzw. r–- und n–-Werte gelten nur für Erzeugnisdicken ≥ 0,5 mm.e) Für Dicken > 2,0 mm vermindert sich der r90- bzw. r–-Wert um 0,2.f) Es wird empfohlen, Erzeugnisse aus der Stahlsorte DC01+ZE innerhalb von 6 Wochen nach der
Zurverfügungstellung zu verarbeiten.g) Sofern bei der Anfrage und Bestellung nicht anders vereinbart, können die Stahlsorten DC01+ZE,
DC03+ZE, DC04+ZE und DC05+ZE als legierte Stähle (z.B. mit Bor oder Titan) geliefert werden. h) Der obere Re-Grenzwert von 280 MPa gilt bei der Stahlsorte DC01+ZE nur für eine Frist von 8 Tagen
nach der Zurverfügungstellung durch den Hersteller.i) Für Berechnungszwecke kann der jeweils angegebene untere Grenzwert angenommen werden.
* 1 MPa = 1 N/mm2
1110
Werk-stoff-num-mer
1.09221.0395
1.09251.03461.0396
1.09281.03491.04001.0480
1.04471.04441.0489
1.0548
1.0550
1.0556
Stahlsorte
Kurzname
HC180Y+ZEHC180B+ZE
HC220Y+ZEHC220I+ZEHC220B+ZE
HC260Y+ZEHC260I+ZEHC260B+ZEHC260LA+ZE
HC300I+ZEHC300B+ZEHC300LA+ZE
HC340LA+ZE
HC380LA+ZE
HC420LA+ZE
0,2 %-Dehn-grenze
Rp0,2a)
MPa*
(quer)
180 – 230180 – 230
220 – 270220 – 270220 – 270
260 – 320260 – 310260 – 320260 – 330
300 – 350300 – 360300 – 380
340 – 420
380 – 480
420 – 520
Streck-grenzen-erhöhung
durchWärmeein-
wirkungBH2b)
MPa*min.
(quer)
– 35
– –
35
– –
35–
– 35–
–
–
–
Zug-festig-
keit
Rm
MPa*
(quer)
340 – 400300 – 360
350 – 420300 – 380320 – 400
380 – 440320 – 400360 – 440350 – 430
340 – 440400 – 480380 – 480
410 – 510
440 – 560
470 – 590
Bruch-dehnung
A80c)
% min.
(quer)
3634
343432
32322926
302623
21
19
17
Verfesti-gungs-
exponent
nd)
min.(quer)
0,190,17
0,180,180,16
0,170,17
––
0,16––
–
–
–
Senk-rechteAniso-tropie
rb), d), e)
min.(quer)
1,71,6
1,6–
1,5
1,4–––
–––
–
–
–
a) Falls eine ausgeprägte Streckgrenze aufritt, gelten die Werte für die untere Streckgrenze (ReL).b) Für Dicken > 1,2 mm sind besondere Vereinbarungen zu treffen.c) Bei Dicken ≤ 0,7 mm, jedoch > 0,5 mm, sind um 2 Prozent niedrigere Mindestwerte für
die Bruchdehnung zulässig. d) Die Mindestwerte für r und n gelten nur für Erzeugungsdicken ≥ 0,5 mm.e) Für Erzeugungsdicken > 2 mm vermindert sich der r-Wert um 0,2.
* 1 MPa = 1 N/mm2
Für LA-Stähle gilt: Die mechanischen Werte des Zugversuchs werden im Normalfall quer zur Walzrichtung bestimmt. Der Kunde kann alternativ die Werte in Längsrichtung vereinbaren. Es wird jedoch nur eine Richtung geprüft.
Tabelle 3: Stahlsorten und mechanische Eigenschaften (Querproben) von elektrolytisch verzinkten Flacherzeugnissen aus Stählen mit hoher Streckgrenze zum Kaltumformen (in Anlehnung an DIN EN 10268)
Senk-rechteAniso-tropie
r
max.(quer)
––
–1,4–
–1,4––
1,4––
–
–
–
Stahlsorte
Kurzname
HC180Y+ZE HC180B+ZE
HC220Y+ZE HC220I+ZE HC220B+ZE
HC260Y+ZE HC260I+ZE HC260B+ZE HC260LA+ZE
HC300I+ZE HC300B+ZE HC300LA+ZE
HC340LA+ZE
HC380LA+ZE
HC420LA+ZE
Cmax.
0,010,05
0,010,070,06
0,010,070,080,1
0,080,10,1
0,1
0,1
0,1
Simax.
0,30,5
0,30,50,5
0,30,50,50,5
0,50,50,5
0,5
0,5
0,5
Mnmax.
0,70,7
0,90,50,7
1,60,50,70,6
0,70,71,0
1,1
1,6
1,6
Pmax.
0,060,06
0,080,050,08
0,10,050,1
0,025
0,080,120,025
0,025
0,025
0,025
Smax.
0,0250,025
0,0250,0250,025
0,0250,0250,0250,025
0,0250,0250,025
0,025
0,025
0,025
Almin.
0,010,015
0,010,0150,015
0,010,0150,0150,015
0,0150,0150,015
0,015
0,015
0,015
Tia), b)
max.
0,12–
0,120,05
–
0,120,05
–0,15
0,05–
0,15
0,15
0,15
0,15
Nba), b)
max.
––
–––
––––
––
0,09
0,09
0,09
0,09
Massenanteile in %
Tabelle 4: Chemische Zusammensetzung (Schmelzenanalyse) von elektrolytisch verzinkten Flacherzeugnissen aus Stählen mit hoher Streckgrenze zum Kaltumformen (in Anlehnung an DIN EN 10268)
a) Diese zusätzlichen Elemente dürfen einzeln oder in Kombination zugesetzt werden, falls sie in derDefinition der Stahlsorte enthalten sind und die Massenanteile innerhalb der zulässigen Grenzenliegen. Auch Vanadium und Bor dürfen zugesetzt werden. Die Summe der Massenanteile an allenvier Elementen darf 0,22 % nicht überschreiten.
b) Für alle IF-Stahlsorten (Y) darf Nb an Stelle von oder in Kombination mit Ti zugesetzt werden. Für alle Sorten mit „I“ in der Bezeichnung kann Ti durch Nb oder B ersetzt werden.
1312
Werk-stoff-
nummer
1.09371.09391.09411.09431.0944
1.09471.0948
1.09531.09541.0955
Stahlsorte
Kurz-namea)
HCT450X+ZEHCT500X+ZEHCT600X+ZEHCT780X+ZEHCT980X+ZE
HCT690T+ZEHCT780T+ZE
HCT600C+ZEHCT780C+ZEHCT980C+ZE
Dehn-grenze
Rp0,2
MPa*
260 – 340300 – 380340 – 420450 – 560600 – 750
430 – 550470 – 600
350 – 500500 – 700700 – 900
Streck-grenzen-erhöhung
durchWärme-
einwirkungBH2
MPa*min.
3030303030
4040
303030
Zug-festig-
keit
Rm
MPa*min.
450500600780980
690780
600780980
Bruch-dehnung
A80b)
% min.
2723201410
2321
16107
Verfesti-gungs-
exponent
n10-UE
min.
0,160,150,14
––
0,180,16
–––
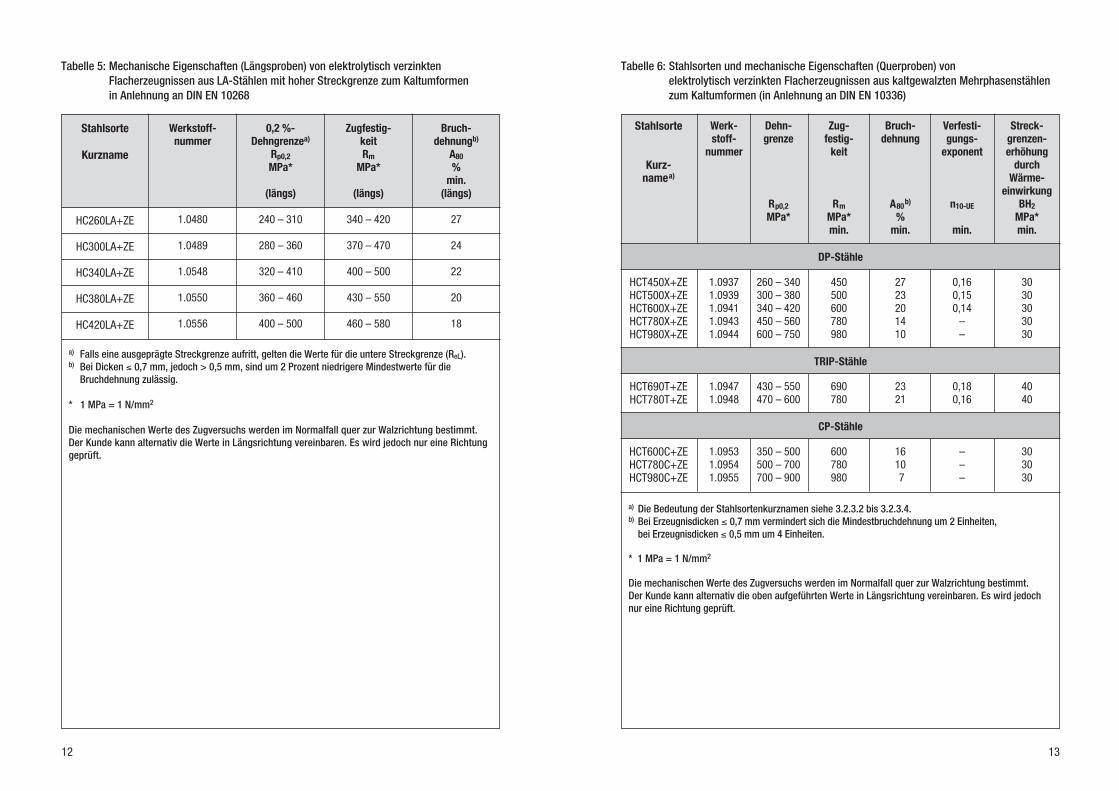
a) Die Bedeutung der Stahlsortenkurznamen siehe 3.2.3.2 bis 3.2.3.4.b) Bei Erzeugnisdicken ≤ 0,7 mm vermindert sich die Mindestbruchdehnung um 2 Einheiten,
bei Erzeugnisdicken ≤ 0,5 mm um 4 Einheiten.
* 1 MPa = 1 N/mm2
Die mechanischen Werte des Zugversuchs werden im Normalfall quer zur Walzrichtung bestimmt. Der Kunde kann alternativ die oben aufgeführten Werte in Längsrichtung vereinbaren. Es wird jedochnur eine Richtung geprüft.
Tabelle 6: Stahlsorten und mechanische Eigenschaften (Querproben) von elektrolytisch verzinkten Flacherzeugnissen aus kaltgewalzten Mehrphasenstählen zum Kaltumformen (in Anlehnung an DIN EN 10336)
DP-Stähle
TRIP-Stähle
CP-Stähle
Stahlsorte
Kurzname
Werkstoff-nummer
1.0480
1.0489
1.0548
1.0550
1.0556
0,2 %-Dehngrenzea)
Rp0,2
MPa*
(längs)
240 – 310
280 – 360
320 – 410
360 – 460
400 – 500
Zugfestig-keitRm
MPa*
(längs)
340 – 420
370 – 470
400 – 500
430 – 550
460 – 580
Bruch-dehnungb)
A80
%min.
(längs)
27
24
22
20
18
Tabelle 5: Mechanische Eigenschaften (Längsproben) von elektrolytisch verzinkten Flacherzeugnissen aus LA-Stählen mit hoher Streckgrenze zum Kaltumformen in Anlehnung an DIN EN 10268
HC260LA+ZE
HC300LA+ZE
HC340LA+ZE
HC380LA+ZE
HC420LA+ZE
a) Falls eine ausgeprägte Streckgrenze aufritt, gelten die Werte für die untere Streckgrenze (ReL).b) Bei Dicken ≤ 0,7 mm, jedoch > 0,5 mm, sind um 2 Prozent niedrigere Mindestwerte für die
Bruchdehnung zulässig.
* 1 MPa = 1 N/mm2
Die mechanischen Werte des Zugversuchs werden im Normalfall quer zur Walzrichtung bestimmt. Der Kunde kann alternativ die Werte in Längsrichtung vereinbaren. Es wird jedoch nur eine Richtunggeprüft.
1514
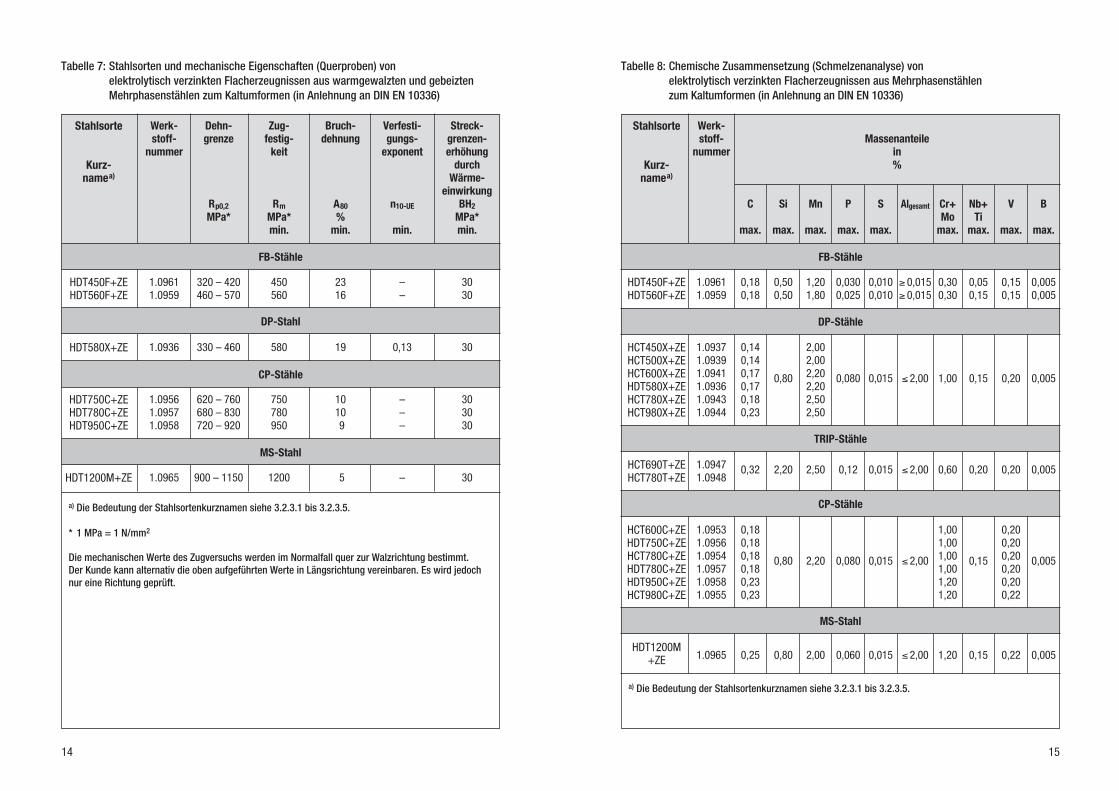
a) Die Bedeutung der Stahlsortenkurznamen siehe 3.2.3.1 bis 3.2.3.5.
Tabelle 8: Chemische Zusammensetzung (Schmelzenanalyse) von elektrolytisch verzinkten Flacherzeugnissen aus Mehrphasenstählen zum Kaltumformen (in Anlehnung an DIN EN 10336)
FB-Stähle
DP-Stähle
TRIP-Stähle
CP-Stähle
MS-Stahl
C
max.
0,180,18
0,140,140,170,170,180,23
0,32
0,180,180,180,180,230,23
0,25
Si
max.
0,500,50
0,80
2,20
0,80
0,80
Mn
max.
1,201,80
2,002,002,202,202,502,50
2,50
2,20
2,00
P
max.
0,0300,025
0,080
0,12
0,080
0,060
S
max.
0,0100,010
0,015
0,015
0,015
0,015
Algesamt
≥ 0,015≥ 0,015
≤ 2,00
≤ 2,00
≤ 2,00
≤ 2,00
Cr+Mo
max.
0,300,30
1,00
0,60
1,001,001,001,001,201,20
1,20
Nb+Ti
max.
0,050,15
0,15
0,20
0,15
0,15
V
max.
0,150,15
0,20
0,20
0,200,200,200,200,200,22
0,22
B
max.
0,0050,005
0,005
0,005
0,005
0,005
Massenanteilein%
Werk-stoff-
nummer
1.09611.0959
1.0936
1.09561.09571.0958
1.0965
Stahlsorte
Kurz-namea)
HDT450F+ZEHDT560F+ZE
HDT580X+ZE
HDT750C+ZEHDT780C+ZEHDT950C+ZE
HDT1200M+ZE
Dehn-grenze
Rp0,2
MPa*
320 – 420460 – 570
330 – 460
620 – 760680 – 830720 – 920
900 – 1150
Streck-grenzen-erhöhung
durchWärme-
einwirkungBH2
MPa*min.
3030
30
303030
30
Zug-festig-
keit
Rm
MPa*min.
450560
580
750780950
1200
Bruch-dehnung
A80
% min.
2316
19
10109
5
Verfesti-gungs-
exponent
n10-UE
min.
––
0,13
–––
–
a) Die Bedeutung der Stahlsortenkurznamen siehe 3.2.3.1 bis 3.2.3.5.
* 1 MPa = 1 N/mm2
Die mechanischen Werte des Zugversuchs werden im Normalfall quer zur Walzrichtung bestimmt. Der Kunde kann alternativ die oben aufgeführten Werte in Längsrichtung vereinbaren. Es wird jedochnur eine Richtung geprüft.
FB-Stähle
DP-Stahl
CP-Stähle
MS-Stahl
Tabelle 7: Stahlsorten und mechanische Eigenschaften (Querproben) von elektrolytisch verzinkten Flacherzeugnissen aus warmgewalzten und gebeizten Mehrphasenstählen zum Kaltumformen (in Anlehnung an DIN EN 10336)
Stahlsorte
Kurz-namea)
HDT450F+ZEHDT560F+ZE
HCT450X+ZEHCT500X+ZEHCT600X+ZEHDT580X+ZEHCT780X+ZEHCT980X+ZE
HCT690T+ZEHCT780T+ZE
HCT600C+ZEHDT750C+ZEHCT780C+ZEHDT780C+ZEHDT950C+ZEHCT980C+ZE
HDT1200M+ZE
Werk-stoff-
nummer
1.09611.0959
1.09371.09391.09411.09361.09431.0944
1.09471.0948
1.09531.09561.09541.09571.09581.0955
1.0965
4.1 Lieferbare Auflagen
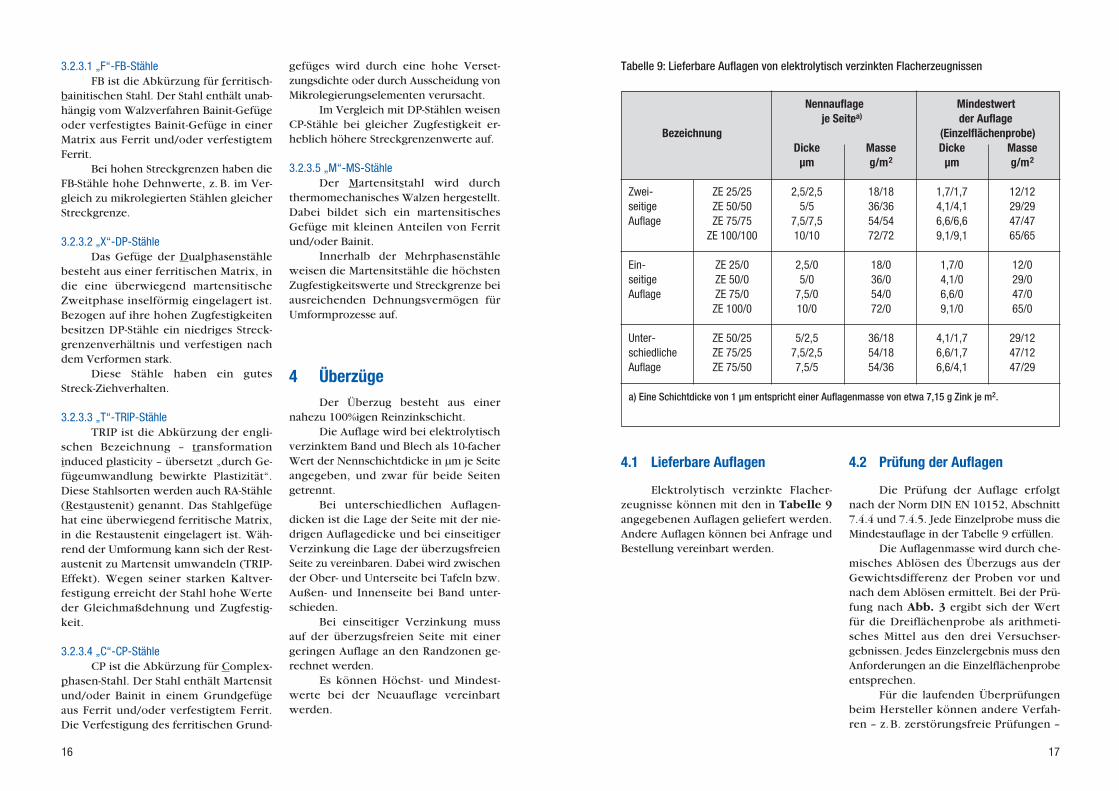
Elektrolytisch verzinkte Flacher-zeugnisse können mit den in Tabelle 9angegebenen Auflagen geliefert werden.Andere Auflagen können bei Anfrage undBestellung vereinbart werden.
4.2 Prüfung der Auflagen
Die Prüfung der Auflage erfolgtnach der Norm DIN EN 10152, Abschnitt7.4.4 und 7.4.5. Jede Einzelprobe muss dieMindestauflage in der Tabelle 9 erfüllen.
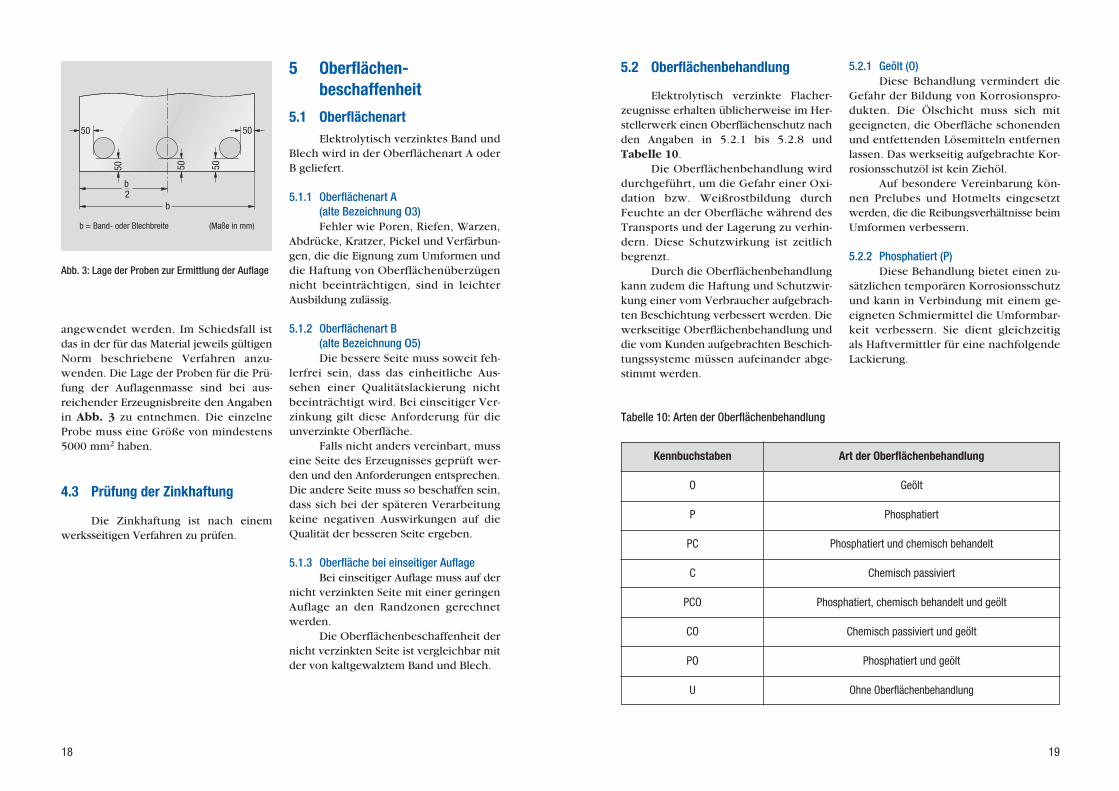
Die Auflagenmasse wird durch che-misches Ablösen des Überzugs aus derGewichtsdifferenz der Proben vor undnach dem Ablösen ermittelt. Bei der Prü-fung nach Abb. 3 ergibt sich der Wertfür die Dreiflächenprobe als arithmeti-sches Mittel aus den drei Versuchser-gebnissen. Jedes Einzelergebnis muss denAnforderungen an die Einzelflächenprobeentsprechen.
Für die laufenden Überprüfungenbeim Hersteller können andere Verfah-ren – z.B. zerstörungsfreie Prüfungen –
17
3.2.3.1 „F“-FB-StähleFB ist die Abkürzung für ferritisch-
bainitischen Stahl. Der Stahl enthält unab-hängig vom Walzverfahren Bainit-Gefügeoder verfestigtes Bainit-Gefüge in einerMatrix aus Ferrit und/oder verfestigtemFerrit.
Bei hohen Streckgrenzen haben dieFB-Stähle hohe Dehnwerte, z. B. im Ver-gleich zu mikrolegierten Stählen gleicherStreckgrenze.
3.2.3.2 „X“-DP-StähleDas Gefüge der Dualphasenstähle
besteht aus einer ferritischen Matrix, indie eine überwiegend martensitischeZweitphase inselförmig eingelagert ist.Bezogen auf ihre hohen Zugfestigkeitenbesitzen DP-Stähle ein niedriges Streck-grenzenverhältnis und verfestigen nachdem Verformen stark.
Diese Stähle haben ein gutesStreck-Ziehverhalten.
3.2.3.3 „T“-TRIP-StähleTRIP ist die Abkürzung der engli-
schen Bezeichnung – transformationinduced plasticity – übersetzt „durch Ge-fügeumwandlung bewirkte Plastizität“.Diese Stahlsorten werden auch RA-Stähle(Restaustenit) genannt. Das Stahlgefügehat eine überwiegend ferritische Matrix,in die Restaustenit eingelagert ist. Wäh-rend der Umformung kann sich der Rest-austenit zu Martensit umwandeln (TRIP-Effekt). Wegen seiner starken Kaltver-festigung erreicht der Stahl hohe Werteder Gleichmaßdehnung und Zugfestig-keit.
3.2.3.4 „C“-CP-StähleCP ist die Abkürzung für Complex-
phasen-Stahl. Der Stahl enthält Martensitund/oder Bainit in einem Grundgefügeaus Ferrit und/oder verfestigtem Ferrit.Die Verfestigung des ferritischen Grund-
gefüges wird durch eine hohe Verset-zungsdichte oder durch Ausscheidung vonMikrolegierungselementen verursacht.
Im Vergleich mit DP-Stählen weisenCP-Stähle bei gleicher Zugfestigkeit er-heblich höhere Streckgrenzenwerte auf.
3.2.3.5 „M“-MS-StähleDer Martensitstahl wird durch
thermomechanisches Walzen hergestellt.Dabei bildet sich ein martensitischesGefüge mit kleinen Anteilen von Ferritund/oder Bainit.
Innerhalb der Mehrphasenstähleweisen die Martensitstähle die höchstenZugfestigkeitswerte und Streckgrenze beiausreichenden Dehnungsvermögen fürUmformprozesse auf.
4 ÜberzügeDer Überzug besteht aus einer
nahezu 100%igen Reinzinkschicht.Die Auflage wird bei elektrolytisch
verzinktem Band und Blech als 10-facherWert der Nennschichtdicke in µm je Seiteangegeben, und zwar für beide Seitengetrennt.
Bei unterschiedlichen Auflagen-dicken ist die Lage der Seite mit der nie-drigen Auflagedicke und bei einseitigerVerzinkung die Lage der überzugsfreienSeite zu vereinbaren. Dabei wird zwischender Ober- und Unterseite bei Tafeln bzw.Außen- und Innenseite bei Band unter-schieden.
Bei einseitiger Verzinkung mussauf der überzugsfreien Seite mit einergeringen Auflage an den Randzonen ge-rechnet werden.
Es können Höchst- und Mindest-werte bei der Neuauflage vereinbartwerden.
16
Nennauflage Mindestwertje Seitea) der Auflage
Bezeichnung (Einzelflächenprobe)Dicke Masse Dicke Masse
µm g/m2 µm g/m2
Zwei- ZE 25/25 2,5/2,5 18/18 1,7/1,7 12/12seitige ZE 50/50 5/5 36/36 4,1/4,1 29/29Auflage ZE 75/75 7,5/7,5 54/54 6,6/6,6 47/47
ZE 100/100 10/10 72/72 9,1/9,1 65/65
Ein- ZE 25/0 2,5/0 18/0 1,7/0 12/0seitige ZE 50/0 5/0 36/0 4,1/0 29/0Auflage ZE 75/0 7,5/0 54/0 6,6/0 47/0
ZE 100/0 10/0 72/0 9,1/0 65/0
Unter- ZE 50/25 5/2,5 36/18 4,1/1,7 29/12schiedliche ZE 75/25 7,5/2,5 54/18 6,6/1,7 47/12Auflage ZE 75/50 7,5/5 54/36 6,6/4,1 47/29
a) Eine Schichtdicke von 1 µm entspricht einer Auflagenmasse von etwa 7,15 g Zink je m2.
Tabelle 9: Lieferbare Auflagen von elektrolytisch verzinkten Flacherzeugnissen
5 Oberflächen-beschaffenheit
5.1 OberflächenartElektrolytisch verzinktes Band und
Blech wird in der Oberflächenart A oderB geliefert.
5.1.1 Oberflächenart A (alte Bezeichnung O3)Fehler wie Poren, Riefen, Warzen,
Abdrücke, Kratzer, Pickel und Verfärbun-gen, die die Eignung zum Umformen unddie Haftung von Oberflächenüberzügennicht beeinträchtigen, sind in leichterAusbildung zulässig.
5.1.2 Oberflächenart B (alte Bezeichnung O5)Die bessere Seite muss soweit feh-
lerfrei sein, dass das einheitliche Aus-sehen einer Qualitätslackierung nichtbeeinträchtigt wird. Bei einseitiger Ver-zinkung gilt diese Anforderung für dieunverzinkte Oberfläche.
Falls nicht anders vereinbart, musseine Seite des Erzeugnisses geprüft wer-den und den Anforderungen entsprechen.Die andere Seite muss so beschaffen sein,dass sich bei der späteren Verarbeitungkeine negativen Auswirkungen auf dieQualität der besseren Seite ergeben.
5.1.3 Oberfläche bei einseitiger AuflageBei einseitiger Auflage muss auf der
nicht verzinkten Seite mit einer geringenAuflage an den Randzonen gerechnetwerden.
Die Oberflächenbeschaffenheit dernicht verzinkten Seite ist vergleichbar mitder von kaltgewalztem Band und Blech.
5.2.1 Geölt (O)Diese Behandlung vermindert die
Gefahr der Bildung von Korrosionspro-dukten. Die Ölschicht muss sich mitgeeigneten, die Oberfläche schonendenund entfettenden Lösemitteln entfernenlassen. Das werkseitig aufgebrachte Kor-rosionsschutzöl ist kein Ziehöl.
Auf besondere Vereinbarung kön-nen Prelubes und Hotmelts eingesetztwerden, die die Reibungsverhältnisse beimUmformen verbessern.
5.2.2 Phosphatiert (P)Diese Behandlung bietet einen zu-
sätzlichen temporären Korrosionsschutzund kann in Verbindung mit einem ge-eigneten Schmiermittel die Umformbar-keit verbessern. Sie dient gleichzeitigals Haftvermittler für eine nachfolgendeLackierung.
19
angewendet werden. Im Schiedsfall istdas in der für das Material jeweils gültigenNorm beschriebene Verfahren anzu-wenden. Die Lage der Proben für die Prü-fung der Auflagenmasse sind bei aus-reichender Erzeugnisbreite den Angabenin Abb. 3 zu entnehmen. Die einzelneProbe muss eine Größe von mindestens5000 mm2 haben.
4.3 Prüfung der Zinkhaftung
Die Zinkhaftung ist nach einemwerksseitigen Verfahren zu prüfen.
5.2 Oberflächenbehandlung
Elektrolytisch verzinkte Flacher-zeugnisse erhalten üblicherweise im Her-stellerwerk einen Oberflächenschutz nachden Angaben in 5.2.1 bis 5.2.8 undTabelle 10.
Die Oberflächenbehandlung wirddurchgeführt, um die Gefahr einer Oxi-dation bzw. Weißrostbildung durchFeuchte an der Oberfläche während desTransports und der Lagerung zu verhin-dern. Diese Schutzwirkung ist zeitlichbegrenzt.
Durch die Oberflächenbehandlungkann zudem die Haftung und Schutzwir-kung einer vom Verbraucher aufgebrach-ten Beschichtung verbessert werden. Diewerkseitige Oberflächenbehandlung unddie vom Kunden aufgebrachten Beschich-tungssysteme müssen aufeinander abge-stimmt werden.
18
Kennbuchstaben Art der Oberflächenbehandlung
O Geölt
P Phosphatiert
PC Phosphatiert und chemisch behandelt
C Chemisch passiviert
PCO Phosphatiert, chemisch behandelt und geölt
CO Chemisch passiviert und geölt
PO Phosphatiert und geölt
U Ohne Oberflächenbehandlung
Tabelle 10: Arten der Oberflächenbehandlung
50
50 50 50
50
2b
b
b = Band- oder Blechbreite (Maße in mm)
Abb. 3: Lage der Proben zur Ermittlung der Auflage
5.3 Oberflächenausführung
Bei der Anfrage und Bestellung kön-nen für besondere VerwendungszweckeWerte für die Oberflächenrauheit festge-legt werden. Diese entsprechen weitge-hend der Rauheitsstruktur des eingesetz-ten Kaltbandes. Grund hierfür ist, dassdie beim elektrolytischen Abscheidungs-prozess aufgebrachten Zink-Kristalliteetwa um eine Zehnerpotenz kleiner sindals die Oberflächenstruktur des Kaltban-des. Die Veredelungsschicht zeichnet dieStruktur des Kaltbandes nach.
6 Maße und Toleranzen
6.1 Allgemeine Hinweise
Die nachstehenden Maß- und Tole-ranztabellen gelten für elektrolytisch ver-zinkte Flacherzeugnisse gemäß Tabellen1 bis 8. Die zutreffende Maßnorm istdie DIN EN 10131. Die Maß- undToleranztabellen sind dem Stand derTechnik angepasst worden. Die Liefe-rung erfolgt nach SIZ.
6.2 Dickentoleranzen
Die gemessene Dicke gilt für jedenPunkt mit einem Abstand von mehr als40 mm zur Kante. Bei längsgeteilten Rol-len und Stäben mit einer Breite ≤ 80 mmist die Dicke an der Längsachse zu messen.
Die Dickentoleranzen gelten für diegesamte Länge.
Engere Toleranzen als die einge-schränkten Toleranzen können bei der An-frage und Bestellung vereinbart werden.Die Dickentoleranzen sind in Tabelle 11festgelegt.
21
5.2.3 Phosphatiert und chemisch behandelt (PC)Diese Behandlung erhöht zusätz-
lich den Korrosionsschutz gegen Weiß-rost. Eine nachfolgende Lackierung mussauf diese Behandlung abgestimmt sein.
5.2.4 Chemisch passiviert (C)Chemisches Passivieren schützt die
Oberfläche temporär vor Korrosion wäh-rend der Lagerung und des Transportes.Örtliche Verfärbungen sind zulässig undbeeinträchtigen nicht die Qualität derOberfläche.
Diese Behandlung empfiehlt sichbei besonderen Ansprüchen an dieSchweißbarkeit. Chemisch behandelteoder passivierte Erzeugnisse sind nichtfür eine nachträgliche Phosphatierunggeeignet.
Die Richtlinien des EuropäischenParlamentes und des Rates zur Vermei-dung von u. a. CrVl-haltigen Stoffen (RL2002/95/EG und RL 2003/53/EG) werdenvon den deutschen Lieferwerken einge-halten. Eventuell CrVl-haltige Stoffe wer-den rechtzeitig durch CrVl-freie Passivie-rungsmittel ersetzt.
5.2.5 Phosphatiert, chemisch behandelt und geölt (PCO)Diese dreifach kombinierte Ober-
flächenbehandlung erreicht im Allge-meinen den größten temporären Korro-sionsschutz.
5.2.6 Chemisch passiviert und geölt (CO)Diese Kombination der Oberflä-
chenbehandlung kann vereinbart werden,wenn ein erhöhter Schutz gegen die Bil-dung von Korrosionsprodukten erforder-lich ist.
5.2.7 Phosphatiert und geölt (PO)Diese kombinierte Oberflächenbe-
handlung vermindert die Gefahr der Bil-dung von Korrosionsprodukten und kanndie Umformbarkeit verbessern.
5.2.8 Ohne Oberflächenbehandlung (U)Diese Ausführung wird nur auf
ausdrücklichen Wunsch und Risiko desBestellers geliefert. Es muss mit Korro-sionsschäden der Auflage schon bei kür-zeren Lagerzeiten nach der Fertigungund während des Transports gerechnetwerden.
20
Fahrzeugtür mit Außenhaut aus elektolytisch verzinktem Feinblech
Esse für Dunstabzugshaube Gehäuse einer Dunstabzugshaube (links) und Rückseite eines Wäschetrockners – elektrolytisch verzinkt und kunststoffbeschichtet
Profil für Schaltschränke
2322
Re
MPa*
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Re < 260260 ≤ Re < 340340 ≤ Re ≤ 420
420 < Re
Mindest-streckgrenze
Eingeschränkte Toleranzen (S)a)
für eine NennbreiteNormale Toleranzena)
für eine Nennbreite
Nenndicke
mm
≥ 0,35 – 0,40
> 0,40 – 0,60
> 0,60 – 0,80
> 0,80 – 1,00
> 1,00 – 1,20
> 1,20 – 1,60
> 1,60 – 2,00
> 2,00 – 2,50
> 2,50 – 3,00
≤ 1200b)
mm
± 0,020± 0,025± 0,030± 0,035± 0,025± 0,030± 0,035± 0,040± 0,030± 0,035± 0,040± 0,050± 0,035± 0,040± 0,050± 0,060± 0,040± 0,050± 0,060± 0,070± 0,050± 0,060± 0,070± 0,080± 0,060± 0,070± 0,080± 0,100± 0,080± 0,100± 0,110± 0,130± 0,100± 0,120± 0,130± 0,160
> 1500mm
± 0,030± 0,035± 0,040± 0,050± 0,035± 0,040± 0,050± 0,060± 0,040± 0,050± 0,060± 0,070± 0,050± 0,060± 0,070± 0,080± 0,060± 0,070± 0,080± 0,100± 0,070± 0,080± 0,100± 0,110± 0,080± 0,100± 0,110± 0,130± 0,100± 0,120± 0,130± 0,160± 0,120± 0,140± 0,150± 0,180
> 1200 ≤ 1500mm
± 0,025± 0,030± 0,035± 0,040± 0,030± 0,035± 0,040± 0,050± 0,035± 0,040± 0,050± 0,060± 0,040± 0,050± 0,060± 0,070± 0,050± 0,060± 0,070± 0,080± 0,060± 0,070± 0,080± 0,100± 0,070± 0,080± 0,100± 0,110± 0,090± 0,110± 0,120± 0,140± 0,110± 0,130± 0,140± 0,1,70
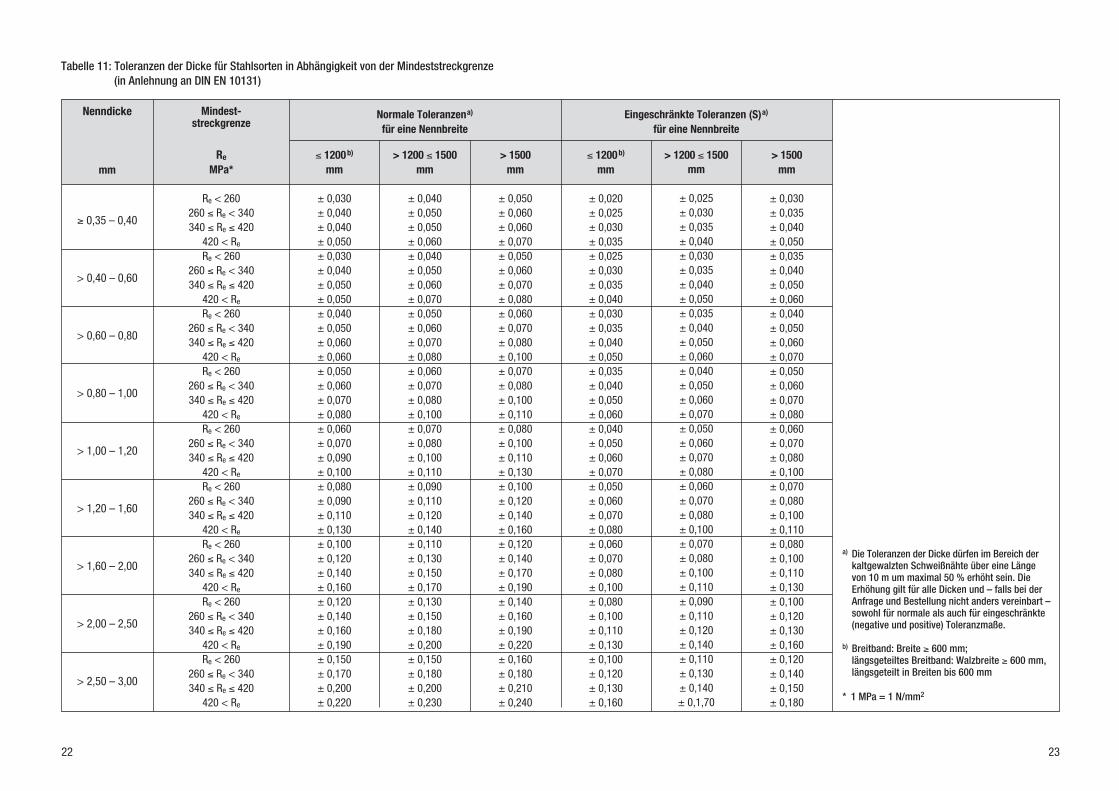
a) Die Toleranzen der Dicke dürfen im Bereich derkaltgewalzten Schweißnähte über eine Längevon 10 m um maximal 50 % erhöht sein. DieErhöhung gilt für alle Dicken und – falls bei derAnfrage und Bestellung nicht anders vereinbart – sowohl für normale als auch für eingeschränkte(negative und positive) Toleranzmaße.
b) Breitband: Breite ≥ 600 mm; längsgeteiltes Breitband: Walzbreite ≥ 600 mm,längsgeteilt in Breiten bis 600 mm
* 1 MPa = 1 N/mm2
Tabelle 11: Toleranzen der Dicke für Stahlsorten in Abhängigkeit von der Mindeststreckgrenze (in Anlehnung an DIN EN 10131)
≤ 1200b)
mm
± 0,030± 0,040± 0,040± 0,050± 0,030± 0,040± 0,050± 0,050± 0,040± 0,050± 0,060± 0,060± 0,050± 0,060± 0,070± 0,080± 0,060± 0,070± 0,090± 0,100± 0,080± 0,090± 0,110± 0,130± 0,100± 0,120± 0,140± 0,160± 0,120± 0,140± 0,160± 0,190± 0,150± 0,170± 0,200± 0,220
> 1500mm
± 0,050± 0,060± 0,060± 0,070± 0,050± 0,060± 0,070± 0,080± 0,060± 0,070± 0,080± 0,100± 0,070± 0,080± 0,100± 0,110± 0,080± 0,100± 0,110± 0,130± 0,100± 0,120± 0,140± 0,160± 0,120± 0,140± 0,170± 0,190± 0,140± 0,160± 0,190± 0,220± 0,160± 0,180± 0,210± 0,240
> 1200 ≤ 1500mm
± 0,040± 0,050± 0,050± 0,060± 0,040± 0,050± 0,060± 0,070± 0,050± 0,060± 0,070± 0,080± 0,060± 0,070± 0,080± 0,100± 0,070± 0,080± 0,100± 0,110± 0,090± 0,110± 0,120± 0,140± 0,110± 0,130± 0,150± 0,170± 0,130± 0,150± 0,180± 0,200± 0,150± 0,180± 0,200± 0,230
2524
6.4 Längentoleranzen
Die Länge wird an der Längsseitedes Bleches oder des Stabes gemessen.Die Toleranzen gelten für elektroly-tisch verzinkte Flacherzeugnisse gemäßTabellen 1 bis 8.
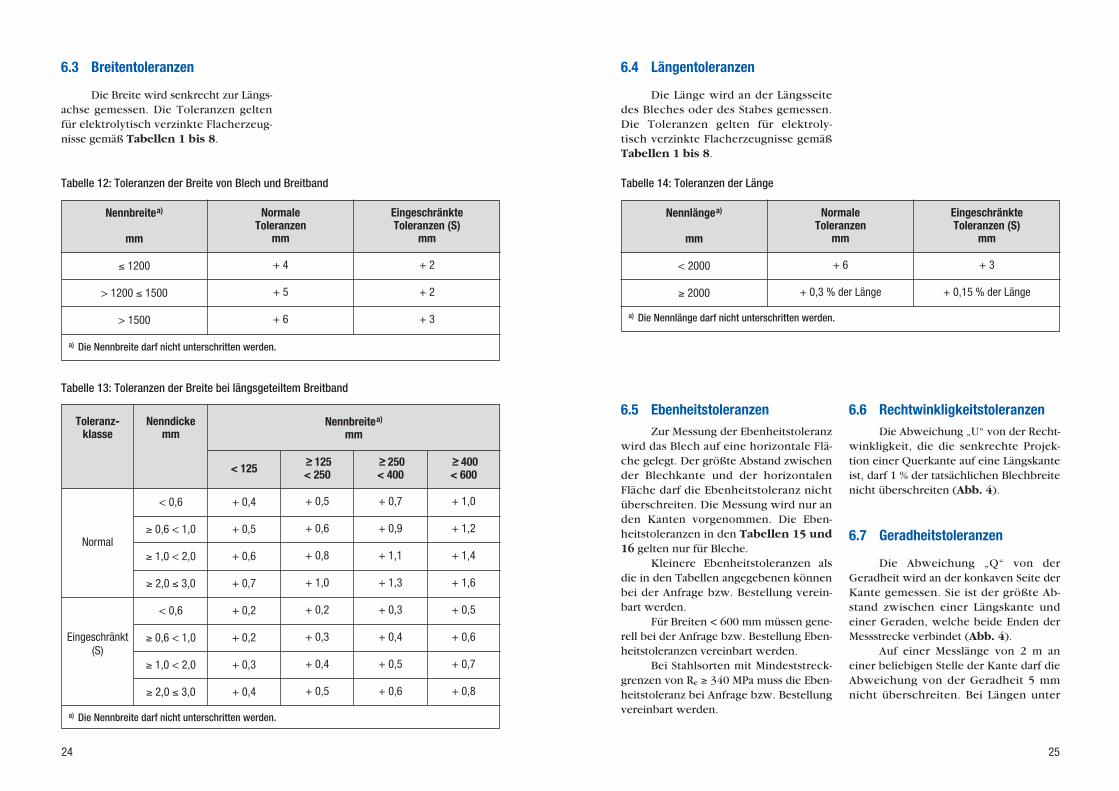
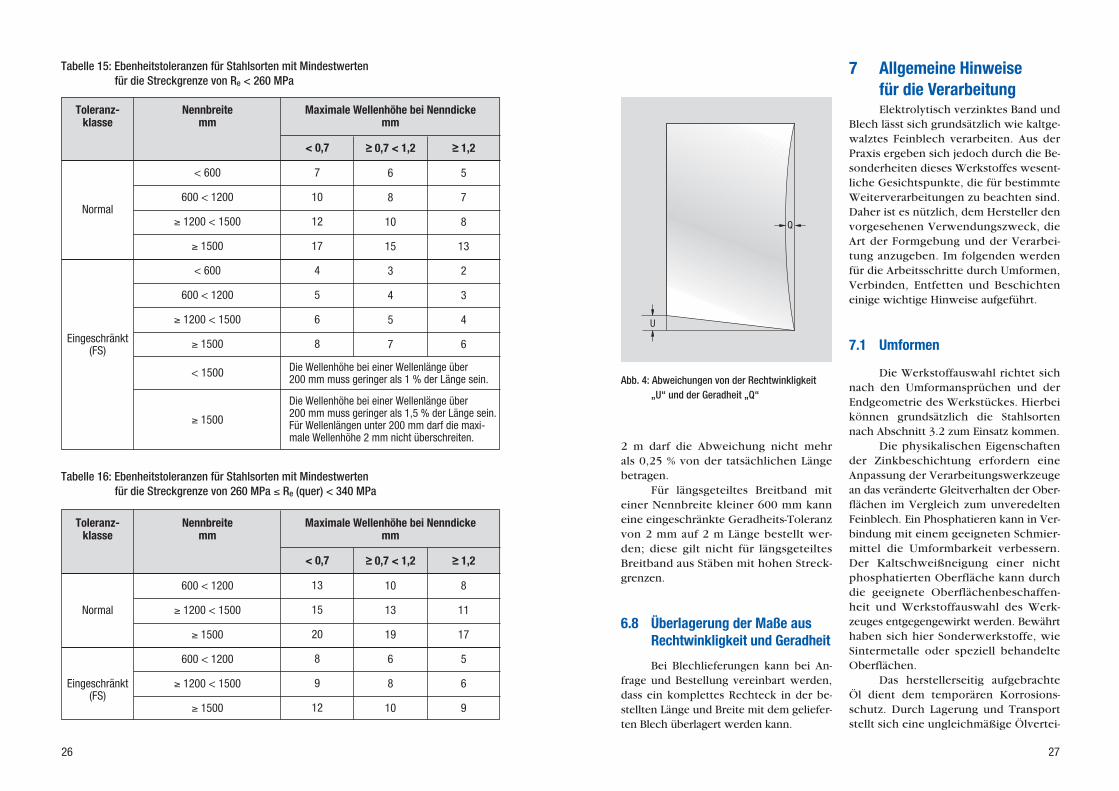
6.5 EbenheitstoleranzenZur Messung der Ebenheitstoleranz
wird das Blech auf eine horizontale Flä-che gelegt. Der größte Abstand zwischender Blechkante und der horizontalenFläche darf die Ebenheitstoleranz nichtüberschreiten. Die Messung wird nur anden Kanten vorgenommen. Die Eben-heitstoleranzen in den Tabellen 15 und16 gelten nur für Bleche.
Kleinere Ebenheitstoleranzen alsdie in den Tabellen angegebenen könnenbei der Anfrage bzw. Bestellung verein-bart werden.
Für Breiten < 600 mm müssen gene-rell bei der Anfrage bzw. Bestellung Eben-heitstoleranzen vereinbart werden.
Bei Stahlsorten mit Mindeststreck-grenzen von Re ≥ 340 MPa muss die Eben-heitstoleranz bei Anfrage bzw. Bestellungvereinbart werden.
6.6 RechtwinkligkeitstoleranzenDie Abweichung „U“ von der Recht-
winkligkeit, die die senkrechte Projek-tion einer Querkante auf eine Längskanteist, darf 1 % der tatsächlichen Blechbreitenicht überschreiten (Abb. 4).
6.7 Geradheitstoleranzen
Die Abweichung „Q“ von derGeradheit wird an der konkaven Seite derKante gemessen. Sie ist der größte Ab-stand zwischen einer Längskante undeiner Geraden, welche beide Enden derMessstrecke verbindet (Abb. 4).
Auf einer Messlänge von 2 m aneiner beliebigen Stelle der Kante darf dieAbweichung von der Geradheit 5 mmnicht überschreiten. Bei Längen unter
6.3 Breitentoleranzen
Die Breite wird senkrecht zur Längs-achse gemessen. Die Toleranzen geltenfür elektrolytisch verzinkte Flacherzeug-nisse gemäß Tabellen 1 bis 8.
Nennbreitea)
mm
≤ 1200
> 1200 ≤ 1500
> 1500
NormaleToleranzen
mm
+ 4
+ 5
+ 6
EingeschränkteToleranzen (S)
mm
+ 2
+ 2
+ 3
a) Die Nennbreite darf nicht unterschritten werden.
Tabelle 12: Toleranzen der Breite von Blech und Breitband
Nennlängea)
mm
< 2000
≥ 2000
NormaleToleranzen
mm
+ 6
+ 0,3 % der Länge
EingeschränkteToleranzen (S)
mm
+ 3
+ 0,15 % der Länge
a) Die Nennlänge darf nicht unterschritten werden.
Tabelle 14: Toleranzen der Länge
Toleranz-klasse
Normal
Eingeschränkt(S)
Nenndickemm
< 0,6
≥ 0,6 < 1,0
≥ 1,0 < 2,0
≥ 2,0 ≤ 3,0
< 0,6
≥ 0,6 < 1,0
≥ 1,0 < 2,0
≥ 2,0 ≤ 3,0
Nennbreitea)
mm
< 125
+ 0,4
+ 0,5
+ 0,6
+ 0,7
+ 0,2
+ 0,2
+ 0,3
+ 0,4
>– 125< 250
+ 0,5
+ 0,6
+ 0,8
+ 1,0
+ 0,2
+ 0,3
+ 0,4
+ 0,5
>– 250< 400
+ 0,7
+ 0,9
+ 1,1
+ 1,3
+ 0,3
+ 0,4
+ 0,5
+ 0,6
>– 400< 600
+ 1,0
+ 1,2
+ 1,4
+ 1,6
+ 0,5
+ 0,6
+ 0,7
+ 0,8
a) Die Nennbreite darf nicht unterschritten werden.
Tabelle 13: Toleranzen der Breite bei längsgeteiltem Breitband
2 m darf die Abweichung nicht mehrals 0,25 % von der tatsächlichen Längebetragen.
Für längsgeteiltes Breitband miteiner Nennbreite kleiner 600 mm kanneine eingeschränkte Geradheits-Toleranzvon 2 mm auf 2 m Länge bestellt wer-den; diese gilt nicht für längsgeteiltesBreitband aus Stäben mit hohen Streck-grenzen.
6.8 Überlagerung der Maße ausRechtwinkligkeit und Geradheit
Bei Blechlieferungen kann bei An-frage und Bestellung vereinbart werden,dass ein komplettes Rechteck in der be-stellten Länge und Breite mit dem geliefer-ten Blech überlagert werden kann.
7 Allgemeine Hinweise für die VerarbeitungElektrolytisch verzinktes Band und
Blech lässt sich grundsätzlich wie kaltge-walztes Feinblech verarbeiten. Aus derPraxis ergeben sich jedoch durch die Be-sonderheiten dieses Werkstoffes wesent-liche Gesichtspunkte, die für bestimmteWeiterverarbeitungen zu beachten sind.Daher ist es nützlich, dem Hersteller denvorgesehenen Verwendungszweck, dieArt der Formgebung und der Verarbei-tung anzugeben. Im folgenden werdenfür die Arbeitsschritte durch Umformen,Verbinden, Entfetten und Beschichteneinige wichtige Hinweise aufgeführt.
7.1 Umformen
Die Werkstoffauswahl richtet sichnach den Umformansprüchen und derEndgeometrie des Werkstückes. Hierbeikönnen grundsätzlich die Stahlsortennach Abschnitt 3.2 zum Einsatz kommen.
Die physikalischen Eigenschaftender Zinkbeschichtung erfordern eineAnpassung der Verarbeitungswerkzeugean das veränderte Gleitverhalten der Ober-flächen im Vergleich zum unveredeltenFeinblech. Ein Phosphatieren kann in Ver-bindung mit einem geeigneten Schmier-mittel die Umformbarkeit verbessern.Der Kaltschweißneigung einer nichtphosphatierten Oberfläche kann durchdie geeignete Oberflächenbeschaffen-heit und Werkstoffauswahl des Werk-zeuges entgegengewirkt werden. Bewährthaben sich hier Sonderwerkstoffe, wieSintermetalle oder speziell behandelteOberflächen.
Das herstellerseitig aufgebrachteÖl dient dem temporären Korrosions-schutz. Durch Lagerung und Transportstellt sich eine ungleichmäßige Ölvertei-
2726
Toleranz-klasse
Normal
Eingeschränkt(FS)
Nennbreitemm
600 < 1200
≥ 1200 < 1500
≥ 1500
600 < 1200
≥ 1200 < 1500
≥ 1500
Maximale Wellenhöhe bei Nenndicke mm
< 0,7
13
15
20
8
9
12
>– 0,7 < 1,2
10
13
19
6
8
10
>– 1,2
8
11
17
5
6
9
Tabelle 16: Ebenheitstoleranzen für Stahlsorten mit Mindestwerten für die Streckgrenze von 260 MPa ≤ Re (quer) < 340 MPa
U
Q
Abb. 4: Abweichungen von der Rechtwinkligkeit „U“ und der Geradheit „Q“
Toleranz-klasse
Normal
Eingeschränkt(FS)
Nennbreitemm
< 600
600 < 1200
≥ 1200 < 1500
≥ 1500
< 600
600 < 1200
≥ 1200 < 1500
≥ 1500
< 1500
≥ 1500
Maximale Wellenhöhe bei Nenndicke mm
< 0,7
7
10
12
17
4
5
6
8
Die Wellenhöhe bei einer Wellenlänge über 200 mm muss geringer als 1 % der Länge sein.
Die Wellenhöhe bei einer Wellenlänge über 200 mm muss geringer als 1,5 % der Länge sein.Für Wellenlängen unter 200 mm darf die maxi-male Wellenhöhe 2 mm nicht überschreiten.
>– 0,7 < 1,2
6
8
10
15
3
4
5
7
>– 1,2
5
7
8
13
2
3
4
6
Tabelle 15: Ebenheitstoleranzen für Stahlsorten mit Mindestwerten für die Streckgrenze von Re < 260 MPa
7.3 Reinigen
Üblicherweise wird eine Dampf-strahlentfettung durchgeführt. Danebenwerden auch handelsübliche Entfettungs-mittel verwendet, die im pH-Bereich zwi-schen 5 und 9 liegen.
Siehe auch Merkblatt 127 „Beölungvon Feinblech in Band und Tafeln“.
7.4 Beschichtungen
Die Lackhersteller bieten Lacksys-teme an, die auf die unterschiedlichenOberflächenbehandlungen von elektroly-tisch verzinktem Feinblech abgestimmtsind. Es empfiehlt sich deshalb eine ent-sprechende Rücksprache mit den Lack-herstellern.
Besonders geeignet ist die Oberflä-chenbehandlung „phosphatiert“.
Die chemische Passivierung kannweitere Oberflächenbehandlungen be-einflussen, z.B. das Phosphatieren. In sol-chen Fällen muss die Oberflächenbehand-lung auf die nachfolgende Beschichtungabgestimmt sein.
Weitere Einzelheiten gehen ausSchriften des Stahl-Informations-Zen-trums oder den anwendungstechnischenHinweisen der Lackhersteller hervor.
8 Besondere Hinweise für dieVerarbeitung von elektro-lytisch verzinktem Band
8.1 Abwickelvorrichtung, Rolleninnendurchmesser
Der Haspel sollte spreiz- und regel-bar sein, um die Rollen fest einspannenund beim Ablaufen bremsen zu können.Dadurch werden Verschiebungen der
Bandoberflächen gegeneinander vermie-den. Von Vorteil ist ein Haspel, bei demdie Rollen von oben oder von unten ab-gewickelt werden können. Der Durch-messerunterschied zwischen zusammen-gezogenem und gespreiztem Haspel solltemindestens 25 mm betragen. In gespreiz-tem Zustand muss der Haspeldorn rundsein. Übliche Innendurchmesser der Her-steller sind 508 und 610 mm.
Beim Aufwickeln von Bändern mitgrößerer Blechdicke sollte der Rollen-innendurchmesser stets 610 mm betragen,um die Gefahr der Bildung von Haspel-knicken zu vermindern.
8.2 Rollenaußendurchmesser, Rollengewichte und BestellmengenDie unterschiedlichen Produktions-
einrichtungen bei Herstellern wie auchVerbrauchern bedingen bei Auftragsab-schluss eine Festlegung der zu lieferndenAußendurchmesser der Rollen bzw. derRollengewichte. Die Lieferwerke arbeitengrundsätzlich mit verschiedenen Erzeu-gungseinheiten, deren Gewichte von derBlechbreite abhängen. Hierauf ist in derBestellung bei der Festlegung der Rollen-gewichte und der Positionsgröße Rück-sicht zu nehmen. Positionsgrößen sollteneine Erzeugungseinheit oder ein ganzesVielfaches davon betragen. Die Rollen-gewichte sollten der Erzeugungseinheitentsprechen oder durch Teilung ohneRest daraus herstellbar sein.
8.2.1 Bestellung nach MaximalgewichtZu empfehlen ist, dass der Besteller
Maximalgewicht oder maximalen Rollen-außendurchmesser vorgibt. Das Liefer-werk teilt die Erzeugungseinheiten so,dass nach Möglichkeit Rollen ohne Restentstehen.
29
lung ein. Die Ungleichmäßigkeit der Öl-verteilung nimmt mit höherer Ölauflagezu. Das herstellerseitig aufgebrachte Öl istdeshalb nicht als Umformhilfe geeignet.
Auf besondere Vereinbarung kön-nen Prelubes und Hotmelts werkseitigaufgebracht werden, die die Umformbar-keit verbessern.
Wenn bei besonderen Verarbei-tungsbedingungen Ziehhilfsmittel erfor-derlich sind, ist deren Verträglichkeit mitdem Werkstoff und ihre Wiederentfern-barkeit zu prüfen. Das spezifische Gleit-verhalten der verzinkten Oberfläche machtes bei manchen Ziehteilen notwendig,den Niederhalterdruck zu erhöhen.
Siehe auch Merkblatt 127 „Beölungvon Feinblech in Band und Tafeln“.
7.2 Fügen
Elektrolytisch verzinktes Band undBlech erfordert oberflächenschonende,die korrosionsschützenden Eigenschaftenerhaltende Fügeverfahren, wie Schrau-ben, Nieten, Falzen, Bördeln, Sicken,Klemmen, Kleben, Durchsetzfügen unddergleichen. Dies sollte schon bei der Kon-struktion berücksichtigt werden. Bei derKombination unterschiedlicher Werkstoffesind Probleme der Kontaktkorrosion zubeachten, wie sie z.B. beim Kontakt zwi-schen Kupfer und Zink auftreten können.
Beim Verbindungsschweißenkann mit den herkömmlichen Schweiß-verfahren gefügt werden. Hierbei sindgrundsätzlich die Schweißbedingungendem Werkstoff anzupassen. Bevorzugtwird das Widerstandsschweißen (Punkt-,Buckel- und Rollennahtschweißen) ange-wendet. Aber auch das Schmelzschweißenunter Schutzgas ist möglich.
Beim Widerstandsschweißen vonelektrolytisch verzinktem Feinblech kön-nen im Vergleich zum unveredelten Fein-
blech Änderungen der Schweißparame-ter notwendig werden (abhängig von derZinkschichtdicke und der Oberflächen-behandlung), z.B. durch Erhöhung derElektrodenkraft, des Schweißstroms undder Schweißzeit. Eine intensive Kühlungder Schweißelektroden sowie die Aus-wahl von geeigneten Elektrodenwerk-stoffen und -formen sind zu beachten.
Zur Wiederherstellung des Korro-sionsschutzes im Schweißbereich emp-fiehlt sich ggf. eine geeignete Nachbehand-lung (z.B. durch Beschichten mit Zink-staublack). Weitere Einzelheiten siehe:• Widerstandspunkt-, Buckel- und Rollen-
nahtschweißen von elektrolytisch ver-zinktem Stahlblech, DVS-Merkblatt 2926
• Elektroden für das Widerstandsschwei-ßen, DVS-Merkblatt 2903
• Buckelschweißen von Stählen, DVS-Merkblatt 2905 (DIN 8519)
Das Laserschweißen von elektro-lytisch verzinkten Feinblechen mittelsNd:YAG- oder CO2-Laser ist in der indus-triellen Fertigung heute Stand der Tech-nik. Es wird u. a. im Automobilbau, z.B.zur Fertigung von geschweißten Form-platinen (tailored blanks), in steigendemMaße eingesetzt.
Im Vergleich zu konventionellenVerfahren liegen die Vorteile des Laser-strahlschweißens in der schmalen Wärme-einflusszone und der sehr geringenSchädigung des Überzuges im Schweiß-nahtbereich. Die kathodische Schutzwir-kung des Überzugs bleibt voll erhalten.
Ein weiterer wichtiger Vorteil die-ses Schweißverfahrens ist die gute Ver-formbarkeit der Schweißnaht.
Das elektrolytisch verzinkte Bandund Blech in der phosphatierten undchemisch behandelten Ausführung ist sehrgut für eine anschließende Verklebunggeeignet. Schmutz- und Fettrückständesollten jedoch vor dieser Verklebung ent-fernt werden.
28
herangezogen werden. Beim Auftretenhöherer Fehleranteile, auch bei kleinenLiefermengen, sollen die notwendigenEinzelheiten dem Lieferwerk angegebenwerden.
Sollten sich beim Abwickeln einerRolle wiederkehrende Fehler zeigen, dievermuten lassen, dass die ganze Rolle beiihrer Verarbeitung einen stark überhöh-ten Ausschuss bringt, so muss der Ver-arbeiter die Rolle absetzen und umge-hend den Lieferanten benachrichtigen.Fehler dürfen nur dann beanstandet wer-den, wenn sie eine der Bestellung ange-messene Verarbeitung und Verwendungmehr als unerheblich beeinträchtigen.
9 KennzeichnungEine Kennzeichnung des Materials
durch Stempelung kann bei der Bestellungvereinbart werden.
Jede Verpackungseinheit, Rolle oderPaket, erhält ein Etikett, das üblicherweisefolgende Angaben enthält:
– Name oder Zeichen des Lieferwerks– Stahlsorte und Oberflächenart– Auflage– Nennmaße des Erzeugnisses– Identifikationsnummer– Auftragsnummer– Gewicht
10 Hinweise bei der BestellungDie Lieferung erfolgt nach den in
dieser Schrift festgelegten Merkmalen.Bei der Bestellung ist anzugeben:• Die Lage der besseren Seite bei der
Oberflächenart B• Die Lage der überzugsfreien Seite bei
einseitiger Veredelung• Die Lage der größeren Auflage bei
unterschiedlicher Auflage• Die Lage der Stempelung
Es liegt im Interesse des Verbrau-chers, bei Bestellung auf diese Schrift desStahl-Informations-Zentrums hinzuweisen,mit der Kurzbezeichnung „nach SIZ“.
31
8.2.2 Bestellung nach Maximal- und Minimalaußendurchmesser bzw. -gewichtenWird neben dem maximalen Außen-
durchmesser bzw. maximalen Gewichtauch ein minimaler Außendurchmesserbzw. minimales Gewicht gewünscht, sol-len die Toleranzen ausreichend groß sein.Darüber sind mit dem Hersteller beson-dere Vereinbarungen zu treffen.
Bei dieser Bestellart dürfen bis zu10 % des Positionsgewichtes mit Durch-messer- bzw. Gewichtsunterschreitungengeliefert werden, mindestens jedoch eineRolle. Der Außendurchmesser von Rest-ringen sollte nicht unter 800 mm liegen.
8.3 Schweißnähte
Zur Optimierung der Rollenge-wichte kann die Mitlieferung vonSchweißnähten vereinbart werden. Indiesem Fall muss mit den einzelnen Her-stellern entsprechend ihren Möglichkeiteneine gesonderte Absprache getroffenwerden.
Die Lage einer Schweißnaht wirdim allgemeinen nicht markiert, auf be-sonderen Wunsch des Verarbeiters kannsie jedoch gekennzeichnet werden.
8.4 Wickelzustand
Die Rollen werden möglichst kan-tengerade und fest gewickelt. Da sich einVerlaufen der Windungen nicht immervermeiden lässt, muss der Verarbeiter miteinem leichten Überstehen einzelnerWindungen über die Bandbreite hinausrechnen.
8.5 Ebenheit
Durch das Aufwickeln auf einenHaspel nimmt das Band Spannungen auf.Diese bewirken nach dem Abwickeln Ab-weichungen von der Ebenheit.
Um beim Ablängen ebene Blechezu erhalten, muss der Verbraucher einegeeignete Richtmaschine einsetzen.
8.6 Abnahme und Probennahme
Bei Lieferung in Rollen kann eineOberflächenabnahme nicht durchgeführtwerden. Die Abnahme beschränkt sichauf die mechanischen Eigenschaften, diean Proben vom Anfang oder Ende derRolle ermittelt werden. Für die Prüfver-fahren gelten die Festlegungen in der fürdas Material jeweils gültigen Norm. Dieverschiedenen Arten der Prüfbescheini-gungen sind in DIN EN 10204 festgelegt.
8.7 Fehleranteil bei Lieferungenvon elektrolytisch verzinktemBand Es ist technisch nicht möglich, ein
fehlerfreies Band zu liefern. Dieser Tat-sache muss der Verbraucher Rechnungtragen. Aus diesem Grunde kann es sinn-voll sein, Ausfallregelungen zu vereinba-ren. Bei Tafellieferung kann ein Teil derFehler aussortiert und damit der Fehler-anteil geringer werden. Bei der Lieferungvon Rollen sind schadhafte Stellen imSchweißnahtbereich oder auf den erstenAußen- oder Innenwindungen unvermeid-bar. Deshalb können zur Festlegung derAusfallmenge derartige Teile oder Stückenicht mitgerechnet werden.
Zur Beurteilung der Qualität unddamit als Basis für Reklamationen kön-nen nur repräsentative Liefermengen
30
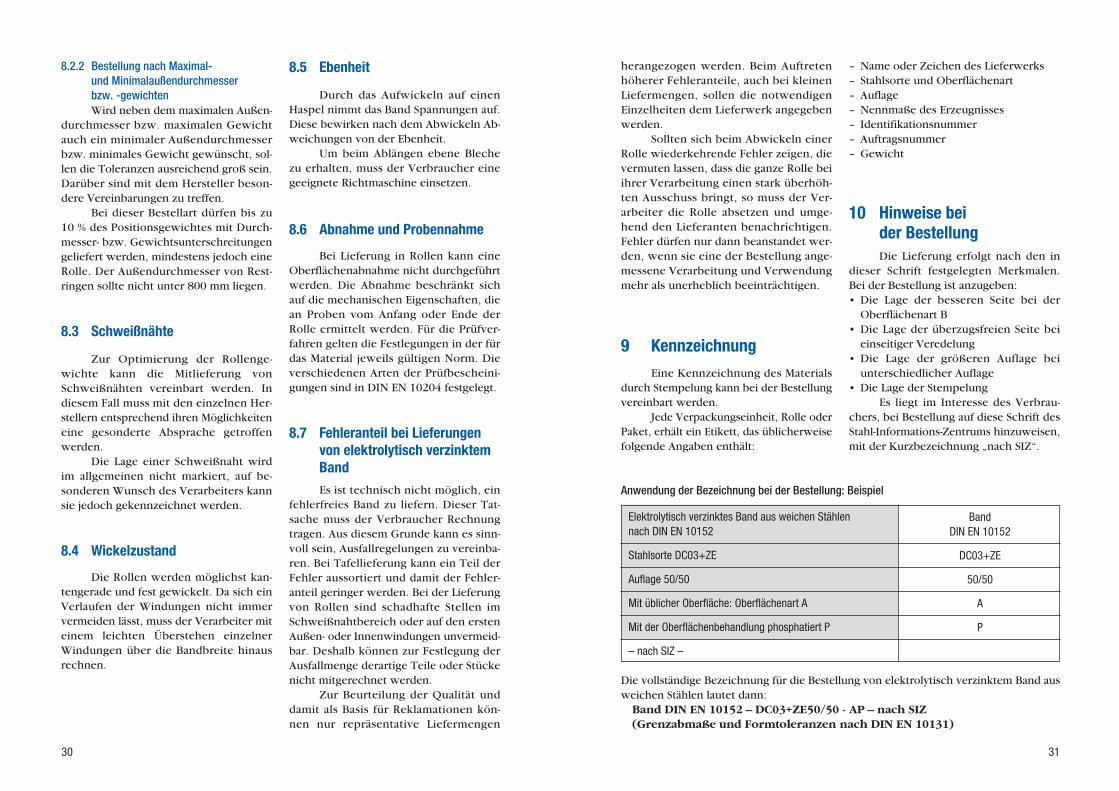
Elektrolytisch verzinktes Band aus weichen Stählen nach DIN EN 10152
Stahlsorte DC03+ZE
Auflage 50/50
Mit üblicher Oberfläche: Oberflächenart A
Mit der Oberflächenbehandlung phosphatiert P
– nach SIZ –
Band DIN EN 10152
DC03+ZE
50/50
A
P
Die vollständige Bezeichnung für die Bestellung von elektrolytisch verzinktem Band ausweichen Stählen lautet dann:
Band DIN EN 10152 – DC03+ZE50/50 - AP – nach SIZ(Grenzabmaße und Formtoleranzen nach DIN EN 10131)
Anwendung der Bezeichnung bei der Bestellung: Beispiel
DIN EN 10336Kontinuierlich schmelztauchveredeltesund elektrolytisch veredeltes Band undBlech aus Mehrphasenstählen zum Kalt-umformen – Technische Lieferbedin-gungen
DIN EN ISO 9227Korrosionsprüfungen in künstlichenAtmosphären – Salzsprühnebelprüfung(ISO 9227:2006); Deutsche Fassung EN ISO 9227:2006)
DIN EN 10204Metallische Erzeugnisse – Arten von Prüf-bescheinigungen
DIN EN ISO 14273Probenmaße und Durchführung für dieScherzugprüfung an Widerstandspunkt-,Rollennaht- und Buckelschweißungen mitgeprägten Buckeln
DIN EN ISO 14272Probenmaße und Verfahren für die Kopf-zugprüfung an Widerstandspunkt- undBuckelschweißungen mit geprägtenBuckeln
VDI 2700Ladungssicherung auf Straßenfahrzeugen
Charakteristische Merkmale 090 „Schwingungsdämpfendes Verbundbandund Verbundblech“,Stahl-Informations-Zentrum
Charakteristische Merkmale 093 „Organisch bandbeschichtete Flach-erzeugnisse aus Stahl“,Stahl-Informations-Zentrum
Charakteristische Merkmale 094„Feuerverzinkter Bandstahl“, Stahl-Informations-Zentrum
Charakteristische Merkmale 095„Schmelztauchveredeltes Band undBlech“,Stahl-Informations-Zentrum
Merkblatt 110„Schnittflächenschutz und kathodischeSchutzwirkung von schmelztauchver-edeltem und bandbeschichtetem Fein-blech“,Stahl-Informations-Zentrum
Merkblatt 127„Beölung von Feinblech in Band undTafeln“,Stahl-Informations-Zentrum
Merkblatt 229 „Beschichten von oberflächenveredeltemStahlblech“,Stahl-Informations-Zentrum
Merkblatt 235 „Weich- und Hartlöten von bandver-zinktem Feinblech“,Stahl-Informations-Zentrum
Bildnachweis:Bild „Profil für Schaltschränke“Welser GmbH, Bönen
33
11 Verpackung, Lagerung, Transport
Die Verpackung ist mit den jewei-ligen Lieferwerken abzustimmen.
Zwei vom SIZ herausgegebene In-formationsbroschüren über „Verpackung,Lagerung und Transport von (oberflächen-veredeltem) Feinblech“ können ebenfallsherangezogen werden (MB 112, MB 474).
12 Sonstige Normen, Regelwerke und Fachliteratur
DIN EN 10131DIN EN 10152 EntwurfDIN EN 10268DIN EN 10336sind auszugsweise wiedergegeben mitErlaubnis des DIN Deutsches Institut fürNormung e.V. Maßgebend für das Anwenden der DIN-Normen ist deren Fassung mit dem neu-esten Ausgabedatum, die bei der BeuthVerlag GmbH, Burggrafenstr. 6, 10787Berlin, erhältlich ist.
DIN EN 10021Allgemeine technische Lieferbedingungenfür Stahlerzeugnisse
DIN EN 10027-1 Bezeichnungssysteme für Stähle– Teil 1: Kurznamen
DIN EN 10027-2Bezeichnungssysteme für Stähle– Teil 2: Nummernsystem
DIN EN 10131Kaltgewalzte Flacherzeugnisse ohne Über-zug und mit elektrolytischem Zink- oderZink-Nickel-Überzug aus weichen Stählensowie aus Stählen mit höheren Streck-grenzen zum Kaltumformen – Grenzab-maße und Formtoleranzen
prEN 10152, 2008-01Elektrolytisch verzinkte kaltgewalzteFlacherzeugnisse aus Stahl zum Kalt-umformen – Technische Lieferbedin-gungen
DIN EN 10268Kaltgewalzte Flacherzeugnisse aus Stahlmit hoher Streckgrenze zum Kaltumfor-men – Technische Lieferbedingungen
DIN EN 10169-1Kontinuierlich organisch beschichtete(bandbeschichtete) Flacherzeugnisse ausStahl – Teil 1: Allgemeines (Definitionen, Werk-stoffe, Grenzabweichungen, Prüfver-fahren)
DIN EN 10169-2Kontinuierlich organisch beschichtete(bandbeschichtete) Flacherzeugnisse ausStahl – Teil 2: Erzeugnisse für den Bauaußen-einsatz
DIN EN 10169-3Kontinuierlich organisch beschichtete(bandbeschichtete) Flacherzeugnisse ausStahl – Teil 3: Erzeugnisse für den Bauinnen-einsatz
32

























