Embed Size (px)
Citation preview
2015/2016
Produkte, Prozesse, Lösungen
Engineering Kompetenz
Bauen Sie Ihren Vorsprung aus.
Engineering Kompetenzwalter-tools.com
Setzen Sie in der Technik neue Maßstäbe. Mit Werkzeugen, die in der Zerspanung weit über den Standard hinausgehen. Wir stecken in jede Innovation die gesamte Erfahrung und das ganze Wissen unserer Ingenieurskunst – damit Sie Ihren Erfolg und Ihren Vorsprung auch weiterhin konstant ausbauen.
„Wir erfinden das Rad nicht jeden Tag neu.
Aber immer dann, wenn es sinnvoll ist.“
3
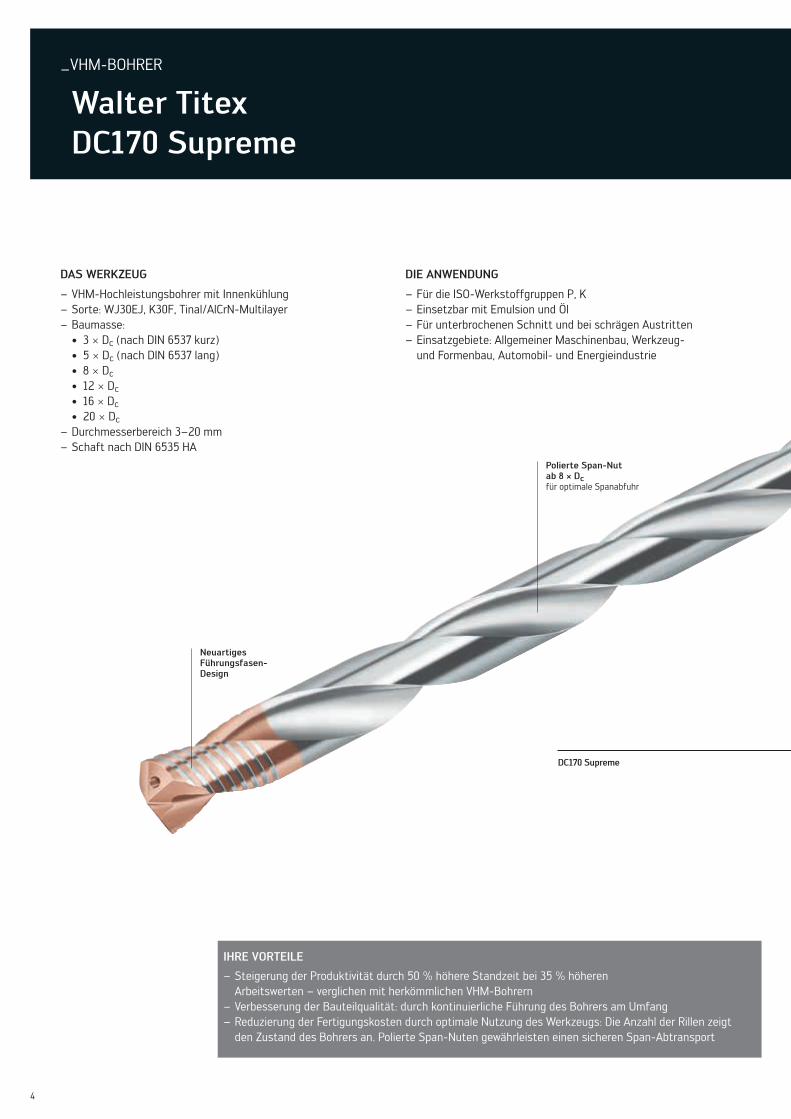
_VHM-BOHRER
Walter Titex DC170 Supreme
IHRE VORTEILE
– Steigerung der Produktivität durch 50 % höhere Standzeit bei 35 % höheren Arbeitswerten – verglichen mit herkömmlichen VHM-Bohrern
– Verbesserung der Bauteilqualität: durch kontinuierliche Führung des Bohrers am Umfang – Reduzierung der Fertigungskosten durch optimale Nutzung des Werkzeugs: Die Anzahl der Rillen zeigt den Zustand des Bohrers an. Polierte Span-Nuten gewähr leisten einen sicheren Span-Abtransport
Neuartiges Führungsfasen- Design
Polierte Span-Nut ab 8 × Dcfür optimale Spanabfuhr
DAS WERKZEUG
– VHM-Hochleistungsbohrer mit Innenkühlung – Sorte: WJ30EJ, K30F, Tinal/AlCrN-Multilayer – Baumasse:• 3 × Dc (nach DIN 6537 kurz) • 5 × Dc (nach DIN 6537 lang)• 8 × Dc• 12 × Dc• 16 × Dc• 20 × Dc
– Durchmesserbereich 3–20 mm – Schaft nach DIN 6535 HA
DIE ANWENDUNG
– Für die ISO-Werkstoffgruppen P, K – Einsetzbar mit Emulsion und Öl – Für unterbrochenen Schnitt und bei schrägen Austritten – Einsatzgebiete: Allgemeiner Maschinenbau, Werkzeug- und Formenbau, Automobil- und Energieindustrie
DC 170 Supreme Produktfamilie: DC170 Supreme
4
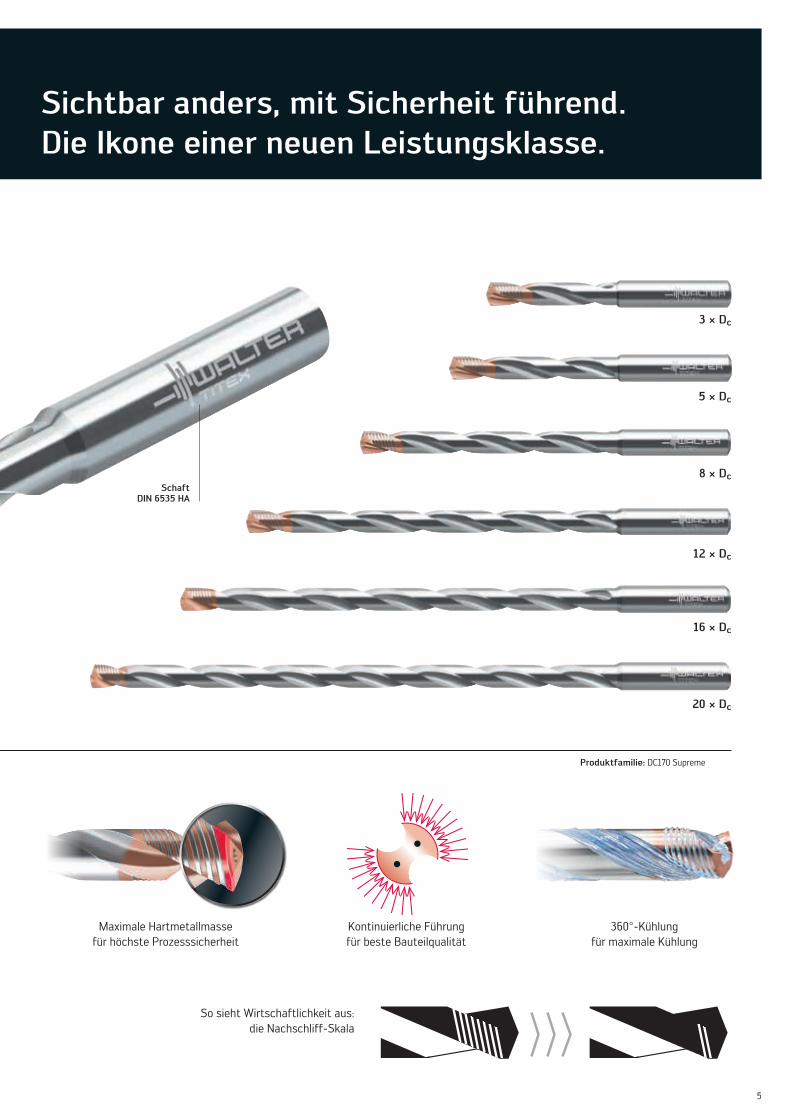
Sichtbar anders, mit Sicherheit führend.Die Ikone einer neuen Leistungsklasse.
So sieht Wirtschaftlichkeit aus:die Nachschliff-Skala
360°-Kühlungfür maximale Kühlung
Kontinuierliche Führungfür beste Bauteilqualität
Maximale Hartmetallmassefür höchste Prozesssicherheit
Schaft DIN 6535 HA
3 × Dc
20 × Dc
5 × Dc
8 × Dc
12 × Dc
16 × Dc
DC 170 Supreme Produktfamilie: DC170 Supreme
5
DAS WERKZEUG: -P
– Direkte Kühlmittelzufuhr durch die Spannpratze und entlang der Freifläche
– Flexibler Kühlmittelanschluss Vierkantschaft• Direkte Kühlmittelübergabe Aufnahme / Schaftwerkzeug
(A2120-P / A2121-P)• Kühlmittelschlauchset mit G1/8˝-Gewinde (K601)
– Werkzeugvarianten• Vierkantschaft 20 / 25 mm• Walter Capto™ C4–C6
DIE ANWENDUNG
– Zerspanung von Rostfrei-Material (ISO M), Superlegierung (ISO S) und teilweise Stahl (ISO P)
– Einsetzbar ab 10 bar bis 150 bar maximaler Kühlmitteldruck (nach technischer Klärung ist auch ein höherer Druck möglich)
– Verbesserter Spanbruch, insbesondere bei einem Druck über 40 bar – Mehrmaschinenbedienung, z. B. Mehrspindler, da durch die optimale Kühlung die Späne entfernt werden
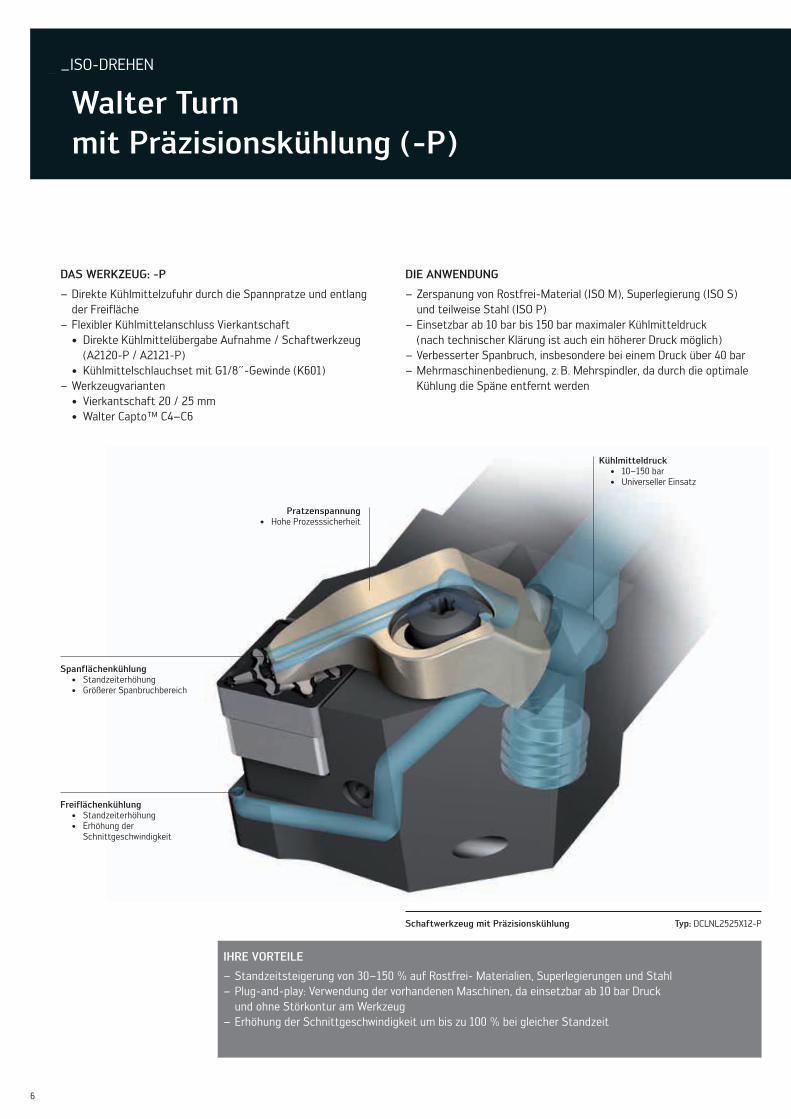
Spanflächenkühlung • Standzeiterhöhung• Größerer Spanbruchbereich
Freiflächenkühlung • Standzeiterhöhung • Erhöhung der
Schnittgeschwindigkeit
Schaftwerkzeug mit Präzisionskühlung Typ: DCLNL2525X12-P
Kühlmitteldruck • 10–150 bar• Universeller Einsatz
Pratzenspannung• Hohe Prozesssicherheit
_ISO-DREHEN
Walter Turn mit Präzisionskühlung (-P)
IHRE VORTEILE
– Standzeitsteigerung von 30–150 % auf Rostfrei- Materi alien, Superlegierungen und Stahl – Plug-and-play: Verwendung der vorhandenen Maschinen, da einsetzbar ab 10 bar Druck und ohne Störkontur am Werkzeug
– Erhöhung der Schnittgeschwindigkeit um bis zu 100 % bei gleicher Standzeit
6
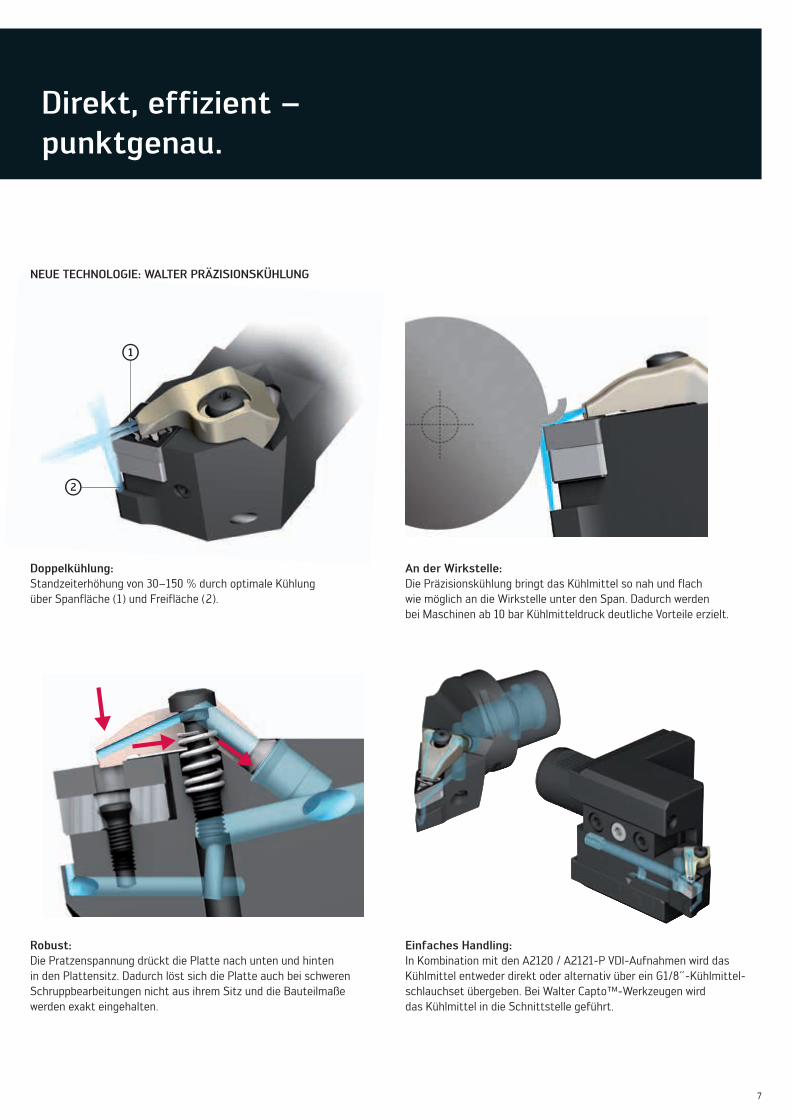
②
①
Doppelkühlung:Standzeiterhöhung von 30–150 % durch optimale Kühlung über Spanfläche (1) und Freifläche (2).
Einfaches Handling:In Kombination mit den A2120 / A2121-P VDI-Aufnahmen wird das Kühlmittel entweder direkt oder alternativ über ein G1/8˝-Kühlmittel-schlauchset übergeben. Bei Walter Capto™-Werkzeugen wird das Kühlmittel in die Schnitt stelle geführt.
An der Wirkstelle:Die Präzisionskühlung bringt das Kühlmittel so nah und flach wie möglich an die Wirkstelle unter den Span. Dadurch werden bei Maschinen ab 10 bar Kühlmitteldruck deutliche Vorteile erzielt.
NEUE TECHNOLOGIE: WALTER PRÄZISIONSKÜHLUNG
Robust:Die Pratzenspannung drückt die Platte nach unten und hinten in den Plattensitz. Dadurch löst sich die Platte auch bei schweren Schruppbearbeitungen nicht aus ihrem Sitz und die Bauteilmaße werden exakt eingehalten.
Direkt, effizient – punktgenau.
7

DAS WERKZEUG
– 90°-Ramping-Fräser zum HSC-Fräsen – Maximale Schnitt-Tiefe 15 mm bzw. 20 mm – Durchmesser 25–80 mm bzw. 1–3 ̋ – Hohe Rundlaufgenauigkeit – Feingewuchtete Grundkörper – Mit unterschiedlichen Schnittstellen wie z.B. HSK, ScrewFit, Zylinderschaft oder Bohrungsaufnahme
DIE ANWENDUNG
– Zur Bearbeitung von Nicht-Eisen-Metallen (ISO N) wie z.B. Aluminium-Knetlegierungen oder Aluminium-Lithium-Legierungen
– Bearbeitung von Strukturbauteilen im Flugzeugbau – Schruppfräsen und Vorschlichten von Taschen mit hohem Spanvolumen
Walter Ramping-Fräser Typ: M2131
Innenkühlung für MMS oder Kühlschmiermittel
Intergrierte Fliehkraftsicherung
V-förmige Schneide für schräges Eintauchen
IHRE VORTEILE
– Hohe Prozesssicherheit auch bei höchsten Drehzahlen durch Fliehkraftsicherung
– Kurze Bearbeitungszeit durch maximales Zerspanvolumen – Lange Standzeiten durch geringe Aufbauschneidenbildung
_ECKFRÄSER
Walter Sky·tec Ramping-Fräser M2131
8

DIE WENDESCHNEIDPLATTEN
– Zwei Wendeschneidplattengrößen mit verschiedenen Eckenradien• ZDGT1504 …R-K85 (R = 0,4–4,0 mm)• ZDGT2005…R-K85 (R = 0,8–6,4 mm)
– Positive Grundform mit spezieller Geometrie zum Taschenfräsen – Fliehkraftsicherung an der Auflagefläche für HSC-Bearbeitung – Neue Fräs-Sorte WNN15 mit extrem hoher Standzeit
Walter ISO N-Wendeschneidplatte Typ: ZDGT
DETAIL DER SPANFLÄCHE
Extrem glatte Oberfläche der Sorte WNN15
Schnittdaten:bisher WNN15
vc 2 356 m/min 2 356 m/min
n 15 000 min-1 15 000 min-1
fz 0,20 mm 0,20 mm
vf 9 000 mm/min 9 000 mm/min
ae 42 mm 42 mm
ap 9 mm 9 mm
Material: Aluminium 7075Werkzeug: M2131 / Z = 3 / Ø 50 mmWendeschneidplatte: ZDGT200540R-K85Schneidstoff: WNN15Kühlmedium: Emulsion
Fräsen einer Tasche
600480120 240 720360
Vergleich Standzeit [min.]
bisher
M2131 mit Sorte WNN15 700
+367 %
0
150
1 µm
Benchmark bei Alu-Knetlegierungen in der Flugzeugindustrie.
9

ANSPRECHPARTNER FÜR DEN GESAMTEN PROZESS.
Was Walter Multiply so besonders macht, ist die jahrzehntelange Erfahrung in der Zerspanung, die wir mit dem tiefen Wissen um die Bauteile unserer Kunden kombinieren. Mit unseren Lösungen und Leistungen unterstützen wir Sie in jeder Phase Ihres Prozesses, egal ob es um neue oder bestehende Bauteile geht. Mit durchdachten Komplettlösungen und einem umfassenden Werkzeugportfolio optimieren wir entlang des gesamten Werkzeuglebenszyklus‘ Ihre Fertigungsprozesse und Produktivität.
Und Sie profitieren von umfassender Engineering Kompetenz.
_VOM WERKZEUG ZUR LÖSUNG
Walter Multiply
IHRE VORTEILE
– Kompetentes und professionelles Prozessmanagement – Garantierte Prozessergebnisse zum Paketpreis – Werkzeuge und Lösungen aus einer Hand – Fokus auf Wertschöpfung und Ressourceneinsparung
WingRipFahrwerksträgerbalken
FOKUS AUF DEN KOMPLETTEN PROZESS
Wertschöpfung beginnt mit dem ersten Span. Als erfahrener Partner beim Planen neuer und beim Optimieren bestehender Fertigungsprozesse bringen Sie unsere Produktionslösungen den entscheidenden Schritt nach vorn. Denn unser Fokus umfasst alle relevanten Faktoren: vom optimalen Spannsystem über das effizienteste NC-Programm bis zur bestmöglichen Werkzeugauswahl. P
rozessdes
ign
Bes
chaf
fung
Verwaltung Voreinstellen Bearbeitung Wiederaufbereitung
Dig
it
ale Applikationen
Technischer Support
Prozess Know-how
10
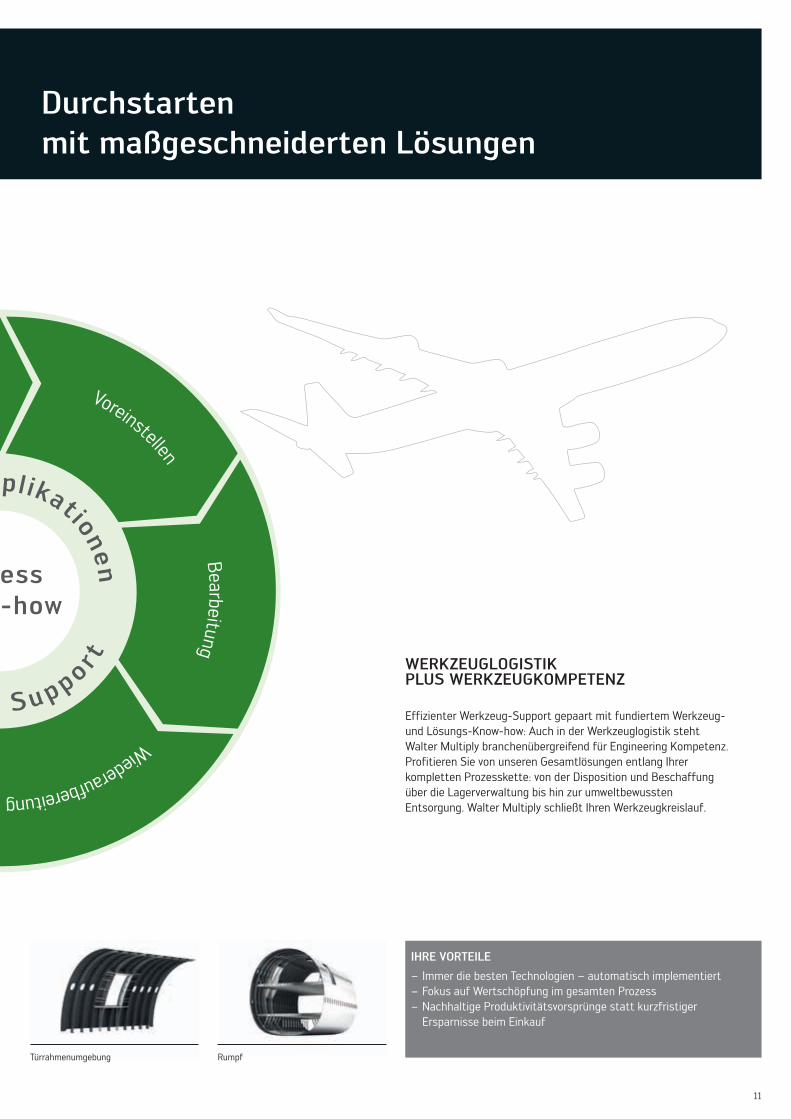
Durchstarten mit maßgeschneiderten Lösungen
IHRE VORTEILE
– Immer die besten Technologien – automatisch implementiert – Fokus auf Wertschöpfung im gesamten Prozess – Nachhaltige Produktivitätsvorsprünge statt kurzfristiger Ersparnisse beim Einkauf
WERKZEUGLOGISTIK PLUS WERKZEUGKOMPETENZ
Effizienter Werkzeug-Support gepaart mit fundiertem Werkzeug- und Lösungs-Know-how: Auch in der Werkzeuglogistik steht Walter Multiply branchenübergreifend für Engineering Kompetenz. Profitieren Sie von unseren Gesamtlösungen entlang Ihrer kompletten Prozesskette: von der Disposition und Beschaffung über die Lagerverwaltung bis hin zur umweltbewussten Entsorgung. Walter Multiply schließt Ihren Werkzeugkreislauf.
Türrahmenumgebung Rumpf
Prozessd
esign
B
esch
affu
ng
Verwaltung Voreinstellen Bearbeitung Wiederaufbereitung
Dig
it
ale Applikationen
Technischer Support
Prozess Know-how
11

_ENGINEERING KOMPETENZ
Walter Aerospace Neue Werkzeug-Konzepte
Typ: M2131
• Neue Sorte WNN15 für max. Werkzeugstandzeit • Fliehkraftsicherung für max. Drehzahl• Innenkühlung für MMS und Emulsion• HSC-Anwendungen für max. Zerspanvolumen
ALUMINIUM-BEARBEITUNG:
Vor allem die Luftfahrt nutzt Knetlegierungen aus Aluminium. Die Vorteile liegen auf der Hand. Sie sind leicht, haben eine hohe Tragkraft und sind extrem widerstandsfähig. Das gilt für die bewährten 2000er-, 6000er- und 7000er-Serien. Und erst recht für neue Generationen wie die 2050 Al-Lithium-Legierung.
Wer Aluminium bearbeitet, muss sich intensiv mit der Prozessent-wicklung beschäftigen. Denn Maschine, Werkzeug, Arbeits prozesse und Frässtrategien müssen optimal zu Material und Legierung passen.
Walter bietet High-Performance-Lösungen für HPC- und HSM-Zerspanung von Aluminium – sei es mit Wendeschneidplatten-, Hartmetall- oder PKD-Werkzeugen. Beim Kontur- und Taschenfräsen kommt es zudem auf maximale Prozesssicherheit an.
Hier ist der neue Sky·tec Ramping-Fräser M2131 der Schlüssel zum Erfolg. Mit seinen ZDGT-Wendeschneidplatten erfüllt er die hohen Ansprüche unserer Kunden an eine ganzheitliche Zerspanungs-Lösung der Marke Walter.
12

Typ: Walter Prototyp HPC Al38
• 4 Schneiden – ungleich geteilt für Wand-Schlichtbearbeitung• Übergangsradius am Umfang für absatzfreies Fräsen
bei der Waterline-Strategie• Optimierte Mikro-Geometrie der Schneidkante
für vibrationsfreie Schlichtoperationen• Innere Kühlmittelzufuhr – auch für MMS
Typ: Walter Prototyp MB 266 Supreme
• Sorte WJ30UU (unbeschichtet)• Innenkühlung für Emulsion/(MMS)• Al 30-Geometrie für Finishing und
max. Zerspanvolumen• Zentrumsschneide für sicheres Ramping
Typ: Walter Prototyp MB 265 Supreme
• Sorte WJ30UU (unbeschichtet),• Sorte WJ30CA (CrN-beschichtet)• Innenkühlung für Emulsion/(MMS)• Al-RAPAX G30-Geometrie für max. Zerspanvolumen• Zentrumsschneide für sicheres Ramping
Typ: Walter Prototyp HPC Al30 Vielzahnfräser
• Vielzahnfräser für HPC-Taschen- und Bodenschlichten
• Mikro-Geometrie der Zentrumsschneide sorgt für niedrige axiale Schnittkräfte
• Vibrationsfrei dank Mikro-Geometrie der sekundäre Schneidkante
• Innenkühlung für MMS• Konstanter Drallwinkel
Innovationen im Flugzeugbau
13

_ENGINEERING KOMPETENZ
Aerospace Trends Neue Werkzeug-Konzepte
Typ: Walter Prototyp ConeFit-Ti50-Familie
• Absatzfreies Semischlichten/Schlichten tiefer Taschen von Titan-Strukturbauteilen
• Bis zu 7 × D mit VHM-ConeFit-Aufnahmen
Typ: Walter High-Feed-Fräser M4002
• Wirtschaftliches High-Feed-Fräsen mit System: Wendeschneidplatte und max. Zähnezahl für max. Zeitspanvolumen
• Bis zu 100% mehr Standzeit mit dem neuen Schneidstoff WSM45X für Titan!
Typ: Walter BLAXX-Igel-Fräser M3255
• Tangentiales Frässystem mit 4 Schneiden pro Wendeschneidplatte am Umfang• Max. Zähnezahl für max. Zeitspanvolumen für die Schruppbearbeitung
von Titan-Strukturbauteilen• Bis zu 100% mehr Standzeit mit dem neuen Schneidstoff WSM45X für Titan!
Typ: Walter Prototyp Protostar® Ti40-Familie
• Multitalent mit 5 Schneiden• Mehr Produktivität beim Schruppen, Semischlichten,
Schlichten und dynamischen Hochvorschubfräsen von Titan-Strukturbauteilen
TITAN-BEARBEITUNG
Keine Branche verarbeitet mehr Titan als die Aerospace-Industrie. Die größten Vorteile des Materials für diese Industrie sind die hohe Stabilität verbunden mit seinem geringen Gewicht sowie die sehr guten Hochtemperatur-Eigenschaften.
Der Schlüssel zu einer erfolgreichen Titan-Bearbeitung ist ein Prozess, der sämtliche für die Bearbeitung relevanten Komponenten umfasst: Maschine, Schneidwerkzeug, Bearbeitungsprozesse und die richtige Frässtrategie müssen so kombiniert werden, dass sie perfekt zu den Materialeigenschaften der gewählten Titanlegierung passen.
Die Bearbeitung (Kontur- und Taschenfräsen) wird zumeist auf CNC- Fräszentren oder auf Mehrspindel-Portalfräsmaschinen durchgeführt. Unsere Wendeschneidplatten mit Tiger·tec® Silver-Beschichtung in der neuen Sorte WSM45X sowie Vollhartmetallfräser überzeugen hier durch eine enorm hohe Lebensdauer und Formbeständigkeit.
14
Optimieren Sie Ihre Prozesse.
Engineering Kompetenzwalter-tools.com
Setzen Sie in der Zerspanung auf einen Dienstleister statt auf einen Lieferanten. Nutzen Sie nicht nur außergewöhnliche Produkte, sondern auch maßgeschneiderte Beratung und herausragenden Service. Ihre Anforderungen sind unsere Denkumgebung, um Ihre Prozesse zu analysieren, zu verstehen und zu optimieren.
Ände
rung
en v
orbe
halte
n –
Prin
ted
in G
erm
any
6976
246
(09/
2015
) DE
Walter Deutschland GmbH Frankfurt, Deutschland +49 (0) 69 78902-100, [email protected]
Walter (Schweiz) AG Solothurn, Schweiz +41 (0) 32 617 40 72, [email protected]
Walter Austria GmbH Wien, Österreich +43 1 5127300-0, [email protected]
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Deutschland
walter-tools.com





























