Embed Size (px)
Citation preview
1
Effizienz und Flexibilisierungspotenziale in der Industrie
am Beispiel der Druckluftbereitstellung
Seminar
Mobilisierung bislang unerschlossener
Energieeffizienzpotenziale
14. Oktober 2014, München, hbw
2 2
Agenda
1. Status Quo der Druckluftnutzung – Kostentreiber und Optimierungsmöglichkeiten
2. Lastflexibilisierung als Beitrag zur Versorgungssicherheit und aktuelle
Vermarktungsmöglichkeiten
3. Kosten-Nutzen-Analyse anhand konkreter Fallbeispiele
3 3
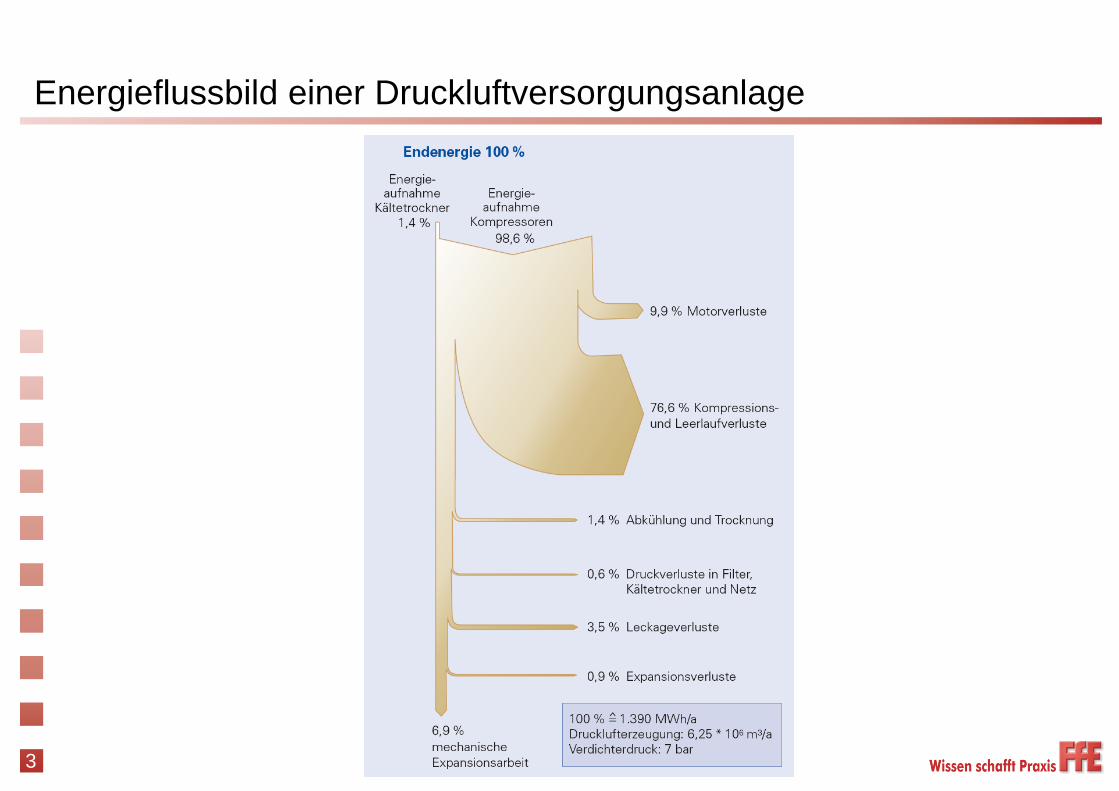
Energieflussbild einer Druckluftversorgungsanlage
4 4
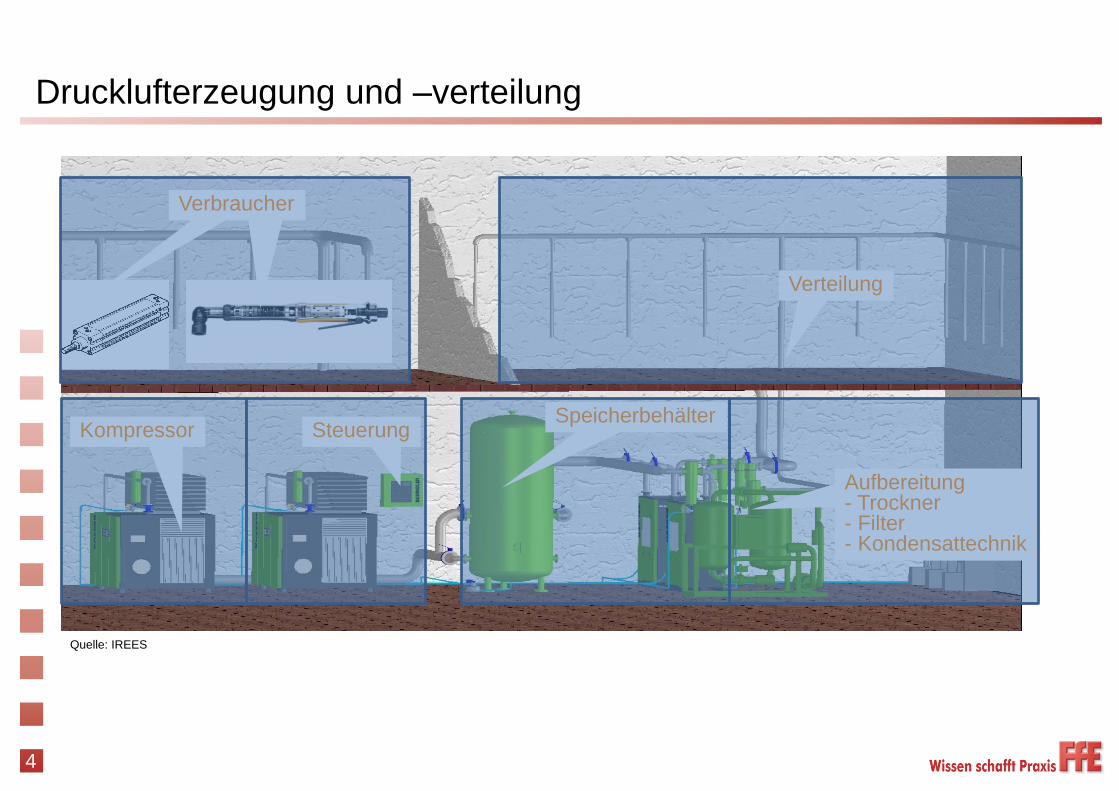
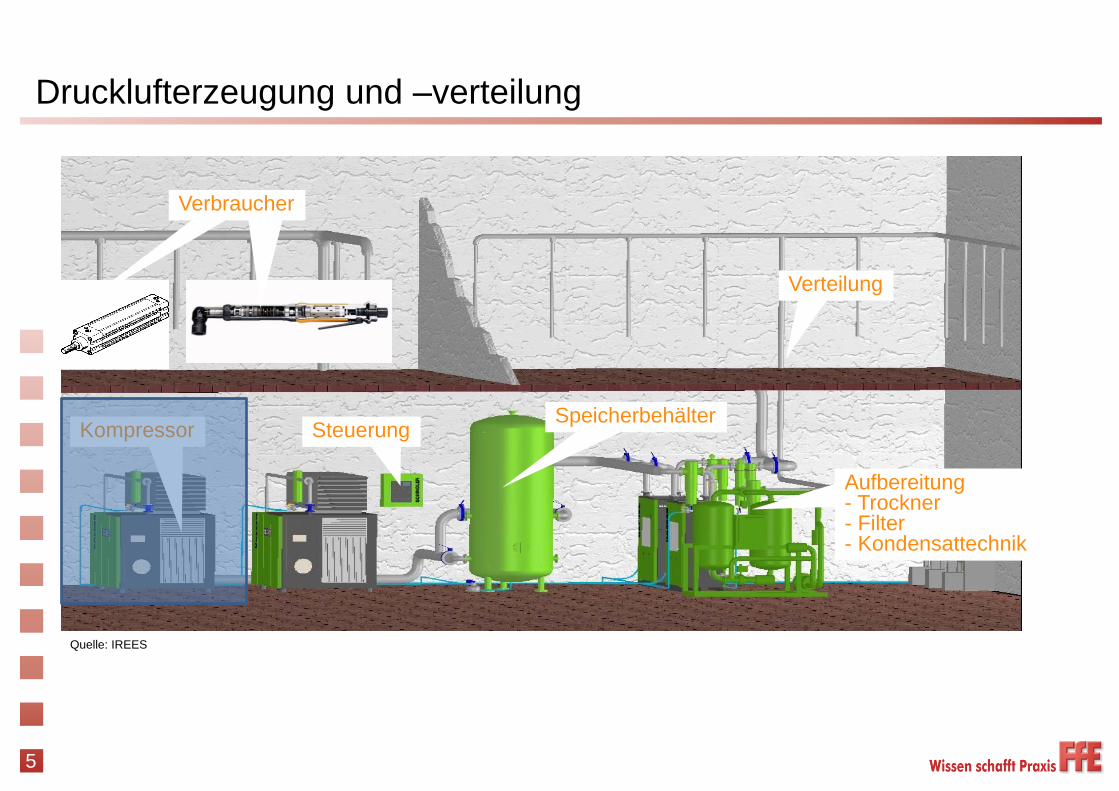
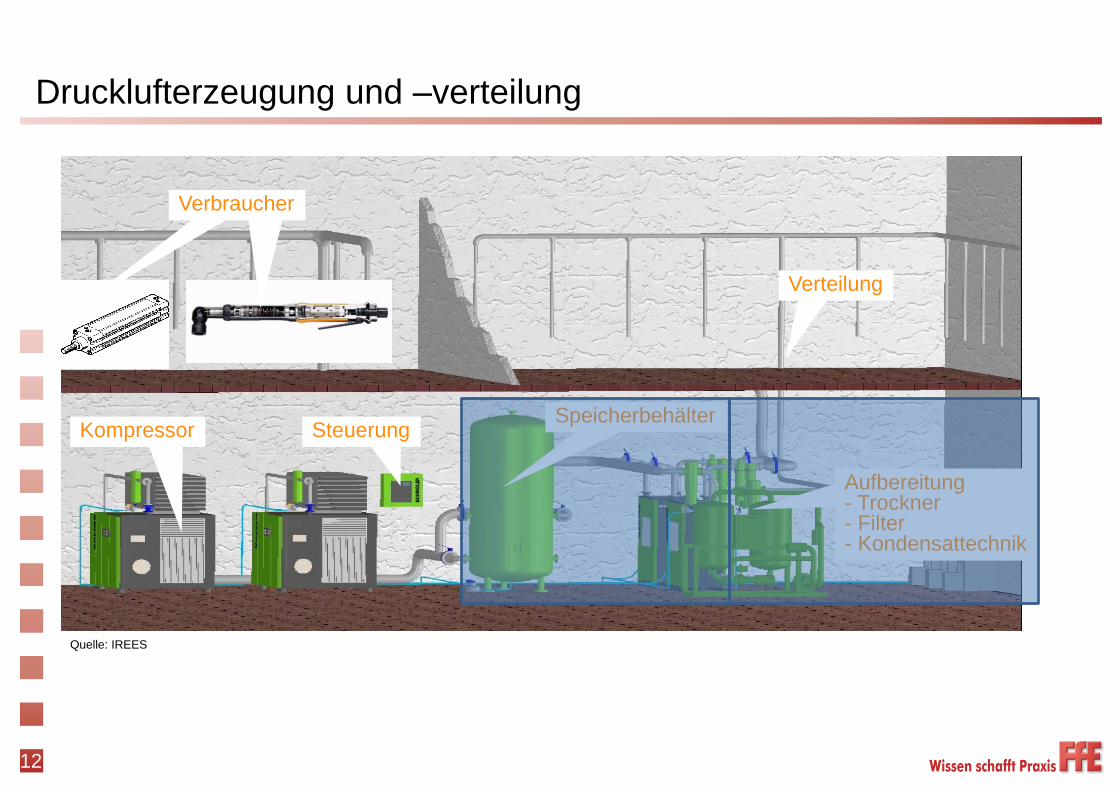
Drucklufterzeugung und –verteilung
Kompressor Steuerung Speicherbehälter
Aufbereitung - Trockner - Filter - Kondensattechnik
Verteilung
Verbraucher Verbraucher
Quelle: IREES
5 5
Drucklufterzeugung und –verteilung
Kompressor Steuerung Speicherbehälter
Aufbereitung - Trockner - Filter - Kondensattechnik
Verteilung
Verbraucher Verbraucher
Quelle: IREES
6 6
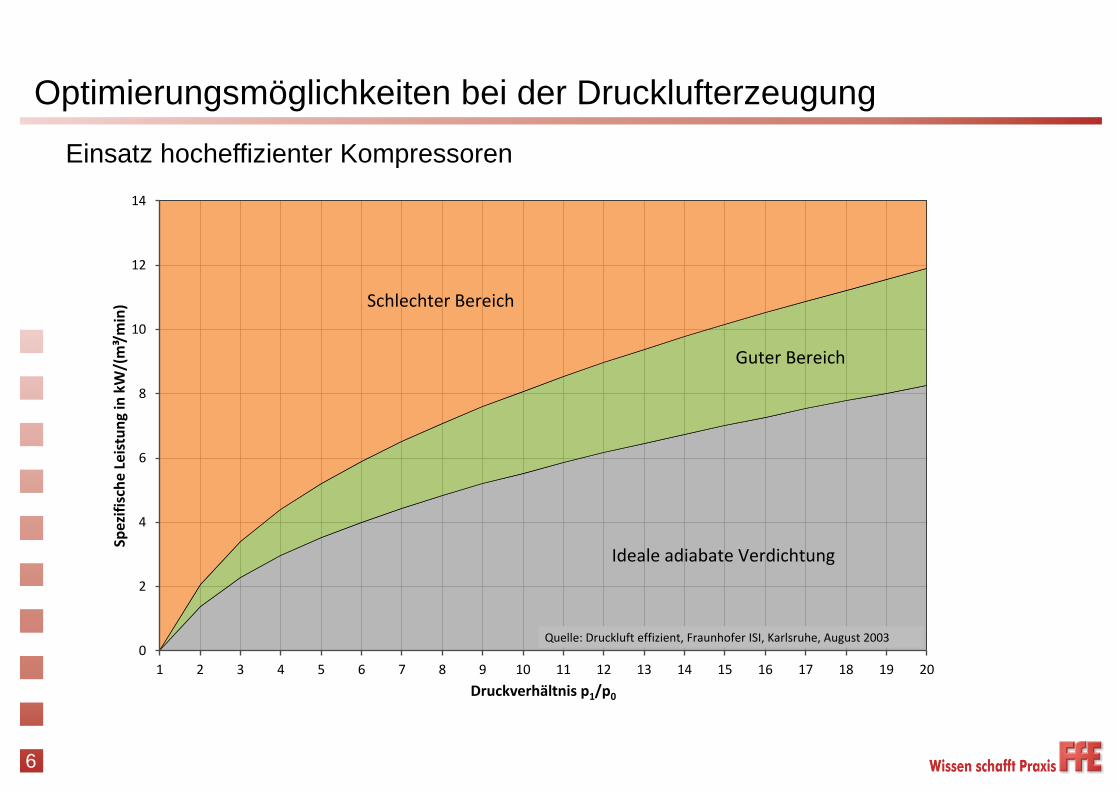
Optimierungsmöglichkeiten bei der Drucklufterzeugung
Einsatz hocheffizienter Kompressoren
0
2
4
6
8
10
12
14
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Spez
ifis
che
Le
istu
ng
in k
W/(
m³/
min
)
Druckverhältnis p1/p0
Quelle: Druckluft effizient, Fraunhofer ISI, Karlsruhe, August 2003
Schlechter Bereich
Guter Bereich
Ideale adiabate Verdichtung
7 7
Optimierungsmöglichkeiten bei der Drucklufterzeugung
Wärmerückgewinnung
Nutzung der Abwärme
Trink-Warmwasserbereitung
Einspeisung in den Heizkreislauf
Direkte Beheizung von benachbarten Räumen
Etwa 65 % der elektrischen Leistungsaufnahme können in Form von Wärme
praktisch genutzt werden
8 8
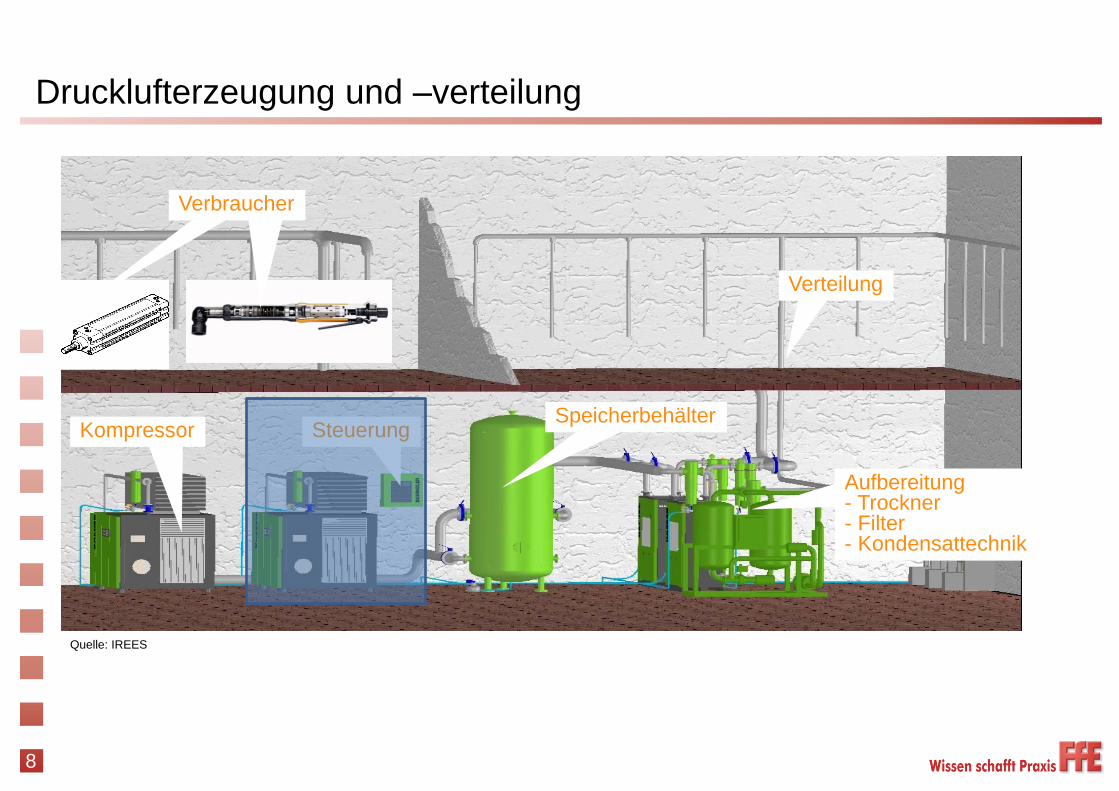
Drucklufterzeugung und –verteilung
Kompressor Steuerung Speicherbehälter
Aufbereitung - Trockner - Filter - Kondensattechnik
Verteilung
Verbraucher Verbraucher
Quelle: IREES
9 9
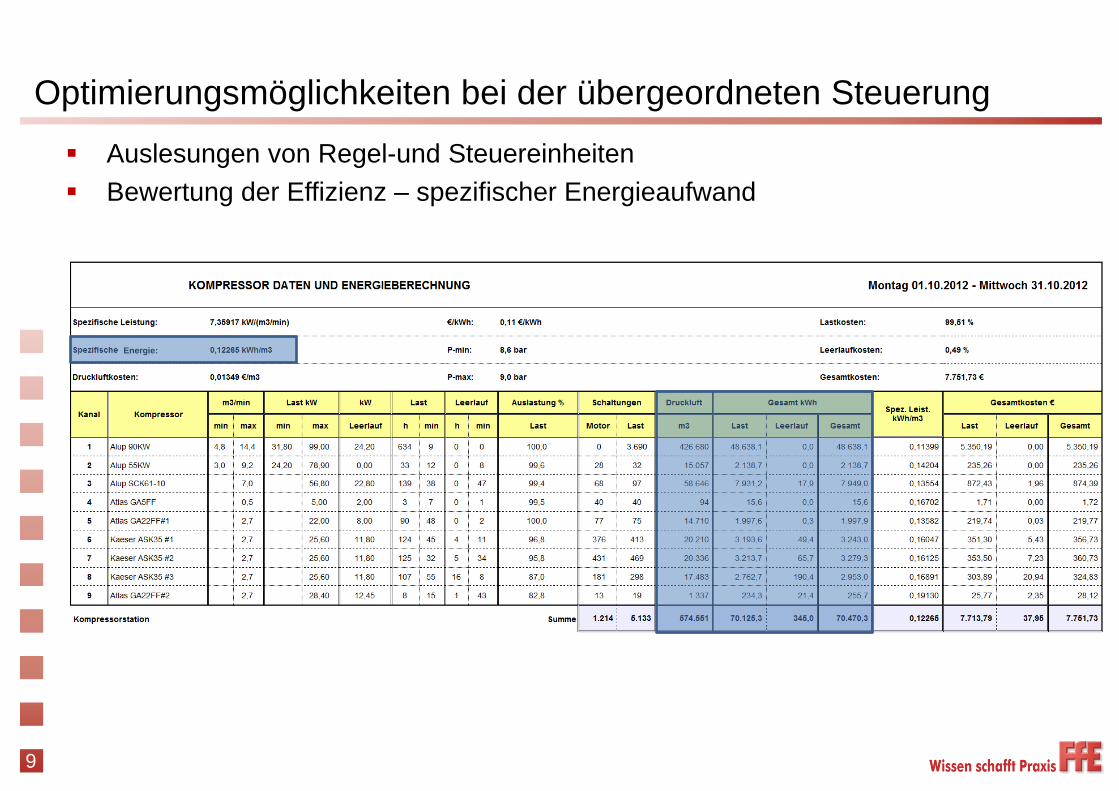
Optimierungsmöglichkeiten bei der übergeordneten Steuerung
Auslesungen von Regel-und Steuereinheiten
Bewertung der Effizienz – spezifischer Energieaufwand
Energie:
10 10
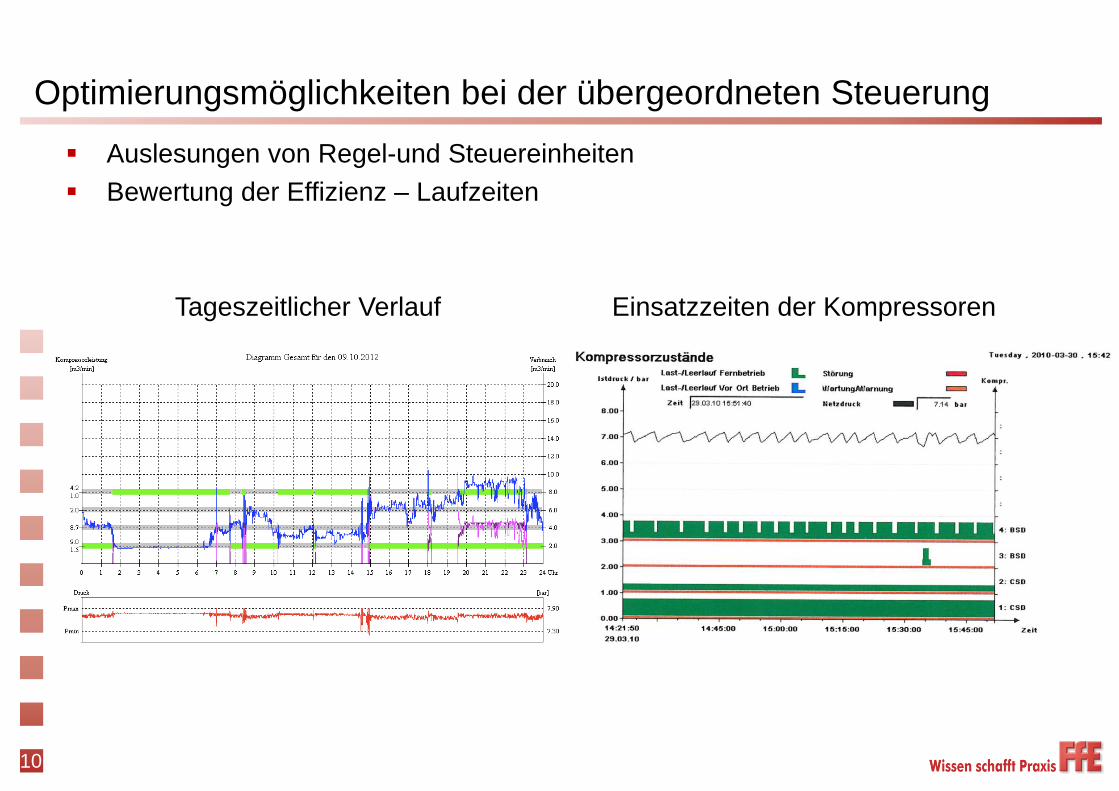
Optimierungsmöglichkeiten bei der übergeordneten Steuerung
Auslesungen von Regel-und Steuereinheiten
Bewertung der Effizienz – Laufzeiten
Tageszeitlicher Verlauf Einsatzzeiten der Kompressoren
11 11
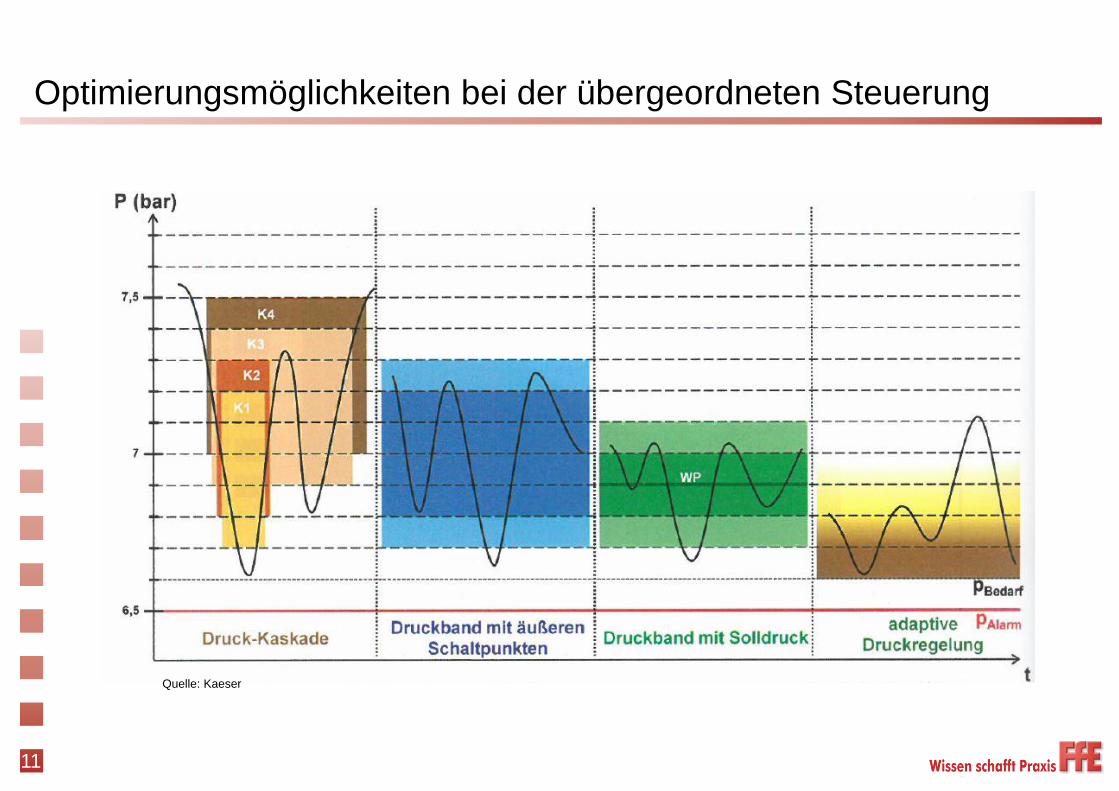
Optimierungsmöglichkeiten bei der übergeordneten Steuerung
Quelle: Kaeser
12 12
Drucklufterzeugung und –verteilung
Kompressor Steuerung Speicherbehälter
Aufbereitung - Trockner - Filter - Kondensattechnik
Verteilung
Verbraucher Verbraucher
Quelle: IREES
13 13
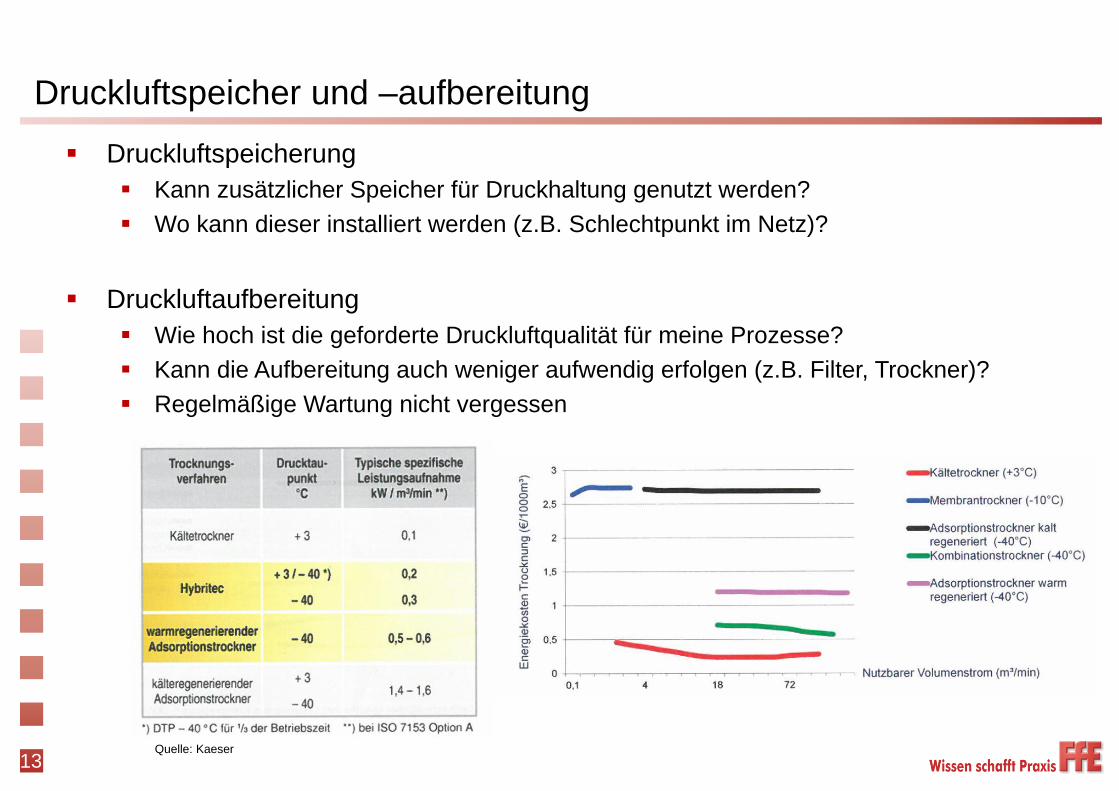
Druckluftspeicher und –aufbereitung
Druckluftspeicherung
Kann zusätzlicher Speicher für Druckhaltung genutzt werden?
Wo kann dieser installiert werden (z.B. Schlechtpunkt im Netz)?
Druckluftaufbereitung
Wie hoch ist die geforderte Druckluftqualität für meine Prozesse?
Kann die Aufbereitung auch weniger aufwendig erfolgen (z.B. Filter, Trockner)?
Regelmäßige Wartung nicht vergessen
Quelle: Kaeser
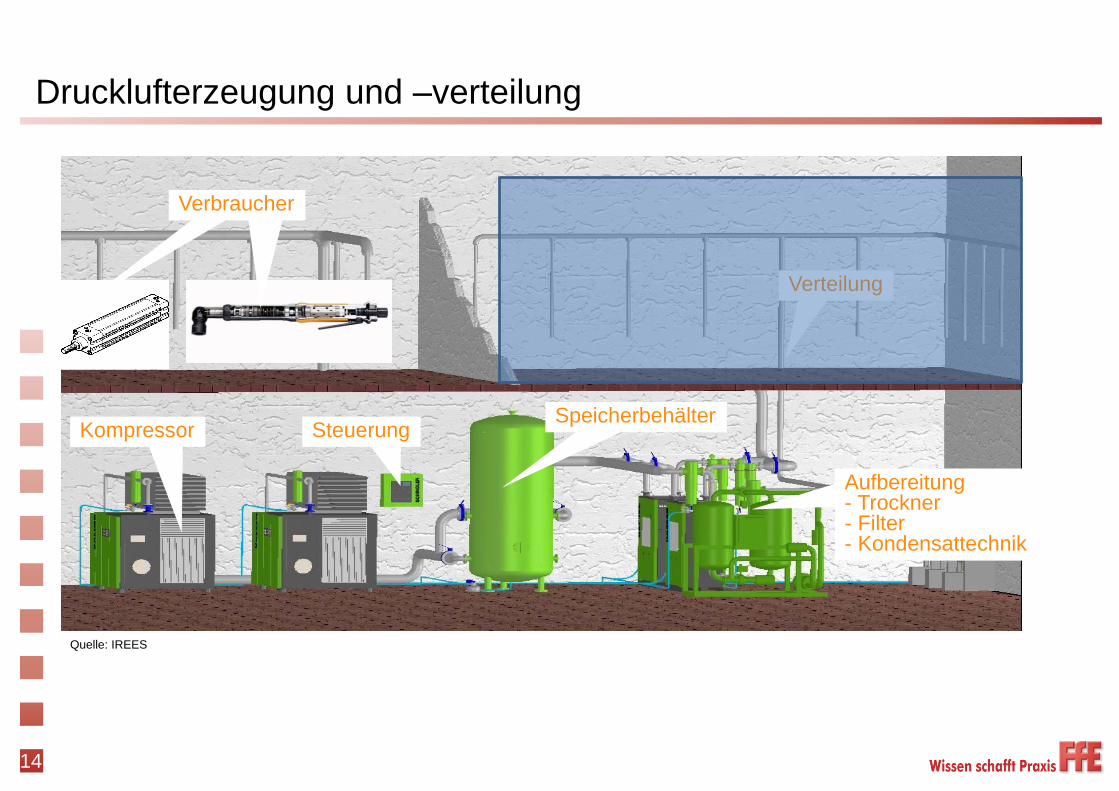
14 14
Drucklufterzeugung und –verteilung
Kompressor Steuerung Speicherbehälter
Aufbereitung - Trockner - Filter - Kondensattechnik
Verteilung
Verbraucher Verbraucher
Quelle: IREES
15 15
Druckluftverteilung
Druckabfall zwischen Speicher / Aufbereitung und Verbraucher sollte nicht mehr
als 0,1 bar betragen
Ursachen für höheren Druckabfall u.a. durch
Leckagen
Zu gering dimensionierte Rohrleitungen
Nicht linearen Verlauf der Druckluftleitung
Turbulenzen
Reibung an den Wandungen
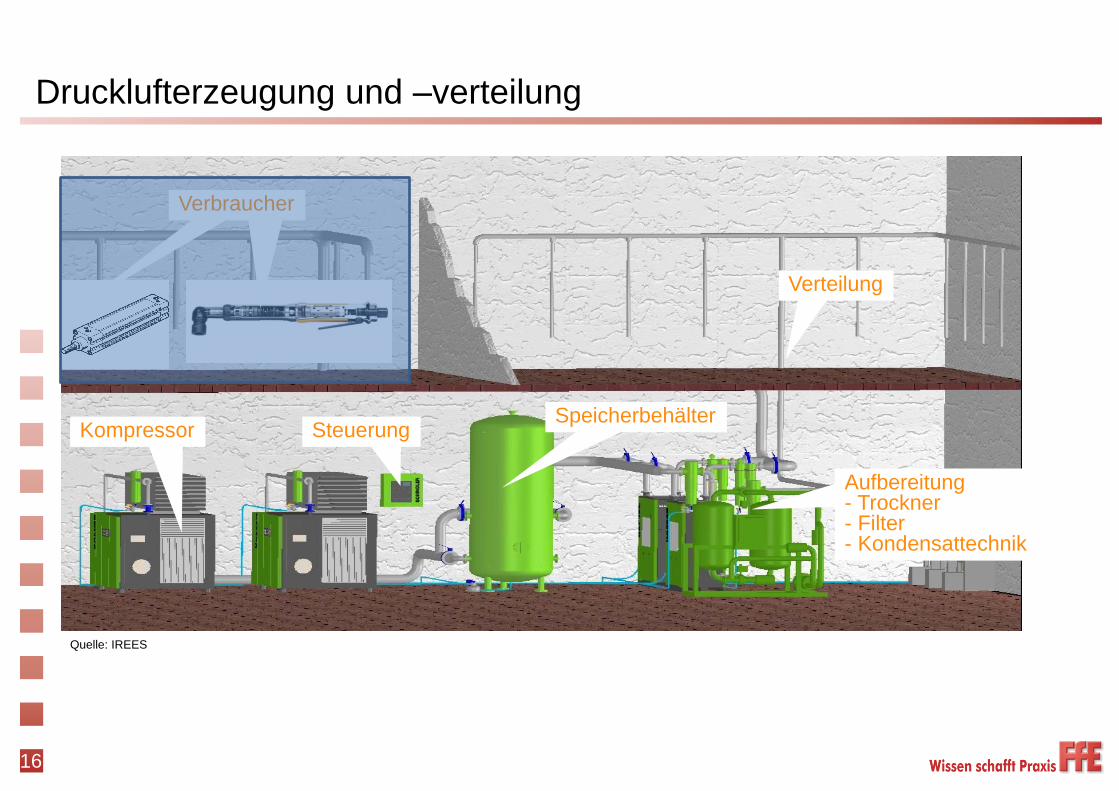
16 16
Drucklufterzeugung und –verteilung
Kompressor Steuerung Speicherbehälter
Aufbereitung - Trockner - Filter - Kondensattechnik
Verteilung
Verbraucher Verbraucher
Quelle: IREES
17 17
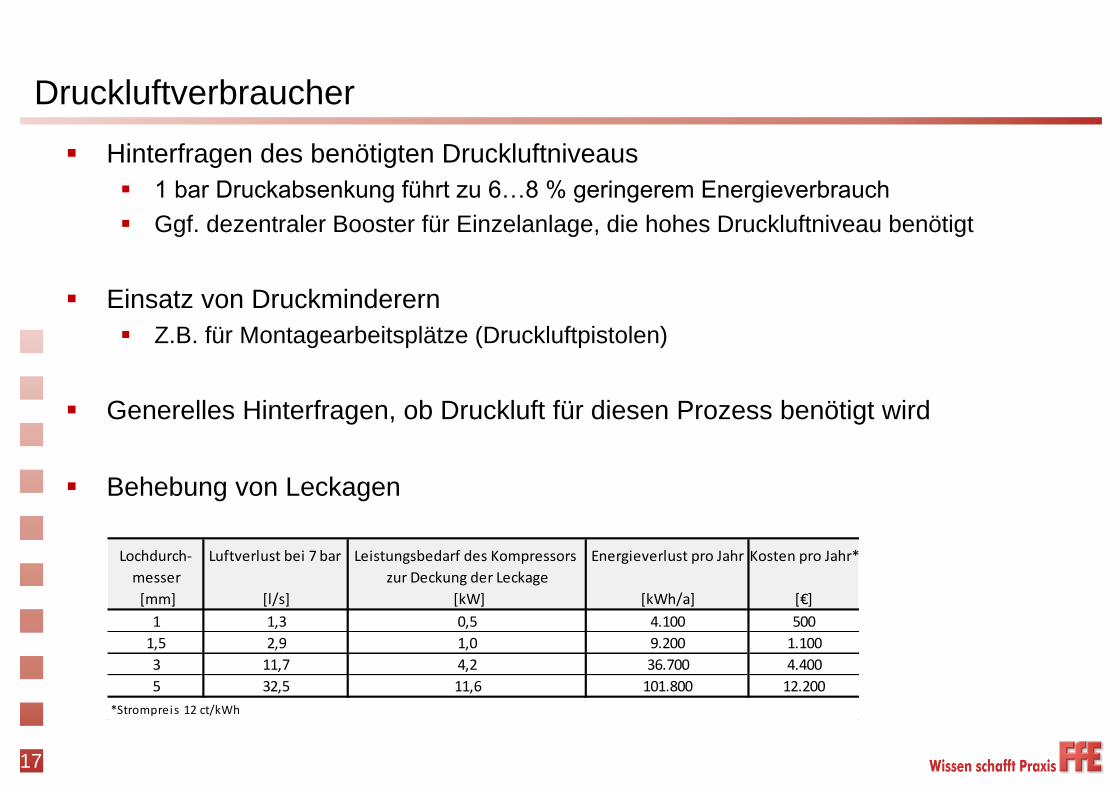
Druckluftverbraucher
Hinterfragen des benötigten Druckluftniveaus
1 bar Druckabsenkung führt zu 6…8 % geringerem Energieverbrauch
Ggf. dezentraler Booster für Einzelanlage, die hohes Druckluftniveau benötigt
Einsatz von Druckminderern
Z.B. für Montagearbeitsplätze (Druckluftpistolen)
Generelles Hinterfragen, ob Druckluft für diesen Prozess benötigt wird
Behebung von Leckagen
Lochdurch- Luftverlust bei 7 bar Leistungsbedarf des Kompressors Energieverlust pro Jahr Kosten pro Jahr*
messer zur Deckung der Leckage
[mm] [l/s] [kW] [kWh/a] [€]
1 1,3 0,5 4.100 500
1,5 2,9 1,0 9.200 1.100
3 11,7 4,2 36.700 4.400
5 32,5 11,6 101.800 12.200
*Strompreis 12 ct/kWh
18 18
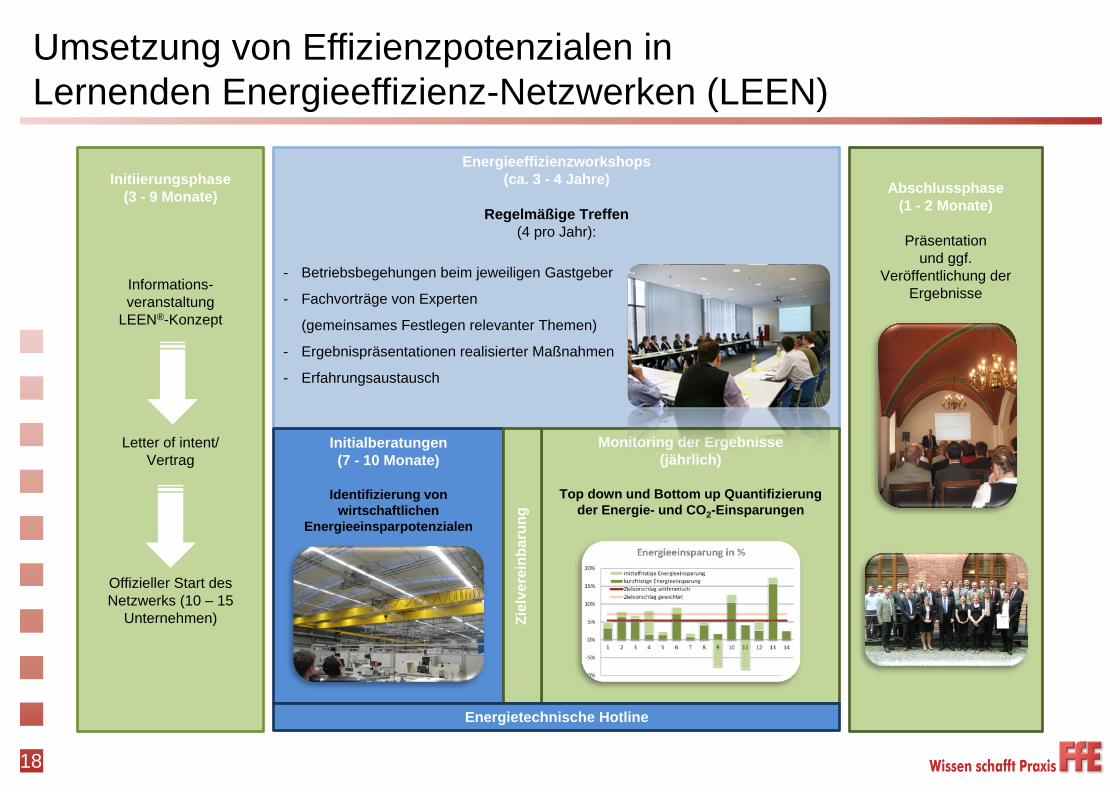
Umsetzung von Effizienzpotenzialen in
Lernenden Energieeffizienz-Netzwerken (LEEN)
Initiierungsphase
(3 - 9 Monate)
Informations-
veranstaltung
LEEN®-Konzept
Letter of intent/
Vertrag
Offizieller Start des
Netzwerks (10 – 15
Unternehmen)
Abschlussphase
(1 - 2 Monate)
Präsentation
und ggf.
Veröffentlichung der
Ergebnisse
Energieeffizienzworkshops
(ca. 3 - 4 Jahre)
Regelmäßige Treffen
(4 pro Jahr):
- Betriebsbegehungen beim jeweiligen Gastgeber
- Fachvorträge von Experten
(gemeinsames Festlegen relevanter Themen)
- Ergebnispräsentationen realisierter Maßnahmen
- Erfahrungsaustausch
Initialberatungen
(7 - 10 Monate)
Identifizierung von
wirtschaftlichen
Energieeinsparpotenzialen
Monitoring der Ergebnisse
(jährlich)
Top down und Bottom up Quantifizierung
der Energie- und CO2-Einsparungen
Zie
lve
rein
baru
ng
Energietechnische Hotline
19 19
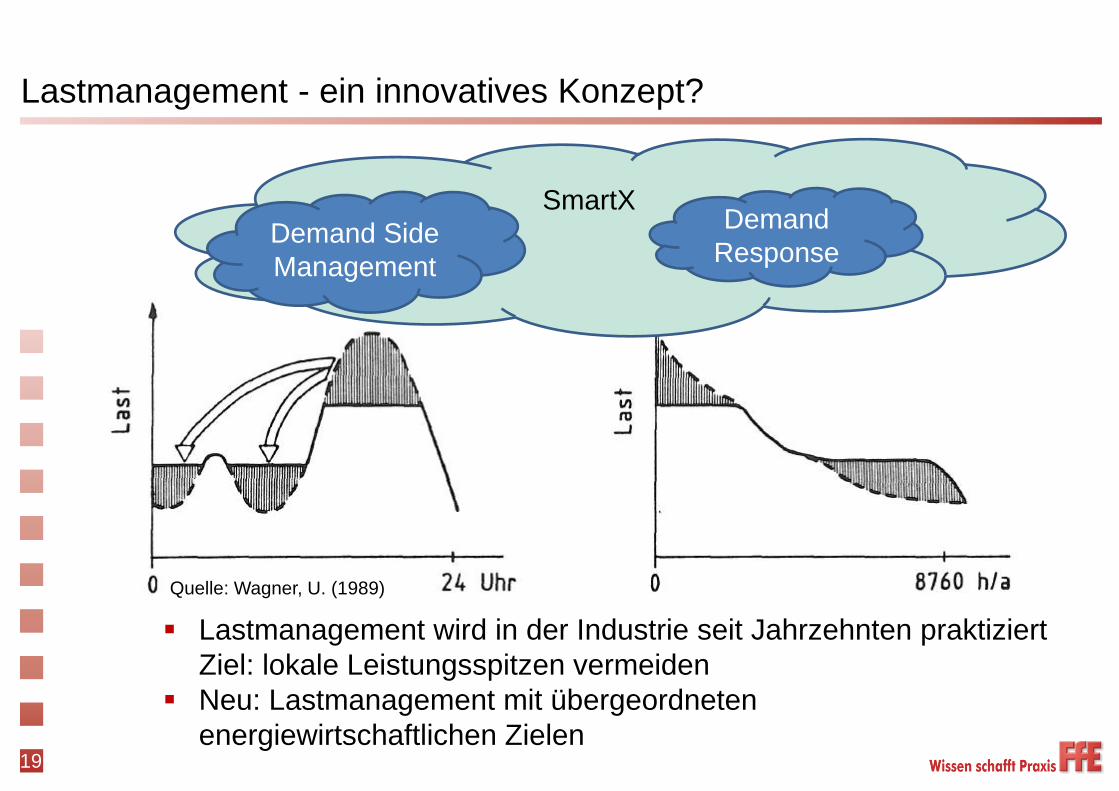
Lastmanagement - ein innovatives Konzept?
Quelle: Wagner, U. (1989)
SmartX
Demand Side
Management
Demand
Response
Lastmanagement wird in der Industrie seit Jahrzehnten praktiziert
Ziel: lokale Leistungsspitzen vermeiden
Neu: Lastmanagement mit übergeordneten
energiewirtschaftlichen Zielen
20 20
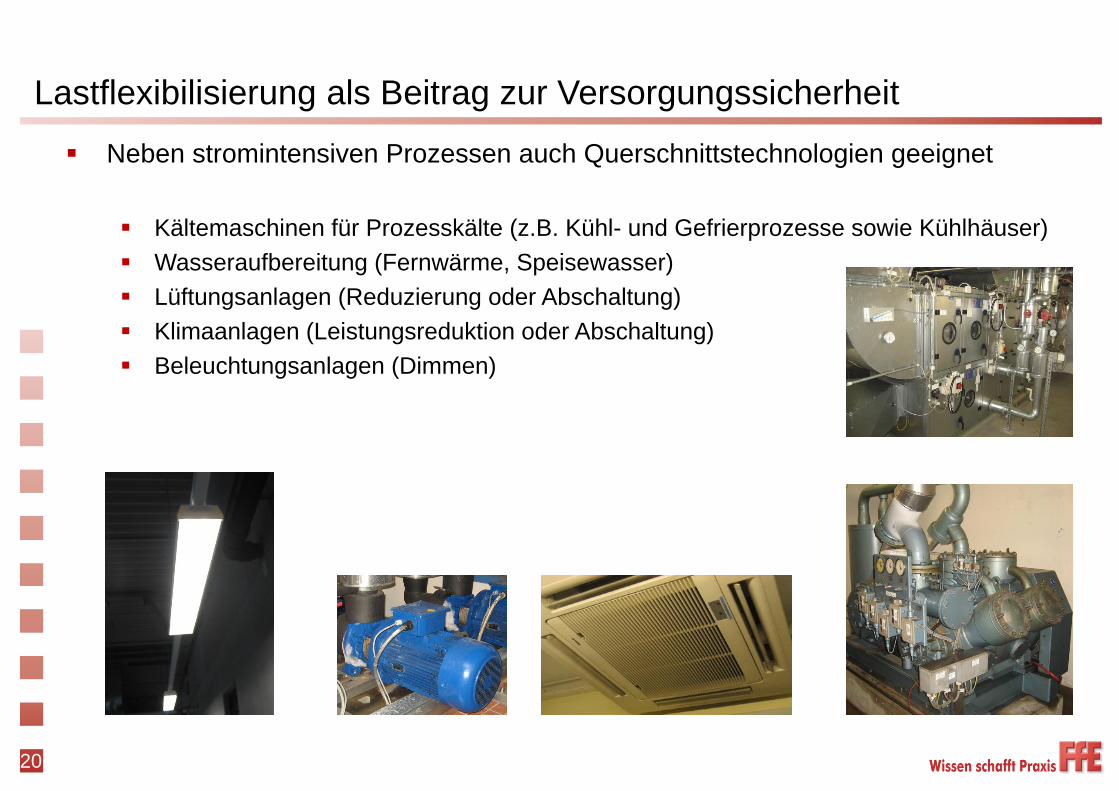
Lastflexibilisierung als Beitrag zur Versorgungssicherheit
Neben stromintensiven Prozessen auch Querschnittstechnologien geeignet
Kältemaschinen für Prozesskälte (z.B. Kühl- und Gefrierprozesse sowie Kühlhäuser)
Wasseraufbereitung (Fernwärme, Speisewasser)
Lüftungsanlagen (Reduzierung oder Abschaltung)
Klimaanlagen (Leistungsreduktion oder Abschaltung)
Beleuchtungsanlagen (Dimmen)
21 21
Vermarktungsmöglichkeiten
Betriebliches Spitzenlastmanagement
Regelleistungsmarkt (Minutenreserve)
Regelleistungsmarkt (Sekundärregelleistung)
Redispatch / Engpassmanagement
Bilanzkreisausgleich
Spotmarkt (Day Ahead)
Spotmarkt (Intraday)
Verordnung zu abschaltbaren Lasten
22 22
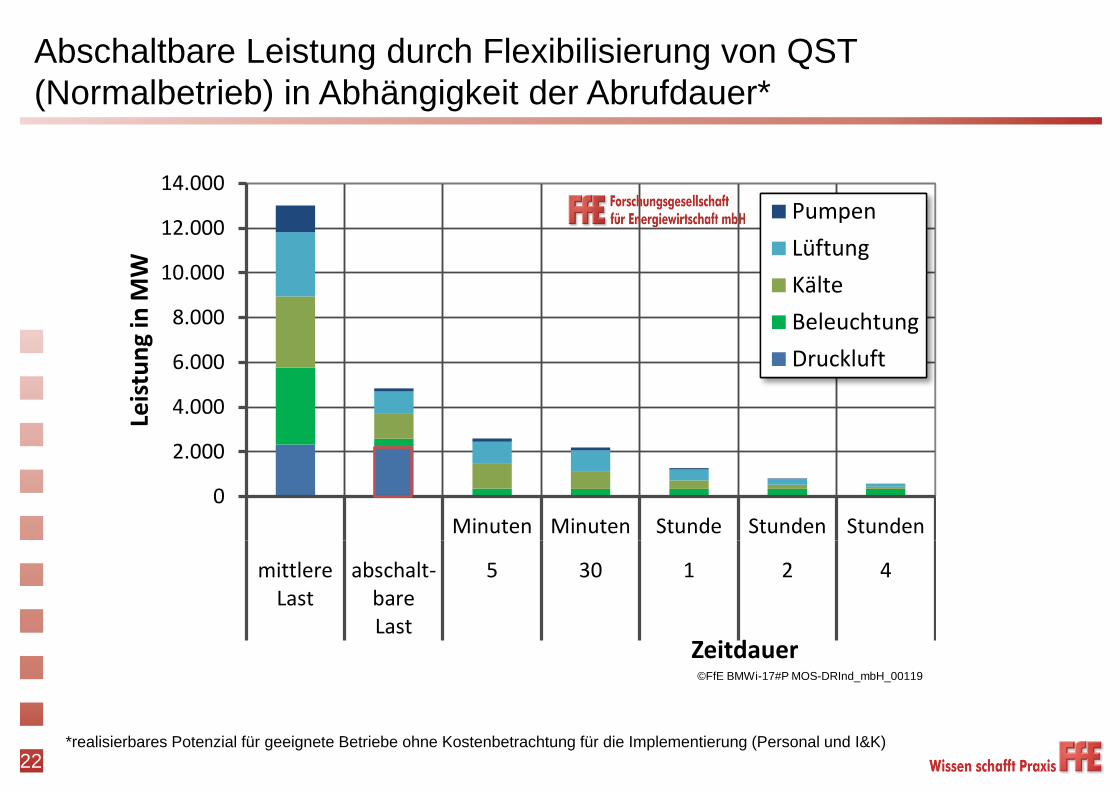
Abschaltbare Leistung durch Flexibilisierung von QST
(Normalbetrieb) in Abhängigkeit der Abrufdauer*
*realisierbares Potenzial für geeignete Betriebe ohne Kostenbetrachtung für die Implementierung (Personal und I&K)
0
2.000
4.000
6.000
8.000
10.000
12.000
14.000
Minuten Minuten Stunde Stunden Stunden
mittlereLast
abschalt-bareLast
5 30 1 2 4
Leis
tun
g in
MW
Zeitdauer
Pumpen
Lüftung
Kälte
Beleuchtung
Druckluft
©FfE BMWi-17#P MOS-DRInd_mbH_00119
23 23
Kosten-Nutzen-Analyse am Beispiel der Drucklufterzeugung
Variation des Druckniveaus meist nur in geringem Umfang möglich
(max. +/- 2 bar)
Bsp.:
Veränderung Druckniveau um - 0,5 oder + 2 bar ist bei konstanter Abnahme für
ca. 1 bis 4 Sek. möglich
Flexibilisierung der Kompressoren zwar theoretisch möglich, aber praktisch
aufgrund kurzer Verfügbarkeit nicht nutzbar
24 24
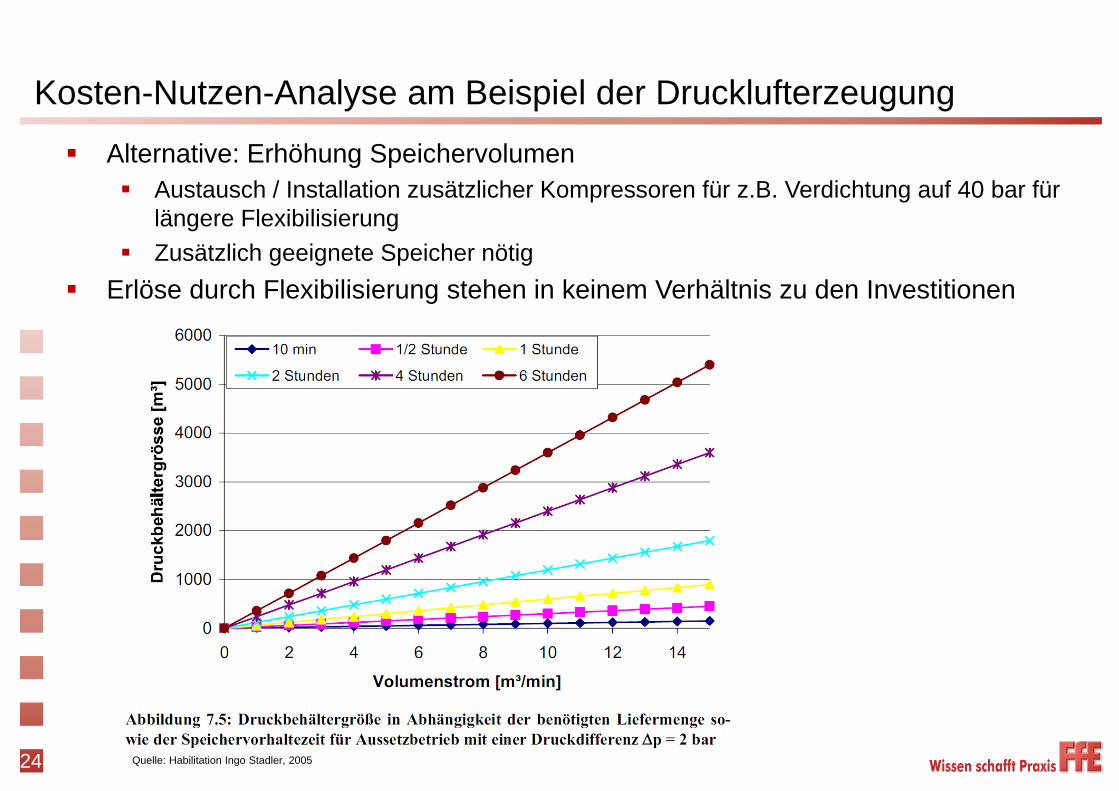
Kosten-Nutzen-Analyse am Beispiel der Drucklufterzeugung
Alternative: Erhöhung Speichervolumen
Austausch / Installation zusätzlicher Kompressoren für z.B. Verdichtung auf 40 bar für
längere Flexibilisierung
Zusätzlich geeignete Speicher nötig
Erlöse durch Flexibilisierung stehen in keinem Verhältnis zu den Investitionen
Quelle: Habilitation Ingo Stadler, 2005
25 25
Zusammenfassung und Ausblick
Der Bereich Druckluft weist noch eine Vielzahl an Effizienzmaßnahmen mit
teilweise hohen Einsparpotenzialen auf
Eine Flexibilisierung von Druckluftanlagen ist allerdings unter den derzeitigen
Rahmenbedingungen nicht wirtschaftlich
Vermarktung von Flexibilitäten findet jedoch schon in einigen Pilotbetrieben statt,
hier werden überwiegend folgende Anlagen flexibel betrieben:
BHKWs
Lüftungsanlagen
Kältemaschinen
Beleuchtung (Dimmen)
Pumpen

26 26
Vielen Dank für Ihre Aufmerksamkeit
Ansprechpartner:
Dipl.-Ing. (FH) Anna Gruber
+49 (89) 158121-62
Forschungsgesellschaft für Energiewirtschaft mbH
Am Blütenanger 71
80995 München
www.ffegmbh.de





























