Embed Size (px)
Citation preview

Diplomarbeit
Entwicklung eines Multi-Extrusion-Kopfes für einen FFF 3D-Drucker
unter der Leitung von
Ao.Univ.Prof. Dipl.-Ing. Dr.techn. Manfred Grafinger
Univ.Ass. Dipl.-Ing. Rainer Riegler, BSc
Eingereicht an der Technischen Universität Wien
Fakultät für Maschinenwesen und Betriebswissenschaften
von
Maximilian Peter Samhaber, BSc
Meynertgasse 8/9, 1090 Wien
Wien, 10. Februar 2021 ___________________________
Inhaltsverzeichnis
1 Einleitung ......................................................................................................................................... 1
2 Einführung in Multimaterial FFF-3D-Druck ..................................................................................... 3
2.1 Additive Fertigung ................................................................................................................... 3
2.2 Fused Filament Fabrication ..................................................................................................... 3
2.3 Multimaterial ........................................................................................................................... 4
2.3.1 Potentiale ........................................................................................................................ 4
2.3.2 Schwierigkeiten ............................................................................................................... 5
2.3.3 Wichtige Hersteller von Multi-Material-3D-Druckern..................................................... 6
3 Planen und Klären der Aufgabenstellung ........................................................................................ 8
3.1 Nutzungsszenario .................................................................................................................... 8
3.1.1 Wer ist der Kunde? .......................................................................................................... 8
3.1.2 Was ist der konkrete Einsatzzweck? ............................................................................... 8
3.1.3 Welche Rahmenbedingungen gibt es für die Entwicklung? ............................................ 9
3.2 Grobanforderungen ................................................................................................................ 9
3.3 Lastenheft .............................................................................................................................. 10
3.4 Pflichtenheft .......................................................................................................................... 10
3.5 Grundlagen zur Auslegung .................................................................................................... 11
3.5.1 Druckauflösung .............................................................................................................. 11
3.5.2 Temperaturen ................................................................................................................ 11
3.6 Anforderungsliste .................................................................................................................. 13
3.6.1 Tangierende Arbeiten .................................................................................................... 14
4 Konzeptphase ................................................................................................................................ 15
4.1 Funktionsanalyse ................................................................................................................... 15
4.1.1 Gesamtfunktion ............................................................................................................. 15
4.1.2 Allgemeine Funktionsstruktur ....................................................................................... 15
4.1.3 Bekannte Multimaterial-Systeme .................................................................................. 16
4.1.4 Lösung für „Filament wechseln“ ................................................................................... 22
4.1.5 Funktionsstruktur „Filament wechseln“ ........................................................................ 24
4.2 Teillösungen .......................................................................................................................... 25
4.2.1 Energie wandeln ............................................................................................................ 25
4.2.2 Filament zuführen ......................................................................................................... 25
4.2.3 Filament schmelzen ....................................................................................................... 27
4.2.4 Kabel führen .................................................................................................................. 28
4.2.5 Werkzeug bewegen ....................................................................................................... 29
4.2.6 Werkzeug parken........................................................................................................... 30
4.2.7 Werkzeug positionieren ................................................................................................ 31
4.2.8 Werkzeug fixieren .......................................................................................................... 34
4.2.9 Druckbett einstellen ...................................................................................................... 37
4.3 Morphologischer Kasten ....................................................................................................... 40
4.4 Bewertung ............................................................................................................................. 41
4.4.1 Bewertungskriterien ...................................................................................................... 41
4.4.2 Gewichtung der Kriterien .............................................................................................. 41
4.4.3 Bewertung ..................................................................................................................... 42
5 Entwurf .......................................................................................................................................... 43
5.1 Grobentwurf .......................................................................................................................... 43
5.2 Achs- und Rahmenauslegung ................................................................................................ 43
5.3 Detailentwurf ........................................................................................................................ 47
5.3.1 CoreXY Kinematik .......................................................................................................... 48
5.3.2 Werkzeug-Kopplung ...................................................................................................... 51
5.3.3 Führung ......................................................................................................................... 54
5.3.4 Werkzeugträger ............................................................................................................. 55
5.3.5 Werkzeugparkplatz ........................................................................................................ 59
5.3.6 Extruder ......................................................................................................................... 63
6 Ergebnis ......................................................................................................................................... 64
6.1 Der Werkzeugwechsler „Hydra“ ............................................................................................ 64
6.2 „Upon the shoulders of giants“ ............................................................................................. 68
6.3 Kostenstruktur der eingesetzten Komponenten ................................................................... 68
6.4 Weiterentwicklungspotentiale .............................................................................................. 69
7 Tabellenverzeichnis ....................................................................................................................... 70
8 Abbildungsverzeichnis ................................................................................................................... 71
9 Literaturverzeichnis ....................................................................................................................... 73
1 Einleitung 1
1 Einleitung Hochwertige FFF-3D Drucker verfügen mittlerweile nicht selten über Multi-Material-Fähigkeiten, also der Verwendung mehrerer Druckmaterialien in einem Druck. Dies eröffnet neben mehrfarbigen Druckteilen auch neue Möglichkeiten bei der Integration unterschiedlicher Werkstoffeigenschaften in einem gedruckten Bauteil.
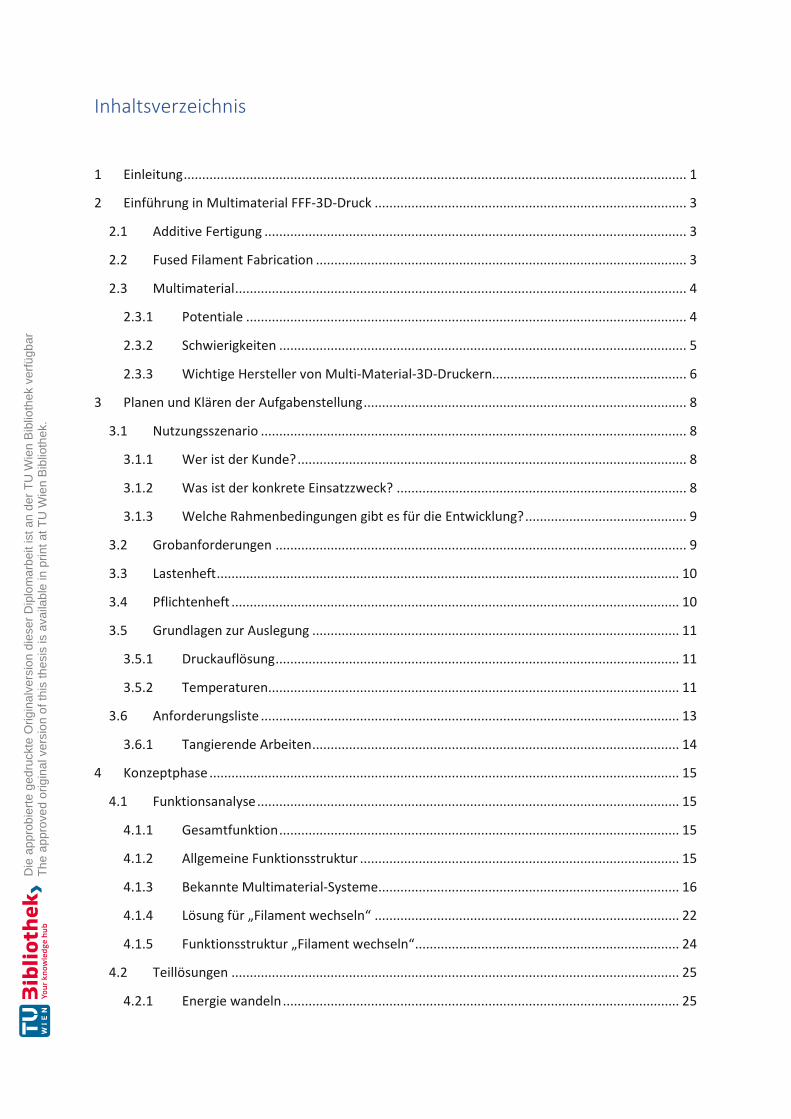
Ziel dieser Arbeit ist die Entwicklung, Fertigung und Inbetriebnahme eines kostengünstigen Multiextrusion FFF-3D Druckers. Da es sich dabei um einen Entwicklungs- und Konstruktionsprozess handelt, wird auf eine Entwicklungsmethodik gesetzt, die sich in diesem Bereich seit vielen Jahren bewährt hat. 1977 skizzieren Pahl und Beitz die Hauptprozessschritte eines solchen Entwicklungs-prozesses. Darauf aufbauend nahm der VDI eine adaptierte Version in die VDI 2221 Richtlinie auf. [1]
Abbildung 1 - Vorgehensweise [1]
Der Entwicklungsprozess nach VDI 2221 wird in 4 Hauptphasen eingeteilt.
1 Einleitung 2
1. Planen und Klären der Aufgabenstellung In diesem ersten Schritt werden Kundenanforderungen und -wünsche ermittelt und auf ihre Vollständigkeit geprüft. Es gilt die Rahmenbedingungen abzustecken, sowie die Ziele des Entwicklungsprozesses möglichst lösungsbefreit zu definieren. Ergebnis dieses Arbeitsschrittes ist eine Anforderungsliste.
2. Konzipieren Mithilfe der Anforderungsliste wird ein Konzept ausgearbeitet. Die Definition der Gesamtfunktion des Produkts, sowie die anschließende Aufspaltung in eine Funktionsstruktur soll die Lösungsneutralität des Konzeptes unterstützen. Die daraus entstandenen Teilfunktionen werden auf ihre spezifischen Anforderungen untersucht und mögliche Teillösungen ausgearbeitet. Anschließend werden mithilfe eines Morphologischen Kastens verschiedene Teillösungen zu einem Gesamtkonzept kombiniert. Das entstandene Konzept wird anschließend auf die Erfüllung der Anforderungen geprüft und bewertet.
3. Entwerfen Die Ausarbeitung des Konzepts beginnt mit einem Grobentwurf und ersten Entwürfen der Teillösungen. Der Entwurf wird stetig verfeinert und vom Theoretischen ins Konkrete geführt. Räumliche Verträglichkeiten werden ausgelotet und erste Funktionsmuster angefertigt. Ziel ist ein präziser Entwurf mit hohem Detailierungsgrad.
4. Ausarbeiten Am Ende steht die Dokumentation des Prototypen. Nach ersten Tests können präzisere Aussagen über die gewählten Lösungen getroffen werden und Daten für eine potenzielle Revision zusammengefasst werden.
2 Einführung in Multimaterial FFF-3D-Druck 3
2 Einführung in Multimaterial FFF-3D-Druck Im folgenden Abschnitt wird die Verfahrensgruppe der additiven Fertigung kurz beschrieben und die Technologie des FFF-3D-Drucks näher erläutert. Anschließend folgt eine Einführung in den Multi-Material-3D-Druck.
2.1 Additive Fertigung
Die DIN 8580 unterscheidet 6 Hauptverfahrensgruppen in der Fertigungstechnik. Dazu gehören Urformen, Umformen, Trennen, Fügen, Beschichten und Stoffeigenschaft ändern. Die erste Gruppe, Urformen, definiert als „Fertigen eines Körpers aus formlosem Stoff“ beinhaltet auch die sogenannte additive oder generative Fertigung. Im Gegensatz zu den subtraktiven oder auch material-abtragendenden Verfahren wird ein Körper durch stetiges Hinzufügen von Material geschaffen. Additive Verfahren erlauben durch den schichtweisen Aufbau fast beliebig gestaltbare Geometrien, wodurch die ersten 3D-Drucker besonders im Design- und Funktionsprototyping Anklang fanden. Eine Analogie zum schichtweisen Aufbau ist in der folgenden Abbildung dargestellt. In den letzten Jahren konnten immer mehr verschiedene und vielseitigere Verfahren entwickelt werden und sich in vielen Bereichen der Industrie etablieren. So gehört die Herstellung von kundenspezifischen Produkten, Ersatzteilen und die Fertigung von Kleinserien zu wachsenden Einsatzbereichen der generativen Fertigung. Folgende Abbildung zeigt eine Analogie zum Schichtweisen Aufbau. [2]
Abbildung 2 - Analogie zum schichtweisen Aufbau der Additiven Fertigung [3]
2.2 Fused Filament Fabrication
Fused Filament Fabrication (FFF), Fused Deposition Modeling (FDM) oder Fused Layer Modeling (FLM) beschreiben alle dasselbe Verfahren. 2009 lief das grundlegende Patent der FDM-Technologie aus, der Name „FDM“ bleibt aber weiterhin geschützt, weshalb sich unterschiedliche Bezeichnungen etabliert haben. Der freie Zugang zu dieser Technologie führte zu einer schnellen Verbreitung und Verbesserung derselben. Nicht nur im industriellen, sondern auch im semi-professionellen und Hobbybereich erlangte dieses Verfahren aufgrund seiner Einfachheit und vergleichsweise geringen Kosten hohe Beliebtheit. Open-Source Projekte wie RepRap, deren Ziel die Schaffung eines sich selbst reproduzierenden 3D-Druckers ist, erleichtern den Zugang für Hobbyisten. Mittlerweile haben sich sowohl einige Anbieter sehr günstiger FFF-Drucker, als auch Anbieter von FFF-Standardteilen zum Eigenbau eines FFF-3D-Druckers, am Markt etabliert. [2]

2 Einführung in Multimaterial FFF-3D-Druck 4
Abbildung 3 - FFF-Druckverfahren [4]
Beim FFF-Drucken wird ein thermoplastischer Kunststoff in Form eines Filament-Drahtes in ein Heizelement geführt und dort geschmolzen. Am Heizelement befestigt befindet sich die Druckdüse (engl. „Nozzle“, in Kombination mit dem Heizelement auch Hot-End genannt), durch die das geschmolzene Filament entlang einer programmierten Kontur auf dem Druckbett in Form eines Stranges aufgetragen wird. Abbildung 3 stellt diesen Vorgang vereinfacht dar. Die Menge des extrudierten Materials wird dabei durch die Filamentzufuhr mittels Schrittmotoren (Extrudermotor) gesteuert, gemeinsam mit dem Düsendurchmesser und der Geschwindigkeit der Bewegung ergibt sich dann ein definierter Materialfluss. Nach dem Kontakt des geschmolzenen Filaments mit dem Druckbett, beziehungsweise der unteren Druckschicht, kommt es durch rasche Abkühlung zur Verfestigung des thermoplastischen Filaments. Ist das Ende des Programmpfades in einer Schicht erreicht, wird der Abstand zwischen Hot-End und Druckbett um eine Schichtdicke erhöht und die nächste Schicht (engl. „Layer“) aufgetragen. [3]
2.3 Multimaterial
Beim Multimaterial-FFF-3D-Druck werden mehrere verschiedene Materialien in einem Druckvorgang verwendet. In jeder Schicht, in der verschiedene Materialien verwendet werden, werden dann die Filamente zeitlich alternierend geschmolzen aufgetragen und anschließend gewechselt. Im Folgenden werden Potentiale, Schwierigkeiten und wichtige Hersteller der Technologie beschrieben.
2.3.1 Potentiale
Multimaterial-3D-Druck ermöglicht Verbesserungen in verschiedenen Bereichen. Aus Fertigungs-Ökonomischer Sicht können durch die Integration von verschiedenen Materialtypen in ein einziges Fertigungsverfahren Kosten eingespart werden. So entfällt beim Druck von verschiedenen Farben die Lackierung, beim Druck mit verschiedenen Materialien kann Montagearbeit eingespart werden. Die Kombination unterschiedlicher Materialien eröffnet auch aus gestalterischer Sicht neue Möglichkeiten, da so die Stärken verschiedener Materialien gezielter eingesetzt werden können. Als Beispiel lassen sich hier wasserlösliche Materialien wie PVA anführen, die sich hervorragend als Stützmaterial eignen, wie in Abbildung 5 zu sehen ist. So kann auch an schwer erreichbaren Stellen Stützmaterial durch Wasser entfernt werden. Ein weiterer Anwendungsfall wäre die Kombination von steifen und flexiblen Werkstoffen, dargestellt in Abbildung 4. Auch die Kombination teurer und günstiger Filamente eröffnet Einsparungspotentiale. So können faserverstärkte Materialien mit

2 Einführung in Multimaterial FFF-3D-Druck 5
höherer Festigkeit entlang der Spannungsverläufe verbaut werden, gering belastete Regionen mit günstigeren Materialien gedruckt werden. [5]
Abbildung 4 - Kombination Steif & Flexibel [5]
Abbildung 5 - Wasserlösliches Filament PVA [6]
2.3.2 Schwierigkeiten
Je nach dem welches Konzept zur Umsetzung eines Multiextrusion-3D-Druckers betrachtet wird, ergeben sich unterschiedliche Probleme. Die folgenden Punkte stellen klassische, in den meisten Konzepten wiederkehrende Problemquellen dar. Sie sind daher maßgeblich für die Entwicklung neuer Konzepte verantwortlich.
2.3.2.1 Purging
Werden mehrere Filamente aus derselben Druckdüse extrudiert, kommt es direkt nach dem Filament-wechsel zur Vermischung der flüssigen Filamente und somit zu einem graduellen Übergang im Druckteil. Da dies meist nicht erwünscht ist, wird neben dem Druckteil ein sogenannter Opferturm (engl. „Purge Tower“) gedruckt. An diesem wird nach jedem Filamentwechsel weiter gedruckt, bis Materialübergang vollständig vollzogen ist und keine Vermischung mehr sichtbar ist. Wenn über mehrere Schichten kein Wechsel stattfindet muss der Turm dennoch weitergebaut werden, da bei Filamentwechseln in höheren Schichten dann nicht einfach in die Luft gedruckt werden kann und ein erneutes Absenken des Druckkopfes wegen Kollisionsgefahr mit dem Druckteil vermieden wird. Somit kann es leicht passieren, dass die Opfertürme mehr Filament als das Druckteil selbst benötigen, wie in Abbildung 6 zu sehen ist. Um diese Materialverschwendung etwas einzudämmen, existieren auch Lösungen ohne Opferturm, die stattdessen bei jedem Filamentwechsel in einen Behälter abseits des Druckbetts extrudieren (engl. „Purge Bucket“).
Abbildung 6 - Benchy und Purge Tower [7]
2 Einführung in Multimaterial FFF-3D-Druck 6
2.3.2.2 Oozing
Werden mehrere Düsen in einem Druck verwendet, werden diese nur in Spezialfällen gleichzeitig genutzt. Üblicherweise wechseln sich mehrere Düsen ab, was dazu führt, dass eine der Düsen mit relativ hoher Temperatur untätig ist. Nach beenden des Extrudierens kommt es zu einem Druckabfall in der Düse und das geschmolzene Filament beginnt langsam aus der Düse zu fließen. Dieser Ausfluss kann bei Bewegungen der Düse am Druckteil haften bleiben und Narben in der Oberfläche hinterlassen.
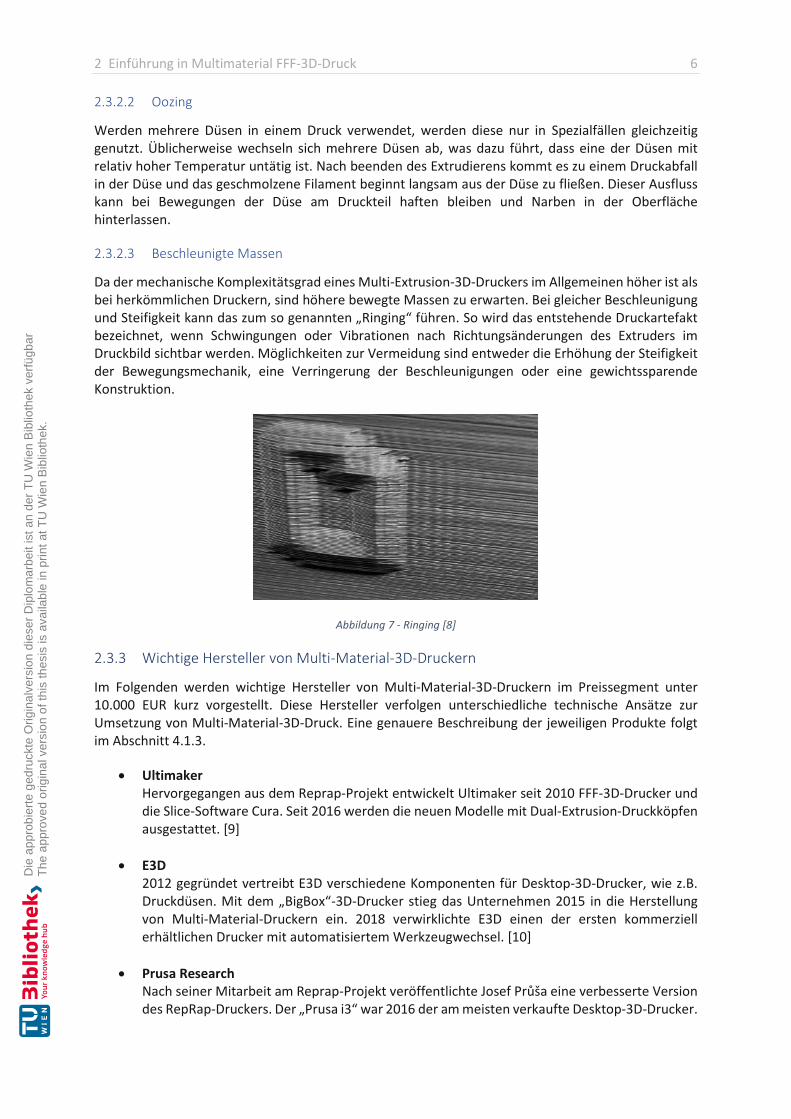
2.3.2.3 Beschleunigte Massen
Da der mechanische Komplexitätsgrad eines Multi-Extrusion-3D-Druckers im Allgemeinen höher ist als bei herkömmlichen Druckern, sind höhere bewegte Massen zu erwarten. Bei gleicher Beschleunigung und Steifigkeit kann das zum so genannten „Ringing“ führen. So wird das entstehende Druckartefakt bezeichnet, wenn Schwingungen oder Vibrationen nach Richtungsänderungen des Extruders im Druckbild sichtbar werden. Möglichkeiten zur Vermeidung sind entweder die Erhöhung der Steifigkeit der Bewegungsmechanik, eine Verringerung der Beschleunigungen oder eine gewichtssparende Konstruktion.
Abbildung 7 - Ringing [8]
2.3.3 Wichtige Hersteller von Multi-Material-3D-Druckern
Im Folgenden werden wichtige Hersteller von Multi-Material-3D-Druckern im Preissegment unter 10.000 EUR kurz vorgestellt. Diese Hersteller verfolgen unterschiedliche technische Ansätze zur Umsetzung von Multi-Material-3D-Druck. Eine genauere Beschreibung der jeweiligen Produkte folgt im Abschnitt 4.1.3.
• Ultimaker Hervorgegangen aus dem Reprap-Projekt entwickelt Ultimaker seit 2010 FFF-3D-Drucker und die Slice-Software Cura. Seit 2016 werden die neuen Modelle mit Dual-Extrusion-Druckköpfen ausgestattet. [9]
• E3D 2012 gegründet vertreibt E3D verschiedene Komponenten für Desktop-3D-Drucker, wie z.B. Druckdüsen. Mit dem „BigBox“-3D-Drucker stieg das Unternehmen 2015 in die Herstellung von Multi-Material-Druckern ein. 2018 verwirklichte E3D einen der ersten kommerziell erhältlichen Drucker mit automatisiertem Werkzeugwechsel. [10]
• Prusa Research Nach seiner Mitarbeit am Reprap-Projekt veröffentlichte Josef Průša eine verbesserte Version des RepRap-Druckers. Der „Prusa i3“ war 2016 der am meisten verkaufte Desktop-3D-Drucker.
2 Einführung in Multimaterial FFF-3D-Druck 7
Es folgte ein Hardware Upgrade, das Multi-Material-3D-Druck für bestehende Maschinen ermöglicht. [11]
• BCN3D Als Teil der Universitat Politècnica de Barcelona nahm BCN3D ebenfalls am RepRap-Projekt teil. Ab 2013 wurde der Entwicklungsfokus auf Multi-Extrusion gelegt und 2017 die ersten Drucker durch ein Spin-Off-Unternehmen kommerziell vertrieben. [12]
3 Planen und Klären der Aufgabenstellung 8
3 Planen und Klären der Aufgabenstellung Ziel dieses Abschnittes ist die Erstellung einer möglichst vollständigen Anforderungsliste. Im ersten Schritt sollen mögliche Nutzungsszenarien des zu entwickelnden Produktes skizziert werden. In weiterer Folge werden erste grobe Anforderungen zusammengefasst und diese durch weitere Recherche zu einer Anforderungsliste präzisiert.
3.1 Nutzungsszenario
Das Aufstellen von Nutzungsszenarien soll dabei helfen, ausgesprochene, als auch unausgesprochene Kundenwünsche zu identifizieren. Die genauere Betrachtung der künftigen Nutzung des Produktes hilft auch dabei Kundenwünsche zu erkennen, die selbst dem Kunden noch nicht bewusst sind. Im ersten Schritt werden die eigentlichen Kunden identifiziert, sowie mögliche Nutzungsszenarien erarbeitet.
3.1.1 Wer ist der Kunde?
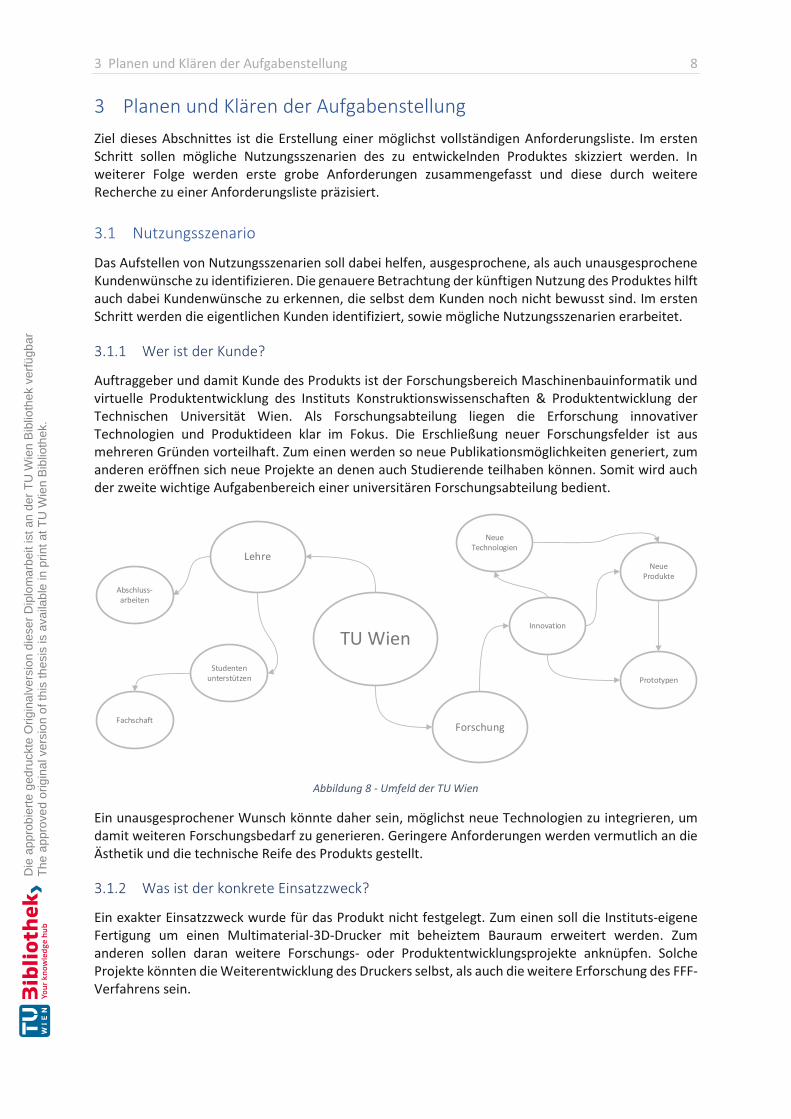
Auftraggeber und damit Kunde des Produkts ist der Forschungsbereich Maschinenbauinformatik und virtuelle Produktentwicklung des Instituts Konstruktionswissenschaften & Produktentwicklung der Technischen Universität Wien. Als Forschungsabteilung liegen die Erforschung innovativer Technologien und Produktideen klar im Fokus. Die Erschließung neuer Forschungsfelder ist aus mehreren Gründen vorteilhaft. Zum einen werden so neue Publikationsmöglichkeiten generiert, zum anderen eröffnen sich neue Projekte an denen auch Studierende teilhaben können. Somit wird auch der zweite wichtige Aufgabenbereich einer universitären Forschungsabteilung bedient.
TU Wien
Forschung
Lehre
Innovation
Studentenunterstützen
Abschluss-arbeiten
NeueProdukte
Fachschaft
Neue Technologien
Prototypen
Abbildung 8 - Umfeld der TU Wien
Ein unausgesprochener Wunsch könnte daher sein, möglichst neue Technologien zu integrieren, um damit weiteren Forschungsbedarf zu generieren. Geringere Anforderungen werden vermutlich an die Ästhetik und die technische Reife des Produkts gestellt.
3.1.2 Was ist der konkrete Einsatzzweck?
Ein exakter Einsatzzweck wurde für das Produkt nicht festgelegt. Zum einen soll die Instituts-eigene Fertigung um einen Multimaterial-3D-Drucker mit beheiztem Bauraum erweitert werden. Zum anderen sollen daran weitere Forschungs- oder Produktentwicklungsprojekte anknüpfen. Solche Projekte könnten die Weiterentwicklung des Druckers selbst, als auch die weitere Erforschung des FFF-Verfahrens sein.
3 Planen und Klären der Aufgabenstellung 9
Weiters wird am Institut über die Schaffung eines für Studenten zugänglichen 3D-Druckers gesprochen. Das würde das Thema 3D-Druck für Studenten zugänglicher machen und die Umsetzung derer universitären Projekte vorantreiben. Andere Universitäten wie die Universität für Bodenkultur in Wien bieten solch ein Service bereits an. [13]
3.1.3 Welche Rahmenbedingungen gibt es für die Entwicklung?
Grundsätzlich teilt sich die Entwicklung des gesamten 3D-Druckers in mehrere Einzelarbeiten verschiedener Studenten auf. Produktbereiche, die von anderen Studenten entwickelt werden, werden in dieser Arbeit als „extern“ markiert. Die Zusammenarbeit wird von Univ.Ass. Dipl.-Ing. Rainer Riegler koordiniert. Die Plankosten für den Prototypen dieses Entwicklungsprojektes werden mit 1000,- EUR beziffert. Als zusätzliche Einschränkung soll versucht werden, so gut wie möglich auf teure Fertigungsverfahren zu verzichten und nach Möglichkeit alle nötigen Bearbeitungen an Instituts-eigenen Werkzeugmaschinen durchzuführen. Dazu gehören ein Lasercutter und ein Ultimaker 3 Extended FFF 3D-Drucker. Für den Entwurf dieser Arbeit wurde Autodesk Inventor Pro 2020 verwendet.
3.2 Grobanforderungen
Nach dem ersten Gespräch mit dem Kunden, Ao.Univ.Prof. Dipl.-Ing. Dr.techn. Grafinger, konnte ein grobes Anforderungsbild skizziert werden. Es sollte ein Multi-Extrusion-Upgrade für den bestehenden Druxi V3 3D Drucker der TU Wien Pilotfabrik entwickelt werden. Weiters sollte auch der Rahmen des Druckers gegen eine flexibel erweiterbare Konstruktion getauscht werden. Folgende Anforderungen wurden festgehalten.
• Single-Filament-Druck möglich • Drucken von mindestens 2 Filamenten • Drucken von wasserlöslichem Filament (PVA) • Einfache Multicolor/Multimaterial-Methodik • Geringe beschleunigte Massen • Geräuscharmer Druckprozess • Einfache Bedienung • Einfache Kalibrierung • Einfacher Filamentwechsel • Flexibler und erweiterbarer Rahmen • Steife Konstruktion • Verlässliches Mainboard • Günstige Teilefertigung • Möglichst viele Komponenten aus bestehendem Modell
Der Multi-Material-Drucker soll mit mindestens zwei Filamenten und mit wasserlöslichen Filamenten arbeiten können. Da der Drucker am Institut für weitere Forschungsarbeiten zur Verfügung stehen soll (z.B. Multimaterial Tests, Funktionserweiterungen, etc.), ist ein hohes Maß an Flexibilität der Konstruktion und eine einfache Bedienbarkeit des Geräts gefordert. Der Rahmen soll durch eine Konstruktion aus Aluminium-Profilen gefertigt werden, die bereits am Institut vorrätig sind. Zusätzlich soll die Mainboardplatine ersetzt werden.
Um der Entwicklung mehr Flexibilität zu verleihen und eine bessere Lösung zu erzielen, wurden die Rahmenbedingungen angepasst. Da durch Austausch des Rahmens, Druckkopfes und des Mainboards die meisten Komponenten ausgetauscht werden, wurde beschlossen, einen neuen 3D-Drucker zu entwerfen. Dazu wurden weitere studentische Arbeiten ausgeschrieben und Univ.Ass. Dipl.-Ing. Rainer Riegler mit der Koordination betraut. Hinzu kam die Anforderung eines „beheizten Druckraumes“.
3 Planen und Klären der Aufgabenstellung 10
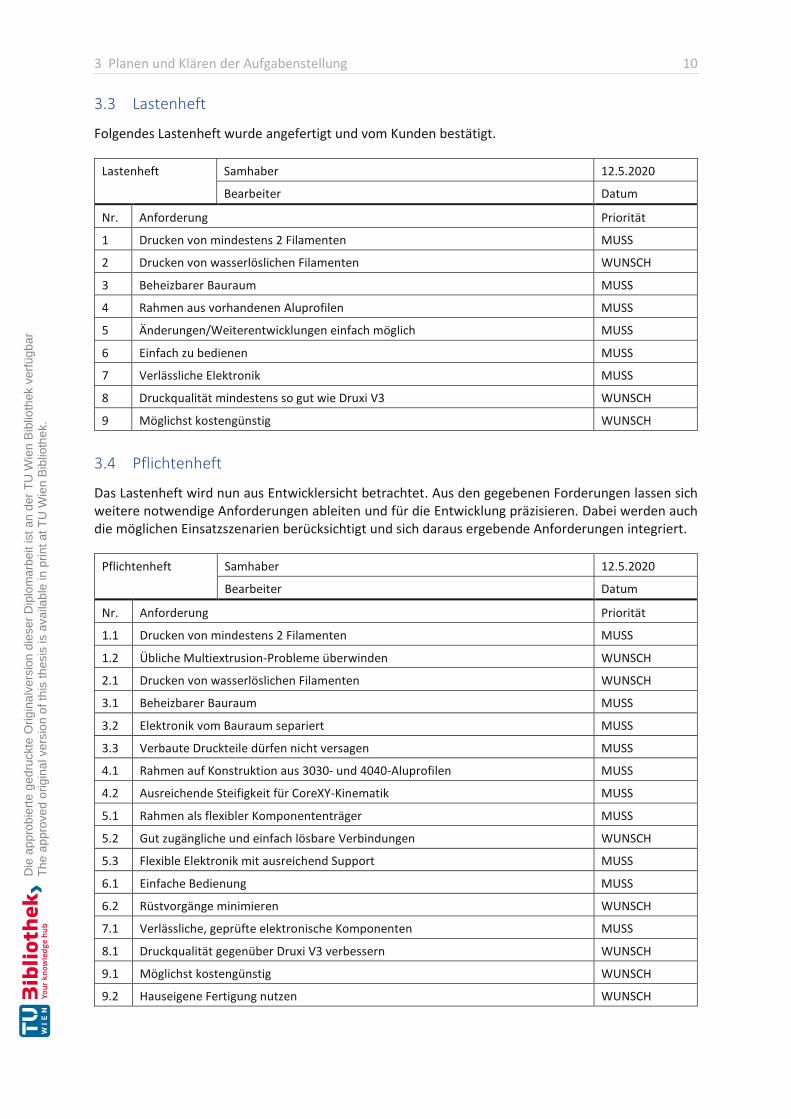
3.3 Lastenheft
Folgendes Lastenheft wurde angefertigt und vom Kunden bestätigt.
Lastenheft Samhaber 12.5.2020
Bearbeiter Datum
Nr. Anforderung Priorität
1 Drucken von mindestens 2 Filamenten MUSS
2 Drucken von wasserlöslichen Filamenten WUNSCH
3 Beheizbarer Bauraum MUSS
4 Rahmen aus vorhandenen Aluprofilen MUSS
5 Änderungen/Weiterentwicklungen einfach möglich MUSS
6 Einfach zu bedienen MUSS
7 Verlässliche Elektronik MUSS
8 Druckqualität mindestens so gut wie Druxi V3 WUNSCH
9 Möglichst kostengünstig WUNSCH
3.4 Pflichtenheft
Das Lastenheft wird nun aus Entwicklersicht betrachtet. Aus den gegebenen Forderungen lassen sich weitere notwendige Anforderungen ableiten und für die Entwicklung präzisieren. Dabei werden auch die möglichen Einsatzszenarien berücksichtigt und sich daraus ergebende Anforderungen integriert.
Pflichtenheft Samhaber 12.5.2020
Bearbeiter Datum
Nr. Anforderung Priorität
1.1 Drucken von mindestens 2 Filamenten MUSS
1.2 Übliche Multiextrusion-Probleme überwinden WUNSCH
2.1 Drucken von wasserlöslichen Filamenten WUNSCH
3.1 Beheizbarer Bauraum MUSS
3.2 Elektronik vom Bauraum separiert MUSS
3.3 Verbaute Druckteile dürfen nicht versagen MUSS
4.1 Rahmen auf Konstruktion aus 3030- und 4040-Aluprofilen MUSS
4.2 Ausreichende Steifigkeit für CoreXY-Kinematik MUSS
5.1 Rahmen als flexibler Komponententräger MUSS
5.2 Gut zugängliche und einfach lösbare Verbindungen WUNSCH
5.3 Flexible Elektronik mit ausreichend Support MUSS
6.1 Einfache Bedienung MUSS
6.2 Rüstvorgänge minimieren WUNSCH
7.1 Verlässliche, geprüfte elektronische Komponenten MUSS
8.1 Druckqualität gegenüber Druxi V3 verbessern WUNSCH
9.1 Möglichst kostengünstig WUNSCH
9.2 Hauseigene Fertigung nutzen WUNSCH
3 Planen und Klären der Aufgabenstellung 11
3.5 Grundlagen zur Auslegung
Einige Anforderungen haben einen großen Einfluss auf die Entwicklung und erfordern quantifizierbare Werte, damit der Entwicklung exakte Ziele vorgegeben werden können. Um möglichst eindeutige Werte für eine vollständige Anforderungsliste bereitstellen zu können, werden folgende Punkte genauer recherchiert.
3.5.1 Druckauflösung
Da vom Druxi-Projekt noch einige 1.8° Nema 17 Schrittmotoren übrig sind, werden diese, um Kosten zu sparen, auch für den hier zu entwickelnden Drucker herangezogen. Vor allem für die Auslegung der geforderten Steifigkeiten ist daher die mögliche Positionierungsauflösung als bestimmender Faktor ausschlaggebend. Da ebenfalls bereits vorhanden, werden GT2-Riemen und 20-zahnige Zahnradscheiben für den Antrieb über die Motorwelle verwendet. 360°1.8° = 200 ℎ ℎ
Fast alle gängigen FFF-Drucker Mainboards sind mit Schrittmotortreibern ausgestattet, die 16-faches „Microstepping“ unterstützen. Dabei werden die einzelnen Schritte durch Pulsweitenmodulation weiter verfeinert und sorgen so für sanftere Motorbewegungen und einen leiseren Betrieb.
200 ℎ ℎ ∙ 16 = 3200 ℎ ℎ
Übertragen auf die Zahnradscheibe und endgültig auf den Riemen ergibt sich folgende Auflösung.
2 ℎ ⋅ 20 äℎℎ = 40 ℎ
403200 ℎℎ ℎ = 0,0125 ℎ
Das entspricht einer Positionierungsauflösung von 12,5µm.
3.5.2 Temperaturen
Um gewisse Materialien möglichst problemfrei drucken zu können, wird die Verwendung eines beheizten Bauraumes empfohlen. Durch ungleichmäßige Abkühlung des noch im Druck befindlichen Bauteiles kommt es zu inneren Spannungen, was zu einer Lösung des Bauteils vom Druckbett führen kann. Wird die Umgebungstemperatur erhöht, können diese Spannungen reduziert werden. Ähnliches gilt für die Druckbetttemperatur, die sich im Bereich der Glasübergangstemperatur befinden soll, um ein Ablösen des Druckteiles zu verhindern.
Die Erhöhung der Umgebungstemperatur des Druckraumes hat großen Einfluss auf die gesamte Komponenten- und Materialauswahl. Im Druckraum befindliche elektronische Komponenten müssen eine ausreichend hohe Betriebstemperatur, gedruckte Bauteile eine ausreichende hohe Festigkeit aufweisen. Ebenso wird die Auswahl des Prinzips der Bauteilkühlung beeinflusst. In folgendem Diagramm sind empfohlene Temperaturbereiche typischer Werkstoffe im FFF-3D-Druck angeführt.
3 Planen und Klären der Aufgabenstellung 12
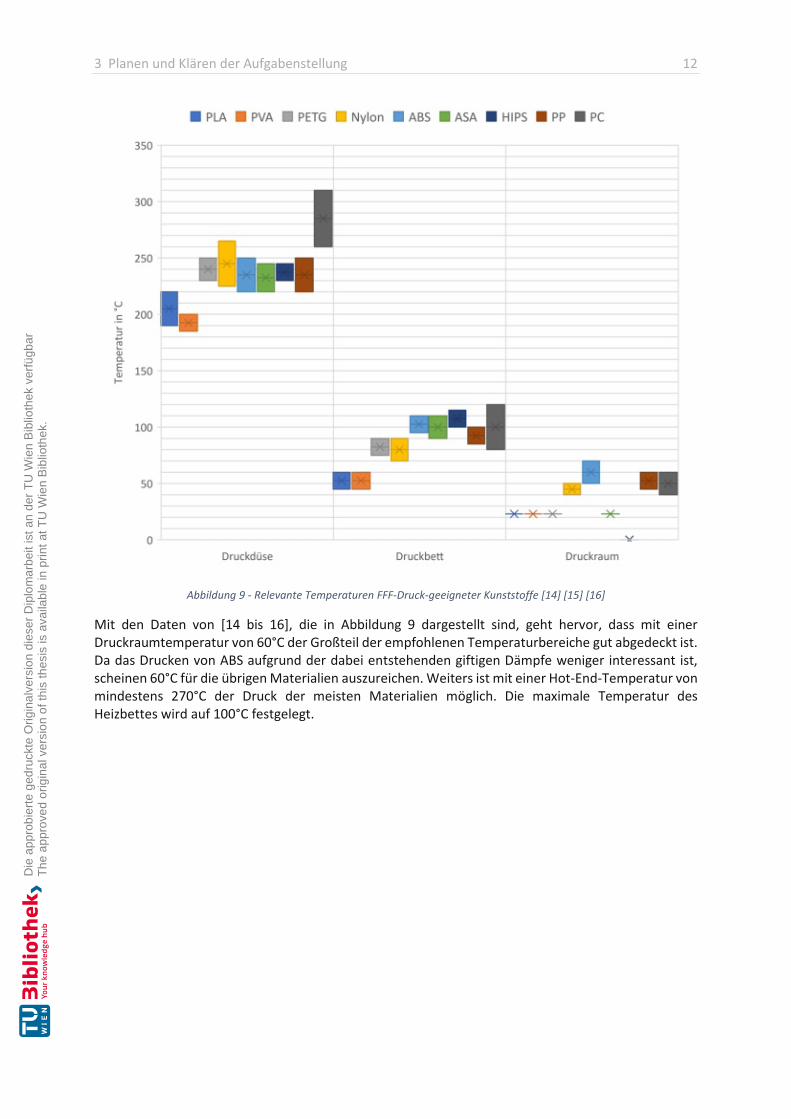
Abbildung 9 - Relevante Temperaturen FFF-Druck-geeigneter Kunststoffe [14] [15] [16]
Mit den Daten von [14 bis 16], die in Abbildung 9 dargestellt sind, geht hervor, dass mit einer Druckraumtemperatur von 60°C der Großteil der empfohlenen Temperaturbereiche gut abgedeckt ist. Da das Drucken von ABS aufgrund der dabei entstehenden giftigen Dämpfe weniger interessant ist, scheinen 60°C für die übrigen Materialien auszureichen. Weiters ist mit einer Hot-End-Temperatur von mindestens 270°C der Druck der meisten Materialien möglich. Die maximale Temperatur des Heizbettes wird auf 100°C festgelegt.
3 Planen und Klären der Aufgabenstellung 13
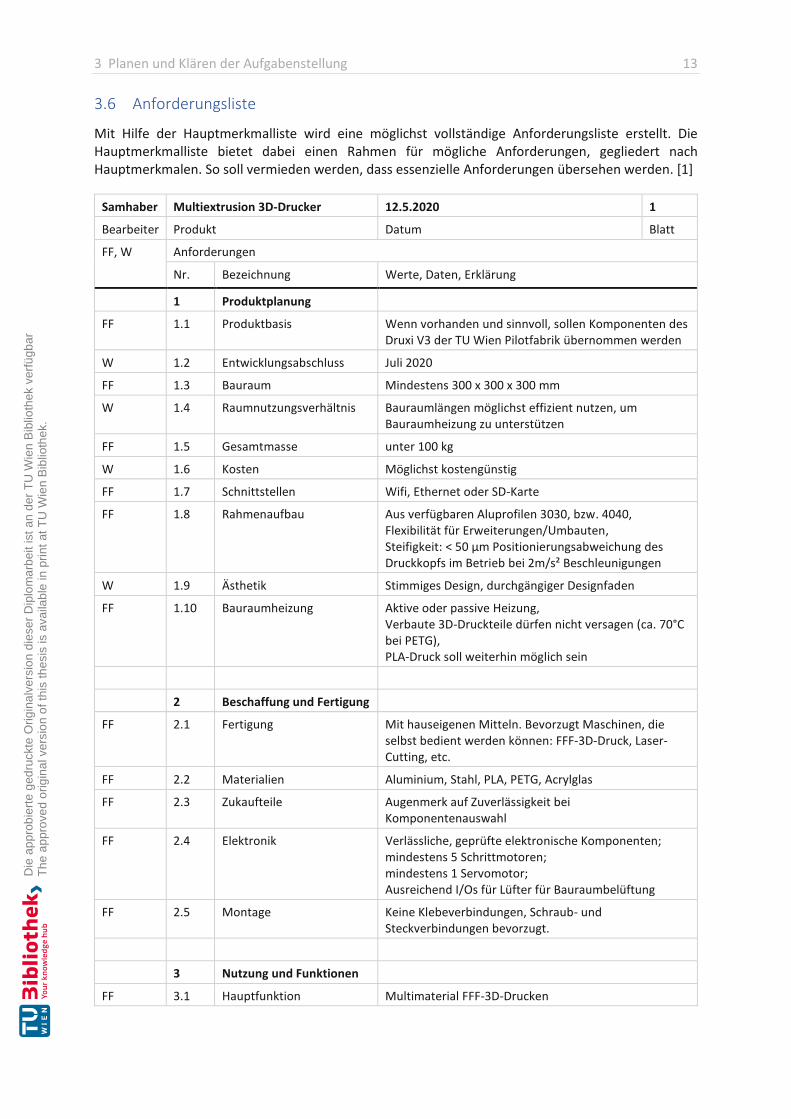
3.6 Anforderungsliste
Mit Hilfe der Hauptmerkmalliste wird eine möglichst vollständige Anforderungsliste erstellt. Die Hauptmerkmalliste bietet dabei einen Rahmen für mögliche Anforderungen, gegliedert nach Hauptmerkmalen. So soll vermieden werden, dass essenzielle Anforderungen übersehen werden. [1]
Samhaber Multiextrusion 3D-Drucker 12.5.2020 1 Bearbeiter Produkt Datum Blatt
FF, W Anforderungen
Nr. Bezeichnung Werte, Daten, Erklärung
1 Produktplanung
FF 1.1 Produktbasis Wenn vorhanden und sinnvoll, sollen Komponenten des Druxi V3 der TU Wien Pilotfabrik übernommen werden
W 1.2 Entwicklungsabschluss Juli 2020
FF 1.3 Bauraum Mindestens 300 x 300 x 300 mm
W 1.4 Raumnutzungsverhältnis Bauraumlängen möglichst effizient nutzen, um Bauraumheizung zu unterstützen
FF 1.5 Gesamtmasse unter 100 kg
W 1.6 Kosten Möglichst kostengünstig
FF 1.7 Schnittstellen Wifi, Ethernet oder SD-Karte
FF 1.8 Rahmenaufbau Aus verfügbaren Aluprofilen 3030, bzw. 4040, Flexibilität für Erweiterungen/Umbauten, Steifigkeit: < 50 μm Positionierungsabweichung des Druckkopfs im Betrieb bei 2m/s² Beschleunigungen
W 1.9 Ästhetik Stimmiges Design, durchgängiger Designfaden
FF 1.10 Bauraumheizung Aktive oder passive Heizung, Verbaute 3D-Druckteile dürfen nicht versagen (ca. 70°C bei PETG), PLA-Druck soll weiterhin möglich sein
2 Beschaffung und Fertigung FF 2.1 Fertigung Mit hauseigenen Mitteln. Bevorzugt Maschinen, die
selbst bedient werden können: FFF-3D-Druck, Laser-Cutting, etc.
FF 2.2 Materialien Aluminium, Stahl, PLA, PETG, Acrylglas
FF 2.3 Zukaufteile Augenmerk auf Zuverlässigkeit bei Komponentenauswahl
FF 2.4 Elektronik Verlässliche, geprüfte elektronische Komponenten; mindestens 5 Schrittmotoren; mindestens 1 Servomotor; Ausreichend I/Os für Lüfter für Bauraumbelüftung
FF 2.5 Montage Keine Klebeverbindungen, Schraub- und Steckverbindungen bevorzugt.
3 Nutzung und Funktionen
FF 3.1 Hauptfunktion Multimaterial FFF-3D-Drucken
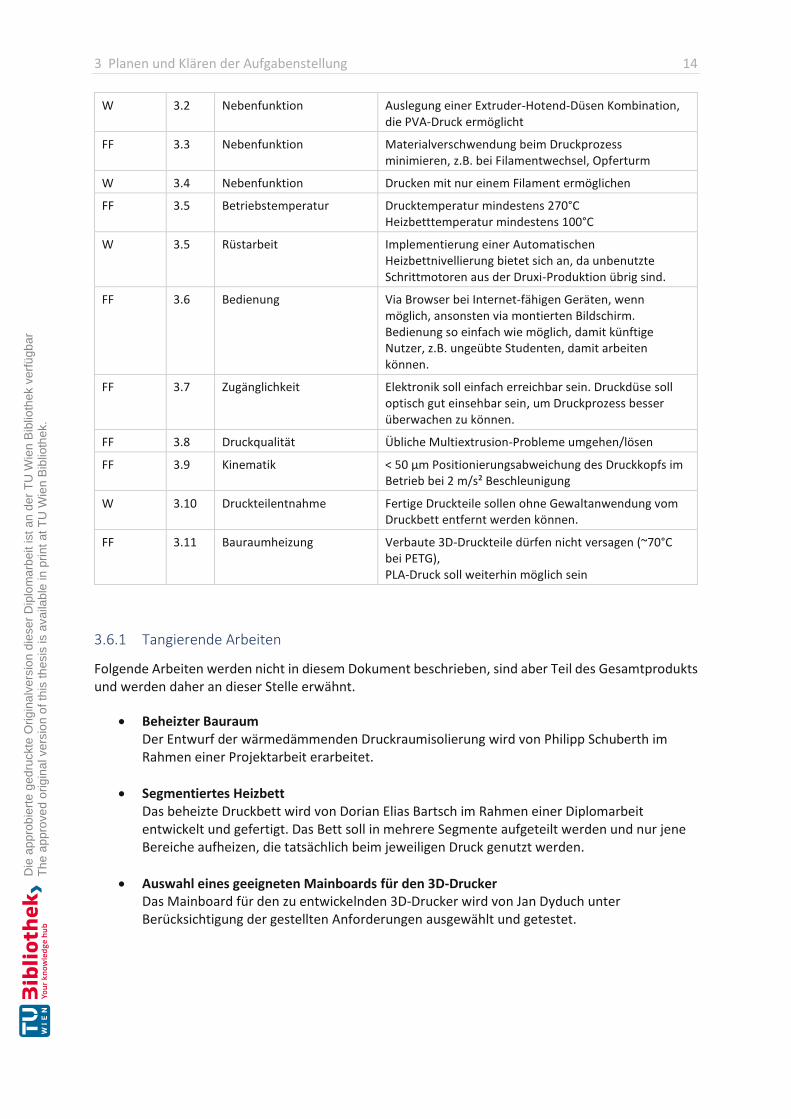
3 Planen und Klären der Aufgabenstellung 14
W 3.2 Nebenfunktion Auslegung einer Extruder-Hotend-Düsen Kombination, die PVA-Druck ermöglicht
FF 3.3 Nebenfunktion Materialverschwendung beim Druckprozess minimieren, z.B. bei Filamentwechsel, Opferturm
W 3.4 Nebenfunktion Drucken mit nur einem Filament ermöglichen
FF 3.5 Betriebstemperatur Drucktemperatur mindestens 270°C Heizbetttemperatur mindestens 100°C
W 3.5 Rüstarbeit Implementierung einer Automatischen Heizbettnivellierung bietet sich an, da unbenutzte Schrittmotoren aus der Druxi-Produktion übrig sind.
FF 3.6 Bedienung Via Browser bei Internet-fähigen Geräten, wenn möglich, ansonsten via montierten Bildschirm. Bedienung so einfach wie möglich, damit künftige Nutzer, z.B. ungeübte Studenten, damit arbeiten können.
FF 3.7 Zugänglichkeit Elektronik soll einfach erreichbar sein. Druckdüse soll optisch gut einsehbar sein, um Druckprozess besser überwachen zu können.
FF 3.8 Druckqualität Übliche Multiextrusion-Probleme umgehen/lösen
FF 3.9 Kinematik < 50 μm Positionierungsabweichung des Druckkopfs im Betrieb bei 2 m/s² Beschleunigung
W 3.10 Druckteilentnahme Fertige Druckteile sollen ohne Gewaltanwendung vom Druckbett entfernt werden können.
FF 3.11 Bauraumheizung Verbaute 3D-Druckteile dürfen nicht versagen (~70°C bei PETG), PLA-Druck soll weiterhin möglich sein
3.6.1 Tangierende Arbeiten
Folgende Arbeiten werden nicht in diesem Dokument beschrieben, sind aber Teil des Gesamtprodukts und werden daher an dieser Stelle erwähnt.
• Beheizter Bauraum Der Entwurf der wärmedämmenden Druckraumisolierung wird von Philipp Schuberth im Rahmen einer Projektarbeit erarbeitet.
• Segmentiertes Heizbett Das beheizte Druckbett wird von Dorian Elias Bartsch im Rahmen einer Diplomarbeit entwickelt und gefertigt. Das Bett soll in mehrere Segmente aufgeteilt werden und nur jene Bereiche aufheizen, die tatsächlich beim jeweiligen Druck genutzt werden.
• Auswahl eines geeigneten Mainboards für den 3D-Drucker Das Mainboard für den zu entwickelnden 3D-Drucker wird von Jan Dyduch unter Berücksichtigung der gestellten Anforderungen ausgewählt und getestet.
4 Konzeptphase 15
4 Konzeptphase Zu Beginn der Konzeptphase wird eine Funktionsanalyse durchgeführt. Ziel ist eine Funktionsstruktur aus den gefundenen Teilfunktionen zu erstellen. Für die Teilfunktionen werden anschließend Lösungen ausgearbeitet und diese in einem Morphologischen Kasten zusammengefasst, um daraus ein Konzept zu bilden. Vor der Freigabe für die Entwurfsphase wird das entstandene Konzept methodisch bewertet.
4.1 Funktionsanalyse
Die Funktionsstruktur ist Teil der Schnittstelle zwischen Aufgabenklärung und Lösungssuche. Hier sollen Funktionen gefunden und deren Zusammenhänge abgebildet werden. Diese Funktionen sollen möglichst allgemein gehalten werden, um viel Spielraum bei deren Lösung zu gewährleisten und nicht durch die erste Idee Beschränkungen aufzuerlegen.
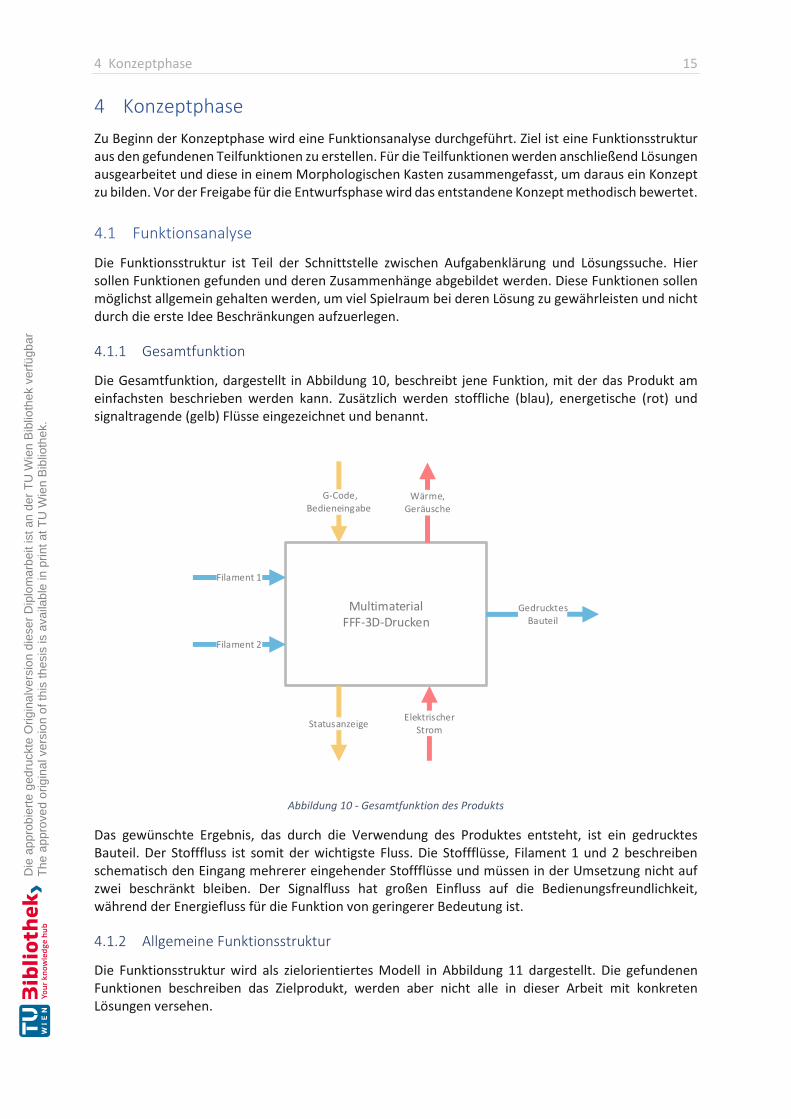
4.1.1 Gesamtfunktion
Die Gesamtfunktion, dargestellt in Abbildung 10, beschreibt jene Funktion, mit der das Produkt am einfachsten beschrieben werden kann. Zusätzlich werden stoffliche (blau), energetische (rot) und signaltragende (gelb) Flüsse eingezeichnet und benannt.
Multimaterial FFF-3D-Drucken
Filament 1
Gedrucktes Bauteil
G-Code, Bedieneingabe
Statusanzeige
Wärme, Geräusche
Elektrischer Strom
Filament 2
Abbildung 10 - Gesamtfunktion des Produkts
Das gewünschte Ergebnis, das durch die Verwendung des Produktes entsteht, ist ein gedrucktes Bauteil. Der Stofffluss ist somit der wichtigste Fluss. Die Stoffflüsse, Filament 1 und 2 beschreiben schematisch den Eingang mehrerer eingehender Stoffflüsse und müssen in der Umsetzung nicht auf zwei beschränkt bleiben. Der Signalfluss hat großen Einfluss auf die Bedienungsfreundlichkeit, während der Energiefluss für die Funktion von geringerer Bedeutung ist.
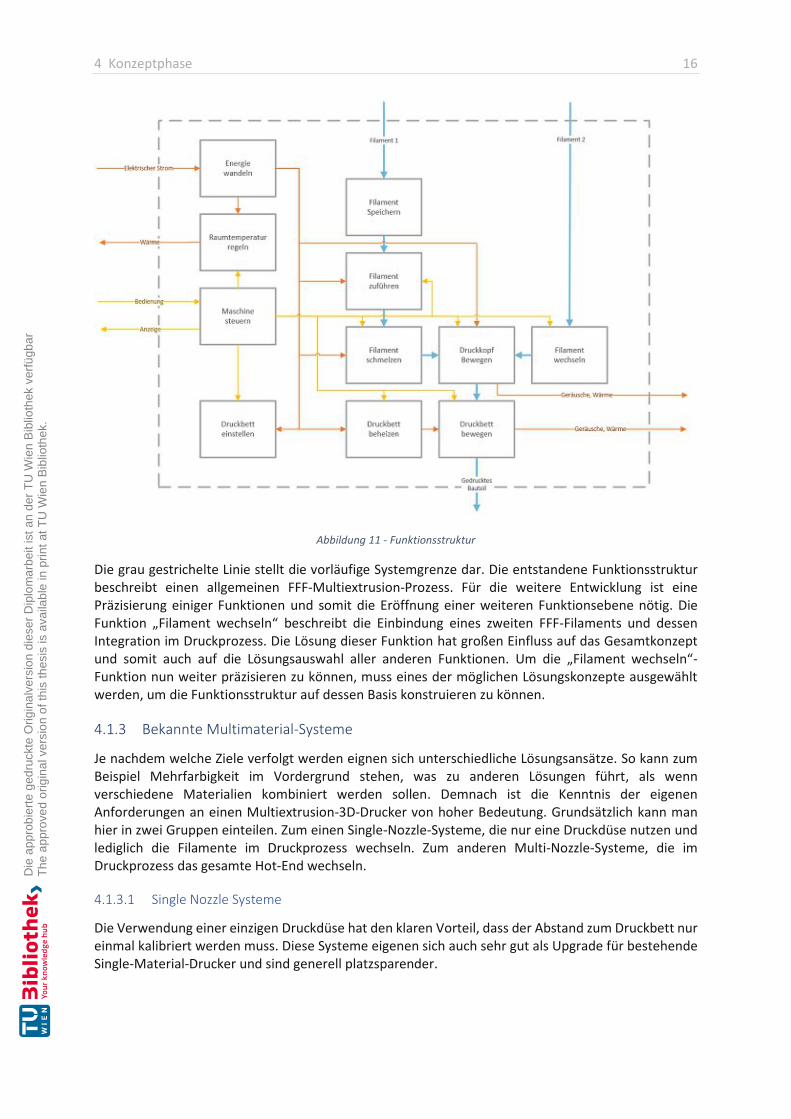
4.1.2 Allgemeine Funktionsstruktur
Die Funktionsstruktur wird als zielorientiertes Modell in Abbildung 11 dargestellt. Die gefundenen Funktionen beschreiben das Zielprodukt, werden aber nicht alle in dieser Arbeit mit konkreten Lösungen versehen.
4 Konzeptphase 16
Abbildung 11 - Funktionsstruktur
Die grau gestrichelte Linie stellt die vorläufige Systemgrenze dar. Die entstandene Funktionsstruktur beschreibt einen allgemeinen FFF-Multiextrusion-Prozess. Für die weitere Entwicklung ist eine Präzisierung einiger Funktionen und somit die Eröffnung einer weiteren Funktionsebene nötig. Die Funktion „Filament wechseln“ beschreibt die Einbindung eines zweiten FFF-Filaments und dessen Integration im Druckprozess. Die Lösung dieser Funktion hat großen Einfluss auf das Gesamtkonzept und somit auch auf die Lösungsauswahl aller anderen Funktionen. Um die „Filament wechseln“-Funktion nun weiter präzisieren zu können, muss eines der möglichen Lösungskonzepte ausgewählt werden, um die Funktionsstruktur auf dessen Basis konstruieren zu können.
4.1.3 Bekannte Multimaterial-Systeme
Je nachdem welche Ziele verfolgt werden eignen sich unterschiedliche Lösungsansätze. So kann zum Beispiel Mehrfarbigkeit im Vordergrund stehen, was zu anderen Lösungen führt, als wenn verschiedene Materialien kombiniert werden sollen. Demnach ist die Kenntnis der eigenen Anforderungen an einen Multiextrusion-3D-Drucker von hoher Bedeutung. Grundsätzlich kann man hier in zwei Gruppen einteilen. Zum einen Single-Nozzle-Systeme, die nur eine Druckdüse nutzen und lediglich die Filamente im Druckprozess wechseln. Zum anderen Multi-Nozzle-Systeme, die im Druckprozess das gesamte Hot-End wechseln.
4.1.3.1 Single Nozzle Systeme
Die Verwendung einer einzigen Druckdüse hat den klaren Vorteil, dass der Abstand zum Druckbett nur einmal kalibriert werden muss. Diese Systeme eigenen sich auch sehr gut als Upgrade für bestehende Single-Material-Drucker und sind generell platzsparender.

4 Konzeptphase 17
Nachteilig ist, dass bei jedem Filamentwechsel Materialrückstände in der Düse verbleiben. Das erfordert entweder einen Opferturm oder eine andere Purging-Lösung, um das vermischte Material vom Druckteil fern zu halten. Beim Drucken von Materialien mit unterschiedlichen thermischen Eigenschaften, ist mit einer Übergangszeit zu rechnen, die das Heizelement benötigt, um die Düse thermisch an das eingewechselte Material anzupassen.
4.1.3.1.1 Mixing Nozzle
Die „Mixing Nozzle“ besteht aus einer einzigen Düse, in der mehrere Filamentstränge zusammen-geführt werden. Dabei befindet sich jedes Filament im beheizten Bereich und ist dort ständig bei der gleichen Temperatur im geschmolzenen Zustand. Die dauerhaft hohe Temperatur der Kunststoffe kann zur Zersetzung der Polymerketten führen. [17] Die vorgegebene Temperatur schränkt auch die Auswahl der gleichzeitig verwendbaren Materialien ein, da diese in etwa die gleichen thermischen Eigenschaften haben müssen. Die einzelnen Filamentstränge treffen sich in einer kleinen Kammer knapp über der Düsen-spitze, je nachdem welches Filament extrudiert wird, verdrängt dieses die anderen aus der Kammer.
Bei diesem Vorgang kommt es zur Mischung der Filamente. Besonders beim Übergang zwischen zwei Filamenten muss mit einem fließenden Farbübergang gerechnet werden. Aufgrund der kleinen Mischkammer führt die gleichzeitige Extrusion zweier Filamente nicht zu einem gut durchmischten Extrusionsstrang, was vollständige Farbmischung unmöglich macht. Weiters müssen stets alle Zugänge zum Hot-End entweder mit einem Filamentstrang oder einem Stöpsel versiegelt werden, da sonst das geschmolzene Filament nicht durch die Düse, sondern an diesen Zugängen austritt. Abbildung 12 zeigt eine Mixing Nozzle von RepRap mit 5 Eingängen.
Abbildung 12 - Diamond Nozzle [18]
Vorteil des Systems ist die vergleichbar geringe Massenzunahme gegenüber einem Single-Extrusion-Setup. Ebenfalls vorteilhaft sind die sehr niedrigen Kosten, der einfache mechanische Aufbau des Systems, sowie der geringe Kalibrierungsaufwand, bedingt durch die Verwendung einer einzelnen Druckdüse.
4.1.3.1.2 Switching Filament
Mittlerweile haben sich am Markt auch Multiextrusion-Upgrades für verschiedene 3D-Drucker etabliert. Da die meisten handelsüblichen Drucker nur für eine einzelne Düse ausgelegt sind, wird versucht die bereits vorhandene Düse alternierend mit verschiedenen Filamenten zu speisen. [19]
Nachdem der Druck mit Filament A in dem jeweiligen Layer abgeschlossen ist, wird dieser wieder bis zu einer Art Y-Gabelung in der Filamentzufuhr aus dem Hot-End gezogen, wie in Abbildung 13

4 Konzeptphase 18
dargestellt wird. Filament B wird dann in das Hot-End eingeführt und nach einem notwendigen Purge-Vorgang im Druckteil verarbeitet. Prusa hat das Verfahren weiterentwickelt und einen Filament-Revolver in ihrem Multi-Material-Upgrade verwirklicht. So können bis zu 5 verschiedene Filamente in einem Druck verwendet werden, wie in Abbildung 14 zu sehen ist.
Abbildung 13 - Y-Gabelung [20]
Abbildung 14 - Prusa Multi-Material-Upgrade [21]
Nachteil dieses Systems ist einerseits die Notwendigkeit des Opferturms, andererseits die mangelnde Flexibilität bei der Materialauswahl durch die Verwendung einer einzelnen Düse. Temperatur-anpassung des Hot-Ends während des Filamentwechsels ist zwar möglich, erhöht allerdings den nötigen Zeitbedarf. Ein weiteres Problemfeld ist, dass durch das Zurückziehen des viskosen Filaments Verstopfungen in der Zufuhr entstehen können. [22]
4.1.3.1.3 Filament Splicing
Das 2016 gegründete Unternehmen Mosaic vertreibt mit der „Pallete“ ein Gerät, dass zwischen 3D-Drucker und Filamentspule arbeitet. Die Grundidee ist, Filamente verschiedener Farben oder Materialien zu zerschneiden und anschließend wieder zu einem Filament zu verschmelzen (engl. „Splicing“). Eine eigene Software sorgt dafür, dass das richtige Filament zum richtigen Zeitpunkt extrudiert wird. Das System bietet ein Upgrade für herkömmliche Single-Material-3D Drucker. Abbildung 15 zeigt die Palette 2 mit 4 Filamenteingängen.
Abbildung 15 - Palette 2 [23]
4 Konzeptphase 19
Günstige Standardteile, um Splicing in einfacher Form zu betreiben existieren noch keine. Zusätzlich erscheint der Aufwand der softwareseitigen Adaption sehr groß, da herkömmliche Slicer-Programme an den Splicing-prozess adaptiert werden müssen.
4.1.3.2 Multi Nozzle Systeme
Großer Vorteil bei der Verwendung mehrerer Düsen ist, dass direkt auf ein weiteres Filament mit unterschiedlicher Betriebstemperatur gewechselt werden kann, wodurch ein Opferturm zumindest minimiert oder gar weggelassen werden kann. Das verringert sowohl Materialverschwendung als auch Druckzeiten. Weiterer Vorteil ist die Möglichkeit der Verwendung verschieden großer Düsen-durchmesser. Beispielsweise kann eine große Düse für ausreichend Festigkeit im Infill sorgen, während eine kleine Düse eine feinere Oberfläche bietet.
Die Verwendung mehrerer Düsen erfordert einen höheren Kalibrierungsaufwand und führt zwangsläufig zu einem Oozing-Problem. Folgende Multi-Nozzle-Systeme existieren bereits.
4.1.3.2.1 Fixed Multi Nozzle
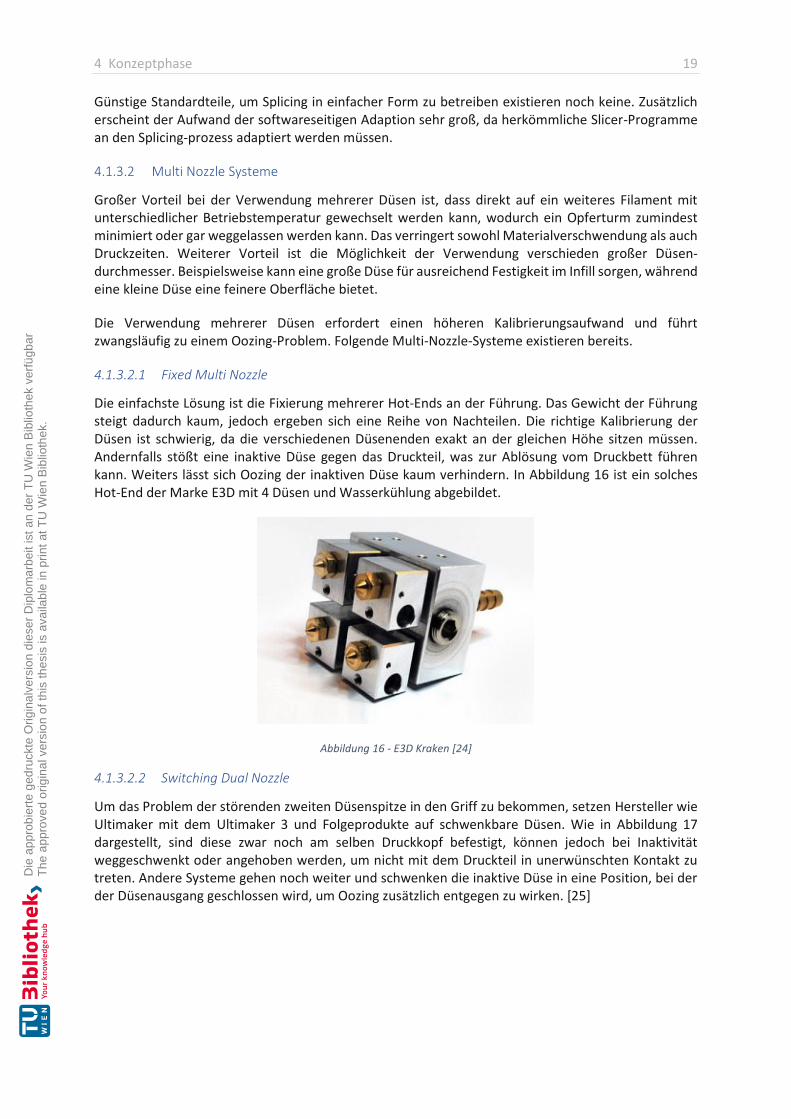
Die einfachste Lösung ist die Fixierung mehrerer Hot-Ends an der Führung. Das Gewicht der Führung steigt dadurch kaum, jedoch ergeben sich eine Reihe von Nachteilen. Die richtige Kalibrierung der Düsen ist schwierig, da die verschiedenen Düsenenden exakt an der gleichen Höhe sitzen müssen. Andernfalls stößt eine inaktive Düse gegen das Druckteil, was zur Ablösung vom Druckbett führen kann. Weiters lässt sich Oozing der inaktiven Düse kaum verhindern. In Abbildung 16 ist ein solches Hot-End der Marke E3D mit 4 Düsen und Wasserkühlung abgebildet.
Abbildung 16 - E3D Kraken [24]
4.1.3.2.2 Switching Dual Nozzle
Um das Problem der störenden zweiten Düsenspitze in den Griff zu bekommen, setzen Hersteller wie Ultimaker mit dem Ultimaker 3 und Folgeprodukte auf schwenkbare Düsen. Wie in Abbildung 17 dargestellt, sind diese zwar noch am selben Druckkopf befestigt, können jedoch bei Inaktivität weggeschwenkt oder angehoben werden, um nicht mit dem Druckteil in unerwünschten Kontakt zu treten. Andere Systeme gehen noch weiter und schwenken die inaktive Düse in eine Position, bei der der Düsenausgang geschlossen wird, um Oozing zusätzlich entgegen zu wirken. [25]

4 Konzeptphase 20
Abbildung 17 - Ultimaker 3 Druckkopf [26]
Der Düsen-Wechsel-Mechanismus muss nicht zwingend durch einen Servomotor erfolgen. Ultimaker führt den Wechsel durch Umlegen eines mechanischen Hebels durch. Dabei wird der gesamte Druckkopf an das Ende des Bauraumes geführt, wo ein am Rahmen befestigter Kragträger den Hebel durch das Vorbeifahren umlegt. Dadurch wird die Düse abgesenkt oder angehoben. Somit ist der Wechsel auch ohne zusätzliche Aktuatoren möglich. Voraussetzung für präzise Druckergebnisse ist die wiederholbar genaue Positionierung der Düse durch den Düsenwechselmechanismus.
4.1.3.2.3 Independent Dual Extruder (IDEX)
Die Basis des IDEX-Druckers bilden zwei auf der gleichen Achse geführte Hot-Ends, die sich auf dieser Achse allerdings unabhängig voneinander bewegen können. Das bedeutet, dass z.B. Y-Bewegungen von beiden Hot-Ends gleich ausgeführt werden, in X-Achse allerdings verschieden sein können. Großer Vorteil dieses Setups ist die Möglichkeit, das inaktive Hot-End am Ende der Achse zu parken, um so Oozing zu verhindern. [27] Vorteil der Parkposition ist, dass kurz vor dem Wiedereinsatz des Hot-Ends ein kurzer „Prime“-Vorgang durchgeführt werden kann. Dabei wird ein kurzer Materialschub extrudiert, um das durch Oozing entstandene Materialloch in der Düse wieder zu befüllen und dadurch einen durchgängigen Materialfluss zu gewährleisten. Am Parkplatz kann das überschüssige Material abgestreift werden. [28] Ein weiterer großer Vorteil ist die Möglichkeit beide Hot-Ends parallel arbeiten zu lassen, wie Abbildung 18 zeigt. Entweder führen beide exakt die gleichen Bewegungen aus oder um die YZ-Ebene gespiegelt. Dadurch kann die Produktivität verdoppelt werden.
Abbildung 18 - Doppelte Produktivität [29]
Abbildung 19 - Multimaterial [29]

4 Konzeptphase 21
Durch die höhere Masse in der X-Achse wäre ein kartesischer Aufbau optimal, da so die Extruder in der Y-Achse nicht bewegt werden. Auch ein CoreXY-Aufbau wäre denkbar, dabei muss allerdings beachtet werden, dass nicht einfach ein weiterer Motor für einen zusätzliche X-Achsbewegung angefügt werden kann, da Bewegungen in Achsrichtung bei CoreXY immer von 2 Motoren ausgeführt werden. Mehr zu CoreXY im Abschnitt 4.2.5.1. Daher müssten für ein zweites unabhängiges Hot-End insgesamt 4 Motoren für alle X- und Y-Bewegungen betrieben werden. CoreXY-ähnliche Aufbauten sind auch möglich, wie bei der Sigma-Reihe von BCN3D, erfordern allerdings das Mitführen der beiden X-Motoren bei Y-Bewegungen, was die beschleunigte Masse erheblich erhöht.
4.1.3.2.4 Werkzeugwechsler
Die Grundidee ist, mehrere Hot-Ends in einem für die Druckkopf-Führung zugänglichen Magazin zu parken, und je nach Bedarf das geeignete Werkzeug mit der Führung zu koppeln oder auszutauschen. Die aus anderen Werkzeugmaschinen bekannte Technik wurde schnell auch im 3D-Druck erprobt. Einfach austauschbare Hot-Ends sind seit den Anfängen des Reprap-Projektes in verschiedenen Formen veröffentlicht worden. So wurde sowohl am Ultimaker 2, als von Lulzbot an Mechanismen experimentiert, die Hot-Ends im Betrieb austauschen, um verschiedene Farben bzw. Materialien zu in einem Bauteil zu verarbeiten. [30] 2018 veröffentlicht E3D den „Tool Changer“-Baukasten, bei dem mehr als zwei Werkzeuge austauschbar sind. Das System hat mehrere Vorteile gegenüber den bisher genannten Mulit-Extrusion-Systemen. Zum ersten wird das Oozing-Problem, genau wie bei IDEX, durch das Parken des inaktiven Hot-Ends gelöst. Im Gegensatz zu IDEX können allerdings deutlich mehr Hot-Ends geparkt werden, da diese nicht mit der Führung mitbewegt werden, sondern im inaktiven Zustand am Rahmen befestigt sind. Dadurch können die bewegten Massen sehr niedrig gehalten werden, obwohl gleichzeitig deutlich mehr Materialien zur Verfügung stehen.
Durch die verschiedenen Werkzeuge ist mit einem erhöhten Kalibrierungsaufwand zu rechnen. Weiters muss die Kopplung zwischen der Führung dem Werkzeug eine sehr gute Wiederholbarkeit aufweisen, und dabei schnell öffnen und schließen können.
Abbildung 20 - E3D Tool Changer [31]
Da mit einem Werkzeugwechsler auf einfachem Wege deutlich mehr Werkzeuge benutzbar werden, sinkt auch die Hemmschwelle nicht-FFF-Werkzeuge zu integrieren. Der Werkzeugwechsler bietet die größtmögliche Flexibilität bei der Auswahl der Werkzeuge und deren Verwendung miteinander. E3D beschreibt das Konzept mehr als „Manufacturing Platform“, das nicht nur FFF-3D-Druck, sondern auch andere Fertigungsverfahren miteinbeziehen soll, sofern diese geeignet sind. Neben E3D haben auch andere Entwickler ihre Werkzeugwechsler als Open-Source-Projekte veröffentlicht. [32]

4 Konzeptphase 22
4.1.4 Lösung für „Filament wechseln“
Im Kapitel 4.1.3 wurden bekannte Multimaterial-Konzepte vorgestellt. Nun soll eines dieser Konzepte methodisch ausgewählt werden und so die weitere Detailierung der Funktionsstruktur ermöglicht werden.
4.1.4.1 Vorauswahlliste für „Filament wechseln“
Eine schnell umsetzbare Entscheidungsmethode zur Aussortierung nicht in Frage kommender Kandidaten bietet die Vorauswahlliste. Dabei werden die Kandidaten auf Grundvoraussetzungen der Entwicklung geprüft. Wird eine der Fragen mit „Nein“ beantwortet, scheidet der Kandidat aus.
Auswahlliste für „Filament wechseln“ Samhaber 23.04.2020 Bearbeiter Datum
+ Ja
Mit
Aufg
aben
stel
lung
ver
träg
lich
Erfü
llt A
nfor
deru
ngsli
ste
Zulä
ssig
er A
ufw
and
Entw
icklu
ngs-
kom
pete
nz
Kommentar
- Nein
? Informationsmangel
Lösungsansatz Filament Splicing + - - ? Purging; Technisch aufwendig
Switching Filament + - - ? Purging; Technisch aufwendig
Mixing Nozzle + - + + Kein PVA; Unzuverlässig
Fixed Multi Nozzle + - + + Kalibrierung schwierig, Oozing
Switching Nozzle + + + +
IDEX + + + +
Werkzeugwechsler + + + + Kopplung aufwendig
Tabelle 1 - Vorauswahlliste "Filament wechseln"
Die Auswahl konnte nun auf drei Konzepte eingegrenzt werden, welche die Grundanforderungen erfüllen. Nun gilt es herauszufinden, welches die Anforderungen am besten erfüllt und die größten Potentiale für eine Entwicklung bietet.
4 Konzeptphase 23
4.1.4.2 Punktebewertung
Um das geeignetste Konzept zu finden ist die Methode der Punktebewertung gewählt worden. [1] Im ersten Schritt werden Bewertungskriterien festgelegt, die sich aus der Anforderungsliste und dem Einsatzszenario ableiten und für diese Fragestellung relevant sind.
1. Neuheitsgrad Wie neu ist das Konzept? Gibt es noch unerforschte Wege zu gehen?
2. Wechselgeschwindigkeit Wie schnell kann zwischen den Filamenten im Betrieb gewechselt werden?
3. Sicherheit gegen Oozing Wie gut lässt sich Oozing verhindern?
4. Entwicklungspotentiale Welche Möglichkeiten gibt es zur Weiterentwicklung?
5. Beschleunigte Massen Wie viel Masse muss beim Druckprozess beschleunigt werden? Wie schnell kann gedruckt werden? Je geringer, desto besser.
6. Einfachheit Wie wenig Teile bewegen sich im System? Wie verlässlich ist der Wechselmechanismus?
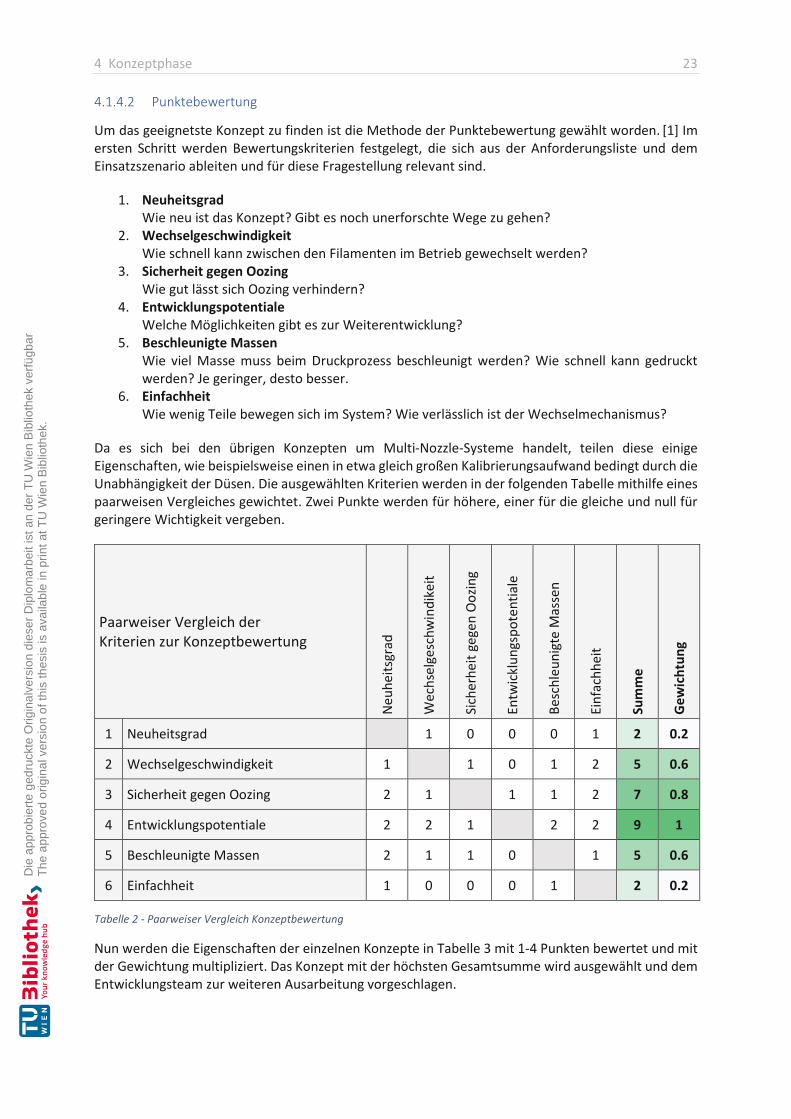
Da es sich bei den übrigen Konzepten um Multi-Nozzle-Systeme handelt, teilen diese einige Eigenschaften, wie beispielsweise einen in etwa gleich großen Kalibrierungsaufwand bedingt durch die Unabhängigkeit der Düsen. Die ausgewählten Kriterien werden in der folgenden Tabelle mithilfe eines paarweisen Vergleiches gewichtet. Zwei Punkte werden für höhere, einer für die gleiche und null für geringere Wichtigkeit vergeben.
Paarweiser Vergleich der Kriterien zur Konzeptbewertung
Neu
heits
grad
Wec
hsel
gesc
hwin
dike
it
Sich
erhe
it ge
gen
Oozin
g
Ent
wick
lung
spot
entia
le
Bes
chle
unig
te M
asse
n
Ein
fach
heit
Sum
me
Gew
ichtu
ng
1 Neuheitsgrad 1 0 0 0 1 2 0.2
2 Wechselgeschwindigkeit 1 1 0 1 2 5 0.6
3 Sicherheit gegen Oozing 2 1 1 1 2 7 0.8
4 Entwicklungspotentiale 2 2 1 2 2 9 1
5 Beschleunigte Massen 2 1 1 0 1 5 0.6
6 Einfachheit 1 0 0 0 1 2 0.2
Tabelle 2 - Paarweiser Vergleich Konzeptbewertung
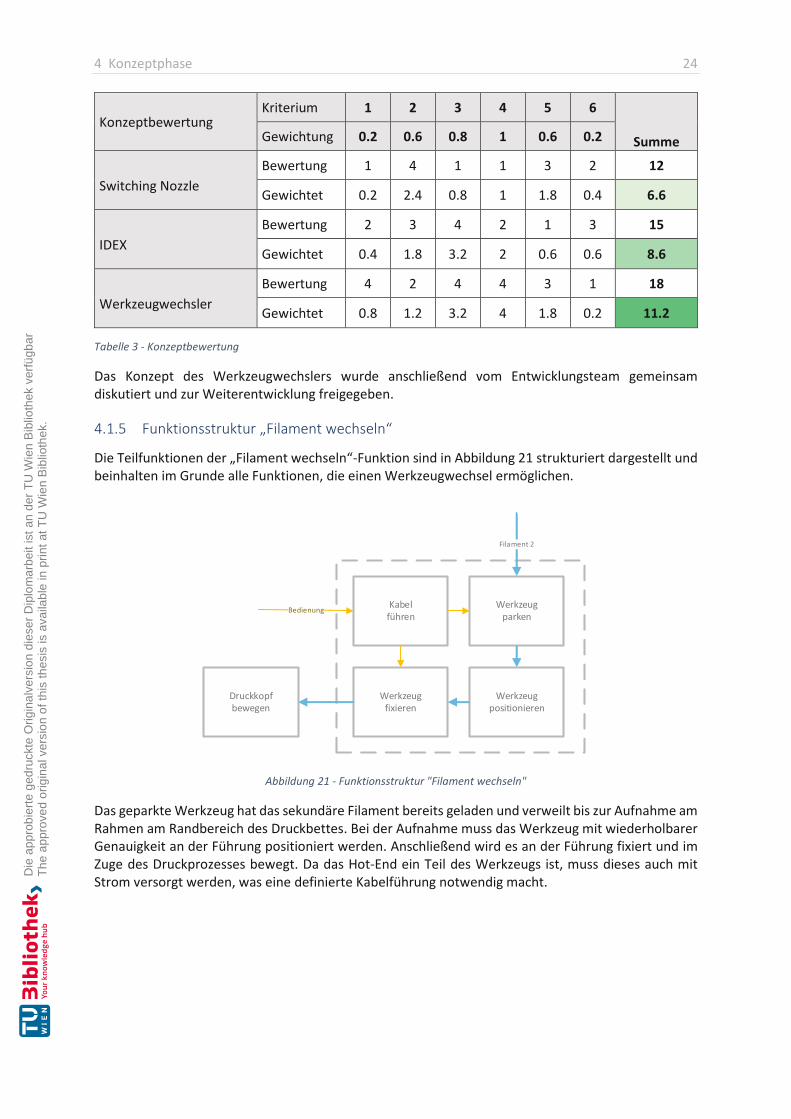
Nun werden die Eigenschaften der einzelnen Konzepte in Tabelle 3 mit 1-4 Punkten bewertet und mit der Gewichtung multipliziert. Das Konzept mit der höchsten Gesamtsumme wird ausgewählt und dem Entwicklungsteam zur weiteren Ausarbeitung vorgeschlagen.
4 Konzeptphase 24
Konzeptbewertung Kriterium 1 2 3 4 5 6
Summe Gewichtung 0.2 0.6 0.8 1 0.6 0.2
Switching Nozzle Bewertung 1 4 1 1 3 2 12
Gewichtet 0.2 2.4 0.8 1 1.8 0.4 6.6
IDEX Bewertung 2 3 4 2 1 3 15
Gewichtet 0.4 1.8 3.2 2 0.6 0.6 8.6
Werkzeugwechsler Bewertung 4 2 4 4 3 1 18
Gewichtet 0.8 1.2 3.2 4 1.8 0.2 11.2
Tabelle 3 - Konzeptbewertung
Das Konzept des Werkzeugwechslers wurde anschließend vom Entwicklungsteam gemeinsam diskutiert und zur Weiterentwicklung freigegeben.
4.1.5 Funktionsstruktur „Filament wechseln“
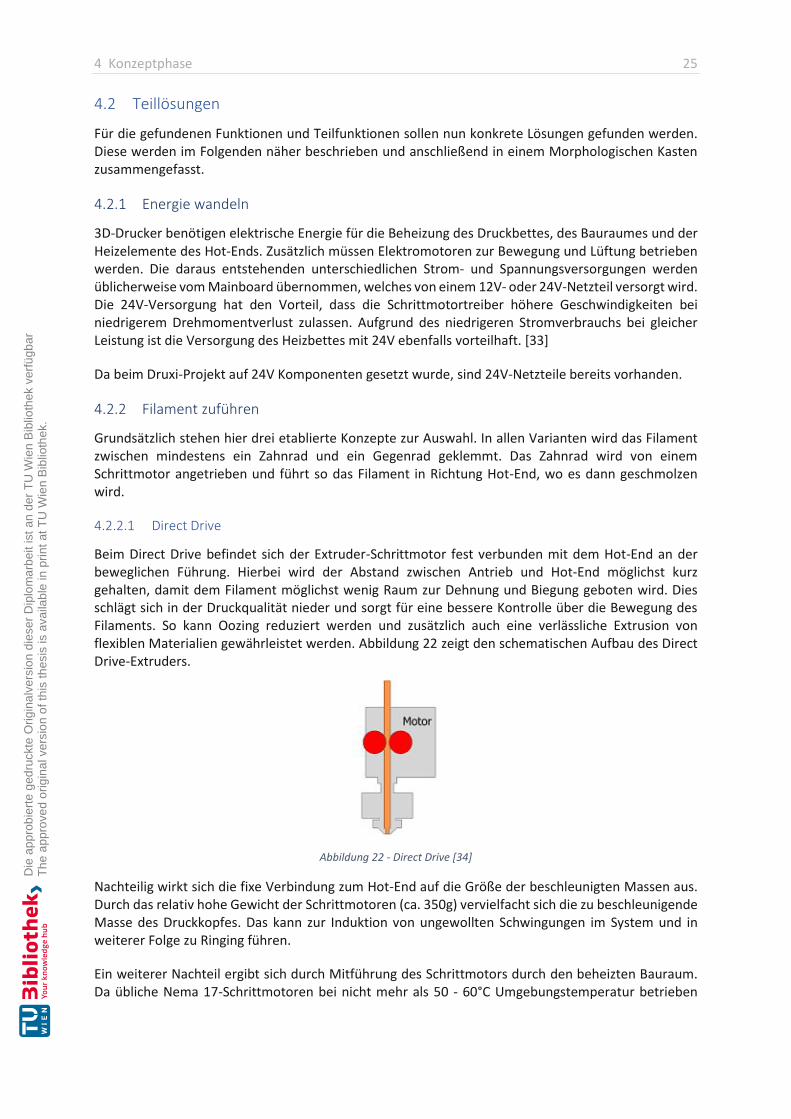
Die Teilfunktionen der „Filament wechseln“-Funktion sind in Abbildung 21 strukturiert dargestellt und beinhalten im Grunde alle Funktionen, die einen Werkzeugwechsel ermöglichen.
Werkzeugparken
Werkzeugfixieren
Druckkopf bewegen
Filament 2
Bedienung
Werkzeugpositionieren
Kabel führen
Abbildung 21 - Funktionsstruktur "Filament wechseln"
Das geparkte Werkzeug hat das sekundäre Filament bereits geladen und verweilt bis zur Aufnahme am Rahmen am Randbereich des Druckbettes. Bei der Aufnahme muss das Werkzeug mit wiederholbarer Genauigkeit an der Führung positioniert werden. Anschließend wird es an der Führung fixiert und im Zuge des Druckprozesses bewegt. Da das Hot-End ein Teil des Werkzeugs ist, muss dieses auch mit Strom versorgt werden, was eine definierte Kabelführung notwendig macht.
4 Konzeptphase 25
4.2 Teillösungen
Für die gefundenen Funktionen und Teilfunktionen sollen nun konkrete Lösungen gefunden werden. Diese werden im Folgenden näher beschrieben und anschließend in einem Morphologischen Kasten zusammengefasst.
4.2.1 Energie wandeln
3D-Drucker benötigen elektrische Energie für die Beheizung des Druckbettes, des Bauraumes und der Heizelemente des Hot-Ends. Zusätzlich müssen Elektromotoren zur Bewegung und Lüftung betrieben werden. Die daraus entstehenden unterschiedlichen Strom- und Spannungsversorgungen werden üblicherweise vom Mainboard übernommen, welches von einem 12V- oder 24V-Netzteil versorgt wird. Die 24V-Versorgung hat den Vorteil, dass die Schrittmotortreiber höhere Geschwindigkeiten bei niedrigerem Drehmomentverlust zulassen. Aufgrund des niedrigeren Stromverbrauchs bei gleicher Leistung ist die Versorgung des Heizbettes mit 24V ebenfalls vorteilhaft. [33]
Da beim Druxi-Projekt auf 24V Komponenten gesetzt wurde, sind 24V-Netzteile bereits vorhanden.
4.2.2 Filament zuführen
Grundsätzlich stehen hier drei etablierte Konzepte zur Auswahl. In allen Varianten wird das Filament zwischen mindestens ein Zahnrad und ein Gegenrad geklemmt. Das Zahnrad wird von einem Schrittmotor angetrieben und führt so das Filament in Richtung Hot-End, wo es dann geschmolzen wird.
4.2.2.1 Direct Drive
Beim Direct Drive befindet sich der Extruder-Schrittmotor fest verbunden mit dem Hot-End an der beweglichen Führung. Hierbei wird der Abstand zwischen Antrieb und Hot-End möglichst kurz gehalten, damit dem Filament möglichst wenig Raum zur Dehnung und Biegung geboten wird. Dies schlägt sich in der Druckqualität nieder und sorgt für eine bessere Kontrolle über die Bewegung des Filaments. So kann Oozing reduziert werden und zusätzlich auch eine verlässliche Extrusion von flexiblen Materialien gewährleistet werden. Abbildung 22 zeigt den schematischen Aufbau des Direct Drive-Extruders.
Abbildung 22 - Direct Drive [34]
Nachteilig wirkt sich die fixe Verbindung zum Hot-End auf die Größe der beschleunigten Massen aus. Durch das relativ hohe Gewicht der Schrittmotoren (ca. 350g) vervielfacht sich die zu beschleunigende Masse des Druckkopfes. Das kann zur Induktion von ungewollten Schwingungen im System und in weiterer Folge zu Ringing führen.
Ein weiterer Nachteil ergibt sich durch Mitführung des Schrittmotors durch den beheizten Bauraum. Da übliche Nema 17-Schrittmotoren bei nicht mehr als 50 - 60°C Umgebungstemperatur betrieben
4 Konzeptphase 26
werden sollen. Eine Überschreitung kann zum Überspringen von Motorschritten und einer verkürzten Lebensdauer führen. Theoretisch lässt sich dieses Problem mit einer eigenen Kühlung lösen. [34]
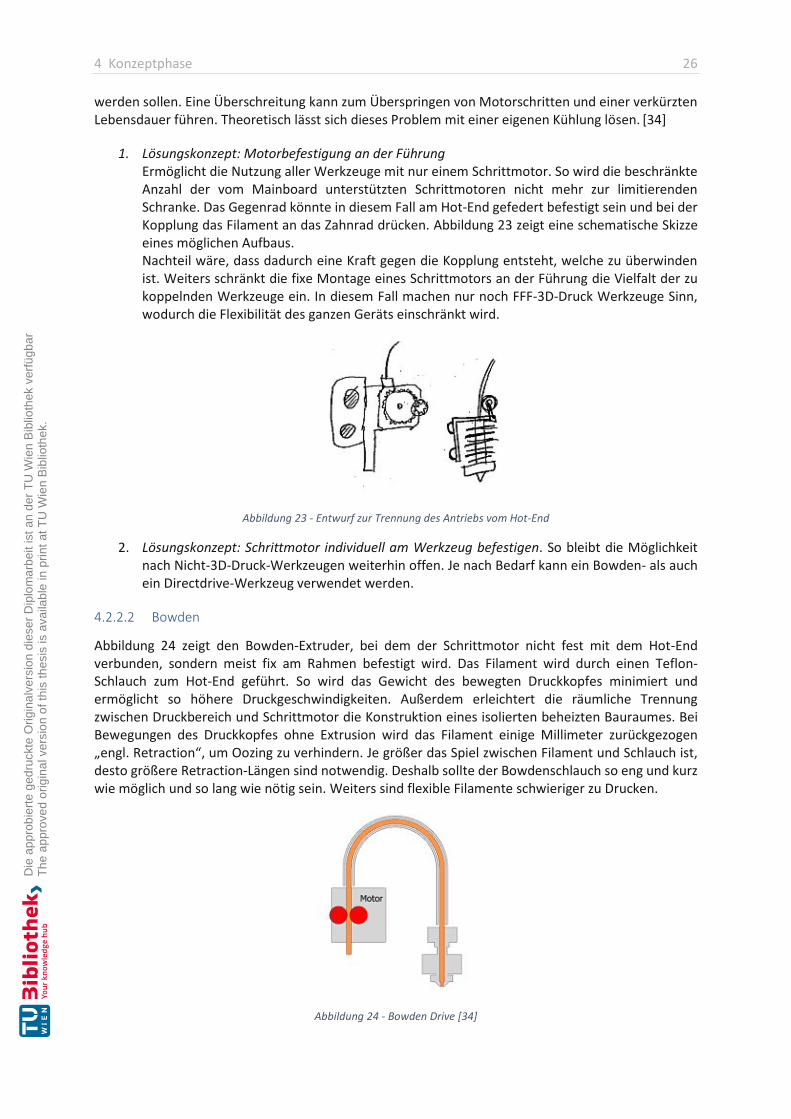
1. Lösungskonzept: Motorbefestigung an der Führung Ermöglicht die Nutzung aller Werkzeuge mit nur einem Schrittmotor. So wird die beschränkte Anzahl der vom Mainboard unterstützten Schrittmotoren nicht mehr zur limitierenden Schranke. Das Gegenrad könnte in diesem Fall am Hot-End gefedert befestigt sein und bei der Kopplung das Filament an das Zahnrad drücken. Abbildung 23 zeigt eine schematische Skizze eines möglichen Aufbaus. Nachteil wäre, dass dadurch eine Kraft gegen die Kopplung entsteht, welche zu überwinden ist. Weiters schränkt die fixe Montage eines Schrittmotors an der Führung die Vielfalt der zu koppelnden Werkzeuge ein. In diesem Fall machen nur noch FFF-3D-Druck Werkzeuge Sinn, wodurch die Flexibilität des ganzen Geräts einschränkt wird.
Abbildung 23 - Entwurf zur Trennung des Antriebs vom Hot-End
2. Lösungskonzept: Schrittmotor individuell am Werkzeug befestigen. So bleibt die Möglichkeit nach Nicht-3D-Druck-Werkzeugen weiterhin offen. Je nach Bedarf kann ein Bowden- als auch ein Directdrive-Werkzeug verwendet werden.
4.2.2.2 Bowden
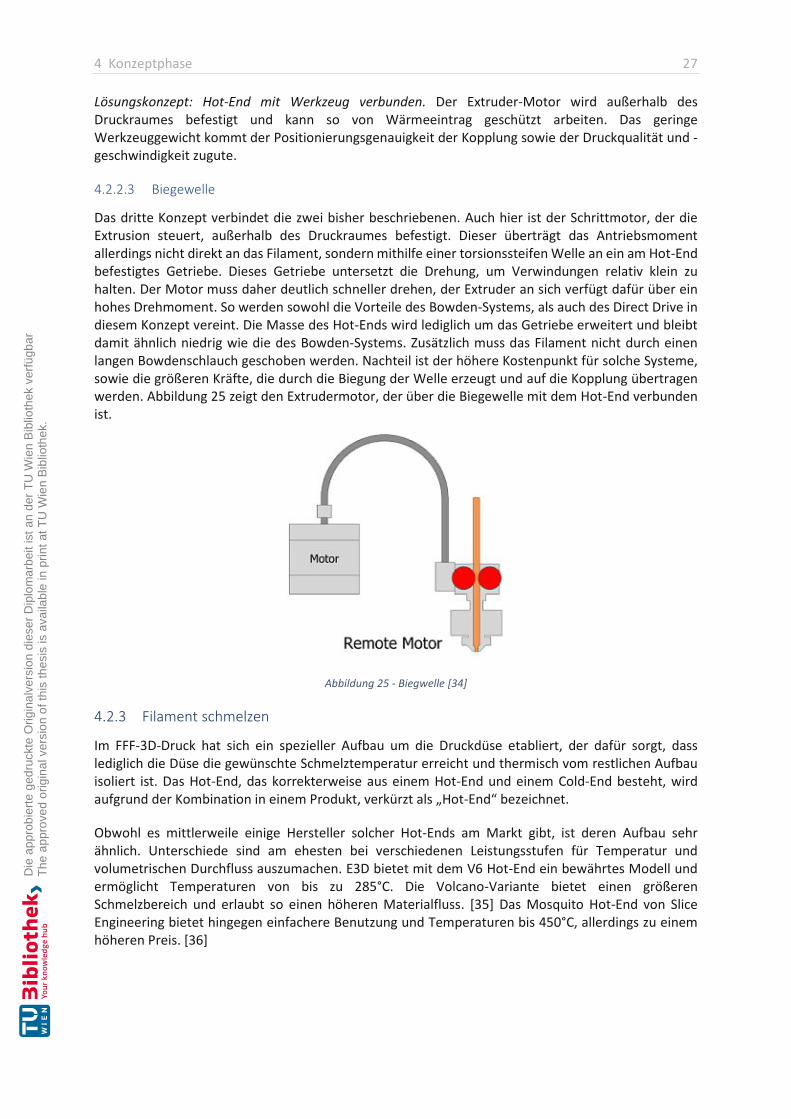
Abbildung 24 zeigt den Bowden-Extruder, bei dem der Schrittmotor nicht fest mit dem Hot-End verbunden, sondern meist fix am Rahmen befestigt wird. Das Filament wird durch einen Teflon-Schlauch zum Hot-End geführt. So wird das Gewicht des bewegten Druckkopfes minimiert und ermöglicht so höhere Druckgeschwindigkeiten. Außerdem erleichtert die räumliche Trennung zwischen Druckbereich und Schrittmotor die Konstruktion eines isolierten beheizten Bauraumes. Bei Bewegungen des Druckkopfes ohne Extrusion wird das Filament einige Millimeter zurückgezogen „engl. Retraction“, um Oozing zu verhindern. Je größer das Spiel zwischen Filament und Schlauch ist, desto größere Retraction-Längen sind notwendig. Deshalb sollte der Bowdenschlauch so eng und kurz wie möglich und so lang wie nötig sein. Weiters sind flexible Filamente schwieriger zu Drucken.
Abbildung 24 - Bowden Drive [34]
4 Konzeptphase 27
Lösungskonzept: Hot-End mit Werkzeug verbunden. Der Extruder-Motor wird außerhalb des Druckraumes befestigt und kann so von Wärmeeintrag geschützt arbeiten. Das geringe Werkzeuggewicht kommt der Positionierungsgenauigkeit der Kopplung sowie der Druckqualität und -geschwindigkeit zugute.
4.2.2.3 Biegewelle
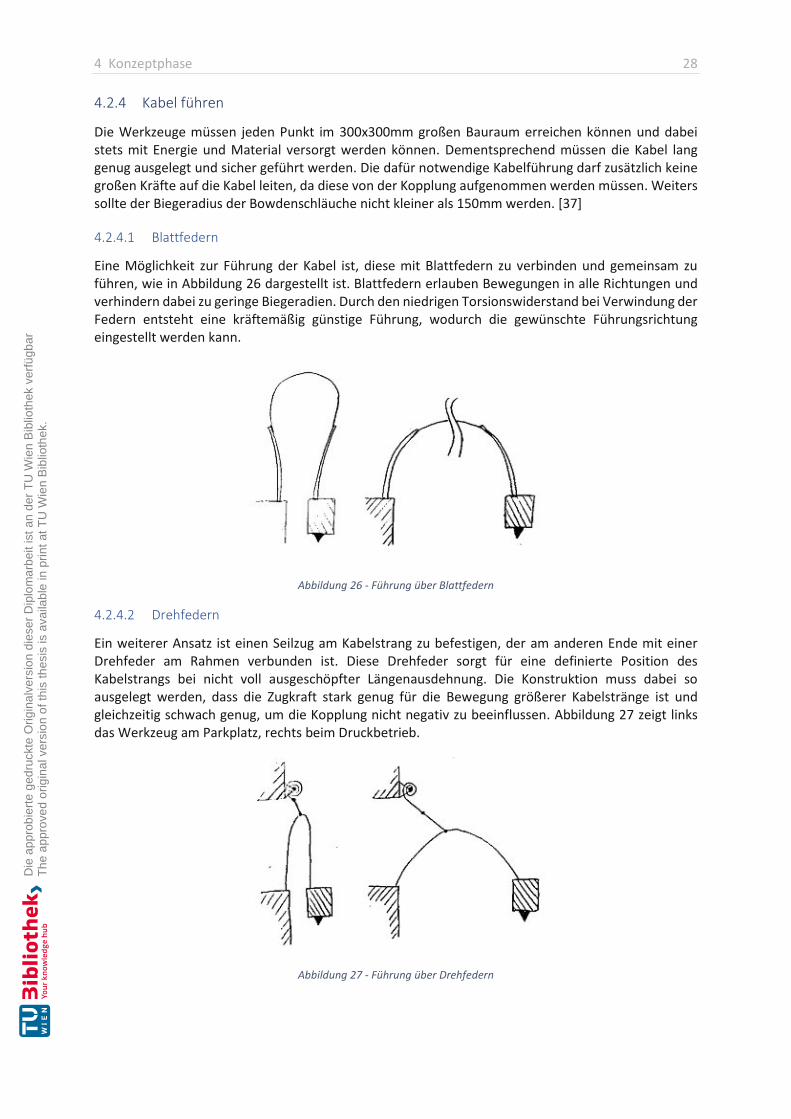
Das dritte Konzept verbindet die zwei bisher beschriebenen. Auch hier ist der Schrittmotor, der die Extrusion steuert, außerhalb des Druckraumes befestigt. Dieser überträgt das Antriebsmoment allerdings nicht direkt an das Filament, sondern mithilfe einer torsionssteifen Welle an ein am Hot-End befestigtes Getriebe. Dieses Getriebe untersetzt die Drehung, um Verwindungen relativ klein zu halten. Der Motor muss daher deutlich schneller drehen, der Extruder an sich verfügt dafür über ein hohes Drehmoment. So werden sowohl die Vorteile des Bowden-Systems, als auch des Direct Drive in diesem Konzept vereint. Die Masse des Hot-Ends wird lediglich um das Getriebe erweitert und bleibt damit ähnlich niedrig wie die des Bowden-Systems. Zusätzlich muss das Filament nicht durch einen langen Bowdenschlauch geschoben werden. Nachteil ist der höhere Kostenpunkt für solche Systeme, sowie die größeren Kräfte, die durch die Biegung der Welle erzeugt und auf die Kopplung übertragen werden. Abbildung 25 zeigt den Extrudermotor, der über die Biegewelle mit dem Hot-End verbunden ist.
Abbildung 25 - Biegwelle [34]
4.2.3 Filament schmelzen
Im FFF-3D-Druck hat sich ein spezieller Aufbau um die Druckdüse etabliert, der dafür sorgt, dass lediglich die Düse die gewünschte Schmelztemperatur erreicht und thermisch vom restlichen Aufbau isoliert ist. Das Hot-End, das korrekterweise aus einem Hot-End und einem Cold-End besteht, wird aufgrund der Kombination in einem Produkt, verkürzt als „Hot-End“ bezeichnet.
Obwohl es mittlerweile einige Hersteller solcher Hot-Ends am Markt gibt, ist deren Aufbau sehr ähnlich. Unterschiede sind am ehesten bei verschiedenen Leistungsstufen für Temperatur und volumetrischen Durchfluss auszumachen. E3D bietet mit dem V6 Hot-End ein bewährtes Modell und ermöglicht Temperaturen von bis zu 285°C. Die Volcano-Variante bietet einen größeren Schmelzbereich und erlaubt so einen höheren Materialfluss. [35] Das Mosquito Hot-End von Slice Engineering bietet hingegen einfachere Benutzung und Temperaturen bis 450°C, allerdings zu einem höheren Preis. [36]
4 Konzeptphase 28
4.2.4 Kabel führen
Die Werkzeuge müssen jeden Punkt im 300x300mm großen Bauraum erreichen können und dabei stets mit Energie und Material versorgt werden können. Dementsprechend müssen die Kabel lang genug ausgelegt und sicher geführt werden. Die dafür notwendige Kabelführung darf zusätzlich keine großen Kräfte auf die Kabel leiten, da diese von der Kopplung aufgenommen werden müssen. Weiters sollte der Biegeradius der Bowdenschläuche nicht kleiner als 150mm werden. [37]
4.2.4.1 Blattfedern
Eine Möglichkeit zur Führung der Kabel ist, diese mit Blattfedern zu verbinden und gemeinsam zu führen, wie in Abbildung 26 dargestellt ist. Blattfedern erlauben Bewegungen in alle Richtungen und verhindern dabei zu geringe Biegeradien. Durch den niedrigen Torsionswiderstand bei Verwindung der Federn entsteht eine kräftemäßig günstige Führung, wodurch die gewünschte Führungsrichtung eingestellt werden kann.
Abbildung 26 - Führung über Blattfedern
4.2.4.2 Drehfedern
Ein weiterer Ansatz ist einen Seilzug am Kabelstrang zu befestigen, der am anderen Ende mit einer Drehfeder am Rahmen verbunden ist. Diese Drehfeder sorgt für eine definierte Position des Kabelstrangs bei nicht voll ausgeschöpfter Längenausdehnung. Die Konstruktion muss dabei so ausgelegt werden, dass die Zugkraft stark genug für die Bewegung größerer Kabelstränge ist und gleichzeitig schwach genug, um die Kopplung nicht negativ zu beeinflussen. Abbildung 27 zeigt links das Werkzeug am Parkplatz, rechts beim Druckbetrieb.
Abbildung 27 - Führung über Drehfedern
4 Konzeptphase 29
4.2.5 Werkzeug bewegen
Um die Werkzeuge an die Position zu führen, an der sie ihre Funktion erfüllen sollen, ist eine entsprechende Bewegungsmechanik notwendig, die diese Bewegungen durchführt. Da bereits bei vorrausgehenden Projekten auf CoreXY gesetzt wurde, ist dieser Ansatz bereits in den Anforderungen verankert. Die Art der linearen Lagerung muss allerdings noch entschieden werden.
4.2.5.1 CoreXY
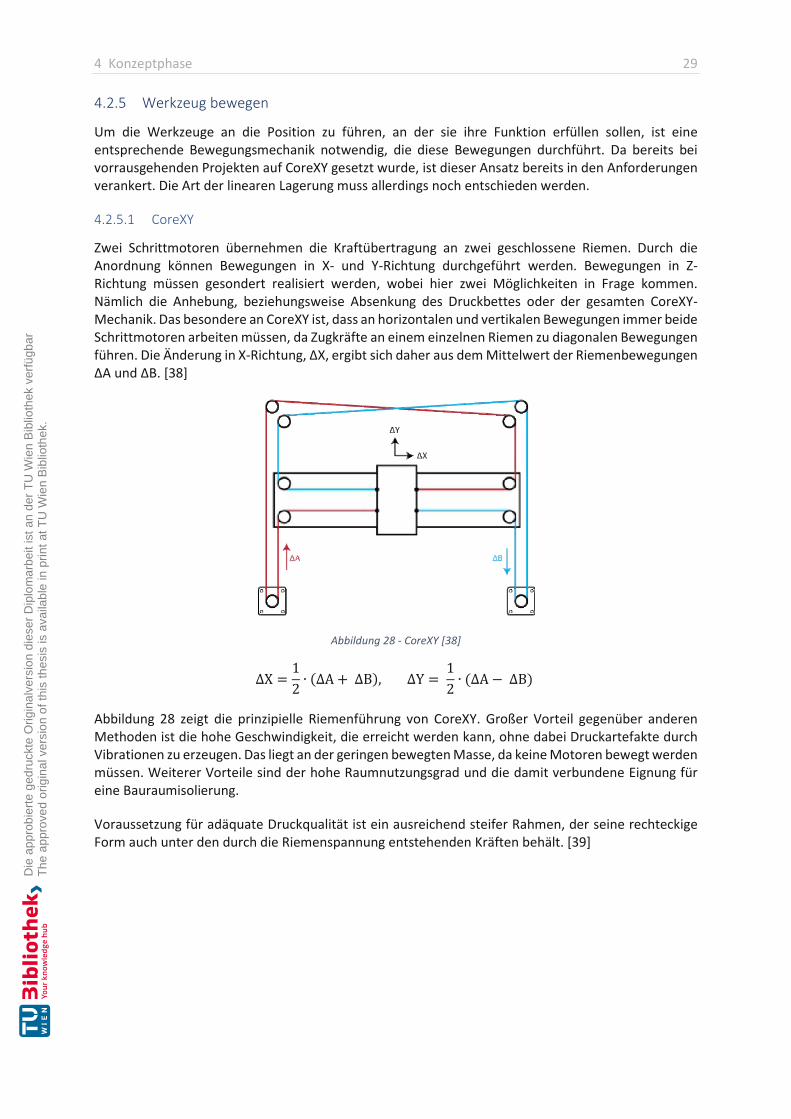
Zwei Schrittmotoren übernehmen die Kraftübertragung an zwei geschlossene Riemen. Durch die Anordnung können Bewegungen in X- und Y-Richtung durchgeführt werden. Bewegungen in Z-Richtung müssen gesondert realisiert werden, wobei hier zwei Möglichkeiten in Frage kommen. Nämlich die Anhebung, beziehungsweise Absenkung des Druckbettes oder der gesamten CoreXY-Mechanik. Das besondere an CoreXY ist, dass an horizontalen und vertikalen Bewegungen immer beide Schrittmotoren arbeiten müssen, da Zugkräfte an einem einzelnen Riemen zu diagonalen Bewegungen führen. Die Änderung in X-Richtung, ∆X, ergibt sich daher aus dem Mittelwert der Riemenbewegungen ∆A und ∆B. [38]
Abbildung 28 - CoreXY [38] ∆X = 12 ∙ (∆A + ∆B), ∆Y = 12 ∙ (∆A − ∆B) Abbildung 28 zeigt die prinzipielle Riemenführung von CoreXY. Großer Vorteil gegenüber anderen Methoden ist die hohe Geschwindigkeit, die erreicht werden kann, ohne dabei Druckartefakte durch Vibrationen zu erzeugen. Das liegt an der geringen bewegten Masse, da keine Motoren bewegt werden müssen. Weiterer Vorteile sind der hohe Raumnutzungsgrad und die damit verbundene Eignung für eine Bauraumisolierung.
Voraussetzung für adäquate Druckqualität ist ein ausreichend steifer Rahmen, der seine rechteckige Form auch unter den durch die Riemenspannung entstehenden Kräften behält. [39]

4 Konzeptphase 30
4.2.5.2 Linearachsen
Die gängigere, weil kostengünstigere, Methode der Linearführung ist die Kombination aus gehärteten Stahlwellen und Linearlagern. Linearlager sind sowohl als Linearkugellager als auch als selbstschmierende Polymerlager erhältlich, siehe Abbildung 29 und 30. Die Polymerlager sind geräuschärmer im Betrieb, benötigen allerdings eine genaue Bohrungspassung, durch die sie komprimiert werden und dann spielfrei auf der Welle aufsitzen. Beide Ausführungen zeichnen sich durch eine lange Lebensdauer und Wartungsarmut aus.
4.2.5.3 Linearschienen
Die kostenintensivere und präzisere Variante ist eine auf Schienen laufende Linearführung. Diese sind in vielen verschiedenen Formen und mit unterschiedlichen Wartungsanforderungen verfügbar. Da diese Schienen auf steifen Rahmenteilen befestigt werden, können deutlich geringere Biegungsabsenkungen bei höheren Kräften erreicht werden als bei gehärteten Rundstählen ähnlicher Masse. Weiterer Unterschied ist, dass durch die Schienenführung nur ein Freiheitsgrad offen bleibt.
Abbildung 31 - Linearschienen [42]
4.2.6 Werkzeug parken
Die Werkzeuge müssen bei Nicht-benutzung an einer fixen Position gesichert werden, gleichzeitig müssen sie einfach zu entnehmen sein. Der Parkprozess muss hohe Wiederholungszahlen mit möglichst geringen Ermüdungs- und Verschleißerscheinungen ertragen. Dabei soll bedacht werden, dass sich das Werkzeug lediglich in der XY-Ebene bewegen kann, und keine Bewegungen in Z-Richtung möglich sind.
4.2.6.1 Magnetisch
Grundsätzlich reicht ein ausreichend starker Permanentmagnet an Werkzeug oder Rahmen aus, um das jeweilige Gegenstück, das mit einem magnetisierbaren Material bestückt ist, zu befestigen. Vorteilig sind die geringen Kosten und die einfache Krafterzeugung.
Abbildung 29 - Kugelumlauflinearlager [40]
Abbildung 30 - Polymerlinearlager [41]
4 Konzeptphase 31
4.2.6.2 Schnappmechanismus
Ähnlich dem Prinzip des Kugelschreiber-Druckknopfes könnte das Werkzeug am Parkplatz durch Aufdrücken fixiert, durch erneutes Aufdrücken wieder gelöst werden. Das erfordert einen Entwurf eines verlässlichen Federmechanismus mit mehreren beweglichen Teilen.
4.2.6.3 Reibung
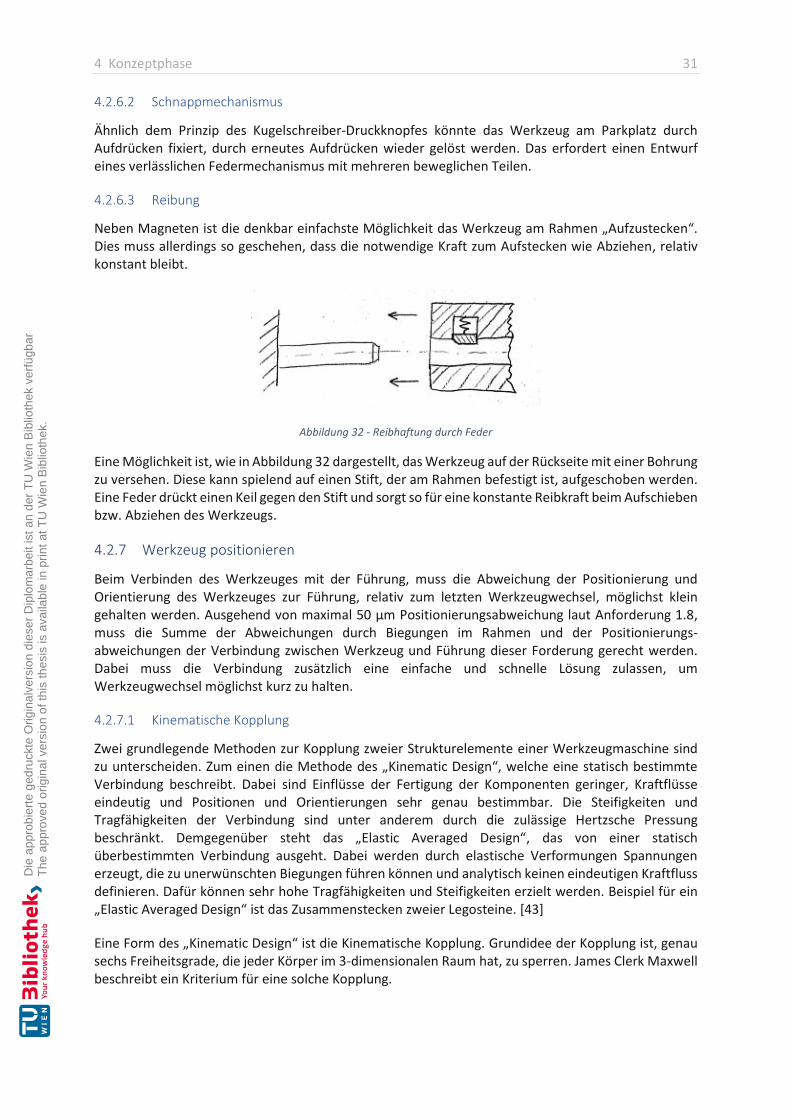
Neben Magneten ist die denkbar einfachste Möglichkeit das Werkzeug am Rahmen „Aufzustecken“. Dies muss allerdings so geschehen, dass die notwendige Kraft zum Aufstecken wie Abziehen, relativ konstant bleibt.
Abbildung 32 - Reibhaftung durch Feder
Eine Möglichkeit ist, wie in Abbildung 32 dargestellt, das Werkzeug auf der Rückseite mit einer Bohrung zu versehen. Diese kann spielend auf einen Stift, der am Rahmen befestigt ist, aufgeschoben werden. Eine Feder drückt einen Keil gegen den Stift und sorgt so für eine konstante Reibkraft beim Aufschieben bzw. Abziehen des Werkzeugs.
4.2.7 Werkzeug positionieren
Beim Verbinden des Werkzeuges mit der Führung, muss die Abweichung der Positionierung und Orientierung des Werkzeuges zur Führung, relativ zum letzten Werkzeugwechsel, möglichst klein gehalten werden. Ausgehend von maximal 50 μm Positionierungsabweichung laut Anforderung 1.8, muss die Summe der Abweichungen durch Biegungen im Rahmen und der Positionierungs-abweichungen der Verbindung zwischen Werkzeug und Führung dieser Forderung gerecht werden. Dabei muss die Verbindung zusätzlich eine einfache und schnelle Lösung zulassen, um Werkzeugwechsel möglichst kurz zu halten.
4.2.7.1 Kinematische Kopplung
Zwei grundlegende Methoden zur Kopplung zweier Strukturelemente einer Werkzeugmaschine sind zu unterscheiden. Zum einen die Methode des „Kinematic Design“, welche eine statisch bestimmte Verbindung beschreibt. Dabei sind Einflüsse der Fertigung der Komponenten geringer, Kraftflüsse eindeutig und Positionen und Orientierungen sehr genau bestimmbar. Die Steifigkeiten und Tragfähigkeiten der Verbindung sind unter anderem durch die zulässige Hertzsche Pressung beschränkt. Demgegenüber steht das „Elastic Averaged Design“, das von einer statisch überbestimmten Verbindung ausgeht. Dabei werden durch elastische Verformungen Spannungen erzeugt, die zu unerwünschten Biegungen führen können und analytisch keinen eindeutigen Kraftfluss definieren. Dafür können sehr hohe Tragfähigkeiten und Steifigkeiten erzielt werden. Beispiel für ein „Elastic Averaged Design“ ist das Zusammenstecken zweier Legosteine. [43]
Eine Form des „Kinematic Design“ ist die Kinematische Kopplung. Grundidee der Kopplung ist, genau sechs Freiheitsgrade, die jeder Körper im 3-dimensionalen Raum hat, zu sperren. James Clerk Maxwell beschreibt ein Kriterium für eine solche Kopplung.
4 Konzeptphase 32
Each constraint should be aligned to the local direction of motion allowed by the five other constraints, assuming that they remain in contact and are free to slide.
[44]
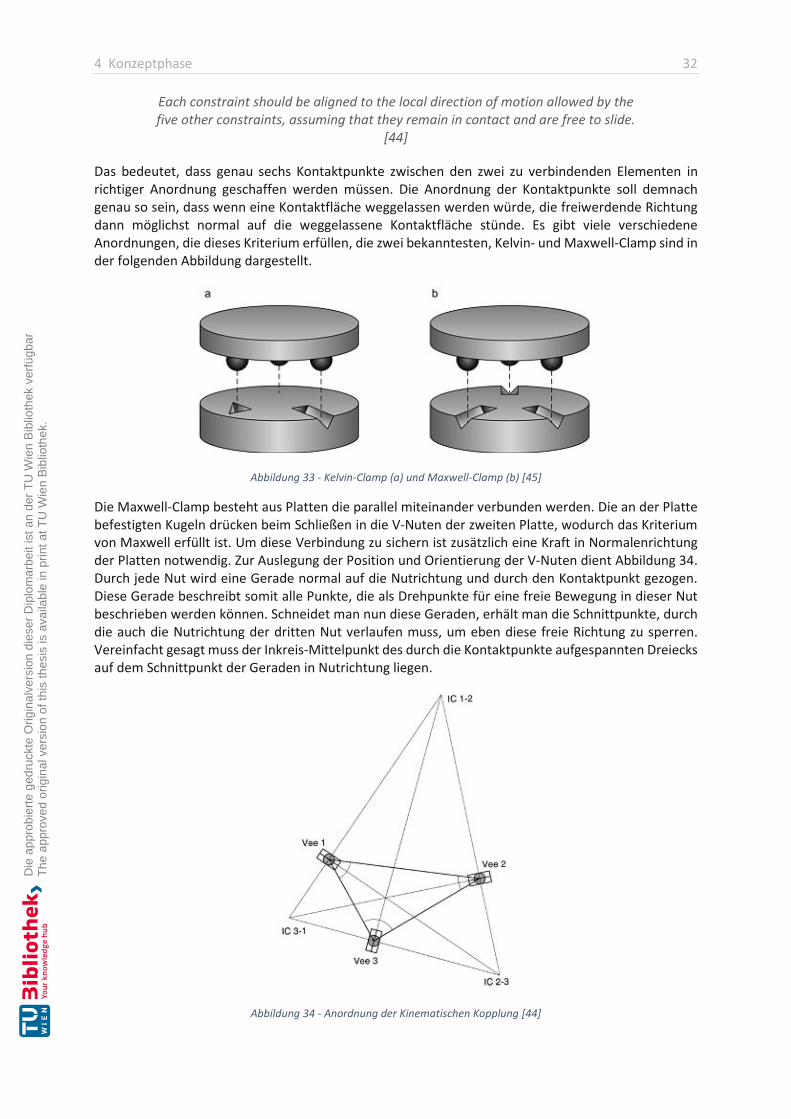
Das bedeutet, dass genau sechs Kontaktpunkte zwischen den zwei zu verbindenden Elementen in richtiger Anordnung geschaffen werden müssen. Die Anordnung der Kontaktpunkte soll demnach genau so sein, dass wenn eine Kontaktfläche weggelassen werden würde, die freiwerdende Richtung dann möglichst normal auf die weggelassene Kontaktfläche stünde. Es gibt viele verschiedene Anordnungen, die dieses Kriterium erfüllen, die zwei bekanntesten, Kelvin- und Maxwell-Clamp sind in der folgenden Abbildung dargestellt.
Abbildung 33 - Kelvin-Clamp (a) und Maxwell-Clamp (b) [45]
Die Maxwell-Clamp besteht aus Platten die parallel miteinander verbunden werden. Die an der Platte befestigten Kugeln drücken beim Schließen in die V-Nuten der zweiten Platte, wodurch das Kriterium von Maxwell erfüllt ist. Um diese Verbindung zu sichern ist zusätzlich eine Kraft in Normalenrichtung der Platten notwendig. Zur Auslegung der Position und Orientierung der V-Nuten dient Abbildung 34. Durch jede Nut wird eine Gerade normal auf die Nutrichtung und durch den Kontaktpunkt gezogen. Diese Gerade beschreibt somit alle Punkte, die als Drehpunkte für eine freie Bewegung in dieser Nut beschrieben werden können. Schneidet man nun diese Geraden, erhält man die Schnittpunkte, durch die auch die Nutrichtung der dritten Nut verlaufen muss, um eben diese freie Richtung zu sperren. Vereinfacht gesagt muss der Inkreis-Mittelpunkt des durch die Kontaktpunkte aufgespannten Dreiecks auf dem Schnittpunkt der Geraden in Nutrichtung liegen.
Abbildung 34 - Anordnung der Kinematischen Kopplung [44]
4 Konzeptphase 33
Die Realisierung einer Kinematischen Kopplung ist durch die einfachen Formen der Komponenten leicht und kostengünstig realisierbar. Die V-Nuten können auch durch zwei parallele Hülsen realisiert werden. Durch die Punktkontakte sind Materialeigenschaften der limitierende Faktor. Einerseits darf die zulässige Hertzsche Pressung nicht überschritten werden, andererseits muss Kaltschweißen vermieden werden.
4.2.7.2 Quasikinematische Kopplung
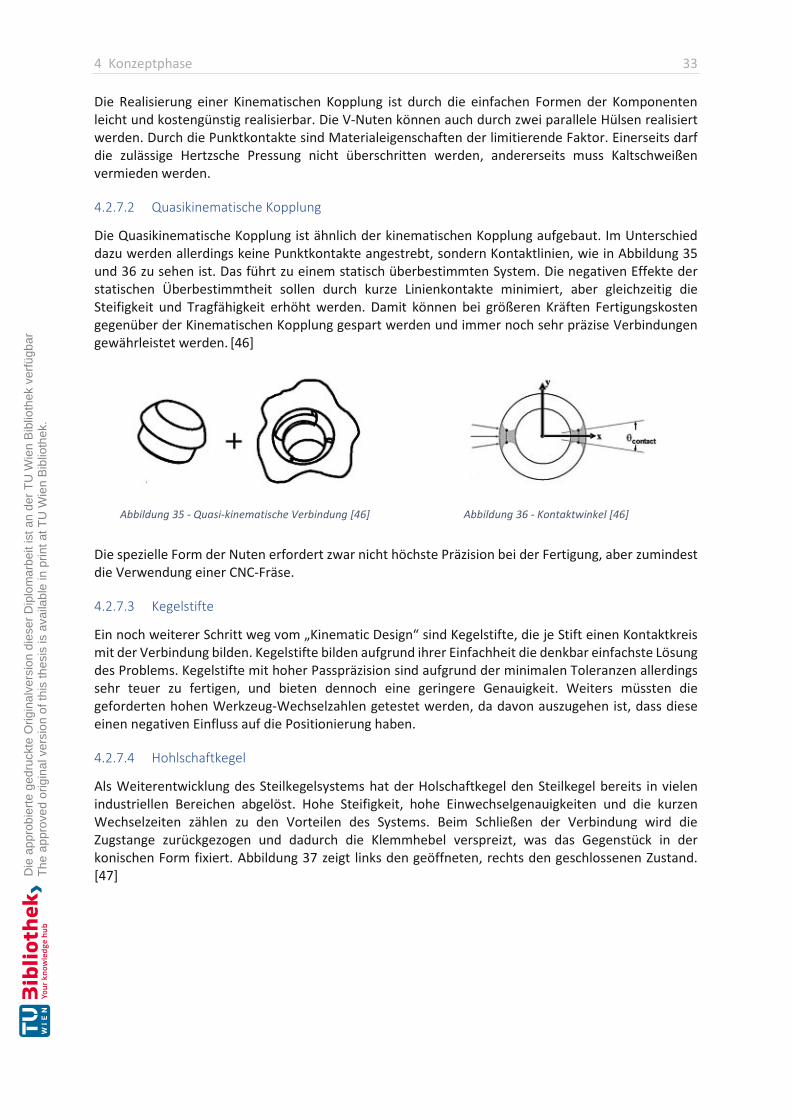
Die Quasikinematische Kopplung ist ähnlich der kinematischen Kopplung aufgebaut. Im Unterschied dazu werden allerdings keine Punktkontakte angestrebt, sondern Kontaktlinien, wie in Abbildung 35 und 36 zu sehen ist. Das führt zu einem statisch überbestimmten System. Die negativen Effekte der statischen Überbestimmtheit sollen durch kurze Linienkontakte minimiert, aber gleichzeitig die Steifigkeit und Tragfähigkeit erhöht werden. Damit können bei größeren Kräften Fertigungskosten gegenüber der Kinematischen Kopplung gespart werden und immer noch sehr präzise Verbindungen gewährleistet werden. [46]
Abbildung 35 - Quasi-kinematische Verbindung [46]
Abbildung 36 - Kontaktwinkel [46]
Die spezielle Form der Nuten erfordert zwar nicht höchste Präzision bei der Fertigung, aber zumindest die Verwendung einer CNC-Fräse.
4.2.7.3 Kegelstifte
Ein noch weiterer Schritt weg vom „Kinematic Design“ sind Kegelstifte, die je Stift einen Kontaktkreis mit der Verbindung bilden. Kegelstifte bilden aufgrund ihrer Einfachheit die denkbar einfachste Lösung des Problems. Kegelstifte mit hoher Passpräzision sind aufgrund der minimalen Toleranzen allerdings sehr teuer zu fertigen, und bieten dennoch eine geringere Genauigkeit. Weiters müssten die geforderten hohen Werkzeug-Wechselzahlen getestet werden, da davon auszugehen ist, dass diese einen negativen Einfluss auf die Positionierung haben.
4.2.7.4 Hohlschaftkegel
Als Weiterentwicklung des Steilkegelsystems hat der Holschaftkegel den Steilkegel bereits in vielen industriellen Bereichen abgelöst. Hohe Steifigkeit, hohe Einwechselgenauigkeiten und die kurzen Wechselzeiten zählen zu den Vorteilen des Systems. Beim Schließen der Verbindung wird die Zugstange zurückgezogen und dadurch die Klemmhebel verspreizt, was das Gegenstück in der konischen Form fixiert. Abbildung 37 zeigt links den geöffneten, rechts den geschlossenen Zustand. [47]

4 Konzeptphase 34
Abbildung 37 - Hohlschaftkegel [47]
Um die Verbindung gegen Verdrehen zu sichern, müssten zusätzliche Passstifte oder ähnliche Verdrehsicherungen versehen werden. Vorteil dieser Variante sind die hohe axiale Verbindungs-genauigkeit, sowie der Wegfall der Teillösung „Werkzeug fixieren“, da diese bereits erfüllt wird. Die Kosten und die Masse sprechen tendenziell gegen diesen Lösungsansatz.
4.2.8 Werkzeug fixieren
Zusammen mit der Lösung für „Werkzeug positionieren“ vervollständigen die folgenden Lösungen die präzise lösbare Verbindung zwischen Werkzeug und Führung. Die folgenden Lösungsansätze sollen die exakte Positionierung und Orientierung auch unter dynamischen Kräfteeinwirkungen garantieren.
Wichtig hierbei ist, dass die Fixierung keine negativen Einflüsse auf die Positionierung oder Orientierung des Werkzeuges hat, und zusätzlich möglichst schnell lösbar, bzw. schließbar ist. Da der Schließmechanismus mindestens teilweise auf der bewegten Führung befestigt ist, sollten niedrige Massen angestrebt werden. Schließlich soll der Mechanismus möglichst einfach gestaltet werden.
4.2.8.1 Permanentmagnet
Permanentmagnete bieten relativ große Kräfte für sehr geringe Kosten. Zusätzlich sind sie sehr leicht und brauchen wenig Platz. Große Magnetfelder können allerdings negativ mit anderen elektrischen Komponenten, z.B. Lüfter oder Sensoren, interagieren und die Funktion stören. Das Schließen und Lösen der Verbindung zwischen Werkzeug und Führung kann nicht elektronisch gesteuert werden, sondern muss durch mechanische Bewegung und Kräfte erfolgen. Ein Krafttrenner muss entworfen werden, um die Kräfte zum Trennen der Verbindung zu minimieren. Dieser Krafttrenner soll die verbundenen Magnete ein paar wenige Millimeter trennen, da die Magnetkraft über die Entfernung exponentiell abnimmt und so die Trennung ohne großen Kraftaufwand gelingt.
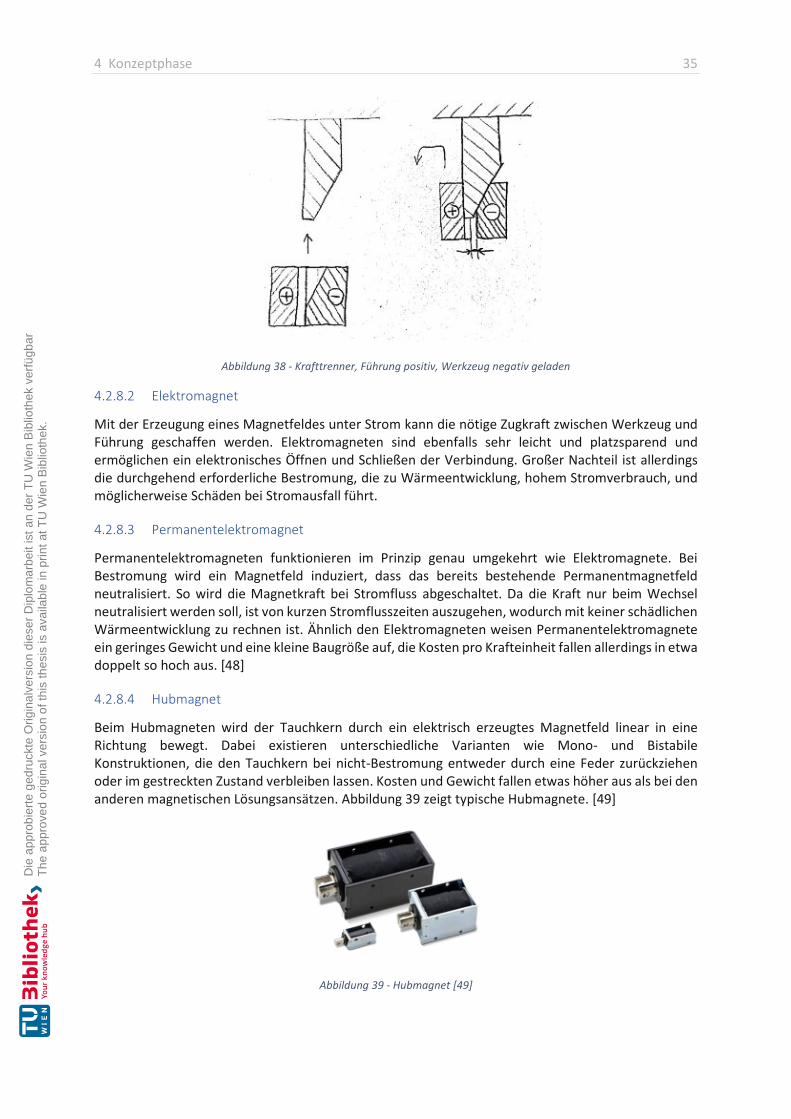
Ein möglicher Ansatz zur Trennung ist eine Trennrampe am Werkzeugparkplatz, die zwischen die beiden Magneten getrieben wird und so deren Haltekraft reduziert, um das Werkzeug von der Führung trennen zu können. Zum Ablegen des Werkzeugs am Parkplatz, müsste die Führung eine U-Bewegung ausführen, wie in Abbildung 38 dargestellt. Das vergrößert den notwendigen Platz pro Werkzeug im Magazin.
4 Konzeptphase 35
Abbildung 38 - Krafttrenner, Führung positiv, Werkzeug negativ geladen
4.2.8.2 Elektromagnet
Mit der Erzeugung eines Magnetfeldes unter Strom kann die nötige Zugkraft zwischen Werkzeug und Führung geschaffen werden. Elektromagneten sind ebenfalls sehr leicht und platzsparend und ermöglichen ein elektronisches Öffnen und Schließen der Verbindung. Großer Nachteil ist allerdings die durchgehend erforderliche Bestromung, die zu Wärmeentwicklung, hohem Stromverbrauch, und möglicherweise Schäden bei Stromausfall führt.
4.2.8.3 Permanentelektromagnet
Permanentelektromagneten funktionieren im Prinzip genau umgekehrt wie Elektromagnete. Bei Bestromung wird ein Magnetfeld induziert, dass das bereits bestehende Permanentmagnetfeld neutralisiert. So wird die Magnetkraft bei Stromfluss abgeschaltet. Da die Kraft nur beim Wechsel neutralisiert werden soll, ist von kurzen Stromflusszeiten auszugehen, wodurch mit keiner schädlichen Wärmeentwicklung zu rechnen ist. Ähnlich den Elektromagneten weisen Permanentelektromagnete ein geringes Gewicht und eine kleine Baugröße auf, die Kosten pro Krafteinheit fallen allerdings in etwa doppelt so hoch aus. [48]
4.2.8.4 Hubmagnet
Beim Hubmagneten wird der Tauchkern durch ein elektrisch erzeugtes Magnetfeld linear in eine Richtung bewegt. Dabei existieren unterschiedliche Varianten wie Mono- und Bistabile Konstruktionen, die den Tauchkern bei nicht-Bestromung entweder durch eine Feder zurückziehen oder im gestreckten Zustand verbleiben lassen. Kosten und Gewicht fallen etwas höher aus als bei den anderen magnetischen Lösungsansätzen. Abbildung 39 zeigt typische Hubmagnete. [49]
Abbildung 39 - Hubmagnet [49]
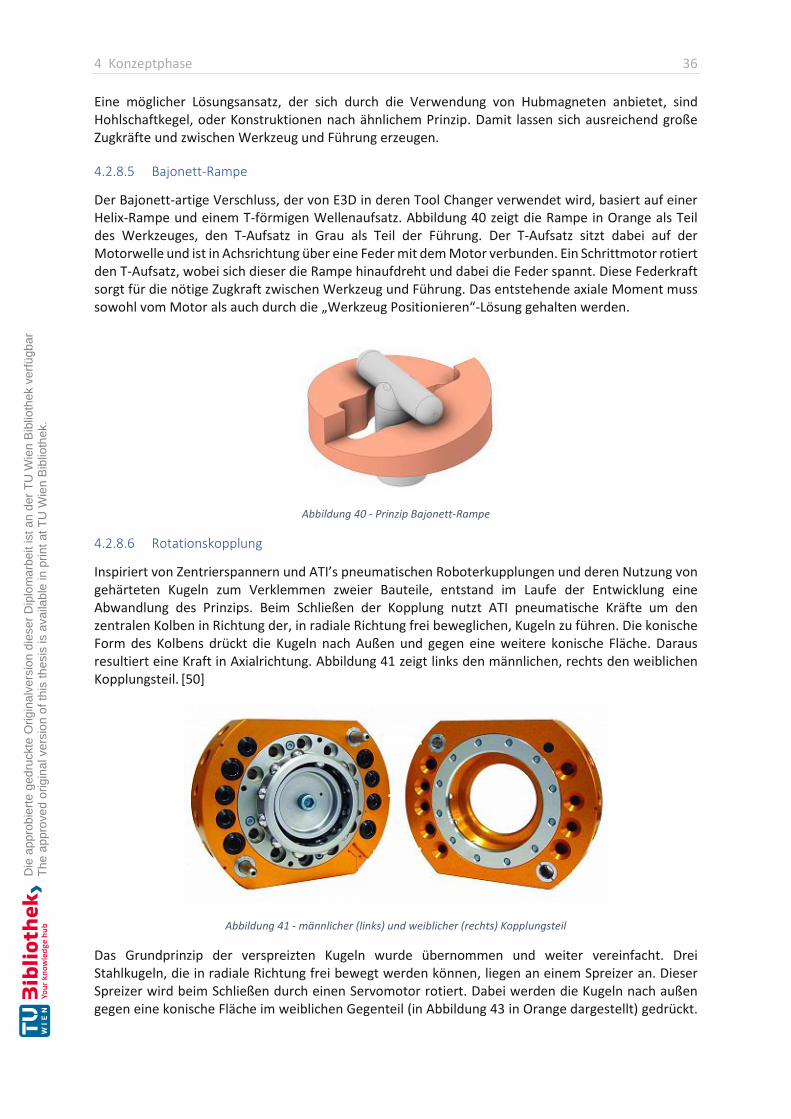
4 Konzeptphase 36
Eine möglicher Lösungsansatz, der sich durch die Verwendung von Hubmagneten anbietet, sind Hohlschaftkegel, oder Konstruktionen nach ähnlichem Prinzip. Damit lassen sich ausreichend große Zugkräfte und zwischen Werkzeug und Führung erzeugen.
4.2.8.5 Bajonett-Rampe
Der Bajonett-artige Verschluss, der von E3D in deren Tool Changer verwendet wird, basiert auf einer Helix-Rampe und einem T-förmigen Wellenaufsatz. Abbildung 40 zeigt die Rampe in Orange als Teil des Werkzeuges, den T-Aufsatz in Grau als Teil der Führung. Der T-Aufsatz sitzt dabei auf der Motorwelle und ist in Achsrichtung über eine Feder mit dem Motor verbunden. Ein Schrittmotor rotiert den T-Aufsatz, wobei sich dieser die Rampe hinaufdreht und dabei die Feder spannt. Diese Federkraft sorgt für die nötige Zugkraft zwischen Werkzeug und Führung. Das entstehende axiale Moment muss sowohl vom Motor als auch durch die „Werkzeug Positionieren“-Lösung gehalten werden.
Abbildung 40 - Prinzip Bajonett-Rampe
4.2.8.6 Rotationskopplung
Inspiriert von Zentrierspannern und ATI’s pneumatischen Roboterkupplungen und deren Nutzung von gehärteten Kugeln zum Verklemmen zweier Bauteile, entstand im Laufe der Entwicklung eine Abwandlung des Prinzips. Beim Schließen der Kopplung nutzt ATI pneumatische Kräfte um den zentralen Kolben in Richtung der, in radiale Richtung frei beweglichen, Kugeln zu führen. Die konische Form des Kolbens drückt die Kugeln nach Außen und gegen eine weitere konische Fläche. Daraus resultiert eine Kraft in Axialrichtung. Abbildung 41 zeigt links den männlichen, rechts den weiblichen Kopplungsteil. [50]
Abbildung 41 - männlicher (links) und weiblicher (rechts) Kopplungsteil
Das Grundprinzip der verspreizten Kugeln wurde übernommen und weiter vereinfacht. Drei Stahlkugeln, die in radiale Richtung frei bewegt werden können, liegen an einem Spreizer an. Dieser Spreizer wird beim Schließen durch einen Servomotor rotiert. Dabei werden die Kugeln nach außen gegen eine konische Fläche im weiblichen Gegenteil (in Abbildung 43 in Orange dargestellt) gedrückt.
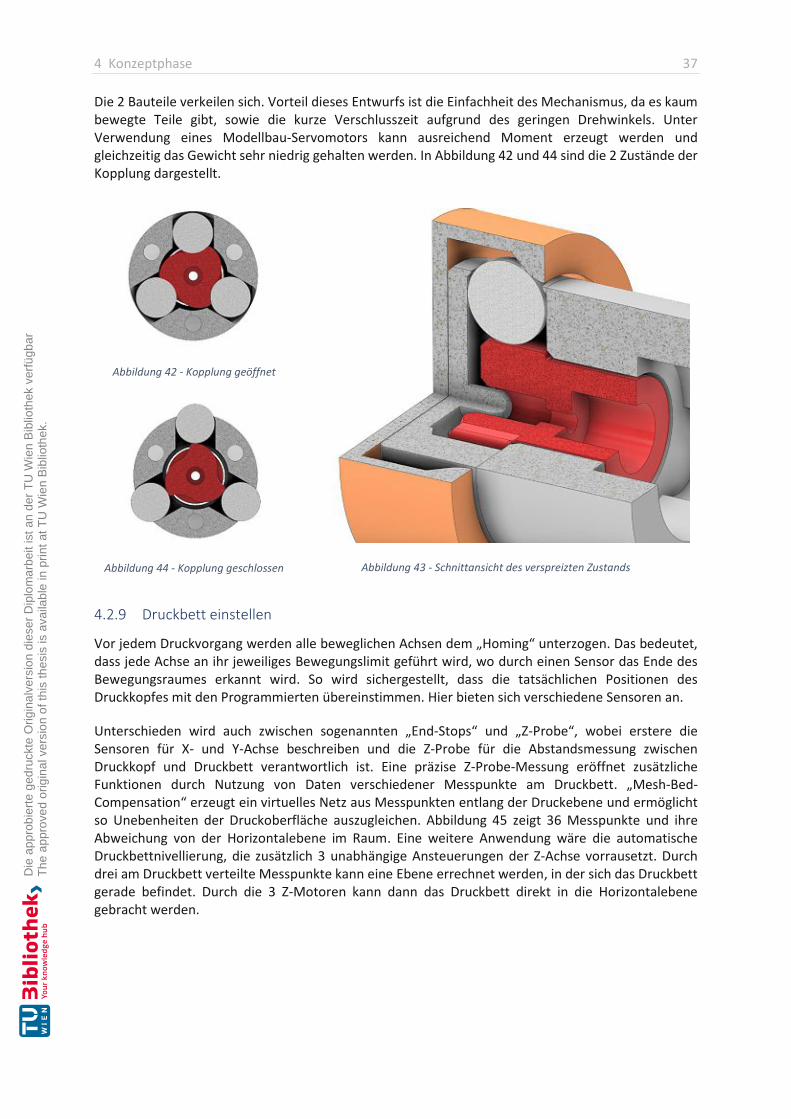
4 Konzeptphase 37
Die 2 Bauteile verkeilen sich. Vorteil dieses Entwurfs ist die Einfachheit des Mechanismus, da es kaum bewegte Teile gibt, sowie die kurze Verschlusszeit aufgrund des geringen Drehwinkels. Unter Verwendung eines Modellbau-Servomotors kann ausreichend Moment erzeugt werden und gleichzeitig das Gewicht sehr niedrig gehalten werden. In Abbildung 42 und 44 sind die 2 Zustände der Kopplung dargestellt.
Abbildung 42 - Kopplung geöffnet
Abbildung 43 - Schnittansicht des verspreizten Zustands
Abbildung 44 - Kopplung geschlossen
4.2.9 Druckbett einstellen
Vor jedem Druckvorgang werden alle beweglichen Achsen dem „Homing“ unterzogen. Das bedeutet, dass jede Achse an ihr jeweiliges Bewegungslimit geführt wird, wo durch einen Sensor das Ende des Bewegungsraumes erkannt wird. So wird sichergestellt, dass die tatsächlichen Positionen des Druckkopfes mit den Programmierten übereinstimmen. Hier bieten sich verschiedene Sensoren an.
Unterschieden wird auch zwischen sogenannten „End-Stops“ und „Z-Probe“, wobei erstere die Sensoren für X- und Y-Achse beschreiben und die Z-Probe für die Abstandsmessung zwischen Druckkopf und Druckbett verantwortlich ist. Eine präzise Z-Probe-Messung eröffnet zusätzliche Funktionen durch Nutzung von Daten verschiedener Messpunkte am Druckbett. „Mesh-Bed-Compensation“ erzeugt ein virtuelles Netz aus Messpunkten entlang der Druckebene und ermöglicht so Unebenheiten der Druckoberfläche auszugleichen. Abbildung 45 zeigt 36 Messpunkte und ihre Abweichung von der Horizontalebene im Raum. Eine weitere Anwendung wäre die automatische Druckbettnivellierung, die zusätzlich 3 unabhängige Ansteuerungen der Z-Achse vorrausetzt. Durch drei am Druckbett verteilte Messpunkte kann eine Ebene errechnet werden, in der sich das Druckbett gerade befindet. Durch die 3 Z-Motoren kann dann das Druckbett direkt in die Horizontalebene gebracht werden.
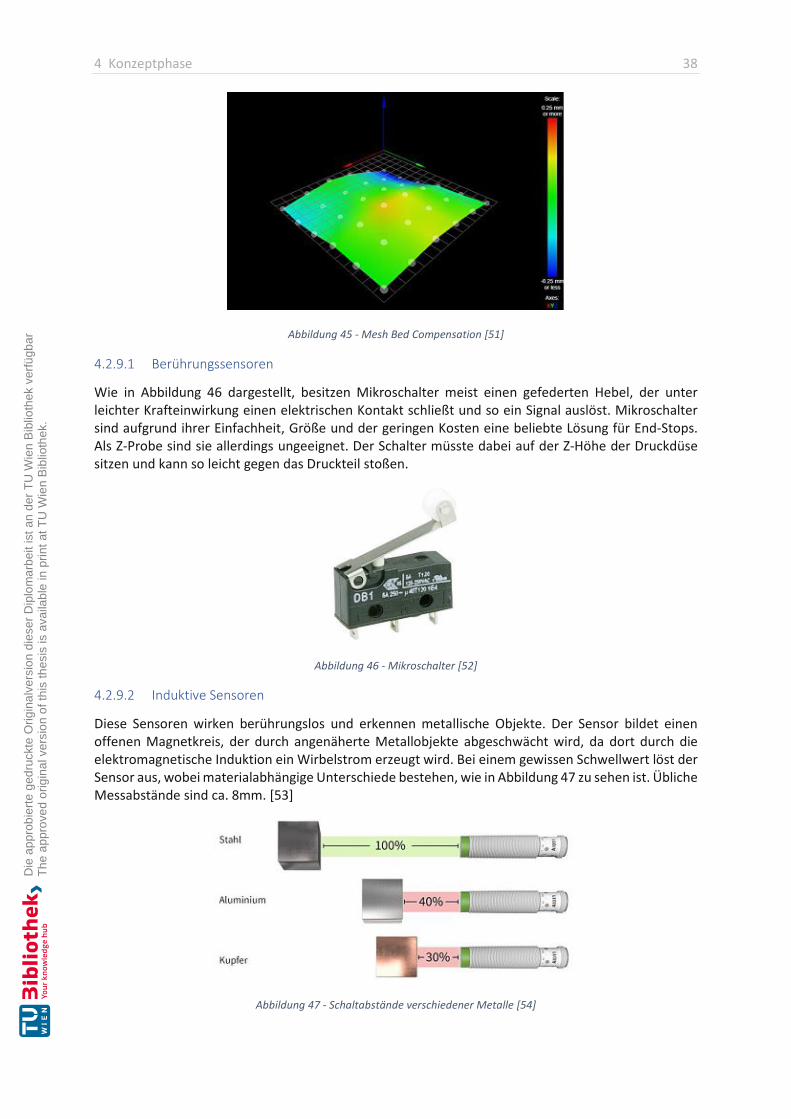
4 Konzeptphase 38
Abbildung 45 - Mesh Bed Compensation [51]
4.2.9.1 Berührungssensoren
Wie in Abbildung 46 dargestellt, besitzen Mikroschalter meist einen gefederten Hebel, der unter leichter Krafteinwirkung einen elektrischen Kontakt schließt und so ein Signal auslöst. Mikroschalter sind aufgrund ihrer Einfachheit, Größe und der geringen Kosten eine beliebte Lösung für End-Stops. Als Z-Probe sind sie allerdings ungeeignet. Der Schalter müsste dabei auf der Z-Höhe der Druckdüse sitzen und kann so leicht gegen das Druckteil stoßen.
Abbildung 46 - Mikroschalter [52]
4.2.9.2 Induktive Sensoren
Diese Sensoren wirken berührungslos und erkennen metallische Objekte. Der Sensor bildet einen offenen Magnetkreis, der durch angenäherte Metallobjekte abgeschwächt wird, da dort durch die elektromagnetische Induktion ein Wirbelstrom erzeugt wird. Bei einem gewissen Schwellwert löst der Sensor aus, wobei materialabhängige Unterschiede bestehen, wie in Abbildung 47 zu sehen ist. Übliche Messabstände sind ca. 8mm. [53]
Abbildung 47 - Schaltabstände verschiedener Metalle [54]

4 Konzeptphase 39
4.2.9.3 Kapazitive Sensoren
Kapazitive Sensoren verhalten sich wie offene Kondensatoren. Zwischen Mess- und Groundelektrode wird ein elektrisches Feld erzeugt, dass bei Eindringen von Objekten mit einer höheren Dielektrizitätszahl als Luft die Kapazität des Feldes erhöht. Vorteil ist, dass ein großes Spektrum an Materialien erkannt werden kann. Nachteilig ist die Empfindlichkeit gegenüber Luftfeuchtigkeit. [55]
4.2.9.4 Optische Sensoren
Zwei LEDs sind so orientiert, dass sie ab einer gewissen Distanz zu einem ebenen Objekt, beide Licht über dieses Objekt in einen Infrarot-Sensor reflektieren. Sobald der Sensor beide Lichtquellen erkennt wird ein elektrisches Signal ausgegeben. Das funktioniert bei fast allen Materialien, transparente Oberflächen können aber Probleme bereiten. [56]
Abbildung 48 - Infrarot Sensor [56]
4.2.9.5 Strommessung durch Motortreiber
Neuere Mainboards verwenden Schrittmotortreiber, die blockierte Motorbewegungen erkennen können. Durch den erhöhten Stromfluss kann der Treiber Blockaden erkennen und darauf reagieren. Dies lässt sich zum einen nutzen, falls die Druckdüse gegen das Druckteil bewegt wird und einer der Schrittmotoren dadurch Schritte überspringt, was sogenanntes „Layer shifting“ hervorruft. Zum anderen kann so der Homing-Prozess in X- und Y-Achse durchgeführt werden, ohne echte Sensoren zu verbauen. Nachteil dieser Methode ist die deutlich größere Ungenauigkeit der Endpositionen, da eine Erkennung nur nach einem ganzen Schrittmotorschritt erkannt werden kann. Zusätzlich müssen die Bewegungen mit einer gewissen Geschwindigkeit ausgeführt werden, um mit Sicherheit nicht falsch auszulösen. [57]
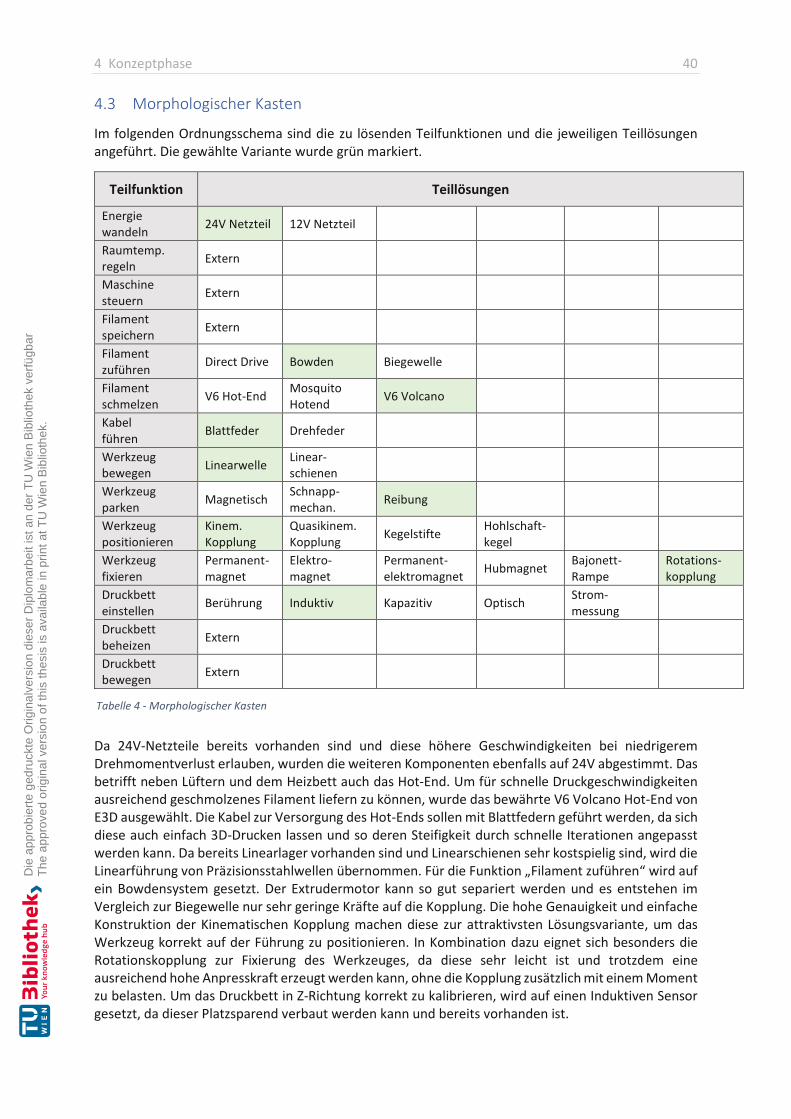
4 Konzeptphase 40
4.3 Morphologischer Kasten
Im folgenden Ordnungsschema sind die zu lösenden Teilfunktionen und die jeweiligen Teillösungen angeführt. Die gewählte Variante wurde grün markiert.
Da 24V-Netzteile bereits vorhanden sind und diese höhere Geschwindigkeiten bei niedrigerem Drehmomentverlust erlauben, wurden die weiteren Komponenten ebenfalls auf 24V abgestimmt. Das betrifft neben Lüftern und dem Heizbett auch das Hot-End. Um für schnelle Druckgeschwindigkeiten ausreichend geschmolzenes Filament liefern zu können, wurde das bewährte V6 Volcano Hot-End von E3D ausgewählt. Die Kabel zur Versorgung des Hot-Ends sollen mit Blattfedern geführt werden, da sich diese auch einfach 3D-Drucken lassen und so deren Steifigkeit durch schnelle Iterationen angepasst werden kann. Da bereits Linearlager vorhanden sind und Linearschienen sehr kostspielig sind, wird die Linearführung von Präzisionsstahlwellen übernommen. Für die Funktion „Filament zuführen“ wird auf ein Bowdensystem gesetzt. Der Extrudermotor kann so gut separiert werden und es entstehen im Vergleich zur Biegewelle nur sehr geringe Kräfte auf die Kopplung. Die hohe Genauigkeit und einfache Konstruktion der Kinematischen Kopplung machen diese zur attraktivsten Lösungsvariante, um das Werkzeug korrekt auf der Führung zu positionieren. In Kombination dazu eignet sich besonders die Rotationskopplung zur Fixierung des Werkzeuges, da diese sehr leicht ist und trotzdem eine ausreichend hohe Anpresskraft erzeugt werden kann, ohne die Kopplung zusätzlich mit einem Moment zu belasten. Um das Druckbett in Z-Richtung korrekt zu kalibrieren, wird auf einen Induktiven Sensor gesetzt, da dieser Platzsparend verbaut werden kann und bereits vorhanden ist.
Teilfunktion Teillösungen
Energie wandeln 24V Netzteil 12V Netzteil
Raumtemp. regeln Extern
Maschine steuern Extern
Filament speichern Extern
Filament zuführen Direct Drive Bowden Biegewelle
Filament schmelzen V6 Hot-End Mosquito
Hotend V6 Volcano
Kabel führen Blattfeder Drehfeder
Werkzeug bewegen Linearwelle Linear-
schienen
Werkzeug parken Magnetisch Schnapp-
mechan. Reibung
Werkzeug positionieren
Kinem. Kopplung
Quasikinem. Kopplung Kegelstifte Hohlschaft-
kegel
Werkzeug fixieren
Permanent-magnet
Elektro-magnet
Permanent-elektromagnet Hubmagnet Bajonett-
Rampe Rotations-kopplung
Druckbett einstellen Berührung Induktiv Kapazitiv Optisch Strom-
messung
Druckbett beheizen Extern
Druckbett bewegen Extern
Tabelle 4 - Morphologischer Kasten
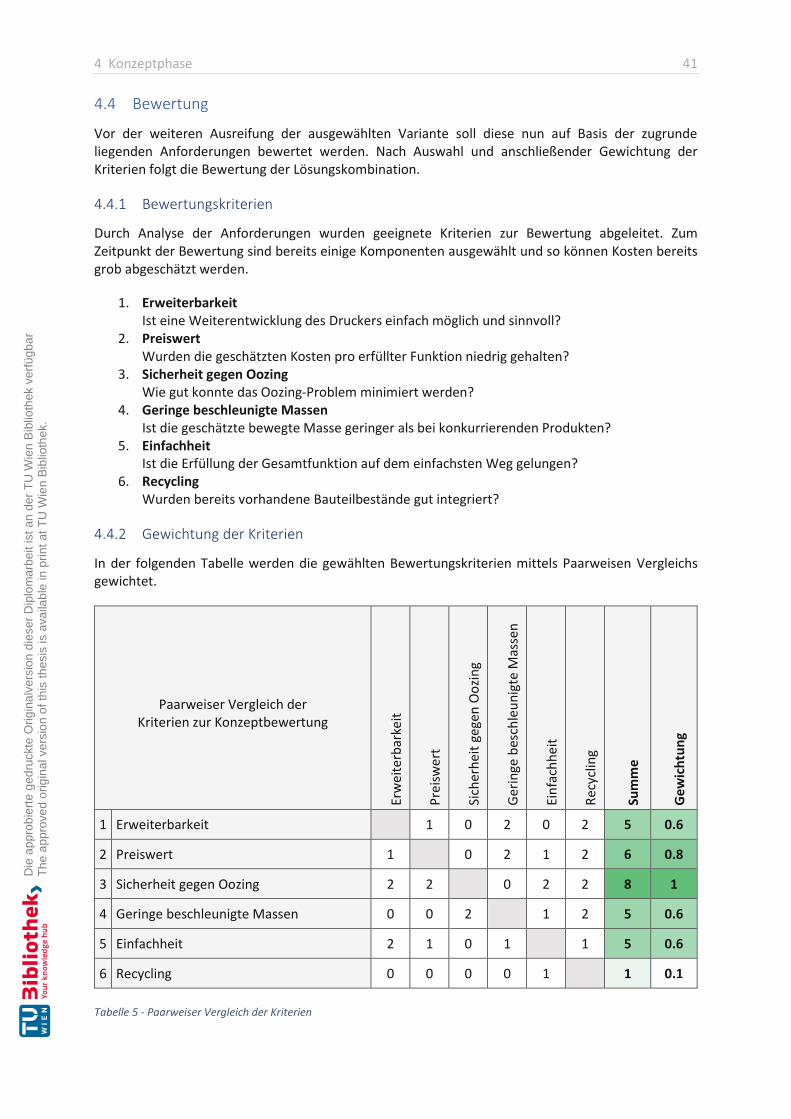
4 Konzeptphase 41
4.4 Bewertung
Vor der weiteren Ausreifung der ausgewählten Variante soll diese nun auf Basis der zugrunde liegenden Anforderungen bewertet werden. Nach Auswahl und anschließender Gewichtung der Kriterien folgt die Bewertung der Lösungskombination.
4.4.1 Bewertungskriterien
Durch Analyse der Anforderungen wurden geeignete Kriterien zur Bewertung abgeleitet. Zum Zeitpunkt der Bewertung sind bereits einige Komponenten ausgewählt und so können Kosten bereits grob abgeschätzt werden.
1. Erweiterbarkeit Ist eine Weiterentwicklung des Druckers einfach möglich und sinnvoll?
2. Preiswert Wurden die geschätzten Kosten pro erfüllter Funktion niedrig gehalten?
3. Sicherheit gegen Oozing Wie gut konnte das Oozing-Problem minimiert werden?
4. Geringe beschleunigte Massen Ist die geschätzte bewegte Masse geringer als bei konkurrierenden Produkten?
5. Einfachheit Ist die Erfüllung der Gesamtfunktion auf dem einfachsten Weg gelungen?
6. Recycling Wurden bereits vorhandene Bauteilbestände gut integriert?
4.4.2 Gewichtung der Kriterien
In der folgenden Tabelle werden die gewählten Bewertungskriterien mittels Paarweisen Vergleichs gewichtet.
Paarweiser Vergleich der Kriterien zur Konzeptbewertung
Erw
eite
rbar
keit
Pre
iswer
t
Sich
erhe
it ge
gen
Oozin
g
Ger
inge
bes
chle
unig
te M
asse
n
Ein
fach
heit
Rec
yclin
g
Sum
me
Gew
ichtu
ng
1 Erweiterbarkeit 1 0 2 0 2 5 0.6
2 Preiswert 1 0 2 1 2 6 0.8
3 Sicherheit gegen Oozing 2 2 0 2 2 8 1
4 Geringe beschleunigte Massen 0 0 2 1 2 5 0.6
5 Einfachheit 2 1 0 1 1 5 0.6
6 Recycling 0 0 0 0 1 1 0.1
Tabelle 5 - Paarweiser Vergleich der Kriterien
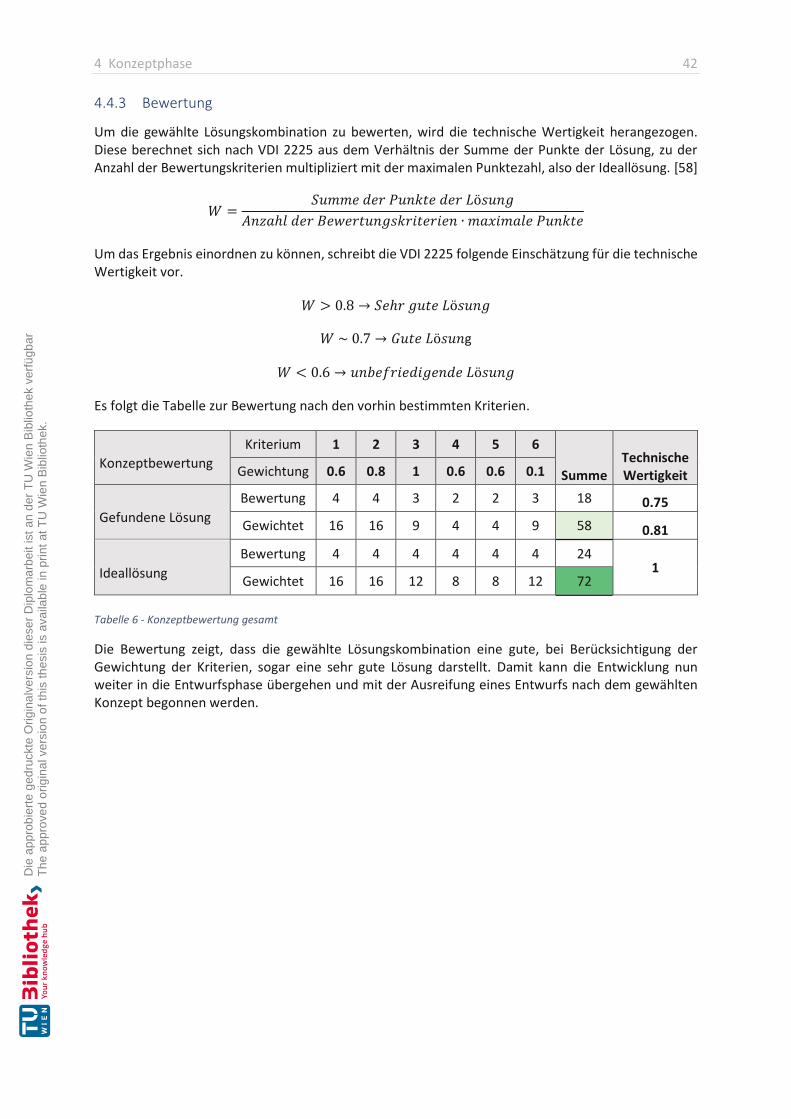
4 Konzeptphase 42
4.4.3 Bewertung
Um die gewählte Lösungskombination zu bewerten, wird die technische Wertigkeit herangezogen. Diese berechnet sich nach VDI 2225 aus dem Verhältnis der Summe der Punkte der Lösung, zu der Anzahl der Bewertungskriterien multipliziert mit der maximalen Punktezahl, also der Ideallösung. [58]
= öℎ ∙
Um das Ergebnis einordnen zu können, schreibt die VDI 2225 folgende Einschätzung für die technische Wertigkeit vor. > 0.8 → ℎ ö ~ 0.7 → ö g < 0.6 → ö
Es folgt die Tabelle zur Bewertung nach den vorhin bestimmten Kriterien.
Konzeptbewertung Kriterium 1 2 3 4 5 6
Summe Technische Wertigkeit Gewichtung 0.6 0.8 1 0.6 0.6 0.1
Gefundene Lösung Bewertung 4 4 3 2 2 3 18 0.75 Gewichtet 16 16 9 4 4 9 58 0.81
Ideallösung Bewertung 4 4 4 4 4 4 24
1 Gewichtet 16 16 12 8 8 12 72
Tabelle 6 - Konzeptbewertung gesamt
Die Bewertung zeigt, dass die gewählte Lösungskombination eine gute, bei Berücksichtigung der Gewichtung der Kriterien, sogar eine sehr gute Lösung darstellt. Damit kann die Entwicklung nun weiter in die Entwurfsphase übergehen und mit der Ausreifung eines Entwurfs nach dem gewählten Konzept begonnen werden.
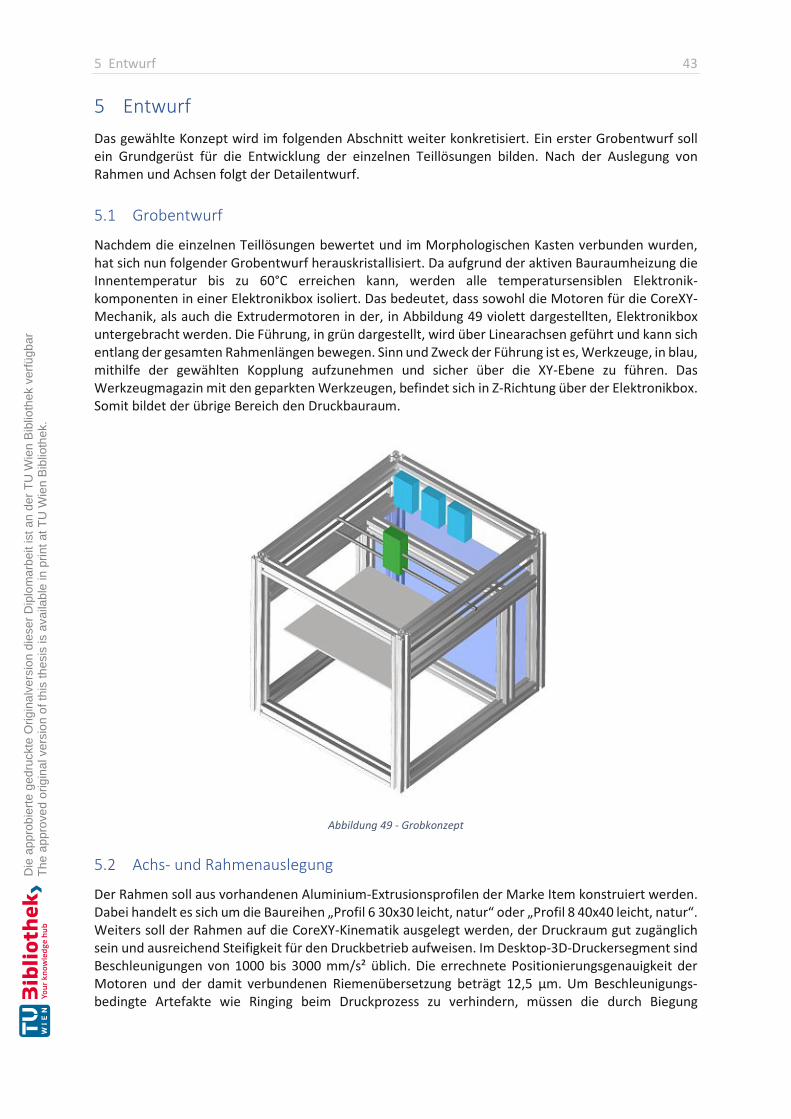
5 Entwurf 43
5 Entwurf Das gewählte Konzept wird im folgenden Abschnitt weiter konkretisiert. Ein erster Grobentwurf soll ein Grundgerüst für die Entwicklung der einzelnen Teillösungen bilden. Nach der Auslegung von Rahmen und Achsen folgt der Detailentwurf.
5.1 Grobentwurf
Nachdem die einzelnen Teillösungen bewertet und im Morphologischen Kasten verbunden wurden, hat sich nun folgender Grobentwurf herauskristallisiert. Da aufgrund der aktiven Bauraumheizung die Innentemperatur bis zu 60°C erreichen kann, werden alle temperatursensiblen Elektronik-komponenten in einer Elektronikbox isoliert. Das bedeutet, dass sowohl die Motoren für die CoreXY-Mechanik, als auch die Extrudermotoren in der, in Abbildung 49 violett dargestellten, Elektronikbox untergebracht werden. Die Führung, in grün dargestellt, wird über Linearachsen geführt und kann sich entlang der gesamten Rahmenlängen bewegen. Sinn und Zweck der Führung ist es, Werkzeuge, in blau, mithilfe der gewählten Kopplung aufzunehmen und sicher über die XY-Ebene zu führen. Das Werkzeugmagazin mit den geparkten Werkzeugen, befindet sich in Z-Richtung über der Elektronikbox. Somit bildet der übrige Bereich den Druckbauraum.
Abbildung 49 - Grobkonzept
5.2 Achs- und Rahmenauslegung
Der Rahmen soll aus vorhandenen Aluminium-Extrusionsprofilen der Marke Item konstruiert werden. Dabei handelt es sich um die Baureihen „Profil 6 30x30 leicht, natur“ oder „Profil 8 40x40 leicht, natur“. Weiters soll der Rahmen auf die CoreXY-Kinematik ausgelegt werden, der Druckraum gut zugänglich sein und ausreichend Steifigkeit für den Druckbetrieb aufweisen. Im Desktop-3D-Druckersegment sind Beschleunigungen von 1000 bis 3000 mm/s² üblich. Die errechnete Positionierungsgenauigkeit der Motoren und der damit verbundenen Riemenübersetzung beträgt 12,5 μm. Um Beschleunigungs-bedingte Artefakte wie Ringing beim Druckprozess zu verhindern, müssen die durch Biegung
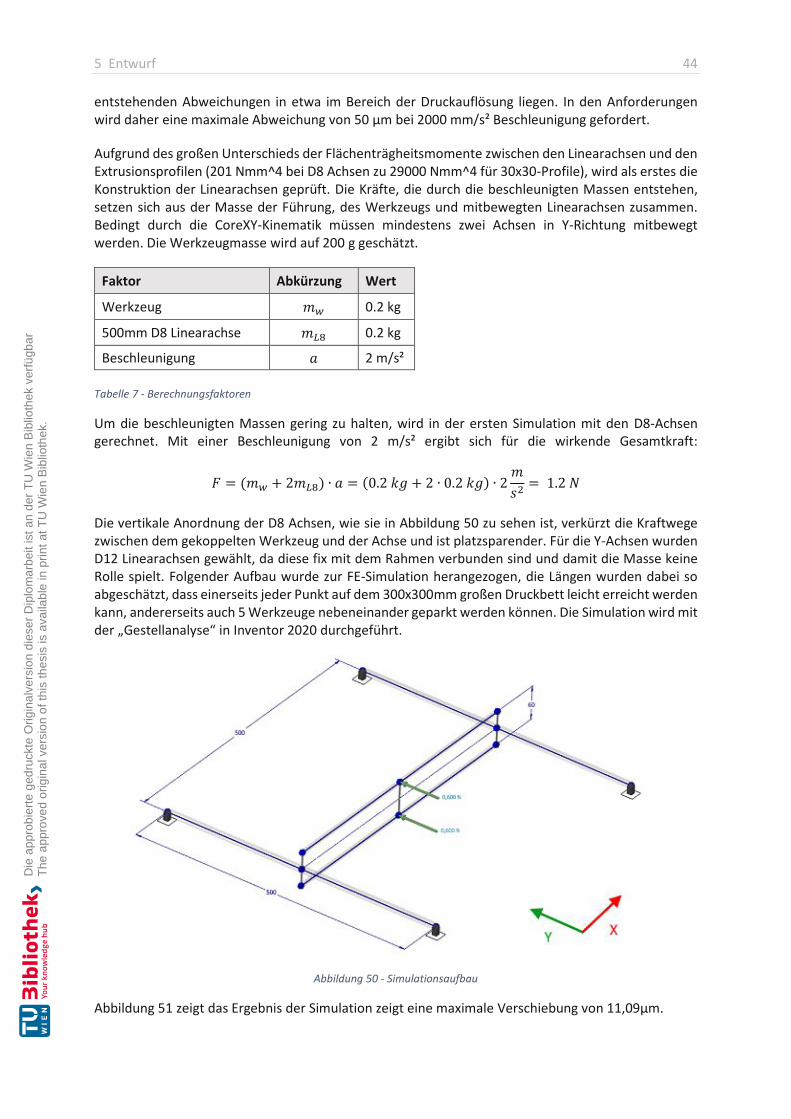
5 Entwurf 44
entstehenden Abweichungen in etwa im Bereich der Druckauflösung liegen. In den Anforderungen wird daher eine maximale Abweichung von 50 μm bei 2000 mm/s² Beschleunigung gefordert.
Aufgrund des großen Unterschieds der Flächenträgheitsmomente zwischen den Linearachsen und den Extrusionsprofilen (201 Nmm^4 bei D8 Achsen zu 29000 Nmm^4 für 30x30-Profile), wird als erstes die Konstruktion der Linearachsen geprüft. Die Kräfte, die durch die beschleunigten Massen entstehen, setzen sich aus der Masse der Führung, des Werkzeugs und mitbewegten Linearachsen zusammen. Bedingt durch die CoreXY-Kinematik müssen mindestens zwei Achsen in Y-Richtung mitbewegt werden. Die Werkzeugmasse wird auf 200 g geschätzt.
Faktor Abkürzung Wert
Werkzeug 0.2 kg
500mm D8 Linearachse 0.2 kg
Beschleunigung 2 m/s²
Tabelle 7 - Berechnungsfaktoren
Um die beschleunigten Massen gering zu halten, wird in der ersten Simulation mit den D8-Achsen gerechnet. Mit einer Beschleunigung von 2 m/s² ergibt sich für die wirkende Gesamtkraft: = ( + 2 ) ∙ = (0.2 + 2 ∙ 0.2 ) ∙ 2 = 1.2
Die vertikale Anordnung der D8 Achsen, wie sie in Abbildung 50 zu sehen ist, verkürzt die Kraftwege zwischen dem gekoppelten Werkzeug und der Achse und ist platzsparender. Für die Y-Achsen wurden D12 Linearachsen gewählt, da diese fix mit dem Rahmen verbunden sind und damit die Masse keine Rolle spielt. Folgender Aufbau wurde zur FE-Simulation herangezogen, die Längen wurden dabei so abgeschätzt, dass einerseits jeder Punkt auf dem 300x300mm großen Druckbett leicht erreicht werden kann, andererseits auch 5 Werkzeuge nebeneinander geparkt werden können. Die Simulation wird mit der „Gestellanalyse“ in Inventor 2020 durchgeführt.
Abbildung 50 - Simulationsaufbau
Abbildung 51 zeigt das Ergebnis der Simulation zeigt eine maximale Verschiebung von 11,09μm.
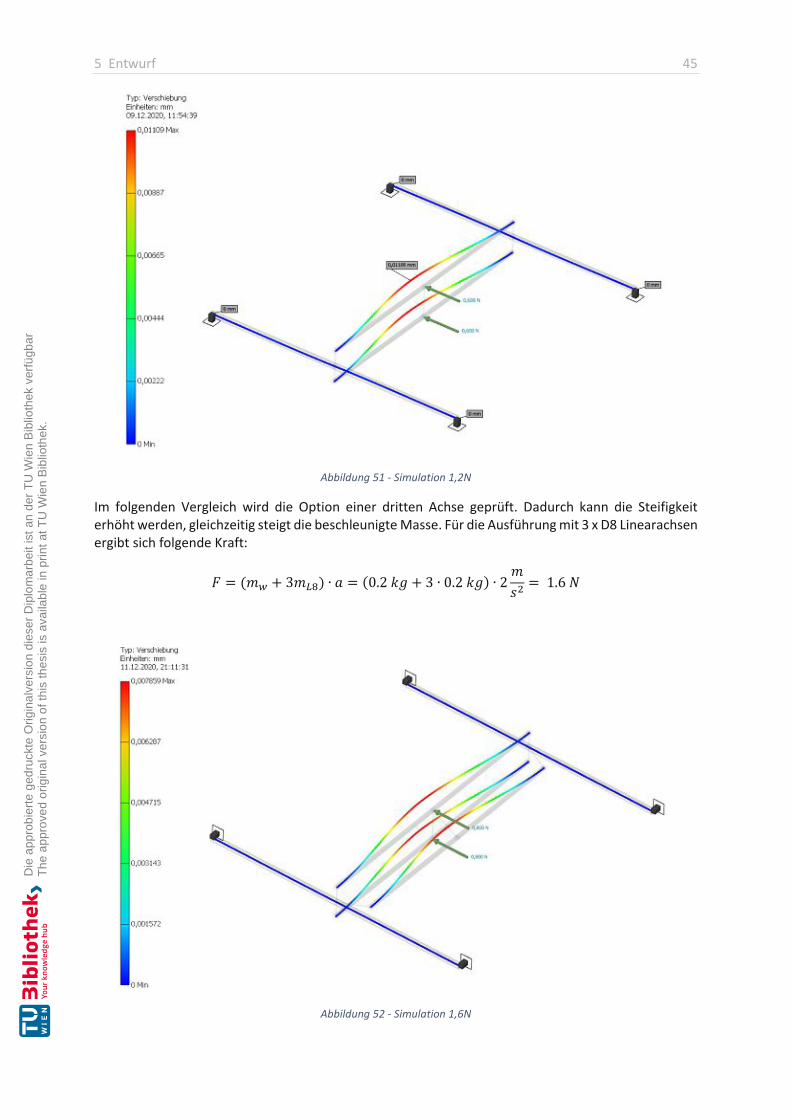
5 Entwurf 45
Abbildung 51 - Simulation 1,2N
Im folgenden Vergleich wird die Option einer dritten Achse geprüft. Dadurch kann die Steifigkeit erhöht werden, gleichzeitig steigt die beschleunigte Masse. Für die Ausführung mit 3 x D8 Linearachsen ergibt sich folgende Kraft: = ( + 3 ) ∙ = (0.2 + 3 ∙ 0.2 ) ∙ 2 = 1.6
Abbildung 52 - Simulation 1,6N
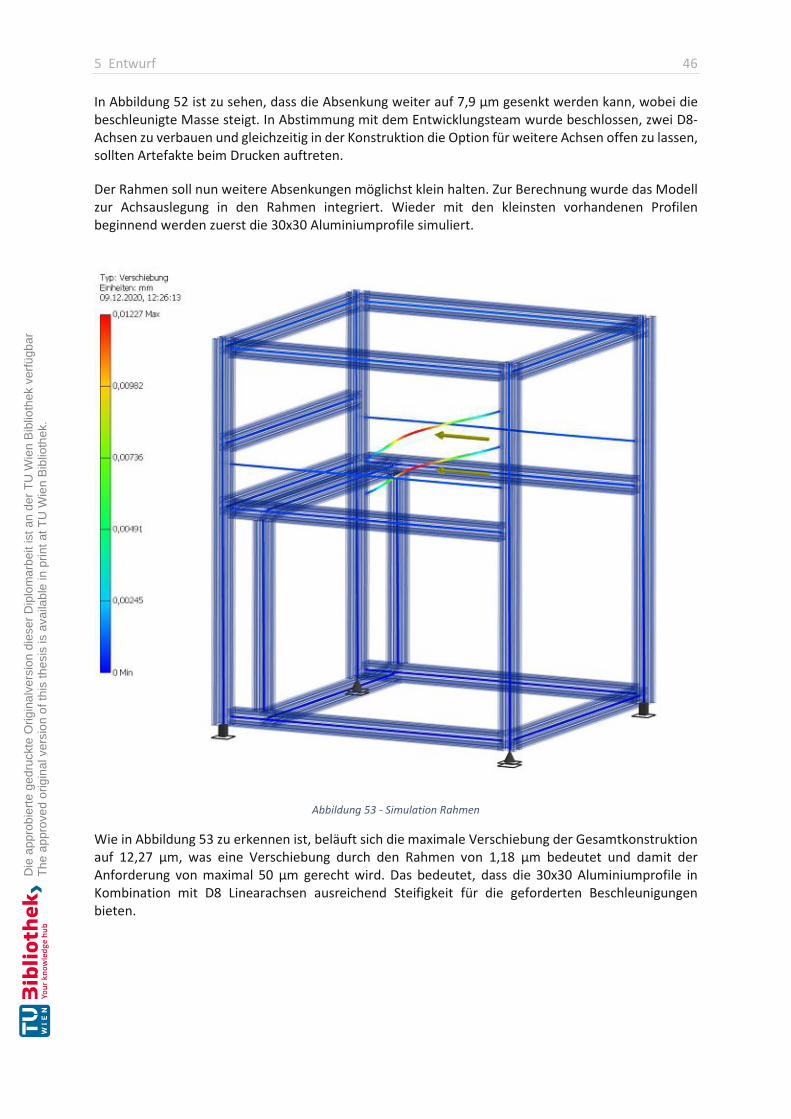
5 Entwurf 46
In Abbildung 52 ist zu sehen, dass die Absenkung weiter auf 7,9 μm gesenkt werden kann, wobei die beschleunigte Masse steigt. In Abstimmung mit dem Entwicklungsteam wurde beschlossen, zwei D8-Achsen zu verbauen und gleichzeitig in der Konstruktion die Option für weitere Achsen offen zu lassen, sollten Artefakte beim Drucken auftreten.
Der Rahmen soll nun weitere Absenkungen möglichst klein halten. Zur Berechnung wurde das Modell zur Achsauslegung in den Rahmen integriert. Wieder mit den kleinsten vorhandenen Profilen beginnend werden zuerst die 30x30 Aluminiumprofile simuliert.
Abbildung 53 - Simulation Rahmen
Wie in Abbildung 53 zu erkennen ist, beläuft sich die maximale Verschiebung der Gesamtkonstruktion auf 12,27 μm, was eine Verschiebung durch den Rahmen von 1,18 μm bedeutet und damit der Anforderung von maximal 50 μm gerecht wird. Das bedeutet, dass die 30x30 Aluminiumprofile in Kombination mit D8 Linearachsen ausreichend Steifigkeit für die geforderten Beschleunigungen bieten.
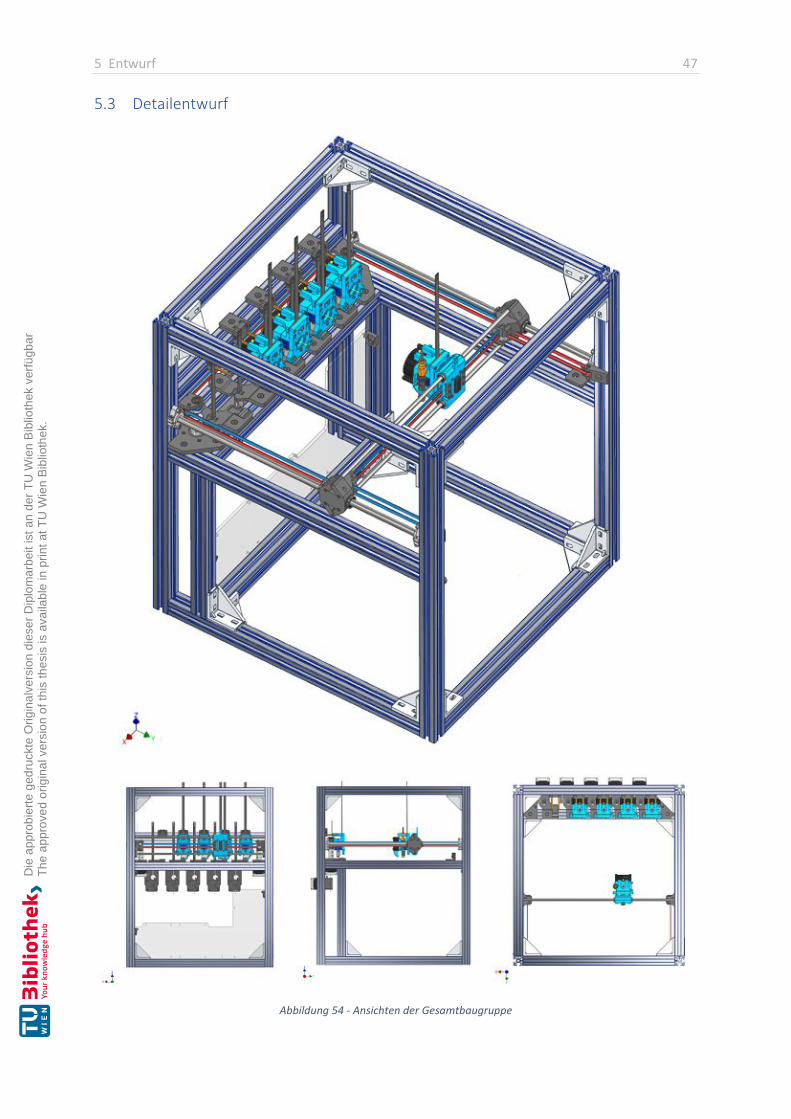
5 Entwurf 47
5.3 Detailentwurf
Abbildung 54 - Ansichten der Gesamtbaugruppe
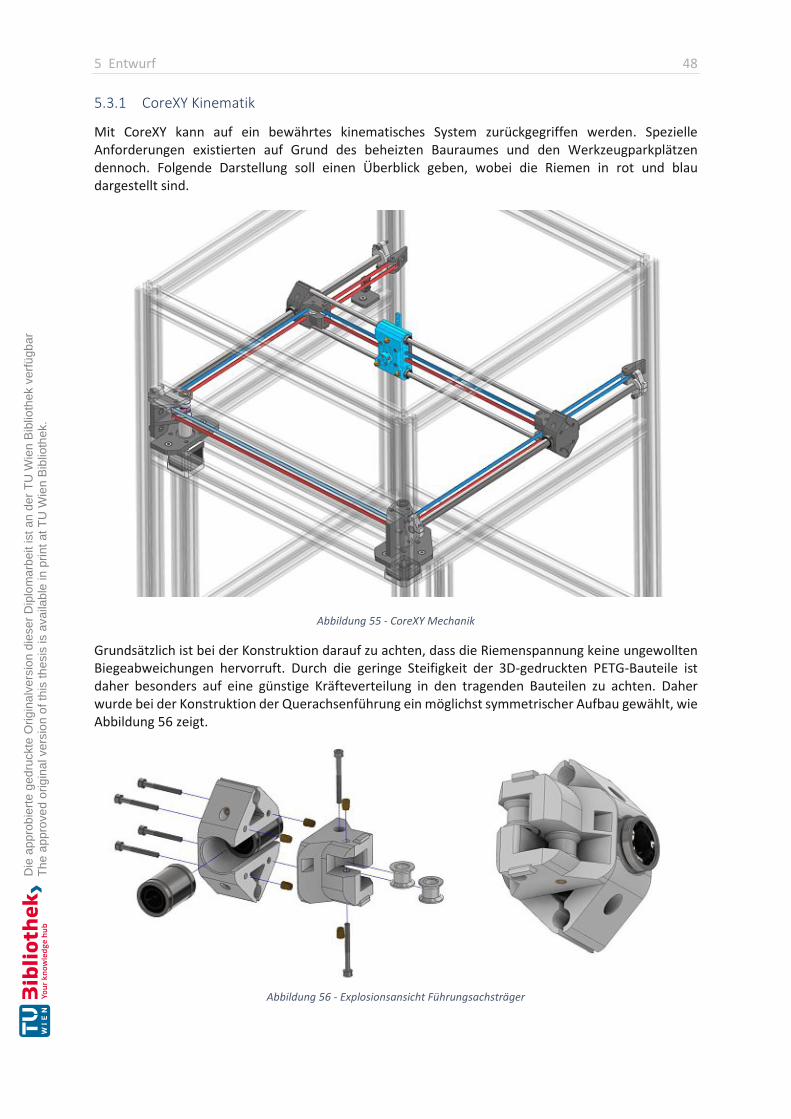
5 Entwurf 48
5.3.1 CoreXY Kinematik
Mit CoreXY kann auf ein bewährtes kinematisches System zurückgegriffen werden. Spezielle Anforderungen existierten auf Grund des beheizten Bauraumes und den Werkzeugparkplätzen dennoch. Folgende Darstellung soll einen Überblick geben, wobei die Riemen in rot und blau dargestellt sind.
Abbildung 55 - CoreXY Mechanik
Grundsätzlich ist bei der Konstruktion darauf zu achten, dass die Riemenspannung keine ungewollten Biegeabweichungen hervorruft. Durch die geringe Steifigkeit der 3D-gedruckten PETG-Bauteile ist daher besonders auf eine günstige Kräfteverteilung in den tragenden Bauteilen zu achten. Daher wurde bei der Konstruktion der Querachsenführung ein möglichst symmetrischer Aufbau gewählt, wie Abbildung 56 zeigt.
Abbildung 56 - Explosionsansicht Führungsachsträger
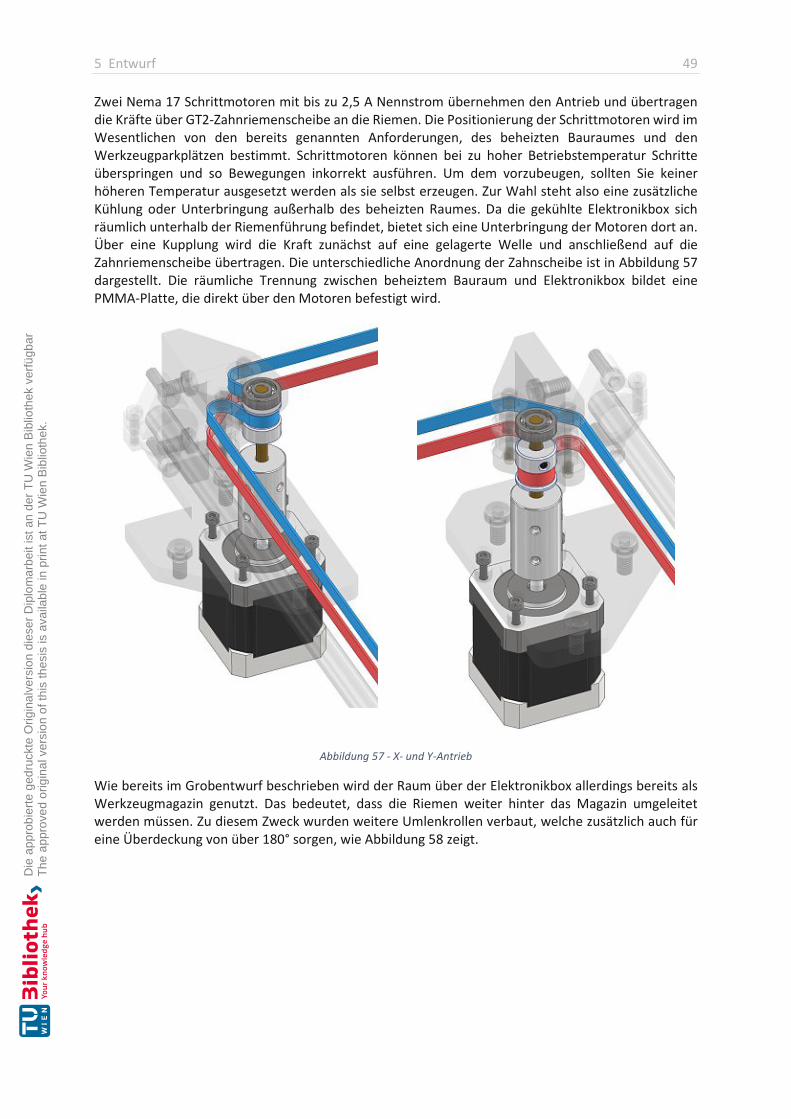
5 Entwurf 49
Zwei Nema 17 Schrittmotoren mit bis zu 2,5 A Nennstrom übernehmen den Antrieb und übertragen die Kräfte über GT2-Zahnriemenscheibe an die Riemen. Die Positionierung der Schrittmotoren wird im Wesentlichen von den bereits genannten Anforderungen, des beheizten Bauraumes und den Werkzeugparkplätzen bestimmt. Schrittmotoren können bei zu hoher Betriebstemperatur Schritte überspringen und so Bewegungen inkorrekt ausführen. Um dem vorzubeugen, sollten Sie keiner höheren Temperatur ausgesetzt werden als sie selbst erzeugen. Zur Wahl steht also eine zusätzliche Kühlung oder Unterbringung außerhalb des beheizten Raumes. Da die gekühlte Elektronikbox sich räumlich unterhalb der Riemenführung befindet, bietet sich eine Unterbringung der Motoren dort an. Über eine Kupplung wird die Kraft zunächst auf eine gelagerte Welle und anschließend auf die Zahnriemenscheibe übertragen. Die unterschiedliche Anordnung der Zahnscheibe ist in Abbildung 57 dargestellt. Die räumliche Trennung zwischen beheiztem Bauraum und Elektronikbox bildet eine PMMA-Platte, die direkt über den Motoren befestigt wird.
Abbildung 57 - X- und Y-Antrieb
Wie bereits im Grobentwurf beschrieben wird der Raum über der Elektronikbox allerdings bereits als Werkzeugmagazin genutzt. Das bedeutet, dass die Riemen weiter hinter das Magazin umgeleitet werden müssen. Zu diesem Zweck wurden weitere Umlenkrollen verbaut, welche zusätzlich auch für eine Überdeckung von über 180° sorgen, wie Abbildung 58 zeigt.
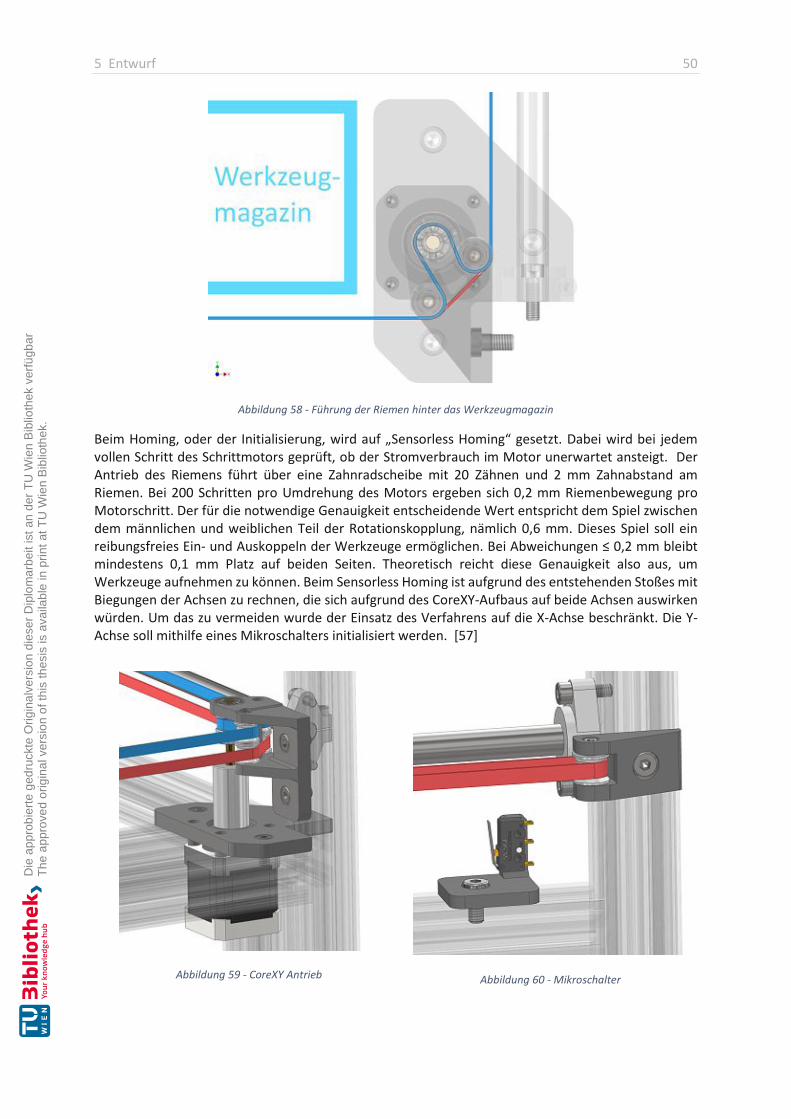
5 Entwurf 50
Abbildung 58 - Führung der Riemen hinter das Werkzeugmagazin
Beim Homing, oder der Initialisierung, wird auf „Sensorless Homing“ gesetzt. Dabei wird bei jedem vollen Schritt des Schrittmotors geprüft, ob der Stromverbrauch im Motor unerwartet ansteigt. Der Antrieb des Riemens führt über eine Zahnradscheibe mit 20 Zähnen und 2 mm Zahnabstand am Riemen. Bei 200 Schritten pro Umdrehung des Motors ergeben sich 0,2 mm Riemenbewegung pro Motorschritt. Der für die notwendige Genauigkeit entscheidende Wert entspricht dem Spiel zwischen dem männlichen und weiblichen Teil der Rotationskopplung, nämlich 0,6 mm. Dieses Spiel soll ein reibungsfreies Ein- und Auskoppeln der Werkzeuge ermöglichen. Bei Abweichungen ≤ 0,2 mm bleibt mindestens 0,1 mm Platz auf beiden Seiten. Theoretisch reicht diese Genauigkeit also aus, um Werkzeuge aufnehmen zu können. Beim Sensorless Homing ist aufgrund des entstehenden Stoßes mit Biegungen der Achsen zu rechnen, die sich aufgrund des CoreXY-Aufbaus auf beide Achsen auswirken würden. Um das zu vermeiden wurde der Einsatz des Verfahrens auf die X-Achse beschränkt. Die Y-Achse soll mithilfe eines Mikroschalters initialisiert werden. [57]
Abbildung 59 - CoreXY Antrieb
Abbildung 60 - Mikroschalter
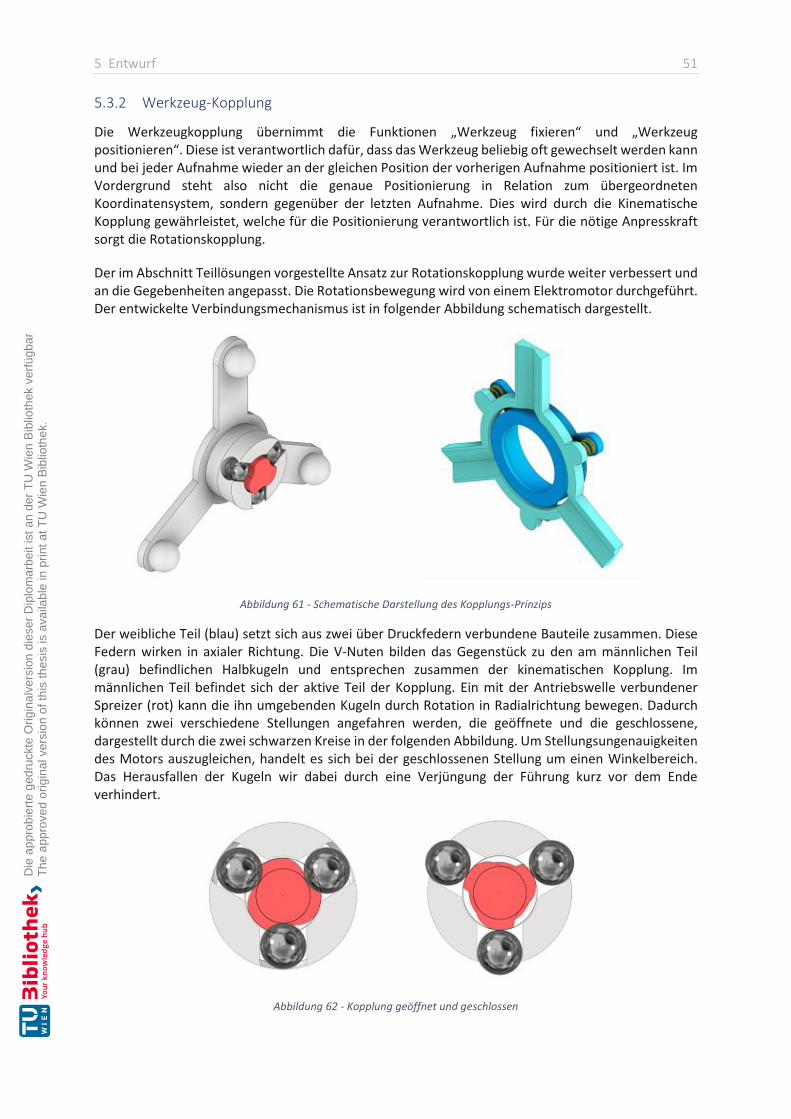
5 Entwurf 51
5.3.2 Werkzeug-Kopplung
Die Werkzeugkopplung übernimmt die Funktionen „Werkzeug fixieren“ und „Werkzeug positionieren“. Diese ist verantwortlich dafür, dass das Werkzeug beliebig oft gewechselt werden kann und bei jeder Aufnahme wieder an der gleichen Position der vorherigen Aufnahme positioniert ist. Im Vordergrund steht also nicht die genaue Positionierung in Relation zum übergeordneten Koordinatensystem, sondern gegenüber der letzten Aufnahme. Dies wird durch die Kinematische Kopplung gewährleistet, welche für die Positionierung verantwortlich ist. Für die nötige Anpresskraft sorgt die Rotationskopplung.
Der im Abschnitt Teillösungen vorgestellte Ansatz zur Rotationskopplung wurde weiter verbessert und an die Gegebenheiten angepasst. Die Rotationsbewegung wird von einem Elektromotor durchgeführt. Der entwickelte Verbindungsmechanismus ist in folgender Abbildung schematisch dargestellt.
Abbildung 61 - Schematische Darstellung des Kopplungs-Prinzips
Der weibliche Teil (blau) setzt sich aus zwei über Druckfedern verbundene Bauteile zusammen. Diese Federn wirken in axialer Richtung. Die V-Nuten bilden das Gegenstück zu den am männlichen Teil (grau) befindlichen Halbkugeln und entsprechen zusammen der kinematischen Kopplung. Im männlichen Teil befindet sich der aktive Teil der Kopplung. Ein mit der Antriebswelle verbundener Spreizer (rot) kann die ihn umgebenden Kugeln durch Rotation in Radialrichtung bewegen. Dadurch können zwei verschiedene Stellungen angefahren werden, die geöffnete und die geschlossene, dargestellt durch die zwei schwarzen Kreise in der folgenden Abbildung. Um Stellungsungenauigkeiten des Motors auszugleichen, handelt es sich bei der geschlossenen Stellung um einen Winkelbereich. Das Herausfallen der Kugeln wir dabei durch eine Verjüngung der Führung kurz vor dem Ende verhindert.
Abbildung 62 - Kopplung geöffnet und geschlossen
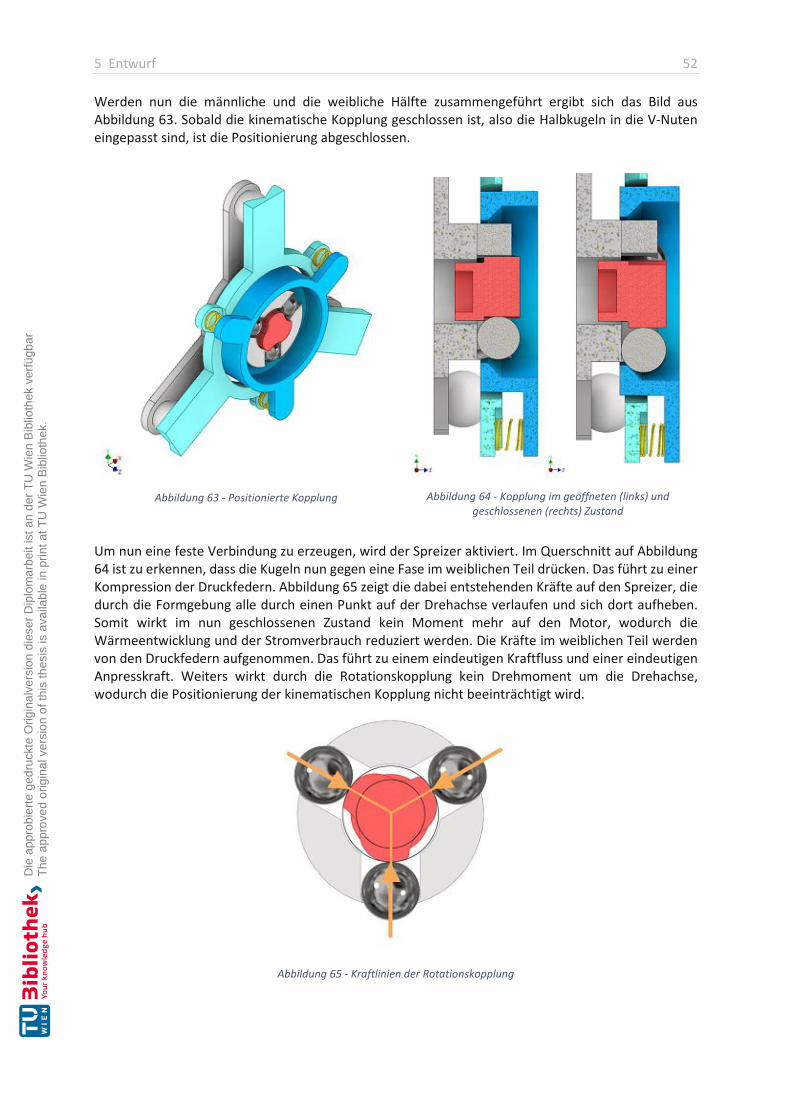
5 Entwurf 52
Werden nun die männliche und die weibliche Hälfte zusammengeführt ergibt sich das Bild aus Abbildung 63. Sobald die kinematische Kopplung geschlossen ist, also die Halbkugeln in die V-Nuten eingepasst sind, ist die Positionierung abgeschlossen.
Abbildung 63 - Positionierte Kopplung
Abbildung 64 - Kopplung im geöffneten (links) und geschlossenen (rechts) Zustand
Um nun eine feste Verbindung zu erzeugen, wird der Spreizer aktiviert. Im Querschnitt auf Abbildung 64 ist zu erkennen, dass die Kugeln nun gegen eine Fase im weiblichen Teil drücken. Das führt zu einer Kompression der Druckfedern. Abbildung 65 zeigt die dabei entstehenden Kräfte auf den Spreizer, die durch die Formgebung alle durch einen Punkt auf der Drehachse verlaufen und sich dort aufheben. Somit wirkt im nun geschlossenen Zustand kein Moment mehr auf den Motor, wodurch die Wärmeentwicklung und der Stromverbrauch reduziert werden. Die Kräfte im weiblichen Teil werden von den Druckfedern aufgenommen. Das führt zu einem eindeutigen Kraftfluss und einer eindeutigen Anpresskraft. Weiters wirkt durch die Rotationskopplung kein Drehmoment um die Drehachse, wodurch die Positionierung der kinematischen Kopplung nicht beeinträchtigt wird.
Abbildung 65 - Kraftlinien der Rotationskopplung
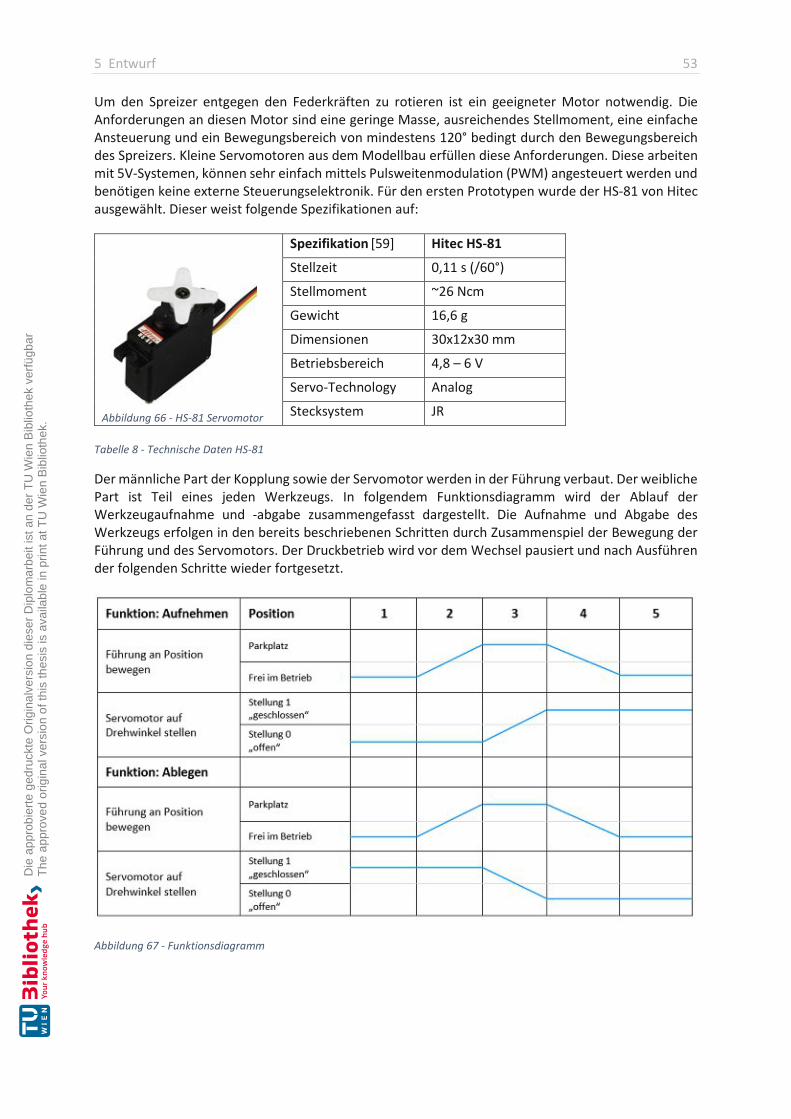
5 Entwurf 53
Um den Spreizer entgegen den Federkräften zu rotieren ist ein geeigneter Motor notwendig. Die Anforderungen an diesen Motor sind eine geringe Masse, ausreichendes Stellmoment, eine einfache Ansteuerung und ein Bewegungsbereich von mindestens 120° bedingt durch den Bewegungsbereich des Spreizers. Kleine Servomotoren aus dem Modellbau erfüllen diese Anforderungen. Diese arbeiten mit 5V-Systemen, können sehr einfach mittels Pulsweitenmodulation (PWM) angesteuert werden und benötigen keine externe Steuerungselektronik. Für den ersten Prototypen wurde der HS-81 von Hitec ausgewählt. Dieser weist folgende Spezifikationen auf:
Abbildung 66 - HS-81 Servomotor
Spezifikation [59] Hitec HS-81 Stellzeit 0,11 s (/60°) Stellmoment ~26 Ncm Gewicht 16,6 g Dimensionen 30x12x30 mm Betriebsbereich 4,8 – 6 V Servo-Technology Analog Stecksystem JR
Tabelle 8 - Technische Daten HS-81
Der männliche Part der Kopplung sowie der Servomotor werden in der Führung verbaut. Der weibliche Part ist Teil eines jeden Werkzeugs. In folgendem Funktionsdiagramm wird der Ablauf der Werkzeugaufnahme und -abgabe zusammengefasst dargestellt. Die Aufnahme und Abgabe des Werkzeugs erfolgen in den bereits beschriebenen Schritten durch Zusammenspiel der Bewegung der Führung und des Servomotors. Der Druckbetrieb wird vor dem Wechsel pausiert und nach Ausführen der folgenden Schritte wieder fortgesetzt.
Abbildung 67 - Funktionsdiagramm
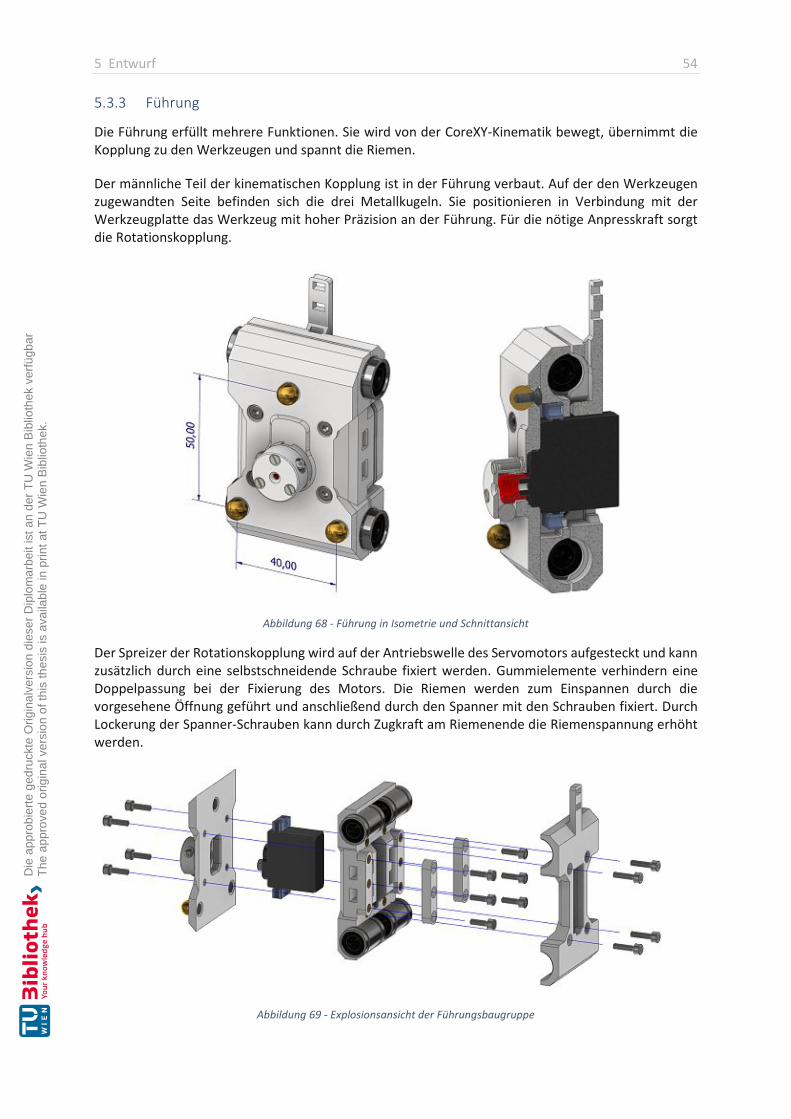
5 Entwurf 54
5.3.3 Führung
Die Führung erfüllt mehrere Funktionen. Sie wird von der CoreXY-Kinematik bewegt, übernimmt die Kopplung zu den Werkzeugen und spannt die Riemen.
Der männliche Teil der kinematischen Kopplung ist in der Führung verbaut. Auf der den Werkzeugen zugewandten Seite befinden sich die drei Metallkugeln. Sie positionieren in Verbindung mit der Werkzeugplatte das Werkzeug mit hoher Präzision an der Führung. Für die nötige Anpresskraft sorgt die Rotationskopplung.
Abbildung 68 - Führung in Isometrie und Schnittansicht
Der Spreizer der Rotationskopplung wird auf der Antriebswelle des Servomotors aufgesteckt und kann zusätzlich durch eine selbstschneidende Schraube fixiert werden. Gummielemente verhindern eine Doppelpassung bei der Fixierung des Motors. Die Riemen werden zum Einspannen durch die vorgesehene Öffnung geführt und anschließend durch den Spanner mit den Schrauben fixiert. Durch Lockerung der Spanner-Schrauben kann durch Zugkraft am Riemenende die Riemenspannung erhöht werden.
Abbildung 69 - Explosionsansicht der Führungsbaugruppe
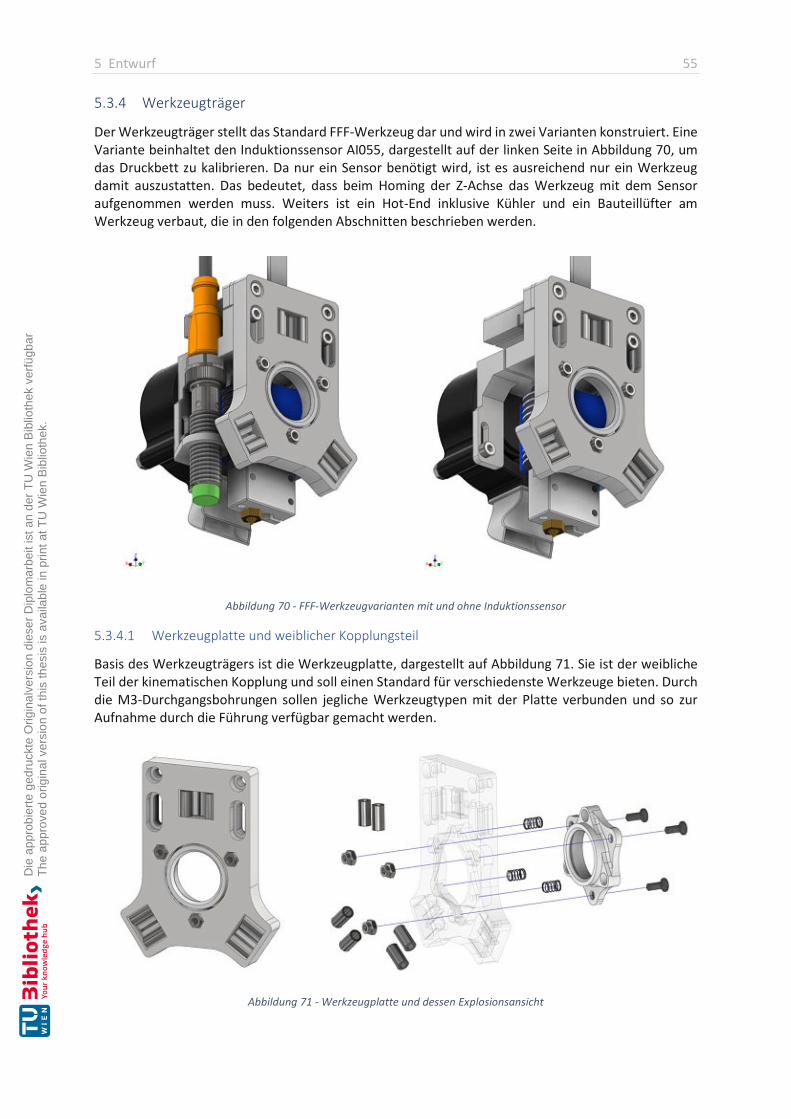
5 Entwurf 55
5.3.4 Werkzeugträger
Der Werkzeugträger stellt das Standard FFF-Werkzeug dar und wird in zwei Varianten konstruiert. Eine Variante beinhaltet den Induktionssensor AI055, dargestellt auf der linken Seite in Abbildung 70, um das Druckbett zu kalibrieren. Da nur ein Sensor benötigt wird, ist es ausreichend nur ein Werkzeug damit auszustatten. Das bedeutet, dass beim Homing der Z-Achse das Werkzeug mit dem Sensor aufgenommen werden muss. Weiters ist ein Hot-End inklusive Kühler und ein Bauteillüfter am Werkzeug verbaut, die in den folgenden Abschnitten beschrieben werden.
Abbildung 70 - FFF-Werkzeugvarianten mit und ohne Induktionssensor
5.3.4.1 Werkzeugplatte und weiblicher Kopplungsteil
Basis des Werkzeugträgers ist die Werkzeugplatte, dargestellt auf Abbildung 71. Sie ist der weibliche Teil der kinematischen Kopplung und soll einen Standard für verschiedenste Werkzeuge bieten. Durch die M3-Durchgangsbohrungen sollen jegliche Werkzeugtypen mit der Platte verbunden und so zur Aufnahme durch die Führung verfügbar gemacht werden.
Abbildung 71 - Werkzeugplatte und dessen Explosionsansicht
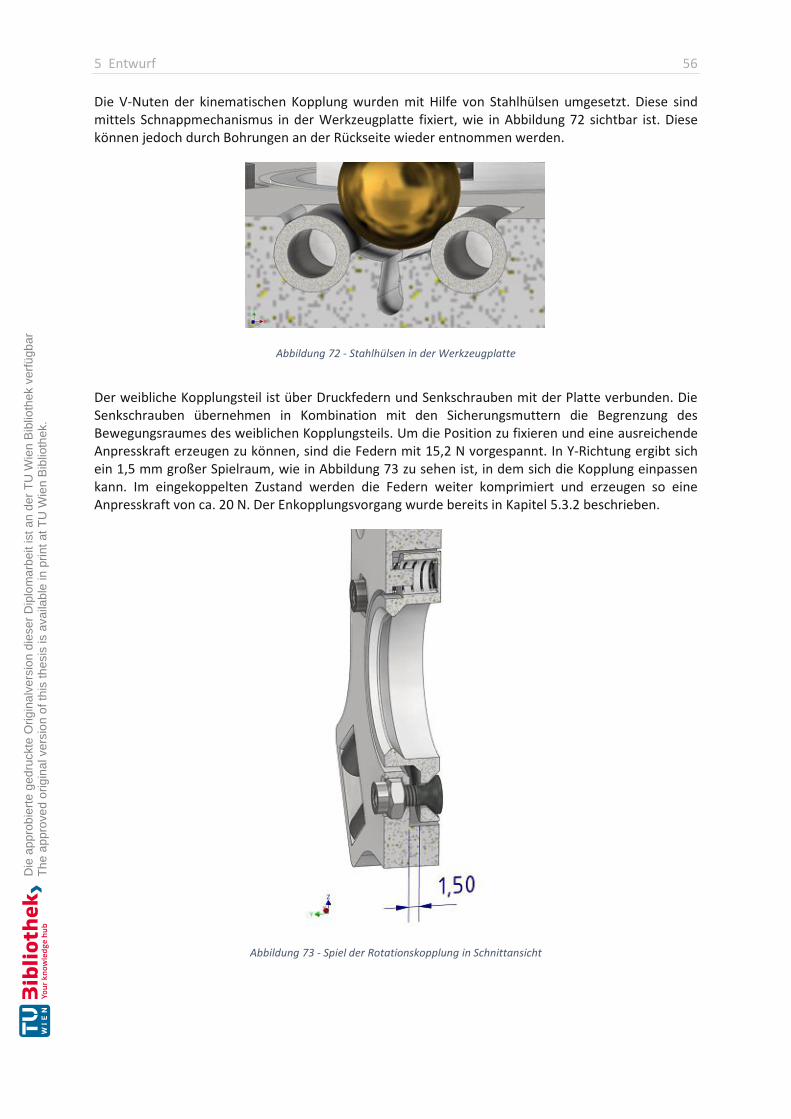
5 Entwurf 56
Die V-Nuten der kinematischen Kopplung wurden mit Hilfe von Stahlhülsen umgesetzt. Diese sind mittels Schnappmechanismus in der Werkzeugplatte fixiert, wie in Abbildung 72 sichtbar ist. Diese können jedoch durch Bohrungen an der Rückseite wieder entnommen werden.
Abbildung 72 - Stahlhülsen in der Werkzeugplatte
Der weibliche Kopplungsteil ist über Druckfedern und Senkschrauben mit der Platte verbunden. Die Senkschrauben übernehmen in Kombination mit den Sicherungsmuttern die Begrenzung des Bewegungsraumes des weiblichen Kopplungsteils. Um die Position zu fixieren und eine ausreichende Anpresskraft erzeugen zu können, sind die Federn mit 15,2 N vorgespannt. In Y-Richtung ergibt sich ein 1,5 mm großer Spielraum, wie in Abbildung 73 zu sehen ist, in dem sich die Kopplung einpassen kann. Im eingekoppelten Zustand werden die Federn weiter komprimiert und erzeugen so eine Anpresskraft von ca. 20 N. Der Enkopplungsvorgang wurde bereits in Kapitel 5.3.2 beschrieben.
Abbildung 73 - Spiel der Rotationskopplung in Schnittansicht
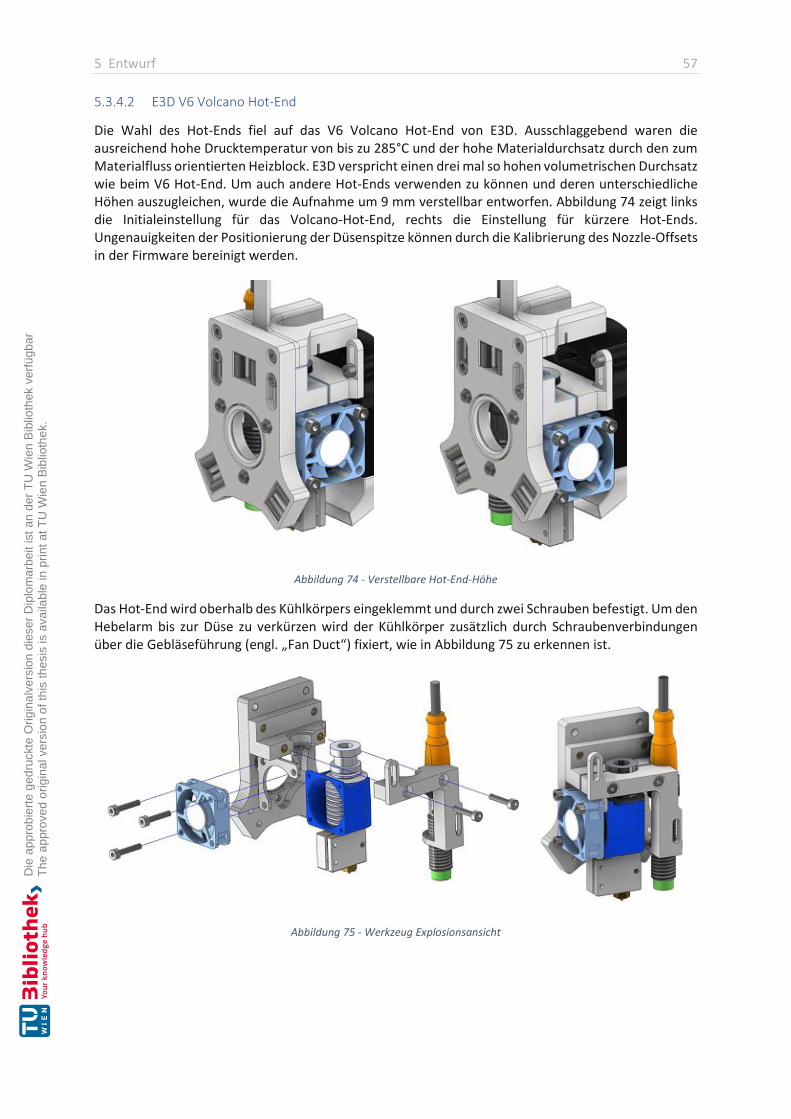
5 Entwurf 57
5.3.4.2 E3D V6 Volcano Hot-End
Die Wahl des Hot-Ends fiel auf das V6 Volcano Hot-End von E3D. Ausschlaggebend waren die ausreichend hohe Drucktemperatur von bis zu 285°C und der hohe Materialdurchsatz durch den zum Materialfluss orientierten Heizblock. E3D verspricht einen drei mal so hohen volumetrischen Durchsatz wie beim V6 Hot-End. Um auch andere Hot-Ends verwenden zu können und deren unterschiedliche Höhen auszugleichen, wurde die Aufnahme um 9 mm verstellbar entworfen. Abbildung 74 zeigt links die Initialeinstellung für das Volcano-Hot-End, rechts die Einstellung für kürzere Hot-Ends. Ungenauigkeiten der Positionierung der Düsenspitze können durch die Kalibrierung des Nozzle-Offsets in der Firmware bereinigt werden.
Abbildung 74 - Verstellbare Hot-End-Höhe
Das Hot-End wird oberhalb des Kühlkörpers eingeklemmt und durch zwei Schrauben befestigt. Um den Hebelarm bis zur Düse zu verkürzen wird der Kühlkörper zusätzlich durch Schraubenverbindungen über die Gebläseführung (engl. „Fan Duct“) fixiert, wie in Abbildung 75 zu erkennen ist.
Abbildung 75 - Werkzeug Explosionsansicht
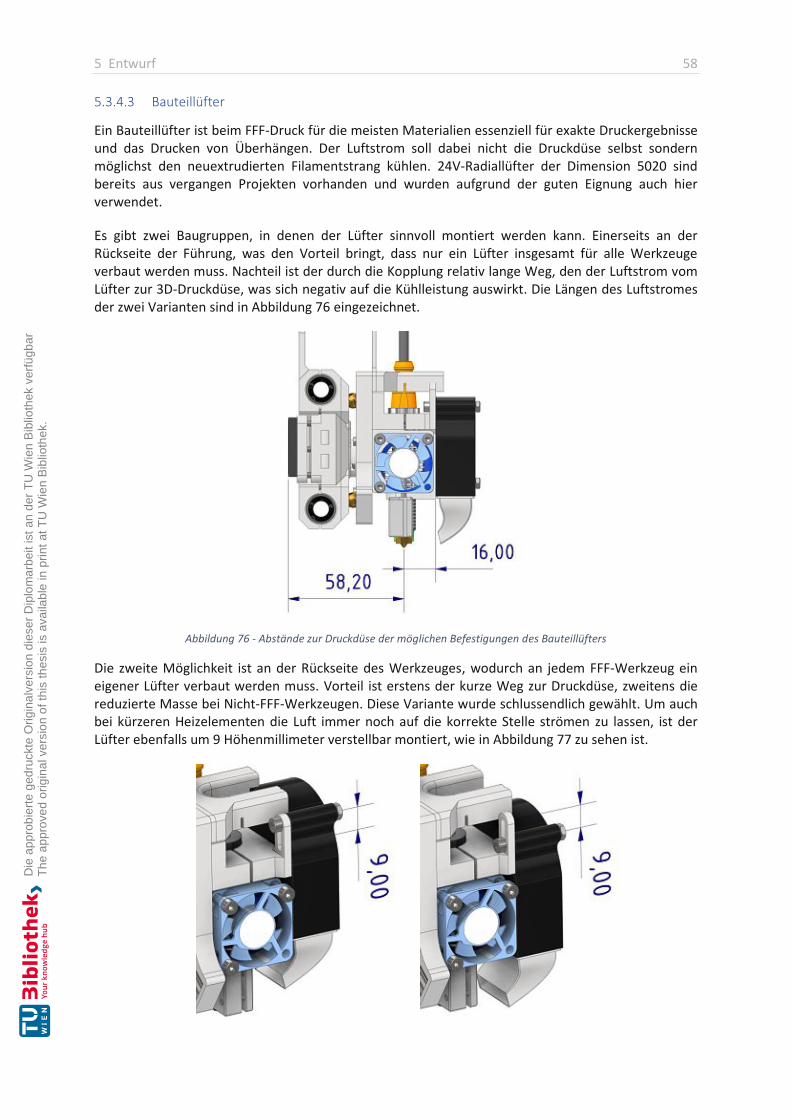
5 Entwurf 58
5.3.4.3 Bauteillüfter
Ein Bauteillüfter ist beim FFF-Druck für die meisten Materialien essenziell für exakte Druckergebnisse und das Drucken von Überhängen. Der Luftstrom soll dabei nicht die Druckdüse selbst sondern möglichst den neuextrudierten Filamentstrang kühlen. 24V-Radiallüfter der Dimension 5020 sind bereits aus vergangen Projekten vorhanden und wurden aufgrund der guten Eignung auch hier verwendet.
Es gibt zwei Baugruppen, in denen der Lüfter sinnvoll montiert werden kann. Einerseits an der Rückseite der Führung, was den Vorteil bringt, dass nur ein Lüfter insgesamt für alle Werkzeuge verbaut werden muss. Nachteil ist der durch die Kopplung relativ lange Weg, den der Luftstrom vom Lüfter zur 3D-Druckdüse, was sich negativ auf die Kühlleistung auswirkt. Die Längen des Luftstromes der zwei Varianten sind in Abbildung 76 eingezeichnet.
Abbildung 76 - Abstände zur Druckdüse der möglichen Befestigungen des Bauteillüfters
Die zweite Möglichkeit ist an der Rückseite des Werkzeuges, wodurch an jedem FFF-Werkzeug ein eigener Lüfter verbaut werden muss. Vorteil ist erstens der kurze Weg zur Druckdüse, zweitens die reduzierte Masse bei Nicht-FFF-Werkzeugen. Diese Variante wurde schlussendlich gewählt. Um auch bei kürzeren Heizelementen die Luft immer noch auf die korrekte Stelle strömen zu lassen, ist der Lüfter ebenfalls um 9 Höhenmillimeter verstellbar montiert, wie in Abbildung 77 zu sehen ist.
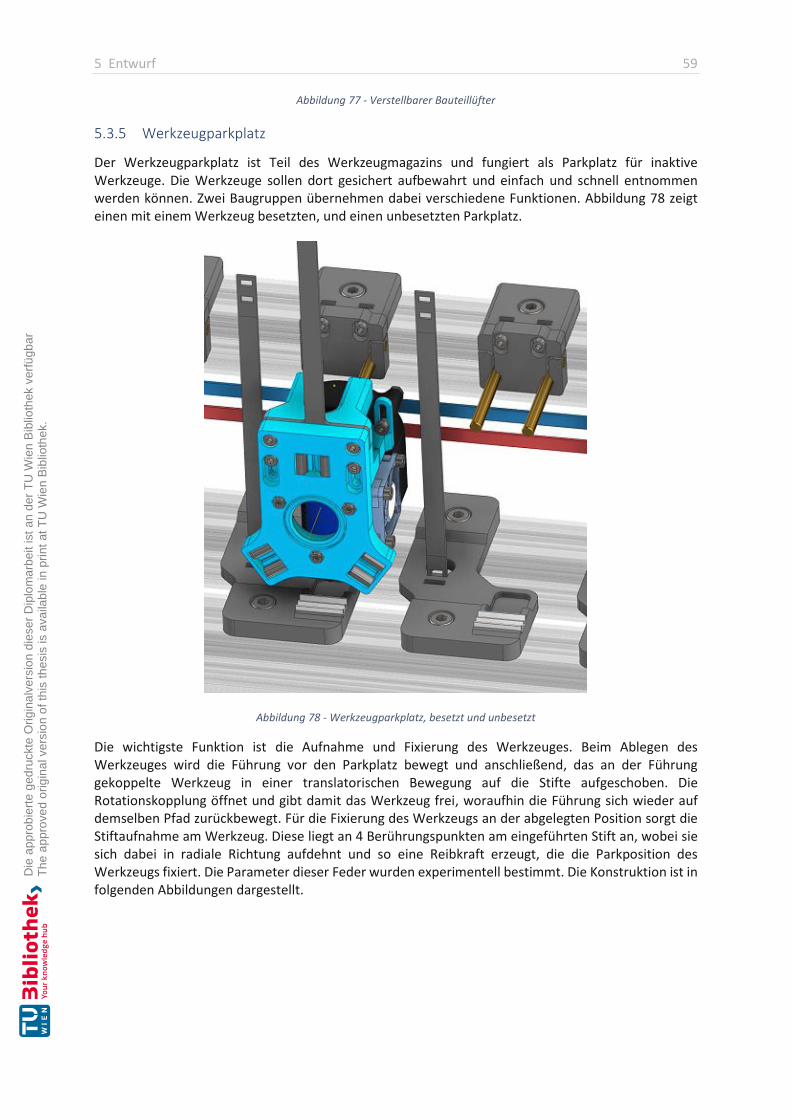
5 Entwurf 59
Abbildung 77 - Verstellbarer Bauteillüfter
5.3.5 Werkzeugparkplatz
Der Werkzeugparkplatz ist Teil des Werkzeugmagazins und fungiert als Parkplatz für inaktive Werkzeuge. Die Werkzeuge sollen dort gesichert aufbewahrt und einfach und schnell entnommen werden können. Zwei Baugruppen übernehmen dabei verschiedene Funktionen. Abbildung 78 zeigt einen mit einem Werkzeug besetzten, und einen unbesetzten Parkplatz.
Abbildung 78 - Werkzeugparkplatz, besetzt und unbesetzt
Die wichtigste Funktion ist die Aufnahme und Fixierung des Werkzeuges. Beim Ablegen des Werkzeuges wird die Führung vor den Parkplatz bewegt und anschließend, das an der Führung gekoppelte Werkzeug in einer translatorischen Bewegung auf die Stifte aufgeschoben. Die Rotationskopplung öffnet und gibt damit das Werkzeug frei, woraufhin die Führung sich wieder auf demselben Pfad zurückbewegt. Für die Fixierung des Werkzeugs an der abgelegten Position sorgt die Stiftaufnahme am Werkzeug. Diese liegt an 4 Berührungspunkten am eingeführten Stift an, wobei sie sich dabei in radiale Richtung aufdehnt und so eine Reibkraft erzeugt, die die Parkposition des Werkzeugs fixiert. Die Parameter dieser Feder wurden experimentell bestimmt. Die Konstruktion ist in folgenden Abbildungen dargestellt.
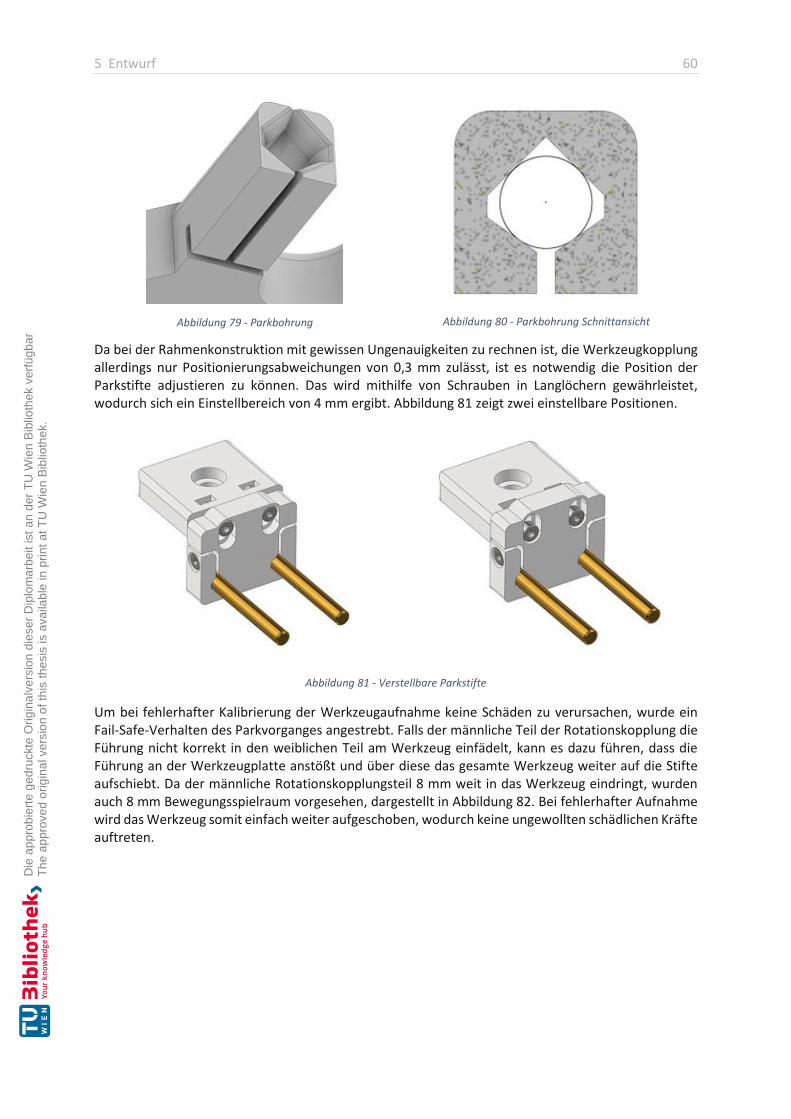
5 Entwurf 60
Abbildung 79 - Parkbohrung
Abbildung 80 - Parkbohrung Schnittansicht
Da bei der Rahmenkonstruktion mit gewissen Ungenauigkeiten zu rechnen ist, die Werkzeugkopplung allerdings nur Positionierungsabweichungen von 0,3 mm zulässt, ist es notwendig die Position der Parkstifte adjustieren zu können. Das wird mithilfe von Schrauben in Langlöchern gewährleistet, wodurch sich ein Einstellbereich von 4 mm ergibt. Abbildung 81 zeigt zwei einstellbare Positionen.
Abbildung 81 - Verstellbare Parkstifte
Um bei fehlerhafter Kalibrierung der Werkzeugaufnahme keine Schäden zu verursachen, wurde ein Fail-Safe-Verhalten des Parkvorganges angestrebt. Falls der männliche Teil der Rotationskopplung die Führung nicht korrekt in den weiblichen Teil am Werkzeug einfädelt, kann es dazu führen, dass die Führung an der Werkzeugplatte anstößt und über diese das gesamte Werkzeug weiter auf die Stifte aufschiebt. Da der männliche Rotationskopplungsteil 8 mm weit in das Werkzeug eindringt, wurden auch 8 mm Bewegungsspielraum vorgesehen, dargestellt in Abbildung 82. Bei fehlerhafter Aufnahme wird das Werkzeug somit einfach weiter aufgeschoben, wodurch keine ungewollten schädlichen Kräfte auftreten.
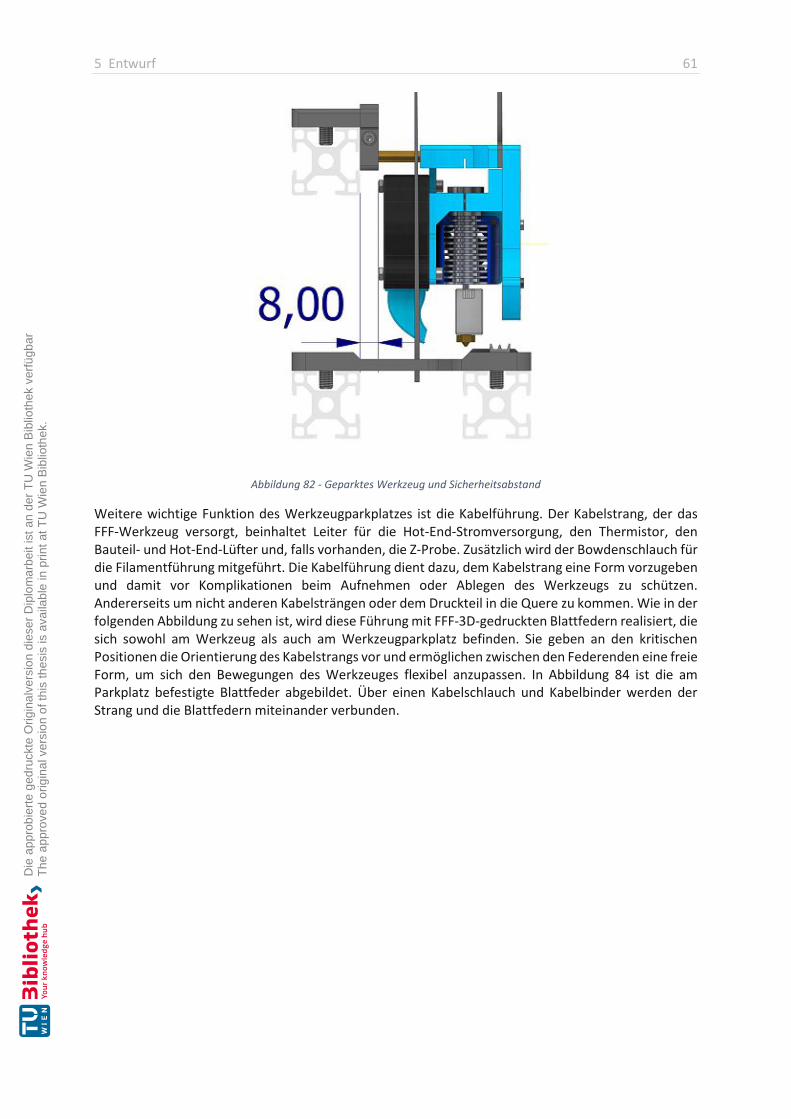
5 Entwurf 61
Abbildung 82 - Geparktes Werkzeug und Sicherheitsabstand
Weitere wichtige Funktion des Werkzeugparkplatzes ist die Kabelführung. Der Kabelstrang, der das FFF-Werkzeug versorgt, beinhaltet Leiter für die Hot-End-Stromversorgung, den Thermistor, den Bauteil- und Hot-End-Lüfter und, falls vorhanden, die Z-Probe. Zusätzlich wird der Bowdenschlauch für die Filamentführung mitgeführt. Die Kabelführung dient dazu, dem Kabelstrang eine Form vorzugeben und damit vor Komplikationen beim Aufnehmen oder Ablegen des Werkzeugs zu schützen. Andererseits um nicht anderen Kabelsträngen oder dem Druckteil in die Quere zu kommen. Wie in der folgenden Abbildung zu sehen ist, wird diese Führung mit FFF-3D-gedruckten Blattfedern realisiert, die sich sowohl am Werkzeug als auch am Werkzeugparkplatz befinden. Sie geben an den kritischen Positionen die Orientierung des Kabelstrangs vor und ermöglichen zwischen den Federenden eine freie Form, um sich den Bewegungen des Werkzeuges flexibel anzupassen. In Abbildung 84 ist die am Parkplatz befestigte Blattfeder abgebildet. Über einen Kabelschlauch und Kabelbinder werden der Strang und die Blattfedern miteinander verbunden.
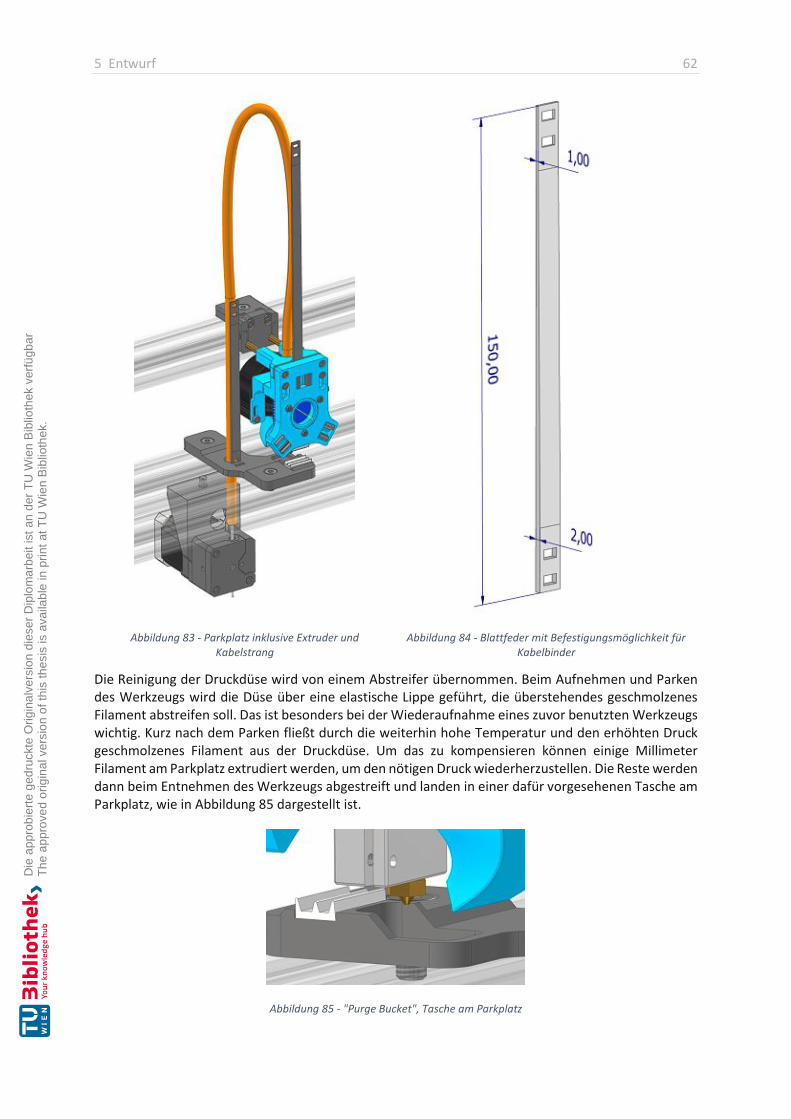
5 Entwurf 62
Abbildung 83 - Parkplatz inklusive Extruder und
Kabelstrang
Abbildung 84 - Blattfeder mit Befestigungsmöglichkeit für
Kabelbinder
Die Reinigung der Druckdüse wird von einem Abstreifer übernommen. Beim Aufnehmen und Parken des Werkzeugs wird die Düse über eine elastische Lippe geführt, die überstehendes geschmolzenes Filament abstreifen soll. Das ist besonders bei der Wiederaufnahme eines zuvor benutzten Werkzeugs wichtig. Kurz nach dem Parken fließt durch die weiterhin hohe Temperatur und den erhöhten Druck geschmolzenes Filament aus der Druckdüse. Um das zu kompensieren können einige Millimeter Filament am Parkplatz extrudiert werden, um den nötigen Druck wiederherzustellen. Die Reste werden dann beim Entnehmen des Werkzeugs abgestreift und landen in einer dafür vorgesehenen Tasche am Parkplatz, wie in Abbildung 85 dargestellt ist.
Abbildung 85 - "Purge Bucket", Tasche am Parkplatz
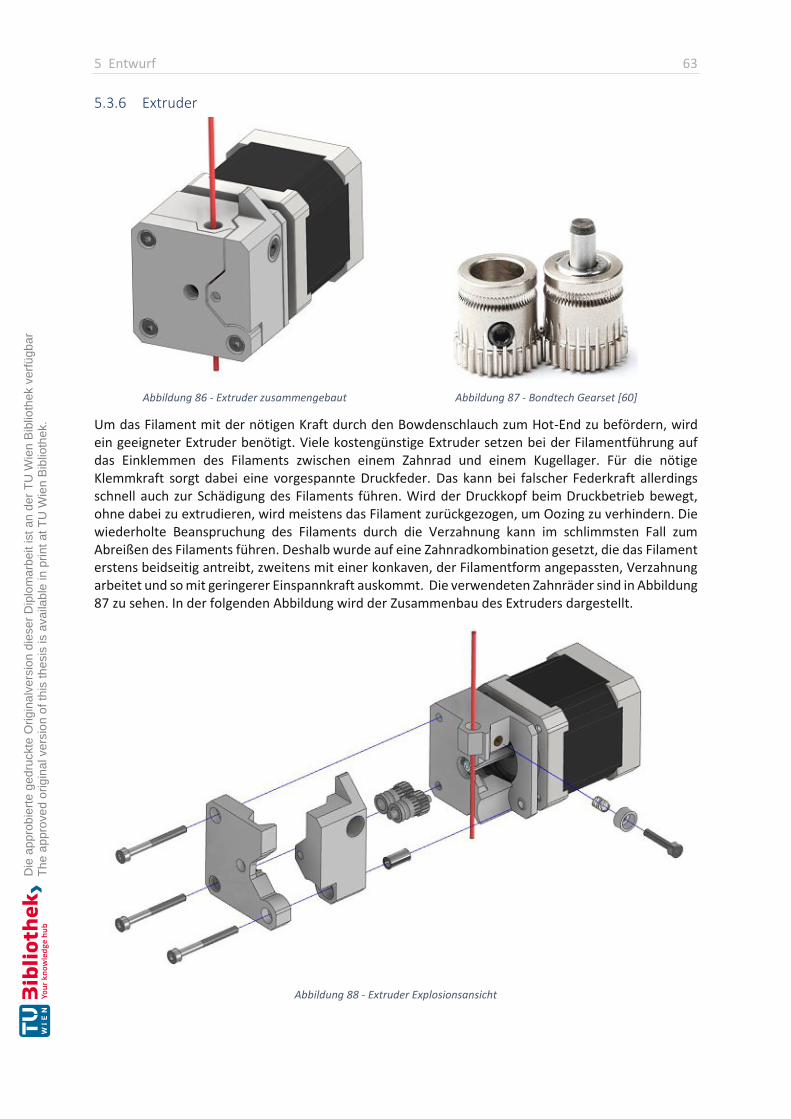
5 Entwurf 63
5.3.6 Extruder
Abbildung 86 - Extruder zusammengebaut
Abbildung 87 - Bondtech Gearset [60]
Um das Filament mit der nötigen Kraft durch den Bowdenschlauch zum Hot-End zu befördern, wird ein geeigneter Extruder benötigt. Viele kostengünstige Extruder setzen bei der Filamentführung auf das Einklemmen des Filaments zwischen einem Zahnrad und einem Kugellager. Für die nötige Klemmkraft sorgt dabei eine vorgespannte Druckfeder. Das kann bei falscher Federkraft allerdings schnell auch zur Schädigung des Filaments führen. Wird der Druckkopf beim Druckbetrieb bewegt, ohne dabei zu extrudieren, wird meistens das Filament zurückgezogen, um Oozing zu verhindern. Die wiederholte Beanspruchung des Filaments durch die Verzahnung kann im schlimmsten Fall zum Abreißen des Filaments führen. Deshalb wurde auf eine Zahnradkombination gesetzt, die das Filament erstens beidseitig antreibt, zweitens mit einer konkaven, der Filamentform angepassten, Verzahnung arbeitet und so mit geringerer Einspannkraft auskommt. Die verwendeten Zahnräder sind in Abbildung 87 zu sehen. In der folgenden Abbildung wird der Zusammenbau des Extruders dargestellt.
Abbildung 88 - Extruder Explosionsansicht

6 Ergebnis 64
6 Ergebnis Im folgenden Abschnitt wird das tatsächliche Ergebnis der Entwicklung dokumentiert und ein Ausblick auf Weiterentwicklungspotentiale gegeben.
6.1 Der Werkzeugwechsler „Hydra“
Das entwickelte Konzept und der daraus entstandene Entwurf konnten erfolgreich in die Realität übergeführt werden. Es ist gelungen, ein den Anforderungen weitestgehend entsprechendes Produkt zu entwickeln und mit günstigen Methoden zu fertigen. Aufbauend auf der Arbeit von Jan Dyduch und Dorian Elias Bartsch konnte auch die Mainboard-Platine und ein provisorisches Druckbett installiert werden, womit erste Test-Drucke erfolgreich durchgeführt werden konnten.
Abbildung 89 - Werkzeugwechsler "Hydra"
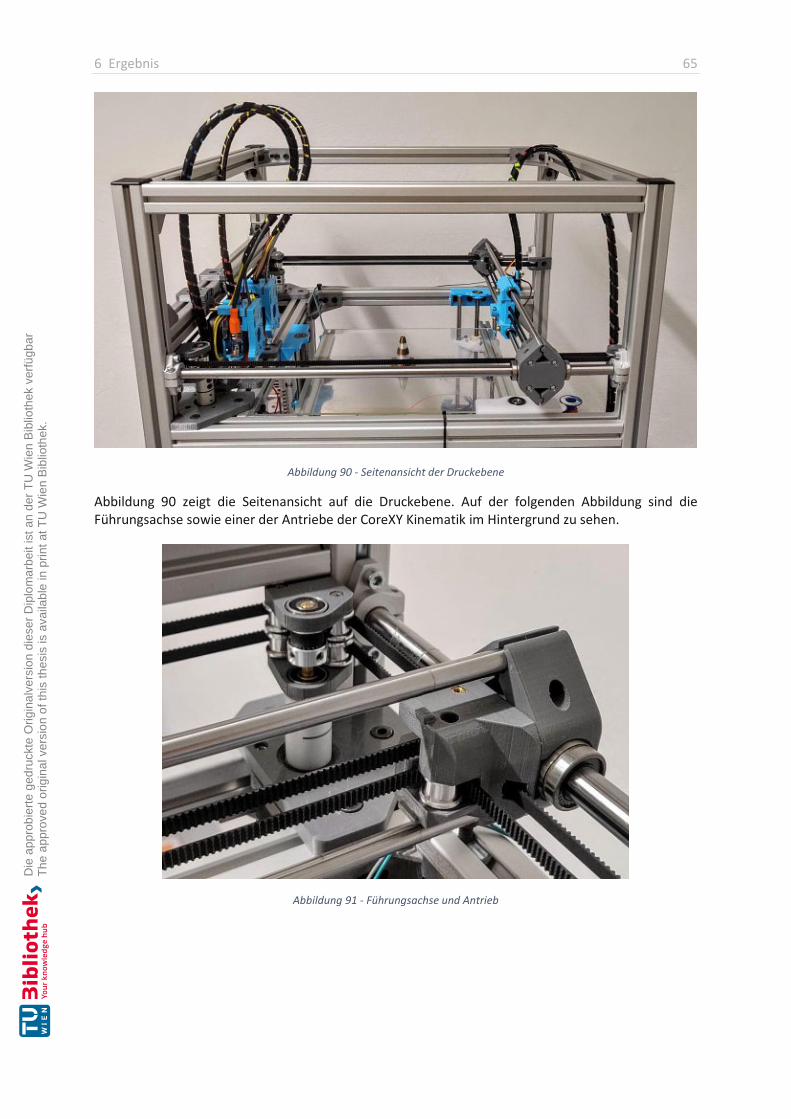
6 Ergebnis 65
Abbildung 90 - Seitenansicht der Druckebene
Abbildung 90 zeigt die Seitenansicht auf die Druckebene. Auf der folgenden Abbildung sind die Führungsachse sowie einer der Antriebe der CoreXY Kinematik im Hintergrund zu sehen.
Abbildung 91 - Führungsachse und Antrieb
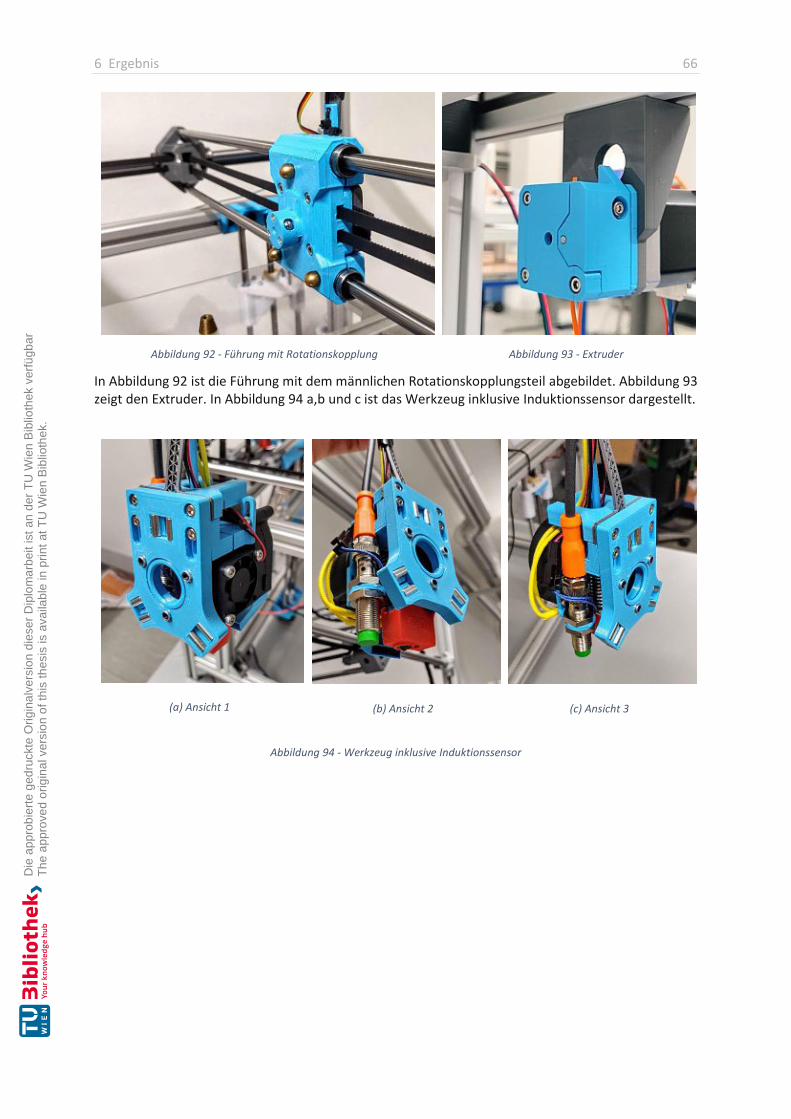
6 Ergebnis 66
Abbildung 92 - Führung mit Rotationskopplung
Abbildung 93 - Extruder
In Abbildung 92 ist die Führung mit dem männlichen Rotationskopplungsteil abgebildet. Abbildung 93 zeigt den Extruder. In Abbildung 94 a,b und c ist das Werkzeug inklusive Induktionssensor dargestellt.
(a) Ansicht 1 (b) Ansicht 2 (c) Ansicht 3
Abbildung 94 - Werkzeug inklusive Induktionssensor
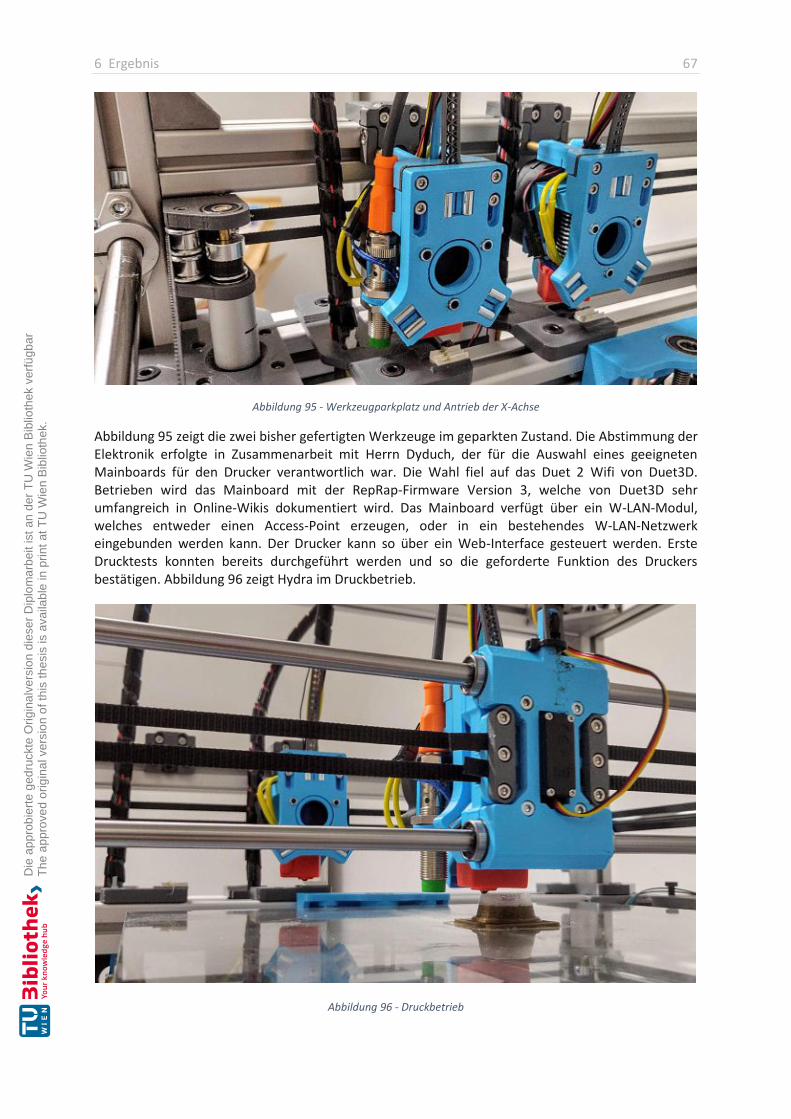
6 Ergebnis 67
Abbildung 95 - Werkzeugparkplatz und Antrieb der X-Achse
Abbildung 95 zeigt die zwei bisher gefertigten Werkzeuge im geparkten Zustand. Die Abstimmung der Elektronik erfolgte in Zusammenarbeit mit Herrn Dyduch, der für die Auswahl eines geeigneten Mainboards für den Drucker verantwortlich war. Die Wahl fiel auf das Duet 2 Wifi von Duet3D. Betrieben wird das Mainboard mit der RepRap-Firmware Version 3, welche von Duet3D sehr umfangreich in Online-Wikis dokumentiert wird. Das Mainboard verfügt über ein W-LAN-Modul, welches entweder einen Access-Point erzeugen, oder in ein bestehendes W-LAN-Netzwerk eingebunden werden kann. Der Drucker kann so über ein Web-Interface gesteuert werden. Erste Drucktests konnten bereits durchgeführt werden und so die geforderte Funktion des Druckers bestätigen. Abbildung 96 zeigt Hydra im Druckbetrieb.
Abbildung 96 - Druckbetrieb
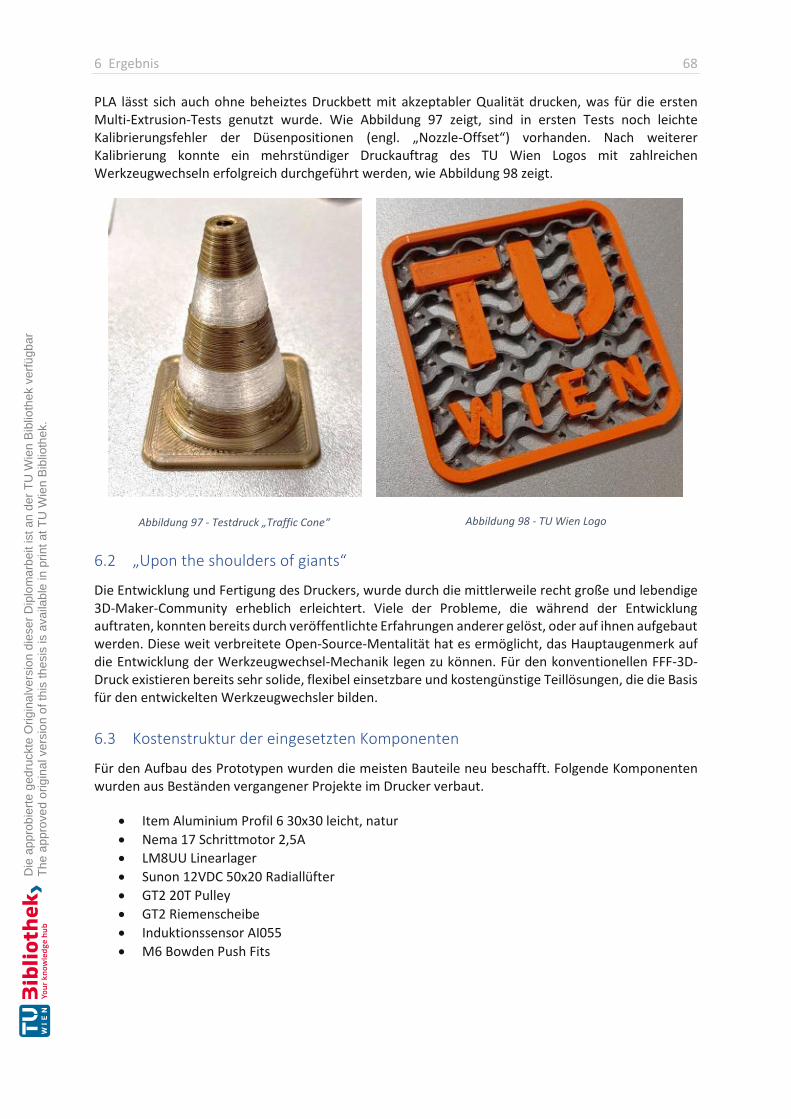
6 Ergebnis 68
PLA lässt sich auch ohne beheiztes Druckbett mit akzeptabler Qualität drucken, was für die ersten Multi-Extrusion-Tests genutzt wurde. Wie Abbildung 97 zeigt, sind in ersten Tests noch leichte Kalibrierungsfehler der Düsenpositionen (engl. „Nozzle-Offset“) vorhanden. Nach weiterer Kalibrierung konnte ein mehrstündiger Druckauftrag des TU Wien Logos mit zahlreichen Werkzeugwechseln erfolgreich durchgeführt werden, wie Abbildung 98 zeigt.
Abbildung 98 - TU Wien Logo
6.2 „Upon the shoulders of giants“
Die Entwicklung und Fertigung des Druckers, wurde durch die mittlerweile recht große und lebendige 3D-Maker-Community erheblich erleichtert. Viele der Probleme, die während der Entwicklung auftraten, konnten bereits durch veröffentlichte Erfahrungen anderer gelöst, oder auf ihnen aufgebaut werden. Diese weit verbreitete Open-Source-Mentalität hat es ermöglicht, das Hauptaugenmerk auf die Entwicklung der Werkzeugwechsel-Mechanik legen zu können. Für den konventionellen FFF-3D-Druck existieren bereits sehr solide, flexibel einsetzbare und kostengünstige Teillösungen, die die Basis für den entwickelten Werkzeugwechsler bilden.
6.3 Kostenstruktur der eingesetzten Komponenten
Für den Aufbau des Prototypen wurden die meisten Bauteile neu beschafft. Folgende Komponenten wurden aus Beständen vergangener Projekte im Drucker verbaut.
• Item Aluminium Profil 6 30x30 leicht, natur • Nema 17 Schrittmotor 2,5A • LM8UU Linearlager • Sunon 12VDC 50x20 Radiallüfter • GT2 20T Pulley • GT2 Riemenscheibe • Induktionssensor AI055 • M6 Bowden Push Fits
Abbildung 97 - Testdruck „Traffic Cone“

6 Ergebnis 69
598,82 EUR wurden für den Kauf neuer Komponenten verbucht. Dabei sind Bauteile tangierender wissenschaftlicher Arbeiten, wie Komponenten für das Heizbett sowie das Mainboard, nicht inkludiert. Die Kosten der einzelnen Komponenten werden in folgendem Diagramm gruppiert dargestellt.
Abbildung 99 – Kostenstruktur
Mit dem verbuchten PETG-Filament wurden auch alle Iterationen, die der finalen Version voraus gingen, gefertigt. Die angeführten Kosten decken somit alle in der Entwicklung eingesetzten Materialkosten ab. Den größten Anteil der Kosten machen die Komponenten der 2 Hot-Ends aus.
6.4 Weiterentwicklungspotentiale
Der Erweiterbarkeit und Flexibilität wurde bei der Entwicklung hohe Priorität gegeben. Auch die Verwendung der gut dokumentierten und aktiv unterstützten Firmware Reprap 3 unterstreicht das. Die allgemein gehaltene Bezeichnung „Werkzeugwechsler“ weist ebenso darauf hin, dass dieser Drucker nicht ausschließlich FFF-Werkzeuge verwenden soll. Im Laufe der Entwicklung sind einige Ideen zu weiteren Werkzeugen entstanden und aufgegriffen worden. Diese sollen hier als Input für potenzielle Folgearbeiten und Forschungsprojekte kurz angeführt werden.
• Drucken leitfähiger Bahnen zur direkten Integration elektrischer Schaltkreise • Werkzeuge zur Oberflächenbearbeitung • Subtraktive Fertigungswerkzeuge • Auslagerung der Z-Probe in ein eigenes Werkzeug • Werkzeuge mit verschiedenen Sensoren zur Überwachung der Druckqualität • Werkzeuge zum Einsetzen metallischer Gewinde
Hot-End174.97 €
29%
Rahmenteile96.78 €
16%
PETG-Filament94.97 €
16%
Linearführung53.54 €
9%
Versand60.66 €
10%
Kopplung50.81 €
9%
Sonstige24.68 €
4%
Parkplatz16.43 €
3%
Extruder25.98 €
4%
7 Tabellenverzeichnis 70
7 Tabellenverzeichnis
Tabelle 1 - Vorauswahlliste "Filament wechseln" ................................................................................. 22 Tabelle 2 - Paarweiser Vergleich Konzeptbewertung ........................................................................... 23 Tabelle 3 - Konzeptbewertung .............................................................................................................. 24 Tabelle 4 - Morphologischer Kasten ...................................................................................................... 40 Tabelle 5 - Paarweiser Vergleich der Kriterien ...................................................................................... 41 Tabelle 6 - Konzeptbewertung gesamt ................................................................................................. 42 Tabelle 7 - Berechnungsfaktoren .......................................................................................................... 44 Tabelle 8 - Technische Daten HS-81 ...................................................................................................... 53
8 Abbildungsverzeichnis 71
8 Abbildungsverzeichnis
Abbildung 1 - Vorgehensweise [1] .......................................................................................................... 1 Abbildung 2 - Analogie zum schichtweisen Aufbau der Additiven Fertigung [3] .................................... 3 Abbildung 3 - FFF-Druckverfahren [4] ..................................................................................................... 4 Abbildung 4 - Kombination Steif & Flexibel [5] ....................................................................................... 5 Abbildung 5 - Wasserlösliches Filament PVA [6] ..................................................................................... 5 Abbildung 6 - Benchy und Purge Tower [7] ............................................................................................. 5 Abbildung 7 - Ringing [8] ......................................................................................................................... 6 Abbildung 8 - Umfeld der TU Wien ......................................................................................................... 8 Abbildung 9 - Relevante Temperaturen FFF-Druck-geeigneter Kunststoffe [14] [15] [16] ................... 12 Abbildung 10 - Gesamtfunktion des Produkts ...................................................................................... 15 Abbildung 11 - Funktionsstruktur .......................................................................................................... 16 Abbildung 12 - Diamond Nozzle [18] ..................................................................................................... 17 Abbildung 13 - Y-Gabelung [20] ............................................................................................................ 18 Abbildung 14 - Prusa Multi-Material-Upgrade [21] .............................................................................. 18 Abbildung 15 - Palette 2 [23] ................................................................................................................. 18 Abbildung 16 - E3D Kraken [24] ............................................................................................................ 19 Abbildung 17 - Ultimaker 3 Druckkopf [26] ........................................................................................... 20 Abbildung 18 - Doppelte Produktivität [29] .......................................................................................... 20 Abbildung 19 - Multimaterial [29] ......................................................................................................... 20 Abbildung 20 - E3D Tool Changer [31] .................................................................................................. 21 Abbildung 21 - Funktionsstruktur "Filament wechseln" ....................................................................... 24 Abbildung 22 - Direct Drive [34] ............................................................................................................ 25 Abbildung 23 - Entwurf zur Trennung des Antriebs vom Hot-End ........................................................ 26 Abbildung 24 - Bowden Drive [34] ........................................................................................................ 26 Abbildung 25 - Biegwelle [34] ............................................................................................................... 27 Abbildung 26 - Führung über Blattfedern ............................................................................................. 28 Abbildung 27 - Führung über Drehfedern ............................................................................................. 28 Abbildung 28 - CoreXY [38] ................................................................................................................... 29 Abbildung 29 - Kugelumlauflinearlager [40] ......................................................................................... 30 Abbildung 30 - Polymerlinearlager [41] ................................................................................................ 30 Abbildung 31 - Linearschienen [42] ....................................................................................................... 30 Abbildung 32 - Reibhaftung durch Feder .............................................................................................. 31 Abbildung 33 - Kelvin-Clamp (a) und Maxwell-Clamp (b) [45] .............................................................. 32 Abbildung 34 - Anordnung der Kinematischen Kopplung [44] .............................................................. 32 Abbildung 35 - Quasi-kinematische Verbindung [46] ........................................................................... 33 Abbildung 36 - Kontaktwinkel [46] ........................................................................................................ 33 Abbildung 37 - Hohlschaftkegel [47] ..................................................................................................... 34 Abbildung 38 - Krafttrenner, Führung positiv, Werkzeug negativ geladen........................................... 35 Abbildung 39 - Hubmagnet [49] ............................................................................................................ 35 Abbildung 40 - Prinzip Bajonett-Rampe ................................................................................................ 36 Abbildung 41 - männlicher (links) und weiblicher (rechts) Kopplungsteil ............................................ 36 Abbildung 42 - Kopplung geöffnet ........................................................................................................ 37 Abbildung 43 - Schnittansicht des verspreizten Zustands ..................................................................... 37 Abbildung 44 - Kopplung geschlossen ................................................................................................... 37 Abbildung 45 - Mesh Bed Compensation [51] ...................................................................................... 38 Abbildung 46 - Mikroschalter [52] ......................................................................................................... 38 Abbildung 47 - Schaltabstände verschiedener Metalle [54] ................................................................. 38 Abbildung 48 - Infrarot Sensor [56] ....................................................................................................... 39
8 Abbildungsverzeichnis 72
Abbildung 49 - Grobkonzept ................................................................................................................. 43 Abbildung 50 - Simulationsaufbau ........................................................................................................ 44 Abbildung 51 - Simulation 1,2N ............................................................................................................. 45 Abbildung 52 - Simulation 1,6N ............................................................................................................. 45 Abbildung 53 - Simulation Rahmen ....................................................................................................... 46 Abbildung 54 - Ansichten der Gesamtbaugruppe ................................................................................. 47 Abbildung 55 - CoreXY Mechanik .......................................................................................................... 48 Abbildung 56 - Explosionsansicht Führungsachsträger ......................................................................... 48 Abbildung 57 - X- und Y-Antrieb ............................................................................................................ 49 Abbildung 58 - Führung der Riemen hinter das Werkzeugmagazin...................................................... 50 Abbildung 59 - CoreXY Antrieb .............................................................................................................. 50 Abbildung 60 - Mikroschalter ................................................................................................................ 50 Abbildung 61 - Schematische Darstellung des Kopplungs-Prinzips ....................................................... 51 Abbildung 62 - Kopplung geöffnet und geschlossen ............................................................................. 51 Abbildung 63 - Positionierte Kopplung.................................................................................................. 52 Abbildung 64 - Kopplung im geöffneten (links) und geschlossenen (rechts) Zustand .......................... 52 Abbildung 65 - Kraftlinien der Rotationskopplung ................................................................................ 52 Abbildung 66 - HS-81 Servomotor ......................................................................................................... 53 Abbildung 67 - Funktionsdiagramm ...................................................................................................... 53 Abbildung 68 - Führung in Isometrie und Schnittansicht ...................................................................... 54 Abbildung 69 - Explosionsansicht der Führungsbaugruppe .................................................................. 54 Abbildung 70 - FFF-Werkzeugvarianten mit und ohne Induktionssensor ............................................. 55 Abbildung 71 - Werkzeugplatte und dessen Explosionsansicht ............................................................ 55 Abbildung 72 - Stahlhülsen in der Werkzeugplatte ............................................................................... 56 Abbildung 73 - Spiel der Rotationskopplung in Schnittansicht ............................................................. 56 Abbildung 74 - Verstellbare Hot-End-Höhe ........................................................................................... 57 Abbildung 75 - Werkzeug Explosionsansicht ......................................................................................... 57 Abbildung 76 - Abstände zur Druckdüse der möglichen Befestigungen des Bauteillüfters .................. 58 Abbildung 77 - Verstellbarer Bauteillüfter ............................................................................................ 59 Abbildung 78 - Werkzeugparkplatz, besetzt und unbesetzt ................................................................. 59 Abbildung 79 - Parkbohrung.................................................................................................................. 60 Abbildung 80 - Parkbohrung Schnittansicht .......................................................................................... 60 Abbildung 81 - Verstellbare Parkstifte .................................................................................................. 60 Abbildung 82 - Geparktes Werkzeug und Sicherheitsabstand .............................................................. 61 Abbildung 83 - Parkplatz inklusive Extruder und Kabelstrang .............................................................. 62 Abbildung 84 - Blattfeder mit Befestigungsmöglichkeit für Kabelbinder ............................................. 62 Abbildung 85 - "Purge Bucket", Tasche am Parkplatz ........................................................................... 62 Abbildung 86 - Extruder zusammengebaut ........................................................................................... 63 Abbildung 87 - Bondtech Gearset [60] .................................................................................................. 63 Abbildung 88 - Extruder Explosionsansicht ........................................................................................... 63 Abbildung 89 - Werkzeugwechsler "Hydra" .......................................................................................... 64 Abbildung 90 - Seitenansicht der Druckebene ...................................................................................... 65 Abbildung 91 - Führungsachse und Antrieb .......................................................................................... 65 Abbildung 92 - Führung mit Rotationskopplung ................................................................................... 66 Abbildung 93 - Extruder ........................................................................................................................ 66 Abbildung 94 - Werkzeug inklusive Induktionssensor .......................................................................... 66 Abbildung 95 - Werkzeugparkplatz und Antrieb der X-Achse ............................................................... 67 Abbildung 96 - Druckbetrieb ................................................................................................................. 67 Abbildung 97 - Testdruck „Traffic Cone“ ............................................................................................... 68 Abbildung 98 - TU Wien Logo ................................................................................................................ 68 Abbildung 99 – Kostenstruktur ............................................................................................................. 69

9 Literaturverzeichnis 73
9 Literaturverzeichnis
1. Pahl, Beitz. Konstruktionslehre - Methoden und Anwendung erfolgreicher Produktentwicklung. s.l. : Springer Verlag, 2013. ISBN 978-3-642-29568-3. 2. Fritz, Alfred Herbert. Fertigungstechnik. s.l. : Springer Verlag, 2018. ISBN 978-3-662-56534-6.
3. Gebhart, Andreas. Generative Fertigungsverfahren : Rapid Prototyping - Rapid Tooling - Rapid Manufacturing. München : Hanser, 2007.
4. 3D-Erleben. [Online] [Zitat vom: 21. Dezember 2020.] https://3d-erleben.kultus-bw.de/,Lde/Startseite/3D-Druck/Fused+Deposition+Modeling+_FDM_.
5. Pires, Ricardo. Multi-material 3D Printing Guide. All3DP. [Online] 11. August 2019. [Zitat vom: 21. 12 2020.] https://all3dp.com/2/multi-material-3d-printing-an-overview/.
6. Ultimate Materials Printing Guide - Tips for 3D Printing with PVA. Simplify 3D . [Online] [Zitat vom: 21. Dezember 2020.] https://www.simplify3d.com/support/materials-guide/pva/.
7. Original Prusa i3 Multi Material 2.0 - Prusa3D - 3D Printers from Josef Průša. Prusa3D - 3D Printers from Josef Průša. [Online] [Zitat vom: 21. Dezember 2020.] https://www.prusa3d.com/original-prusa-i3-multi-material-2-0/.
8. Vibrations and Ringing. Simplify 3D. [Online] [Zitat vom: 21. Dezember 2020.] https://www.simplify3d.com/support/print-quality-troubleshooting/vibrations-and-ringing/.
9. About Ulitmaker. Ultimaker.com. [Online] [Zitat vom: 18. Jänner 2020.] https://ultimaker.com/de/about-ultimaker.
10. About. E3D Online. [Online] [Zitat vom: 18. Jänner 2021.] https://e3d-online.com/pages/about.
11. What's up with Original Prusa i3? Prusaprinters Blog. [Online] https://blog.prusaprinters.org/whats-up-with-original-prusa-i3_4124/.
12. Open Source Files. BCN3D. [Online] [Zitat vom: 18. Jänner 2021.] https://www.bcn3d.com/open-source-files/.
13. 3D-Druck Service::BOKU-IT::BOKU. Boku.ac.at. [Online] [Zitat vom: 19. Dezember 2020.] https://boku.ac.at/boku-it/themen/media-services/3d-druck.
14. Ultimate 3D Printing Materials Guide. Simplify3D.com. [Online] [Zitat vom: 8. Juni 2020.] https://www.simplify3d.com/support/materials-guide/.
15. Tyson. Advanced Guide to printing Polycarbonate Filament. 3D Printing Solutions. [Online] 22. August 2018. [Zitat vom: 2020. Juni 5.] https://www.3dprintingsolutions.com.au/News/Australia/how-to-3d-print-polycarbonate-pc-filament.
16. Tyson. Advanced Guide to printing ABS Filament. 3D Printing Solutions. [Online] 4. June 2018. [Zitat vom: 5. Juni 2020.] https://www.3dprintingsolutions.com.au/News/Australia/how-to-3d-print-abs-filament.
17. Standby Tool Management. Jubilee3D. [Online] [Zitat vom: 23. Dezember 2020.] https://jubilee3d.com/index.php?title=Standby_Tool_Management.
18. Diamond Nozzle for multi-color and multi-material 3D printing. RepRap.me. [Online] [Zitat vom: 21. Dezember 2020.] https://www.reprap.me/diamond-fullcolor-nozzle.html.

9 Literaturverzeichnis 74
19. Doris. E3D V6 Hotend Version des Prometheus Systems für Multi-Filament 3D-Druck. 3Druck.com. [Online] 27. Juni 2017. [Zitat vom: 21. Dezember 2020.] https://3druck.com/drucker-und-produkte/e3d-v6-hotend-version-des-prometheus-systems-fuer-multi-filament-3d-druck-3959381/.
20. The Prometheus System. Kickstarter.com. [Online] [Zitat vom: 12. Jänner 2021.] https://www.kickstarter.com/projects/811909269/the-prometheus-system-intuitive-multi-filament-3d.
21. Prusa Knowledge Base | MMU2S-Einrichtung und Inspektion. Prusa3d.com. [Online] [Zitat vom: 18. Jänner 2021.] https://help.prusa3d.com/de/article/mmu2s-einrichtung-und-inspektion_5820.
22. Stefan. Prusa MMU2 upgrade 3D-Druck mit fünf Materialien. 3Druck.com. [Online] 17. September 2018. [Zitat vom: 21. Dezember 2020.] https://3druck.com/drucker-und-produkte/prusa-mmu2-upgrade-3d-druck-mit-fuenf-materialien-4575633/.
23. Michelle. The Palette 2: Vollfarb-Erweiterung "für jeden 3D-Drucker". 3Druck.com. [Online] 22. August 2018. https://3druck.com/drucker-und-produkte/the-palette-2-vollfarb-erweiterung-fuer-jeden-3d-drucker-2273461/.
24. E3D the Kraken All-metal Quad Extruder Full Kit 1.75mm | MatterHackers. MatterHackers. [Online] [Zitat vom: 21. Dezember 2020.] https://www.matterhackers.com/store/l/e3d-kraken-all-metal-quad-extruder-full-kit-175mm/sk/MG5TUV3W.
25. Stevenson, Kerry. The Several Methods of Dual Extrusion « Fabbaloo. Fabbaloo. [Online] 16. März 2018. [Zitat vom: 21. Dezember 2020.] https://www.fabbaloo.com/blog/2018/3/16/the-several-methods-of-dual-extrusion.
26. 3D-Fabrik, 3D Drucker Handels GmbH - Ultimaker 3 Dual Extrusion. 3D-Fabrik.at. [Online] [Zitat vom: 21. Dezember 2020.] http://www.3d-fabrik.at/3D-Drucker/Ultimaker--3D-Drucker/Ultimaker-3-Dual-Extrusion--3D-Drucker/ultimaker-3-dual-extrusion.html?language=de.
27. Independent Dual Extruders | Leapfrog 3D Printers. Leapfrog. [Online] [Zitat vom: 21. Dezember 2020.] https://www.lpfrg.com/guides/benefits-of-independent-dual-extruders/.
28. Not Extruding at Start of Print. Simplify 3D. [Online] [Zitat vom: 21. Dezember 2020.] https://www.simplify3d.com/support/print-quality-troubleshooting/not-extruding-at-start-of-print/.
29. BCN3D Sigma D25 3D Printer - BCN3D Technologies. BCN3D.com. [Online] [Zitat vom: 21. Dezember 2020.] https://www.bcn3d.com/bcn3d-sigma-d25/.
30. Research and Development: Motion System and Tool-Changer – E3D Online. E3D-Online. [Online] [Zitat vom: 21. Dezember 2020.] https://e3d-online.com/blogs/news/research-and-development-motion-system-and-tool-changer.
31. ToolChanger & Motion System Bundle inc Tools & Extruders – E3D Online. E3D-Online. [Online] [Zitat vom: 21. Dezember 2020.] https://e3d-online.com/products/toolchanger-motion-system-bundle-tools.
32. Jubilee. Jubilee3D.com. [Online] [Zitat vom: 20. Dezember 2020.] https://jubilee3d.com/index.php?title=Main_Page.
33. Choosing the power supply - Duet3D. Duet3D. [Online] [Zitat vom: 12. Dezember 2020.] https://duet3d.dozuki.com/Wiki/Choosing_the_power_supply.
34. Direct Drive, Bowden, Remote Motor, the differences... - SpiderBot by Qualup. Qualup Sas. [Online] [Zitat vom: 21. Dezember 2020.] http://www.spiderbot.eu/direct-drive-bowden-remote-motor-the-differences/?lang=en.
35. V6 All-Metal HotEnd. E3D Online. [Online] [Zitat vom: 28. Dezember 2020.] https://e3d-online.com/products/v6-all-metal-hotend.

9 Literaturverzeichnis 75
36. High-Quality 3D Printer Components . Slice Engineering. [Online] [Zitat vom: 28. Dezember 2020.] https://www.sliceengineering.com/.
37. Battling Bowden Tube Physics – E3D Online. E3D-Online. [Online] [Zitat vom: 5. November 2020.] https://e3d-online.com/blogs/news/battling-bowden-tube-physics.
38. CoreXY | Cartesian Motion Platform. CoreXY.com. [Online] [Zitat vom: 7. November 2020.] https://open.spotify.com/track/5S17vtNLwc13yHF6wnS8NA?si=Q3cFQWUwRK6v_TKfAikeJA.
39. CoreXY 3D Printer: Why It Makes a Difference | All3DP. All3DP. [Online] [Zitat vom: 6. Dezember 2020.] https://all3dp.com/2/corexy-3d-printer-is-it-worth-buying/.
40. Linearlager LM8UU/SP DR 8 mm Passend für: velleman K8200 LM8UU/SP kaufen. Conrad.at. [Online] [Zitat vom: 21. Dezember 2020.] https://www.conrad.at/de/p/linearlager-lm8uu-sp-dr-8-mm-passend-fuer-velleman-k8200-lm8uu-sp-1013428.html.
41. drylin® R Lineargleitbuchse RJ4JP-01. Igus.at. [Online] [Zitat vom: 21. Dezember 2020.] https://www.igus.at/product/?artnr=RJ4JP-01-08.
42. Linearschienen drylin® T. Igus.at. [Online] [Zitat vom: 21. Dezember 2020.] https://www.igus.at/info/linear-guides-rails-drylin-t.
43. Dornfeld, David. Precision Manufacturing. s.l. : Springer Verlag, 2008. ISBN 978-0-387-32467-8.
44. Optimal design techniques for kinematic couplings. Alexander H. Slocum, Layton C. Hale. 25, s.l. : Journal of the International Societies for Precision Engineering and Nanotechnology, 2000.
45. Campbell, Rob. Laying Out a Kinematic Mount Using the Maxwell Criterion - Practical Precision. Practical Precision. [Online] 3. August 2016. [Zitat vom: 21. Dezember 2020.] https://practicalprecision.com/laying-out-a-kinematic-mount-using-maxwell-criterion/.
46. Culpepper, Martin L. Design and Application of Compliant Quasi-Kinematic Couplings. 2000.
47. Ralf Förster, Anna Förster. Einführung in die Fertigungstechnik. s.l. : Springer Verlag, 2018. 978-3-662-54701-4.
48. Ihr Spezialist für Permanentelektromagnete – RED MAGNETICS. Red Magnets. [Online] [Zitat vom: 21. Dezember 2020.] https://www.red-magnetics.com/de/produktgruppen/haftmagnete/permanentelektromagnete/.
49. Ihr Spezialist für Hubmagnete – RED MAGNETICS. Red Magnets. [Online] [Zitat vom: 21. Dezember 2020.] https://www.red-magnetics.com/de/produktgruppen/weitere/hubmagnete/.
50. ATI's new robotic tool changer. Canadian Metal Working. [Online] 23. Januar 2015. [Zitat vom: 21. Dezember 2020.] https://www.canadianmetalworking.com/canadianmetalworking/product/metalworking/atis-new-robotic-tool-changer.
51. Mesh Bed Leveling - Jubilee. Jubilee3D.com. [Online] 9. August 2020. [Zitat vom: 21. Dezember 2020.] https://jubilee3d.com/index.php?title=Mesh_Bed_Leveling.
52. ZF Mikroschalter DB1C-A1RC 250 V/AC 6 A 1 x Ein/(Ein) tastend 1 St. kaufen. Conrad. [Online] [Zitat vom: 21. Dezember 2020.] https://www.conrad.at/de/p/zf-mikroschalter-db1c-a1rc-250-v-ac-6-a-1-x-ein-ein-tastend-1-st-703659.html.
53. Induktive Sensoren für industrielle Anwendungen. autosen.com. [Online] [Zitat vom: 21. Dezember 2020.] https://autosen.com/de/Positionssensoren/Induktive-Sensoren.
54. Schaltabstand. autosen.com. [Online] [Zitat vom: 21. Dezember 2020.] https://autosen.com/de/fachwissen-schaltabstand.

9 Literaturverzeichnis 76
55. Funktionsweise und Technologie von kapazitiven Sensoren. Baumer.com. [Online] [Zitat vom: 21. Dezember 2020 .] https://www.baumer.com/ch/de/service-support/know-how/funktionsweise/funktionsweise-und-technologie-von-kapazitiven-sensoren/a/Know-how_Function_Capacitive-sensors.
56. Mini height sensor board . David Crocker's Solutions blog. [Online] [Zitat vom: 21. Dezember 2020.] https://miscsolutions.wordpress.com/mini-height-sensor-board/.
57. Stall detection and sensorless homing. Duet3D. [Online] [Zitat vom: 21. Dezember 2020.] https://duet3d.dozuki.com/Wiki/Stall_detection_and_sensorless_homing.
58. Technisch-wirtschaftliches Konstruieren, VDI 2225 Blatt 3. 1998.
59. Hitec Midi-Servo HS-81 Analog-Servo Getriebe-Material: Kunststoff Stecksystem: JR kaufen. Conrad. [Online] [Zitat vom: 21. Dezember 2020.] https://www.conrad.at/de/p/hitec-midi-servo-hs-81-analog-servo-getriebe-material-kunststoff-stecksystem-jr-209871.html.
60. BondTech Drivegear Kit für 1,75 mm. 3DJake Österreich. [Online] [Zitat vom: 21. Dezember 2020.] https://www.3djake.at/bondtech/drivegear-kit-fuer-175-mm.





























