Embed Size (px)
Citation preview

TCNC-DREHZENTREN
Haas Automation Inc. DE

InhaltDie Haas-Steuerung 4–11
Steifes Maschinenbett 12–13
Bahnsteuerung 14–15
Spindel und Spindelantrieb 16–17
Spann- und Stützsysteme für Werkstücke 18–19
Optimierte Werkzeugrevolver 20–23
Angetriebene Werkzeuge, C- und Y-Achse 24–25
Späneabfuhr- und Kühlmittelsysteme 26–27
Bedienkomfort und Automatisierung 28–29
Modelle und Auslegungen 30–45
Abmessungen und technische Daten 46–53
nablässiges Streben nach Perfektion ist Teil der Unternehmensphilosophie von Haas Automation. Wir sind stets bemüht, den Wert unserer CNC-Maschinen für Sie, unsere Kunden, zu optimieren.
Auch die jüngste Generation unserer Drehzentren kann wieder mit zahlreichen Verbesserungen aufwarten. Sämtliche Aspekte – von der Bahnsteuerung über Kühlmittelfluss und Späneförderung hin zu Ergonomie und Wartungsverhalten – haben wir geprüft und optimiert. Das Ergebnis sind Maschinen von überlegener Qualität und Zuverlässigkeit – die besten Drehzentren, die Haas je gebaut hat.
Diese Broschüre bietet Ihnen einen Überblick über die neuen Maschinen, ihr Leistungsvermögen und ihre technologischen Rafinessen –Ergebnis unseres unablässigen Strebens nach Perfektion.
U
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 1

Bei der Entwicklung der neuen Generation von Haas-Drehzentren standen von Beginn an Steifigkeit, Präzision und thermische Stabilität im Vordergrund. Die Optimierung sämtlicher Gussteile nach der Finite-Elemente-Methode (FEM) hat eine hochbelastbare Konstruktion mit verbessertem Späne- und Kühlmittelfluss und vereinfachtem Zugang für Wartungsarbeiten hervorgebracht. Die kompakte, symmetrische Bauweise der Spindelköpfe erhöht die thermische Stabilität und Steifigkeit, während die durchdachte 45-Grad-Schrägbauweise zusätzlichen Einbauraum für Werkzeuge schafft und die
Späneabfuhr optimiert. Synchronisiertes Gewindebohren, ein 15-Zoll-LCD-Farbmonitor und eine USB-Schnittstelle gehören zur Grundausstattung. Teil des umfangreichen Sonderzubehörs sind unter anderem ein Scharnierband-Späneförderer, ein programmierbarer Reitstock, ein automatisches Werkzeug-Voreinstellsystem, angetriebene Werkzeuge mit C-Achse, ein automatischer Teilefänger sowie verschiedene Hochdruck-Kühlmittelsysteme.
Die neue Generation der Drehzentren von Haas, Qualitätsarbeit aus den USA, ist über ein weltumspannendes Netzwerk von Haas Factory Outlets erhältlich – ein umfassendes Vertriebs- und Servicesystem, das in der Werkzeugmaschinenbranche seinesgleichen sucht.
die NeUe GeNeRATiONdeR HAAS-dReHzeNTReN ...
2 | Amerikas führender Werkzeugmaschinenhersteller

Eine neue Generation von DrehmaschinenWenn Optimierung Programm ist
... umfasst robuste 2-Achsen-, Gegenspindel-, Super Speed- und Y-Achsen-Modelle:
Präzision, Stabilität, Produktivität und Zuverlässigkeit – diese Qualitäten bilden die Eckpfeiler eines hochbelastbaren Drehzentrums. Bei der neuen Generation der Haas-Drehzentren verbindet sich die jahrzehntelange Erfahrung eines Branchenführers mit dem gekonnten Einsatz modernster digitaler Konstruktions- und Analyseverfahren. Eine Reihe grundsolider Drehzentren – in dieser Maschinenklasse schwerlich zu überbieten – ist das Ergebnis.
Zu den zahlreichen Verbesserungen gegenüber früheren Generationen zählen:
• Überarbeitete Gusseisen-Maschinenbetten mit erhöhter Steifigkeit sowie verbessertem Späne- und Kühlmittelfluss
• Kompakte, symmetrische Spindelköpfe mit optimierter Steifigkeit und thermischer Stabilität
• Optimierte Reitstöcke mit kürzerer Geometrie und besserem Schneidverhalten
• Verbesserte Umhausungen für einfacheren Wartungszugang
• Zahnriemenantriebe mit effizienterer Kraftübertragung und geringerer Wärmeentwicklung zur Verbesserung der Gewindeschneidleistung
• Überarbeitete Scharnierband-Späneförderer als werkseitig vormontiertes Sonderzubehör
• Optionale automatische Messtaster mit intuitiver Benutzeroberfläche zur einfacheren Werkzeugeinrichtung. Bei entsprechender Programmierung wird ein Werkzeugbruch im mannlosen Betrieb erkannt.
• Angetriebene Werkzeuge mit Getriebe – wirksame Kraftübertragung, Dauerbetrieb bei maximalem Drehmoment
• Umpositionierte Hydraulikeinheiten, sodass nun alle Einstellungen an der Maschinenvorderseite vorgenommen werden können
• Minimalschmiersysteme zur Reduzierung des Ölaustritts und Schmiermittelverbrauchs
ST-10ST-20ST-30
ST-40dS-30
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 3
Leistungsmerkmale
Geschlossenes System Robust, zuverlässig, nahtlos in die Maschine integriert – die Haas-Steuerung ist ein geschlossenes System, das speziell auf Haas-Maschinen zugeschnitten ist. Externe NC-Anbieter kommen nicht ins Spiel. Für Ihre gesamte Maschine bürgt ein Unternehmen: Haas.
Spezielle Tastatur Die Haas-Tastatur bietet sämtliche zur Maschinenbedienung nötigen Tasten, einschließlich eines vollständigen alphanumerischen Tastenfelds. Die deutliche Beschriftung aller gängigen Funktionen erhöht den Bedienkomfort. Kein Ärger mit Tastenkombinationen, keine mühsame Funktionssuche von Bildschirm zu Bildschirm – die Haas-Steuerung ist denkbar einfach und übersichtlich. Sie brauchen keine verschlüsselten Codes auswendig zu lernen und können viele Funktionen mit nur einem Tastendruck aufrufen.
Komplexe Abläufe per TastendruckDirekttasten Einstellen der Werkzeug- und Werkstückversätze, Anfahren der Ausgangsposition, Auswahl des nächsten Werkzeugs beim Einrichten – diese und zahlreiche weitere gängige Funktionen, die sonst oft mehrere Bedienschritte erfordern, gehorchen dem Druck einer einzigen Taste.
Multifunktionales tragbares Bedienpult Bei den meisten Maschinen dient das Handrad nur zum Steuern der Achsbewegungen. Haas aber hat es zu einem tragbaren Bedienpult mit zahlreichen Betriebsmodi erweitert – beispielsweise zur schnelleren Bearbeitung des Programms, Übersteuerung von Spindeldrehzahlen und Vorschüben oder Anzeige von Versätzen und Parametern.
15-Zoll-LCD-Farbmonitor Unser großzügiger TFT-LCD-Vollfarbmonitor (Diagonale: 15 Zoll, 38 cm) ist speziell auf Fertigungsumgebungen zugeschnitten. Das leistungsfähige Display bietet einen ausgesprochen großen Betrachtungswinkel und ausgezeichnete Kontraste auch in hellen Umgebungen. Zum Schutz und zur besseren Lesbarkeit wurde eine Frontplatte aus blendfreiem, vorgespanntem Glas verwendet.
USB-Anschluss Der integrierte USB-Anschluss dient als Schnittstelle für USB-Flash-Speicher oder externe Festplatten (vom Kunden bereitzustellen).
Schlüsselschalter für Programmsperre Mit dem Schlüsselschalter kann eine versehentliche oder unbefugte Bearbeitung des Programmspeichers verhindert werden. Auch Einstellungen, Parameter, Versätze und Makrovariablen lassen sich auf diese Weise schützen.
ALLES IM GRIFF
Die Haas-CNC-SteuerungDie Haas-CNC-Steuerung ist die „Kommandozentrale“ Ihrer Haas-Werkzeugmaschine.
Lange Jahre der Forschung und Entwicklung sind in eine Hard- und Software zur CNC-Steuerung geflossen, die in der Branche wohl unerreicht ist. Für die Drehzentren der neuesten Generation haben wir noch einmal zahlreiche Innovationen hinzugefügt.
Zur Gewährleistung einer ruhigen, präzisen Bahnsteuerung sind sämtliche Achsen der Haas-Drehzentren mit hochmodernen digitalen Servomotoren und hochauflösenden Messgebern ausgestattet, die unsere Maschinen – in Kombination mit wesentlichen Verbesserungen bei der Software und Motorsteuerung – zu neuen Höchstleistungen beflügeln.
4 | Amerikas führender Werkzeugmaschinenhersteller

BEKANNTES INFRAGE STELLEN
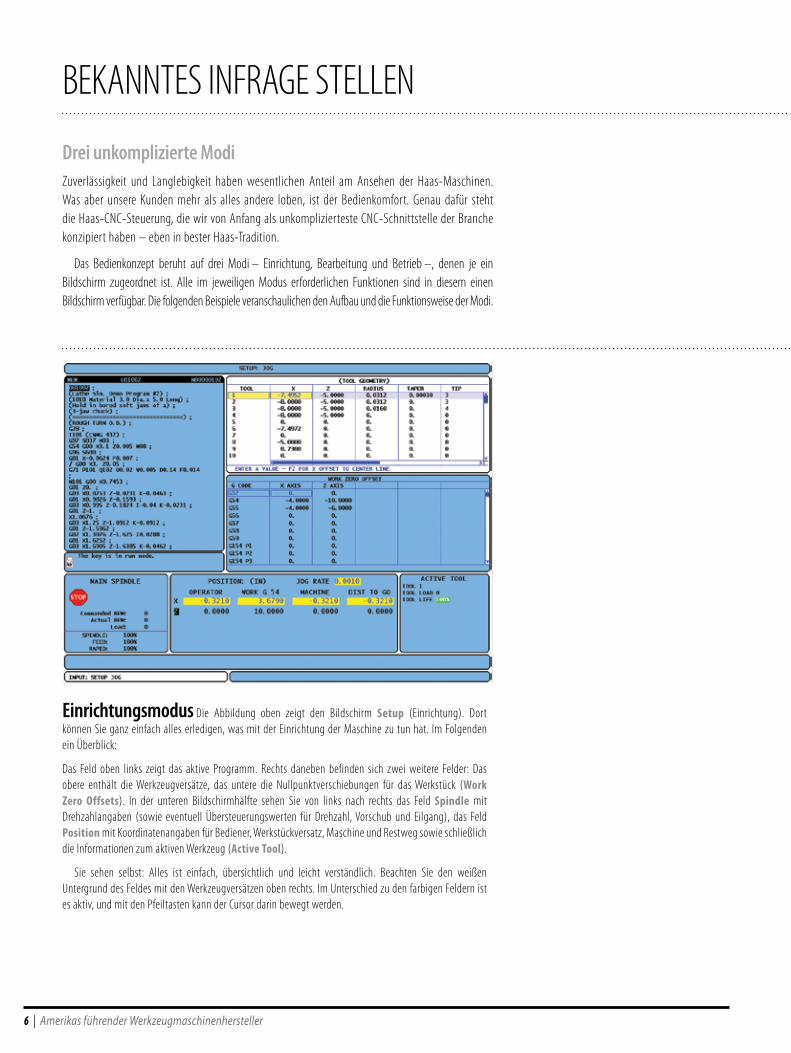
Einrichtungsmodus Die Abbildung oben zeigt den Bildschirm Setup (Einrichtung). Dort können Sie ganz einfach alles erledigen, was mit der Einrichtung der Maschine zu tun hat. Im Folgenden ein Überblick:
Das Feld oben links zeigt das aktive Programm. Rechts daneben befinden sich zwei weitere Felder: Das obere enthält die Werkzeugversätze, das untere die Nullpunktverschiebungen für das Werkstück (Work zero Offsets). In der unteren Bildschirmhälfte sehen Sie von links nach rechts das Feld Spindle mit Drehzahlangaben (sowie eventuell Übersteuerungswerten für Drehzahl, Vorschub und Eilgang), das Feld Position mit Koordinatenangaben für Bediener, Werkstückversatz, Maschine und Restweg sowie schließlich die Informationen zum aktiven Werkzeug (Active Tool).
Sie sehen selbst: Alles ist einfach, übersichtlich und leicht verständlich. Beachten Sie den weißen Untergrund des Feldes mit den Werkzeugversätzen oben rechts. Im Unterschied zu den farbigen Feldern ist es aktiv, und mit den Pfeiltasten kann der Cursor darin bewegt werden.
Drei unkomplizierte ModiZuverlässigkeit und Langlebigkeit haben wesentlichen Anteil am Ansehen der Haas-Maschinen. Was aber unsere Kunden mehr als alles andere loben, ist der Bedienkomfort. Genau dafür steht die Haas-CNC-Steuerung, die wir von Anfang als unkomplizierteste CNC-Schnittstelle der Branche konzipiert haben – eben in bester Haas-Tradition.
Das Bedienkonzept beruht auf drei Modi – Einrichtung, Bearbeitung und Betrieb –, denen je ein Bildschirm zugeordnet ist. Alle im jeweiligen Modus erforderlichen Funktionen sind in diesem einen Bildschirm verfügbar. Die folgenden Beispiele veranschaulichen den Aufbau und die Funktionsweise der Modi.
6 | Amerikas führender Werkzeugmaschinenhersteller
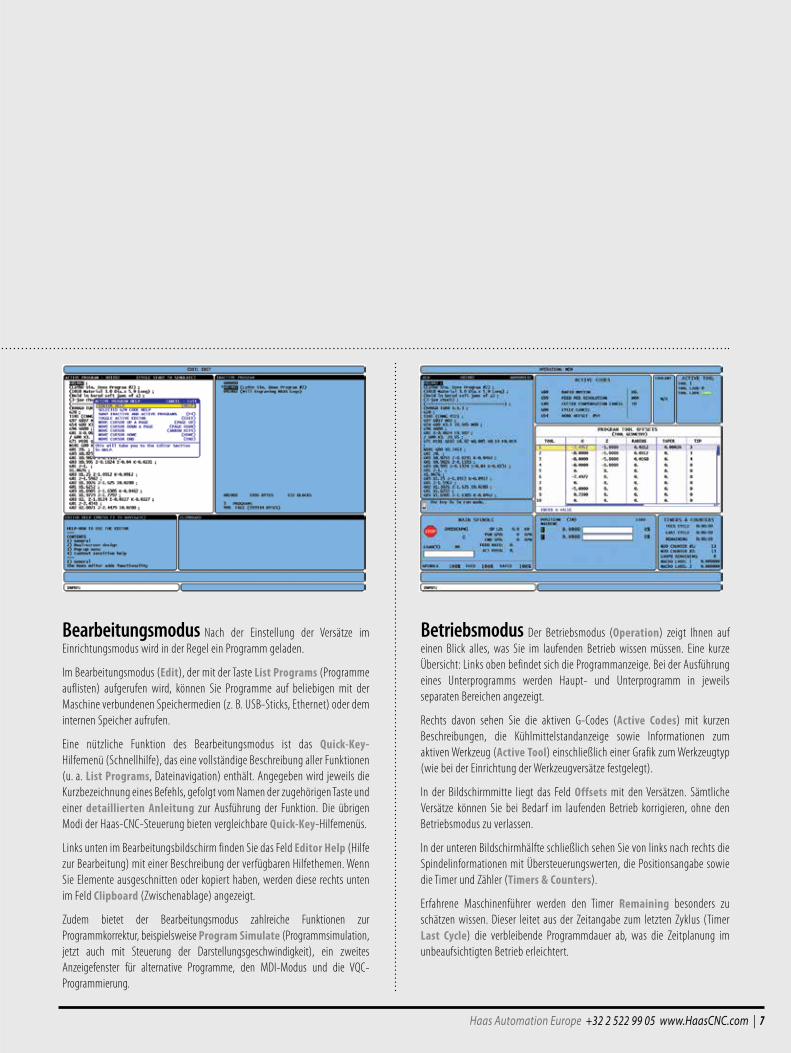
Bearbeitungsmodus Nach der Einstellung der Versätze im Einrichtungsmodus wird in der Regel ein Programm geladen.
Im Bearbeitungsmodus (edit), der mit der Taste List Programs (Programme auflisten) aufgerufen wird, können Sie Programme auf beliebigen mit der Maschine verbundenen Speichermedien (z. B. USB-Sticks, Ethernet) oder dem internen Speicher aufrufen.
Eine nützliche Funktion des Bearbeitungsmodus ist das Quick-Key-Hilfemenü (Schnellhilfe), das eine vollständige Beschreibung aller Funktionen (u. a. List Programs, Dateinavigation) enthält. Angegeben wird jeweils die Kurzbezeichnung eines Befehls, gefolgt vom Namen der zugehörigen Taste und einer detaillierten Anleitung zur Ausführung der Funktion. Die übrigen Modi der Haas-CNC-Steuerung bieten vergleichbare Quick-Key-Hilfemenüs.
Links unten im Bearbeitungsbildschirm finden Sie das Feld editor Help (Hilfe zur Bearbeitung) mit einer Beschreibung der verfügbaren Hilfethemen. Wenn Sie Elemente ausgeschnitten oder kopiert haben, werden diese rechts unten im Feld Clipboard (Zwischenablage) angezeigt.
Zudem bietet der Bearbeitungsmodus zahlreiche Funktionen zur Programmkorrektur, beispielsweise Program Simulate (Programmsimulation, jetzt auch mit Steuerung der Darstellungsgeschwindigkeit), ein zweites Anzeigefenster für alternative Programme, den MDI-Modus und die VQC-Programmierung.
Betriebsmodus Der Betriebsmodus (Operation) zeigt Ihnen auf einen Blick alles, was Sie im laufenden Betrieb wissen müssen. Eine kurze Übersicht: Links oben befindet sich die Programmanzeige. Bei der Ausführung eines Unterprogramms werden Haupt- und Unterprogramm in jeweils separaten Bereichen angezeigt.
Rechts davon sehen Sie die aktiven G-Codes (Active Codes) mit kurzen Beschreibungen, die Kühlmittelstandanzeige sowie Informationen zum aktiven Werkzeug (Active Tool) einschließlich einer Grafik zum Werkzeugtyp (wie bei der Einrichtung der Werkzeugversätze festgelegt).
In der Bildschirmmitte liegt das Feld Offsets mit den Versätzen. Sämtliche Versätze können Sie bei Bedarf im laufenden Betrieb korrigieren, ohne den Betriebsmodus zu verlassen.
In der unteren Bildschirmhälfte schließlich sehen Sie von links nach rechts die Spindelinformationen mit Übersteuerungswerten, die Positionsangabe sowie die Timer und Zähler (Timers & Counters).
Erfahrene Maschinenführer werden den Timer Remaining besonders zu schätzen wissen. Dieser leitet aus der Zeitangabe zum letzten Zyklus (Timer Last Cycle) die verbleibende Programmdauer ab, was die Zeitplanung im unbeaufsichtigten Betrieb erleichtert.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 7
HAAS-STEUERUNG – GEBALLTE LEISTUNG, GUT VERPACKT
8 | Amerikas führender Werkzeugmaschinenhersteller

CURNT/COMDS Diese Seite (aktive Befehle) gibt Aufschluss über den gegenwärtigen Maschinenstatus. Wesentliche Informationen sind das derzeit ausgeführte Programm, die aktuelle Position, das aktive Werkzeug, die Belastung der Spindel und Achsen, die aktuelle Spindeldrehzahl und der Vorschub. In zusätzlichen Bildschirmen sind Angaben zu den Befehlen und G-Codes des aktuellen Programms verfügbar, während Timer über die Zyklus-, Bearbeitungs- und Betriebszeiten sowie die M30-Zählung (Anzahl der Werkstücke) informieren. Separate Felder schließlich geben Auskunft über die verwendeten Makrovariablen, die Standzeit der Werkzeuge sowie die minimale und maximale Spindelbelastung pro Werkzeug.
HELP/CALC Diese Funktion (Hilfe/Rechner) bietet ein integriertes, mühelos durchsuchbares Bedienerhandbuch für die £Haas-Maschine. Aufgerufen wird sie durch zweimaliges Betätigen der Taste HELP/CALC – zunächst in einem beliebigen Modus, dann erneut im eingeblendeten Hilfemenü des jeweiligen Modus. Ein Online-Hilfesystem mit Registerkarten bietet Ihnen Zugang zu allen Teilen des Bedienerhandbuchs mit ausführlichen Erläuterungen der Maschinenfunktionen. Ebenfalls integriert sind zahlreiche Spezialrechner – für trigonometrische Gleichungen, Kreis-Kreis-Tangenten-Gleichungen, Kreis-Geraden-Tangenten-Gleichungen sowie Schnittgeschwindigkeiten und Vorschübe –, ein gewöhnlicher Rechner sowie eine Bohr-/Gewindeschneid- und eine Zoll-mm-Tabelle. Die Ergebnisse der Rechner lassen sich direkt in das jeweilige Programm einfügen – eine wesentliche Hilfe für die CNC-Bearbeitung.
Zeitsparende Direkttasten Einige der anspruchsvollsten Funktionen der Haas-Steuerung – Funktionen, die im CNC-Alltag ständig benötigt werden – gehorchen dem Druck einer einzigen Taste. Dies gilt beispielsweise für die Einstellung der Werkzeugversätze: Einfach ein Werkzeug im Schrittbetrieb zur Werkstückoberfläche verfahren, die Werkzeugversatztaste drücken, und die Werkzeuglänge wird automatisch im Längenregister gespeichert – ganz ohne manuelle Eingaben! Dann drücken Sie die Taste zur Auswahl des nächsten Werkzeugs und wiederholen den Vorgang für jedes weitere Werkzeug. Genauso einfach ist die Einstellung der Werkstückversätze. Zwei bisher zeitraubende Prozesse sind nun eine Sache einiger weniger Handgriffe.
Werkzeug-Lastüberwachung Ein weiteres wichtiges Kriterium zur Produktivitätssteigerung ist die Maximierung der Werkzeugstandzeit. Die Haas-Steuerung kann für jedes Werkzeug die Spindelbelastung überwachen und den Vorschub automatisch anpassen, wenn ein vom Bediener festgelegter Grenzwert überschritten wird. Je nach der Einstellung der Steuerung wird in solchen Fällen der festgelegte Vorschub verringert, der Bediener informiert, der Vorschub-Wartemodus aktiviert oder der entsprechende Alarm ausgelöst. Bei der ersten Ausführung eines Programms zeichnet die Haas-Steuerung automatisch für jedes Werkzeug die höchste gemessene Belastung auf. Anhand dieser Daten kann der Bediener mit der Funktion „Tool Load Monitoring“ Grenzwerte pro Werkzeug festlegen. Unter dem Strich maximiert die Lastüberwachungsfunktion die Werkzeugstandzeit und schützt Werkstück wie Maschine vor den Folgen des Werkzeugverschleißes.
Erweiterte Werkzeugverwaltung Integriert in die Haas-Steuerung ist eine anspruchsvolle Werkzeugverwaltung, mit der Sie Ihre Produktivität weiter steigern können – beispielsweise durch Erstellung einer Gruppe redundanter Werkzeuge für ein bestimmtes Programm. Ein einziger Bildschirm bietet Ihnen einen Überblick über die verschiedenen Werkzeuggruppen und ihre Parameter. Zur Erstellung einer Gruppe redundanter Werkzeuge ordnen Sie dieser Werkzeugnummern zu und bestimmen die Parameter zum Aufruf dieser Werkzeuge. Mögliche Parameter sind die Vorschubdauer, die Anzahl der Werkzeugaufrufe, die Anzahl der Bohrungen oder ein vordefinierter Belastungsgrenzwert. Zur Verwendung einer solchen Gruppe in einem Programm müssen Sie beim Werkzeugaufruf lediglich die Gruppennummer eingeben. Beim Aufruf eines Werkzeugs wird jeweils der bei der Einrichtung festgelegte Werkzeugversatz automatisch geladen.
Tragbares Bedienpult Das patentierte tragbare Bedienpult von Haas ist weit mehr als ein gewöhnliches Handrad. Mit einem 7 cm-Farbdisplay, einem 11-Tasten-Block, einer Bahnsteuerung mit Dreifach-Drehknopf zur stufenlosen Regelung des Schrittvorschubs sowie einer integrierten LED-Kontrollleuchte ermöglicht es Ihnen die Einstellung der Werkzeug- und Werkstückversätze, das Verfahren von bis zu 9 Achsen im Schrittbetrieb, die Bestimmung der Maschinenposition, die Anzeige des gerade ausgeführten Programms und vieles mehr.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 9
1
2
3
8 M-Funktionen 8 zusätzliche M-Funktionen für insgesamt bis zu 13 Benutzeroberflächen – beispielsweise zur Aktivierung von Messtastern, zusätzlichen Pumpen, Spannsystemen oder Werkstückladern
Robot Ready Interface Fertig zusammengestelltes Paket aus Hardware, Software und einem DeviceNet™-E/A-Modul zur standardisierten, zentralisierten Kommunikation zwischen der Haas-Steuerung und einem Laderoboter – damit Sie Ihr Haas-Drehzentrum mühelos in eine Roboterzelle integrieren können. Ein besonderer Vorteil ist die Skalierbarkeit der Lösung: Bei Änderung Ihrer Produktionsprozesse oder Erweiterung Ihres Maschinenparks lassen sich Maschinen mühelos hinzufügen, entfernen oder austauschen.
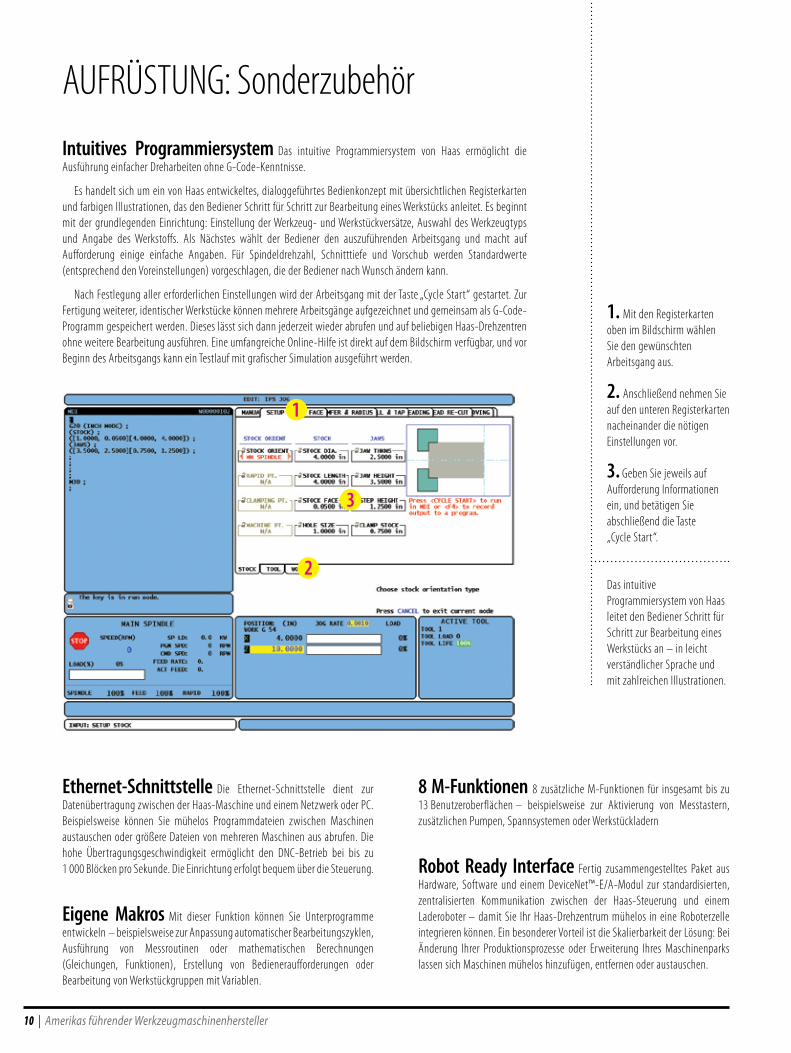
Intuitives Programmiersystem Das intuitive Programmiersystem von Haas ermöglicht die Ausführung einfacher Dreharbeiten ohne G-Code-Kenntnisse.
Es handelt sich um ein von Haas entwickeltes, dialoggeführtes Bedienkonzept mit übersichtlichen Registerkarten und farbigen Illustrationen, das den Bediener Schritt für Schritt zur Bearbeitung eines Werkstücks anleitet. Es beginnt mit der grundlegenden Einrichtung: Einstellung der Werkzeug- und Werkstückversätze, Auswahl des Werkzeugtyps und Angabe des Werkstoffs. Als Nächstes wählt der Bediener den auszuführenden Arbeitsgang und macht auf Aufforderung einige einfache Angaben. Für Spindeldrehzahl, Schnitttiefe und Vorschub werden Standardwerte (entsprechend den Voreinstellungen) vorgeschlagen, die der Bediener nach Wunsch ändern kann.
Nach Festlegung aller erforderlichen Einstellungen wird der Arbeitsgang mit der Taste „Cycle Start“ gestartet. Zur Fertigung weiterer, identischer Werkstücke können mehrere Arbeitsgänge aufgezeichnet und gemeinsam als G-Code-Programm gespeichert werden. Dieses lässt sich dann jederzeit wieder abrufen und auf beliebigen Haas-Drehzentren ohne weitere Bearbeitung ausführen. Eine umfangreiche Online-Hilfe ist direkt auf dem Bildschirm verfügbar, und vor Beginn des Arbeitsgangs kann ein Testlauf mit grafischer Simulation ausgeführt werden.
Das intuitive Programmiersystem von Haas leitet den Bediener Schritt für Schritt zur Bearbeitung eines Werkstücks an – in leicht verständlicher Sprache und mit zahlreichen Illustrationen.
1. Mit den Registerkarten oben im Bildschirm wählen Sie den gewünschten Arbeitsgang aus.
2. Anschließend nehmen Sie auf den unteren Registerkarten nacheinander die nötigen Einstellungen vor.
3. Geben Sie jeweils auf Aufforderung Informationen ein, und betätigen Sie abschließend die Taste „Cycle Start“.
AUFRÜSTUNG: Sonderzubehör
Ethernet-Schnittstelle Die Ethernet-Schnittstelle dient zur Datenübertragung zwischen der Haas-Maschine und einem Netzwerk oder PC. Beispielsweise können Sie mühelos Programmdateien zwischen Maschinen austauschen oder größere Dateien von mehreren Maschinen aus abrufen. Die hohe Übertragungsgeschwindigkeit ermöglicht den DNC-Betrieb bei bis zu 1 000 Blöcken pro Sekunde. Die Einrichtung erfolgt bequem über die Steuerung.
Eigene Makros Mit dieser Funktion können Sie Unterprogramme entwickeln – beispielsweise zur Anpassung automatischer Bearbeitungszyklen, Ausführung von Messroutinen oder mathematischen Berechnungen (Gleichungen, Funktionen), Erstellung von Bedieneraufforderungen oder Bearbeitung von Werkstückgruppen mit Variablen.
10 | Amerikas führender Werkzeugmaschinenhersteller
Merkmale der Steuerung■Bedienkomfort
■Anspruchsvolle Programmbearbeitung
■Antrieb mit bürstenlosen AC-Servomotoren
■Vorschübe von bis zu 30,5 m/min
■Drei 32-Bit-Prozessoren
■Ausführung von bis zu 1 000 Blöcken pro Sekunde
■Kompatibilität mit G-Code nach ISO
■Einstellung der Werkzeugversätze per Direkttaste
■50 Werkzeugversätze
■105 Werkstückkoordinaten
■Werkzeuglast-Überwachung
■Werkzeugstandzeit-Überwachung
■Spiralinterpolation
■Hintergrundkorrektur
■ Programmansicht in mehreren Bildschirmfenstern
■Trigonometrische Berechnungen
■Bogen- und Tangentenberechnungen
■ Berechnung von Schnittgeschwindigkeiten und Vorschüben
■Start/Stopp/Schritt/Weiter
■RS-232, DNC, USB, optionales Ethernet
■Neustart während des Programms
■ Programmierung in Zoll oder metrischen Einheiten
■Benachrichtigungsseite
■Mehr als 20 auswählbare Sprachen
■ Mehr als 200 anwenderdefinierbare Einstellungen
■Selbstdiagnose
■Ausführliche Alarmhinweise
■Lochmusterbohren
■Testlauf mit grafischer Simulation
■5 zusätzliche M-Funktionen
■Gefertigt in den USA
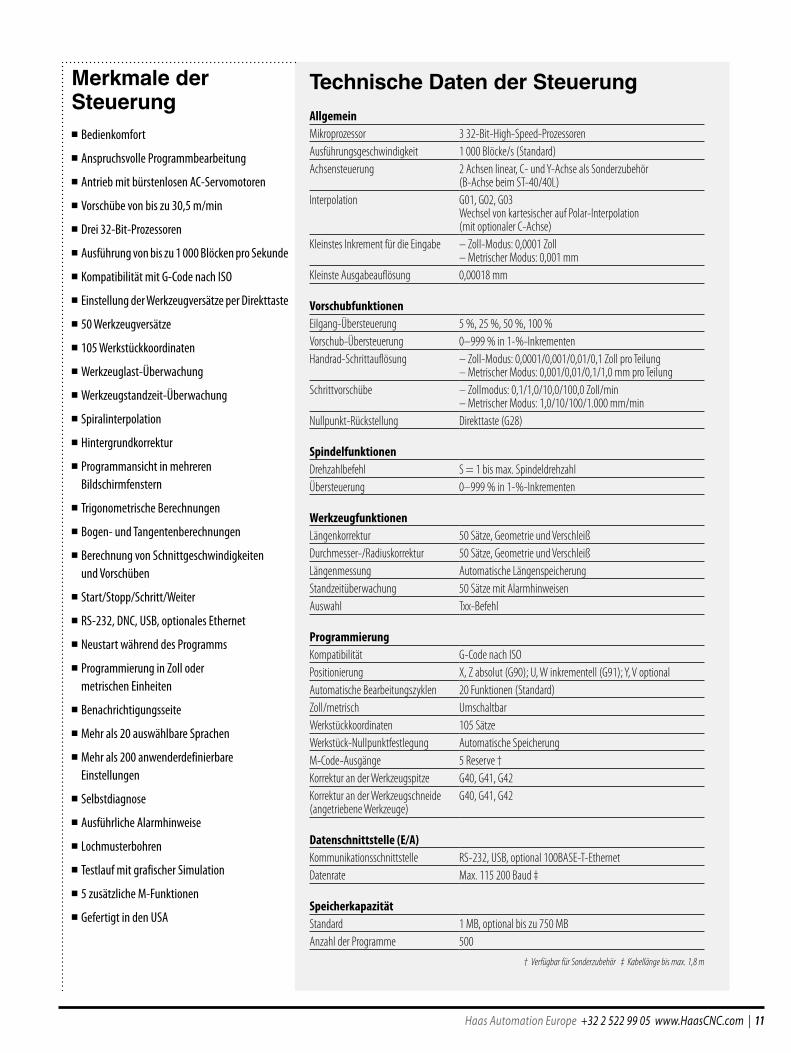
Technische Daten der SteuerungAllgemeinMikroprozessor 3 32-Bit-High-Speed-ProzessorenAusführungsgeschwindigkeit 1 000 Blöcke/s (Standard)Achsensteuerung 2 Achsen linear, C- und Y-Achse als Sonderzubehör
(B-Achse beim ST-40/40L)Interpolation G01, G02, G03
Wechsel von kartesischer auf Polar-Interpolation (mit optionaler C-Achse)
Kleinstes Inkrement für die Eingabe – Zoll-Modus: 0,0001 Zoll– Metrischer Modus: 0,001 mm
Kleinste Ausgabeauflösung 0,00018 mm
VorschubfunktionenEilgang-Übersteuerung 5 %, 25 %, 50 %, 100 %Vorschub-Übersteuerung 0–999 % in 1-%-InkrementenHandrad-Schrittauflösung – Zoll-Modus: 0,0001/0,001/0,01/0,1 Zoll pro Teilung
– Metrischer Modus: 0,001/0,01/0,1/1,0 mm pro TeilungSchrittvorschübe – Zollmodus: 0,1/1,0/10,0/100,0 Zoll/min
– Metrischer Modus: 1,0/10/100/1.000 mm/minNullpunkt-Rückstellung Direkttaste (G28)
SpindelfunktionenDrehzahlbefehl S = 1 bis max. SpindeldrehzahlÜbersteuerung 0–999 % in 1-%-Inkrementen
WerkzeugfunktionenLängenkorrektur 50 Sätze, Geometrie und VerschleißDurchmesser-/Radiuskorrektur 50 Sätze, Geometrie und VerschleißLängenmessung Automatische LängenspeicherungStandzeitüberwachung 50 Sätze mit AlarmhinweisenAuswahl Txx-Befehl
ProgrammierungKompatibilität G-Code nach ISOPositionierung X, Z absolut (G90); U, W inkrementell (G91); Y, V optionalAutomatische Bearbeitungszyklen 20 Funktionen (Standard)Zoll/metrisch UmschaltbarWerkstückkoordinaten 105 SätzeWerkstück-Nullpunktfestlegung Automatische SpeicherungM-Code-Ausgänge 5 Reserve †Korrektur an der Werkzeugspitze G40, G41, G42Korrektur an der Werkzeugschneide (angetriebene Werkzeuge)
G40, G41, G42
datenschnittstelle (e/A)Kommunikationsschnittstelle RS-232, USB, optional 100BASE-T-EthernetDatenrate Max. 115 200 Baud ‡
SpeicherkapazitätStandard 1 MB, optional bis zu 750 MBAnzahl der Programme 500
† Verfügbar für Sonderzubehör ‡ Kabellänge bis max. 1,8 m
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 11
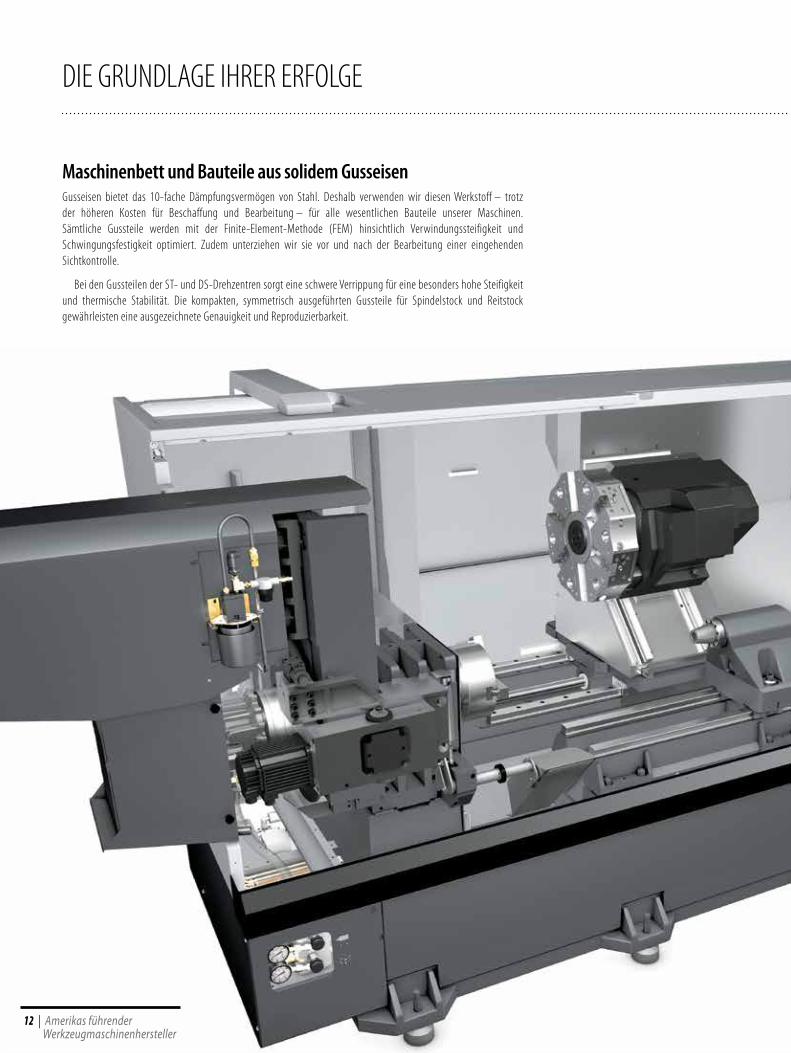
DIE GRUNDLAGE IHRER ERFOLGE
Maschinenbett und Bauteile aus solidem GusseisenGusseisen bietet das 10-fache Dämpfungsvermögen von Stahl. Deshalb verwenden wir diesen Werkstoff – trotz der höheren Kosten für Beschaffung und Bearbeitung – für alle wesentlichen Bauteile unserer Maschinen. Sämtliche Gussteile werden mit der Finite-Element-Methode (FEM) hinsichtlich Verwindungssteifigkeit und Schwingungsfestigkeit optimiert. Zudem unterziehen wir sie vor und nach der Bearbeitung einer eingehenden Sichtkontrolle.
Bei den Gussteilen der ST- und DS-Drehzentren sorgt eine schwere Verrippung für eine besonders hohe Steifigkeit und thermische Stabilität. Die kompakten, symmetrisch ausgeführten Gussteile für Spindelstock und Reitstock gewährleisten eine ausgezeichnete Genauigkeit und Reproduzierbarkeit.
12 | Amerikas führender Werkzeugmaschinenhersteller

Die Steifigkeit einer Maschine – das hat uns die Erfahrung gelehrt – ist weniger das Resultat ihrer Masse als vielmehr der Art, wie diese Masse über die gesamte Konstruktion verteilt ist. Genau diesen Punkt untersuchen unsere Konstrukteure eingehend mit modernsten Konstruktions- und Analyseverfahren. Das Ergebnis ist ein unerschütterlicher Unterbau, dem Vibrationen (Grund- und Teilschwingungen) nichts anhaben können – Voraussetzung für höchste Oberflächenqualität und Wiederholgenauigkeit. Alle tragenden Bauteile der ST- und DS-Drehzentren von Haas werden mit der Finite-Element-Methode (FEM) hinsichtlich Steifigkeit und Betriebsverhalten optimiert.
Die Gussteile für die Baureihen ST und DS werden mit dem vertikalen Bearbeitungszentrum Haas VS-3 zerspant – von oben nach unten in einer einzigen Aufspannung. Die Ausgestaltung aller konstruktiven Details – ob Spindelträger, Z-Achsen-Schiene oder Reitstockträger – in einem einzigen, reibungslosen Ablauf steigert die Präzision, sodass Fluchtungsfehler bei der Endmontage vermieden werden. Laufende Zwischenprüfungen gewährleisten die Einhaltung strenger Qualitätsstandards.
Bearbeitung von oben nach unten in einer einzigen Aufspannung
Gekonnter Einsatz modernster Konstruktionsverfahren
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 13

Beidseitig gelagerte Kugelumlaufspindeln Haas verbaut ausschließlich Kugelumlaufspindeln und -führungen international führender Hersteller. Die hohe Qualität dieser vergleichsweise kostspieligen Produkte gewährleistet die Genauigkeit und Langlebigkeit, die unsere Kunden zu Recht erwarten. Die Kugelumlaufspindeln sind beidseitig gelagert. Ihre Parallelität zu den Achsenführungen wird streng kontrolliert, und Spiel wird durch vorgespannte Kugelumlaufmuttern verhindert.
Bürstenlose Servomotoren Haas arbeitet mit modernsten bürstenlosen Servomotoren von hohem Wirkungsgrad, deren Verhältnis zwischen Motorgröße und Drehmoment auf dem Markt nahezu unerreicht ist. Ihre hohe Leistung überzeugt auch bei der Schwerzerspanung, und ihre schnelle Beschleunigung und Abbremsung verkürzt die Bearbeitungszyklen. Hochauflösende Messgeber mit digitalem Regelkreis sorgen für eine ausgezeichnete Positioniergenauigkeit.
Direkt gekoppelte Servomotoren Unsere Servomotoren sind über Stahlscheibenkupplungen direkt mit den Kugelumlaufspindeln verbunden, sodass selbst bei extremer Belastung kein Torsionsspiel auftreten kann. Dadurch wird die Positioniergenauigkeit wesentlich verbessert, was wiederum die Präzision beim Gewindebohren und bahngesteuerten Bearbeiten steigert. Verschleiß oder ein Verlust an Genauigkeit sind auch über längere Zeit nicht zu befürchten.
100%iger Geometrietest Mit einem anspruchsvollen „Ball Bar Test“ (Kreisformtest) prüft Haas die Geometrie und lineare Positioniergenauigkeit jeder einzelnen Maschine. Eine hochpräzise Kugelstange erfasst das Maschinenverhalten bei der Ausführung verschiedener Bewegungsabläufe, damit die Synchronizität der Bewegungen sichergestellt werden kann. Die erfassten Daten werden in einem Diagramm dargestellt, das Aufschluss über Zustand und Betriebsverhalten der Maschine gibt. Ungenauigkeiten in der Geometrie oder Positionierung sind darin auf den ersten Blick als Kreisformabweichungen erkennbar. Ein solches Diagramm als Qualitätszertifikat gehört zum Lieferumfang aller Haas-Drehzentren.
BAHNSTEUERUNG
14 | Amerikas führender Werkzeugmaschinenhersteller

Kugelumlaufführungen sind Flachführungen überlegen Die Linearführungen mit Kugelumlauflagerung sind vorgespannt, um jegliches Spiel zwischen den zueinander bewegten Oberflächen zu vermeiden. Dies steigert die Steifigkeit in alle Richtungen, was wiederum der Präzision und Zuverlässigkeit zugutekommt. Der ausgesprochen niedrige Reibungskoeffizient ermöglicht schnellere Bewegungen bei unverminderter Positionier- und Wiederholgenauigkeit. Flachführungen hingegen erfordern ein gewisses Spiel zwischen den Oberflächen. Zudem ist ihr Reibungskoeffizient wesentlich höher, was Stick-Slip-Effekte – und dadurch wiederum Bearbeitungsfehler – verursachen kann.
Minimalschmiersystem Das Haas-Minimalschmiersystem umfasst zwei Teilsysteme, die die einzelnen Maschinenkomponenten mit der jeweils optimalen Schmierstoffmenge versorgen. Diese bedarfsgerechte Schmierung reduziert nicht nur den Schmierstoffverbrauch, sondern auch das Risiko, dass überschüssiger Schmierstoff in das Kühlmittel gelangt.
Die Schmierung der Linearführungen und Kugelumlaufspindeln erfolgt nicht zeitgesteuert, sondern entsprechend den Verfahrwegen der Achsen. Geschmiert wird, sobald für eine der Achsen der in der Steuerung festgelegte Verfahrweg erreicht ist.
Analog dazu basiert die Schmierung der Spindel auf der Anzahl der Spindelumdrehungen (d. h. der tatsächlich erreichten Drehzahl). Beim Betrieb mit niedrigen Drehzahlen wird zudem zeitgesteuert nachgeschmiert, um eine ausreichende Schmierung zu gewährleisten.
Eine Füllung eines solchen Schmiersystems reicht in der Regel für mindestens ein Jahr im Dauerbetrieb.
Linearführungen mit Kugelumlauflagerung Sämtliche Drehmaschinen von Haas sind an allen Achsen mit Kugelumlaufführungen ausgestattet. Diese sind vorgespannt, um jegliches Spiel zu vermeiden, und in alle Richtungen uneingeschränkt tragfähig. Verglichen mit Flachführungen haben sie eine geringere Leistungsaufnahme, erfordern keine Nachstellung und sind nachweislich genauer und schneller. Sämtliche Führungen werden automatisch geschmiert, um ihre Standzeit zu maximieren.
Synchronisiertes Gewindebohren Durch einen Messgeber direkt an der Haas-Hochleistungsspindel werden Verfahrwege auf der Z-Achse mit den Spindelumdrehungen synchronisiert. Dies ermöglicht das Gewindebohren ohne teure Ausgleichsfutter und ohne Gefahr von Verformungen der Gewindesteigung oder Beschädigungen am Gewindeanfang. Zudem ist die Rückzugsgeschwindigkeit des Werkzeugs nach der Bohrung bis zu viermal schneller als der Vorschub – eine gute Möglichkeit zur Verkürzung der Bearbeitungszyklen.
Linearführung mit Kugelumlauflagerung
spielfreie Lagerung
Spiel ist erforderlich
Flachführung
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 15
ST-30SS
7,4
34
68
135
271
407
14,9
22,3
33,5ST-20SS
3,7
7,4
11,1
14,9
22,3
29,8
13
34
68
102
135
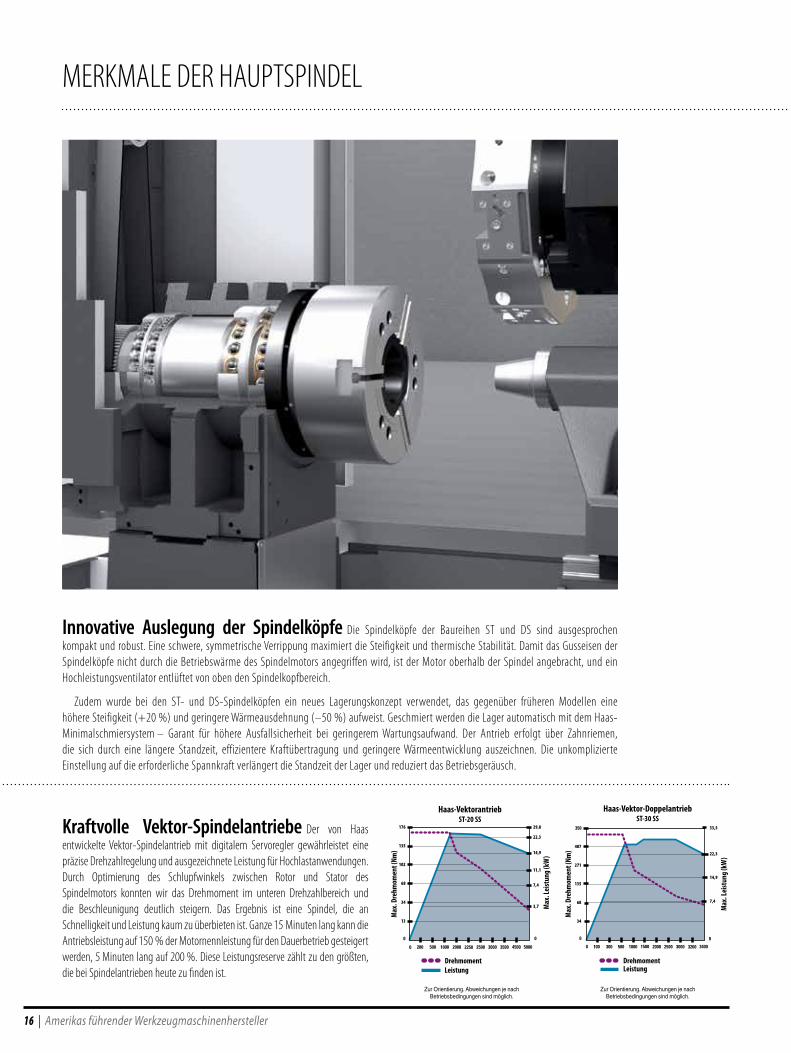
176Kraftvolle Vektor-Spindelantriebe Der von Haas entwickelte Vektor-Spindelantrieb mit digitalem Servoregler gewährleistet eine präzise Drehzahlregelung und ausgezeichnete Leistung für Hochlastanwendungen. Durch Optimierung des Schlupfwinkels zwischen Rotor und Stator des Spindelmotors konnten wir das Drehmoment im unteren Drehzahlbereich und die Beschleunigung deutlich steigern. Das Ergebnis ist eine Spindel, die an Schnelligkeit und Leistung kaum zu überbieten ist. Ganze 15 Minuten lang kann die Antriebsleistung auf 150 % der Motornennleistung für den Dauerbetrieb gesteigert werden, 5 Minuten lang auf 200 %. Diese Leistungsreserve zählt zu den größten, die bei Spindelantrieben heute zu finden ist.
MERKMALE DER HAUPTSPINDEL
Innovative Auslegung der Spindelköpfe Die Spindelköpfe der Baureihen ST und DS sind ausgesprochen kompakt und robust. Eine schwere, symmetrische Verrippung maximiert die Steifigkeit und thermische Stabilität. Damit das Gusseisen der Spindelköpfe nicht durch die Betriebswärme des Spindelmotors angegriffen wird, ist der Motor oberhalb der Spindel angebracht, und ein Hochleistungsventilator entlüftet von oben den Spindelkopfbereich.
Zudem wurde bei den ST- und DS-Spindelköpfen ein neues Lagerungskonzept verwendet, das gegenüber früheren Modellen eine höhere Steifigkeit (+20 %) und geringere Wärmeausdehnung (–50 %) aufweist. Geschmiert werden die Lager automatisch mit dem Haas-Minimalschmiersystem – Garant für höhere Ausfallsicherheit bei geringerem Wartungsaufwand. Der Antrieb erfolgt über Zahnriemen, die sich durch eine längere Standzeit, effizientere Kraftübertragung und geringere Wärmeentwicklung auszeichnen. Die unkomplizierte Einstellung auf die erforderliche Spannkraft verlängert die Standzeit der Lager und reduziert das Betriebsgeräusch.
Zur Orientierung. Abweichungen je nach Betriebsbedingungen sind möglich.
Zur Orientierung. Abweichungen je nach Betriebsbedingungen sind möglich.
Max
. Lei
stun
g (k
W)
Max
. Lei
stun
g (k
W)
Max
. dre
hmom
ent (
Nm)
Max
. dre
hmom
ent (
Nm)
drehmoment drehmomentLeistungLeistung
Haas-VektorantriebST-20 SS
Haas-Vektor-doppelantriebST-30 SS
16 | Amerikas führender Werkzeugmaschinenhersteller

Maximierung des DrehmomentsDieses 2-Stufen-Getriebe von Haas gehört zur Grundausstattung der Modelle ST-40, ST-40L,
ST-30 (Big Bore) und ST-30Y (Big Bore). Für das ST-30 und ST-30Y (Standardauslegung) ist es als Sonderzubehör erhältlich. Wie alle Haas-Getriebe – hochpräzise Qualitätsprodukte aus Stahl der Güteklasse 8620 – wird es von A bis Z im eigenen Haus konstruiert und gefertigt. Auf das CNC-Zerspanen und -Wälzfräsen folgen die Härtung auf 60 HRC und der Feinschliff auf AGMA Klasse 13.
Für die Schwerzerspanung im unteren Drehzahlbereich bietet das Standardgetriebe der Modelle ST-40 und ST-40L ein Spindeldrehmoment von 1 898 Nm bei 150 min−1. Für die Schlichtbearbeitung und Zerspanung von Aluminium kann die Drehzahl auf bis zu 2 400 min−1 gesteigert werden.
Das optionale Getriebe für die Modelle ST-30 und ST-30Y erreicht 1 356 Nm bei 150 min−1 und eine maximale Drehzahl von 3 400 min−1.
Zusätzliches Leistungspaket für 41 kWDas zusätzliche Leistungspaket – Sonderzubehör für das ST-40 und ST-40L (Langbett) – steigert die Spindelleistung auf 41 kW bei einem Drehmoment von 2 847 Nm. Es enthält einen größeren Servomotor für die Z-Achse mit einer Schubkraft von bis zu 30 025 N.
GEGENSPINDEL (BAUREIHE DS)
Gegenspindel für die Baureihe DS Mit der Gegenspindel lassen sich beide Seiten eines Drehteils in einer einzigen Aufspannung bearbeiten. Dies verringert den Bedienaufwand, steigert den Durchsatz und reduziert den Bestand von Halbfabrikaten. Die zweite, gegenüberliegende Spindel gestattet eine absolut synchrone Drehbearbeitung. Die Möglichkeit, Werkstücke unterbrechungsfrei abzugreifen, verkürzt die Bearbeitungszyklen. Die A2-5-Gegenspindel besitzt ein hydraulisches 210-mm-Ø-Spannfutter für Stangendurchmesser von bis zu 51 mm. Ihr 14,9-kW-Vektorantrieb bietet ein Bearbeitungsdrehmoment von bis zu 183 Nm.
(Weitere Informationen siehe Seite 40–43)
Großer Spindeldurchlass „Big Bore“ Als Sonderzubehör erweitert „Big Bore“ nicht nur den Spindeldurchlass zur Aufnahme größerer Stangendurchmesser, sondern steigert auch das Leistungsvermögen – ohne dass Sie eine größere Maschine erwerben müssen.
Modell ST-20/20Y ST-30/30Y ST-40/40LGrundausstattung 51 mm 76 mm 102 mmBig Bore 64 mm 102 mm 178 mm
Stangendurchmesser
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 17
BA
ZEITSPARENDE SPANN- UND STÜTZSYSTEME
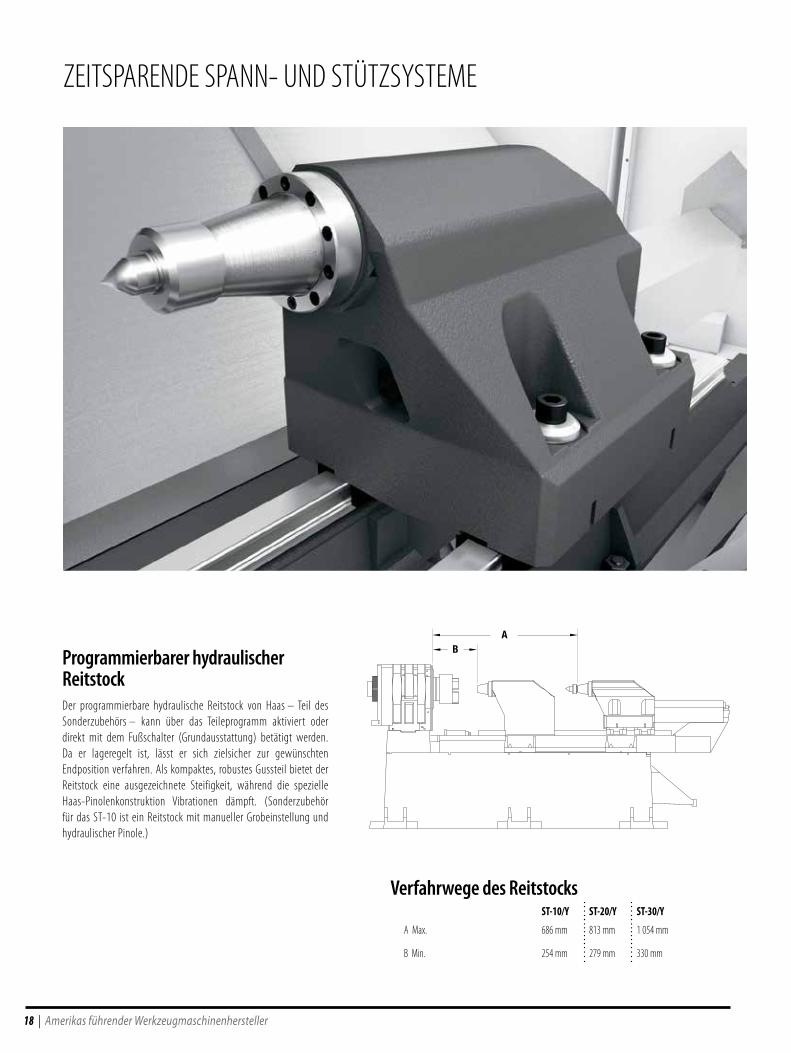
Programmierbarer hydraulischer ReitstockDer programmierbare hydraulische Reitstock von Haas – Teil des Sonderzubehörs – kann über das Teileprogramm aktiviert oder direkt mit dem Fußschalter (Grundausstattung) betätigt werden. Da er lageregelt ist, lässt er sich zielsicher zur gewünschten Endposition verfahren. Als kompaktes, robustes Gussteil bietet der Reitstock eine ausgezeichnete Steifigkeit, während die spezielle Haas-Pinolenkonstruktion Vibrationen dämpft. (Sonderzubehör für das ST-10 ist ein Reitstock mit manueller Grobeinstellung und hydraulischer Pinole.)
ST-10/Y ST-20/Y ST-30/Y
A Max. 686 mm 813 mm 1 054 mm
B Min. 254 mm 279 mm 330 mm
Verfahrwege des Reitstocks
18 | Amerikas führender Werkzeugmaschinenhersteller
D
C
B
A
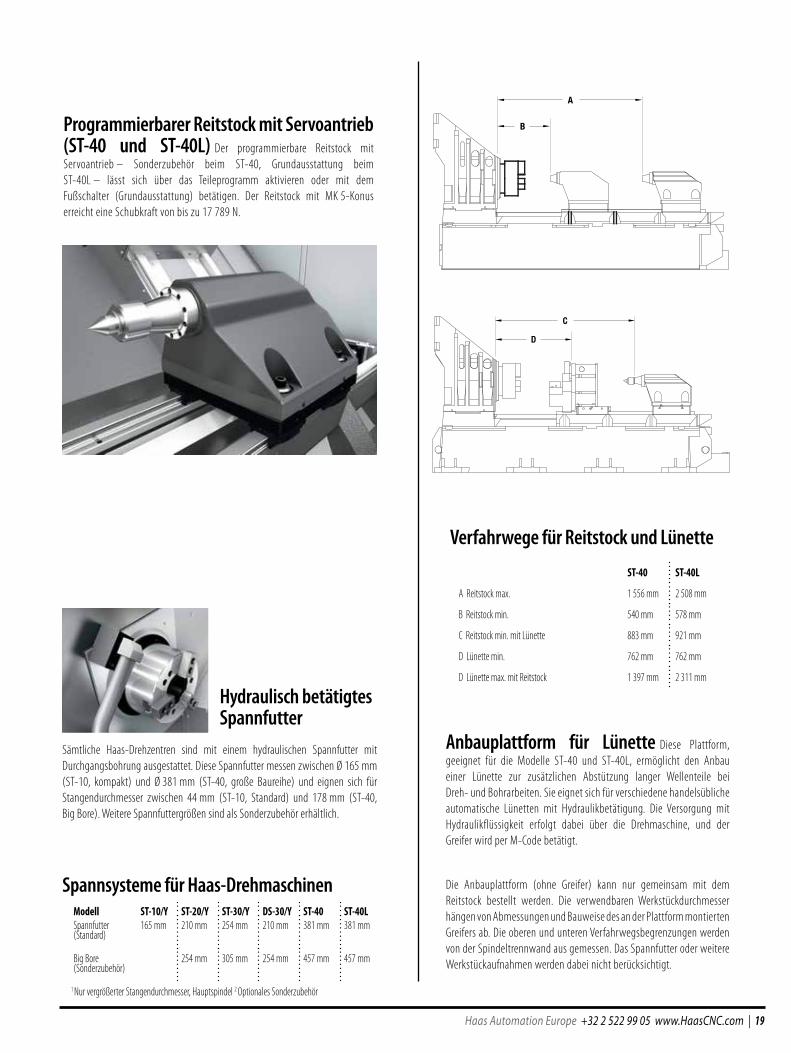
ST-40 ST-40L
A Reitstock max. 1 556 mm 2 508 mm
B Reitstock min. 540 mm 578 mm
C Reitstock min. mit Lünette 883 mm 921 mm
D Lünette min. 762 mm 762 mm
D Lünette max. mit Reitstock 1 397 mm 2 311 mm
Verfahrwege für Reitstock und Lünette
Die Anbauplattform (ohne Greifer) kann nur gemeinsam mit dem Reitstock bestellt werden. Die verwendbaren Werkstückdurchmesser hängen von Abmessungen und Bauweise des an der Plattform montierten Greifers ab. Die oberen und unteren Verfahrwegsbegrenzungen werden von der Spindeltrennwand aus gemessen. Das Spannfutter oder weitere Werkstückaufnahmen werden dabei nicht berücksichtigt.
Anbauplattform für Lünette Diese Plattform, geeignet für die Modelle ST-40 und ST-40L, ermöglicht den Anbau einer Lünette zur zusätzlichen Abstützung langer Wellenteile bei Dreh- und Bohrarbeiten. Sie eignet sich für verschiedene handelsübliche automatische Lünetten mit Hydraulikbetätigung. Die Versorgung mit Hydraulikflüssigkeit erfolgt dabei über die Drehmaschine, und der Greifer wird per M-Code betätigt.
Programmierbarer Reitstock mit Servoantrieb (ST-40 und ST-40L) Der programmierbare Reitstock mit Servoantrieb – Sonderzubehör beim ST-40, Grundausstattung beim ST-40L – lässt sich über das Teileprogramm aktivieren oder mit dem Fußschalter (Grundausstattung) betätigen. Der Reitstock mit MK 5-Konus erreicht eine Schubkraft von bis zu 17 789 N.
Hydraulisch betätigtes Spannfutter
Sämtliche Haas-Drehzentren sind mit einem hydraulischen Spannfutter mit Durchgangsbohrung ausgestattet. Diese Spannfutter messen zwischen Ø 165 mm (ST-10, kompakt) und Ø 381 mm (ST-40, große Baureihe) und eignen sich für Stangendurchmesser zwischen 44 mm (ST-10, Standard) und 178 mm (ST-40, Big Bore). Weitere Spannfuttergrößen sind als Sonderzubehör erhältlich.
Modell ST-10/Y ST-20/Y ST-30/Y dS-30/Y ST-40 ST-40LSpannfutter (Standard)
165 mm 210 mm 254 mm 210 mm 381 mm 381 mm
Big Bore (Sonderzubehör)
254 mm 305 mm 254 mm 457 mm 457 mm
1 Nur vergrößerter Stangendurchmesser, Hauptspindel 2 Optionales Sonderzubehör
Spannsysteme für Haas-Drehmaschinen
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 19

WERKZEUGREVOLVER – KONSTRUKTIVE NEUERUNGEN
Eingebaute HochlastkupplungBei den Werkzeugrevolvern für die ST- und DS-Drehzentren von Haas wurde der Kupplungsdurchmesser wesentlich vergrößert – um ganze 46 % gegenüber früheren Modellen.
Die Kupplungszähne, die direkt aus dem Revolver und Revolvergehäuse gearbeitet sind, ,0schaffen eine kompaktere, solidere Verbindung als je zuvor.
Das doppelt ausgeführte Klemmsystem – pneumatisch* und mit mechanischer Federung – bietet eine gegenüber früheren Modellen um 20 % erhöhte Klemmkraft von 18 683 N. Der Servoantrieb mit Stirnradgetriebe beschleunigt den Schaltvorgang um 25 %.
* Das Klemmsystem des ST-40 ist hydraulisch/mechanisch.
Vergrößerter Kupplungs-
durchmesser
46 %20 | Amerikas führender Werkzeugmaschinenhersteller

Reduzierte Variabilität der Werkzeugpositionen >
Bearbeitung ab der MittellinieDie Werkzeugrevolver der ST- und DS-Drehzentren von Haas werden als komplett montierte Baugruppe – einschließlich Kupplung, Getriebe und Antriebssystem – fertigbearbeitet. Ausgehend von der Mittellinie des Revolvers wird von Station zu Station geschaltet, wobei jeweils eine Station mit all ihren wesentlichen Elementen geformt wird. Sämtliche Bearbeitungsschritte erfolgen auf einer Achse. Dieses Verfahren gewährleistet eine perfekte Ausrichtung der einzelnen Stationen zum wahren Mittelpunkt des Revolvers. Im Vergleich zum herkömmlichen Verfahren – der Bearbeitung des Revolvers vor der Montage – sinkt die Variabilität der Werkzeugpositionierung um 90 %. Unter dem Strich steht eine leichtere Einrichtung bei höherer Genauigkeit und Reproduzierbarkeit.
90 %
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 21

REVOLVER IN VERSCHIEDENEN AUSFÜHRUNGEN
VIER REVOLVERTYPEN
Kürzere Bearbeitungszyklen durch
unterbrechungsfreien Werkzeugwechsel
Der Haas-Hybridrevolver besitzt insgesamt 12 Stationen, von denen 6 für VDI 40-Werkzeuge (einschließlich angetriebener Werkzeuge) und 6 für herkömmliche angeschraubte Werkzeuge vorgesehen sind (Radialnuten für Außen- und außen liegende Stationen für Innendrehwerkzeuge).
Der Haas-VDI-Revolver mit 12 Stationen eignet sich für VDI 40-Werkzeuge (in Verbindung mit der Option „Angetriebene Werkzeuge“ auch für axial und radial angetriebene Werkzeuge).
Der Haas-„Bolt-On“-Revolver mit 12 Stationen eignet sich zur Direktaufnahme von Drehwerkzeugen und Bohrstangen mit höchster Steifigkeit. Neben außen liegenden Stationen besitzt er Radialnuten, in denen sich die Drehwerkzeuge in beliebiger Richtung (nach rechts oder links) anordnen lassen.
Der Haas-Hybridrevolver mit 24 Stationen gehört zur Grundausstattung aller Super Speed- Modelle. Er besitzt 12 Stationen für VDI 40-Werkzeuge (einschließlich angetriebener Werkzeuge) und weitere 12 Stationen für herköm- mliche angeschraubte Werkzeuge (Radialnuten für Außen- und außen liegende Stationen für Innendrehwerkzeuge). Als Sonder-zubehör ist er nicht erhältlich.
Schaltung im laufenden BetriebDiese Funktion ermöglicht den Wechsel der Werkzeugposition im laufenden Betrieb – während sich die Achsen vom Werkstück zurückziehen. In Kombination mit der hohen Verfahrgeschwindigkeit im Eilgang führt dies zu einer deutlichen Reduzierung der Nebenzeiten – und entsprechend kürzeren Bearbeitungszyklen.
22 | Amerikas führender Werkzeugmaschinenhersteller
12-Station BOT 12-Station Hybrid
24-Station Hybrid 12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
12-Station BOT 12-Station Hybrid
24-Station Hybrid12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
12-Station BOT 12-Station Hybrid
24-Station Hybrid 12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
12-Station BOT 12-Station Hybrid
24-Station Hybrid12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
12-Station BOT12-Station Hybrid
24-Station Hybrid12-Station VDI
6
7
8
10
11
9
5
4
3
2
1
12
12-Station VDI ST-10 Only
Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen.
1 Standardauslegungen. Regionale Unterschiede sind möglich. Abmessungen der Werkzeugrevolver auf Seite 52.
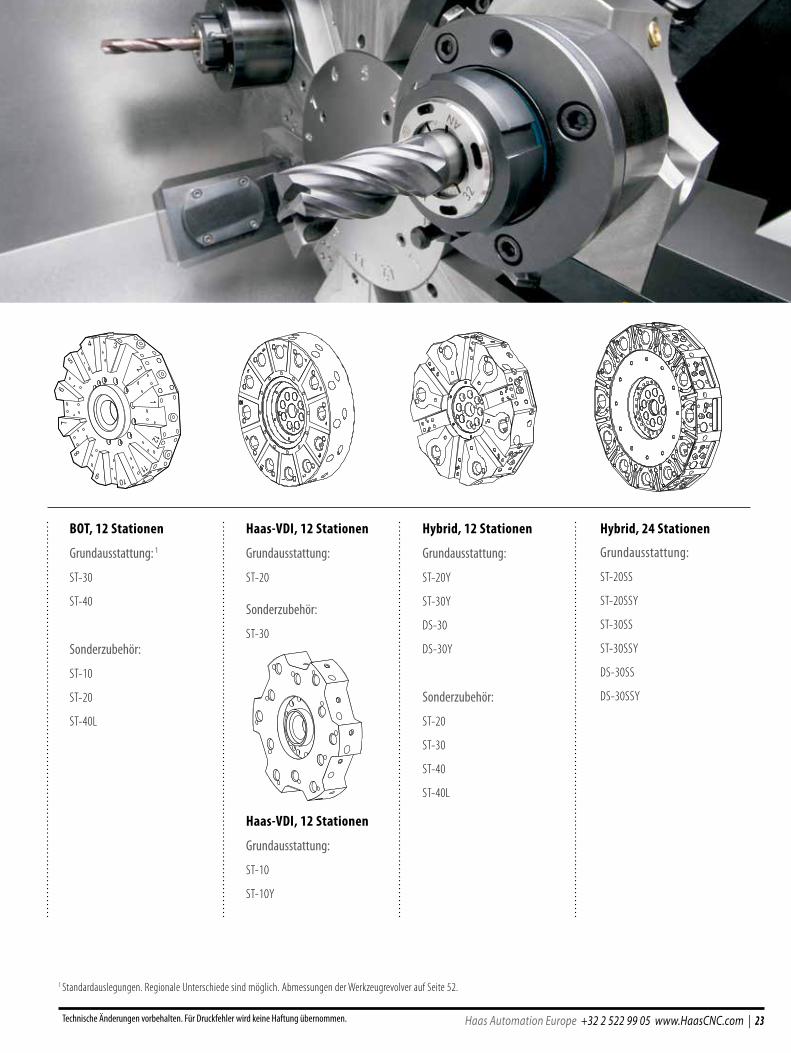
Hybrid, 12 Stationen
Grundausstattung:
ST-20Y
ST-30Y
DS-30
DS-30Y
Sonderzubehör:
ST-20
ST-30
ST-40
ST-40L
Haas-Vdi, 12 Stationen
Grundausstattung:
ST-20
Sonderzubehör:
ST-30
BOT, 12 Stationen
Grundausstattung: 1
ST-30
ST-40
Sonderzubehör:
ST-10
ST-20
ST-40L
Hybrid, 24 Stationen
Grundausstattung:
ST-20SS
ST-20SSY
ST-30SS
ST-30SSY
DS-30SS
DS-30SSY
Haas-Vdi, 12 Stationen
Grundausstattung:
ST-10
ST-10Y
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 23

ANGETRIEBENE WERKZEUGE
Angetriebene Werkzeuge mit erhöhtem Drehmoment und C-AchseDas Drehmoment der Haas-Option „Angetriebene Werkzeuge“ wurde für die jüngste Maschinengeneration um 50 % erhöht. Der robuste Antrieb mit Getriebe gewährleistet eine effiziente Kraftübertragung und ein maximales Drehmoment im Dauerbetrieb. Verwendbar sind herkömmliche axial oder radial angetriebene VDI 40-Werkzeuge für vielfältige Sekundärbearbeitungen – Fräsen, Flächenbearbeitung, Bohren und Gewindeschneiden, stirnseitig oder umlaufend. Die vollständige C-Achse, Teil der Option, ermöglicht interpolierte bidirektionale Drehzahlen und Vorschübe von höchster Präzision, was wiederum der Positionier- und Wiederholgenauigkeit zugutekommt. Eine leistungsfähige Hydraulikbremse arretiert die Hauptspindel während der Sekundärbearbeitungen.
Für die Option „Angetriebene Werkzeuge“ ist der VB-Hybrid- oder VDI-Revolver erforderlich.
C-Achsen-BewegungDie C-Achse erlaubt bidirektionale Spindelbewegungen von höchster Präzision (± 0,01°) – vollständig interpoliert zur X- und/oder Z-Achse. Ihr Servoantrieb mit Vorgelegeuntersetzung gewährleistet ein ausgezeichnetes Drehmoment beim Präzisionsfräsen. Die Drehzahlen sind zwischen 0,1 und 60 min–1 programmierbar, und der Wechsel von kartesischer auf Polar-Interpolation ermöglicht die Programmierung stirnseitiger Bearbeitungen anhand der vertrauten X- und Y-Koordinaten.
Durch den Wechsel von kartesischer auf Polar-Interpolation werden X/Y-Positionsbefehle in C-Achsen-Drehbewegungen und X-Achsen-Linearbewegungen übersetzt – eine wesentliche Erleichterung für die Programmierung komplexer Bewegungsabläufe. Im Polarkoordinatensystem würde das stirnseitige Fräsen einer einfachen, geraden Linie die Definition zahlreicher einzelner Punkte erfordern, während im kartesischen Koordinatensystem der Anfangs- und Endpunkt ausreichen.
24 | Amerikas führender Werkzeugmaschinenhersteller
+
++
Y X
+Z
X
+
++
Y X
+Z
X
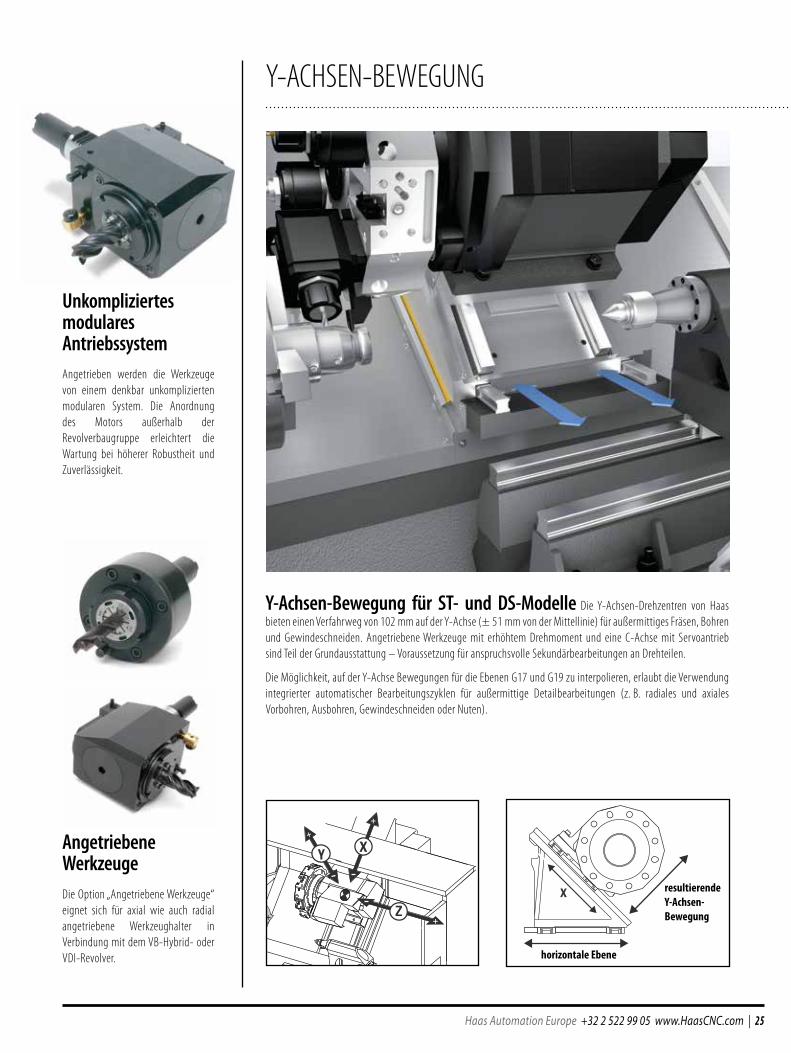
Unkompliziertes modulares AntriebssystemAngetrieben werden die Werkzeuge von einem denkbar unkomplizierten modularen System. Die Anordnung des Motors außerhalb der Revolverbaugruppe erleichtert die Wartung bei höherer Robustheit und Zuverlässigkeit.
Angetriebene WerkzeugeDie Option „Angetriebene Werkzeuge“ eignet sich für axial wie auch radial angetriebene Werkzeughalter in Verbindung mit dem VB-Hybrid- oder VDI-Revolver.
Y-Achsen-Bewegung für ST- und DS-Modelle Die Y-Achsen-Drehzentren von Haas bieten einen Verfahrweg von 102 mm auf der Y-Achse (± 51 mm von der Mittellinie) für außermittiges Fräsen, Bohren und Gewindeschneiden. Angetriebene Werkzeuge mit erhöhtem Drehmoment und eine C-Achse mit Servoantrieb sind Teil der Grundausstattung – Voraussetzung für anspruchsvolle Sekundärbearbeitungen an Drehteilen.
Die Möglichkeit, auf der Y-Achse Bewegungen für die Ebenen G17 und G19 zu interpolieren, erlaubt die Verwendung integrierter automatischer Bearbeitungszyklen für außermittige Detailbearbeitungen (z. B. radiales und axiales Vorbohren, Ausbohren, Gewindeschneiden oder Nuten).
Y-ACHSEN-BEWEGUNG
horizontale ebene
resultierende Y-Achsen-Bewegung
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 25

SPÄNEABFUHR- UND KÜHLMITTELSYSTEME
Späneabfuhrsysteme Der Zweck einer CNC-Werkzeugmaschine ist die schnellere Bearbeitung von Werkstücken. Wer möchte da Zeit mit dem Entfernen von Spänen vergeuden? Als Sonderzubehör für sämtliche Haas-Drehzentren ist ein Scharnierband-Späneförderer erhältlich, der Späne aus dem Maschineninneren direkt in einen Auffangbehälter leitet.
Zur Reduzierung der Transportkosten und leichteren Inbetriebnahme wird der Späneförderer bereits im Werk an der Maschine montiert.
26 | Amerikas führender Werkzeugmaschinenhersteller

30,3
26,5
22,7
18,9
15,1
11,3
21 69
7,5
3,8
0
Hochdruck-Kühlmittelzuführung Die Hochdruck-Kühlmittelsysteme von Haas steigern die Oberflächenqualität, indem sie Kühlmittel mit einem Druck von bis zu 21 oder 69 bar direkt an die Schnittkante transportieren – ideal für das Tieflochbohren, die Schwerzerspanung und die Arbeit mit erhöhter Vorschubgeschwindigkeit. Die Standardversion des Systems bietet bis zu 21 bar bei einer Durchflussrate von 5,7 l/min und 17,2 bar bei einer Durchflussrate von 15,1 l/min. Die 69-bar-Version ermöglicht eine maximale Durchflussrate von 22,7 l/min, wobei ein separater 3-Phasen-Netzanschluss vorzusehen ist.
Zusätzlicher Kühlmittelfilter Der Kühlmittelfilter, ein System mit zwei Filtereinsätzen, entfernt Verunreinigungen aus dem Kühlmittel, bevor es über die Kühlmittelpumpe wieder in Umlauf gebracht wird. Die Filterfeinheit beträgt 25 µm.
Einteilige Führungsbahnabdeckungen Die Führungs-bahnabdeckungen für die Z-Achse der ST- und DS-Drehzentren sind auf beiden Schrägen aus einem einzigen dicken Metallblech gefertigt. Diese Auslegung macht eine ganze Reihe beweglicher Teile überflüssig und verhindert zuverlässig ein Eindringen von Spänen und Kühlmittel.
Die Modelle ST-40 und ST-40L arbeiten mit ausziehbaren Führungsbahnabdeckungen. Innenführungen in Scherenbauweise (X-Auslegung) sorgen für einen ruhigen, erschütterungsfreien Lauf bei präziser Ausrichtung.
Strömungsdynamik Bei beiden Auslegungen des Hochdruck-Kühlmittelsystems verhält sich der Druck proportional zur Durchflussrate: Je niedriger die Durchflussrate, desto höher der Druck. Der tatsächliche Druck an der Schnittkante hängt vom Durchmesser der Kühlkanäle im Werkzeug ab. Engere Kühlkanäle reduzieren die Durchflussrate und steigern damit den Druck (bis zu dem vom System bereitgestellten Höchstdruck). Umgekehrt führen breitere Kanäle zu einer höheren Durchflussrate und damit einem niedrigeren Druck an der Schnittkante.
Kühlmittel-Füllstandsensor Ein Sensor im Kühlmitteltank ermöglicht die Überwachung des Füllstands direkt am Steuerungsmonitor. Dies verhindert Schäden am Werkzeug und steigert die Effizienz des Bedieners.
Druck (bar)
Volu
men
(l/m
in)
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 27

Werkstück-Tastersystem Das Werkstück-Tastersystem von Haas, Teil des Sonderzubehörs, umfasst einen Revolver-Messtaster, einen Empfänger und Makros. Neben einer zügigen Überprüfung des ersten Werkstücks ermöglicht es auch die Protokollierung der Bearbeitungsprozesse und Überwachung im mannlosen Betrieb. Zudem lassen sich die Werkzeugversätze laufend dem Werkzeugverschleiß anpassen, um die Einhaltung selbst engster Toleranzen zu gewährleisten.
Automatischer Druckluftstrom Ein per M-Code aktivierter Druckluftstrom entfernt bei geschlossenen Bedienertüren Späne und Kühlmittelreste von Spannfutter und Werkstück.
Hochintensive Beleuchtung Zur Werkstückprüfung, Rüstung und Umrüstung wird der Arbeitsraum durch Halogenleuchten hell und gleichmäßig ausgeleuchtet. Die Leuchten werden beim Öffnen und Schließen der Bedienertüren automatisch ein- und ausgeschaltet. Zudem können sie mit einem Schalter manuell betätigt werden.
Automatische Servosteuerung für die Bedienertüren Mit diesem System, Teil des Sonderzubehörs, lassen sich die Bedienertüren über das Teileprogramm automatisch öffnen und schließen. Dies entlastet den Bediener und ermöglicht den mannlosen Betrieb in Kombination mit einem Laderoboter. (Nicht erhältlich in Ländern mit CE-Kennzeichnungspflicht.)
Hängendes Bedienpult mit Staubereich Das hängende Bedienpult ist flach gebaut, leichtgewichtig, stabil und bedienerfreundlich. Ein großzügiger dahinter liegender Staubereich bietet reichlich Platz für Werkzeuge, Messinstrumente, Ersatzschneidplatten und vieles mehr. Eine weitere, kleinere Ablage befindet sich unterhalb des Bedienpults, und die raffiniert konstruierte Klapptür ergibt nach unten geöffnet ein kleines Regal.
BEDIENKOMFORT
Automatisches Tastersystem zur WerkzeugeinrichtungEin automatischer Messarm in Kombination mit intuitiven Bedienelementen der Steuerung ermöglicht eine schnelle, unkomplizierte Einstellung der Werkzeugversätze. Einmal eingerichtet, kann das System die Werkzeugversätze beim Wechsel der Schneidplatte automatisch anpassen oder im laufenden Betrieb Werkzeugverschleiß kompensieren und Werkzeugbruch erkennen.
Teilefänger Beim Betrieb mit Stangenlader oder Stangengreifer wird der Teilefänger automatisch ausgeschwenkt, um fertige Werkstücke aufzufangen und in einen Behälter an der vorderen Bedienertür zu leiten. Ein Anhalten der Maschine zur manuellen Werkstückentnahme ist nicht erforderlich.
Spindelorientierung Dieses System, Teil des Sonderzubehörs, ermöglicht die Spindelorientierung zur automatischen Bestückung der Maschine mit langen, nicht runden Werkstücken (z. B. mit hexagonalem oder quadratischem Querschnitt) mithilfe eines Stangenladers. Die Spindelorientierung ist Teil der Option „Angetriebene Werkzeuge“. Bei den DS-Modellen gehört sie zur Grundausstattung.
28 | Amerikas führender Werkzeugmaschinenhersteller

Stranggepresste Spindel-Führungsbuchsen von HaasDie stranggepressten Spindel-Führungsbuchsen von Haas – eine patentierte Konstruktion, die als preisgünstiges, leicht einzubauendes Sonderzubehör angeboten wird – bietet zusätzlichen Halt für den Stangenrest bei Dreharbeiten.
Die innovative Auslegung – mit größerer Außen- und kleinerer Innenbuchse – beschleunigt die Maschineneinrichtung und Umrüstung zwischen Stangen unterschiedlichen Durchmessers. Dank des leichten Werkstoffs und der gewichtsoptimierten stranggepressten Konstruktion wird die drehende Baugruppe kaum zusätzlich belastet. Ein Buchsenhalter, der am Stangenlader Haas Servo Bar 300 angebracht werden kann, erleichtert die Verwahrung nicht verwendeter Buchsen.
Automatischer Stangenlader Haas Servo Bar 300Dieser Stangenlader mit Servoantrieb – gefertigt von Haas ausschließlich für die Haas CNC-Drehmaschinen – wurde speziell für die Produktivitätssteigerung und Prozessoptimierung bei Dreharbeiten ausgelegt. Seine Bedienung direkt über die Haas-Steuerung macht ihn zum einzigen „intelligenten“ Stangenlader auf dem Markt. Zahlreiche innovative Konstruktionsmerkmale – beispielsweise die großzügige Klappe zum Wechsel der Spindel-Führungsbuchse und die Direkteinstellung des Stangendurchmessers – erleichtern Einrichtung und Betrieb. Sämtliche Parameter für die Stangenladung werden über die Maschinensteuerung festgelegt. Die Stangenlader-Schnittstelle und ein Satz Spindel-Führungsbuchsen sind – anders als bei Konkurrenzprodukten – Teil des Lieferumfangs.
Erhältlich für alle Drehzentren der Modellreihen ST und DS
Stangenabmessungen 9,5 mm bis 79 mm Ø, Länge bis 1,524 mm
Bedienung Über die Haas-CNC-Steuerung
Ausstoßer 9,5 und 19 mm (Standard)
Stangenvorrat 30 Stangen mit Ø 25 mm
Spindel-Führungsbuchsen
Erhältlich mit den meisten Buchsengrößen (je nach Maschinenmodell)
Gewicht 408 kg
Hinweis: Technische Änderungen vorbehalten. Maximale Stangenabmessungen (Ø, Länge) je nach Maschinenmodell.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 29

Grundausstattung• Hydraulisches Spannfuttersystem
mit Ø 165 mm
• A2-5-Spindelnase
• Stangendurchmesser von 44 mm
• 15-Zoll-LCD-Farbmonitor
• Integrierte USB-Schnittstelle
• 1-MB-Programmspeicher
• Synchronisiertes Gewindebohren
• Bedienerfreundliche Haas-Steuerung
• Programmierung nach ISO-Standard/G-Code
• Gefertigt in den USA
Sonderzubehör (Auszug)
• Reitstock mit hydraulisch betätigter Pinole
• Automatische Werkzeugvoreinstellung
• Scharnierband-Späneförderer
• Spindelorientierung
• Ethernet-Schnittstelle
• Tragbares Bedienpult mit LCD-Farbmonitor
• Anwenderdefinierte Makros
• Intuitives Haas-Programmiersystem (IPS)
• Servo-Stangenlader
• Teilefänger
Garantie: 1 Jahr (Teile und Arbeitsleistung)
Das ST-10 ist das kompakteste Haas-Drehzentrum der neuen Generation. Es verbindet eine kleine Stellfläche mit einen großzügigen Arbeitsbereich von 229 x 356 mm bei einem Umlaufdurchmesser von 413 mm über dem Querschlitten. Das hydraulische Spannfuttersystem (165 mm Ø) ist für Drehzahlen von bis zu 6 000 min–1 ausgelegt, während der 11,2-kW-Vektorantrieb ein Schnittmoment von 102 Nm erreicht. Die A2-5-Spindelnase (Bohrungsdurchmesser 58,7 mm) eignet sich für Stangendurchmesser von bis zu 44 mm. Die Eilgangsgeschwindigkeit an beiden Achsen beträgt 30,5 m/min, und der VDI-Revolver mit 12 Stationen positioniert Werkzeuge in nur 0,5 Sekunden.
KOMPAKTe dReHMASCHiNedReHzeNTRUM ST-10
30 | Amerikas führender Werkzeugmaschinenhersteller

Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Abbildung der Maschinen mit Sonderzubehör.
ein Kraftpaket auf kleiner Stellfläche – ein Kraftpaket auf kleiner Stellfläche –
rasante eilgänge und präziser, präziser, schneller Werkzeugwechselschneller Werkzeugwechsel
ST-10-Leistungsdaten• Maximaler Arbeitsbereich von 229 x 356 mm
• Spindel für 6 000 min–1
• 11,2-kW-Vektorantrieb
• VDI-Revolver mit 12 Werkzeugstationen (BOT-Revolver als Sonderzubehör)
• Eilgänge von 30,5 m/min
ST-10Y-Leistungsdaten• Maximaler Arbeitsbereich von 229 x 356 mm
• Y-Achsen-Verfahrweg von ± 51 mm
• Angetriebene Werkzeuge mit C-Achse
• Spindel für 6 000 min–1
• 11,2-kW-Vektorantrieb
• VDI-Revolver mit 12 Werkzeugstationen
• Eilgänge von 30,5 m/min
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 31

NeUe GeNeRATiONdReHzeNTReN ST-20 UNd ST-20SS
Grundausstattung• Hydraulisches Spannfuttersystem
mit Ø 210 mm
• A2-6-Spindelnase
• Stangendurchmesser von 51 mm
• 15-Zoll-LCD-Farbmonitor
• Integrierte USB-Schnittstelle
• 1-MB-Programmspeicher
• Synchronisiertes Gewindebohren
• Bedienerfreundliche Haas-Steuerung
• Programmierung nach ISO-Standard/G-Code
• Gefertigt in den USA
Sonderzubehör (Auszug)
• Programmierbarer hydraulischer Reitstock
• Angetriebene Werkzeuge mit C-Achse
• Hochdruck-Kühlmittelsystem für 21 bar
• Hochdruck-Kühlmittelsystem für 69 bar
• Automatische Werkzeugvoreinstellung
• Scharnierband-Späneförderer
• Spindelorientierung
• Ethernet-Schnittstelle
• Intuitives Haas-Programmiersystem (IPS)
• Servo-Stangenlader
• Teilefänger
Garantie: 1 Jahr (Teile und Arbeitsleistung)
Die Hochleistungs-Drehzentren der Baureihe Haas ST-20 sind für ein Optimum an Rüstflexibilität, Steifigkeit und thermischer Stabilität ausgelegt – bei einem Preis-Leistungs-Verhältnis, das in dieser Klasse neue Maßstäbe setzt. Beide Modelle, die Standard- und die Super Speed-Ausführung, bieten einen Spannfutterdurchmesser von 210 mm.
Der maximale Arbeitsbereich des ST-20 misst 381 x 533 mm. Seine 14,9-kW-Spindel erreicht Drehzahlen von bis zu 4 000 min–1 und ein Drehmoment von bis zu 203 Nm. Ein VDI-Revolver mit 12 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Eilgang beträgt 24,0 m/min.
Das ST-20SS verfügt über einen maximalen Arbeitsbereich von 254 x 533 mm sowie eine 22,4-kW-Spindel mit Drehzahlen von bis zu 5 000 min–1 und einem Drehmoment von bis zu 190 Nm. Ein BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Z-Achsen-Eilgang beträgt 30,5 m/min.
32 | Amerikas führender Werkzeugmaschinenhersteller

Zur Grundausstattung des ST-20 gehört ein VDI-Revolver mit 12 Werkzeugstationen. Als Sonderzubehör ist ein BOT-Revolver („Bolt-On“) oder BOT/VDI-Hybridrevolver (jeweils mit 12 Stationen) erhältlich.
Beide Maschinen sind mit einem System zur automatischen Werkzeugvoreinstellung lieferbar. Dieses erleichtert nicht nur die Einstellung der Werkzeugversätze, sondern ermöglicht auch die Werkzeugkontrolle und Werkzeugbrucherkennung im laufenden Betrieb.
Das ST-20SS ist mit einem 24-Stationen-Hybridrevolver ausgestattet, der BOT-, 19-mm-Außendreh- und VDI 40-Werkzeuge aufnehmen kann.
ST-20-Leistungsdaten• Maximaler Arbeitsbereich von 381 x 533 mm
• VDI-Revolver mit 12 Werkzeugstationen (BOT- oder Hybridrevolver als Sonderzubehör)
• Spindel mit Drehzahlen von bis zu 4 000 min–1 und erhöhtem Drehmoment
• 14,9-kW-Vektorantrieb
• Eilgänge von 24,0 m/min
Verbesserungen beim ST-20SS• Maximaler Arbeitsbereich von 254 x 533 mm
• BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen
• Hochgeschwindigkeitsspindel für 5 000 min–1
• 22,4-kW-Vektorantrieb
• Z-Achsen-Eilgang von 30,5 m/min
Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Abbildung der Maschinen mit Sonderzubehör.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 33

MiTTLeReS PReiSSeGMeNT MiT Y-ACHSe
dReHzeNTReN ST-20Y UNd ST-20SSYDie Fähigkeit, auch komplexe Teile zu drehen und zu fräsen sowie vielfältige ‡Bearbeitungen auf derselben Maschine auszuführen, steigert den Durchsatz, verringert den Bedienaufwand und erhöht die Genauigkeit. Die Y-Achsen-Drehzentren der Baureihe Haas ST-20 bieten einen Y-Achsen-Verfahrweg von 102 mm (± 51 mm ab Mittellinie) für außermittiges Fräsen, Bohren und Gewindeschneiden. Zur Grundausstattung gehören angetriebene Werkzeuge mit erhöhtem Drehmoment und
eine C-Achse mit Servoantrieb für vielfältige 4-achsige Arbeiten. Der maximale Arbeitsbereich des ST-20Y misst 305 x 533 mm. Seine 14,9-kW-Spindel erreicht Drehzahlen von bis zu 4 000 min–1 und ein Drehmoment von bis zu 203 Nm. Ein BOT/VDI-Hybridrevolver mit 12 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Eilgang beträgt 24,0 m/min. Das ST-20SSY verfügt über einen maximalen Arbeitsbereich von 254 x 533 mm sowie eine 22,4-kW-Spindel mit Drehzahlen von bis zu 5 000 min–1 und einem Drehmoment von bis zu 190 Nm. Ein BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Z-Achsen-Eilgang beträgt 30,5 m/min.
Grundausstattung• Hydraulisches Spannfuttersystem
mit Ø 210 mm
• A2-6-Spindelnase
• Stangendurchmesser von 51 mm
• 15-Zoll-LCD-Farbmonitor
• Integrierte USB-Schnittstelle
• 1-MB-Programmspeicher
• Synchronisiertes Gewindebohren
• Spindelorientierung
• Bedienerfreundliche Haas-Steuerung
• Programmierung nach ISO-Standard/G-Code
• Gefertigt in den USA
Sonderzubehör (Auszug)
• Programmierbarer hydraulischer Reitstock
• Hochdruck-Kühlmittelsystem für 21 bar
• Hochdruck-Kühlmittelsystem für 69 bar
• Automatische Werkzeugvoreinstellung
• Scharnierband-Späneförderer
• Ethernet-Schnittstelle
• Tragbares Bedienpult mit LCD-Farbmonitor
• Anwenderdefinierte Makros
• Intuitives Haas-Programmiersystem (IPS)
• Servo-Stangenlader
• Teilefänger
Garantie: 1 Jahr (Teile und Arbeitsleistung)
34 | Amerikas führender Werkzeugmaschinenhersteller

Haas drehzentren mitHaas drehzentren mitleistungsfähiger Y-Achseleistungsfähiger Y-Achse
ST-20Y-Leistungsdaten• Maximaler Arbeitsbereich von 305 x 533 mm
• Y-Achsen-Verfahrweg von ± 51 mm
• Angetriebene Werkzeuge mit C-Achse
• Spindel für 4 000 min–1
• 14,9-kW-Vektorantrieb
• BOT/VDI-Hybridrevolver mit 12 Werkzeugstationen
• Eilgänge von 24,0 m/min
ST-20SSY-Leistungsdaten• Maximaler Arbeitsbereich von 254 x 533 mm
• Y-Achsen-Verfahrweg von ± 51 mm
• Angetriebene Werkzeuge mit C-Achse
• Spindel für 5 000 min–1
• 22,4-kW-Vektorantrieb
• BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen
• Z-Achsen-Eilgang von 30,5 m/min
Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Abbildung der Maschinen mit Sonderzubehör.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 35

NeUe GeNeRATiONdReHzeNTReN ST-30 UNd ST-30SS
Mit extremer Steifigkeit und ausgezeichneter thermischer Stabilität brillieren die Hochleistungs-Drehzentren der Baureihe Haas ST-30 auch bei der Schwerzerspanung. Die vielseitig einsetzbaren Maschinen mit einem Spannfutterdurchmesser von 254 mm sind in Standard- und Super Speed-Ausführung lieferbar.
Der maximale Arbeitsbereich des ST-30 misst 533 x 660 mm. Seine 22,4-kW-Spindel erreicht Drehzahlen von bis zu 3 400 min–1 und ein Drehmoment von bis zu 407 Nm, das sich mit dem 2-Stufen-Getriebe (Sonderzubehör) auf 1 356 Nm erhöhen lässt. Ein BOT-
Revolver mit 12 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Eilgang beträgt 24,0 m/min.
Das ST-30SS verfügt über einen maximalen Arbeitsbereich von 406 x 660 mm sowie eine 22,4-kW-Spindel mit Drehzahlen von bis zu 4 800 min–1 und einem Drehmoment von bis zu 373 Nm. Ein BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Z-Achsen-Eilgang beträgt 30,5 m/min.
Grundausstattung• Hydraulisches Spannfuttersystem
mit Ø 254 mm• A2-6-Spindelnase• Stangendurchmesser von 76 mm• 15-Zoll-LCD-Farbmonitor• Integrierte USB-Schnittstelle• 1-MB-Programmspeicher• Synchronisiertes Gewindebohren• Bedienerfreundliche Haas-Steuerung• Programmierung nach
ISO-Standard/G-Code• Gefertigt in den USA
Sonderzubehör (Auszug)
• Programmierbarer hydraulischer Reitstock• Angetriebene Werkzeuge mit C-Achse• Hochdruck-Kühlmittelsystem für 21 bar• Hochdruck-Kühlmittelsystem für 69 bar• Automatische Werkzeugvoreinstellung• Scharnierband-Späneförderer• Spindelorientierung• Ethernet-Schnittstelle• Tragbares Bedienpult mit LCD-Farbmonitor• Anwenderdefinierte Makros• Intuitives Haas-Programmiersystem (IPS)• Servo-Stangenlader• Teilefänger
36 | Amerikas führender Werkzeugmaschinenhersteller

ST-30-Leistungsdaten• Maximaler Arbeitsbereich von 533 x 660 mm
• BOT-Revolver mit 12 Werkzeugstationen (VDI- oder Hybridrevolver als Sonderzubehör)
• Spindel mit Drehzahlen von bis zu 3 400 min–1 und erhöhtem Drehmoment
• 22,4-kW-Vektorantrieb
• Eilgänge von 24,0 m/min
ST-30SS-Leistungsdaten• Maximaler Arbeitsbereich von 406 x 660 mm
• BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen
• Hochgeschwindigkeitsspindel für 4 800 min–1
• 22,4-kW-Vektorantrieb
• Eilgänge von 30,5 m/min
Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Abbildung der Maschinen mit Sonderzubehör.
durchmesser 76 mm, Länge 660 mm Länge 660 mm und bis zu 1 356 Nm bei 150 minbis zu 1 356 Nm bei 150 min–1
Das Modell ST-30SS ist mit einem BOT/VDI-Hybridrevolver mit
24 Werkzeugstationen ausgestattet, der BOT-, 19-mm-Außendreh- und
VDI 40-Werkzeuge aufnehmen kann.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 37

GROßzÜGiGe PROPORTiONeN MiT Y-ACHSe
dReHzeNTReN ST-30Y UNd ST-30SSY
Grundausstattung• Hydraulisches Spannfuttersystem
mit Ø 254 mm• A2-6-Spindelnase• Stangendurchmesser von 76 mm• 15-Zoll-LCD-Farbmonitor• Integrierte USB-Schnittstelle• 1-MB-Programmspeicher• Synchronisiertes Gewindebohren• Spindelorientierung• Bedienerfreundliche Haas-Steuerung• Programmierung nach ISO-Standard/G-Code• Gefertigt in den USA
Sonderzubehör (Auszug)
• Programmierbarer hydraulischer Reitstock• Hochdruck-Kühlmittelsystem für 21 bar• Hochdruck-Kühlmittelsystem für 69 bar• Automatische Werkzeugvoreinstellung• Scharnierband-Späneförderer• Ethernet-Schnittstelle• Tragbares Bedienpult mit LCD-Farbmonitor• Intuitives Haas-Programmiersystem (IPS)• Servo-Stangenlader• Teilefänger
Die Fähigkeit, auch komplexe Teile zu drehen und zu fräsen sowie vielfältige Bearbeitungen auf derselben Maschine auszuführen, steigert den Durchsatz, verringert den Bedienaufwand und erhöht die Genauigkeit. Die Y-Achsen-Drehzentren der Baureihe Haas ST-30 bieten einen Y-Achsen-Verfahrweg von 102 mm (± 51 mm ab Mittellinie) für außermittiges Fräsen, Bohren und
Gewindeschneiden. Zur Grundausstattung gehören angetriebene Werkzeuge mit erhöhtem Drehmoment und eine C-Achse mit Servoantrieb für vielfältige 4-achsige Arbeiten. Der maximale Arbeitsbereich des ST-30Y misst 457 x 584 mm. Seine 22,4-kW-Spindel erreicht Drehzahlen von bis zu 3 400 min–1 und ein Drehmoment von bis zu 407 Nm, das sich mit dem 2-Stufen-Getriebe (Sonderzubehör) auf 1 356 Nm erhöhen lässt. Ein BOT/VDI-Hybridrevolver mit 12 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Eilgang beträgt 24,0 m/min. Das ST-30SSY verfügt über einen maximalen Arbeitsbereich von 406 x 584 mm sowie eine 22,4-kW-Spindel mit Drehzahlen von bis zu 4 800 min–1 und einem Drehmoment von bis zu 373 Nm. Ein BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Z-Achsen-Eilgang beträgt 30,5 m/min.
38 | Amerikas führender Werkzeugmaschinenhersteller

Leistungsfähige Y-AchseLeistungsfähige Y-Achse bei den praxiserprobten ST-30- ST-30-Maschinen Leistungsfähige Y-Achse
Maschinen Leistungsfähige Y-Achse
ST-30Y-Leistungsdaten• Maximaler Arbeitsbereich von 457 x 584 mm
• Y-Achsen-Verfahrweg von ± 51 mm
• Angetriebene Werkzeuge mit C-Achse
• Spindel für 3 400 min–1
• 22,4-kW-Vektorantrieb
• BOT/VDI-Hybridrevolver mit 12 Werkzeugstationen
• Eilgänge von 24,0 m/min
ST-30SSY-Leistungsdaten• Maximaler Arbeitsbereich von 406 x 584 mm
• Y-Achsen-Verfahrweg von ± 51 mm
• Angetriebene Werkzeuge mit C-Achse
• Spindel für 4 800 min–1
• 22,4-kW-Vektorantrieb
• BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen
• Z-Achsen-Eilgang von 30,5 m/min
Die ST-30-Drehzentren mit Y-Achse verfügen in der Grundausstattung
über eine Y-Achse, C-Achse und angetriebene Werkzeuge. So entsteht
eine leistungsstarke 4-Achsen-Lösung – vom Drehen hin zu
vielfältigen Sekundärbearbeitungen.
Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Abbildung der Maschinen mit Sonderzubehör.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 39

Grundausstattung• Doppeltes hydraulisches Spannfuttersystem
mit Ø 210 mm• A2-6-Hauptspindelnase• A2-5-Gegenspindelnase• Stangendurchmesser von 51 mm
(für beide Spindeln)• Synchrones Drehen• Unterbrechungsfreier Abgriff der Werkstücke• 15-Zoll-LCD-Farbmonitor• Integrierte USB-Schnittstelle• 1-MB-Programmspeicher• Synchronisiertes Gewindebohren• Spindelorientierung• Gefertigt in den USA
Sonderzubehör (Auszug)
• Angetriebene Werkzeuge mit C-Achse• Hochdruck-Kühlmittelsysteme• Automatische Werkzeugvoreinstellung• Scharnierband-Späneförderer• Ethernet-Schnittstelle• Intuitives Haas-Programmiersystem (IPS)• Servo-Stangenlader• Teilefänger
MiT GeGeNSPiNdeLdReHzeNTReN dS-30 UNd dS-30SS
Mit den Gegenspindel-Drehzentren der Baureihe Haas DS-30 können Werkstücke beidseitig in einer Aufspannung bearbeitet werden. Dies verringert den Bedienaufwand, steigert den Durchsatz und reduziert den Bestand von Halbfabrikaten. Die einander gegenüberliegenden Spindeln gestatten eine absolut synchrone Drehbearbeitung. Die Möglichkeit, Werkstücke unterbrechungsfrei abzugreifen, verkürzt die Bearbeitungszyklen.
Der Arbeitsbereich des DS-30 misst 457 x 660 mm. Die 22,4-kW-Hauptspindel und die 14,9-kW-Gegenspindel sind jeweils für Drehzahlen von bis zu 4 000 min–1 und einen Stangendurchmesser von bis zu 51 mm ausgelegt. Ein BOT/VDI-Hybridrevolver mit 12 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Eilgang beträgt 24,0 m/min.
Das DS-30SS verfügt über einen maximalen Arbeitsbereich von 406 x 660 mm sowie eine 22,4-kW-Haupt- und eine 14,9-kW-Gegenspindel. Beide Spindeln sind für Drehzahlen von bis zu 4 800 min–1 und einen Stangendurchmesser von bis zu 51 mm ausgelegt. Ein BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Z-Achsen-Eilgang beträgt 30,5 m/min.
40 | Amerikas führender Werkzeugmaschinenhersteller

DS-30-Leistungsdaten• Maximaler Arbeitsbereich von 457 x 660 mm
• 22,4-kW-Hauptspindel für 4 000 min–1
• 14,9-kW-Gegenspindel für 4 000 min–1
• BOT/VDI-Hybridrevolver mit 12 Werkzeugstationen
• Eilgänge von 24,0 m/min
DS-30SS-Leistungsdaten• Maximaler Arbeitsbereich von 406 x 660 mm
• 22,4-kW-Hauptspindel für 4 800 min–1
• 14,9-kW-Gegenspindel für 4 800 min–1
• BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen
• Z-Achsen-Eilgang von 30,5 m/min
Spitzenleistungen mitSpitzenleistungen mitzwei Spindelnzwei Spindeln
Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Abbildung der Maschinen mit Sonderzubehör.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 41

42 | Amerikas führender Werkzeugmaschinenhersteller
MiT GeGeNSPiNdeL UNd Y-ACHSe
dReHzeNTReN dS-30Y UNd dS-30SSY
Grundausstattung• Doppeltes hydraulisches Spannfuttersystem
mit Ø 210 mm• A2-6-Hauptspindelnase• A2-5-Gegenspindelnase• Stangendurchmesser von 51 mm
(für beide Spindeln)• Synchrones Drehen• Unterbrechungsfreier Abgriff der Werkstücke• 15-Zoll-LCD-Farbmonitor• Integrierte USB-Schnittstelle• 1-MB-Programmspeicher• Synchronisiertes Gewindebohren• Spindelorientierung• Gefertigt in den USA
Sonderzubehör (Auszug)
• Hochdruck-Kühlmittelsysteme• Automatische Werkzeugvoreinstellung• Scharnierband-Späneförderer• Ethernet-Schnittstelle• Intuitives Haas-Programmiersystem (IPS)• Servo-Stangenlader• Teilefänger
Garantie: 1 Jahr (Teile und Arbeitsleistung)
Die Y-Achsen-Drehzentren der Baureihe Haas DS-30 – mit Y-Achse, C-Achse und angetriebenen Werkzeugen in Kombination mit einer Gegenspindel – bilden eine leistungsfähige Gesamtlösung für die unterschiedlichsten Zerspanungsanforderungen. Die einander gegenüberliegenden Spindeln gestatten eine absolut synchrone Drehbearbeitung. Die Möglichkeit, Werkstücke unterbrechungsfrei abzugreifen,
verkürzt die Bearbeitungszyklen. Die Maschinen bieten einen Y-Achsen-Verfahrweg von 102 mm (± 51 mm ab Mittellinie) für außermittiges Fräsen, Bohren und Gewindeschneiden. Zur Grundausstattung gehören angetriebene Werkzeuge mit erhöhtem Drehmoment und eine C-Achse mit Servoantrieb für vielfältige 4-achsige Arbeiten.
Der Arbeitsbereich des DS-30Y misst 457 x 584 mm. Die 22,4-kW-Hauptspindel und die 14,9-kW-Gegenspindel sind jeweils für Drehzahlen von bis zu 4 000 min–1 und einen Stangendurchmesser von bis zu 51 mm ausgelegt. Ein BOT/VDI-Hybridrevolver mit 12 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Eilgang beträgt 24,0 m/min.
Das DS-30SSY verfügt über einen maximalen Arbeitsbereich von 406 x 584 mm sowie eine 22,4-kW-Haupt- und eine 14,9-kW-Gegenspindel. Beide Spindeln sind für Drehzahlen von bis zu 4 800 min–1 und einen Stangendurchmesser von bis zu 51 mm ausgelegt. Ein BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen ist Teil der Grundausstattung. Die Spitzengeschwindigkeit im Z-Achsen-Eilgang beträgt 30,5 m/min.
Neu: drehen mit Gegenspindel drehen mit Gegenspindel und Y-Achse
drehen mit Gegenspindel und Y-Achse
drehen mit Gegenspindel
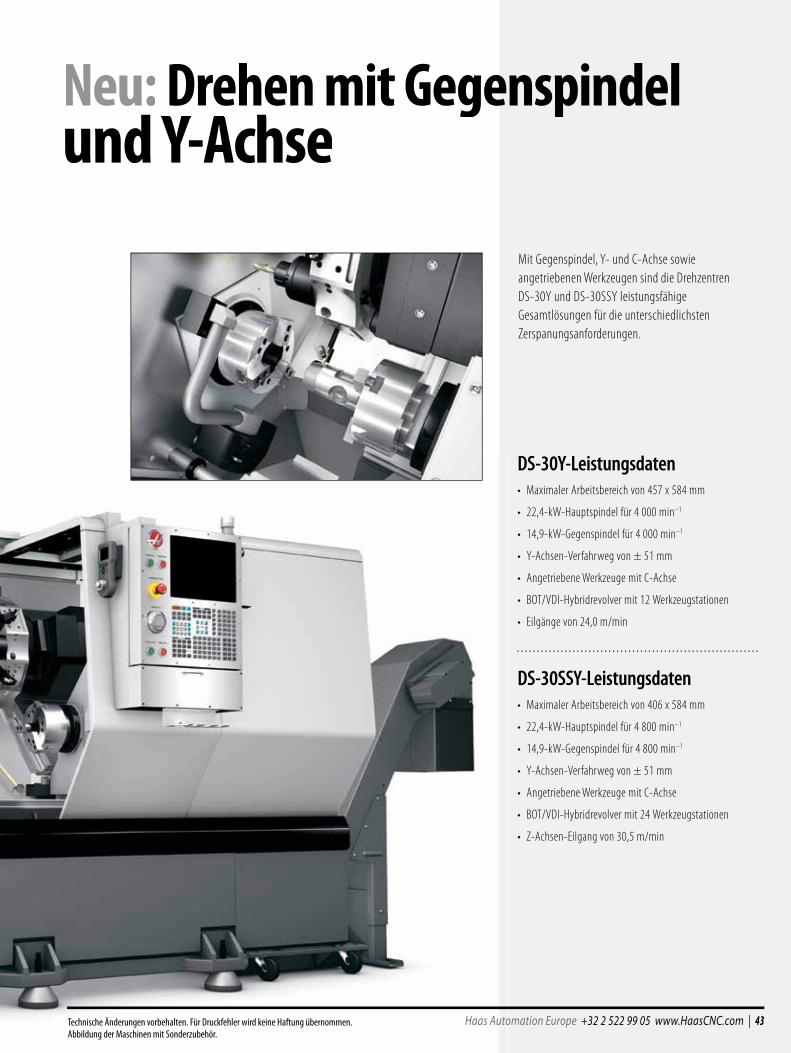
DS-30Y-Leistungsdaten• Maximaler Arbeitsbereich von 457 x 584 mm
• 22,4-kW-Hauptspindel für 4 000 min–1
• 14,9-kW-Gegenspindel für 4 000 min–1
• Y-Achsen-Verfahrweg von ± 51 mm
• Angetriebene Werkzeuge mit C-Achse
• BOT/VDI-Hybridrevolver mit 12 Werkzeugstationen
• Eilgänge von 24,0 m/min
DS-30SSY-Leistungsdaten• Maximaler Arbeitsbereich von 406 x 584 mm
• 22,4-kW-Hauptspindel für 4 800 min–1
• 14,9-kW-Gegenspindel für 4 800 min–1
• Y-Achsen-Verfahrweg von ± 51 mm
• Angetriebene Werkzeuge mit C-Achse
• BOT/VDI-Hybridrevolver mit 24 Werkzeugstationen
• Z-Achsen-Eilgang von 30,5 m/min
Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Abbildung der Maschinen mit Sonderzubehör.
Mit Gegenspindel, Y- und C-Achse sowie angetriebenen Werkzeugen sind die Drehzentren DS-30Y und DS-30SSY leistungsfähige Gesamtlösungen für die unterschiedlichsten Zerspanungsanforderungen.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 43

eXTRAGROße LANGBeTTAUSFÜHRUNG
dReHzeNTReN ST-40 UNd ST-40L
Grundausstattung• Hydraulisches Spannfuttersystem mit Ø 381 mm• Stangendurchmesser von 102 mm• A2-8-Spindelnase• 15-Zoll-LCD-Farbmonitor• Integrierte USB-Schnittstelle• Synchronisiertes Gewindebohren• 1-MB-Programmspeicher • Bedienerfreundliche Haas-Steuerung• Programmierung nach ISO-Standard/G-Code• Gefertigt in den USA
Sonderzubehör (Auszug)
• Großer Spindeldurchlass „Big Bore“ (Ø 177,8 mm)• Zusätzliches Leistungspaket für 41,0 kW• Programmierbarer Reitstock mit Servoantrieb1
• Angetriebene Werkzeuge mit C-Achse• Hochdruck-Kühlmittelsystem für 21 bar• Hochdruck-Kühlmittelsystem für 69 bar• Automatische Werkzeugvoreinstellung• Scharnierband-Späneförderer Spindelorientierung
Garantie: 1 Jahr (Teile und Arbeitsleistung)
Mit extremer Steifigkeit und ausgezeichneter thermischer Stabilität brillieren die Hochleistungs-Drehzentren der Baureihe Haas ST-40 auch bei der Schwerzerspanung – bei einem großzügigen Arbeitsbereich und einem Preis-Leistungs-Verhältnis, das in dieser Klasse neue Maßstäbe setzt. Wer die Produktivität weiter steigern möchte, kann aus einem breiten Spektrum von Sonderzubehör wählen (darunter angetriebene Werkzeuge mit erhöhtem Drehmoment und eine C-Achse). Beim ST-40L (Langbett-Ausführung) wurde die Bearbeitungslänge nahezu verdoppelt – ideal für Dreh- und Bohrarbeiten an langen Wellen oder Rohren.
1Grundausstattung beim ST-40L
44 | Amerikas führender Werkzeugmaschinenhersteller

Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Abbildung der Maschinen mit Sonderzubehör.
Beide Maschinen sind auch mit einem VDI-Revolver oder Hybridrevolver (für BOT- und VDI-Werkzeuge, einschließlich angetriebener Werkzeuge) mit jeweils 12 Werkzeugstationen lieferbar.
Die Modelle ST-40 und ST-40L sind mit einem wuchtigen BOT-Revolver mit hydraulischer Klemmung ausgestattet, der 12 Stationen für 31,75-mm-Werkzeugschäfte bietet.
drehen auf bis zu 2 032 mm Länge
ST-40-Leistungsdaten• Maximaler Arbeitsbereich von 648 x 1 118 mm
• BOT-Revolver mit 12 Werkzeugstationen (VDI- oder Hybridrevolver als Sonderzubehör)
• Spindel mit Drehzahlen von bis zu 2 400 min–1 und erhöhtem Drehmoment
• 29,8-kW-Vektorantrieb
ST-40L-Leistungsdaten• Maximaler Arbeitsbereich von 648 x 2 032 mm
• BOT-Revolver mit 12 Werkzeugstationen (VDI- oder Hybridrevolver als Sonderzubehör)
• Spindel mit Drehzahlen von bis zu 2 400 min–1 und erhöhtem Drehmoment
• 29,8-kW-Vektorantrieb
• Programmierbarer Reitstock mit Servoantrieb
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 45
C
EA
Z
Z
S
XL 73 mm
Z
51 mm
X
B
K RR
R
SS S
S
J
J
XU RX
Z
P
S
R
Z
N X
6 mm
G H
F
57 mm
75 mm 75 mm
T
DZ
M RX
Note: VDI and BOT References are for Tool Types, not Turrets, unless specifically noted. Beschreibung ST-10 ST-10Y ST-20 ST-20SS ST-20Y ST-20SSY ST-30 ST-30SS ST-30Y ST-30SSY dS-30 dS-30SS dS-30Y dS-30SSY ST-40 ST-40L
A Reitstock bei maximalem Verfahrweg 254 mm 254 mm 813 mm 813 mm 813 mm 813 mm 1 054 mm 1 054 mm 1 054 mm 1 054 mm –– –– –– –– 1 556 mm 2 508 mm
B Verfahrweg des Reitstocks 432 mm 432 mm 533 mm 533 mm 533 mm 533 mm 724 mm 724 mm 724 mm 724 mm –– –– –– –– 1 016 mm 1 930 mm
C Ausgangsposition VDI-Revolver 470 mm 470 mm 696 mm –– 696 mm –– 813 mm –– 737 mm –– –– –– –– –– –– ––
C Ausgangsposition VB-Revolver –– –– 696 mm 696 mm 696 mm 696 mm 813 mm 813 mm 737 mm 737 mm 813 mm 813 mm 737 mm 737 mm 1 335 mm 2 249 mm
D Ausgangsposition BOT-Revolver 455 mm –– 696 mm –– –– –– 813 mm –– –– –– –– –– –– –– 1 334 mm 2 249 mm
E Spindel-Stirnseite 38 mm 38 mm 25 mm 25 mm 25 mm 25 mm 32 mm 32 mm 32 mm 32 mm 25 mm 25 mm 25 mm 25 mm 38 mm 38 mm
F Spannfutter-Durchmesser 165 mm 165 mm 210 mm 210 mm 210 mm 210 mm 254 mm 254 mm 254 mm 254 mm 210 mm 210 mm 210 mm 210 mm 381 mm 381 mm
G Spannfutter-Stirnseite 127 mm 127 mm 127 mm 127 mm 127 mm 127 mm 146 mm 146 mm 146 mm 146 mm 127 mm 127 mm 127 mm 127 mm 197 mm 197 mm
H Backen des Spannfutters 32 mm 32 mm 38 mm 38 mm 38 mm 38 mm 44 mm 44 mm 44 mm 44 mm 38 mm 38 mm 38 mm 38 mm 76 mm 76 mm
J Überstand Außendrehmeißel m. 25-mm-Schaft (VDI)
25 mm 25 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 33 mm 33 mm
J Überstand Außendrehmeißel m. 25-mm-Schaft (planseitig)
25 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 38 mm 38 mm
K Ausgangsposition Außendrehmeißel m. 25-mm-Schaft (VDI)
114 mm 114 mm 165 mm 133 mm 165 mm 133 mm 232 mm 198 mm 232 mm 198 mm 232 mm 198 mm 232 mm 198 mm 295 mm 295 mm
L Ausgangsposition Werkzeughalter Innendrehmeißel (VDI)
191 mm 191 mm 226 mm 193 mm 226 mm 193 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 401 mm 401 mm
M Ausgangsposition Außendrehmeißel m. 25-mm-Schaft (planseitig)
178 mm –– 191 mm 127 mm 152 mm 127 mm 267 mm 203 mm 229 mm 203 mm 229 mm 203 mm 229 mm 203 mm 324 mm 324 mm
N Ausgangsposition Werkzeughalter Innendrehmeißel (BOT)
184 mm –– 191 mm 221 mm 117 mm 221 mm 267 mm 197 mm 193 mm 197 mm 193 mm 197 mm 193 mm 197 mm 333 mm 333 mm
P Ausgangsposition angetriebenes Werkzeug (radial)
121 mm 121 mm 156 mm 123 mm 156 mm 123 mm 235 mm 206 mm 235 mm 206 mm 235 mm 206 mm 235 mm 206 mm 225 mm 225 mm
R Reitstockbereich Abstand X-Achse 91 mm 91 mm 114 mm 84 mm 114 mm 84 mm 184 mm 184 mm 184 mm 184 mm 127 mm 127 mm 127 mm 127 mm 279 mm 279 mm
S Reitstockbereich Abstand Z-Achse 30 mm 30 mm 124 mm 124 mm 124 mm 124 mm 64 mm 64 mm –– –– –– –– –– –– 80 mm ––
T Überstand angetriebenes Werkzeug (radial) 25 mm 25 mm 32 mm 32 mm 32 mm 32 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 51 mm 51 mm
U Ausgangsposition angetriebenes Werkzeug (axial)
191 mm 191 mm 226 mm 193 mm 226 mm 193 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 401 mm 401 mm
X Verfahrweg X-Achse 200 mm 200 mm 236 mm 236 mm 236 mm 236 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 432 mm 432 mm
Z Verfahrweg Z-Achse 356 mm 356 mm 533 mm 533 mm 533 mm 533 mm 660 mm 660 mm 584 mm 584 mm 660 mm 660 mm 584 mm 584 mm 1 118 mm 2 032 mm
TECHNISCHE DATEN
VDI-HALTER, AUSSENDREHMEISSEL MIT 25-MM-SCHAFT
BOT, INNENDREHMEISSEL RADIAL ANGETRIEBENES WERKZEUG
VDI, INNENDREHMEISSEL AUSSENDREHMEISSEL MIT 25-MM-SCHAFT (PLANSEITIG)
AXIAL ANGETRIEBENES WERKZEUG
ST-Standard und ST Super Speed
46 | Amerikas führender Werkzeugmaschinenhersteller
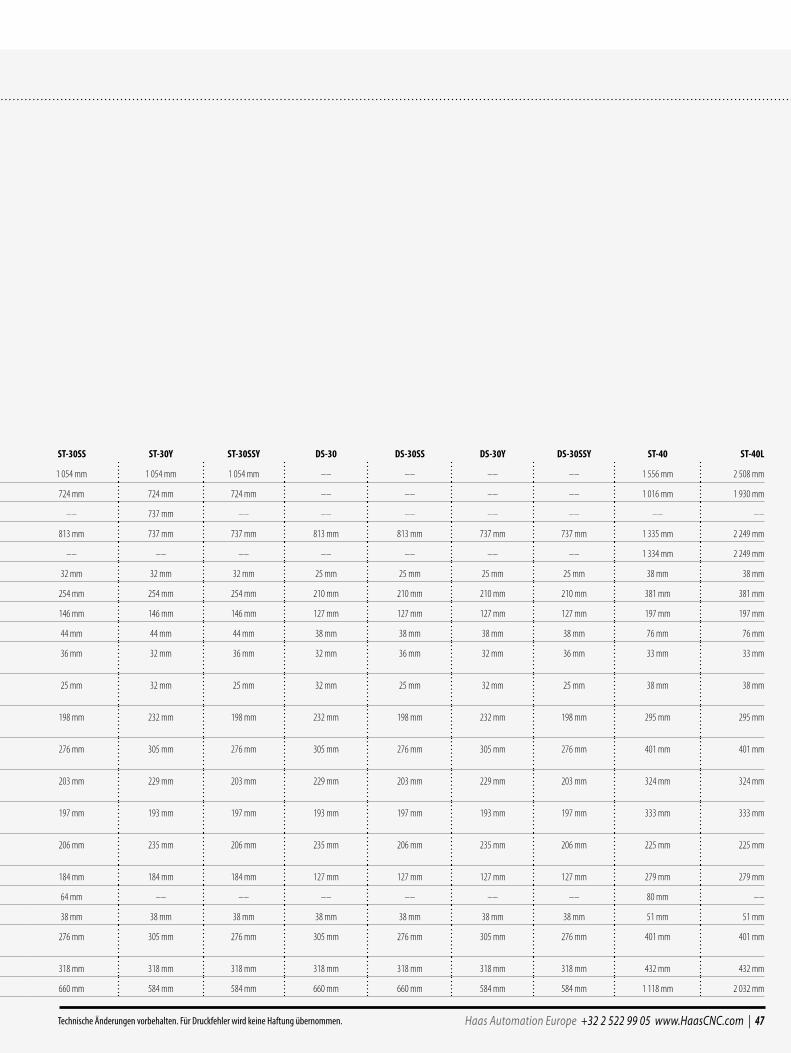
Beschreibung ST-10 ST-10Y ST-20 ST-20SS ST-20Y ST-20SSY ST-30 ST-30SS ST-30Y ST-30SSY dS-30 dS-30SS dS-30Y dS-30SSY ST-40 ST-40L
A Reitstock bei maximalem Verfahrweg 254 mm 254 mm 813 mm 813 mm 813 mm 813 mm 1 054 mm 1 054 mm 1 054 mm 1 054 mm –– –– –– –– 1 556 mm 2 508 mm
B Verfahrweg des Reitstocks 432 mm 432 mm 533 mm 533 mm 533 mm 533 mm 724 mm 724 mm 724 mm 724 mm –– –– –– –– 1 016 mm 1 930 mm
C Ausgangsposition VDI-Revolver 470 mm 470 mm 696 mm –– 696 mm –– 813 mm –– 737 mm –– –– –– –– –– –– ––
C Ausgangsposition VB-Revolver –– –– 696 mm 696 mm 696 mm 696 mm 813 mm 813 mm 737 mm 737 mm 813 mm 813 mm 737 mm 737 mm 1 335 mm 2 249 mm
D Ausgangsposition BOT-Revolver 455 mm –– 696 mm –– –– –– 813 mm –– –– –– –– –– –– –– 1 334 mm 2 249 mm
E Spindel-Stirnseite 38 mm 38 mm 25 mm 25 mm 25 mm 25 mm 32 mm 32 mm 32 mm 32 mm 25 mm 25 mm 25 mm 25 mm 38 mm 38 mm
F Spannfutter-Durchmesser 165 mm 165 mm 210 mm 210 mm 210 mm 210 mm 254 mm 254 mm 254 mm 254 mm 210 mm 210 mm 210 mm 210 mm 381 mm 381 mm
G Spannfutter-Stirnseite 127 mm 127 mm 127 mm 127 mm 127 mm 127 mm 146 mm 146 mm 146 mm 146 mm 127 mm 127 mm 127 mm 127 mm 197 mm 197 mm
H Backen des Spannfutters 32 mm 32 mm 38 mm 38 mm 38 mm 38 mm 44 mm 44 mm 44 mm 44 mm 38 mm 38 mm 38 mm 38 mm 76 mm 76 mm
J Überstand Außendrehmeißel m. 25-mm-Schaft (VDI)
25 mm 25 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 32 mm 36 mm 33 mm 33 mm
J Überstand Außendrehmeißel m. 25-mm-Schaft (planseitig)
25 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 32 mm 25 mm 38 mm 38 mm
K Ausgangsposition Außendrehmeißel m. 25-mm-Schaft (VDI)
114 mm 114 mm 165 mm 133 mm 165 mm 133 mm 232 mm 198 mm 232 mm 198 mm 232 mm 198 mm 232 mm 198 mm 295 mm 295 mm
L Ausgangsposition Werkzeughalter Innendrehmeißel (VDI)
191 mm 191 mm 226 mm 193 mm 226 mm 193 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 401 mm 401 mm
M Ausgangsposition Außendrehmeißel m. 25-mm-Schaft (planseitig)
178 mm –– 191 mm 127 mm 152 mm 127 mm 267 mm 203 mm 229 mm 203 mm 229 mm 203 mm 229 mm 203 mm 324 mm 324 mm
N Ausgangsposition Werkzeughalter Innendrehmeißel (BOT)
184 mm –– 191 mm 221 mm 117 mm 221 mm 267 mm 197 mm 193 mm 197 mm 193 mm 197 mm 193 mm 197 mm 333 mm 333 mm
P Ausgangsposition angetriebenes Werkzeug (radial)
121 mm 121 mm 156 mm 123 mm 156 mm 123 mm 235 mm 206 mm 235 mm 206 mm 235 mm 206 mm 235 mm 206 mm 225 mm 225 mm
R Reitstockbereich Abstand X-Achse 91 mm 91 mm 114 mm 84 mm 114 mm 84 mm 184 mm 184 mm 184 mm 184 mm 127 mm 127 mm 127 mm 127 mm 279 mm 279 mm
S Reitstockbereich Abstand Z-Achse 30 mm 30 mm 124 mm 124 mm 124 mm 124 mm 64 mm 64 mm –– –– –– –– –– –– 80 mm ––
T Überstand angetriebenes Werkzeug (radial) 25 mm 25 mm 32 mm 32 mm 32 mm 32 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 38 mm 51 mm 51 mm
U Ausgangsposition angetriebenes Werkzeug (axial)
191 mm 191 mm 226 mm 193 mm 226 mm 193 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 305 mm 276 mm 401 mm 401 mm
X Verfahrweg X-Achse 200 mm 200 mm 236 mm 236 mm 236 mm 236 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 318 mm 432 mm 432 mm
Z Verfahrweg Z-Achse 356 mm 356 mm 533 mm 533 mm 533 mm 533 mm 660 mm 660 mm 584 mm 584 mm 660 mm 660 mm 584 mm 584 mm 1 118 mm 2 032 mm
Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen. Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 47
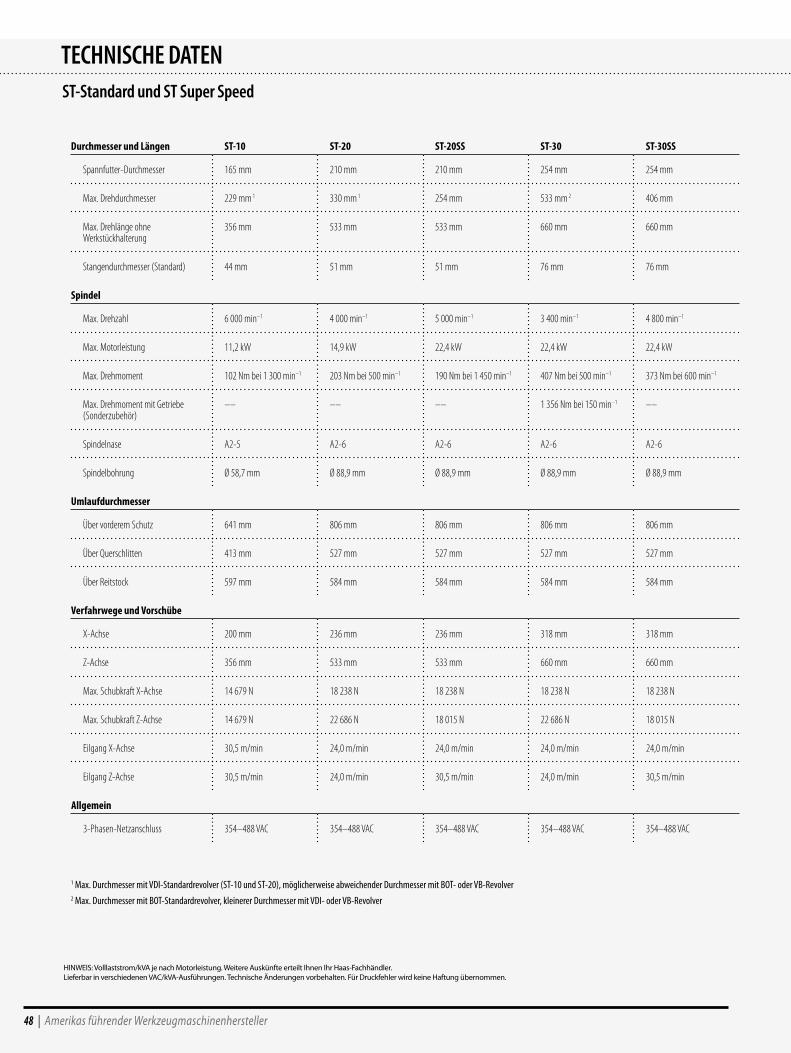
TECHNISCHE DATEN
durchmesser und Längen ST-10 ST-20 ST-20SS ST-30 ST-30SS
Spannfutter-Durchmesser 165 mm 210 mm 210 mm 254 mm 254 mm
Max. Drehdurchmesser 229 mm 1 330 mm 1 254 mm 533 mm 2 406 mm
Max. Drehlänge ohne Werkstückhalterung
356 mm 533 mm 533 mm 660 mm 660 mm
Stangendurchmesser (Standard) 44 mm 51 mm 51 mm 76 mm 76 mm
Spindel
Max. Drehzahl 6 000 min–1 4 000 min–1 5 000 min–1 3 400 min–1 4 800 min–1
Max. Motorleistung 11,2 kW 14,9 kW 22,4 kW 22,4 kW 22,4 kW
Max. Drehmoment 102 Nm bei 1 300 min–1 203 Nm bei 500 min–1 190 Nm bei 1 450 min–1 407 Nm bei 500 min–1 373 Nm bei 600 min–1
Max. Drehmoment mit Getriebe (Sonderzubehör)
–– –– –– 1 356 Nm bei 150 min–1 ––
Spindelnase A2-5 A2-6 A2-6 A2-6 A2-6
Spindelbohrung Ø 58,7 mm Ø 88,9 mm Ø 88,9 mm Ø 88,9 mm Ø 88,9 mm
Umlaufdurchmesser
Über vorderem Schutz 641 mm 806 mm 806 mm 806 mm 806 mm
Über Querschlitten 413 mm 527 mm 527 mm 527 mm 527 mm
Über Reitstock 597 mm 584 mm 584 mm 584 mm 584 mm
Verfahrwege und Vorschübe
X-Achse 200 mm 236 mm 236 mm 318 mm 318 mm
Z-Achse 356 mm 533 mm 533 mm 660 mm 660 mm
Max. Schubkraft X-Achse 14 679 N 18 238 N 18 238 N 18 238 N 18 238 N
Max. Schubkraft Z-Achse 14 679 N 22 686 N 18 015 N 22 686 N 18 015 N
Eilgang X-Achse 30,5 m/min 24,0 m/min 24,0 m/min 24,0 m/min 24,0 m/min
Eilgang Z-Achse 30,5 m/min 24,0 m/min 30,5 m/min 24,0 m/min 30,5 m/min
Allgemein
3-Phasen-Netzanschluss 354–488 VAC 354–488 VAC 354–488 VAC 354–488 VAC 354–488 VAC
1 Max. Durchmesser mit VDI-Standardrevolver (ST-10 und ST-20), möglicherweise abweichender Durchmesser mit BOT- oder VB-Revolver2 Max. Durchmesser mit BOT-Standardrevolver, kleinerer Durchmesser mit VDI- oder VB-Revolver
HINWEIS: Volllaststrom/kVA je nach Motorleistung. Weitere Auskünfte erteilt Ihnen Ihr Haas-Fachhändler. Lieferbar in verschiedenen VAC/kVA-Ausführungen. Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen.
ST-Standard und ST Super Speed
48 | Amerikas führender Werkzeugmaschinenhersteller
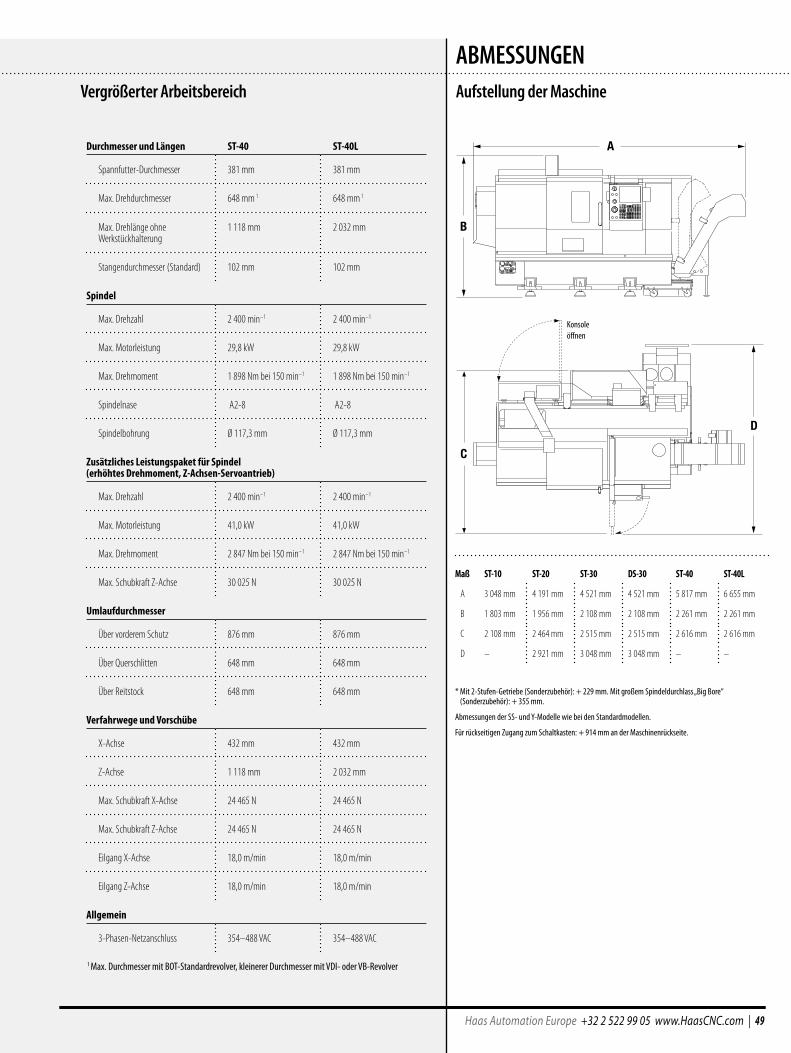
A
B
D
C
durchmesser und Längen ST-40 ST-40L
Spannfutter-Durchmesser 381 mm 381 mm
Max. Drehdurchmesser 648 mm 1 648 mm 1
Max. Drehlänge ohne Werkstückhalterung
1 118 mm 2 032 mm
Stangendurchmesser (Standard) 102 mm 102 mm
Spindel
Max. Drehzahl 2 400 min–1 2 400 min–1
Max. Motorleistung 29,8 kW 29,8 kW
Max. Drehmoment 1 898 Nm bei 150 min–1 1 898 Nm bei 150 min–1
Spindelnase A2-8 A2-8
Spindelbohrung Ø 117,3 mm Ø 117,3 mm
zusätzliches Leistungspaket für Spindel (erhöhtes drehmoment, z-Achsen-Servoantrieb)
Max. Drehzahl 2 400 min–1 2 400 min–1
Max. Motorleistung 41,0 kW 41,0 kW
Max. Drehmoment 2 847 Nm bei 150 min–1 2 847 Nm bei 150 min–1
Max. Schubkraft Z-Achse 30 025 N 30 025 N
Umlaufdurchmesser
Über vorderem Schutz 876 mm 876 mm
Über Querschlitten 648 mm 648 mm
Über Reitstock 648 mm 648 mm
Verfahrwege und Vorschübe
X-Achse 432 mm 432 mm
Z-Achse 1 118 mm 2 032 mm
Max. Schubkraft X-Achse 24 465 N 24 465 N
Max. Schubkraft Z-Achse 24 465 N 24 465 N
Eilgang X-Achse 18,0 m/min 18,0 m/min
Eilgang Z-Achse 18,0 m/min 18,0 m/min
Allgemein
3-Phasen-Netzanschluss 354–488 VAC 354–488 VAC
1 Max. Durchmesser mit BOT-Standardrevolver, kleinerer Durchmesser mit VDI- oder VB-Revolver
Vergrößerter Arbeitsbereich
Maß ST-10 ST-20 ST-30 dS-30 ST-40 ST-40L
A 3 048 mm 4 191 mm 4 521 mm 4 521 mm 5 817 mm 6 655 mm
B 1 803 mm 1 956 mm 2 108 mm 2 108 mm 2 261 mm 2 261 mm
C 2 108 mm 2 464 mm 2 515 mm 2 515 mm 2 616 mm 2 616 mm
D – 2 921 mm 3 048 mm 3 048 mm – –
* Mit 2-Stufen-Getriebe (Sonderzubehör): + 229 mm. Mit großem Spindeldurchlass „Big Bore“ (Sonderzubehör): + 355 mm.
Abmessungen der SS- und Y-Modelle wie bei den Standardmodellen.
Für rückseitigen Zugang zum Schaltkasten: + 914 mm an der Maschinenrückseite.
ABMESSUNGEN
Konsole öffnen
Aufstellung der Maschine
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 49
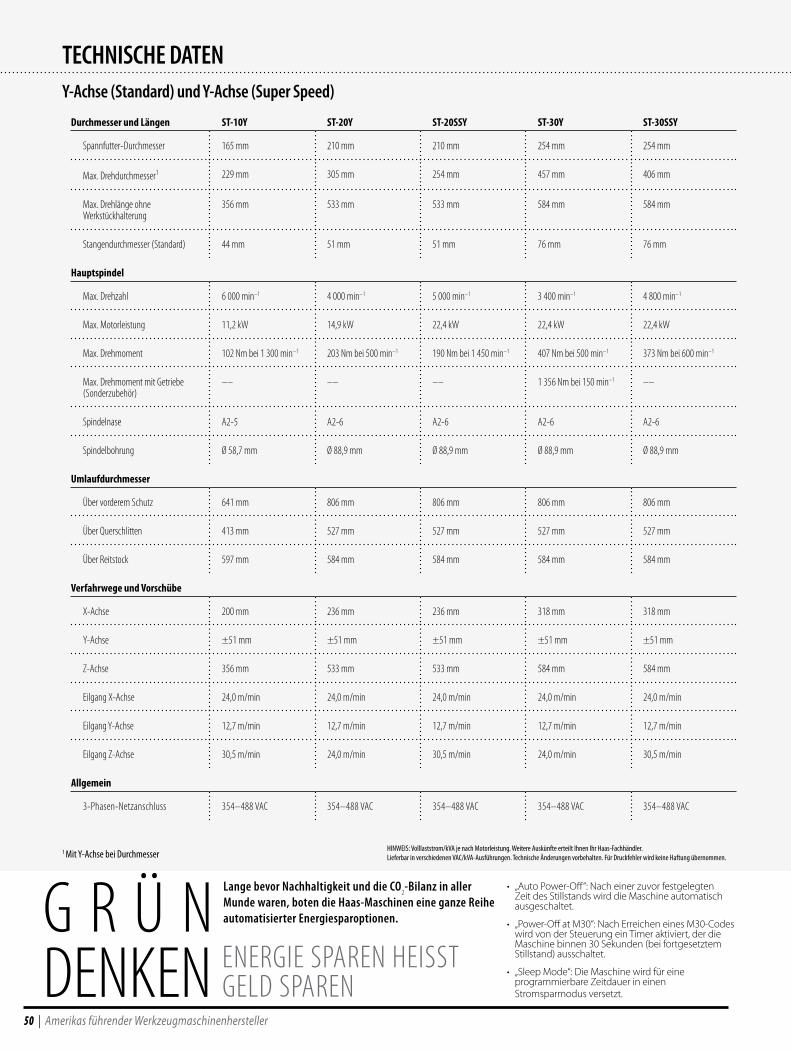
durchmesser und Längen ST-10Y ST-20Y ST-20SSY ST-30Y ST-30SSY
Spannfutter-Durchmesser 165 mm 210 mm 210 mm 254 mm 254 mm
Max. Drehdurchmesser1 229 mm 305 mm 254 mm 457 mm 406 mm
Max. Drehlänge ohne Werkstückhalterung
356 mm 533 mm 533 mm 584 mm 584 mm
Stangendurchmesser (Standard) 44 mm 51 mm 51 mm 76 mm 76 mm
Hauptspindel
Max. Drehzahl 6 000 min–1 4 000 min–1 5 000 min–1 3 400 min–1 4 800 min–1
Max. Motorleistung 11,2 kW 14,9 kW 22,4 kW 22,4 kW 22,4 kW
Max. Drehmoment 102 Nm bei 1 300 min–1 203 Nm bei 500 min–1 190 Nm bei 1 450 min–1 407 Nm bei 500 min–1 373 Nm bei 600 min–1
Max. Drehmoment mit Getriebe (Sonderzubehör)
–– –– –– 1 356 Nm bei 150 min–1 ––
Spindelnase A2-5 A2-6 A2-6 A2-6 A2-6
Spindelbohrung Ø 58,7 mm Ø 88,9 mm Ø 88,9 mm Ø 88,9 mm Ø 88,9 mm
Umlaufdurchmesser
Über vorderem Schutz 641 mm 806 mm 806 mm 806 mm 806 mm
Über Querschlitten 413 mm 527 mm 527 mm 527 mm 527 mm
Über Reitstock 597 mm 584 mm 584 mm 584 mm 584 mm
Verfahrwege und Vorschübe
X-Achse 200 mm 236 mm 236 mm 318 mm 318 mm
Y-Achse ±51 mm ±51 mm ±51 mm ±51 mm ±51 mm
Z-Achse 356 mm 533 mm 533 mm 584 mm 584 mm
Eilgang X-Achse 24,0 m/min 24,0 m/min 24,0 m/min 24,0 m/min 24,0 m/min
Eilgang Y-Achse 12,7 m/min 12,7 m/min 12,7 m/min 12,7 m/min 12,7 m/min
Eilgang Z-Achse 30,5 m/min 24,0 m/min 30,5 m/min 24,0 m/min 30,5 m/min
Allgemein
3-Phasen-Netzanschluss 354–488 VAC 354–488 VAC 354–488 VAC 354–488 VAC 354–488 VAC
Y-Achse (Standard) und Y-Achse (Super Speed)
1 Mit Y-Achse bei Durchmesser
ENERGIE SPAREN HEISST GELD SPAREN
Lange bevor Nachhaltigkeit und die CO2-Bilanz in aller
Munde waren, boten die Haas-Maschinen eine ganze Reihe automatisierter Energiesparoptionen.
• „Auto Power-Off“: Nach einer zuvor festgelegten Zeit des Stillstands wird die Maschine automatisch ausgeschaltet.
• „Power-Off at M30“: Nach Erreichen eines M30-Codes wird von der Steuerung ein Timer aktiviert, der die Maschine binnen 30 Sekunden (bei fortgesetztem Stillstand) ausschaltet.
• „Sleep Mode“: Die Maschine wird für eine programmierbare Zeitdauer in einen Stromsparmodus versetzt.
G R Ü N DENKEN
HINWEIS: Volllaststrom/kVA je nach Motorleistung. Weitere Auskünfte erteilt Ihnen Ihr Haas-Fachhändler. Lieferbar in verschiedenen VAC/kVA-Ausführungen. Technische Änderungen vorbehalten. Für Druckfehler wird keine Haftung übernommen.
TECHNISCHE DATEN
50 | Amerikas führender Werkzeugmaschinenhersteller

durchmesser und Längen dS-30Y dS-30SSY
Max. Drehdurchmesser 1 457 mm 406 mm
Max. Drehlänge ohne Werkstückhalterung
584 mm 584 mm
Stangendurchmesser (Standard) 51 mm 51 mm
Hauptspindel
Spannfutter-Durchmesser 210 mm 210 mm
Max. Drehzahl 4 000 min–1 4 800 min–1
Max. Motorleistung 22,4 kW 22,4 kW
Max. Drehmoment 407 Nm bei 500 min–1 373 Nm bei 600 min–1
Spindelnase A2-6 A2-6
Spindelbohrung Ø 88,9 mm Ø 88,9 mm
Gegenspindel
Spannfutter-Durchmesser 210 mm 210 mm
Max. Drehzahl 4 000 min–1 4 800 min–1
Max. Motorleistung 14,9 kW 14,9 kW
Max. Drehmoment 183 Nm bei 700 min–1 149 Nm bei 700 min–1
Spindelnase A2-5 A2-5
Spindelbohrung Ø 61,9 mm Ø 61,9 mm
Umlaufdurchmesser
Über vorderem Schutz 806 mm 806 mm
Über Querschlitten 527 mm 527 mm
Über Gegenspindel 552 mm 552 mm
Verfahrwege und Vorschübe
X-Achse 318 mm 318 mm
Y-Achse ±51 mm ±51 mm
Z-Achse 584 mm 584 mm
Eilgang X-Achse 24,0 m/min 24,0 m/min
Eilgang Y-Achse 12,7 m/min 12,7 m/min
Eilgang Z-Achse 24,0 m/min 30,5 m/min
Allgemein
3-Phasen-Netzanschluss 354–488 VAC 354–488 VAC
Doppelspindel (DS) und DS Super Speed mit Y-AchseDoppelspindel (DS) und DS Super Speed
durchmesser und Längen dS-30 dS-30SS
Max. Drehdurchmesser 457 mm 406 mm
Max. Drehlänge ohne Werkstückhalterung
660 mm 660 mm
Stangendurchmesser (Standard) 51 mm 51 mm
Hauptspindel
Spannfutter-Durchmesser 210 mm 210 mm
Max. Drehzahl 4 000 min–1 4 800 min–1
Max. Motorleistung 22,4 kW 22,4 kW
Max. Drehmoment 407 Nm bei 500 min–1 373 Nm bei 600 min–1
Spindelnase A2-6 A2-6
Spindelbohrung Ø 88,9 mm Ø 88,9 mm
Gegenspindel
Spannfutter-Durchmesser 210 mm 210 mm
Max. Drehzahl 4 000 min–1 4 800 min–1
Max. Motorleistung 14,9 kW 14,9 kW
Max. Drehmoment 183 Nm bei 700 min–1 149 Nm bei 700 min–1
Spindelnase A2-5 A2-5
Spindelbohrung Ø 61,9 mm Ø 61,9 mm
Umlaufdurchmesser
Über vorderem Schutz 806 mm 806 mm
Über Querschlitten 527 mm 527 mm
Über Gegenspindel 552 mm 552 mm
Verfahrwege und Vorschübe
X-Achse 318 mm 318 mm
Z-Achse 660 mm 660 mm
Eilgang X-Achse 24,0 m/min 24,0 m/min
Eilgang Z-Achse 24,0 m/min 30,5 m/min
Allgemein
3-Phasen-Netzanschluss 354–488 VAC 354–488 VAC
1 Mit Y-Achse bei Durchmesser
• „LCD Backlight Off“: Nach einer zuvor festgelegten Zeit des Stillstands wird die LCD-Hintergrundbeleuchtung ausgeschaltet.
• „Conveyor Off“: Nach einer zuvor festgelegten Zeit des Stillstands wird der Späneförderer ausgeschaltet.
• „Servos and Hydraulics Off“: Nach einer zuvor festgelegten Zeit des Stillstands werden die Servoantriebe und Hydraulikpumpe ausgeschaltet.
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 51
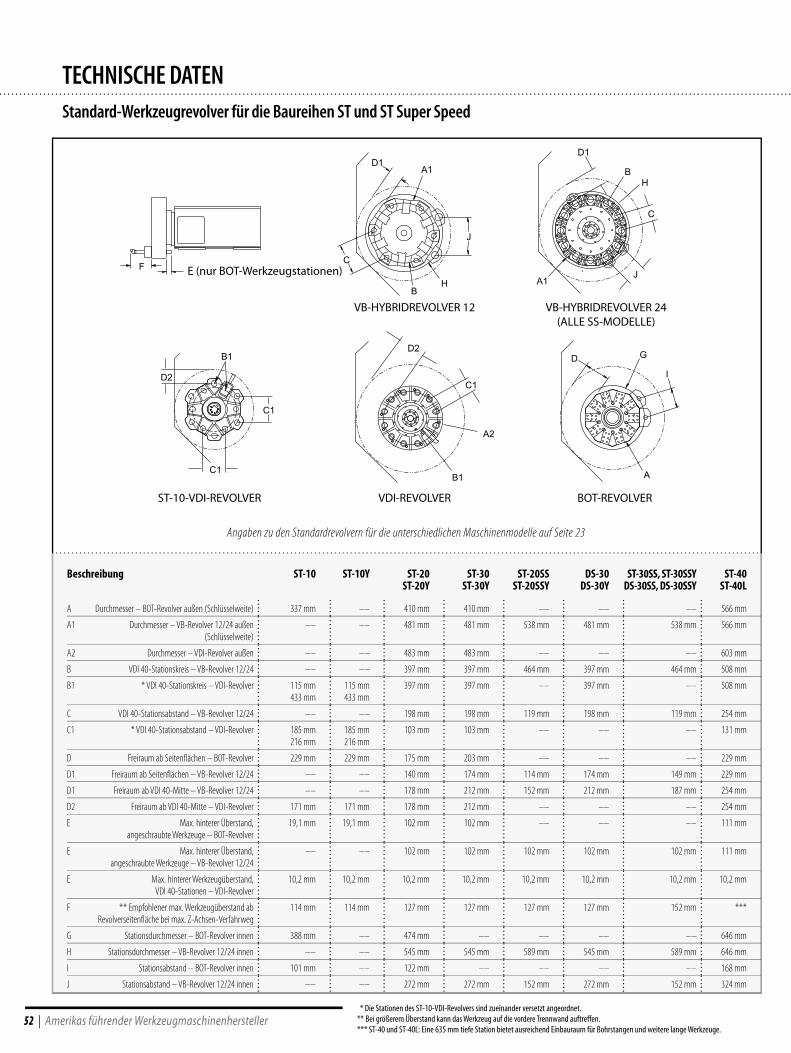
F
A
D
I
G
A2
B1
D2
C1
A1
BH
J
D1
C
A1
D1
C
J
BH
D2
C1
C1
B1
Beschreibung ST-10 ST-10Y ST-20 ST-20Y
ST-30 ST-30Y
ST-20SSST-20SSY
dS-30 dS-30Y
ST-30SS, ST-30SSYdS-30SS, dS-30SSY
ST-40 ST-40L
A Durchmesser – BOT-Revolver außen (Schlüsselweite) 337 mm –– 410 mm 410 mm –– –– –– 566 mm
A1 Durchmesser – VB-Revolver 12/24 außen (Schlüsselweite)
–– –– 481 mm 481 mm 538 mm 481 mm 538 mm 566 mm
A2 Durchmesser – VDI-Revolver außen –– –– 483 mm 483 mm –– –– –– 603 mm
B VDI 40-Stationskreis – VB-Revolver 12/24 –– –– 397 mm 397 mm 464 mm 397 mm 464 mm 508 mm
B1 * VDI 40-Stationskreis – VDI-Revolver 115 mm433 mm
115 mm433 mm
397 mm 397 mm –– 397 mm –– 508 mm
C VDI 40-Stationsabstand – VB-Revolver 12/24 –– –– 198 mm 198 mm 119 mm 198 mm 119 mm 254 mm
C1 * VDI 40-Stationsabstand – VDI-Revolver 185 mm216 mm
185 mm216 mm
103 mm 103 mm –– –– –– 131 mm
D Freiraum ab Seitenflächen – BOT-Revolver 229 mm 229 mm 175 mm 203 mm –– –– –– 229 mm
D1 Freiraum ab Seitenflächen – VB-Revolver 12/24 –– –– 140 mm 174 mm 114 mm 174 mm 149 mm 229 mm
D1 Freiraum ab VDI 40-Mitte – VB-Revolver 12/24 –– –– 178 mm 212 mm 152 mm 212 mm 187 mm 254 mm
D2 Freiraum ab VDI 40-Mitte – VDI-Revolver 171 mm 171 mm 178 mm 212 mm –– –– –– 254 mm
E Max. hinterer Überstand, angeschraubte Werkzeuge – BOT-Revolver
19,1 mm 19,1 mm 102 mm 102 mm –– –– –– 111 mm
E Max. hinterer Überstand, angeschraubte Werkzeuge – VB-Revolver 12/24
–– –– 102 mm 102 mm 102 mm 102 mm 102 mm 111 mm
E Max. hinterer Werkzeugüberstand, VDI 40-Stationen – VDI-Revolver
10,2 mm 10,2 mm 10,2 mm 10,2 mm 10,2 mm 10,2 mm 10,2 mm 10,2 mm
F ** Empfohlener max. Werkzeugüberstand ab Revolverseitenfläche bei max. Z-Achsen-Verfahrweg
114 mm 114 mm 127 mm 127 mm 127 mm 127 mm 152 mm ***
G Stationsdurchmesser – BOT-Revolver innen 388 mm –– 474 mm –– –– –– –– 646 mm
H Stationsdurchmesser – VB-Revolver 12/24 innen –– –– 545 mm 545 mm 589 mm 545 mm 589 mm 646 mm
I Stationsabstand – BOT-Revolver innen 101 mm –– 122 mm –– –– –– –– 168 mm
J Stationsabstand – VB-Revolver 12/24 innen –– –– 272 mm 272 mm 152 mm 272 mm 152 mm 324 mm
* Die Stationen des ST-10-VDI-Revolvers sind zueinander versetzt angeordnet. ** Bei größerem Überstand kann das Werkzeug auf die vordere Trennwand auftreffen.*** ST-40 und ST-40L: Eine 635 mm tiefe Station bietet ausreichend Einbauraum für Bohrstangen und weitere lange Werkzeuge.
E (nur BOT-Werkzeugstationen)
VB-HYBRIDREVOLVER 12
ST-10-VDI-REVOLVER VDI-REVOLVER BOT-REVOLVER
VB-HYBRIDREVOLVER 24 (ALLE SS-MODELLE)
Angaben zu den Standardrevolvern für die unterschiedlichen Maschinenmodelle auf Seite 23
TECHNISCHE DATENStandard-Werkzeugrevolver für die Baureihen ST und ST Super Speed
52 | Amerikas führender Werkzeugmaschinenhersteller
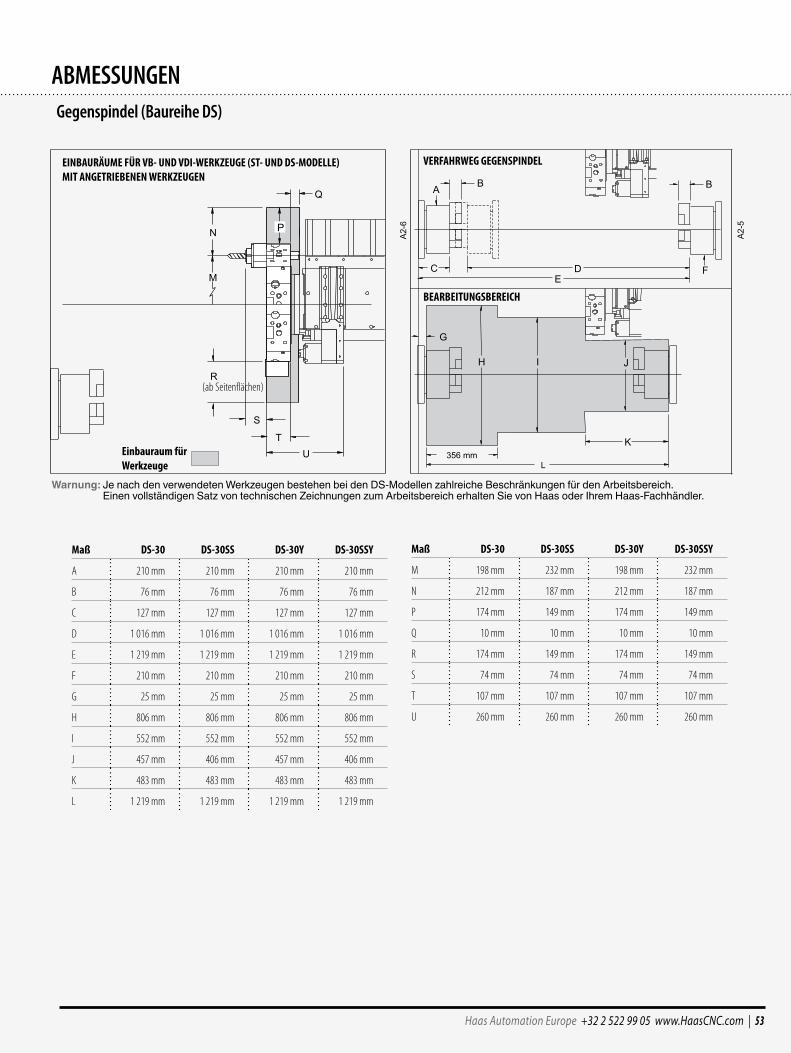
A2-
6
A2-
5
J
L
H I
G
DE
K
C
A B B
F
356 mm
Q
M
S
TU
N P
R
Warnung: Je nach den verwendeten Werkzeugen bestehen bei den DS-Modellen zahlreiche Beschränkungen für den Arbeitsbereich. Einen vollständigen Satz von technischen Zeichnungen zum Arbeitsbereich erhalten Sie von Haas oder Ihrem Haas-Fachhändler.
ABMESSUNGEN
Maß dS-30 dS-30SS dS-30Y dS-30SSY
A 210 mm 210 mm 210 mm 210 mm
B 76 mm 76 mm 76 mm 76 mm
C 127 mm 127 mm 127 mm 127 mm
D 1 016 mm 1 016 mm 1 016 mm 1 016 mm
E 1 219 mm 1 219 mm 1 219 mm 1 219 mm
F 210 mm 210 mm 210 mm 210 mm
G 25 mm 25 mm 25 mm 25 mm
H 806 mm 806 mm 806 mm 806 mm
I 552 mm 552 mm 552 mm 552 mm
J 457 mm 406 mm 457 mm 406 mm
K 483 mm 483 mm 483 mm 483 mm
L 1 219 mm 1 219 mm 1 219 mm 1 219 mm
Maß dS-30 dS-30SS dS-30Y dS-30SSY
M 198 mm 232 mm 198 mm 232 mm
N 212 mm 187 mm 212 mm 187 mm
P 174 mm 149 mm 174 mm 149 mm
Q 10 mm 10 mm 10 mm 10 mm
R 174 mm 149 mm 174 mm 149 mm
S 74 mm 74 mm 74 mm 74 mm
T 107 mm 107 mm 107 mm 107 mm
U 260 mm 260 mm 260 mm 260 mm
eiNBAURÄUMe FÜR VB- UNd Vdi-WeRKzeUGe (ST- UNd dS-MOdeLLe) MiT ANGeTRieBeNeN WeRKzeUGeN
VeRFAHRWeG GeGeNSPiNdeL
BeARBeiTUNGSBeReiCH
einbauraum für Werkzeuge
(ab Seitenflächen)
Gegenspindel (Baureihe DS)
Haas Automation Europe +32 2 522 99 05 www.HaasCNC.com | 53
C E R T I F I E D
C E R T I F I E D
C E R T I F I E D
Haas Automation, Inc.2800 Sturgis Road • Oxnard California 93030, USATel. 0800-331-6746 Fax: 805 278 8540www.HaasCNC.com
Haas Automation, EuropeMercuriusstraat 28, B-1930 Zaventem, Belgium Tel.: +32 2 522 99 05 Fax: +32 2 523 08 55
Haas Automation, AsiaNo. 96 Yi Wei Road, Building 67, Waigaoqiao FTZ, Shanghai 200131, China Tel.: +86 21 3861 6666 Fax: +86 21 3861 6799
Haas Automation, India Pvt LtdPlot EL-35, TTC Industrial Area, Mahape MIDC, Navi Mumbai 400 709, India Tel.: +91 22 66098830, 31, 32, 33, 34
HAFTUNGSAUSSCHLUSS: Änderung der technischen Daten vorbehalten. Für Druckfehler wird keine Haftung übernommen. Verantwortlicher Redakteur: Alain Reynvoet.
E U R O P Ä I S C H E S H Ä N D L E R N E T Z Austria Wematech (Leoben) +43 (3842) 2528914
Belarus Abamet Minsk (Minsk) +375 17 385 22 30
Belgium & Luxembourg s.a. van Waasdijk n.v. (Brussels) +32 (2) 4272151
Bosnia and Herzegovina Teximp International (Zenica) +387 (32) 445640
Bulgaria Teximp International (Sofia) +359 886 156 243
Croatia Teximp International (Zagreb) +385 (1) 2331987
Czech Republic Teximp International (Brno) +420 (5) 41320102 Teximp International (Prague) +420 (2) 86853180
Denmark Edstrøms (Løsning) +45 28 14 52 10
Estonia Abplanalp Estee OÜ (Tallin) +372 5103725
Finland Oy Grönblom Ab (Helsinki) +358 (10) 2868900
France F.I.H.T. (La Milesse) +33 (2) 43848320 Performer CNC (La Grand Croix) +33 (4) 77734040 Realmeca (Clermont en Argonne) +33 (3) 29874175
Germany ARO-tec (Rheda-Wiedenbrück) +49 (5242) 96490 Dreher Werkzeugmaschinen GmbH (Denkingen) +49 (7424) 95838300 GEFAS (München) +49 (89) 30709375 Katzenmeier Maschinen-Service GmbH (Bickenbach) +49 (6257) 506500 Katzenmeier Maschinen-Service GmbH (Lauffen a.N.) +49 (6257) 506500 Microcut Maschinen GmbH (Upahl) +49 (38822) 8291010 Microcut Maschinen GmbH (Berlin) +49 (030) 48621667 M+L Werkzeugmaschinen GmbH (Limbach-Oberfrohn) +49 (372) 2518310 Weman (Postbauer-Heng) +49 (9188) 305609
Greece Ergotools (Peristeri) +30 (210) 5777118
Hungary Bartec (Györ) +36 (20) 3696374
Iceland Idnvélar - IV ehf (Hafnarfjordur) +354 4142700
Italy Celada S.r.l. (Cologno Monzese, Milano) +39 (02) 25158450
Lithuania & Latvia Abplanalp Vilnius (Vilnius) +370 (5) 2375403
Netherlands Landré Machines BV (Vianen) +31 (347) 329371
Norway Bergsli Metallmaskiner AS (Skien) + 47 35 50 35 00
Poland Abplanalp Consulting (Warszawa) +48 (22) 3794400
Portugal After Sales S.A. (Guilhabreu) +351 229351850
Romania Teximp International (Bucharest) +40 (21) 3450185 Teximp International (Cluj) +40 (264) 275050
Russia Abamet Ltd. (Moscow) +7 (495) 2329997
Serbia & Montenegro Teximp International (Belgrad) +381 (11) 7129 428
Slovakia Teximp International (Belusa) +421 (42) 4711094
Slovenia Teximp International (Ljubljana) +386 (1) 5240357
Spain HITEC Máquinas (Barcelona - Vitoria) +34 935 750 949 After Sales S.A. (Galicia) +351 229351850
Sweden Edströms Maskin AB (Jönköping) +46 (36) 392000
Switzerland Urma AG (Rupperswil) +41 (62) 8892020
Turkey CNC İleri Teknoloji ve Tic. Ltd. Şti. (Istanbul) +90 212 786 62 00
Ukraine Abplanalp Ukraine (Kiev) +380 (44) 2063043
Uzbekistan & Kazakhstan Abplanalp Engineering - Uzbekistan (Tashkent) +998 (71) 1919234
DE.LAT.02/2013





























