Embed Size (px)
Citation preview

Ein hartes Stück ArbeitÜber 7000 km reiste ein 21-Tonnen-Zahnrad um in Bochum gehärtet zu werden
Holger Seybold
Europas größte Anlage zum Schutzgashärten steht in Bochum-Riemke.
Mit 5,2 m Durchmesser und 5,0 m Höhe schluckt der Ofen riesige Bauteile
am Stück, Zahnräder können darin sogar vertikal gehärtet werden und
bleiben dadurch äußerst maß- und formstabil. Grund genug für einen
amerikanischen Getriebehersteller sein 21-Tonnen-Zahnrad auf die lange
Reise zu schicken. antriebtechnik war beim Abschrecken live dabei.
Kaum zu glauben, aber für den amerika-nischen Getriebehersteller Horsburgh & Scott aus Cleveland, Ohio, ist es wirtschaft-lich sinnvoll, ein 21-Tonnen-Zahnrad nicht im eigenen Land, sondern im über 7000 km entfernten Bochum-Riemke härten zu las-sen. Das angelieferte Stirnrad mit 3 m Durchmesser und einer Zahnbreite von 781 mm ist bereits das zweite seiner Art. Das Erste verzog sich beim Härten in den
wicklung einer neuen Großofenanlage wagen, für die es bisher keine Vorbilder gab.“ kommentiert Geschäftsführer Dipl. Ing. Gerhard Reese (Bild 5) seine frühen Überlegungen.
Geringere Schleifkosten durch vertikales HärtenZwischenzeitig investierte das Unterneh-men insgesamt rd. 23 Mio. Euro in die neue 4 000 m2 Werkshalle und betreibt darin die europaweit größte Anlage zum Schutzgas-härten. Der Ofen mit einem Durchmesser von 5,2 m und einer Tiefe von 5,0 m ist eine Spezialanfertigung, die in Kooperation mit der Firma Rohde entwickelt wurde. Er nimmt bis zu 100 t Material auf, so dass gleichzeitig mehrere Chargen auf mehreren Changiergestellen erhitzt werden können. Auf diese Weise sind selbst große Mengen in kurzer Zeit zu bewältigen. Limitiert wird das Gewicht eines einzelnen Bauteils ledig-lich durch die vorhandene Krananlage mit maximal 50 t Lastkapazität.
Um dieses große Volumen an Material auf Temperatur zu bringen bedarf es einer überaus potenten Heizung. Allein die 24 in der Ofenwand verteilten Gas-Brenner pro-duzieren durch sanfte katalytische Verbren-nung eine Heizleistung von zusammen 1 920 kW, eine Elektro-Zuheizung im Boden steuert rund 140 kW hinzu. In der Summe reicht das aus, um den Heizleistungsbedarf von ca. 300 Einfamilienhäusern (Neubau, ca. 100 m2, alleinstehend, 4 Personen) zu decken. Zusammen mit den benötigten
Schutzgasen liegen die Kosten für eine Stunde Betrieb unter Last zwischen 300 und 400 Euro, oder hochgerechnet zwischen 7 200 und 9 600 Euro pro Tag.
Öfen mit einem solch großen Durchmes-ser gab es auch vorher schon, neu ist jedoch die enorme Tiefe. Darin können empfind-liche Bauteile wie das US-Zahnrad nun ver-tikal gehärtet werden. In die etablierten fla-cheren Öfen passen solche Bauteile nur ho-rizontal hinein und müssen entsprechend auf Changierunterlagen unterbaut werden. Dabei kommt es zu Maß- und Formände-rungen wie Planschlag, Ovalität und Koni-zität. Diese auftretenden Fehler müssen im anschließenden Schleifprozess mühsam korrigiert werden, bei dem die gehärtete Schicht je nach Verzugsgrad wieder mehr oder weniger abgetragen wird.
Härtet man ein solches Zahnrad hinge-gen vertikal, sind diese Fehler erheblich ge-ringer. In der Folge verringert sich auch der Schleifaufwand, das spart entsprechend Ar-beits- und Material-Kosten. Kunden ver-meldeten um 60% geringere Schleifkosten.
Der Härteprozess
Nicht nur die richtige Lagerung im Ofen ist entscheidend, auch sonst ist das Härten ei-ne Wissenschaft für sich und erfordert viel Sachverstand und Erfahrung. Durch ge-zielte Zeit- und Temperaturvariationen der Aufkohlungs-, Härte- und Anlassprozesse lassen sich die Werkstoffeigenschaften nach gewünschtem Ziel optimieren. Und genau darin besteht die „Kunst des Härtens“.
USA so stark, dass es nicht mehr zu gebrau-chen war. Deshalb beschlossen die Ameri-kaner, das nächste gute Stück der Härterei Reese Bochum GmbH anzuvertrauen.
„Als Spezialist für die Wärmebehandlung großer Bauteile haben wir in den vergange-nen Jahren immer am Rande unserer Kapa-zitäten gearbeitet. Um unseren technolo-gischen Vorsprung zu halten und auszu-bauen, mussten wir den Schritt zur Ent-
Getriebe und Getriebemotoren
erschienen in antriebstechnik 10/2013 erschienen in antriebstechnik 10/2013
ner sicheren und reproduzierbaren Wärme-behandlungstechnik um einen großen Schritt erweitert wurden. Der größere Handlungsspielraum wirkt sich direkt auf die Maschinen der Zukunft aus.
Härterei Reese www.vfmz.net/1253510
vom Kunden geforderten Parameter wur-den jedenfalls in Gänze erreicht.
Neue Dimensionen im MaschinenbauDie Möglichkeiten der neuen Härteanlage beschert dem Bochumer Unternehmen nicht nur neue Kundschaft aus aller Welt. „Wir schaffen für die Konstrukteure mehr Freiraum nach oben. In vielen Bereichen des Anlagenbaus“, so Gerhard Reese, „ha-ben wir es mit immer größeren Dimensi-onen zu tun, wie z. B. bei der Stahlerzeu-gung, in Walzwerken, in der Offshoretech-nik, im Schiffsbau und in der Windkraft. Da nun das Einsatzhärten von Großzahnrä-dern und anderen Anlagenkomponenten in dieser Größenordnung möglich ist, wirkt sich dies innovativ auf die Gesamtkonstruk-tionen aus.“ Die Investition eröffnet der ge-samten Maschinenbaubranche ganz neue Möglichkeiten in der Konstruktion der An-lagen, weil die bisherigen Möglichkeiten ei-
teöl nur gering von zuvor 40°C auf knapp über 50°C erwärmt. Es durchströmt zudem ständig eine Filteranlage, die Fremdstoffe herausfiltert. Alle paar Monate wird das Öl beim Hersteller analysiert und mit Addi-tiven nachdosiert, damit es seine typischen Eigenschaften beibehält.
Das Rad bleibt für rund 6 bis 8 Stunden im Ölbad, bevor es in einem Reinigungs-durchgang vom Öl befreit und anschlie-ßend zum „Anlassen“ wieder in einen Ofen verbracht wird. Bei rund 170°C verweilt es dort weitere 16 Stunden. Währenddessen reduzieren sich innere Spannungen, die sich duch eine nicht ganz vollständig mar-tensitische Umwandlung ergeben haben. Weitere Behandlungsschritte wie Strahlen und Konservieren erfolgen je nach Kunden-wunsch. Das USA-Zahnrad wird unbearbei-tet für den Versand fit gemacht.
Eine Materialprobe, die alle Härtepro-zesse zusammen mit dem Werkstück durchläuft, gibt am Ende genauen Auf-schluss über den erreichten Härtegrad. Die
den Proben. Dazu werden Metallstreifen für 20 Minuten in den Ofen verbracht (Bild 2; oben), die währenddessen Kohlen-stoff aus der Atmosphäre aufnehmen. An-schließend werden die Streifen verbrannt und dabei der zuvor aufgenommene Koh-lenstoffgehalt analysiert.
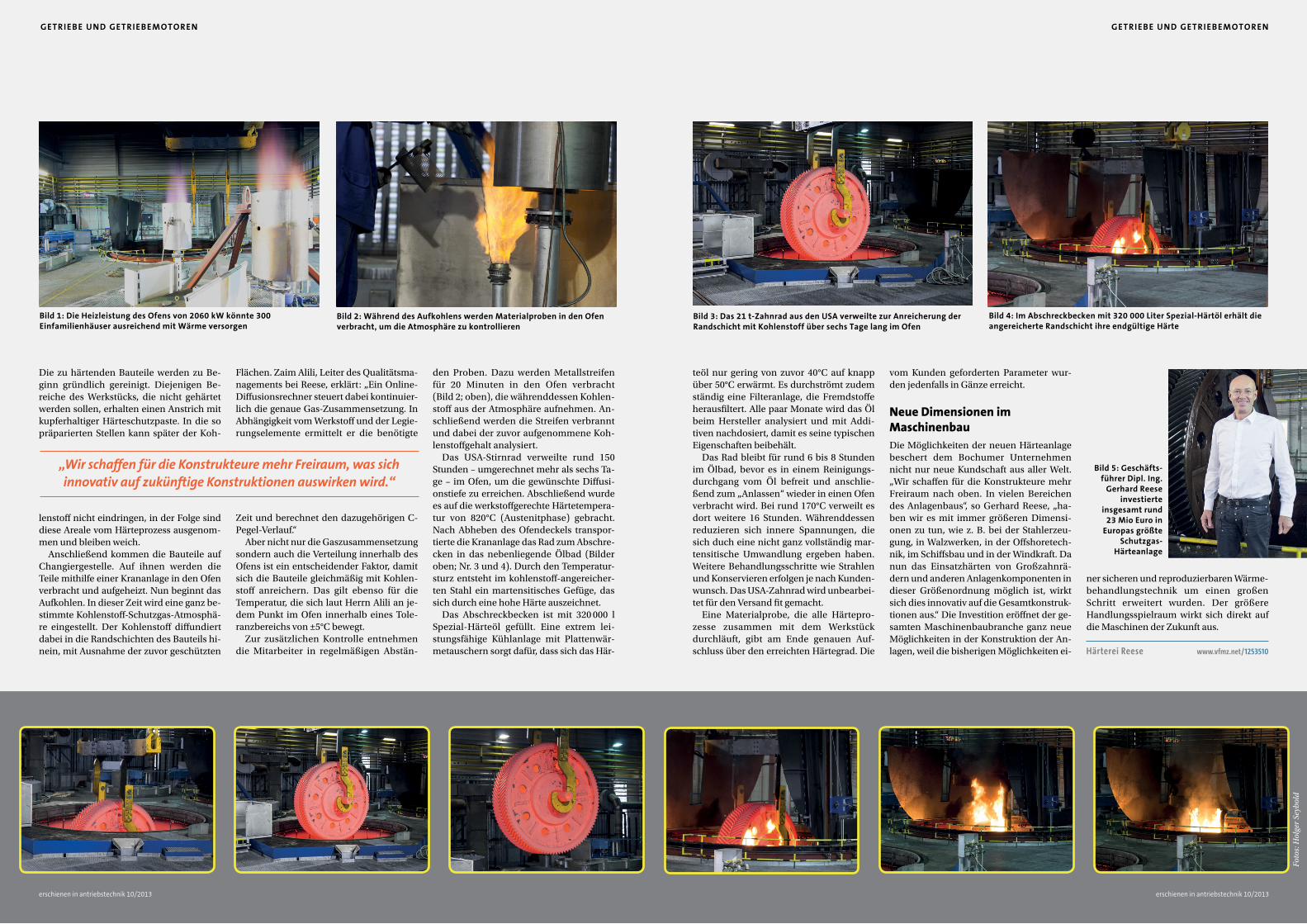
Das USA-Stirnrad verweilte rund 150 Stunden – umgerechnet mehr als sechs Ta-ge – im Ofen, um die gewünschte Diffusi-onstiefe zu erreichen. Abschließend wurde es auf die werkstoffgerechte Härtetempera-tur von 820°C (Austenitphase) gebracht. Nach Abheben des Ofendeckels transpor-tierte die Krananlage das Rad zum Abschre-cken in das nebenliegende Ölbad (Bilder oben; Nr. 3 und 4). Durch den Temperatur-sturz entsteht im kohlenstoff-angereicher-ten Stahl ein martensitisches Gefüge, das sich durch eine hohe Härte auszeichnet.
Das Abschreckbecken ist mit 320 000 l Spezial-Härteöl gefüllt. Eine extrem lei-stungsfähige Kühlanlage mit Plattenwär-metauschern sorgt dafür, dass sich das Här-
Flächen. Zaim Alili, Leiter des Qualitätsma-nagements bei Reese, erklärt: „Ein Online-Diffusionsrechner steuert dabei kontinuier-lich die genaue Gas-Zusammensetzung. In Abhängigkeit vom Werkstoff und der Legie-rungselemente ermittelt er die benötigte
Zeit und berechnet den dazugehörigen C-Pegel-Verlauf.“
Aber nicht nur die Gaszusammensetzung sondern auch die Verteilung innerhalb des Ofens ist ein entscheidender Faktor, damit sich die Bauteile gleichmäßig mit Kohlen-stoff anreichern. Das gilt ebenso für die Temperatur, die sich laut Herrn Alili an je-dem Punkt im Ofen innerhalb eines Tole-ranzbereichs von ±5°C bewegt.
Zur zusätzlichen Kontrolle entnehmen die Mitarbeiter in regelmäßigen Abstän-
Getriebe und GetriebemotorenGetriebe und Getriebemotoren
Die zu härtenden Bauteile werden zu Be-ginn gründlich gereinigt. Diejenigen Be-reiche des Werkstücks, die nicht gehärtet werden sollen, erhalten einen Anstrich mit kupferhaltiger Härteschutzpaste. In die so präparierten Stellen kann später der Koh-
lenstoff nicht eindringen, in der Folge sind diese Areale vom Härteprozess ausgenom-men und bleiben weich.
Anschließend kommen die Bauteile auf Changiergestelle. Auf ihnen werden die Teile mithilfe einer Krananlage in den Ofen verbracht und aufgeheizt. Nun beginnt das Aufkohlen. In dieser Zeit wird eine ganz be-stimmte Kohlenstoff-Schutzgas-Atmosphä-re eingestellt. Der Kohlenstoff diffundiert dabei in die Randschichten des Bauteils hi-nein, mit Ausnahme der zuvor geschützten
bild 3: das 21 t-Zahnrad aus den uSA verweilte zur Anreicherung der randschicht mit Kohlenstoff über sechs tage lang im ofen
bild 5: Geschäfts-führer dipl. ing.
Gerhard reese investierte
insgesamt rund 23 mio euro in europas größte
Schutzgas- Härteanlage
bild 4: im Abschreckbecken mit 320 000 Liter Spezial-Härtöl erhält die angereicherte randschicht ihre endgültige Härte
bild 2: Während des Aufkohlens werden materialproben in den ofen verbracht, um die Atmosphäre zu kontrollieren
erschienen in antriebstechnik 10/2013 erschienen in antriebstechnik 10/2013
„Wir schaffen für die Konstrukteure mehr Freiraum, was sich innovativ auf zukünftige Konstruktionen auswirken wird.“
bild 1: die Heizleistung des ofens von 2060 kW könnte 300 einfamilienhäuser ausreichend mit Wärme versorgen
Foto
s: H
olge
r Se
ybol
d





























