Embed Size (px)
Citation preview
Elektronenstrahlschweißen von massivenmetallischen GlasernElectron-Beam-Welding of bulk metallic glasses
U. Reisgen1, B. Balashov1, J. Holk1,C. Geffers1, U. Kuhn2
Massive metallische Glaser stellen u. a. wegen ihrer hervorragen-den mechanisch-technologischen Eigenschaften eine vielverspre-chende, vergleichsweise neue Gruppe von Werkstoffen dar. Durchihre geringe thermische Stabilitat sind der Schweißbarkeit metalli-scher Glaser enge Grenzen gesetzt, wenn eine Kristallisation derFugezone vermieden werden soll. Der vorliegende Artikel be-schreibt den aktuellen Stand der Forschungsarbeiten zum Elektro-nenstrahlschweißen berylliumfreier massiver metallischer Glaserauf Zirkoniumbasis (Zr52,5Ti5Cu17,9Ni14,6Al10) am Institut furSchweißtechnik und Fugetechnik der RWTH Aachen. Bei den bis-herigen Untersuchungen konnten fehlerfreie, qualitativ hochwerti-ge Schweißverbindungen erzeugt werden, allerdings ist es bishernoch nicht gelungen, die Kristallisation der Fugezone vollstandigzu unterdrucken. Weitere Untersuchungen dazu laufen.
Schlusselworter: Elektronenstrahlschweißen, Massive metalli-sche Glaser, Amorphe Legierung, Werkstofftechnik, Schweißtech-nik
Because of their excellent mechano-technological propertiesbulk metallic glasses form a promising, relatively new class of ma-terials. Due to their low thermal stability the weldability of bulkmetallic glasses is subject to narrow limits, in case the joiningzone shall be prevented from crystallization. The paper at hand de-scribes the status-quo of the research work on electron beam weld-ing of beryllium-free, zirconium-based bulk metallic glasses(Zr52,5Ti5Cu17,9Ni14,6Al10) carried out at the Welding and JoiningInstitute at RWTH Aachen University. So far, high quality jointsfree from defects could be produced, however, it has not beenac-complished to avoid the crystallization of the joining zone comple-tely. Further research is in progress.
Key words: Electron beam welding, bulk metallic glasses, amor-phous alloys, materials science, welding technology
1 Einleitung und Stand der Technik
Metallische Glaser stellen eine neuartige, technologischaussichtsreiche Gruppe von Werkstoffen dar. Es sind Legie-rungen, die keine kristalline sondern eine amorphe Strukturaufweisen, da die Kristallisation beim Abkuhlen aus derSchmelze durch vergleichsweise hohe Abkuhlraten unter-druckt wird. Werden metallische Glaser ab 1 mm Dicke will-kurlich als „massiv“ definiert, war das erste massive metalli-sche Glas (MMG) die ternare Pd-Cu-Si-Legierung, die 1974durch Chen hergestellt wurde. Zum Ende der 80er Jahre warenes Inoue et al., die neue Vielkomponenten-Legierungssyste-me, bestehend aus verschiedenen metallischen Elementenmit niedrigeren kritischen Abkuhlgeschwindigkeiten im Be-reich weniger K/s entdeckten [1].
Die Glasbildungstemperatur, die kritische Abkuhlge-schwindigkeit (d. h. die Zeit bis zum Einsetzen der Kristalli-sation) und damit auch die herstellbare Dicke hangen haupt-sachlich vom Legierungstyp und der exakten Legierungszu-sammensetzung ab. Zurzeit sind Proben in Dimensionenbis zu mehreren cm3 aus massiven metallischen Glasern her-stellbar [2].
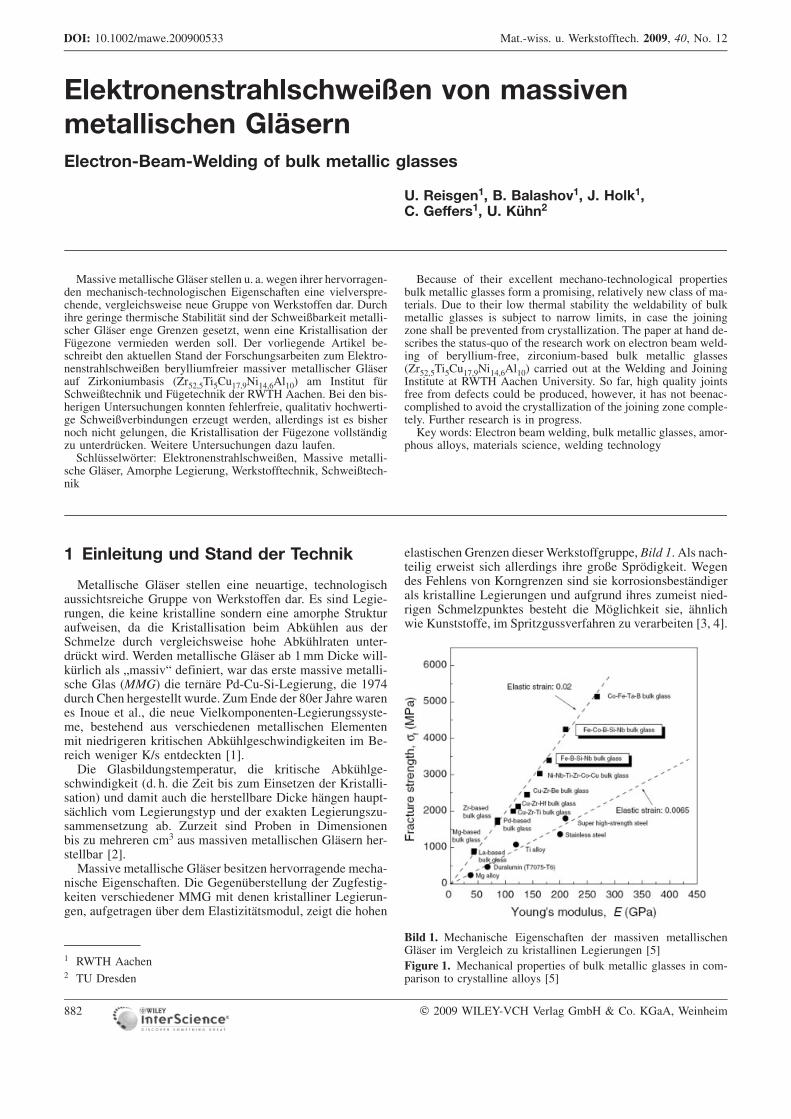
Massive metallische Glaser besitzen hervorragende mecha-nische Eigenschaften. Die Gegenuberstellung der Zugfestig-keiten verschiedener MMG mit denen kristalliner Legierun-gen, aufgetragen uber dem Elastizitatsmodul, zeigt die hohen
elastischen Grenzen dieser Werkstoffgruppe, Bild 1. Als nach-teilig erweist sich allerdings ihre große Sprodigkeit. Wegendes Fehlens von Korngrenzen sind sie korrosionsbestandigerals kristalline Legierungen und aufgrund ihres zumeist nied-rigen Schmelzpunktes besteht die Moglichkeit sie, ahnlichwie Kunststoffe, im Spritzgussverfahren zu verarbeiten [3, 4].
1 RWTH Aachen2 TU Dresden
Bild 1. Mechanische Eigenschaften der massiven metallischenGlaser im Vergleich zu kristallinen Legierungen [5]
Figure 1. Mechanical properties of bulk metallic glasses in com-parison to crystalline alloys [5]
DOI: 10.1002/mawe.200900533 Mat.-wiss. u. Werkstofftech. 2009, 40, No. 12
882 F 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Diese Eigenschaften massiver metallischer Glaser bietenfur zahlreiche Anwendungen besondere Vorteile. AktuelleAnwendungsgebiete erstrecken sich von Gehausen fur tragba-re elektronische Kleingerate (PDA, Mobiltelefon) uber Sport-artikel (Golfschlager, Baseballschlager), bis hin zu Anwen-dungen im militarischen Bereich (kugelsichere Westen), derLuft- und Raumfahrt oder der Medizin (Skalpelle, Implantateetc.) [1, 6].
Der Schweißbarkeit metallischer Glaser sind wegen der ge-ringen thermischen Stabilitat enge Grenzen gesetzt. Beim Er-warmen eines Glases geht der amorphe Zustand in Abhangig-keit von der Aufheizgeschwindigkeit oberhalb der Kristallisa-tionstemperatur (- ausreichende Zeit vorausgesetzt - bereitsoberhalb der Glasubergangstemperatur) in den kristallinenZustand uber. Fur das Schweißen von metallischen Glasernohne Kristallisation der Fugezone konnen daher nur solcheVerfahren in Betracht kommen, bei denen entweder nureine Erwarmung der Legierung unterhalb der Glasubergangs-temperatur zu erwarten ist oder Verfahren, bei denen die Ver-bindung durch (extrem) kurzzeitige Erwarmung zustandekommt. Aufgeschmolzene Bereiche mussen mit einer denHerstellungsbedingungen fur metallische Glaser entsprechen-den Geschwindigkeit von 0,1 bis 106 K/s (abhangig von derZusammensetzung der massiven metallischen Glaser) abkuh-len, Bild 2 [1, 6, 7].
Das Ziel der Forschungsarbeiten ist die Untersuchung dergrundsatzlichen Fugbarkeit von berylliumfreien massivenmetallischen Glasern auf Zirkoniumbasis sowie von massivenmetallischen Glasern auf Eisenbasis mit dem Elektronen-strahlschweißverfahren.
2 Werkstoffe und Versuchsdurch-fuhrung
2.1 Elektronenstrahlschweißen
Mit dem Elektronenstrahlschweißverfahren konnen nahezualle metallischen Werkstoffe geschweißt werden. Die sehrhohe realisierbare Leistungsdichte garantiert kurze Aufheiz-und Abkuhlzyklen. Sie ist von der Beschleunigungsspannung
abhangig, d. h. je hoher diese ist, desto „konzentrierter“ ist derStrahl. Da der Prozess im Vakuum stattfindet, liegt keine Be-einflussung durch Atmospharengase vor.
Die am ISF vorhandene Universalkammer-Elektronen-strahlanlage der Fa. Steigerwald verfugt uber eine maximaleStrahlleistung von 60 kW bei einer Beschleunigungsspannungvon 150 kV. In der Vakuumkammer sind zusatzliche An-schlusse vorhanden, durch die eine Wasserkuhlung betriebenwerden kann. Weitere Schweißversuche wurden an einerSteigerwald Universalkammeranlage am ForschungszentrumJulich durchgefuhrt, die Schweißungen mit einer maximalenBeschleunigungsspannung von 170 kV ermoglicht.
2.2 Versuchsdurchfuhrung
Im Rahmen der Schweißversuche wurde das Elektronen-strahlschweißen des berylliumfreien massiven metallischenGlases Vitreloy 105 (Zr52,5Ti5Cu17,9Ni14,6Al10-MMG) unter-sucht. Um moglichst wenig Warme in das Werkstuck ein-zubringen und die Kristallisation beim Schweißen nachMoglichkeit zu unterbinden wurde mit maximalen Beschleu-nigungsspannungen von 150 bzw. 170 kV und Strahlstromenvon 5 bis10 mA geschweißt. Dabei wurde mit der maxi-mal moglichen Verfahr (= Schweiß)-geschwindigkeit von100 mm/s sowie einer Oberflachenfokussierung gearbeitet.Die erforderlichen hohen Abkuhlraten wurden durch Ein-spannbacken aus Kupfer, die eine nahezu vollstandige Abde-ckung des MMG-Stabes erlauben und die Schweißwarme di-rekt in die Kupfermasse abfuhren, sowie die hohe Schweiß-geschwindigkeit erreicht. Diese große Warmeableitung fuhrtzu einer Unterkuhlung der Schmelze wahrend des Erstar-rungsvorganges. Der Warmeleitung kommt beim Elektronen-strahlschweißen eine besondere Bedeutung zu, da der Warme-transport durch Konvektion im Vakuum nahezu entfallt.
Fur die Schweißversuche wurden 15 mm lange Stabe ausVitreloy 105 mit einem Durchmesser von 2 mm eingesetzt,die am Leibniz Institut fur Festkorper- und Werkstofffor-schung in Dresden hergestellt wurden.
Die Bewertung der Schweißnahte erfolgte mithilfe von me-tallographischen Untersuchungen, Harteprufungen sowiedurch Rontgenstrahlbeugungsanalysen (XRD-Analysen).Letztere wurden am Institut fur Oberflachentechnik (IOT)der RWTH Aachen durchgefuhrt.
3 Ergebnisse und Diskussion
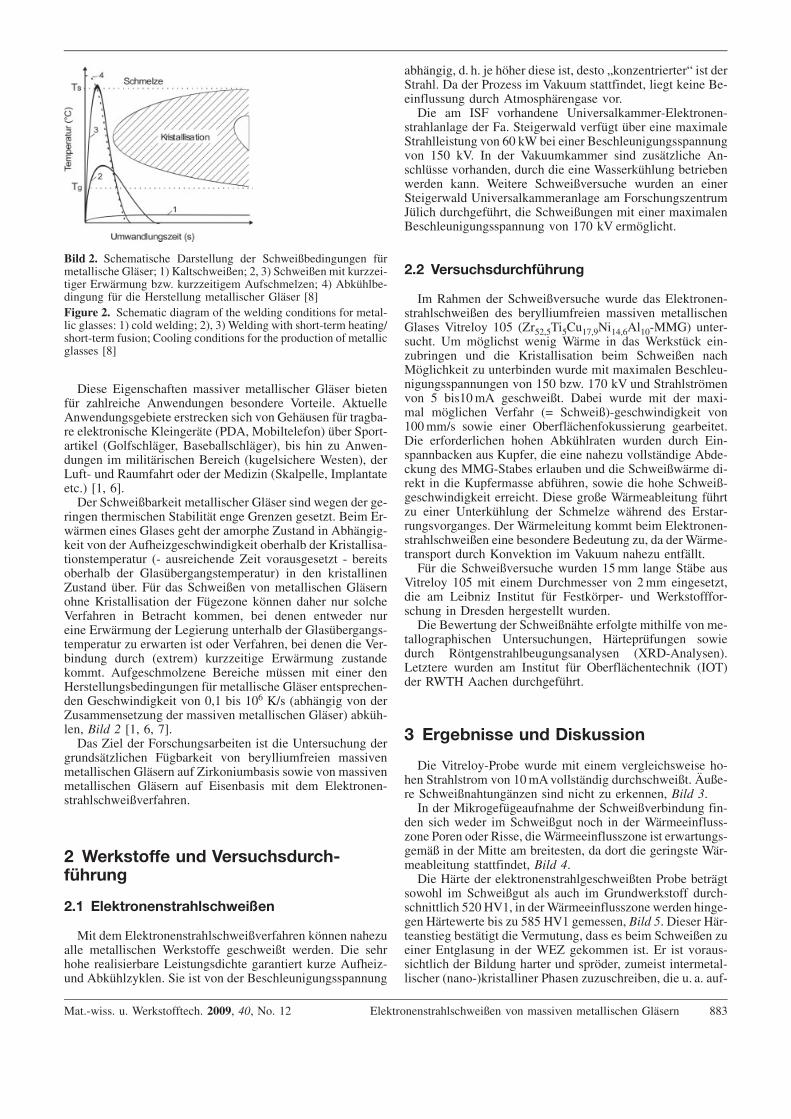
Die Vitreloy-Probe wurde mit einem vergleichsweise ho-hen Strahlstrom von 10 mA vollstandig durchschweißt. Auße-re Schweißnahtunganzen sind nicht zu erkennen, Bild 3.
In der Mikrogefugeaufnahme der Schweißverbindung fin-den sich weder im Schweißgut noch in der Warmeeinfluss-zone Poren oder Risse, die Warmeeinflusszone ist erwartungs-gemaß in der Mitte am breitesten, da dort die geringste War-meableitung stattfindet, Bild 4.
Die Harte der elektronenstrahlgeschweißten Probe betragtsowohl im Schweißgut als auch im Grundwerkstoff durch-schnittlich 520 HV1, in der Warmeeinflusszone werden hinge-gen Hartewerte bis zu 585 HV1 gemessen, Bild 5. Dieser Har-teanstieg bestatigt die Vermutung, dass es beim Schweißen zueiner Entglasung in der WEZ gekommen ist. Er ist voraus-sichtlich der Bildung harter und sproder, zumeist intermetal-lischer (nano-)kristalliner Phasen zuzuschreiben, die u. a. auf-
Bild 2. Schematische Darstellung der Schweißbedingungen furmetallische Glaser; 1) Kaltschweißen; 2, 3) Schweißen mit kurzzei-tiger Erwarmung bzw. kurzzeitigem Aufschmelzen; 4) Abkuhlbe-dingung fur die Herstellung metallischer Glaser [8]
Figure 2. Schematic diagram of the welding conditions for metal-lic glasses: 1) cold welding; 2), 3) Welding with short-term heating/short-term fusion; Cooling conditions for the production of metallicglasses [8]
Mat.-wiss. u. Werkstofftech. 2009, 40, No. 12 Elektronenstrahlschweißen von massiven metallischen Glasern 883
grund ihrer großen Feinheit und Defektfreiheit eine hohereHarte als die sie umgebende amorphe Matrix aufweisen.
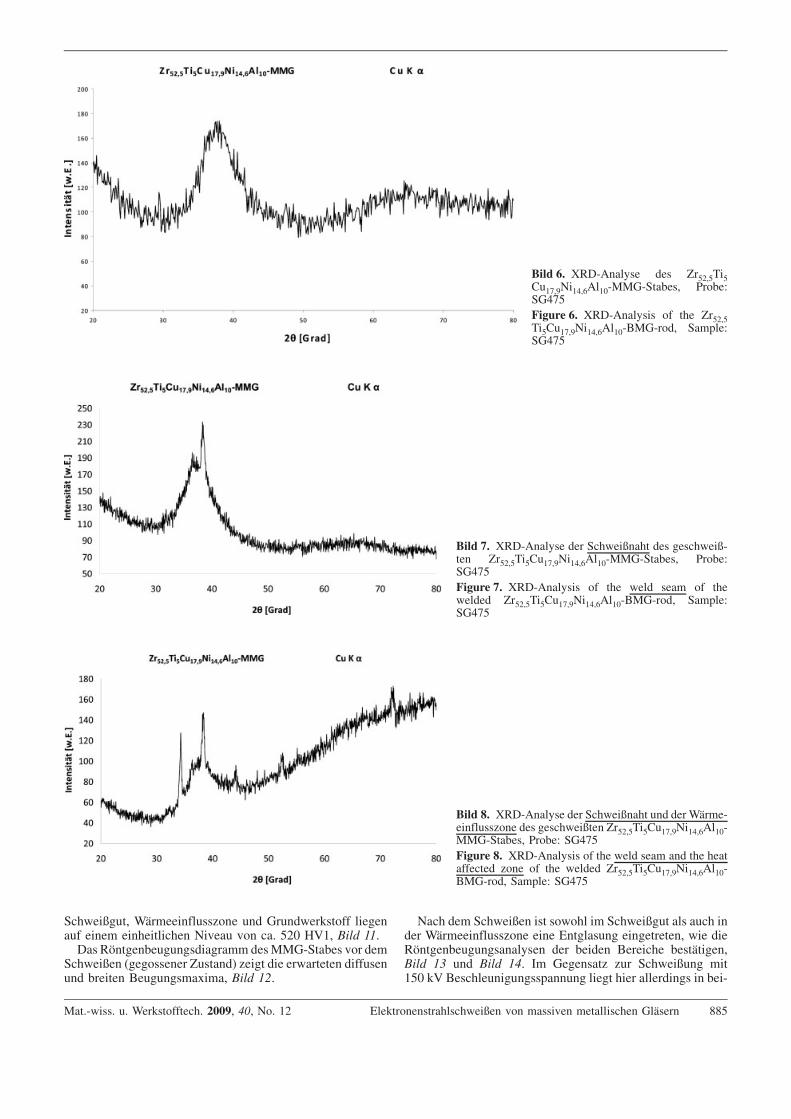
Der elektronenstrahlgeschweißte massive metallischeGlasstab wurde anschließend mittels Rontgenstrahlbeugungs-analyse untersucht. Diese bietet die Moglichkeit, einzelnePunkte im Bereich der Schweißverbindung auf Kristallisationhin zu uberprufen sowie auftretende kristalline Phasen in ihrerZusammensetzung zu bestimmen. Das Rontgenbeugungsdia-gramm des Ausgangsstabes (gegossener Zustand) zeigt wegender nicht vorhandenen langreichweitigen Ordnung im atoma-ren Aufbau die fur amorphe Legierungen typischen breitenund diffusen Beugungsmaxima, Bild 6. Dabei ist zu beruck-sichtigen, dass ein moglicherweise vorhandener geringfugigerProzentsatz (ca. 2 Vol.-%) an kristalliner Phase nicht durch dieRontgendiffraktometrie erfasst wird [2].
Beim Schweißen hat eine (zumindest teilweise) Entglasungdes Materials stattgefunden. Die Intensitat zeigt im Rontgen-beugungsdiagramm weiterhin einen ahnlichen Verlauf wie vordem Schweißen, allerdings treten neben den diffusen Maximaauch scharfe Beugungsreflexe auf, die die Bildung einer kris-tallinen Phase anzeigen. Wahrend in der Schweißnaht nur eineinzelner Reflex bei einem Winkel von 2h = 38 � auftritt, Bild7, zeigt die Analyse von Schweißnaht und Warmeeinflusszoneweitere scharfe Reflexe, sodass in diesem Bereich von einerstarkeren Entglasung ausgegangen werden kann, Bild 8. EineIndentifikation der entstandenen Phasen steht noch aus.
Um die Warmeeinbringung in die Probe weiter zu reduzie-ren und die Kristallisation des Materials nach Moglichkeit zuunterbinden, wurden mit einer Elektronenstrahlschweißanla-ge am Forschungszentrum Julich Versuche mit erhohter Be-schleunigungsspannung (UA=170 kV) und verringertemStrahlstrom (IB=5 mA) durchgefuhrt. Die Schweißungen er-folgten wiederum mit der maximalen Schweißgeschwindig-keit von vS=100 mm/s.
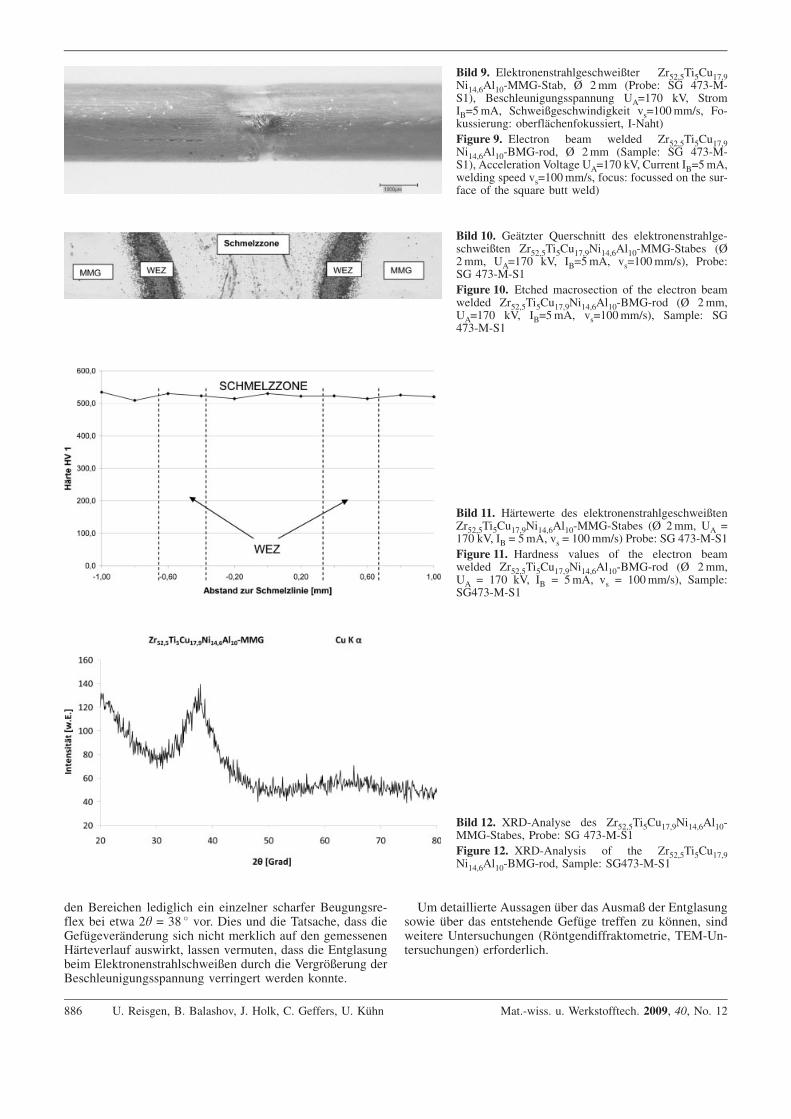
Trotz der geringeren Energieeinbringung konnte eine voll-standige Durchschweißung der Probe ohne außere Schweiß-nahtunganzen erreicht werden, Bild 9. Auch im geatzten Ma-kroquerschliff des Probestabes sind weder im Schweißgutnoch in der Warmeeinflusszone Poren oder Risse zu erkennen,Bild 10.
Die großere Beschleunigungsspannung und der (dadurch)kleinere Strahlstrom fuhren dazu, dass weniger Material auf-geschmolzen wird, Schweißnaht und Warmeeinflusszone wer-den schmaler, die Abkuhlrate steigt. Die Hartewerte von
Bild 3. Elektronenstrahlgeschweißter MMG-Stab aus Zr52,5Ti5-Cu17,9Ni14,6Al10, Ø 2 mm (Probe: SG475), Beschleunigungsspan-nung UA=150 kV, Strom IB=10 mA, Schweißgeschwindigkeitvs=100 mm/s, Fokussierung: oberflachenfokussiert, I-Naht)
Figure 3. Electron beam welded BMG-rod out of Zr52,5Ti5Cu17,9-Ni14,6Al10, Ø 2 mm (Sample: SG475), accelaration voltage UA=150kV, current IB=10 mA, welding speed vs=100 mm/s, focus: focussedon the surface of the square butt weld)
Bild 4. Mikrogefuge des elektronenstrahlgeschweißten Zr52,5Ti5-Cu17,9Ni14,6Al10-Stabes, Ø 2 mm bei 20-facher Vergroßerung, Pro-be: SG475
Figure 4. Microsection of the electron beam welded Zr52,5Ti5-Cu17,9Ni14,6Al10-rod, Ø 2 mm, magnification x20, Sample: SG475
Bild 5. Hartewerte des elektronenstrahl-geschweißten Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes (Ø 2 mm, UA=150 kV,IB=10 mA, vs=100 mm/s), Probe: SG475
Figure 5. Hardness values of the elec-tron beam welded Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod (Ø 2 mm, UA=150kV, IB=10 mA, vs=100 mm/s), Sample:SG475
884 U. Reisgen, B. Balashov, J. Holk, C. Geffers, U. Kuhn Mat.-wiss. u. Werkstofftech. 2009, 40, No. 12
Schweißgut, Warmeeinflusszone und Grundwerkstoff liegenauf einem einheitlichen Niveau von ca. 520 HV1, Bild 11.
Das Rontgenbeugungsdiagramm des MMG-Stabes vor demSchweißen (gegossener Zustand) zeigt die erwarteten diffusenund breiten Beugungsmaxima, Bild 12.
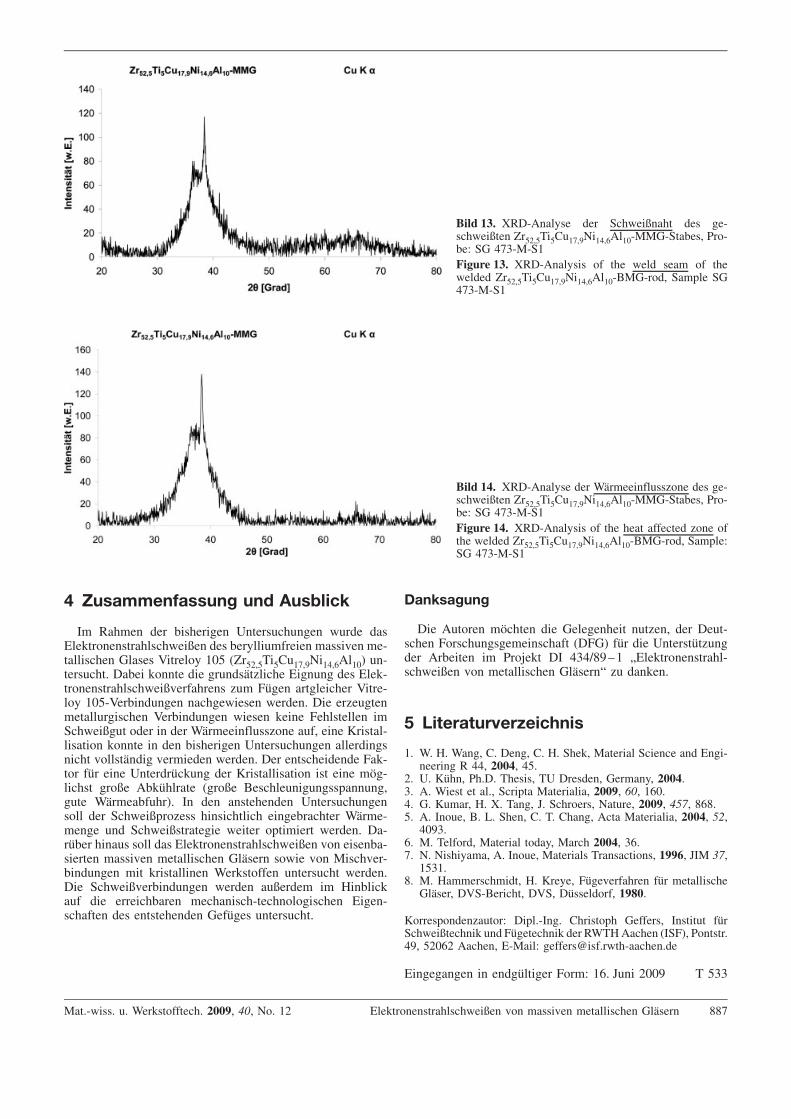
Nach dem Schweißen ist sowohl im Schweißgut als auch inder Warmeeinflusszone eine Entglasung eingetreten, wie dieRontgenbeugungsanalysen der beiden Bereiche bestatigen,Bild 13 und Bild 14. Im Gegensatz zur Schweißung mit150 kV Beschleunigungsspannung liegt hier allerdings in bei-
Bild 6. XRD-Analyse des Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes, Probe:SG475
Figure 6. XRD-Analysis of the Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod, Sample:SG475
Bild 7. XRD-Analyse der Schweißnaht des geschweiß-ten Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes, Probe:SG475
Figure 7. XRD-Analysis of the weld seam of thewelded Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod, Sample:SG475
Bild 8. XRD-Analyse der Schweißnaht und der Warme-einflusszone des geschweißten Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes, Probe: SG475
Figure 8. XRD-Analysis of the weld seam and the heataffected zone of the welded Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod, Sample: SG475
Mat.-wiss. u. Werkstofftech. 2009, 40, No. 12 Elektronenstrahlschweißen von massiven metallischen Glasern 885
den Bereichen lediglich ein einzelner scharfer Beugungsre-flex bei etwa 2h = 38 � vor. Dies und die Tatsache, dass dieGefugeveranderung sich nicht merklich auf den gemessenenHarteverlauf auswirkt, lassen vermuten, dass die Entglasungbeim Elektronenstrahlschweißen durch die Vergroßerung derBeschleunigungsspannung verringert werden konnte.
Um detaillierte Aussagen uber das Ausmaß der Entglasungsowie uber das entstehende Gefuge treffen zu konnen, sindweitere Untersuchungen (Rontgendiffraktometrie, TEM-Un-tersuchungen) erforderlich.
Bild 9. Elektronenstrahlgeschweißter Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stab, Ø 2 mm (Probe: SG 473-M-S1), Beschleunigungsspannung UA=170 kV, StromIB=5 mA, Schweißgeschwindigkeit vs=100 mm/s, Fo-kussierung: oberflachenfokussiert, I-Naht)
Figure 9. Electron beam welded Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod, Ø 2 mm (Sample: SG 473-M-S1), Acceleration Voltage UA=170 kV, Current IB=5 mA,welding speed vs=100 mm/s, focus: focussed on the sur-face of the square butt weld)
Bild 10. Geatzter Querschnitt des elektronenstrahlge-schweißten Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes (Ø2 mm, UA=170 kV, IB=5 mA, vs=100 mm/s), Probe:SG 473-M-S1
Figure 10. Etched macrosection of the electron beamwelded Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod (Ø 2 mm,UA=170 kV, IB=5 mA, vs=100 mm/s), Sample: SG473-M-S1
Bild 11. Hartewerte des elektronenstrahlgeschweißtenZr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes (Ø 2 mm, UA =170 kV, IB = 5 mA, vs = 100 mm/s) Probe: SG 473-M-S1
Figure 11. Hardness values of the electron beamwelded Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod (Ø 2 mm,UA = 170 kV, IB = 5 mA, vs = 100 mm/s), Sample:SG473-M-S1
Bild 12. XRD-Analyse des Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes, Probe: SG 473-M-S1
Figure 12. XRD-Analysis of the Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod, Sample: SG473-M-S1
886 U. Reisgen, B. Balashov, J. Holk, C. Geffers, U. Kuhn Mat.-wiss. u. Werkstofftech. 2009, 40, No. 12
4 Zusammenfassung und Ausblick
Im Rahmen der bisherigen Untersuchungen wurde dasElektronenstrahlschweißen des berylliumfreien massiven me-tallischen Glases Vitreloy 105 (Zr52,5Ti5Cu17,9Ni14,6Al10) un-tersucht. Dabei konnte die grundsatzliche Eignung des Elek-tronenstrahlschweißverfahrens zum Fugen artgleicher Vitre-loy 105-Verbindungen nachgewiesen werden. Die erzeugtenmetallurgischen Verbindungen wiesen keine Fehlstellen imSchweißgut oder in der Warmeeinflusszone auf, eine Kristal-lisation konnte in den bisherigen Untersuchungen allerdingsnicht vollstandig vermieden werden. Der entscheidende Fak-tor fur eine Unterdruckung der Kristallisation ist eine mog-lichst große Abkuhlrate (große Beschleunigungsspannung,gute Warmeabfuhr). In den anstehenden Untersuchungensoll der Schweißprozess hinsichtlich eingebrachter Warme-menge und Schweißstrategie weiter optimiert werden. Da-ruber hinaus soll das Elektronenstrahlschweißen von eisenba-sierten massiven metallischen Glasern sowie von Mischver-bindungen mit kristallinen Werkstoffen untersucht werden.Die Schweißverbindungen werden außerdem im Hinblickauf die erreichbaren mechanisch-technologischen Eigen-schaften des entstehenden Gefuges untersucht.
Danksagung
Die Autoren mochten die Gelegenheit nutzen, der Deut-schen Forschungsgemeinschaft (DFG) fur die Unterstutzungder Arbeiten im Projekt DI 434/89 –1 „Elektronenstrahl-schweißen von metallischen Glasern“ zu danken.
5 Literaturverzeichnis
1. W. H. Wang, C. Deng, C. H. Shek, Material Science and Engi-neering R 44, 2004, 45.
2. U. Kuhn, Ph.D. Thesis, TU Dresden, Germany, 2004.3. A. Wiest et al., Scripta Materialia, 2009, 60, 160.4. G. Kumar, H. X. Tang, J. Schroers, Nature, 2009, 457, 868.5. A. Inoue, B. L. Shen, C. T. Chang, Acta Materialia, 2004, 52,
4093.6. M. Telford, Material today, March 2004, 36.7. N. Nishiyama, A. Inoue, Materials Transactions, 1996, JIM 37,
1531.8. M. Hammerschmidt, H. Kreye, Fugeverfahren fur metallische
Glaser, DVS-Bericht, DVS, Dusseldorf, 1980.
Korrespondenzautor: Dipl.-Ing. Christoph Geffers, Institut furSchweißtechnik und Fugetechnik der RWTH Aachen (ISF), Pontstr.49, 52062 Aachen, E-Mail: [email protected]
Eingegangen in endgultiger Form: 16. Juni 2009 T 533
Bild 13. XRD-Analyse der Schweißnaht des ge-schweißten Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes, Pro-be: SG 473-M-S1
Figure 13. XRD-Analysis of the weld seam of thewelded Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod, Sample SG473-M-S1
Bild 14. XRD-Analyse der Warmeeinflusszone des ge-schweißten Zr52,5Ti5Cu17,9Ni14,6Al10-MMG-Stabes, Pro-be: SG 473-M-S1
Figure 14. XRD-Analysis of the heat affected zone ofthe welded Zr52,5Ti5Cu17,9Ni14,6Al10-BMG-rod, Sample:SG 473-M-S1
Mat.-wiss. u. Werkstofftech. 2009, 40, No. 12 Elektronenstrahlschweißen von massiven metallischen Glasern 887










![Struktur von metallischen Gläsern: Experimente und Modelle · Beispiele sind: Metall-Metalloid Gläser, Ni 80B 20 [3,4], Ni 80P 20 [4,5], Ti-Si [6], Gläser aus zwei Übergangsmetallen,](https://img.pdfslide.org/doc/110x75/605ecfaba8913559c0634b4f/struktur-von-metallischen-glsern-experimente-und-beispiele-sind-metall-metalloid.jpg)