Embed Size (px)
DESCRIPTION
PERFEKTE ETIKETTEN DANK PERFEKTER BOHRUNGEN DIE ERFOLGSGESCHICHTE VON MINIMASTER „Es handelte sich um ein völlig neues Konzept.“ SEIT DER Markteinführung vor fast drei Jahrzehnten setzt Scania bei der Fertigung von Komponenten für Diesel-Lkw Minimaster ® - Werkzeuge ein. DAS MAGAZIN VON SECO – NR. 1/2011
Citation preview

DIE ERFOLGSGESCHICHTE VON MINIMASTER
REVOLUTIONÄR
„Es handelte sich um ein völlig neues Konzept.“
SONDERWERKZEUGE FÜR DAS PASSAGIERFLUGZEUG
A380
PERFEKTE ETIKETTEN DANK PERFEKTER BOHRUNGEN
DAS MAGAZIN VON SECO – NR. 1/2011
SEIT DER Markteinführung vor fast drei Jahrzehnten setzt Scania bei der Fertigung von Komponenten für Diesel-Lkw Minimaster®-Werkzeuge ein.

Edge ist das Kundenmagazin von Seco Tools.Es wird weltweit in 24 Sprachen veröffentlicht.Seco Tools AB Marketing Department, 737 82 Fagersta, Sweden. Telefon +46 223-400 00 Fax +46 223-718 60Internet www.secotools.com Herausgeber: Paul Löfgren E-Mail: [email protected]
Chefredakteurin: Jennifer Hilliard E-Mail: [email protected] Produktion und Layout: Appelberg Publishing Group Projektmanager: Per-Ola Knutas Art Directors: Cecilia Farkas, Johan Nohr Druck: PA Group Karlstad Coverfoto Stefan Almers/Scania
30/50 %
x2–42–4-mal höhere Produktivität gegenüber herkömmlichen Aufnahmen für Aufsteckfräser
Die redaktionellen Inhalte dieser Publikation sind Eigentum von Seco Tools AB. Die Artikel dürfen honorarfrei verwendet werden. Voraussetzung hierfür ist, dass Edge als Quelle angegeben und die Chefredakteurin über die Verwendung informiert wird. Die in dieser Publikation aufgeführten Markennamen sind gesetzlich geschützt.
VIBRATIONSARMSTEADYLINE schwingungsgedämpfte Aufnahmen für Aufsteckfräser verbessern die dynamische Steifigkeit von Fräswerkzeugen deutlich. Dadurch werden bessere Zerspanungsbedingungen geschaffen, bei gleichzeitig geringerer Geräuschentwicklung und optimaler Stabilität. Steadyline steigert die Produktivität, verbessert die Oberflächengüte und verlängert die Standzeit. Gleichzeitig reduzieren sich die Betriebskosten erheblich.
WWW.SECOTOOLS.COM/STEADYLINEProduktverfügbarkeit: SOFORTBestell- und Anwendungsinformationen: Machining Navigator 2011
Nr. 2 SO FUNKTIONIERT STEADYLINE™
Das Dämpfungselement der Steadyline Aufnahme befindet sich an der Werkzeugschnittstelle, wo die höchste Verbiegung auftritt.
Kühlmittelzufuhr durch den Zapfen
Ein Leistungstest beim Kopierfräsen ergab eine im Vergleich zu Wettbewerbswerkzeugen um 30 % schnellere Bearbeitung und 50 % höhere Standzeit.

EINSATZ: MDT (=MULTI DIRECTIONAL TURNING)MAE in Neuseeland nutzt die MDT-Technologie zur Fertigung von Schalldämpfern für Schusswaffen.14
BRANCHE: ABFÜLL- UND VERPACKUNGSINDUSTRIEKrones produziert seit 1951 Etikettiermaschinen. Heutzutage nutzt man in der Produktion die Vorteile von Xfix™.04
PROFIL: TRACIE CLARKE Die für Strategische Programme von Seco in Nordamerika verantwortliche Managerin erzählt ihre Geschichte.18
WERKSTOFFE: KOHLENSTOFFFASER-COMPOSITEDer Luftfahrtzulieferer Aircelle entwickelt zusammen mit Seco kundenspezifische Lösungen für Spezialaufgaben.10
PRODUKTE: MINIMASTERIm Jahr 1983 hat Seco den Minimaster als revolutionären neuen Schaftfräser.auf den Markt gebracht. Jetzt folgt der Minimaster Plus.21
PRODUKTE: POWER 4™Mit dem Power 4-Kopierfräser gewinnt die Energieerzeugungsbranche nun mehr „Power“.08
AUS DEM ARBEITSLEBEN: MICHAEL RICHARDSONDer Geschäftsführer der Advanced Cutting Tools Ltd spricht über PCA, die Produktivitäts- und Kostenanalyse von Seco.24
SIE HALTEN GERADE die erste Edge -Ausgabe des Jahres 2011 mit interessanten Informationen zu aktuellen Hochleistungsprodukten und Serviceangeboten in Ihren Händen. Sicherlich ist unsere Leidenschaft für ein umfassendes Lösungsangebot Ihnen bekannt. Noch wichtiger aber ist unsere Leidenschaft für unsere Kunden. Daher bieten wir unseren Kunden in diesem Magazin gern die Gelegenheit, ihre Erfolgsgeschichte zu erzählen. Die hier dargestellten und mit aussagestarken Fotos versehenen Anwendungsbeispiele stellen innovative Lösungen für spezifische Werkstücke vor.
Ich freue mich immer wieder über E-Mails von Lesern, die die in Edge erscheinenden technischen Artikel loben. Mit dieser Ausgabe wollen wir daran anknüpfen. Beispielsweise erklärt Patrick de Vos in seiner Kolumne „Einblicke“ (Seite 17), worauf es bei der Schneidkante wirklich ankommt. Zudem befassen wir uns auf Seite 8 ausführlicher mit Power 4.
Meine persönliche Empfehlung: Werfen Sie doch einmal einen Blick auf den Artikel auf Seite 26. Dort stellen wir unsere Customer Interface-Softwareanwendungen vor, die die Leistungsfähigkeit unserer Produkte erhöhen und Ihnen die Zusammenarbeit mit Seco erleichtern. Die Anwendungsbandbreite reicht von Produkt- und Schnittdaten-Konfiguratoren bis hin zu E-Commerce-Lösungen.
Wir würden uns freuen, wenn diese Informationen und Artikel auch dieses Mal wieder zu einem für Sie interessanten Magazin beitragen.
Paul LöfgrenVorstand MarketingSeco [email protected]
10JEDE AUFGABE
Aircelle benötigt kundenspezifische Werkzeuge zur Bearbeitung moderner Composite-Werkstoffe für Flugzeugkomponenten.
EIN WERKZEUG FÜR
INHALTE EDITORIAL Nr. 1/2011
03Edge [1·2011]

XfixDas XfixTM-Reibahlenprogramm von Seco wurde speziell für die Bearbeitung großer Durchmesser von 39,5–154,5 mm entwickelt. Zum Programm gehören Wendeschneidplatten (3, 5, 7 oder 9) mit jeweils 8 Schneidkanten, die eine Genauigkeit mit einer Toleranz von IT6 sicherstellen. Patentierte vorgespannte Führungsleisten sorgen für hohe Anwendungssicherheit. Perfekte Rundlaufkontrolle gewährleistet ein integrierter einstellbarer Adapter.
WWW.SECOTOOLS.COM/XFIXProduktverfügbarkeit: SOFORT Bestell- und Anwendungsinformationen: Katalog Bohrungsbearbeitung 2011
PERFEKTE BOHR
04 Edge [1·2011]
A B F Ü L L - U N D V E R P A C K U N G S I N D U S T R I E

UNG
Etikettiermaschinen setzen für eine ordnungsgemäße
Funktionsweise perfekte Bohrungen voraus. Mit
XfixTM-Reibahlen erhöht Krones die Genauigkeit
bei der Produktion.TEXT Michael LawtonFOTO Martin Hangen
WENN SIE dieses Jahr mehr als drei Flaschen in
Ihren Händen gehalten haben, ist es statistisch gesehen ziemlich sicher, dass eine dieser Flaschen durch eine Maschine von Krones gelaufen ist. Als Weltmarktführer in der Abfüll- und Verpackungsindustrie produziert das Unternehmen Maschinen, die tagtäglich Millionen von Flaschen, Dosen und anderen Behältern verarbeiten.
Über die Jahre hat sich Krones praktisch in einen Rundumpartner für die Getränkeindustrie
entwickelt, der beispielsweise komplette Brauereien von
der Bauzulassung über den Sudkessel bis hin zur Logistik
zum Recycling der Flaschen anbietet (nur Gerste und Hopfen
müssen selbst hinzugefügt werden). Das Unternehmen
entwickelt Anlagen zum Abfüllen von Tomatenketchup in Flaschen oder
zum Etikettieren von Zahnpastatuben oder Katzenfutter. Krones gestaltet
das Flaschendesign entsprechend Ihrer Marke und baut Maschinen, mit denen eine
Kunststoffvorform in eine Flasche mit der von Ihnen gewünschten Form gebracht wird. Selbst
Maschinen zur Flaschenreinigung werden von dem Unternehmen angeboten.Krones hat fünf Produktionswerke in Deutschland.
Für eine weltweite Lieferung sind die 80 Vertriebs- und Servicecenter zuständig.
05Edge [1·2011]

Das Hauptwerk in Neutraubling, im nördlichen
Bayern, produziert Füll-, Etikettier-, Inspektions-, Transport- und
Kunststoff-Streckblasmaschinen. In einem zweiten Werk im nahe gelegenen
Nittenau werden Komponenten und Module für die Maschinen gefertigt.
Die anderen drei Werke stellen weitere Erzeugnisse her, die das Produktangebot von
Krones komplettieren. Das Unternehmen begann 1951 als
Hersteller von Etikettiertechnik, weswegen Wolfgang Gottschalk, Leiter einer der fünf Produktionseinheiten in Nittenau, feststellt: „Etikettiermaschinen bilden das Fundament unseres heutigen Know-hows. Die Etikettierung ist für einen Hersteller von großer Bedeutung, da Etiketten die Positionierung einer Marke am Markt ausdrücken. Die Etikettierung muss daher einwandfrei sein.“
DAS HERZSTÜCK EINER JEDEN Etikettiermaschine ist die Klebeeinheit, die die Etiketten auf die Flaschen aufbringt. Während die Flaschen vorbei geführt werden, rollte eine gewölbte Platte, auf der sich das mit Klebstoff versehene Etikett befindet, über die Flasche und überträgt das Etikett so auf die Flasche. Die Etiketten-Applikatoren befinden sich auf Wellen, die wiederum auf einer Platte montiert sind. Durch die Drehung der Platte bewegt sich jede der acht Wellen, auf denen sich die Etiketten-Applikatoren befinden, zur Flaschenstraße hin und wieder weg, um das nächste Etikett aufzunehmen. Der gesamte Vorgang erfolgt mit rasender Geschwindigkeit: Die Maschinen von Krones können bis zu 72.000 Flaschen oder 120.000 Dosen pro Stunde verarbeiten.
Xaver Ram, Leiter des für die Herstellung der Platten verantwortlichen Produktionsteams, sagt, dass eine korrekte Dimensionierung der Bohrungen, in die dann die Wellen eingesetzt werden, absolut wichtig ist. „Wir sind auf eine Genauigkeit von wenigen Mikrometern beim Durchmesser und weniger als zwei Tausendstel bei der Positionierung der Bohrung angewiesen“, merkt er an. „Andernfalls wird der Rundlauf der Welle beeinträchtigt, und die Etikett-Applikatoren berühren die Flaschenoberfläche nicht präzise genug.“ Dies kann zu nicht ordnungsgemäß aufgebrachten Etiketten oder zu einem übermäßigen Leimbedarf führen.
Jede Platte besitzt acht Bohrungen, die allesamt feingespindelt werden. Manuel Schmid ist einer von drei
Werkstück: Formplatte
Beschreibung der Bearbeitung:
Reiben
Bearbeitungsziel: Hohe Bohrungsqualität (Toleranz H6 und M6) und Reduzierung der Bearbeitungszeit
Bearbeitungswerkzeug: Bearbeitungszentrum
Werkzeugeinspannung: HSK-A-Aufnahme
Werkstoff: Guss (GGG60)
Werkzeug: XfixTM-Reibahlen Durchmesser 42+65 mm (2 verschiedene Werkzeuge)
Schnittdaten: vc: 80–100 m/min
f: 0,25–0,3 mm/U
Ergebnis: Werkzeugstandzeit > 200 Minuten
Wolfgang Gottschalk leitet in Nittenau,
Deutschland, eine von fünf Produktionseinheiten
von Krones.
06 Edge [1·2011]
Höhere Werkzeugstandzeit
A B F Ü L L - U N D V E R P A C K U N G S I N D U S T R I E

Zerspanungsfacharbeitern, die die entsprechenden Bohrsysteme bedienen. Er beschreibt seine Arbeit wie folgt: „Nach jeder zweiten Bohrung muss ich mich vergewissern, dass die Passung noch stimmt. Wenn die Messung fehlerhaft war, muss der Feinausdrehkopf neu justiert und die Bohrung eventuell nachbearbeitet werden.“ Infolgedessen können nur zwei bis drei Platten pro Schicht produziert werden.
Die Partnerschaft von Krones und Seco kommentiert Gottschalk folgendermaßen: „Wir arbeiten seit langer Zeit bei der Lösung von Problemen und der Optimierung von Prozessen zusammen.“ „Wir haben hier eine ganze Reihe von Unternehmen, die Zerspanungswerkzeuge herstellen, aber Seco ist einer unserer Hauptzulieferer“, ergänzt Ram. Mit dem Wachstum von Krones hat sich auch die Kooperation mit Seco intensiviert: Mittlerweile setzt Krones das gesamte Produktprogramm von Seco in seiner Produktion ein. Zudem ist das Unternehmen an der gemeinsamen Entwicklung neuer Lösungen interessiert.
Als der regionale technische Verkäufer Gerhard Huber erfuhr, dass Seco einen neuen Reibahlentyp entwickelt hatte, der nur auf seine Erprobung wartete, dachte er sofort, dass Krones der richtige Partner dafür wäre.
„Die meisten Reibahlen besitzen nur eine Schneide, XfixTM dagegen hat mehrere, darum arbeitet dieses Reibwerkzeug genauer und schneller“, so Huber. „Außerdem ist dieses Werkzeug aufgrund seiner Ausführung stabiler.“
Da die XfixTM-Reibahlen speziell für anspruchsvolle Bearbeitungen wie die der Platten bei Krones konzipiert wurden, entschloss sich Krones zu einem XfixTM-Anwendungstest. Ram sagt: „Wir müssen das Reibwerkzeug nur einmal einrichten und können dann damit zehn bis fünfzehn Platten bearbeiten.“ Obwohl die Einrichtung der Einheit etwas länger dauert, lassen sich 15 bis 20 Prozent an Bearbeitungszeit einsparen. „Zwar müssen wir fünf Wendeplatten anstelle von einer einstellen, aber wenn die Einrichtung erst einmal erledigt ist, können wir länger mit dem Werkzeug arbeiten“, sagt Maschinenbediener Schmid.
„Für unsere Kunden kommt es vor allem darauf an, dass die Bearbeitung sicher ist und die Qualität stimmt“, so Gottschalk. Und weiter: „Wenn wir dann noch die Fertigungszeiten reduzieren können, ist dies ein willkommener Nebeneffekt.“
07Edge [1·2011]
Edge [1·2011]08
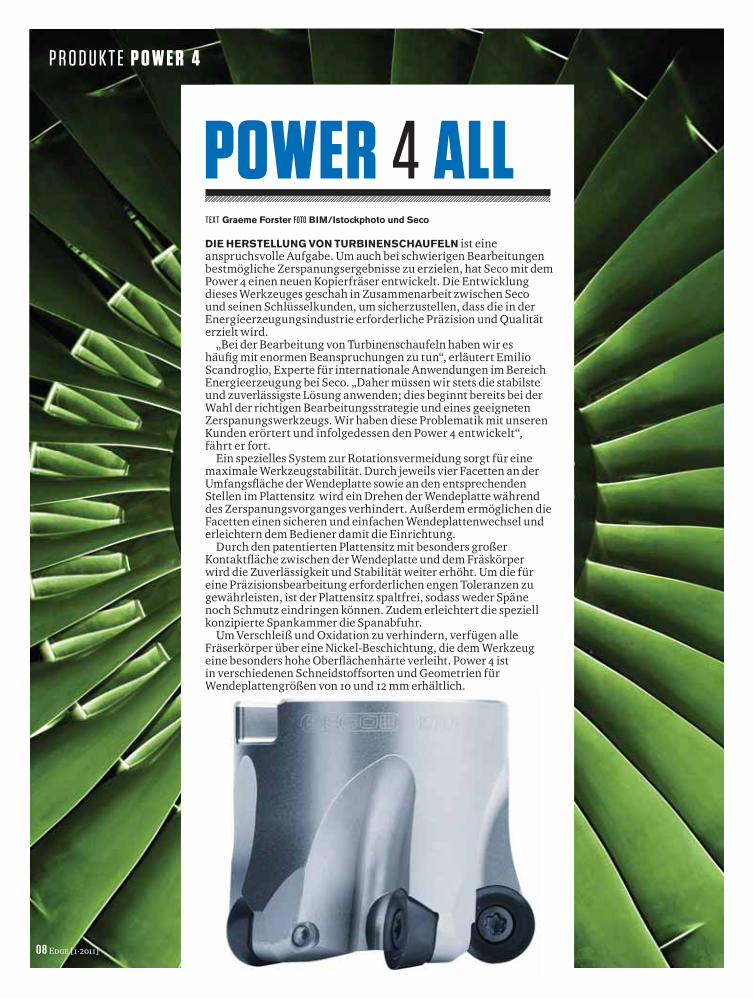
POWER 4 ALLTEXT Graeme Forster FOTO BIM/Istockphoto und Seco
DIE HERSTELLUNG VON TURBINENSCHAUFELN ist eine anspruchsvolle Aufgabe. Um auch bei schwierigen Bearbeitungen bestmögliche Zerspanungsergebnisse zu erzielen, hat Seco mit dem Power 4 einen neuen Kopierfräser entwickelt. Die Entwicklung dieses Werkzeuges geschah in Zusammenarbeit zwischen Seco und seinen Schlüsselkunden, um sicherzustellen, dass die in der Energieerzeugungsindustrie erforderliche Präzision und Qualität erzielt wird.
„Bei der Bearbeitung von Turbinenschaufeln haben wir es häufig mit enormen Beanspruchungen zu tun“, erläutert Emilio Scandroglio, Experte für internationale Anwendungen im Bereich Energieerzeugung bei Seco. „Daher müssen wir stets die stabilste und zuverlässigste Lösung anwenden; dies beginnt bereits bei der Wahl der richtigen Bearbeitungsstrategie und eines geeigneten Zerspanungswerkzeugs. Wir haben diese Problematik mit unseren Kunden erörtert und infolgedessen den Power 4 entwickelt“, fährt er fort.
Ein spezielles System zur Rotationsvermeidung sorgt für eine maximale Werkzeugstabilität. Durch jeweils vier Facetten an der Umfangsfläche der Wendeplatte sowie an den entsprechenden Stellen im Plattensitz wird ein Drehen der Wendeplatte während des Zerspanungsvorganges verhindert. Außerdem ermöglichen die Facetten einen sicheren und einfachen Wendeplattenwechsel und erleichtern dem Bediener damit die Einrichtung.
Durch den patentierten Plattensitz mit besonders großer Kontaktfläche zwischen der Wendeplatte und dem Fräskörper wird die Zuverlässigkeit und Stabilität weiter erhöht. Um die für eine Präzisionsbearbeitung erforderlichen engen Toleranzen zu gewährleisten, ist der Plattensitz spaltfrei, sodass weder Späne noch Schmutz eindringen können. Zudem erleichtert die speziell konzipierte Spankammer die Spanabfuhr.
Um Verschleiß und Oxidation zu verhindern, verfügen alle Fräserkörper über eine Nickel-Beschichtung, die dem Werkzeug eine besonders hohe Oberflächenhärte verleiht. Power 4 ist in verschiedenen Schneidstoffsorten und Geometrien für Wendeplattengrößen von 10 und 12 mm erhältlich.
P R O D U K T E P O W E R 4
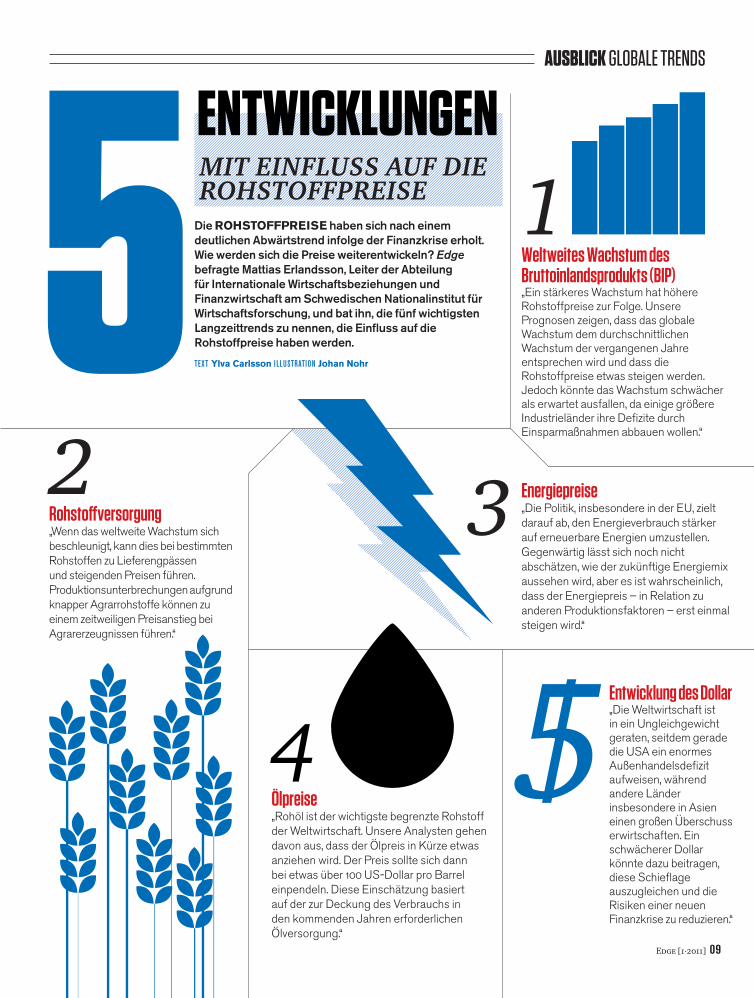
Energiepreise„Die Politik, insbesondere in der EU, zielt darauf ab, den Energieverbrauch stärker auf erneuerbare Energien umzustellen. Gegenwärtig lässt sich noch nicht abschätzen, wie der zukünftige Energiemix aussehen wird, aber es ist wahrscheinlich, dass der Energiepreis – in Relation zu anderen Produktionsfaktoren – erst einmal steigen wird.“
1
3
Weltweites Wachstum des Bruttoinlandsprodukts (BIP)„Ein stärkeres Wachstum hat höhere Rohstoffpreise zur Folge. Unsere Prognosen zeigen, dass das globale Wachstum dem durchschnittlichen Wachstum der vergangenen Jahre entsprechen wird und dass die Rohstoffpreise etwas steigen werden. Jedoch könnte das Wachstum schwächer als erwartet ausfallen, da einige größere Industrieländer ihre Defizite durch Einsparmaßnahmen abbauen wollen.“
Entwicklung des Dollar„Die Weltwirtschaft ist in ein Ungleichgewicht geraten, seitdem gerade die USA ein enormes Außenhandelsdefizit aufweisen, während andere Länder insbesondere in Asien einen großen Überschuss erwirtschaften. Ein schwächerer Dollar könnte dazu beitragen, diese Schieflage auszugleichen und die Risiken einer neuen Finanzkrise zu reduzieren.“
TEXT Ylva Carlsson I LLUSTRATION Johan Nohr
Die ROHSTOFFPREISE haben sich nach einem deutlichen Abwärtstrend infolge der Finanzkrise erholt. Wie werden sich die Preise weiterentwickeln? Edge befragte Mattias Erlandsson, Leiter der Abteilung für Internationale Wirtschaftsbeziehungen und Finanzwirtschaft am Schwedischen Nationalinstitut für Wirtschaftsforschung, und bat ihn, die fünf wichtigsten Langzeittrends zu nennen, die Einfluss auf die Rohstoffpreise haben werden.
AUSBLICK GLOBALE TRENDS
2Rohstoffversorgung„Wenn das weltweite Wachstum sich beschleunigt, kann dies bei bestimmten Rohstoffen zu Lieferengpässen und steigenden Preisen führen. Produktionsunterbrechungen aufgrund knapper Agrarrohstoffe können zu einem zeitweiligen Preisanstieg bei Agrarerzeugnissen führen.“
Ölpreise„Rohöl ist der wichtigste begrenzte Rohstoff der Weltwirtschaft. Unsere Analysten gehen davon aus, dass der Ölpreis in Kürze etwas anziehen wird. Der Preis sollte sich dann bei etwas über 100 US-Dollar pro Barrel einpendeln. Diese Einschätzung basiert auf der zur Deckung des Verbrauchs in den kommenden Jahren erforderlichen Ölversorgung.“
ENTWICKLUNGENMIT EINFLUSS AUF DIE ROHSTOFFPREISE
4
09Edge [1·2011]
10 Edge [1·2011]
VORAUS
EIN SCHNITT Aircelle benötigte Werkzeuge für lange Einzelschnitte in Hightech-Werkstoffen für das Passagierflugzeug A380. Seco präsentierte eine maßgeschneiderte Lösung.
TEXT Anna McQueen FOTOS Jean-François Rollinger/ANA
W E R K S T O F F E K O H L E N S T O F F F A S E R - V E R B U N D W E R K S T O F F E

11Edge [1·2011]
FOTO
: ISTOC
KP
HO
TO
AS NUNMEHR ALS TOCHTERUNTERNEHMEN des
französischen Luft-/Raumfahrt- und Militärtechnik-Konzerns SAFRAN operierende Unternehmen Aircelle wurde 1896 in der Hafenstadt Le Havre in der Normandie als Hersteller von Militärgütern gegründet. Von da an entwickelte sich Aircelle zu einem weltweit führenden Produzenten von Rumpfkomponenten für Flugzeuge mit 3.000 Mitarbeitern, die Triebwerksgondeln, Schubumkehrvorrichtungen und andere Flugzeugbauteile herstellen. Das Unternehmen ist einer der Hauptzulieferer für den Airbus A380, das größte Passagierflugzeug der Welt.
Entwicklungsingenieure in der Luftfahrt arbeiten ständig daran, die Grenzen des Machbaren zu verschieben und entwickeln immer leichtere, stabilere und widerstandsfähigere Werkstoffe, mit denen ihre Flugzeuge schneller und weiter mit schweren Transportlasten fliegen können - bei reduziertem Treibstoffverbrauch. Da die von Aircelle für den A380 verwendeten Verbund- und Sandwich-Werkstoffe aus Kohlenstofffaser sich nur schwer bearbeiten lassen, sind modernste Werkzeuglösungen notwendig, um die erforderliche Präzision sicher zu stellen.
„2006 entschlossen wir uns, unsere Produktionsanlagen zu modernisieren und eine fortschrittliche Fünfachs-Fräsmaschine zur Bearbeitung großer Werkstücke aus Verbundwerkstoffen einzusetzen“, erklärt Julien Boulet, Programmierer bei Aircelle. „Die Fräsmaschine hat die Aufgabe, ein Stück der Triebwerksgondel mit einem bis zu zwölf Meter langen linearen Schnitt zu bearbeiten. Um die Maschine bestmöglich einsetzen zu können, benötigten wir geeignete Zerspanungswerkzeuge, weswegen wir all unsere Werkzeuglieferanten mit Verbundwerkstoffmustern auf die Probe stellten“, fährt Boulet fort.
Die Werkstücke bestehen aus zwei Materialien: einem 12 mm dicken Kohlenstofffaserverbundwerkstoff und einem 40 mm dicken Honeycomb-Werkstoff. „Wir haben eine Lösung gesucht, die eine Werkstückbearbeitung in einem Schnitt und mit einem Werkzeug gestattet, um so Zeit und Geld zu sparen“, erläutert Amory Langrene,
D Die von Aircelle verwendeten
Hightech-Werkstoffe sind bekannt für ihre schwierige Zerspanbarkeit.
Schnitt in die MatrixModerne Faserverbundwerkstoffe setzen sich aus mehreren miteinander verbundenen Materialien zusammen und bilden eine starke, steife Matrix, in die Fasern und Partikel eingebettet werden. Aufgrund ihrer hohen Festigkeit bei gleichzeitig geringem Gewicht, der hohen Korrosionsbeständigkeit und der geringen thermischen Ausdehnung gewinnen Composite immer stärker an Bedeutung in der Luft- und Raumfahrtindustrie.
Diese neuartigen Werkstoffe sind jedoch schwieriger zu bearbeiten. Sie stellen erhöhte Anforderungen an die Leistungsfähigkeit von Zerspanungswerkzeugen bei gleichzeitig höheren Qualitätsstandards von Bohrungen und Oberflächen.
Das neue Fräswerkzeugprogramm Jabro™ Composite (JC) von Seco eignet sich ideal für die anspruchsvollen Fräsanwendungen von Aircelle und überzeugt durch längere Standzeit, höhere Geschwindigkeiten und eine größere Bearbeitungspräzision. Zur Reduzierung von Verschleiß und Erhöhung der Standzeit verfügen die Vollhartmetallfräser über eine CVD-Diamant-Beschichtung.
Mit dem Einsatz der Jabro™ Composite Werkzeuge werden Ausbrüche und Delamination weitestgehend vermieden. Durch unterschiedliche Geometrien wird die Vibrationsneigung bei der Bearbeitung verringert. Die JC-Reihe eignet sich perfekt für eine gratfreie Bearbeitung: zum Eckfräsen, 3D-Kopierfräsen, Kontur- und Nutenfräsen von Werkstoffen wie Kohlenstofffaser- und Glasfaserverbundwerkstoffe, technische Hochleistungskunststoffe und Honeycomb-Werkstoffe.
WWW.SECOTOOLS.COM/JCProduktverfügbarkeit: SOFORTBestell- und Anwendungsinformationen: Werkzeuge für moderne Werkstoffe Der Vollhartmetallfräser-Katalog ist ab Mai erhältlich.
Edge [1·2011]12
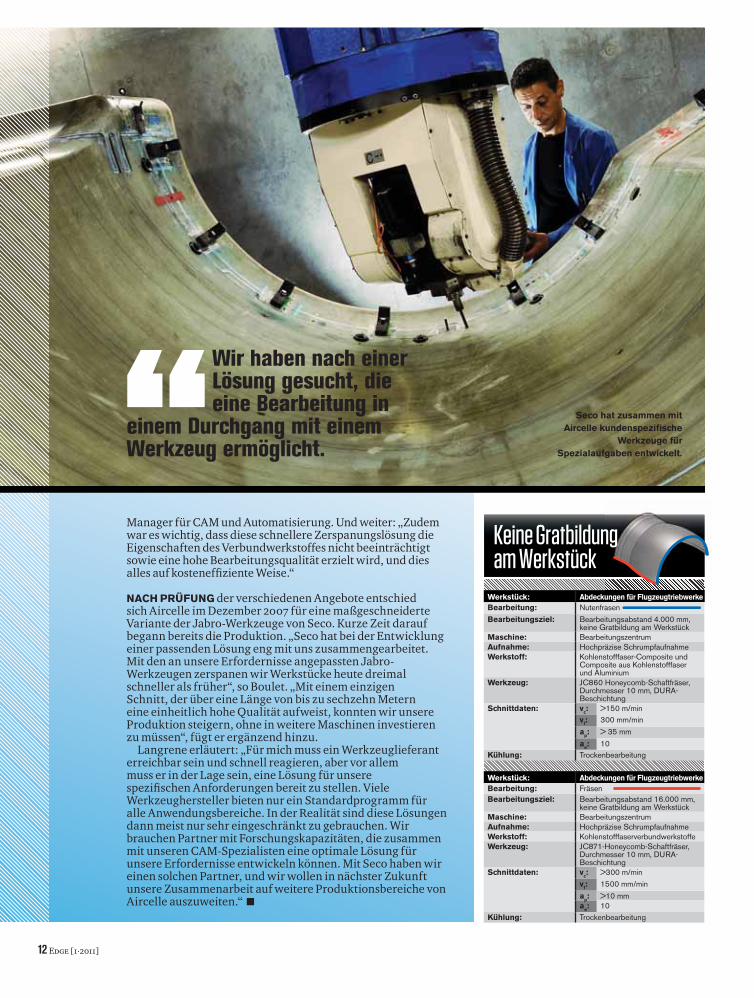
Wir haben nach einer Lösung gesucht, die eine Bearbeitung in
einem Durchgang mit einem Werkzeug ermöglicht.
Seco hat zusammen mit Aircelle kundenspezifische
Werkzeuge für Spezialaufgaben entwickelt.
Werkstück: Abdeckungen für FlugzeugtriebwerkeBearbeitung: NutenfräsenBearbeitungsziel: Bearbeitungsabstand 4.000 mm,
keine Gratbildung am WerkstückMaschine: BearbeitungszentrumAufnahme: Hochpräzise SchrumpfaufnahmeWerkstoff: Kohlenstofffaser-Composite und
Composite aus Kohlenstofffaser und Aluminium
Werkzeug: JC860 Honeycomb-Schaftfräser, Durchmesser 10 mm, DURA-Beschichtung
Schnittdaten: vc: >150 m/minvf: 300 mm/min
ap: > 35 mm
ae: 10Kühlung: Trockenbearbeitung
Werkstück: Abdeckungen für FlugzeugtriebwerkeBearbeitung: FräsenBearbeitungsziel: Bearbeitungsabstand 16.000 mm,
keine Gratbildung am WerkstückMaschine: BearbeitungszentrumAufnahme: Hochpräzise SchrumpfaufnahmeWerkstoff: KohlenstofffaserverbundwerkstoffeWerkzeug: JC871-Honeycomb-Schaftfräser,
Durchmesser 10 mm, DURA-Beschichtung
Schnittdaten: vc: >300 m/minvf: 1500 mm/min
ap: >10 mmae: 10
Kühlung: Trockenbearbeitung
Manager für CAM und Automatisierung. Und weiter: „Zudem war es wichtig, dass diese schnellere Zerspanungslösung die Eigenschaften des Verbundwerkstoffes nicht beeinträchtigt sowie eine hohe Bearbeitungsqualität erzielt wird, und dies alles auf kosteneffiziente Weise.“
NACH PRÜFUNG der verschiedenen Angebote entschied sich Aircelle im Dezember 2007 für eine maßgeschneiderte Variante der Jabro-Werkzeuge von Seco. Kurze Zeit darauf begann bereits die Produktion. „Seco hat bei der Entwicklung einer passenden Lösung eng mit uns zusammengearbeitet. Mit den an unsere Erfordernisse angepassten Jabro-Werkzeugen zerspanen wir Werkstücke heute dreimal schneller als früher“, so Boulet. „Mit einem einzigen Schnitt, der über eine Länge von bis zu sechzehn Metern eine einheitlich hohe Qualität aufweist, konnten wir unsere Produktion steigern, ohne in weitere Maschinen investieren zu müssen“, fügt er ergänzend hinzu.
Langrene erläutert: „Für mich muss ein Werkzeuglieferant erreichbar sein und schnell reagieren, aber vor allem muss er in der Lage sein, eine Lösung für unsere spezifischen Anforderungen bereit zu stellen. Viele Werkzeughersteller bieten nur ein Standardprogramm für alle Anwendungsbereiche. In der Realität sind diese Lösungen dann meist nur sehr eingeschränkt zu gebrauchen. Wir brauchen Partner mit Forschungskapazitäten, die zusammen mit unseren CAM-Spezialisten eine optimale Lösung für unsere Erfordernisse entwickeln können. Mit Seco haben wir einen solchen Partner, und wir wollen in nächster Zukunft unsere Zusammenarbeit auf weitere Produktionsbereiche von Aircelle auszuweiten.“
ungen für Flugzeugtriebwerkeä
Keine Gratbildungam Werkstück

Edge [1·2011] 13
DIE WELT WIRD EIN STÜCK
GRÜNERDie neuen Produktionsanlagen von Seco in Schweden arbeiten mit den modernsten Energiespartechnologien. Dies ist nur ein Beispiel dafür, dass das Unternehmen es ernst meint, wenn es darum geht, die Umwelteinflüsse zu minimieren.TEXT Per-Ola Knutas FOTO Istockphoto
BEI DER GESAMTEN PRODUKTION und Produktentwicklung verfolgt Seco auch immer das Ziel, die Auswirkungen auf die Umwelt zu reduzieren. Der jüngste Beleg für dieses Engagement ist die neu eröffnete Produktionsanlage in Fagersta, Schweden. Die Gebäude wärmen und kühlen sich praktisch selbstständig.
„Das neue auf Luftfeuchtigkeit basierende System nutzt anstelle von Elektrizität die Abwärme der Kompressoren und Sinteröfen zur Klimatisierung der Innenräume“, so Gunnar Lobell, Umweltschutzkoordinator.
Eine weitere Maßnahme ist eine Kooperation von Seco mit dem kommunalen Fernwärmeunternehmen zur Einspeisung der Abwärme aus der Produktion in das Fernwärmenetz von Fagersta.
„Auf diese Weise tragen wir nicht nur zu einer nachhaltigen Entwicklung bei, sondern leisten auch einen Beitrag zum Nutzen der Einwohner der Region“, fährt Lobell fort.
Seco hat allgemeine Umweltschutzziele formuliert, um die negativen Auswirkungen auf die Umwelt durch Abfall, chemische Erzeugnisse, Energieverbrauch und Transport zu reduzieren. Zu diesem Zweck wurde bereits in 20 Seco Werken in 13 Ländern weltweit ein im Jahr 2006 nach ISO 14001 zertifiziertes Umweltmanagementsystem implementiert.
„Im Rahmen des Zertifizierungsprozesses mussten wir uns umfassend mit den Auswirkungen unserer Arbeit auf die Umwelt befassen“, sagt Lobell. „So schließt die Zertifizierung ausführliche Umweltanalysen, Mitarbeiterschulungen und die Implementierung klarer Prozessabläufe ein. Dadurch konnten wir die Umweltauswirkungen und das Risiko von Umweltbeeinträchtigungen reduzieren.“
Bei der Produktentwicklung ist Seco stets bemüht, seine Produkte immer noch ein bisschen effizienter zu machen.
Prioritäten von Seco für die Zukunft: Recycling der Hälfte aller gelieferten Hartmetallprodukte im Jahr
2014 (gebrauchte Wendeplatten und Vollhartmetallwerkzeuge können zurückverkauft werden). Steigerung der Energieeffizienz (Strom. Wärme, Kraftstoff) um
5 Prozent pro Jahr. Reduzierung der Abfallmenge pro Tonne um 2 Prozent pro Jahr bis
2012, und Erhöhung des Anteils wieder verwertbarer Abfälle von 55 Prozent auf 60 Prozent. Minimierung der Umweltauswirkungen durch Chemikalien. Senkung
der Menge sehr bedenklicher Stoffe um 5 Prozent pro Jahr. Minimierung der Umweltauswirkungen durch Transport. Erfassung
der lieferbedingten CO2-Emissionen und fortlaufende Kontrolle der durch Geschäftsreisen erzeugten Emissionen.
NACHHALTIGKEITSZIELE
N A C H H A LT I G K E I T
„Die Kunden profitieren in Sachen Umweltschutz ganz klar von unserem Ehrgeiz. Denn eine Steigerung der Produktivität bedeutet, dass mehr Werkstücke mit weniger Energie bearbeitet werden können“, führt Lobell aus.
Seco hat 2010 ein eigenes Recycling-Programm initiiert. Kunden in allen Märkten können nun ihre gebrauchten Wendeplatten und Vollhartmetallwerkzeuge zurückverkaufen. Die Langzeitziele sind ambitioniert, beispielsweise will Seco bis 2014 die Hälfte aller ausgelieferten Hartmetallprodukte recyceln.
Edge [1·2011]14
A N W E N D U N G M D T

Edge [1·2011]
ENN SIE DEN GRÜNDER VON MAE Gary McColl fragen, was sein in Neuseeland ansässiges Unternehmen herstellt, wird
er antworten: „Lärmschutzprodukte“. Schalldämpfer für Handfeuerwaffen
haben vielleicht kein besonders gutes Image, aber sie sind wichtige Sicherheits- und Gesundheitsschutzvorrichtungen für Jäger, Mitarbeiter von Einrichtungen zur Tierseuchenbekämpfung sowie Polizei- und Armeeangehörige.
Jeder Schuss aus einer Handfeuerwaffe überschreitet die Lärmgrenzwerte. In dem Moment, wenn der Schlagbolzen auf den Zünder für das Pulver im Waffenlauf trifft, werden Zündgase mit der doppelten bis dreifachen Geschwindigkeit des Geschosses nach vorne gedrückt. Der Gasausstoß ist derart stark, dass das menschliche Trommelfell geschädigt werden kann.
Der Effekt der Schalldämpfer von MAE setzt direkt bei der Schussenergie an, mit bisweilen dramatischem Nutzen. So können laut McColl Soldaten selbst dann noch Umgebungsgeräusche wahrnehmen, wenn sie einen Schuss abgeben – dies erhöht die Sicherheit signifikant in einer lebensgefährlichen Einsatzumgebung.
Schusswaffen können das Gehör des Schützen schädigen, deshalb hat eine Firma in Neuseeland einen Schalldämpfer für den allgemeinen Gebrauch entwickelt.
Neuseelands wild lebende Tiere (Hirsche, Schweine, Ziegen usw.) reagieren verwirrt auf Waffen mit Schalldämpfer, da sie die Schussrichtung nicht ausmachen können. Der Einschlag eines Geschosses hinter einem Tier ist oft das Erste, was das Tier hört. Nicht selten läuft das Tier dann dem Jäger geradewegs entgegen.
MAE-Kunden haben weitere überraschende Resultate gemeldet: Ein Jäger hatte einen Jagdhund, der bei einem Schussgeräusch stets zurück zuckte. Nun legt derselbe Hund sofort die Ohren an, wenn der Jäger schießt und lauert auf seinen Einsatz, wenn er den Einschlag des Geschosses hört.
Als McColl, der bereits seit mehr als zwei Jahrzehnten in der Schusswaffenbranche tätig ist, die Firma (vormals Percy Engineering Services) kaufte, handelt es sich um kaum mehr als eine kleinere Manufaktur. Er plante eine schnellstmögliche Automatisierung der Fertigung mit CNC-Maschinen, um die Produktqualität zu erhöhen und die Stückzahlen zu steigern. Dank eines Hinweises von Trade Tools Limited, einem großen Distributor von Seco Tools in Neuseeland, begann MAE mit dem Einsatz von Seco Produkten bereits vor dem Beginn der Automatisierung. Ian Langley, Regionalmanager Neuseeland bei Seco Tools,
W Wir können einen Bearbeitungsjob programmieren und uns sicher sein, dass die Bearbeitung ohne Probleme abgeschlossen wird.“Gary McColl, Gründer, MAE
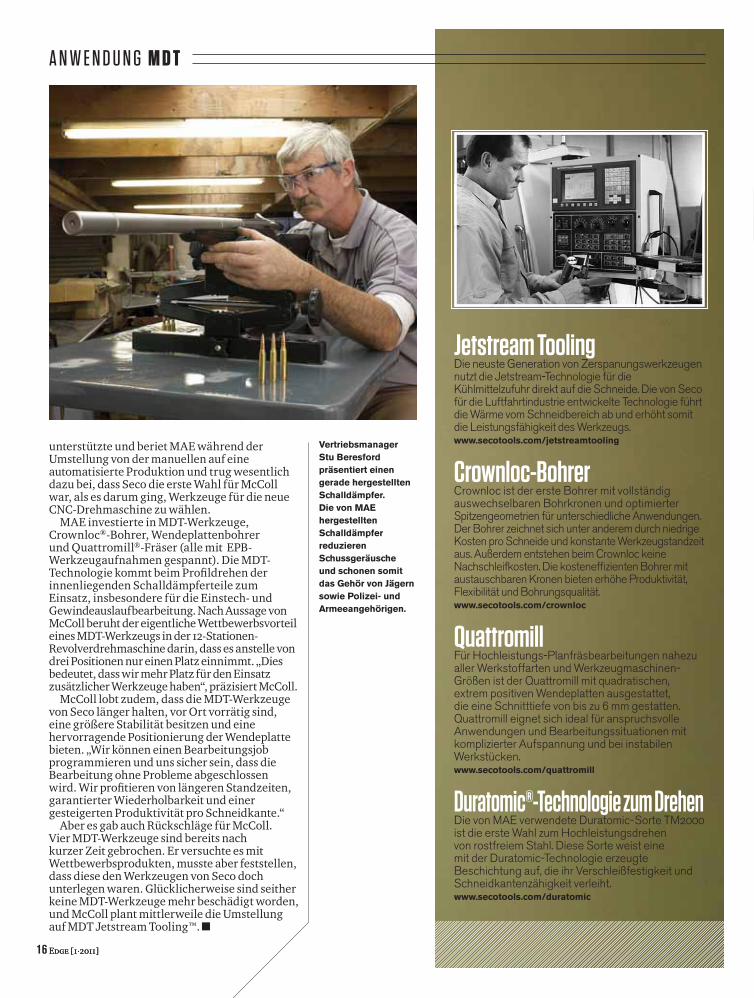
MAE nutzt MDT-Werkzeuge für die Innenbearbeitung der Schalldämpfer.
AUSSER HÖRWEITETEXT Diana Clement FOTOS Derek Cook und Image Source
15
unterstützte und beriet MAE während der Umstellung von der manuellen auf eine automatisierte Produktion und trug wesentlich dazu bei, dass Seco die erste Wahl für McColl war, als es darum ging, Werkzeuge für die neue CNC-Drehmaschine zu wählen.
MAE investierte in MDT-Werkzeuge, Crownloc®-Bohrer, Wendeplattenbohrer und Quattromill®-Fräser (alle mit EPB-Werkzeugaufnahmen gespannt). Die MDT-Technologie kommt beim Profildrehen der innenliegenden Schalldämpferteile zum Einsatz, insbesondere für die Einstech- und Gewindeauslaufbearbeitung. Nach Aussage von McColl beruht der eigentliche Wettbewerbsvorteil eines MDT-Werkzeugs in der 12-Stationen-Revolverdrehmaschine darin, dass es anstelle von drei Positionen nur einen Platz einnimmt. „Dies bedeutet, dass wir mehr Platz für den Einsatz zusätzlicher Werkzeuge haben“, präzisiert McColl.
McColl lobt zudem, dass die MDT-Werkzeuge von Seco länger halten, vor Ort vorrätig sind, eine größere Stabilität besitzen und eine hervorragende Positionierung der Wendeplatte bieten. „Wir können einen Bearbeitungsjob programmieren und uns sicher sein, dass die Bearbeitung ohne Probleme abgeschlossen wird. Wir profitieren von längeren Standzeiten, garantierter Wiederholbarkeit und einer gesteigerten Produktivität pro Schneidkante.“
Aber es gab auch Rückschläge für McColl. Vier MDT-Werkzeuge sind bereits nach kurzer Zeit gebrochen. Er versuchte es mit Wettbewerbsprodukten, musste aber feststellen, dass diese den Werkzeugen von Seco doch unterlegen waren. Glücklicherweise sind seither keine MDT-Werkzeuge mehr beschädigt worden, und McColl plant mittlerweile die Umstellung auf MDT Jetstream Tooling™.
Jetstream Tooling Die neuste Generation von Zerspanungswerkzeugen nutzt die Jetstream-Technologie für die Kühlmittelzufuhr direkt auf die Schneide. Die von Seco für die Luftfahrtindustrie entwickelte Technologie führt die Wärme vom Schneidbereich ab und erhöht somit die Leistungsfähigkeit des Werkzeugs. www.secotools.com/jetstreamtooling
Crownloc-Bohrer Crownloc ist der erste Bohrer mit vollständig auswechselbaren Bohrkronen und optimierter Spitzengeometrien für unterschiedliche Anwendungen. Der Bohrer zeichnet sich unter anderem durch niedrige Kosten pro Schneide und konstante Werkzeugstandzeit aus. Außerdem entstehen beim Crownloc keine Nachschleifkosten. Die kosteneffizienten Bohrer mit austauschbaren Kronen bieten erhöhe Produktivität, Flexibilität und Bohrungsqualität. www.secotools.com/crownloc
Quattromill Für Hochleistungs-Planfräsbearbeitungen nahezu aller Werkstoffarten und Werkzeugmaschinen-Größen ist der Quattromill mit quadratischen, extrem positiven Wendeplatten ausgestattet, die eine Schnitttiefe von bis zu 6 mm gestatten. Quattromill eignet sich ideal für anspruchsvolle Anwendungen und Bearbeitungssituationen mit komplizierter Aufspannung und bei instabilen Werkstücken.www.secotools.com/quattromill
Duratomic®-Technologie zum DrehenDie von MAE verwendete Duratomic-Sorte TM2000 ist die erste Wahl zum Hochleistungsdrehen von rostfreiem Stahl. Diese Sorte weist eine mit der Duratomic-Technologie erzeugte Beschichtung auf, die ihr Verschleißfestigkeit und Schneidkantenzähigkeit verleiht.www.secotools.com/duratomic
Vertriebsmanager Stu Beresford präsentiert einen gerade hergestellten Schalldämpfer. Die von MAE hergestellten Schalldämpfer reduzieren Schussgeräusche und schonen somit das Gehör von Jägern sowie Polizei- und Armeeangehörigen.
A N W E N D U N G M D T
Edge [1·2011]16 Edge [1·2011]

Edge [1·2011]
EINE SCHNEIDKANTE muss vieles ertragen. Mit den aktuellen Werkstoffen und Zerspanungsbedingungen haben die Herausforderungen noch weiter zugenommen – in Form von mechanischen Belastungen! Oxidation! Thermodynamische Beanspruchungen! Moderne Schneidstoffe, wie z. B. Duratomic-beschichtete Hartmetallsorten, kommen bei korrekter Werkzeuggeometrie mit diesen Herausforderungen zurecht, aber auch sie sind nicht vollständig vor Verschleiß gefeit.
Früher konnte man Verschleiß an Werkzeugen leicht erkennen, da es sich meist um Freiflächenverschleiß und Kolkverschleiß handelte. Der Verschleißprozess ließ sich leicht nachverfolgen (anhand der S-Werkzeugverschleißkurve). Der Maschinenbediener konnte dann rechtzeitig den Bearbeitungsvorgang unterbrechen und die Schneidkante wechseln.
Heutzutage lässt sich Verschleiß nicht mehr so einfach ermitteln. Die Schneidkante sieht über einen langen Zeitraum wie neu aus, um dann plötzlich zu brechen.
Eine gebrochene Schneidkante kann zu einem folgenschweren Produktionsstopp führen. Wir alle kennen den „Katastrophentourismus“ im Produktionsbereich, jeder kommt an und teilt seine Meinung mit – und währenddessen stehen die Werkzeugmaschinen und mit ihnen die Produktion still.
Was die Schneide
mitteilt
Vier Anzeichen eines bevorstehenden Schneidkantenbruchs:
Patrick de Vos, leitender technischer Ausbilder bei der Seco Tools Gruppe, erklärt, woran man an
der Schneidkante erkennt, dass es Zeit für einen Wechsel ist.
Um den Bearbeitungsprozess zur Fertigung qualitativ hochwertiger Werkstücke steuern zu können, ist es wichtig zu wissen, wie sich Verschleiß äußert und wie es überhaupt dazu kommt. Dieses Verständnis wird Ihnen dabei helfen, die Ausgangsbedingungen – gewählte Werkzeuge, Zerspanungsstrategien, Zerspanungsbedingungen – so zu optimieren, dass Sie das betriebliche Ergebnis in die von Ihnen gewünschte Richtung – höhere Produktivität, geringere Kosten, mehr Sicherheit – beeinflussen können.
Selbstverständlich kommt es immer darauf an, die Bearbeitung stets genau eine Sekunde vor dem Bruch der Schneidkante anzuhalten. Und es gibt immer Anzeichen für einen bevorstehenden Bruch: Können Sie beispielsweise die „graue Zone“ an der Schneidkante erkennen? Ist Ihnen die leichte Ausbröckelung aufgefallen?
Haben Sie die geringfügig veränderte Form und Farbe der Späne bemerkt?
Wenn Sie darauf und auf weitere Dinge achten, verrät Ihnen die Schneidkante zweifelsfrei, wann es Zeit für einen Wechsel ist. Nutzen Sie auch ruhig Hilfsmittel wie eine Lupe mit geringer Vergrößerung, um Verschleißspuren zu erkennen. (Und nicht vergessen, Metallzerspanung ist eine Hightech-Tätigkeit, die wissenschaftliche Beobachtungen erforderlich macht; ein „Bauchgefühl“ ist hier fehl am Platz.) Duratomic-Sorten können die Werkzeugstandzeit glatt verdoppeln, aber für ihren Einsatz sind echte Zerspanungsprofis erforderlich. Und versuchen Sie nicht, bis zu den letzten 10 Sekunden der Standzeit zu warten, das ist falsch verstandene Wirtschaftlichkeit! Dies führt nur unnötig zu beschädigten Schneidkanten und Prozessunsicherheiten.
Für das technische Ausbildungsprogramm von Seco haben wir ein Kursmodul entwickelt, in dem Verschleißerscheinungen typischen Werkstoffeigenschaften gegenübergestellt werden, sodass Sie genau wissen, auf welche Anzeichen von Verschleiß Sie bei bestimmten Werkstoffen zu achten haben. Ich empfehle Ihnen, sich an den für Sie zuständigen Seco Vertreter in Ihrer Nähe zu wenden und sich über unser Ausbildungsprogramm zu informieren.
Seco vermittelt Ihnen das Know-how zum richtigen Umgang mit Werkzeugverschleiß. Sie werden mit größerer Produktivität und Wirtschaftlichkeit belohnt. Viel Glück!
Patrick de Vos, [email protected]
SchnittleistungGratbildungSpanformSpanfarbe
17
E I N B L I C K E Z E R S P A N B A R K E I T
P O R T R A I T T R A C I E C L A R K E
Edge [1·2011]18
TEXT Linas Alsenas FOTO Eric P. Mull
RACIE CLARKE, Managerin für strategische Programme bei Seco, weiß aus eigener Erfahrung, was es heißt, die einzige Frau vor Ort zu sein.
Geboren in Worcestershire County in England, begann Clarke 1988 eine vierjährige technische Ausbildung bei Rolls-Royce Allen Gears Ltd, vormals NEI Allen Gears Ltd, einem Hersteller von Antriebsaggregaten für die Schifffahrt.
„Es gab 200 bis 250 Männer und mich“, beschreibt Clarke die Situation. „Ich musste sogar andersfarbige Overalls tragen, damit sie mich besser im Blick hatten. Ich war mächtig wütend darüber – während die anderen grüne Overalls trugen, musste ich in Blau herumlaufen. Ich war eben ein „Alien“.
Doch Clarke hielt durch und arbeitete genauso hart wie die Männer um sie herum – manchmal sogar härter. „Und ehrlich gesagt, waren die härteren Arbeiten noch schwerer für mich“, so Clarke. „Ich musste für die schwereren Werkstücke einen Kran verwenden, und manchmal reichte ich an Teile nicht heran, weswegen ich eine kleine Trittleiter hatte. Es gab viele Vorbehalte gegen mich.“
Was veranlasste sie angesichts der enormen Schwierigkeiten diese Arbeit zu machen?
„Ich wollte einfach mein Bestes geben“, erklärt Clarke. „Ich brauchte das Gefühl, etwas produktives geleistet zu haben, wissen Sie. Und ich habe mich tatsächlich durchgebissen. Wir
Tracie Clarkes Aufstieg bei Seco ist atemberaubend – von der Produktionsarbeiterin in England zur Managerin im Nordamerika-Hauptsitz in Detroit.
reden hier nicht einfach von einem Stück Metall, wir reden über ein wichtiges Werkstück mit engen Toleranzen.“
Clarks Arbeitsleistung und Persönlichkeit brachten ihr am Ende aber den Respekt der anderen Kollegen ein. 1996 war es dann Zeit für eine Veränderung, und sie nahm eine Stelle als Maschinenbedienerin bei Seco Tools in Alcester an. „Zu jener Zeit war bei Seco vieles im Wandel“, sagt sie. „Neue Fünfachs-Fräsmaschinen mit neuer Programmierung wurden eingeführt, alte Maschinen wurden durch neue ersetzt. Ich habe den Job vier Jahre gemacht, und ich habe ihn gerne gemacht.“
Aber von Anfang an wollte Clarke höher hinaus. Ihr Vorgesetzter Mike Parker wusste, dass sie sich im Abendstudium mit Konstruktion und Planung befasste. „Ich erinnerte ihn immer wieder daran, dass ich mich für die Konstruktionsabteilung eignen würde, und im Jahr 2000 war es dann soweit, und er bot mir eine entsprechende Stelle an“, erklärt sie. „Selbstverständlich griff ich zu. Keine schmutzigen Overalls mehr, stattdessen Hosen und Bürokleidung. Aber nach neun Monaten hatte ich genug. Es gefiel mir gar nicht, den ganzen Tag vor dem Computer zu sitzen, das war nichts für mich.“
Stattdessen erhielt Clarke die Gelegenheit, einem Vertriebsmitarbeiter für zwei Wochen über die Schultern zu schauen. Und bald bemerkte sie: „Kunden riefen uns an, weil sie technische Probleme hatten. Die Vertriebsleute
Auf dem
T „ Ich wollte
immer jemand sein, der mit dem Werkzeug-kasten unter dem Arm herum-läuft und Dinge in Ordnung bringt.“
ERFOLGSWEG

Edge [1·2011] 19
Name: Tracie ClarkeAlter: 38Hintergrund: Nach Abschluss ihrer Ausbildung arbeitete Tracie Clarke vier Jahre in Vollzeit als CNC-Bedienerin bei dem Motorenproduzenten Rolls-Royce (der Northern Engineering Industries übernommen hatte), bevor sie nach Alcester, England, zu Seco Tools kam und dort als Bedienerin und zweite Programmiererin für CNC-Fräsmaschinen tätig wurde. Vier Jahre später wechselte sie in den Bereich Konstruktion, um kurze Zeit später erneut zu wechseln, diesmal in den Vertrieb. Clarke wurde 2004 zur regionalen Vertriebsmanagerin befördert. Diese Position bekleidet sie nunmehr seit sechs Jahren. Als regionale Vertriebsmanagerin war Tracie Clarke an der Formulierung der Grundlagen für ein Value Based Selling (VBS) bei Seco beteiligt. Und sie wurde für den Schulungskurs des Unternehmens zur Talententwicklung ausgewählt. Clarke zog 2010 in die USA nach Detroit, um dort ihre aktuelle Stelle als Managerin für strategische Programme anzutreten.Interessen außerhalb des Berufs: Clarke ist eine versierte Taucherin mit einer Ausbildung zur Rettungstaucherin von der Professional Association of Diving Instructors (PADI).
NERVEN AUS STAHL

P O R T R A I T T R A C I E C L A R K E
Edge [1·2011]20
brachten das technische Verständnis mit, um den Problemen auf den Grund zu gehen. Mit einem Lösungsvorschlag in der Hand wandten sie sich dann an die Kunden. Ich dachte mir, das ist es. Das ist genau das, was ich machen möchte.“
CLARKE ÜBERNAHM FÜNFZIG KLEINERE Kunden, und innerhalb eines Jahres wurde ihr die gesamte Region übertragen. „Ich war gut in dem Job“, bemerkt sie. „Ich zog meine Overalls wieder an, und besuchte die Produktionsstätten der Kunden. Ich wollte immer jemand sein, der mit dem Werkzeugkasten unter dem Arm herumläuft und Dinge in Ordnung bringt.“
Erneut war Clarke die einzige Frau weit und breit – was die technische Seite anbelangt –, und sie musste sich den Respekt der Kunden erwerben. „Zuerst haben es mir einige der Kunden sehr schwer gemacht. „Einmal öffnete mir ein Mann die Tür, schaute mich an und meinte, ‚Entschuldigung, aber ich bat Seco um einen technischen Fachmann und nicht um eine Frau‘. Solche Situationen passierten fünf- oder sechsmal, aber dann stellten diese Kunden fest, dass ich meine Arbeit beherrschte und ihnen helfen konnte. Nachdem sie gemerkt hatten, dass sie sich auf mich verlassen konnten, spielte es keine Rolle mehr, dass ich eine Frau war.“
Trotz der Schwierigkeiten machte Clarke ihre Arbeit sehr gut. Mit ihrer Wahl zum Business Manager des Jahres 2002 und 2003 wurde ihre Entwicklung und großartige Leistung gewürdigt. Clarke machte dem neuen Ansatz von Seco zu einer engen partnerschaftlichen Zusammenarbeit mit Kunden alle Ehre.
IM JAHR 2004 WURDE CLARKE dann bereits eine Position als Regionalmanager angeboten, aber sie hatte Zweifel. „Ich bin gerade einmal 32 Jahre alt“, entgegnete sie. „Ich habe nun vier Jahre im Vertrieb gearbeitet, und Sie denken, dass ich zum Regionalmanager geeignet bin? Ich wäre nicht nur die jüngste Managerin, ich wäre auch die einzige Frau“, wandte sie ein.
Aber letztendlich nahm sie das Angebot an und arbeitete sechs Jahre lang – bis 2009 – in dieser Position. „Wir hatten einige außergewöhnliche Jahre. Wir hatten ein starkes Team und einen guten Kundenstamm.“
Heute als Managerin für strategische Programme in Detroit ist Clarke verantwortlich für alle internationalen und nationalen Kunden von Seco in der NAFTA-Region einschließlich GE, Volvo, Siemens, Stryker und Rolls-Royce. Sie ist zudem zuständig für Seco Business Solutions, die Pricing Intelligence-Gruppe und die Entwicklung eines umfassenden
Partnerschaftspakets für NAFTA-Kunden. Außerdem überwacht Clarke den Wissenstransfer von Großbritannien in die USA für das neue Rolls-Royce Crosspointe-Produktionswerk in Virginia.
Lou Novacco, Vertriebsleiter, hebt lobend hervor: „Tracie scheut keine Anstrengungen, den Kunden ein Höchstmaß an Aufmerksamkeit und Unterstützung zukommen zu lassen, und die Kunden honorieren dies. Sie kann sich bei technischen Diskussionen mit Kunden behaupten, was ihr Respekt einbringt.“
„Ja, ich habe hart gearbeitet“, bestätigt Clarke, „und klar ist es nicht immer leicht gewesen. Aber ich hatte auch eine Menge Glück. Heute denke ich: ‚Unglaublich, wo ich heute bin und was ich erreicht habe‘. Und die Zeit vergeht wie im Flug.“
Tracie Clarkes Tipps für Frauen in der Branche: Es ist einerlei, ob du ein Mann oder
eine Frau bist. Worauf es ankommt ist, dass du dein Produkt kennst und deine Erfahrungen nutzt. Setze deinen gesunden
Menschenverstand beim Umgang mit Kunden ein, die eine Lösung benötigen.
Gib niemals vor, etwas zu wissen, was du nicht weißt. Vertrauen ist von zentraler Bedeutung für eine starke Geschäftspartnerschaft. Menschen kaufen von
Menschen – lerne, die Erfordernisse deiner Kunden verstehen, und präsentiere dem Kunden überzeugende Lösungen.
„ Ich wollte einfach mein Bestes geben.“
GERADE EINMAL DREI TAGE VOR seinem Sommerurlaub wollte Bengt Strand, Produktentwickler im Seco Werk in Fagersta, Schweden, den Prototyp einer neuen Wendeplatte zum Fräsen fertigstellen. Leider hatte der für die Überprüfung und Anpassung von Geometrien zuständige Kollege gerade seinen Jahresurlaub angetreten. Daher entschloss sich Strand, die neue Wendeplattenform an einer regulären Fräsmaschine zu überprüfen. Dazu musste er eine zehnmal größere Variante des Prototyps
fertigen. Für die Bearbeitung der neuen Wendeplatte stand ein Vollhartmetallfräser zur Verfügung.
„Es dauerte fast fünf Stunden, bis ich den Wendeplatten-Prototyp gefräst hatte“, sagt er dazu. „Ich hatte also viel Zeit, mir zu überlegen, wie ein Schaftfräser mit einem austauschbaren Kopf anstelle eines Vollhartmetallfräsers aussehen könnte, denn ein Vollhartmetallfräser muss bei einem Schneidenwechsel immer komplett ausgebaut werden.“
Als Minimaster auf den Markt kam, gab es keine vergleichbare Lösung für Fräsbearbeitungen.
Die Erfolgsgeschichte dieses Fräsers, der eine ganze
Produktkategorie begründen sollte, begann im Jahr 1983 unmittelbar vor Beginn der
Ferienzeit…
ERFOLGSGE-SCHICHTE
DIE TEXT Åke R Malm FOTO Jonas Gauffin
Bengt Strand hatte die Idee für
den Minimaster im Jahr 1983.
P R O D U K T E M I N I M A S T E R ® P L U S
Edge [1·2011] 21
DES MINIMASTER
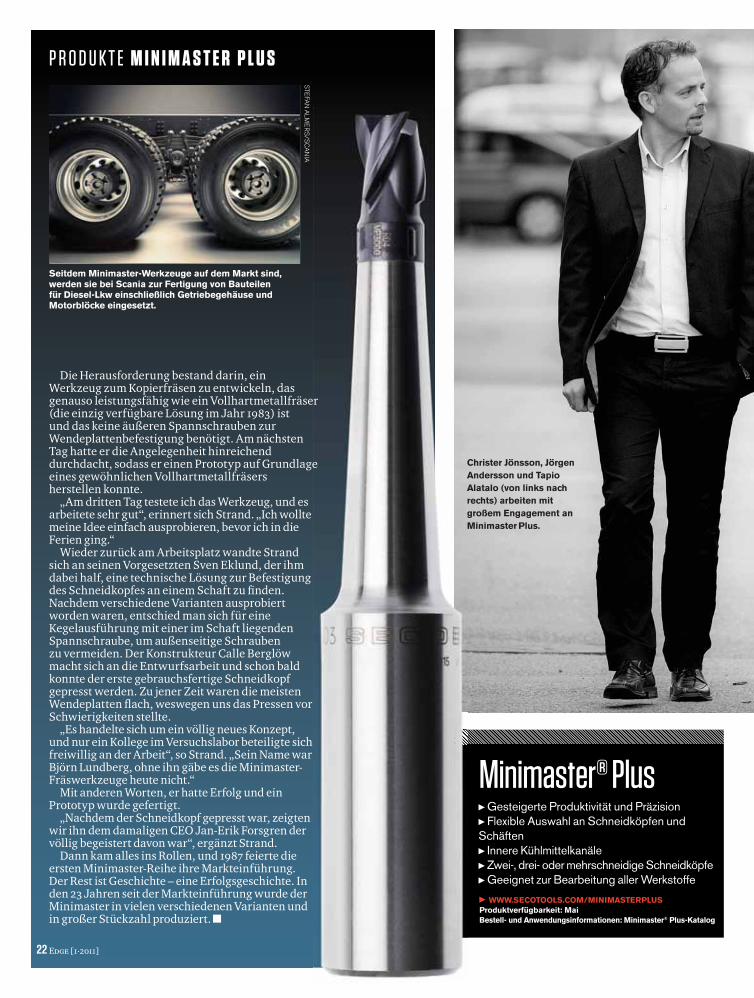
Christer Jönsson, Jörgen Andersson und Tapio Alatalo (von links nach rechts) arbeiten mit großem Engagement an Minimaster Plus.
Die Herausforderung bestand darin, ein Werkzeug zum Kopierfräsen zu entwickeln, das genauso leistungsfähig wie ein Vollhartmetallfräser (die einzig verfügbare Lösung im Jahr 1983) ist und das keine äußeren Spannschrauben zur Wendeplattenbefestigung benötigt. Am nächsten Tag hatte er die Angelegenheit hinreichend durchdacht, sodass er einen Prototyp auf Grundlage eines gewöhnlichen Vollhartmetallfräsers herstellen konnte.
„Am dritten Tag testete ich das Werkzeug, und es arbeitete sehr gut“, erinnert sich Strand. „Ich wollte meine Idee einfach ausprobieren, bevor ich in die Ferien ging.“
Wieder zurück am Arbeitsplatz wandte Strand sich an seinen Vorgesetzten Sven Eklund, der ihm dabei half, eine technische Lösung zur Befestigung des Schneidkopfes an einem Schaft zu finden. Nachdem verschiedene Varianten ausprobiert worden waren, entschied man sich für eine Kegelausführung mit einer im Schaft liegenden Spannschraube, um außenseitige Schrauben zu vermeiden. Der Konstrukteur Calle Berglöw macht sich an die Entwurfsarbeit und schon bald konnte der erste gebrauchsfertige Schneidkopf gepresst werden. Zu jener Zeit waren die meisten Wendeplatten flach, weswegen uns das Pressen vor Schwierigkeiten stellte.
„Es handelte sich um ein völlig neues Konzept, und nur ein Kollege im Versuchslabor beteiligte sich freiwillig an der Arbeit“, so Strand. „Sein Name war Björn Lundberg, ohne ihn gäbe es die Minimaster-Fräswerkzeuge heute nicht.“
Mit anderen Worten, er hatte Erfolg und ein Prototyp wurde gefertigt.
„Nachdem der Schneidkopf gepresst war, zeigten wir ihn dem damaligen CEO Jan-Erik Forsgren der völlig begeistert davon war“, ergänzt Strand.
Dann kam alles ins Rollen, und 1987 feierte die ersten Minimaster-Reihe ihre Markteinführung. Der Rest ist Geschichte – eine Erfolgsgeschichte. In den 23 Jahren seit der Markteinführung wurde der Minimaster in vielen verschiedenen Varianten und in großer Stückzahl produziert.
Seitdem Minimaster-Werkzeuge auf dem Markt sind, werden sie bei Scania zur Fertigung von Bauteilen für Diesel-Lkw einschließlich Getriebegehäuse und Motorblöcke eingesetzt.
STEFA
N A
LME
RS
/SC
AN
IA
22 Edge [1·2011]
P R O D U K T E M I N I M A S T E R P L U S
Minimaster® Plus Gesteigerte Produktivität und Präzision Flexible Auswahl an Schneidköpfen und
Schäften Innere Kühlmittelkanäle Zwei-, drei- oder mehrschneidige Schneidköpfe Geeignet zur Bearbeitung aller Werkstoffe
WWW.SECOTOOLS.COM/MINIMASTERPLUSProduktverfügbarkeit: MaiBestell- und Anwendungsinformationen: Minimaster® Plus-Katalog

Mit dem Minimaster Plus macht Seco einen weiteren technologischen Riesenschritt in Sachen Kopierfräsen. Eine neue Schneidkopfausführung sorgt für höhere Produktivität und engere Toleranzen bei der gleichen Flexibilität wie beim bekannten Vorgänger.TEXT Åke R Malm
DIE NÄCHSTE GENERATION
Vollhartmetallfräser in Sachen Preis und Präzision in nichts nachsteht“, erklärt Jönsson, der nunmehr Corporate Product Manager für Fräsprodukte ist. Um eine maximale Präzision zu erreichen, darf beispielsweise beim Ersetzen eines gebrauchten Schneidkopfes durch einen neuen weder die axiale noch die radiale Position verändert werden. Der Austausch des Schneidkopfes sollte zudem möglich sein, ohne dass der Schaft ausgebaut und später die gesamte Werkzeugspannung neu eingemessen werden muss.
Jönsson und seine Spezialisten begannen zunächst, alle technischen Lösungen aufzulisten, die diese Probleme lösen könnten. Die Liste umfasste siebzehn Ideen. Dann wurde die Liste auf zehn und später auf drei Möglichkeiten zusammengestrichen. Schließlich blieb eine Lösung übrig: ein austauschbarer Hartmetallschneidkopf mit Innengewinde und Außenkegel. Der Schaft erhielt einen Innenkegel, einen mittigen Gewindestift und ein neues Leistungsmerkmal: einen axialen Anschlag. Dadurch bleibt der Schneidkopf bei einem Wechsel in seiner axialen Position und innerhalb der erforderlichen Toleranzen.
Zur Produktentwicklung in der Praxis und Anpassung an die Serienproduktion landete die Spezifikation auf dem Schreibtisch von Jörgen Andersson, dem zuständigen Projektmanager. Er und sein Projektteam entwickelten auf Grundlage von Minimaster-Geometrien einige Prototypen, um zu überprüfen, ob das System den Anforderungen entsprach. Wie sich herausstellte, war dies keine leichte Aufgabe.
„Wir mussten bei unseren Produktionsprozessen mehr oder weniger bei Null anfangen“, so Andersson. „Die vorhandenen Prozesse entsprachen einfach nicht den Standards, die für dieses Produkt erforderlich waren.“
Diese Umstellung schloss alles ein – von der Pulvermischung über das Pressen der Schneidköpfe bis hin zu den Schleifmaschinen zum Schleifen der Schneiden. Schließlich war Minimaster Plus aber bereit für die Praxiserprobung. Diese erfolgte Ende 2010 in Kooperation mit ausgewählten Kunden. Die Markteinführung ist für Mai geplant.
„Minimaster Plus wird in drei Schritten eingeführt“, sagt Tapio Alatalo, der für Kopierfräsprodukte zuständige Product Manager. „Zuerst präsentieren wir ein Kernprogramm, gefolgt von einer umfangreichen Auswahl an Schneidköpfen und Schäften in zwei Schritten.“
Die Nutzung zusätzlicher Präzisions- und Produktivitätsvorteile für die Anwender von Minimaster® Plus ist durch den Einsatz neuartiger Schaft- und Wechselkopfsysteme gegeben.
DIE HERAUSFORDERUNG, die der für Vorstudien verantwortliche Manager Christer Jönsson und sein Team zu meistern hatte, war nicht gerade klein: die Entwicklung der nächsten Generation der erfolgreichen Minimaster®-Produktreihe von Seco. Seit der Einführung im Jahr 1987 hat sich Minimaster® zu einem der führenden Schaftfräsersysteme mit auswechselbarem Hartmetallschneidkopf entwickelt. Im Grunde hat Minimaster® eine ganz neue Produktkategorie begründet. Bei Seco spürte man jedoch, dass die steigenden kommerziellen und technischen Anforderungen der Kunden letztendlich eine revolutionäre Veränderung der Kopierfrästechnik erforderlich machten.
„Wir standen vor der Aufgabe, ein Konzept für ein Werkzeug zu entwickeln, das einem
Wir mussten bei unseren Produktionsprozessen mehr oder weniger bei Null anfangen.“
Edge [1·2011] 23

Alle gewinnenMichael Richardson, Geschäftsführer von Advanced Cutting Tools Ltd, nutzt das PCA-Programm von Seco dazu, das Betriebsergebnis seiner Kunden zu erhöhen.
FOTO Mishka Henner
MICHAEL RICHARDSON
Alter: 39Tätigkeit:
Geschäftsführer, Advanced Cutting Tools
LimitedOrt:
Gateshead, Großbritannien
Familie: VerheiratetInteressen:
Touren mit dem Mountainbike in
Schottland und Kielder, England
Produktivitäts- und Kostenanalyse (PCA)Das PCA-System von Seco berücksichtigt viele Fertigungsaspekte bei Kunden – dabei wird der Fokus nicht nur auf die Bearbeitungskosten, sondern auch auf die Produktionsgesamtkosten gerichtet. Seco Techniker können dabei sowohl den Bearbeitungsprozess einer einzelnen Maschine als auch den gesamten Weg eines Werkstückes in der Produktion begutachten.
Die PCA-Software wertet die Ergebnisse aus und erzeugt einen umfassenden Bericht mit Prozessinformationen, wie z. B. Bearbeitungs- und Schnittdaten. Die Software ermittelt zudem die Stückkosten, die Produktionsmenge pro Stunde, den Werkzeugbedarf und die Investitionskosten. www.secotools.com/PCA
WIR SIND SEIT GUT fünf Jahren im Geschäft, und etwa viereinhalb Jahre davon bieten wir Seco Produkte an. Seit ein paar Jahren
nutzen wir nun schon die Produktivitäts- und Kostenanalyse (PCA) von Seco, um unseren Kunden die Vorteile von Advanced Cutting Tools und dem Know-how von Seco bei Werkzeugmaschinen zu verdeutlichen.
Und so gehen wir vor: Wir ermitteln Produktionsbereiche – oder der Kunde informiert uns über solche –, in denen sich eventuell die Produktivität steigern und die Kosten reduzieren lassen. Beispielsweise sind dies Bereiche, in denen Werkzeuge sehr häufig ersetzt werden müssen oder wo die Produktion nicht schnell genug ist. Ein Seco-Techniker vor Ort sucht dann den Kunden auf, um die Abläufe und Arbeiten zu optimieren. Dieser Spezialist überwacht den Prozess und macht Vorschläge zur Optimierung der Produktionskosten. Häufig handelt es sich dabei um neu auf dem Markt verfügbare Bearbeitungslösungen. Dann wird ein Test zusammengestellt, um die empfohlene Bearbeitung zu demonstrieren. Wir protokollieren die entsprechenden Daten – wie Drehzahl, Vorschub, Kosten, Preise usw. – und legen sie dem Kunden vor.
Es kommt äußerst selten vor, vielleicht einmal in hundert Fällen, dass wir keine Verbesserungsmöglichkeiten finden. Mit PCA hat der Kunde nichts zu verlieren, die Einsparungen können hingegen bis zu 50 Prozent ausmachen! Und der gesamte Prozess dauert nicht länger als ein bis zwei Wochen, je nachdem, wie der Produktionsplan des Kunden aussieht.
A U S D E M A R B E I T S L E B E N
Edge [1·2011]24 Edge [1·2011]

MIT DER EINFÜHRUNG der neuen Jabro-Hochleistungswerkzeuge JHP770 und JHP780 ist die Zerspanung von Titan und wärmebeständigen Superlegierungen schneller und kostengünstiger durchzuführen.
Beide Werkzeuge überzeugen durch ein hohes Zeitspanvolumen und einen sicheren, stabilen Betrieb. Zusätzlich verfügt der Fräser JHP770 über eine innere, zentrale Kühlmittelbohrung und eine ungleiche Schneidenteilung, die Vibrationen während der Bearbeitung verhindert. Bei dem JHP780 sorgt ein verstärkter Werkzeugkern für zusätzliche Stabilität.
Beide Produktreihen werden in unterschiedlichen Geometrien und Hartmetallsorten für eine Vielzahl von Spezialanwendungen, insbesondere in der Luft- und Raumfahrt, angeboten.www.secotools.com/jabro_hpm
PERFEKT FÜR TITAN
Kleines WunderKRAFTVOLL BEI LEGIERUNGENZUM HOCHLEISTUNGS-PROFILFRÄSEN von Superlegierungen, wie sie in der Luft- und Raumfahrt, in der Energiewirtschaft und in der Medizintechnik zum Einsatz kommen, sind Spezialwerkzeuge unerlässlich. An dieser Stelle kommen RP-Spanbrecher ins Spiel – die neuste Ergänzung der Seco MDT-Familie. Wendeplatten mit RP-Spanbrecher besitzen umfangsgeschliffene Schneiden, die eine hohe Oberflächengüte und eine größere Standzeit sicherstellen, da sie durch ihre Schneidkantenausführung für eine saubere Spanabfuhr sorgt. Aufgrund der speziellen Schneidkanten- und Nutausführung eignet sich das Werkzeug perfekt zum Zerspanen von NE-Werkstoffen und Aluminiumlegierungen. RP-Spanbrecher sind in den gängigsten Plattenbreiten von 3 bis 10 mm erhältlich. Die Leistungsfähigkeit des Werkzeugs lässt sich durch eine Jetstream Tooling-Hochdruckkühlung noch weiter steigern.
www.secotools.com/ rp_chipbreakers
WWW.SECOTOOLS.COM Produktverfügbarkeit: SOFORT Bestell- und Anwendungsinformationen: MN Update 2011
MDT 2 MM ERWEITERT die Möglichkeiten der Seco MDT-Produktreihe zum Ein- und Abstechen. Diese neue, kleinere Stechbreite (das aktuelle Programm reicht von 3 bis 10 mm Stechbreite) bietet den Kunden mehr Flexibilität bei verschiedenen allgemeinen Dreh-, Einstech-, Profilfräs- und
Abstechbearbeitungen. Der Clou des MDT-Systems ist
die Kombination von Verzahnung und prismatischer Anlagefläche. Denn die Stechplatte wird von der V-Anlage oben und der Verzahnung am Plattenboden in den ebenso verzahnten Plattensitz geklemmt.www.secotools.com/mdt
TEXT Graeme Forster
I N K Ü R Z E
Edge [1·2011] 25

KOMMENDES FRÜHJAHR ERWARTET SECO KUNDEN eine Werkzeugsoftware der besonderen Art: Customer Interface (CI). Dank der neuen Software-Suite von Seco können Benutzer von Seco Produkten auf ganz aktuelle und somit absolut zuverlässige Produktinformationen zugreifen.
Mit den neuen Benutzerfunktionen unter www.secotools.com bündelt das CI-Anwendungspaket alle Services in einer Softwareumgebung. Zur Funktionalität gehört eine neue Hilfe zur Produktsuche, eine neue Lösung zur exakten Berechnung von Schnittdaten und ein neuer Assistent für Seco Gewindeschneidprodukte.
Diese Verbesserungen sind Bestandteil der fortlaufenden Bemühungen von Seco, den Kunden ein genauso umfassendes Servicepaket wie Produktsortiment anzubieten. (Informieren Sie sich regelmäßig über Serviceaktualisierungen auf der Website von Seco Tools.)
Eine Software-Revolution
MIT DER MF2-WENDEPLATTE für die Mittenlochklemmung erweitert Seco sein Programm positiver Wendeplatten zum Schlichten und Vorschlichten. Die neue Wendeplattenausführung ist hervorragend geeignet zum Einsatz mit dem Jetstream Tooling-Hochdruckkühlsystem und gewährleistet damit hervorragenden Spantransport und Wärmeableitung. Die MF2-Wendeplatten verfügen über eine gerade Schneidkante; zusammen mit dem positiven Spanwinkel wird damit das Zerspanen von Stahl und Rostfrei optimiert.
Die neue MF2-Ausführung ist in den Sorten TP1500, TP2500,
TP3500, CP500 und TM4000 sowie mit zwei neuen Cermet-Sorten von Seco erhältlich: TP1020 und TP1030.
Bei TP1020 handelt es sich um eine unbeschichtete Cermet-Wendeplatte für anspruchsvolle Oberflächenschlichtanwendungen mit typischen Schnittdaten für Stahl und Rostfrei. Die TP1030-Variante ist eine Cermet-Wendeplatte mit einer neuartigen TiSiN-TiAlN-Nanolaminat-PVD-Beschichtung, die ein Maximum an Verschleißfestigkeit bei hohen Geschwindigkeiten und Vorschüben in einer Vielzahl von Anwendungsbereichen bietet.
LEICHTES SPIEL MIT STAHL
I N K Ü R Z E
EIN WERKZEUG FÜR JEDEN COMPOSITE-WERKSTOFFDIE JABRO JC800-SERIE UND DIE Seco Feedmax™-Bohrer mit DURA-Beschichtung sind neue Zerspanungswerkzeuge für eine effizientere Bearbeitung von Werkstücken aus Composite-Werkstoffen. Um den vielfältigen Anforderungen von Composite-Werkstoffen gerecht zu werden, umfasst das Programm eine ganze Bandbreite an Spezialwerkzeugen. Diese Werkzeuge vermeiden Faserausbrüche und Delamination und sorgen für eine verbesserte Oberflächenqualität bei Werkstoffen wie CFK und CFK-Verbundwerkstoffen (Ti und Al), GFK und GFK mit Al und Ti sowie einer Reihe von Honeycomb-Werkstoffen.
Alle Fräser und Bohrer besitzen eine CVD-Diamant-Beschichtung mit der Bezeichnung DURA. Aufgrund dieser äußerst verschleißfesten Beschichtung eignen sich die Werkzeuge ideal für die anspruchsvollen Bearbeitungen von Composite-Werkstoffen.www.secotools.com/jc800
Edge [1·2011]26

DIE JABRO-SOLID2-Produktfamilie für die allgemeine Zerspanung begrüßt ein neues Mitglied: Jabro-Solid2 Mehrschneider Das mehrschneidige Werkzeug wurde speziell zur Feinschlichtbearbeitung von Oberflächen entwickelt und steht nur in einer einzigen Geometrie zur Verfügung. Die Werkzeuge werden im Durchmesserbereich von 4 bis 25 mm angeboten.
Die Programmreihe Jabro-Solid2, Vollhartmetallfräser der
nächsten Generation, ist ein neues Mitglied der Seco Jabro Familie. Seco hat mit der kürzlichen Einführung von Jabro-Solid2 auf den wachsenden Bedarf an Universalwerkzeugen zur Bearbeitung vielfältiger Werkstoffe reagiert und eine Werkzeugreihe mit einem attraktiven Preis-Leistungs-Verhältnis präsentiert. Seither konnten die Werkzeuge ihre Leistungsfähigkeit weltweit im praktischen Einsatz bei den Kunden unter Beweis stellen.
FAMILIENZUWACHS
JEDER MASCHINENBEDIENER hätte Verwendung für einen Assistenten, oder? Nun, dank Seco steht Ihnen ein Assistent auf Knopfdruck bereit. Das iPhone-App „Seco Tools Assistant“ ist ein einfaches Programm zur Durchführung von Basisberechnungen, die immer mal wieder im Arbeitsalltag an der Maschine erforderlich werden. Sie benötigen das Zeitspanvolumen für eine Bohranwendung? Einfach: Geben Sie einfach die Schnittgeschwindigkeit, den Vorschub und die Schnitttiefe ein – und voilà, das Ergebnis. Es sind noch viel mehr Berechnungen möglich, und weitere kommen ständig hinzu. Dieses Programm hat einen großen Vorteil gegenüber anderen Assistenten: Es ist komplett kostenlos.
Persönlicher Assistent
Alles fest im GriffJE BESSER DIE EINSPANNUNG des Werkzeugs, desto höher die Drehzahl und Qualität – insbesondere bei langen Bearbeitungszeiten. Das neue, sofort einsatzbereite Schrumpfgerät Easyshrink® 15 sorgt für ein schnelles und wirtschaftliches Ein- und Ausschrumpfen bei allen Schaftmaterialien. Das System bietet Bedienern eine Spannsicherheit, wie sie bisher nur mit dem hochentwickelten System Easyshrink 20 erreicht wurde.
Easyshrink 15 verfügt über eine effektive Induktionserwärmung, die ein schnelles Einschrumpfen ermöglicht. Durch eine schnelle Abkühlung der Aufnahme wird das Werkzeug fest im Sitz gehalten. Diese einfache und effektive Spannmethode sorgt für eine höhere Produktivität und eignet sich für lange und kurze Werkzeughalter sowie für Werkzeuge mit einem Schaftdurchmesser von 3 bis 32 mm.
MEHRSCHNEIDER
Edge [1·2011] 27
KA
LLISTA IM
AG
ES
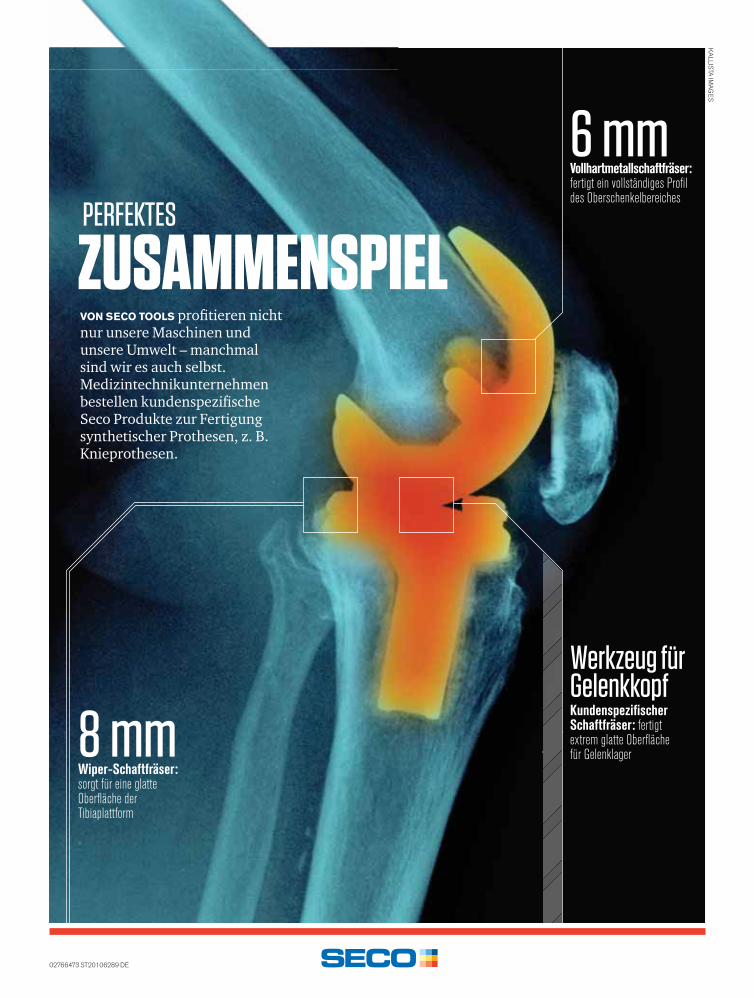
6 mm
Werkzeug für Gelenkkopf
Vollhartmetallschaftfräser: fertigt ein vollständiges Profil des Oberschenkelbereiches
Kundenspezifischer Schaftfräser: fertigt extrem glatte Oberfläche für Gelenklager8 mm
Wiper-Schaftfräser: sorgt für eine glatte Oberfläche der Tibiaplattform
VON SECO TOOLS profitieren nicht nur unsere Maschinen und unsere Umwelt – manchmal sind wir es auch selbst. Medizintechnikunternehmen bestellen kundenspezifische Seco Produkte zur Fertigung synthetischer Prothesen, z. B. Knieprothesen.
ZUSAMMENSPIELPERFEKTES
02766473 ST20106289 DE