Embed Size (px)
Citation preview
.Tellerfedern – Theorie und Praxis.
Das Produkt aus Kraft mal
Weg
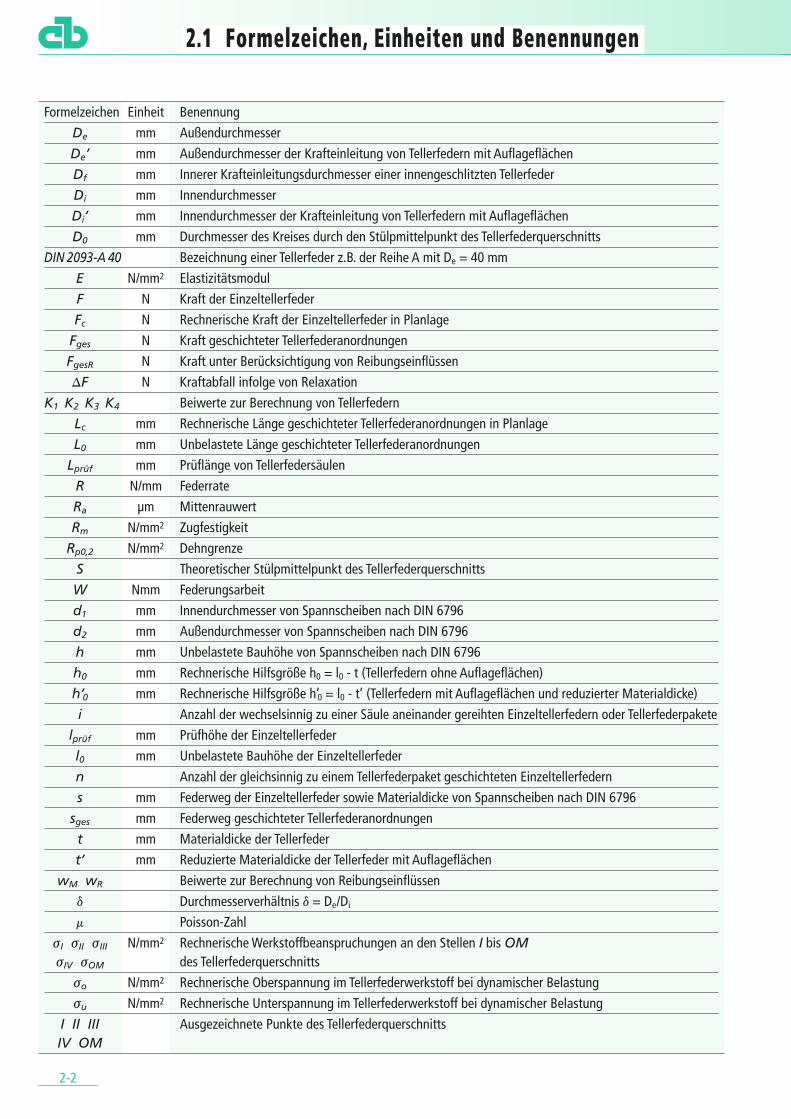
.2.1 Formelzeichen, Einheiten und Benennungen.
2-2
Formelzeichen Einheit Benennung
De mm Außendurchmesser
De’ mm Außendurchmesser der Krafteinleitung von Tellerfedern mit Auflageflächen
Df mm Innerer Krafteinleitungsdurchmesser einer innengeschlitzten Tellerfeder
Di mm Innendurchmesser
Di’ mm Innendurchmesser der Krafteinleitung von Tellerfedern mit Auflageflächen
D0 mm Durchmesser des Kreises durch den Stülpmittelpunkt des Tellerfederquerschnitts
DIN 2093-A 40 Bezeichnung einer Tellerfeder z.B. der Reihe A mit De = 40 mm
E N/mm2 Elastizitätsmodul
F N Kraft der Einzeltellerfeder
Fc N Rechnerische Kraft der Einzeltellerfeder in Planlage
Fges N Kraft geschichteter Tellerfederanordnungen
FgesR N Kraft unter Berücksichtigung von Reibungseinflüssen
DF N Kraftabfall infolge von Relaxation
K1 K2 K3 K4 Beiwerte zur Berechnung von Tellerfedern
Lc mm Rechnerische Länge geschichteter Tellerfederanordnungen in Planlage
L0 mm Unbelastete Länge geschichteter Tellerfederanordnungen
Lprüf mm Prüflänge von Tellerfedersäulen
R N/mm Federrate
Ra µm Mittenrauwert
Rm N/mm2 Zugfestigkeit
Rp0,2 N/mm2 Dehngrenze
S Theoretischer Stülpmittelpunkt des Tellerfederquerschnitts
W Nmm Federungsarbeit
d1 mm Innendurchmesser von Spannscheiben nach DIN 6796
d2 mm Außendurchmesser von Spannscheiben nach DIN 6796
h mm Unbelastete Bauhöhe von Spannscheiben nach DIN 6796
h0 mm Rechnerische Hilfsgröße h0 = l0 - t (Tellerfedern ohne Auflageflächen)
h’0 mm Rechnerische Hilfsgröße h’0 = l0 - t’ (Tellerfedern mit Auflageflächen und reduzierter Materialdicke)
i Anzahl der wechselsinnig zu einer Säule aneinander gereihten Einzeltellerfedern oder Tellerfederpakete
lprüf mm Prüfhöhe der Einzeltellerfeder
l0 mm Unbelastete Bauhöhe der Einzeltellerfeder
n Anzahl der gleichsinnig zu einem Tellerfederpaket geschichteten Einzeltellerfedern
s mm Federweg der Einzeltellerfeder sowie Materialdicke von Spannscheiben nach DIN 6796
sges mm Federweg geschichteter Tellerfederanordnungen
t mm Materialdicke der Tellerfeder
t’ mm Reduzierte Materialdicke der Tellerfeder mit Auflageflächen
wM wR Beiwerte zur Berechnung von Reibungseinflüssen
d Durchmesserverhältnis d = De/Di
m Poisson-Zahl
jI jII jIII N/mm2 Rechnerische Werkstoffbeanspruchungen an den Stellen I bis OMjIV jOM des Tellerfederquerschnitts
jo N/mm2 Rechnerische Oberspannung im Tellerfederwerkstoff bei dynamischer Belastung
ju N/mm2 Rechnerische Unterspannung im Tellerfederwerkstoff bei dynamischer Belastung
I II III Ausgezeichnete Punkte des TellerfederquerschnittsIV OM

.2.2 Einführung.
2-3
Tellerfedern sind kegelförmige Ringscheiben, dieunter Belastung in axialer Richtung ihre Gestaltändern. In guter Näherung kann davon aus-gegangen werden, dass sich dabei der in der Regelrechteck ige Scheibenquerschnitt um einen Stülp-mittelpunkt dreht. Dies ist die Grundlage derGleichungen von Almen und László* für Federkraftund mecha nische Spannungen.
Die heute in DIN 2092 festgeschriebene Berech-nungsmethode geht von fast gleichen Vorausset-zungen aus. Sie hat sich in der Praxis als hinreichendgenau bewährt und ist allgemein anerkannt.
Im Vergleich zu anderen Federn ist die Tellerfederin den Bereich ‘’kleiner Federweg bei großer Feder-kraft’’ einzuordnen. Die Möglichkeit aus Tel-lerfedern Säulen zu bilden überwindet jedoch dieseEinschränkung. Gleichsinniges Schichten verviel-facht die Federkraft, wechselsinniges Schichten ver-vielfacht den Federweg. Beide Maßnahmen könnenkombiniert werden.
Eine hervorzuhebende Eigenschaft der Tellerfederbesteht zweifellos darin, dass die Form der Kraft-Weg-Kennlinie in einem weiten Bereich variiertwerden kann. Neben praktisch linearen Kennlini-en können auch degressive Kraft-Weg-Verläuferealisiert werden und sogar solche, bei denen dieFederkraft mit zunehmendem Federweg in gewissenBereichen abfällt.
Viele Tellerfedern werden mit Auflageflächen ver-sehen. Vorwiegend handelt es sich um große Teile,die ohnehin mit größerem Fertigungsaufwand her-gestellt werden. In diesem Falle kommenmodifizierte Berechnungsmethoden zur An-wendung. Auflageflächen verbessern das Führungs-verhalten von Tellerfedern.
Bei manchen Anwendungen stört das Führungs-element der Tellerfedersäule. An einigen Bei-spielen wird aufgezeigt, wie auch dieses Problemerfolgreich durch selbstzentrierende Tellerfeder-anordnungen überwunden werden kann.
Eine Sonderstellung nimmt die geschlitzte Tel-lerfeder ein. Durch das Schlitzen wird der Kraft-Weg-Bereich der Einzeltellerfeder verändert. Manerhält größere Federwege bei geringerer Federkraft.
Außer den in DIN 2093 festgelegten Werkstoffen,die wir für unsere Tellerfedern nach Norm undWerksnorm einsetzen, stehen heute vieleMaterialien für unterschiedlichste Anforderungenzur Verfügung. Die gängigsten Werkstoffe werdenkurz beschrieben und ihre wichtigsten Ei-genschaften tabellarisch zusammengefasst.
Korrosion ist für hochbeanspruchte Bauteile ausWerkstoffen hoher Festigkeit eine besondereGefahr. Eine Darstellung der nach heutiger Er-fahrung üblichen Korrosionsschutzmethoden fürFederstahl ist beigefügt.
Diese Datensammlung enthält für alle Tellerfedernnach DIN 2093 und nach CB-Werksnorm einen um-fangreichen Tafelteil. Darin sind die mechanischenKennwerte sowohl in grafischer als auch in tabel -larischer Form dargestellt. Eine entsprechende Zu-sammenstellung von Tellerfedern aus nicht rostendenWerkstoffen nach DIN EN 10 151 schließt sich an.
Ein Abschnitt über Tellerfedern für Kugellager undein Abschnitt über Spannscheiben nach DIN 6796vervollständigen diese Darstellung. Am Rande seivermerkt, dass unser Fertigungsprogramm außerden Hunderten der hier aufgeführten Tellerfedernein Vielfaches an Sondertellerfedern umfasst. Fürden Entwurf solcher Teile steht Ihnen jederzeit unserBeratungsteam zur Verfügung.
* Almen, J. O. und László, A.„The Uniform-Section DiskSpring“ Trans. ASME 58(1936) S. 305 bis 314
Bild 1:Tellerfeder.

.2.2.1 Produktübersicht.
..
2-4
Tellerfedern
� DIN 2093 (Gruppe 1 bis 3),CB-Werksnorm und Sonderabmessungen
� Werkstoffe nach DIN 2093 (DIN EN 10 132-4), DIN EN 10 151 und Sonderwerkstoffe
� Korrosionsschutz phosphatiert und geölt als Standard, weitere Beschichtungen siehe Kapitel 2.13
Tellerfedersäulen
Tellerfedern können in Form von Säulen verwendet werden. Auf Kundenwunsch liefert CB Säulen montiert auf Montage-trägern oder endgültiger Einbauzustand.Vorteile:� Montageerleichterung� Kraftprüfung
Geschlitzte Tellerfedern
� Ausführungen innen, außen und kombiniert geschlitzt
� Fertigung nach Zeichnung oder Kundenforderung entwickelt
2-5
Spezialfedern
Für besondere Anwendungsfälle entwickelt CB gemeinsam mit den Kunden spezielle Federn.
Wellfedern
Individuelle Federelemente nachKundenforderung entwickeltmit geringsten Federkrafttoleranzen.Einsatzfall ist unter anderem PKW-Automat-Getriebe zur Verbesserung des Schaltkomforts.
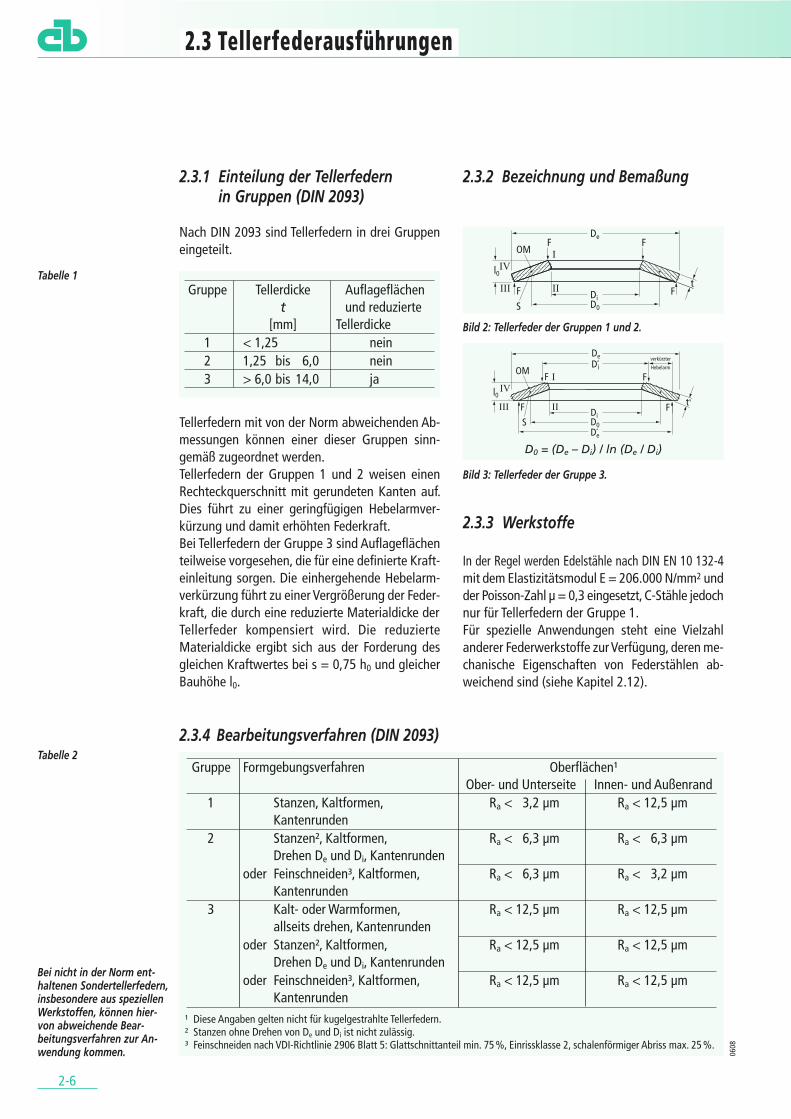
2.3.1 Einteilung der Tellerfedern in Gruppen (DIN 2093)
Nach DIN 2093 sind Tellerfedern in drei Gruppeneingeteilt.
Tellerfedern mit von der Norm abweichenden Ab-messungen können einer dieser Gruppen sinn-gemäß zugeordnet werden.Tellerfedern der Gruppen 1 und 2 weisen einenRechteckquerschnitt mit gerundeten Kanten auf.Dies führt zu einer geringfügigen Hebelarmver-kürzung und damit erhöhten Federkraft. Bei Tellerfedern der Gruppe 3 sind Auflageflächenteilweise vorgesehen, die für eine definierte Kraft-einleitung sorgen. Die einhergehende Hebelarm-verkürzung führt zu einer Vergrößerung der Feder-kraft, die durch eine reduzierte Materialdicke derTellerfeder kompensiert wird. Die reduzierteMaterialdicke ergibt sich aus der Forderung desgleichen Kraftwertes bei s = 0,75 h0 und gleicherBauhöhe l0.
2.3.4 Bearbeitungsverfahren (DIN 2093)
.2.3 Tellerfederausführungen.
2-6
0608
Gruppe Tellerdicke Auflageflächen t und reduzierte
[mm] Tellerdicke 1 < 1,25 nein2 1,25 bis 6,0 nein3 > 6,0 bis 14,0 ja
Tabelle 1
Bild 2: Tellerfeder der Gruppen 1 und 2.
Bild 3: Tellerfeder der Gruppe 3.
Tabelle 2
2.3.3 Werkstoffe
In der Regel werden Edelstähle nach DIN EN 10 132-4mit dem Elastizitätsmodul E = 206.000 N/mm2 undder Poisson-Zahl µ = 0,3 eingesetzt, C-Stähle jedochnur für Tellerfedern der Gruppe 1.Für spezielle Anwendungen steht eine Vielzahlanderer Federwerkstoffe zur Verfügung, deren me-chanische Eigenschaften von Federstählen ab-weichend sind (siehe Kapitel 2.12).
D0 = (De – Di) / ln (De / Di)
Gruppe Formgebungsverfahren Oberflächen¹Ober- und Unterseite Innen- und Außenrand
1 Stanzen, Kaltformen, Ra < 3,2 µm Ra < 12,5 µmKantenrunden
2 Stanzen², Kaltformen, Ra < 6,3 µm Ra < 6,3 µmDrehen De und Di, Kantenrunden
oder Feinschneiden³, Kaltformen, Ra < 6,3 µm Ra < 3,2 µmKantenrunden
3 Kalt- oder Warmformen, Ra < 12,5 µm Ra < 12,5 µmallseits drehen, Kantenrunden
oder Stanzen², Kaltformen, Ra < 12,5 µm Ra < 12,5 µmDrehen De und Di, Kantenrunden
oder Feinschneiden³, Kaltformen, Ra < 12,5 µm Ra < 12,5 µmKantenrunden
¹ Diese Angaben gelten nicht für kugelgestrahlte Tellerfedern.² Stanzen ohne Drehen von De und Di ist nicht zulässig.³ Feinschneiden nach VDI-Richtlinie 2906 Blatt 5: Glattschnittanteil min. 75 %, Einrissklasse 2, schalenförmiger Abriss max. 25 %.
2.3.2 Bezeichnung und Bemaßung
Bei nicht in der Norm ent-haltenen Sondertellerfedern,insbesondere aus speziellenWerkstoffen, können hier-von abweichende Bear -beitungsverfahren zur An-wendung kommen.

.2.4 Berechnung der Einzeltellerfeder (DIN 2092).
2-7
1. Kennwerte
2. Federkraft
3. Federrate
Ded = –––Di
h0 = l0 – t
d – 1 2$––––%1 d K1 = – · ––––––––––p d +1 2–––– – –––
d – 1 In d
d – 1–––– –16 In d K2 = – · ––––––––p In d
3 d – 1K3 = – · –––––p In d
K4 = siehe Kapitel 2.4.1
4E t4 s h0 s h0 sF = –––– · ––––– · K24 · – ·TK2
4 ·$–– – ––% · $–– – ––% +1Y1– µ2 K1 · D2e t t t t 2t
4E t3 · h0 Fc = F (s =h0) = ––––– · ––––– · K241– µ2 K1 · D2
e
dF 4E t3 h02 h0 s 3 s 2
R = –– = –––– · ––––– · K24 ·TK2
4 ·D$––% – 3 · –– · –– + – $–% F+1Yds 1– µ2 K1 · D2e t t t 2 t
Für alle Tellerfedern gelten folgende Berechnungsgleichungen nach DIN 2092:

4. Federungsarbeit
5. Rechnerische Spannungen
2-8
s 2E t5 s 2 ho s 2W = ∫ F · ds = –––– · ––––– · K24 ·$–% ·TK2
4 ·$–– – ––% + 1Y0 1– µ2 K1 · D2
e t t 2t
4E t2 s 3 jOM = – –––– · ––––– · K4 · –– · –– 1– µ2 K1 · D2
e t p
4E t2 s h0 s jI = – –––– · ––––– · K4 · –– · TK4 · K2 $–– – ––% + K3Y1– µ2 K1 · D2
e t t 2t
4E t2 s h0 s jII = – –––– · ––––– · K4 · –– · TK4 · K2 $–– – ––% – K3Y1– µ2 K1 · D2
e t t 2t
4E t2 1 s h0 s jIII = – –––– · ––––– · K4 · –– · –– ·TK4 · (K2 –2K3) ·$–– – ––% – K3Y1– µ2 K1 · D2
e d t t 2t
4E t2 1 s h0 s jIV = – –––– · ––––– · K4 · –– · –– ·TK4 · (K2 –2K3) ·$–– – ––% + K3Y1– µ2 K1 · D2
e d t t 2t
Bei der Dimensionierung in Anlehnung an DIN 2093und für Stahl mit E = 206 000 N/mm2 und µ = 0,3stimmen die errechneten Federkennlinien mit denMessungen gut überein.
Bei Werkstoffen mit µ abweichend von 0,3 solltefür 1 – µ2 der Wert 0,91 beibehalten werden, umebenfalls eine gute Übereinstimmung zu erhalten.
Zur Berechnung von Tellerfedern liegt das CB-Berechnungsprogramm (siehe Kapitel 2.14.2) vor,das auf beiliegender CD-Rom oder im Internet ver-fügbar ist (www.christianbauer.com).
Positive Spannungswerte sind Zugspannungen,nega tive Spannungswerte sind Druckspannungen.
.2.4.1 Verschiedene Arten von Tellerfedern.
2-9
2.4.1.1 Tellerfedern ohne Auflageflächen
Für Tellerfedern ohne Auflageflächen nimmt der Bei-wert K4 den Wert 1 an.
2.4.1.2 Tellerfedern mit Auflageflächenund reduzierter Materialdicke t’
Die durch die Auflageflächen bedingte Kraft-erhöhung infolge einer Verkürzung des Hebelarmesder Krafteinleitung wird durch eine Reduzierung derMaterialdicke der Tellerfeder von t auf t’ so kom-pensiert, dass bei dem Federweg s = 0,75 h0 diegleiche Federkraft erhalten wird wie bei deräquivalenten Tellerfeder ohne Auflageflächen.Die Dickenreduzierung beträgt:
Beiwert K4:
mit a = t’ · (l0 – 4t’ + 3t) · (5l0 – 8t’ + 3t)b = 32 (t’)3
c = – t · [5 (l0 – t)2 + 32t2]
In allen Berechnungsgleichungen sind folgende Um-stellungen erforderlich:
t wird ersetzt durch t’h0 wird ersetzt durch h’0 = l0 - t’
Reihe A B Ct’/ t ≈ 0,94 ≈ 0,94 ≈ 0,96
Tabelle 3
2.4.1.3 Tellerfedern mit Auflageflächennach CB-Werksnorm
Diese Tellerfedern nach CB-Werksnorm sind mit Auf-lageflächen in Nenndicke (t = t’) ausgeführt. DieAuflageflächen werden so gestaltet, dass füreinen Federweg s = 0,75 h0 eine um 15 % höhereFederkraft erhalten wird als bei der äquivalentenTellerfeder ohne Auflageflächen. Aufgrund der Auflageflächen ordnen wir diese Federn derGruppe 3 zu.
Beiwert K4:
mit a = 20 (l0 – t)2
b = 128 t2
c = – 1,15 (a + b)
2.4.1.4 Sondertellerfedern mit Auflage-flächen (t = t’)
Bei Sondertellerfedern mit Auflageflächen muss derBeiwert K4 so gewählt werden, dass man eine Auf-lagefläche technisch sinnvoller Breite erhält. Bei derüberwiegenden Mehrzahl derartiger Tellerfedernliegt der Beiwert K4 im Bereich 1,05 bis 1,15.
2.4.1.5 Geschlitzte Tellerfedern
Eine angenäherte Berechnung von geschlitzten Tel-lerfedern folgt unter Kapitel 2.10.4.
– b + klb2l–ll4laclK24 = –––––––––––––2a
– b + klb2l–ll4laclK24 = –––––––––––––2a
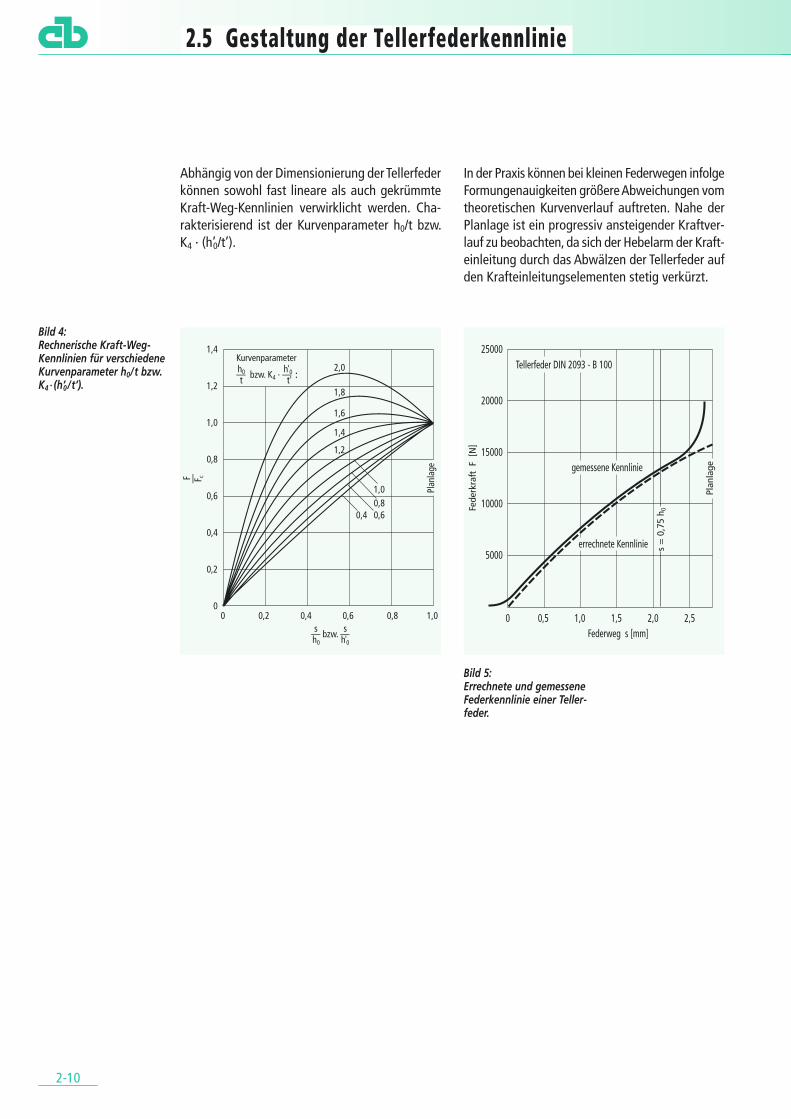
Abhängig von der Dimensionierung der Tellerfederkönnen sowohl fast lineare als auch gekrümmteKraft-Weg-Kennlinien verwirklicht werden. Cha-rakterisierend ist der Kurvenparameter h0/t bzw. K4 · (h’0/t’).
In der Praxis können bei kleinen Federwegen infolgeFormungenauigkeiten größere Abweichungen vomtheoretischen Kurvenverlauf auftreten. Nahe derPlanlage ist ein progressiv ansteigender Kraftver-lauf zu beobachten, da sich der Hebelarm der Kraft-einleitung durch das Abwälzen der Tellerfeder aufden Krafteinleitungselementen stetig verkürzt.
.2.5 Gestaltung der Tellerfederkennlinie.
2-10
Bild 4: Rechnerische Kraft-Weg-Kennlinien für verschiedeneKurvenparameter h0/t bzw. K4 · (h’0 / t’).
Bild 5: Errechnete und gemesseneFederkennlinie einer Teller -feder.
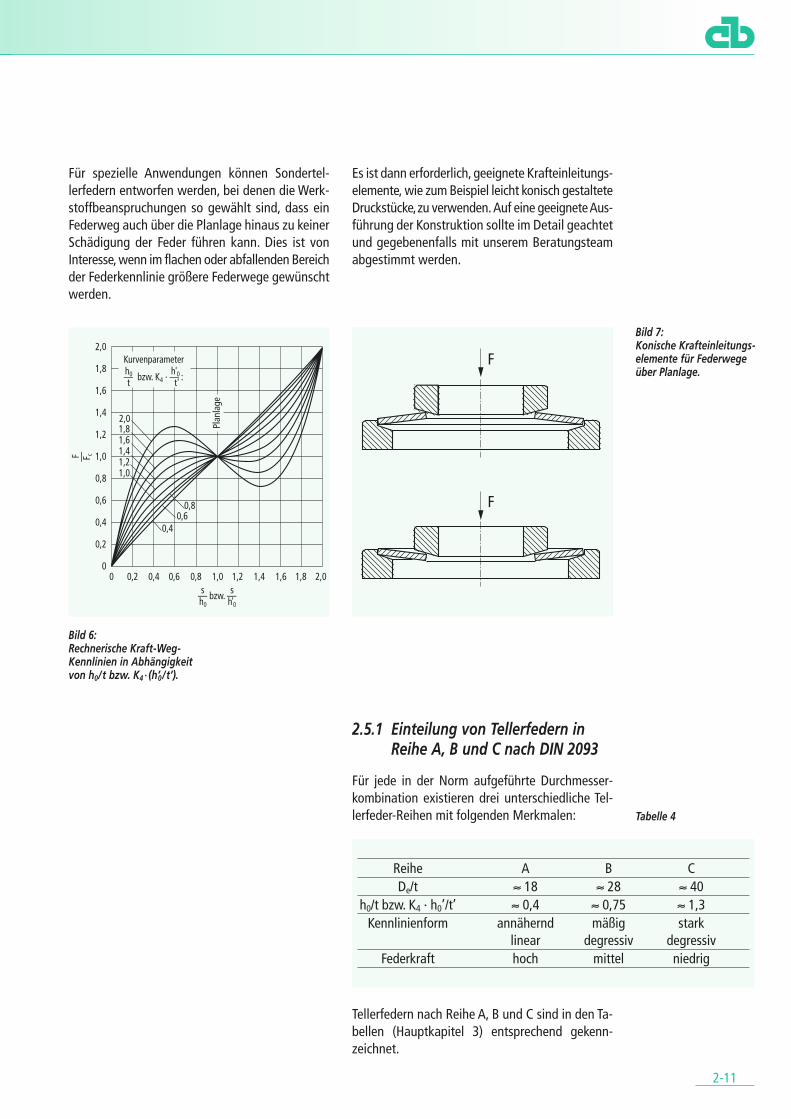
Für spezielle Anwendungen können Sondertel-lerfedern entworfen werden, bei denen die Werk-stoffbeanspruchungen so gewählt sind, dass einFederweg auch über die Planlage hinaus zu keinerSchädigung der Feder führen kann. Dies ist vonInteresse, wenn im flachen oder abfallenden Bereichder Federkennlinie größere Federwege gewünschtwerden.
2-11
Bild 6: Rechnerische Kraft-Weg-Kennlinien in Abhängigkeitvon h0/t bzw. K4 · (h’0 / t’).
Es ist dann erforderlich, geeignete Krafteinleitungs -elemente, wie zum Beispiel leicht konisch gestalteteDruckstücke,zu verwenden. Auf eine geeignete Aus-führung der Konstruktion sollte im Detail geachtetund gegebenenfalls mit unserem Bera tungs teamabgestimmt werden.
2.5.1 Einteilung von Tellerfedern inReihe A, B und C nach DIN 2093
Für jede in der Norm aufgeführte Durchmesser-kombination existieren drei unterschiedliche Tel-lerfeder-Reihen mit folgenden Merkmalen:
Tellerfedern nach Reihe A, B und C sind in den Ta-bellen (Hauptkapitel 3) entsprechend gekenn-zeichnet.
F
F
Bild 7: Konische Krafteinleitungs -elemente für Federwege über Planlage.
Reihe A B CDe/t ≈ 18 ≈ 28 ≈ 40
h0/t bzw. K4 · h0’/t’ ≈ 0,4 ≈ 0,75 ≈ 1,3 Kennlinienform annähernd mäßig stark
linear degressiv degressivFederkraft hoch mittel niedrig
Tabelle 4
.2.6 Tellerfedersäulen.
2-12
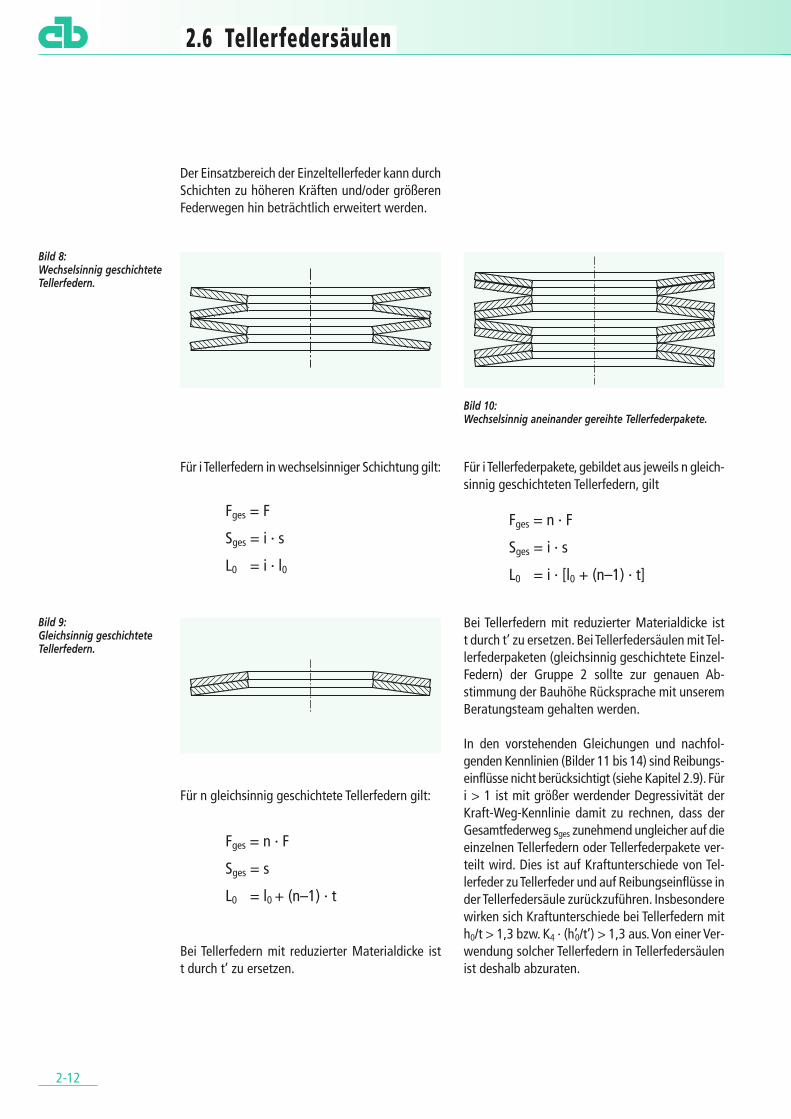
Der Einsatzbereich der Einzeltellerfeder kann durchSchichten zu höheren Kräften und/oder größerenFederwegen hin beträchtlich erweitert werden.
Für i Tellerfedern in wechselsinniger Schichtung gilt:
Für n gleichsinnig geschichtete Tellerfedern gilt:
Bei Tellerfedern mit reduzierter Materialdicke ist t durch t’ zu ersetzen.
Bild 8: Wechselsinnig geschichteteTellerfedern.
Bild 9: Gleichsinnig geschichtete Tellerfedern.
Fges = F
Sges = i · s
L0 = i · l0
Fges = n · F
Sges = s
L0 = l0 + (n–1) · t
Für i Tellerfederpakete, gebildet aus jeweils n gleich-sinnig geschichteten Tellerfedern, gilt
Bei Tellerfedern mit reduzierter Materialdicke ist t durch t’ zu ersetzen. Bei Tellerfedersäulen mit Tel-lerfederpaketen (gleichsinnig geschichtete Einzel-Federn) der Gruppe 2 sollte zur genauen Ab-stimmung der Bauhöhe Rücksprache mit unseremBeratungsteam gehalten werden.
In den vorstehenden Gleichungen und nachfol -genden Kennlinien (Bilder 11 bis 14) sind Rei bungs -einflüsse nicht berücksichtigt (siehe Kapitel 2.9). Füri > 1 ist mit größer werdender Degressivität derKraft-Weg-Kennlinie damit zu rechnen, dass derGesamtfederweg sges zunehmend ungleicher auf dieeinzelnen Tellerfedern oder Tellerfederpakete ver-teilt wird. Dies ist auf Kraftunterschiede von Tel-lerfeder zu Tellerfeder und auf Reibungseinflüsse inder Tellerfedersäule zurückzuführen. Insbesonderewirken sich Kraftunterschiede bei Tellerfedern mith0/t > 1,3 bzw. K4 · (h’0/t’) > 1,3 aus. Von einer Ver-wendung solcher Tellerfedern in Tellerfedersäulenist deshalb abzuraten.
Bild 10: Wechselsinnig aneinander gereihte Tellerfederpakete.
Fges = n · F
Sges = i · s
L0 = i · [l0 + (n–1) · t]
2-13
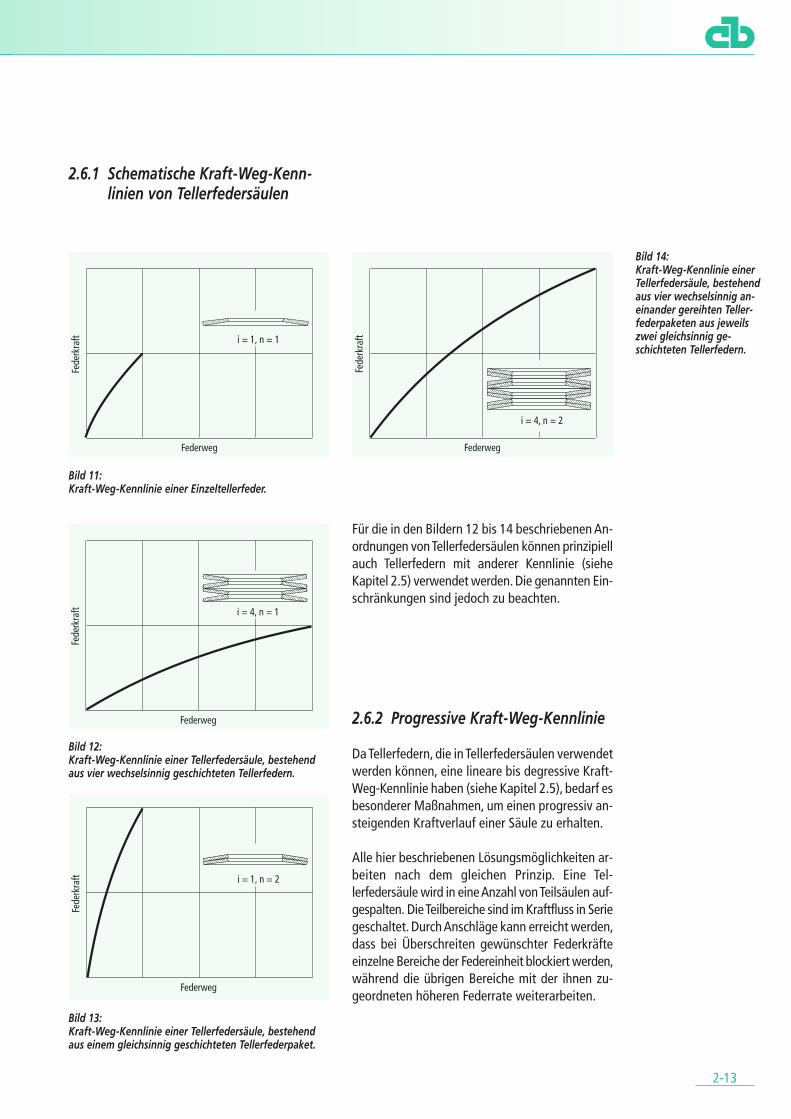
2.6.1 Schematische Kraft-Weg-Kenn -linien von Tellerfedersäulen
Bild 11: Kraft-Weg-Kennlinie einer Einzeltellerfeder.
Bild 12: Kraft-Weg-Kennlinie einer Tellerfedersäule, bestehendaus vier wechselsinnig geschichteten Teller federn.
Bild 13: Kraft-Weg-Kennlinie einer Tellerfedersäule, bestehendaus einem gleichsinnig geschichteten Teller federpaket.
Bild 14: Kraft-Weg-Kennlinie einerTellerfedersäule, bestehendaus vier wechselsinnig an-einander gereihten Teller -federpaketen aus jeweilszwei gleichsinnig ge-schichteten Tellerfedern.
Für die in den Bildern 12 bis 14 beschriebenen An-ordnungen von Tellerfedersäulen können prinzipiellauch Tellerfedern mit anderer Kennlinie (siehe Kapitel 2.5) verwendet werden. Die genannten Ein-schränkungen sind jedoch zu beachten.
2.6.2 Progressive Kraft-Weg-Kennlinie
Da Tellerfedern, die in Tellerfedersäulen verwendetwerden können, eine lineare bis degressive Kraft-Weg-Kennlinie haben (siehe Kapitel 2.5), bedarf esbesonderer Maßnahmen, um einen progressiv an-steigenden Kraftverlauf einer Säule zu erhalten.
Alle hier beschriebenen Lösungsmöglichkeiten ar-beiten nach dem gleichen Prinzip. Eine Tel-lerfedersäule wird in eine Anzahl von Teilsäulen auf-gespalten. Die Teilbereiche sind im Kraftfluss in Seriegeschaltet. Durch Anschläge kann erreicht werden,dass bei Überschreiten gewünschter Federkräfteeinzelne Bereiche der Federeinheit blockiert werden,während die übrigen Bereiche mit der ihnen zu-geordneten höheren Federrate weiterarbeiten.
2-14
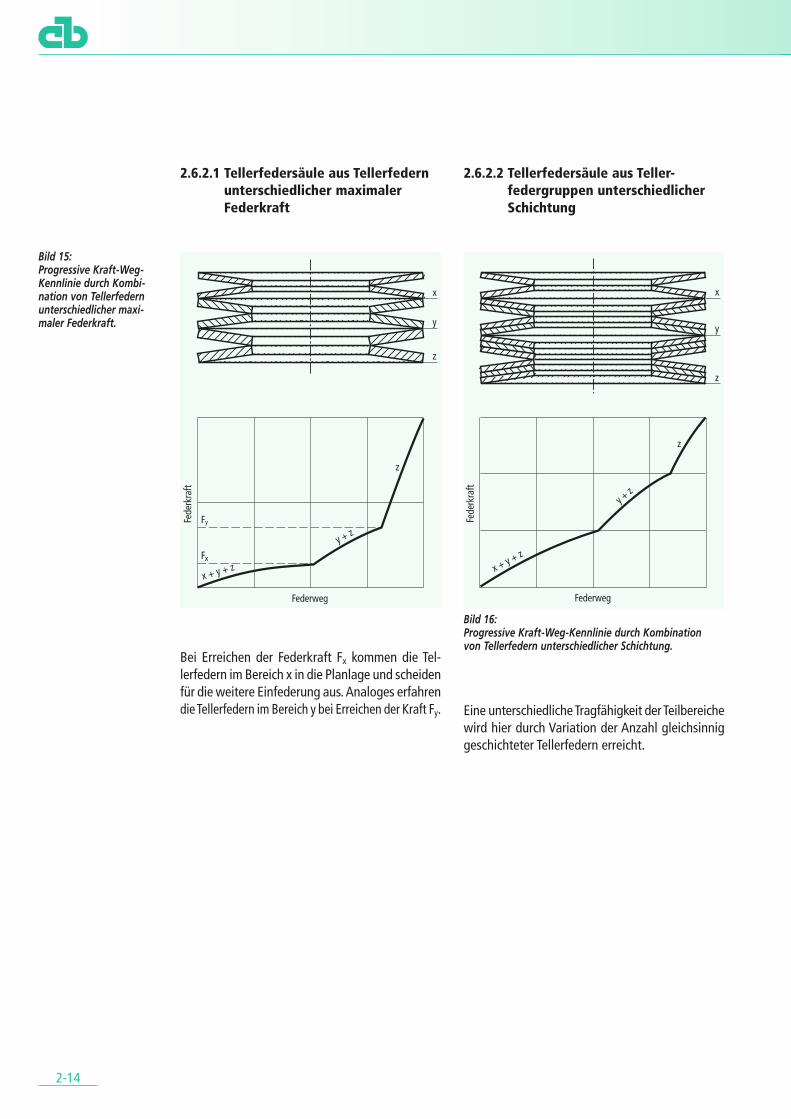
2.6.2.1 Tellerfedersäule aus Tellerfedernunterschiedlicher maximaler Federkraft
Bei Erreichen der Federkraft Fx kommen die Tel-lerfedern im Bereich x in die Planlage und scheidenfür die weitere Einfederung aus. Analoges erfahrendie Tellerfedern im Bereich y bei Erreichen der Kraft Fy.
2.6.2.2 Tellerfedersäule aus Teller-federgruppen unterschiedlicher Schichtung
Bild 16: Progressive Kraft-Weg-Kennlinie durch Kombination von Tellerfedern unterschiedlicher Schichtung.
Eine unterschiedliche Tragfähigkeit der Teilbereichewird hier durch Variation der Anzahl gleichsinniggeschichteter Tellerfedern erreicht.
Bild 15: Progressive Kraft-Weg-Kennlinie durch Kombi -nation von Tellerfedernunterschiedlicher maxi -maler Federkraft.
2-15
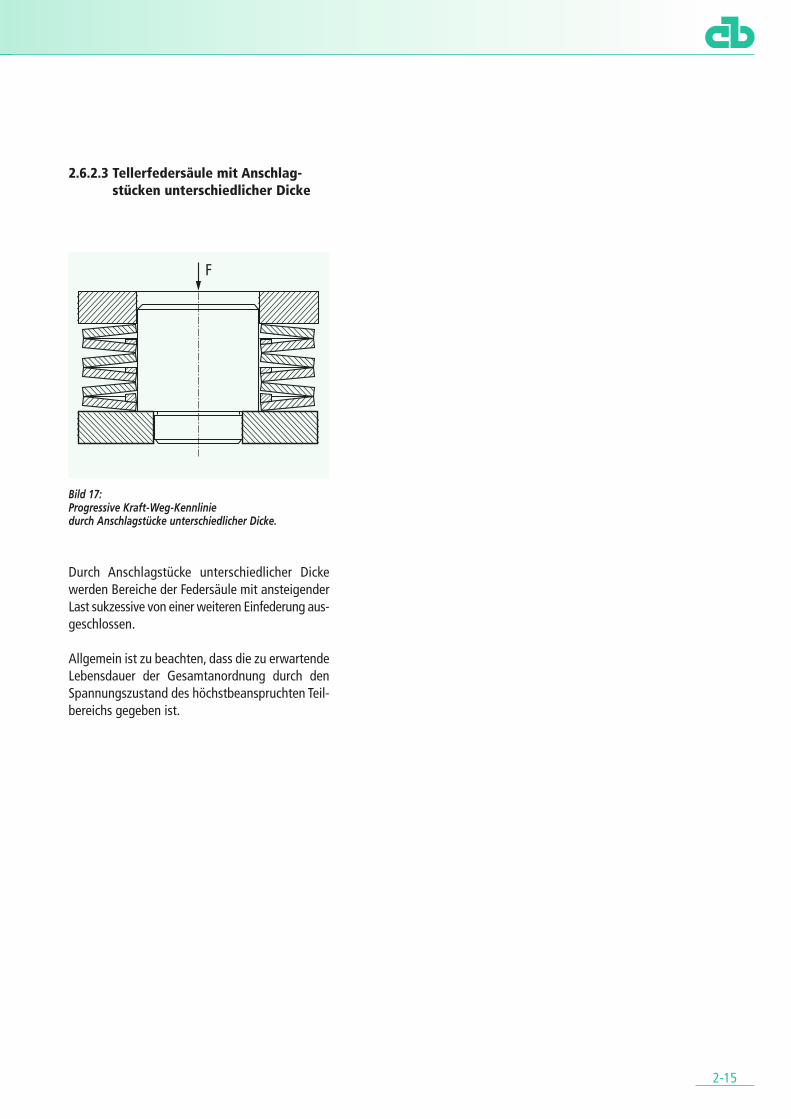
2.6.2.3 Tellerfedersäule mit Anschlag-stücken unterschiedlicher Dicke
Bild 17: Progressive Kraft-Weg-Kennlinie durch Anschlagstücke unterschiedlicher Dicke.
Durch Anschlagstücke unterschiedlicher Dickewerden Bereiche der Federsäule mit ansteigenderLast sukzessive von einer weiteren Einfederung aus-geschlossen.
Allgemein ist zu beachten, dass die zu erwartendeLebensdauer der Gesamtanordnung durch denSpannungszustand des höchstbeanspruchten Teil-bereichs gegeben ist.
2-16
.2.7 Einbaurichtlinien.für CB-Tellerfedersäulen.
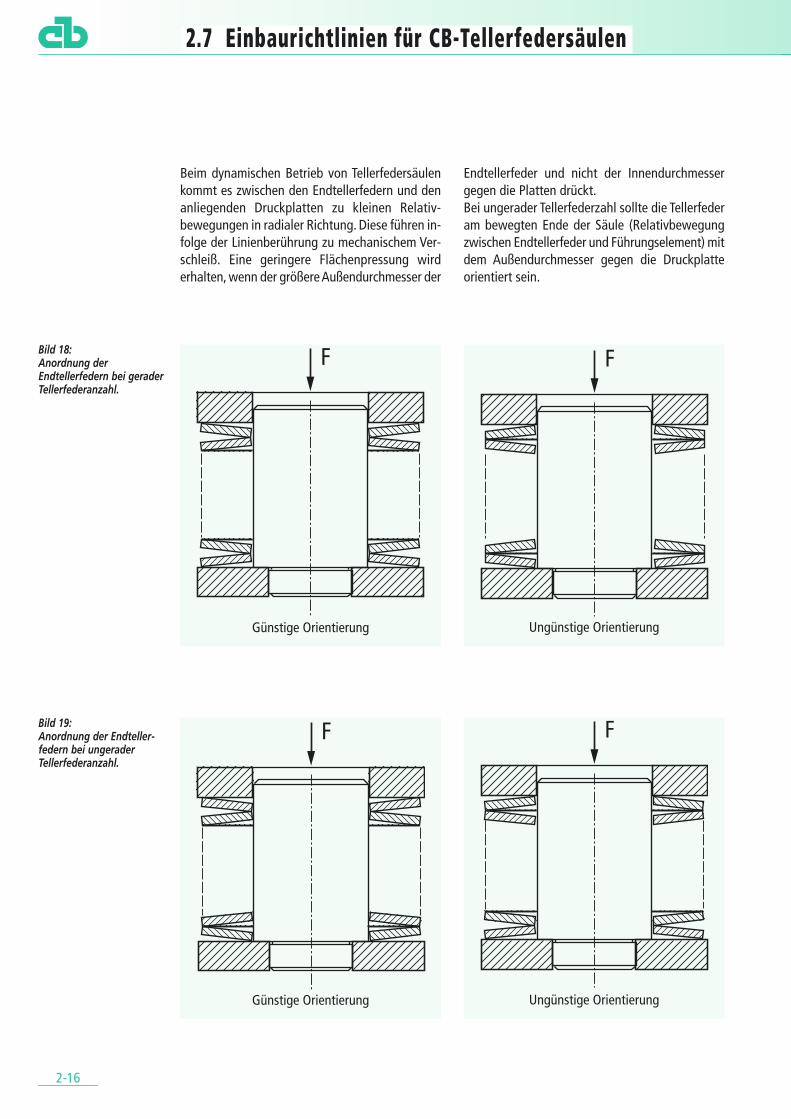
Beim dynamischen Betrieb von Tellerfedersäulenkommt es zwischen den Endtellerfedern und denanliegenden Druckplatten zu kleinen Relativ -bewegungen in radialer Richtung. Diese führen in-folge der Linienberührung zu mechanischem Ver-schleiß. Eine geringere Flächenpressung wirderhalten, wenn der größere Außendurchmesser der
Endtellerfeder und nicht der Innendurchmessergegen die Platten drückt.Bei ungerader Tellerfederzahl sollte die Tellerfederam bewegten Ende der Säule (Relativbewegungzwischen Endtellerfeder und Führungselement) mitdem Außendurchmesser gegen die Druckplatteorientiert sein.
Günstige Orientierung Ungünstige Orientierung
Günstige Orientierung Ungünstige Orientierung
Bild 18: Anordnung der Endteller federn bei geraderTellerfederanzahl.
Bild 19: Anordnung der Endteller -federn bei ungerader Tellerfederanzahl.
2-17
2.7.1 Schmierung
Eine ausreichende Schmierung hat entscheidendenEinfluss auf das Führungsverhalten, die Reibung undden Verschleiß und somit auf die Lebensdauer vonTellerfedern. Je nach Einsatzfall haben sich Ölbäder,Fette, Pasten mit Molybdändisulfid-Zusatz oder auchGleitlacke und andere Festschmierstoffe bewährt.
2.7.2 Führungsspiel (DIN 2093)
Zwischen den Führungselementen und den Tel-lerfedern ist ein angemessenes Spiel vorzusehen.Innenführung mittels eines Führungsbolzens ist zubevorzugen. Bei Außenführung kann auch eineFührungshülse verwendet werden.
2.7.3 Beschaffenheit von Führungs -elementen und Druckplatten
2.7.3.1 Dynamische Belastung
Besonders bewährt haben sich einsatzgehärtete undgeschliffene Teile. Die Oberflächenhärte solltemindestens 55 HRC betragen, die Einsatztiefe nichtunter 0,8 mm liegen. Auch andere Ober-flächenhärteverfahren sind möglich, sofern eine aus-reichende Einhärtetiefe und Festigkeit des Grund-werkstoffes vorgesehen wird.
2.7.3.2 Statische Belastung
Hier sind vergütete, bei rein statischem Einsatz oftauch unvergütete Teile ausreichend.
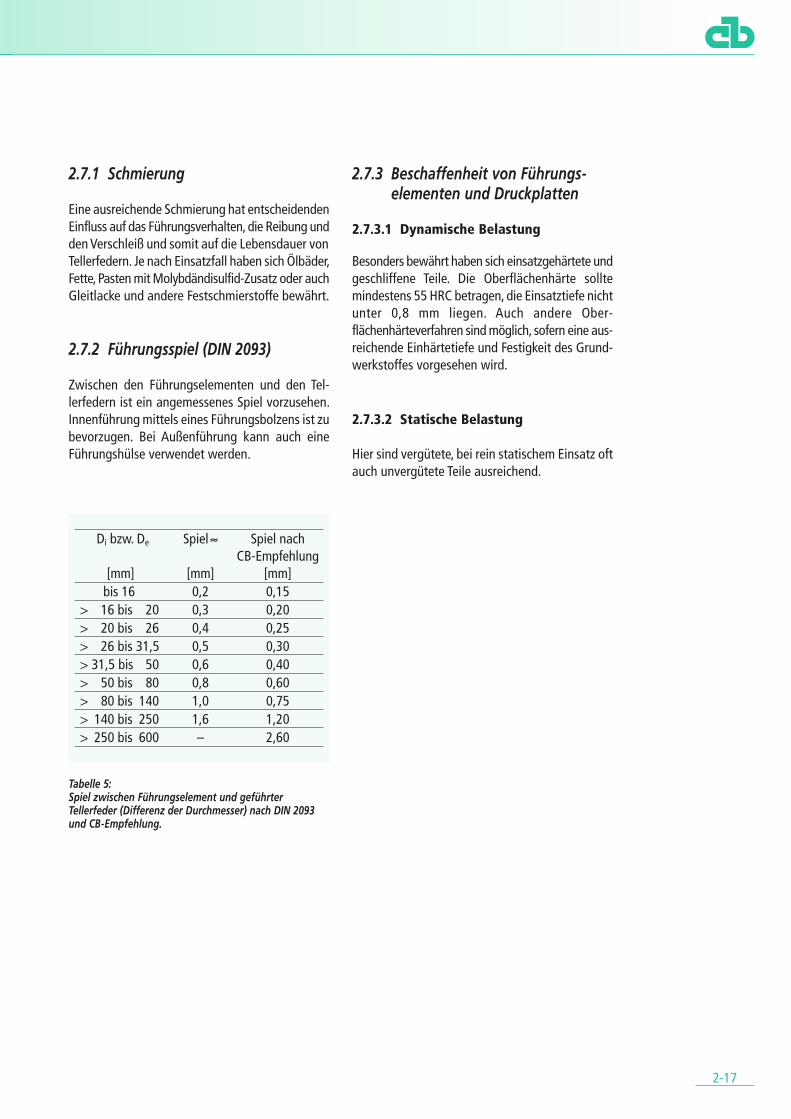
Di bzw. De Spiel ≈ Spiel nachCB-Empfehlung
[mm] [mm] [mm] bis 16 0,2 0,15
> 16 bis 20 0,3 0,20> 20 bis 26 0,4 0,25> 26 bis 31,5 0,5 0,30> 31,5 bis 50 0,6 0,40> 50 bis 80 0,8 0,60> 80 bis 140 1,0 0,75> 140 bis 250 1,6 1,20> 250 bis 600 – 2,60
Tabelle 5: Spiel zwischen Führungs element und geführter Tellerfeder (Differenz der Durchmesser) nach DIN 2093und CB-Empfehlung.
.2.8 Zulässige Beanspruchungen (DIN 2093).
2-18
2.8.1 Statische Beanspruchung
Bei Tellerfedern aus Federstahl (DIN EN 10 132-4)soll die Spannung jOM in Planlage die Zugfestig-keit (ca. 1 600 N/mm2) des Werkstoffes nicht über-schreiten. Bei höheren Spannungen muss bei ent-sprechend hoher Einfederung mit unmittelbaremNachsetzen in geringem Umfang gerechnet werden.Zumindest ist mit höherer Relaxation zu rechnen,als nach Abschnitt 2.8.3 zu erwarten ist.Geringe Lastwechselzahlen (bis zu etwa 5000)können in der Praxis als statischer Einsatz betrachtetwerden.
2.8.2 Dynamische Beanspruchung
2.8.2.1 Mindestvorspannung
Beim Setzvorgang werden durch Überschreiten derStreckgrenze an der Querschnittsstelle I der Tel-lerfeder Zugeigenspannungen erzeugt. Diesekönnen bei wechselnder Beanspruchung zuAnrissen führen. Dem Einfluss der Zugeigen-spannungen kann durch ausreichende Vorspannungder Tellerfeder entgegengewirkt werden. DerMindestvorspannweg sollte etwa s = 0,15 h0 bis0,20 h0 betragen. Abhängig vom Spannungsniveauder Tellerfeder kann ein größerer Vorspannfederwegerforderlich werden bzw. ein kleinerer Vorspann-federweg ausreichend sein.
2.8.2.2 Spannungen im Arbeitsbereich
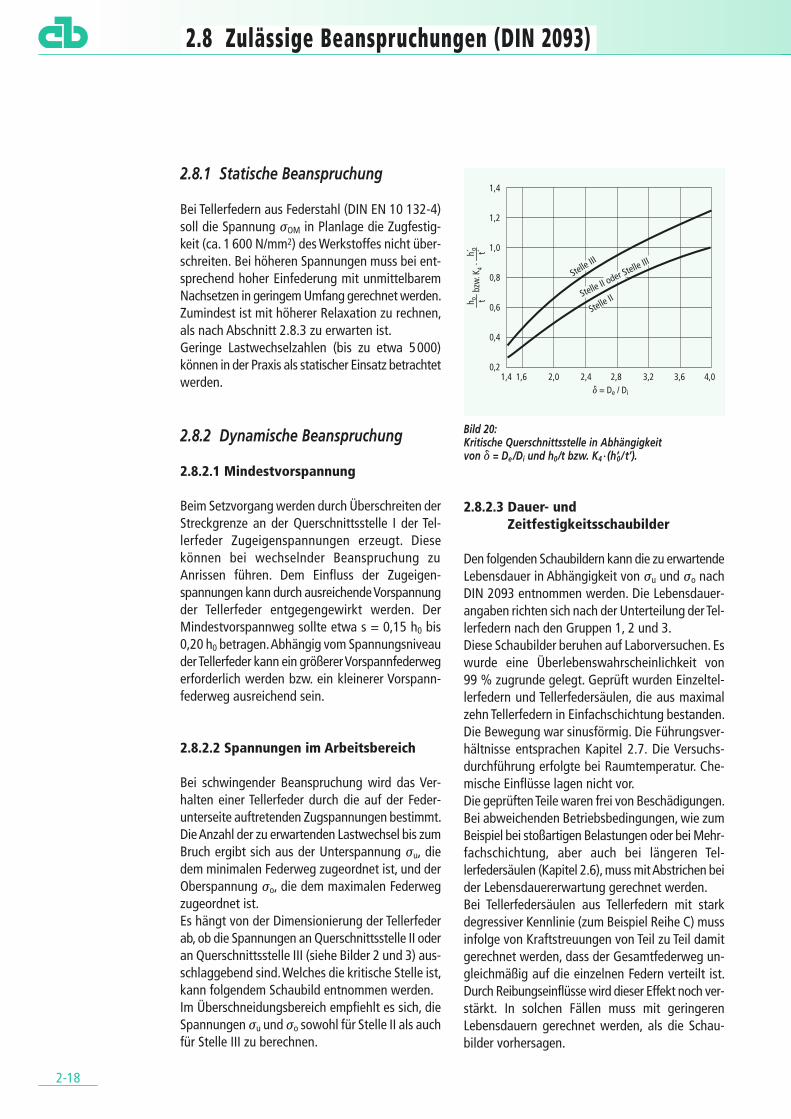
Bei schwingender Beanspruchung wird das Ver-halten einer Tellerfeder durch die auf der Feder-unterseite auftretenden Zugspannungen bestimmt.Die Anzahl der zu erwartenden Lastwechsel bis zumBruch ergibt sich aus der Unterspannung ju, diedem minimalen Federweg zugeordnet ist, und derOberspannung jo, die dem maximalen Federwegzugeordnet ist.Es hängt von der Dimensionierung der Tellerfederab, ob die Spannungen an Querschnittsstelle II oderan Querschnittsstelle III (siehe Bilder 2 und 3) aus-schlaggebend sind. Welches die kritische Stelle ist,kann folgendem Schaubild entnommen werden.Im Überschneidungsbereich empfiehlt es sich, dieSpannungen ju und jo sowohl für Stelle II als auchfür Stelle III zu berechnen.
Bild 20: Kritische Querschnittsstelle in Abhängigkeit von d = De /Di und h0 /t bzw. K4 · (h’0 / t’).
2.8.2.3 Dauer- und Zeitfestigkeits schaubilder
Den folgenden Schaubildern kann die zu erwartendeLebensdauer in Abhängigkeit von ju und jo nachDIN 2093 entnommen werden. Die Lebensdauer-angaben richten sich nach der Unterteilung der Tel-lerfedern nach den Gruppen 1, 2 und 3.Diese Schaubilder beruhen auf Laborversuchen. Eswurde eine Überlebenswahrscheinlichkeit von99 % zugrunde gelegt. Geprüft wurden Einzeltel-lerfedern und Tellerfedersäulen, die aus maximalzehn Tellerfedern in Einfachschichtung bestanden.Die Bewegung war sinusförmig. Die Führungsver-hältnisse entsprachen Kapitel 2.7. Die Versuchs-durchführung erfolgte bei Raumtemperatur. Che-mische Einflüsse lagen nicht vor.Die geprüften Teile waren frei von Beschädigungen.Bei abweichenden Betriebsbedingungen, wie zumBeispiel bei stoßartigen Belastungen oder bei Mehr-fachschichtung, aber auch bei längeren Tel-lerfedersäulen (Kapitel 2.6), muss mit Abstrichen beider Lebensdauererwartung gerechnet werden.Bei Tellerfedersäulen aus Tellerfedern mit starkdegressiver Kennlinie (zum Beispiel Reihe C) mussinfolge von Kraftstreuungen von Teil zu Teil damitgerechnet werden, dass der Gesamtfederweg un-gleichmäßig auf die einzelnen Federn verteilt ist.Durch Reibungseinflüsse wird dieser Effekt noch ver-stärkt. In solchen Fällen muss mit geringerenLebensdauern gerechnet werden, als die Schau-bilder vorhersagen.
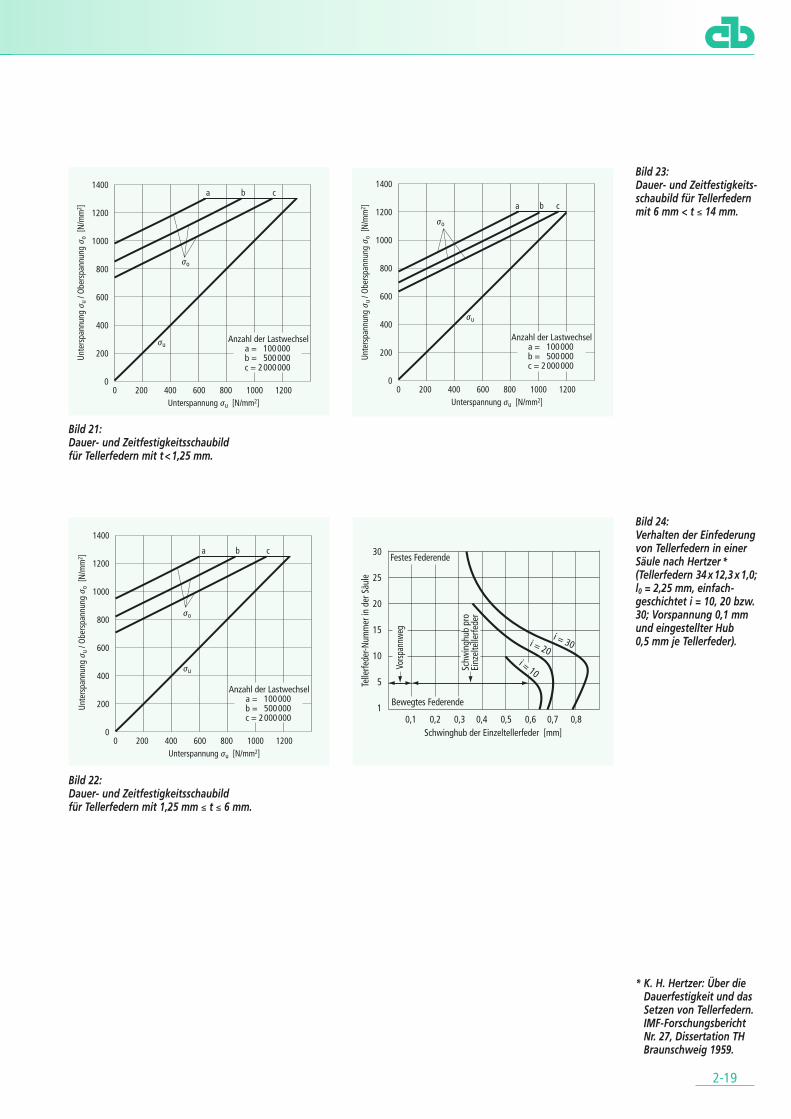
Bild 21: Dauer- und Zeitfestigkeitsschaubild für Tellerfedern mit t < 1,25 mm.
Bild 22: Dauer- und Zeitfestigkeitsschaubild für Tellerfedern mit 1,25 mm ≤ t ≤ 6 mm.
2-19
* K. H. Hertzer: Über dieDauerfestigkeit und dasSetzen von Tellerfedern.IMF-ForschungsberichtNr. 27, Dissertation THBraunschweig 1959.
Bild 24: Verhalten der Einfederungvon Tellerfedern in einerSäule nach Hertzer * (Tellerfedern 34 x 12,3 x 1,0;l0 = 2,25 mm, einfach-geschichtet i = 10, 20 bzw.30; Vorspannung 0,1 mmund eingestellter Hub0,5 mm je Tellerfeder).
Bild 23: Dauer- und Zeitfestigkeits-schaubild für Tellerfedernmit 6 mm < t ≤ 14 mm.
2-20
2.8.3 Vorsetzen von Tellerfedern
Tellerfedern werden nach der Wärmebehandlungvorgesetzt. Bei diesem Vorgang verlieren die Teile,abhängig von ihrem Spannungszustand, anBauhöhe. Der Setzvorgang der Tellerfeder hat so zuerfolgen, dass nach einer Belastung mit doppelterPrüfkraft F (s = 0,75 h0) die zulässigen Federkraft-abweichungen nach Kapitel 2.11.1 eingehaltenwerden (vergleiche DIN 2093).
Durch das Vorsetzen können in der Tellerfeder Eigen -spannungen erzeugt werden, die den Spannungender späteren Einsatzbelastungen entgegenwirken.Insbesondere Druckeigenspannungen an der Teller -federunterseite wirken sich förderlich auf die Le -bens dauer aus, da eine Absenkung der tatsächlichenSpannungen einhergeht.
Da der Vorsetzvorgang nur ein kurzzeitiger Vorgangist kann bei längerer Belastungsdauer ein zu-sätzliches Nachsetzen auftreten. Dies macht sichdurch eine Abnahme der Federkraft bei konstantenEinspannbedingungen (Relaxation) oder eineReduzierung der Bauhöhe l0 bei konstanterBelastung (Kriechen) bemerkbar.
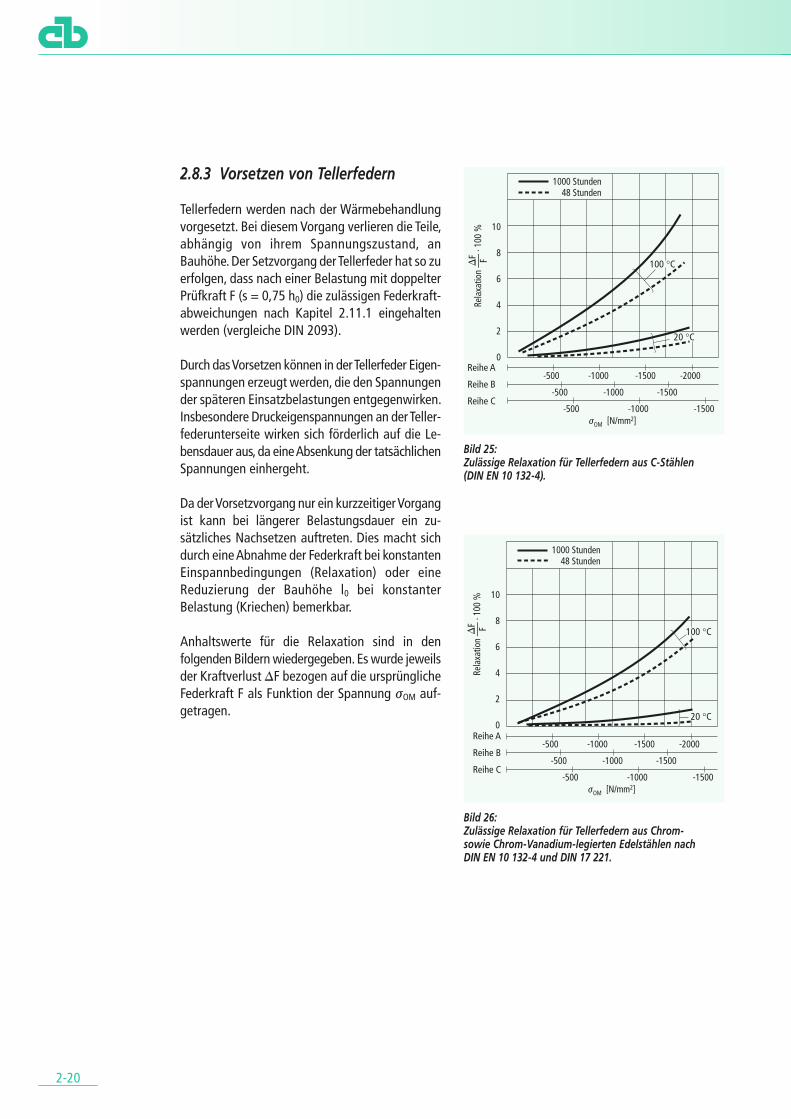
Anhaltswerte für die Relaxation sind in denfolgenden Bildern wiedergegeben. Es wurde jeweilsder Kraftverlust DF bezogen auf die ursprünglicheFederkraft F als Funktion der Spannung jOM auf-getragen.
Bild 25: Zulässige Relaxation für Tellerfedern aus C-Stählen (DIN EN 10 132-4).
Bild 26: Zulässige Relaxation für Tellerfedern aus Chrom- sowie Chrom-Vanadium-legierten Edelstählen nach DIN EN 10 132-4 und DIN 17 221.
2-21
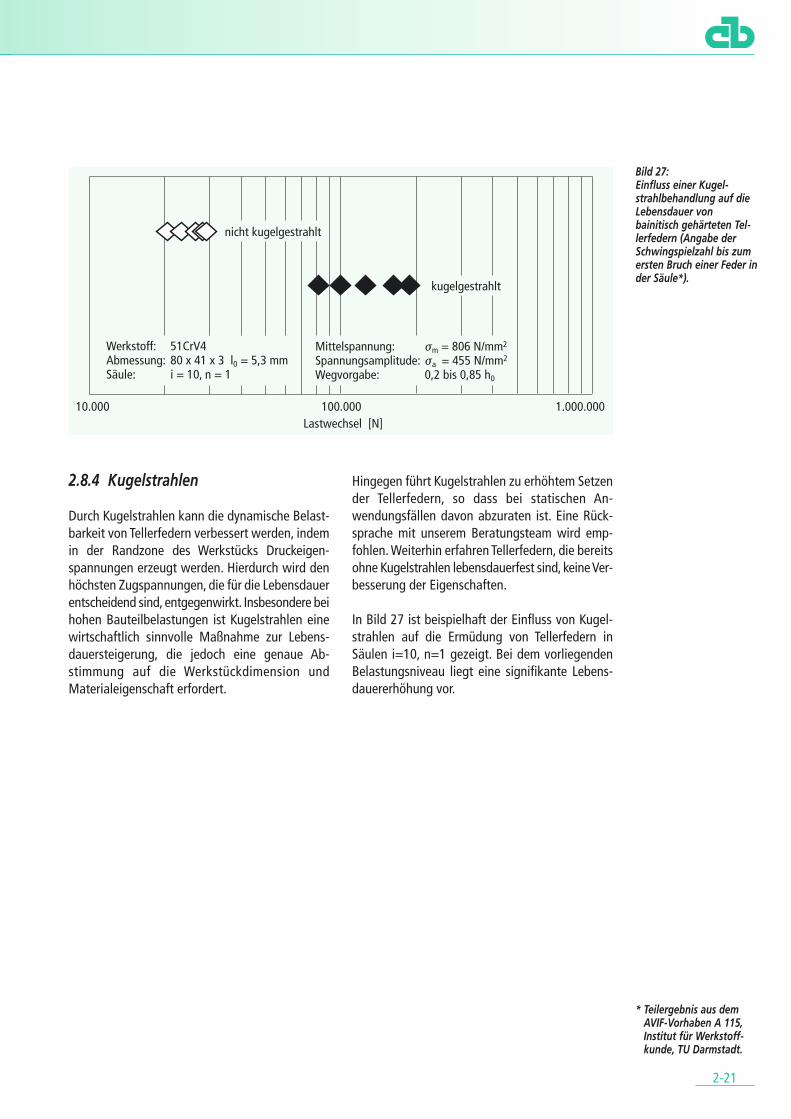
2.8.4 Kugelstrahlen
Durch Kugelstrahlen kann die dynamische Belast-barkeit von Tellerfedern verbessert werden, indemin der Randzone des Werkstücks Druckeigen-spannungen erzeugt werden. Hierdurch wird denhöchsten Zugspannungen, die für die Lebensdauerentscheidend sind, entgegenwirkt. Insbesondere beihohen Bauteilbelastungen ist Kugelstrahlen einewirtschaftlich sinnvolle Maßnahme zur Lebens-dauersteigerung, die jedoch eine genaue Ab-stimmung auf die Werkstückdimension undMaterialeigenschaft erfordert.
Hingegen führt Kugelstrahlen zu erhöhtem Setzender Tellerfedern, so dass bei statischen An-wendungsfällen davon abzuraten ist. Eine Rück-sprache mit unserem Beratungsteam wird emp-fohlen. Weiterhin erfahren Tellerfedern, die bereitsohne Kugelstrahlen lebensdauerfest sind, keine Ver-besserung der Eigenschaften.
In Bild 27 ist beispielhaft der Einfluss von Kugel-strahlen auf die Ermüdung von Tellerfedern in Säulen i=10, n=1 gezeigt. Bei dem vorliegendenBelastungsniveau liegt eine signifikante Lebens-dauererhöhung vor.
* Teilergebnis aus demAVIF-Vorhaben A 115,Institut für Werkstoff-kunde, TU Darmstadt.
Bild 27: Einfluss einer Kugel-strahlbehandlung auf dieLebensdauer vonbainitisch gehärteten Tel-lerfedern (Angabe derSchwingspielzahl bis zumersten Bruch einer Feder inder Säule*).
.2.9 Reibungseinflüsse.
2-22
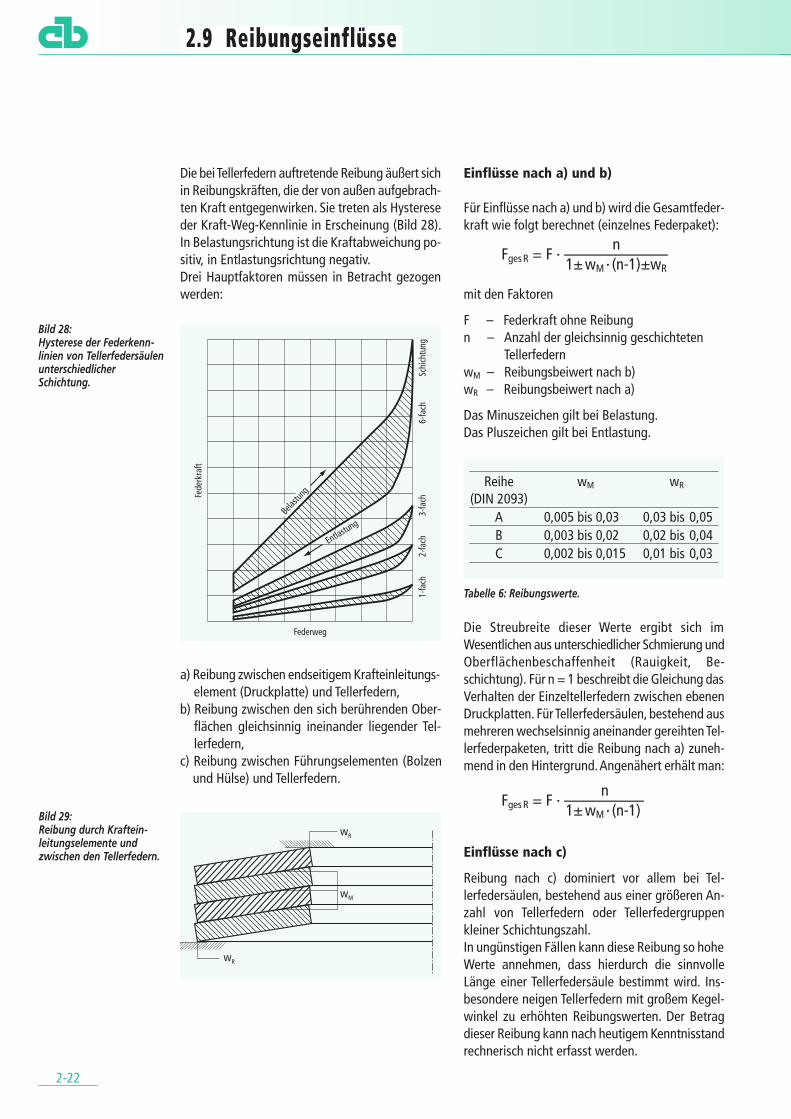
Die bei Tellerfedern auftretende Reibung äußert sichin Reibungskräften, die der von außen aufgebrach -ten Kraft entgegenwirken. Sie treten als Hystereseder Kraft-Weg-Kennlinie in Erscheinung (Bild 28).In Belastungsrichtung ist die Kraftabweichung po-sitiv, in Entlastungsrichtung negativ.Drei Hauptfaktoren müssen in Betracht gezogenwerden:
a) Reibung zwischen endseitigem Krafteinleitungs -element (Druckplatte) und Tellerfedern,
b) Reibung zwischen den sich berührenden Ober-flächen gleichsinnig ineinander liegender Tel-lerfedern,
c) Reibung zwischen Führungselementen (Bolzenund Hülse) und Tellerfedern.
Einflüsse nach a) und b)
Für Einflüsse nach a) und b) wird die Gesamtfeder -kraft wie folgt berechnet (einzelnes Federpaket):
mit den Faktoren
F – Federkraft ohne Reibungn – Anzahl der gleichsinnig geschichteten
TellerfedernwM – Reibungsbeiwert nach b)wR – Reibungsbeiwert nach a)
Das Minuszeichen gilt bei Belastung. Das Plus zeichen gilt bei Entlastung.
Tabelle 6: Reibungswerte.
Die Streubreite dieser Werte ergibt sich imWesentlichen aus unterschiedlicher Schmierung undOberflächenbeschaffenheit (Rauigkeit, Be-schichtung). Für n = 1 beschreibt die Gleichung dasVerhalten der Einzeltellerfedern zwischen ebenenDruckplatten. Für Tellerfedersäulen, bestehend ausmehreren wechselsinnig aneinander gereihten Tel-lerfederpaketen, tritt die Reibung nach a) zuneh-mend in den Hintergrund. Angenähert erhält man:
Einflüsse nach c)
Reibung nach c) dominiert vor allem bei Tel-lerfedersäulen, bestehend aus einer größeren An-zahl von Tellerfedern oder Tellerfedergruppenkleiner Schichtungszahl.In ungünstigen Fällen kann diese Reibung so hoheWerte annehmen, dass hierdurch die sinnvolleLänge einer Tellerfedersäule bestimmt wird. Ins-besondere neigen Tellerfedern mit großem Kegel-winkel zu erhöhten Reibungswerten. Der Betragdieser Reibung kann nach heutigem Kenntnisstandrechnerisch nicht erfasst werden.
wM
wR
wR
Bild 29: Reibung durch Kraftein -leitungselemente und zwischen den Tellerfedern.
nFges R = F · –––––––––––––
1± wM · (n-1)±wR
nFges R = F · ––––––––––
1± wM · (n-1)
Reihe wM wR
(DIN 2093) A 0,005 bis 0,03 0,03 bis 0,05B 0,003 bis 0,02 0,02 bis 0,04C 0,002 bis 0,015 0,01 bis 0,03
Bild 28: Hysterese der Federkenn-linien von TellerfedersäulenunterschiedlicherSchichtung.
.2.10 Spezielle Tellerfeder-Ausführungen und -Anwendungen.
2-23
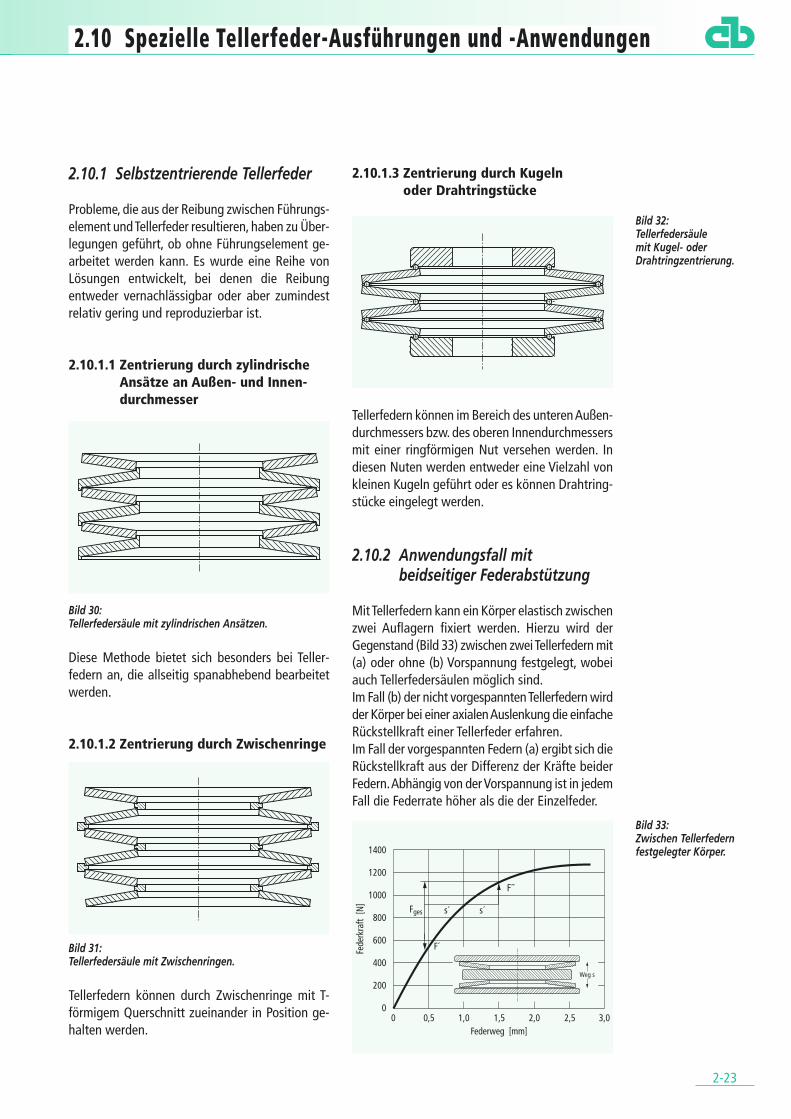
2.10.1 Selbstzentrierende Tellerfeder
Probleme, die aus der Reibung zwischen Führungs-element und Tellerfeder resultieren, haben zu Über-legungen geführt, ob ohne Führungselement ge-arbeitet werden kann. Es wurde eine Reihe vonLösungen entwickelt, bei denen die Reibungentweder vernachlässigbar oder aber zumindestrelativ gering und reproduzierbar ist.
2.10.1.1 Zentrierung durch zylindrischeAnsätze an Außen- und Innen-durchmesser
Bild 30: Tellerfedersäule mit zylindrischen Ansätzen.
Diese Methode bietet sich besonders bei Teller -federn an, die allseitig spanabhebend bearbeitetwerden.
2.10.1.2 Zentrierung durch Zwischenringe
Bild 31: Tellerfedersäule mit Zwischenringen.
Tellerfedern können durch Zwischenringe mit T-förmigem Querschnitt zueinander in Position ge-halten werden.
2.10.1.3 Zentrierung durch Kugeln oder Drahtringstücke
Tellerfedern können im Bereich des unteren Außen-durchmessers bzw. des oberen Innendurchmessersmit einer ringförmigen Nut versehen werden. Indiesen Nuten werden entweder eine Vielzahl vonkleinen Kugeln geführt oder es können Drahtring -stücke eingelegt werden.
2.10.2 Anwendungsfall mit beidseitiger Federabstützung
Mit Tellerfedern kann ein Körper elastisch zwischenzwei Auflagern fixiert werden. Hierzu wird derGegenstand (Bild 33) zwischen zwei Tellerfedern mit(a) oder ohne (b) Vorspannung festgelegt, wobeiauch Tellerfedersäulen möglich sind.Im Fall (b) der nicht vorgespannten Tellerfedern wirdder Körper bei einer axialen Auslenkung die einfacheRückstellkraft einer Tellerfeder erfahren.Im Fall der vorgespannten Federn (a) ergibt sich dieRückstellkraft aus der Differenz der Kräfte beiderFedern. Abhängig von der Vorspannung ist in jedemFall die Federrate höher als die der Einzelfeder.
Bild 32: Tellerfedersäule mit Kugel- oder Drahtringzentrierung.
Bild 33: Zwischen Tellerfedern festgelegter Körper.
2-24
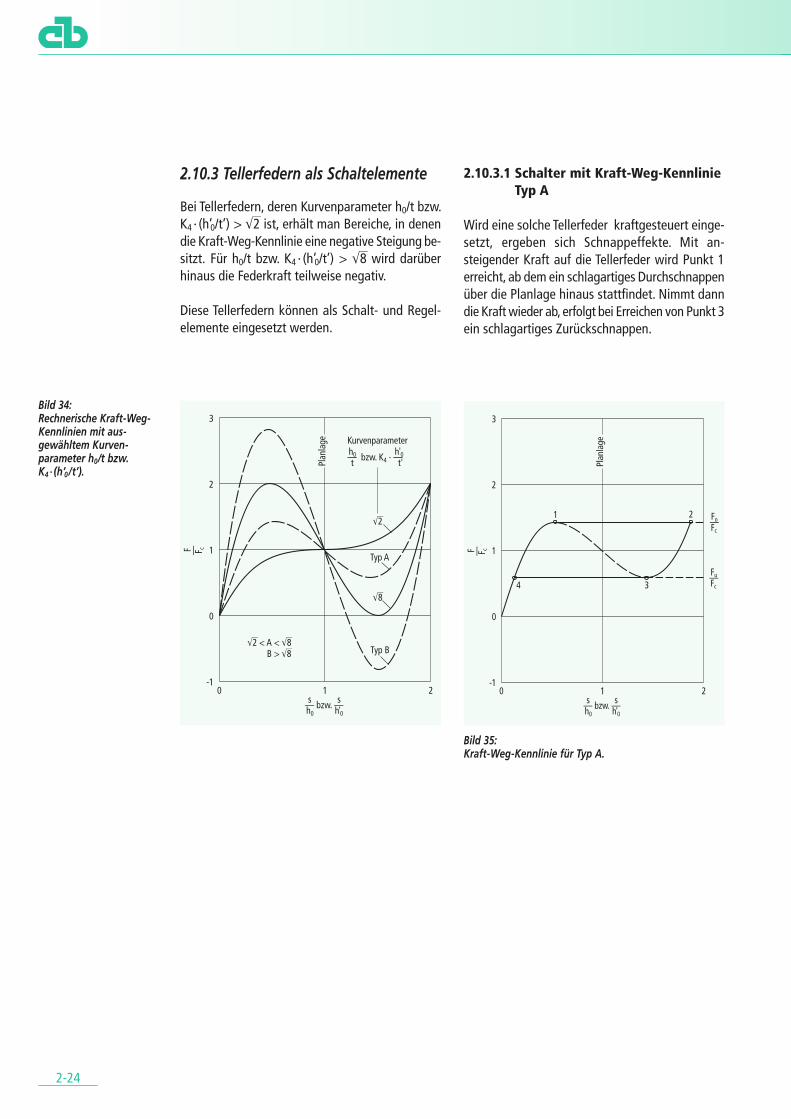
2.10.3 Tellerfedern als Schaltelemente
Bei Tellerfedern, deren Kurvenparameter h0/t bzw.K4 · (h’0/t’) > M2 ist, erhält man Bereiche, in denendie Kraft-Weg-Kennlinie eine negative Steigung be-sitzt. Für h0/t bzw. K4 · (h’0/t’) > M8 wird darüberhinaus die Federkraft teilweise negativ.
Diese Tellerfedern können als Schalt- und Regel-elemente eingesetzt werden.
2.10.3.1 Schalter mit Kraft-Weg-KennlinieTyp A
Wird eine solche Tellerfeder kraftgesteuert einge-setzt, ergeben sich Schnappeffekte. Mit an-steigender Kraft auf die Tellerfeder wird Punkt 1erreicht, ab dem ein schlagartiges Durchschnappenüber die Planlage hinaus stattfindet. Nimmt danndie Kraft wieder ab, erfolgt bei Erreichen von Punkt 3ein schlagartiges Zurückschnappen.
Bild 35: Kraft-Weg-Kennlinie für Typ A.
Bild 34: Rechnerische Kraft-Weg-Kennlinien mit aus-gewähltem Kurven-parameter h0/t bzw. K4 · (h’0 /t’).
2-25
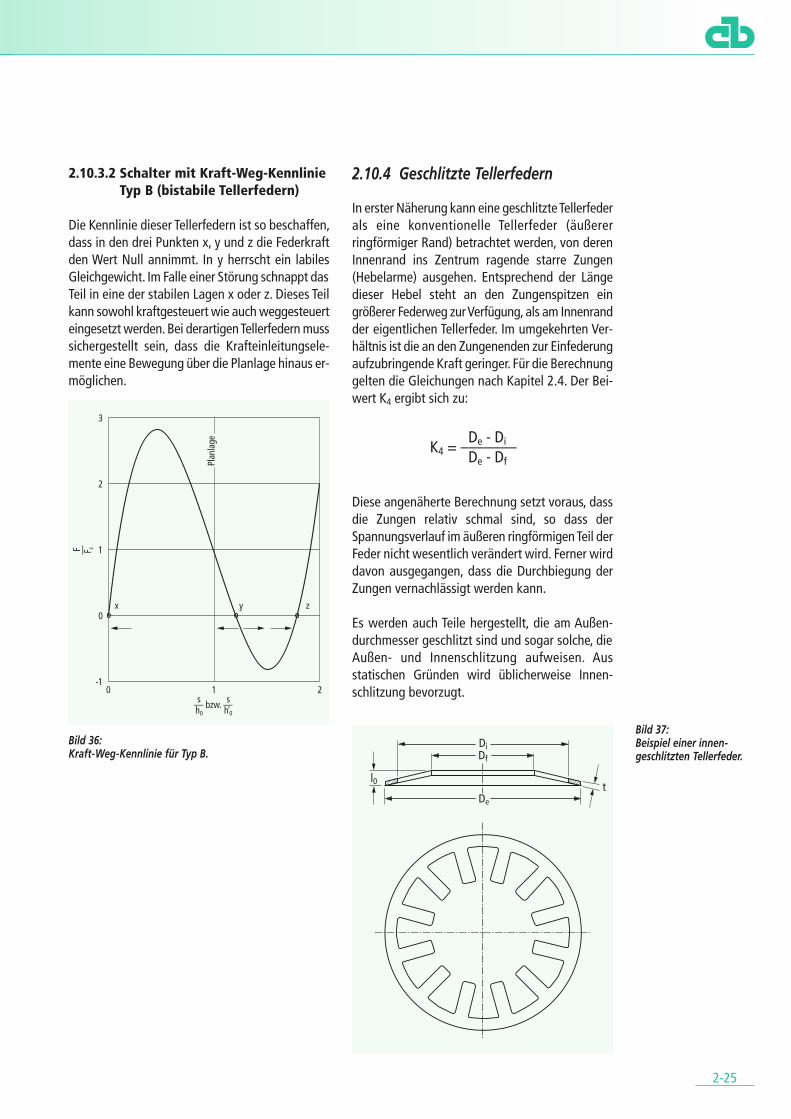
2.10.3.2 Schalter mit Kraft-Weg-KennlinieTyp B (bistabile Tellerfedern)
Die Kennlinie dieser Tellerfedern ist so beschaffen,dass in den drei Punkten x, y und z die Federkraftden Wert Null annimmt. In y herrscht ein labilesGleichgewicht. Im Falle einer Störung schnappt dasTeil in eine der stabilen Lagen x oder z. Dieses Teilkann sowohl kraftgesteuert wie auch weggesteuerteingesetzt werden. Bei derartigen Tellerfedern musssichergestellt sein, dass die Krafteinleitungsele-mente eine Bewegung über die Planlage hinaus er-möglichen.
Bild 36: Kraft-Weg-Kennlinie für Typ B.
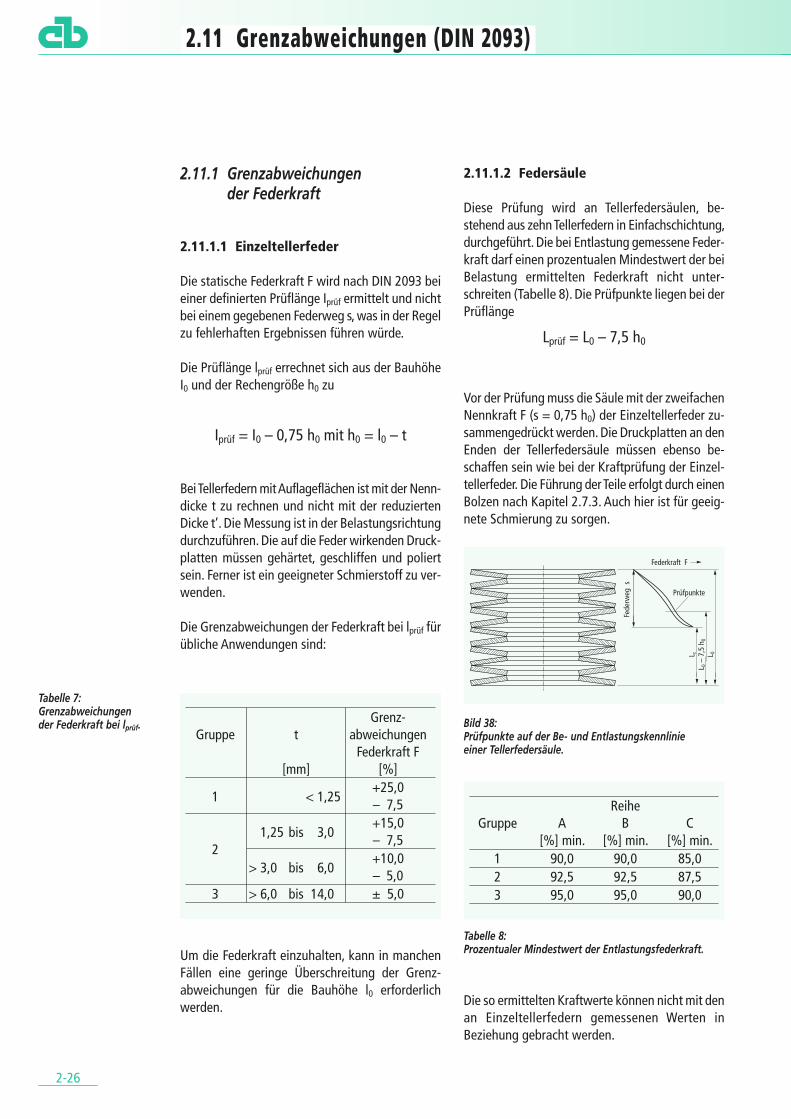
2.10.4 Geschlitzte Tellerfedern
In erster Näherung kann eine geschlitzte Tellerfederals eine konventionelle Tellerfeder (äußererringförmiger Rand) betrachtet werden, von derenInnenrand ins Zentrum ragende starre Zungen(Hebelarme) ausgehen. Entsprechend der Längedieser Hebel steht an den Zungenspitzen eingrößerer Federweg zur Verfügung, als am Innenrandder eigentlichen Tellerfeder. Im umgekehrten Ver-hältnis ist die an den Zungenenden zur Einfederungaufzubringende Kraft geringer. Für die Berechnunggelten die Gleichungen nach Kapitel 2.4. Der Bei-wert K4 ergibt sich zu:
Diese angenäherte Berechnung setzt voraus, dassdie Zungen relativ schmal sind, so dass derSpannungsverlauf im äußeren ringförmigen Teil derFeder nicht wesentlich verändert wird. Ferner wirddavon ausgegangen, dass die Durchbiegung derZungen vernachlässigt werden kann.
Es werden auch Teile hergestellt, die am Außen-durchmesser geschlitzt sind und sogar solche, dieAußen- und Innenschlitzung aufweisen. Ausstatischen Gründen wird üblicherweise Innen-schlitzung bevorzugt.
Bild 37: Beispiel einer innen -geschlitzten Tellerfeder.
De - DiK4 = –––––––De - Df
.2.11 Grenzabweichungen (DIN 2093).
2-26
2.11.1 Grenzabweichungen der Federkraft
2.11.1.1 Einzeltellerfeder
Die statische Federkraft F wird nach DIN 2093 beieiner definierten Prüflänge Iprüf ermittelt und nichtbei einem gegebenen Federweg s, was in der Regelzu fehlerhaften Ergebnissen führen würde.
Die Prüflänge lprüf errechnet sich aus der Bau höheI0 und der Rechengröße h0 zu
Bei Tellerfedern mit Auflageflächen ist mit der Nenn-dicke t zu rechnen und nicht mit der reduziertenDicke t’. Die Messung ist in der Belastungsrichtungdurchzuführen. Die auf die Feder wirkenden Druck-platten müssen gehärtet, geschliffen und poliertsein. Ferner ist ein geeigneter Schmierstoff zu ver-wenden.
Die Grenzabweichungen der Federkraft bei lprüf fürübliche Anwendungen sind:
Um die Federkraft einzuhalten, kann in manchenFällen eine geringe Überschreitung der Grenz-abweichungen für die Bauhöhe l0 erforderlichwerden.
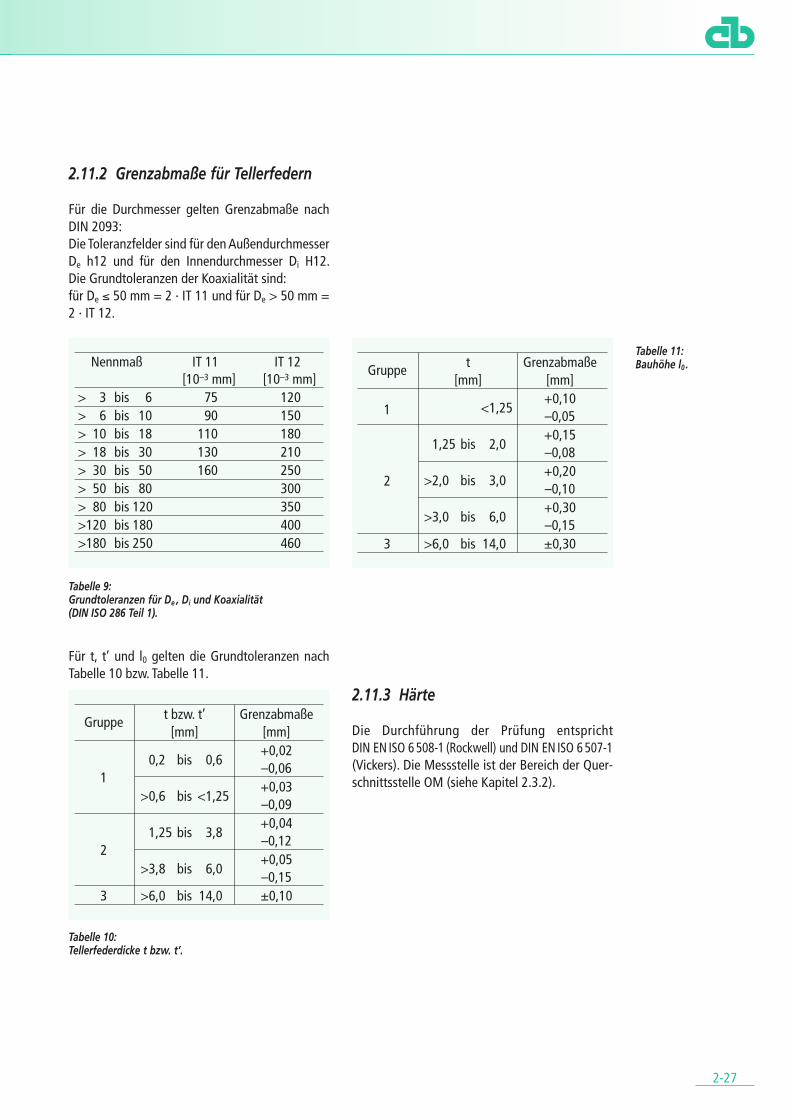
2.11.1.2 Federsäule
Diese Prüfung wird an Tellerfedersäulen, be-stehend aus zehn Tellerfedern in Einfachschichtung,durchgeführt. Die bei Entlastung gemessene Feder-kraft darf einen prozentualen Mindestwert der beiBelas tung ermittelten Federkraft nicht unter-schreiten (Tabelle 8). Die Prüfpunkte liegen bei derPrüflänge
Vor der Prüfung muss die Säule mit der zweifachenNennkraft F (s = 0,75 h0) der Einzeltellerfeder zu-sammengedrückt werden. Die Druckplatten an denEnden der Tellerfedersäule müssen ebenso be-schaffen sein wie bei der Kraftprüfung der Einzel-tellerfeder. Die Führung der Teile erfolgt durch einenBolzen nach Kapitel 2.7.3. Auch hier ist für geeig-nete Schmierung zu sorgen.
Bild 38: Prüfpunkte auf der Be- und Entlastungskennlinie einer Tellerfedersäule.
Tabelle 8: Prozentualer Mindestwert der Entlastungsfederkraft.
Die so ermittelten Kraftwerte können nicht mit denan Einzeltellerfedern gemessenen Werten inBeziehung gebracht werden.
Iprüf = I0 – 0,75 h0 mit h0 = l0 – t
Lprüf = L0 – 7,5 h0
Tabelle 7: Grenzabweichungen der Federkraft bei lprüf.
Grenz-Gruppe t abweichungen
Federkraft F[mm] [%]
1 < 1,25+25,0– 7,5
1,25 bis 3,0+15,0
2– 7,5
> 3,0 bis 6,0+10,0 – 5,0
3 > 6,0 bis 14,0 ± 5,0
ReiheGruppe A B C
[%] min. [%] min. [%] min.1 90,0 90,0 85,02 92,5 92,5 87,53 95,0 95,0 90,0
2-27
2.11.2 Grenzabmaße für Tellerfedern
Für die Durchmesser gelten Grenzabmaße nach DIN 2093:Die Toleranzfelder sind für den AußendurchmesserDe h12 und für den Innendurchmesser Di H12. Die Grundtoleranzen der Koaxialität sind:für De ≤ 50 mm = 2 · IT 11 und für De > 50 mm =2 · IT 12.
Tabelle 9: Grundtoleranzen für De , Di und Koaxialität (DIN ISO 286 Teil 1).
Für t, t’ und l0 gelten die Grundtoleranzen nach Tabelle 10 bzw. Tabelle 11.
2.11.3 Härte
Die Durchführung der Prüfung entspricht DIN EN ISO 6 508-1 (Rockwell) und DIN EN ISO 6 507-1 (Vickers). Die Messstelle ist der Bereich der Quer-schnittsstelle OM (siehe Kapitel 2.3.2).
Tabelle 10: Tellerfederdicke t bzw. t’.
Tabelle 11: Bauhöhe l0 .Nennmaß IT 11 IT 12
[10–3 mm] [10–3 mm] > 3 bis 6 75 120> 6 bis 10 90 150> 10 bis 18 110 180> 18 bis 30 130 210> 30 bis 50 160 250> 50 bis 80 300> 80 bis 120 350>120 bis 180 400>180 bis 250 460
Gruppe t bzw. t’ Grenzabmaße[mm] [mm]
0,2 bis 0,6+0,02
1–0,06
>0,6 bis <1,25+0,03 –0,09
1,25 bis 3,8+0,04
2–0,12
>3,8 bis 6,0+0,05 –0,15
3 >6,0 bis 14,0 ±0,10
Gruppe t Grenzabmaße[mm] [mm]
<1,25+0,10
1 –0,05
1,25 bis 2,0+0,15 –0,08
>2,0 bis 3,0+0,20
2 –0,10
>3,0 bis 6,0+0,30 –0,15
3 >6,0 bis 14,0 ±0,30
.2.12 Werkstoffe für CB-Tellerfedern.
2-28
2.12.1 Allgemeines
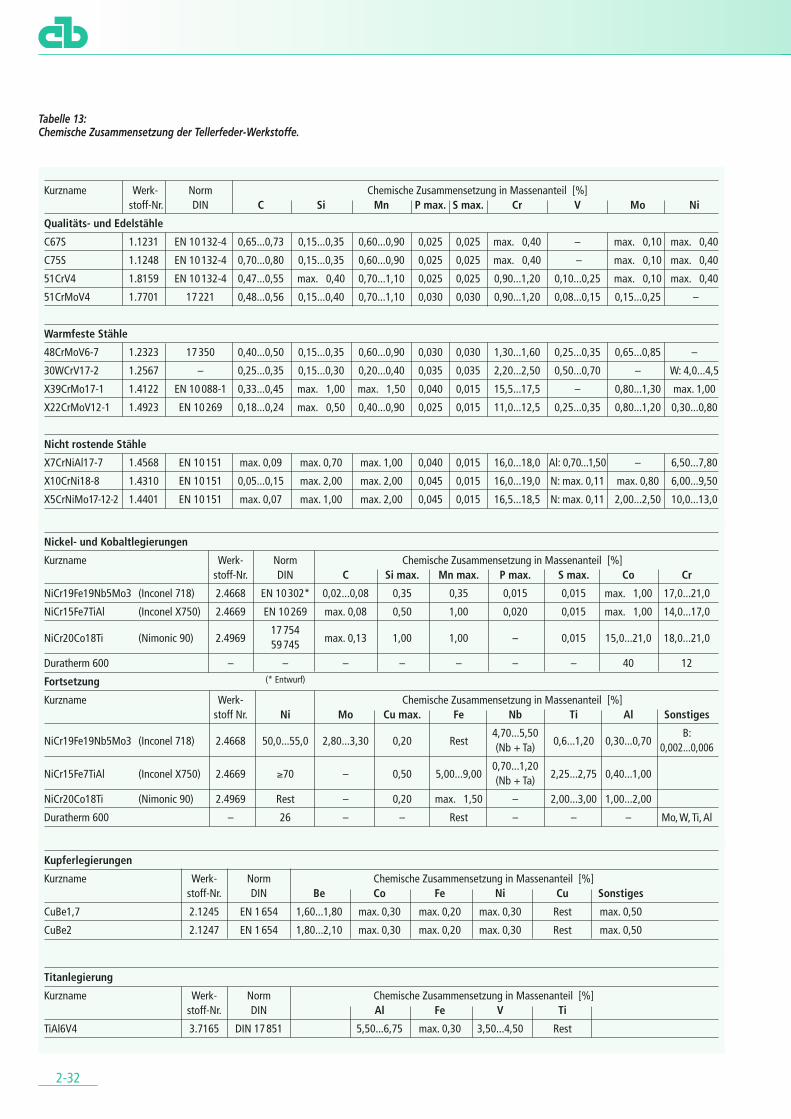
Die in Tabelle 13 (Seite 2-32) aufgeführten Werk-stoffe werden im Hause CB für Tellerfedern genutzt.Dabei kommen als Ausgangsmaterial je nach Größeund Stückzahl der Federn Bänder, Bleche oderSchmiede-Rohteile zum Einsatz. Bänder oderBleche können auch im kaltverfestigten Zustandvorliegen.
Auf die Einteilung der Werkstoffe nach Verfügbar-keit wurde verzichtet, da selbst die Beschaffungeines gängigen Werkstoffes, zum Beispiel nach DIN EN 10 132-4 oder DIN 17 221 in einer nicht lagerhaltigen Dicke und kleinen Bedarfsmengen,ganz erhebliche Schwierigkeiten bereiten kann odernicht möglich ist.
Bei warmfesten und korrosionsbeständigen Werk-stoffen nach Kundenspezifikation muss mit ver-längerten Lieferzeiten gerechnet werden. Es ist des-halb zu empfehlen, die Beschaffungsmöglich-keiten einer bestimmten Feder schon in derEntwick lungs- oder Planungsphase zu prüfen. In Ta-belle 13 (Seite 2-32) ist für die Zusammensetzungder Werkstoffe der zuläs sige Streubereich derSchmelzanalyse aufgeführt. Bei Stückanalysensind die erlaubten Abweichungen entsprechend dergültigen Norm (EN oder DIN) zu berücksichtigen.Nicht aufgeführte Begleitelemente sind zulässig,sofern die vorgegebenen Werte der mechanischenEigenschaften und Härtbarkeit eingehalten werden
und die Verwendbarkeit der Federn nicht beein-trächtigt wird.
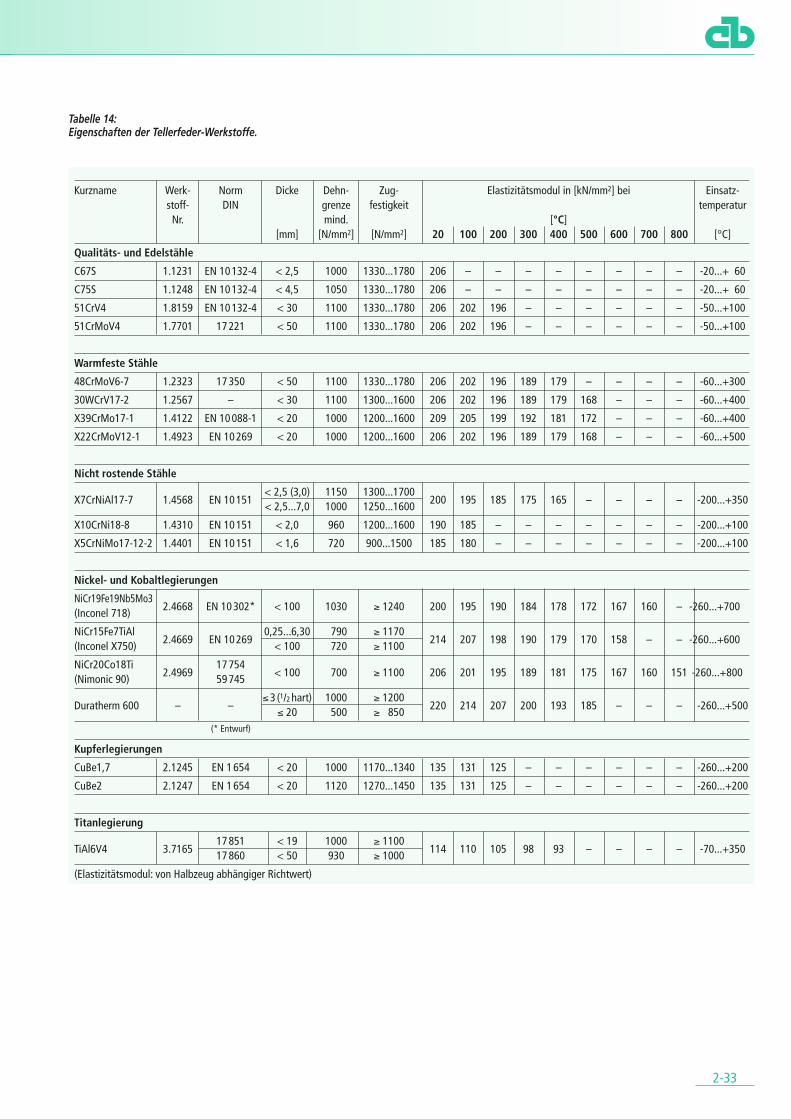
In Tabelle 14 (Seite 2-33) sind Werkstoffkennwerteaufgeführt, die für den vergüteten, kaltverfestigtenund/oder ausgehärteten Zustand gelten. Je nachDicke oder Ausführung des Ausgangswerkstoffeskönnen dabei Zugfestigkeitswerte erreicht werden,die innerhalb des vorgegebenen Streu bereichsliegen. Es handelt sich dabei um Richtwerte, die beiFedern sowohl über- als auch unterschrittenwerden können. Im Normalfall wird die angegebeneStreubreite innerhalb eines Fertigungs loses nur zurHälfte ausgenützt.
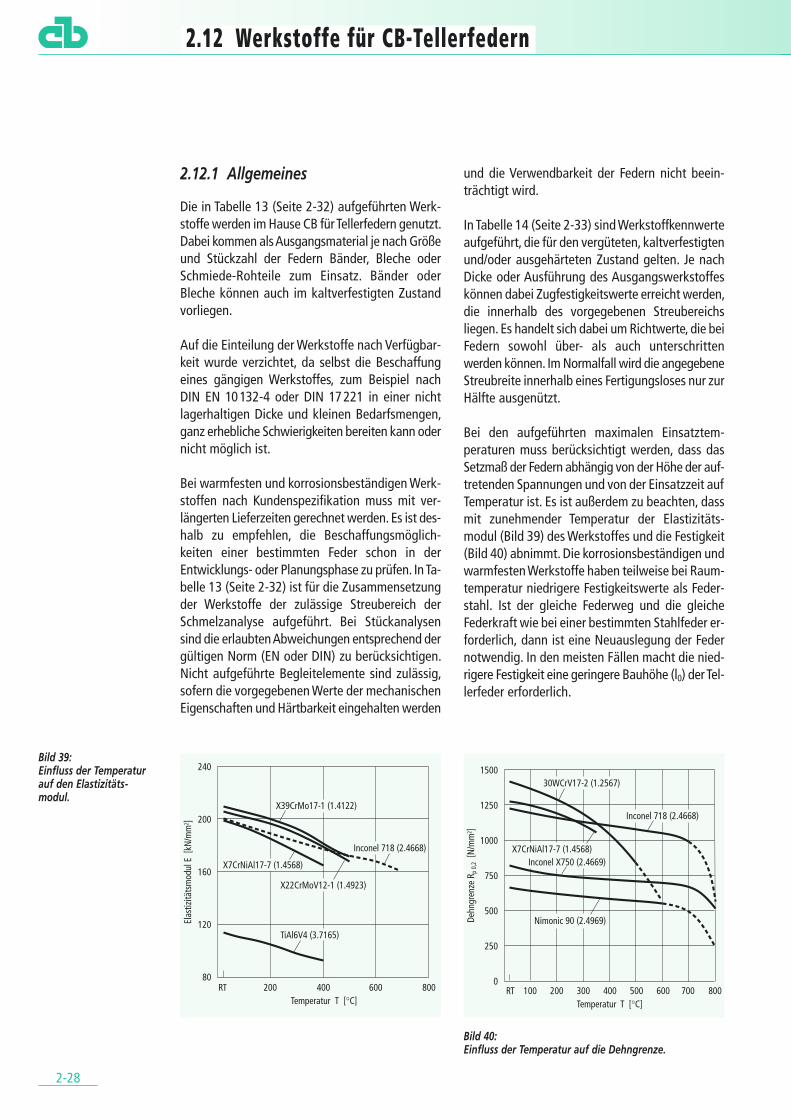
Bei den aufgeführten maximalen Einsatztem-peraturen muss berücksichtigt werden, dass dasSetzmaß der Federn abhängig von der Höhe der auf-tretenden Spannungen und von der Einsatzzeit aufTemperatur ist. Es ist außerdem zu beachten, dassmit zunehmender Temperatur der Elastizitäts-modul (Bild 39) des Werkstoffes und die Festigkeit(Bild 40) abnimmt. Die korrosionsbeständigen undwarmfesten Werkstoffe haben teilweise bei Raum-temperatur niedrigere Festigkeitswerte als Feder-stahl. Ist der gleiche Federweg und die gleicheFederkraft wie bei einer bestimmten Stahlfeder er-forderlich, dann ist eine Neuauslegung der Federnotwendig. In den meisten Fällen macht die nied-rigere Festigkeit eine geringere Bauhöhe (l0) der Tel-lerfeder erforderlich.
Bild 39: Einfluss der Temperaturauf den Elastizitäts-modul.
Bild 40: Einfluss der Temperatur auf die Dehngrenze.
2-29
2.12.2 Federstähle
C67S (1.1231), C75S (1.1248), 51CrV4 (1.8159)und 51CrMoV4 (1.7701) sind nach DIN EN 10 132-4 bzw. DIN 17 221 Edelstähle, die sich im vergütetenZustand zur Herstellung von federnden Teilen allerArt besonders eignen. Für Tellerfedern nachDIN 2093 dürfen die Werkstoffe C67S (1.1231) undC75S (1.1248) nur bis zu einer Federdicke t = 1,25 mm eingesetzt werden.
Die Werkstoffe 51CrV4 (1.8159) und 51CrMoV4(1.7701) sind für alle DIN-Federn zulässig. Durch dieLegierungszusätze wird erreicht, dass bei größerenMaterialdicken nach dem Vergüten eine gleich-mäßige Gefügeausbildung über den ganzen Quer-schnitt vorliegt. Ferner wird durch die Legierungs-bestandteile das Relaxationsverhalten positivbeeinflusst.
In der Regel wird an Federn aus diesen Werkstoffeneine Bainitvergütung durchgeführt, die gegenüberdem Härten und Anlassen mehrere Vorteile hat. Beider Bainitvergütung werden die Federn nach demAustenitisieren in einem Warmbad abgeschrecktund gehalten, so dass eine Umwandlung desGefüges in der Bainitstufe erfolgt. Dadurch ergibtsich ein geringerer Verzug sowie eine geringereVolumenänderung des Werkstücks. Das Bainit -gefüge zeichnet sich durch eine besonders guteZähigkeit aus. Da ein zusätzlicher Anlassvorgangentfällt, ist auch der Energieeinsatz geringer.
2.12.3 Warmfeste Federstähle
48CrMoV6-7 (1.2323), 30WCrV17-2 (1.2567),X39CrMo17-1 (1.4122) und X22CrMoV12-1(1.4923).
Federn aus diesen Werkstoffen sind für den Einsatzbei höheren Temperaturen vorgesehen (siehe Ta-belle 14, Seite 2-33). Aufgrund ihrer chemischen Zu-sammensetzung haben sie eine ausreichendeWarmfestigkeit für den jeweils vorgesehenen Tem-peraturbereich.
Die Werkstoffe 48CrMoV6-7 (1.2323) und30WCrV17-2 (1.2567) sind nicht korrosions-beständig. Die Werkstoffe X39CrMo17-1 (1.4122)und X22CrMoV12-1 (1.4923) zeigen trotz ihrerChrom- und Molybdän-Zusätze nur eine sehr be-dingte Korrosionsbeständigkeit, was darauf zu-rückzuführen ist, dass es bei den erforderlichen Wär-mebehandlungsschritten Härten und Anlassen zuChromkarbidausscheidungen kommt. In denchromarmen Bereichen wird keine vollständigePassiv schicht aufgebaut, wie es für eine guteKorrosionsbeständigkeit erforderlich ist. Bei einerkombinierten Anforderung von Warmfestigkeitund Korrosionsbeständigkeit bietet sich aus dem Be-reich der Stähle der Werkstoff X7CrNiAl17-7(1.4568) an (Kapitel 2.12.4).
2.12.4 Nicht rostende Federstähle
X10CrNi18-8 (1.4310), X5CrNiMo17-12-2(1.4401) und X7CrNiAl17-7 (1.4568) sind nach DIN EN 10 151 nicht rostende Feder stähle, die sichdurch besondere Beständigkeit gegenüber chemischangreifenden Stoffen auszeichnen.
Ihr Federungsvermögen erhalten sie durch eine Kaltverfestigung und/oder Wärmebehandlung. Die beiden Typen X10CrNi18-8 (1.4310) und X5CrNiMo17-12-2 (1.4401) erhalten ihre Festig-keit nur durch eine Kaltverfestigung. Sie werden des-halb in der Regel nur bis zu einer Dicke von 2 bis 2,5 mm eingesetzt. Je nach Verfestigungsgradbeginnt ab etwa 100 °C ein deutlicher Abbau derKaltverfestigung. Diese Werkstoffe sollten deshalbnicht bei höheren Temperaturen eingesetzt werden.

2-30
Beim Werkstoff X7CrNiAl17-7 (1.4568) bis Dicke2,5 mm (bei größeren Mengen bis 3,0 mm) wirdneben der Kaltverfestigung noch eine einfache Aus-härtung (Warmauslagerung bei 480 °C) durch-geführt, die ihm seine Warmfestigkeit bis 350 °Cermöglicht. Die durch die Warmauslagerungerreichte Festigkeitssteigerung hat den Vorteil, dassbei gleicher Endfestigkeit eine geringere Kaltver -festigung wie bei X10CrNi18-8 (1.4310) oder X5CrNiMo17-12-2 (1.4401) benötigt wird. Hier-durch wird das Korrosionsverhalten positiv beein-flusst.
Der Werkstoff X7CrNiAl17-7 (1.4568) wird in Di-cken > 2,5 mm (3 mm) im weichen lösungs-geglühten Zustand verarbeitet. Die erforderlicheFestigkeit wird dann durch eine zweifache Warm-auslagerung (Strukturvergütung) erreicht. Da dieerste Auslagerung bei einer Temperatur von 760 °Cerfolgen muss, kommt es hierbei zu Chromkarbid-ausscheidungen bevorzugt an den Korngrenzen. DieKorrosionsbeständigkeit dieses Werkstoffzustandeswird dadurch erheblich vermindert. Federn imstrukturvergüteten Zustand sollten nur bei An-forderungen an die Warmfestigkeit eingesetztwerden. Diese Federn dürfen nie in einem saurenMedium entfettet werden!
Im weichen Zustand sind die WerkstoffeX10CrNi18-8 (1.4310) und X5CrNiMo17-12-2(1.4401) kaum magnetisierbar. Durch die Kalt -verfestigung wird X10CrNi18-8 (1.4310) mehroder weniger stark magnetisierbar, während X5CrNiMo17-12-2 (1.4401) nahezu unmag-netisierbar bleibt. X7CrNiAl17-7 (1.4568) ist schonim weichen Zustand deutlich magnetisierbar. DieMagnetisierbarkeit wird durch die Kaltverfestigungweiter erhöht.
2.12.5 Warmfeste Sonderwerkstoffemit sehr guter Korrosions -beständigkeit
NiCr19Fe19Nb5Mo3 (2.4668), NiCr15Fe7TiAl(2.4669) und NiCr20Co18Ti (2.4969) sind Nickel-Basis-Legierungen. Duratherm 600 ist eineCobalt-Basis-Legierung.
Es handelt sich hierbei um aushärtbare Legierungen,die ihre Festigkeit durch Mischkristallhärtung, Zu-sätze von stark diffusionshemmenden Elementenund stabilen Ausscheidungen erreichen. Durch eineKaltverfestigung vor dem Aushärten können nochhöhere Festigkeitswerte, als in Tabelle 14 (Seite 2-33) an gegeben, erreicht werden. Neben ihrerWarmfestigkeit und Zunderbeständigkeit weisendiese Werkstoffe auch eine ausgezeichneteKorrosionsbeständigkeit auf. Bedingt durch denhohen Chrom- und Nickelgehalt sind sie im Außen-bereich völlig korrosionsbeständig und wider-standsfähig gegen viele aggressive Medien. Da dasKorrosionsverhalten eines Werkstoffes nicht nur vonder Art des angreifenden Mediums abhängig ist,sondern auch von den Randbedingungen, wie Tem-peratur, auftretende Materialbeanspruchung,Belüftung usw., empfehlen wir, bei Korrosionsgefahrunseren Rat einzuholen. Wie aus Tabelle 14 (Seite2-33) ersichtlich ist, können diese Werkstoffe bisnahe des absoluten Nullpunktes eingesetzt werden.Sie sind bis zur Curie-Temperatur nicht mag-netisierbar. Bei Unterschreitung der angegebenenCurie-Temperatur wird der Werkstoff ferromag-netisch.
Werkstoff ≈ [°C] NiCr19Fe19Nb5Mo3 – 112(Inconel 718) NiCr15Fe7TiAl – 125 (Inconel X750) NiCr20Co18Ti – 112 (Nimonic 90) Duratherm 600 – 50
Tabelle 12: Curie-Temperaturen.

2-31
2.12.6 Unmagnetische und korrosions-beständige Werkstoffe
CuBe1,7 (2.1245) und CuBe2 (2.1247) (DINEN 1654) sind aushärtbare, niedrig legierte Kupfer-Knet-Legierungen. Die Tellerfedern aus diesenWerkstoffen werden in der Regel aus einem halb-harten Band oder Blech hergestellt und erhalten beieiner anschließenden Wärmebehandlung, der ,,Aus-härtung’’, ihre Endfestigkeit. Speziell Kupfer-Beryllium zeichnet sich durch einen ausgeprägtenAushärtungseffekt aus und erreicht dement-sprechend günstige Festigkeits- und Elastizitäts-werte. Die Werkstoffe können bis nahe des ab-soluten Nullpunktes eingesetzt werden, sind im ge-nannten Temperaturbereich völlig unmagnetischund besitzen eine gute thermische und elektrischeLeitfähigkeit. Die Werkstoffe haben auch gegenüberverschiedenen chemisch angreifenden Stoffen einegute Beständigkeit. Bei einer Federauslegung ist dergegenüber Federstahl deutlich niedrigere Elasti -zitäts modul zu beachten.
Hinsichtlich der Verwendung von CuBe-Werk-stoffen sind aufgrund der Giftigkeit von Beeventuelle gesetzliche Einschränkungen zu be-achten.
2.12.7 Unmagnetischer Leichtbauwerk-stoff mit guter Korrosions -beständigkeit
TiAl6V4 (3.7165) ist eine Titan-Knet-Legierung, dievorzugsweise in der Luft- und Raumfahrtindustrieeingesetzt wird. Mit einer Dichte von 4,45 kg/dm3
wird nur etwa das halbe Gewicht von Federstahl(7,85 kg/dm3) erreicht. Der Einsatz dieses Werk-stoffes für Tellerfedern ist wegen seines unmag-netischen Verhaltens und seiner guten Korrosions-beständigkeit gegenüber vielen Medien nicht nurauf den Luft- und Raumfahrtbereich beschränkt. Fürdie Tellerfeder-Herstellung können Bleche, Bänderoder Schmiedestücke eingesetzt werden. DerWerkstoff erreicht schon im geglühten zunderfreienZustand eine Zugfestigkeit Rm von mindestens890 N/mm2 und eine 0,2-Dehngrenze Rp0,2 vonmindestens 820 N/mm2. Durch eine Aushärtungwerden die in Tabelle 14 aufgeführten Festigkeits-werte erreicht. Der Elastizitätsmodul ist wesentlichniedriger als der von Federstahl, was bei der Feder-auslegung zu berücksichtigen ist. Die Materialdickemuss um etwa 22 % erhöht werden, damit beigleichem Außen- und Innendurchmesser die gleicheFederkraft und der gleiche Federweg wie bei einerFeder aus Federstahl erreicht wird.
Kurzname Werk- Norm Chemische Zusammensetzung in Massenanteil [%]stoff-Nr. DIN C Si Mn P max. S max. Cr V Mo Ni
Qualitäts- und Edelstähle
C67S 1.1231 EN 10 132-4 0,65...0,73 0,15...0,35 0,60...0,90 0,025 0,025 max. 0,40 – max. 0,10 max. 0,40
C75S 1.1248 EN 10 132-4 0,70...0,80 0,15...0,35 0,60...0,90 0,025 0,025 max. 0,40 – max. 0,10 max. 0,40
51CrV4 1.8159 EN 10 132-4 0,47...0,55 max. 0,40 0,70...1,10 0,025 0,025 0,90...1,20 0,10...0,25 max. 0,10 max. 0,40
51CrMoV4 1.7701 17 221 0,48...0,56 0,15...0,40 0,70...1,10 0,030 0,030 0,90...1,20 0,08...0,15 0,15...0,25 –
Warmfeste Stähle
48CrMoV6-7 1.2323 17 350 0,40...0,50 0,15...0,35 0,60...0,90 0,030 0,030 1,30...1,60 0,25...0,35 0,65...0,85 –
30WCrV17-2 1.2567 – 0,25...0,35 0,15...0,30 0,20...0,40 0,035 0,035 2,20...2,50 0,50...0,70 – W: 4,0...4,5
X39CrMo17-1 1.4122 EN 10 088-1 0,33...0,45 max. 1,00 max. 1,50 0,040 0,015 15,5...17,5 – 0,80...1,30 max. 1,00
X22CrMoV12-1 1.4923 EN 10 269 0,18...0,24 max. 0,50 0,40...0,90 0,025 0,015 11,0...12,5 0,25...0,35 0,80...1,20 0,30...0,80
Nicht rostende Stähle
X7CrNiAl17-7 1.4568 EN 10 151 max. 0,09 max. 0,70 max. 1,00 0,040 0,015 16,0...18,0 Al: 0,70...1,50 – 6,50...7,80
X10CrNi18-8 1.4310 EN 10 151 0,05...0,15 max. 2,00 max. 2,00 0,045 0,015 16,0...19,0 N: max. 0,11 max. 0,80 6,00...9,50
X5CrNiMo17-12-2 1.4401 EN 10 151 max. 0,07 max. 1,00 max. 2,00 0,045 0,015 16,5...18,5 N: max. 0,11 2,00...2,50 10,0...13,0
2-32
Nickel- und Kobaltlegierungen
Kurzname Werk- Norm Chemische Zusammensetzung in Massenanteil [%]stoff-Nr. DIN C Si max. Mn max. P max. S max. Co Cr
NiCr19Fe19Nb5Mo3 (Inconel 718) 2.4668 EN 10 302* 0,02...0,08 0,35 0,35 0,015 0,015 max. 1,00 17,0...21,0
NiCr15Fe7TiAl (Inconel X750) 2.4669 EN 10 269 max. 0,08 0,50 1,00 0,020 0,015 max. 1,00 14,0...17,0
NiCr20Co18Ti (Nimonic 90) 2.496917 754
max. 0,13 1,00 1,00 – 0,015 15,0...21,0 18,0...21,059 745
Duratherm 600 – – – – – – – 40 12
Fortsetzung (* Entwurf)
Kurzname Werk- Chemische Zusammensetzung in Massenanteil [%]stoff Nr. Ni Mo Cu max. Fe Nb Ti Al Sonstiges
NiCr19Fe19Nb5Mo3 (Inconel 718) 2.4668 50,0...55,0 2,80...3,30 0,20 Rest4,70...5,50
0,6...1,20 0,30...0,70B:
(Nb + Ta) 0,002...0,006
NiCr15Fe7TiAl (Inconel X750) 2.4669 ≥70 – 0,50 5,00...9,000,70...1,20
2,25...2,75 0,40...1,00(Nb + Ta)
NiCr20Co18Ti (Nimonic 90) 2.4969 Rest – 0,20 max. 1,50 – 2,00...3,00 1,00...2,00
Duratherm 600 – 26 – – Rest – – – Mo, W, Ti, Al
Kupferlegierungen
Kurzname Werk- Norm Chemische Zusammensetzung in Massenanteil [%]stoff-Nr. DIN Be Co Fe Ni Cu Sonstiges
CuBe1,7 2.1245 EN 1 654 1,60...1,80 max. 0,30 max. 0,20 max. 0,30 Rest max. 0,50
CuBe2 2.1247 EN 1 654 1,80...2,10 max. 0,30 max. 0,20 max. 0,30 Rest max. 0,50
Titanlegierung
Kurzname Werk- Norm Chemische Zusammensetzung in Massenanteil [%]stoff-Nr. DIN Al Fe V Ti
TiAl6V4 3.7165 DIN 17 851 5,50...6,75 max. 0,30 3,50...4,50 Rest
Tabelle 13: Chemische Zusammensetzung der Tellerfeder-Werkstoffe.
2-33
Kurzname Werk- Norm Dicke Dehn- Zug- Elastizitätsmodul in [kN/mm2] bei Einsatz-stoff- DIN grenze festigkeit temperaturNr. mind. [°C]
[mm] [N/mm2] [N/mm2] 20 100 200 300 400 500 600 700 800 [°C]
Qualitäts- und Edelstähle
C67S 1.1231 EN 10 132-4 < 2,5 1000 1330...1780 206 – – – – – – – – -20...+ 60
C75S 1.1248 EN 10 132-4 < 4,5 1050 1330...1780 206 – – – – – – – – -20...+ 60
51CrV4 1.8159 EN 10 132-4 < 30 1100 1330...1780 206 202 196 – – – – – – -50...+100
51CrMoV4 1.7701 17 221 < 50 1100 1330...1780 206 202 196 – – – – – – -50...+100
Warmfeste Stähle
48CrMoV6-7 1.2323 17 350 < 50 1100 1330...1780 206 202 196 189 179 – – – – -60...+300
30WCrV17-2 1.2567 – < 30 1100 1300...1600 206 202 196 189 179 168 – – – -60...+400
X39CrMo17-1 1.4122 EN 10 088-1 < 20 1000 1200...1600 209 205 199 192 181 172 – – – -60...+400
X22CrMoV12-1 1.4923 EN 10 269 < 20 1000 1200...1600 206 202 196 189 179 168 – – – -60...+500
Nicht rostende Stähle
X7CrNiAl17-7 1.4568 EN 10 151< 2,5 (3,0) 1150 1300...1700
200 195 185 175 165 – – – – -200...+350< 2,5...7,0 1000 1250...1600
X10CrNi18-8 1.4310 EN 10 151 < 2,0 960 1200...1600 190 185 – – – – – – – -200...+100
X5CrNiMo17-12-2 1.4401 EN 10 151 < 1,6 720 900...1500 185 180 – – – – – – – -200...+100
Nickel- und Kobaltlegierungen
NiCr19Fe19Nb5Mo32.4668 EN 10 302* < 100 1030 ≥ 1240 200 195 190 184 178 172 167 160 – -260...+700(Inconel 718)
NiCr15Fe7TiAl2.4669 EN 10 269
0,25...6,30 790 ≥ 1170214 207 198 190 179 170 158 – – -260...+600(Inconel X750) < 100 720 ≥ 1100
NiCr20Co18Ti2.4969
17 754< 100 700 ≥ 1100 206 201 195 189 181 175 167 160 151 -260...+800(Nimonic 90) 59 745
Duratherm 600 – –≤ 3 (1/2 hart) 1000 ≥ 1200
220 214 207 200 193 185 – – – -260...+500≤ 20 500 ≥ 850
(* Entwurf)
Kupferlegierungen
CuBe1,7 2.1245 EN 1 654 < 20 1000 1170...1340 135 131 125 – – – – – – -260...+200
CuBe2 2.1247 EN 1 654 < 20 1120 1270...1450 135 131 125 – – – – – – -260...+200
Titanlegierung
TiAl6V4 3.716517 851 < 19 1000 ≥ 1100
114 110 105 98 93 – – – – -70...+35017 860 < 50 930 ≥ 1000
(Elastizitätsmodul: von Halbzeug abhängiger Richtwert)
Tabelle 14: Eigenschaften der Tellerfeder-Werkstoffe.

2.13.1 Allgemeines
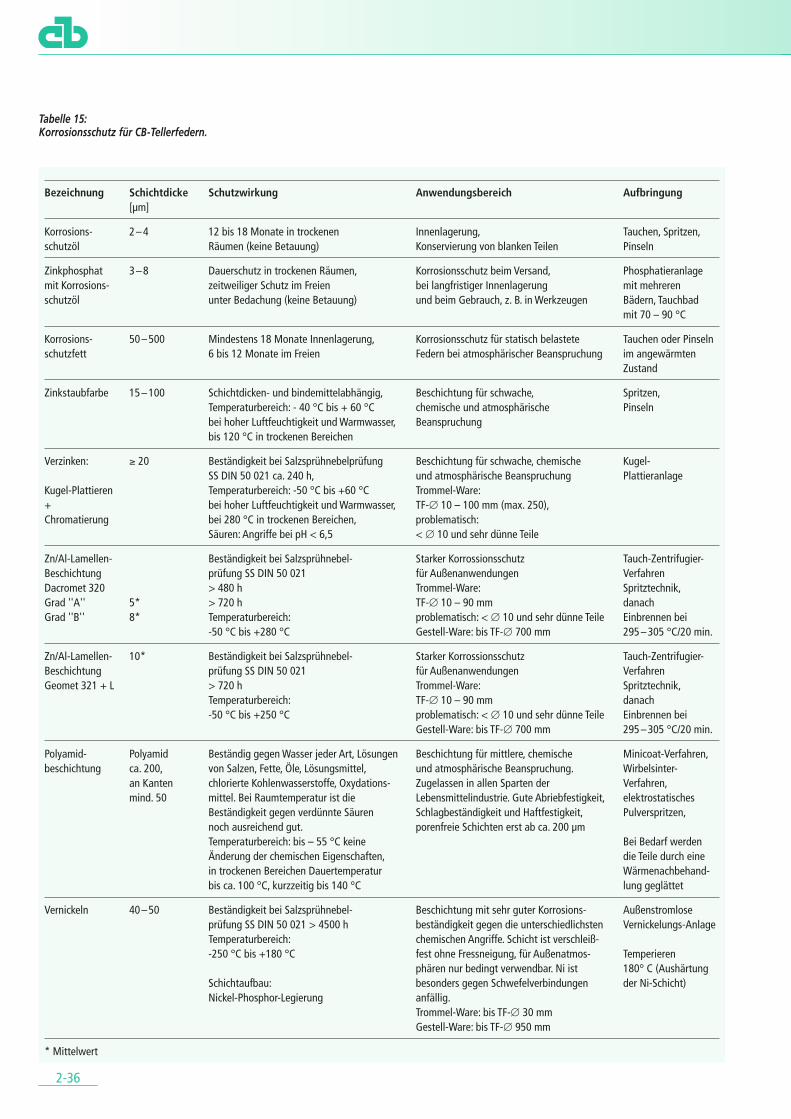
Federstähle neigen im Allgemeinen zur Korrosion.Eine Korrosionsschutzschicht bewirkt in der Regelnur eine Verzögerung der zerstörenden Einwirkung.Da die Korrosion von Stahl ein äußerst vielschich -tiges Problem ist und von einer Fülle von Einfluss-größen abhängt, soll hier nicht weiter auf dieeinzelnen Korrosionsprobleme eingegangenwerden. Die in Tabelle 15 (Seite 2-36) aufgeführtenOberflächenschutzmaßnahmen haben sich in derPraxis bewährt. Sie sind vielfach ein Kompromisszwischen einem optimalen und wirtschaftlichenKorrosionsschutz. Bei stärkeren chemischen An-griffen sollte generell geprüft werden, ob nicht eineFeder aus einem beständigen Werkstoff sinnvoll ist,besonders dann, wenn im Schadensfall hohe Aus-fall- und Einbaukosten entstehen.
Da bei Tellerfedern die Krafteinleitung über schmaleKontaktflächen erfolgt, sind die auftretendenFlächenpressungen entsprechend hoch. Beim dy -namischen Einsatz beschichteter Federn kommt esin diesen Bereichen zu Anrissen und Verschleiß derBeschichtung. Spaltkorrosion und Lokalelement bil -dung können dann nicht mehr verhindert werden.Ist das Beschichtungsmaterial edler als der Grund-werkstoff, wie zum Beispiel bei einer Nickel be -schichtung, dann kommt es bei Beschädigung derBeschichtung aufgrund des großen Potentialunter -schiedes in der elektrochemischen Spannungsreihezu verstärkter Korrosion des Grundmetalls.
Galvanische Oberflächenbeschichtungen sollten beiwechselbeanspruchten Tellerfedern nicht ange -wandt werden, da bei den heute bekannten Ver-fahren zur Abscheidung von Metallüberzügen auswässrigen Lösungen Wasserstoff in den Werkstoffeindringt und ein wasserstoffinduzierter Sprödbruchnicht mit Sicherheit ausgeschlossen werden kann.
2.13.2 Gängige Beschichtungen von CB-Tellerfedern und CB-Spannscheiben
Der bei CB im Allgemeinen übliche Korrosionsschutzfür Tellerfedern aus niedriglegierten Federstählenist eine Zinkphosphat-Schicht, deren Poren miteinem Korrosionsschutzöl geschlossen werden. BeiMehrfachschichtungen und Einsatzfällen, bei denenein Phosphat-Abrieb stören könnte, werden dieblanken Teile für den Versand und die Innenlagerungnur mit Korrosionsschutzöl versehen. Wachs undFette haben sich für größere Federn beimstatischen Einsatz auch im Außenbereich mitSchutzdach bewährt.
Zinkbeschichtungen für Stahlteile werden seitJahrzehnten mit Erfolg eingesetzt. Die korrosions-schützende Wirkung ist in erster Linie darauf zu-rückzuführen, dass Zink unedler als das zuschützende Metall ist. In feuchter Luft entsteht ander Zinkoberfläche Korrosion (Weißrost), die durchChromatieren der Zinkschicht ganz erheblich ver-zögert werden kann. Das Zink verhält sich inBerührung mit der Stahlunterlage bei Anwesenheiteines Elektrolyten anodisch. Im Verlauf der Korrosionbilden sich Lokalelemente, wobei das Zink in Lösunggeht und die Stahlunterlage geschützt bleibt. DieserMechanismus wirkt auch bei beschädigten Stellen(so genannte Fernschutzwirkung). Der Korrosions-schutz von Zink beschränkt sich auf die korrosivenMedien Atmosphäre und Wasser bis zu einermaximalen Temperatur von 60 °C. In sauren alka-lischen Lösungen organischer Stoffe ist Zink nichtbeständig. Es darf im Lebensmittelbereich nicht fürden Korrosionsschutz eingesetzt werden.
Zinkstaubfarbe wird für große Tellerfedernsowie kleinere Stückzahlen eingesetzt. Entscheidendfür die Schutzwirkung sind die verwendeten Binde-mittel sowie die Schichtdicke des Anstrichs.
.2.13 Korrosionsschutz für CB-Tellerfedern.
2-34

2-35
Das für CB-Tellerfedern am häufigsten eingesetzteVerzinkungsverfahren ist das Kugel-Plattieren.Bei diesem Verzinken werden die Teile nach sorg-fältigem Reinigen im Tauchverfahren (stromlos) miteiner dünnen Kupferschicht versehen, anschließendwerden die Teile zusammen mit Zinkpulver undGlaskugeln verschiedener Größe in einer Trommelunter Zugabe eines Promotors einer bewegendenBehandlung unterzogen. Nach einer bestimmtenZeit wird die Behandlung abgebrochen, wobei 95–98% des zugegebenen Zinks auf den Tellerfedernplattiert ist. Zum Schluss werden die Teile in einerChromatlösung chromatiert. Die Wirksamkeit vonChromatschichten wird bei Temperaturen über60 °C wieder abgebaut. Bei fachgerechter An-wendung des Verfahrens tritt eine geringe, ver-nachlässigbare Wasserstoffversprödung der Werk-stücke auf.
Dacromet 320 ist ein Korrosionsschutzverfahren,das in den USA entwickelt wurde und in Lizenz vonverschiedenen Lohnveredlern angewandt wird.Dacromet ist eine Dünnschicht-Beschichtung auf derBasis von Zink- und Aluminiumlamellen, die mitHilfe einer Chromatlösung auf dem Werkstück auf-gebracht werden. Eine anschließende Wärme be -handlung bei ca. 300 °C (Einbrennen) führt zu einerfest anhaftenden Schicht, die Chrom-(VI)-haltig ist.Im Salzsprühnebeltest wird eine sehr hohe Be-ständigkeit erreicht. Weiterhin liegt die Dauertem-peratur-Beständigkeit bei 300 °C. Eine Wasser-stoffversprödung der Werkstücke ist bei normalerApplikation von Dacromet ausgeschlossen.
Geomet 321 ist aufbauend auf Dacromet eineWeiterentwicklung, die frei von 3- und 6-wertigemChrom ist und der neueren Umwelt-Gesetzgebunggerecht wird. Im Salzsprühnebeltest wird ver-gleichbarer Korrosionswiderstand wie bei Dacrometerhalten. Dauertemperatur-Beständigkeit und Ab-wesenheit von Wasserstoffversprödung sindidentisch.
Polyamidbeschichtungen kommen seitmehreren Jahren bei Spannscheiben für denAußenbereich zum Einsatz. Aufgrund der relativniedrigen Härte von Polyamid sowie den relativgroßen Schichtdickenschwankungen ist die Be-schichtung für Tellerfedern im statischen Einbau be-grenzt einsetzbar. Vor dem Beschichten mitPolyamid werden die Teile verzinkt, damit nichtschon kleinste Beschädigungen der Schicht zumAusfall des Teiles führen. Teile mit einem Stück-gewicht bis 90 g werden nach dem Minicoat-Ver-fahren beschichtet, bei dem die Teile in einem Durch-laufofen erwärmt werden und anschließend in einmit Kunststoffpulver gefülltes Bad fallen. Die in denTeilen gespeicherte Wärme ermöglicht ein Auf-schmelzen des thermoplastischen Pulvers. DieSchichtdicke wird über die gespeicherte Wär-memenge eingestellt. Große Teile werden nach demWirbelsinterverfahren oder mittels dem elektro-statischen Pulverspritzen beschichtet.
Nickelschichten werden in der Regel für genaudefinierte Einsatzfälle als Korrosionsschutz, Ver-schleißschutz oder aus optischen Gründen einge-setzt. Für Tellerfedern kommt dabei die chemischeVernickelung zum Einsatz. Bei diesem Verfahren ent-stehen als Schichtwerkstoffe Nickel-Phosphor-Legierungen. Über die Höhe des Phosphorgehalteswird das Verhalten der Beschichtung beeinflusst. Mit10 – 13 % Phosphor wird die beste Korrosions-beständigkeit und beste Duktilität erreicht. Mit ab-nehmendem Phosphorgehalt wird die Verschleiß-festigkeit erhöht und die Korrosionsbeständigkeitverringert. Da während des Abscheidungsprozessesals Nebenreaktion Wasserstoff entsteht, kann eineWasserstoffversprödung nicht ganz ausgeschlossenwerden.
Bezeichnung Schichtdicke Schutzwirkung Anwendungsbereich Aufbringung[µm]
Korrosions- 2 – 4 12 bis 18 Monate in trockenen Innenlagerung, Tauchen, Spritzen,schutzöl Räumen (keine Betauung) Konservierung von blanken Teilen Pinseln
Zinkphosphat 3 – 8 Dauerschutz in trockenen Räumen, Korrosionsschutz beim Versand, Phosphatieranlagemit Korrosions- zeitweiliger Schutz im Freien bei langfristiger Innenlagerung mit mehrerenschutzöl unter Bedachung (keine Betauung) und beim Gebrauch, z. B. in Werkzeugen Bädern, Tauchbad
mit 70 – 90 °C
Korrosions- 50 – 500 Mindestens 18 Monate Innenlagerung, Korrosionsschutz für statisch belastete Tauchen oder Pinselnschutzfett 6 bis 12 Monate im Freien Federn bei atmosphärischer Beanspruchung im angewärmten
Zustand
Zinkstaubfarbe 15 – 100 Schichtdicken- und bindemittelabhängig, Beschichtung für schwache, Spritzen,Temperaturbereich: - 40 °C bis + 60 °C chemische und atmosphärische Pinselnbei hoher Luftfeuchtigkeit und Warmwasser, Beanspruchungbis 120 °C in trockenen Bereichen
Verzinken: ≥ 20 Beständigkeit bei Salzsprühnebelprüfung Beschichtung für schwache, chemische Kugel-SS DIN 50 021 ca. 240 h, und atmosphärische Beanspruchung Plattieranlage
Kugel-Plattieren Temperaturbereich: -50 °C bis +60 °C Trommel-Ware:+ bei hoher Luftfeuchtigkeit und Warmwasser, TF-∅ 10 – 100 mm (max. 250), Chromatierung bei 280 °C in trockenen Bereichen, problematisch:
Säuren: Angriffe bei pH < 6,5 < ∅ 10 und sehr dünne Teile
Zn/Al-Lamellen- Beständigkeit bei Salzsprühnebel- Starker Korrossionsschutz Tauch-Zentrifugier-Beschichtung prüfung SS DIN 50 021 für Außenanwendungen VerfahrenDacromet 320 > 480 h Trommel-Ware: Spritztechnik,Grad ''A'' 5* > 720 h TF-∅ 10 – 90 mm danach Grad ''B'' 8* Temperaturbereich: problematisch: < ∅ 10 und sehr dünne Teile Einbrennen bei
-50 °C bis +280 °C Gestell-Ware: bis TF-∅ 700 mm 295 – 305 °C/20 min.
Zn/Al-Lamellen- 10* Beständigkeit bei Salzsprühnebel- Starker Korrossionsschutz Tauch-Zentrifugier-Beschichtung prüfung SS DIN 50 021 für Außenanwendungen VerfahrenGeomet 321 + L > 720 h Trommel-Ware: Spritztechnik,
Temperaturbereich: TF-∅ 10 – 90 mm danach -50 °C bis +250 °C problematisch: < ∅ 10 und sehr dünne Teile Einbrennen bei
Gestell-Ware: bis TF-∅ 700 mm 295 – 305 °C/20 min.
Polyamid- Polyamid Beständig gegen Wasser jeder Art, Lösungen Beschichtung für mittlere, chemische Minicoat-Verfahren,beschichtung ca. 200, von Salzen, Fette, Öle, Lösungsmittel, und atmosphärische Beanspruchung. Wirbelsinter-
an Kanten chlorierte Kohlenwasserstoffe, Oxydations- Zugelassen in allen Sparten der Verfahren,mind. 50 mittel. Bei Raumtemperatur ist die Lebensmittelindustrie. Gute Abriebfestigkeit, elektrostatisches
Beständigkeit gegen verdünnte Säuren Schlagbeständigkeit und Haftfestigkeit, Pulverspritzen,noch ausreichend gut. porenfreie Schichten erst ab ca. 200 µmTemperaturbereich: bis – 55 °C keine Bei Bedarf werden Änderung der chemischen Eigenschaften, die Teile durch eine in trockenen Bereichen Dauertemperatur Wärmenachbehand-bis ca. 100 °C, kurzzeitig bis 140 °C lung geglättet
Vernickeln 40 – 50 Beständigkeit bei Salzsprühnebel- Beschichtung mit sehr guter Korrosions- Außenstromloseprüfung SS DIN 50 021 > 4500 h beständigkeit gegen die unterschiedlichsten Vernickelungs-AnlageTemperaturbereich: chemischen Angriffe. Schicht ist verschleiß--250 °C bis +180 °C fest ohne Fressneigung, für Außenatmos- Temperieren
phären nur bedingt verwendbar. Ni ist 180° C (Aushärtung Schichtaufbau: besonders gegen Schwefelverbindungen der Ni-Schicht)Nickel-Phosphor-Legierung anfällig.
Trommel-Ware: bis TF-∅ 30 mmGestell-Ware: bis TF-∅ 950 mm
* Mittelwert
2-36
Tabelle 15:Korrosionsschutz für CB-Tellerfedern.
2-37
.2.14 Auslegung und Auswahl von CB-Tellerfedern.
Bei der Auswahl einer Tellerfeder für den jeweiligenBedarfsfall empfehlen wir zunächst auf das breiteSpektrum lagerhaltiger CB-Tellerfedern bestehendaus
• Abmessungen nach DIN 2093 und CB-Werksnormin Standardwerkstoffen (Kapitel 3) und
• rostfreie Stahl-Qualitäten (Kapitel 4)
zuzugreifen. Sollte damit der Bedarfsfall nicht abge-deckt werden können besteht darüber hinaus dieMöglichkeit in Abstimmung mit CB Sonderaus-führungen, die individuell in Abmessung und/oderWerkstoff sind, zu entwickeln.
Für die Auswahl einer Tellerfeder stehen die tech-nischen Angaben in den Grafiken und Tabellen derKapitel 3 und 4 zur Verfügung. Weiterhin kön nendieselben Informationen unter Verwendung des beiliegenden CB-Tellerfeder-Berechnungspro-gramms (Kapitel 2.14.2) unter Eingabe wenigerDaten schnell erhalten werden.
Zur Dimensionierung einer individuellen Feder -geometrie sollten folgende Maßverhältnisse, diesich an die Basis-Vorgaben der DIN 2093 anlehnen,eingehalten werden:
Tabelle 16: Geometrische Verhältnisse zur Dimensionierung von Tellerfedern.
Innerhalb dieser Bereiche kann das Berechnungs-programm mit guter Genauigkeit für Stahl-Werk-stoffe angewendet werden. Bei Verhältnissen De/t> 50 werden jedoch zu hohe Federkräfte berechnet,bei De/Di < 1,75 ergeben sich unter anderem durchdie Hebel armverkürzung wegen Kantenverrundungzu niedrige Kräfte. Für solche Sonderfälle empfehlenwir Rücksprache mit unserem Beratungsteam.
2.14.1 Berechnungsbeispiele und Datenblatt
Die nachfolgenden Beispiele zur Auslegung von Tel-lerfedern sollen Hinweise zur Vorgehensweise undim Umgang mit den Grafiken und Tafeln (Kapitel 3und 4) geben.
Tellerfeder ohne Auflageflächen
Aufgabenstellung:In einer Konstruktion soll ein Federelement mit einermaximalen Kraftbeaufschlagung von F = 5 000 Nbei Umgebungstemperatur eingesetzt werden.Weiterhin ist der Arbeitshub 1 mm und eine dyna-mische Lebensdauer von 100 000 Lastwechseln wirderwartet. Lösung:Unter der Voraussetzung, eine bestehende Federnach DIN 2093 oder CB-Werksnorm zu verwenden,bietet die Tabelle „Federabmessungen geordnetnach Prüfkraft aufsteigend“ in der Spalte F(0,75h0)einen schnellen Überblick über mögliche Ab-messungen. Hier bietet sich die Feder 71x36x2 l0 = 4,6 an, da die Kraftanforderung gut abgedecktwird und bedingt durch den maximal möglichenFederhub von s = l0 – t = 2,6 mm der geforderteFederweg mit nur einer Feder erreicht werden kann.Aus dem Diagramm der zugehörigen Federkennlinieliegt bei 5 000 N der Federweg bei ca. 1,75 mm.Hieraus ergibt sich aus der Vorspannung von 0,75mm (1 mm Federweg) eine Kraft am unteren Ar-beitspunkt von ca. 3 200 N. Mit diesen beiden Kraft-angaben findet man eine Lebensdauer (siehe Er -läuterung Kapitel 3) der Feder von 100 000 Zyklen,womit die Anforderungen erfüllt werden.
Tellerfeder mit Auflageflächen
Aufgabenstellung:Bei einer maximalen Kraft von 20 000 N soll eineFeder 100x41x4 (3,75) l0 = 7,20 eine Lebensdauerbei dynamischer Belastung von 100 000 Zyklenhaben. Welcher Arbeitshub ist hierbei erlaubt?Lösung:Die zugehörige Federkennlinie ergibt bei 20 000 Neine Einfederung von ca. 2,35 mm. Im Diagrammschneidet die waagrechte Linie bei F = 20 000 N dieLebensdauerkurve für 100 000 Zyklen bei einemFederweg von ca. 0,95 mm, gleichbedeutend einerFederkraft laut Federkennlinie von ca. 10 700 N. Dergesuchte Arbeitshub ist 2,35 mm – 0,95 mm =1,4 mm.
Dimensions-Verhältnis Wertδ = De/Di 1,75 … 2,5
h0/t 0,4 … 1,3De/t 16 … 40

2-38
2.14.2 CB-Berechnungsprogramm für Tellerfedern
Die dem Katalog beigefügte CD-Rom enthält dasCB-Berechnungsprogramm für Tellerfedern und eineErläuterung zu dessen Handhabung. Darüberhinaus kann das Programm auch von der In-ternetseite www.christianbauer.com herunter-geladen werden. Das Programm wird als MS Excel-Arbeitsmappe geöffnet (MS Excel ab Versionen 97).
Das Programm ermöglicht die Berechnung von
• Federkennlinien von Einzelfedern und Tellerfeder-Säulen,
• bei unterschiedlichen Temperaturen,• Auswahl verschiedener Werkstoffe,• Bestimmung von Arbeitspunkten nach Kraft- oder
Wegvorgaben,• Ermittlung der Lebensdauer abhängig von Ar-
beitspunkten bei dynamischer Belastung und• Berechnung der mechanischen Spannungen.
Als Basis dienen die Berechnungsformeln wie in Kapitel 2.4 dargestellt.
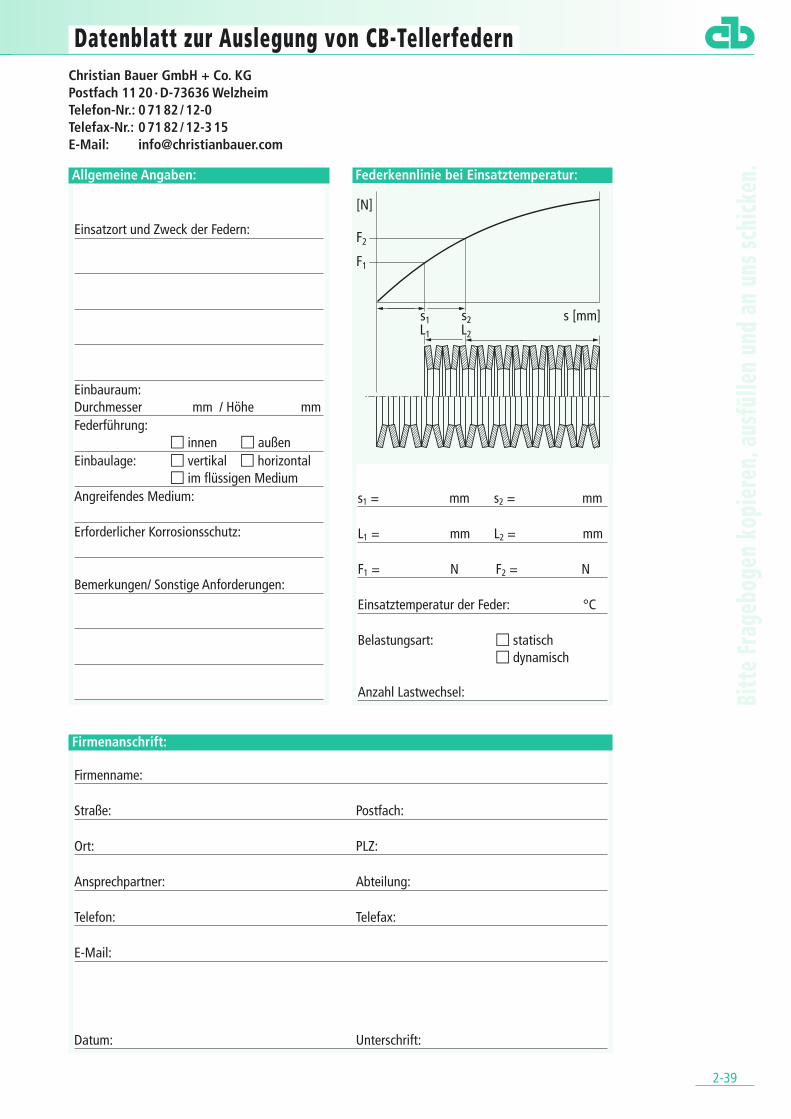
.Datenblatt zur Auslegung von CB-Tellerfedern.
2-39
Federkennlinie bei Einsatztemperatur:
s1 = mm s2 = mm
L1 = mm L2 = mm
F1 = N F2 = N
Einsatztemperatur der Feder: °C
Belastungsart: � statisch � dynamisch
Anzahl Lastwechsel:
Allgemeine Angaben:
Einsatzort und Zweck der Federn:
Einbauraum: Durchmesser mm / Höhe mmFederführung:
� innen � außenEinbaulage: � vertikal � horizontal
� im flüssigen MediumAngreifendes Medium:
Erforderlicher Korrosionsschutz:
Bemerkungen/ Sonstige Anforderungen:
Firmenanschrift:
Firmenname:
Straße: Postfach:
Ort: PLZ:
Ansprechpartner: Abteilung:
Telefon: Telefax:
E-Mail:
Datum: Unterschrift:
Christian Bauer GmbH + Co. KGPostfach 11 20 · D-73636 WelzheimTelefon-Nr.: 0 71 82 / 12-0Telefax-Nr.: 0 71 82 / 12-3 15E-Mail: [email protected]
Bitt
e Fr
ageb
ogen
kop
iere
n, a
usfü
llen
und
an u
ns sc
hick
en.

CHRISTIAN BAUER GMBH + CO. KGPOSTFACH 11 20 · D-73636 WELZHEIM TELEFON 0 71 82/ 12-0 TELEFAX 0 71 82/ 12-315E-MAIL [email protected]















