Embed Size (px)
Citation preview

572758 ES
01/2010
CIROS®
Mechatronics
Manual
2
Nº de art.: 572758
Edición: 01/2010
Autora: Christine Löffler
Artes gráficas: Doris Schwarzenberger
Maquetación: 07/2010
© Festo Didactic GmbH & Co. KG, 73770 Denkendorf, 2004-2010
Internet: www.festo-didactic.com
E-mail: [email protected]
Sin nuestra expresa autorización, queda terminantemente prohibida la
reproducción total o parcial de este documento, así como su uso
indebido y/o su exhibición o comunicación a terceros. El incumpli-
miento de lo anterior obliga al pago de una indemnización por daños
y perjuicios. Quedan reservados todos los derechos inherentes, en
especial los de patentes, de modelos registrados y estéticos.
© Festo Didactic GmbH & Co. KG „ 572758 3
1. Contenido del manual ________________________________ 7
2. Instalación de CIROS® Mechatronics ____________________ 10
3. Funciones auxiliares para preparar los puestos
de trabajo en el PC para los alumnos ___________________ 11
3.1 Descripción de los archivos de un modelo de proceso _____ 11
3.2 Confección de un entorno de trabajo
específico del usuario _______________________________ 12
3.3 Creación de archivos con especificaciones de averías
para un modelo de proceso ___________________________ 14
4. El sistema CIROS® Mechatronics _______________________ 16
4.1 Resumen de CIROS® Mechatronics _____________________ 16
4.2 Los modelos de proceso de CIROS® Mechatronics _________ 18
4.3 Control de los modelos de proceso con un PLC interno _____ 26
4.4 Control de los modelos de proceso con un PLC externo ____ 27
4.5 Funciones para ajustar averías en el modelo de proceso ___ 29
4.6 Funciones para analizar el modelo de proceso ____________ 30
5. Principales funciones de manejo de CIROS® Mechatronics __ 32
5.1 Carga del modelo de proceso _________________________ 32
5.2 Simulación del modelo de proceso _____________________ 41
5.3 Manejo y observación del modelo de proceso ____________ 45
5.4 Modificación del plano del modelo de proceso ___________ 51
5.5 Ventanas Inputs y Outputs ___________________________ 55
5.6 Ventana Manual Operation ___________________________ 56
5.7 Control del modelo de proceso con el PLC S7 interno ______ 70
5.8 Control del modelo de proceso con el
Soft-PLC S7-PLCSIM externo __________________________ 80
5.9 Control del modelo de proceso con el
Soft-PLC CoDeSys SP PLCWinNT externo ________________ 92
5.10 Control del modelo de proceso con un PLC externo _______ 116
5.11 Ajuste de averías en el modelo de proceso _____________ 131
5.12 Eliminación de averías en el modelo de proceso _________ 138
5.13 Protocolización de la eliminación de errores ____________ 143
Índice
4 © Festo Didactic GmbH & Co. KG „ 572758 4
6. Contenido didáctico de CIROS® Mechatronics ___________ 145
6.1 Contenido didáctico ________________________________ 145
6.2 Destinatarios _____________________________________ 146
6.3 Conocimientos previos ______________________________ 147
6.4 Asignación de objetivos didácticos al plan de estudios ____ 147
6.5 Concepto didáctico de CIROS® Mechatronics ____________ 152
7. Exploración del modo de funcionamiento y
de la estructura de una instalación
en CIROS® Mechatronics ____________________________ 154
7.1 Objetivos didácticos ________________________________ 154
7.2 Métodos _________________________________________ 155
7.3 Funciones auxiliares de CIROS® Mechatronics ___________ 159
7.4 Ejemplo __________________________________________ 159
7.5 Ejemplo __________________________________________ 165
7.6 Ejemplo __________________________________________ 170
8. Exploración del modo de funcionamiento
de los componentes de una instalación
en CIROS® Mechatronics ____________________________ 175
8.1 Objetivos didácticos ________________________________ 175
8.2 Métodos _________________________________________ 176
8.3 Funciones auxiliares de CIROS® Mechatronics ___________ 176
8.4 Ejemplo __________________________________________ 177
9. Integración de CIROS® Mechatronics en la
programación de PLC _______________________________ 184
9.1 Objetivos didácticos ________________________________ 184
9.2 Métodos _________________________________________ 185
9.3 Funciones auxiliares de CIROS® Mechatronics ___________ 187
9.4 Ejemplo __________________________________________ 187
9.5 Ejemplo __________________________________________ 196
Índice
© Festo Didactic GmbH & Co. KG „ 572758 5
10. Localización sistemática de errores en una
instalación simulada _______________________________ 207
10.1 Objetivos didácticos ________________________________ 207
10.2 Métodos _________________________________________ 208
10.3 Funciones auxiliares de CIROS® Mechatronics ___________ 215
10.4 Ejemplo __________________________________________ 215

6 © Festo Didactic GmbH & Co. KG „ 572758 6
© Festo Didactic GmbH & Co. KG „ 572758 7
CIROS® Mechatronics es una aplicación perteneciente a la CIROS®
Automation Suite.
CIROS® Mechatronics es un sistema de simulación 3D gráfico basado en
PC con modelos de proceso preconfeccionados. Los modelos de
procesos representan instalaciones técnicas de automatización de
diferente complejidad.
CIROS® Mechatronics es una herramienta que permite:
Aprender el modo de funcionamiento y la estructura de una
instalación.
Programar el PLC y practicar la comprobación del programa de PLC.
Localizar errores en las instalaciones de forma sistemática.
Los modelos de proceso, también denominados células de trabajo,
están disponibles en forma de instalaciones reales.
CIROS® Mechatronics permite simular modelos de proceso precon-
feccionados o creados por el usuario. Los modelos se crean y modifican
con CIROS® Studio, otra aplicación de la CIROS® Automation Suite.
El manual está dirigido a:
Instructores.
En el manual se sugieren diferentes maneras de cómo utilizar
CIROS® Mechatronics en la clase.
Alumnos.
La información y las instrucciones de manejo de
CIROS® Mechatronics proporcionan contenidos relevantes para este
grupo.
El manual se divide en los campos temáticos siguientes:
En el capítulo 2 se ofrece información y notas sobre cómo instalar y
obtener la licencia de CIROS® Mechatronics.
En el capítulo 3 se ofrece información sobre cómo preparar CIROS®
Mechatronics para los puestos de trabajo en el PC de los alumnos.
1. Contenido del manual
¿Qué es CIROS®
Mechatronics?
Destinatarios
Estructura del manual
1. Contenido del manual
8 © Festo Didactic GmbH & Co. KG „ 572758 8
En los capítulos 4 y 5 se describen el sistema y las funciones de
manejo principales de CIROS® Mechatronics.
En el capítulo 6 se tratan aspectos didácticos y se presenta el
contenido que puede enseñarse con CIROS® Mechatronics. Además,
se incluye el concepto didáctico y las opciones existentes para
aplicarlo en la clase.
En los capítulos 7 a 10 se describen propuestas concretas de tareas
para aplicar el contenido teórico, métodos para solucionarlas y su
implementación en CIROS® Mechatronics. Las tareas se ejemplifican
en la estación de distribución.
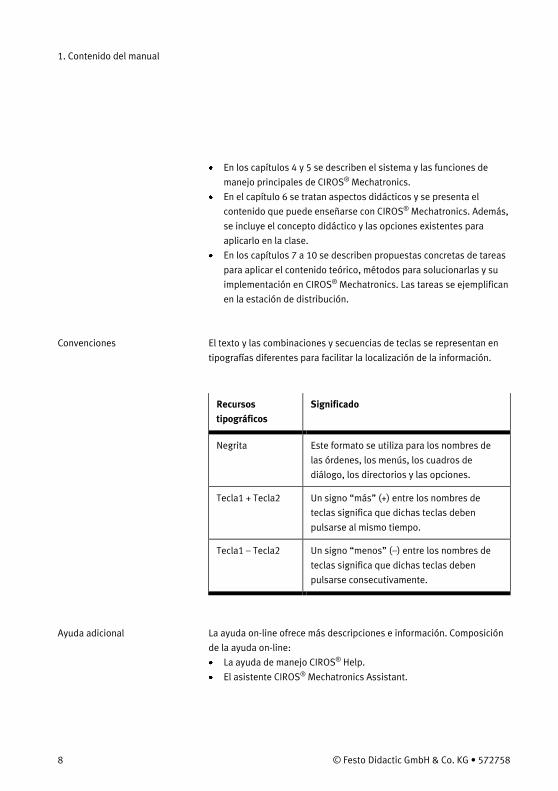
El texto y las combinaciones y secuencias de teclas se representan en
tipografías diferentes para facilitar la localización de la información.
Recursos
tipográficos
Significado
Negrita Este formato se utiliza para los nombres de
las órdenes, los menús, los cuadros de
diálogo, los directorios y las opciones.
Tecla1 + Tecla2 Un signo “más” (+) entre los nombres de
teclas significa que dichas teclas deben
pulsarse al mismo tiempo.
Tecla1 ‟ Tecla2 Un signo “menos” (‟) entre los nombres de
teclas significa que dichas teclas deben
pulsarse consecutivamente.
La ayuda on-line ofrece más descripciones e información. Composición
de la ayuda on-line:
La ayuda de manejo CIROS® Help.
El asistente CIROS® Mechatronics Assistant.
Convenciones
Ayuda adicional
1. Contenido del manual
© Festo Didactic GmbH & Co. KG „ 572758 9
CIROS® Help contiene información detallada sobre las funciones y el
manejo de CIROS® Mechatronics.
CIROS® Help pertenece a la CIROS® Automation Suite y describe la
funcionalidad de diferentes aplicaciones de CIROS®. CIROS® Help se
caracteriza por proporcionar un contenido mucho más amplio que el
necesario para CIROS® Mechatronics.
En la barra de menús de la ayuda on-line aparecen las funciones típicas
de un navegador de Internet estándar. Entre éstas se cuentan las
siguientes: desplazamiento hacia adelante y hacia atrás, selección de la
página de inicio, impresión de los temas seleccionados, visualización y
ocultación de la barra de navegación o ajuste de las opciones para la
conexión de Internet.
Las pestañas adicionales, como Contents, Index, Search o Favourites,
facilitan la navegación por la ayuda de CIROS® Mechatronics.
En CIROS® Mechatronics Assistant se presenta una descripción
detallada del funcionamiento y la documentación técnica de los
modelos de proceso. En los modelos más complejos se incluye también
un programa de PLC de ejemplo. El programa de PLC se ha creado en
STEP 7. Además, CIROS® Mechatronics Assistant permite acceder
directamente al modelo de proceso correspondiente.
Para visualizar los documentos PDF es necesario instalar Adobe Acrobat
Reader en el PC. El programa Adobe Acrobat Reader es gratuito y puede
descargarse en esta dirección www.adobe.com.
En nuestra línea directa estamos a su disposición para resolver
cualquier duda surgida durante la instalación o el funcionamiento de
CIROS® Mechatronics.

10 © Festo Didactic GmbH & Co. KG „ 572758 10
Para instalar CIROS® Mechatronics se requiere el DVD-ROM CIROS®
Automation Suite. Este DVD contiene todos los paquetes de software de
la CIROS® Automation Suite para su instalación. Asimismo, contiene los
manuales de dichos paquetes en forma de documentos PDF.
Después de instalar, efectúe el procedimiento para obtener la licencia.
Una vez obtenida, puede iniciarse CIROS® Mechatronics.
Para obtener más información sobre los requisitos del sistema, la
instalación y la obtención de la licencia, consulte las instrucciones
adjuntas.
2. Instalación de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 11
CIROS® Mechatronics dispone de funciones que facilitan el empleo del
software en la clase.
Entre éstas se cuentan las siguientes:
Preparación de un entorno de trabajo propio en el PC para cada
alumno. En este entorno de trabajo se guardan datos específicos del
usuario para CIROS® Mechatronics.
Los instructores pueden confeccionar de forma centralizada
archivos con especificaciones de averías para un modelo de proceso
y copiarlos fácilmente en los PC de los alumnos.
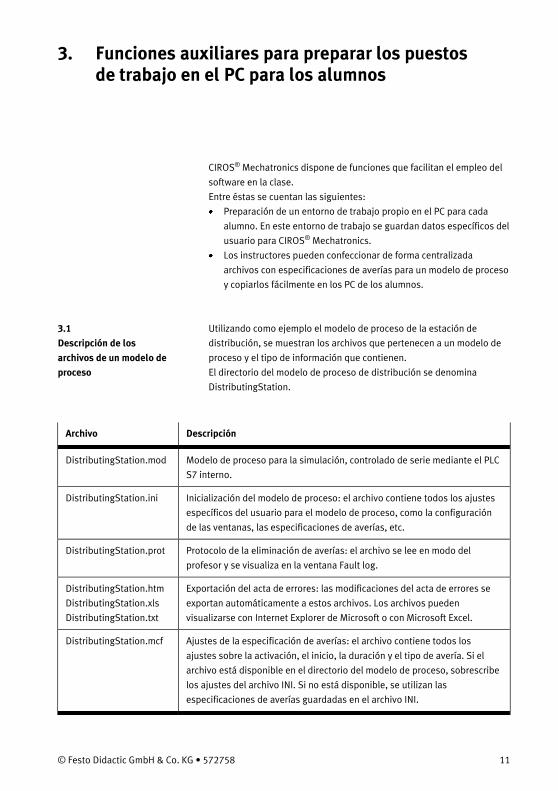
Utilizando como ejemplo el modelo de proceso de la estación de
distribución, se muestran los archivos que pertenecen a un modelo de
proceso y el tipo de información que contienen.
El directorio del modelo de proceso de distribución se denomina
DistributingStation.
Archivo Descripción
DistributingStation.mod Modelo de proceso para la simulación, controlado de serie mediante el PLC
S7 interno.
DistributingStation.ini Inicialización del modelo de proceso: el archivo contiene todos los ajustes
específicos del usuario para el modelo de proceso, como la configuración
de las ventanas, las especificaciones de averías, etc.
DistributingStation.prot Protocolo de la eliminación de averías: el archivo se lee en modo del
profesor y se visualiza en la ventana Fault log.
DistributingStation.htm
DistributingStation.xls
DistributingStation.txt
Exportación del acta de errores: las modificaciones del acta de errores se
exportan automáticamente a estos archivos. Los archivos pueden
visualizarse con Internet Explorer de Microsoft o con Microsoft Excel.
DistributingStation.mcf Ajustes de la especificación de averías: el archivo contiene todos los
ajustes sobre la activación, el inicio, la duración y el tipo de avería. Si el
archivo está disponible en el directorio del modelo de proceso, sobrescribe
los ajustes del archivo INI. Si no está disponible, se utilizan las
especificaciones de averías guardadas en el archivo INI.
3. Funciones auxiliares para preparar los puestos de trabajo en el PC para los alumnos
3.1
Descripción de los
archivos de un modelo de
proceso
3. Funciones auxiliares para preparar los puestos de trabajo en el PC para los alumnos
12 © Festo Didactic GmbH & Co. KG „ 572758 12
Los entornos de trabajo específicos del usuario se componen
básicamente de los modelos de proceso y de los archivos con los datos
específicos del usuario.
Los datos específicos del usuario son:
La configuración de las ventanas.
Los ajustes para el modelo de proceso.
Los ajustes para la especificación de averías.
El protocolo de la eliminación de averías.
Para generar un entorno específico del usuario, los modelos de proceso
se guardan en el PC, en un directorio aparte. En este directorio se
guardan también los datos específicos del usuario.
Por ejemplo, si desea preparar el entorno de trabajo en un PC para tres
usuarios distintos, copie los modelos de proceso en tres directorios
diferentes. De este modo, cada usuario trabaja en “su” directorio, que
se corresponde con un entorno de trabajo. El usuario descarga los
modelos de proceso de CIROS® Mechatronics de “su” directorio de
trabajo.
CIROS® Mechatronics facilita la creación de entornos de trabajo
específicos del usuario. Para ello, abra CIROS® Mechatronics Assistant.
CIROS® Mechatronics diferencia entre modelos de referencia (Reference
models) y modelos de usuario (User models).
Los modelos de referencia se encuentran en el directorio del
programa CIROS® Mechatronics y son de sólo lectura. El modelo y el
programa de PLC correspondiente no pueden modificarse. De este
modo se garantiza que el modelo de proceso pueda abrirse en
cualquier momento y simularse correctamente.
Si los modelos de usuario se generan y se abren con CIROS®
Mechatronics Assistant, dichos modelos se guardan por defecto en
la carpeta personal del usuario, ubicada en My Documents\CIROS\
CIROS Mechatronics Samples. Los modelos tienen permiso de
escritura, de modo que es posible modificar los programas de PLC
correspondientes y sustituirlos por otros propios. El directorio del
programa con los modelos de usuario conforma el entorno de
trabajo individual del usuario para CIROS® Mechatronics.
3.2
Confección de un entorno
de trabajo específico del
usuario
3. Funciones auxiliares para preparar los puestos de trabajo en el PC para los alumnos
© Festo Didactic GmbH & Co. KG „ 572758 13
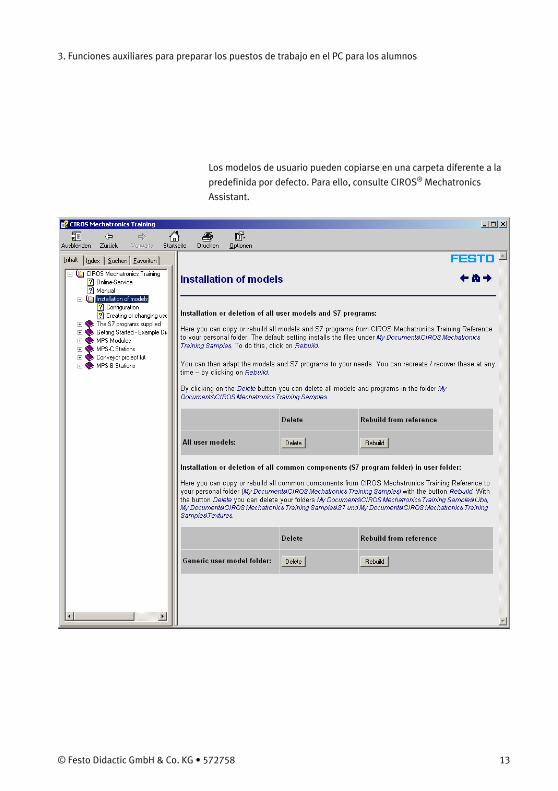
Los modelos de usuario pueden copiarse en una carpeta diferente a la
predefinida por defecto. Para ello, consulte CIROS® Mechatronics
Assistant.
3. Funciones auxiliares para preparar los puestos de trabajo en el PC para los alumnos
14 © Festo Didactic GmbH & Co. KG „ 572758 14
Los instructores pueden confeccionar de forma centralizada archivos
con especificaciones de averías para un modelo de proceso y copiarlos
fácilmente en los PC de los alumnos.
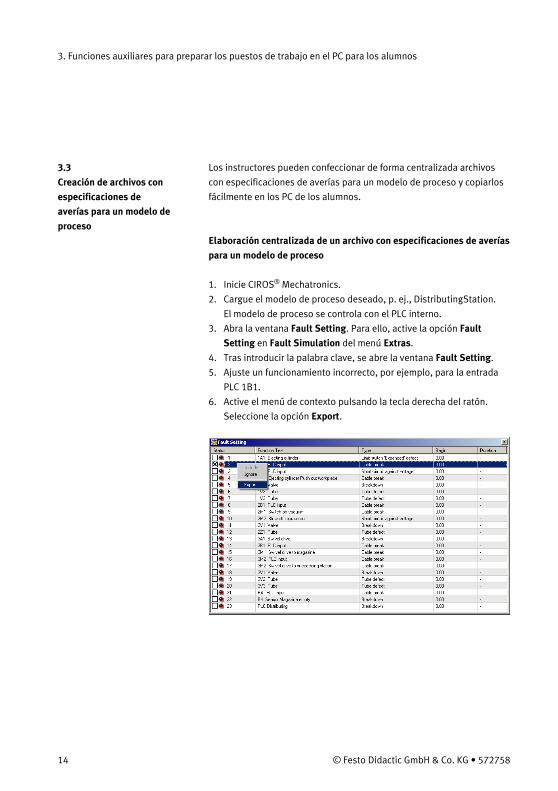
Elaboración centralizada de un archivo con especificaciones de averías
para un modelo de proceso
1. Inicie CIROS® Mechatronics.
2. Cargue el modelo de proceso deseado, p. ej., DistributingStation.
El modelo de proceso se controla con el PLC interno.
3. Abra la ventana Fault Setting. Para ello, active la opción Fault
Setting en Fault Simulation del menú Extras.
4. Tras introducir la palabra clave, se abre la ventana Fault Setting.
5. Ajuste un funcionamiento incorrecto, por ejemplo, para la entrada
PLC 1B1.
6. Active el menú de contexto pulsando la tecla derecha del ratón.
Seleccione la opción Export.
3.3
Creación de archivos con
especificaciones de
averías para un modelo de
proceso
3. Funciones auxiliares para preparar los puestos de trabajo en el PC para los alumnos
© Festo Didactic GmbH & Co. KG „ 572758 15
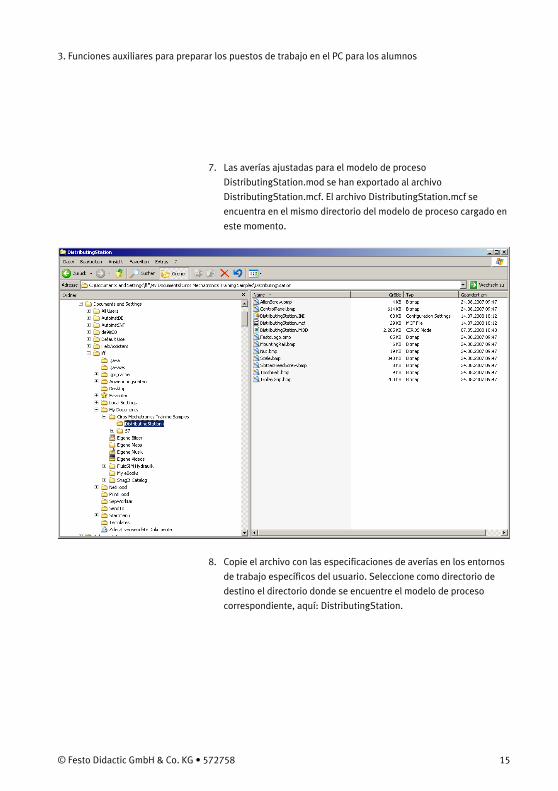
7. Las averías ajustadas para el modelo de proceso
DistributingStation.mod se han exportado al archivo
DistributingStation.mcf. El archivo DistributingStation.mcf se
encuentra en el mismo directorio del modelo de proceso cargado en
este momento.
8. Copie el archivo con las especificaciones de averías en los entornos
de trabajo específicos del usuario. Seleccione como directorio de
destino el directorio donde se encuentre el modelo de proceso
correspondiente, aquí: DistributingStation.
16 © Festo Didactic GmbH & Co. KG „ 572758 16
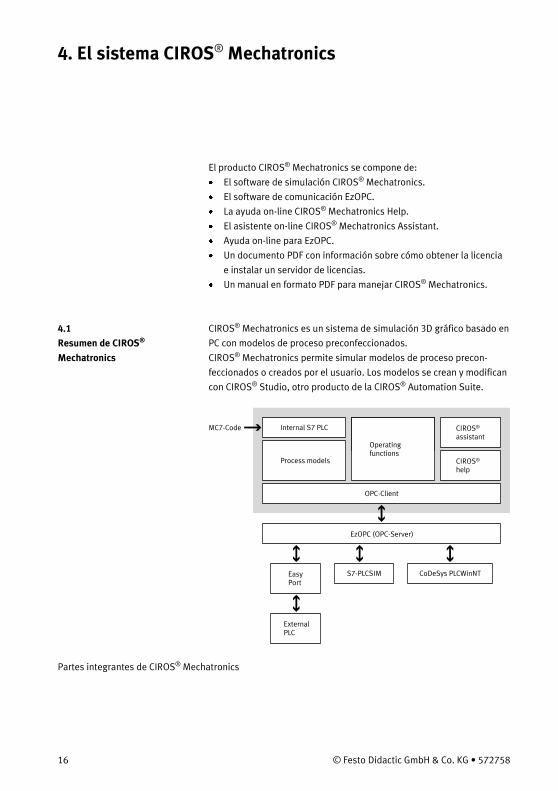
El producto CIROS® Mechatronics se compone de:
El software de simulación CIROS® Mechatronics.
El software de comunicación EzOPC.
La ayuda on-line CIROS® Mechatronics Help.
El asistente on-line CIROS® Mechatronics Assistant.
Ayuda on-line para EzOPC.
Un documento PDF con información sobre cómo obtener la licencia
e instalar un servidor de licencias.
Un manual en formato PDF para manejar CIROS® Mechatronics.
CIROS® Mechatronics es un sistema de simulación 3D gráfico basado en
PC con modelos de proceso preconfeccionados.
CIROS® Mechatronics permite simular modelos de proceso precon-
feccionados o creados por el usuario. Los modelos se crean y modifican
con CIROS® Studio, otro producto de la CIROS® Automation Suite.
Internal S7 PLC
EasyPort
ExternalPLC
S7-PLCSIM
Operatingfunctions
CIROS®
assistant
CIROS®
helpProcess models
MC7-Code
OPC-Client
EzOPC (OPC-Server)
CoDeSys PLCWinNT
Partes integrantes de CIROS® Mechatronics
4. El sistema CIROS® Mechatronics
4.1
Resumen de CIROS®
Mechatronics
4. El sistema CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 17
Para simular un proceso, se requieren:
Un PLC y un programa de PLC para controlar el proceso.
Una simulación en la que se representa el comportamiento del
proceso. La simulación se encarga, p. ej., de que los cilindros se
muevan y de que los sensores se activen.
En los modelos más complejos se incluyen también programas de PLC
de ejemplo. Estos programas de PLC fijan un control posible del
proceso. Por supuesto, pueden crearse programas de PLC nuevos que
generen otras secuencias de proceso.
Al cargar un modelo de proceso, el programa de PLC de ejemplo se
carga automáticamente (si está disponible). El programa de PLC se
ejecuta con un simulador S7 SIMATIC. El simulador S7 forma parte de
CIROS® Mechatronics. El simulador S7 integrado se denomina también
PLC interno.
El proceso puede simularse inmediatamente después de cargar el
modelo de proceso.
Las ventajas son que puede familiarizarse con el proceso, manejarlo y
monitorizarlo, sin tener que crear antes el programa de PLC.
CIROS® Mechatronics ofrece una función complementaria especial: la
simulación de errores. Con ella puede configurar averías comunes en el
modelo de proceso. Algunas causas de averías son: un detector
desplazado mecánicamente, una rotura de cable o el fallo de una
unidad completa. Las causas de avería deben buscarse mediante una
localización sistemática de errores y subsanarse.
Uno de los puntos fuertes de CIROS® Mechatronics es la monitorización
y el análisis del proceso, así como la eliminación de averías.
Otro punto fuerte es la creación de programas de PLC propios para los
modelos de proceso. Estos programas de PLC se cargan en un PLC
externo. CIROS® Mechatronics intercambia las señales de entrada y
salida con el PLC externo a través de la interface OPC.
4. El sistema CIROS® Mechatronics
18 © Festo Didactic GmbH & Co. KG „ 572758 18
Se pueden usar como PLC externos:
Cualquier PLC real, o
El Soft-PLC SIMATIC S7-PLCSIM.
El Soft-PLC CoDeSys PLCWinNT.
CIROS® Mechatronics necesita el software EzOPC para acoplarse a un
PLC externo. El servidor OPC EzOPC se comunica con cualquier PLC a
través de la interface EasyPort.
Los modelos de proceso son reproducciones de estaciones y módulos
que existen en la realidad.
Cada modelo de proceso dispone de una célula de trabajo.
Las estaciones de distribución, procesamiento y clasificación MPS B son
excepciones, pues sus modelos de proceso disponen de tres células de
trabajo cada uno. El nombre permite identificar con qué PLC debe
controlarse el modelo de proceso. Por ejemplo, en el caso de la estación
de distribución MPS B se efectúa como sigue:
DistributingStation_B.mod:
control mediante el PLC S7 interno.
DistributingStation_B(PLCSIM).mod:
control mediante el PLC S7 PLCSim externo.
DistributingStation_B(EasyPort).mod:
control con un PLC externo mediante EasyPort.
La estación de verificación MPS B sólo dispone de una célula de trabajo
debido a que los datos se procesan de modo analógico. Esta célula de
trabajo se controla con el PLC S7 interno.
El resto de los modelos de proceso disponen de una sola célula de
trabajo. Utilice una opción del menú de CIROS® Mechatronics para
configurar el PLC de cada modelo de proceso.
4.2
Los modelos de proceso
de CIROS® Mechatronics
4. El sistema CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 19
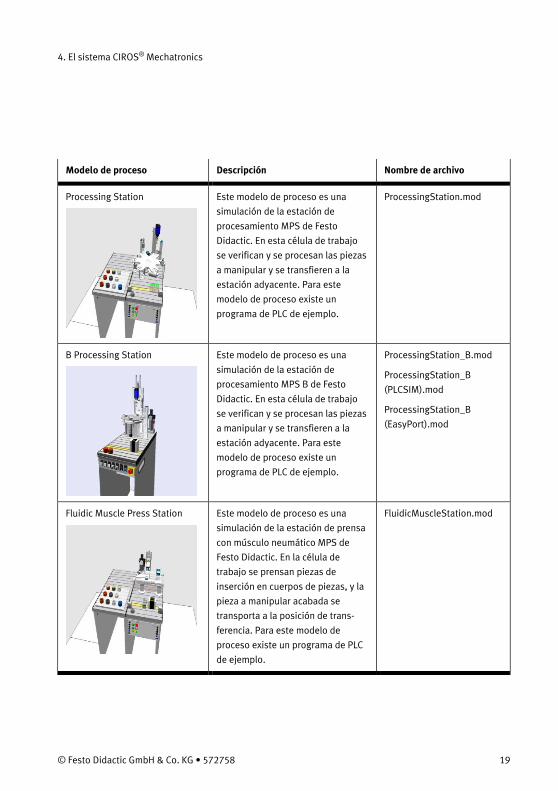
Modelo de proceso Descripción Nombre de archivo
Processing Station
Este modelo de proceso es una
simulación de la estación de
procesamiento MPS de Festo
Didactic. En esta célula de trabajo
se verifican y se procesan las piezas
a manipular y se transfieren a la
estación adyacente. Para este
modelo de proceso existe un
programa de PLC de ejemplo.
ProcessingStation.mod
B Processing Station
Este modelo de proceso es una
simulación de la estación de
procesamiento MPS B de Festo
Didactic. En esta célula de trabajo
se verifican y se procesan las piezas
a manipular y se transfieren a la
estación adyacente. Para este
modelo de proceso existe un
programa de PLC de ejemplo.
ProcessingStation_B.mod
ProcessingStation_B
(PLCSIM).mod
ProcessingStation_B
(EasyPort).mod
Fluidic Muscle Press Station
Este modelo de proceso es una
simulación de la estación de prensa
con músculo neumático MPS de
Festo Didactic. En la célula de
trabajo se prensan piezas de
inserción en cuerpos de piezas, y la
pieza a manipular acabada se
transporta a la posición de trans-
ferencia. Para este modelo de
proceso existe un programa de PLC
de ejemplo.
FluidicMuscleStation.mod
4. El sistema CIROS® Mechatronics
20 © Festo Didactic GmbH & Co. KG „ 572758 20
Modelo de proceso Descripción Nombre de archivo
Handling Station
Este modelo de proceso es una
simulación de la estación de
manipulación MPS de Festo
Didactic. En la célula de trabajo se
retiran piezas a manipular de un
soporte y se colocan en diferentes
rampas en función del material
detectado en la comprobación. Para
este modelo de proceso existe un
programa de PLC de ejemplo.
HandlingStation.mod
Stacker Store Station
Este modelo de proceso es una
simulación del almacén de
estanterías altas de Festo Didactic.
En la célula de trabajo se da entrada
y salida del almacén a las piezas a
manipular. Para este modelo de
proceso existe un programa de PLC
de ejemplo.
StoreWorkCell.mod
Pick & Place Station
Este modelo de proceso es una
simulación de la estación Pick &
Place MPS de Festo Didactic. En
esta célula de trabajo se colocan
piezas de inserción sobre cuerpos
de piezas. La pieza a manipular
completa se transporta hasta la
posición de transferencia. Para este
modelo de proceso existe un
programa de PLC de ejemplo.
PickAndPlaceStation.mod
4. El sistema CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 21
Modelo de proceso Descripción Nombre de archivo
Testing Station
Este modelo de proceso es una
simulación de la estación de
verificación MPS de Festo Didactic.
En la célula de trabajo se determina
la característica del material de las
piezas a manipular y se comprueba
la altura de las piezas. La pieza se
expulsa o se transfiere a la estación
adyacente en función del resultado
de la comprobación. Para este
modelo de proceso existe un
programa de PLC de ejemplo.
TestingStation.mod
B Testing Station
Este modelo de proceso es una
simulación de la estación de
verificación MPS B de Festo
Didactic. En la célula de trabajo se
determina la característica del
material de las piezas a manipular
y se comprueba la altura de las
piezas. La pieza se expulsa o se
transfiere a la estación adyacente
en función del resultado de la
comprobación. Para este modelo de
proceso existe un programa de PLC
de ejemplo.
TestingStation_B.mod
Nota:
el modelo de proceso sólo
puede controlarse con el
PLC interno.
Buffer Station
Este modelo de proceso es una
simulación de la estación pulmón
MPS de Festo Didactic. En la célula
de trabajo se transportan, se
acumulan en pulmón y se separan
las piezas a manipular. Para este
modelo de proceso existe un
programa de PLC de ejemplo.
BufferStation.mod
4. El sistema CIROS® Mechatronics
22 © Festo Didactic GmbH & Co. KG „ 572758 22
Modelo de proceso Descripción Nombre de archivo
Sorting Station
Este modelo de proceso es una
simulación de la estación de
clasificación MPS de Festo Didactic.
En la célula de trabajo se clasifican
las piezas a manipular en función
del material y del color. Para este
modelo de proceso existe un
programa de PLC de ejemplo.
SortingStation.mod
B Sorting Station
Este modelo de proceso es una
simulación de la estación de
clasificación MPS B de Festo
Didactic. En la célula de trabajo se
clasifican las piezas a manipular en
función del material y del color.
Para este modelo de proceso existe
un programa de PLC de ejemplo.
SortingStation_B.mod
SortingStation_B
(PLCSIM).mod
SortingStation_B
(EasyPort).mod
Separating Station
Este modelo de proceso es una
simulación de la estación de
separación MPS de Festo Didactic.
En la célula de trabajo se diferen-
cian las piezas a manipular y se
separan en dos sentidos de flujo de
materiales. Los cuerpos básicos del
cilindro se colocan en la cinta 1 y el
cuerpo de los instrumentos
medidores se transportan a la
cinta 2 y se transfieren a las
estaciones adyacentes. Para este
modelo de proceso existe un
programa de PLC de ejemplo.
SeparatingStation.mod
4. El sistema CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 23
Modelo de proceso Descripción Nombre de archivo
Distributing Station
Este modelo de proceso es una
simulación de la estación de
distribución MPS de Festo Didactic.
En esta célula de trabajo se separan
las piezas a manipular y se
transfieren a la estación adyacente.
Para este modelo de proceso existe
un programa de PLC de ejemplo.
DistributingStation.mod
B Distributing Station
Este modelo de proceso es una
simulación de la estación de
distribución MPS B de Festo
Didactic. En esta célula de trabajo
se separan las piezas a manipular
y se transfieren a la estación
adyacente. Para este modelo de
proceso existe un programa de PLC
de ejemplo.
DistributingStation_B.mod
DistributingStation_B
(PLCSIM).mod
DistributingStation_B
(EasyPort).mod
Rotary Indexing Table Module
Este modelo de proceso es una
simulación del módulo de mesa
giratoria de indexación MPS de
Festo Didactic. En la célula de
trabajo se verifican las piezas a
manipular en dos secuencias
paralelas y se pulen.
RotaryTable.mod
4. El sistema CIROS® Mechatronics
24 © Festo Didactic GmbH & Co. KG „ 572758 24
Modelo de proceso Descripción Nombre de archivo
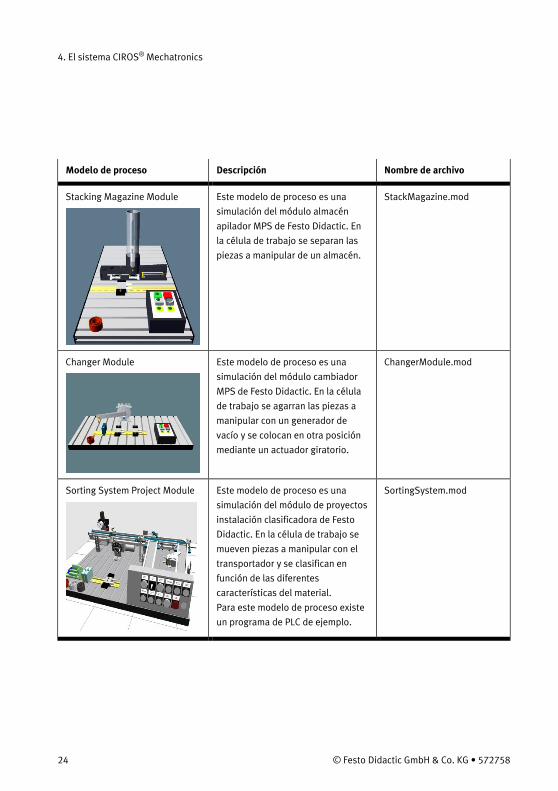
Stacking Magazine Module
Este modelo de proceso es una
simulación del módulo almacén
apilador MPS de Festo Didactic. En
la célula de trabajo se separan las
piezas a manipular de un almacén.
StackMagazine.mod
Changer Module
Este modelo de proceso es una
simulación del módulo cambiador
MPS de Festo Didactic. En la célula
de trabajo se agarran las piezas a
manipular con un generador de
vacío y se colocan en otra posición
mediante un actuador giratorio.
ChangerModule.mod
Sorting System Project Module
Este modelo de proceso es una
simulación del módulo de proyectos
instalación clasificadora de Festo
Didactic. En la célula de trabajo se
mueven piezas a manipular con el
transportador y se clasifican en
función de las diferentes
características del material.
Para este modelo de proceso existe
un programa de PLC de ejemplo.
SortingSystem.mod
4. El sistema CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 25
Modelo de proceso Descripción Nombre de archivo
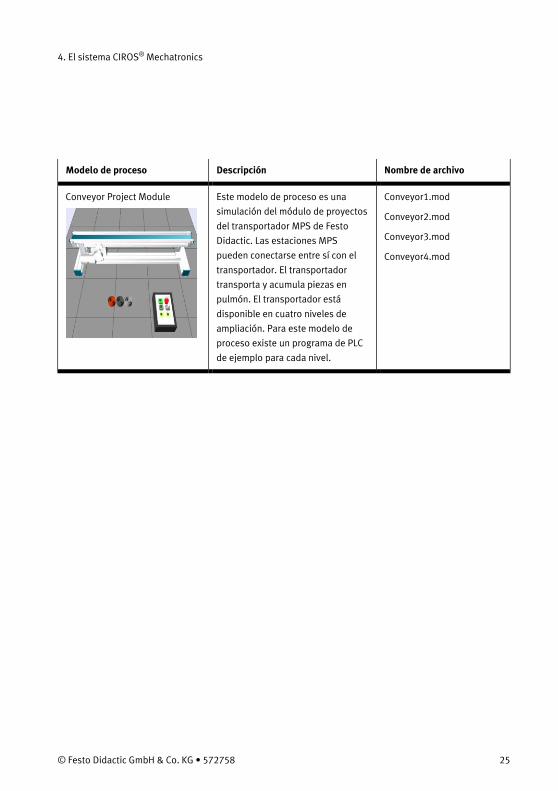
Conveyor Project Module
Este modelo de proceso es una
simulación del módulo de proyectos
del transportador MPS de Festo
Didactic. Las estaciones MPS
pueden conectarse entre sí con el
transportador. El transportador
transporta y acumula piezas en
pulmón. El transportador está
disponible en cuatro niveles de
ampliación. Para este modelo de
proceso existe un programa de PLC
de ejemplo para cada nivel.
Conveyor1.mod
Conveyor2.mod
Conveyor3.mod
Conveyor4.mod
4. El sistema CIROS® Mechatronics
26 © Festo Didactic GmbH & Co. KG „ 572758 26
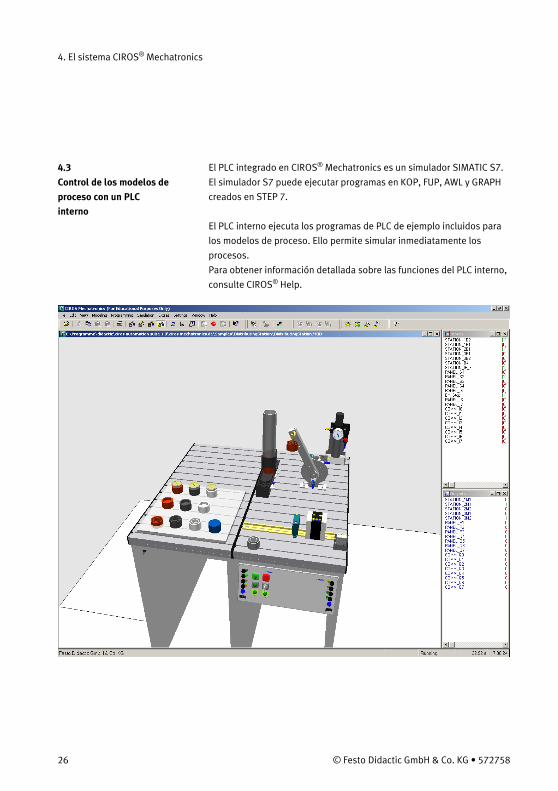
El PLC integrado en CIROS® Mechatronics es un simulador SIMATIC S7.
El simulador S7 puede ejecutar programas en KOP, FUP, AWL y GRAPH
creados en STEP 7.
El PLC interno ejecuta los programas de PLC de ejemplo incluidos para
los modelos de proceso. Ello permite simular inmediatamente los
procesos.
Para obtener información detallada sobre las funciones del PLC interno,
consulte CIROS® Help.
4.3
Control de los modelos de
proceso con un PLC
interno
4. El sistema CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 27
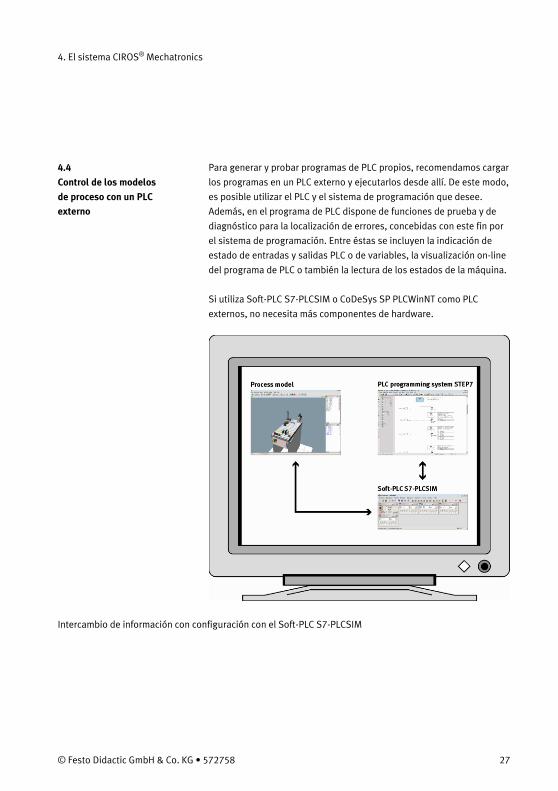
Para generar y probar programas de PLC propios, recomendamos cargar
los programas en un PLC externo y ejecutarlos desde allí. De este modo,
es posible utilizar el PLC y el sistema de programación que desee.
Además, en el programa de PLC dispone de funciones de prueba y de
diagnóstico para la localización de errores, concebidas con este fin por
el sistema de programación. Entre éstas se incluyen la indicación de
estado de entradas y salidas PLC o de variables, la visualización on-line
del programa de PLC o también la lectura de los estados de la máquina.
Si utiliza Soft-PLC S7-PLCSIM o CoDeSys SP PLCWinNT como PLC
externos, no necesita más componentes de hardware.
Intercambio de información con configuración con el Soft-PLC S7-PLCSIM
4.4
Control de los modelos
de proceso con un PLC
externo
4. El sistema CIROS® Mechatronics
28 © Festo Didactic GmbH & Co. KG „ 572758 28
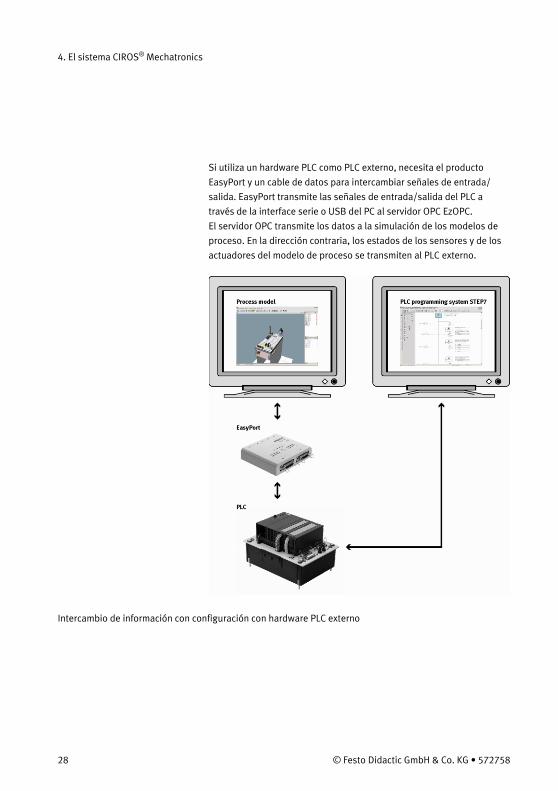
Si utiliza un hardware PLC como PLC externo, necesita el producto
EasyPort y un cable de datos para intercambiar señales de entrada/
salida. EasyPort transmite las señales de entrada/salida del PLC a
través de la interface serie o USB del PC al servidor OPC EzOPC.
El servidor OPC transmite los datos a la simulación de los modelos de
proceso. En la dirección contraria, los estados de los sensores y de los
actuadores del modelo de proceso se transmiten al PLC externo.
Intercambio de información con configuración con hardware PLC externo
4. El sistema CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 29
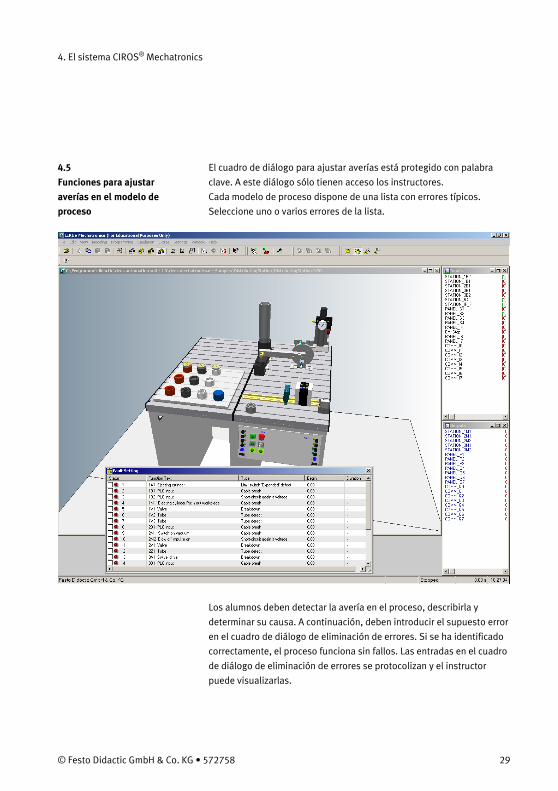
El cuadro de diálogo para ajustar averías está protegido con palabra
clave. A este diálogo sólo tienen acceso los instructores.
Cada modelo de proceso dispone de una lista con errores típicos.
Seleccione uno o varios errores de la lista.
Los alumnos deben detectar la avería en el proceso, describirla y
determinar su causa. A continuación, deben introducir el supuesto error
en el cuadro de diálogo de eliminación de errores. Si se ha identificado
correctamente, el proceso funciona sin fallos. Las entradas en el cuadro
de diálogo de eliminación de errores se protocolizan y el instructor
puede visualizarlas.
4.5
Funciones para ajustar
averías en el modelo de
proceso
4. El sistema CIROS® Mechatronics
30 © Festo Didactic GmbH & Co. KG „ 572758 30
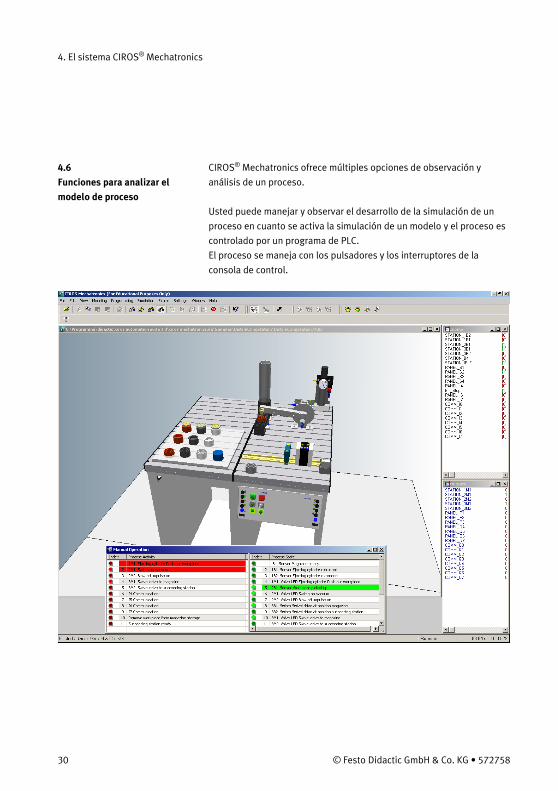
CIROS® Mechatronics ofrece múltiples opciones de observación y
análisis de un proceso.
Usted puede manejar y observar el desarrollo de la simulación de un
proceso en cuanto se activa la simulación de un modelo y el proceso es
controlado por un programa de PLC.
El proceso se maneja con los pulsadores y los interruptores de la
consola de control.
4.6
Funciones para analizar el
modelo de proceso
4. El sistema CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 31
Los LED ubicados en los detectores y en las válvulas indican el
estado eléctrico de los componentes de proceso.
Si hay aire comprimido en el punto de empalme de un cilindro, el
acoplamiento se indica mediante el color azul. Los propios tubos
flexibles no se representan en la simulación.
Los estados de las entradas y salidas PLC se representan en
ventanas separadas.
En la ventana Manual Operation se visualizan todos los estados y
las actividades de los procesos.
Si ejecuta la secuencia paso a paso, utilice la ventana Manual
Operation como herramienta de control. Los procesos pueden
detenerse en puntos definidos ajustando puntos de parada.
Si no hay ningún programa de PLC activo durante la simulación del
modelo de proceso, la ventana Manual Operation puede utilizarse para
activar actividades de procesos individuales. Por ejemplo, es posible
mover un cilindro o conectar y desconectar un motor eléctrico.
32 © Festo Didactic GmbH & Co. KG „ 572758 32
En este capítulo se describen las funciones principales de manejo de
CIROS® Mechatronics. Los programas de MS Windows permiten activar
órdenes de diferentes maneras. En esta descripción, las órdenes se
ejecutan mediante las opciones de la barra de menús. Sin embargo,
también puede utilizar la barra de herramientas, las combinaciones de
teclas o el menú de contexto que aparece pulsando la tecla derecha del
ratón.
Para obtener información detallada sobre todas las opciones de CIROS®
Mechatronics, consulte la ayuda on-line del paquete de software.
Los modelos de proceso preconfeccionados pueden cargarse con
CIROS® Mechatronics Assistant o con una orden de la barra de menús.
Los modelos de proceso modificados o creados por usted se cargan
únicamente mediante una opción de la barra de menús.
5. Principales funciones de manejo de CIROS® Mechatronics
5.1
Carga del modelo de
proceso
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 33
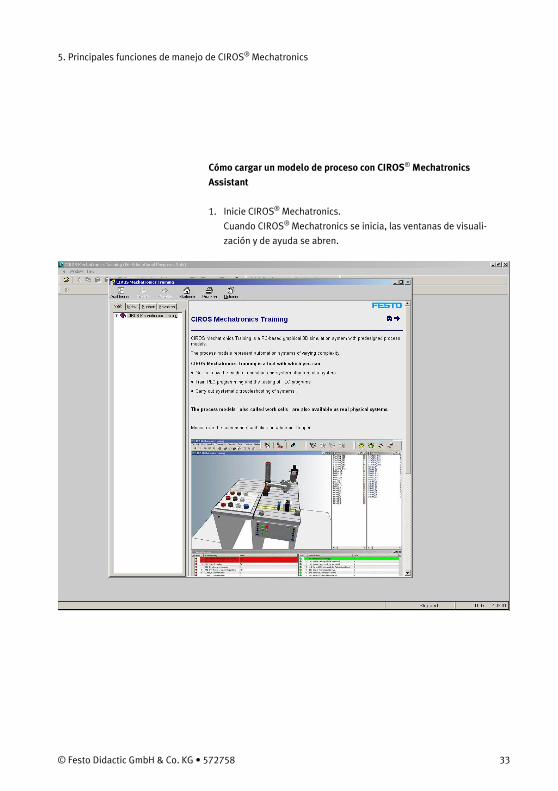
Cómo cargar un modelo de proceso con CIROS® Mechatronics
Assistant
1. Inicie CIROS® Mechatronics.
Cuando CIROS® Mechatronics se inicia, las ventanas de visuali-
zación y de ayuda se abren.
5. Principales funciones de manejo de CIROS® Mechatronics
34 © Festo Didactic GmbH & Co. KG „ 572758 34
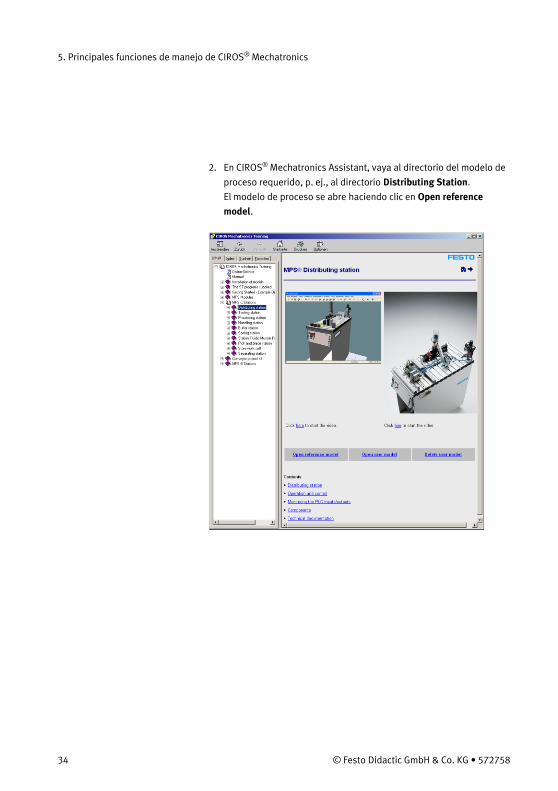
2. En CIROS® Mechatronics Assistant, vaya al directorio del modelo de
proceso requerido, p. ej., al directorio Distributing Station.
El modelo de proceso se abre haciendo clic en Open reference
model.

5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 35
Significado de Open reference model:
se abre el modelo de proceso de sólo lectura, que ha sido guardado en
el directorio del programa de CIROS® Mechatronics. La protección de
escritura garantiza en todo momento el funcionamiento y la simulación
correctos del modelo de proceso.
Significado de Open user model:
se abre el modelo de proceso copiado previamente o guardado por
defecto en la carpeta personal del usuario en My Documents\CIROS\
CIROS Mechatronics Samples. Los modelos de proceso guardados
como modelos de usuario pierden la protección de lectura, de modo
que es posible modificar los programas de PLC correspondientes
y sustituirlos por otros propios. El directorio con los modelos de usuario
conforma el entorno de trabajo individual del usuario para CIROS®
Mechatronics.
Nota
5. Principales funciones de manejo de CIROS® Mechatronics
36 © Festo Didactic GmbH & Co. KG „ 572758 36
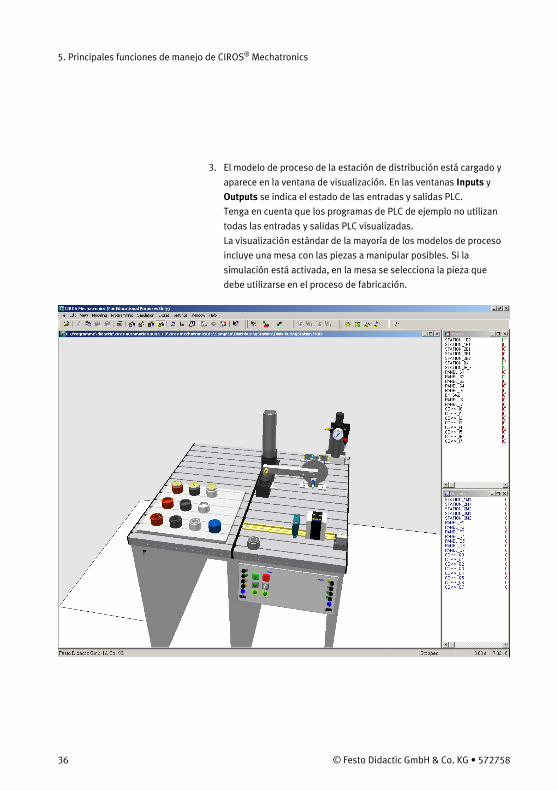
3. El modelo de proceso de la estación de distribución está cargado y
aparece en la ventana de visualización. En las ventanas Inputs y
Outputs se indica el estado de las entradas y salidas PLC.
Tenga en cuenta que los programas de PLC de ejemplo no utilizan
todas las entradas y salidas PLC visualizadas.
La visualización estándar de la mayoría de los modelos de proceso
incluye una mesa con las piezas a manipular posibles. Si la
simulación está activada, en la mesa se selecciona la pieza que
debe utilizarse en el proceso de fabricación.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 37
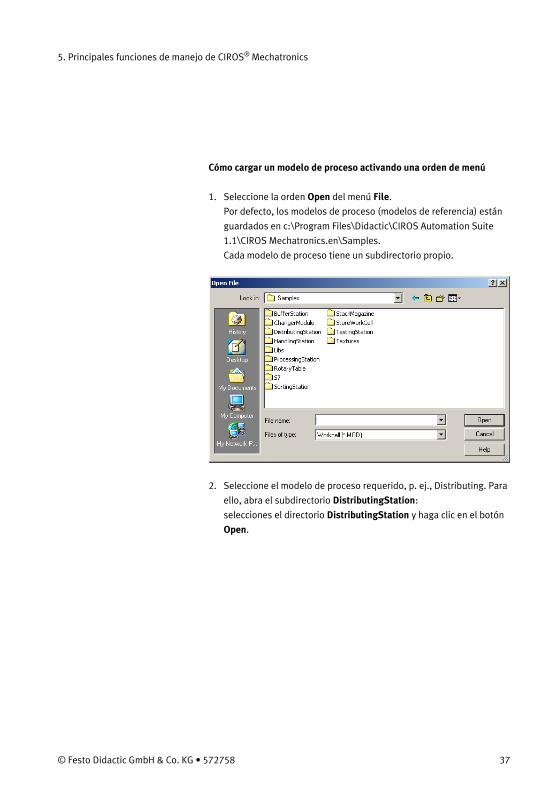
Cómo cargar un modelo de proceso activando una orden de menú
1. Seleccione la orden Open del menú File.
Por defecto, los modelos de proceso (modelos de referencia) están
guardados en c:\Program Files\Didactic\CIROS Automation Suite
1.1\CIROS Mechatronics.en\Samples.
Cada modelo de proceso tiene un subdirectorio propio.
2. Seleccione el modelo de proceso requerido, p. ej., Distributing. Para
ello, abra el subdirectorio DistributingStation:
selecciones el directorio DistributingStation y haga clic en el botón
Open.
5. Principales funciones de manejo de CIROS® Mechatronics
38 © Festo Didactic GmbH & Co. KG „ 572758 38
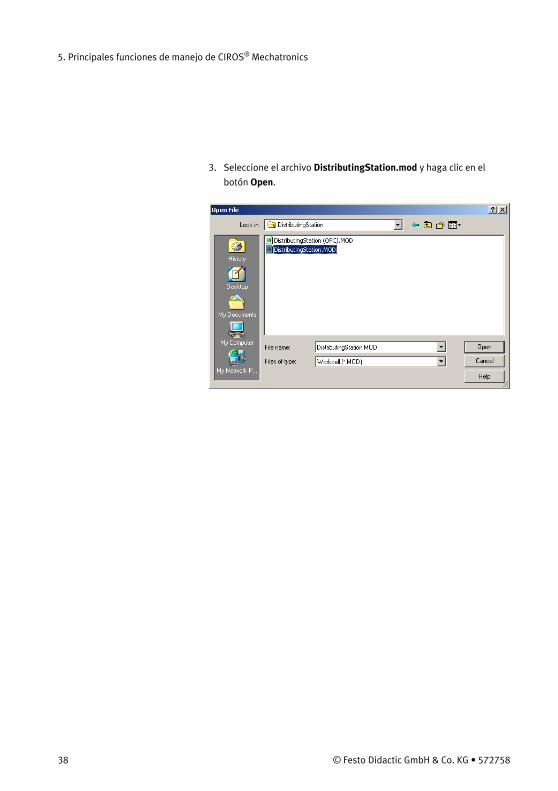
3. Seleccione el archivo DistributingStation.mod y haga clic en el
botón Open.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 39
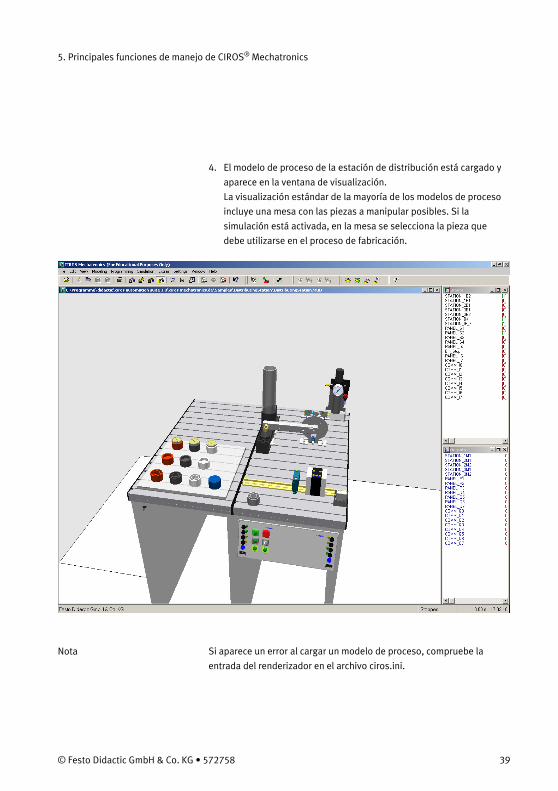
4. El modelo de proceso de la estación de distribución está cargado y
aparece en la ventana de visualización.
La visualización estándar de la mayoría de los modelos de proceso
incluye una mesa con las piezas a manipular posibles. Si la
simulación está activada, en la mesa se selecciona la pieza que
debe utilizarse en el proceso de fabricación.
Si aparece un error al cargar un modelo de proceso, compruebe la
entrada del renderizador en el archivo ciros.ini.
Nota
5. Principales funciones de manejo de CIROS® Mechatronics
40 © Festo Didactic GmbH & Co. KG „ 572758 40
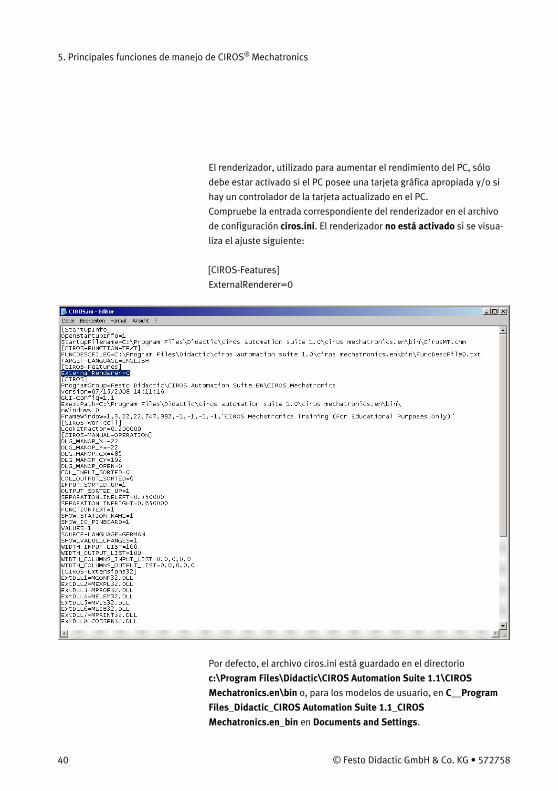
El renderizador, utilizado para aumentar el rendimiento del PC, sólo
debe estar activado si el PC posee una tarjeta gráfica apropiada y/o si
hay un controlador de la tarjeta actualizado en el PC.
Compruebe la entrada correspondiente del renderizador en el archivo
de configuración ciros.ini. El renderizador no está activado si se visua-
liza el ajuste siguiente:
[CIROS-Features]
ExternalRenderer=0
Por defecto, el archivo ciros.ini está guardado en el directorio
c:\Program Files\Didactic\CIROS Automation Suite 1.1\CIROS
Mechatronics.en\bin o, para los modelos de usuario, en C__Program
Files_Didactic_CIROS Automation Suite 1.1_CIROS
Mechatronics.en_bin en Documents and Settings.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 41
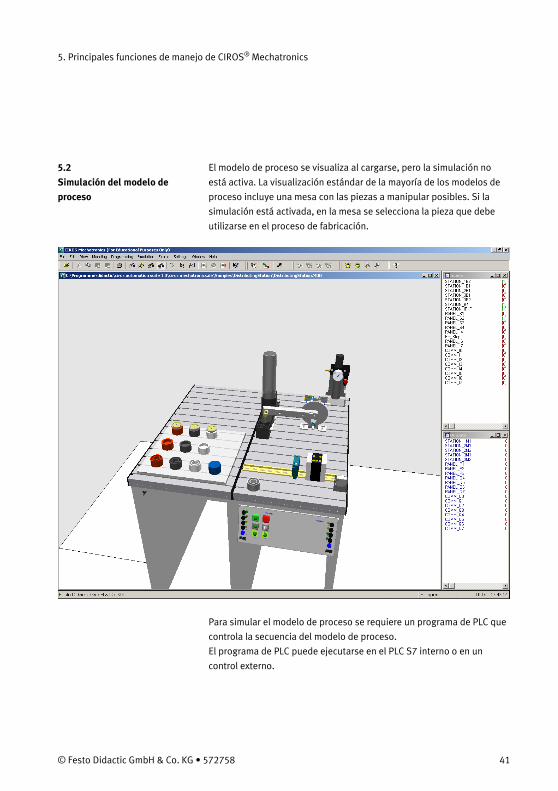
El modelo de proceso se visualiza al cargarse, pero la simulación no
está activa. La visualización estándar de la mayoría de los modelos de
proceso incluye una mesa con las piezas a manipular posibles. Si la
simulación está activada, en la mesa se selecciona la pieza que debe
utilizarse en el proceso de fabricación.
Para simular el modelo de proceso se requiere un programa de PLC que
controla la secuencia del modelo de proceso.
El programa de PLC puede ejecutarse en el PLC S7 interno o en un
control externo.
5.2
Simulación del modelo de
proceso
5. Principales funciones de manejo de CIROS® Mechatronics
42 © Festo Didactic GmbH & Co. KG „ 572758 42
Si se trabaja con un modelo de proceso abierto como modelo de
referencia, el programa de PLC de ejemplo correspondiente se carga
automáticamente en el PLC interno y se ejecuta al iniciarse la
simulación.
Si no hay ningún programa de PLC activo, el usuario puede controlar
componentes individuales del modelo de proceso con las funciones de
la ventana de accionamiento manual.
En cuanto se activa la simulación, usted puede visualizar la simulación y
el ciclo de funcionamiento del modelo de proceso.
Algunos datos están siempre disponibles.
En la barra de título se muestran el nombre del archivo y la ruta del
modelo de proceso cargado.
En la línea de estado se informa sobre el estado operacional del modelo
de proceso:
en un recuadro a la derecha se indica si la simulación está activada o
parada.
Stopped:
El modo de simulación no está activo. No se efectúa la simulación
del modelo de proceso.
Cycle:
Simulando el modelo de proceso.
Sequence:
Simulando el modelo de proceso.
En el cuadro adyacente de la derecha se muestra el tiempo de
simulación.
En CIROS® Mechatronics, los modos de simulación Cycle y Sequence
son idénticos.
Nota
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 43
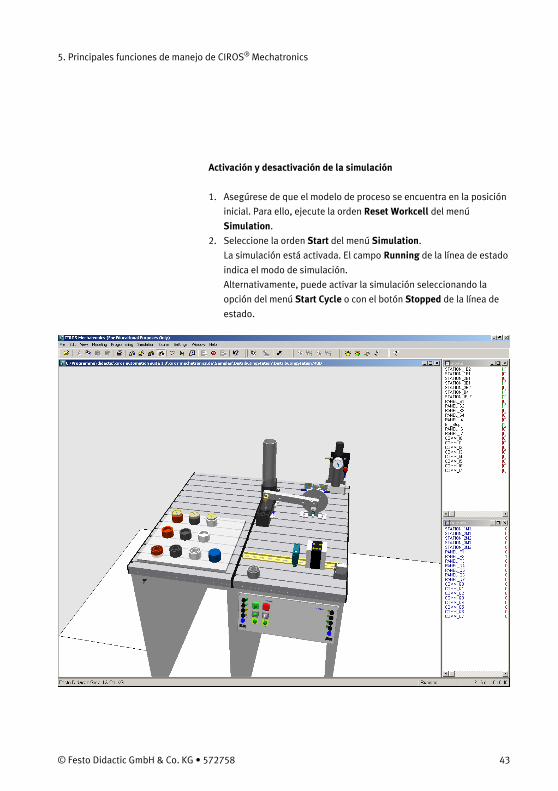
Activación y desactivación de la simulación
1. Asegúrese de que el modelo de proceso se encuentra en la posición
inicial. Para ello, ejecute la orden Reset Workcell del menú
Simulation.
2. Seleccione la orden Start del menú Simulation.
La simulación está activada. El campo Running de la línea de estado
indica el modo de simulación.
Alternativamente, puede activar la simulación seleccionando la
opción del menú Start Cycle o con el botón Stopped de la línea de
estado.
5. Principales funciones de manejo de CIROS® Mechatronics
44 © Festo Didactic GmbH & Co. KG „ 572758 44
3. La simulación se para haciendo clic en la opción Stop del menú
Simulation.
Alternativamente, puede hacer clic en el campo Running de la línea
de estado.
El modelo de proceso está listo para su manejo y monitorización en
cuanto se activa la simulación.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 45
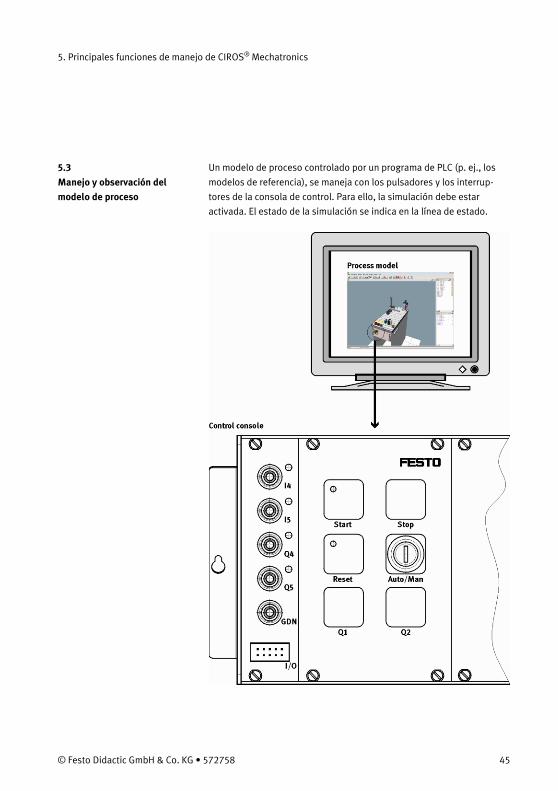
Un modelo de proceso controlado por un programa de PLC (p. ej., los
modelos de referencia), se maneja con los pulsadores y los interrup-
tores de la consola de control. Para ello, la simulación debe estar
activada. El estado de la simulación se indica en la línea de estado.
5.3
Manejo y observación del
modelo de proceso
5. Principales funciones de manejo de CIROS® Mechatronics
46 © Festo Didactic GmbH & Co. KG „ 572758 46
La visualización estándar de la mayoría de los modelos de proceso
incluye una mesa con las piezas a manipular posibles. Si la simulación
está activada, en la mesa se selecciona la pieza que debe utilizarse en
el proceso de fabricación.
Manejo de un modelo de proceso controlado por el programa de PLC
de ejemplo
(Los modelos de referencia son controlados por los programas de PLC
de ejemplo)
1. Inicie la simulación haciendo clic en la orden Start del menú
Simulation.
2. Ahora, el pulsador Reset encendido solicita la función Reset.
Si no es así, ponga el modelo de proceso en la posición inicial.
Desactive la simulación. Seleccione la orden Reset Workcell del
menú Simulation.
Reinicie la simulación.
3. Ejecute la función Reset haciendo clic en el pulsador Reset.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 47
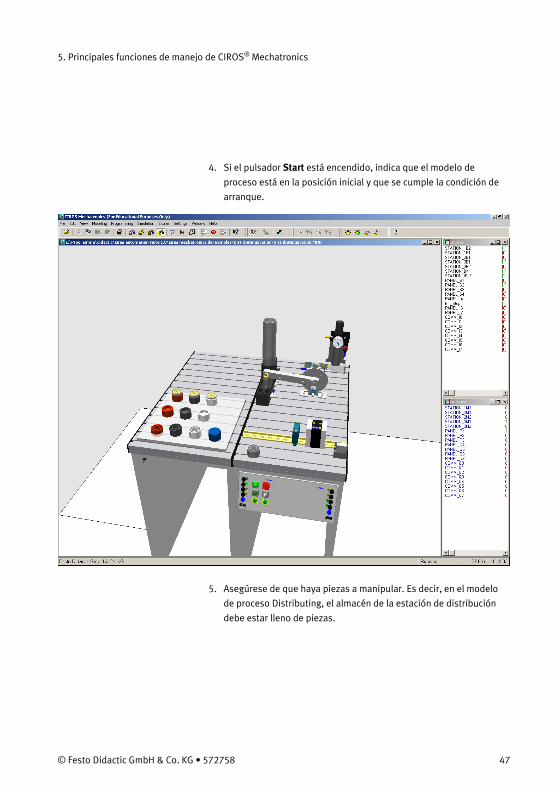
4. Si el pulsador Start está encendido, indica que el modelo de
proceso está en la posición inicial y que se cumple la condición de
arranque.
5. Asegúrese de que haya piezas a manipular. Es decir, en el modelo
de proceso Distributing, el almacén de la estación de distribución
debe estar lleno de piezas.
5. Principales funciones de manejo de CIROS® Mechatronics
48 © Festo Didactic GmbH & Co. KG „ 572758 48
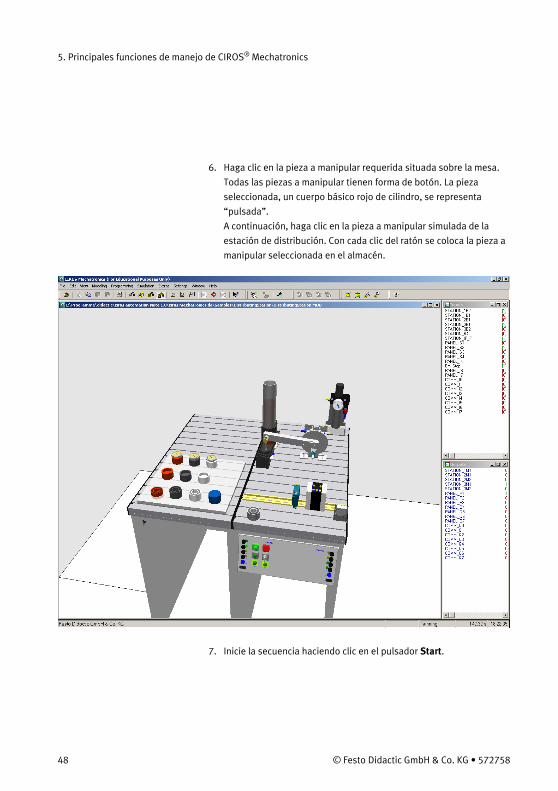
6. Haga clic en la pieza a manipular requerida situada sobre la mesa.
Todas las piezas a manipular tienen forma de botón. La pieza
seleccionada, un cuerpo básico rojo de cilindro, se representa
“pulsada”.
A continuación, haga clic en la pieza a manipular simulada de la
estación de distribución. Con cada clic del ratón se coloca la pieza a
manipular seleccionada en el almacén.
7. Inicie la secuencia haciendo clic en el pulsador Start.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 49
Si el modelo de proceso se controla con un programa de PLC creado por
usted, sabrá cómo están definidas la secuencia y el manejo.
Si el modelo de proceso no se controla con un programa de PLC, usted
puede activar manualmente los actuadores del proceso requeridos.
Para ello se requieren las funciones de la ventana Manual Operation.
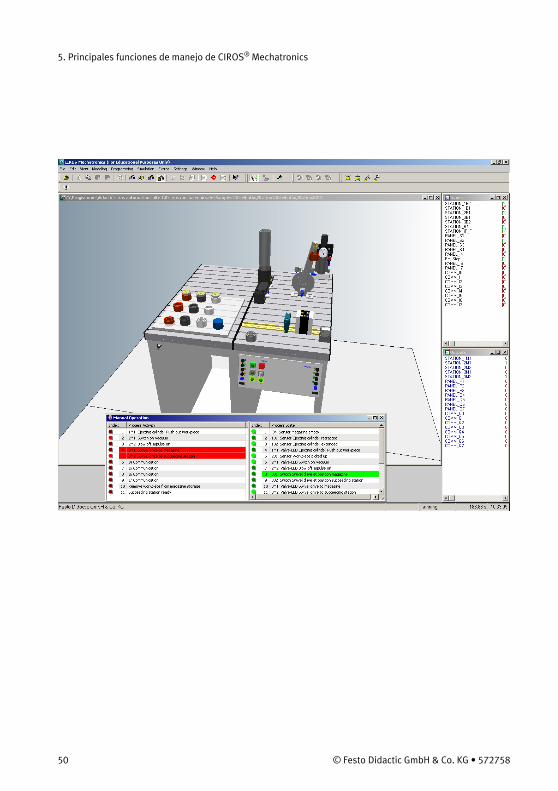
Visualización del estado del modelo de proceso
Los LED ubicados en los detectores y en las válvulas indican el
estado eléctrico de los componentes de proceso.
Si hay presión en el punto de empalme de un cilindro, el acopla-
miento se indica mediante el color azul.
Los propios tubos flexibles no se representan.
En las ventanas Inputs y Outputs se indica el estado de las señales
del PLC.
En la ventana Manual Operation se visualizan todos los estados y
las actividades de los procesos.
Haciendo clic en la conexión o en el LED de un componente de
proceso se visualiza la denominación del mismo. Esa denominación
es idéntica a la que figura en el esquema de circuito.
La denominación de las conexiones de alimentación de presión son
una excepción y se corresponde a las válvulas que alimentan con
aire la conexión de alimentación de presión.
5. Principales funciones de manejo de CIROS® Mechatronics
50 © Festo Didactic GmbH & Co. KG „ 572758 50
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 51
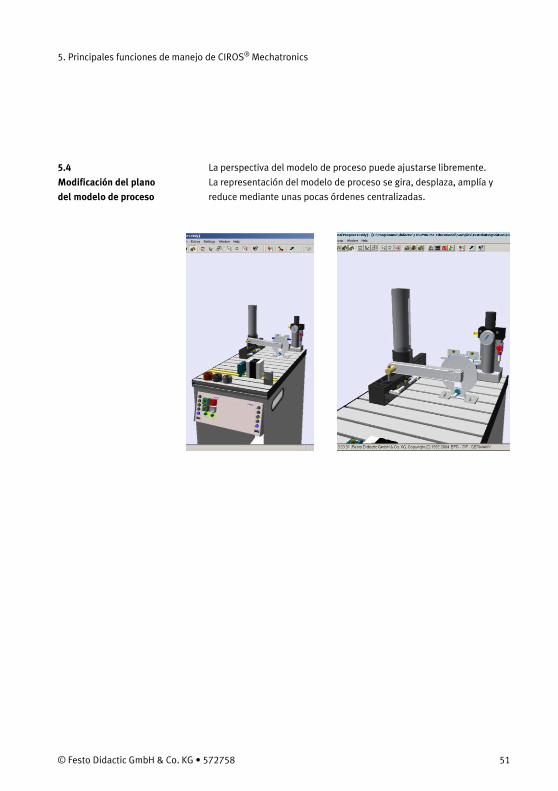
La perspectiva del modelo de proceso puede ajustarse libremente.
La representación del modelo de proceso se gira, desplaza, amplía y
reduce mediante unas pocas órdenes centralizadas.
5.4
Modificación del plano
del modelo de proceso
5. Principales funciones de manejo de CIROS® Mechatronics
52 © Festo Didactic GmbH & Co. KG „ 572758 52
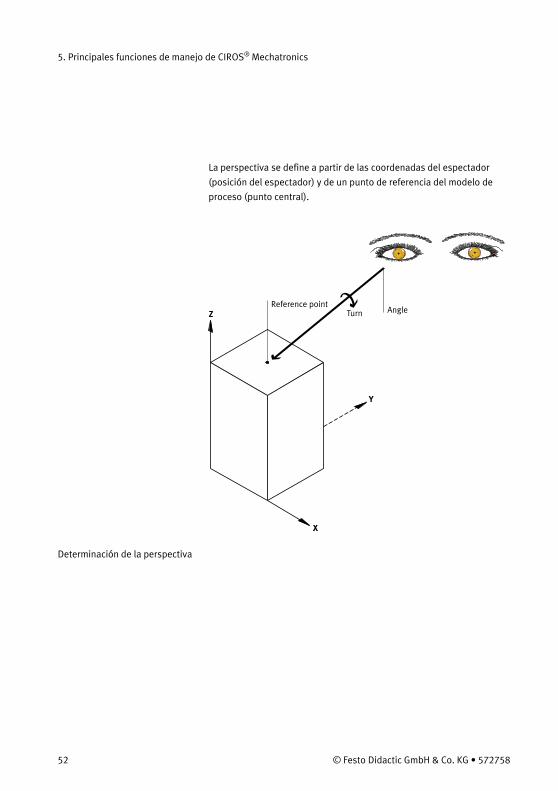
La perspectiva se define a partir de las coordenadas del espectador
(posición del espectador) y de un punto de referencia del modelo de
proceso (punto central).
ZReference point
AngleTurn
Y
X
Determinación de la perspectiva
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 53
Desplazamiento del modelo de proceso
1. Seleccione la orden Move del menú View.
El puntero se transforma en un sistema de coordenadas pequeño e
indica en qué sentido pueden desplazarse la posición del espec-
tador y el punto de referencia. Una flecha discontinua significa que
no es posible desplazar en la dirección indicada.
2. Mantenga pulsada la tecla izquierda del ratón.
3. Mueva el puntero en sentido Z o X.
4. Suelte de nuevo el puntero.
El plano cambia conforme al movimiento efectuado.
La orden Move se activa también manteniendo pulsada la tecla de
mayúsculas y pulsando a continuación la tecla izquierda del ratón.
Cómo girar el modelo de proceso
1. Seleccione la orden Turn del menú View.
El puntero se transforma en un sistema de coordenadas pequeño e
indica en qué sentido pueden desplazarse la posición del espec-
tador y el punto de referencia. Una flecha discontinua significa que
no es posible desplazar en la dirección indicada.
2. Mantenga pulsada la tecla izquierda del ratón.
3. Mueva el puntero en sentido Z o X.
4. Suelte de nuevo el puntero.
El plano cambia conforme al movimiento efectuado.
La orden Turn se activa también manteniendo pulsada la tecla Ctrl y
pulsando a continuación la tecla izquierda del ratón.
Ampliación y reducción del plano
1. Seleccione la orden Zoom del menú View.
El puntero se transforma en dos cuadrados.
2. Para ampliar el plano, mantenga pulsada la tecla izquierda del ratón
y desplace el puntero en el sentido de la flecha.
5. Principales funciones de manejo de CIROS® Mechatronics
54 © Festo Didactic GmbH & Co. KG „ 572758 54
3. Para reducir el plano, mantenga pulsada la tecla izquierda del ratón
y desplace el puntero en el sentido contrario a la flecha.
La orden Zoom se activa también manteniendo pulsada la combinación
de teclas Mayúsculas+Ctrl y pulsando a continuación la tecla izquierda
del ratón.
Si su ratón dispone de una rueda, el plano de un modelo de proceso se
amplía y se reduce fácilmente con ella.
Ampliación de una sección determinada
1. Posicione el puntero sobre una esquina de la sección.
2. Mantenga pulsada la combinación de teclas Mayúsculas+Ctrl.
3. Pulse la tecla derecha del ratón y mueva el ratón. Se visualiza un
marco.
4. Mueva el ratón para enmarcar la sección que desea ampliar.
5. Suelte la tecla derecha del ratón. La sección se amplía.
Ampliación del plano
Seleccione la orden Zoom-In del menú View. La imagen se amplía al
125%.
Reducción del plano
Seleccione la orden Zoom-Out del menú View. La imagen se reduce al
80%.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 55
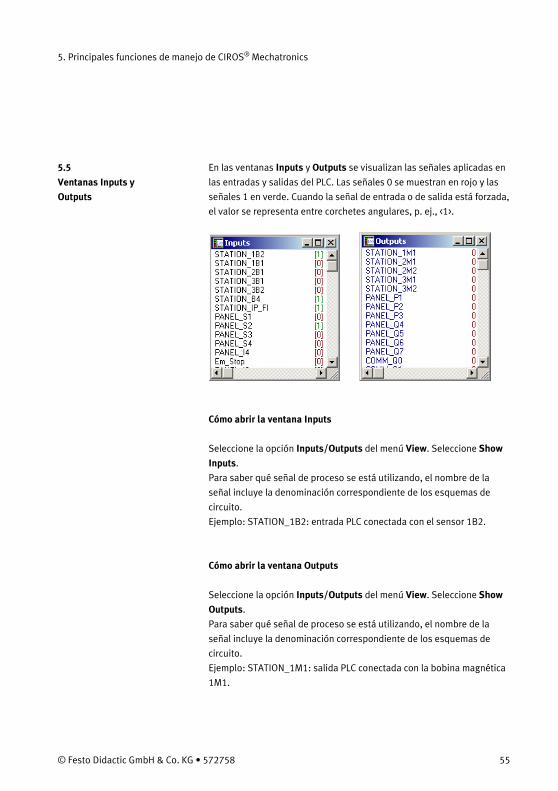
En las ventanas Inputs y Outputs se visualizan las señales aplicadas en
las entradas y salidas del PLC. Las señales 0 se muestran en rojo y las
señales 1 en verde. Cuando la señal de entrada o de salida está forzada,
el valor se representa entre corchetes angulares, p. ej., <1>.
Cómo abrir la ventana Inputs
Seleccione la opción Inputs/Outputs del menú View. Seleccione Show
Inputs.
Para saber qué señal de proceso se está utilizando, el nombre de la
señal incluye la denominación correspondiente de los esquemas de
circuito.
Ejemplo: STATION_1B2: entrada PLC conectada con el sensor 1B2.
Cómo abrir la ventana Outputs
Seleccione la opción Inputs/Outputs del menú View. Seleccione Show
Outputs.
Para saber qué señal de proceso se está utilizando, el nombre de la
señal incluye la denominación correspondiente de los esquemas de
circuito.
Ejemplo: STATION_1M1: salida PLC conectada con la bobina magnética
1M1.
5.5
Ventanas Inputs y
Outputs
5. Principales funciones de manejo de CIROS® Mechatronics
56 © Festo Didactic GmbH & Co. KG „ 572758 56
Las ventanas Inputs y Outputs también se abren mediante la opción
Workspaces del menú Window. Aquí figuran combinaciones de
ventanas requeridas con frecuencia.
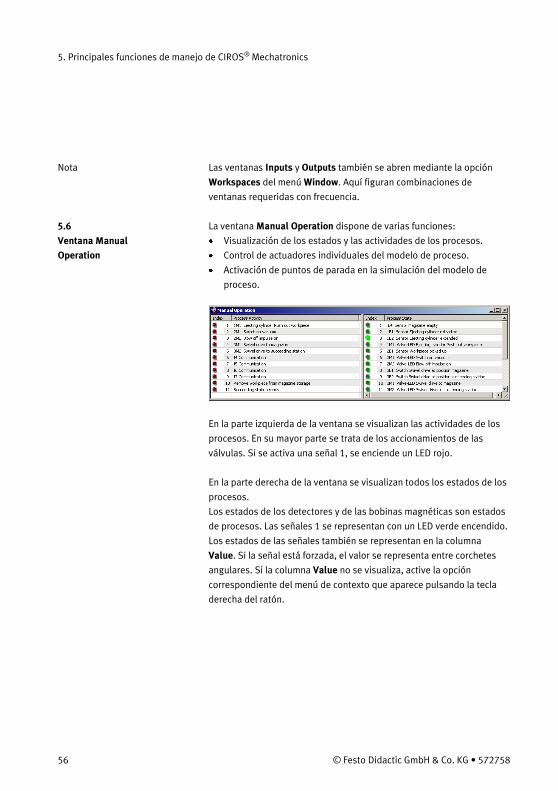
La ventana Manual Operation dispone de varias funciones:
Visualización de los estados y las actividades de los procesos.
Control de actuadores individuales del modelo de proceso.
Activación de puntos de parada en la simulación del modelo de
proceso.
En la parte izquierda de la ventana se visualizan las actividades de los
procesos. En su mayor parte se trata de los accionamientos de las
válvulas. Si se activa una señal 1, se enciende un LED rojo.
En la parte derecha de la ventana se visualizan todos los estados de los
procesos.
Los estados de los detectores y de las bobinas magnéticas son estados
de procesos. Las señales 1 se representan con un LED verde encendido.
Los estados de las señales también se representan en la columna
Value. Si la señal está forzada, el valor se representa entre corchetes
angulares. Si la columna Value no se visualiza, active la opción
correspondiente del menú de contexto que aparece pulsando la tecla
derecha del ratón.
Nota
5.6
Ventana Manual
Operation
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 57
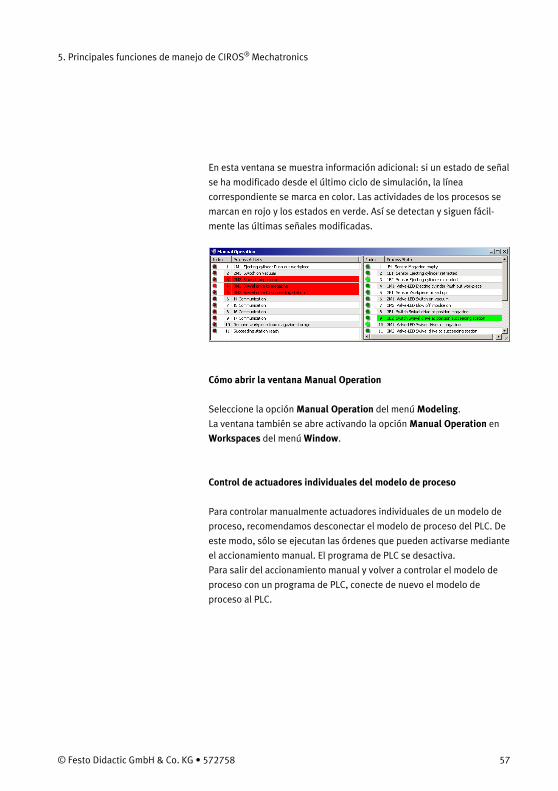
En esta ventana se muestra información adicional: si un estado de señal
se ha modificado desde el último ciclo de simulación, la línea
correspondiente se marca en color. Las actividades de los procesos se
marcan en rojo y los estados en verde. Así se detectan y siguen fácil-
mente las últimas señales modificadas.
Cómo abrir la ventana Manual Operation
Seleccione la opción Manual Operation del menú Modeling.
La ventana también se abre activando la opción Manual Operation en
Workspaces del menú Window.
Control de actuadores individuales del modelo de proceso
Para controlar manualmente actuadores individuales de un modelo de
proceso, recomendamos desconectar el modelo de proceso del PLC. De
este modo, sólo se ejecutan las órdenes que pueden activarse mediante
el accionamiento manual. El programa de PLC se desactiva.
Para salir del accionamiento manual y volver a controlar el modelo de
proceso con un programa de PLC, conecte de nuevo el modelo de
proceso al PLC.
5. Principales funciones de manejo de CIROS® Mechatronics
58 © Festo Didactic GmbH & Co. KG „ 572758 58
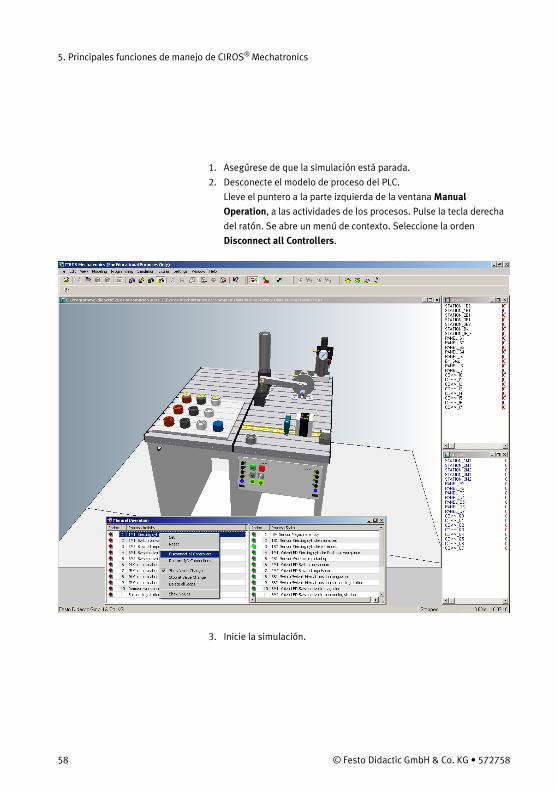
1. Asegúrese de que la simulación está parada.
2. Desconecte el modelo de proceso del PLC.
Lleve el puntero a la parte izquierda de la ventana Manual
Operation, a las actividades de los procesos. Pulse la tecla derecha
del ratón. Se abre un menú de contexto. Seleccione la orden
Disconnect all Controllers.
3. Inicie la simulación.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 59
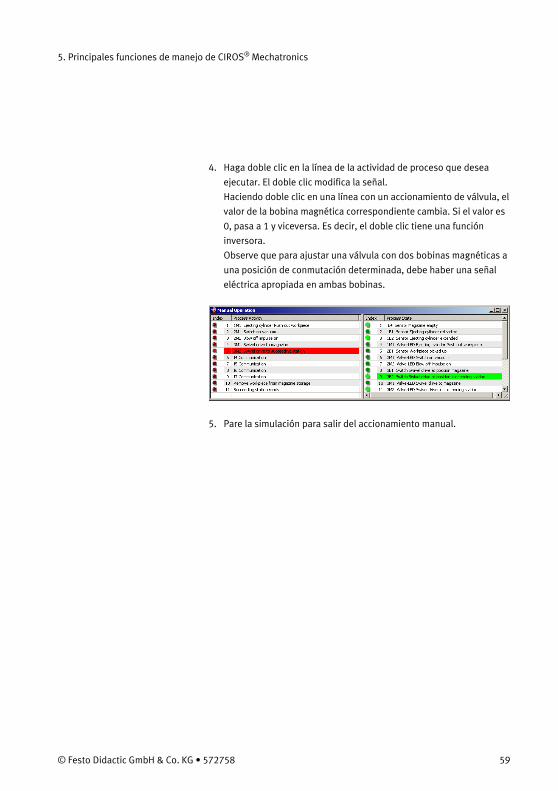
4. Haga doble clic en la línea de la actividad de proceso que desea
ejecutar. El doble clic modifica la señal.
Haciendo doble clic en una línea con un accionamiento de válvula, el
valor de la bobina magnética correspondiente cambia. Si el valor es
0, pasa a 1 y viceversa. Es decir, el doble clic tiene una función
inversora.
Observe que para ajustar una válvula con dos bobinas magnéticas a
una posición de conmutación determinada, debe haber una señal
eléctrica apropiada en ambas bobinas.
5. Pare la simulación para salir del accionamiento manual.
5. Principales funciones de manejo de CIROS® Mechatronics
60 © Festo Didactic GmbH & Co. KG „ 572758 60
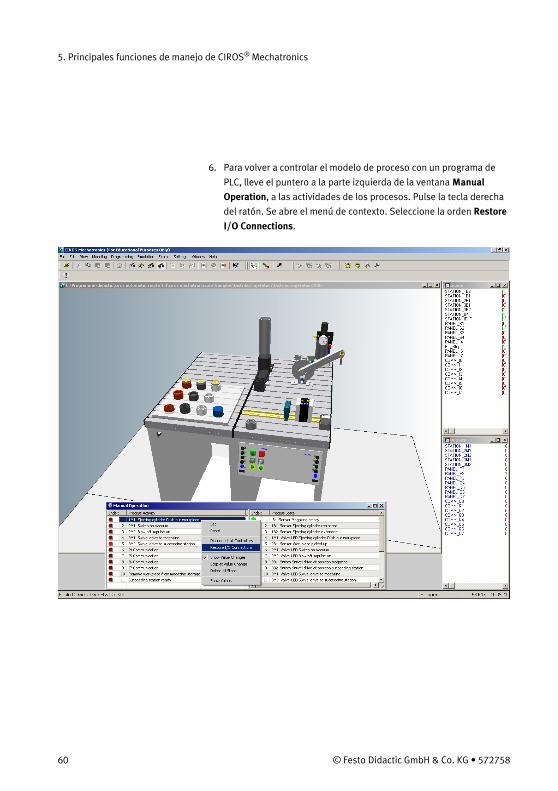
6. Para volver a controlar el modelo de proceso con un programa de
PLC, lleve el puntero a la parte izquierda de la ventana Manual
Operation, a las actividades de los procesos. Pulse la tecla derecha
del ratón. Se abre el menú de contexto. Seleccione la orden Restore
I/O Connections.

5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 61
Ajuste de puntos de parada durante la secuencia del modelo de
proceso
Para parar la secuencia del modelo de proceso en puntos determinados
debe activar puntos de parada en la simulación del modelo de proceso.
Ello permite parar la secuencia del proceso siempre que el valor de una
señal de proceso cambia.
Los puntos de parada sólo actúan en la simulación del modelo de
proceso y no afectan al programa de PLC utilizado para controlar el
modelo de proceso. Si un punto de parada se coloca en una señal, la
simulación del modelo de proceso se para cuando el valor de la señal se
modifica. El valor modificado de la señal se transmite al PLC en cuanto
se reinicia la simulación.
1. Asegúrese de que haya un modelo de proceso cargado.
2. Inicie la simulación del modelo de proceso y asegúrese de que el
modelo de proceso se controle mediante un programa de PLC.
3. Abra la ventana Manual Operation. Seleccione la opción Manual
Operation del menú Modeling.
5. Principales funciones de manejo de CIROS® Mechatronics
62 © Festo Didactic GmbH & Co. KG „ 572758 62
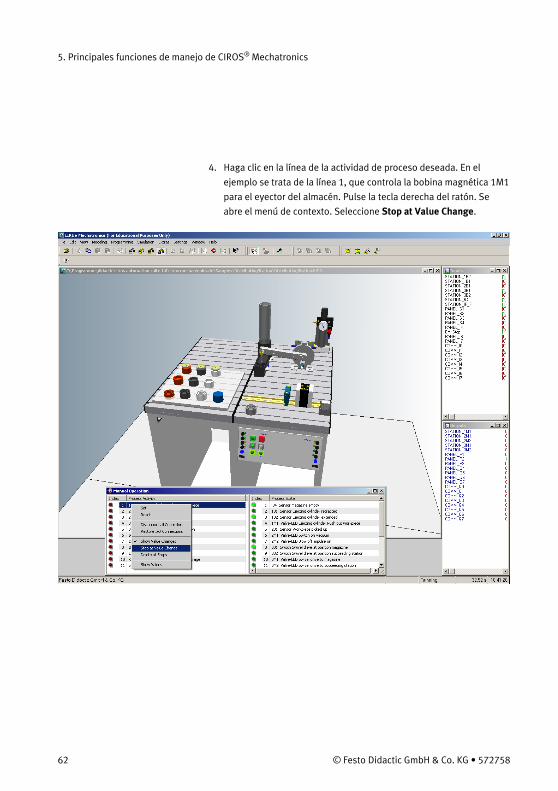
4. Haga clic en la línea de la actividad de proceso deseada. En el
ejemplo se trata de la línea 1, que controla la bobina magnética 1M1
para el eyector del almacén. Pulse la tecla derecha del ratón. Se
abre el menú de contexto. Seleccione Stop at Value Change.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 63
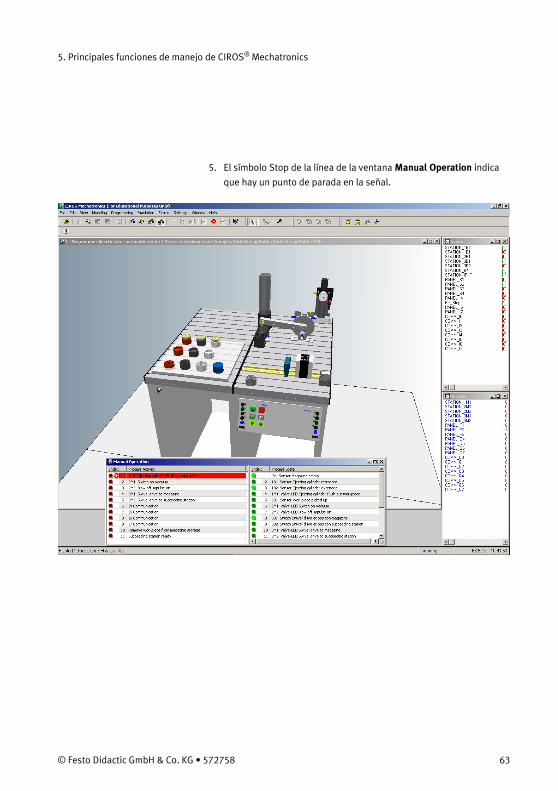
5. El símbolo Stop de la línea de la ventana Manual Operation indica
que hay un punto de parada en la señal.
5. Principales funciones de manejo de CIROS® Mechatronics
64 © Festo Didactic GmbH & Co. KG „ 572758 64
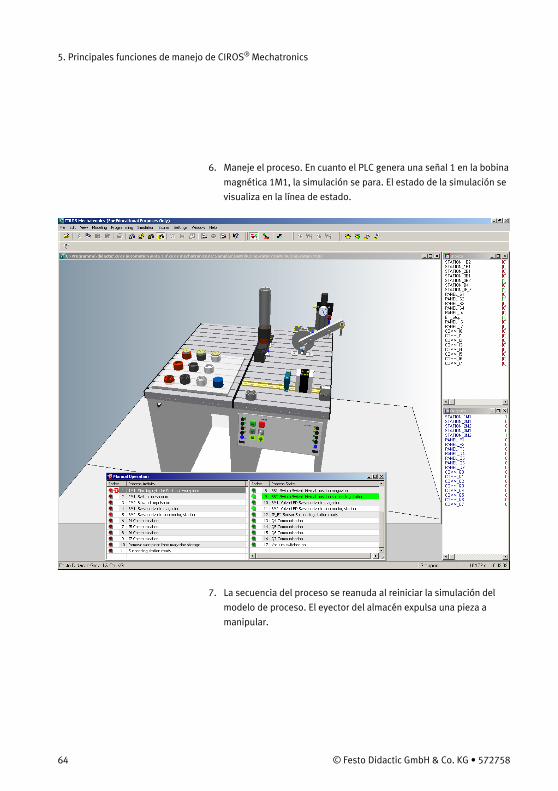
6. Maneje el proceso. En cuanto el PLC genera una señal 1 en la bobina
magnética 1M1, la simulación se para. El estado de la simulación se
visualiza en la línea de estado.
7. La secuencia del proceso se reanuda al reiniciar la simulación del
modelo de proceso. El eyector del almacén expulsa una pieza a
manipular.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 65
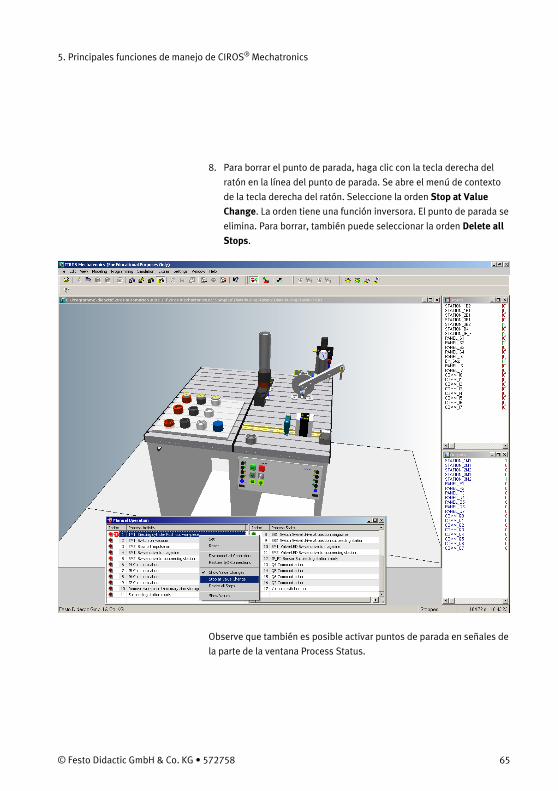
8. Para borrar el punto de parada, haga clic con la tecla derecha del
ratón en la línea del punto de parada. Se abre el menú de contexto
de la tecla derecha del ratón. Seleccione la orden Stop at Value
Change. La orden tiene una función inversora. El punto de parada se
elimina. Para borrar, también puede seleccionar la orden Delete all
Stops.
Observe que también es posible activar puntos de parada en señales de
la parte de la ventana Process Status.

5. Principales funciones de manejo de CIROS® Mechatronics
66 © Festo Didactic GmbH & Co. KG „ 572758 66
Control paso a paso del modelo de proceso
Si ejecuta la secuencia paso a paso, utilice la ventana Manual
Operation para controlar la simulación. Los procesos pueden detenerse
en puntos definidos ajustando puntos de parada.
Active puntos de parada en todas las actividades de los procesos para
ejecutar el proceso paso a paso. De este modo, el proceso se para
cuando el estado de un actuador cambia.
1. Asegúrese de que haya un modelo de proceso cargado.
2. Asegúrese de que el modelo de proceso se controla mediante un
programa de PLC.
3. Abra la ventana Manual Operation. Seleccione la opción Manual
Operation del menú Modeling.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 67
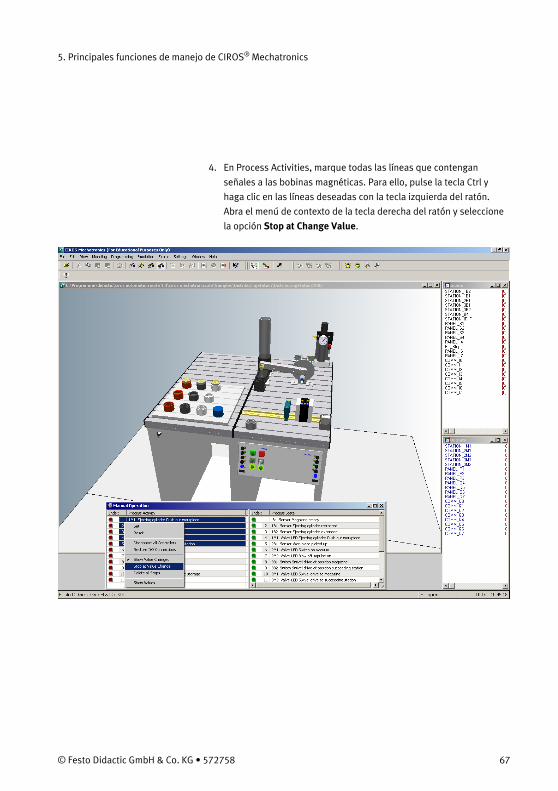
4. En Process Activities, marque todas las líneas que contengan
señales a las bobinas magnéticas. Para ello, pulse la tecla Ctrl y
haga clic en las líneas deseadas con la tecla izquierda del ratón.
Abra el menú de contexto de la tecla derecha del ratón y seleccione
la opción Stop at Change Value.
5. Principales funciones de manejo de CIROS® Mechatronics
68 © Festo Didactic GmbH & Co. KG „ 572758 68
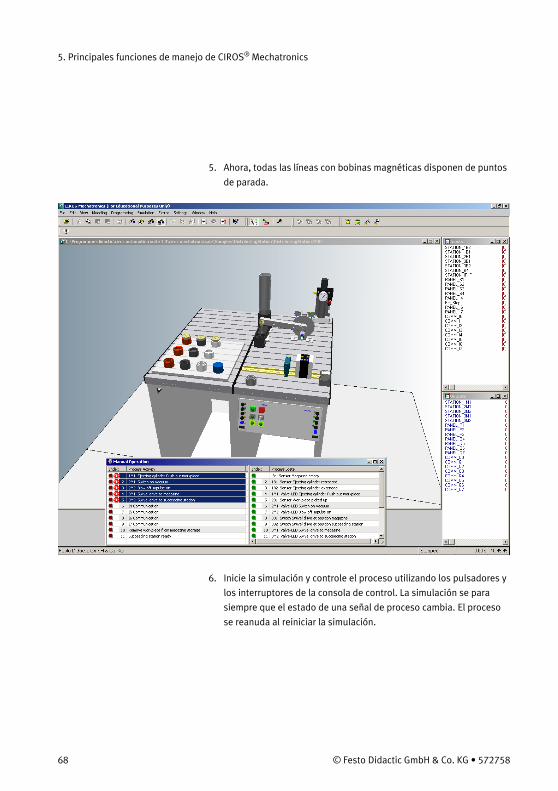
5. Ahora, todas las líneas con bobinas magnéticas disponen de puntos
de parada.
6. Inicie la simulación y controle el proceso utilizando los pulsadores y
los interruptores de la consola de control. La simulación se para
siempre que el estado de una señal de proceso cambia. El proceso
se reanuda al reiniciar la simulación.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 69
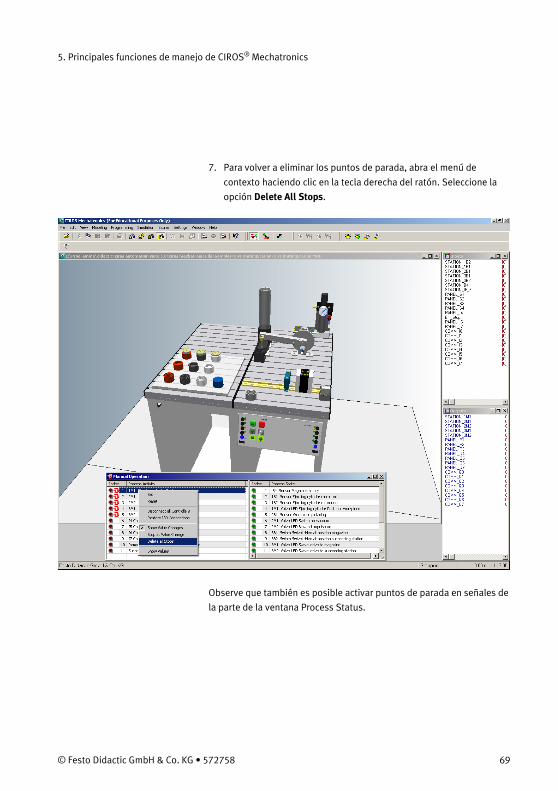
7. Para volver a eliminar los puntos de parada, abra el menú de
contexto haciendo clic en la tecla derecha del ratón. Seleccione la
opción Delete All Stops.
Observe que también es posible activar puntos de parada en señales de
la parte de la ventana Process Status.

5. Principales funciones de manejo de CIROS® Mechatronics
70 © Festo Didactic GmbH & Co. KG „ 572758 70
El simulador S7 interno interpreta programas S7 operativos. Los
modelos de proceso más complejos disponen de un programa de PLC
de ejemplo para el S7-300. Al cargar el modelo se carga también el
programa S7 correspondiente. Si es necesario, puede cambiar este
programa S7 por otro programa S7.
Sólo pueden cargarse archivos de proyecto completos con la extensión
S7P. Los proyectos deben haber sido creados con SIMATIC Manager
y deben coincidir con el código MC7 de Siemens a nivel binario.
5.7
Control del modelo de
proceso con el PLC S7
interno
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 71
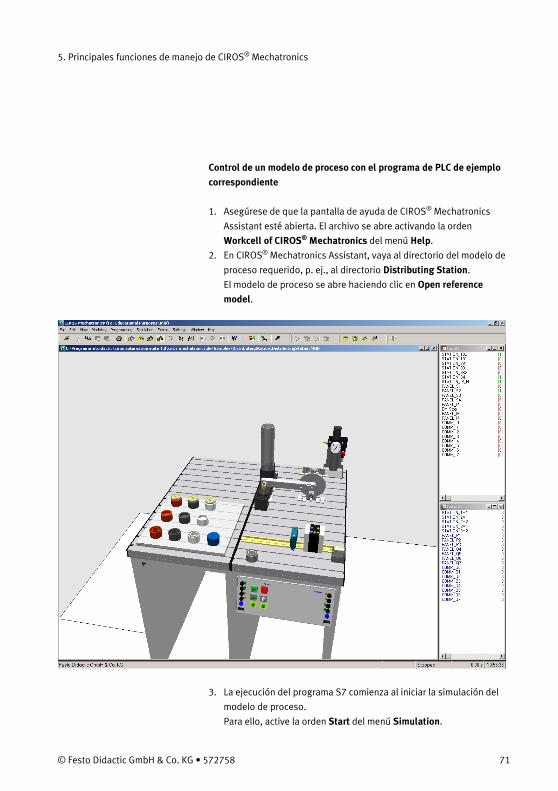
Control de un modelo de proceso con el programa de PLC de ejemplo
correspondiente
1. Asegúrese de que la pantalla de ayuda de CIROS® Mechatronics
Assistant esté abierta. El archivo se abre activando la orden
Workcell of CIROS® Mechatronics del menú Help.
2. En CIROS® Mechatronics Assistant, vaya al directorio del modelo de
proceso requerido, p. ej., al directorio Distributing Station.
El modelo de proceso se abre haciendo clic en Open reference
model.
3. La ejecución del programa S7 comienza al iniciar la simulación del
modelo de proceso.
Para ello, active la orden Start del menú Simulation.
5. Principales funciones de manejo de CIROS® Mechatronics
72 © Festo Didactic GmbH & Co. KG „ 572758 72
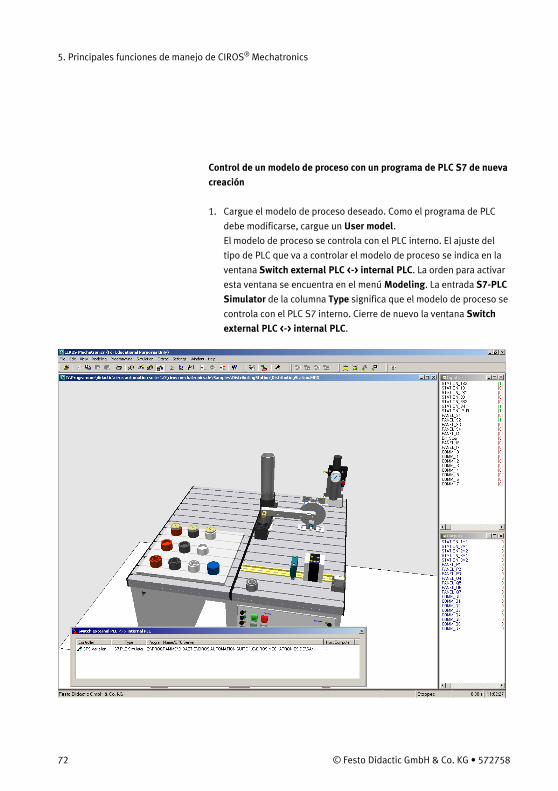
Control de un modelo de proceso con un programa de PLC S7 de nueva
creación
1. Cargue el modelo de proceso deseado. Como el programa de PLC
debe modificarse, cargue un User model.
El modelo de proceso se controla con el PLC interno. El ajuste del
tipo de PLC que va a controlar el modelo de proceso se indica en la
ventana Switch external PLC <-> internal PLC. La orden para activar
esta ventana se encuentra en el menú Modeling. La entrada S7-PLC
Simulator de la columna Type significa que el modelo de proceso se
controla con el PLC S7 interno. Cierre de nuevo la ventana Switch
external PLC <-> internal PLC.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 73
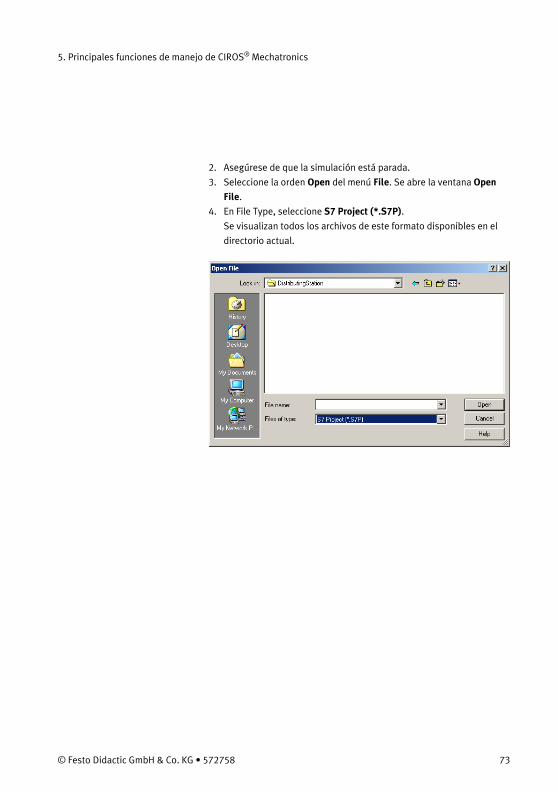
2. Asegúrese de que la simulación está parada.
3. Seleccione la orden Open del menú File. Se abre la ventana Open
File.
4. En File Type, seleccione S7 Project (*.S7P).
Se visualizan todos los archivos de este formato disponibles en el
directorio actual.
5. Principales funciones de manejo de CIROS® Mechatronics
74 © Festo Didactic GmbH & Co. KG „ 572758 74
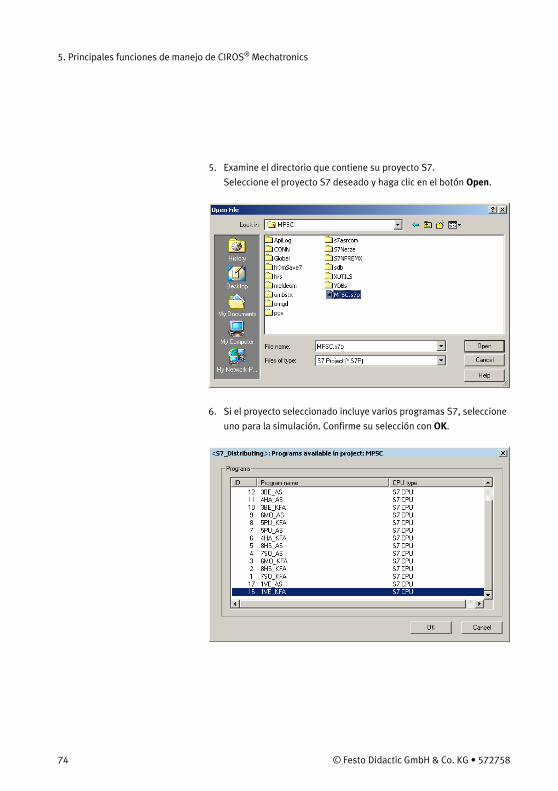
5. Examine el directorio que contiene su proyecto S7.
Seleccione el proyecto S7 deseado y haga clic en el botón Open.
6. Si el proyecto seleccionado incluye varios programas S7, seleccione
uno para la simulación. Confirme su selección con OK.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 75
7. Inicie la simulación del modelo de proceso. Seleccione la orden
Start del menú Simulation. Al iniciarse la simulación del modelo de
proceso, se inicia también el simulador S7 interno. El programa de
PLC cargado se ejecuta.
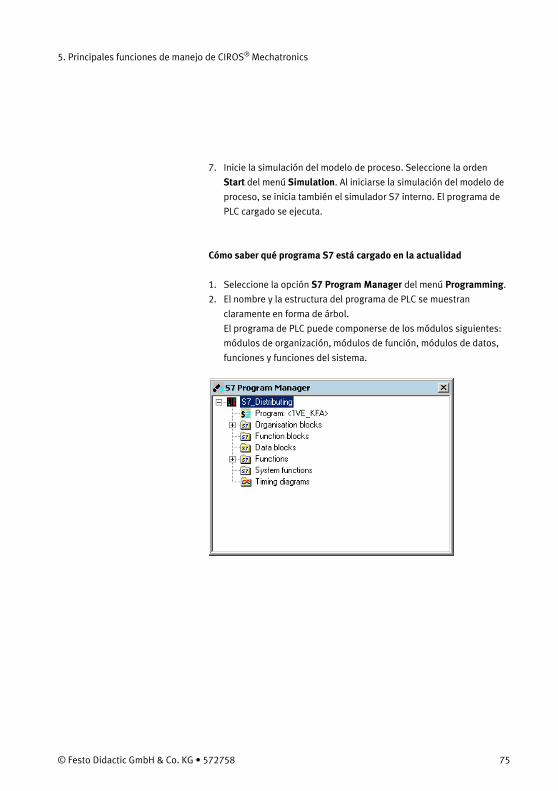
Cómo saber qué programa S7 está cargado en la actualidad
1. Seleccione la opción S7 Program Manager del menú Programming.
2. El nombre y la estructura del programa de PLC se muestran
claramente en forma de árbol.
El programa de PLC puede componerse de los módulos siguientes:
módulos de organización, módulos de función, módulos de datos,
funciones y funciones del sistema.
5. Principales funciones de manejo de CIROS® Mechatronics
76 © Festo Didactic GmbH & Co. KG „ 572758 76
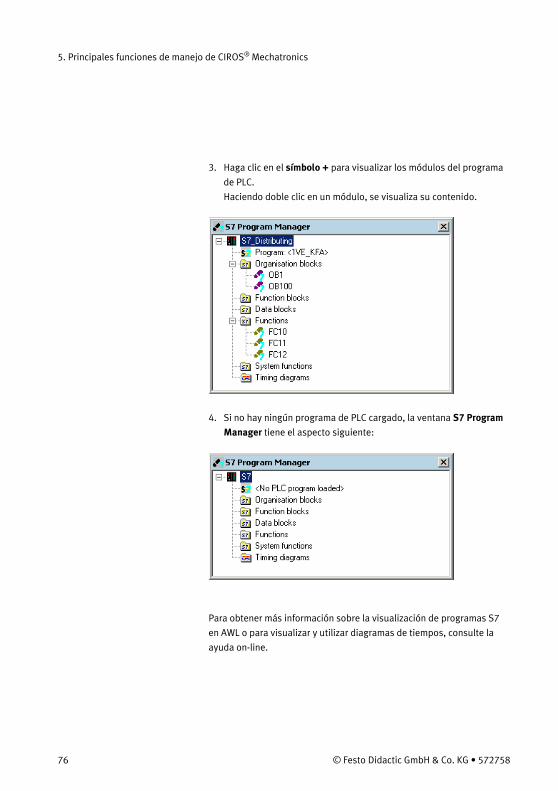
3. Haga clic en el símbolo + para visualizar los módulos del programa
de PLC.
Haciendo doble clic en un módulo, se visualiza su contenido.
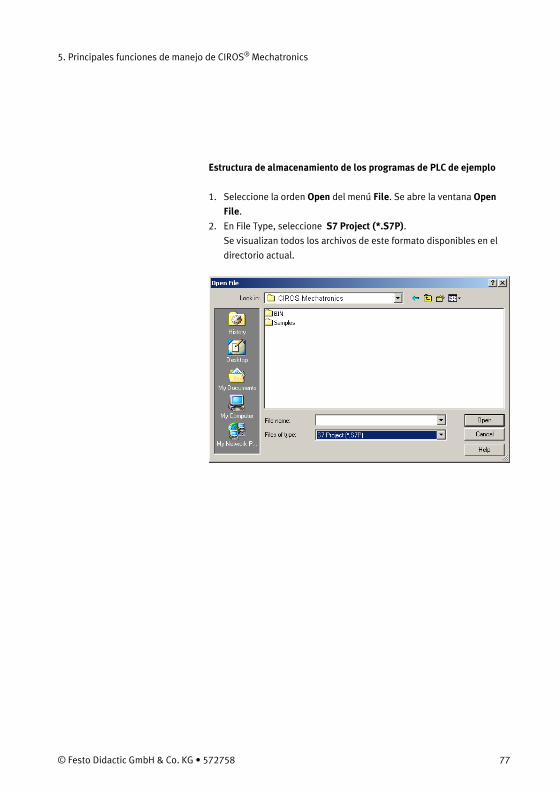
4. Si no hay ningún programa de PLC cargado, la ventana S7 Program
Manager tiene el aspecto siguiente:
Para obtener más información sobre la visualización de programas S7
en AWL o para visualizar y utilizar diagramas de tiempos, consulte la
ayuda on-line.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 77
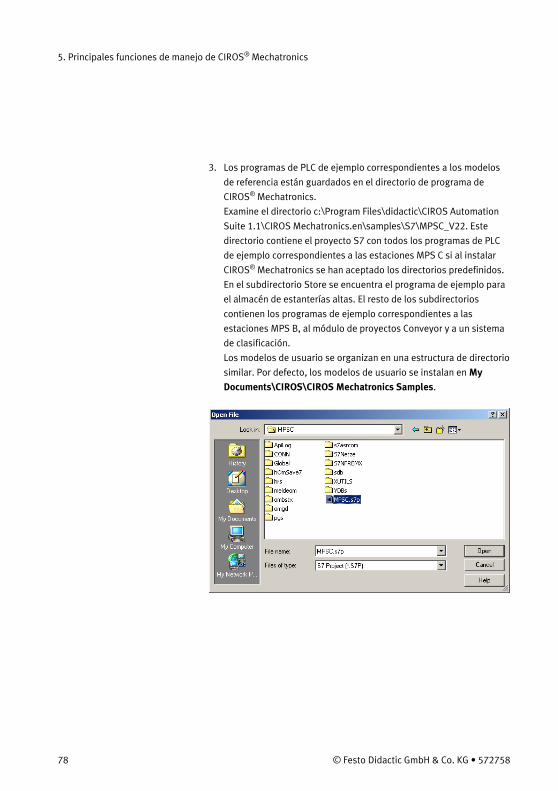
Estructura de almacenamiento de los programas de PLC de ejemplo
1. Seleccione la orden Open del menú File. Se abre la ventana Open
File.
2. En File Type, seleccione S7 Project (*.S7P).
Se visualizan todos los archivos de este formato disponibles en el
directorio actual.
5. Principales funciones de manejo de CIROS® Mechatronics
78 © Festo Didactic GmbH & Co. KG „ 572758 78
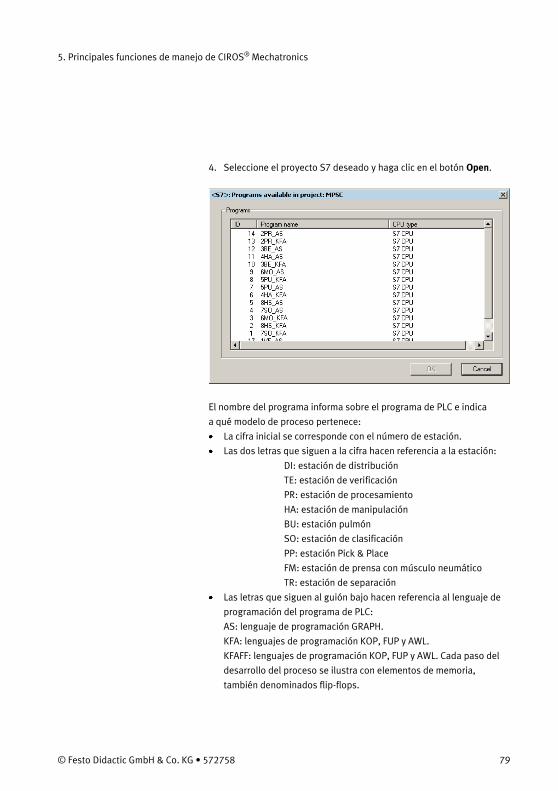
3. Los programas de PLC de ejemplo correspondientes a los modelos
de referencia están guardados en el directorio de programa de
CIROS® Mechatronics.
Examine el directorio c:\Program Files\didactic\CIROS Automation
Suite 1.1\CIROS Mechatronics.en\samples\S7\MPSC_V22. Este
directorio contiene el proyecto S7 con todos los programas de PLC
de ejemplo correspondientes a las estaciones MPS C si al instalar
CIROS® Mechatronics se han aceptado los directorios predefinidos.
En el subdirectorio Store se encuentra el programa de ejemplo para
el almacén de estanterías altas. El resto de los subdirectorios
contienen los programas de ejemplo correspondientes a las
estaciones MPS B, al módulo de proyectos Conveyor y a un sistema
de clasificación.
Los modelos de usuario se organizan en una estructura de directorio
similar. Por defecto, los modelos de usuario se instalan en My
Documents\CIROS\CIROS Mechatronics Samples.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 79
4. Seleccione el proyecto S7 deseado y haga clic en el botón Open.
El nombre del programa informa sobre el programa de PLC e indica
a qué modelo de proceso pertenece:
La cifra inicial se corresponde con el número de estación.
Las dos letras que siguen a la cifra hacen referencia a la estación:
DI: estación de distribución
TE: estación de verificación
PR: estación de procesamiento
HA: estación de manipulación
BU: estación pulmón
SO: estación de clasificación
PP: estación Pick & Place
FM: estación de prensa con músculo neumático
TR: estación de separación
Las letras que siguen al guión bajo hacen referencia al lenguaje de
programación del programa de PLC:
AS: lenguaje de programación GRAPH.
KFA: lenguajes de programación KOP, FUP y AWL.
KFAFF: lenguajes de programación KOP, FUP y AWL. Cada paso del
desarrollo del proceso se ilustra con elementos de memoria,
también denominados flip-flops.
5. Principales funciones de manejo de CIROS® Mechatronics
80 © Festo Didactic GmbH & Co. KG „ 572758 80
El PLC interno soporta la mayoría de los comandos de los controles
S7-400, de modo que es posible elaborar programas en diagrama de
contactos, diagrama de funciones, lista de instrucciones o control
secuencial gráfico.
S7-PLCSIM es un Soft-PLC que ejecuta programas de PLC creados en
STEP 7. En STEP 7 hay numerosas funciones de prueba y de diagnóstico
para la localización de errores en el programa de PLC. Las funciones de
prueba y de diagnóstico incluyen, p. ej., la indicación de estado de
variables o también la visualización on-line del programa de PLC. Estas
funciones están a su disposición para crear en STEP 7 el programa de
PLC para un modelo de proceso y, a continuación, probar el programa
en combinación con el modelo.
El intercambio de las señales de entrada/salida PLC entre la simulación
del modelo de proceso y el Soft-PLC S7-PLCSIM se efectúa a través del
programa EzOPC. El programa EzOPC forma parte de la CIROS®
Automation Suite y se ha instalado en el PC junto con la aplicación
CIROS® Mechatronics.
CIROS® Mechatronics llama automáticamente a EzOPC al iniciar la
simulación de un modelo de proceso controlado por un PLC externo.
Si trabaja con el sistema operativo Vista, asegúrese de que la versión
de S7-PLCSIM sea compatible con Vista.
5.8
Control del modelo de
proceso con el Soft-PLC
S7-PLCSIM externo
Nota
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 81
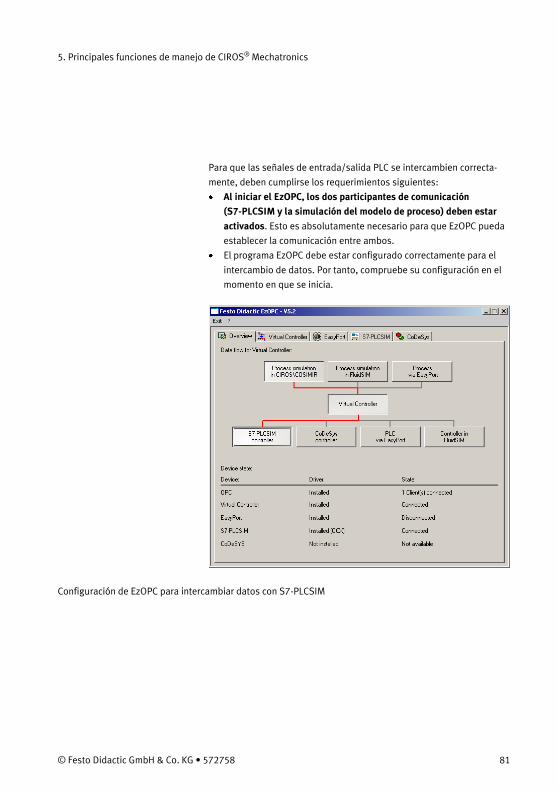
Para que las señales de entrada/salida PLC se intercambien correcta-
mente, deben cumplirse los requerimientos siguientes:
Al iniciar el EzOPC, los dos participantes de comunicación
(S7-PLCSIM y la simulación del modelo de proceso) deben estar
activados. Esto es absolutamente necesario para que EzOPC pueda
establecer la comunicación entre ambos.
El programa EzOPC debe estar configurado correctamente para el
intercambio de datos. Por tanto, compruebe su configuración en el
momento en que se inicia.
Configuración de EzOPC para intercambiar datos con S7-PLCSIM
5. Principales funciones de manejo de CIROS® Mechatronics
82 © Festo Didactic GmbH & Co. KG „ 572758 82
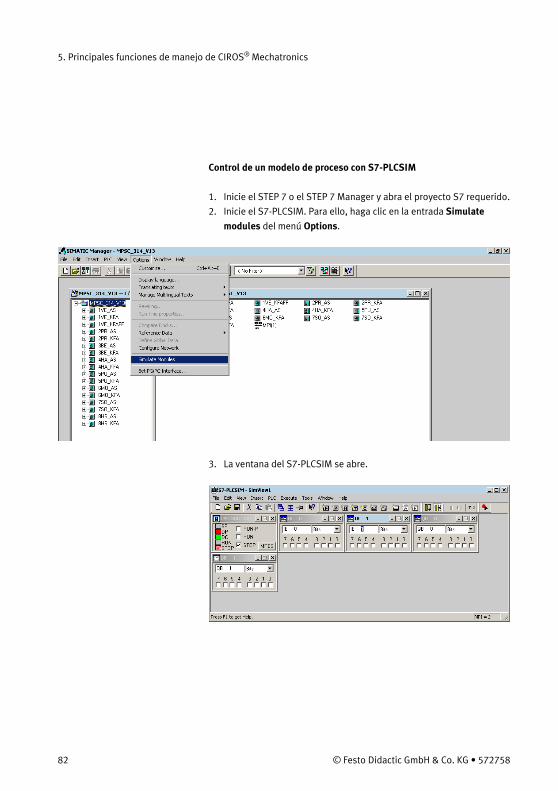
Control de un modelo de proceso con S7-PLCSIM
1. Inicie el STEP 7 o el STEP 7 Manager y abra el proyecto S7 requerido.
2. Inicie el S7-PLCSIM. Para ello, haga clic en la entrada Simulate
modules del menú Options.
3. La ventana del S7-PLCSIM se abre.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 83
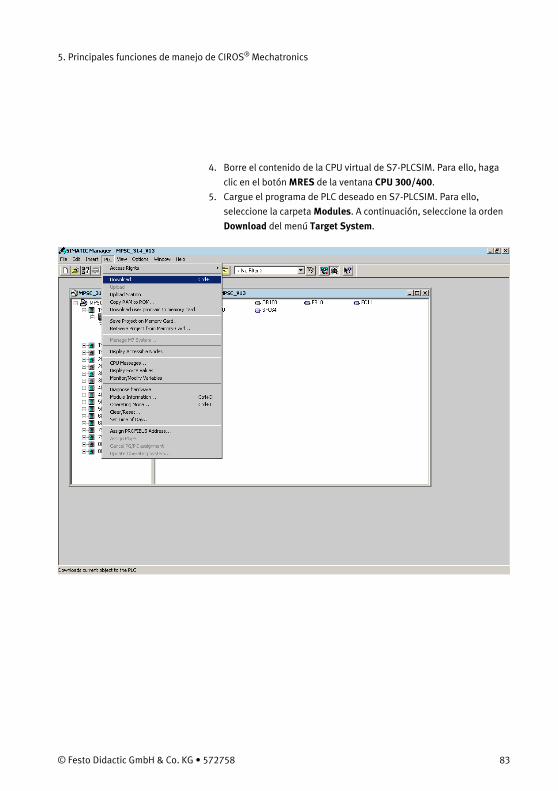
4. Borre el contenido de la CPU virtual de S7-PLCSIM. Para ello, haga
clic en el botón MRES de la ventana CPU 300/400.
5. Cargue el programa de PLC deseado en S7-PLCSIM. Para ello,
seleccione la carpeta Modules. A continuación, seleccione la orden
Download del menú Target System.
5. Principales funciones de manejo de CIROS® Mechatronics
84 © Festo Didactic GmbH & Co. KG „ 572758 84
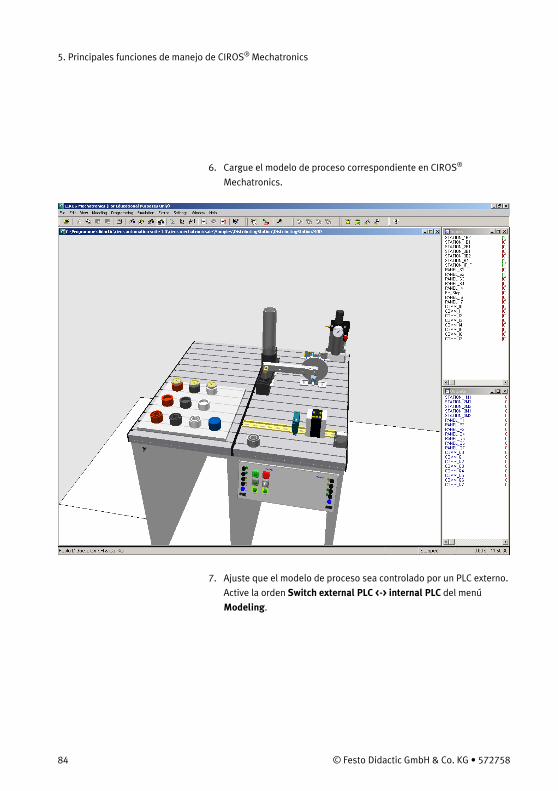
6. Cargue el modelo de proceso correspondiente en CIROS®
Mechatronics.
7. Ajuste que el modelo de proceso sea controlado por un PLC externo.
Active la orden Switch external PLC <-> internal PLC del menú
Modeling.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 85
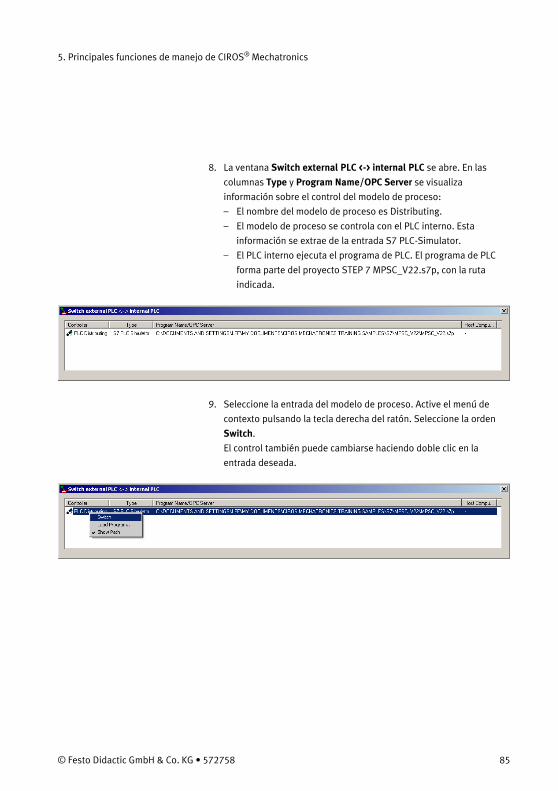
8. La ventana Switch external PLC <-> internal PLC se abre. En las
columnas Type y Program Name/OPC Server se visualiza
información sobre el control del modelo de proceso:
‟ El nombre del modelo de proceso es Distributing.
‟ El modelo de proceso se controla con el PLC interno. Esta
información se extrae de la entrada S7 PLC-Simulator.
‟ El PLC interno ejecuta el programa de PLC. El programa de PLC
forma parte del proyecto STEP 7 MPSC_V22.s7p, con la ruta
indicada.
9. Seleccione la entrada del modelo de proceso. Active el menú de
contexto pulsando la tecla derecha del ratón. Seleccione la orden
Switch.
El control también puede cambiarse haciendo doble clic en la
entrada deseada.
5. Principales funciones de manejo de CIROS® Mechatronics
86 © Festo Didactic GmbH & Co. KG „ 572758 86
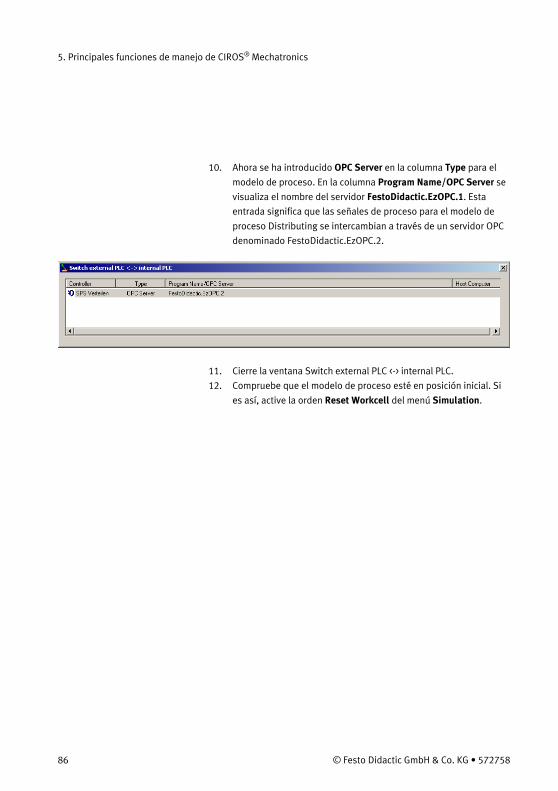
10. Ahora se ha introducido OPC Server en la columna Type para el
modelo de proceso. En la columna Program Name/OPC Server se
visualiza el nombre del servidor FestoDidactic.EzOPC.1. Esta
entrada significa que las señales de proceso para el modelo de
proceso Distributing se intercambian a través de un servidor OPC
denominado FestoDidactic.EzOPC.2.
11. Cierre la ventana Switch external PLC <-> internal PLC.
12. Compruebe que el modelo de proceso esté en posición inicial. Si
es así, active la orden Reset Workcell del menú Simulation.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 87
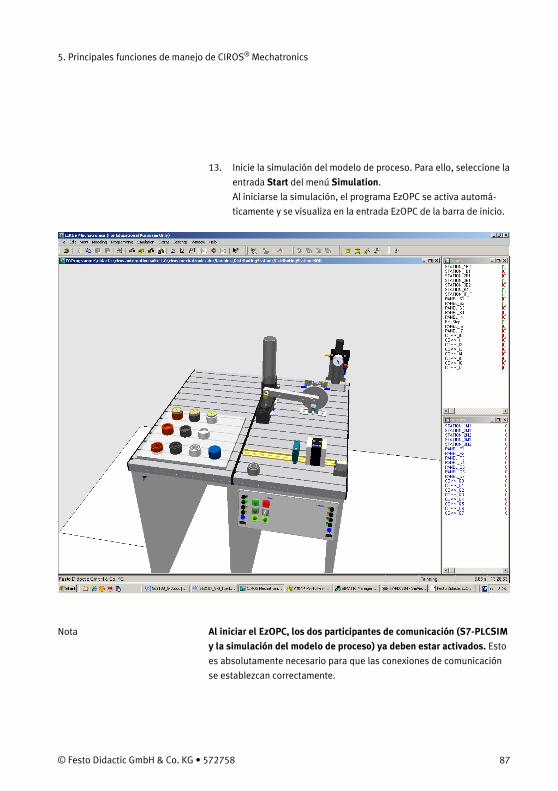
13. Inicie la simulación del modelo de proceso. Para ello, seleccione la
entrada Start del menú Simulation.
Al iniciarse la simulación, el programa EzOPC se activa automá-
ticamente y se visualiza en la entrada EzOPC de la barra de inicio.
Al iniciar el EzOPC, los dos participantes de comunicación (S7-PLCSIM
y la simulación del modelo de proceso) ya deben estar activados. Esto
es absolutamente necesario para que las conexiones de comunicación
se establezcan correctamente.
Nota
5. Principales funciones de manejo de CIROS® Mechatronics
88 © Festo Didactic GmbH & Co. KG „ 572758 88
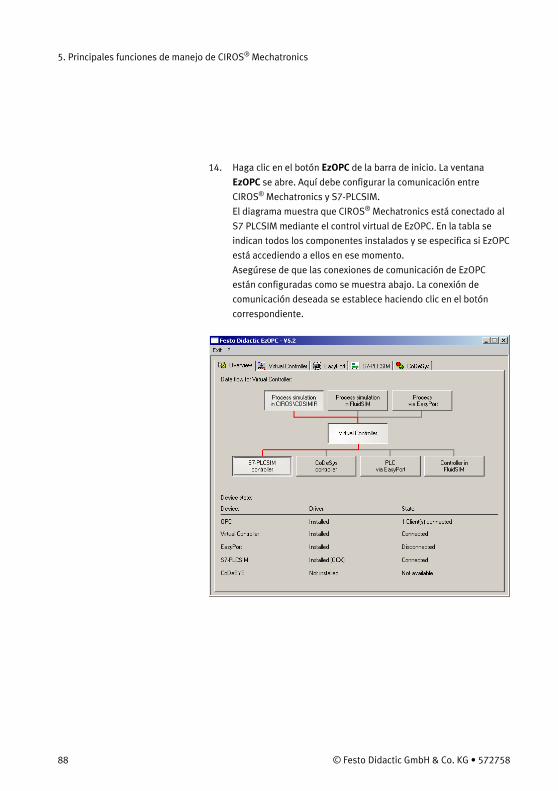
14. Haga clic en el botón EzOPC de la barra de inicio. La ventana
EzOPC se abre. Aquí debe configurar la comunicación entre
CIROS® Mechatronics y S7-PLCSIM.
El diagrama muestra que CIROS® Mechatronics está conectado al
S7 PLCSIM mediante el control virtual de EzOPC. En la tabla se
indican todos los componentes instalados y se especifica si EzOPC
está accediendo a ellos en ese momento.
Asegúrese de que las conexiones de comunicación de EzOPC
están configuradas como se muestra abajo. La conexión de
comunicación deseada se establece haciendo clic en el botón
correspondiente.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 89
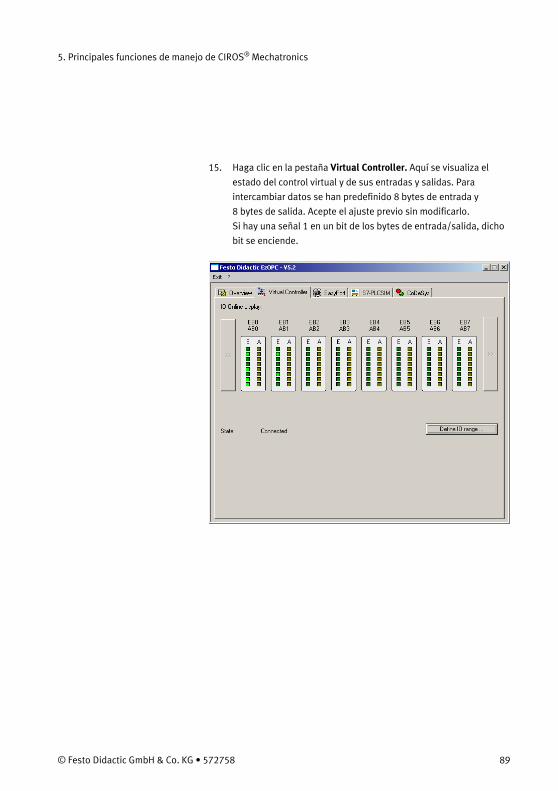
15. Haga clic en la pestaña Virtual Controller. Aquí se visualiza el
estado del control virtual y de sus entradas y salidas. Para
intercambiar datos se han predefinido 8 bytes de entrada y
8 bytes de salida. Acepte el ajuste previo sin modificarlo.
Si hay una señal 1 en un bit de los bytes de entrada/salida, dicho
bit se enciende.
5. Principales funciones de manejo de CIROS® Mechatronics
90 © Festo Didactic GmbH & Co. KG „ 572758 90
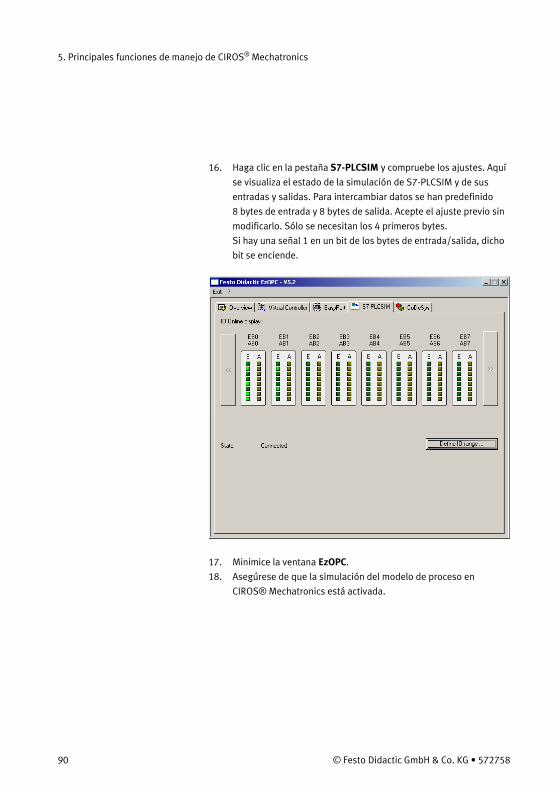
16. Haga clic en la pestaña S7-PLCSIM y compruebe los ajustes. Aquí
se visualiza el estado de la simulación de S7-PLCSIM y de sus
entradas y salidas. Para intercambiar datos se han predefinido
8 bytes de entrada y 8 bytes de salida. Acepte el ajuste previo sin
modificarlo. Sólo se necesitan los 4 primeros bytes.
Si hay una señal 1 en un bit de los bytes de entrada/salida, dicho
bit se enciende.
17. Minimice la ventana EzOPC.
18. Asegúrese de que la simulación del modelo de proceso en
CIROS® Mechatronics está activada.
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 91
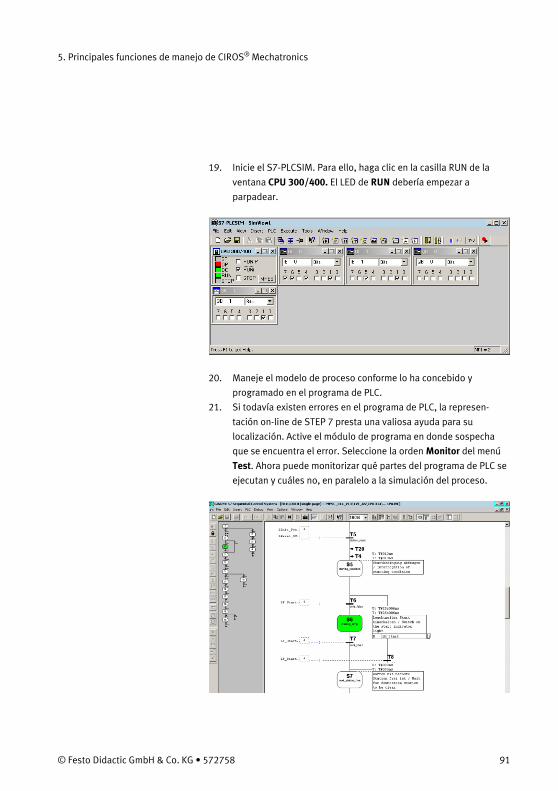
19. Inicie el S7-PLCSIM. Para ello, haga clic en la casilla RUN de la
ventana CPU 300/400. El LED de RUN debería empezar a
parpadear.
20. Maneje el modelo de proceso conforme lo ha concebido y
programado en el programa de PLC.
21. Si todavía existen errores en el programa de PLC, la represen-
tación on-line de STEP 7 presta una valiosa ayuda para su
localización. Active el módulo de programa en donde sospecha
que se encuentra el error. Seleccione la orden Monitor del menú
Test. Ahora puede monitorizar qué partes del programa de PLC se
ejecutan y cuáles no, en paralelo a la simulación del proceso.
5. Principales funciones de manejo de CIROS® Mechatronics
92 © Festo Didactic GmbH & Co. KG „ 572758 92
El CoDeSys SP PLCWinNT es un Soft-PLC que ejecuta programas de PLC
creados en CoDeSys.
El intercambio de las señales de entrada/salida PLC entre la simulación
del modelo de proceso y el Soft-PLC CoDeSys SP WinNT se efectúa
a través del programa EzOPC. El programa EzOPC forma parte
de la CIROS® Automation Suite y se ha instalado en el PC junto con la
aplicación CIROS® Mechatronics.
CIROS® Mechatronics llama automáticamente a EzOPC al iniciar la
simulación de un modelo de proceso controlado por un PLC externo.
Si trabaja con el sistema operativo MS Windows Vista, asegúrese de
que la versión de CoDeSys SP WinNT sea compatible con Vista.
5.9
Control del modelo de
proceso con el Soft-PLC
CoDeSys SP PLCWinNT
externo
Nota
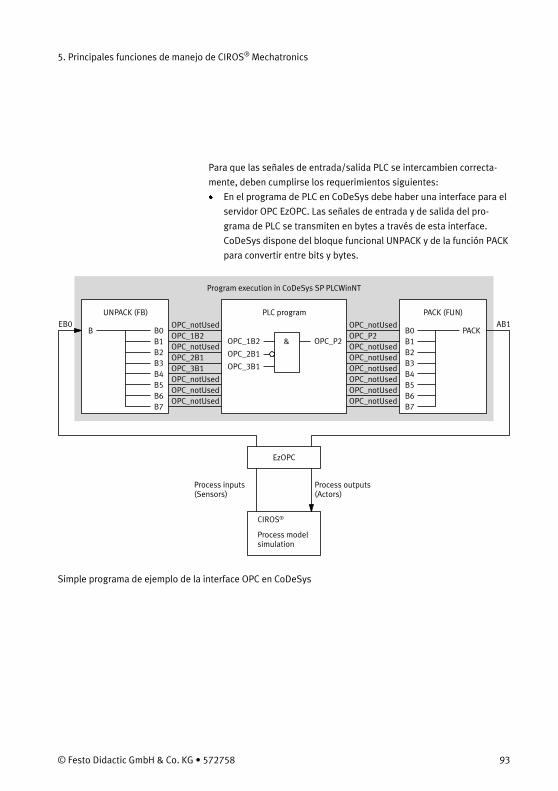
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 93
Para que las señales de entrada/salida PLC se intercambien correcta-
mente, deben cumplirse los requerimientos siguientes:
En el programa de PLC en CoDeSys debe haber una interface para el
servidor OPC EzOPC. Las señales de entrada y de salida del pro-
grama de PLC se transmiten en bytes a través de esta interface.
CoDeSys dispone del bloque funcional UNPACK y de la función PACK
para convertir entre bits y bytes.
Program execution in CoDeSys SP PLCWinNT
OPC_notUsed
OPC_notUsed
OPC_notUsed
OPC_notUsed
OPC_notUsed
OPC_1B2
OPC_2B1
OPC_3B1
B B0
B1
B2
B3
B4
B5
B6
B7
UNPACK (FB)
OPC_notUsed
OPC_notUsed
OPC_notUsed
OPC_notUsed
OPC_notUsed
OPC_notUsed
OPC_notUsed
OPC_P2PACKB0
B1
B2
B3
B4
B5
B6
B7
PACK (FUN)PLC program
&OPC_1B2
OPC_2B1
OPC_3B1
OPC_P2
EzOPC
CIROS
Process modelsimulation
®
EB0 AB1
Process outputs(Actors)
Process inputs(Sensors)
Simple programa de ejemplo de la interface OPC en CoDeSys
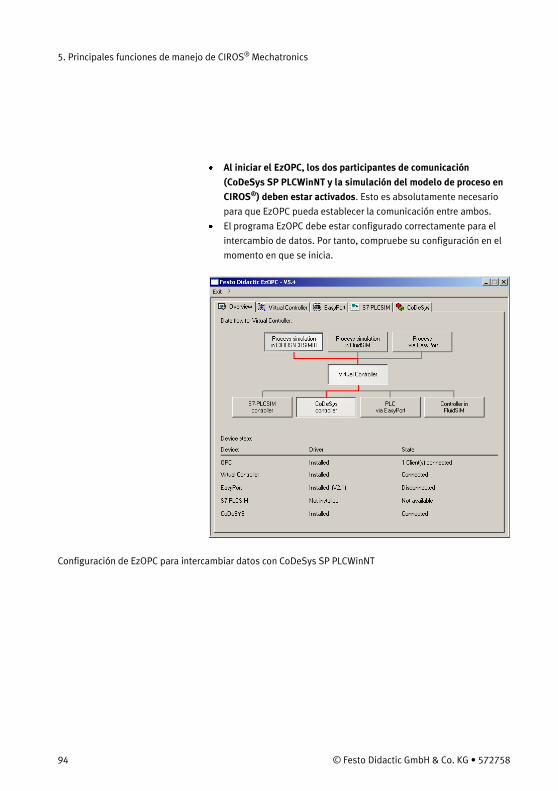
5. Principales funciones de manejo de CIROS® Mechatronics
94 © Festo Didactic GmbH & Co. KG „ 572758 94
Al iniciar el EzOPC, los dos participantes de comunicación
(CoDeSys SP PLCWinNT y la simulación del modelo de proceso en
CIROS®) deben estar activados. Esto es absolutamente necesario
para que EzOPC pueda establecer la comunicación entre ambos.
El programa EzOPC debe estar configurado correctamente para el
intercambio de datos. Por tanto, compruebe su configuración en el
momento en que se inicia.
Configuración de EzOPC para intercambiar datos con CoDeSys SP PLCWinNT
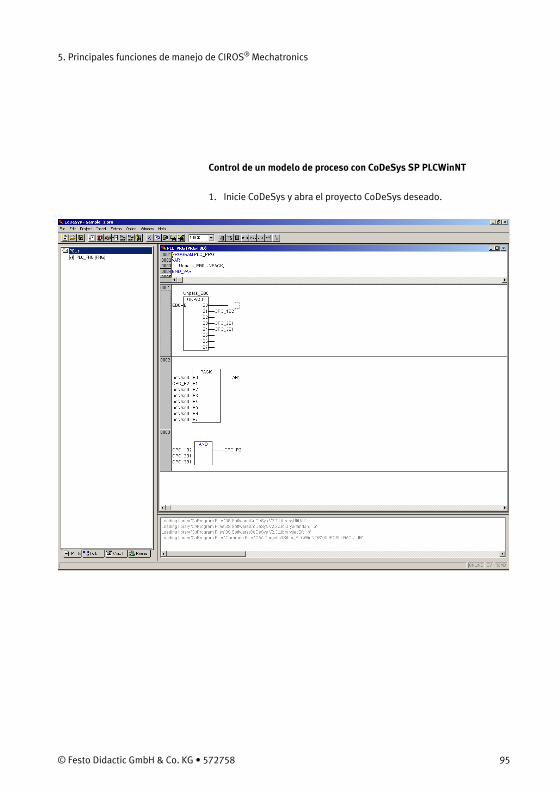
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 95
Control de un modelo de proceso con CoDeSys SP PLCWinNT
1. Inicie CoDeSys y abra el proyecto CoDeSys deseado.
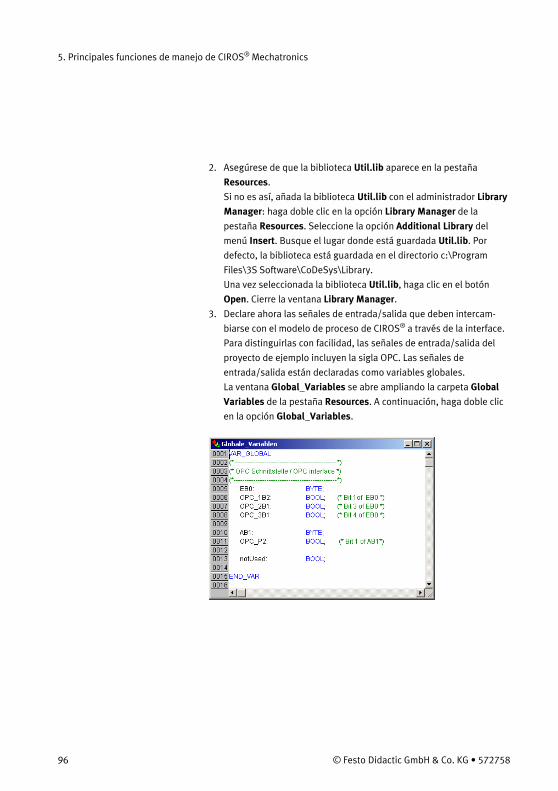
5. Principales funciones de manejo de CIROS® Mechatronics
96 © Festo Didactic GmbH & Co. KG „ 572758 96
2. Asegúrese de que la biblioteca Util.lib aparece en la pestaña
Resources.
Si no es así, añada la biblioteca Util.lib con el administrador Library
Manager: haga doble clic en la opción Library Manager de la
pestaña Resources. Seleccione la opción Additional Library del
menú Insert. Busque el lugar donde está guardada Util.lib. Por
defecto, la biblioteca está guardada en el directorio c:\Program
Files\3S Software\CoDeSys\Library.
Una vez seleccionada la biblioteca Util.lib, haga clic en el botón
Open. Cierre la ventana Library Manager.
3. Declare ahora las señales de entrada/salida que deben intercam-
biarse con el modelo de proceso de CIROS® a través de la interface.
Para distinguirlas con facilidad, las señales de entrada/salida del
proyecto de ejemplo incluyen la sigla OPC. Las señales de
entrada/salida están declaradas como variables globales.
La ventana Global_Variables se abre ampliando la carpeta Global
Variables de la pestaña Resources. A continuación, haga doble clic
en la opción Global_Variables.
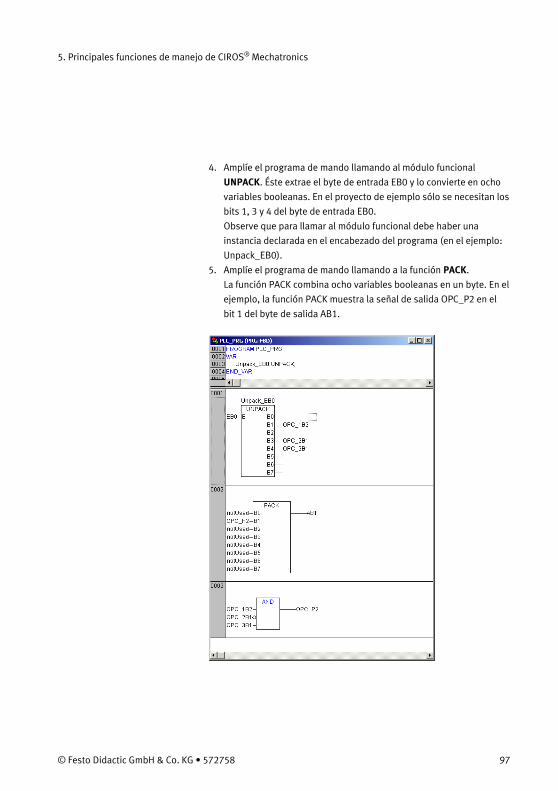
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 97
4. Amplíe el programa de mando llamando al módulo funcional
UNPACK. Éste extrae el byte de entrada EB0 y lo convierte en ocho
variables booleanas. En el proyecto de ejemplo sólo se necesitan los
bits 1, 3 y 4 del byte de entrada EB0.
Observe que para llamar al módulo funcional debe haber una
instancia declarada en el encabezado del programa (en el ejemplo:
Unpack_EB0).
5. Amplíe el programa de mando llamando a la función PACK.
La función PACK combina ocho variables booleanas en un byte. En el
ejemplo, la función PACK muestra la señal de salida OPC_P2 en el
bit 1 del byte de salida AB1.
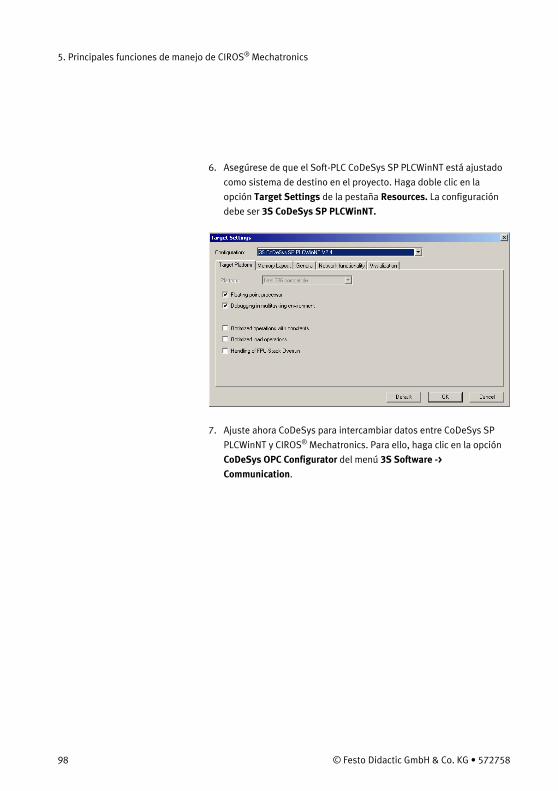
5. Principales funciones de manejo de CIROS® Mechatronics
98 © Festo Didactic GmbH & Co. KG „ 572758 98
6. Asegúrese de que el Soft-PLC CoDeSys SP PLCWinNT está ajustado
como sistema de destino en el proyecto. Haga doble clic en la
opción Target Settings de la pestaña Resources. La configuración
debe ser 3S CoDeSys SP PLCWinNT.
7. Ajuste ahora CoDeSys para intercambiar datos entre CoDeSys SP
PLCWinNT y CIROS® Mechatronics. Para ello, haga clic en la opción
CoDeSys OPC Configurator del menú 3S Software ->
Communication.
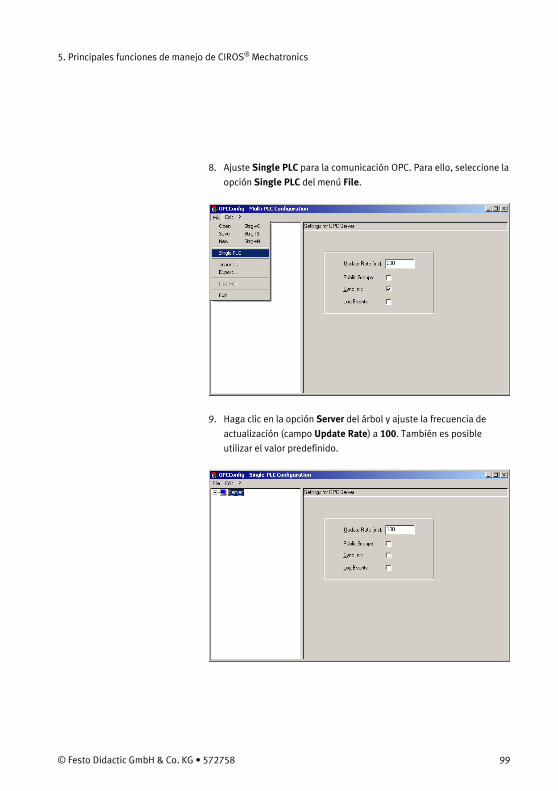
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 99
8. Ajuste Single PLC para la comunicación OPC. Para ello, seleccione la
opción Single PLC del menú File.
9. Haga clic en la opción Server del árbol y ajuste la frecuencia de
actualización (campo Update Rate) a 100. También es posible
utilizar el valor predefinido.
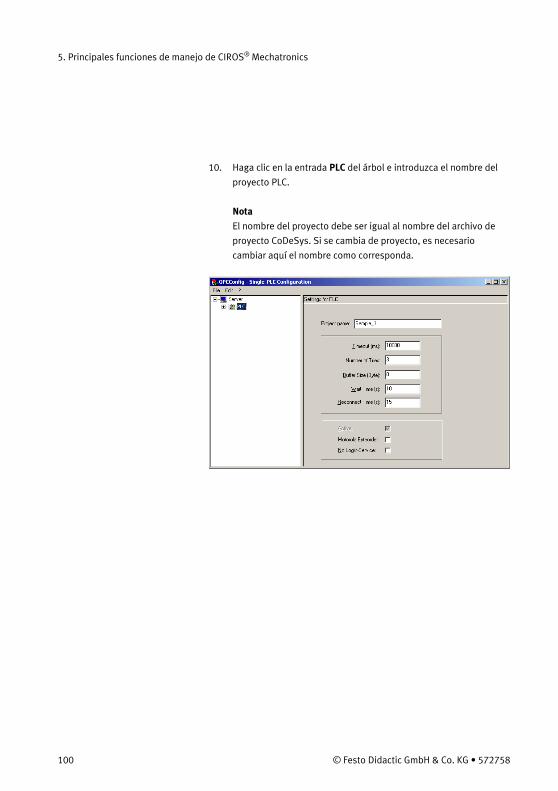
5. Principales funciones de manejo de CIROS® Mechatronics
100 © Festo Didactic GmbH & Co. KG „ 572758 100
10. Haga clic en la entrada PLC del árbol e introduzca el nombre del
proyecto PLC.
Nota
El nombre del proyecto debe ser igual al nombre del archivo de
proyecto CoDeSys. Si se cambia de proyecto, es necesario
cambiar aquí el nombre como corresponda.
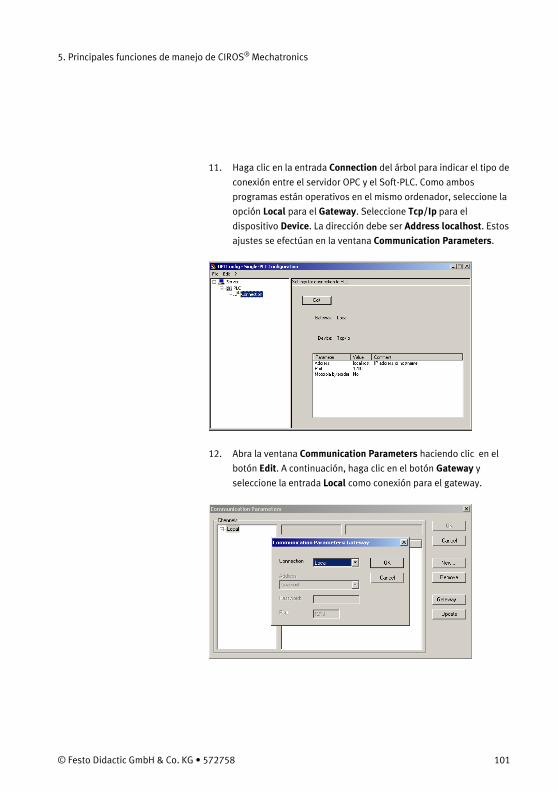
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 101
11. Haga clic en la entrada Connection del árbol para indicar el tipo de
conexión entre el servidor OPC y el Soft-PLC. Como ambos
programas están operativos en el mismo ordenador, seleccione la
opción Local para el Gateway. Seleccione Tcp/Ip para el
dispositivo Device. La dirección debe ser Address localhost. Estos
ajustes se efectúan en la ventana Communication Parameters.
12. Abra la ventana Communication Parameters haciendo clic en el
botón Edit. A continuación, haga clic en el botón Gateway y
seleccione la entrada Local como conexión para el gateway.
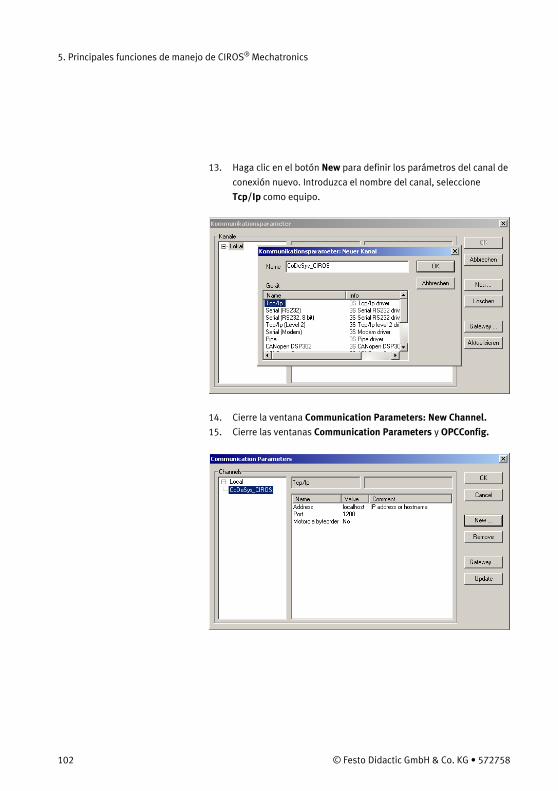
5. Principales funciones de manejo de CIROS® Mechatronics
102 © Festo Didactic GmbH & Co. KG „ 572758 102
13. Haga clic en el botón New para definir los parámetros del canal de
conexión nuevo. Introduzca el nombre del canal, seleccione
Tcp/Ip como equipo.
14. Cierre la ventana Communication Parameters: New Channel.
15. Cierre las ventanas Communication Parameters y OPCConfig.
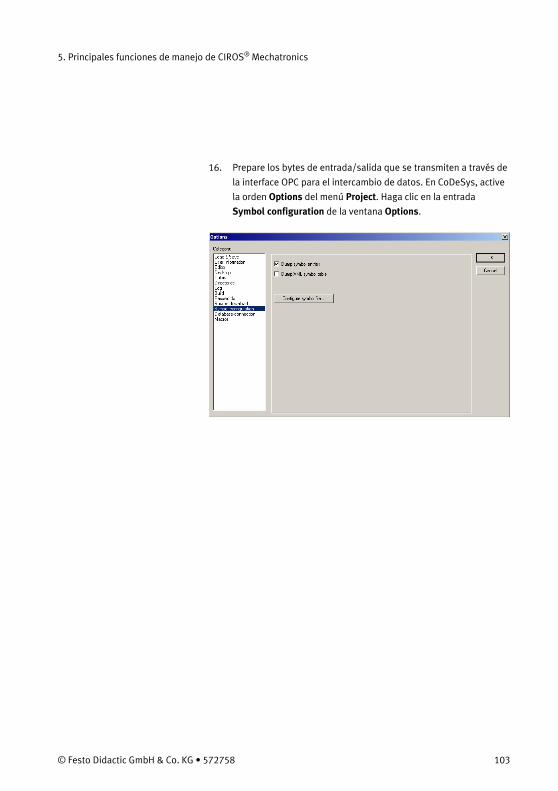
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 103
16. Prepare los bytes de entrada/salida que se transmiten a través de
la interface OPC para el intercambio de datos. En CoDeSys, active
la orden Options del menú Project. Haga clic en la entrada
Symbol configuration de la ventana Options.
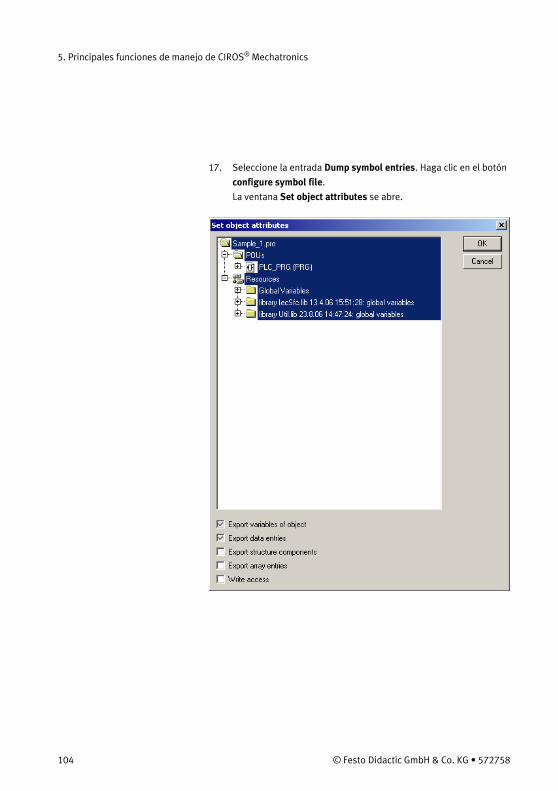
5. Principales funciones de manejo de CIROS® Mechatronics
104 © Festo Didactic GmbH & Co. KG „ 572758 104
17. Seleccione la entrada Dump symbol entries. Haga clic en el botón
configure symbol file.
La ventana Set object attributes se abre.
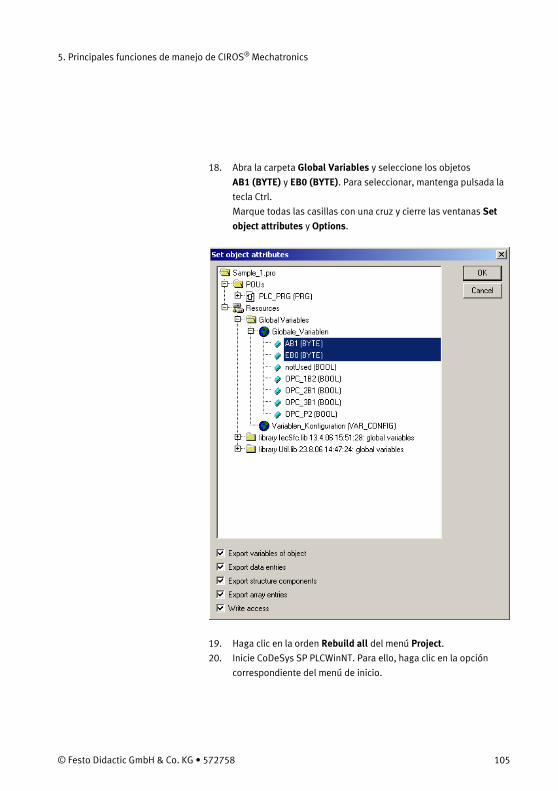
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 105
18. Abra la carpeta Global Variables y seleccione los objetos
AB1 (BYTE) y EB0 (BYTE). Para seleccionar, mantenga pulsada la
tecla Ctrl.
Marque todas las casillas con una cruz y cierre las ventanas Set
object attributes y Options.
19. Haga clic en la orden Rebuild all del menú Project.
20. Inicie CoDeSys SP PLCWinNT. Para ello, haga clic en la opción
correspondiente del menú de inicio.
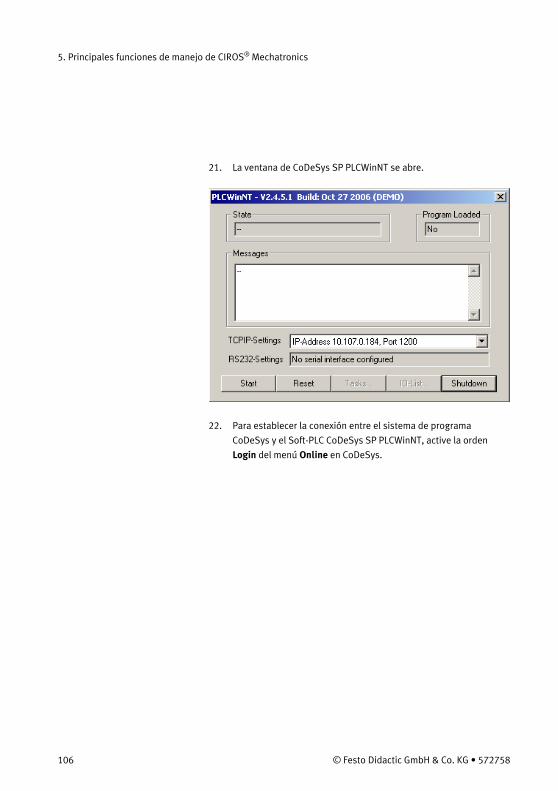
5. Principales funciones de manejo de CIROS® Mechatronics
106 © Festo Didactic GmbH & Co. KG „ 572758 106
21. La ventana de CoDeSys SP PLCWinNT se abre.
22. Para establecer la conexión entre el sistema de programa
CoDeSys y el Soft-PLC CoDeSys SP PLCWinNT, active la orden
Login del menú Online en CoDeSys.
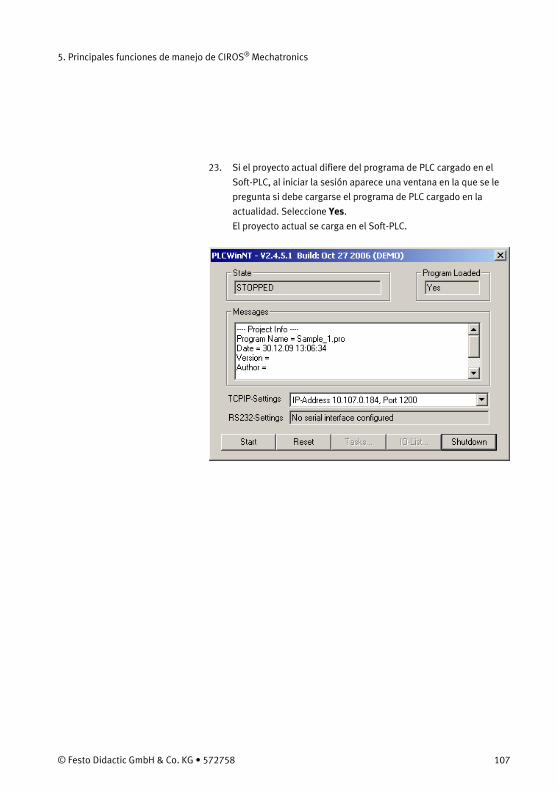
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 107
23. Si el proyecto actual difiere del programa de PLC cargado en el
Soft-PLC, al iniciar la sesión aparece una ventana en la que se le
pregunta si debe cargarse el programa de PLC cargado en la
actualidad. Seleccione Yes.
El proyecto actual se carga en el Soft-PLC.
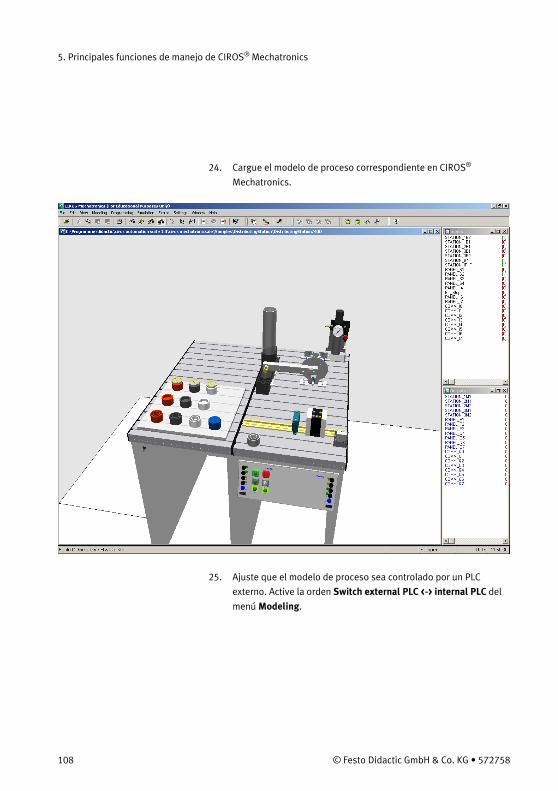
5. Principales funciones de manejo de CIROS® Mechatronics
108 © Festo Didactic GmbH & Co. KG „ 572758 108
24. Cargue el modelo de proceso correspondiente en CIROS®
Mechatronics.
25. Ajuste que el modelo de proceso sea controlado por un PLC
externo. Active la orden Switch external PLC <-> internal PLC del
menú Modeling.
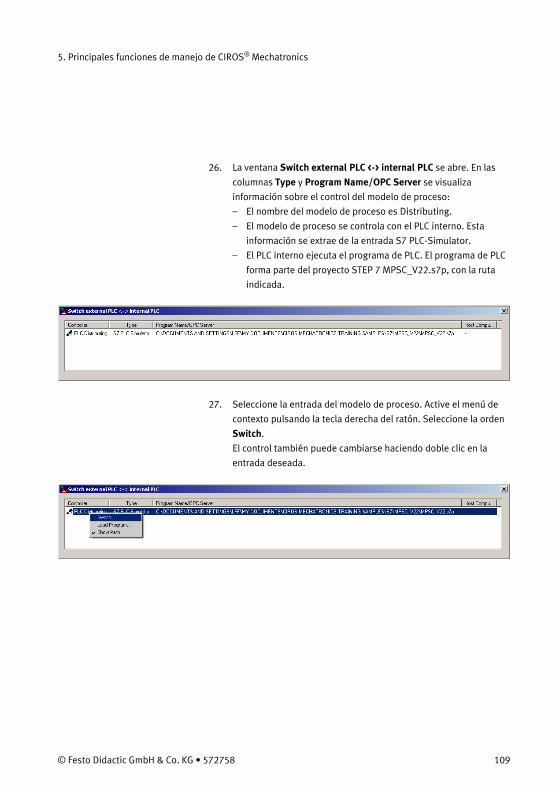
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 109
26. La ventana Switch external PLC <-> internal PLC se abre. En las
columnas Type y Program Name/OPC Server se visualiza
información sobre el control del modelo de proceso:
‟ El nombre del modelo de proceso es Distributing.
‟ El modelo de proceso se controla con el PLC interno. Esta
información se extrae de la entrada S7 PLC-Simulator.
‟ El PLC interno ejecuta el programa de PLC. El programa de PLC
forma parte del proyecto STEP 7 MPSC_V22.s7p, con la ruta
indicada.
27. Seleccione la entrada del modelo de proceso. Active el menú de
contexto pulsando la tecla derecha del ratón. Seleccione la orden
Switch.
El control también puede cambiarse haciendo doble clic en la
entrada deseada.
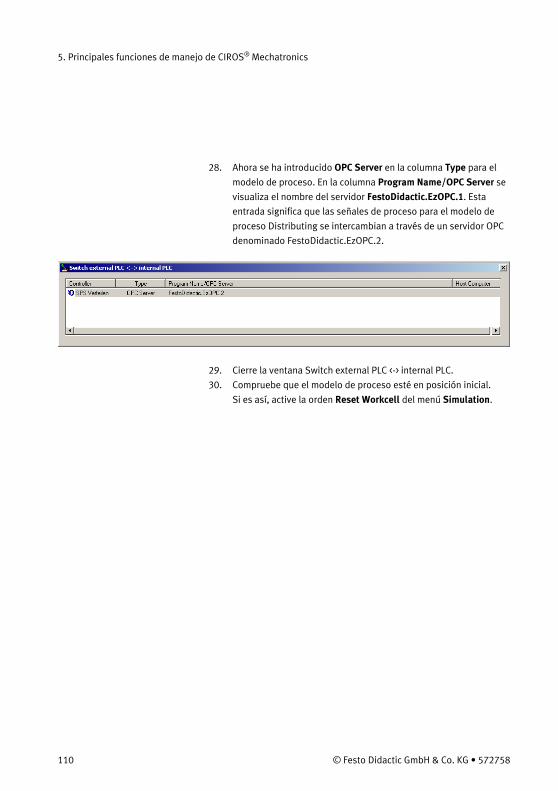
5. Principales funciones de manejo de CIROS® Mechatronics
110 © Festo Didactic GmbH & Co. KG „ 572758 110
28. Ahora se ha introducido OPC Server en la columna Type para el
modelo de proceso. En la columna Program Name/OPC Server se
visualiza el nombre del servidor FestoDidactic.EzOPC.1. Esta
entrada significa que las señales de proceso para el modelo de
proceso Distributing se intercambian a través de un servidor OPC
denominado FestoDidactic.EzOPC.2.
29. Cierre la ventana Switch external PLC <-> internal PLC.
30. Compruebe que el modelo de proceso esté en posición inicial.
Si es así, active la orden Reset Workcell del menú Simulation.
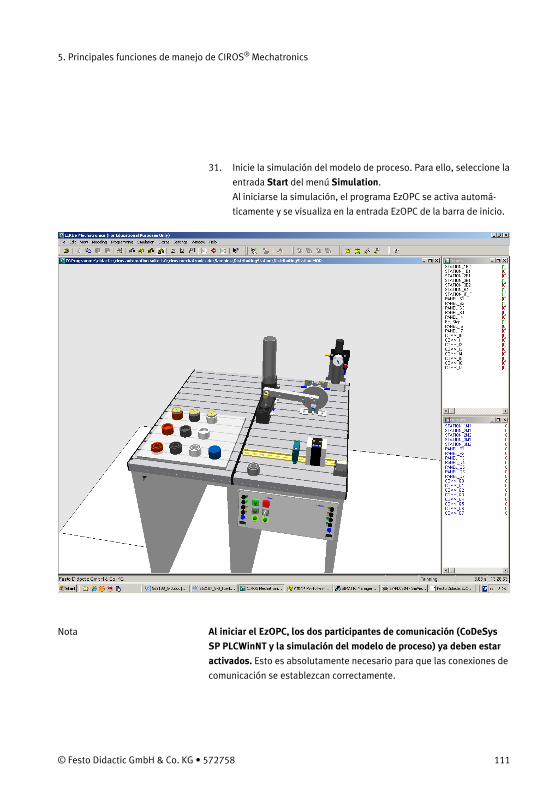
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 111
31. Inicie la simulación del modelo de proceso. Para ello, seleccione la
entrada Start del menú Simulation.
Al iniciarse la simulación, el programa EzOPC se activa automá-
ticamente y se visualiza en la entrada EzOPC de la barra de inicio.
Al iniciar el EzOPC, los dos participantes de comunicación (CoDeSys
SP PLCWinNT y la simulación del modelo de proceso) ya deben estar
activados. Esto es absolutamente necesario para que las conexiones de
comunicación se establezcan correctamente.
Nota
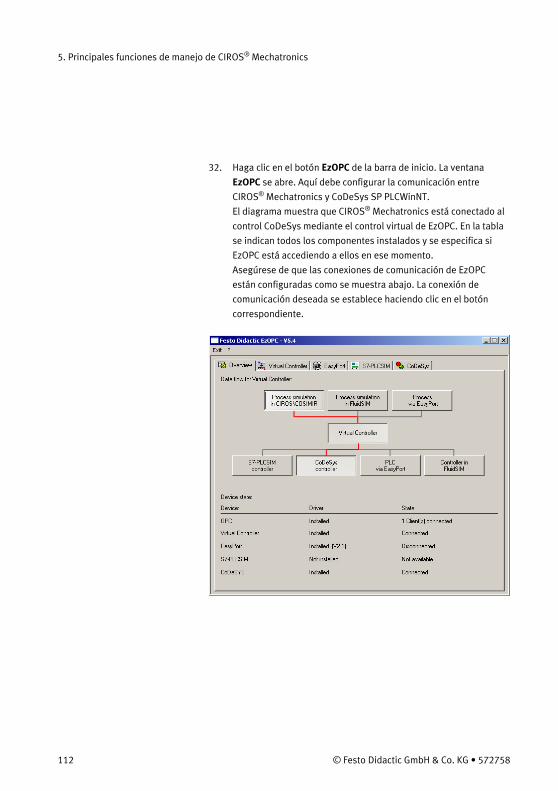
5. Principales funciones de manejo de CIROS® Mechatronics
112 © Festo Didactic GmbH & Co. KG „ 572758 112
32. Haga clic en el botón EzOPC de la barra de inicio. La ventana
EzOPC se abre. Aquí debe configurar la comunicación entre
CIROS® Mechatronics y CoDeSys SP PLCWinNT.
El diagrama muestra que CIROS® Mechatronics está conectado al
control CoDeSys mediante el control virtual de EzOPC. En la tabla
se indican todos los componentes instalados y se especifica si
EzOPC está accediendo a ellos en ese momento.
Asegúrese de que las conexiones de comunicación de EzOPC
están configuradas como se muestra abajo. La conexión de
comunicación deseada se establece haciendo clic en el botón
correspondiente.
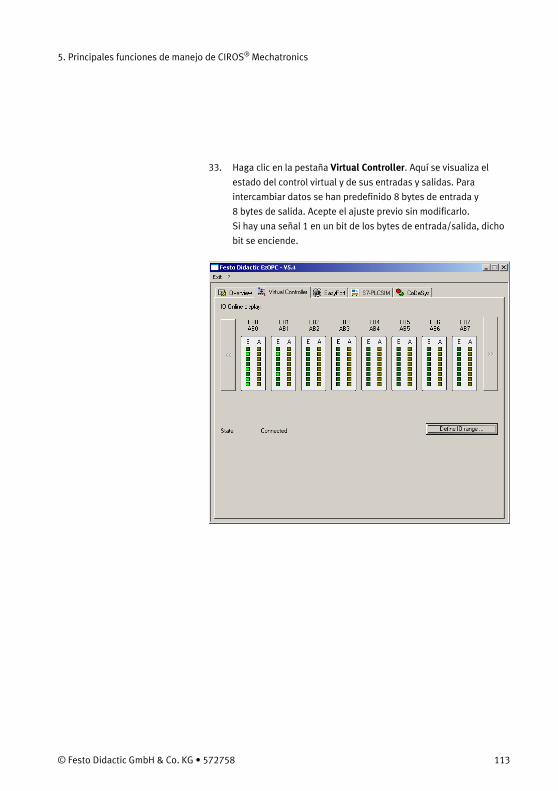
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 113
33. Haga clic en la pestaña Virtual Controller. Aquí se visualiza el
estado del control virtual y de sus entradas y salidas. Para
intercambiar datos se han predefinido 8 bytes de entrada y
8 bytes de salida. Acepte el ajuste previo sin modificarlo.
Si hay una señal 1 en un bit de los bytes de entrada/salida, dicho
bit se enciende.
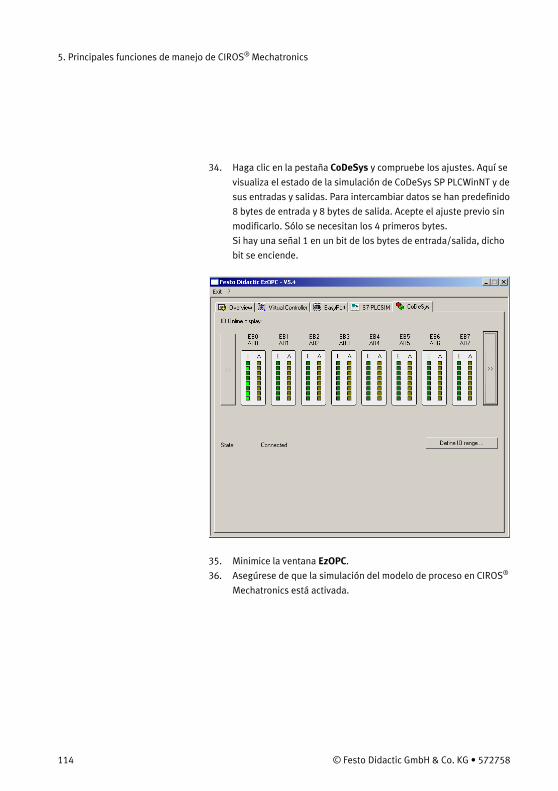
5. Principales funciones de manejo de CIROS® Mechatronics
114 © Festo Didactic GmbH & Co. KG „ 572758 114
34. Haga clic en la pestaña CoDeSys y compruebe los ajustes. Aquí se
visualiza el estado de la simulación de CoDeSys SP PLCWinNT y de
sus entradas y salidas. Para intercambiar datos se han predefinido
8 bytes de entrada y 8 bytes de salida. Acepte el ajuste previo sin
modificarlo. Sólo se necesitan los 4 primeros bytes.
Si hay una señal 1 en un bit de los bytes de entrada/salida, dicho
bit se enciende.
35. Minimice la ventana EzOPC.
36. Asegúrese de que la simulación del modelo de proceso en CIROS®
Mechatronics está activada.
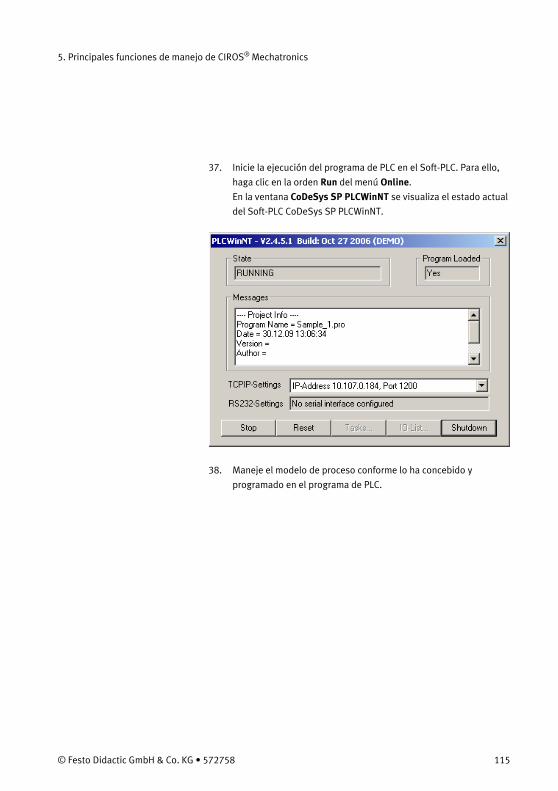
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 115
37. Inicie la ejecución del programa de PLC en el Soft-PLC. Para ello,
haga clic en la orden Run del menú Online.
En la ventana CoDeSys SP PLCWinNT se visualiza el estado actual
del Soft-PLC CoDeSys SP PLCWinNT.
38. Maneje el modelo de proceso conforme lo ha concebido y
programado en el programa de PLC.
5. Principales funciones de manejo de CIROS® Mechatronics
116 © Festo Didactic GmbH & Co. KG „ 572758 116
Para generar y probar programas de PLC propios, recomendamos cargar
los programas en un PLC externo y ejecutarlos desde allí.
Programe en STEP7 para utilizar como PLC externo el Soft-PLC S7-
PLCSIM. De este modo, no se necesitan más componentes de hardware.
Sin embargo, puede utilizar cualquier otro sistema de control y de pro-
gramación. Cargue el programa de PLC en el hardware PLC. El inter-
cambio de las señales de entrada/salida PLC entre la simulación del
modelo de proceso y el PLC externo se efectúa a través de la interface
serie o USB del PC y de la interface EasyPort. En el intercambio de las
señales de proceso también participa el programa EzOPC.
La ventaja de esta configuración es que puede utilizar el PLC y el
sistema de programación que desee. Además, en el programa de PLC
dispone de funciones de prueba y de diagnóstico para la localización de
errores, concebidas con este fin por el sistema de programación.
Recomendamos instalar el software de simulación CIROS®
Mechatronics y el sistema de programación de PLC en ordenadores
diferentes.
5.10
Control del modelo de
proceso con un PLC
externo
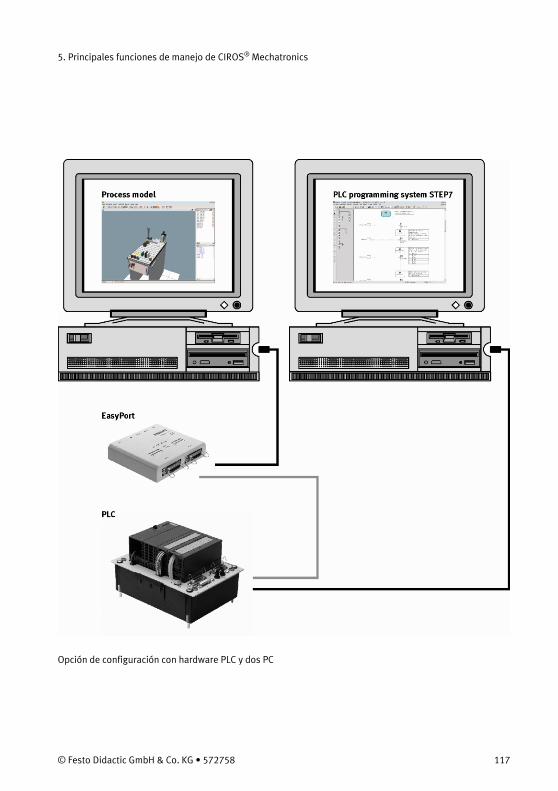
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 117
Opción de configuración con hardware PLC y dos PC
5. Principales funciones de manejo de CIROS® Mechatronics
118 © Festo Didactic GmbH & Co. KG „ 572758 118
También es posible seleccionar otra configuración e instalar ambos
paquetes de software en un PC. Para utilizar las funciones de prueba
y de diagnóstico del sistema de programación durante la simulación del
modelo de proceso, su PC debe disponer de dos interfaces serie o de
una interface serie y otra USB.
Como interface EasyPort puede utilizarse:
Caja de interfaces EasyPort D16 para 16 E/S digitales
(nº de art. 167121).
Cable de datos requerido:
Cable de datos RS232 para PC para EasyPort con PC a RS232
(nº de art. 162305) o
Adaptador USB - RS232 para EasyPort con PC a USB
(nº de art. 540699).
Para el PLC EduTrainer de Festo Didactic: cable de datos de E/S con
conectores SysLink (IEEE 488) en ambos lados, cruzados
(nº de art. 167106).
Para cualquier PLC: cable de datos E/S con un conector SysLink
según IEEE 488 y extremos de cable desnudos (nº de art. 167122).
El programa EzOPC
El programa EzOPC organiza el intercambio de las señales de entrada/
salida PLC entre la simulación del modelo de proceso y el PLC externo.
EzOPC no accede directamente a las señales del PLC externo, sino a
través de la interface EasyPort.
El programa EzOPC forma parte de la CIROS® Automation Suite y se ha
instalado en el PC junto con la aplicación CIROS® Mechatronics. CIROS®
Mechatronics llama automáticamente a EzOPC al iniciar la simulación de
un modelo de proceso controlado por un PLC externo.
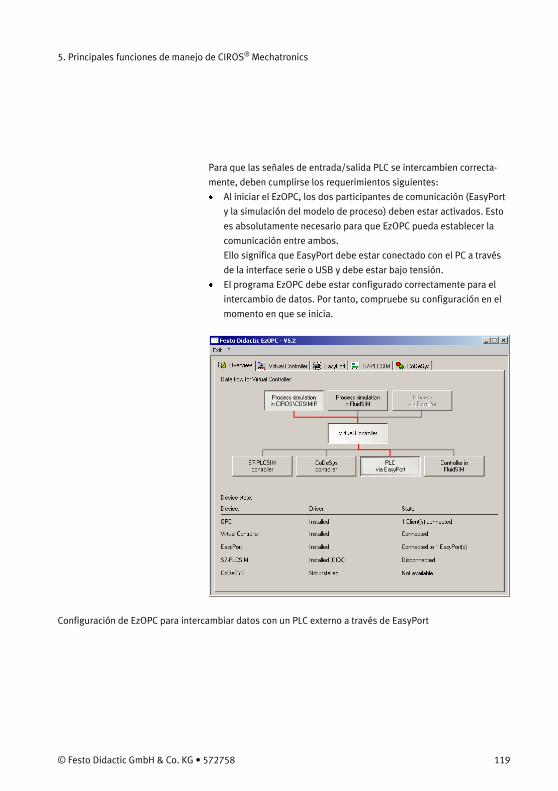
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 119
Para que las señales de entrada/salida PLC se intercambien correcta-
mente, deben cumplirse los requerimientos siguientes:
Al iniciar el EzOPC, los dos participantes de comunicación (EasyPort
y la simulación del modelo de proceso) deben estar activados. Esto
es absolutamente necesario para que EzOPC pueda establecer la
comunicación entre ambos.
Ello significa que EasyPort debe estar conectado con el PC a través
de la interface serie o USB y debe estar bajo tensión.
El programa EzOPC debe estar configurado correctamente para el
intercambio de datos. Por tanto, compruebe su configuración en el
momento en que se inicia.
Configuración de EzOPC para intercambiar datos con un PLC externo a través de EasyPort
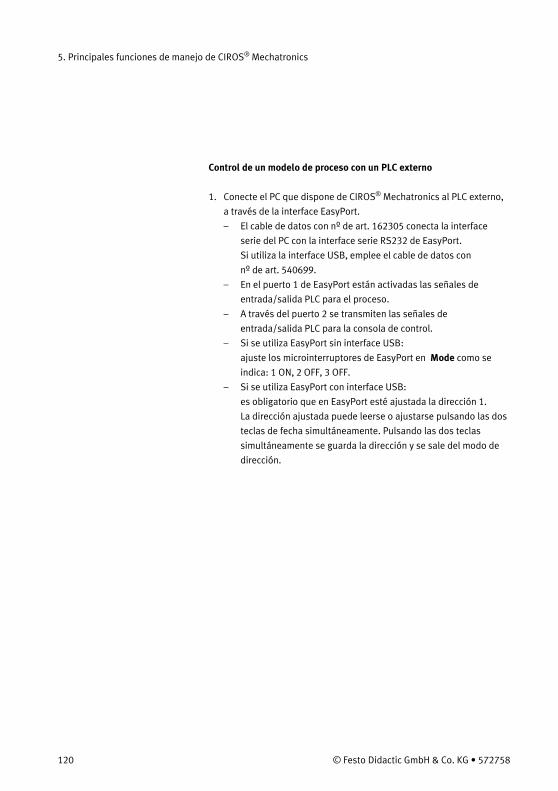
5. Principales funciones de manejo de CIROS® Mechatronics
120 © Festo Didactic GmbH & Co. KG „ 572758 120
Control de un modelo de proceso con un PLC externo
1. Conecte el PC que dispone de CIROS® Mechatronics al PLC externo,
a través de la interface EasyPort.
‟ El cable de datos con nº de art. 162305 conecta la interface
serie del PC con la interface serie RS232 de EasyPort.
Si utiliza la interface USB, emplee el cable de datos con
nº de art. 540699.
‟ En el puerto 1 de EasyPort están activadas las señales de
entrada/salida PLC para el proceso.
‟ A través del puerto 2 se transmiten las señales de
entrada/salida PLC para la consola de control.
‟ Si se utiliza EasyPort sin interface USB:
ajuste los microinterruptores de EasyPort en Mode como se
indica: 1 ON, 2 OFF, 3 OFF.
‟ Si se utiliza EasyPort con interface USB:
es obligatorio que en EasyPort esté ajustada la dirección 1.
La dirección ajustada puede leerse o ajustarse pulsando las dos
teclas de fecha simultáneamente. Pulsando las dos teclas
simultáneamente se guarda la dirección y se sale del modo de
dirección.
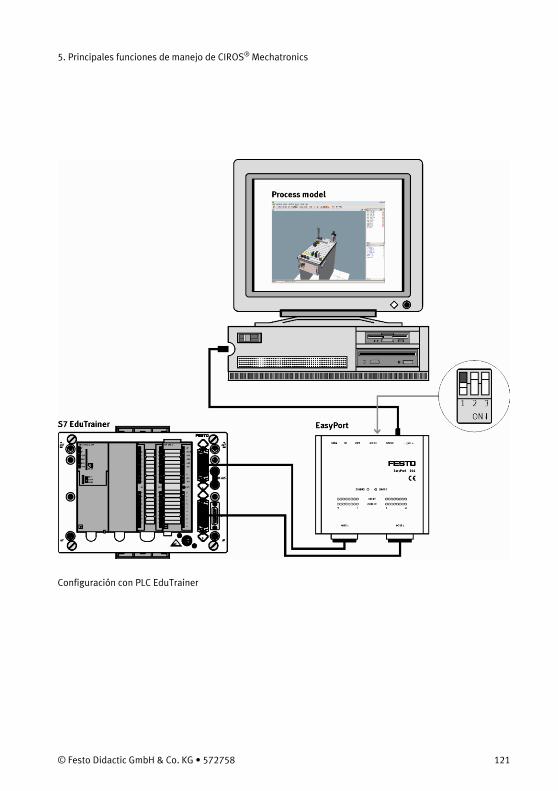
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 121
Configuración con PLC EduTrainer
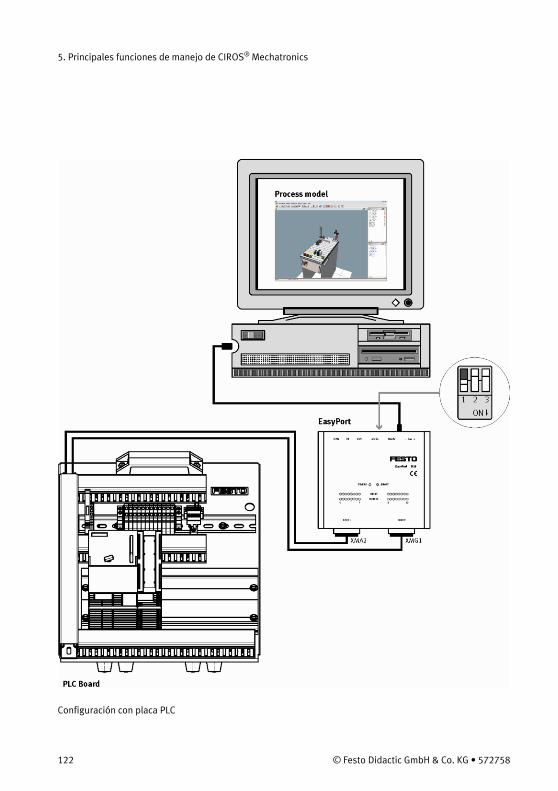
5. Principales funciones de manejo de CIROS® Mechatronics
122 © Festo Didactic GmbH & Co. KG „ 572758 122
Configuración con placa PLC
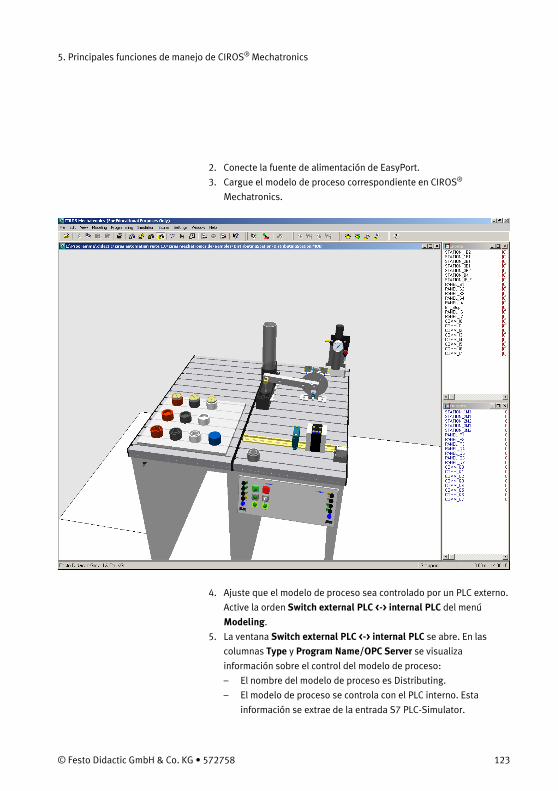
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 123
2. Conecte la fuente de alimentación de EasyPort.
3. Cargue el modelo de proceso correspondiente en CIROS®
Mechatronics.
4. Ajuste que el modelo de proceso sea controlado por un PLC externo.
Active la orden Switch external PLC <-> internal PLC del menú
Modeling.
5. La ventana Switch external PLC <-> internal PLC se abre. En las
columnas Type y Program Name/OPC Server se visualiza
información sobre el control del modelo de proceso:
‟ El nombre del modelo de proceso es Distributing.
‟ El modelo de proceso se controla con el PLC interno. Esta
información se extrae de la entrada S7 PLC-Simulator.
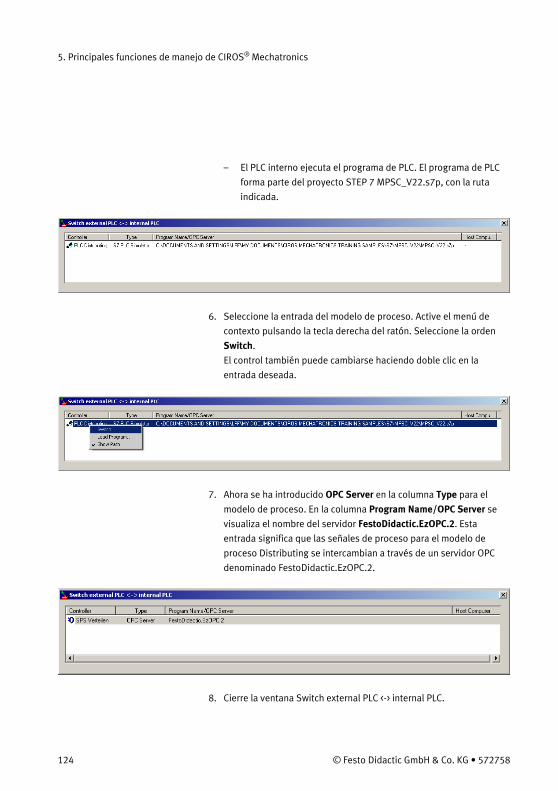
5. Principales funciones de manejo de CIROS® Mechatronics
124 © Festo Didactic GmbH & Co. KG „ 572758 124
‟ El PLC interno ejecuta el programa de PLC. El programa de PLC
forma parte del proyecto STEP 7 MPSC_V22.s7p, con la ruta
indicada.
6. Seleccione la entrada del modelo de proceso. Active el menú de
contexto pulsando la tecla derecha del ratón. Seleccione la orden
Switch.
El control también puede cambiarse haciendo doble clic en la
entrada deseada.
7. Ahora se ha introducido OPC Server en la columna Type para el
modelo de proceso. En la columna Program Name/OPC Server se
visualiza el nombre del servidor FestoDidactic.EzOPC.2. Esta
entrada significa que las señales de proceso para el modelo de
proceso Distributing se intercambian a través de un servidor OPC
denominado FestoDidactic.EzOPC.2.
8. Cierre la ventana Switch external PLC <-> internal PLC.
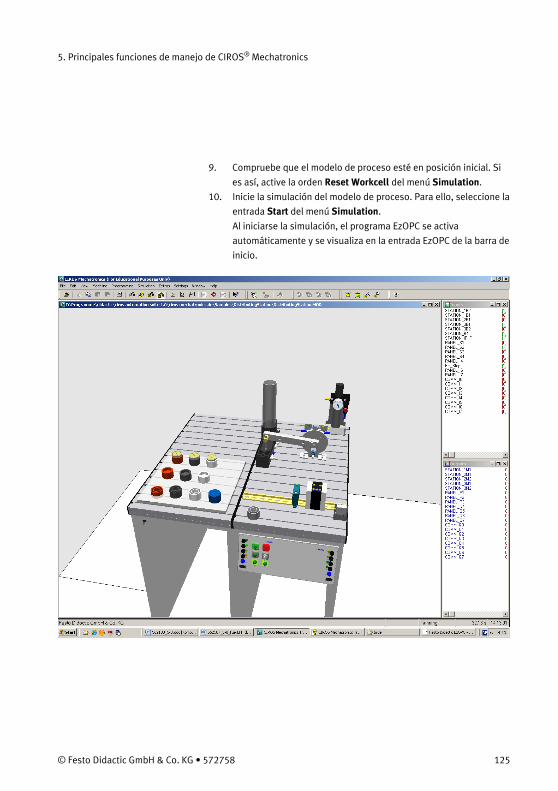
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 125
9. Compruebe que el modelo de proceso esté en posición inicial. Si
es así, active la orden Reset Workcell del menú Simulation.
10. Inicie la simulación del modelo de proceso. Para ello, seleccione la
entrada Start del menú Simulation.
Al iniciarse la simulación, el programa EzOPC se activa
automáticamente y se visualiza en la entrada EzOPC de la barra de
inicio.
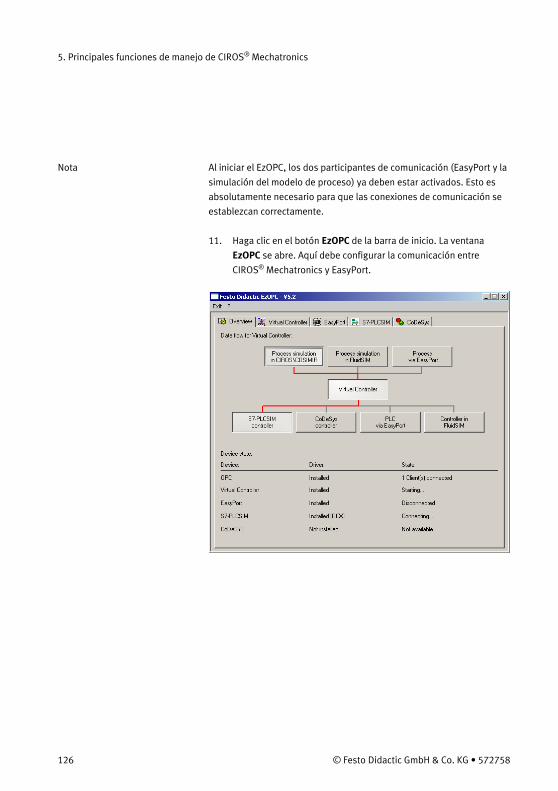
5. Principales funciones de manejo de CIROS® Mechatronics
126 © Festo Didactic GmbH & Co. KG „ 572758 126
Al iniciar el EzOPC, los dos participantes de comunicación (EasyPort y la
simulación del modelo de proceso) ya deben estar activados. Esto es
absolutamente necesario para que las conexiones de comunicación se
establezcan correctamente.
11. Haga clic en el botón EzOPC de la barra de inicio. La ventana
EzOPC se abre. Aquí debe configurar la comunicación entre
CIROS® Mechatronics y EasyPort.
Nota
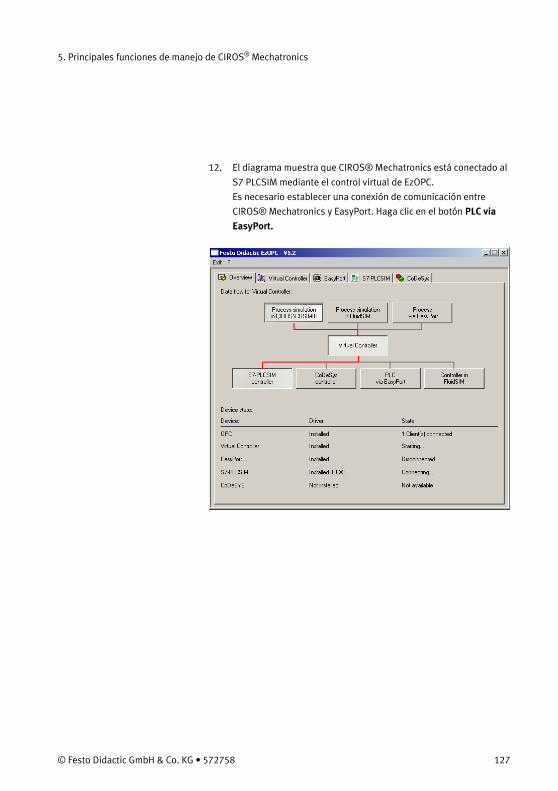
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 127
12. El diagrama muestra que CIROS® Mechatronics está conectado al
S7 PLCSIM mediante el control virtual de EzOPC.
Es necesario establecer una conexión de comunicación entre
CIROS® Mechatronics y EasyPort. Haga clic en el botón PLC via
EasyPort.
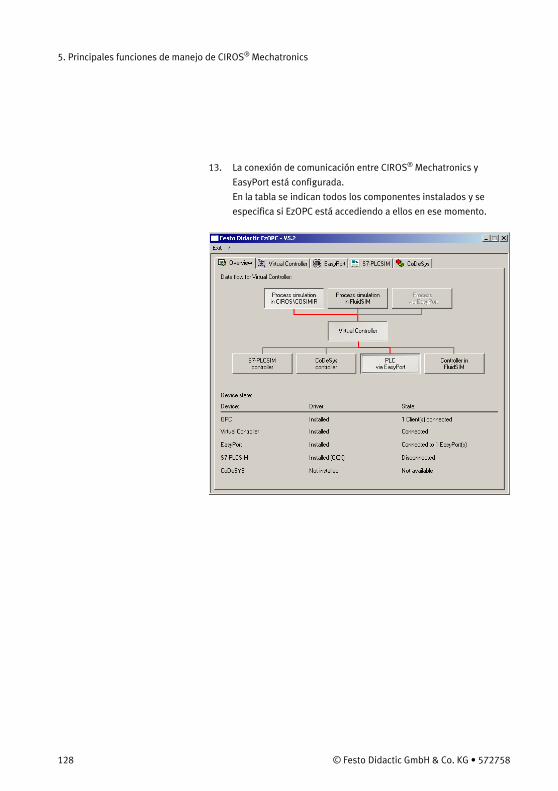
5. Principales funciones de manejo de CIROS® Mechatronics
128 © Festo Didactic GmbH & Co. KG „ 572758 128
13. La conexión de comunicación entre CIROS® Mechatronics y
EasyPort está configurada.
En la tabla se indican todos los componentes instalados y se
especifica si EzOPC está accediendo a ellos en ese momento.
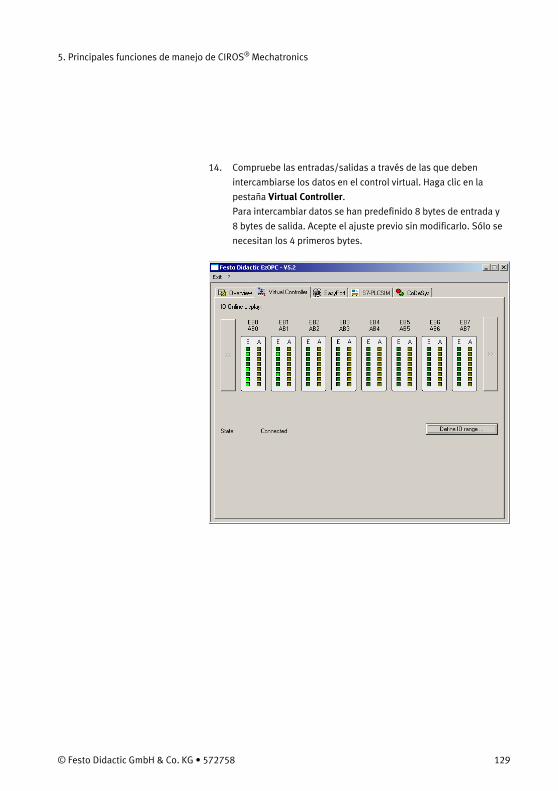
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 129
14. Compruebe las entradas/salidas a través de las que deben
intercambiarse los datos en el control virtual. Haga clic en la
pestaña Virtual Controller.
Para intercambiar datos se han predefinido 8 bytes de entrada y
8 bytes de salida. Acepte el ajuste previo sin modificarlo. Sólo se
necesitan los 4 primeros bytes.
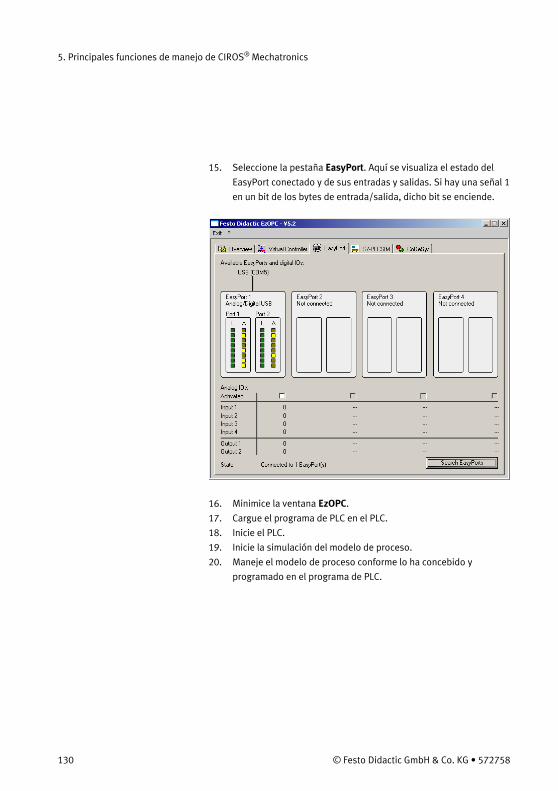
5. Principales funciones de manejo de CIROS® Mechatronics
130 © Festo Didactic GmbH & Co. KG „ 572758 130
15. Seleccione la pestaña EasyPort. Aquí se visualiza el estado del
EasyPort conectado y de sus entradas y salidas. Si hay una señal 1
en un bit de los bytes de entrada/salida, dicho bit se enciende.
16. Minimice la ventana EzOPC.
17. Cargue el programa de PLC en el PLC.
18. Inicie el PLC.
19. Inicie la simulación del modelo de proceso.
20. Maneje el modelo de proceso conforme lo ha concebido y
programado en el programa de PLC.
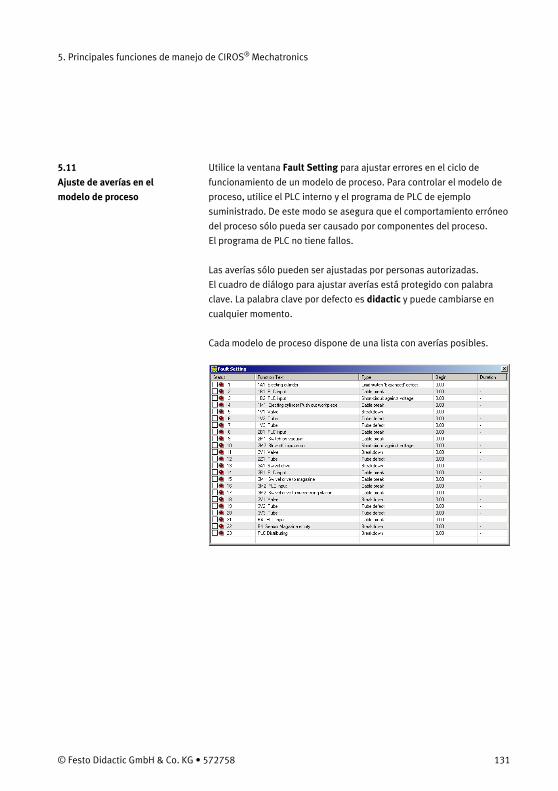
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 131
Utilice la ventana Fault Setting para ajustar errores en el ciclo de
funcionamiento de un modelo de proceso. Para controlar el modelo de
proceso, utilice el PLC interno y el programa de PLC de ejemplo
suministrado. De este modo se asegura que el comportamiento erróneo
del proceso sólo pueda ser causado por componentes del proceso.
El programa de PLC no tiene fallos.
Las averías sólo pueden ser ajustadas por personas autorizadas.
El cuadro de diálogo para ajustar averías está protegido con palabra
clave. La palabra clave por defecto es didactic y puede cambiarse en
cualquier momento.
Cada modelo de proceso dispone de una lista con averías posibles.
5.11
Ajuste de averías en el
modelo de proceso
5. Principales funciones de manejo de CIROS® Mechatronics
132 © Festo Didactic GmbH & Co. KG „ 572758 132
Para generar una avería en los componentes de proceso enumerados,
existe la información siguiente:
Clase de error.
Inicio de la avería.
Duración de la avería.
En algunos componentes pueden producirse varios errores, que se
seleccionan en una lista de opciones.
Significado:
Reed switch displaced: el interruptor Reed se ha desplazado
mecánicamente.
Reed switch jammed: en el interruptor Reed hay siempre una
señal 1.
Cable break: en el componente hay siempre una señal 0.
Short circuit - voltage: en el componente hay siempre una señal 1.
Malfunction: fallo total del componente.
Tubing defective: la tubería flexible neumática presenta daños, no
se alcanza la presión de funcionamiento.
Compressed air supply malfunction: no hay aire comprimido.
Power supply malfunction: no hay tensión.
La hora de inicio de la avería indica el tiempo de simulación transcurrido
después de ajustar la avería.
La duración de las averías se indica en segundos.
Los estados de error empiezan a afectar la simulación del modelo de
proceso en cuanto se activa el modo Fault Simulation.
El funcionamiento incorrecto sólo se guarda en modelos de usuario
(user models) al cerrar el modelo de proceso. El funcionamiento
incorrecto se conserva hasta que se desactiva de nuevo en la ventana
Fault Setting.
Nota
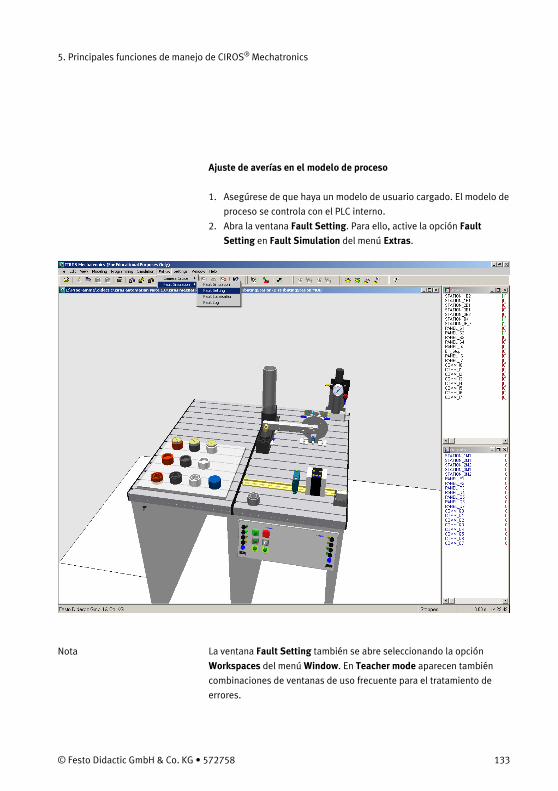
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 133
Ajuste de averías en el modelo de proceso
1. Asegúrese de que haya un modelo de usuario cargado. El modelo de
proceso se controla con el PLC interno.
2. Abra la ventana Fault Setting. Para ello, active la opción Fault
Setting en Fault Simulation del menú Extras.
La ventana Fault Setting también se abre seleccionando la opción
Workspaces del menú Window. En Teacher mode aparecen también
combinaciones de ventanas de uso frecuente para el tratamiento de
errores.
Nota
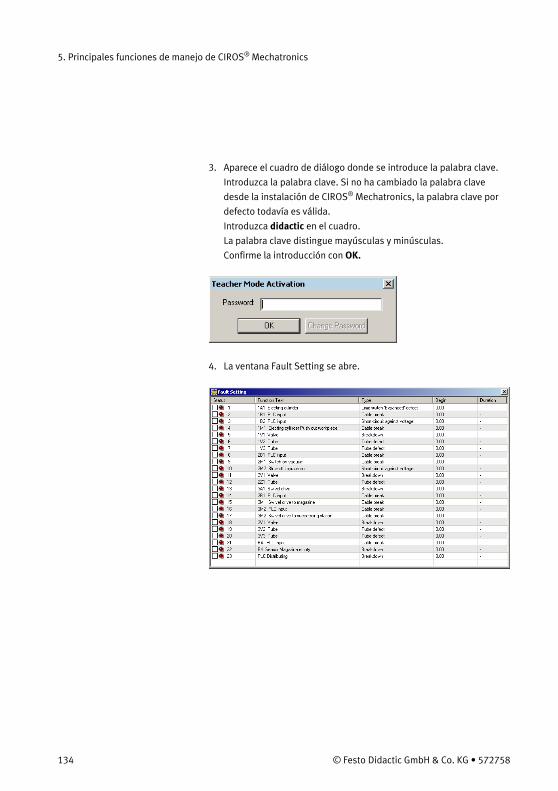
5. Principales funciones de manejo de CIROS® Mechatronics
134 © Festo Didactic GmbH & Co. KG „ 572758 134
3. Aparece el cuadro de diálogo donde se introduce la palabra clave.
Introduzca la palabra clave. Si no ha cambiado la palabra clave
desde la instalación de CIROS® Mechatronics, la palabra clave por
defecto todavía es válida.
Introduzca didactic en el cuadro.
La palabra clave distingue mayúsculas y minúsculas.
Confirme la introducción con OK.
4. La ventana Fault Setting se abre.
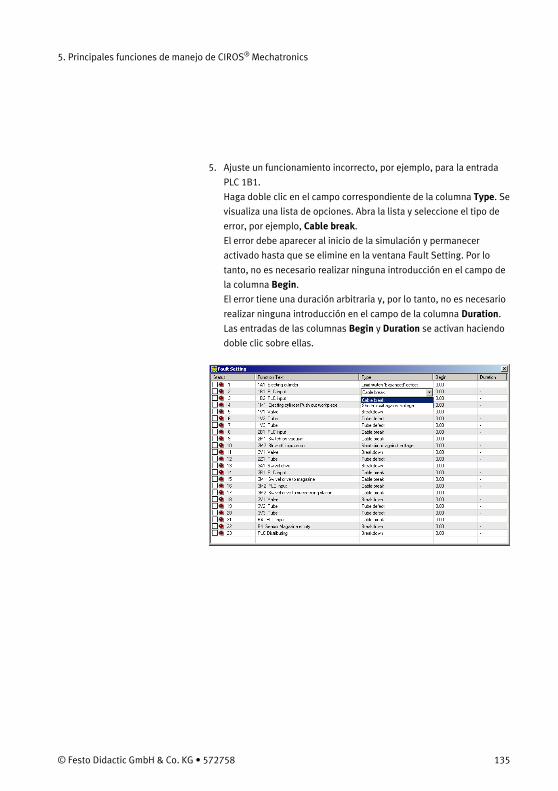
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 135
5. Ajuste un funcionamiento incorrecto, por ejemplo, para la entrada
PLC 1B1.
Haga doble clic en el campo correspondiente de la columna Type. Se
visualiza una lista de opciones. Abra la lista y seleccione el tipo de
error, por ejemplo, Cable break.
El error debe aparecer al inicio de la simulación y permanecer
activado hasta que se elimine en la ventana Fault Setting. Por lo
tanto, no es necesario realizar ninguna introducción en el campo de
la columna Begin.
El error tiene una duración arbitraria y, por lo tanto, no es necesario
realizar ninguna introducción en el campo de la columna Duration.
Las entradas de las columnas Begin y Duration se activan haciendo
doble clic sobre ellas.
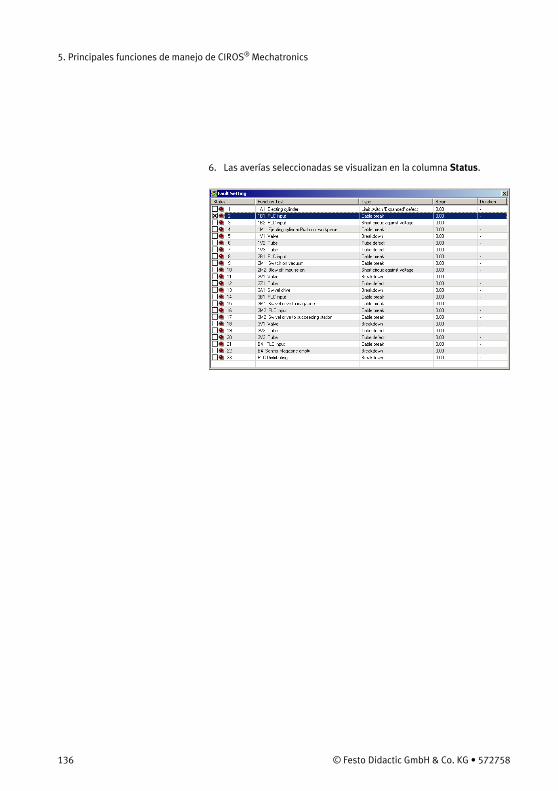
5. Principales funciones de manejo de CIROS® Mechatronics
136 © Festo Didactic GmbH & Co. KG „ 572758 136
6. Las averías seleccionadas se visualizan en la columna Status.
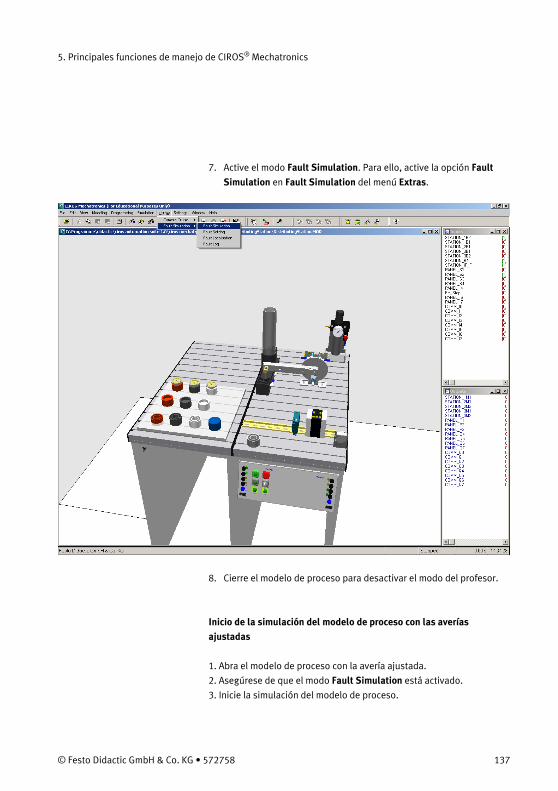
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 137
7. Active el modo Fault Simulation. Para ello, active la opción Fault
Simulation en Fault Simulation del menú Extras.
8. Cierre el modelo de proceso para desactivar el modo del profesor.
Inicio de la simulación del modelo de proceso con las averías
ajustadas
1. Abra el modelo de proceso con la avería ajustada.
2. Asegúrese de que el modo Fault Simulation está activado.
3. Inicie la simulación del modelo de proceso.
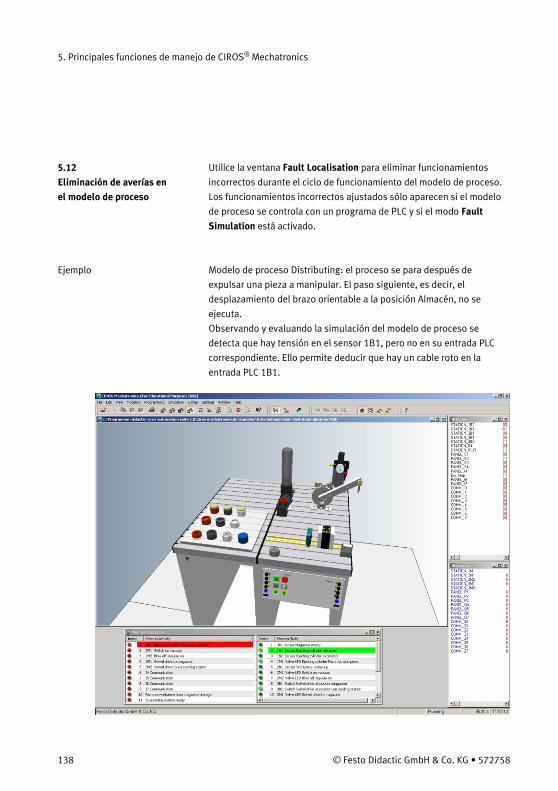
5. Principales funciones de manejo de CIROS® Mechatronics
138 © Festo Didactic GmbH & Co. KG „ 572758 138
Utilice la ventana Fault Localisation para eliminar funcionamientos
incorrectos durante el ciclo de funcionamiento del modelo de proceso.
Los funcionamientos incorrectos ajustados sólo aparecen si el modelo
de proceso se controla con un programa de PLC y si el modo Fault
Simulation está activado.
Modelo de proceso Distributing: el proceso se para después de
expulsar una pieza a manipular. El paso siguiente, es decir, el
desplazamiento del brazo orientable a la posición Almacén, no se
ejecuta.
Observando y evaluando la simulación del modelo de proceso se
detecta que hay tensión en el sensor 1B1, pero no en su entrada PLC
correspondiente. Ello permite deducir que hay un cable roto en la
entrada PLC 1B1.
5.12
Eliminación de averías en
el modelo de proceso
Ejemplo
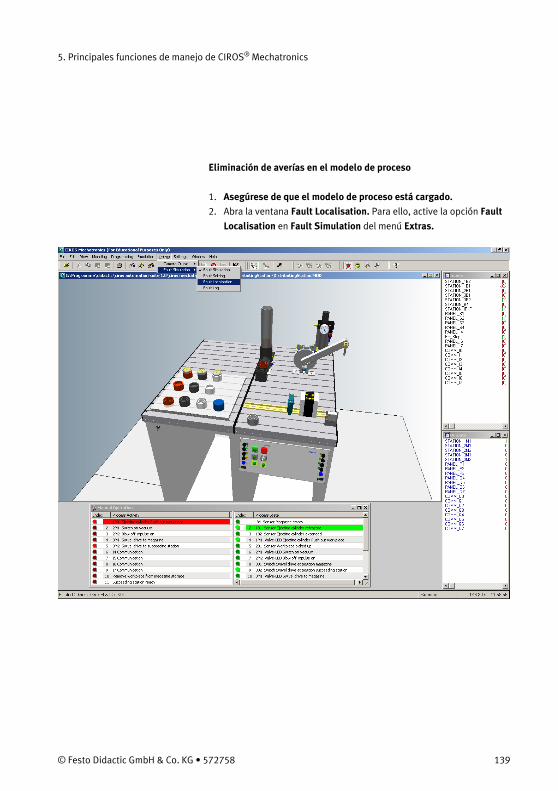
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 139
Eliminación de averías en el modelo de proceso
1. Asegúrese de que el modelo de proceso está cargado.
2. Abra la ventana Fault Localisation. Para ello, active la opción Fault
Localisation en Fault Simulation del menú Extras.
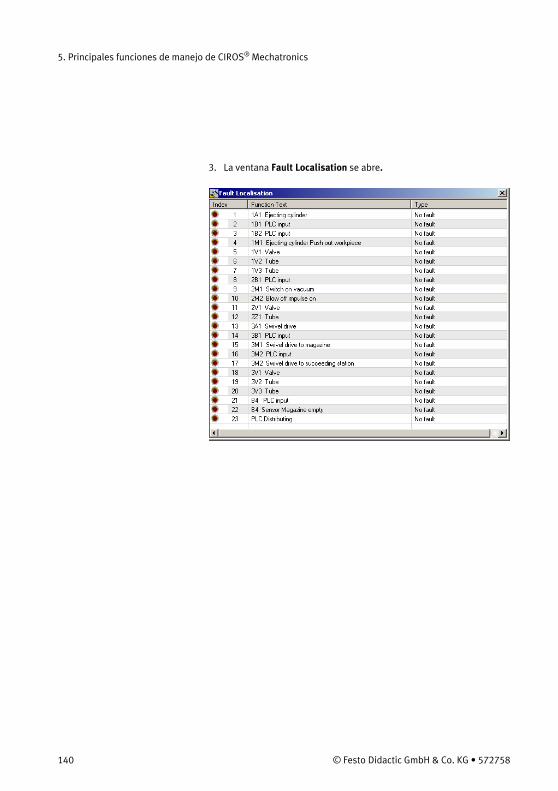
5. Principales funciones de manejo de CIROS® Mechatronics
140 © Festo Didactic GmbH & Co. KG „ 572758 140
3. La ventana Fault Localisation se abre.
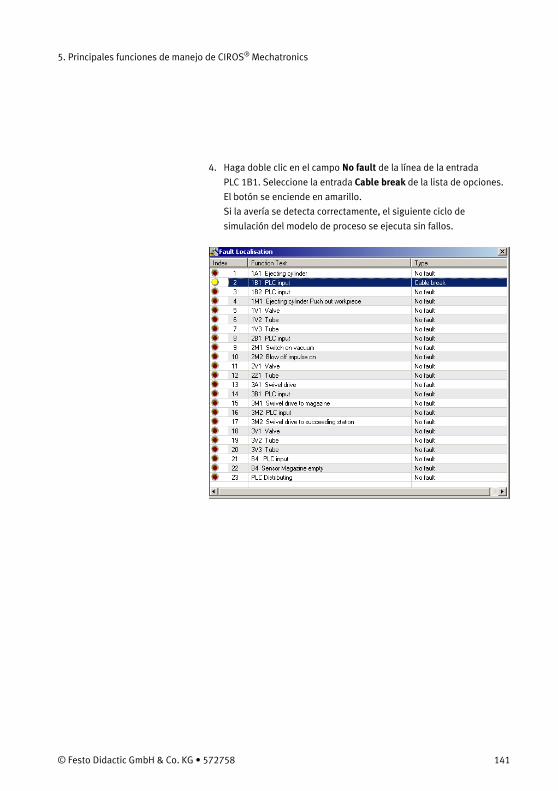
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 141
4. Haga doble clic en el campo No fault de la línea de la entrada
PLC 1B1. Seleccione la entrada Cable break de la lista de opciones.
El botón se enciende en amarillo.
Si la avería se detecta correctamente, el siguiente ciclo de
simulación del modelo de proceso se ejecuta sin fallos.
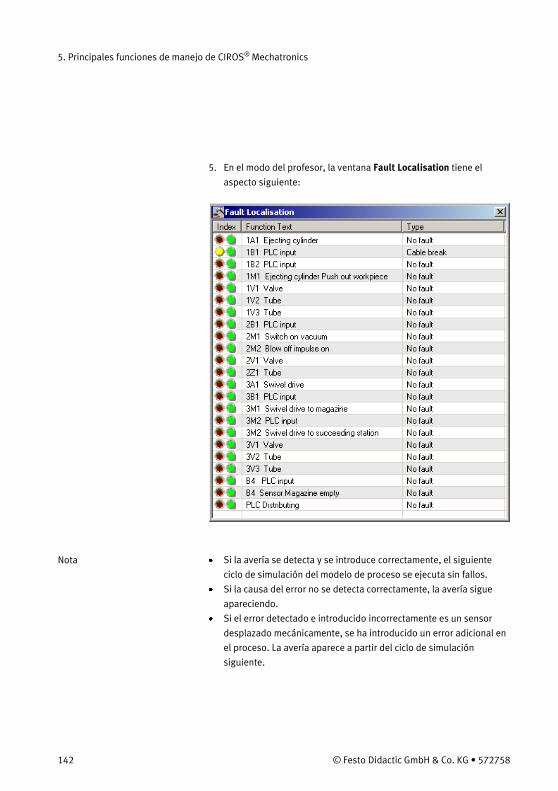
5. Principales funciones de manejo de CIROS® Mechatronics
142 © Festo Didactic GmbH & Co. KG „ 572758 142
5. En el modo del profesor, la ventana Fault Localisation tiene el
aspecto siguiente:
Si la avería se detecta y se introduce correctamente, el siguiente
ciclo de simulación del modelo de proceso se ejecuta sin fallos.
Si la causa del error no se detecta correctamente, la avería sigue
apareciendo.
Si el error detectado e introducido incorrectamente es un sensor
desplazado mecánicamente, se ha introducido un error adicional en
el proceso. La avería aparece a partir del ciclo de simulación
siguiente.
Nota
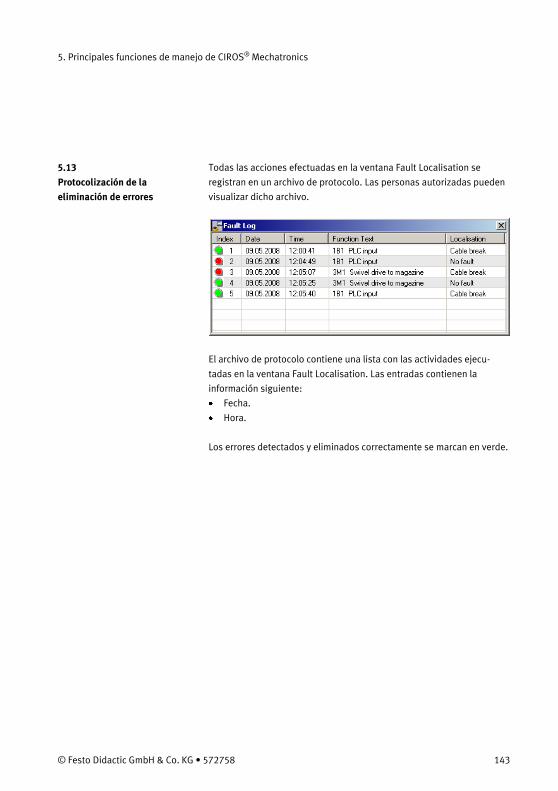
5. Principales funciones de manejo de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 143
Todas las acciones efectuadas en la ventana Fault Localisation se
registran en un archivo de protocolo. Las personas autorizadas pueden
visualizar dicho archivo.
El archivo de protocolo contiene una lista con las actividades ejecu-
tadas en la ventana Fault Localisation. Las entradas contienen la
información siguiente:
Fecha.
Hora.
Los errores detectados y eliminados correctamente se marcan en verde.
5.13
Protocolización de la
eliminación de errores
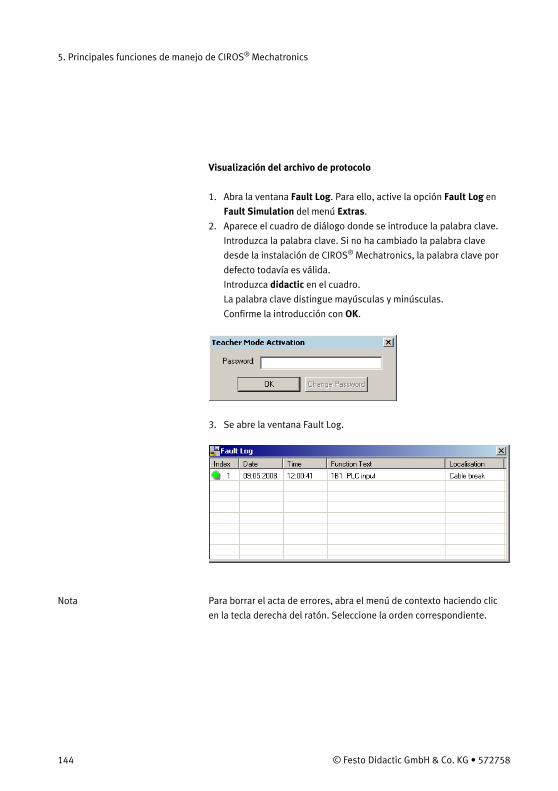
5. Principales funciones de manejo de CIROS® Mechatronics
144 © Festo Didactic GmbH & Co. KG „ 572758 144
Visualización del archivo de protocolo
1. Abra la ventana Fault Log. Para ello, active la opción Fault Log en
Fault Simulation del menú Extras.
2. Aparece el cuadro de diálogo donde se introduce la palabra clave.
Introduzca la palabra clave. Si no ha cambiado la palabra clave
desde la instalación de CIROS® Mechatronics, la palabra clave por
defecto todavía es válida.
Introduzca didactic en el cuadro.
La palabra clave distingue mayúsculas y minúsculas.
Confirme la introducción con OK.
3. Se abre la ventana Fault Log.
Para borrar el acta de errores, abra el menú de contexto haciendo clic
en la tecla derecha del ratón. Seleccione la orden correspondiente.
Nota
© Festo Didactic GmbH & Co. KG „ 572758 145
CIROS® Mechatronics es un producto multimedia diseñado para
estudiar instalaciones de la técnica de la automatización. Los ejemplos
recrean aplicaciones reales. Las propuestas de tareas se enfocan a
secuencias de manipulación industriales y pretenden cubrir todos los
procesos para un aprendizaje integral. CIROS® Mechatronics permite
practicar competencias metodológicas y de toma de decisiones.
En CIROS® Mechatronics se representan modelos de proceso para
instalaciones de producción de diferente complejidad.
Éstas son las competencias que es posible adquirir con CIROS®
Mechatronics:
Análisis y comprensión del funcionamiento y de la estructura de las
instalaciones gobernadas por PLC.
Elaboración y comprobación de programas de PLC y de instalaciones
de configuración clara.
Realización de una localización sistemática de errores como parte
del mantenimiento de instalaciones.
Las competencias anteriores incluyen todos los temas que es posible
tratar con procesos simulados y se presta especial importancia al
procedimiento metódico.
Importancia del contenido didáctico en la práctica profesional
El desarrollo industrial de los últimos años se caracteriza sobre todo por
el aumento constante de la automatización, por procesos de trabajo
cada vez más complejos y ciclos más rápidos. El máximo aprovecha-
miento de las elevadas inversiones y la producción flexible y económica
son conceptos clave que se concretan en las características siguientes:
Alto rendimiento de las máquinas.
Reducción de los tiempos de paro.
Optimización de las instalaciones.
Mejora continua.
6. Contenido didáctico de CIROS® Mechatronics
6.1
Contenido didáctico
6. Contenido didáctico de CIROS® Mechatronics
146 © Festo Didactic GmbH & Co. KG „ 572758 146
Todas las personas que están en contacto directo con una instalación
deben adaptarse a innovaciones constantes. Por ejemplo, el operador
efectúa pequeños trabajos de mantenimiento o reparaciones, al igual
que el instalador. El encargado de mantenimiento mecánico debe
comprender conceptos de la tecnología de control electrónico y eléc-
trico para saber cómo afectan a la mecánica, a la neumática y a la
hidráulica de la instalación. Por su parte, el electricista debe tener
conocimientos sobre actuadores neumáticos e hidráulicos. A partir de
estas nuevas condiciones de trabajo surgen formas nuevas de
colaboración.
Esta nueva forma de trabajo requiere tres facultades principales:
Conocimientos tecnológicos.
Conocimiento de la instalación y comprensión del sistema.
Competencia sociocultural.
CIROS® Mechatronics permite adquirir conocimientos teóricos y
aplicarlos en los campos de conocimiento tecnológico y de la
instalación, así como de comprensión del sistema. Los conocimientos
técnicos se complementan siempre con competencias metodológicas y
de toma de decisiones.
CIROS® Mechatronics está dirigido a todas aquellas personas dedicadas
a la programación de PLC y al mantenimiento o que requieran cono-
cimientos básicos sobre estos temas.
Entre éstas se cuentan las siguientes:
Formación profesional
‟ Ingenieros/as mecatrónicos/as.
‟ Electricistas, p. ej., especializados/as en la técnica
de la automatización.
‟ Mecánicos/as industriales.
Especialización en los sectores del metal y de la electricidad.
Formación en escuelas politécnicas superiores y universidades.
6.2
Destinatarios
6. Contenido didáctico de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 147
Para trabajar y aprender con CIROS® Mechatronics se requieren los
conocimientos siguientes:
Conocimientos básicos de tecnología de control: estructura de una
instalación técnica automatizada.
Conocimientos básicos de técnica de PLC: estructura y funciona-
miento de un PLC.
Conocimientos básicos de la programación de PLC y de la manipu-
lación de una herramienta de programación PLC, p. ej., el sistema de
programación SIMATIC STEP 7.
Conocimientos básicos de tecnología de control neumático:
accionamientos, actuadores.
Conocimientos básicos de sensórica: sensores de final de carrera,
detectores de proximidad sin contacto.
Conocimientos básicos de construcción, cableado y conexionado de
tubos de instalaciones electroneumáticas.
Conocimientos básicos de electrotécnica: magnitudes eléctricas,
correlaciones y cálculos derivados, corrientes continua y alterna,
procedimiento de medición eléctrica.
Conocimientos básicos sobre lectura e interpretación de esquemas
de circuitos.
Conocimientos de manejo de programas de Windows.
A continuación se presentan los objetivos didácticos sobre los temas
comprensión del sistema, programación de PLC y localización
sistemática de errores. Éstos se han tomado del plan de estudios de
ingeniería mecatrónica del año 1999. Estos contenidos han sido
adaptados y evaluados, p. ej., en los planes de estudio de ingeniería
electrónica del año 2003.
Los estudios de ingeniería mecatrónica y electrónica son dos ejemplos
de cómo se actualizan los oficios en Alemania y de cómo se adaptan al
nuevo concepto didáctico.
En las tablas figuran sólo los objetivos didácticos que pueden tratarse
con CIROS® Mechatronics.
6.3
Conocimientos previos
6.4
Asignación de objetivos
didácticos al plan de
estudios
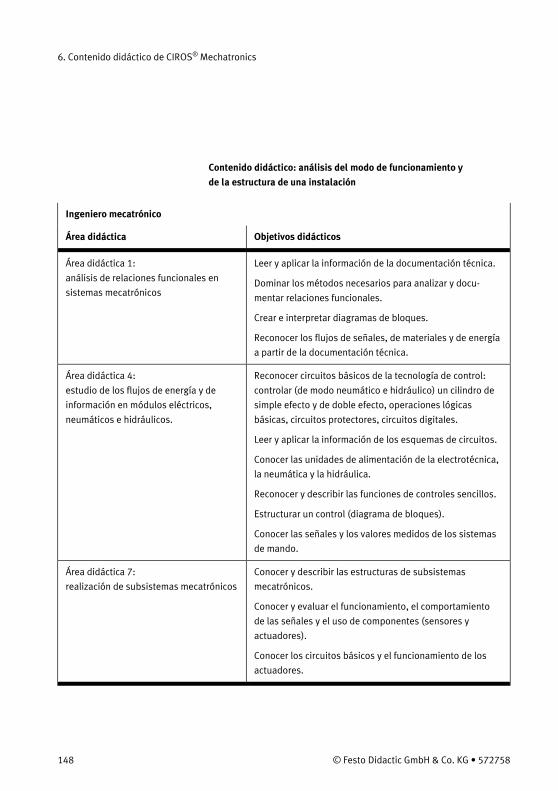
6. Contenido didáctico de CIROS® Mechatronics
148 © Festo Didactic GmbH & Co. KG „ 572758 148
Contenido didáctico: análisis del modo de funcionamiento y
de la estructura de una instalación
Ingeniero mecatrónico
Área didáctica Objetivos didácticos
Área didáctica 1:
análisis de relaciones funcionales en
sistemas mecatrónicos
Leer y aplicar la información de la documentación técnica.
Dominar los métodos necesarios para analizar y docu-
mentar relaciones funcionales.
Crear e interpretar diagramas de bloques.
Reconocer los flujos de señales, de materiales y de energía
a partir de la documentación técnica.
Área didáctica 4:
estudio de los flujos de energía y de
información en módulos eléctricos,
neumáticos e hidráulicos.
Reconocer circuitos básicos de la tecnología de control:
controlar (de modo neumático e hidráulico) un cilindro de
simple efecto y de doble efecto, operaciones lógicas
básicas, circuitos protectores, circuitos digitales.
Leer y aplicar la información de los esquemas de circuitos.
Conocer las unidades de alimentación de la electrotécnica,
la neumática y la hidráulica.
Reconocer y describir las funciones de controles sencillos.
Estructurar un control (diagrama de bloques).
Conocer las señales y los valores medidos de los sistemas
de mando.
Área didáctica 7:
realización de subsistemas mecatrónicos
Conocer y describir las estructuras de subsistemas
mecatrónicos.
Conocer y evaluar el funcionamiento, el comportamiento
de las señales y el uso de componentes (sensores y
actuadores).
Conocer los circuitos básicos y el funcionamiento de los
actuadores.
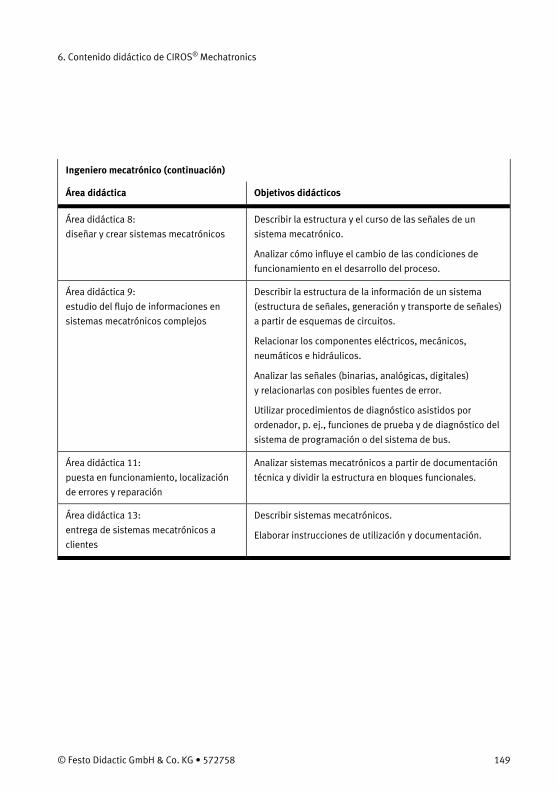
6. Contenido didáctico de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 149
Ingeniero mecatrónico (continuación)
Área didáctica Objetivos didácticos
Área didáctica 8:
diseñar y crear sistemas mecatrónicos
Describir la estructura y el curso de las señales de un
sistema mecatrónico.
Analizar cómo influye el cambio de las condiciones de
funcionamiento en el desarrollo del proceso.
Área didáctica 9:
estudio del flujo de informaciones en
sistemas mecatrónicos complejos
Describir la estructura de la información de un sistema
(estructura de señales, generación y transporte de señales)
a partir de esquemas de circuitos.
Relacionar los componentes eléctricos, mecánicos,
neumáticos e hidráulicos.
Analizar las señales (binarias, analógicas, digitales)
y relacionarlas con posibles fuentes de error.
Utilizar procedimientos de diagnóstico asistidos por
ordenador, p. ej., funciones de prueba y de diagnóstico del
sistema de programación o del sistema de bus.
Área didáctica 11:
puesta en funcionamiento, localización
de errores y reparación
Analizar sistemas mecatrónicos a partir de documentación
técnica y dividir la estructura en bloques funcionales.
Área didáctica 13:
entrega de sistemas mecatrónicos a
clientes
Describir sistemas mecatrónicos.
Elaborar instrucciones de utilización y documentación.
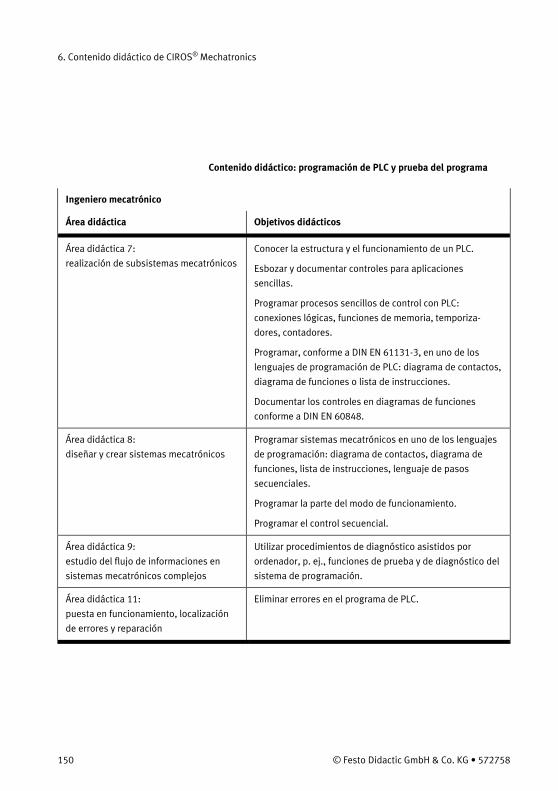
6. Contenido didáctico de CIROS® Mechatronics
150 © Festo Didactic GmbH & Co. KG „ 572758 150
Contenido didáctico: programación de PLC y prueba del programa
Ingeniero mecatrónico
Área didáctica Objetivos didácticos
Área didáctica 7:
realización de subsistemas mecatrónicos
Conocer la estructura y el funcionamiento de un PLC.
Esbozar y documentar controles para aplicaciones
sencillas.
Programar procesos sencillos de control con PLC:
conexiones lógicas, funciones de memoria, temporiza-
dores, contadores.
Programar, conforme a DIN EN 61131-3, en uno de los
lenguajes de programación de PLC: diagrama de contactos,
diagrama de funciones o lista de instrucciones.
Documentar los controles en diagramas de funciones
conforme a DIN EN 60848.
Área didáctica 8:
diseñar y crear sistemas mecatrónicos
Programar sistemas mecatrónicos en uno de los lenguajes
de programación: diagrama de contactos, diagrama de
funciones, lista de instrucciones, lenguaje de pasos
secuenciales.
Programar la parte del modo de funcionamiento.
Programar el control secuencial.
Área didáctica 9:
estudio del flujo de informaciones en
sistemas mecatrónicos complejos
Utilizar procedimientos de diagnóstico asistidos por
ordenador, p. ej., funciones de prueba y de diagnóstico del
sistema de programación.
Área didáctica 11:
puesta en funcionamiento, localización
de errores y reparación
Eliminar errores en el programa de PLC.
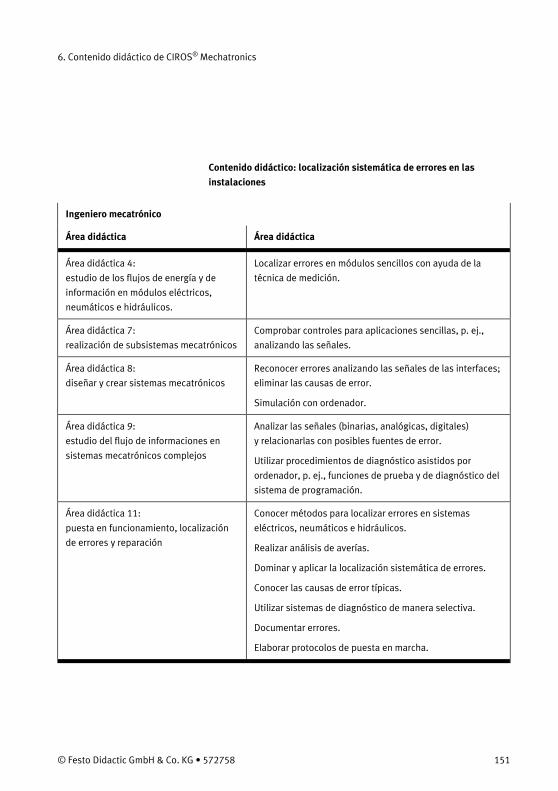
6. Contenido didáctico de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 151
Contenido didáctico: localización sistemática de errores en las
instalaciones
Ingeniero mecatrónico
Área didáctica Área didáctica
Área didáctica 4:
estudio de los flujos de energía y de
información en módulos eléctricos,
neumáticos e hidráulicos.
Localizar errores en módulos sencillos con ayuda de la
técnica de medición.
Área didáctica 7:
realización de subsistemas mecatrónicos
Comprobar controles para aplicaciones sencillas, p. ej.,
analizando las señales.
Área didáctica 8:
diseñar y crear sistemas mecatrónicos
Reconocer errores analizando las señales de las interfaces;
eliminar las causas de error.
Simulación con ordenador.
Área didáctica 9:
estudio del flujo de informaciones en
sistemas mecatrónicos complejos
Analizar las señales (binarias, analógicas, digitales)
y relacionarlas con posibles fuentes de error.
Utilizar procedimientos de diagnóstico asistidos por
ordenador, p. ej., funciones de prueba y de diagnóstico del
sistema de programación.
Área didáctica 11:
puesta en funcionamiento, localización
de errores y reparación
Conocer métodos para localizar errores en sistemas
eléctricos, neumáticos e hidráulicos.
Realizar análisis de averías.
Dominar y aplicar la localización sistemática de errores.
Conocer las causas de error típicas.
Utilizar sistemas de diagnóstico de manera selectiva.
Documentar errores.
Elaborar protocolos de puesta en marcha.
6. Contenido didáctico de CIROS® Mechatronics
152 © Festo Didactic GmbH & Co. KG „ 572758 152
CIROS® Mechatronics es un producto multimedia diseñado para
estudiar instalaciones de la técnica de la automatización.
Las instalaciones son de diferente complejidad y pueden programarse
con flexibilidad. Ello permite plantear propuestas de tareas conforme
a los requerimientos y el conocimiento previo de los alumnos.
Por ejemplo, es posible estudiar el funcionamiento de componentes
individuales o programar y probar el modo de funcionamiento de una
instalación.
Los procesos simulados tienen una orientación eminentemente
didáctica:
Representan procesos con gran realismo.
La posibilidad de experimentar con modelos de proceso permite
familiarizarse con la experiencia de trabajar en la instalación real y
practicar y afianzar los conocimientos teóricos.
La experimentación con los procesos simulados permite transformar
el conocimiento teórico en competencias prácticas.
CIROS® Mechatronics permite al alumno aprender haciendo y avanzar a
su propio ritmo:
La instalación simulada funciona como una instalación real. De este
modo, el alumno detecta inmediatamente si, p. ej., ha programado
correctamente la secuencia de la instalación. Los errores de
operación también quedan en evidencia sin causar daños en la
instalación. Todo ello permite al alumno analizar y evaluar la
instalación.
Según sus necesidades, el alumno tiene acceso a documentación
técnica sobre los modelos de proceso.
El alumno puede practicar sus conocimientos y competencias en un
gran número de modelos de proceso.
6.5
Concepto didáctico de
CIROS® Mechatronics
6. Contenido didáctico de CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 153
¿Cómo contribuye CIROS® Mechatronics al aprendizaje?
CIROS® Mechatronics es un medio didáctico diferente que se
caracteriza por estar asistido por ordenador. Así, las clases pueden
diseñarse de manera variada e interesante para el alumno.
El realismo de los modelos de proceso permite profundizar y
afianzar conocimientos y competencias adquiridos en instalaciones
reales.
En los procesos simulados se aíslan y prueban estados que serían
demasiado peligrosos en instalaciones reales.
Incluso sin una instalación real, los alumnos aprenden de manera
eficiente, realista y práctica.
Una única instalación real ofrece múltiples posibilidades como
instalación simulada, lo que incrementa su disponibilidad como
herramienta para la clase.
Los mundos real y virtual de la técnica de automatización pueden
combinarse de manera aleatoria y adaptarse a las exigencias del
proceso de aprendizaje.
Todas las instalaciones simuladas en CIROS® Mechatronics están
también disponibles como instalaciones reales. Así, proporcionan
los complementos y las combinaciones ideales para la clase.
Las actividades y competencias que sólo pueden adquirirse en las
instalaciones reales no se sustituyen por otras, sino que completan
o se realizan las tareas previas o posteriores necesarias.
La simulación es una moderna herramienta para trabajar con
instalaciones de la técnica de la automatización.
Ejemplo 1:
Para que los programas de PLC y la estructuración de una
instalación se acaben al mismo tiempo, se utilizan las simulaciones
correspondientes para probar el programa de PLC.
Ejemplo 2:
Como las instalaciones de producción deben tener tiempos de paro
lo más reducidos posibles, el personal de manejo y de manteni-
miento suele formarse e instruirse en la instalación simulada.
154 © Festo Didactic GmbH & Co. KG „ 572758 154
CIROS® Mechatronics es una plataforma que permite conocer y analizar
una instalación de manera muy diversa.
La sistematicidad de los procedimientos y los conocimientos adquiridos
pueden aplicarse a cualquier tipo de instalación y, por supuesto,
también a instalaciones reales.
Usted carga un modelo de proceso en CIROS® Mechatronics y, durante
su simulación, puede manejarlo, monitorizarlo y analizarlo. El proceso
se desarrolla del modo predefinido en el programa de PLC suministrado.
Este programa visualiza una secuencia y un manejo posibles del
proceso. El modelo de proceso también puede ser controlado por otro
programa de PLC.
El modelo de proceso seleccionado está en perfecto estado y no
presenta fallos.
El modelo de proceso seleccionado se controla con el PLC interno.
Un programa de PLC STEP 7 correcto está disponible como pro-
grama de ejemplo. El programa de ejemplo se carga en el PLC
interno.
CIROS® Mechatronics permite adquirir los conocimientos siguientes:
Analizar y comprender instalaciones de la técnica de la automatiza-
ción a partir de la documentación técnica y del proceso simulado.
Reconocer la función y el funcionamiento de cada uno de los
componentes.
Estructurar la instalación en bloques funcionales para reconocer la
estructura del sistema. Reconocer y seguir el flujo de las señales, del material y de la
energía.
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
Condición previa
7.1
Objetivos didácticos
Objetivo principal
Objetivos secundarios
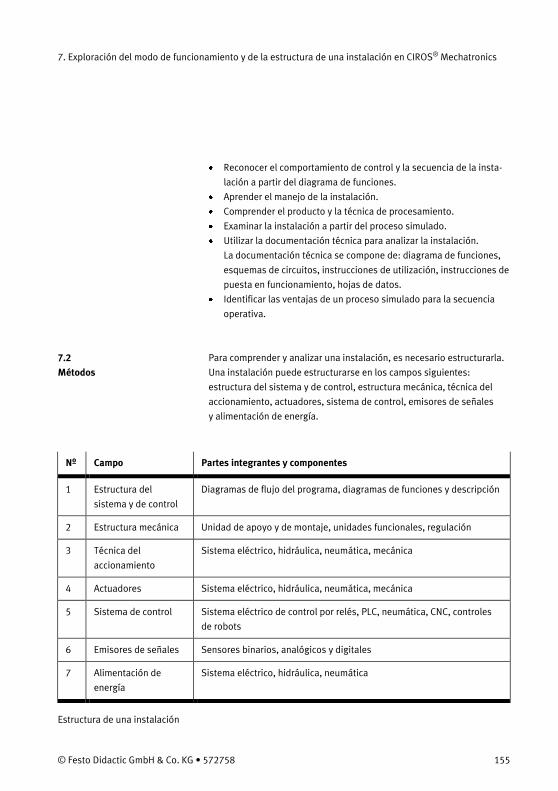
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 155
Reconocer el comportamiento de control y la secuencia de la insta-
lación a partir del diagrama de funciones.
Aprender el manejo de la instalación.
Comprender el producto y la técnica de procesamiento.
Examinar la instalación a partir del proceso simulado.
Utilizar la documentación técnica para analizar la instalación.
La documentación técnica se compone de: diagrama de funciones,
esquemas de circuitos, instrucciones de utilización, instrucciones de
puesta en funcionamiento, hojas de datos.
Identificar las ventajas de un proceso simulado para la secuencia
operativa.
Para comprender y analizar una instalación, es necesario estructurarla.
Una instalación puede estructurarse en los campos siguientes:
estructura del sistema y de control, estructura mecánica, técnica del
accionamiento, actuadores, sistema de control, emisores de señales
y alimentación de energía.
Nº Campo Partes integrantes y componentes
1 Estructura del
sistema y de control
Diagramas de flujo del programa, diagramas de funciones y descripción
2 Estructura mecánica Unidad de apoyo y de montaje, unidades funcionales, regulación
3 Técnica del
accionamiento
Sistema eléctrico, hidráulica, neumática, mecánica
4 Actuadores Sistema eléctrico, hidráulica, neumática, mecánica
5 Sistema de control Sistema eléctrico de control por relés, PLC, neumática, CNC, controles
de robots
6 Emisores de señales Sensores binarios, analógicos y digitales
7 Alimentación de
energía
Sistema eléctrico, hidráulica, neumática
Estructura de una instalación
7.2
Métodos
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
156 © Festo Didactic GmbH & Co. KG „ 572758 156
La estructura que se expone más abajo sirve de guía para proceder
sistemáticamente durante el examen y el análisis de la instalación.
Las preguntas referentes a cada uno de los campos proporcionan una
orientación sobre los puntos que debe examinar en cada uno de los
campos.
Campo Estructura del sistema y de control
‟ ¿Qué función desempeña la instalación?
‟ ¿Qué debe producir la instalación?
‟ ¿Cómo está definido el desarrollo del trabajo de la instalación?
‟ ¿Qué funciones de manejo existen?
‟ ¿Qué funciones de visualización existen?
‟ ¿Qué tipo de control existe (mando combinatorio, control
secuencial)?
‟ ¿De qué unidades funcionales se compone la instalación?
‟ ¿Qué elementos están conectados en red, las unidades funcionales
o los componentes?
‟ ¿Qué sistema bus se utiliza (PROFIBUS, AS-i, Ethernet, otros)?
‟ ¿Qué información se intercambia dentro de la instalación?
‟ ¿Qué información se intercambia con otras instalaciones o con
procesos de nivel superior?
‟ ¿Qué forma adopta el flujo de materiales?
‟ ¿Qué forma adopta el flujo de señales?
‟ ¿Qué forma adopta el flujo de energía?
‟ ¿Qué forma adopta el flujo de informaciones?
‟ ¿Qué opciones hay para seguir el flujo de señales?
‟ Diagramas de flujo del programa.
‟ Diagrama de funciones.
‟ Diagramas de funciones.
‟ Descripción.
‟ Instrucciones de utilización.
‟ Instrucciones de puesta en funcionamiento.
Preguntas
Documentos
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 157
Campo Técnica del accionamiento
‟ ¿Qué actuadores existen (actuador lineal, actuador giratorio,
actuador de rotación, motor eléctrico)?
‟ ¿Qué técnica del accionamiento se utiliza (sistema eléctrico,
neumática, hidráulica)?
‟ Esquemas de circuitos.
‟ Hojas de datos.
Campo Actuadores
‟ ¿Qué actuadores existen?
‟ ¿Cómo se accionan los actuadores (eléctrica, neumática o
hidráulicamente)?
‟ ¿Qué valor alcanza la tensión de mando en los actuadores
accionados eléctricamente?
‟ ¿Qué interfaces existen entre la parte de procesamiento de señales
y la unidad de potencia?
‟ ¿Cómo se comportan los actuadores en caso de parada de
emergencia?
‟ ¿De qué posibilidades de visualización de estados disponen los
actuadores?
‟ Esquemas de circuitos.
‟ Hojas de datos.
Campo Sistema de control
‟ ¿Cómo se efectúa el control (PLC, sistema de control por relés,
control de robot, CNC, control neumático)?
‟ ¿Qué energía de control requiere el PLC?
‟ ¿Qué tensión existe en las entradas PLC?
‟ ¿Qué tensión existe en las salidas PLC?
‟ ¿Se está utilizando un sistema bus?
‟ ¿Qué sistema de bus de campo forma parte del sistema de control?
‟ Esquemas de circuitos.
‟ Hojas de datos.
Preguntas
Documentos
Preguntas
Documentos
Preguntas
Documentos
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
158 © Festo Didactic GmbH & Co. KG „ 572758 158
Campo Emisores de señales
‟ ¿Qué emisores de señales existen (binarios, analógicos, digitales)?
‟ ¿Qué emisores de señales electrónicos existen (sensores ópticos,
inductivos, capacitivos, magnéticos)?
‟ ¿De qué tipo (polaridad de la señal de salida) son los sensores
electrónicos (PNP, NPN)?
‟ ¿Qué sensores accionados mecánicamente existen?
‟ ¿Qué sensores de presión existen?
‟ ¿De qué posibilidades de visualización de estados disponen los
sensores?
‟ Esquemas de circuitos.
‟ Hojas de datos.
Campo Alimentación de energía
‟ ¿Qué alimentación de energía se utiliza?
‟ ¿Qué valor alcanza la presión de funcionamiento al utilizar
alimentación de energía neumática o hidráulica?
‟ ¿Se utiliza corriente continua o alterna?
‟ ¿Qué valor alcanza la tensión de funcionamiento (24 V o 230 V)?
‟ Esquemas de circuitos.
‟ Hojas de datos.
Preguntas
Documentos
Preguntas
Documentos
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 159
CIROS® Mechatronics facilita el examen y el análisis de la instalación
con las funciones siguientes:
Simulación del modelo de proceso y ejecución del programa de PLC
en el PLC interno.
Ventanas para entradas y salidas PLC: visualización de las entradas
y salidas PLC.
Ventana Manual Operation: observación de los estados y las
actividades de los procesos.
Ventana Manual Operation: ajuste de puntos de parada (puntos de
interrupción) para observar paso a paso la secuencia de la
instalación.
Ventana Manual Operation: activación de puntos de parada (puntos
de interrupción) para detener el proceso en un paso determinado.
CIROS® Mechatronics Assistant. publicación de información on-line,
como esquemas de circuitos para el modelo de proceso.
Examen de la secuencia de la estación de distribución
Examine la secuencia de la estación de distribución. Utilice la lista de
comprobación que contiene la estructura de la instalación.
Responda las preguntas siguientes:
¿Cómo está definida la posición inicial de la instalación?
¿Para qué sirve la función Reset?
¿Qué condición previa para el inicio está configurada? ¿Incluye ésta
la ejecución de la función Reset?
¿Cómo se comporta la estación de distribución cuando ya no
quedan piezas a manipular?
No queda ninguna pieza a manipular en el almacén apilador. ¿Qué
debe hacer usted para que la instalación reanude correctamente el
funcionamiento?
7.3
Funciones auxiliares de
CIROS® Mechatronics
7.4
Ejemplo
Ejercicio
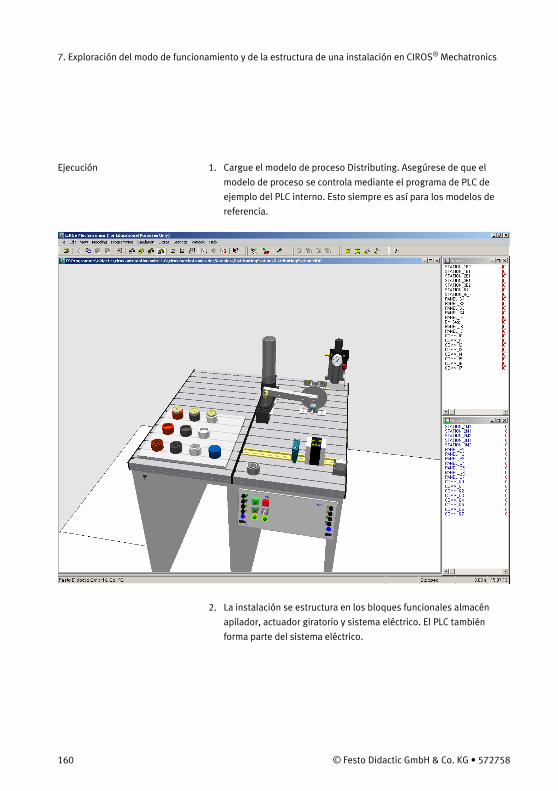
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
160 © Festo Didactic GmbH & Co. KG „ 572758 160
1. Cargue el modelo de proceso Distributing. Asegúrese de que el
modelo de proceso se controla mediante el programa de PLC de
ejemplo del PLC interno. Esto siempre es así para los modelos de
referencia.
2. La instalación se estructura en los bloques funcionales almacén
apilador, actuador giratorio y sistema eléctrico. El PLC también
forma parte del sistema eléctrico.
Ejecución
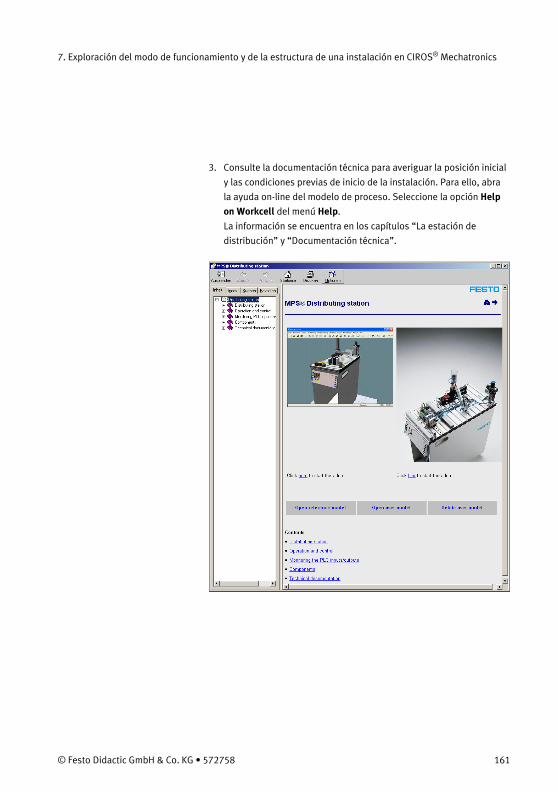
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 161
3. Consulte la documentación técnica para averiguar la posición inicial
y las condiciones previas de inicio de la instalación. Para ello, abra
la ayuda on-line del modelo de proceso. Seleccione la opción Help
on Workcell del menú Help.
La información se encuentra en los capítulos “La estación de
distribución” y “Documentación técnica”.
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
162 © Festo Didactic GmbH & Co. KG „ 572758 162
Posición inicial: cilindro de empuje extendido (1B2=1), brazo orientable
en el almacén (3B1=1) y ninguna pieza a manipular sujeta por succión
(2B1=0).
La función Reset coloca la instalación en posición inicial.
La condición previa de inicio se cumple cuando se ha ejecutado el Reset
y la estación está en posición inicial.
4. Inicie la simulación del modelo de proceso. Para ello, active la orden
Start del menú Simulation.
5. Maneje el proceso utilizando los pulsadores e interruptores de la
consola de control.
Ejecute primero la función Reset. Haga clic primero en el pulsador
verde Reset encendido.
A continuación, coloque dos piezas a manipular en el almacén. Haga
clic en la pieza que desea seleccionar de la mesa. Haga clic en la
pieza a manipular simulada de la estación de distribución.
Inicie la secuencia del proceso. Haga clic en el pulsador Start.
Ahora puede seguir la secuencia del proceso.
Resultado
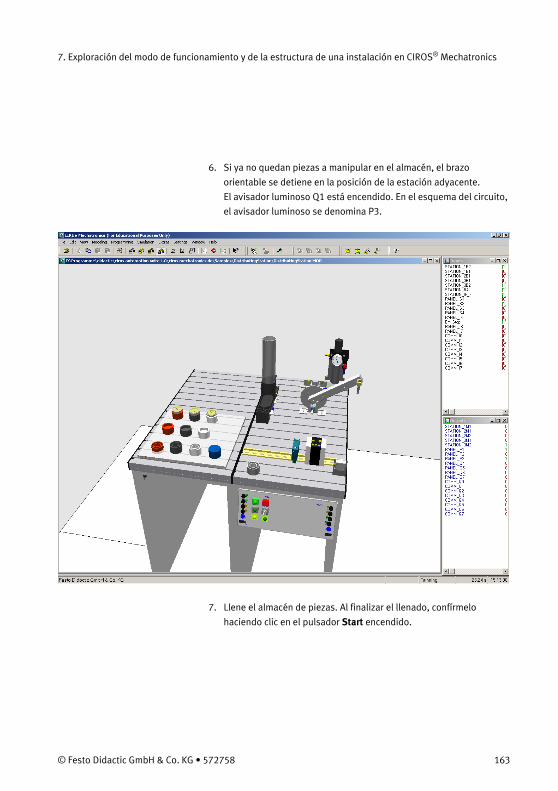
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 163
6. Si ya no quedan piezas a manipular en el almacén, el brazo
orientable se detiene en la posición de la estación adyacente.
El avisador luminoso Q1 está encendido. En el esquema del circuito,
el avisador luminoso se denomina P3.
7. Llene el almacén de piezas. Al finalizar el llenado, confírmelo
haciendo clic en el pulsador Start encendido.
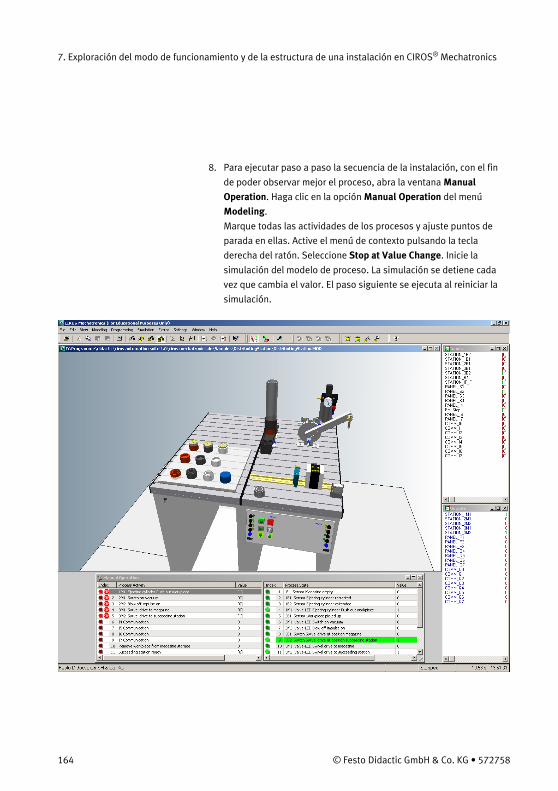
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
164 © Festo Didactic GmbH & Co. KG „ 572758 164
8. Para ejecutar paso a paso la secuencia de la instalación, con el fin
de poder observar mejor el proceso, abra la ventana Manual
Operation. Haga clic en la opción Manual Operation del menú
Modeling.
Marque todas las actividades de los procesos y ajuste puntos de
parada en ellas. Active el menú de contexto pulsando la tecla
derecha del ratón. Seleccione Stop at Value Change. Inicie la
simulación del modelo de proceso. La simulación se detiene cada
vez que cambia el valor. El paso siguiente se ejecuta al reiniciar la
simulación.
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 165
9. Las señales del proceso se siguen en el indicador del estado de la
ventana Manual Operation o mediante los LED de los compo-
nentes de proceso.
10. Haciendo clic en los LED o en la conexión de aire de los
componentes se obtiene información sobre la denominación de
los componentes del proceso en el esquema de circuito.
Si el modelo de proceso alcanza un estado en el no se puede o no se
desea seguir trabajando, coloque de nuevo el modelo de proceso en la
posición inicial. Pare la simulación. Seleccione la orden Reset Workcell
del menú Simulation.
Determinación de los componentes de la estación de distribución
Examine la estructura de la estación de distribución. Utilice la lista de
comprobación que contiene la estructura de la instalación y preguntas
relacionadas.
Responda las preguntas siguientes:
¿Con qué válvula se acciona el actuador giratorio?
¿Cómo se genera el vacío?
¿Cómo se denominan las bobinas magnéticas de la válvula que
expulsa las piezas a manipular?
¿Qué sensor comprueba el nivel de llenado del almacén?
¿Cuántas entradas y salidas PLC se requieren para controlar la
estación de distribución?
Nota
7.5
Ejemplo
Ejercicio
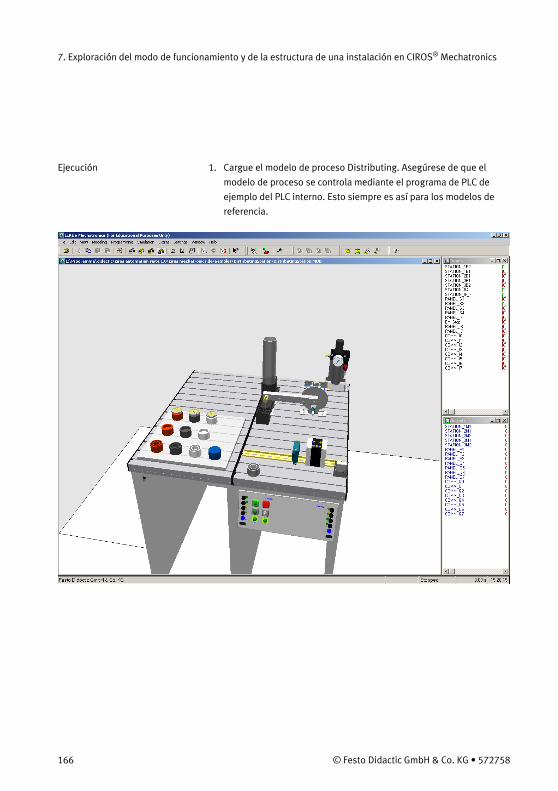
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
166 © Festo Didactic GmbH & Co. KG „ 572758 166
1. Cargue el modelo de proceso Distributing. Asegúrese de que el
modelo de proceso se controla mediante el programa de PLC de
ejemplo del PLC interno. Esto siempre es así para los modelos de
referencia.
Ejecución
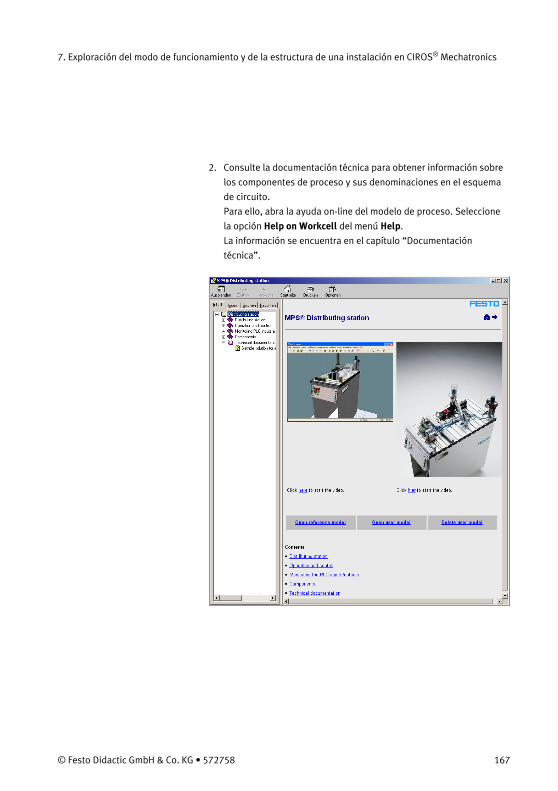
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 167
2. Consulte la documentación técnica para obtener información sobre
los componentes de proceso y sus denominaciones en el esquema
de circuito.
Para ello, abra la ayuda on-line del modelo de proceso. Seleccione
la opción Help on Workcell del menú Help.
La información se encuentra en el capítulo “Documentación
técnica”.
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
168 © Festo Didactic GmbH & Co. KG „ 572758 168
El actuador giratorio se acciona con dos electroválvulas de 3/2 vías.
Esta combinación de válvulas funciona como una electroválvula de
5/3 vías, centro a presión. La denominación en el esquema de circuito
de la placa de válvula es 3V1.
El vacío se genera con una electroválvula de 2/2 vías. La segunda
electroválvula de 2/2 vías genera un impulso de expulsión que asegura
la expulsión una vez desconectado el vacío. La denominación en el
esquema de circuito de la placa de válvula es 2V1.
Todas las válvulas se encuentran en un terminal.
La bobina magnética de la válvula 1V1 para accionar el cilindro de
empuje se denomina 1M1.
El nivel de llenado del almacén se comprueba con el sensor óptico
denominado B4 en el esquema de circuito.
3. Observe los componentes de proceso en el propio modelo de
proceso.
Haga clic en el LED o en la conexión de aire para visualizar su
denominación.
Para aumentar o girar componentes, utilice las funciones del menú
View.
El ajuste por defecto del modelo de proceso se restablece activando
la opción Standard Views del menú View. A continuación, selec-
cione Default Setting.
Resultado
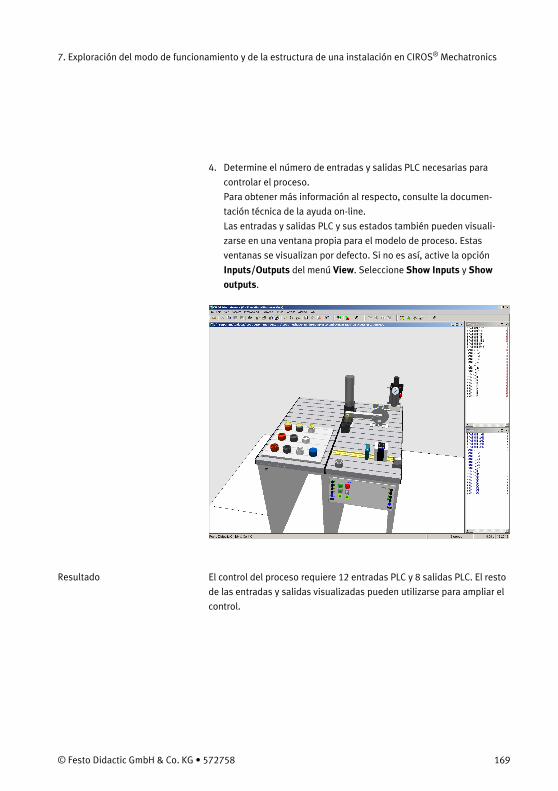
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 169
4. Determine el número de entradas y salidas PLC necesarias para
controlar el proceso.
Para obtener más información al respecto, consulte la documen-
tación técnica de la ayuda on-line.
Las entradas y salidas PLC y sus estados también pueden visuali-
zarse en una ventana propia para el modelo de proceso. Estas
ventanas se visualizan por defecto. Si no es así, active la opción
Inputs/Outputs del menú View. Seleccione Show Inputs y Show
outputs.
El control del proceso requiere 12 entradas PLC y 8 salidas PLC. El resto
de las entradas y salidas visualizadas pueden utilizarse para ampliar el
control.
Resultado
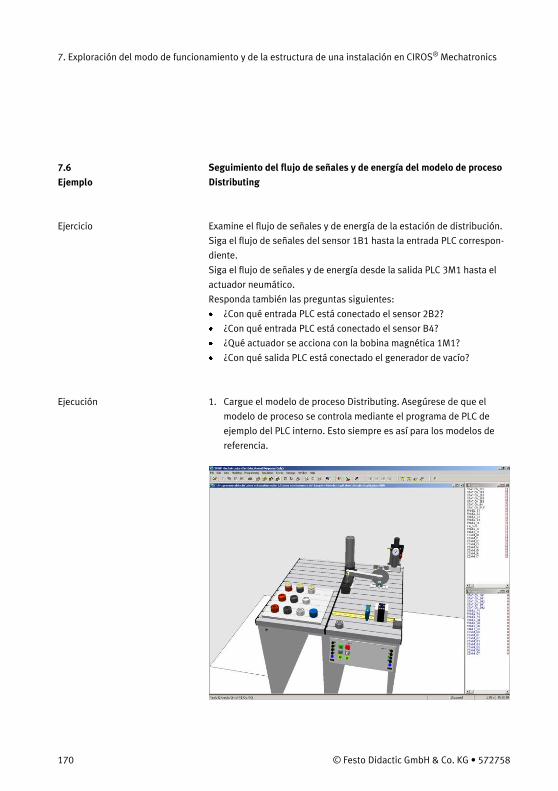
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
170 © Festo Didactic GmbH & Co. KG „ 572758 170
Seguimiento del flujo de señales y de energía del modelo de proceso
Distributing
Examine el flujo de señales y de energía de la estación de distribución.
Siga el flujo de señales del sensor 1B1 hasta la entrada PLC correspon-
diente.
Siga el flujo de señales y de energía desde la salida PLC 3M1 hasta el
actuador neumático.
Responda también las preguntas siguientes:
¿Con qué entrada PLC está conectado el sensor 2B2?
¿Con qué entrada PLC está conectado el sensor B4?
¿Qué actuador se acciona con la bobina magnética 1M1?
¿Con qué salida PLC está conectado el generador de vacío?
1. Cargue el modelo de proceso Distributing. Asegúrese de que el
modelo de proceso se controla mediante el programa de PLC de
ejemplo del PLC interno. Esto siempre es así para los modelos de
referencia.
7.6
Ejemplo
Ejercicio
Ejecución
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 171
2. Consulte la documentación técnica para obtener información sobre
el flujo de señales y de energía del sensor 1B1 y de la salida PLC
3M1.
Para ello, abra la ayuda on-line del modelo de proceso. Seleccione
la opción Help on Workcell del menú Help.
La información se encuentra en el capítulo “Documentación
técnica”.
El sensor 1B1 está conectado a la entrada PLC 1B1 (E0.2).
La salida PLC 3M1 (A0.3) controla la bobina magnética 3M1 de la
válvula 3V1.
3. Ponga el modelo de proceso en posición inicial. Seleccione la orden
Reset Workcell del menú Simulation.
4. Inicie la simulación. Para ello, active la orden Start del menú
Simulation.
5. Determine en qué lugar de la instalación se encuentran los
componentes cuyo flujo de señales y de energía está examinando.
Los componentes se reconocen por su denominación en el esquema
de circuito.
6. Maneje el proceso utilizando los pulsadores e interruptores de la
consola de control.
Ejecute primero la función Reset. Haga clic primero en el pulsador
verde Reset encendido.
A continuación, coloque piezas a manipular en el almacén haciendo
clic en las piezas situadas en la estación.
Inicie la secuencia del proceso. Haga clic en el pulsador Start.
Ahora puede seguir la secuencia del proceso.
Resultado
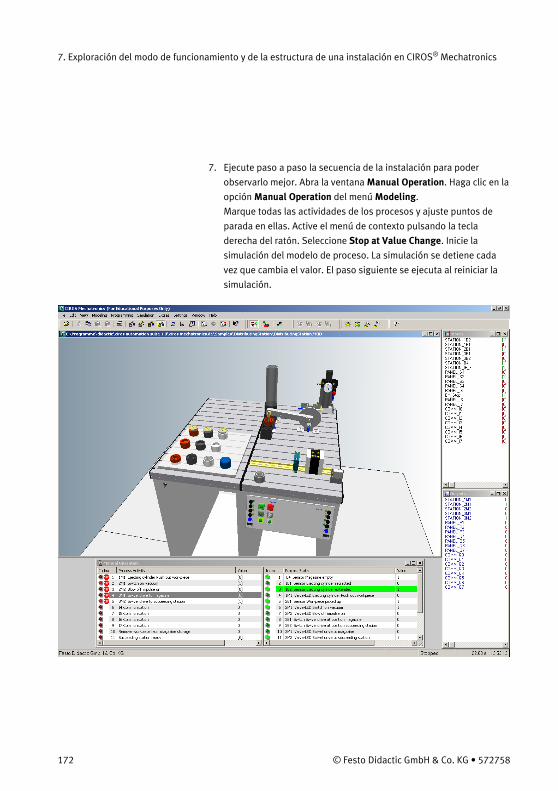
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
172 © Festo Didactic GmbH & Co. KG „ 572758 172
7. Ejecute paso a paso la secuencia de la instalación para poder
observarlo mejor. Abra la ventana Manual Operation. Haga clic en la
opción Manual Operation del menú Modeling.
Marque todas las actividades de los procesos y ajuste puntos de
parada en ellas. Active el menú de contexto pulsando la tecla
derecha del ratón. Seleccione Stop at Value Change. Inicie la
simulación del modelo de proceso. La simulación se detiene cada
vez que cambia el valor. El paso siguiente se ejecuta al reiniciar la
simulación.
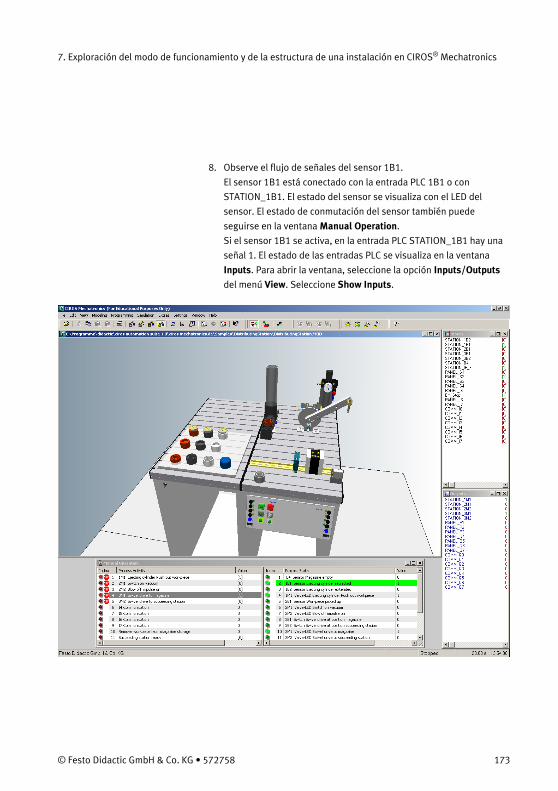
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 173
8. Observe el flujo de señales del sensor 1B1.
El sensor 1B1 está conectado con la entrada PLC 1B1 o con
STATION_1B1. El estado del sensor se visualiza con el LED del
sensor. El estado de conmutación del sensor también puede
seguirse en la ventana Manual Operation.
Si el sensor 1B1 se activa, en la entrada PLC STATION_1B1 hay una
señal 1. El estado de las entradas PLC se visualiza en la ventana
Inputs. Para abrir la ventana, seleccione la opción Inputs/Outputs
del menú View. Seleccione Show Inputs.
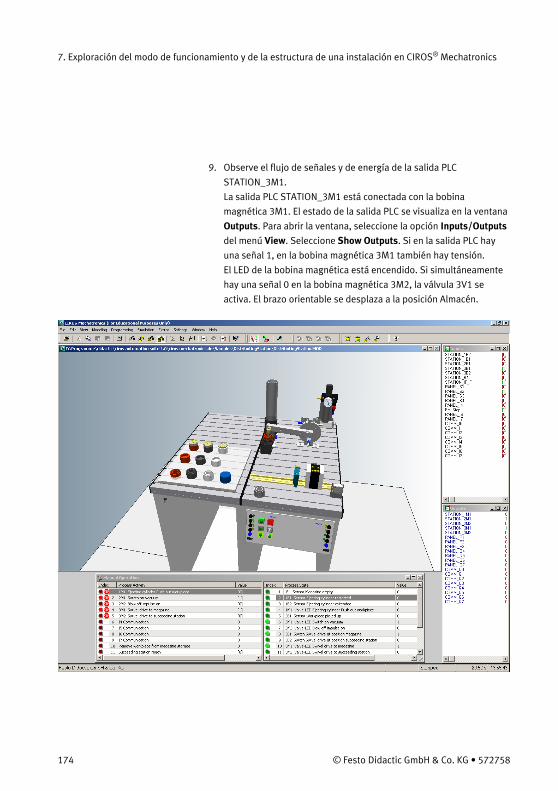
7. Exploración del modo de funcionamiento y de la estructura de una instalación en CIROS® Mechatronics
174 © Festo Didactic GmbH & Co. KG „ 572758 174
9. Observe el flujo de señales y de energía de la salida PLC
STATION_3M1.
La salida PLC STATION_3M1 está conectada con la bobina
magnética 3M1. El estado de la salida PLC se visualiza en la ventana
Outputs. Para abrir la ventana, seleccione la opción Inputs/Outputs
del menú View. Seleccione Show Outputs. Si en la salida PLC hay
una señal 1, en la bobina magnética 3M1 también hay tensión.
El LED de la bobina magnética está encendido. Si simultáneamente
hay una señal 0 en la bobina magnética 3M2, la válvula 3V1 se
activa. El brazo orientable se desplaza a la posición Almacén.
© Festo Didactic GmbH & Co. KG „ 572758 175
El examen de una instalación puede concentrarse en conocer los
componentes. En este caso, la instalación no se controla con un
programa de PLC.
Para examinar detalladamente el funcionamiento y el comportamiento
de un componente, en CIROS® Mechatronics los actuadores indivi-
duales puede accionarse manualmente, como en la instalación real.
El accionamiento manual genera una señal eléctrica en la bobina
magnética seleccionada, la válvula se activa conforme a las señales
aplicadas y controla el actuador.
El accionamiento manual le permite controlar partes determinadas de la
instalación, seguir el flujo de señales y de energía y reconocer inter-
faces para así analizar sistemáticamente y comprender la instalación.
El modelo de proceso seleccionado funciona correctamente y no
presenta averías.
El modelo de proceso seleccionado no se controla con el PLC
interno. Las energías de trabajo corriente y aire comprimido están
activadas.
CIROS® Mechatronics permite adquirir los conocimientos siguientes:
Conocer los componentes de la técnica de la automatización de una
instalación: funcionamiento, elementos de indicación del estado,
características mecánicas.
8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
Condición previa
8.1
Objetivos didácticos
Objetivo principal
8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
176 © Festo Didactic GmbH & Co. KG „ 572758 176
Conocer el funcionamiento de los sensores y de los finales de
carrera.
Reconocer los campos de aplicaciones de los sensores ópticos,
magnéticos, inductivos y capacitivos.
Conocer el motor a corriente continua como ejemplo de actuador
eléctrico.
Conocer ejemplos para actuadores lineales neumáticos y para
actuadores de rotación.
Conocer la estructura y el funcionamiento de las válvulas
electroneumáticas.
Examinar y comprender los flujos de señales y de energía de los
componentes.
Comprender los circuitos electroneumáticos.
Conocer los elementos de indicación del estado de los componentes
eléctricos y utilizarlos para seguir las señales.
Para conocer una instalación o una parte de ella, proceda
sistemáticamente. Para ello, puede utilizar las instrucciones de
procedimiento del capítulo 7.
CIROS® Mechatronics facilita el examen de la instalación con las
funciones siguientes:
Simulación del modelo de proceso. No hay ningún programa de PLC
activo.
Ventana Manual Operation: observación de los estados y las
actividades de los procesos.
Ventana Manual Operation: activación de actividades individuales
de los procesos.
CIROS® Mechatronics Assistant. publicación de información on-line,
como esquemas de circuitos para el modelo de proceso.
Objetivos secundarios
8.2
Métodos
8.3
Funciones auxiliares de
CIROS® Mechatronics

8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 177
Examen del funcionamiento del cilindro de empuje en el módulo
almacén apilador
Examine el funcionamiento del almacén apilador.
Responda las preguntas siguientes:
¿Cómo está definida la posición inicial del almacén apilador?
¿Qué estado tiene el cilindro de empuje en la posición inicial?
¿Cómo se sabe si el cilindro de empuje está extendido o retraído?
¿Con qué válvula se acciona el cilindro de empuje?
¿Cómo se denominan las bobinas magnéticas de la válvula que
acciona el cilindro de empuje?
¿Cómo se sabe si hay tensión en la bobina magnética?
¿Qué tipo de sensor detecta las piezas a manipular (inductivo,
capacitivo, óptico)?
¿Qué señal está activada en el sensor que detecta las piezas a
manipular cuando hay una pieza en el almacén?
8.4
Ejemplo
Ejercicio
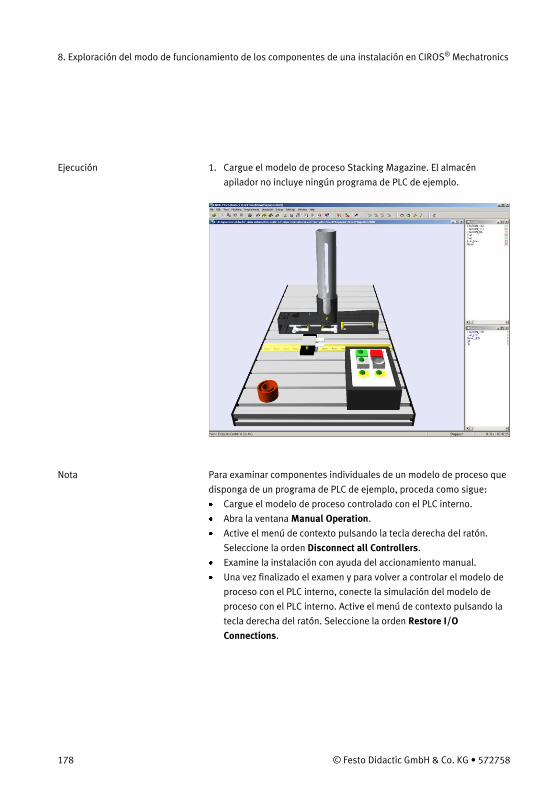
8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
178 © Festo Didactic GmbH & Co. KG „ 572758 178
1. Cargue el modelo de proceso Stacking Magazine. El almacén
apilador no incluye ningún programa de PLC de ejemplo.
Para examinar componentes individuales de un modelo de proceso que
disponga de un programa de PLC de ejemplo, proceda como sigue:
Cargue el modelo de proceso controlado con el PLC interno.
Abra la ventana Manual Operation.
Active el menú de contexto pulsando la tecla derecha del ratón.
Seleccione la orden Disconnect all Controllers.
Examine la instalación con ayuda del accionamiento manual.
Una vez finalizado el examen y para volver a controlar el modelo de
proceso con el PLC interno, conecte la simulación del modelo de
proceso con el PLC interno. Active el menú de contexto pulsando la
tecla derecha del ratón. Seleccione la orden Restore I/O
Connections.
Ejecución
Nota
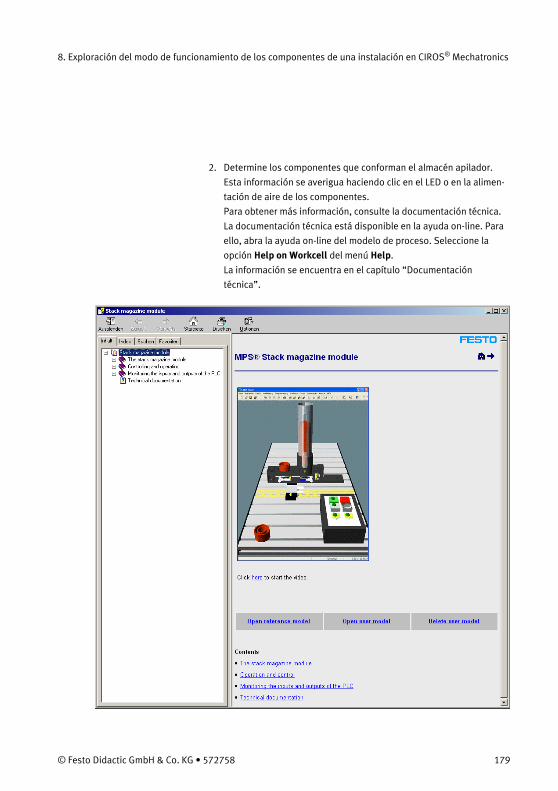
8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 179
2. Determine los componentes que conforman el almacén apilador.
Esta información se averigua haciendo clic en el LED o en la alimen-
tación de aire de los componentes.
Para obtener más información, consulte la documentación técnica.
La documentación técnica está disponible en la ayuda on-line. Para
ello, abra la ayuda on-line del modelo de proceso. Seleccione la
opción Help on Workcell del menú Help.
La información se encuentra en el capítulo “Documentación
técnica”.

8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
180 © Festo Didactic GmbH & Co. KG „ 572758 180
El cilindro de empuje separa las piezas a manipular.
Dos sensores registran las posiciones finales del cilindro de empuje: el
sensor 1B1 (cilindro de empuje retraído) y el sensor 1B2 (cilindro de
empuje extendido).
La válvula que acciona el cilindro de empuje es una electroválvula
de 5/2 vías denominada 1V1.
La bobina magnética 1M1 controla la válvula 1V1.
El sensor óptico B4 detecta si hay piezas a manipular en el almacén.
3. Asegúrese de que el almacén apilador se encuentra en la posición
inicial. Seleccione la orden Reset Workcell del menú Simulation.
En la posición inicial, el cilindro de empuje está extendido.
4. Inicie la simulación del modelo de proceso. Para ello, active la orden
Start del menú Simulation.
Resultado
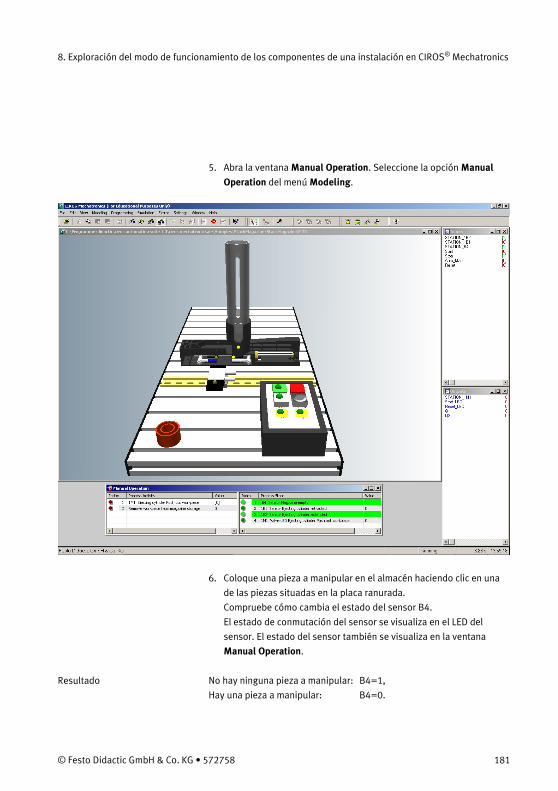
8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 181
5. Abra la ventana Manual Operation. Seleccione la opción Manual
Operation del menú Modeling.
6. Coloque una pieza a manipular en el almacén haciendo clic en una
de las piezas situadas en la placa ranurada.
Compruebe cómo cambia el estado del sensor B4.
El estado de conmutación del sensor se visualiza en el LED del
sensor. El estado del sensor también se visualiza en la ventana
Manual Operation.
No hay ninguna pieza a manipular: B4=1,
Hay una pieza a manipular: B4=0.
Resultado
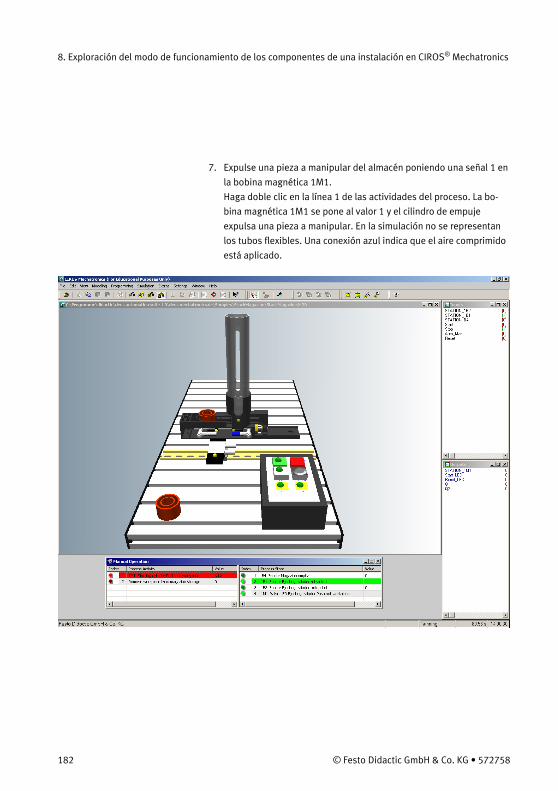
8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
182 © Festo Didactic GmbH & Co. KG „ 572758 182
7. Expulse una pieza a manipular del almacén poniendo una señal 1 en
la bobina magnética 1M1.
Haga doble clic en la línea 1 de las actividades del proceso. La bo-
bina magnética 1M1 se pone al valor 1 y el cilindro de empuje
expulsa una pieza a manipular. En la simulación no se representan
los tubos flexibles. Una conexión azul indica que el aire comprimido
está aplicado.

8. Exploración del modo de funcionamiento de los componentes de una instalación en CIROS® Mechatronics
© Festo Didactic GmbH & Co. KG „ 572758 183
8. Vuelva a colocar el eyector en el almacén. Para ello, haga doble clic
de nuevo en la línea 1 de las actividades del proceso. El doble clic
cambia el valor de la bobina magnética de 1 a 0. El cilindro de
empuje vuelve a extenderse.
9. Retire la pieza a manipular expulsada. Para ello, haga doble clic en
la línea 2 de las actividades del proceso. La pieza a manipular se
retira.
184 © Festo Didactic GmbH & Co. KG „ 572758 184
CIROS® Mechatronics ofrece una gran variedad de modelos de proceso
para aplicaciones industriales típicas de la técnica de la automatización.
Usted define la secuencia del proceso, que puede ser sencilla o com-
pleja, y elabora el programa de PLC en el sistema de programación y
para el PLC que considere conveniente. Por último, controla el modelo
de proceso con el programa de PLC. Este proceso permite detectar
inmediatamente si el programa de PLC funciona de manera correcta.
Si se producen errores, puede utilizar las opciones de prueba y de
diagnóstico del sistema de programación para localizarlos y eliminarlos.
Los puntos fuertes de CIROS® Mechatronics como parte de la programa-
ción de PLC son:
Práctica de un procedimiento sistemático para generar el programa
PLC.
Prueba sistemática del programa de PLC en el proceso simulado.
Una ventaja es que las instalaciones para los modelos de proceso
existen en la realidad y permiten ejecutar una puesta en funcionamiento
completa con los programas de PLC probados.
El modelo de proceso seleccionado funciona correctamente y no
presenta averías.
El modelo de proceso seleccionado se controla con un PLC externo.
CIROS® Mechatronics es una herramienta del proceso para generar
programas de PLC que permite adquirir los conocimientos siguientes:
Diseñar, generar y probar programas de PLC para realizar
movimientos sencillos.
9. Integración de CIROS® Mechatronics en la programación de PLC
Condición previa
9.1
Objetivos didácticos
Objetivo didáctico principal
para principiantes
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 185
Describir la estructura y el funcionamiento de un PLC.
Enumerar las diferencias entre el PLC y los sistemas de control por
relés.
Efectuar problemas sencillos de control con funciones lógicas
básicas (y temporizadores).
Programar problemas sencillos de control, conforme a
DIN EN 61131-3, en uno de los lenguajes de programación de PLC:
diagrama de contactos, diagrama de funciones o lista de
instrucciones.
Probar programas de PLC para problemas sencillos de control.
Resolver sistemáticamente problemas sencillos de control desde la
propuesta de la tarea, pasando por su análisis, solución, progra-
mación, comprobación y documentación.
Diseñar, generar y probar programas de PLC para realizar
movimientos complejos.
Programar controles secuenciales en el lenguaje de pasos
secuenciales, conforme a DIN EN 61131-3.
Programar la parte del modo de funcionamiento.
Emplear las opciones de diagnóstico y de prueba del sistema de
programación de PLC.
Resolver sistemáticamente problemas complejos de control desde
la propuesta de la tarea, pasando por su análisis, solución,
programación, comprobación y documentación.
Los programas de PLC o los programas de mando generales son una
parte esencial de una instalación de la técnica de la automatización.
Para que los programas de PLC funcionen sin faltas y sean económicos y
fáciles de manejar, deben diseñarse de manera sistemática, estruc-
turarse correctamente y documentarse con gran detalle.
Objetivos didácticos
secundarios para
principiantes
Objetivo didáctico principal
para alumnos avanzados
Objetivos didácticos
secundarios para alumnos
avanzados
9.2
Métodos
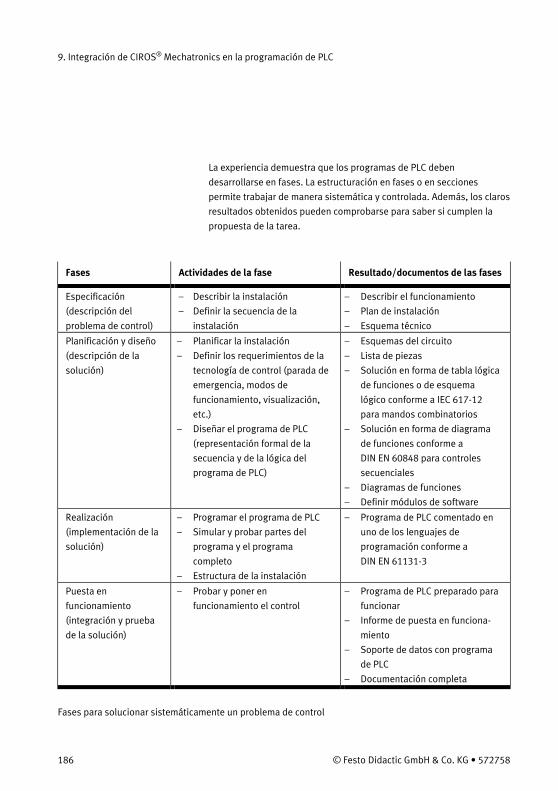
9. Integración de CIROS® Mechatronics en la programación de PLC
186 © Festo Didactic GmbH & Co. KG „ 572758 186
La experiencia demuestra que los programas de PLC deben
desarrollarse en fases. La estructuración en fases o en secciones
permite trabajar de manera sistemática y controlada. Además, los claros
resultados obtenidos pueden comprobarse para saber si cumplen la
propuesta de la tarea.
Fases Actividades de la fase Resultado/documentos de las fases
Especificación
(descripción del
problema de control)
‟ Describir la instalación
‟ Definir la secuencia de la
instalación
‟ Describir el funcionamiento
‟ Plan de instalación
‟ Esquema técnico
Planificación y diseño
(descripción de la
solución)
‟ Planificar la instalación
‟ Definir los requerimientos de la
tecnología de control (parada de
emergencia, modos de
funcionamiento, visualización,
etc.)
‟ Diseñar el programa de PLC
(representación formal de la
secuencia y de la lógica del
programa de PLC)
‟ Esquemas del circuito
‟ Lista de piezas
‟ Solución en forma de tabla lógica
de funciones o de esquema
lógico conforme a IEC 617-12
para mandos combinatorios
‟ Solución en forma de diagrama
de funciones conforme a
DIN EN 60848 para controles
secuenciales
‟ Diagramas de funciones
‟ Definir módulos de software
Realización
(implementación de la
solución)
‟ Programar el programa de PLC
‟ Simular y probar partes del
programa y el programa
completo
‟ Estructura de la instalación
‟ Programa de PLC comentado en
uno de los lenguajes de
programación conforme a
DIN EN 61131-3
Puesta en
funcionamiento
(integración y prueba
de la solución)
‟ Probar y poner en
funcionamiento el control
‟ Programa de PLC preparado para
funcionar
‟ Informe de puesta en funciona-
miento
‟ Soporte de datos con programa
de PLC
‟ Documentación completa
Fases para solucionar sistemáticamente un problema de control
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 187
CIROS® Mechatronics facilita la programación de PLC con las funciones
siguientes:
Modelos de proceso realistas de aplicaciones industriales típicas de
complejidad variable.
Simulación del modelo de proceso.
Control del modelo de proceso a través de la interface OPC con
cualquier tipo de PLC (p. ej., con S7-PLCSIM).
Ventanas para entradas y salidas PLC: visualización de las entradas
y salidas PLC.
Ventana Manual Operation: observación de los estados y las
actividades de los procesos.
CIROS® Mechatronics Assistant. publicación de información on-line,
como la descripción de la instalación o esquemas de circuitos.
Programación del indicador de posición inicial del modelo de proceso
Distributing
El avisador luminoso P1 de la estación de distribución debe estar
encendido cuando la estación se encuentra en posición inicial.
Debe utilizarse la documentación técnica de la estación, como los
esquemas de circuitos y la tabla de símbolos. Ésta se encuentra en
CIROS® Mechatronics Assistant.
Represente el problema de control en forma de esquema lógico.
Programe el problema de control en uno de estos lenguajes:
diagrama de contactos, diagrama de funciones o lista de
instrucciones.
Pruebe el programa de PLC con el modelo de proceso simulado.
9.3
Funciones auxiliares de
CIROS® Mechatronics
9.4
Ejemplo
Ejercicio
Condiciones límite
Su tarea
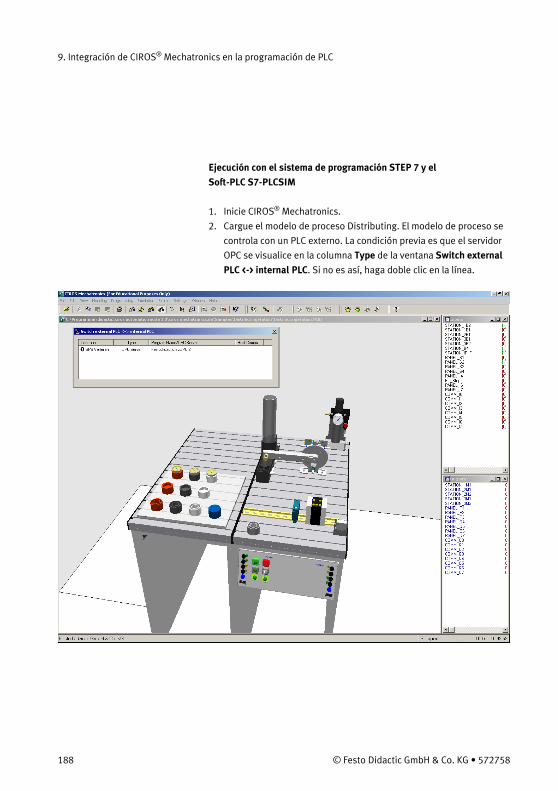
9. Integración de CIROS® Mechatronics en la programación de PLC
188 © Festo Didactic GmbH & Co. KG „ 572758 188
Ejecución con el sistema de programación STEP 7 y el
Soft-PLC S7-PLCSIM
1. Inicie CIROS® Mechatronics.
2. Cargue el modelo de proceso Distributing. El modelo de proceso se
controla con un PLC externo. La condición previa es que el servidor
OPC se visualice en la columna Type de la ventana Switch external
PLC <-> internal PLC. Si no es así, haga doble clic en la línea.

9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 189
3. Consulte la documentación técnica para obtener información de
cómo está definida la posición inicial.
Para ello, abra la ayuda on-line del modelo de proceso. Seleccione
la opción Help on Workcell del menú Help.
La información se encuentra en los capítulos “La estación de
distribución” y “Documentación técnica”.
Posición inicial: cilindro de empuje extendido (1B2=1), brazo orientable
en el almacén (3B1=1) y ninguna pieza a manipular sujeta por succión
(2B1=0).
4. Formule el problema de control en forma de esquema lógico.
1B1 P1
3B1
2B1
&
Esquema lógico
5. Elabore la tabla de símbolos del problema de control.
Tome las entradas y salidas necesarias de la tabla de símbolos
completa de la estación de distribución. La tabla de símbolos se
encuentra en la ayuda on-line de la célula de trabajo. La ayuda on-
line se activa haciendo clic en la opción Help on Workcell del menú
Help.
Resultado
Resultado
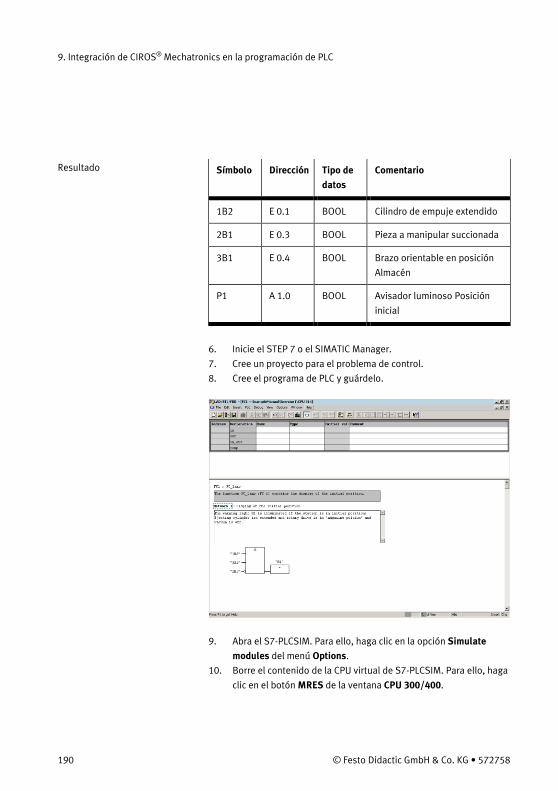
9. Integración de CIROS® Mechatronics en la programación de PLC
190 © Festo Didactic GmbH & Co. KG „ 572758 190
Símbolo Dirección Tipo de
datos
Comentario
1B2 E 0.1 BOOL Cilindro de empuje extendido
2B1 E 0.3 BOOL Pieza a manipular succionada
3B1 E 0.4 BOOL Brazo orientable en posición
Almacén
P1 A 1.0 BOOL Avisador luminoso Posición
inicial
6. Inicie el STEP 7 o el SIMATIC Manager.
7. Cree un proyecto para el problema de control.
8. Cree el programa de PLC y guárdelo.
9. Abra el S7-PLCSIM. Para ello, haga clic en la opción Simulate
modules del menú Options.
10. Borre el contenido de la CPU virtual de S7-PLCSIM. Para ello, haga
clic en el botón MRES de la ventana CPU 300/400.
Resultado
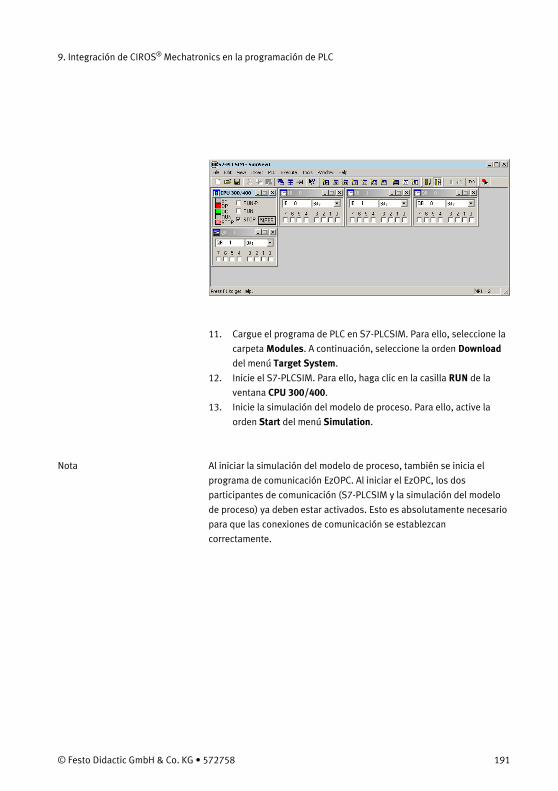
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 191
11. Cargue el programa de PLC en S7-PLCSIM. Para ello, seleccione la
carpeta Modules. A continuación, seleccione la orden Download
del menú Target System.
12. Inicie el S7-PLCSIM. Para ello, haga clic en la casilla RUN de la
ventana CPU 300/400.
13. Inicie la simulación del modelo de proceso. Para ello, active la
orden Start del menú Simulation.
Al iniciar la simulación del modelo de proceso, también se inicia el
programa de comunicación EzOPC. Al iniciar el EzOPC, los dos
participantes de comunicación (S7-PLCSIM y la simulación del modelo
de proceso) ya deben estar activados. Esto es absolutamente necesario
para que las conexiones de comunicación se establezcan
correctamente.
Nota
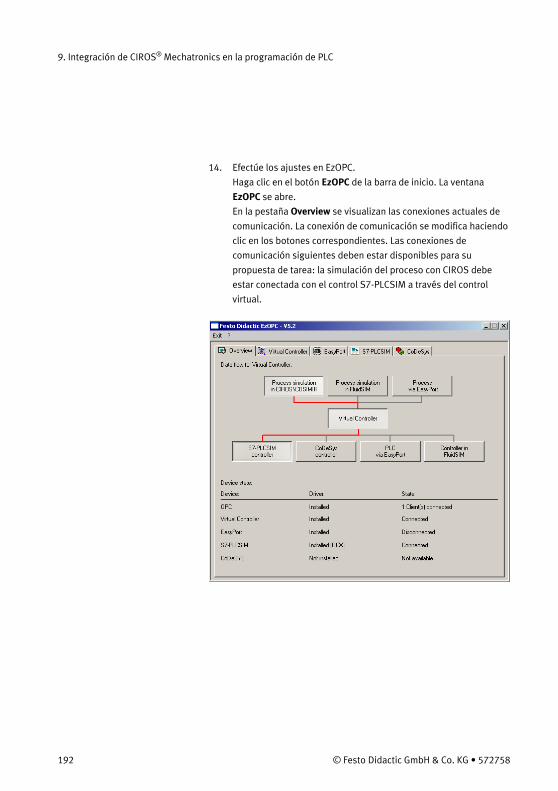
9. Integración de CIROS® Mechatronics en la programación de PLC
192 © Festo Didactic GmbH & Co. KG „ 572758 192
14. Efectúe los ajustes en EzOPC.
Haga clic en el botón EzOPC de la barra de inicio. La ventana
EzOPC se abre.
En la pestaña Overview se visualizan las conexiones actuales de
comunicación. La conexión de comunicación se modifica haciendo
clic en los botones correspondientes. Las conexiones de
comunicación siguientes deben estar disponibles para su
propuesta de tarea: la simulación del proceso con CIROS debe
estar conectada con el control S7-PLCSIM a través del control
virtual.
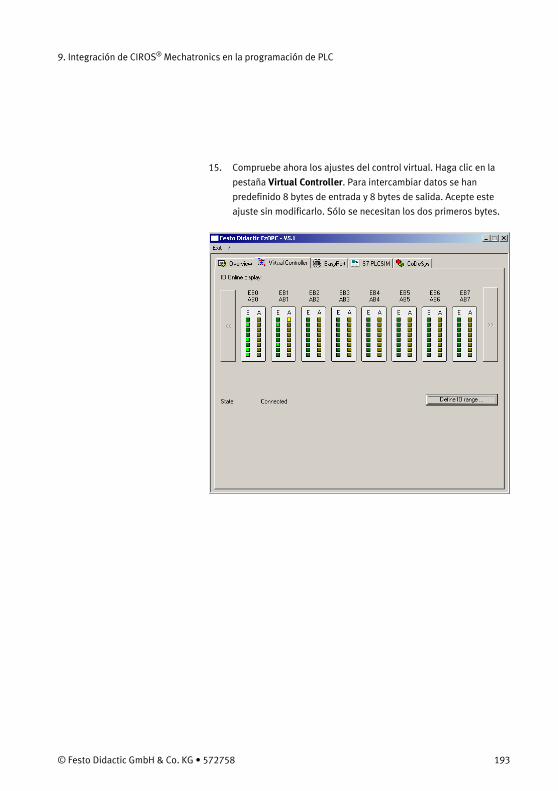
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 193
15. Compruebe ahora los ajustes del control virtual. Haga clic en la
pestaña Virtual Controller. Para intercambiar datos se han
predefinido 8 bytes de entrada y 8 bytes de salida. Acepte este
ajuste sin modificarlo. Sólo se necesitan los dos primeros bytes.
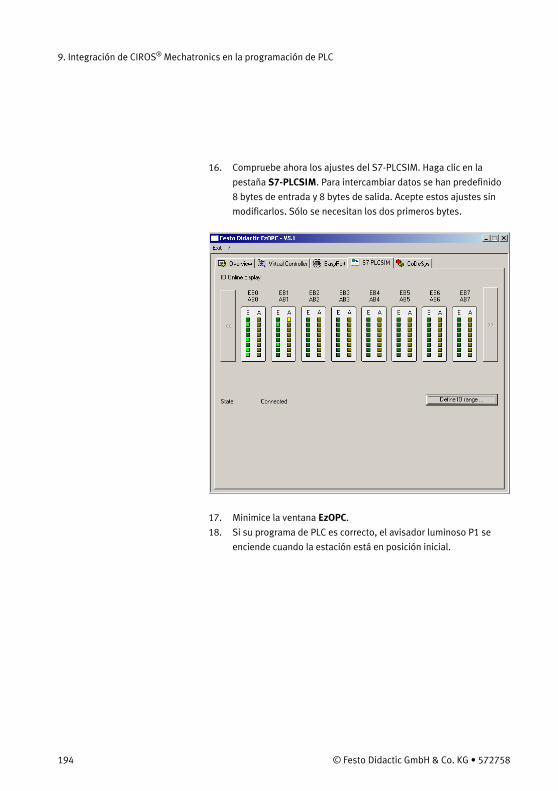
9. Integración de CIROS® Mechatronics en la programación de PLC
194 © Festo Didactic GmbH & Co. KG „ 572758 194
16. Compruebe ahora los ajustes del S7-PLCSIM. Haga clic en la
pestaña S7-PLCSIM. Para intercambiar datos se han predefinido
8 bytes de entrada y 8 bytes de salida. Acepte estos ajustes sin
modificarlos. Sólo se necesitan los dos primeros bytes.
17. Minimice la ventana EzOPC.
18. Si su programa de PLC es correcto, el avisador luminoso P1 se
enciende cuando la estación está en posición inicial.
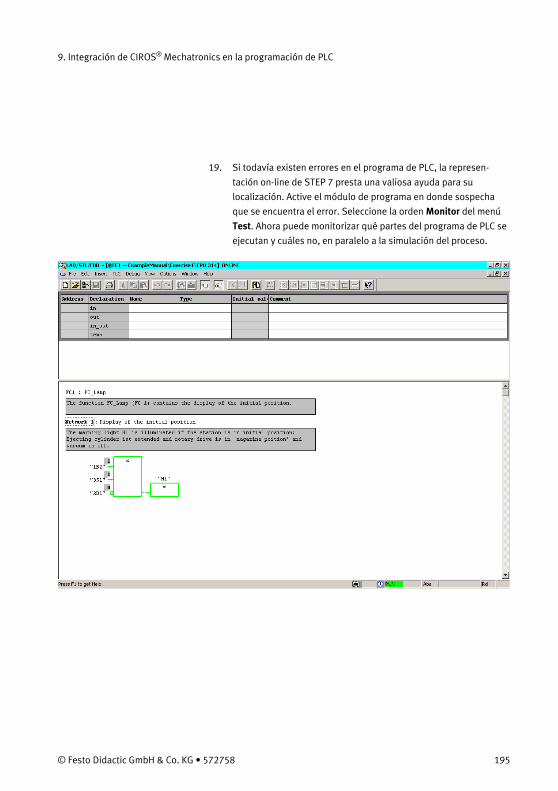
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 195
19. Si todavía existen errores en el programa de PLC, la represen-
tación on-line de STEP 7 presta una valiosa ayuda para su
localización. Active el módulo de programa en donde sospecha
que se encuentra el error. Seleccione la orden Monitor del menú
Test. Ahora puede monitorizar qué partes del programa de PLC se
ejecutan y cuáles no, en paralelo a la simulación del proceso.
9. Integración de CIROS® Mechatronics en la programación de PLC
196 © Festo Didactic GmbH & Co. KG „ 572758 196
Programación de una secuencia sencilla para la estación de
distribución
Programe una secuencia sencilla para la estación de distribución.
La secuencia se define como sigue:
1. Si se detectan piezas a manipular en el almacén, y el pulsador de
inicio está accionado, el actuador giratorio cambia a la posición
“Estación siguiente”.
2. El cilindro de empuje retrocede y empuja la pieza a manipular hacia
el exterior del almacén.
3. El actuador giratorio se mueve a la posición “Almacén”.
4. El vacío se conecta. Si la pieza a manipular se succiona
correctamente, se conmuta un vacuostato.
5. El cilindro de empuje se extiende y libera la pieza a manipular.
6. El actuador giratorio se mueve a la posición “Estación siguiente”.
7. El vacío se desconecta.
8. El actuador giratorio se mueve a la posición “Almacén”.
Debe utilizarse la documentación técnica de la estación, como los
esquemas de circuitos y la tabla de símbolos. Ésta se encuentra en
CIROS® Mechatronics Assistant.
Represente el problema de control en forma de diagrama de
funciones conforme a DIN EN 60848.
Programe el problema de control en lenguaje de pasos secuenciales.
Pruebe el programa de PLC con el modelo de proceso simulado.
9.5
Ejemplo
Ejercicio
Condiciones límite
Su tarea
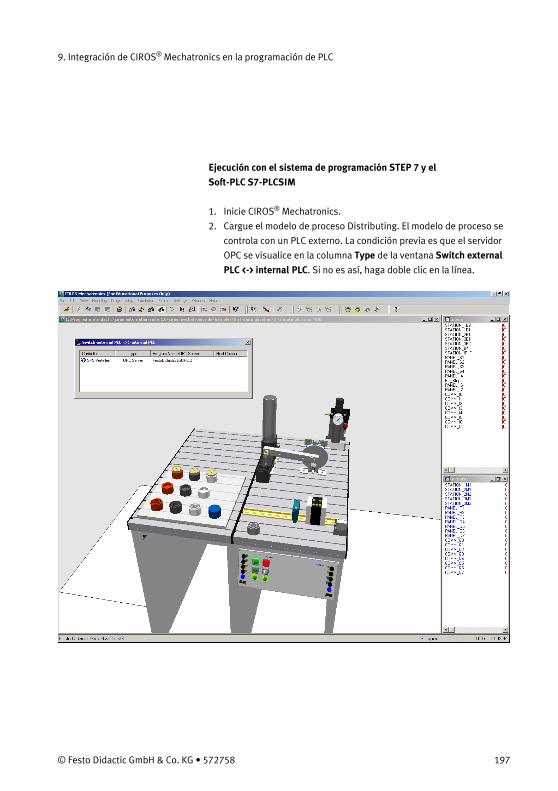
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 197
Ejecución con el sistema de programación STEP 7 y el
Soft-PLC S7-PLCSIM
1. Inicie CIROS® Mechatronics.
2. Cargue el modelo de proceso Distributing. El modelo de proceso se
controla con un PLC externo. La condición previa es que el servidor
OPC se visualice en la columna Type de la ventana Switch external
PLC <-> internal PLC. Si no es así, haga doble clic en la línea.

9. Integración de CIROS® Mechatronics en la programación de PLC
198 © Festo Didactic GmbH & Co. KG „ 572758 198
3. Consulte la documentación técnica para obtener información sobre
qué componentes de proceso se utilizan y cómo se denominan en el
esquema del circuito.
Para ello, abra la ayuda on-line del modelo de proceso. Seleccione
la opción Help on Workcell del menú Help.
La información se encuentra en el capítulo “Documentación
técnica”.
4. Formule el problema de control en forma de diagrama de funciones.
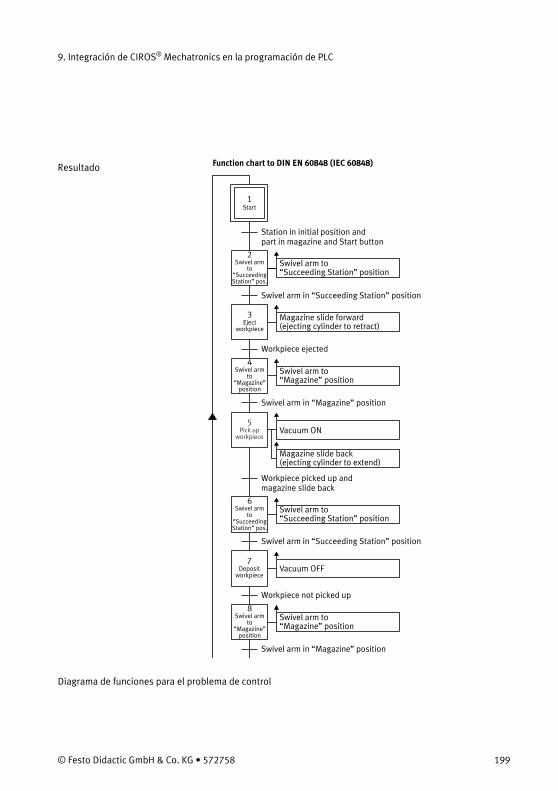
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 199
Station in initial position andpart in magazine and Start button
Function chart to DIN EN 60848 (IEC 60848)
1Start
2Swivel arm
to“SucceedingStation” pos.
Swivel arm to“Succeeding Station” position
Swivel arm in “Succeeding Station” position
Swivel arm in “Succeeding Station” position
Workpiece not picked up
4Swivel arm
to“Magazine”
position
8Swivel arm
to“Magazine”
position
6Swivel arm
to“SucceedingStation” pos.
5Pick up
workpiece
7Deposit
workpiece
3Eject
workpiece
Magazine slide forward(ejecting cylinder to retract)
Magazine slide back(ejecting cylinder to extend)
Vacuum OFF
Swivel arm to“Magazine” position
Swivel arm to“Magazine” position
Swivel arm to“Succeeding Station” position
Vacuum ON
Workpiece ejected
Swivel arm in “Magazine” position
Swivel arm in “Magazine” position
Workpiece picked up andmagazine slide back
Diagrama de funciones para el problema de control
Resultado
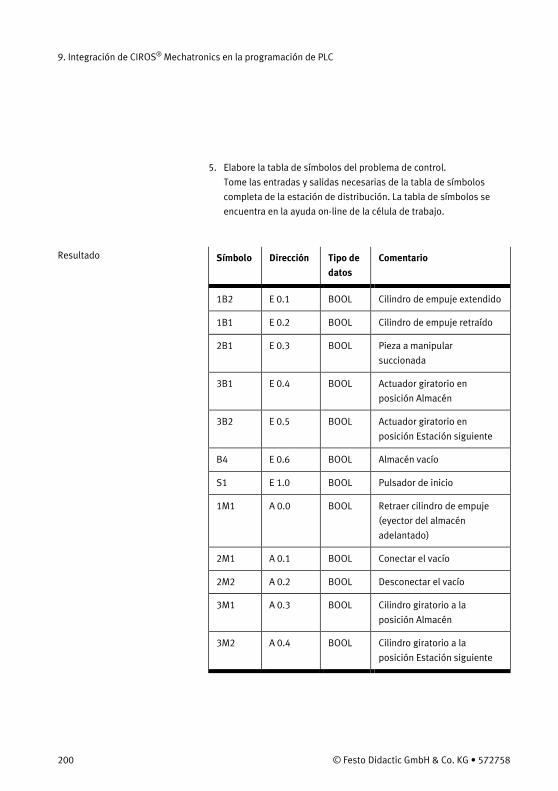
9. Integración de CIROS® Mechatronics en la programación de PLC
200 © Festo Didactic GmbH & Co. KG „ 572758 200
5. Elabore la tabla de símbolos del problema de control.
Tome las entradas y salidas necesarias de la tabla de símbolos
completa de la estación de distribución. La tabla de símbolos se
encuentra en la ayuda on-line de la célula de trabajo.
Símbolo Dirección Tipo de
datos
Comentario
1B2 E 0.1 BOOL Cilindro de empuje extendido
1B1 E 0.2 BOOL Cilindro de empuje retraído
2B1 E 0.3 BOOL Pieza a manipular
succionada
3B1 E 0.4 BOOL Actuador giratorio en
posición Almacén
3B2 E 0.5 BOOL Actuador giratorio en
posición Estación siguiente
B4 E 0.6 BOOL Almacén vacío
S1 E 1.0 BOOL Pulsador de inicio
1M1 A 0.0 BOOL Retraer cilindro de empuje
(eyector del almacén
adelantado)
2M1 A 0.1 BOOL Conectar el vacío
2M2 A 0.2 BOOL Desconectar el vacío
3M1 A 0.3 BOOL Cilindro giratorio a la
posición Almacén
3M2 A 0.4 BOOL Cilindro giratorio a la
posición Estación siguiente
Resultado
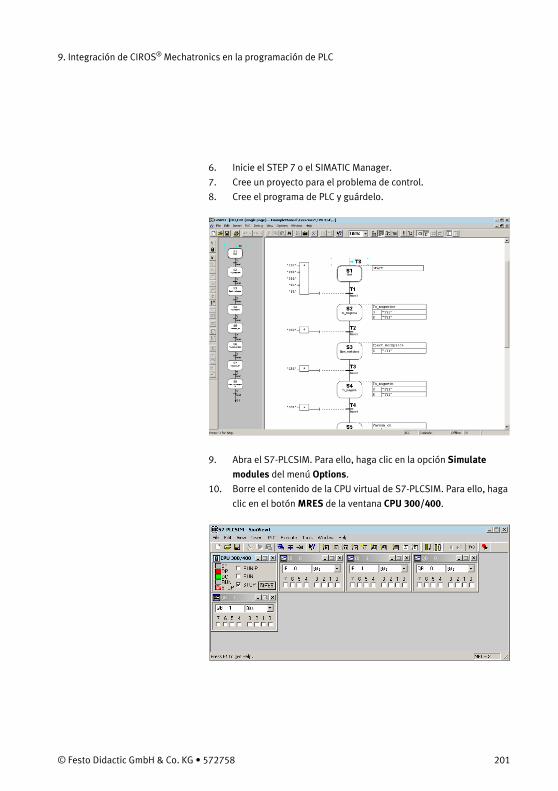
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 201
6. Inicie el STEP 7 o el SIMATIC Manager.
7. Cree un proyecto para el problema de control.
8. Cree el programa de PLC y guárdelo.
9. Abra el S7-PLCSIM. Para ello, haga clic en la opción Simulate
modules del menú Options.
10. Borre el contenido de la CPU virtual de S7-PLCSIM. Para ello, haga
clic en el botón MRES de la ventana CPU 300/400.
9. Integración de CIROS® Mechatronics en la programación de PLC
202 © Festo Didactic GmbH & Co. KG „ 572758 202
11. Cargue el programa de PLC en S7-PLCSIM. Para ello, seleccione la
carpeta Modules. A continuación, seleccione la orden Download
del menú Target System.
12. Inicie el S7-PLCSIM. Para ello, haga clic en la casilla RUN de la
ventana CPU 300/400.
13. Inicie la simulación del modelo de proceso. Para ello, active la
orden Start del menú Simulation.
Al iniciar la simulación del modelo de proceso, también se inicia el
programa de comunicación EzOPC. Al iniciar el EzOPC, los dos
participantes de comunicación (S7-PLCSIM y la simulación del modelo
de proceso) ya deben estar activados. Esto es absolutamente necesario
para que las conexiones de comunicación se establezcan
correctamente.
Nota
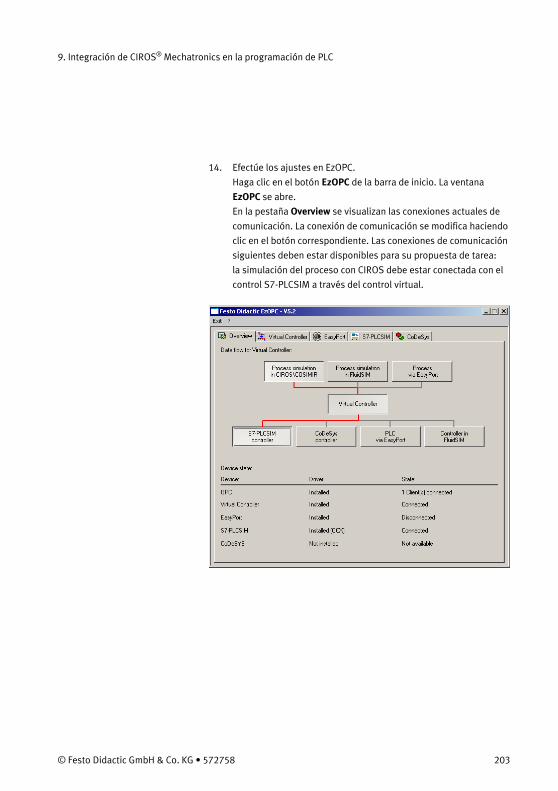
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 203
14. Efectúe los ajustes en EzOPC.
Haga clic en el botón EzOPC de la barra de inicio. La ventana
EzOPC se abre.
En la pestaña Overview se visualizan las conexiones actuales de
comunicación. La conexión de comunicación se modifica haciendo
clic en el botón correspondiente. Las conexiones de comunicación
siguientes deben estar disponibles para su propuesta de tarea:
la simulación del proceso con CIROS debe estar conectada con el
control S7-PLCSIM a través del control virtual.
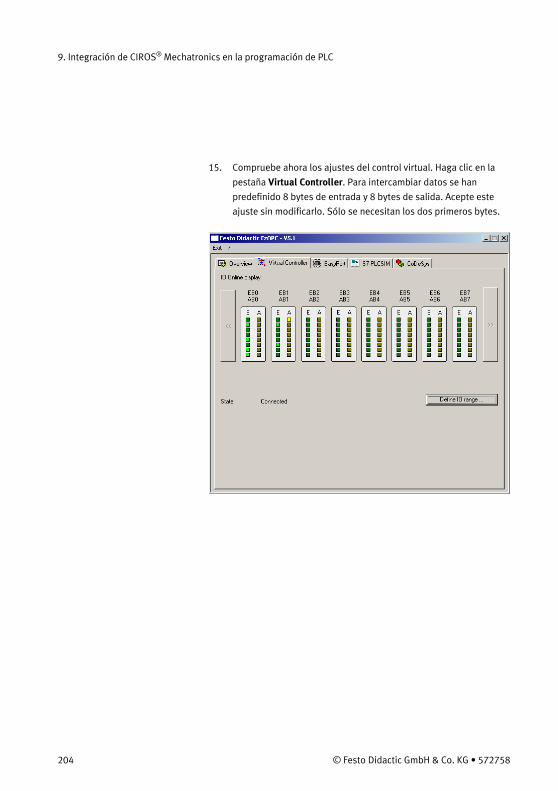
9. Integración de CIROS® Mechatronics en la programación de PLC
204 © Festo Didactic GmbH & Co. KG „ 572758 204
15. Compruebe ahora los ajustes del control virtual. Haga clic en la
pestaña Virtual Controller. Para intercambiar datos se han
predefinido 8 bytes de entrada y 8 bytes de salida. Acepte este
ajuste sin modificarlo. Sólo se necesitan los dos primeros bytes.
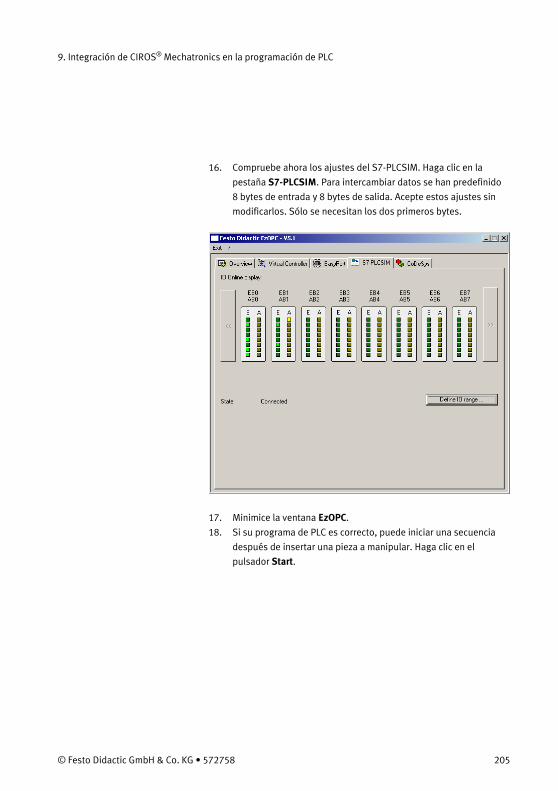
9. Integración de CIROS® Mechatronics en la programación de PLC
© Festo Didactic GmbH & Co. KG „ 572758 205
16. Compruebe ahora los ajustes del S7-PLCSIM. Haga clic en la
pestaña S7-PLCSIM. Para intercambiar datos se han predefinido
8 bytes de entrada y 8 bytes de salida. Acepte estos ajustes sin
modificarlos. Sólo se necesitan los dos primeros bytes.
17. Minimice la ventana EzOPC.
18. Si su programa de PLC es correcto, puede iniciar una secuencia
después de insertar una pieza a manipular. Haga clic en el
pulsador Start.
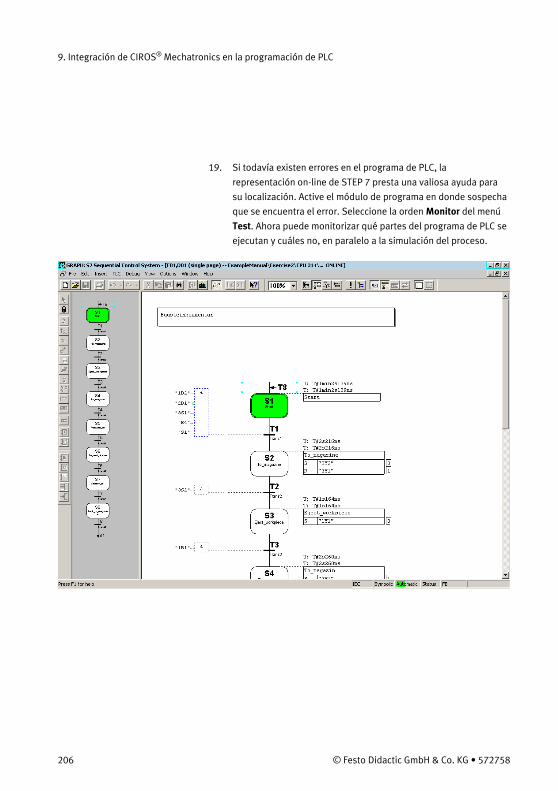
9. Integración de CIROS® Mechatronics en la programación de PLC
206 © Festo Didactic GmbH & Co. KG „ 572758 206
19. Si todavía existen errores en el programa de PLC, la
representación on-line de STEP 7 presta una valiosa ayuda para
su localización. Active el módulo de programa en donde sospecha
que se encuentra el error. Seleccione la orden Monitor del menú
Test. Ahora puede monitorizar qué partes del programa de PLC se
ejecutan y cuáles no, en paralelo a la simulación del proceso.
© Festo Didactic GmbH & Co. KG „ 572758 207
CIROS® Mechatronics facilita la localización sistemática de errores en
una instalación simulada de modos muy diversos.
La sistematicidad de los procedimientos, los medios auxiliares y los
sistemas de diagnóstico disponibles y los conocimientos adquiridos
pueden aplicarse a cualquier tipo de instalación.
Cargue un modelo de proceso de CIROS® Mechatronics. Previamente se
ha ajustado una avería en el modelo de proceso. Durante la simulación
del modelo de proceso, usted puede manejarlo y monitorizarlo. Su
tarea consiste en analizar la reacción ante un error y encontrar su causa.
Una vez localizada la causa del error, elimine la avería introduciendo la
causa en la ventana prevista. Si detecta correctamente la causa de la
avería, el modelo de proceso funciona correctamente en la secuencia de
simulación siguiente.
El modelo de proceso seleccionado está cargado y una persona
autorizada ha ajustado una avería en el modelo de proceso.
El modo Simulación de averías está activo.
El modelo de proceso seleccionado se controla con el PLC interno.
Un programa de PLC correcto está disponible como programa de
ejemplo. El programa de ejemplo se carga automáticamente en el
PLC interno al abrir el modelo de referencia.
CIROS® Mechatronics permite adquirir los conocimientos siguientes:
Seguir un método sistemático para reparar una instalación después
de producirse una avería.
Conocer y aplicar procedimientos generales para la reparación
sistemática en caso de avería.
Consultar la documentación técnica para informarse sobre el modo
de funcionamiento de la instalación y de los componentes del
sistema.
10. Localización sistemática de errores en una instalación simulada
Condición previa
10.1
Objetivos didácticos
Objetivo principal
Objetivos secundarios
10. Localización sistemática de errores en una instalación simulada
208 © Festo Didactic GmbH & Co. KG „ 572758 208
Determinar el estado real de una instalación después de una avería.
Localización sistemática de errores en instalaciones electroneu-
máticas gobernadas por PLC.
Aprender y aplicar una estrategia para localizar errores en sistemas
electroneumáticos gobernados por PLC.
Realizar análisis de averías.
Conocer las causas de error típicas.
Elaborar documentación sobre errores.
Utilizar sistemas de diagnóstico de manera selectiva.
Conocer los medios auxiliares para localizar errores.
La condición previa para una localización sistemática de errores y su
reparación es comprender el sistema. La reparación controlada sólo
puede realizarse si conoce el sistema, su estructura y sus funciones.
Eliminación de averías mediante la reparación sistemática.
La experiencia demuestra que los métodos siguientes son muy útiles
para localizar errores y repararlos:
Conocimiento del sistema.
Reparación sistemática después de la avería.
Determinación sistemática del estado real de la instalación.
Localización sistemática de errores en general.
Localización sistemática de errores para instalaciones gobernadas
por PLC.
El sistema se conoce siguiendo los puntos indicados a continuación:
Examinando el sistema.
Evaluando la documentación de la instalación.
Conociendo el producto y la técnica de procesamiento.
Consultando al personal de servicio.
10.2
Métodos
Métodos: conocimiento
del sistema
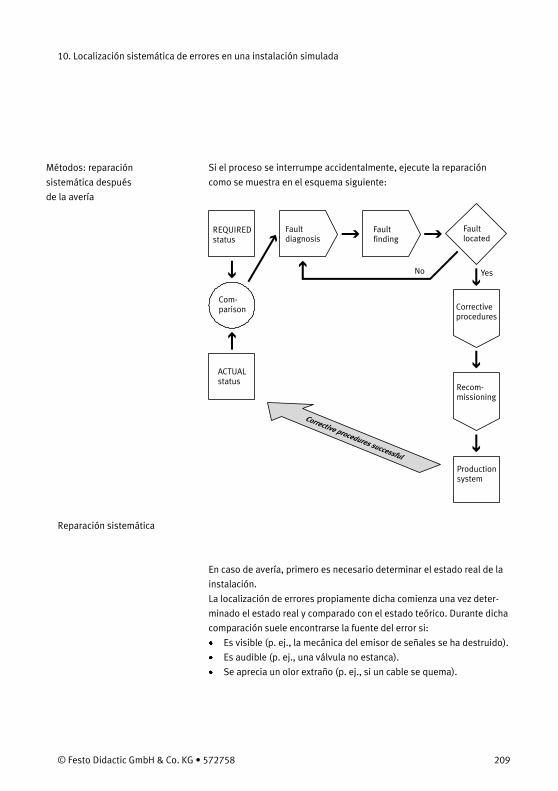
10. Localización sistemática de errores en una instalación simulada
© Festo Didactic GmbH & Co. KG „ 572758 209
Si el proceso se interrumpe accidentalmente, ejecute la reparación
como se muestra en el esquema siguiente:
REQUIREDstatus
ACTUALstatus
Faultdiagnosis
Faultfinding
Faultlocated
YesNo
Correctiveprocedures
Recom-missioning
Productionsystem
Com-parison
Reparación sistemática
En caso de avería, primero es necesario determinar el estado real de la
instalación.
La localización de errores propiamente dicha comienza una vez deter-
minado el estado real y comparado con el estado teórico. Durante dicha
comparación suele encontrarse la fuente del error si:
Es visible (p. ej., la mecánica del emisor de señales se ha destruido).
Es audible (p. ej., una válvula no estanca).
Se aprecia un olor extraño (p. ej., si un cable se quema).
Métodos: reparación
sistemática después
de la avería
10. Localización sistemática de errores en una instalación simulada
210 © Festo Didactic GmbH & Co. KG „ 572758 210
Si no se encuentra la fuente del error, es necesario proceder sistemá-
ticamente para encontrarlo y eliminarlo.
Al encontrar el error, no basta con corregirlo, sino que es necesario
averiguar su causa. La lista de averías de la instalación proporciona
información práctica al respecto. En esta lista se describen las averías
y sus causas.
Con ayuda de la lista de averías puede determinarse si un daño o error
se producen con frecuencia, lo que permite identificar los puntos
negros del sistema. Una vez detectados, es conveniente realizar una
mejora técnica.
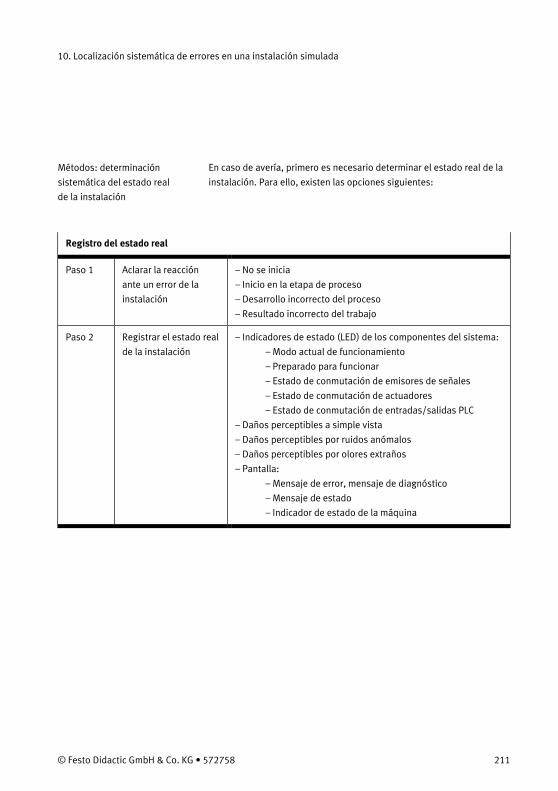
10. Localización sistemática de errores en una instalación simulada
© Festo Didactic GmbH & Co. KG „ 572758 211
En caso de avería, primero es necesario determinar el estado real de la
instalación. Para ello, existen las opciones siguientes:
Registro del estado real
Paso 1 Aclarar la reacción
ante un error de la
instalación
‟ No se inicia
‟ Inicio en la etapa de proceso
‟ Desarrollo incorrecto del proceso
‟ Resultado incorrecto del trabajo
Paso 2 Registrar el estado real
de la instalación
‟ Indicadores de estado (LED) de los componentes del sistema:
‟ Modo actual de funcionamiento
‟ Preparado para funcionar
‟ Estado de conmutación de emisores de señales
‟ Estado de conmutación de actuadores
‟ Estado de conmutación de entradas/salidas PLC
‟ Daños perceptibles a simple vista
‟ Daños perceptibles por ruidos anómalos
‟ Daños perceptibles por olores extraños
‟ Pantalla:
‟ Mensaje de error, mensaje de diagnóstico
‟ Mensaje de estado
‟ Indicador de estado de la máquina
Métodos: determinación
sistemática del estado real
de la instalación
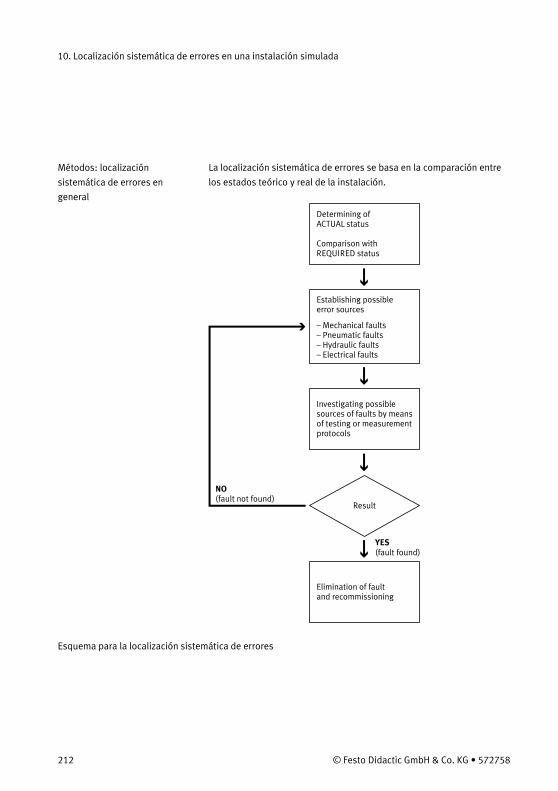
10. Localización sistemática de errores en una instalación simulada
212 © Festo Didactic GmbH & Co. KG „ 572758 212
La localización sistemática de errores se basa en la comparación entre
los estados teórico y real de la instalación.
Investigating possiblesources of faults by meansof testing or measurementprotocols
Determining ofACTUAL status
Comparison withREQUIRED status
Elimination of faultand recommissioning
Result
YES(fault found)
NO(fault not found)
Establishing possibleerror sourcesa
‟ Mechanical faults‟ Pneumatic faults‟ Hydraulic faults‟ Electrical faults
Esquema para la localización sistemática de errores
Métodos: localización
sistemática de errores en
general
10. Localización sistemática de errores en una instalación simulada
© Festo Didactic GmbH & Co. KG „ 572758 213
Los controles se estructuran en los campos entrada de señales, pro-
cesamiento de señales y emisión de señales.
La localización sistemática de errores para instalaciones gobernadas
por PLC se aplica partiendo de esta estructura.
La comparación entre los estados teórico y real permite reducir el lugar
de error durante el desarrollo del proceso. Las fuentes de error posibles
se comprueban examinando los componentes a partir del lugar del error
y procediendo en el sentido del flujo de señales y de energía.
Métodos: localización
sistemática de errores
para instalaciones
gobernadas por PLC
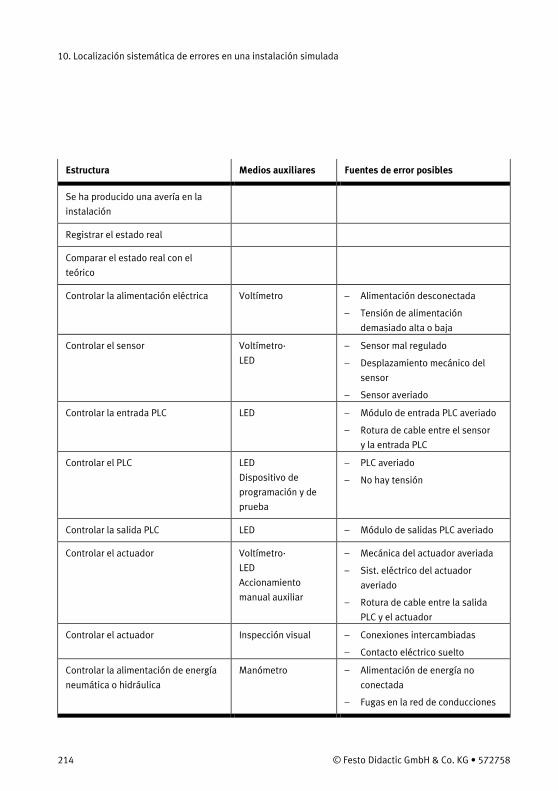
10. Localización sistemática de errores en una instalación simulada
214 © Festo Didactic GmbH & Co. KG „ 572758 214
Estructura Medios auxiliares Fuentes de error posibles
Se ha producido una avería en la
instalación
Registrar el estado real
Comparar el estado real con el
teórico
Controlar la alimentación eléctrica Voltímetro ‟ Alimentación desconectada
‟ Tensión de alimentación
demasiado alta o baja
Controlar el sensor Voltímetro·
LED
‟ Sensor mal regulado
‟ Desplazamiento mecánico del
sensor
‟ Sensor averiado
Controlar la entrada PLC LED ‟ Módulo de entrada PLC averiado
‟ Rotura de cable entre el sensor
y la entrada PLC
Controlar el PLC LED
Dispositivo de
programación y de
prueba
‟ PLC averiado
‟ No hay tensión
Controlar la salida PLC LED ‟ Módulo de salidas PLC averiado
Controlar el actuador Voltímetro·
LED
Accionamiento
manual auxiliar
‟ Mecánica del actuador averiada
‟ Sist. eléctrico del actuador
averiado
‟ Rotura de cable entre la salida
PLC y el actuador
Controlar el actuador Inspección visual ‟ Conexiones intercambiadas
‟ Contacto eléctrico suelto
Controlar la alimentación de energía
neumática o hidráulica
Manómetro ‟ Alimentación de energía no
conectada
‟ Fugas en la red de conducciones
10. Localización sistemática de errores en una instalación simulada
© Festo Didactic GmbH & Co. KG „ 572758 215
Localización sistemática de errores para instalaciones gobernadas por PLC
CIROS® Mechatronics facilita la observación y el análisis de la
instalación con las funciones siguientes:
Simulación del modelo de proceso y ejecución del programa de PLC
en el PLC interno.
Ventanas para entradas y salidas PLC: visualización de las entradas
y salidas PLC.
Ventana Manual Operation: visualización de los estados y las
actividades de los procesos.
Ventana de eliminación de averías: introducción y eliminación de
causas de errores.
CIROS® Assistant: publicación de información Online sobre el
modelo de proceso, como el esquema del circuito o el diagrama de
funciones.
Localización y eliminación de errores en la estación de distribución
Durante la secuencia de la estación de distribución se ha producido una
avería. Elimine la avería realizando una reparación sistemática.
10.3
Funciones auxiliares de
CIROS® Mechatronics
10.4
Ejemplo
Ejercicio
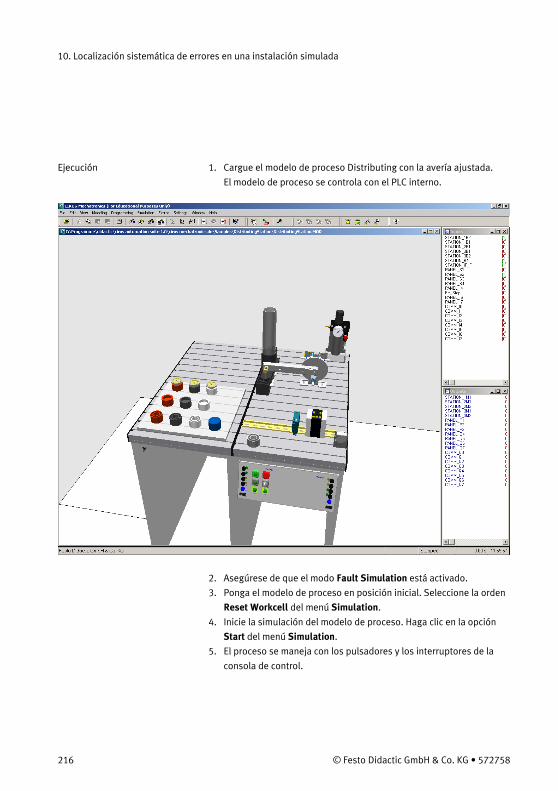
10. Localización sistemática de errores en una instalación simulada
216 © Festo Didactic GmbH & Co. KG „ 572758 216
1. Cargue el modelo de proceso Distributing con la avería ajustada.
El modelo de proceso se controla con el PLC interno.
2. Asegúrese de que el modo Fault Simulation está activado.
3. Ponga el modelo de proceso en posición inicial. Seleccione la orden
Reset Workcell del menú Simulation.
4. Inicie la simulación del modelo de proceso. Haga clic en la opción
Start del menú Simulation.
5. El proceso se maneja con los pulsadores y los interruptores de la
consola de control.
Ejecución
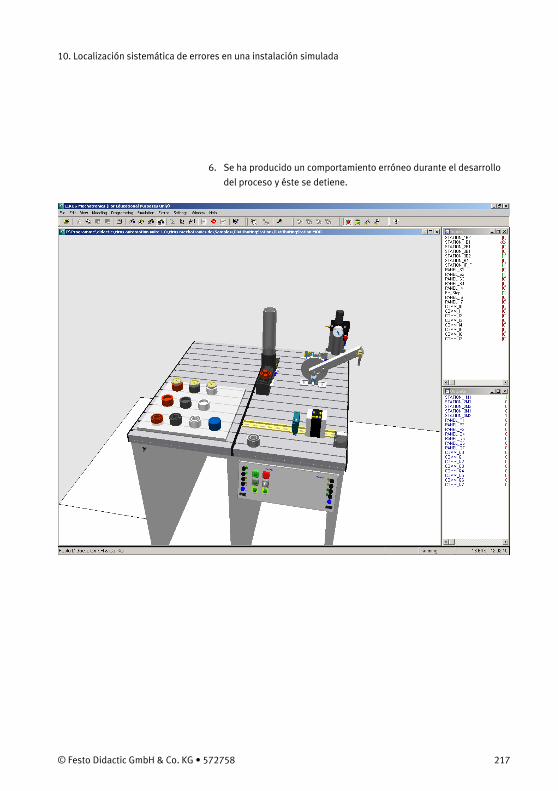
10. Localización sistemática de errores en una instalación simulada
© Festo Didactic GmbH & Co. KG „ 572758 217
6. Se ha producido un comportamiento erróneo durante el desarrollo
del proceso y éste se detiene.
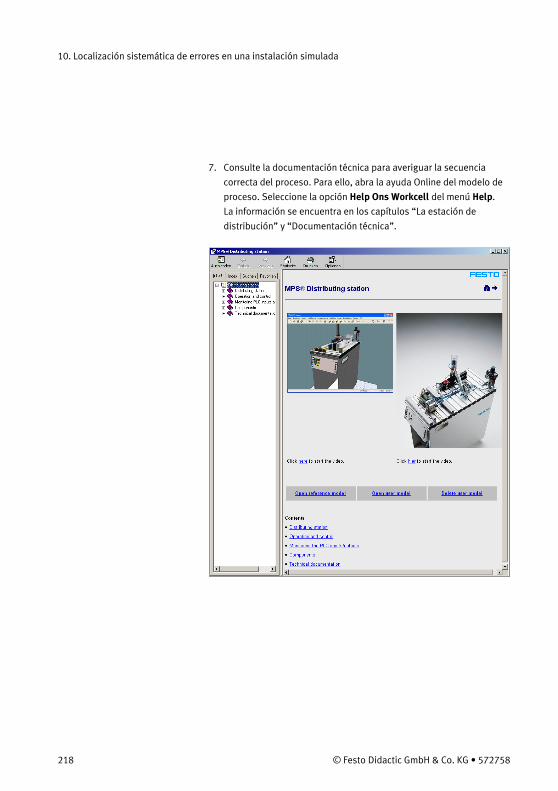
10. Localización sistemática de errores en una instalación simulada
218 © Festo Didactic GmbH & Co. KG „ 572758 218
7. Consulte la documentación técnica para averiguar la secuencia
correcta del proceso. Para ello, abra la ayuda Online del modelo de
proceso. Seleccione la opción Help Ons Workcell del menú Help.
La información se encuentra en los capítulos “La estación de
distribución” y “Documentación técnica”.
10. Localización sistemática de errores en una instalación simulada
© Festo Didactic GmbH & Co. KG „ 572758 219
8. Registre el estado real del proceso y compárelo con el estado
teórico. Localice el lugar del error de este modo.
El error causa la parada del desarrollo del proceso y la etapa “Mover el
brazo orientable a la posición Almacén” no se ejecuta. Las fuentes del
error pueden ser el cilindro giratorio y su accionamiento de válvula o los
sensores que activan el movimiento del cilindro giratorio.
9. Recomendamos comprobar el flujo de señales y de energía
partiendo de los sensores hasta llegar al cilindro giratorio.
También es posible proceder en el sentido contrario, es decir,
seguir el flujo de señales y de energía partiendo del cilindro
giratorio hacia la válvula, pasando por el PLC y hasta llegar al
sensor.
10. Averigüe qué señales de sensor deben estar activadas para que el
brazo orientable se desplace a la posición Almacén. Para ello,
consulte los documentos Diagrama de funciones y Lista de
asignaciones de la ayuda Online de la célula de trabajo de
distribución.
El brazo orientable debe desplazarse a la posición Almacén cuando el
interruptor Reed 1B1 y el detector de final de carrera 3B2 están
accionados.
Resultado
Resultado
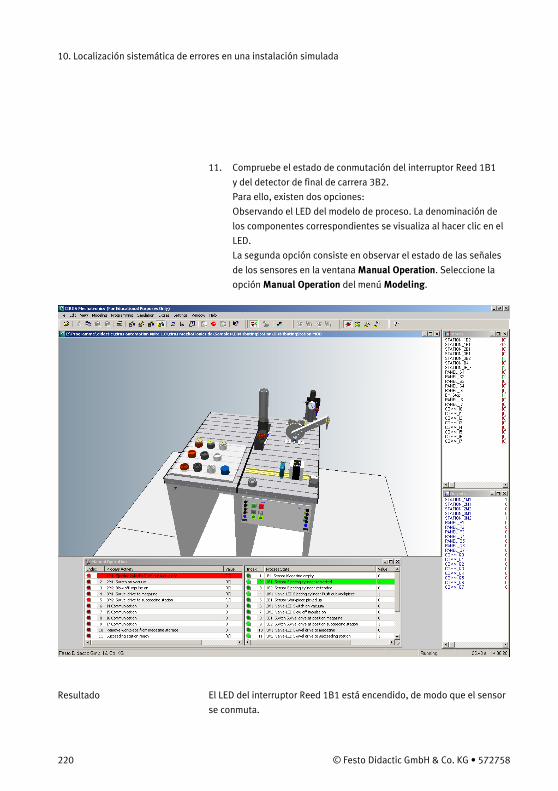
10. Localización sistemática de errores en una instalación simulada
220 © Festo Didactic GmbH & Co. KG „ 572758 220
11. Compruebe el estado de conmutación del interruptor Reed 1B1
y del detector de final de carrera 3B2.
Para ello, existen dos opciones:
Observando el LED del modelo de proceso. La denominación de
los componentes correspondientes se visualiza al hacer clic en el
LED.
La segunda opción consiste en observar el estado de las señales
de los sensores en la ventana Manual Operation. Seleccione la
opción Manual Operation del menú Modeling.
El LED del interruptor Reed 1B1 está encendido, de modo que el sensor
se conmuta.
Resultado
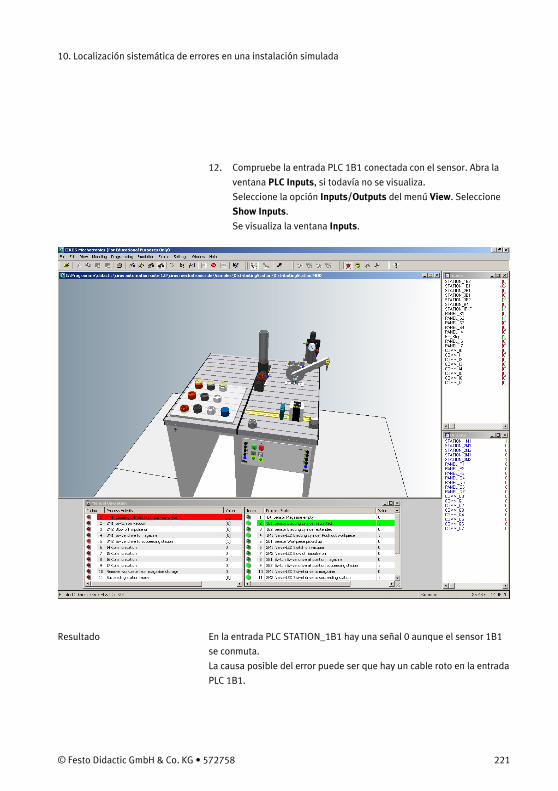
10. Localización sistemática de errores en una instalación simulada
© Festo Didactic GmbH & Co. KG „ 572758 221
12. Compruebe la entrada PLC 1B1 conectada con el sensor. Abra la
ventana PLC Inputs, si todavía no se visualiza.
Seleccione la opción Inputs/Outputs del menú View. Seleccione
Show Inputs.
Se visualiza la ventana Inputs.
En la entrada PLC STATION_1B1 hay una señal 0 aunque el sensor 1B1
se conmuta.
La causa posible del error puede ser que hay un cable roto en la entrada
PLC 1B1.
Resultado
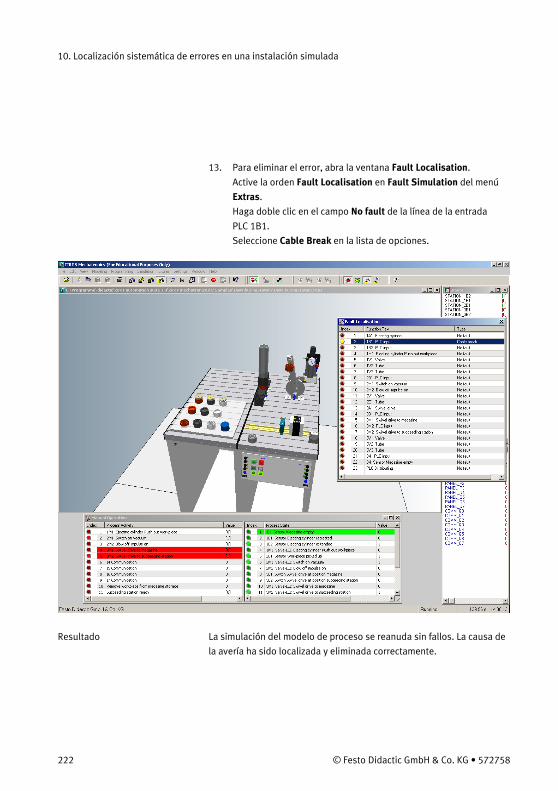
10. Localización sistemática de errores en una instalación simulada
222 © Festo Didactic GmbH & Co. KG „ 572758 222
13. Para eliminar el error, abra la ventana Fault Localisation.
Active la orden Fault Localisation en Fault Simulation del menú
Extras.
Haga doble clic en el campo No fault de la línea de la entrada
PLC 1B1.
Seleccione Cable Break en la lista de opciones.
La simulación del modelo de proceso se reanuda sin fallos. La causa de
la avería ha sido localizada y eliminada correctamente.
Resultado





























