Embed Size (px)
Citation preview
Die Forderungen der Korrosionsschutz-Ingenieure an die Korrosionsschutz-Anstrichmittel"
Von Dr. L. G e r h a r d , Dillingen Saarbergwerke Saarbriicken
Vf. bespricht die an Grundierungen und Deckanstriche ge- stellte Aufgabe. Die wichtigsten Korrosionsschutz-Anstrichmittel bzw. -Systeme werden im Hinblick auf die van ihnen geior- derten wesentlichsten Eigenschaften (Schichtdicke, Elastizitat, Hitze-Bestandigkeit, Resistenz gegen Witterung, Chemikalien, Fette, Ole usw.) diskutiert
Les exigences des ingenieurs i 1'8gard des peintures anti-corro- sion
L'auteur expose le r d e devolu aux couches d'impression et de rev6tement. On discute des peintures ou systemes anti-corrosion les plus importants, sous le rapport des proprietes qu'on en exige (epaisseur de couche, elasticite, stabilite thermique, resi- stance contre les intemperies, agents chimiques, graisses, hui- les etc.).
Die Forderungen und Anforderungen an die Anstrich- mittel sind so vielseitig wie die Art der Objekte mit ihren verschiedenen Beanspruchungen, d. h. man mui3 die Art des Anstriches auf das Objekt und seinen Standort abstimmen.
Oft begegnen wir Kombinationen von Beanspruchun- gen, wie Witterung, Feuchtigkeit, Hitze, Industriegase, denen einfachere Anstrichsysteme nicht mehr stand- halten. Es mui3 sodann zu einem widerstandsfahigeren und damit teuereren Anstrichaufbau gegriff en werden. Dieser kann aber auch noch Liicken hinsichtlich seiner Belastbarkeit aufzeigen. Es sol1 keine Forderung nach einem Korrosionsschutz-Universalanstrichmittel erhoben werden; eine groi3ere Variationsbreite etlicher Anstrich- mittelarten in der Anwendungsmoglichkeit ware indessen oft zu begriii3en.
1 . W i r t s c h a f t l i c h k e i t
Ein wesentlicher Zusammenhang besteht zwischen der Ergiebigkeit eines Anstrichmittels und der daniit zu er- zielenden Schichtdicke. Hier hat sich in neuerer Zeit der Schwerpunkt in der Betrachtungsweise nach der Er- zielung einer ausreichenden Schichtdicke verlagert. Dies ist sehr bedeutungsvoll fur den Korrosionsschutz, weniger fur die Anstriche in Innenraumen, sofern keine beson- clere Beanspruchung vorliegt. Als Faustregel sollte gelten, bei Freibewitterung wenigstens 160 p Trockenfilmdicke in Industrie-Atmosphare zu erreichen.
Der Preis eines Anstrichmittels sagt noch nichts aus iiber die Gesamtwirtschaftlichkeit eines Anstrichsystems. Diese Wirtschaftlichkeit unter Berucksichtigung des Wer- tes und der Lebenserwartung des zu schutzenden Ob- jektes wird entscheidend beeinflufit durch die Vorbe- reitung des Untergrundes, die physikalischen und chemi- schen Eigenschaften des Anstrichmittels, die Qualitat der Anstrichausfiihrung und die herrschende Witterung wahrend derselben, ferner durch den Standort des Ob- jektes und durch die Belastung, die auf den fertigen Anstrich einwirkt.
Vortrag anlafllich der DGF-Vortragstagung in Diisseldorf am 29. Oktober 1962.
The Demands on the Corrosion Protective Coating Agents The author discusses the task related to the priming and
finishing coating. The most important corrosion protective paints and -systems are discussed with respect to the properties (film thickness, elasticity, heat stability, resistance against ero- sion, chemicals, fats. oils etc.), which are essentially required from them.
T p C 6 O B a H U s I M H X e H e p O B MOPO3UOHHOfi 3 a q A T b I IC K O P O - 3HOHHO3~I I{MTHbl l \ l I IOKpLITMsIM.
A B T O ~ 06CyXCf laeT T p e 6 O B a H U f l I i P p y H T O B X a M H K p a - COgHLIM IIORPbITMsIM M FJI>iBHefiLLIHt? MOPO3MOHHO3EL~MT- HbIC IIOKPLITHfl MJIU CMCTeMbI OTKOCI4TeJIbHO P d l a B H e n I I I M X I IpeA 'h f lBJ I f l eMLIX IC H U M CBUfiCT: T O J l I q M H a CJlOSI, 3 J I a C T U 9 - H O C r b , I I p O ~ l i O C T b IC H a F p e B a H M I o , K J I M M a T y , XUMHICaTaAl, X U p n M , M a C J I a M U I I p O q U M B e q e C T B r t M .
2. U n t e r g r u n d - V o r b e h a n d l u n g
Einer sorgfaltigen Vorbereitung des Untergrundes mui3 groi3te Aufmerksamkeit gewidmet werden. Hier liegt eine wesentliche Forderung des Anstrichmittels an die Korrosionsschutz-Ingenieure.
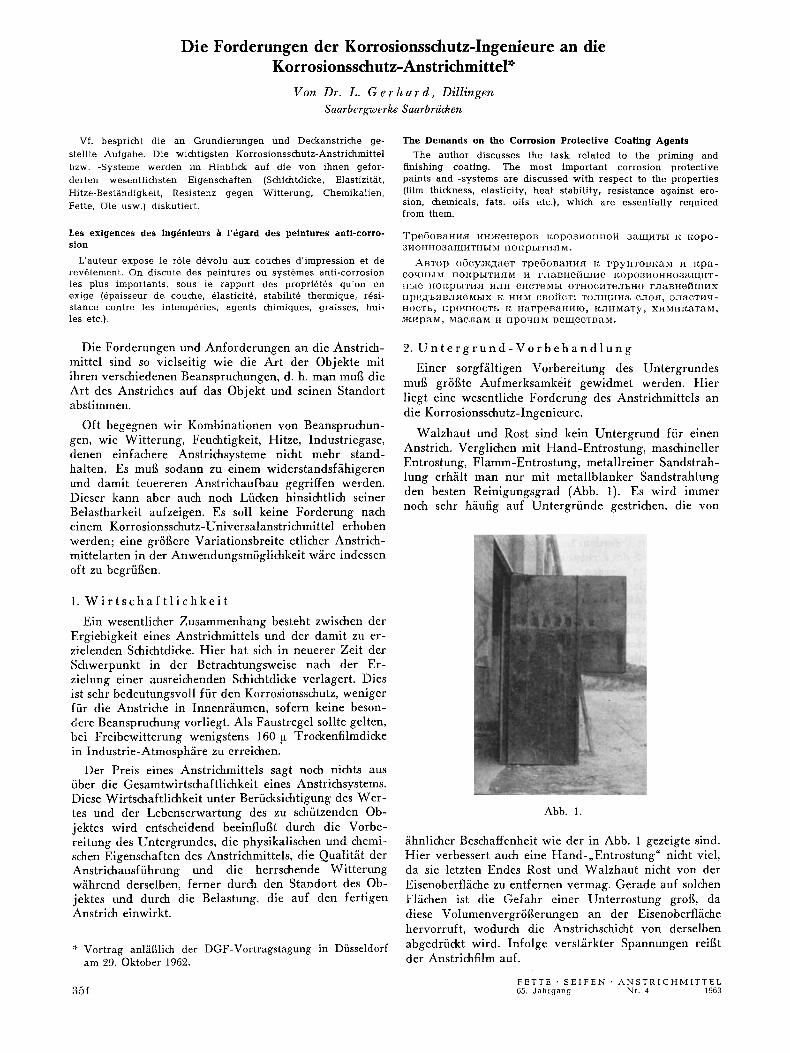
Walzhaut und Rost sind kein Untergrund fiir einen Anstrich. Verglichen mit Hand-Entrostung, maschineller Entrostung, Flamm-Entrostung, metallreiner Sandstrah- lung erhalt man nur mit metallblanker Sandstrahlung den besten Reinigungsgrad (Abb. 1 ) . Es wird immer noch sehr haufig auf Untergrunde gestrichen, die von
Abb. 1.
ahnlicher Beschaffenheit wie der in Abb. 1 gezeigte sind. Hier verbessert auch eine Hand-,,Entrostung" nicht viel, da sie letzten Endes Rost und Walzhaut nicht von der Eisenoberflache zu entfernen vermag. Gerade auf solchen Flachen ist die Gefahr einer Unterrostung groi3, da diese Volumenvergrofierungen an der Eisenoberflache hervorruft, wodurch die Anstrichschicht von derselben abgedriickt wird. Infolge verstarkter Spannungen reifit der Anstrichfilm auf.
352 F E T T E ' S E I F E N ' A N S T R I C H M I T T E L G5. Jahrgang Nr. 4 1963
3 . G r u n d a n s t r i c h e
Der sorgfaltig vorbereitete Untergrund mui3 moglichst rasch - jedenfalls am gleichen ‘Tag - mit dem ersten Grundanstrich versehen werden, der die Eisenoberflache passivieren, d. h. elektrochemische Vorgiinge zwischen Lokal-Anoden und -Rathoden verhindern soll. Dazu ist erforderlich, dafi das Anstrichmittel ein geniigend grofies Kriechvermogen besitzt, um die Metalloberflache aus- reichend benetzen zu konnen. Eine mafigebliche Bedeu- tung hat ebenfalls das Haftungsvermogen. Da durch Sandstrahlen zumal alter Stahlkonstruktionen gewisse Rauhtiefen entstehen, sollte der zweite Grundanstrich mit nicht zu langen Wartezeiten aufgetragen werden, wobei allerdings die benotigte Trocknungszeit des ersten einzuhalten ist, denn der erste Grundanstrich deckt die beim Sandstrahlen entstehenden Spitzen nicht voll- kommen ab.
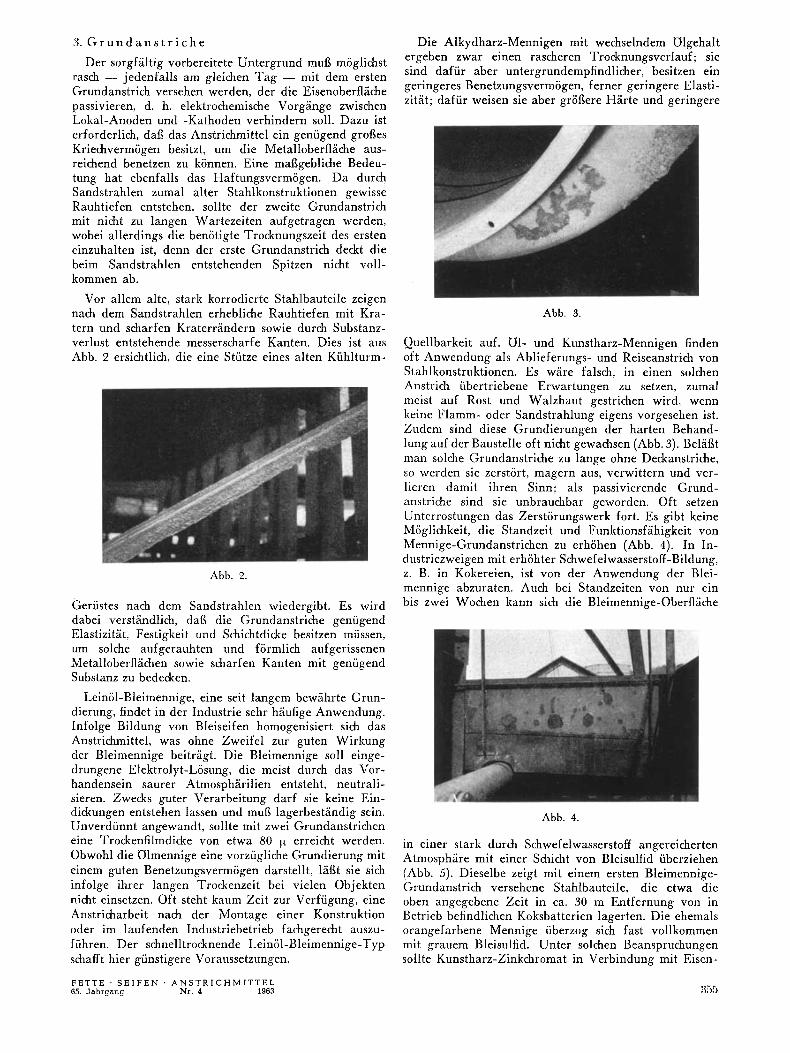
Vor allem alte, stark korrodierte Stahlbauteile zeigen nach dem Sandstrahlen erhebliche Rauhtiefen mit Kra- tern und scharfen Kraterrandern sowie durch Substanz- verlust entstehende messerscharfe Kanten. Dies ist aus Abb. 2 ersichtlich, die eine Stutze eines alten Kuhlturm-
Abb. 2.
Geriistes nach dem Sandstrahlen wiedergibt. Es wird dabei verstandlich, dai3 die Grundanstriche geniigend Elastizitat, Festigkeit und Schichtdicke besitzen miissen, um solche aufgerauhten und fijrmlich aufgerissenen Metalloberflachen sowie scharfen Kanten mit geniigend Substanz zu bedecken.
Leinol-Bleimennige, eine seit langem bewahrte Grun- dierung, findet in der Industrie sehr haufige Anwendung. Infolge Bildung von Bleiseifen homogenisiert sich das Anstrichmittel, was ohne Zweifel zur guten Wirltung der Bleimennige beitragt. Die Bleimennige soll einge- drungene Elektrolyt-Losung, die meist durch das Vor- handensein saurer Atmospharilien entsteht, neutrali- sieren. Zwecks guter Verarbeitung darf sie keine Ein- dickungen entstehen lassen und muD lagerbestandig stin. Unverdiinnt angewandt, sollte mit zwei Grundanstrichen eine Trockenfilmdicke von etwa 80 p erreicht werden. Obwohl die Ulmennige eine vorziigliche Grundierung mit einem guten Benetzungsvermogen darstellt, lafit sie sich infolge ihrer langen Trotkenzeit bei vielen Objekten nicht einsetzen. Oft steht kaum Zeit zur Verfugung, eine Anstricharbeit nach der Montage einer Konstruktion oder im laufenden Industriebetrieb fachgerecht auszu- fuhren. Der schnelltrocknende Leinol-Bleimennige-Typ schafft hier gunstigere Voraussetzungen.
F E T T E . S E I F E N . A N S T R I C H M I T T E L 65. Jahrgang N:. 4 1963
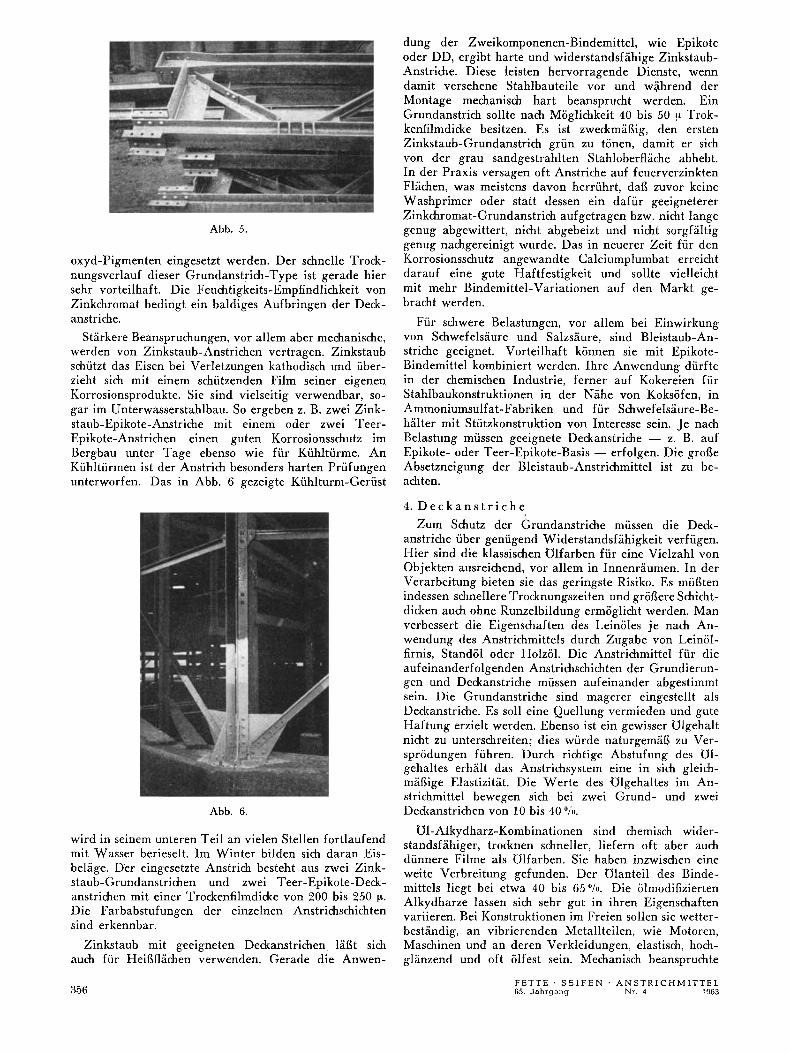
Die Alkydharz-Mennigen mit wechselndem Ulgehalt ergeben zwar einen rascheren Trocknungsverlauf : sie sind dafur aber untergrundempfindlicher, besitzen ein geringeres Benetzungsvermogen, ferner geringere Elasti- zitat; dafiir weisen sie aber grofiere Harte und geringere
Abb. 3.
Quellbarkeit auf. Ul- und Kunstharz-Mennigen finden oft Anwendung als Ablieferungs- und Reiseanstrich von Stahlkonstruktionen. Es ware falsch, in einen solchen Anstrich ubertriebene Erwartungen zu setzen, zumal meist auf Rost und Walzhaut gestrichen wird, wenn keine Flamm- oder Sandstrahlung eigens vorgesehen ist. Zudem sind diese Grundierungen der harten Behand- lung auf der Baustelle oft nicht gewachsen (Abb. 3). Belai3t man solche Grundanstriche zu lange ohne Deckanstriche, so werden sie zerstort, magern aus, verwittern und ver- lieren damit ihren Sinn; als passivierende Grund- anstriche sind sie unbrauchbar geworden. Oft setzen Unterrostungen das Zerstorungswerk fort. Es gibt keine Moglichkeit, die Standzeit und Funktionsfahigkeit von Mennige-Grundanstrichen zu erhohen (Abb. 4). In In- dustriezweigen mit erhohter Schwefelwasserstoff -Bildung, z. B. in Kokereien, ist von der Anwendung der Blei- mennige abzuraten. Auch bei Standzeiten von nur ein bis zwei Wochen kann sich die Bleimennige-Oberflache
Abb. 4.
in einer stark durch Schwefelwasserstoff angereicherten Atmosphare mit einer Schicht von Bleisulfid iiberziehen (Abb. 5 ) . Dieselbe zeigt mit einem ersten Bleimennige- Grundanstrich versehene Stahlbauteile, die etwa die oben angegebene Zeit in ca. 30 m Entfernung von in Betrieb befindlichen Koksbatterien lagerten. Die ehemals orangefarbene Mennige iiberzog sich fast vollkommen rnit grauem Bleisulfid. Unter solchen Beanspruchungen sollte Kunstharz-Zinkchromat in Verbindung rnit Eisen-
335
dung der Zweikomponenen-Bindemittel, wie Epikote oder DD, ergibt harte und widerstandsfahige Zinkstaub- Anstriche. Diese leisten hervorragende Dienste, wenn damit versehene Stahlbauteile vor und wihrend der Montage mechanisch hart beansprucht werden. Ein Grundanstrich sollte nach Moglichkeit 40 bis 50 p Trok- kenfilmdicke besitzen. Es ist zweckmaflig, den ersten Zinkstaub-Grundanstrich grun zu tonen, damit er sich von der grau sandgestrahlten Stahloberflache abhebt. In der Praxis versagen oft Anstriche auf feuerverzinkten Flachen, was meistens davon herriihrt, dai3 zuvor keine Washprimer oder statt dessen ein dafiir geeigneterer Zinkchromat-Grundanstrich aufgetragen bzw. nicht lange genug abgewittert, nicht abgebeizt und nicht sorgfaltig genug nachgereinigt wurde. Das in neuerer Zeit fur den Korrosionsschutz angewandte Calciumplumbat erreicht darauf eine gute Haftfestigkeit und sollte vielleicht rnit mehr Bindemittel-Variationen auf den Markt ge- bracht werden.
Fur schwere Belastungen, vor allem bei Einwirkung von Schwefelsaure und Salzsaure, sind Bleistaub-An- striche geeignet. Vorteilhaft konnen sie mit Epikote- Bindemittel kombiniert werden. Ihre Anwendung diirfte in der chemischen Industrie, ferner auf Kokereien fur Stahlbaukonstruktionen in der Nahe von Koksofen, in Ammoniumsulfat-Fabriken und fur Schwefelsaure-Be- halter mit Stiitzkonstruktion von Interesse sein. Je nach Belastung miissen geeignete Deckanstriche - z. B. auf Epikote- oder Teer-Epikote-Basis - erfolgen. Die groi3e Absetzneigung der Bleistaub-Anstrichmittel ist zu be- achten.
Abb. 5 .
oxyd-Pigmenten eingesetzt werden. Der schnelle Trock- nungsverlauf dieser Grundanstrich-Type ist gerade hier sehr vorteilhaft. Die Feuchtigkeits-Empfindlichkeit von Zinkchromat bedingt ein baldiges Aufbringen der Deck- anstriche.
Starkere Beanspruchungen, vor allem aber mechanische, werden von Zinkstaub-Anstrichen vertragen. Zinkstaub schutzt das Eisen bei Verletzungen kathodisch und iiber- zieht sich mit einem schutzenden Film seiner eigenen Korrosionsprodukte. Sie sind vielseitig verwendbar, so- gar im Unterwasserstahlbau. So ergeben z. B. zwei Zink- staub-Epikote-Anstriche mit einem oder zwei Teer- Epikote-Anstrichen einen guten Korrosionsschutz im Bergbau unter Tage ebenso wie fur Kuhlturme. An Kiihlturmen ist der Anstrich besonders harten Prufungen unterworfen. Das in Abb. 6 gezeigte Kuhlturm-Geriist
Abb. 6.
wird in seinem unteren Teil an vielen Stellen fortlaufend rnit Wasser berieselt. Im Winter bilden sich daran Eis- belage. Der eingesetzte Anstrich besteht aus zwei Zink- staub-Grundanstrichen und zwei Teer-Epikote-Deck- anstrichen rnit einer Trockenfilmdicke von 200 bis 250 p. Die Farbabstufungen der einzelnen Anstrichschichten sind erkennbar.
Zinkstaub mit geeigneten Deckanstrichen lai3t sich auch fur Heififlachen verwenden. Gerade die Anwen-
4. D e c k a n s t r i c h e Zum Schutz der Grundanstriche mussen die Declc-
anstriche iiber geniigend Widerstandsfahigkeit verfiigen. I-Iier sind die klassischen Olfarben fur eine Vielzahl von Objekten ausreichend, vor allem in Innenraumen. In der Verarbeitung bieten sie das geringste Risiko. Es miii3ten indessen schnellere Trocknungszeiten und groi3ere Schicht- dicken auch ohne Runzelbildung ermoglicht werden. Man verbessert die Eigenschaften des Leinoles je nach An- wendung des Anstrichmittels durch Zugabe von Leinol- firnis, Standol oder Holzol. Die Anstrichmittel fur die aufeinanderfolgenden Anstrichschichten der Grundierun- gen und Deckanstriche miissen aufeinander abgestimmt sein. Die Grundanstriche sind magerer eingestellt als Deckanstriche. Es sol1 eine Quellung vermieden und gute Haftung erzielt werden. Ebenso ist ein gewisser Olgehalt nicht zu unterschreiten; dies wiirde naturgemafi zu Ver- sprodungen fuhren. Durch richtige Abstufung des 01- gehaltes erhalt das Anstrichsystem eine in sich gleich- mafiige Elastizitat. Die Werte des Olgehaltes im An- strichmittel bewegen sich bei zwei Grund- und zwei Deckanstrichen von 10 bis 40 OI’U.
01-Alkydharz-Kombinationen sind chemisch wider- standsfahiger, trocknen schneller, liefern oft aber auch dunnere Filme als Ulfarben. Sie haben inzwischen eine weite Verbreitung gefunden. Der Olanteil des Binde- mittels liegt bei etwa 40 bis 65O/0. Die olmodifizierten Alkydharze lassen sich sehr gut in ihren Eigenschaften variieren. Bei Konstruktionen im Freien sollen sie wetter- bestandig, an vibrierenden Metallteilen, wie Motoren, Maschinen und an deren Verkleidungen, elastisch, hoch- glanzend und oft olfest sein. Mechanisch beanspruchte
F E T T E . S E I F E N . A N S T R I C H M I T T E L 65. Jahrgang Nr. 4 1963 336
Objekte verlangen vom Lack hohe Schlagfestigkeit. feuchte Flachen - z. B. Kiihltiirme - Wasserfestigkeit und Nichtquellbarkeit. Bei Staubeinwirkung wahrend der Anstrichausfuhrung, z. B. im Bereich von Kohlen- kraftwerken, Kokereien und Zementwerken, mui3 eine besonders rasch trocknende Alkydharz-Type eingesetzt werden. Eine Belastung durch ein alkalisches Medium erfordert eine Unverseifbarkeit. Viele Probleme bei Be- anspruchungen chemischer und mechanischer Art, ferner durch Losungsmittel, Fette und Ole lassen sich durch Anwendung der nicht olmodifizierten Alkyde losen, die ebenfalls eine weite Verbreitung gefunden haben.
In feuchten und nassen Raumen ist Chlorkautschuk gut verwendbar, auch bei Beanspruchung durch Sauren, Laugen und Salzlosungen. Zu dunne Anstrichfilme ver- sagen oft bei starkeren chemischen Belastungen, so dai3 meist ein sieben- bis achtfacher Chlorkautschuk-Aufbau notwendig wird. Die Unbestandigkeit von Chlorkau- tschuk in der Freibewitterung wird durch 01-, Alkyd- und Phenolharz-Kombinationen ausgeglichen; es ent- stehen dadurch chemisch widerstandsfahige Anstrich- systeme, die z. B. Verwendung an Gasometern finden.
Die Forderungen nach geniigend Schichtdicke, Elasti- zitat, ausreichender Ilarte, Bestandigkeit gegen Rauch- gas, Feuchtigkeit und Witterung erfiillen sehr gut die 01-Naturasphalt-Kombinationen. Diese sind vielseitig anwendbar, z. B. zum Schutz von Brucken und Frei- leitungsmasten, aber auch von Stahlkonstruktionen in starker Industrie-Atmosphare, wie sie auf Kraftwerken und Kokereien vorhanden ist.
Bei starkeren chemischen und mechanischen Belastun- gen konnen Epikote, D-D-Lacke. PVC, Polyester oder Hypalon u. a. eingesetzt werden. Es sind dann Schicht- dicken von 200 bis 250 p und mehr erforderlich. Unter diesen hat PVC den Vorteil, dai3 es einfach zu ver- arbeiten ist und doch Bestandigkeit gegen chemische und mechanische Einwirkung zeigt. Sein Nachteil besteht in der geringen erzielbaren Schichtdicke, so dai3 manch- ma1 funf oder sechs Anstrichschichten notig werden.
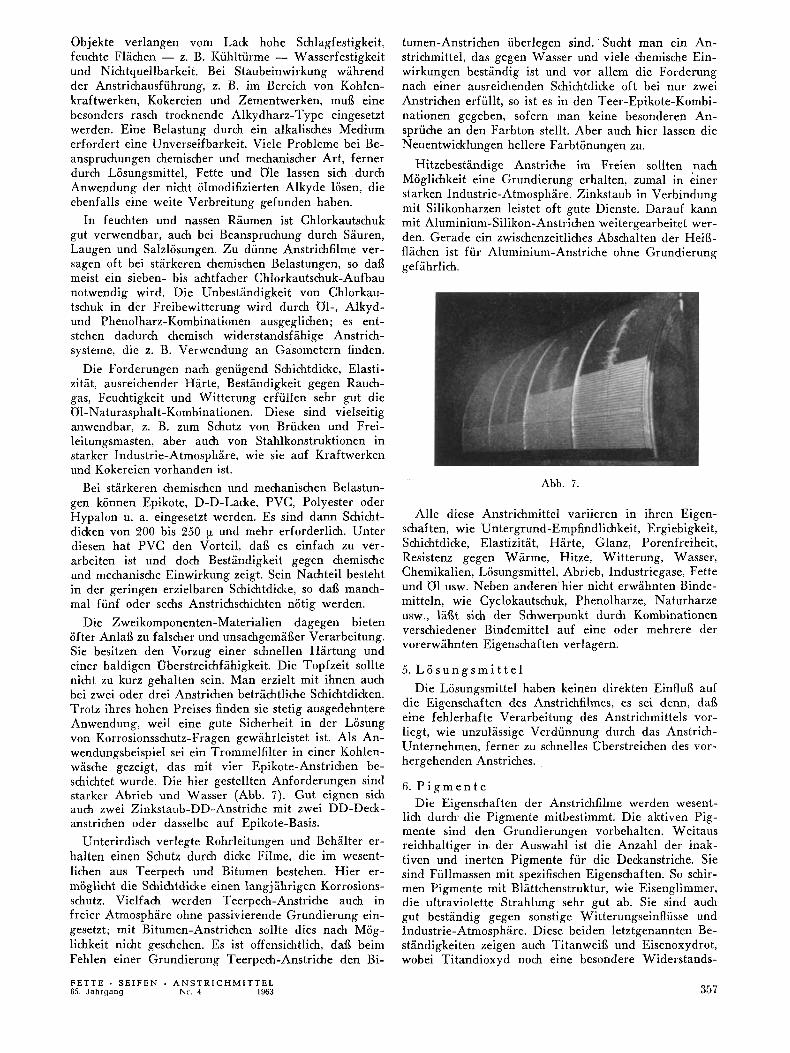
Die Zweikomponenten-Materialien dagegen bieten ofter Anlai3 zu falscher und unsachgemai3er Verarbeitung. Sie besitzen den Vorzug einer schnellen Hartung und einer baldigen Oberstreichfahigkeit. Die Topfzeit sollte nicht zu kurz gehalten sein. Man erzielt rnit ihnen auch bei zwei oder drei Anstrichen betrachtliche Schichtdicken. Trotz ihres hohen Preises finden sie stetig ausgedehntere Anwendung, weil eine gute Sicherheit in der Losung von Korrosionsschutz-Fragen gewahrleistet ist. Als An- wendungsbeispiel sei ein Trommelfilter in einer Kohlen- wasche gezeigt, das mit vier Epikote-Anstrichen be- schichtet wurde. Die hier gestellten Anforderungen sind starker Abrieb und Wasser (Abb. 7) . Gut eignen sich auch zwei Zinkstaub-DD-Anstriche mit zwei DD-Deck- anstrichen oder dasselbe auf Epikote-Basis.
Unterirdisch verlegte Rohrleitungen und Behalter er- halten einen Schutz durch dicke Filme, die im wesent- lichen aus Teerpech und Bitumen bestehen. Hier er- moglicht die Schichtdicke einen langjahrigen Korrosions- schutz. Vielfach werden Teerpech-Anstriche auch in freier Atmosphare ohne passivierende Grundierung ein- gesetzt; rnit Bitumen-Anstrichen sollte dies nach Mog- lichkeit nicht geschehen. Es ist offensichtlich, dai3 beim Fehlen einer Grundierung Teerpech-Anstriche den Bi-
FETTE . S E I F E N A N S T R I C H M I T T E L 65 Jahrgang Nr 4 1963
tumen-Anstrichen uberlegen sind. Sucht man ein An- strichmittel, das gegen Wasser und viele chemische Ein- wirkungen bestandig ist und vor allem die Forderung nach einer ausreichenden Schichtdicke oft bei nur zwei Anstrichen erfiillt, so ist es in den Teer-Epikote-Kombi- nationen gegeben, sofern man keine besonderen An- spruche an den Farbton stellt. Aber auch hier lassen die Neuentwicklungen hellere Farbtonungen zu.
Hitzebestandige Anstriche im Freien sollten nach Moglichkeit eine Grundierung erhalten, zumal in einer starken Industrie-Atmosphare. Zinkstaub in Verbindung rnit Silikonharzen leistet oft gute Dienste. Darauf kann mit Aluminium-Silikon-Anstrichen weitergearbeitet wer- den. Gerade ein zwischenzeitliches Abschalten der Heii3- flachen ist fur Aluminium-Anstriche ohne Grundierung gefahrlich.
Abb. 7 .
Alle diese Anstrichmittel variieren in ihren Eigen- schaften, wie Untergrund-Empfindlichkeit, Ergiebigkeit, Schichtdicke, Elastizitat, Harte, Glanz, Porenfreiheit, Resistenz gegen Warme, Hitze, Witterung, Wasser, Chemikalien, Losungsmittel, Abrieb, Industriegase, Fette und 01 usw. Neben anderen hier nicht erwahnten Binde- mitteln, wie Cyclokautschuk, Phenolharze, Naturharze usw., lafit sich der Schwerpunkt durch Kombinationen verschiedener Bindemittel auf eine oder mehrere der vorerwahnten Eigenschaften verlagern.
5. L o s u n g s m i t t e l Die Losungsmittel haben keinen direkten EinfluB auf
die Eigenschaften des Anstrichfilmes, es sei denn, dai3 eine fehlerhafte Verarbeitung des Anstrichmittels vor- liegt, wie unzulassige Verdiinnung durch das Anstrich- Unternehmen, ferner zu schnelles Oberstreichen des vor- hergehenden Anstriches.
6. P i g m e n t e Die Eigenschaften der Anstrichfilme werden wesent-
lich durch die Pigmente mitbestimmt. Die aktiven Pig- mente sind den Grundierungen vorbehalten. Weitaus reichhaltiger in der Auswahl ist die Anzahl der inak- tiven und inerten Pigmente fur die Deckanstriche. Sie sind Fullmassen mit spezifischen Eigenschaften. So schir- men Pigmente mit Blattchenstruktur, wie Eisenglimmer, die ultraviolette Strahlung sehr gut ab. Sie sind auch gut bestandig gegen sonstige Witterungseinfliisse und Industrie-Atmosphare. Diese beiden letztgenannten Be- standigkeiten zeigen auch Titanweifi und Eisenoxydrot, wobei Titandioxyd noch eine besondere Widerstands-
357

t ahigkeit gegen thermische Beanspruchung besitzt. Im schweren Korrosionsschutz hat sich Silcar (Sic) gut be- wahrt; fur starke Hitzebeanspruchung lafit sich Graphit einsetzen. Das friiher haufiger verwendete Bleiweifi - ein basisches Bleicarbonat - eignet sich infolge seiner chemischen Aktivitat und dem Vermogen Bleiseifen zu bilden, sehr gut als Korrosionsschutz-Pigment. Auf seine Anwendung in Schwefelwasserstoff bildenden Betrieben sollte verzichtet werden. Von hohem Wert im Korro- sionsschutz hinsichtlich seiner chemischen Bestandigkeit ist Chromoxyd; man findet es darum uberall in chemi- schen Betrieben an Stahlbaukonstruktionen und vielen Objekten, wie z. B. Vollentsalzungs-Anlagen oder Wan- nen fur saure und alkalische Bider, zumal es gleich- zeitig eine freundliche Farbgestaltung erlaubt.
Wesentlich empfindlicher sind verschiedene Bunt- pigmente, wie Berliner Blau, Chromgelb, Chromgriin,
Neapelgelb usw., da sie Anfalligkeit gegen Witterung. chemische Einfliisse und Industrie-Atmosphare zeigen.
Wie diese Beispiele darlegen, mui3 bei der Anstrich- mittel-Auswahl fur ein bestimmtes Objekt auch sehr auf die Eigenschaften der zu verwendenden Pigmente geachtet werden.
Mit zunehmender Industrialisierung wachst der Ge- halt an aggressiven Bestandteilen in der Atmosphare an und vermehren sich die Korrosionsschutz-Probleme. Es miissen daher in steigendem Mafie wertvolle Objekte in Industrie-Anlagen vor Korrosion und damit vor- zeitigem Zerfall geschutzt werden, was die Entwicklung von immer leistungsfahigeren Anstrichmitteln notwendig macht. Hier sol1 es nicht zuletzt der Korrosionsschutz- Ingenieur sein, der seine Probleme an die Lack-Industrie herantragt und damit die Entwicklung neuer Anstrich- mittel mit beeinflufit.
Studien zur Altersbestimmung von Ulgemalden durch Schmelzversuche an Farbschichtproben
Iron F. E w n 1 d . Schriesheim
Farbschichten von Gemalden aus den Jahren 1960 bis etwa 1590 wurden auf ihr verschiedenartiges Verhalten bei Schmelz- versuchen (Thermoanalysen) gepruft, um zu erforschen, ob sich diese Methode fur Rudrschlusse auf das Alter bzw. auf die Echtheit von Gemllden eignet. Als Material wurden blei- haltige und indifferente Pigmente und organische Lasurfarben wegen ihrer verschiedenen Einwirkung auf die iiligen Binde- mittel gewahlt, um das typische Verhalten von Leinol im Gegensatz zu mohnolartigen Ulen, Harzen und Casein- 'Tempera in verschiedenen Alterungsstufen erfassen zu k6nnen. Wachsfarben wurden in diese Untersuchung nicht einbezogen, weil bei ihnen der Schmelzpunkt des jeweils verwendeten Wachses fur die Analyse bestimmend bleibt, nicht aber das Alter der Farbe wie bei den oligen Bindemitteln. Es wurden jedoch Proben aus Gemalden, die mit einer Harz-Wacbsmasse konserviert oder mit Kopaivabalsam behandelt waren, zum Vergleich neben unkonservierte Farbproben gestellt, ebenso gefirnidte neben ungefirniflte, um auf das sich hierdurch bei den Analysen unterschiedliche Verhalten hinzuweisen.
Damit wird betont, dai3 Gutachten uber das Alter von Gemalden bzw. ihre Echtheit, die auf Thermoanalysen fuflen, nur abgegeben werden konnen, wenn zuvor Untersuchungen unter starker binokularer VergrBi3erung und mikrochemische Analysen geklart haben, ob Fremdmaterial zur Konservierung in die originale Farbschicht eingefiihrt wurde. Dazu ist es wesentlich, einzurechnen, ob der Alterungszustand eines Ge- maldes, dem naturlichen Zeitablauf der Polymerisationsvor- gange gemai3, also nach A . Eibner ,,normal" ist, oder ob erhohte Einwirkung von Sonnenlicht, UV-Strahlung, der Ent- zug jeglichen Lichtes oder wiederholter, schroffer Wechsel von warm und kalt, trodren und iiberfeucht eine beschleunigte Polymerisation herv orgerufen haben, d. h. nach Eibner eine ,,anomale" Alterung der 61- und harzhaltigen Bindemittel.
Trotz der Vielfalt der Vorgange bei der Polymerisation von Gemalde-Farbschichten lieden sich durch die Thermo- analysen Gesetzmafiigkeiten im Verhalten der Farbschichten gleicher Altersstufen aufdecken, die fur das jeweilige Aus- gangsmaterial typisch sind, so dad die Methode der Thermo- analyse zu Alters- und Echtheitsbcstimmungen herangezogen werden kann.
Die Ausstellung ,,falsch oder echt" l, die in Amsterdam, Basel und Dusseldorf 1953 gezeigt wurde, machte die breite
Fuhrer durch die Ausstellung ,,falsch oder ccht", Basel 1953.
Uffentlichkeit mit den Aufgaben und Methoden der heutigen Gemalde-Erforschung bekannt. Die Institute fur Piktologie in Amsterdam und Basel hatten dort gute, j a geradezu meister- hafte Falschungen neben Originale gestellt. Sie wollten damit zeigen, vor welch schwierigen Aufgaben die Stilkritik stehen kann und welche Methoden in den letzten 50 bis GO Jahren ausgearbeitet wurden, um nicht nur das aui3ere Erscheinungs- bild eines Gemaldes, sondern auch seinen maltechnischen Aufbau und sein Material auf Echtheit zu prufen.
Wahrend die Ausstellung der Falschungen von A . Dossena * Ende der zwanziger Jahre (u. a. im Kunstverein zu Koln) keine der Methoden zeigte, mit denen man sie entlarvt hatte, legte die Ausstellung ,,falsch oder echt" grodten Wert auf die Veroffentlichung solcher Methoden. Diese sind alle aus natur- wissenschaftlichen Spezialforschungen entstanden und erfullen eine doppelte Aufgabe. Einmal fordert man mit ihrer Hilfe die Grundlagenforschung: Man will die sehr komplexen Mal- techniken und die verschiedenartigen Stoffe erkennen, auf denen das materielle Erscheinungsbild eines Gemaldes beruht. Zum anderen versucht man herauszufinden, ob sich auf Grund dieser neuen Erkenntnisse ein echtes Gemalde von einem ge- falschten oder verfalschten sicher unterscheiden ladt, d. h. die Piktologie sucht Beweismethoden auszubauen, die vom subjek- tiven Urteil eines Einzelnen weitgehend unabhangig sind und sich jederzeit wiederholen, also nachprufen lassen, so wie man es von exakten naturwissenscbaftlichen Experimenten verlangt. Auf dem Kongred des International Institute for Conservation of Historic and Artistic W o r k s ( I . I . C . ) in Rom wurde diese Forclerung 1961 in ahnlicher Form erneut gestellt 3.
mud als Begrunder dieser naturwissenschaftlich unterbauten Kunst- forschung angesehen werden, obgleich er in seinem ,,Hand- buch der Gemaldekunde" immer sehr sorgfaltig die voraus- gegangenen Arbeiten fur seine einzelnen Forschungsgebiete angibt. Er aber war es, der sich immer wieder in Wort und Schrift fur eine neue Betrachtungsweise der Kunstwerke ein- setzte. Er stellte das Studium der Technik und des Materials
Der Arzt und Kunsthistoriker Theodor uon Frimmel
Alceo Dossena in: August0 Jandolo, Bekenntnisse eines Kunsthandlers, Berlin, Wien, Leipzig 1939. Referat von E. Denninger anlai3lich des I . I. C. Kongresses, Rom 1961; Maltechnik, Munchen 1962, H. 1, S. 1.
4 Th. v. Frimmel, Handbuch der Gemaldekunde, Leipzig 1894 bis 1920, 3. Aufl.
358 F E T T E . S E l F E N . A N S T R I C H M I T T E L 65. Jahrgang Nr. 4 1963





























