4 20.0517
Der Ensat selbstschneidenderGewinde-Einsatz Ensat ist ein selbstschneidenderGewinde-Einsatz mit Innen- undAuengewinde, Schneidschlitzen oderSchneidbohrungen. Die stndigeWeiterentwicklung hat zu wichtigenVerbesserungen der Produkteigen -schaften gefhrt.
Ensat-S 302(mit Schneidschlitz) wird fr die meistenAnwendungsflle empfohlen.In manchen Werkstoffen federt dieserEnsat im Schneidschlitzbereich gering-fgig nach innen. Es entsteht so eingewisser Schraubensicherungseffekt(siehe Seite 7 bis Seite 10).Ist der Effekt unerwnscht, empfehlenwir Ensat-SB 307/308.
Ensat-SB 307/308(mit Schneidbohrungen) wurden ent -wickelt fr schwer zerspanbare Werk -stoffe. Sie haben eine dicke Wandung,die Schneidkraft ist auf drei Schneid -kanten verteilt. Die kurze BauformEnsat 307 eignet sich besonders fr geringe Materialstrken (siehe Seite 11 bis Seite 15).
Dnnwand-Ensat-SBD 347/348fr spezielle Platzverhltnisse (Rest wand strken), sowie geeignet fr Eindrehen mit Gewindeschneid-maschinen (gleiche Innen- und Auen-gewindesteigungen, siehe Seite 19).
Ensat-SBS 337/338mit drei Spnekammern. Werden vorallem dort eingesetzt, wo beimEinschneiden kaum Spne auftretendrfen (siehe Seite 16 bis 18).
Ensat-SBT 357/358mit geschlossenem Boden fr zustz -liche Abdichtungen von unten.(siehe Seite 21).
Anwendungsbereiche
Der Ensat wird in der gesamtenmetall- und kunststoffverarbeitendenIndustrie angewendet.
Automotive
Anlagen- und Gertebau
Bahnindustrie
Elektro- und Labortechnik
Haushaltsindustrie
Medizintechnik
Offshore
Gewinde-Reparatur
Der Ensat ist sehr gut geeignetzur Schnellreparatur ausgerissenerGewinde. Die gleiche Schraubengrekann wieder verwendet werden.
Produktmerkmale
Der Ensat hat eine groe wirksameScherflche und damit eine hhereAuszugsfestigkeit, d. h. anstelle einesgeschnittenen Gewindes M5 reicht oftein Ensat M4 (siehe Seite 5, Bild 2).
Der Ensat wird nachtrglich ins fertige Werkstck eingedreht. Vorteil:deutlich hherer Aussto an denGiemaschinen; kein Ausschusswegen falsch eingegossener Einlege-teile; kein Formsand im Gewinde.
Zum Eindrehen des Ensat gengt einvorgegossenes oder vorgebohrtesAufnahmeloch mit normalen Tole-ranz-Anforderungen. Das Gewinde ist immer genau positioniert.
Der Ensat ist unempfindlich gegenkleine Lunkerstellen. Und er verhin-dert Schden, die durch ausgerisseneGewinde entstehen knnen.
Flankenberdeckung
In einem Werkstck aus Leichtmetallerreicht der Ensat 302 bei nur 30 %Flankenberdeckung nahezu maximaleAuszugsfestigkeit (Bild 3).
Auszugsfestigkeit
Der Ensat ist hochbelastbar. BeimEinsatz in Leichtmetall kann beispiels-weise eine Auszugsfestgkeit erreichtwerden, die ber der Streckgrenze derpassenden Schraube 8.8 liegt (Bild 4).
5
... Technologien fr sicheren Halt
20.0517
Die Verbindungen mit dem Gewinde -einsatz Ensat ermglichen wesentlichkleinere Baumae und so material- undgewichtsparende Konstruktionen.
Die untenstehende Abbildung (Bild 2)zeigt eine Schraubverbindung mit unterschiedlichen Querschnitten derSchrauben. Trotz kleinerem Schrauben-
Der Ensat auszugsfest durchFlankenberdeckung
Bild 4
Bild 3
Prf
last
P
[N]
Flankenberdeckung desAuengewindes [%]
Ensat Werkstck Ensat Werkstck
Bohrloch-Durchmesser
30 % Flanken-berdeckung
70 % Flanken-berdeckung
Bohrloch-Durchmesser
M 12
M 10
M 8
70000
60000
50000
40000
30000
20000
10000
0
0 10 20 30 40 50 60 70 80 90 100%
90000
80000
70000
60000
50000
40000
30000
20000
10000
0
Aus
zugs
fest
igke
it
[N
]
M 3 M 4 M 5 M 6 M 8 M 10 M 12 M 14
Werkstck G AI Si 12 (Cu)Ensat Stahl einsatzgehrtet und galvanisiert
(302)(308)Streckgrenzenbelastung einer Schraube 8.8
Ensat-Innengewinde
querschnitt kann eine Verschraubungmit einem Ensat hhere axiale Krfteaufnehmen als die Verschraubung mitdem grerem Schraubenquerschnitt;weil die Krfteverteilung beim Ensat-Auengewinde sowohl bei statischer als auch bei dynamischer Belastung gleichmig auf die einzelnen Gewindegnge des Ensat-Auengewindes verteilt wird.
Bild 2
Werkstoff: z. B. Aluminium
E = Durchmesser geschnittenes Gewinde = Auendurchmesser des Ensat
F F
EE
20%20%20%20%20%
50%25%12%7%4%2%
Bei Verarbeitungsproblemen (z. B. starkerhhten Eindrehmomenten) ist es inder Regel unbedenklich, den nchst -greren Bohrloch-Durchmesser zuwhlen. Im Zweifelsfall empfiehlt sichein Versuch.
6 20.0517
Der Ensatim Werkstck
Bauteil
Aufnahme-Bohrung
Die Aufnahme-Bohrung (L) kann einfachgebohrt oder bereits beim Formgussvorgesehen werden.
Ein Ansenken (N) der Bohrung (Bild 6)wird empfohlen um:
ein Aufwerfen der Werkstck -ober flche zu verhindern
ein vertieftes Eindrehen zu ermglichen ein besseres Anschneiden zu erreichen
MaterialdickeLnge des Ensat = kleinste zulssigeMaterialdicke.
SacklochtiefeMindesttiefe (T) siehe Werknorm bltterSeite 7 bis 21.
Bohrloch-DurchmesserZhe, harte und sprde Werkstoffe -erfordern ein greres Bohrloch alsweiche oder elastische Werkstoffe.siehe Werknormbltter Seite 7 bis 21.
Kanten-AbstandDer kleinste noch zulssige Kanten-Abstand W (Bild 6) hngt von derElastizitt des Werkstoffs ab, in dender Ensat eingedreht wird.
Einbau-Empfehlung
Der Ensat soll 0,1 bis 0,2 mm vertiefteingedreht werden (Bild 5). Nach derVerarbeitung kann der Ensat sofort belastet werden. Sollte der Bautei l -werkstoff bei der Belastung ein Setz -verhalten des Ensat zulassen, kannsich der Ensat nur 0,1 bis 0,2 mmaxial bewegen. D.h. die Vorspannungin der Verschraubung bleibt zumgrten Teil erhalten, ein Lsen derVerschraubung bei dynamischerBelastung wird erschwert.
Richtwerte fr Senkung:N = 0,06 bis 0,08 x E + E
Richtwerte fr Leichtmetall:W 0,2 bis 0,6 x E
Richtwerte fr Gusseisen:W 0,3 bis 0,5 x E
E = Auendurchmesser des Ensat [mm]
WT
Bild 6
Bild 5
0,1
0,
2
60
N
L
Bauteil
25
... Technologien fr sicheren Halt
20.0517
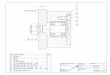
EnsatEindreh-Werkzeuge ...
Auf diesen Seiten knnen Sie das fr IhreAnwendung optimale Werkzeug konfigurieren.Zur besseren Erluterung nachfolgend einKonfigurationsbeispiel.
Die Artikelnummer setzt sich aus zwei Zahlenfolgenzusammen und beginnt mit dem Werkzeugschaft(Bild 9), welchen Sie entsprechend Ihres Abtriebsauswhlen.Weiter sind darin die Sonderausfhrungen frDnnwand-Ensat (620 1 und 621 1) sowie frsehr hohe Eindrehmomente (622 0 und 623 0)verschlsselt, welche standardmig nur alsVierkant-Schaft erhltlich sind. Weitere, ber dieabgebildeten Standardwerkzeuge hinaus reichende,Sondergeometrien knnen auf Anfrage bewertetwerden. Die zweite Zahlenfolge in der Tabelle(Bild 9) gibt den Gewindecode des Innen gewindesan. Die angezogenen Mae der Werkzeuge findenSie auf der Folgeseite.
Werkzeug fr tiefliegendeAufnahmebohrungen (lang)
Werkzeug fr zugnglicheAufnahmebohrungen (kurz)
1 Schaft
4 Anschlagstift
9 Kugel
5 Feststellschraube
Farbmarkierung
6 Kugellager
2 Hlse
3 Fhrungsbuchse
7 Gewindestift
Bild 7
Bild 8
Die richtige Lnge des Gewindestiftsfr den Ensat mit Schneidschlitz bzw.mit Schneidbohrung ergibt sich ausder Steigung des Innengewindes(siehe auch Abbildung unten;P = Steigung des Innengewindes).
Gewindestift einstellenoder auswechseln
Die Hlse (2) vom Schaft (1) nachunten abziehen.
Feststellschrauben (5) lsen.
Gewindestift (7) ein- oder ausdrehen.Die Markierung kennzeichnetdie Klemmflchen fr die Feststell-schrauben.
Beim Zusammenbau beide Schrau-ben (5) gleichmig anziehen.
Kugellager (6) einlegen.
Hlse (2) aufschieben bis Kugeln einrasten.Fr einwandfreie Funktion des Werk-zeuges muss die Hlse sehr leichtdrehbar sein.Das Gewinde des Werkzeugs 610 fr kurzen Ensat entsprechendkrzen.
Bedingungen freinwandfreie Funktiondes Werkzeugs
Das Ver- und Entkontern des Werk-zeugs auf der Ensat-Oberflche wird gewhrleistet durch ein Drucklager (6).
Die Anschlagstifte (4) fhren den Entkonterungsschlag an der Hlse (2)aus.
Verschlei am Gewindestift (7) kannzu Entkonterungsproblemen fhren.
Die Komponenten werden auch alsEinzelteile angeboten, so dass Sie eineReparatur des Werkzeugs selbst durch -fhren knnen.
Sprechen Sie uns dazu einfach an.
Fhrungsbuchse (3) vorne abdrehen,wenn der Ensat tiefer als 0,2 mm unter die Werkstckoberflcheeingedreht werden soll. Durchmesser: 0,1 bis 0,2 mm kleinerals Ensat-Aufnahmeloch.
Fr die Montage von Dnnwand-Ensat (Seite 19) sind spezielleFhrungs buchsen einzusetzen(Werkzeuge 620 1 und 621 1).
26 20.0517
Bild 9
Werkzeug610 3mit Kugelbuchse
Werkzeug610 2fr Ensat-SBI
Werkzeug610 4mit Magnetkernen
Werkzeug610 0Handmontage
Werkzeug612 0Demontage
Werkzeug620 0 (kurz)620 1 (kurz)622 0 (kurz)621 0 (lang)621 1 (lang)623 0 (lang)
Werkzeug630 0 (kurz)631 0 (lang)Geometrie nachISO 1173 E11,2
Werkzeug635 0 (kurz)636 0 (lang)Geometrie nachISO 1173 E6,35
Werkzeug640 0 (kurz)641 0 (lang)Geometrie nachDIN 228
Werkzeug626 0 (kurz)627 0 (lang)Geometrie nachISO 3315
SW
E1
B
SW
B
SW
B B
MK SW
B
E
SW
B
ESW
B
E
SW
B
E
SW
B
E
SW
B
EnsatEindreh-Werkzeuge ...
Beispiel:Sie mchten einen Ensat
308 000 050.110 einbringen. Sie haben fr den Einschraubvorgangeinen Montage-Schrauber mit Sp