Embed Size (px)
Citation preview
- 1 -
A00-991-2202-04-2-2
자동차용 일체형 Instrument Panel
설계 기술 개발에 관한 연구
최종보고서
2001.5.30
주관기업 (주)성준엔지니어링
참여기업 에이시스(주),
한국시뮬레이션기술(주)
산 업 자 원 부
- 2 -
제 출 문
산업자원부장관 귀하
본 보고서틀 “자동차용 일체형 Instrument Panel 설계에 관한 기술 개발 ” (개발기
간 : 1999 . 4 . 1 . ~ 2001 . 3 . 31 .)과제의 최종보고서로 제출합니다.
2001 . 5 . 30 .
개발사업주관기관명 : (주)성준엔지니어링
개발사업총괄(관리)책임자 : 곽 승 렬
연 구 원 : 정신우
“ : 이정렬
“ : 서민석
“ : 김태광
- 3 -
산 업 기 반 기 술 개 발 사 업 보 고 서
관리번호 A00-991-2202-04-1-2과 제 명 자동차용 일체형 INSTRUMENT PANEL 설계 기술 개발키 워 드 INSTRUMENT/ DUCT/ DEFROSTER / 일체형설계
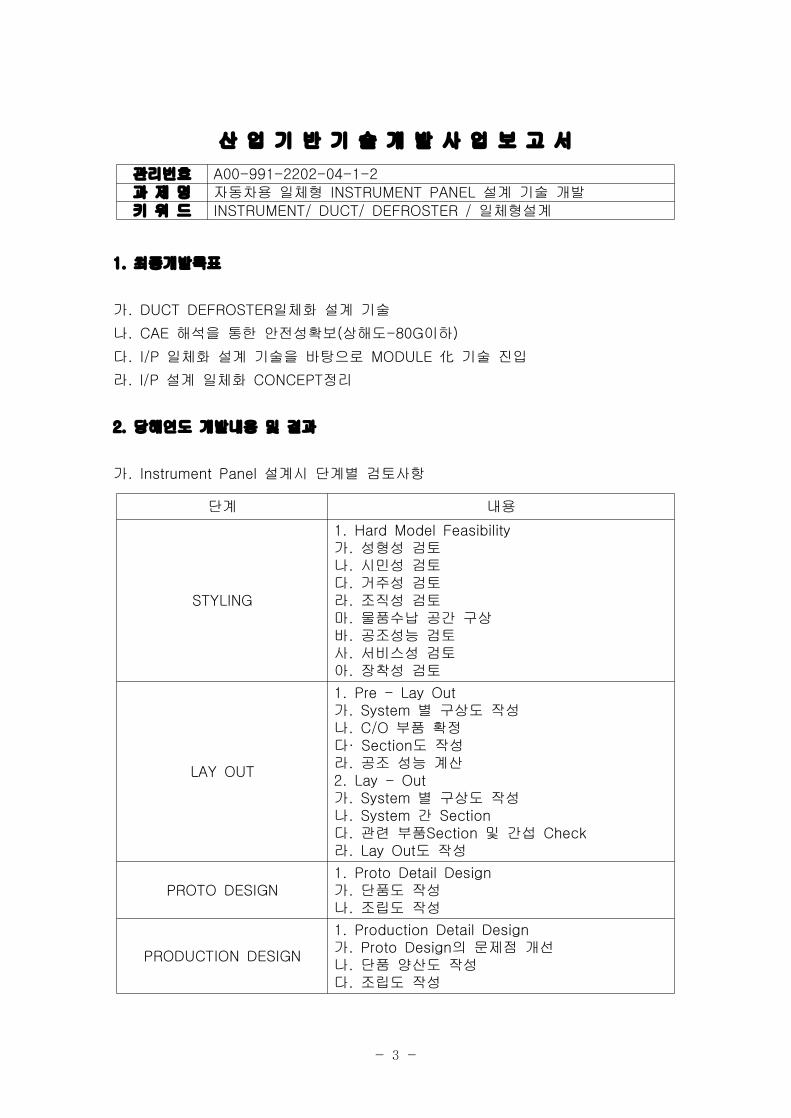
1. 최종개발목표
가. DUCT DEFROSTER일체화 설계 기술
나. CAE 해석을 통한 안전성확보(상해도-80G이하)
다. I/P 일체화 설계 기술을 바탕으로 MODULE 化 기술 진입
라. l/P 설계 일체화 CONCEPT정리
2. 당해연도 개발내용 및 결과
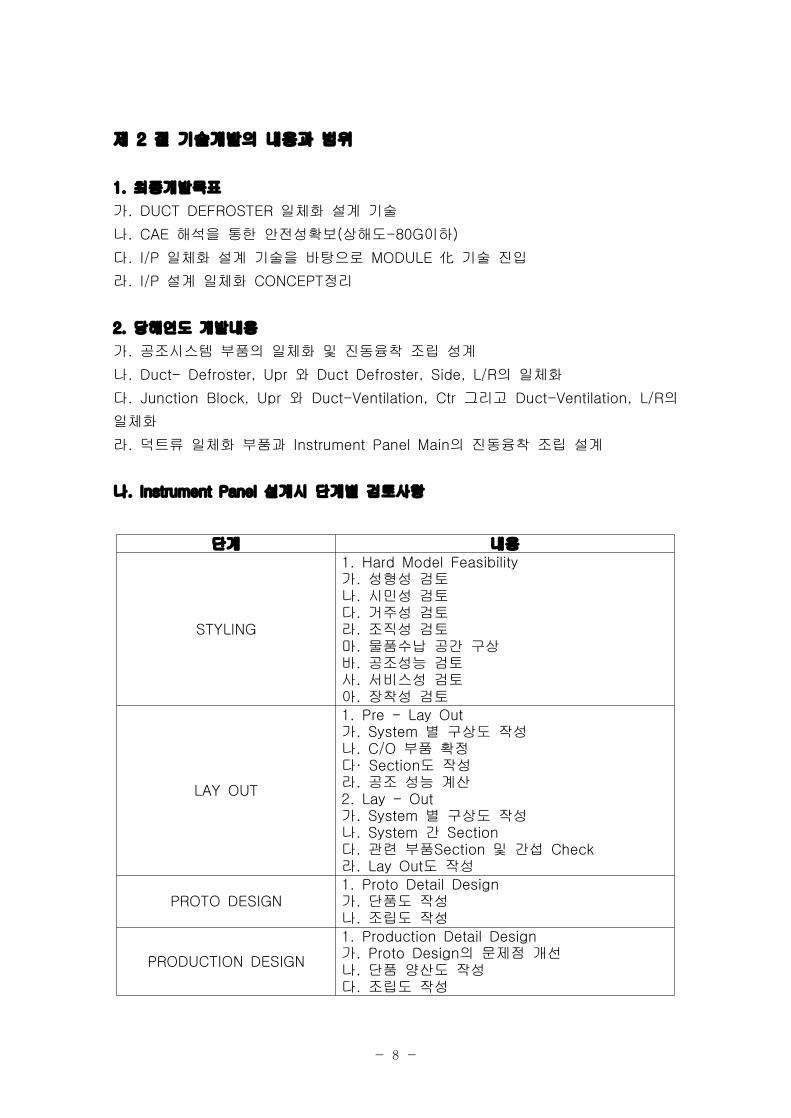
가. Instrument Panel 설계시 단계별 검토사항
단계 내용
STYLING
1. Hard Model Feasibility가. 성형성 검토나. 시민성 검토다. 거주성 검토라. 조직성 검토마. 물품수납 공간 구상바. 공조성능 검토사. 서비스성 검토아. 장착성 검토
LAY OUT
1. Pre - Lay Out가. System 별 구상도 작성나. C/O 부품 확정다· Section도 작성라. 공조 성능 계산2. Lay - Out가. System 별 구상도 작성나. System 간 Section다. 관련 부품Section 및 간섭 Check라. Lay Out도 작성
PROTO DESIGN1. Proto Detail Design가. 단품도 작성나. 조립도 작성
PRODUCTION DESIGN
1. Production Detail Design가. Proto Design의 문제점 개선나. 단품 양산도 작성다. 조립도 작성
- 4 -
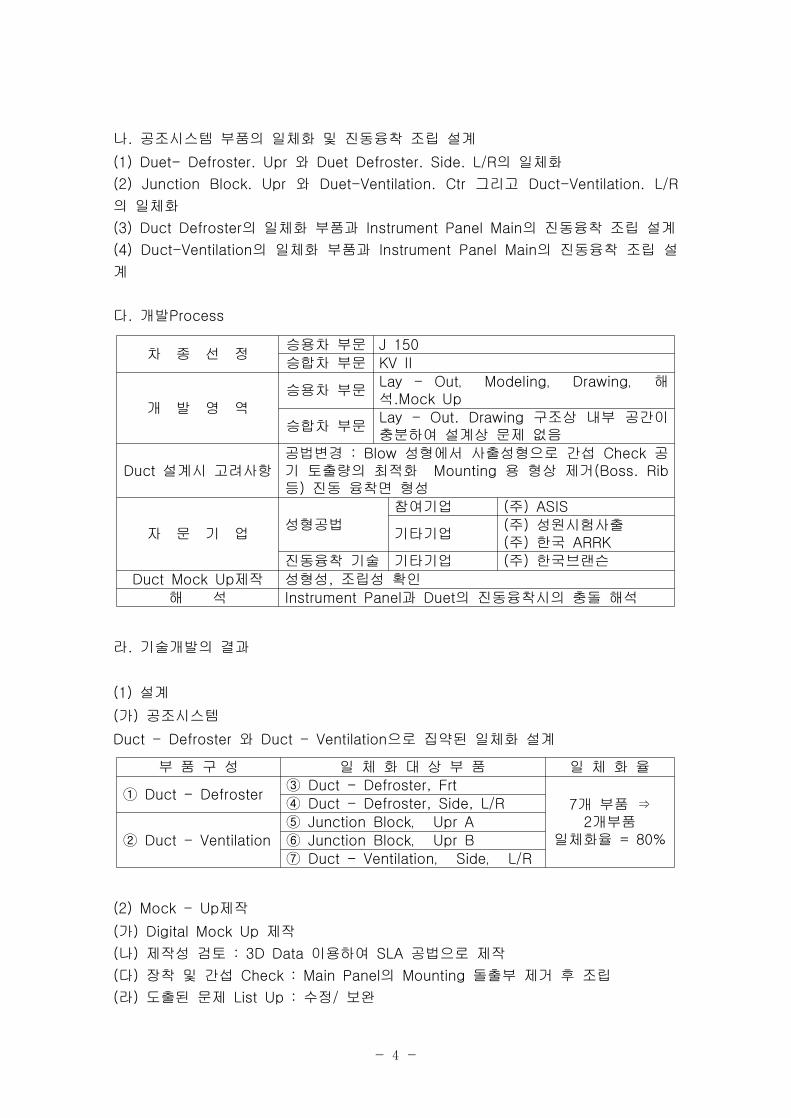
나. 공조시스템 부품의 일체화 및 진동융착 조립 설계
(1) Duet- Defroster. Upr 와 Duet Defroster. Side. L/R의 일체화
(2) Junction Block. Upr 와 Duet-Ventilation. Ctr 그리고 Duct-Ventilation. L/R
의 일체화
(3) Duct Defroster의 일체화 부품과 Instrument Panel Main의 진동융착 조립 설계
(4) Duct-Ventilation의 일체화 부품과 Instrument Panel Main의 진동융착 조립 설
계
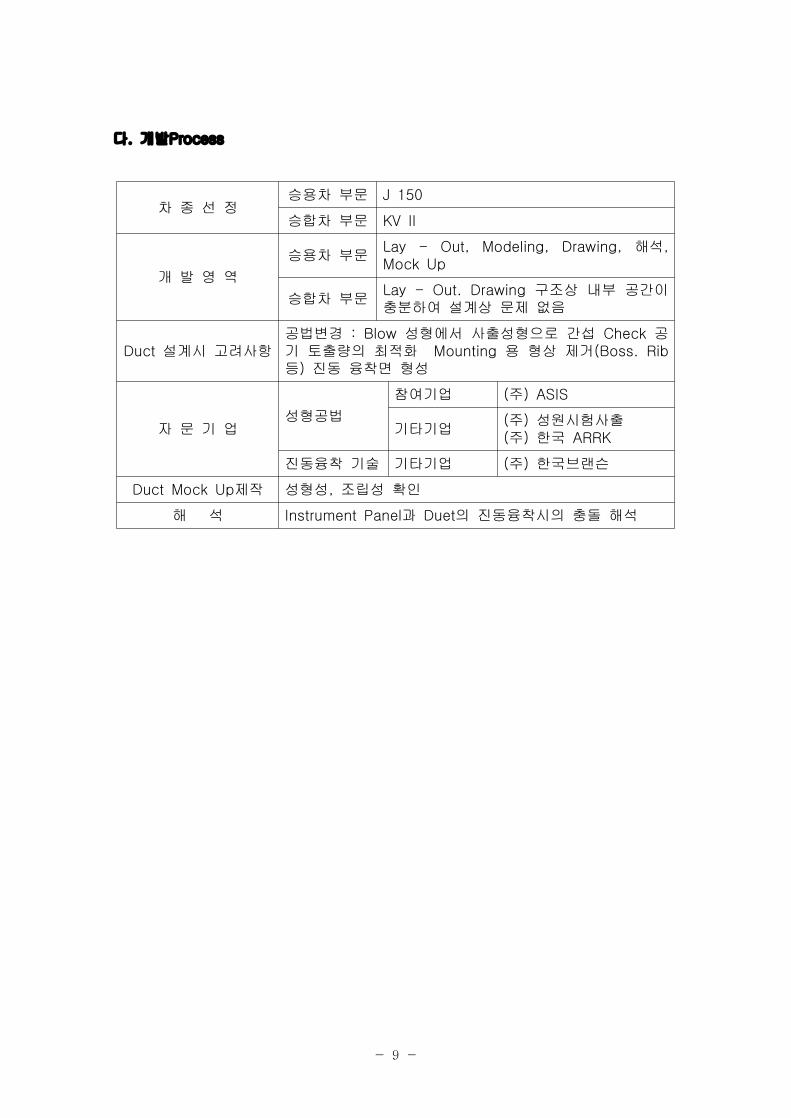
다. 개발Process
차 종 선 정승용차 부문 J 150 승합차 부문 KV II
개 발 영 역승용차 부문
Lay - Out, Modeling, Drawing, 해석.Mock Up
승합차 부문Lay - Out. Drawing 구조상 내부 공간이 충분하여 설계상 문제 없음
Duct 설계시 고려사항공법변경 : Blow 성형에서 사출성형으로 간섭 Check 공기 토출량의 최적화 Mounting 용 형상 제거(Boss. Rib등) 진동 융착면 형성
자 문 기 업성형공법
참여기업 (주) ASIS
기타기업(주) 성원시험사출(주) 한국 ARRK
진동융착 기술 기타기업 (주) 한국브랜슨Duct Mock Up제작 성형성, 조립성 확인
해 석 Instrument Panel과 Duet의 진동융착시의 충돌 해석
라. 기술개발의 결과
(1) 설계
(가) 공조시스템
Duct - Defroster 와 Duct - Ventilation으로 집약된 일체화 설계
부 품 구 성 일 체 화 대 상 부 품 일 체 화 율
① Duct - Defroster③ Duct - Defroster, Frt
7개 부품 ⇒ 2개부품
일체화율 = 80%
④ Duct - Defroster, Side, L/R
② Duct - Ventilation⑤ Junction Block, Upr A ⑥ Junction Block, Upr B⑦ Duct - Ventilation, Side, L/R
(2) Mock - Up제작
(가) Digital Mock Up 제작
(나) 제작성 검토 : 3D Data 이용하여 SLA 공법으로 제작
(다) 장착 및 간섭 Check : Main Panel의 Mounting 돌출부 제거 후 조립
(라) 도출된 문제 List Up : 수정/ 보완

- 5 -
(3) 해석
(가) 1차 결과 : Boundary condition 미비로 결과 불량
(나) 2차 결과 : 진동융착에 의한 구조 및 안정성 양호
(4) I/P 일체화 설계 Concept 정리
3. 기대효과
가. Tool 제작시 I/P Main 및 Duct Mounting좌면 Core를 제작할 필요가 없이 제작
비 감소 및 일정단축 특히 복잡한 내부구조를 피해 mounting 위치 결정 불필요
나. 냉, 난방 공기의 유동 흐름성이 양호하고 도출량등 제작 공법상 Design Rule
적용이 가능
다. Duct를 Instrument Panel에 발착시킴으로서 조립 및 기타 여유 공간 확보
라. 제작 조립공정 단순화
마. 자동차 Model Design 후 설계공법,제조 방법 변경시에는 일정 및 비용에 큰
영향을 주나 I/P 일체형 설계기술을 STANDARD 化 함으로서 자동차 구상 설계 단
계에서 공법을 적용하므로 개발비 절감, 개발일정 단축, 양산 및 A/S양호 기대됨
바. Instrument Panel의 Module化 설계기반 확보
- 6 -
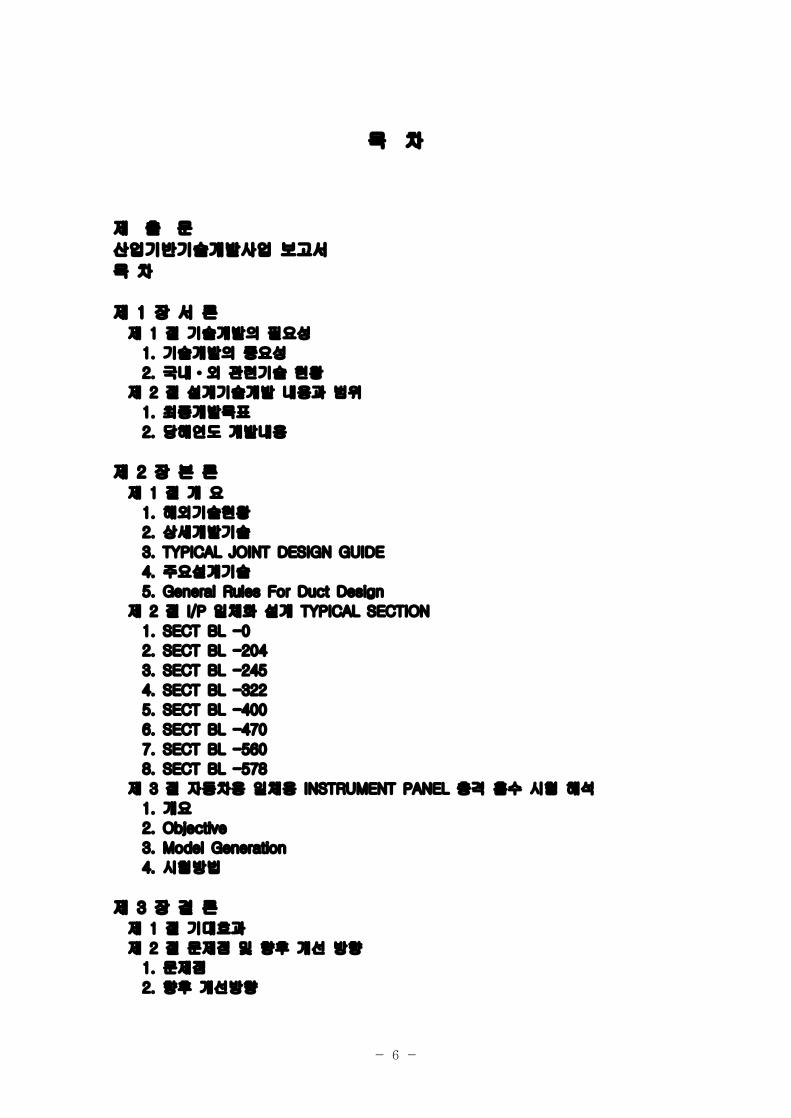
목 차
제 출 문
산업기반기술개발사업 보고서
목 차
제 1 장 서 론
제 1 절 기술개발의 필요성
1. 기술개발의 중요성
2. 국내ㆍ외 관련기술 현황
제 2 절 설계기술개발 내용과 범위
1. 최종개발목표
2. 당해연도 개발내용
제 2 장 본 론
제 1 절 개 요
1. 해외기술현황
2. 상세개발기술
3. TYPICAL JOINT DESIGN GUIDE
4. 주요설계기술
5. General Rules For Duct Design
제 2 절 l/P 일체화 설계 TYPICAL SECTION
1. SECT BL -0
2. SECT BL -204
3. SECT BL -245
4. SECT BL -322
5. SECT BL -400
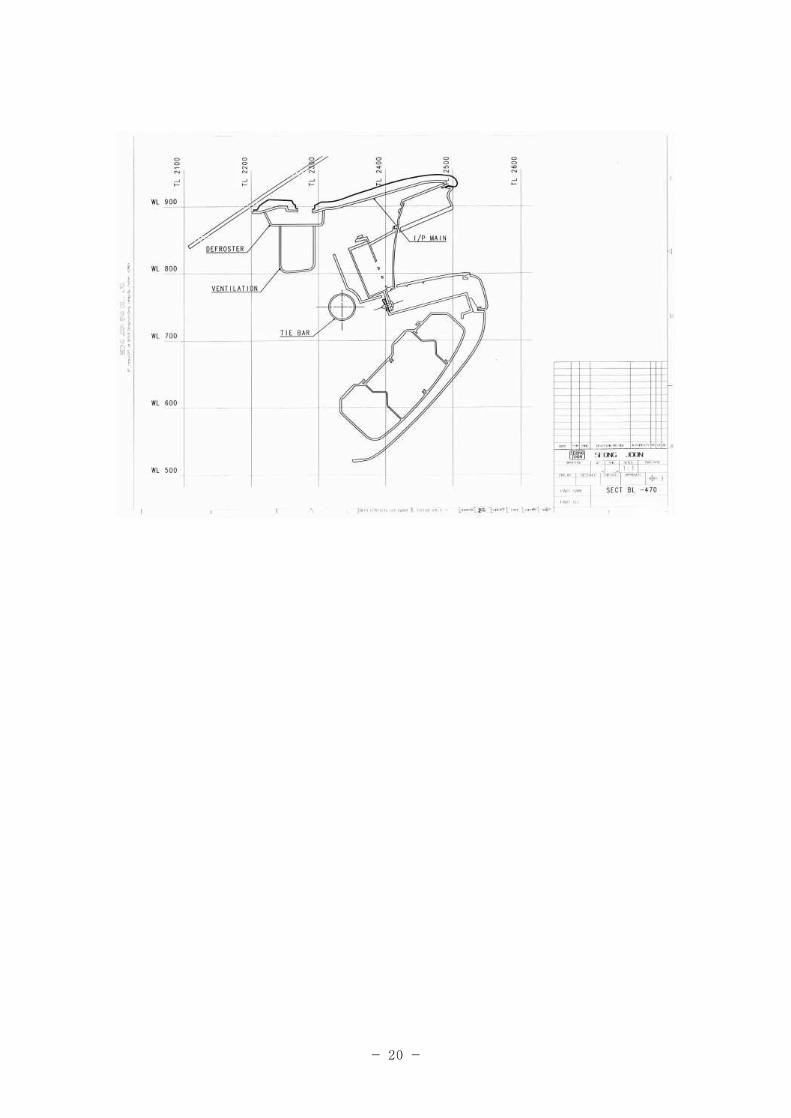
6. SECT BL -470
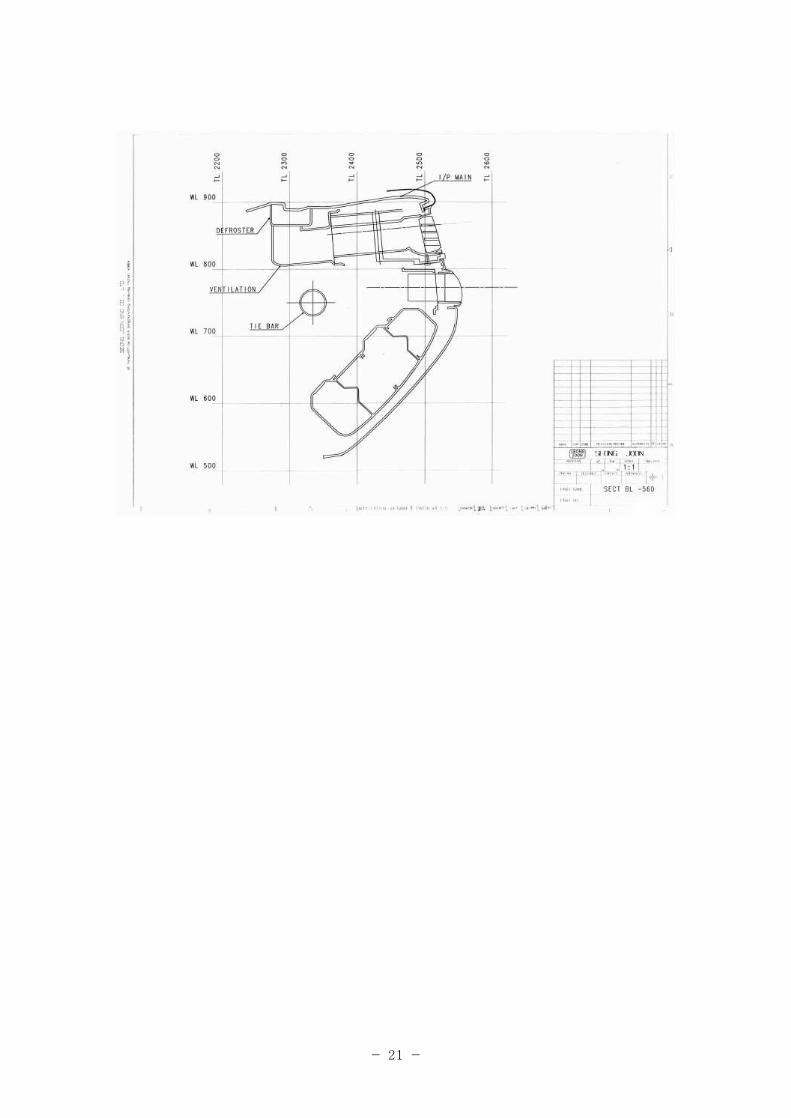
7. SECT BL -560
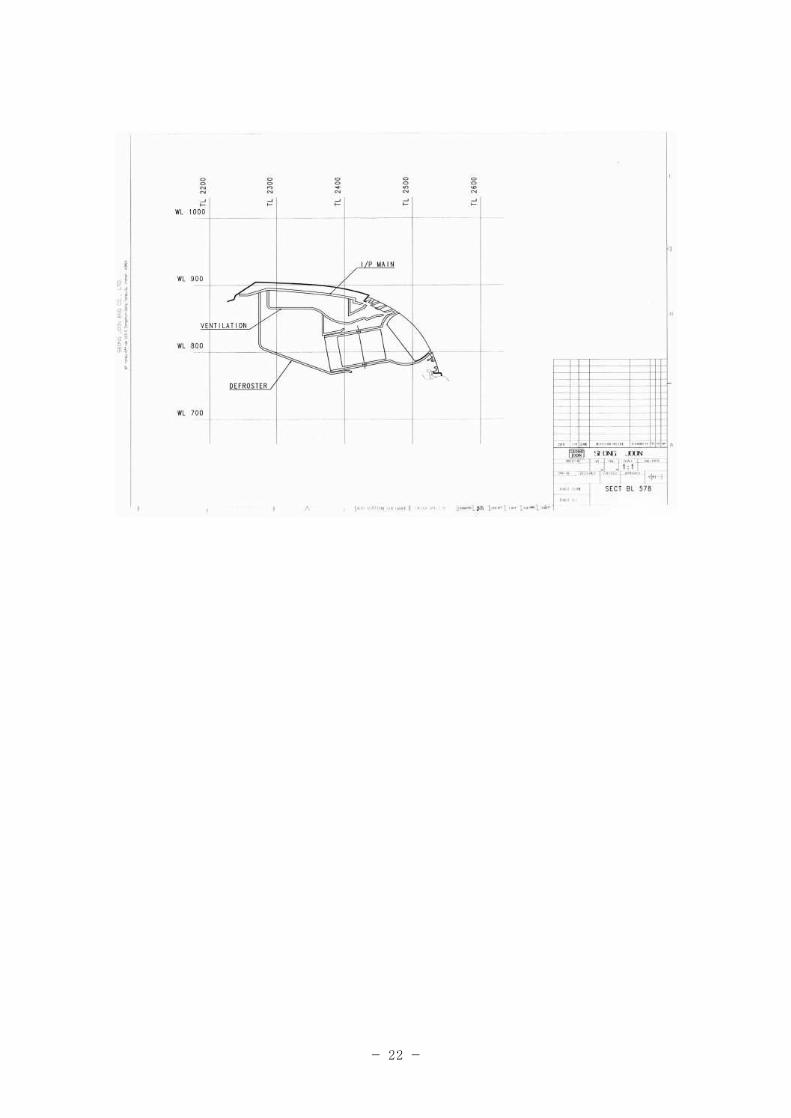
8. SECT BL -578
제 3 절 자동차용 일체용 INSTRUMENT PANEL 충격 흡수 시험 해석
1. 개요
2. Objective
3. Model Generation
4. 시험방법
제 3 장 결 론
제 1 절 기대효과
제 2 절 문제점 및 향후 개선 방향
1. 문제점
2. 향후 개선방향
- 7 -
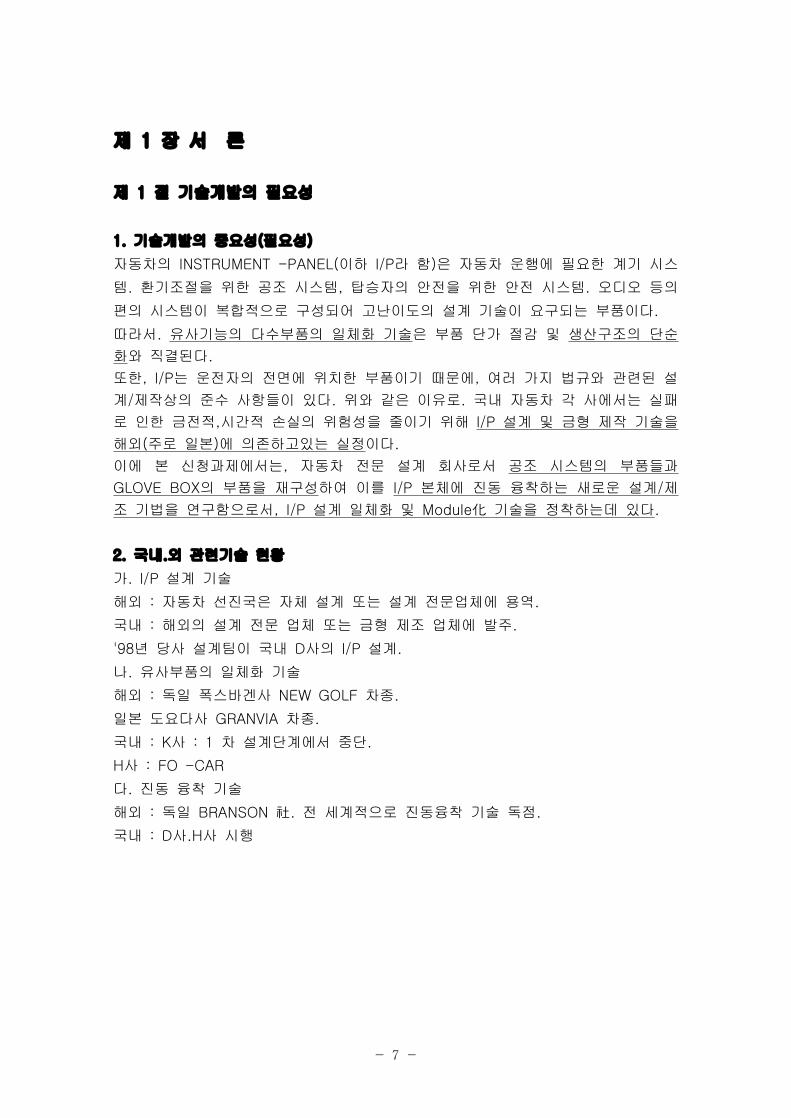
제 1 장 서 론
제 1 절 기술개발의 필요성
1. 기술개발의 중요성(필요성)
자동차의 INSTRUMENT -PANEL(이하 l/P라 함)은 자동차 운행에 필요한 계기 시스
템. 환기조절을 위한 공조 시스템, 탑승자의 안전을 위한 안전 시스템. 오디오 등의
편의 시스템이 복합적으로 구성되어 고난이도의 설계 기술이 요구되는 부품이다.
따라서. 유사기능의 다수부품의 일체화 기술은 부품 단가 절감 및 생산구조의 단순
화와 직결된다.
또한, l/P는 운전자의 전면에 위치한 부품이기 때문에, 여러 가지 법규와 관련된 설
계/제작상의 준수 사항들이 있다. 위와 같은 이유로. 국내 자동차 각 사에서는 실패
로 인한 금전적,시간적 손실의 위험성을 줄이기 위해 l/P 설계 및 금형 제작 기술을
해외(주로 일본)에 의존하고있는 실정이다.
이에 본 신청과제에서는, 자동차 전문 설계 회사로서 공조 시스템의 부품들과
GLOVE BOX의 부품을 재구성하여 이를 I/P 본체에 진동 융착하는 새로운 설계/제
조 기법을 연구함으로서, I/P 설계 일체화 및 Module化 기술을 정착하는데 있다.
2. 국내.외 관련기술 현황
가. l/P 설계 기술
해외 : 자동차 선진국은 자체 설계 또는 설계 전문업체에 용역.
국내 : 해외의 설계 전문 업체 또는 금형 제조 업체에 발주.
'98년 당사 설계팀이 국내 D사의 l/P 설계.
나. 유사부품의 일체화 기술
해외 : 독일 폭스바겐사 NEW GOLF 차종.
일본 도요다사 GRANVIA 차종.
국내 : K사 : 1 차 설계단계에서 중단.
H사 : FO -CAR
다. 진동 융착 기술
해외 : 독일 BRANSON 社. 전 세계적으로 진동융착 기술 독점.
국내 : D사.H사 시행
- 8 -
제 2 절 기술개발의 내용과 범위
1. 최종개발목표
가. DUCT DEFROSTER 일체화 설계 기술
나. CAE 해석을 통한 안전성확보(상해도-80G이하)
다. I/P 일체화 설계 기술을 바탕으로 MODULE 化 기술 진입
라. I/P 설계 일체화 CONCEPT정리
2. 당해연도 개발내용
가. 공조시스템 부품의 일체화 및 진동융착 조립 성계
나. Duct- Defroster, Upr 와 Duct Defroster, Side, L/R의 일체화
다. Junction Block, Upr 와 Duct-Ventilation, Ctr 그리고 Duct-Ventilation, L/R의
일체화
라. 덕트류 일체화 부품과 Instrument Panel Main의 진동융착 조립 설계
나. Instrument Panel 설계시 단계별 검토사항
단계 내용
STYLING
1. Hard Model Feasibility가. 성형성 검토나. 시민성 검토다. 거주성 검토라. 조직성 검토마. 물품수납 공간 구상바. 공조성능 검토사. 서비스성 검토아. 장착성 검토
LAY OUT
1. Pre - Lay Out가. System 별 구상도 작성나. C/O 부품 확정다· Section도 작성라. 공조 성능 계산2. Lay - Out가. System 별 구상도 작성나. System 간 Section다. 관련 부품Section 및 간섭 Check라. Lay Out도 작성
PROTO DESIGN1. Proto Detail Design가. 단품도 작성나. 조립도 작성
PRODUCTION DESIGN
1. Production Detail Design가. Proto Design의 문제점 개선나. 단품 양산도 작성다. 조립도 작성
- 9 -
다. 개발Process
차 종 선 정승용차 부문 J 150
승합차 부문 KV II
개 발 영 역
승용차 부문Lay - Out, Modeling, Drawing, 해석, Mock Up
승합차 부문Lay - Out. Drawing 구조상 내부 공간이 충분하여 설계상 문제 없음
Duct 설계시 고려사항공법변경 : Blow 성형에서 사출성형으로 간섭 Check 공기 토출량의 최적화 Mounting 용 형상 제거(Boss. Rib등) 진동 융착면 형성
자 문 기 업성형공법
참여기업 (주) ASIS
기타기업(주) 성원시험사출(주) 한국 ARRK
진동융착 기술 기타기업 (주) 한국브랜슨
Duct Mock Up제작 성형성, 조립성 확인
해 석 Instrument Panel과 Duet의 진동융착시의 충돌 해석
- 10 -
제 2 장 본 론
제 1 절 개 요
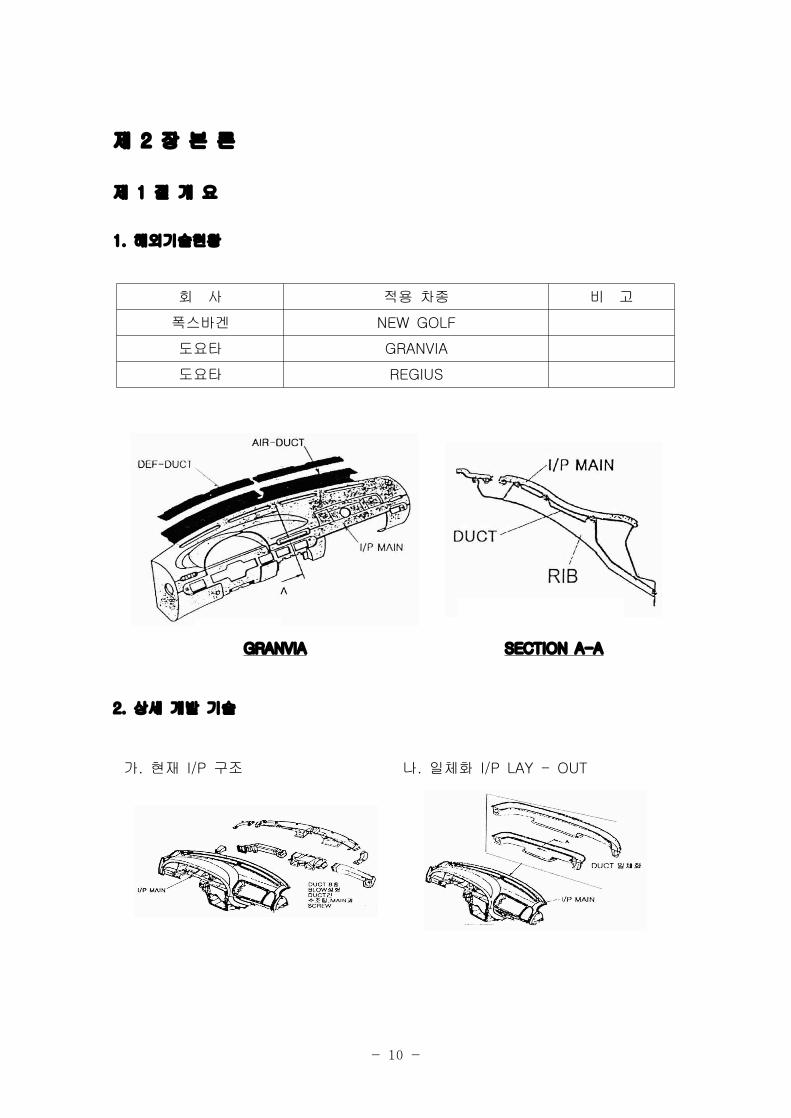
1. 해외기술현황
회 사 적용 차종 비 고
폭스바겐 NEW GOLF
도요타 GRANVIA
도요타 REGIUS
GRANVIA SECTION A-A
2. 상세 개발 기술
가. 현재 I/P 구조 나. 일체화 I/P LAY - OUT
- 11 -
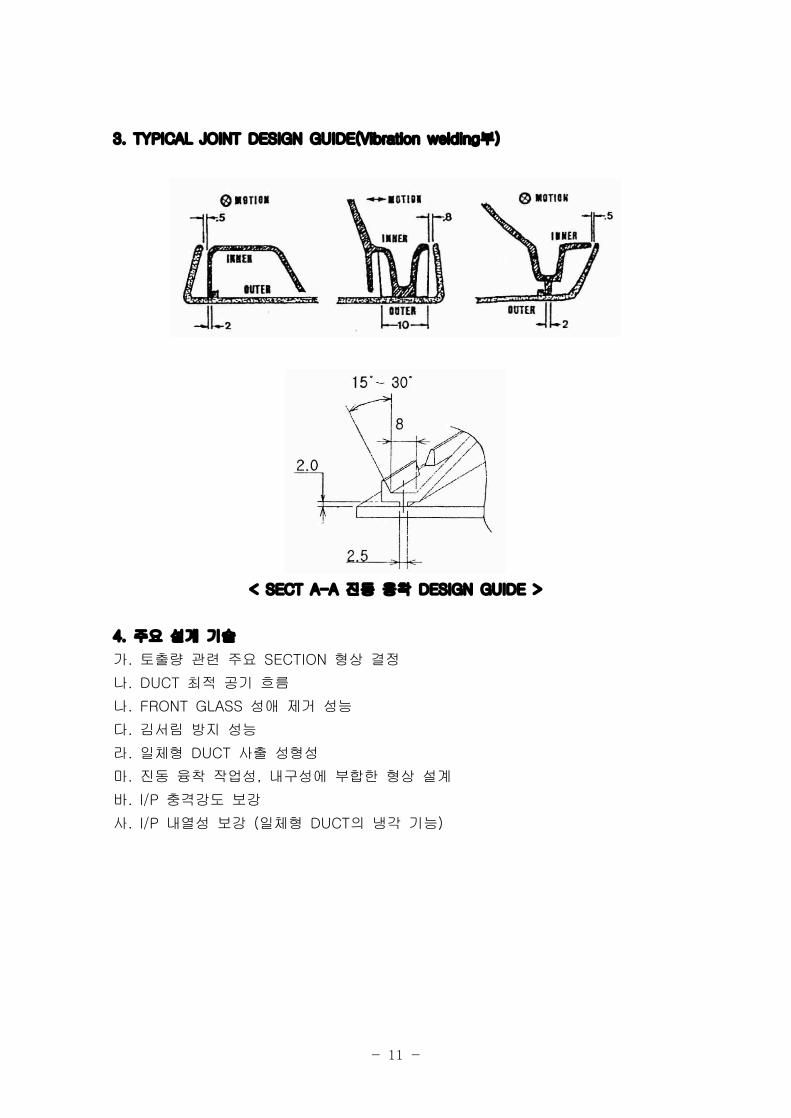
3. TYPICAL JOINT DESIGN GUIDE(Vibration welding부)
< SECT A-A 진동 융착 DESIGN GUIDE >
4. 주요 설계 기술
가. 토출량 관련 주요 SECTION 형상 결정
나. DUCT 최적 공기 흐름
나. FRONT GLASS 성애 제거 성능
다. 김서림 방지 성능
라. 일체형 DUCT 사출 성형성
마. 진동 융착 작업성, 내구성에 부합한 형상 설계
바. l/P 충격강도 보강
사. l/P 내열성 보강 (일체형 DUCT의 냉각 기능)
- 12 -
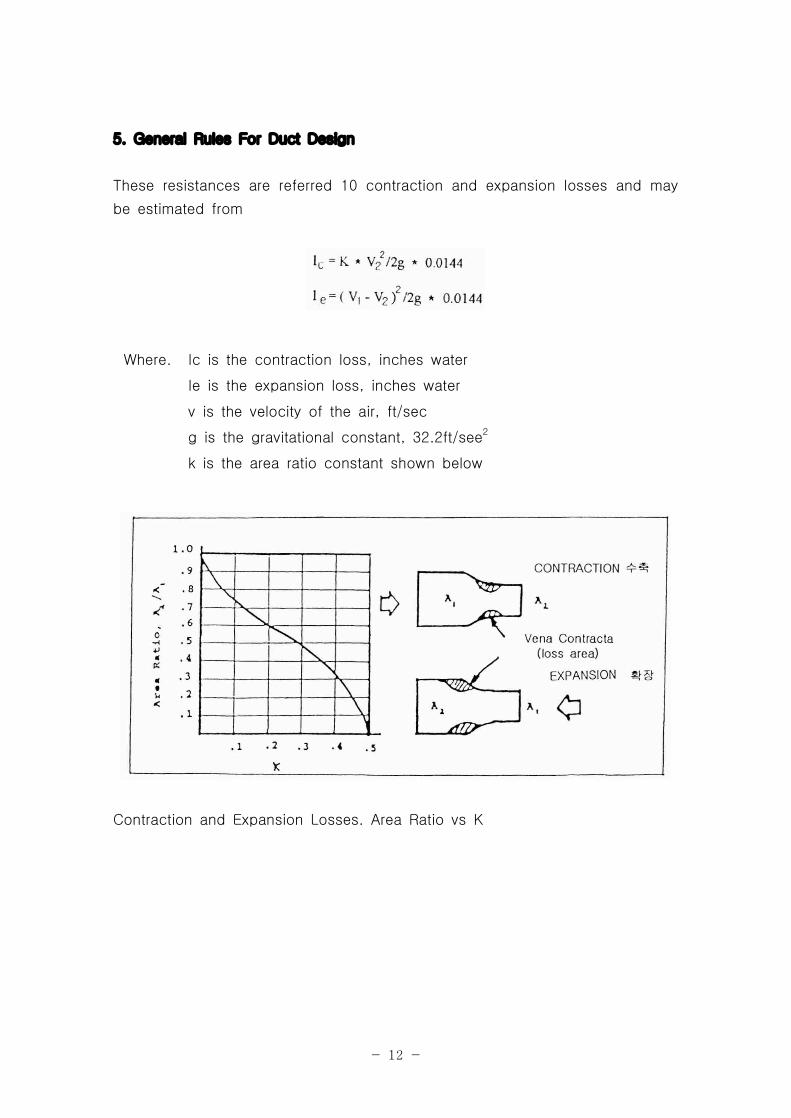
5. General Rules For Duct Design
These resistances are referred 10 contraction and expansion losses and may
be estimated from
Where. Ic is the contraction loss, inches water
Ie is the expansion loss, inches water
v is the velocity of the air, ft/sec
g is the gravitational constant, 32.2ft/see2
k is the area ratio constant shown below
Contraction and Expansion Losses. Area Ratio vs K
- 13 -
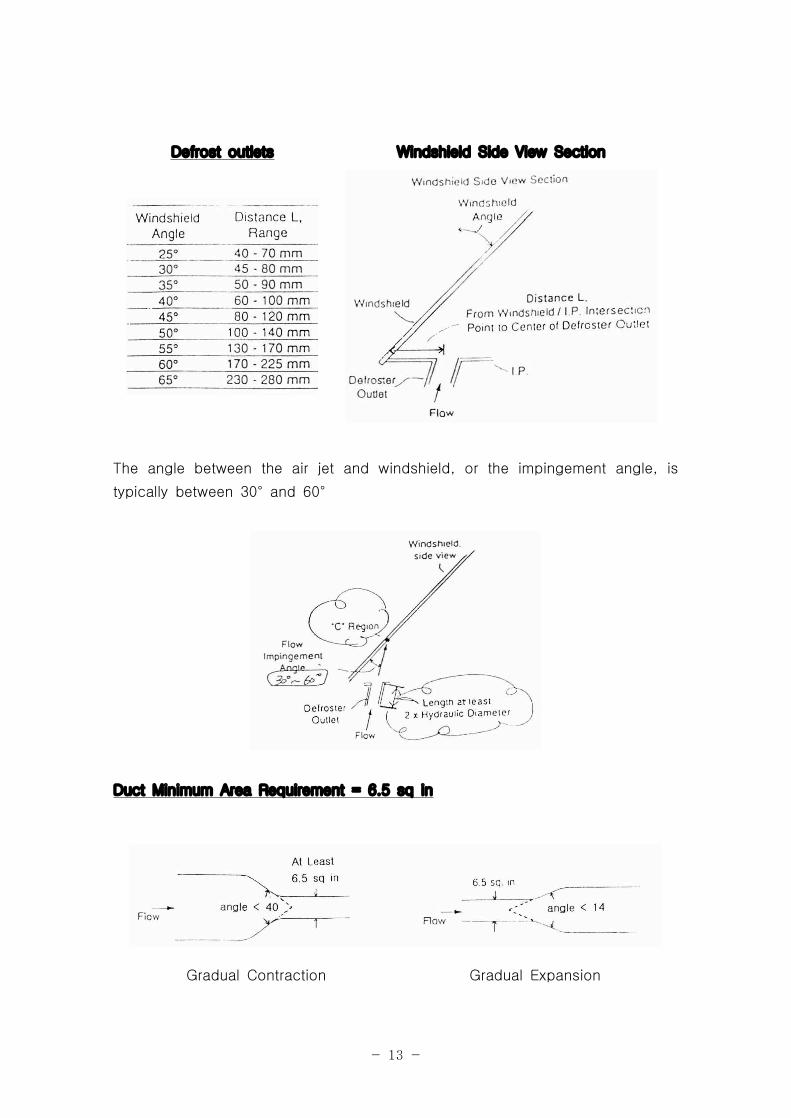
Defrost outlets Windshield Side View Section
The angle between the air jet and windshield, or the impingement angle, is
typically between 30° and 60°
Duct Minimum Area Requirement = 6.5 sq in
Gradual Contraction Gradual Expansion
- 14 -
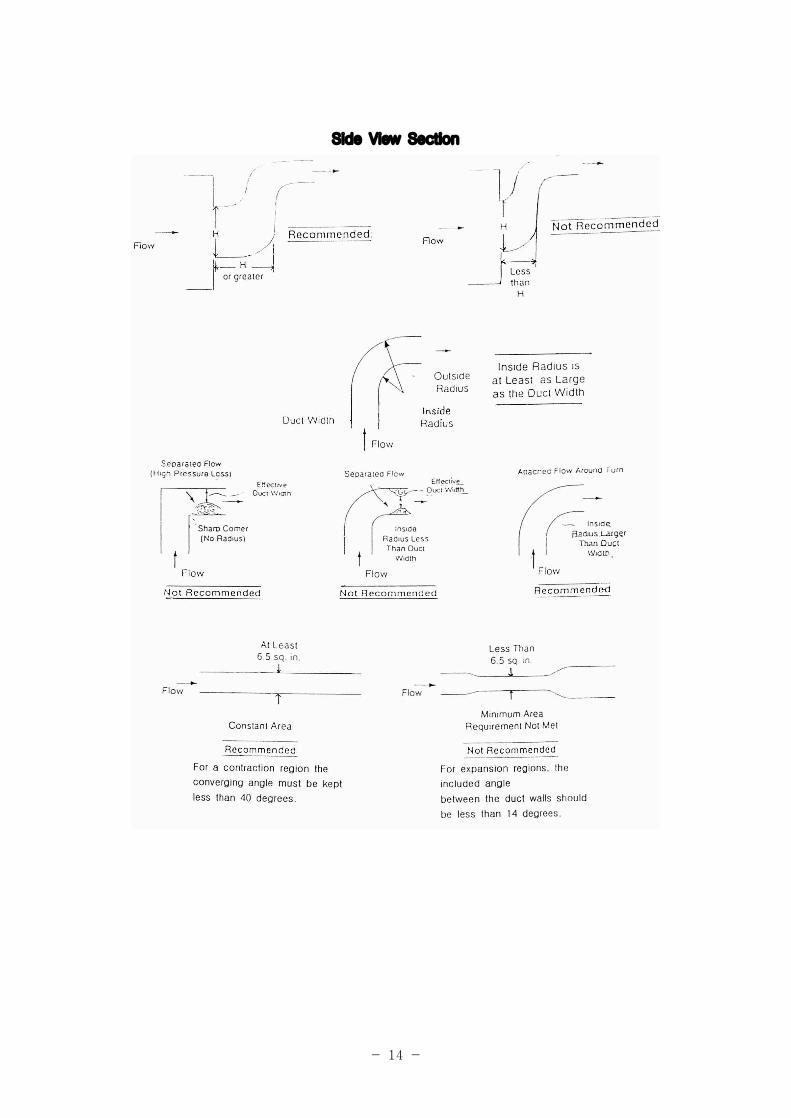
Side View Section
- 15 -
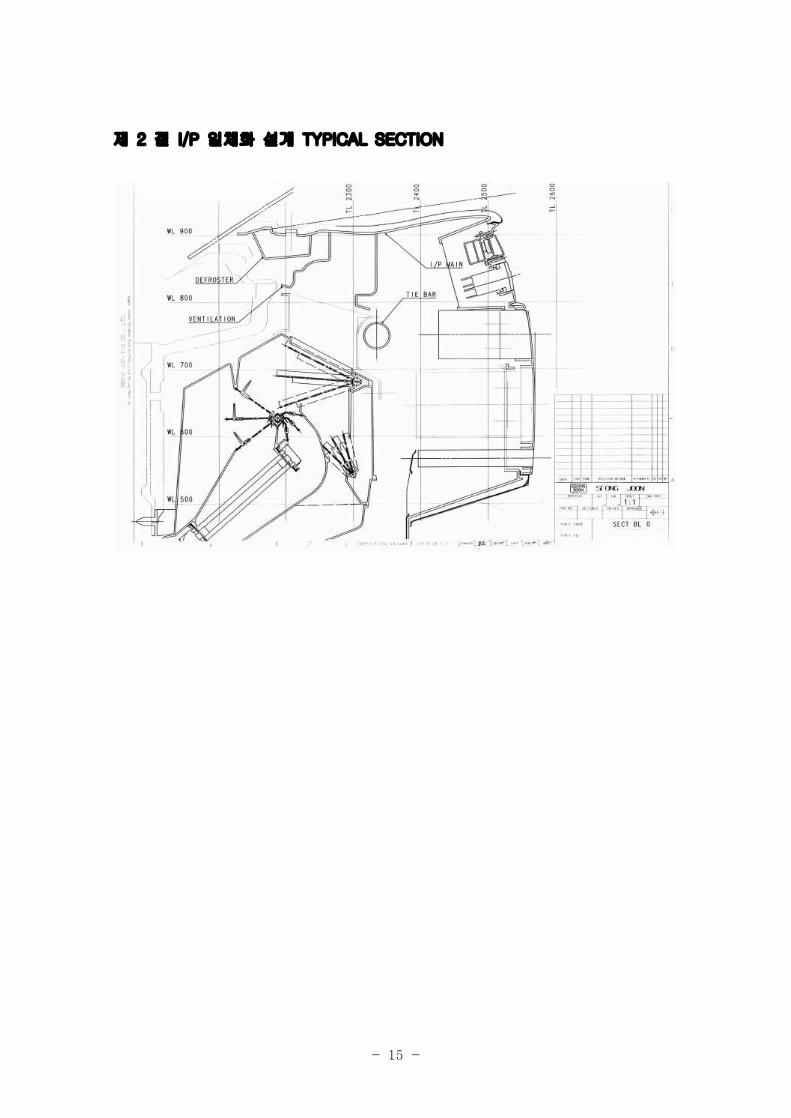
제 2 절 I/P 일체화 설계 TYPICAL SECTION
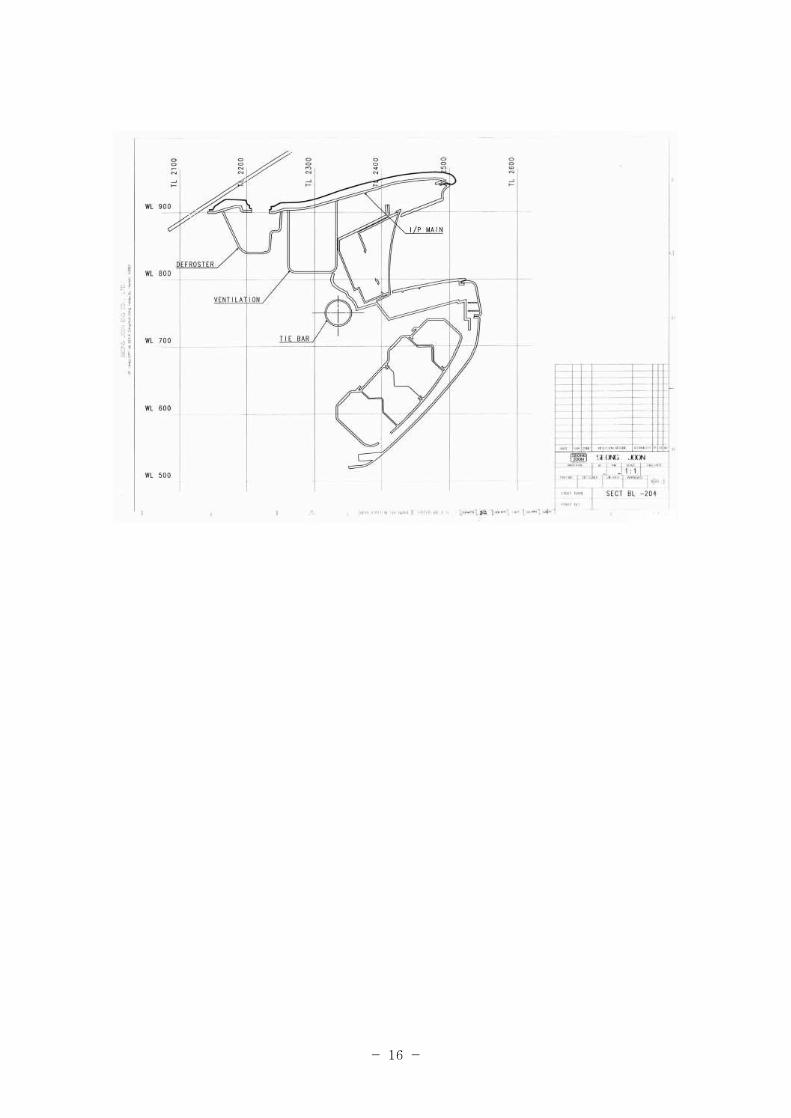
- 16 -
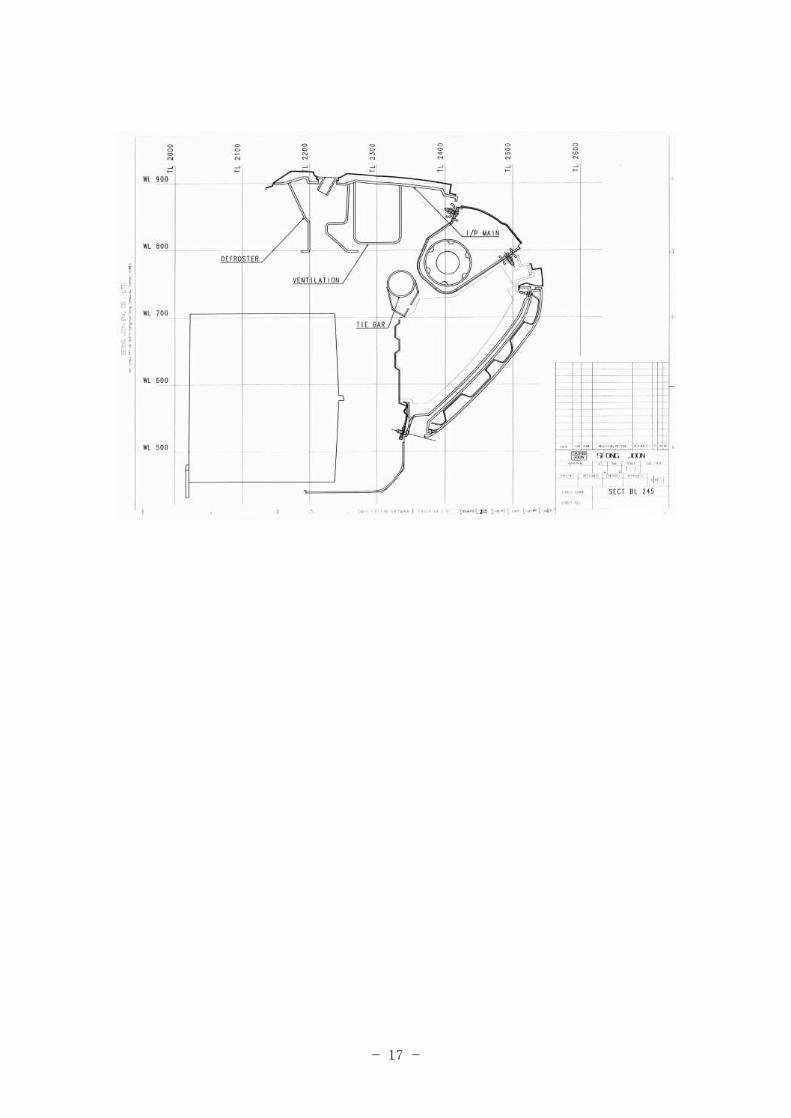
- 17 -
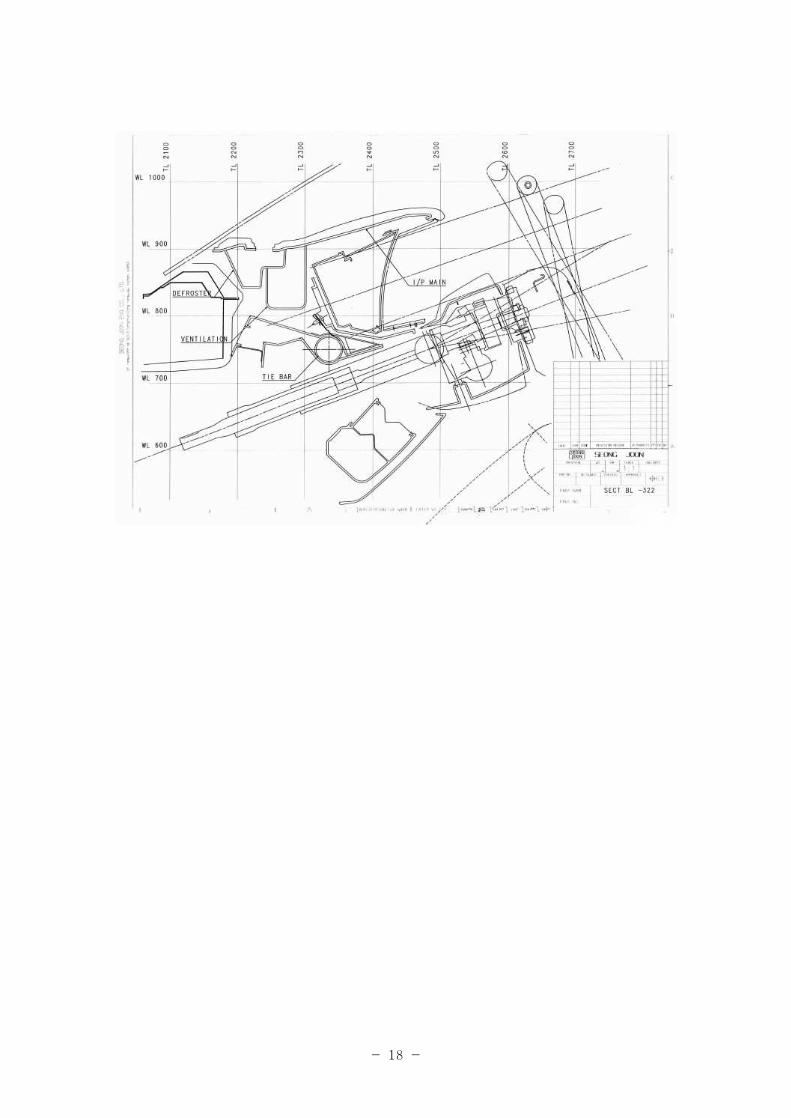
- 18 -
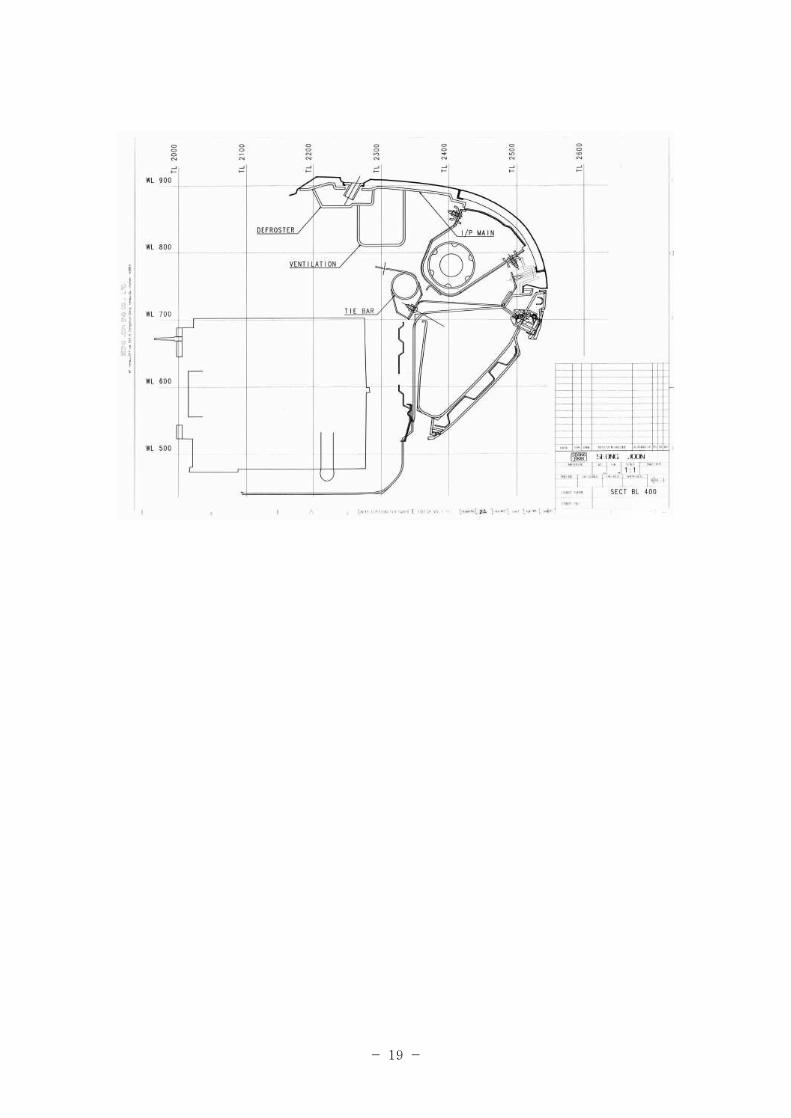
- 19 -
- 20 -
- 21 -
- 22 -
- 23 -
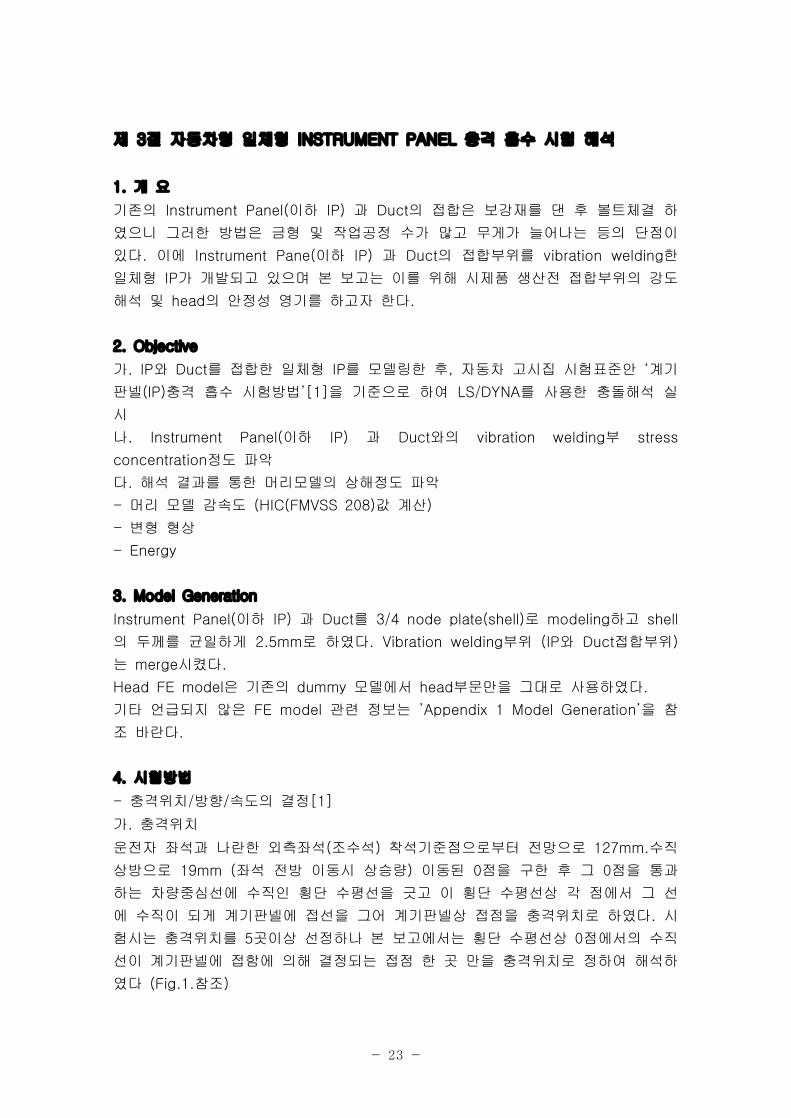
제 3절 자동차형 일체형 INSTRUMENT PANEL 충격 흡수 시험 해석
1. 개 요
기존의 Instrument Panel(이하 IP) 과 Duct의 접합은 보강재를 댄 후 볼트체결 하
였으니 그러한 방법은 금형 및 작업공정 수가 많고 무게가 늘어나는 등의 단점이
있다. 이에 Instrument Pane(이하 IP) 과 Duct의 접합부위를 vibration welding한
일체형 IP가 개발되고 있으며 본 보고는 이를 위해 시제품 생산전 접합부위의 강도
해석 및 head의 안정성 영기를 하고자 한다.
2. Objective
가. IP와 Duct를 접합한 일체형 IP를 모델링한 후, 자동차 고시집 시험표준안 ‘계기
판넬(lP)충격 흡수 시험방법’[1]을 기준으로 하여 LS/DYNA를 사용한 충돌해석 실
시
나. Instrument Panel(이하 IP) 과 Duct와의 vibration welding부 stress
concentration정도 파악
다. 해석 결과를 통한 머리모델의 상해정도 파악
- 머리 모델 감속도 (HIC(FMVSS 208)값 계산)
- 변형 형상
- Energy
3. Model Generation
Instrument Panel(이하 IP) 과 Duct를 3/4 node plate(shell)로 modeling하고 shell
의 두께를 균일하게 2.5mm로 하였다. Vibration welding부위 (IP와 Duct접합부위)
는 merge시켰다.
Head FE model은 기존의 dummy 모델에서 head부문만을 그대로 사용하였다.
기타 언급되지 않은 FE model 관련 정보는 ’Appendix 1 Model Generation’을 참
조 바란다.
4. 시험방법
- 충격위치/방향/속도의 결정[1]
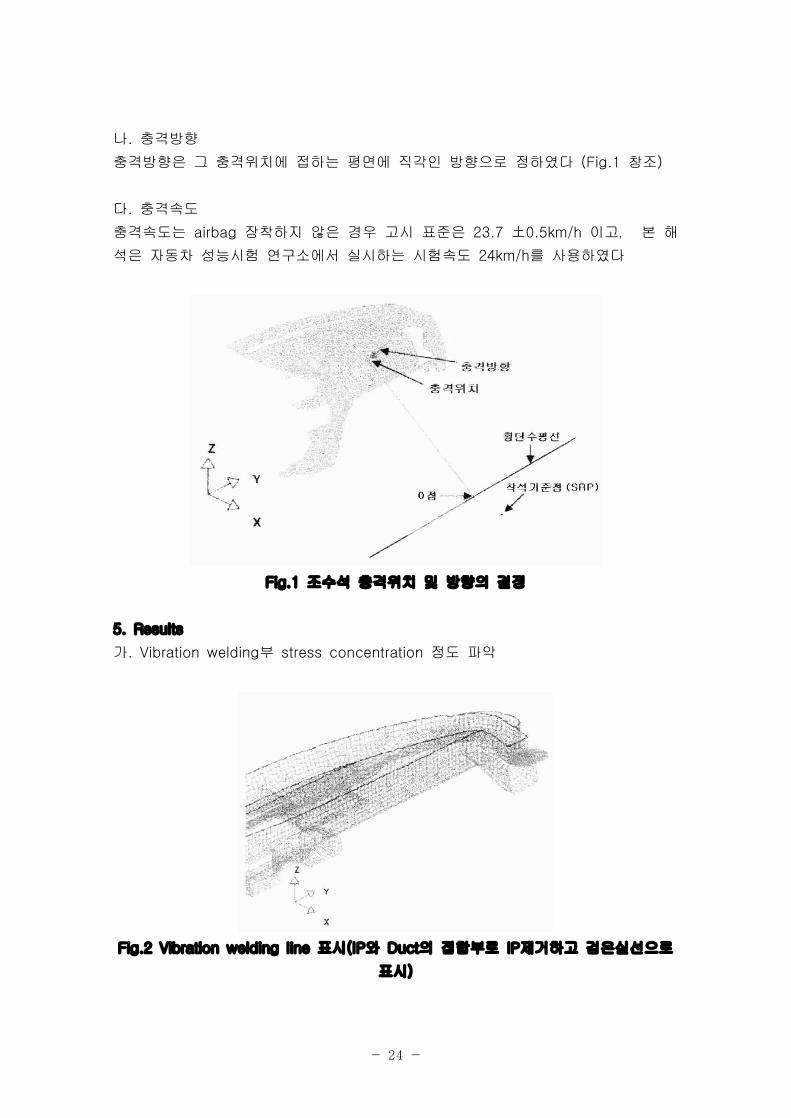
가. 충격위치
운전자 좌석과 나란한 외측좌석(조수석) 착석기준점으로부터 전망으로 127mm.수직
상방으로 19mm (좌석 전방 이동시 상승량) 이동된 0점을 구한 후 그 0점을 통과
하는 차량중심선에 수직인 횡단 수평선을 긋고 이 횡단 수평선상 각 점에서 그 선
에 수직이 되게 계기판넬에 접선을 그어 계기판넬상 접점을 충격위치로 하였다. 시
험시는 충격위치를 5곳이상 선정하나 본 보고에서는 횡단 수평선상 0점에서의 수직
선이 계기판넬에 접함에 의해 결정되는 접점 한 곳 만을 충격위치로 정하여 해석하
였다 (Fig.1.참조)
- 24 -
나. 충격방향
충격방향은 그 충격위치에 접하는 평면에 직각인 방향으로 정하였다 (Fig.1 창조)
다. 충격속도
충격속도는 airbag 장착하지 않은 경우 고시 표준은 23.7 土0.5km/h 이고, 본 해
석은 자동차 성능시험 연구소에서 실시하는 시험속도 24km/h를 사용하였다
Fig.1 조수석 충격위치 및 방향의 결정
5. Results
가. Vibration welding부 stress concentration 정도 파악
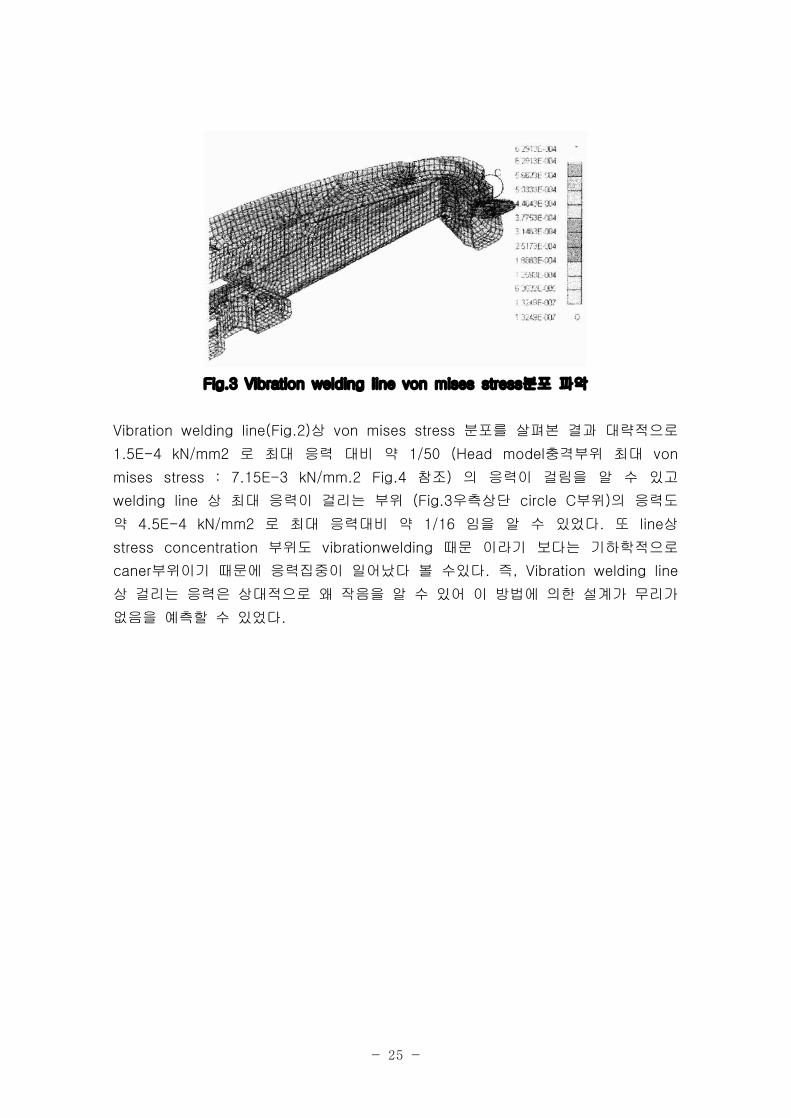
Fig.2 Vibration welding line 표시(IP와 Duct의 접합부로 IP제거하고 검은실선으로
표시)
- 25 -
Fig.3 Vibration welding line von mises stress분포 파악
Vibration welding line(Fig.2)상 von mises stress 분포를 살펴본 결과 대략적으로
1.5E-4 kN/mm2 로 최대 응력 대비 약 1/50 (Head model충격부위 최대 von
mises stress : 7.15E-3 kN/mm.2 Fig.4 참조) 의 응력이 걸림을 알 수 있고
welding line 상 최대 응력이 걸리는 부위 (Fig.3우측상단 circle C부위)의 응력도
약 4.5E-4 kN/mm2 로 최대 응력대비 약 1/16 임을 알 수 있었다. 또 line상
stress concentration 부위도 vibrationwelding 때문 이라기 보다는 기하학적으로
caner부위이기 때문에 응력집중이 일어났다 볼 수있다. 즉, Vibration welding line
상 걸리는 응력은 상대적으로 왜 작음을 알 수 있어 이 방법에 의한 설계가 무리가
없음을 예측할 수 있었다.
- 26 -
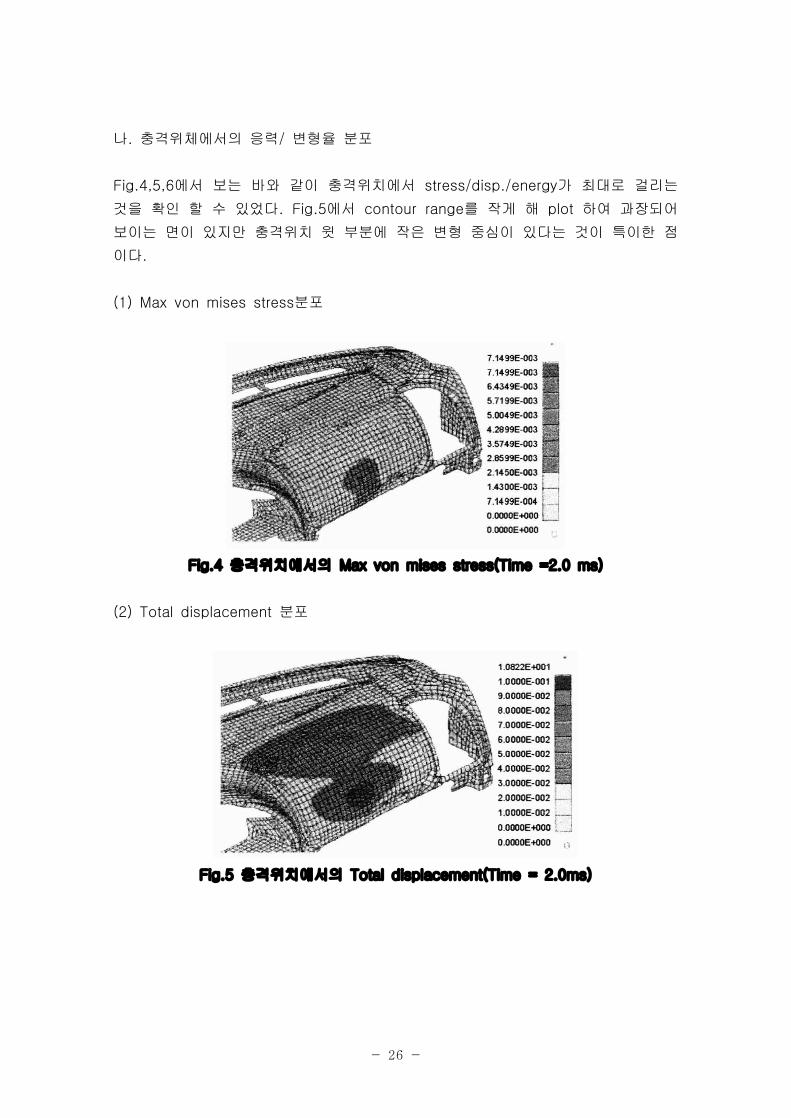
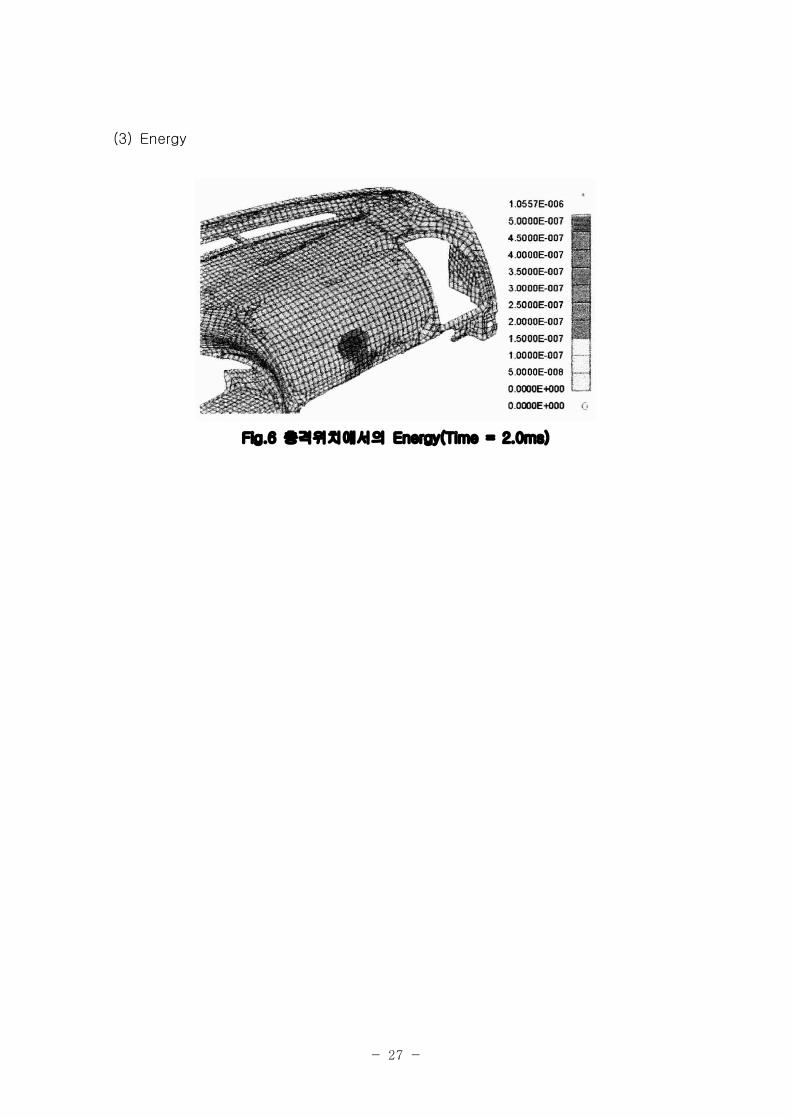
나. 충격위체에서의 응력/ 변형율 분포
Fig.4,5,6에서 보는 바와 같이 충격위치에서 stress/disp./energy가 최대로 걸리는
것을 확인 할 수 있었다. Fig.5에서 contour range를 작게 해 plot 하여 과장되어
보이는 면이 있지만 충격위치 윗 부분에 작은 변형 중심이 있다는 것이 특이한 점
이다.
(1) Max von mises stress분포
Fig.4 충격위치에서의 Max von mises stress(Time =2.0 ms)
(2) Total displacement 분포
Fig.5 충격위치에서의 Total displacement(Time = 2.0ms)
- 27 -
(3) Energy
Fig.6 충격위치에서의 Energy(Time = 2.0ms)
- 28 -
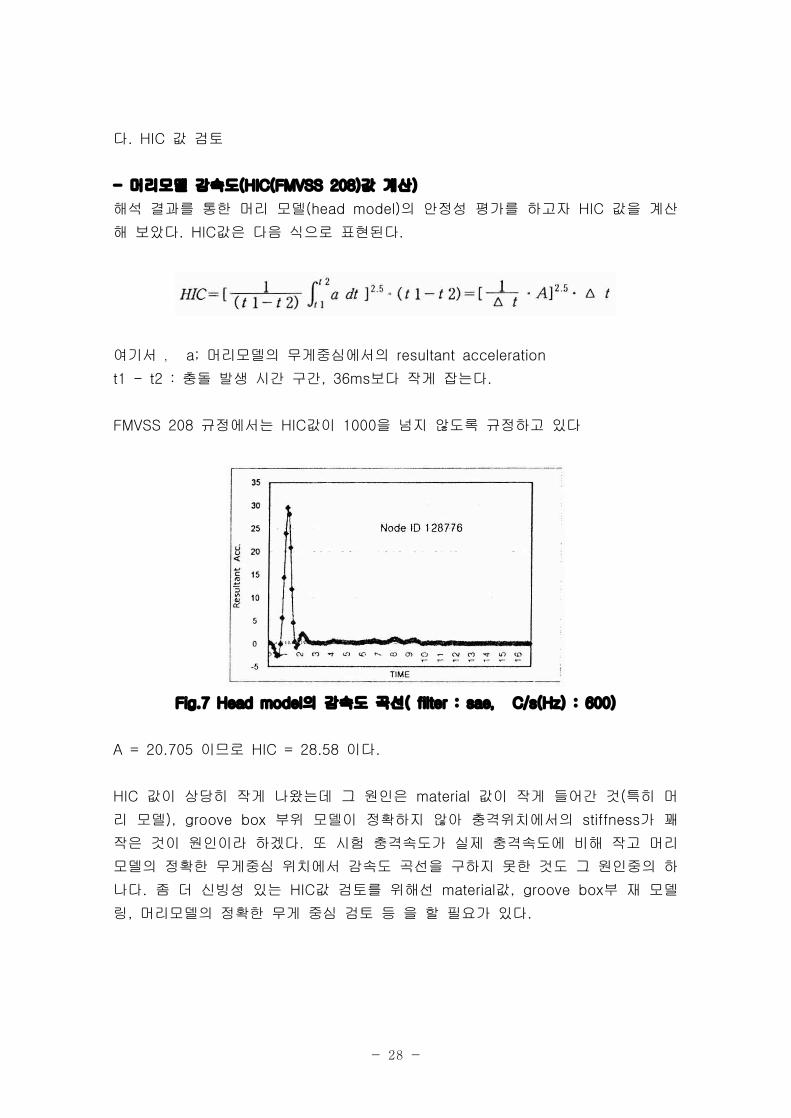
다. HIC 값 검토
- 머리모델 감속도(HIC(FMVSS 208)값 계산)
해석 결과를 통한 머리 모델(head model)의 안정성 평가를 하고자 HIC 값을 계산
해 보았다. HIC값은 다음 식으로 표현된다.
여기서 , a; 머리모델의 무게중심에서의 resultant acceleration
t1 - t2 : 충돌 발생 시간 구간, 36ms보다 작게 잡는다.
FMVSS 208 규정에서는 HIC값이 1000을 넘지 않도록 규정하고 있다
Fig.7 Head model의 감속도 곡선( filter : sae, C/s(Hz) : 600)
A = 20.705 이므로 HIC = 28.58 이다.
HIC 값이 상당히 작게 나왔는데 그 원인은 material 값이 작게 들어간 것(특히 머
리 모델), groove box 부위 모델이 정확하지 않아 충격위치에서의 stiffness가 꽤
작은 것이 원인이라 하겠다. 또 시험 충격속도가 실제 충격속도에 비해 작고 머리
모델의 정확한 무게중심 위치에서 감속도 곡선을 구하지 못한 것도 그 원인중의 하
나다. 좀 더 신빙성 있는 HIC값 검토를 위해선 material값, groove box부 재 모델
링, 머리모델의 정확한 무게 중심 검토 등 을 할 필요가 있다.
- 29 -
6. Conclusion
가. Vibration welding line 상 걸리는 응력을 예측하여 이 부분의 응력이 작음을 알
수 있어 이 방법에 의한 설계가 무리가 없음을 예측할 수 있었다.
나. 충격위치에서 stress/disp./energy 가 최대로 걸리는 것을 확인gkf 수 있었다.
(Time = 1.2ms일 때 응력값 최대)
다. HIC 값이 1000 이하로 작게 나와 FMVSS 기준을 만족하나 FE model 상의 원
인(특히 material값이 다소 작은 것으로 판단됨(head부)으로 실제 현상보다 작게 나
온 것으로 판단되어 차후 FE model 변경 후 재해석을 실시하고자 한다.
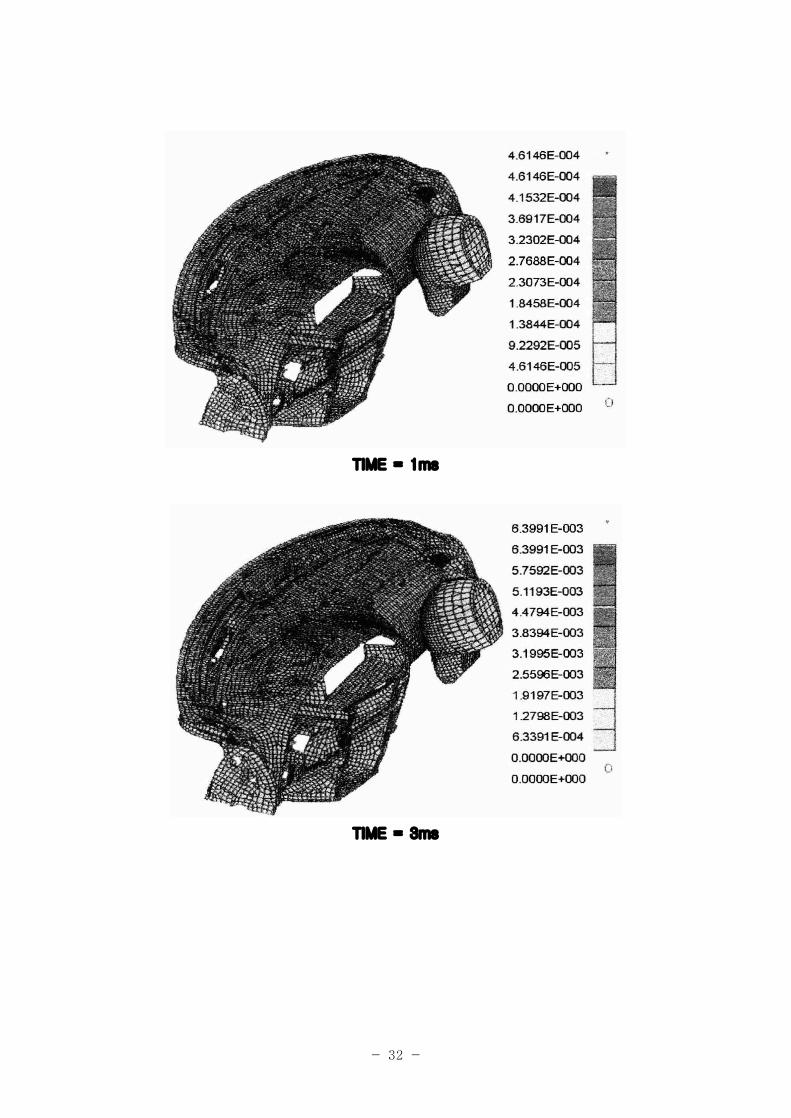
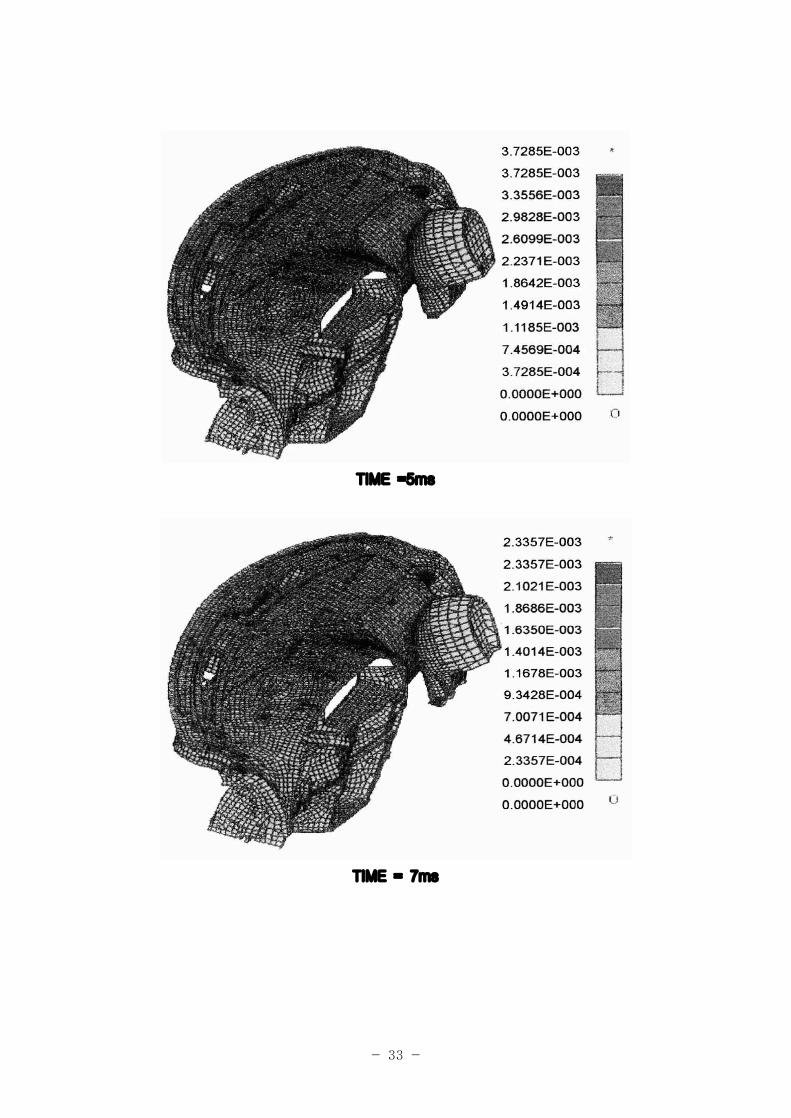
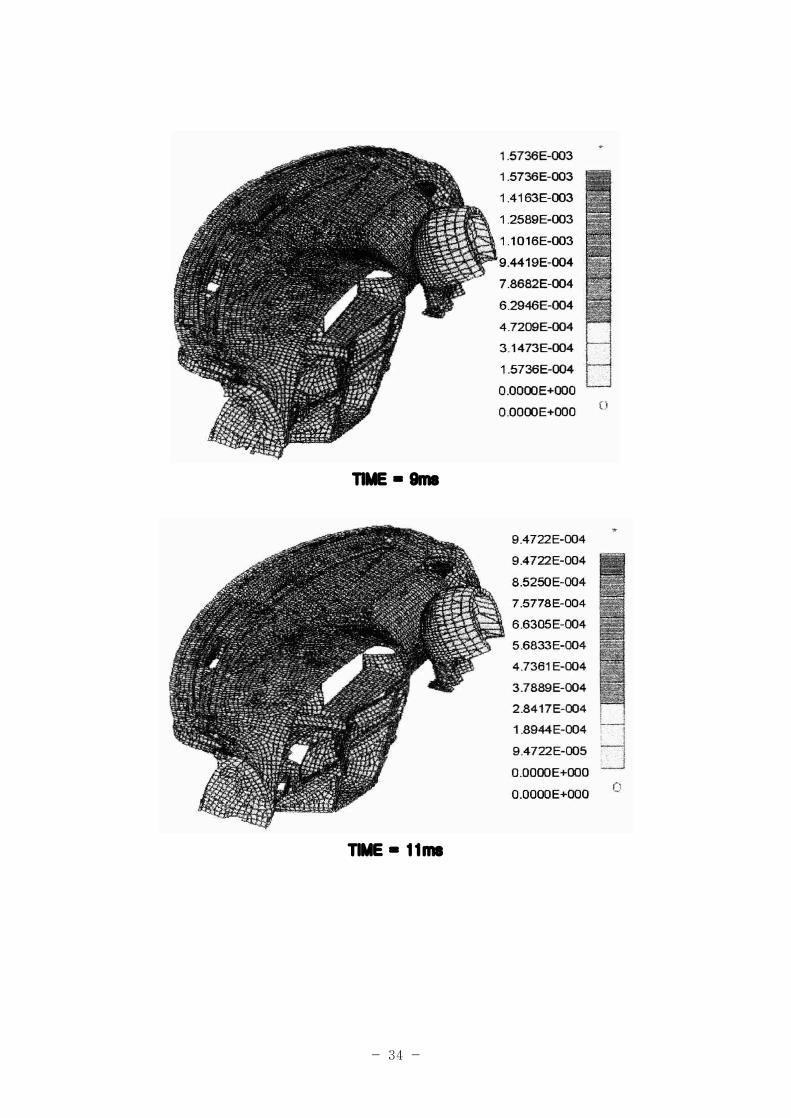
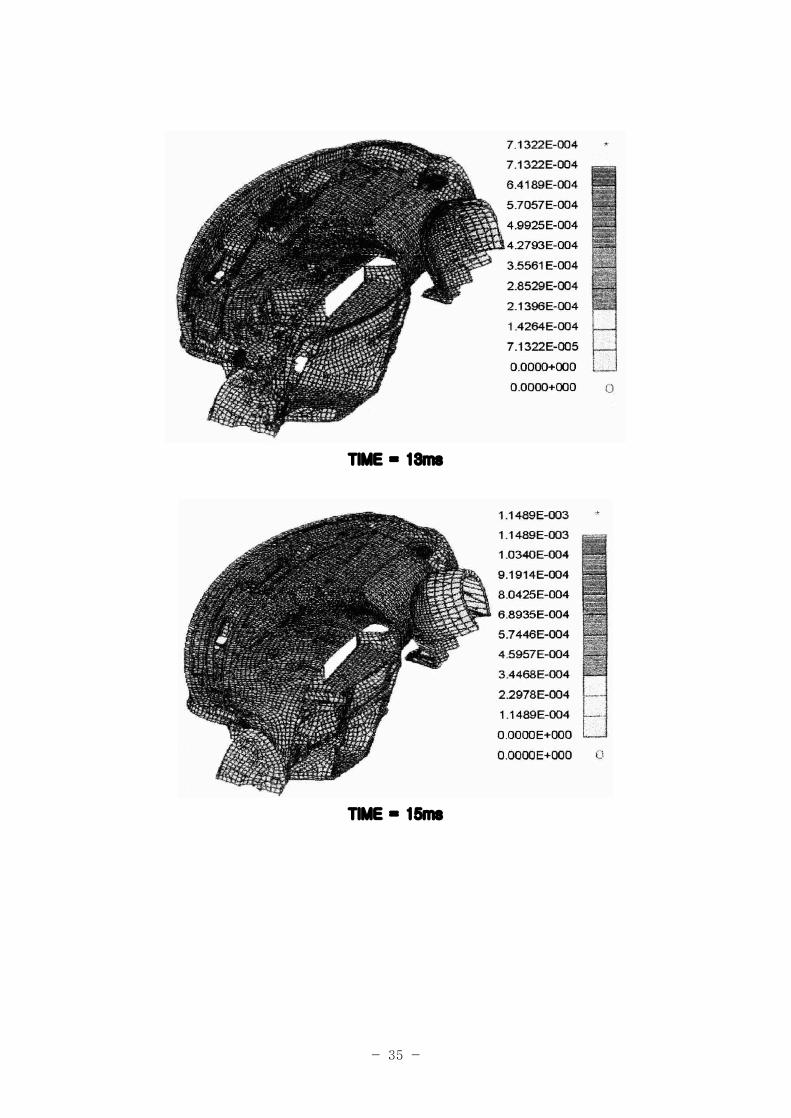
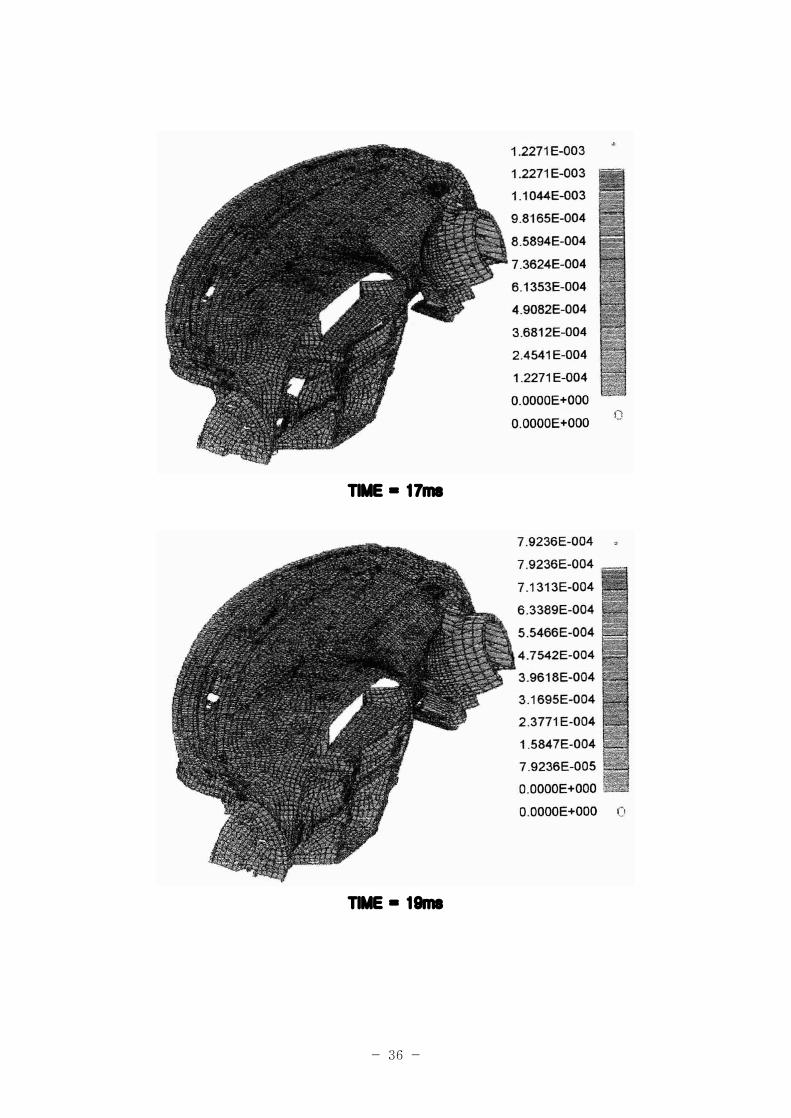
라. 시간에 따른 변형형상 및 응력 분포를 ’Appendix 2. Simulation Results(Max.
vonmises)’ 에서 보듯이 응력은 3ms (엄밀하게는 12ms임. Fig.7참조)에서 최대값
을 갖고 변형값은 응력과 위상차틀 가지고 응력 최대 시간 이후에 최대값이 나타남
을 알 수 있다.
- 30 -
Appendix 1. Model Generation
가. Analysis condition
(1) Boundary Conditions
Instrument Panel 및 Duct 의 차량과의 접합부 Fixed
(2) Head의 충격속도 (하중조건)
v = 24 km/h
Head FE model 의 도심(centroid)에 local coordinate를 설정하여 충격방향(본 보
고3.2)참조)을 local x축으로 잡고 local x방향(충격방향)으로 정속(v=24 km/h)으로
IP groove box 부위에 충돌 시킴
나. FE model
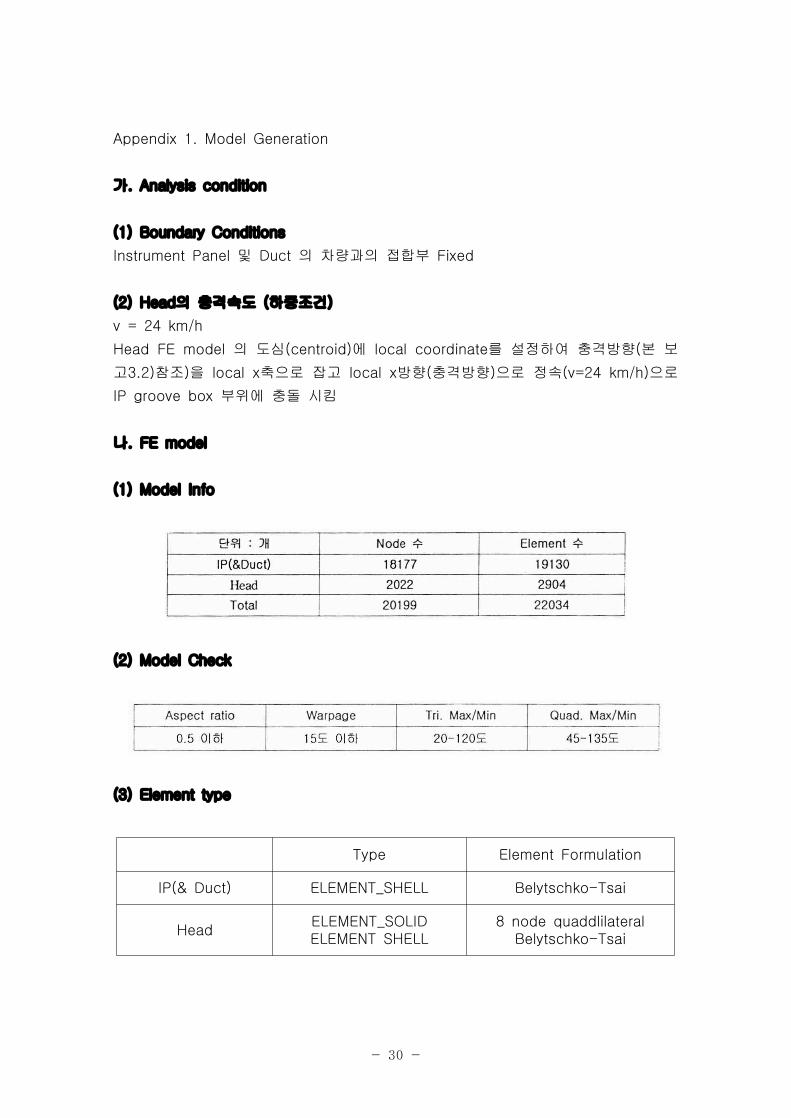
(1) Model Info
(2) Model Check
(3) Element type
Type Element Formulation
IP(& Duct) ELEMENT_SHELL Belytschko-Tsai
Head ELEMENT_SOLIDELEMENT SHELL
8 node quaddlilateral Belytschko-Tsai
- 31 -
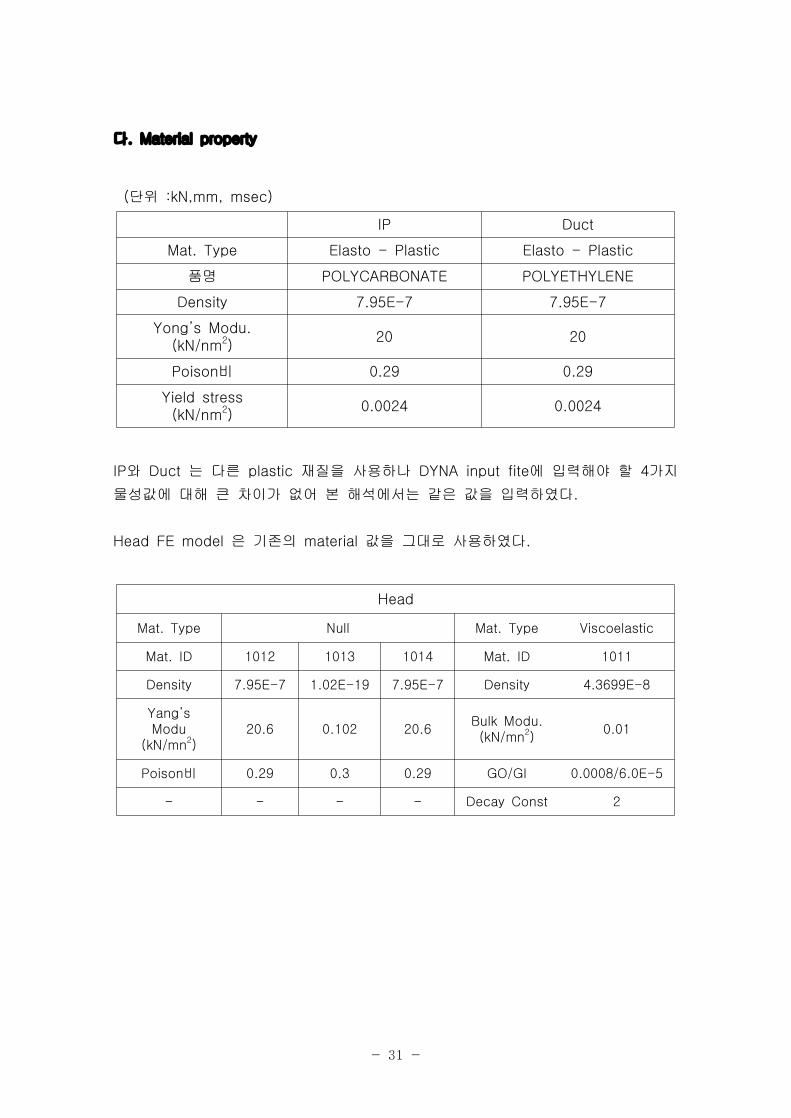
다. Material property
(단위 :kN,mm, msec)
IP Duct
Mat. Type Elasto - Plastic Elasto - Plastic
품명 POLYCARBONATE POLYETHYLENE
Density 7.95E-7 7.95E-7
Yong’s Modu. (kN/nm2)
20 20
Poison비 0.29 0.29
Yield stress (kN/nm2)
0.0024 0.0024
IP와 Duct 는 다른 plastic 재질을 사용하나 DYNA input fite에 입력해야 할 4가지
물성값에 대해 큰 차이가 없어 본 해석에서는 같은 값을 입력하였다.
Head FE model 은 기존의 material 값을 그대로 사용하였다.
Head
Mat. Type Null Mat. Type Viscoelastic
Mat. ID 1012 1013 1014 Mat. ID 1011
Density 7.95E-7 1.02E-19 7.95E-7 Density 4.3699E-8
Yang’s Modu
(kN/mn2)20.6 0.102 20.6
Bulk Modu. (kN/mn2)
0.01
Poison비 0.29 0.3 0.29 GO/GI 0.0008/6.0E-5
- - - - Decay Const 2
- 32 -
TIME = 1ms
TIME = 3ms
- 33 -
TIME =5ms
TIME = 7ms
- 34 -
TIME = 9ms
TIME = 11ms
- 35 -
TIME = 13ms
TIME = 15ms
- 36 -
TIME = 17ms
TIME = 19ms
- 37 -
제 3 장 결 론
제 1절 기대효과
1. Tool 제작시 I/P Main 및 Duel Mounting좌면 Core를 제작할 필요가 없이 제작
비 감소 및 일정단축 특히 복잡한 내부구조를 피해 mounting 위치 결정 불필요
2. 냉, 난방 공기의 유동 흐름성이 양호하고 토출량등 제작 공법상 Design Rule 적
용이 가능
3. Duct를 Instrument Panel에 밀착시킴으로서 조립 및 기타 여유 공간 확보
4. 제작 조립공정 단순화
5. 자동차 Model Design후 설계공법, 제조 방법 변경시에는 일정 및 비용에 큰 영
향용 주나 I/P 일체형 설계기술을 STANDARD 化 함으로서 자동차 구상 설계 단계
에서 공법을 적용하므로 개발비 질감, 개발일정 단축, 양산 및 MS양호 기대됨.
6. Instrument Panel의 Mod띠e化 설계기반확보
제 2 절 문제점 및 향후 개선 방향
1. 문제점
가. 자동차 개발 flow 완벽한 기술로 인정되기전 실제 적용하기에 너무 큰 부담
나· l/P 일체 설계를 만족하기 위해선 Vibration welding 기술. 열융착기술 등 l/P
양산업체가 기술 및 설비를 두루 갖추어야 함.
다. 설계 엔지니어링 업체와 제작업체 해석업체의 참여로 설계기술 개발을 하였으
나. 자동차시의 불참 이 결과적으로 사업화 결정에 커다란 애로 사항이 됨.
2. 향후 개선방향
가· l/P 일체화 or Module화 할수 있는 설비 및 기술이 범용성 있고 가격경쟁력이
있을 때 설계 기술에 의한 신차종 개발 가능
나· l/P 일체화 Module는 신차종 Design Concept 단계에서 결정하므로 선행부서
가 인정할 수 있도록 설계의 STANDARD와 설비의 안정성, 경제성 확보 필요
- 38 -
- 39 -
- 40 -
Reference
[1] 건설교통부,‘계기판넬 충격흡수 시험방법’ 자동차 관련 고시집. ‘97.1. No.9.
pp54
[2] Federal Motor Vehicle Safety Standards(FMVSS) §571.208. ‘98.1. PP510