Embed Size (px)
Citation preview
Entwicklung von mikromechanischen Schalternfür neuartige MEMS-Produkte
unter Aspektenindustrieller Fertigungsprozesse
Vom Fachbereich für Physik und Elektrotechnikder Universität Bremen
zur Erlangung des akademischen GradesDoktor-Ingenieur (Dr.-Ing.)
genehmigte Dissertation
vonDipl.-Ing. Sven Michaelis
Referent: Prof. Dr. rer. nat. J. BinderKorreferent: Prof. Dr.-Ing. R. Laur
Eingereicht am 31. Mai 2001Kolloquium am 12. Juli 2001

Entwicklung von mikromechanischen Schalternfür neuartige MEMS-Produkte
unter Aspektenindustrieller Fertigungsprozesse
Vom Fachbereich für Physik und Elektrotechnikder Universität Bremen
zur Erlangung des akademischen GradesDoktor-Ingenieur (Dr.-Ing.)
genehmigte Dissertation
vonDipl.-Ing. Sven Michaelis
Referent: Prof. Dr. rer. nat. J. Binder
Korreferent: Prof. Dr.-Ing. R. Laur
Eingereicht am 31. Mai 2001Kolloquium am 12. Juli 2001



Entwicklung von mikromechanischen Schalternfür neuartige MEMS-Produkteunter Aspektenindustrieller Fertigungsprozesse
vonSven Michaelis
VIII
Kurzfassung
Entwicklung von mikromechanischen Schaltern für neuartige MEMS-Produkteunter Aspekten industrieller Fertigungsprozesse
Diese Dissertation behandelt die Entwicklung von neuartigen mikromechanischen Schaltern, die alsMEMS-Produkte (Micro-Electro-Mechanical-Systems) in verschiedenen Applikationen fürKommunikations-Anwendungen eingesetzt werden können.
Am konkreten Beispiel der im Rahmen dieser Arbeit durchgeführten ’RF-Switch’ (Hochfrequenz-Schalter) Entwicklung soll die Bedeutung des ’Integrierenden Entwicklungsansatzes’ unter Berück-sichtigung der Front-End of Line (FE-) Fertigung und Back-End of Line (BE-) Fertigung sowie desBauteil-Packagings herausgestellt werden, um eine technisch aber auch wirtschaftlich erfolgreicheRealisierung des Bauteils zu ermöglichen.
Diese neuartigen Mikroschalter werden mit einem kombinierten Halbleiter-Prozessfluss hergestellt.Er besteht aus der Poly-Si Surface Micromachining (SMM) Technik für die Herstellung einer mecha-nischen Schalterstruktur. Die Struktur wird dann mittels der Galvanischen Additivtechnik (GAT) mitspeziell metallisierten Kontakten zu einem vollwertigen elektrischen Schalter ergänzt. Das Schalter-element wird mittels Waferlevel-Packaging verkapselt und somit vor Außeneinflüssen geschützt,bevor das Bauteil abschließend in einem SMD-Gehäuse (Surface Mounted Device) montiert werdenkann.
Der wissenschaftliche Schwerpunkt dieser Arbeit besteht im Mikroschalter-Konzept und derEntwicklung des fertigungsgerechten Herstellungsprozesses für seine Realisierung. Dazu wurdenSonderprozesse entwickelt und in die Fertigung integriert sowie eine Abstimmung der einzelnenFertigungsstufen aufeinander unternommen. Eine erste Charakterisierung der gefertigten Demonstra-toren schließt die Dissertation ab.
Wirtschaftliche Betrachtungen zu MEMS-Produkten und den RF-Switches im besonderen werdenergänzend im Anhang der Dissertation behandelt.

IX
Summary
Development of Micromechanical Switches for new MEMS-Productswithin a Semiconductor-Fab Environment
The subject of this thesis is the development of new micromechanical switches as MEMS (MicroElectro Mechanical Systems) products for use in a variety of communication-applications.
The research work performed within the frame of this thesis on the ’RF-switch’ (radio-frequencyswitch) is used to demonstrate the importance of an ’integrated design and development approach’for a product-development. The successful realization, not only from a technological but also froman economic perspective, can only be achieved by considering all aspects of production for the entireend-to-end process, starting with the definition of the initial device-concept. Therefore an optimizedintegration of the front-end of line (FE-) processing and the back-end of line (BE-) processing toge-ther with the device packaging at the very end of the fabrication sequence has to be realized.
The RF-switches are produced using a newly developed semiconductor process combination. First apoly-Si surface micromachining (SMM) process is used to create the mechanical switch-structure.Afterwards the special metal contacts are formed using additive electroplating technology (AET) inorder to establish the electrically functional switch. The switch-element is then protected from theenvironment with a waferlevel-packaging scheme, before the individual device can be mounted intoan SMD-package.
The scientific focus of this thesis is marked by the device-concept for the RF-switch and the develop-ment of the end-to-end production process within the fab. The development of newly designedprocessing steps was required for this, which also included the challenging task of integrating theseindividual processing clusters and steps with each other within the production line. An analysis andcharacterization of the fabricated devices demonstrates the successful production capability.
A short discussion of the promising growth-potential for MEMS-products with a special focus on themarket-outlook for RF-switches is included in the appendix of the thesis.

XI
Inhaltsverzeichnis
Entwicklung von mikromechanischen Schaltern für neuartigeMEMS-Produkte unter Aspekten industrieller Fertigungsprozesse
Kurzfassung ...................................................................................................... VIII
Summary .............................................................................................................. IX
Inhaltsverzeichnis ............................................................................................... XI
Kapitel 1: Einleitung .........................................................................................1
1.1 Zielsetzung und Aufbau der Dissertation 1
1.1.1 Zielsetzung der Dissertation 11.1.2 Aufbau der Dissertation 2
1.2 Einführung in die MEMS Entwicklung 5
1.2.1 MEMS und potentielle Applikationsfelder 51.2.2 MEMS in der Forschungslandschaft 51.2.3 MEMS in der Industrie 71.2.4 MEMS Produkte und Services 9
Kapitel 2: Industrielle F&E von MEMS Produkten .......................................11
2.1 MEMS Technologien 11
2.1.1 Bulk Micromachining (BMM)/ Volumen Mikromechanik 112.1.2 Surface Micromachining (SMM)/Oberflächen Mikromechanik 122.1.3 Sondertechnologien: GAT / AET, SOI 132.1.4 MEMS Integration 14
2.2 ’Integrierender Entwicklungsansatz’ für MEMS-Produkte 16
2.2.1 MEMS Designprozess vom Konzept bis zum Produkt 162.2.2 FE - Frontend Fertigung 172.2.3 BE - Backend Fertigung 172.2.4 Packaging und Gehäusung 182.2.5 Test und Charakterisierung 18
Inhaltsverzeichnis
XII
2.3 Mikroschalter-Entwicklungen mit verschiedenen Technologien 19
2.3.1 VESIMA Mikroschalter in GAT 202.3.2 Safing Sensor in ASE SOI 212.3.3 RF-Switch in Poly-Si SMM mit GAT 21
Kapitel 3: Entwicklung des RF-Switch ..........................................................23
3.1 MEMS in Kommunikationsanwendungen 23
3.2 RF-Switch als MEMS-Produkt für Kommunikationsanwendungen 25
3.3 Konzept und Design des RF-Switch 41
3.4 Gesamt-Prozessfluss für die Herstellung der Mikroschalter 58
3.5 FE-Fertigung in der BiCMOS Fertigung 61
3.6 FE-Fertigung im GaAs Prozessumfeld 65
3.7 Waferlevel Packaging des RF-Switch 70
3.8 BE-Prozessierung und SMD-Montage 70
3.9 Betrachtungen der Einzelprozesse 71
3.10 Self-Assembling Monolayers als Sonderprozess-Entwicklung 77
3.11 Waferlevel-Packaging für MEMS-Strukturen 85
3.11.1 Packaging-Anforderungen 853.11.2 Si-Waferdeckel 903.11.3 Glasdeckelwafer 963.11.4 Polymerdeckelung 1033.11.5 SMD-Packaging und Gehäusung 1073.11.6 Fazit zur Deckelungstechnik 109
Kapitel 4: Test und Charakterisierung ........................................................111
4.1 Mikromechanik der RF-Switches 111
4.2 Elektrische Kontakte 119
4.3 Hochfrequenz-Messungen 129
4.4 Modellierung 141
4.5 Fazit: RF-Switch Demonstrator 144
Kapitel 5: Zusammenfassung ......................................................................147
5.1 Zusammenfassung 147
5.2 Ausblick 150
Danksagung ......................................................................................................151
Anhang 1: Veröffentlichungen .........................................................................153
Anhang 2: Patentsituation RF-Switch .............................................................157
Anhang 3: MEMS-Marktsituation .....................................................................160
Anhang 4: Literaturverzeichnis .......................................................................177

Inhaltsverzeichnis
XIII
Anhang 5: Abkürzungsverzeichnis .................................................................190
Anhang 6: Internationale Fachbegriffe ...........................................................192


1
KAPITEL 1 Einleitung
´Entwicklung von mikromechanischen Schaltern für neuartigeMEMS-Produkte unter Aspekten industrieller Fertigungsprozesse´
1.1 Zielsetzung und Aufbau der Dissertation
1.1.1 Zielsetzung der Dissertation
Ziel der Dissertation ist die Entwicklung von neuartigen mikromechanischen Schaltern, die alsMEMS-Produkte (Micro-Electro-Mechanical-Systems) in verschiedenen Applikationen fürKommunikations-Anwendungen (Communication) eingesetzt werden können. Dabei gilt es nichtnur, eine technische Funktionalität der Schalter zu erreichen, sondern auch einen wirtschaftlichenHerstellungsablauf unter industriellen Fertigungsaspekten für sie zu ermöglichen.
Am konkreten Beispiel der im Rahmen dieser Arbeit durchgeführten RF-Switch (Hochfrequenz-Schalter) Entwicklung soll für diese Aufgabe die Bedeutung des ’integrierenden Entwicklungsan-satzes’ unter Berücksichtigung der Front-End of Line (FE-) Fertigung und Back-End of Line (BE-)Fertigung sowie des Bauteil-Packagings herausgestellt werden.1
1. Im Rahmen dieser Arbeit werden an einigen Stellen internationale Fachbegriffe benutzt,da ein Großteil der wissenschaftlichen Literatur in englischer Sprache verfasst ist. Viel-fach wurden diese meist englischen Begriffe im Deutschen bereits übernommen, da siesich teilweise nur sehr umständlich übersetzen lassen. Zusätzlich erleichtert ihre Verwen-dung die direkte Vergleichbarkeit bzw. die Herstellung eines Kontextes zwischen dieserArbeit und anderen deutschsprachigen und internationalen Publikationen.Beim ersten Auftreten des Begriffes im Text wird die deutsche Übersetzung parallel dazuangegeben. Eine Liste der internationalen Begriffe und ihrer deutschen Übersetzungen istin Anhang 5 zu finden.
Einleitung: Zielsetzung und Aufbau der Dissertation
2
1.1.2 Aufbau der Dissertation
Integrierender Entwicklungsansatz für MEMS-ProdukteAm Beispiel von mikromechanischen Schaltern wird die Entwicklung von neuen MEMS-Produkten(Micro-Electro-Mechanical-Systems) innerhalb der industriellen Halbleiterfertigung für Volumen-märkte (Großserien mit Stückzahlen im Millionenbereich) dargestellt.Dabei wird in Kapitel 1.2 und Kapitel 2.1 die Evolution von der wissenschaftlichen MST (Mikrosy-stemtechnik) -Forschung hin zu industriell fertigbaren Massenprodukten (Automotive, Communica-tion) aufgezeigt und auf die Anforderungen und Einschränkungen der industriellenHalbleiterfertigung bei der Entwicklung und Fertigung dieser Produkte eingegangen.
In Kapitel 2.2 wird gezeigt, wie wichtig der ganzheitliche Design- und Fertigungsprozess für denErfolg des Produktes ist und wie dieser Ansatz bereits vom Beginn der Entwicklungsarbeit verfolgtwerden muss. Hierbei werden die FE- und BE-Fertigung sowie das vollendende Packaging und derBauteil-Test berücksichtigt und aufeinander abgestimmt, so dass eine technische Realisierung beioptimaler Kostenstruktur erreicht werden kann.Obwohl z.B. das BE im Fertigungsfluss dem FE folgt, müssen bereits bei der Gestaltung des FE-Prozesses die BE-Aspekte berücksichtigt werden, um einen effizienten BE-Fertigungsfluss zuermöglichen. Notwendige Änderungen des Gesamt-Fertigungsprozesses müssen so früh wie möglichvorgenommen werden, um aufwendige und kostentreibende Design- und Konzeptänderungen zueinem späteren Zeitpunkt zu vermeiden.
Diesem Aspekt wurde bislang in der Arbeit an MEMS-Produkten zu wenig Beachtung geschenkt, davor allem die Forschung an den reinen MST-Strukturen im Vordergrund stand. Das Packaging derSysteme, welches erst den tatsächlichen Einsatz in der 'realen Welt' möglich macht, wurde lange Zeitvernachlässigt. Doch gerade dieser Bereich der Systementwicklung und -fertigung macht bis zu 80%der späteren Kosten aus und ist somit maßgeblich nicht nur für den technischen, sondern auch fürden wirtschaftlichen Erfolg des Produktes verantwortlich. Dieser Aspekt gewinnt nun zunehmend anBedeutung in der Forschung und Entwicklung von Mikrosystemen.
Mikroschalter-EntwicklungenDie Arbeiten für den VESIMA ’Safing Sensor’ (Beschleunigungssensorschalter) in GAT (Galvani-scher Additivtechnik) und die Alternativentwicklung in ASE (Advanced Silicon Etch) Technologiesowie schwerpunktmäßig die Entwicklung des RF-Switch in Poly-Si SMM (Surface Micromachi-ning) Technik werden in Kapitel 2.3 dargestellt. An diesen Beispielen wird demonstriert, wie unter-schiedliche Technologieansätze zu verschiedenen Problemen und Herausforderungen bei dertechnischen Realisierung des Produktes führen und letztlich in sehr verschiedenen Kostenstrukturenund Markt-Potentialen für das Endprodukt münden.
Entwicklung des ’RF-Switch’ als Mikroschalter für HochfrequenzanwendungenDie RF-Switch Konzeption und Entwicklung bildet zusammen mit dem Wafer-Level Packagungsowie dem Test und der Charakterisierung der ersten gefertigten Muster den wissenschaftlichenSchwerpunkt dieser Arbeit. Detailliert werden diese Themen in den Kapitel 3 und 4 behandelt.
Die entwickelten Hochfrequenz-Mikroschalter basieren auf einem elektrostatisch betriebenen Torsi-onselement aus Poly-Si, auf dem sich metallische Schaltkontakte befinden. Die Schalter werden miteinem kombinierten Halbleiter-Prozessfluss hergestellt. Er besteht aus der Poly-Si SMM (SurfaceMicromachining/ Oberflächen-Mikromechanik) Technik für die Herstellung einer mechanischenSchalterstruktur, die mittels der Galvanischen Additivtechnik (GAT) mit speziell metallisiertenKontakten zu einem vollwertigen elektrischen Schalter ergänzt wird. Das Schalterelement wird dann
Einleitung: Zielsetzung und Aufbau der Dissertation
3
mittels Waferlevel-Packaging geschützt, bevor dieses Bauteil abschließend in SMD (SurfaceMounted Device) Gehäusen montiert werden kann.
In Kapitel 3.1 und 3.2 wird zunächst auf MEMS in Kommunikationsanwendungen und die Mikro-schalter im speziellen eingegangen sowie ein Überblick zum Stand der Technik gegeben und derenAnalyse vorgenommen.
In Kapitel 3.3. wird auf Grundlage dieser Erkenntnisse das eigene Mikroschalterkonzept, basierendauf dem elektrostatisch ausgelenktem Torsionselement, eingehend vorgestellt.
Fertigungsprozess für den ’RF-Switch’Der für die Fertigung der neuartigen Mikroschalter gemäß dem ’Integrierenden Entwicklungsansatz’konzipierte Gesamtprozessfluss wird ab Kapitel 3.4 beschrieben.In den Kapitelabschnitten 3.5 bis 3.8 wird dabei auf die einzelnen Prozessstufen eingegangen und eswird in Kapitel 3.9 die zwischen den Stufen abgestimmte Einzelprozessentwicklung innerhalb dieserBlöcke betrachtet.
Das fertige MEMS-Produkt wird durch alle Fertigungsstufen (FE, BE, Packaging) maßgeblich intechnischer wie auch wirtschaftlicher Hinsicht geprägt, wobei ein optimales Entwicklungsergebniserst durch die Abstimmung aller Stufen aufeinander erreicht wird. Dies führt unweigerlich zuKompromissen bei den einzelnen Stufen, die jedoch letztlich den Erfolg des Produktes ermöglichen.Am Beispiel des hier entwickelten RF-Switch wird dies aufgezeigt. Damit wird die Bedeutung des’Integrierenden Entwicklungsansatzes’ bei der Konzeption zukünftiger industrieller MEMS-Produkte offensichtlich.
Sonderprozess-EntwicklungDie Technologie-Kompatibilität sowie die Integration des Fertigungsflusses in die Halbleiterferti-gung sind hierbei wichtige Faktoren. In Kapitel 3.10 wird dieser Aspekt anhand einer Sonderprozess-Entwicklung als Anti-Sticking-Maßnahme für mikromechanische Strukturen verdeutlicht. DieUntersuchungen dieser sog. SAMs (Self-Assembling Monolayers) ist ein weiterer wissenschaftlicherSchwerpunkt der Arbeit.
Waferlevel-Packaging von MikroschalternIn Kapitel 3.11 wird gezeigt, wie die im Rahmen dieser Arbeit angestrebte Optimierung des Wafer-level-Packaging vom beidseitig-strukturierten Si-Deckelwafer zu einseitig-strukturierten Glasdek-keln hinführt, die sehr viel einfacher und kostengünstiger zu fertigen sind, und letztlich in neuenAnsätzen, basierend auf Polymeren, vorläufig endet. Hierbei spielen auch die unterschiedlichenFertigungstechnologien (BMM, SMM, GAT) eine wichtige Rolle, da sie und das Packagingverfahrenzueinander passen müssen. Es wird auch auf die durchgeführte Entwicklung von geeigneten Lotver-bindungen mittels AuSn eingegangen.
Test und Charakterisierung der RF-Switch MusterIn Kapitel 4 wird anschließend an ersten Mustern die mechanische und elektrische Charakterisierungder in Kapitel 3 beschriebenen Mikroschalter durchgeführt. Hierbei wird zunächst die mechanischeFunktionalität der Schalterstruktur inklusive der Kontakte untersucht. Die Grundcharakterisierungdes RF-Switch erfolgt weiterhin anhand der Messungen der Ein- und Ausschaltzeiten und der Unter-suchung und Modellierung des Hochfrequenzsignal-Durchlassverhaltens für die zwei im Rahmen derArbeit entwickelten Schaltertypen.

Einleitung: Zielsetzung und Aufbau der Dissertation
4
Kostenstrukturen und Marktperspektiven von MEMS-ProduktenNachdem die technische Entwicklung der Mikroschalter in den Hauptkapiteln dieser Arbeit umfas-send dargestellt wurde, werden im Anhang 3 anhand einer abstrahierten Berechnungsweise für dieFertigungsproduktionskosten am Beispiel des RF-Switch auch die wirtschaftlichen Dimensionen derFertigungstechniken aufgezeigt.Ein kurzer Ausblick auf die aussichtsreichen Wachstumsperspektiven für MEMS-Produkte sowieinsbesondere die Betrachtung des Marktpotentials für die Hochfrequenz-Mikroschalter ist ebenfallsin Anhang 3 gegeben. Patentrechtliche Aspekte der RF-Switch Entwicklung werden zuvor inAnhang 2 betrachtet.
Einleitung: Einführung in die MEMS Entwicklung
5
1.2 Einführung in die MEMS Entwicklung
1.2.1 MEMS und potentielle Applikationsfelder
Die Mikrosystemtechnik (MST) ist ein noch relativ junger Forschungs- und Entwicklungszweig, derseit Anfang der 80er Jahre aus der damals bereits etablierten Mikroelektronik (ME) hervorgegangenist. Sie stellt eine Weiterentwicklung der ME dar, bei der sie sich der Technologien und Prozesse derME bedient. Dabei löst sie sich aus der 2-dimensionalen Beschränkung der ME hinaus und bean-sprucht auch die dritte Dimension für sich, wobei 3-D relativ zu sehen ist, handelt es sich doch in derRegel nur um wenige Mikrometer bis ca. einen Millimeter (1000 µm).
Durch die Erweiterung der ME-Technologien ist es gelungen, die großen Produktionsvorteile der MEzu nutzen:
• Es können sehr feine und kleinste Strukturen und Systeme erzeugt werden.• Durch die Prozessierung im sog. ’Batch’-Verfahren können gleichzeitig hun-
derte und tausende von Systemen bearbeitet werden.• Es kann eine sehr hohe Qualität und Produktionsausbeute bei dieser Fertigung
erreicht werden.• Umgelegt auf das einzelne System werden sehr günstige Herstellkosten reali-
siert.
Die Strukturen und Systeme der MST ermöglichen es, physikalische, chemische und biologischeGrößen in elektrische Signale umzuwandeln (engl.: ’transduce’ - Transducer/ Umwandler; ’Sensor’),so dass diese mit einer IC-Schaltung weiterverarbeitet werden können. Gleichfalls kann ein elektri-sches Signal auch in eine physikalische Größe zurücktransformiert werden und somit z.B. eineAktuation vorgenommen werden (’Aktuator’). Die MST stellt also der ME eine Schnittstelle zurphysikalisch realen Welt zur Verfügung.Dadurch eröffnet sich ein breites Spektrum von Anwendungsmöglichkeiten, sowohl für die Sensorikals auch die Aktuatorik.
Produkte auf Basis von MST (europäisch geprägter Begriff) bzw. MEMS (anglosächsischer Sprach-raum) finden bereits heute in vielen Industrien eine Verwendung:
• Automobiltechnik• Telekommunikation• Maschinen- und Anlagenbau• Konsum- und Haushaltsgüter• Medizintechnik und Pharma• Chemie- und Labortechnik• Agrar-, Umwelt- und Lebensmitteltechnik
1.2.2 MEMS in der Forschungslandschaft
Durch die Veröffentlichung der mechanischen Eigenschaften von Silizium durch Petersen in einemfrühen Grundlagenpapier wurde dieses Material nicht mehr nur als ideales Halbleitermaterial für dieIC Herstellung gesehen, sondern vielmehr auch als Ausgangsmaterial für die Fertigung von mikro-
Einleitung: Einführung in die MEMS Entwicklung
6
skopisch kleinen geometrischen Strukturen. Dadurch entwickelte sich ein ganzer Baukasten vonverschiedenen Strukturelementen wie z.B. Brücken, Membranen und Biegebalken ([HEU 91]). Diesewurden mit verschiedensten Techniken und Materialien realisiert (siehe Kapitel 2). Ein simplesBeispiel ist der in der linken Hälfte von Abb. 1.1 gezeigte Biegebalken aus Nickel, der in Galvani-scher Additivtechnik (GAT) hergestellt wurde ([ZAV 97]). Ein extremes Beispiel für ein sehrkomplexes Mikrosystem wird in der rechten Abbildung gezeigt. Hierbei handelt es sich um einenXY-Positioniertisch aus Poly-Si in SMM Technik. Im Zuge des aufwendigen Fertigungsverfahrensist die Tischplattform aus der Ebene hinaus mit Scharnieren in die Höhe gestellt worden ([WU 00]).
Abb. 1.1: MEMS-Beispiele: einfacher Biegebalken (NE-Univ.) links;komplexer XY-Mikropositioniertisch (UCLA) rechts
Hierbei zeigt sich das vielfältige Potential der MEMS Technologien. Gleichzeitig wird jedoch auchder teilweise verspielte bzw. von der Faszination des Kreierbaren getriebene Ansatz hinter diesenEntwicklungen deutlich. Viele Arbeiten erfolgten zunächst ohne konkreten Anwendungsfall. Erstspäter wurde das ’Problem’ (d.h. die Anwendungsmöglichkeit) zur bereits entwickelten ’Lösung’gefunden.
In vielen Fällen wurde im Rahmen des MST-Hervortretens ein verzerrtes Bild von den Schwer-punkten dieser Technologie gezeichnet. Das Stichwort ’Mikromechanik’ wurde dabei allzu wörtlichgenommen, obwohl die allermeisten MEMS nahezu unbewegliche Gebilde sind, die mit der feinenMikromechanik, wie sie häufig als Beispiel präsentiert wird (Abb. 1.2), wenig gemein haben.Dennoch hat sich in der breiten Öffentlichkeit gerade dieses spielerische Bild festgesetzt ([FZK 99,SPE 96]). Die konkrete Umsetzung der MST in nachgefragten Produkten ist daher die große Heraus-forderung an die angewandte Forschung und Industrie ([LAN 98]).
Einleitung: Einführung in die MEMS Entwicklung
7
Abb. 1.2: MEMS-Beispiel: Mikro-Gabelstapler mit LEGO-Stein (IMM)
1.2.3 MEMS in der Industrie
Nachdem die Möglichkeiten der MST sowie deren Bedeutung für praktische Anwendungen erkanntwurden, entstand das Interesse innerhalb der weitgefassten Halbleiterindustrie, produkttechnischeUmsetzungen der neuen Entwicklungen vorzunehmen.Nach teils langwieriger Produktentwicklungszeit sind einige sehr erfolgreiche MEMS-Produkte aufden Markt gekommen, wobei der Fokus speziell auf die hochvolumigen Anwendungspotentiale imBereich Automotive gelegt wurde. Die mittlerweile in fast jedem Fahrzeug befindlichen Airbagsy-steme bilden einen Schwerpunkt. Die Firmen Analog Devices, Motorola, Bosch und Siemens bzw.Infineon sind nur einige Anbieter von MEMS-Lösungen in diesem Bereich. Auch kleinere Hersteller,wie IC Sensors und SensoNor, konnten sich mit innovativen Angeboten erfolgreich etablieren.
Abb. 1.3: Airbag Control Unit Module mit Mikrosensoren (Siemens AT)
Einleitung: Einführung in die MEMS Entwicklung
8
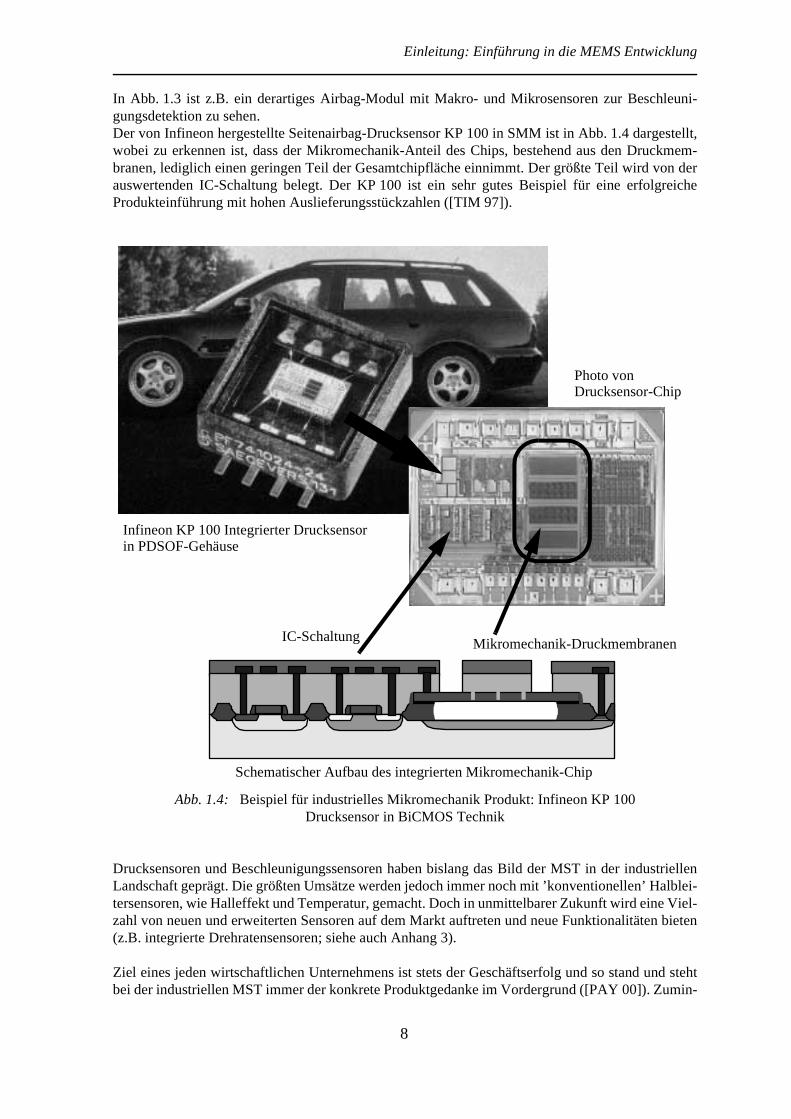
In Abb. 1.3 ist z.B. ein derartiges Airbag-Modul mit Makro- und Mikrosensoren zur Beschleuni-gungsdetektion zu sehen.Der von Infineon hergestellte Seitenairbag-Drucksensor KP 100 in SMM ist in Abb. 1.4 dargestellt,wobei zu erkennen ist, dass der Mikromechanik-Anteil des Chips, bestehend aus den Druckmem-branen, lediglich einen geringen Teil der Gesamtchipfläche einnimmt. Der größte Teil wird von derauswertenden IC-Schaltung belegt. Der KP 100 ist ein sehr gutes Beispiel für eine erfolgreicheProdukteinführung mit hohen Auslieferungsstückzahlen ([TIM 97]).
Abb. 1.4: Beispiel für industrielles Mikromechanik Produkt: Infineon KP 100Drucksensor in BiCMOS Technik
Drucksensoren und Beschleunigungssensoren haben bislang das Bild der MST in der industriellenLandschaft geprägt. Die größten Umsätze werden jedoch immer noch mit ’konventionellen’ Halblei-tersensoren, wie Halleffekt und Temperatur, gemacht. Doch in unmittelbarer Zukunft wird eine Viel-zahl von neuen und erweiterten Sensoren auf dem Markt auftreten und neue Funktionalitäten bieten(z.B. integrierte Drehratensensoren; siehe auch Anhang 3).
Ziel eines jeden wirtschaftlichen Unternehmens ist stets der Geschäftserfolg und so stand und stehtbei der industriellen MST immer der konkrete Produktgedanke im Vordergrund ([PAY 00]). Zumin-
Mikromechanik-DruckmembranenIC-Schaltung
Infineon KP 100 Integrierter Drucksensor
Schematischer Aufbau des integrierten Mikromechanik-Chip
in PDSOF-Gehäuse
Photo vonDrucksensor-Chip
Einleitung: Einführung in die MEMS Entwicklung
9
dest mittel- oder langfristig soll und muss mit den Entwicklungen ein Produktumsatz mit Profit gene-riert werden.Die reine Forschung auf Grundlagenbasis tritt angesichts dieser Forderung nach produktnahenEntwicklungen daher immer mehr in den Hintergrund, obwohl sie überhaupt erst die Vorausset-zungen dafür schafft.
1.2.4 MEMS Produkte und Services
Im Zuge der Kommerzialisierung und Industrialisierung der MST ist nicht nur eine Vielzahl vonMEMS Produkten entwickelt worden, es hat sich zudem ein veritabler MEMS Industriezweigentwickelt, der auf einem Spektrum verschiedener Anbieter basiert. Dazu gehören die Hochschulenund ihre Institute bzw. deren Betriebsgesellschaften, kommerzialisierte Institute und Forschungsein-richtungen sowie KMUs und Großkonzerne.
Somit stehen nicht nur die Produkte, sondern zunehmend auch die Services und Dienstleistungen zuihrer Herstellung allgemein zugänglich zur Verfügung.Über sogenannte Foundries (Auftragsfertigungen) kann z.B. auch ein KMU (Kleines und MittleresUnternehmen) auf die komplexen und teuren Fertigungsverfahren der MST zugreifen, ohne eigeneAnlagen anschaffen zu müssen, die schwer auszulasten wären und hohe Betriebskosten verursachenwürden.
Dies kann über direkte Aufträge oder auch über sogenannte ’Multi User Runs’ erfolgen, bei denensich mehrere Auftraggeber einen Prozessdurchlauf teilen, und die Kostenumlage somit noch vorteil-hafter für Klein-Anwender gestaltet ist. Diese Dienstleistungen (’Foundry Services’) werden z.B. vonBosch im Rahmen des europäisch koordinierten Europractise Programms angeboten. Aber auchInstitute wie das IMSAS bzw. deren Betriebsgesellschaften (z.B. Microfab Bremen) bieten einbreites Spektrum von MEMS Services an, angefangen von Einzelprozessierungen bis hin zukompletten System-Entwicklungen und vollständigen Prozessproduktionsdurchläufen.
Auch sind bereits zahlreiche Spin-Offs und Ausgründungen aus den Hochschulen hervorgegangen,die sich der markttechnischen Umsetzung ihrer Ideen und Erfindungen verschrieben haben. DieTechnologie- und Gründerparks der Unis sind hierbei eine produktive ’Brutstätte’ für Firmengrün-dungen.
Insgesamt kann dadurch eine starke Migration der angewandten Forschung in die Industrie gefördertwerden, und es kommt zu neuen Produktinnovationen in den oben beschriebenen Industriezweigen.Die gezielte Förderung dieser Maßnahmen durch staatliche Stellen, z.B. im Rahmen des BMBF-Förderprogramms ([BUN 00]), ist bereits sehr erfolgreich auch am Markt umgesetzt worden.

Einleitung: Einführung in die MEMS Entwicklung
10
11
KAPITEL 2 Industrielle F&E von MEMS Produkten
2.1 MEMS Technologien
Die Entwicklung der MST hat ein breites Spektrum an Technologien und Prozessen für die Realisie-rung von MEMS-Systemen hervorgebracht. Im folgenden werden die wesentlichen Technologienkurz vorgestellt, um die Begriffsdefinition zu verdeutlichen und mit Beispielen zu veranschaulichen.Für detailliertere Betrachtungen zu den einzelnen Technologien wird auf die jeweils aufgeführte Lite-ratur verwiesen.Auf diesen Technologien basierende Fertigungsprozesse und Einzelmodule standen für die prakti-sche Durchführung dieser Arbeit zur Verfügung. Schwerpunkt dabei sind besonders die BiCMOSSMM Fertigung sowie die GaAs SMM Fertigung. Ergänzt wurden diese Prozessblöcke um Prozesseder GAT sowie des BMM innerhalb der GaAs-Fertigung.
2.1.1 Bulk Micromachining (BMM) / Volumen Mikromechanik
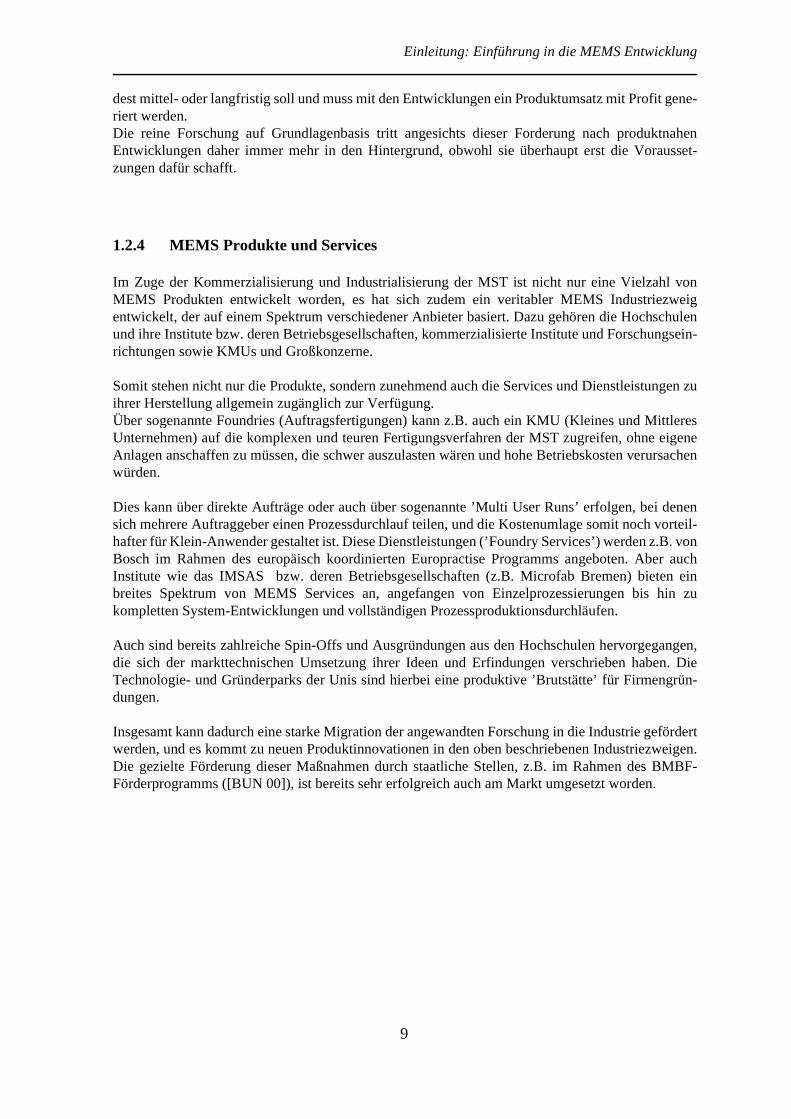
Die BMM Technik stellt den Ursprung der MST dar auf deren Basis frühere MEMS-Strukturenerzeugt wurden. Diese Strukturen, in Form von Biegebalken und Membranen, wurden in den erstenMEMS-Produkten wie z.B. Drucksensoren und Beschleunigungssensoren eingesetzt.Kernprozesse der BMM sind die isotropen und anisotropen Ätzverfahren zur Strukturierung des Sili-ziumsubstrats. Durch die Verwendung von Epi-Poly Schichten und weiteren Abscheidungen könneneine Vielzahl von funktionellen Strukturen erzeugt werden. Zusätzlich besteht die Möglichkeit derIntegration von elektronischen Komponenten ([HEU 91]).Dadurch ist es unter anderem gelungen, dem klassischen piezoresistiven Drucksensor aus den erstenMST-Entwicklungen zu einem vollintegrierten Drucksensorchip mit einer IC-Schaltung zu erwei-tern, so dass neue Funktionalitäten wie Abgleichverfahren realisiert werden konnten und eine neueProduktgeneration hervorgebracht wurde.Die BMM wird in zunehmendem Maße auch durch die Möglichkeiten der SMM sowie der SOI(Semiconductor on Insulator) ergänzt, so dass sich zusätzlich eine Vielzahl von neuen Optionen fürdie Systemgestaltung ergeben ([KOV 98]).In Abb. 2.1 ist ein Drucksensor in BMM als Photo und Schematik-Ansicht zu sehen. DerMembrandurchmesser beträgt ca. 800 µm bei einer Membrandicke von 20 µm. Zu beachten ist dieKonstruktion aus zwei miteinander gebondeten Chips, so dass ein stabiles jedoch relativ dickes Chip-system entsteht.
MEMS Technologien
12
Abb. 2.1: Beispiel für Drucksensor in BMM (Photo und Schematik) (Infineon)
2.1.2 Surface Micromachining (SMM) / Oberflächen Mikromechanik
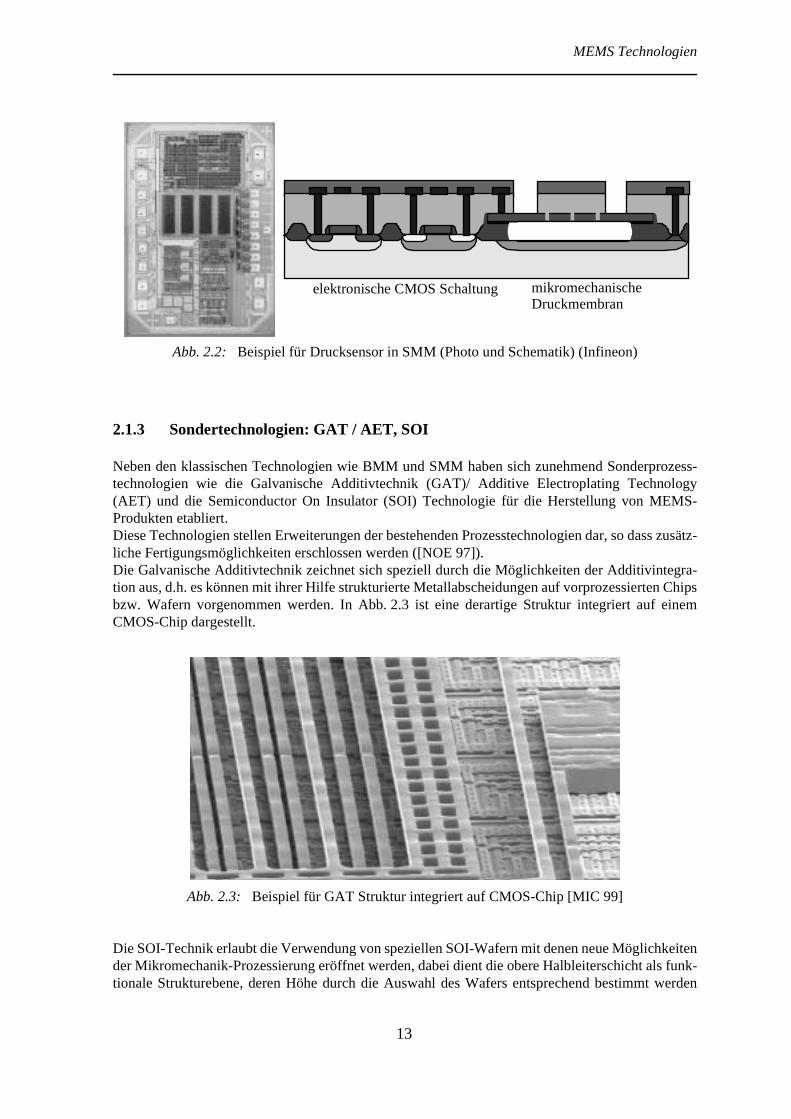
Die SMM ist direkt aus den Prozessmöglichkeiten der ME hervorgegangen und basiert vor allem aufder Abscheidung und Strukturierung von dünnen Schichten auf der Oberfläche des Wafersubstrats.Sie ist besonders für die monolithische Integration geeignet, da sowohl Mikromechanik als auchElektronik mit denselben Prozessen zur gleichen Zeit hergestellt werden können. Dies erfordertjedoch einige gegenseitige Berücksichtigungen im Gesamtprozess, z.B. im Bereich der Schicht-dicken bei Abscheidungen sowie der Implantationsstärke bei Dotierungen. Der Schichtstress ist einewichtige Größe bei der Herstellung von mikromechanischen Strukturen und bedarf besondererBeachtung bei der Fertigung ([KAP 00]).Die Technik erlaubt eine feine Strukturierung der Elemente und somit die Realisierung von sehrkleinen Strukturen mit Auflösungen im 1 µm Bereich. Dadurch können die Systeme höchste Integra-tionstiefen aufweisen und es entstehen kleinere Systeme als beim BMM ([ELB 98, BUS 98]).Ein Beispiel für ein derartiges System ist der in Abb. 2.2 gezeigte Drucksensor Chip. Er besteht auseinem Array von Druckmembranen, deren transformiertes Drucksignal von der monolithisch inte-grierten Schaltung weiterverarbeitet wird.
Träger-Chip
Plasmanitridund a-Si
Aluminium PadPassivierungPiezo-Widerstände(p Wanne)
System-Chip 20µm Epi Membran
MEMS Technologien
13
Abb. 2.2: Beispiel für Drucksensor in SMM (Photo und Schematik) (Infineon)
2.1.3 Sondertechnologien: GAT / AET, SOI
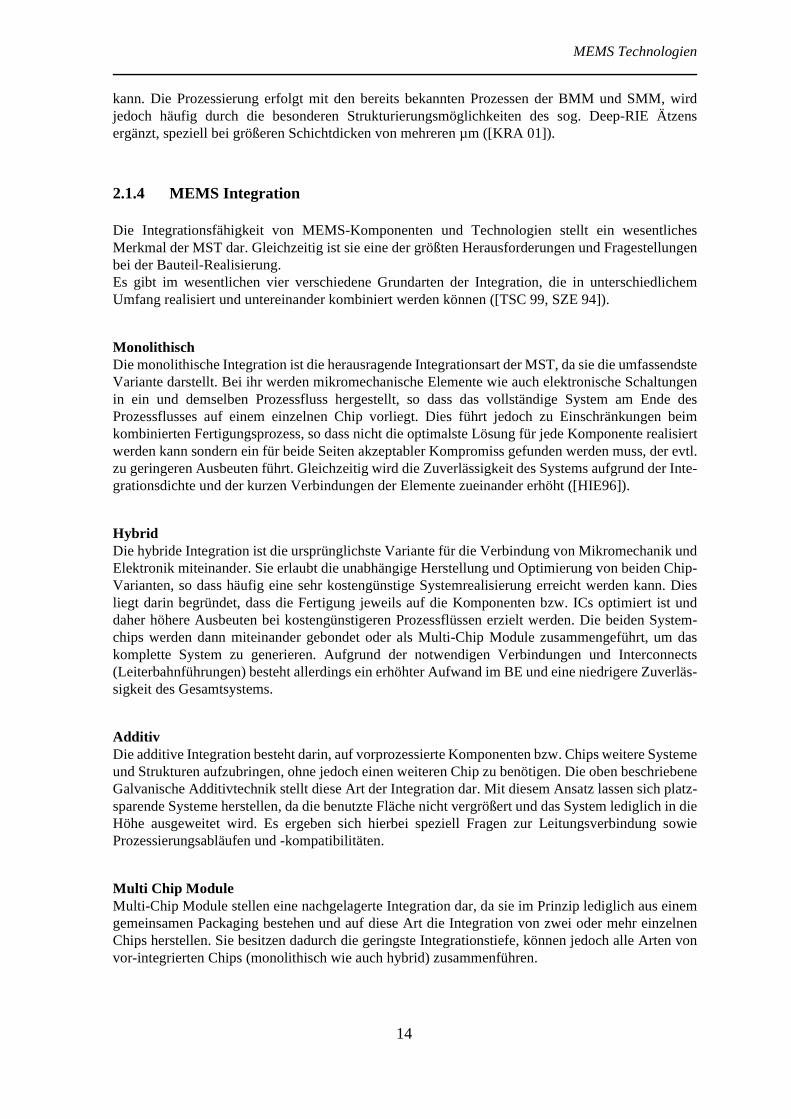
Neben den klassischen Technologien wie BMM und SMM haben sich zunehmend Sonderprozess-technologien wie die Galvanische Additivtechnik (GAT)/ Additive Electroplating Technology(AET) und die Semiconductor On Insulator (SOI) Technologie für die Herstellung von MEMS-Produkten etabliert.Diese Technologien stellen Erweiterungen der bestehenden Prozesstechnologien dar, so dass zusätz-liche Fertigungsmöglichkeiten erschlossen werden ([NOE 97]).Die Galvanische Additivtechnik zeichnet sich speziell durch die Möglichkeiten der Additivintegra-tion aus, d.h. es können mit ihrer Hilfe strukturierte Metallabscheidungen auf vorprozessierten Chipsbzw. Wafern vorgenommen werden. In Abb. 2.3 ist eine derartige Struktur integriert auf einemCMOS-Chip dargestellt.
Abb. 2.3: Beispiel für GAT Struktur integriert auf CMOS-Chip [MIC 99]
Die SOI-Technik erlaubt die Verwendung von speziellen SOI-Wafern mit denen neue Möglichkeitender Mikromechanik-Prozessierung eröffnet werden, dabei dient die obere Halbleiterschicht als funk-tionale Strukturebene, deren Höhe durch die Auswahl des Wafers entsprechend bestimmt werden
mikromechanischeDruckmembran
elektronische CMOS Schaltung
MEMS Technologien
14
kann. Die Prozessierung erfolgt mit den bereits bekannten Prozessen der BMM und SMM, wirdjedoch häufig durch die besonderen Strukturierungsmöglichkeiten des sog. Deep-RIE Ätzensergänzt, speziell bei größeren Schichtdicken von mehreren µm ([KRA 01]).
2.1.4 MEMS Integration
Die Integrationsfähigkeit von MEMS-Komponenten und Technologien stellt ein wesentlichesMerkmal der MST dar. Gleichzeitig ist sie eine der größten Herausforderungen und Fragestellungenbei der Bauteil-Realisierung.Es gibt im wesentlichen vier verschiedene Grundarten der Integration, die in unterschiedlichemUmfang realisiert und untereinander kombiniert werden können ([TSC 99, SZE 94]).
MonolithischDie monolithische Integration ist die herausragende Integrationsart der MST, da sie die umfassendsteVariante darstellt. Bei ihr werden mikromechanische Elemente wie auch elektronische Schaltungenin ein und demselben Prozessfluss hergestellt, so dass das vollständige System am Ende desProzessflusses auf einem einzelnen Chip vorliegt. Dies führt jedoch zu Einschränkungen beimkombinierten Fertigungsprozess, so dass nicht die optimalste Lösung für jede Komponente realisiertwerden kann sondern ein für beide Seiten akzeptabler Kompromiss gefunden werden muss, der evtl.zu geringeren Ausbeuten führt. Gleichzeitig wird die Zuverlässigkeit des Systems aufgrund der Inte-grationsdichte und der kurzen Verbindungen der Elemente zueinander erhöht ([HIE96]).
HybridDie hybride Integration ist die ursprünglichste Variante für die Verbindung von Mikromechanik undElektronik miteinander. Sie erlaubt die unabhängige Herstellung und Optimierung von beiden Chip-Varianten, so dass häufig eine sehr kostengünstige Systemrealisierung erreicht werden kann. Diesliegt darin begründet, dass die Fertigung jeweils auf die Komponenten bzw. ICs optimiert ist unddaher höhere Ausbeuten bei kostengünstigeren Prozessflüssen erzielt werden. Die beiden System-chips werden dann miteinander gebondet oder als Multi-Chip Module zusammengeführt, um daskomplette System zu generieren. Aufgrund der notwendigen Verbindungen und Interconnects(Leiterbahnführungen) besteht allerdings ein erhöhter Aufwand im BE und eine niedrigere Zuverläs-sigkeit des Gesamtsystems.
AdditivDie additive Integration besteht darin, auf vorprozessierte Komponenten bzw. Chips weitere Systemeund Strukturen aufzubringen, ohne jedoch einen weiteren Chip zu benötigen. Die oben beschriebeneGalvanische Additivtechnik stellt diese Art der Integration dar. Mit diesem Ansatz lassen sich platz-sparende Systeme herstellen, da die benutzte Fläche nicht vergrößert und das System lediglich in dieHöhe ausgeweitet wird. Es ergeben sich hierbei speziell Fragen zur Leitungsverbindung sowieProzessierungsabläufen und -kompatibilitäten.
Multi Chip ModuleMulti-Chip Module stellen eine nachgelagerte Integration dar, da sie im Prinzip lediglich aus einemgemeinsamen Packaging bestehen und auf diese Art die Integration von zwei oder mehr einzelnenChips herstellen. Sie besitzen dadurch die geringste Integrationstiefe, können jedoch alle Arten vonvor-integrierten Chips (monolithisch wie auch hybrid) zusammenführen.
MEMS Technologien
15
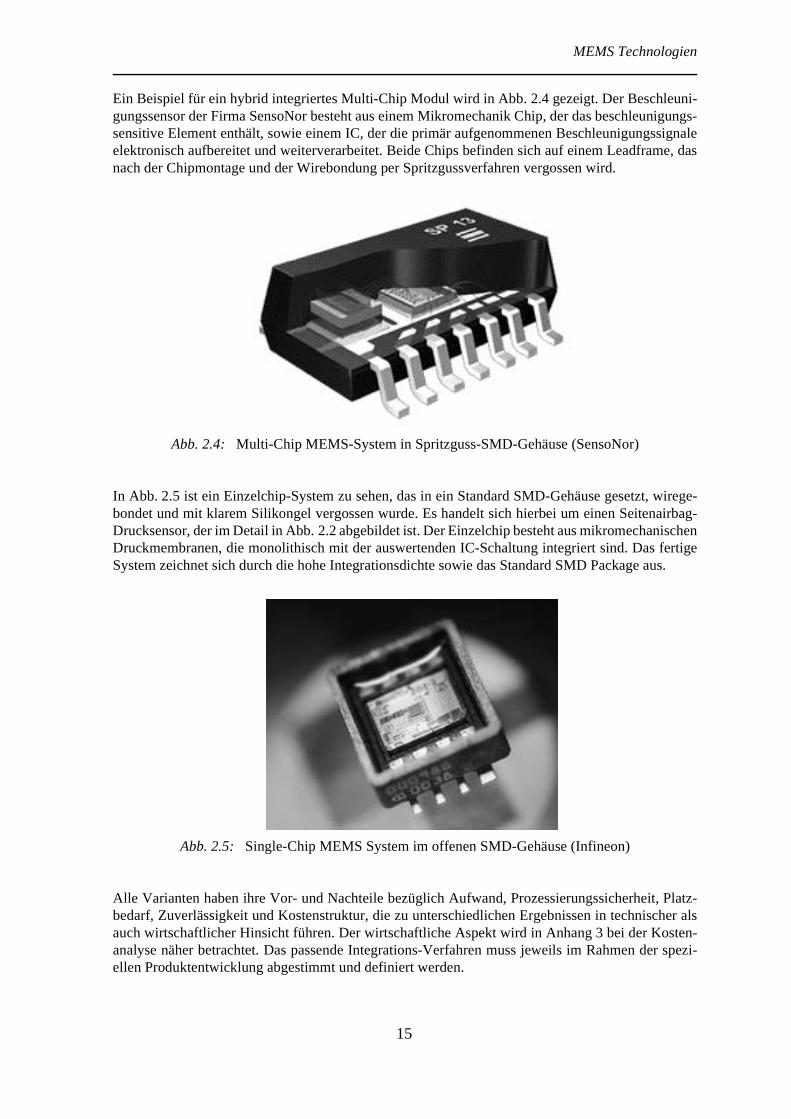
Ein Beispiel für ein hybrid integriertes Multi-Chip Modul wird in Abb. 2.4 gezeigt. Der Beschleuni-gungssensor der Firma SensoNor besteht aus einem Mikromechanik Chip, der das beschleunigungs-sensitive Element enthält, sowie einem IC, der die primär aufgenommenen Beschleunigungssignaleelektronisch aufbereitet und weiterverarbeitet. Beide Chips befinden sich auf einem Leadframe, dasnach der Chipmontage und der Wirebondung per Spritzgussverfahren vergossen wird.
Abb. 2.4: Multi-Chip MEMS-System in Spritzguss-SMD-Gehäuse (SensoNor)
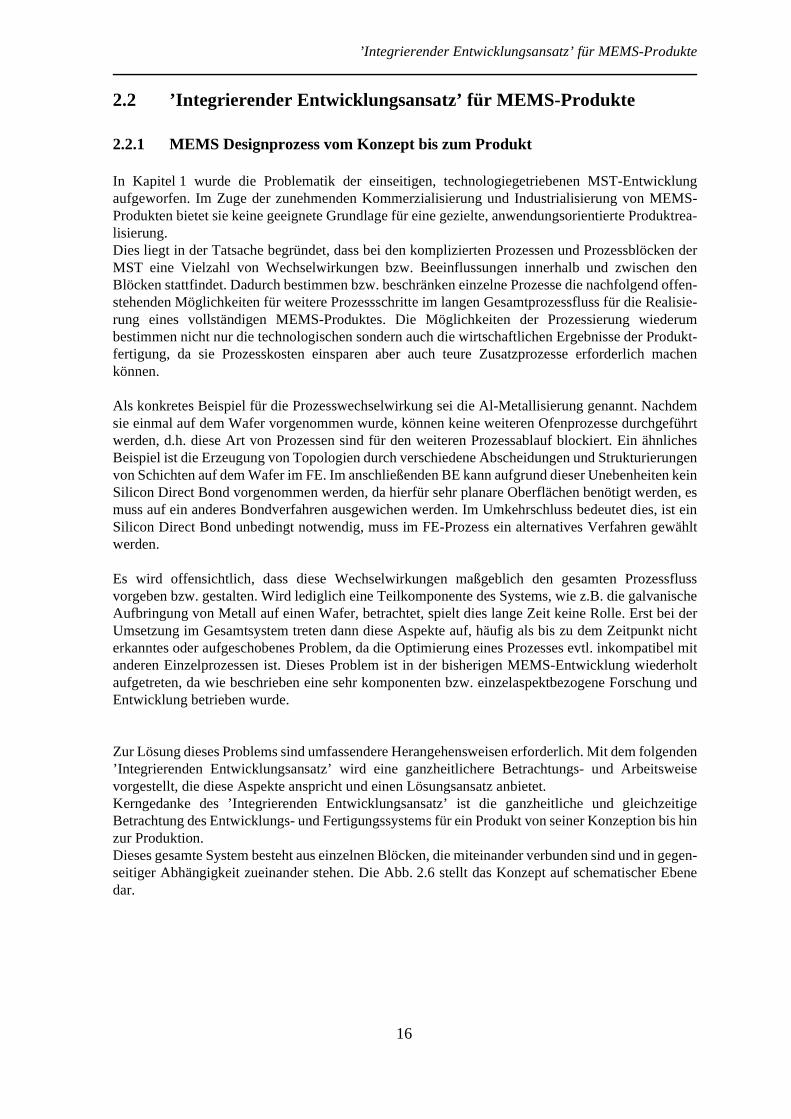
In Abb. 2.5 ist ein Einzelchip-System zu sehen, das in ein Standard SMD-Gehäuse gesetzt, wirege-bondet und mit klarem Silikongel vergossen wurde. Es handelt sich hierbei um einen Seitenairbag-Drucksensor, der im Detail in Abb. 2.2 abgebildet ist. Der Einzelchip besteht aus mikromechanischenDruckmembranen, die monolithisch mit der auswertenden IC-Schaltung integriert sind. Das fertigeSystem zeichnet sich durch die hohe Integrationsdichte sowie das Standard SMD Package aus.
Abb. 2.5: Single-Chip MEMS System im offenen SMD-Gehäuse (Infineon)
Alle Varianten haben ihre Vor- und Nachteile bezüglich Aufwand, Prozessierungssicherheit, Platz-bedarf, Zuverlässigkeit und Kostenstruktur, die zu unterschiedlichen Ergebnissen in technischer alsauch wirtschaftlicher Hinsicht führen. Der wirtschaftliche Aspekt wird in Anhang 3 bei der Kosten-analyse näher betrachtet. Das passende Integrations-Verfahren muss jeweils im Rahmen der spezi-ellen Produktentwicklung abgestimmt und definiert werden.
’Integrierender Entwicklungsansatz’ für MEMS-Produkte
16
2.2 ’Integrierender Entwicklungsansatz’ für MEMS-Produkte
2.2.1 MEMS Designprozess vom Konzept bis zum Produkt
In Kapitel 1 wurde die Problematik der einseitigen, technologiegetriebenen MST-Entwicklungaufgeworfen. Im Zuge der zunehmenden Kommerzialisierung und Industrialisierung von MEMS-Produkten bietet sie keine geeignete Grundlage für eine gezielte, anwendungsorientierte Produktrea-lisierung.Dies liegt in der Tatsache begründet, dass bei den komplizierten Prozessen und Prozessblöcken derMST eine Vielzahl von Wechselwirkungen bzw. Beeinflussungen innerhalb und zwischen denBlöcken stattfindet. Dadurch bestimmen bzw. beschränken einzelne Prozesse die nachfolgend offen-stehenden Möglichkeiten für weitere Prozessschritte im langen Gesamtprozessfluss für die Realisie-rung eines vollständigen MEMS-Produktes. Die Möglichkeiten der Prozessierung wiederumbestimmen nicht nur die technologischen sondern auch die wirtschaftlichen Ergebnisse der Produkt-fertigung, da sie Prozesskosten einsparen aber auch teure Zusatzprozesse erforderlich machenkönnen.
Als konkretes Beispiel für die Prozesswechselwirkung sei die Al-Metallisierung genannt. Nachdemsie einmal auf dem Wafer vorgenommen wurde, können keine weiteren Ofenprozesse durchgeführtwerden, d.h. diese Art von Prozessen sind für den weiteren Prozessablauf blockiert. Ein ähnlichesBeispiel ist die Erzeugung von Topologien durch verschiedene Abscheidungen und Strukturierungenvon Schichten auf dem Wafer im FE. Im anschließenden BE kann aufgrund dieser Unebenheiten keinSilicon Direct Bond vorgenommen werden, da hierfür sehr planare Oberflächen benötigt werden, esmuss auf ein anderes Bondverfahren ausgewichen werden. Im Umkehrschluss bedeutet dies, ist einSilicon Direct Bond unbedingt notwendig, muss im FE-Prozess ein alternatives Verfahren gewähltwerden.
Es wird offensichtlich, dass diese Wechselwirkungen maßgeblich den gesamten Prozessflussvorgeben bzw. gestalten. Wird lediglich eine Teilkomponente des Systems, wie z.B. die galvanischeAufbringung von Metall auf einen Wafer, betrachtet, spielt dies lange Zeit keine Rolle. Erst bei derUmsetzung im Gesamtsystem treten dann diese Aspekte auf, häufig als bis zu dem Zeitpunkt nichterkanntes oder aufgeschobenes Problem, da die Optimierung eines Prozesses evtl. inkompatibel mitanderen Einzelprozessen ist. Dieses Problem ist in der bisherigen MEMS-Entwicklung wiederholtaufgetreten, da wie beschrieben eine sehr komponenten bzw. einzelaspektbezogene Forschung undEntwicklung betrieben wurde.
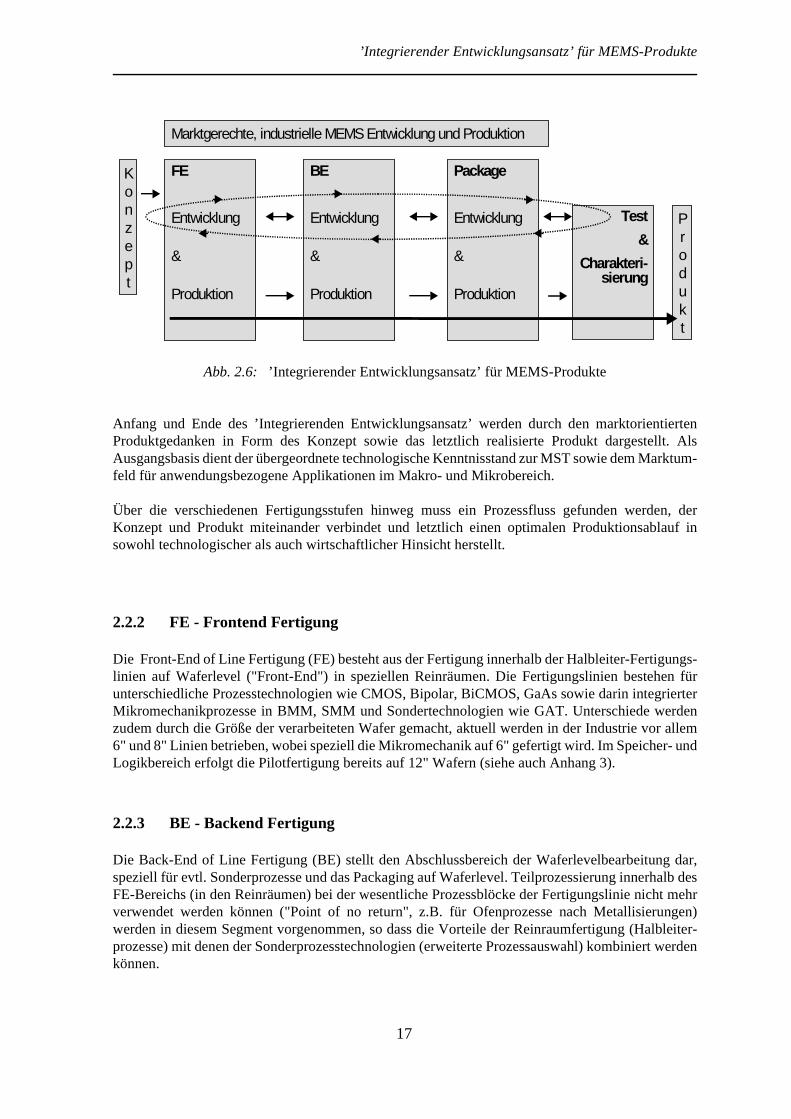
Zur Lösung dieses Problems sind umfassendere Herangehensweisen erforderlich. Mit dem folgenden’Integrierenden Entwicklungsansatz’ wird eine ganzheitlichere Betrachtungs- und Arbeitsweisevorgestellt, die diese Aspekte anspricht und einen Lösungsansatz anbietet.Kerngedanke des ’Integrierenden Entwicklungsansatz’ ist die ganzheitliche und gleichzeitigeBetrachtung des Entwicklungs- und Fertigungssystems für ein Produkt von seiner Konzeption bis hinzur Produktion.Dieses gesamte System besteht aus einzelnen Blöcken, die miteinander verbunden sind und in gegen-seitiger Abhängigkeit zueinander stehen. Die Abb. 2.6 stellt das Konzept auf schematischer Ebenedar.
’Integrierender Entwicklungsansatz’ für MEMS-Produkte
17
Abb. 2.6: ’Integrierender Entwicklungsansatz’ für MEMS-Produkte
Anfang und Ende des ’Integrierenden Entwicklungsansatz’ werden durch den marktorientiertenProduktgedanken in Form des Konzept sowie das letztlich realisierte Produkt dargestellt. AlsAusgangsbasis dient der übergeordnete technologische Kenntnisstand zur MST sowie dem Marktum-feld für anwendungsbezogene Applikationen im Makro- und Mikrobereich.
Über die verschiedenen Fertigungsstufen hinweg muss ein Prozessfluss gefunden werden, derKonzept und Produkt miteinander verbindet und letztlich einen optimalen Produktionsablauf insowohl technologischer als auch wirtschaftlicher Hinsicht herstellt.
2.2.2 FE - Frontend Fertigung
Die Front-End of Line Fertigung (FE) besteht aus der Fertigung innerhalb der Halbleiter-Fertigungs-linien auf Waferlevel ("Front-End") in speziellen Reinräumen. Die Fertigungslinien bestehen fürunterschiedliche Prozesstechnologien wie CMOS, Bipolar, BiCMOS, GaAs sowie darin integrierterMikromechanikprozesse in BMM, SMM und Sondertechnologien wie GAT. Unterschiede werdenzudem durch die Größe der verarbeiteten Wafer gemacht, aktuell werden in der Industrie vor allem6" und 8" Linien betrieben, wobei speziell die Mikromechanik auf 6" gefertigt wird. Im Speicher- undLogikbereich erfolgt die Pilotfertigung bereits auf 12" Wafern (siehe auch Anhang 3).
2.2.3 BE - Backend Fertigung
Die Back-End of Line Fertigung (BE) stellt den Abschlussbereich der Waferlevelbearbeitung dar,speziell für evtl. Sonderprozesse und das Packaging auf Waferlevel. Teilprozessierung innerhalb desFE-Bereichs (in den Reinräumen) bei der wesentliche Prozessblöcke der Fertigungslinie nicht mehrverwendet werden können ("Point of no return", z.B. für Ofenprozesse nach Metallisierungen)werden in diesem Segment vorgenommen, so dass die Vorteile der Reinraumfertigung (Halbleiter-prozesse) mit denen der Sonderprozesstechnologien (erweiterte Prozessauswahl) kombiniert werdenkönnen.
Test
&
Charakteri-sierung
Marktgerechte, industrielle MEMSEntwicklung und Produktion
Produkt
FE
Entwicklung
&
Produktion
BE
Entwicklung
&
Produktion
Package
Entwicklung
&
Produktion
Konzept

’Integrierender Entwicklungsansatz’ für MEMS-Produkte
18
2.2.4 Packaging und Gehäusung
Das Packaging ist das klassische "Back-End" für die Auflösung des Waferverbundes und die weitereBearbeitung der Chips auf Einzelbasis. Prozessblöcke für Chipvereinzelung, Pick-and-Place, Wire-bonden, sowie Gehäusung innerhalb von Reinraumzonen und Fertigungsstationen gehören in diesenProzessblock.
2.2.5 Test und Charakterisierung
Im Anschluss an die Fertigung erfolgt der Test und die Charakterisierung. Sie stellen die abschlie-ßenden Funktions- und Qualitätstests der fertigen Bauteile dar. Nach erfolgreichem Durchlaufwerden die Bauteile für den Versand bzw. die Weiterverarbeitung auf Systemebene bereitgestellt.
Bei jedem einzelnen der in diesen Blöcken enthaltenen Prozessschritte wird eine Evaluierung vorge-nommen in wie fern der Prozessschritt in das Zusammenspiel aller Prozesse passt, um am Ende einenmöglichst durchgängigen, einfachen und kostensparenden Fertigungsfluss zu ermöglichen. Diesbedeutet unter Umständen im FE auf bestimmte Prozesse zu verzichten bzw. aufwendigere Alterna-tiven zu wählen, um später z.B. im BE attraktivere und kostengünstigere Auswahlmöglichkeiten zuerhalten bzw. zu gestatten. Die Kostenaufteilung kann dadurch gezielt gesteuert werden, um den effi-zientesten Gesamtprozessfluss zu erreichen. Der direkteste Ablauf im einzelnen Block ist daher nichtimmer der vorteilhafteste Prozessfluss im Endeffekt und die optimale Prozesskette setzt sich erstdurch ein ständiges Vor- und Zurückschauen bei der Gesamtkonzeption für das Produkt und dessenFertigung zusammen. Diese Erkenntnis ist der Hauptgedanke des ’Integrierenden Entwicklungsan-satzes’.
Die Produktion stellt sich im Anschluss dieses ganzheitlichen Entwicklungsvorhabens naturgemäßals durchgängiger Fertigungsablauf über die einzelnen Prozessblöcke hinweg dar. Sie ist allerdingsein direktes Ergebnis dieser vorangegangenen vor- und rücklaufenden Prozessentwicklung.
Eine gründliche Marktbeobachtung und Kenntnis des Produktumfeldes ist vor, während und nach derProduktentwicklung von großer Bedeutung für den Erfolg der Produkteinführung. An dieser Stellewird sie für die weiteren wissenschaftlichen Arbeiten jedoch in den Hintergrund gestellt. ImAnhang 3 werden die Marktperspektiven sowie kostentechnische Aspekte der Produktentwicklungerneut aufgegriffen und vertiefend behandelt.Die Umsetzung des ’Integrierenden Entwicklungsansatz’ wird nachfolgend anhand der komplettenEntwicklung des RF-Switch Mikroschalters in den Kapiteln 3 und 4 dargestellt. Zudem werden inKapitel 3.10 und 3.11 Teilaspekte zur Entwicklung von Packagingverfahren und Sonderprozessengesondert beschrieben.
Mikroschalter-Entwicklungen mit verschiedenen Technologien
19
2.3 Mikroschalter-Entwicklungen mit verschiedenen Technologien
Die Thematik der Mikroschalter ist seit den Anfängen der MST auf das Interesse der Forschung undEntwicklung gestoßen. Auch diese Arbeit basiert in wesentlichen Teilen auf den Fragestellungen, diesich für die Mikroschalter-Entwicklung ergeben. Im Rahmen der hier durchgeführten Untersu-chungen wurde das Thema in unterschiedlichem Detail an drei verschiedenen Mikroschalter-Entwicklungen verfolgt:
• VESIMA Safing-SensorBeschleunigungsschalter in GAT für Automobilanwendungen
• ASE-SOI Safing SensorBeschleunigungsschalter in SOI für Automobilanwendungen
• RF-SwitchHochfrequenz-Schalter in SMM / GAT für Telekommunikationsanwendungen
Die Entwicklung VESIMA erfolgte im Rahmen eines BMBF-geförderten Entwicklungsvorhabens,das u.a. von Wycisk ([WYC 00]) und Michaelis (diese Arbeit, [MIC 99, MIC 00]) durchgeführtwurde. Die VESIMA Entwicklung setzt auf früheren Arbeiten von [NOE 97] und [TOE 99] auf.Der ASE-SOI Ansatz stellt eine Alternative zum GAT-Ansatz für einen Beschleunigungsschalter dar,mit dem technische Vorteile gegenüber dem GAT-Ansatz erreicht werden sollen. Er wird ausführlichvon Krampitz dargestellt ([KRA 01]).
Der RF-Switch ist der Schwerpunkt dieser Arbeit und stellt eine neuartige Konzeption und Fertigungvon Mikroschaltern für Kommunikationsanwendungen dar. Dabei handelt es sich hier, im Gegensatzzu den anderen beiden Mikroschaltern, um einen aktiv ansteuerbaren Schalter. Der HF-Schalter wirdausführlich in Kapitel 3 und 4 behandelt.
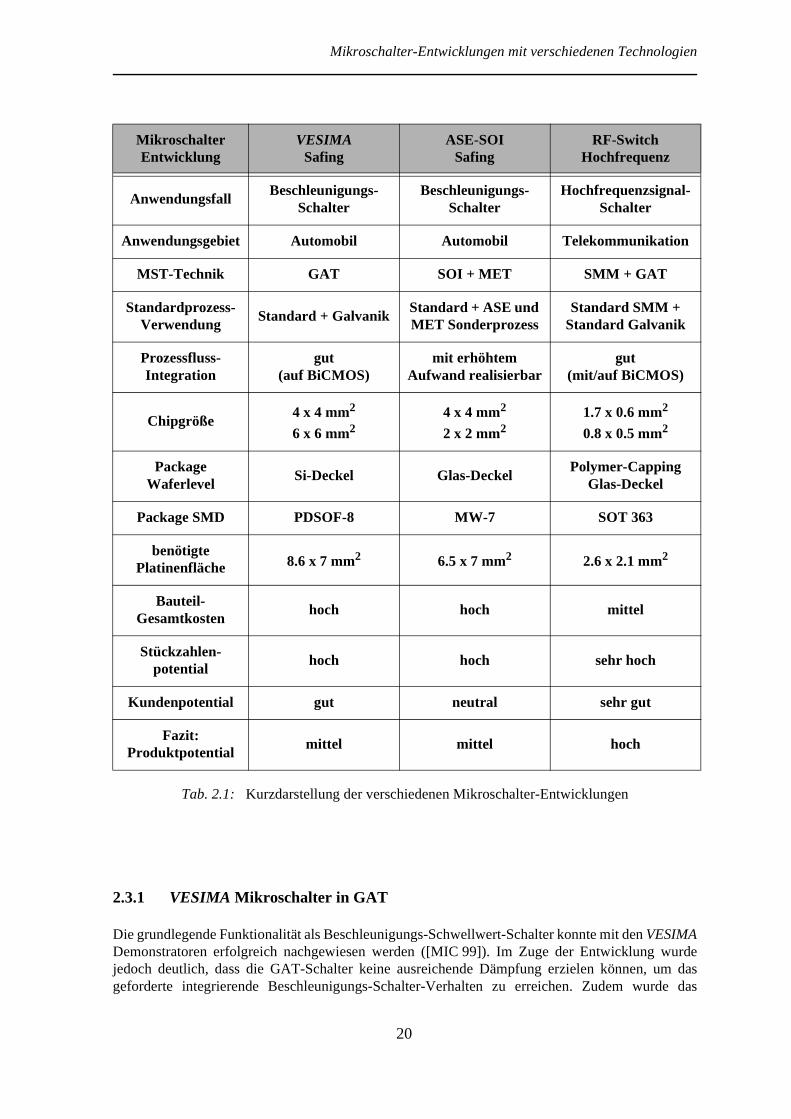
In der nachfolgenden Tabelle werden die wesentlichen technischen und wirtschaftlichen Aspekte derdrei Schaltertypen dargestellt. Daraus sowie aus der nachfolgenden Besprechung der einzelnenMikroschalter-Entwicklungen geht hervor, dass nur der in Kapitel 2.2 vorgestellte ’IntegrierendeEntwicklungsansatz’ zu einer erfolgsversprechenden Produktentwicklung führt.
Mikroschalter-Entwicklungen mit verschiedenen Technologien
20
Tab. 2.1: Kurzdarstellung der verschiedenen Mikroschalter-Entwicklungen
2.3.1 VESIMA Mikroschalter in GAT
Die grundlegende Funktionalität als Beschleunigungs-Schwellwert-Schalter konnte mit den VESIMADemonstratoren erfolgreich nachgewiesen werden ([MIC 99]). Im Zuge der Entwicklung wurdejedoch deutlich, dass die GAT-Schalter keine ausreichende Dämpfung erzielen können, um dasgeforderte integrierende Beschleunigungs-Schalter-Verhalten zu erreichen. Zudem wurde das
MikroschalterEntwicklung
VESIMASafing
ASE-SOISafing
RF-SwitchHochfrequenz
AnwendungsfallBeschleunigungs-
SchalterBeschleunigungs-
SchalterHochfrequenzsignal-
Schalter
Anwendungsgebiet Automobil Automobil Telekommunikation
MST-Technik GAT SOI + MET SMM + GAT
Standardprozess-Verwendung
Standard + GalvanikStandard + ASE undMET Sonderprozess
Standard SMM +Standard Galvanik
Prozessfluss-Integration
gut(auf BiCMOS)
mit erhöhtemAufwand realisierbar
gut(mit/auf BiCMOS)
Chipgröße4 x 4 mm2
6 x 6 mm24 x 4 mm2
2 x 2 mm21.7 x 0.6 mm2
0.8 x 0.5 mm2
PackageWaferlevel
Si-Deckel Glas-DeckelPolymer-Capping
Glas-Deckel
Package SMD PDSOF-8 MW-7 SOT 363
benötigtePlatinenfläche 8.6 x 7 mm2 6.5 x 7 mm2 2.6 x 2.1 mm2
Bauteil-Gesamtkosten
hoch hoch mittel
Stückzahlen-potential
hoch hoch sehr hoch
Kundenpotential gut neutral sehr gut
Fazit:Produktpotential
mittel mittel hoch
Mikroschalter-Entwicklungen mit verschiedenen Technologien
21
Problem der Langzeitstabilität der mechanischen Metallstrukturen offensichtlich. Das Weichlot-Bonden bei der Verdeckelung der Sensoren hat trotz der bereits sehr niedrigen Bondtemperaturenoffensichtlich eine stressinduzierende Wirkung auf die Schalterstrukturen und kann daher nicht beiGold-Galvaniken verwendet werden (bei Nickel-Strukturen hingegen schon) ([WYC 00]). Aufgrundder aufwendigen Si-Deckel-Konstruktion wird der Chip zu teuer und es wird ein sehr großes SMDGehäuse notwendig, das relativ viel Platz beansprucht und die Kosten erhöht.Insgesamt treten durch diese Fehlanpassung zwischen den einzelnen FE, BE und Package Stufengroße Schwierigkeiten auf, die eine erfolgreiche kommerzielle Umsetzung verhindern. Ursächlich istvor allem der stark von der Galvanikstruktur getriebene Systemansatz, der nicht von Anfang an dieweiteren Prozessblöcke bereits mit berücksichtigt hat.
2.3.2 Safing Sensor in ASE SOI
Vor allem aus der Erkenntnis heraus, dass der GAT-Schalter nicht die Funktionalität in Bezug auf dasintegrierende Beschleunigungs-Schalter-Verhalten erreicht, wurde der Ansatz des ASE-SOI SafingSensors vorangetrieben. Aufgrund der Verwendung des Bulk-Si werden hier bei den mechanischenStrukturen genügend hohe Dämpfungen erreicht, so dass dieser Fokuspunkt maßgeblich für dieweitere Entwicklung war.Dabei wurde der ’Integrierende Entwicklungsansatz’ umgangen und bei der initialen Konzeptionwenig Beachtung auf die FE Prozesse sowie das BE gelegt. Der ASE-SOI Prozess ist im Prinziprelativ kurz, doch dafür sehr komplex in der Durchführung. Die Grundkosten sind wegen des sehrteuren SOI Substratmaterials bereits zu Beginn relativ hoch.
Die Einbindung in den Fertigungsfluss ist schwierig bedingt durch die tiefe Ätzung ins Bulk. Durchdie daraus entstehenden Kavitäten und Topologien erschweren sich alle nachgelagertenProzessschritte. Speziell das Thema der Kontaktmetallisierung stellt die große Herausforderung fürdie Entwicklung dar. Zudem ist bei diesem Prozess noch kein wesentlicher ’Shrink’ (d.h. Chipdesi-gnverkleinerung) möglich, so dass Einsparpotentiale auf dieser Seite nicht realisiert werden können.Auf Packaging-Seite ist zwar eine günstigere Variante per Glasdeckelung möglich (bedingt auch mitPolymer-Capping), dennoch bleibt die Prozessierung insgesamt zu teuer und aufwendig für eine wirt-schaftliche Produktumsetzung.
2.3.3 RF-Switch in Poly-Si SMM mit GAT
Beim HF-Schalter wurde bewusst auf diese erwähnten Aspekte geachtet und ein Konzept entlang des’Integrierenden Entwicklungsansatzes’ verfolgt, das sich weitestgehend der Standardprozesse derFertigungslinie bedient und lediglich kleine Varianten im BE erfordert, wobei auch dieserProzessflussblock quasi-standardisiert ist. Aufgrund der Abstimmung der verwendeten Material-ebenen in FE und BE ist eine durchgängige Prozessierung ohne besondere Prozessbrüche durch-führbar.Dank der Layoutanordnung ist ebenfalls eine deutlich kleinere Chipgröße sowie entsprechend klei-neres Waferlevel-Packaging möglich, so dass die Chips in einem minimalen SMD-Gehäuse montiertwerden können. Damit werden günstige Herstellkosten erreicht und somit der Marktzugang erleich-tert.
Die HF-Schalter Entwicklung bietet eine gute Möglichkeit, den ’Integrierenden Entwicklungsansatz’durchzuführen, um alle relevanten technischen wie auch wirtschaftlichen Aspekte möglichst optimal

Mikroschalter-Entwicklungen mit verschiedenen Technologien
22
in die Grundkonzeption mit einzubeziehen. Die RF-Switch Entwicklung und das erzielte Ergebniswerden im folgenden ausführlich in den Kapiteln 3 und 4 vorgestellt.
Das Packaging ist ein wesentlicher Prozessblock für MEMS und stellt speziell für Mikroschalter eineHerausforderung dar. Da dieses Thema auch für den RF-Switch von großer Relevanz ist, werden dieArbeiten für ein optimales Packaging der Schalter auf Waferlevel als Teil der RF-Switch Entwick-lung in Kapitel 3.11 detaillierter vorgestellt.
23
KAPITEL 3 Entwicklung des RF-Switch
3.1 MEMS in Kommunikationsanwendungen
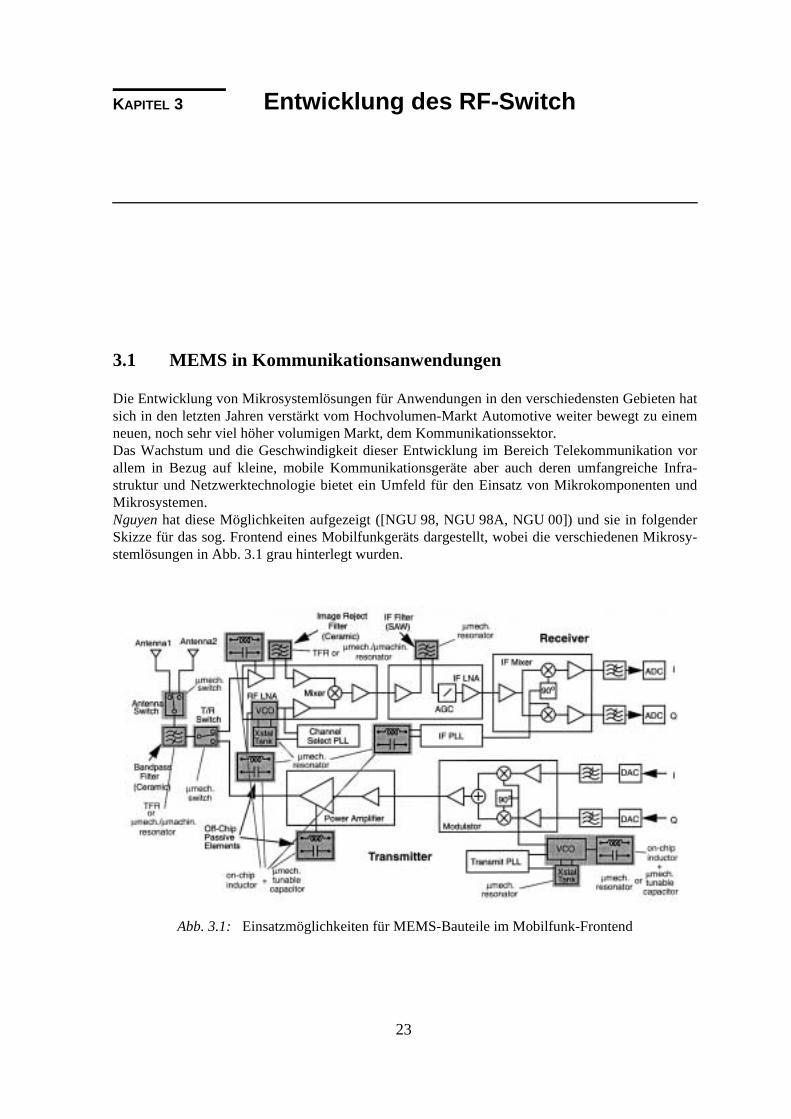
Die Entwicklung von Mikrosystemlösungen für Anwendungen in den verschiedensten Gebieten hatsich in den letzten Jahren verstärkt vom Hochvolumen-Markt Automotive weiter bewegt zu einemneuen, noch sehr viel höher volumigen Markt, dem Kommunikationssektor.Das Wachstum und die Geschwindigkeit dieser Entwicklung im Bereich Telekommunikation vorallem in Bezug auf kleine, mobile Kommunikationsgeräte aber auch deren umfangreiche Infra-struktur und Netzwerktechnologie bietet ein Umfeld für den Einsatz von Mikrokomponenten undMikrosystemen.Nguyen hat diese Möglichkeiten aufgezeigt ([NGU 98, NGU 98A, NGU 00]) und sie in folgenderSkizze für das sog. Frontend eines Mobilfunkgeräts dargestellt, wobei die verschiedenen Mikrosy-stemlösungen in Abb. 3.1 grau hinterlegt wurden.
Abb. 3.1: Einsatzmöglichkeiten für MEMS-Bauteile im Mobilfunk-Frontend
Entwicklung des RF-Switch: MEMS in Kommunikationsanwendungen
24
Wie zu sehen ist, bestehen Austauschlösungen bzw. Einsatzmöglichkeiten für Komponenten wiez.B.:
• Kapazitäten• Einstellbare Kapazitäten (’VariCaps’)• Resonatoren, VCOs (Voltage Controlled Oscillators/ spannungskontrollierte
Oszillatoren)• Induktivitäten• Filter, Bandpässe• SAWs (Surface Acoustic Wavefilter/ Oberflächenwellen Filter)• Passive Elemente
und• Mikroschalter / Switches
Es existiert eine große Anzahl von Veröffentlichungen über die verschiedenen Bauelemente undderen Einsatzmöglichkeiten, und besonders Forschungsgruppen in den USA haben bereits intensivan Anwendungen im RF-Bereich geforscht. Es wird an dieser Stelle auf die umfangreiche Literatur-liste im Anhang verwiesen, von der speziell die Veröffentlichungen von [WEI 00, IZA 99, KAT 98A,BRO 98, AIG 00, BRO 99, CHI 99, HAR 00, SMI 97, WU 00] hervorgehoben werden sollen.Da das Themenspektrum so umfangreich wie in keinem anderen Gebiet ist, haben sich verschiedeneGruppen auf spezielle Themen wie z.B. Filter, VCOs, Switches, etc. konzentriert. Beispiele dafürfinden sich u.a. in [WEE 99, YOU 00, LUB 99, NGU 98A, KAT 00, LIU 98, NGU 99A, LAR 99].
Veröffentlichungen zum Thema von Mikroschaltern für Kommunikationsanwendungen tretenvermehrt in den Vordergrund. Beispiele sind in Amerika durch [MUL 00, KAT 98, MAJ 97A,PAC 00, SAN 97, SCH 00, MEH 99, MCG 98] und in Europa durch [GRE 97, GRE 99, HIL 99,TIL 98, SCH 99A, ROT 99, TIL 99, ATT 98] vorhanden.Siemens/ Infineon sind mit der hier vorgestellten Arbeit ([MIC 00A]) bzw. einer anderen Entwick-lung im Bereich EC (nunmehr TYCO) unter Schlaak ([SCH 98B]) vertreten. Interessante Ergebnissesind im asiatischen Raum u.a. von [HIR 00, KAW 96, SAK 99, CHA 99, SHE 99, UDA 96, ZOU 99]vorgestellt worden. Auf die verschiedenen Aktivitäten und Ergebnisse dieser Gruppen wird in Kürzegenauer eingegangen.
Wie u.a. der Abb. 3.1 zu entnehmen ist, bietet sich der Einsatz von RF-Switches speziell in folgendenBereichen an:
• Antennen-Schalter für die Auswahl unterschiedlicher Antennen, z.B. Wahl zwi-schen Antenne für D-Netz oder E-Netz in GSM-Mobilfunkgeräten
• Rx/Tx-Switch für das Hin- und Herschalten zwischen dem Empfänger/ReceiverZweig und dem Sender/Transmitter Zweig im Mobilfunkgerät-Frontend
• Schalter für Verstärkungsstufen, z.B. bei LNAs (Low Noise Amplifiers, rausch-arme Verstärker)
• Schalter für Filterbänke, um Signale sehr frequenz-selektiv verarbeiten zu kön-nen
• Schalter für die Frequenzeinstellung von Resonatoren• Shunts bei Mikrowellen-Stripleitungen• Antennenselektion für Hochfrequenz-Systeme, wie Radar und Ka-Band Appli-
kationen
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
25
Die letzten Anwendungen zielen dabei eher auf Höchstfrequenz-Applikationen (40 GHz und mehr)ab und nicht so sehr auf allgemeine Mobilfunkanwendungen (Bereich bis 2,4 GHz). Sie werden daherhier nicht weiter erläutert und verfolgt.
3.2 RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
Die ersten Beispiele der Liste sind hingegen ideal geeignet, um in Systemen für GSM-, CDMA-,DECT-Telefone und in Zukunft vor allem in den neuen UMTS-Geräten zum Einsatz zu kommen.Der Rx/Tx-Switch empfiehlt sich dabei für die RF-Switch-Entwicklung und wird als Basis für diehier vorgestellten Arbeiten herangezogen. Auf seine technischen Details bzw. Anforderungen wirdim nachfolgenden Kapitel 3.3 zum Thema "Technische Spezifikation" eingegangen.
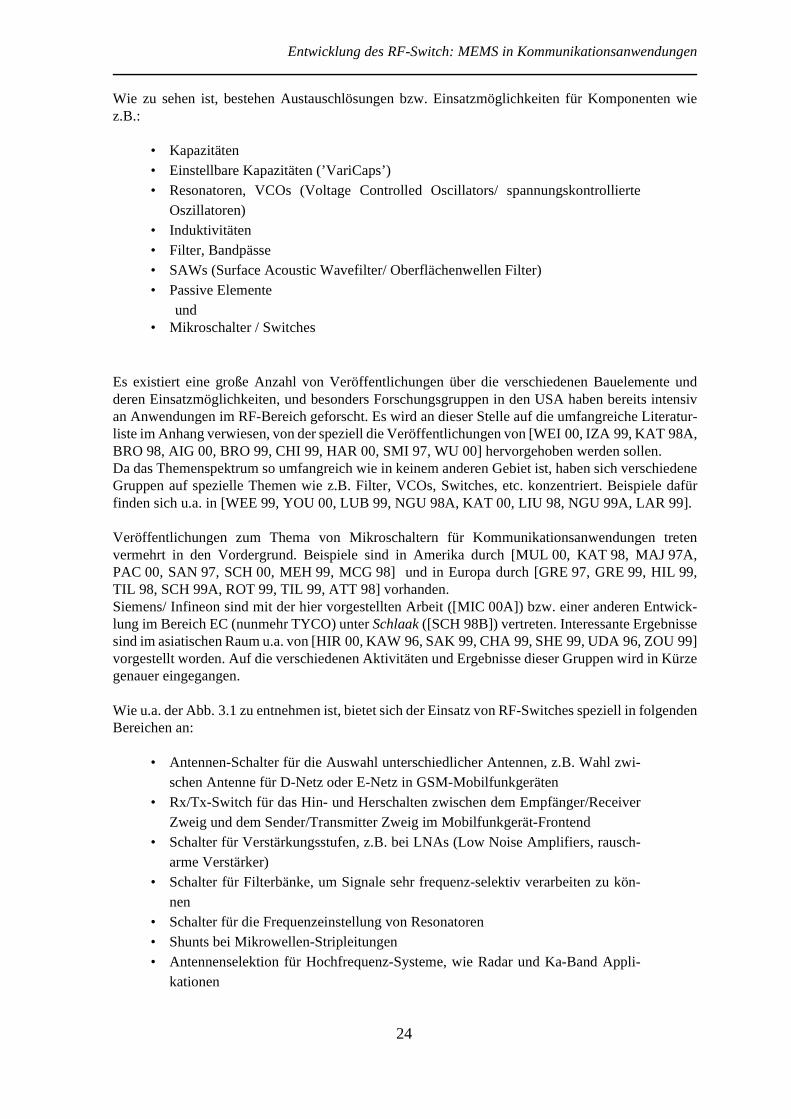
Die Funktion der Rx/Tx-Zweig Schaltung wird in den derzeit auf dem Markt befindlichen Gerätendurch Transistoren bzw. meistens PIN-Dioden Stufen erfüllt. Abb. 3.2 zeigt einen Rx/Tx-Switch aufBasis von PIN-Dioden.
Abb. 3.2: SPDT Switch mit PIN-Dioden : Schaltungsbild und Photo(Chipgröße: 2,5 mm x 1,0 mm) [YAO 00]
Die in der Literatur (u.a. [FRA 97]) am häufigsten genannten Vorzüge der mikromechanischen Hoch-frequenzschalter gegenüber konventionellen Halbleiterlösungen lauten:
• Es handelt sich um nahezu ideale elektrische Schalter• mit einer niedrigen Durchlass-Dämpfung (‚insertion loss’) im eingeschalteten
Zustand (‚on-state') (Zielwert: 0,1 dB)• und einer hohen Sperr-Dämpfung (‚isolation’) im ausgeschalteten Zustand (‚off-
state’) (Zielwert: 50 dB)• Daraus ergibt sich ein sehr hohes Impedanz-Verhältnis zwischen Ein-/ Aus-
Zustand,• ein niederohmiger Metall-Metall-Kontakt beim Schalten, und• niedriger Leistungsverbrauch durch niedrige Schaltleistung und geringere Ver-
lustleistung
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
26
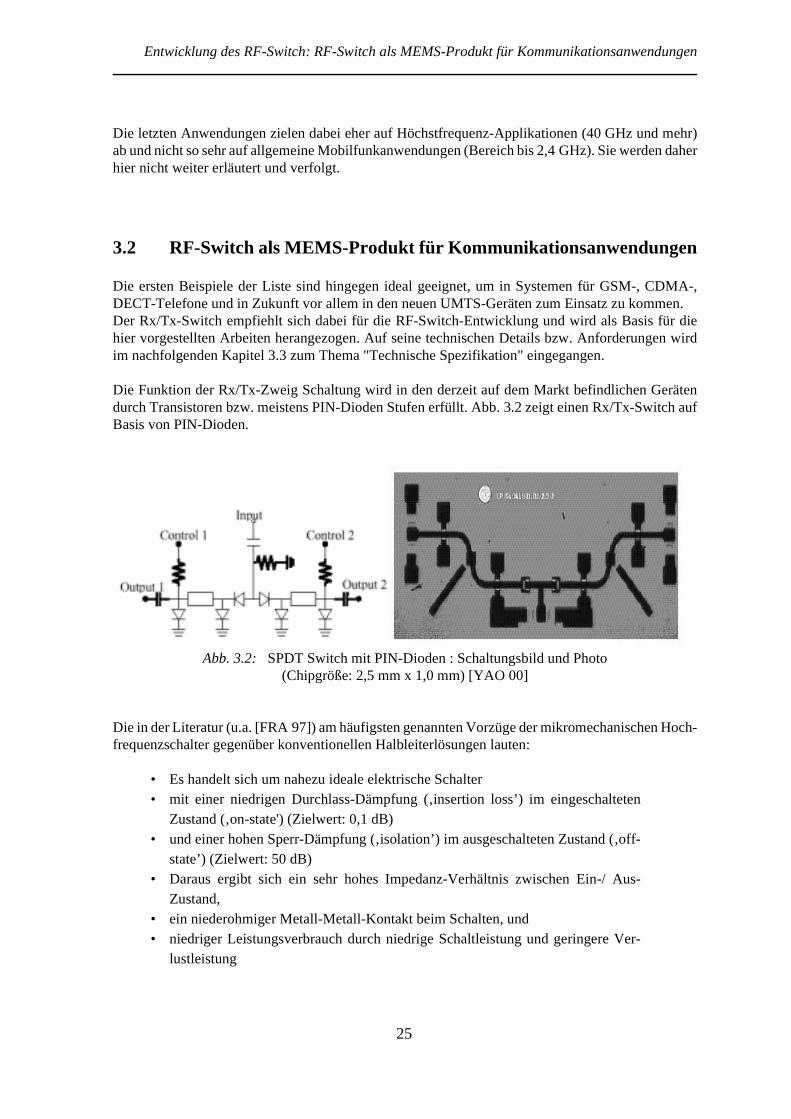
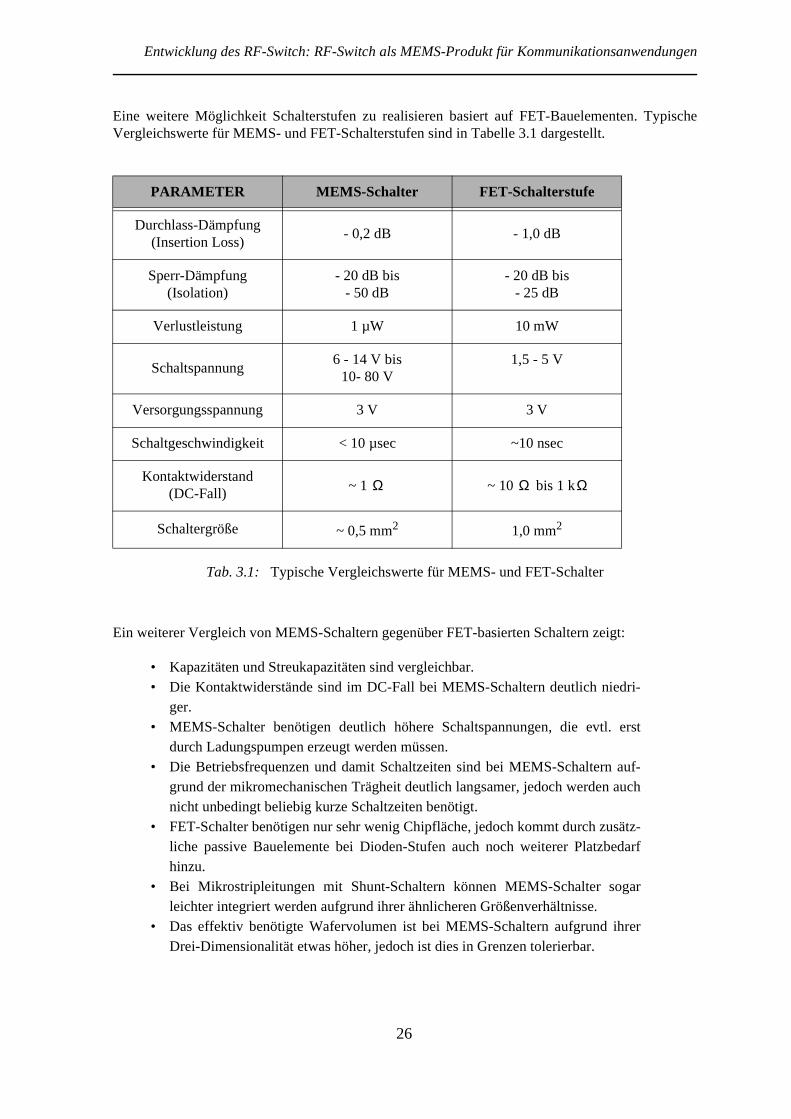
Eine weitere Möglichkeit Schalterstufen zu realisieren basiert auf FET-Bauelementen. TypischeVergleichswerte für MEMS- und FET-Schalterstufen sind in Tabelle 3.1 dargestellt.
Tab. 3.1: Typische Vergleichswerte für MEMS- und FET-Schalter
Ein weiterer Vergleich von MEMS-Schaltern gegenüber FET-basierten Schaltern zeigt:
• Kapazitäten und Streukapazitäten sind vergleichbar.• Die Kontaktwiderstände sind im DC-Fall bei MEMS-Schaltern deutlich niedri-
ger.• MEMS-Schalter benötigen deutlich höhere Schaltspannungen, die evtl. erst
durch Ladungspumpen erzeugt werden müssen.• Die Betriebsfrequenzen und damit Schaltzeiten sind bei MEMS-Schaltern auf-
grund der mikromechanischen Trägheit deutlich langsamer, jedoch werden auchnicht unbedingt beliebig kurze Schaltzeiten benötigt.
• FET-Schalter benötigen nur sehr wenig Chipfläche, jedoch kommt durch zusätz-liche passive Bauelemente bei Dioden-Stufen auch noch weiterer Platzbedarfhinzu.
• Bei Mikrostripleitungen mit Shunt-Schaltern können MEMS-Schalter sogarleichter integriert werden aufgrund ihrer ähnlicheren Größenverhältnisse.
• Das effektiv benötigte Wafervolumen ist bei MEMS-Schaltern aufgrund ihrerDrei-Dimensionalität etwas höher, jedoch ist dies in Grenzen tolerierbar.
PARAMETER MEMS-Schalter FET-Schalterstufe
Durchlass-Dämpfung(Insertion Loss)
- 0,2 dB - 1,0 dB
Sperr-Dämpfung(Isolation)
- 20 dB bis- 50 dB
- 20 dB bis- 25 dB
Verlustleistung 1 µW 10 mW
Schaltspannung6 - 14 V bis
10- 80 V1,5 - 5 V
Versorgungsspannung 3 V 3 V
Schaltgeschwindigkeit < 10 µsec ~10 nsec
Kontaktwiderstand(DC-Fall) ~ 1 ~ 10 bis 1 k
Schaltergröße ~ 0,5 mm2 1,0 mm2
Ω Ω Ω
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
27
Die ausgeführten technischen Diskussionen zeigen, dass MEMS-Schalter gegenüber PIN-Dioden-bzw. FET-Schalterstufen Vorteile besitzen, die im Anwendungsbereich der Telekommunikationinsbesondere in der geringeren Verlustleistung sowie der geringeren Durchlass-Dämpfung liegen.Diese Parameter ermöglichen lange Betriebszeiten bei hoher Funktionsqualität und Leistungsfähig-keit des Telefons und sind somit erstrebenswert. Die Verfolgung einer MEMS-Schalter Realisierungist damit sinnvoll.
Insbesondere wenn es möglich ist, den Produktionsablauf für MEMS-Schalter in einen BiCMOS-Prozess derart einzubinden, dass eine Integration mit anderen Bauelementen aus dem Mobilfunk-gerät-Frontend vorgenommen werden kann, bieten sich mikromechanische Schalter an. Denkbar istdabei z.B. die Kombination von rauscharmen Operationsverstärkern (LNAs) mit den Mikroschaltern,wobei diese auf die fertig prozessierten LNAs aufgesetzt werden und somit sogar ohne weitereFlächenverluste realisiert werden können. Im Rahmen dieser Arbeit wird an der technischen Reali-sierung eines diskreten Schalters gearbeitet, da die vollständige Integration nur unter umfangreicherMitarbeit der gesamten Produkt- und Prozessentwicklung-Kapazitäten in der Halbleiter-Fertigungmöglich ist.
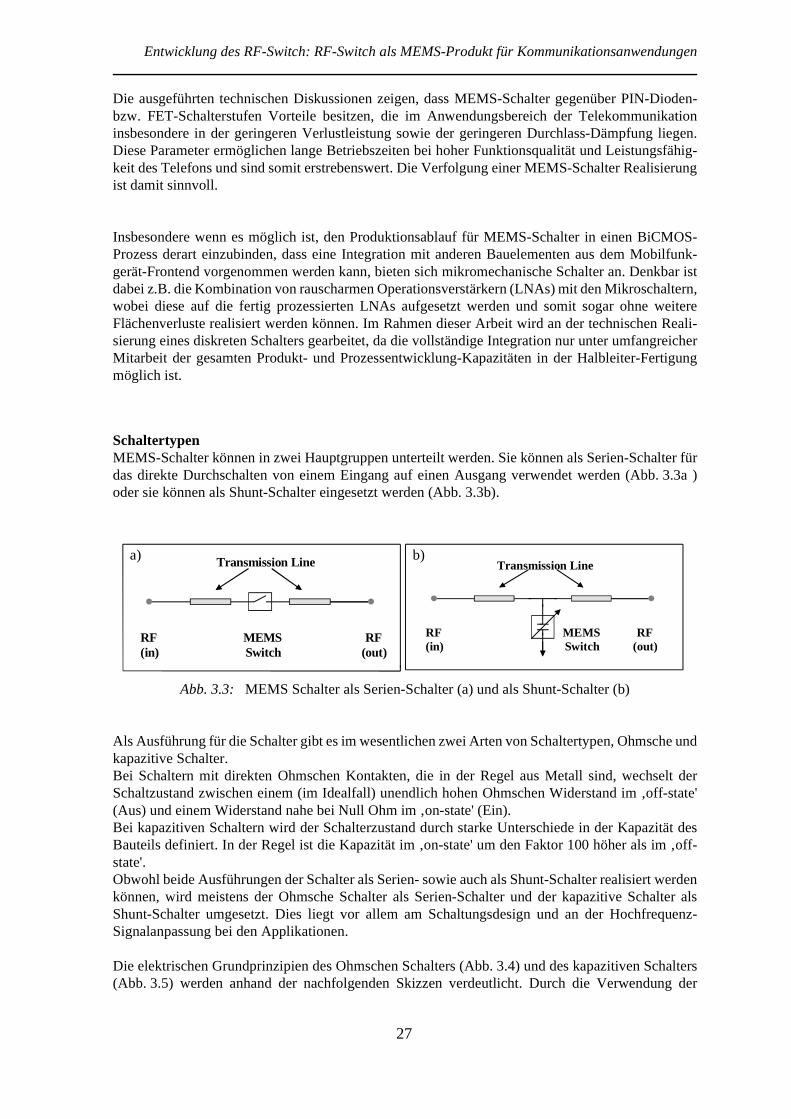
SchaltertypenMEMS-Schalter können in zwei Hauptgruppen unterteilt werden. Sie können als Serien-Schalter fürdas direkte Durchschalten von einem Eingang auf einen Ausgang verwendet werden (Abb. 3.3a )oder sie können als Shunt-Schalter eingesetzt werden (Abb. 3.3b).
Abb. 3.3: MEMS Schalter als Serien-Schalter (a) und als Shunt-Schalter (b)
Als Ausführung für die Schalter gibt es im wesentlichen zwei Arten von Schaltertypen, Ohmsche undkapazitive Schalter.Bei Schaltern mit direkten Ohmschen Kontakten, die in der Regel aus Metall sind, wechselt derSchaltzustand zwischen einem (im Idealfall) unendlich hohen Ohmschen Widerstand im ‚off-state'(Aus) und einem Widerstand nahe bei Null Ohm im ‚on-state' (Ein).Bei kapazitiven Schaltern wird der Schalterzustand durch starke Unterschiede in der Kapazität desBauteils definiert. In der Regel ist die Kapazität im ‚on-state' um den Faktor 100 höher als im ‚off-state'.Obwohl beide Ausführungen der Schalter als Serien- sowie auch als Shunt-Schalter realisiert werdenkönnen, wird meistens der Ohmsche Schalter als Serien-Schalter und der kapazitive Schalter alsShunt-Schalter umgesetzt. Dies liegt vor allem am Schaltungsdesign und an der Hochfrequenz-Signalanpassung bei den Applikationen.
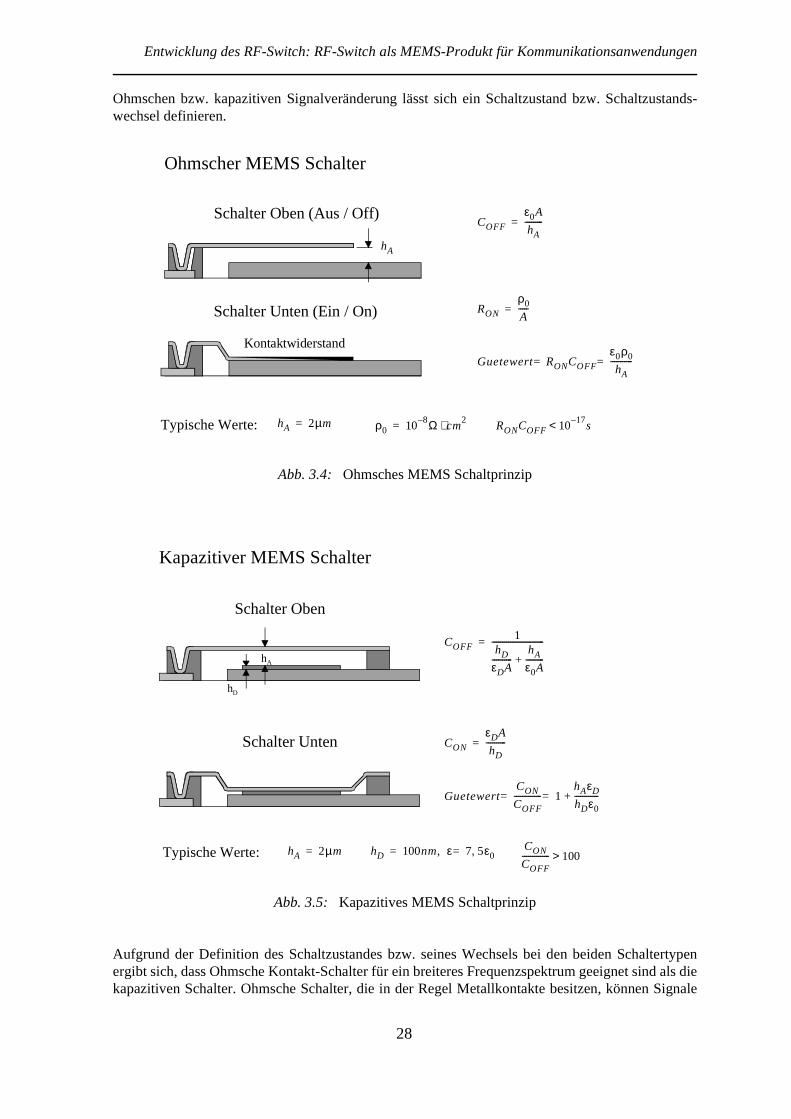
Die elektrischen Grundprinzipien des Ohmschen Schalters (Abb. 3.4) und des kapazitiven Schalters(Abb. 3.5) werden anhand der nachfolgenden Skizzen verdeutlicht. Durch die Verwendung der
RF MEMS RF(in) Switch (out)
Transmission Line
RF MEMS RF(in) Switch (out)
Transmission Line b)a)
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
28
Ohmschen bzw. kapazitiven Signalveränderung lässt sich ein Schaltzustand bzw. Schaltzustands-wechsel definieren.
Abb. 3.4: Ohmsches MEMS Schaltprinzip
Abb. 3.5: Kapazitives MEMS Schaltprinzip
Aufgrund der Definition des Schaltzustandes bzw. seines Wechsels bei den beiden Schaltertypenergibt sich, dass Ohmsche Kontakt-Schalter für ein breiteres Frequenzspektrum geeignet sind als diekapazitiven Schalter. Ohmsche Schalter, die in der Regel Metallkontakte besitzen, können Signale
Schalter Oben (Aus / Off)
Schalter Unten (Ein / On)
Kontaktwiderstand
COFF
ε0A
hA---------=
RON
ρ0
A-----=
Guetewert RONCOFF
ε0ρ0
hA-----------==
Typische Werte: hA 2µm=
hA
ρ0 108– Ω cm
2⋅= RONCOFF 1017–
s<
Ohmscher MEMS Schalter
Schalter Oben
hA
hD
Schalter Unten
Kapazitiver MEMS Schalter
COFF1
hD
εDA----------
hA
ε0A---------+
--------------------------=
CON
εDA
hD----------=
GuetewertCON
COFF-------------- 1
hAεD
hDε0------------+==
Typische Werte: hA 2µm= hD 100nm, ε 7 5ε0,== CON
COFF-------------- 100>
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
29
von DC (0 Hz) bis in den GHz Bereich schalten. Kapazitive Schalter hingegen eignen sich vor allemfür Hochfrequenz-Signale im oberen GHz-Spektrum (> 15 GHz, typ. 40 GHz).
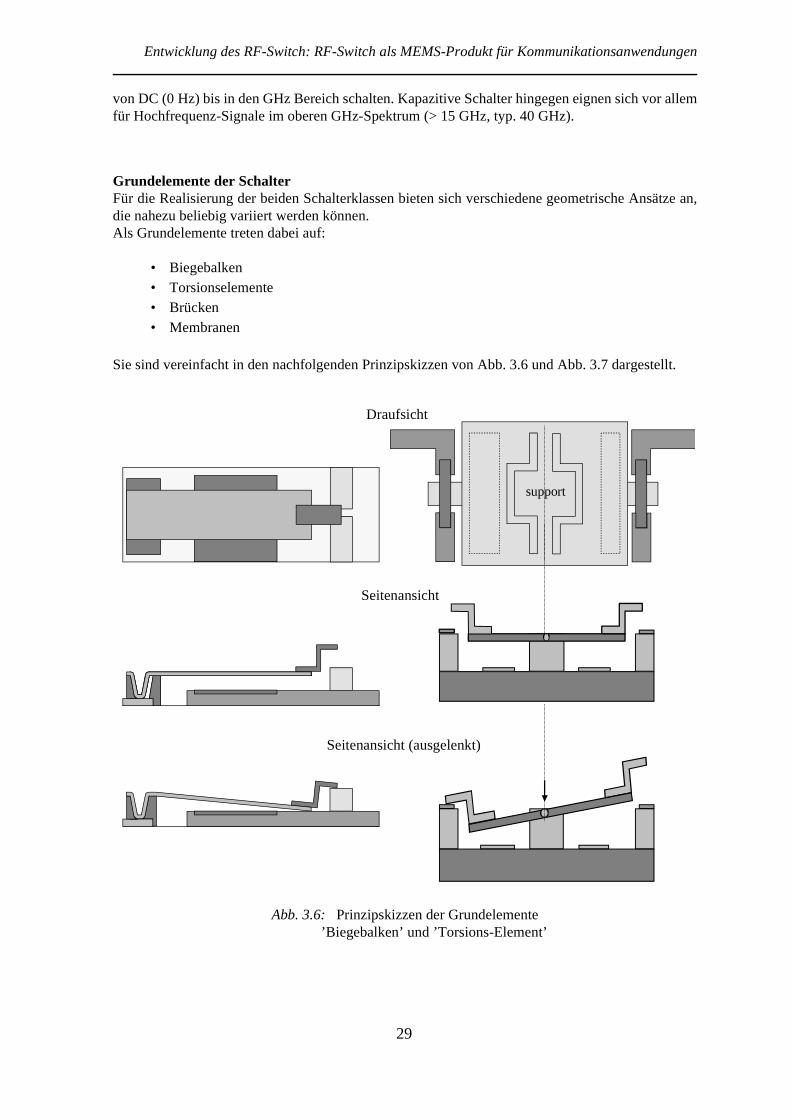
Grundelemente der SchalterFür die Realisierung der beiden Schalterklassen bieten sich verschiedene geometrische Ansätze an,die nahezu beliebig variiert werden können.Als Grundelemente treten dabei auf:
• Biegebalken• Torsionselemente• Brücken• Membranen
Sie sind vereinfacht in den nachfolgenden Prinzipskizzen von Abb. 3.6 und Abb. 3.7 dargestellt.
Abb. 3.6: Prinzipskizzen der Grundelemente’Biegebalken’ und ’Torsions-Element’
support
Seitenansicht (ausgelenkt)
Seitenansicht
Draufsicht
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
30
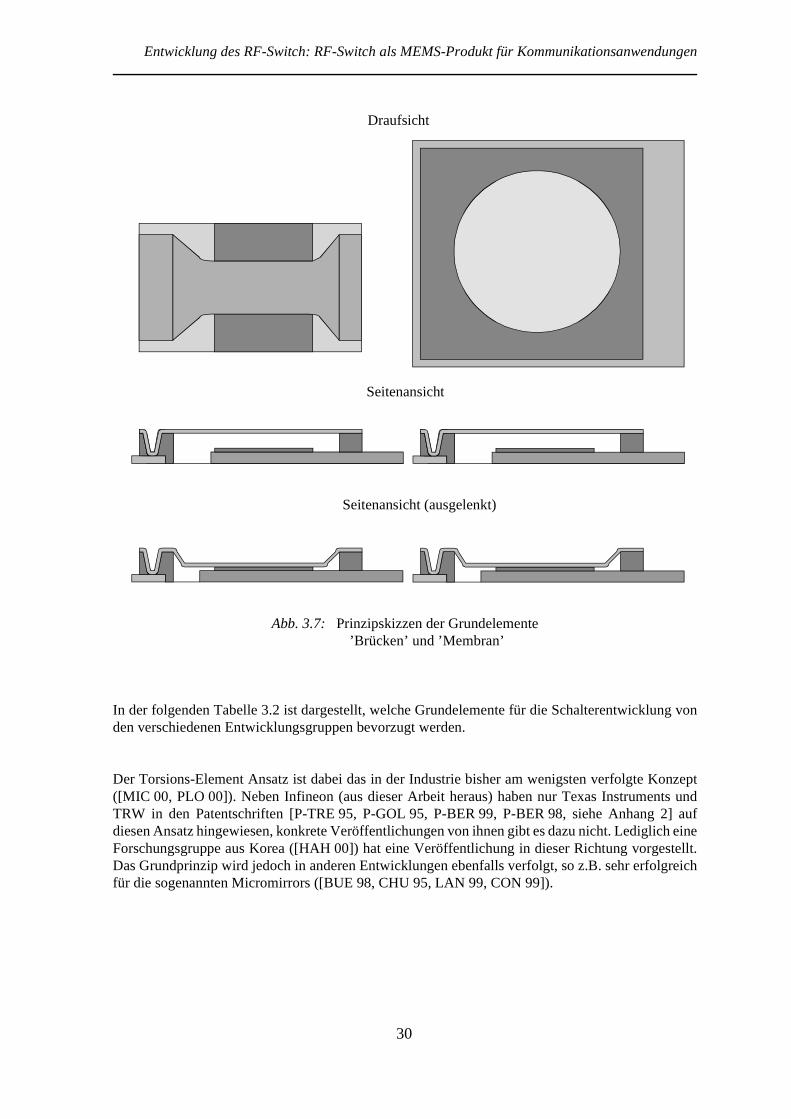
Abb. 3.7: Prinzipskizzen der Grundelemente’Brücken’ und ’Membran’
In der folgenden Tabelle 3.2 ist dargestellt, welche Grundelemente für die Schalterentwicklung vonden verschiedenen Entwicklungsgruppen bevorzugt werden.
Der Torsions-Element Ansatz ist dabei das in der Industrie bisher am wenigsten verfolgte Konzept([MIC 00, PLO 00]). Neben Infineon (aus dieser Arbeit heraus) haben nur Texas Instruments undTRW in den Patentschriften [P-TRE 95, P-GOL 95, P-BER 99, P-BER 98, siehe Anhang 2] aufdiesen Ansatz hingewiesen, konkrete Veröffentlichungen von ihnen gibt es dazu nicht. Lediglich eineForschungsgruppe aus Korea ([HAH 00]) hat eine Veröffentlichung in dieser Richtung vorgestellt.Das Grundprinzip wird jedoch in anderen Entwicklungen ebenfalls verfolgt, so z.B. sehr erfolgreichfür die sogenannten Micromirrors ([BUE 98, CHU 95, LAN 99, CON 99]).
Draufsicht
Seitenansicht
Seitenansicht (ausgelenkt)
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
31
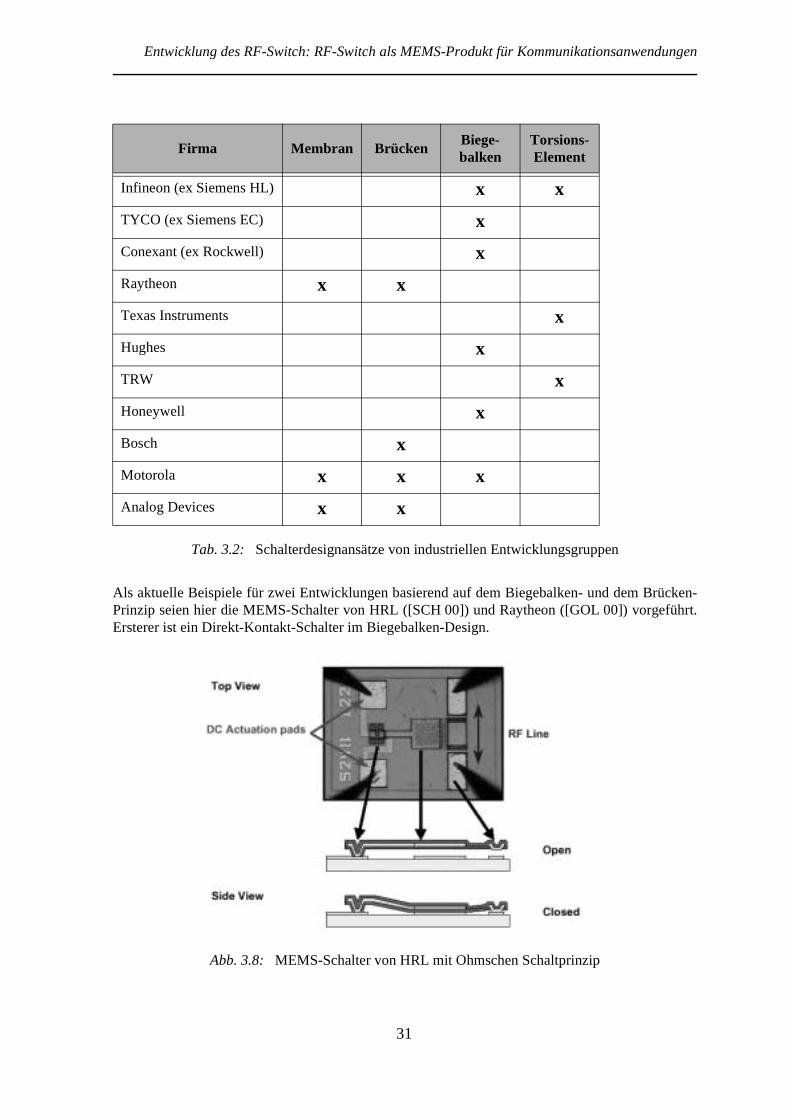
Tab. 3.2: Schalterdesignansätze von industriellen Entwicklungsgruppen
Als aktuelle Beispiele für zwei Entwicklungen basierend auf dem Biegebalken- und dem Brücken-Prinzip seien hier die MEMS-Schalter von HRL ([SCH 00]) und Raytheon ([GOL 00]) vorgeführt.Ersterer ist ein Direkt-Kontakt-Schalter im Biegebalken-Design.
Abb. 3.8: MEMS-Schalter von HRL mit Ohmschen Schaltprinzip
Firma Membran BrückenBiege-balken
Torsions-Element
Infineon (ex Siemens HL) x x
TYCO (ex Siemens EC) x
Conexant (ex Rockwell) x
Raytheon x x
Texas Instruments x
Hughes x
TRW x
Honeywell x
Bosch x
Motorola x x x
Analog Devices x x
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
32
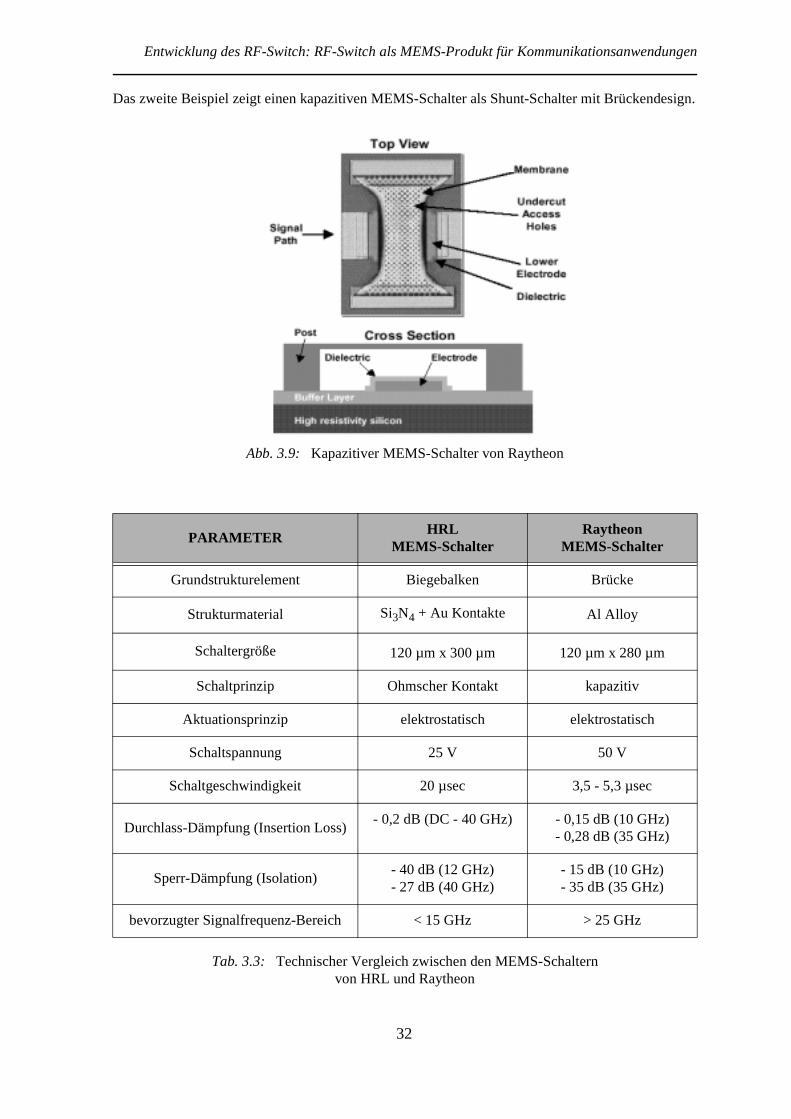
Das zweite Beispiel zeigt einen kapazitiven MEMS-Schalter als Shunt-Schalter mit Brückendesign.
Abb. 3.9: Kapazitiver MEMS-Schalter von Raytheon
Tab. 3.3: Technischer Vergleich zwischen den MEMS-Schalternvon HRL und Raytheon
PARAMETERHRL
MEMS-SchalterRaytheon
MEMS-Schalter
Grundstrukturelement Biegebalken Brücke
Strukturmaterial Si3N4 + Au Kontakte Al Alloy
Schaltergröße 120 µm x 300 µm 120 µm x 280 µm
Schaltprinzip Ohmscher Kontakt kapazitiv
Aktuationsprinzip elektrostatisch elektrostatisch
Schaltspannung 25 V 50 V
Schaltgeschwindigkeit 20 µsec 3,5 - 5,3 µsec
Durchlass-Dämpfung (Insertion Loss)- 0,2 dB (DC - 40 GHz) - 0,15 dB (10 GHz)
- 0,28 dB (35 GHz)
Sperr-Dämpfung (Isolation)- 40 dB (12 GHz)- 27 dB (40 GHz)
- 15 dB (10 GHz)- 35 dB (35 GHz)
bevorzugter Signalfrequenz-Bereich < 15 GHz > 25 GHz
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
33
Die Auslegung von beiden Schalterentwicklungen zielt auf die Hochfrequenz-Signalübertragung ab.Jedoch ergeben sich deutliche Unterschiede zwischen den Schaltern in Bezug auf die Schaltspannungund Schaltgeschwindigkeit sowie die Sperr-Dämpfung.Für viele Anwendungen im Hochfrequenz-Bereich ist besonders die Schaltgeschwindigkeit vonhoher Wichtigkeit. Für die Schaltung von Antennensignalen sind z.B. Zeiten unter 10 µsec erforder-lich. Dies erfüllt in diesem Fall nur der kapazitive Schalter.Im Mobilfunkendgerät müssen möglichst geringe Schaltspannungen verwendet werden, da der Akkunur sehr begrenzte Spannungen und wenig Leistung zur Verfügung stellt. Dies wird hier vomOhmschen Schalter besser als vom kapazitiven erfüllt, allerdings ist die Schaltspannung noch nichtausreichend gering.Bezüglich Signalverhalten ist der Ohmsche Schalter besser geeignet für den niederen GHz-Bereich,während der kapazitive Schalter vor allem im Bereich über 25 GHz gute Signaleigenschaften besitzt.
MEMS-Schalter können generell entweder vertikal in der Ebene ausgelenkt werden oder als lateraleSysteme zur Auslenkung gebracht werden. Der Kontaktschluss erfolgt bei vertikalen Systemenentweder nach oben bzw. nach unten und bei lateralen Systemen durch seitliche Auslenkung. Verti-kale Systeme sind die Basis für die überwiegende Anzahl der Entwicklungen bei HF-Schaltern, dabei der Fertigung (speziell in SMM) minimalste Abstände (<1 µm) leichter einzuhalten sind.Beispiele für lateral bewegte Schalter sind z.B. der VESIMA Beschleunigungsschalter, der über einenelektrostatischen Selbsttest verfügt ([MIC 99]), und der von der Fraunhofer-Gesellschaft entwickelteSchalter ([SCH 99]). Diese beiden Lösungen sind jedoch nicht für Anwendungen im Kommunikati-onsbereich ausgelegt.
Die lateralen und vertikalen Varianten können im SMM-, BMM- oder im GAT-Verfahren mit denMöglichkeiten der Mikrosystemtechnik hergestellt werden. Es bietet sich die SMM-Technologie füreine Realisierung an, wegen der guten Integrationsmöglichkeit mit den vorhandenen Halbleiter-Ferti-gungsprozessen. Zudem sind in dieser Technologie die Abstände und Auflösungen der Strukturensehr genau einstellbar aufgrund der präzisen Schichtdickenstrukturabscheidungen und Strukturie-rungsauflösungen (siehe Kapitel 2.1). Dies ist beim BMM-Verfahren nicht so präzise möglich bzw.es sind hierbei auch die Auflösungen nicht so fein herstellbar, wenn das gesamte Bulk-Material bear-beitet werden muss. Gute Ansätze lassen sich beim BMM jedoch mit Hilfe des sogenannten Deep-RIE erreichen ([KRA 01]).
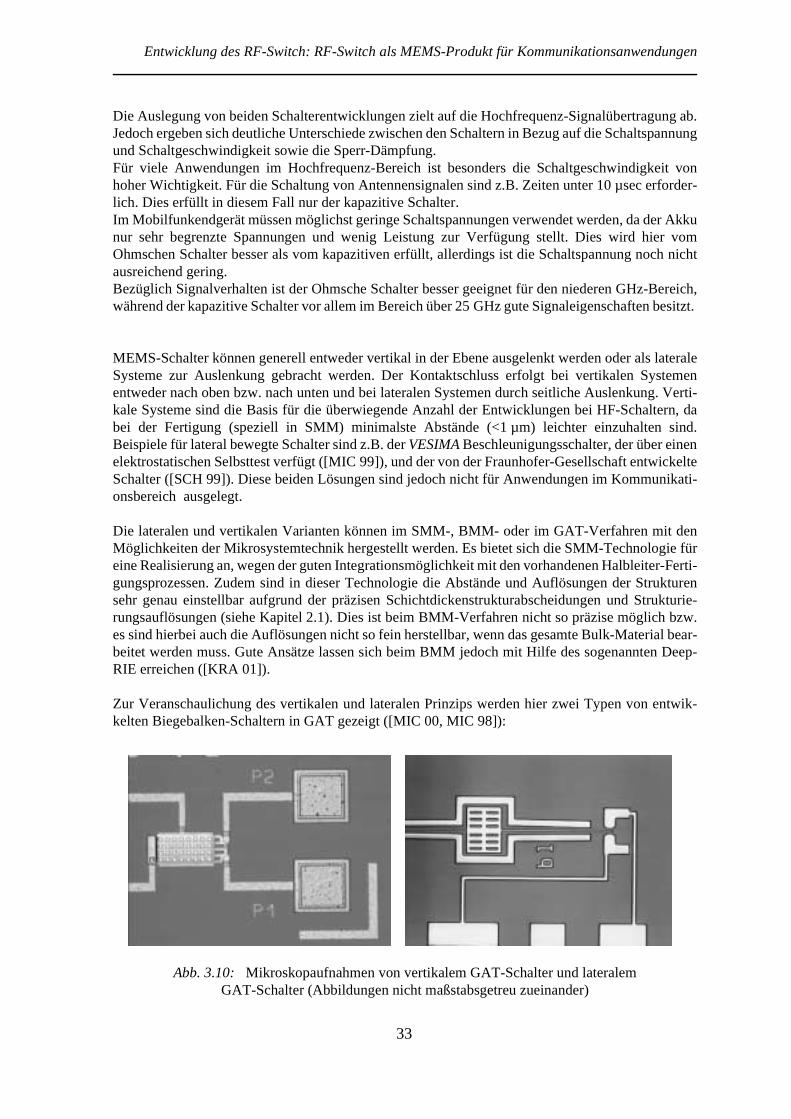
Zur Veranschaulichung des vertikalen und lateralen Prinzips werden hier zwei Typen von entwik-kelten Biegebalken-Schaltern in GAT gezeigt ([MIC 00, MIC 98]):
Abb. 3.10: Mikroskopaufnahmen von vertikalem GAT-Schalter und lateralemGAT-Schalter (Abbildungen nicht maßstabsgetreu zueinander)
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
34
Beide lassen sich elektrostatisch auslenken, weisen jedoch gänzlich andere Größenordnungen auf.Der vertikale Schalter besitzt gerade mal eine Fläche von 60 µm x 120 µm mit einem Schaltabstandvon 1 µm. Der laterale Schalter besitzt eine Fläche von bis zu 60 µm x 1000 µm und einen Schaltab-stand von 5 µm. Aufgrund der größeren Schaltabstände sind die Schaltzeiten der Strukturen bei late-ralen Systemen länger als bei den vertikal ausgelegten Strukturen.Zudem sind technologiebedingt die Kontaktqualitäten bei den beiden Schaltern gänzlich unterschied-lich. Bei dem vertikalen Schalter wird über die Metallabscheidungen (Bedampfung, Sputtern) einehomogene, feine Schicht erzeugt, die sehr glatt ist, da sie in der Regel auf einer absolut glatten Struk-turschicht (z.B. Opferschichtoxid) aufsetzt. Bei dem lateralen System ist die Kontaktzone rauher, dasie durch eine grobkörnigere Galvanik zustande kommt ([WYC 00]).
Aktuationsprinzipien der SchalterDie Aktuation der Schalter kann über verschiedene Prinzipien erreicht werden:
• Elektrostatisch• Elektromagnetisch• Magnetostatisch• Thermisch
Dabei ist die elektrostatische Anregung mittlerweile das in der Literatur am häufigsten verfolgtePrinzip für die Realisierung von Mikroschaltern. Sie bietet sich besonders aufgrund ihrer nahezuleistungslosen Schalteransteuerung an. Lediglich bei den Umladevorgängen der Kapazitätsanord-nungen werden Stromflüsse für den Ladungstransport gebraucht. In den Ruhephasen tritt keinVerbrauch auf.
Elektromagnetische Antriebe werden vor allem bei leistungsstärkeren Schaltern (Klein-Relais)verwendet. Kontinuierliche Stromflüsse sind hier erforderlich, um das für das Schalten benötigtemagnetische Feld zu erzeugen.
Magnetostatische Schalter sind schwierig in einer konventionellen Halbleiterfertigung herzustellen,da für diese Materialien in der Regel keine Standardprozesse für ihre Prozessierung zur Verfügungstehen.
Thermisch angeregte Schalter haben ebenfalls einen hohen Leistungsbedarf, der aus den ständigenAufheizphasen, die für die Schaltvorgänge benötigt werden, resultiert. Sie sind daher ebenfalls fürmöglichst verbrauchsarme Anwendungen nicht geeignet.
Von den vier Alternativen wurde das elektrostatische Anregungsprinzip ausgewählt, weil dieses dengeringsten Leistungsverbrauch aufweist und damit den hohen Ansprüchen des RF-Switches für eineAnwendung im Kommunikationsbereich entspricht.
Mikroschalter-Entwicklungen verschiedener ForschungsgruppenAuf Basis der Literaturauswertung sowie einer umfangreichen Patentrecherche und Analyse (sieheAnhang 2) wurden die bei verschiedenen Firmen und Instituten vorgenommenen Forschungsprojektezum Thema Mikroschalter identifiziert. Keine Firma hat nach derzeitigem Kenntnisstand einen
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
35
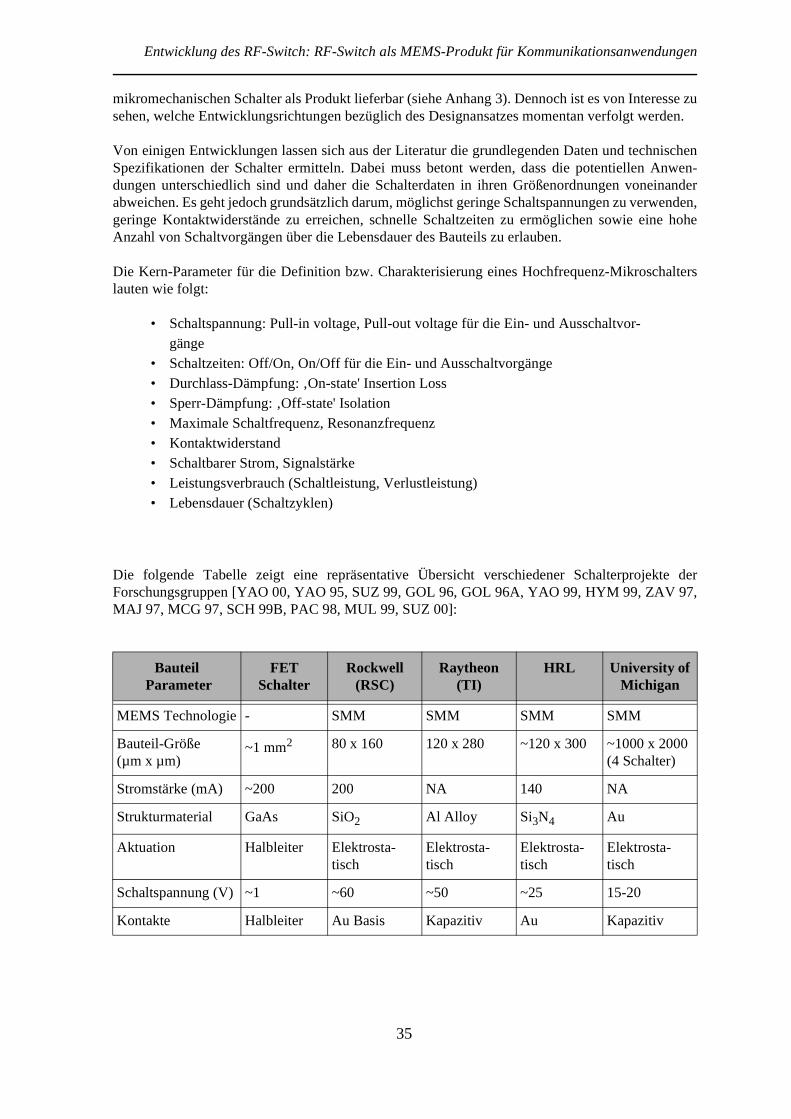
mikromechanischen Schalter als Produkt lieferbar (siehe Anhang 3). Dennoch ist es von Interesse zusehen, welche Entwicklungsrichtungen bezüglich des Designansatzes momentan verfolgt werden.
Von einigen Entwicklungen lassen sich aus der Literatur die grundlegenden Daten und technischenSpezifikationen der Schalter ermitteln. Dabei muss betont werden, dass die potentiellen Anwen-dungen unterschiedlich sind und daher die Schalterdaten in ihren Größenordnungen voneinanderabweichen. Es geht jedoch grundsätzlich darum, möglichst geringe Schaltspannungen zu verwenden,geringe Kontaktwiderstände zu erreichen, schnelle Schaltzeiten zu ermöglichen sowie eine hoheAnzahl von Schaltvorgängen über die Lebensdauer des Bauteils zu erlauben.
Die Kern-Parameter für die Definition bzw. Charakterisierung eines Hochfrequenz-Mikroschalterslauten wie folgt:
• Schaltspannung: Pull-in voltage, Pull-out voltage für die Ein- und Ausschaltvor-gänge
• Schaltzeiten: Off/On, On/Off für die Ein- und Ausschaltvorgänge• Durchlass-Dämpfung: ‚On-state' Insertion Loss• Sperr-Dämpfung: ‚Off-state' Isolation• Maximale Schaltfrequenz, Resonanzfrequenz• Kontaktwiderstand• Schaltbarer Strom, Signalstärke• Leistungsverbrauch (Schaltleistung, Verlustleistung)• Lebensdauer (Schaltzyklen)
Die folgende Tabelle zeigt eine repräsentative Übersicht verschiedener Schalterprojekte derForschungsgruppen [YAO 00, YAO 95, SUZ 99, GOL 96, GOL 96A, YAO 99, HYM 99, ZAV 97,MAJ 97, MCG 97, SCH 99B, PAC 98, MUL 99, SUZ 00]:
BauteilParameter
FETSchalter
Rockwell(RSC)
Raytheon(TI)
HRL University ofMichigan
MEMS Technologie - SMM SMM SMM SMM
Bauteil-Größe(µm x µm)
~1 mm2 80 x 160 120 x 280 ~120 x 300 ~1000 x 2000(4 Schalter)
Stromstärke (mA) ~200 200 NA 140 NA
Strukturmaterial GaAs SiO2 Al Alloy Si3N4 Au
Aktuation Halbleiter Elektrosta-tisch
Elektrosta-tisch
Elektrosta-tisch
Elektrosta-tisch
Schaltspannung (V) ~1 ~60 ~50 ~25 15-20
Kontakte Halbleiter Au Basis Kapazitiv Au Kapazitiv
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
36
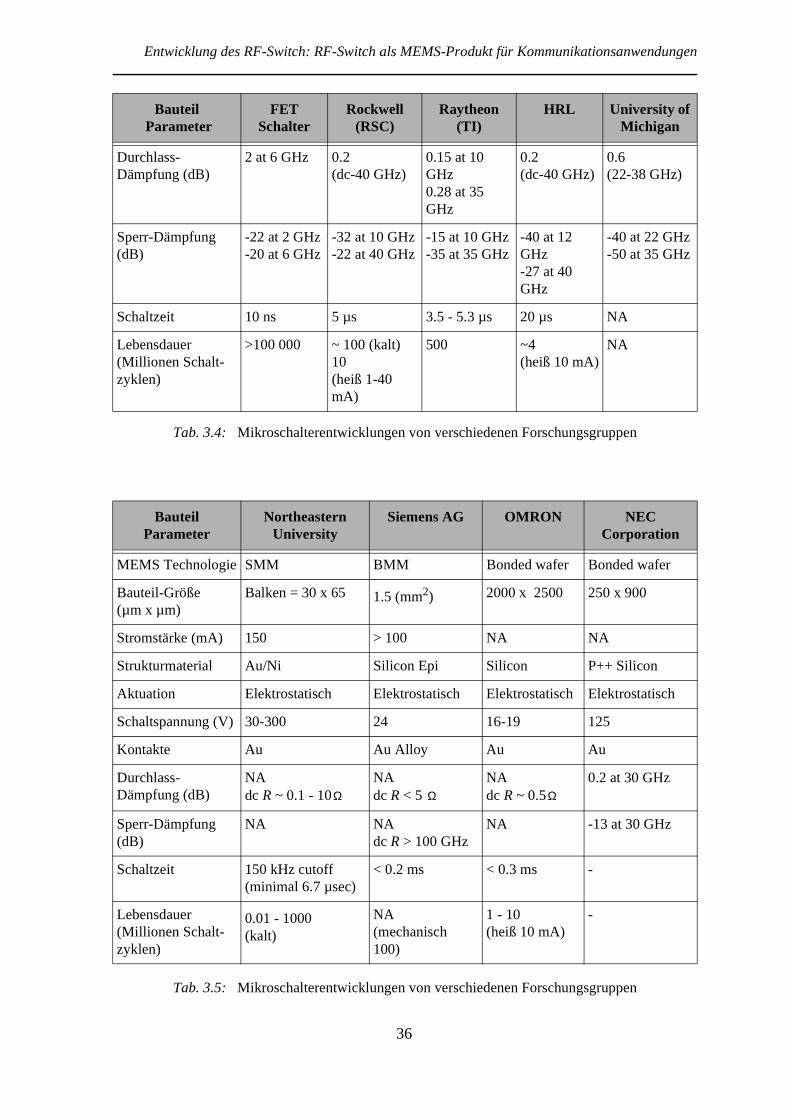
Tab. 3.4: Mikroschalterentwicklungen von verschiedenen Forschungsgruppen
Tab. 3.5: Mikroschalterentwicklungen von verschiedenen Forschungsgruppen
Durchlass-Dämpfung (dB)
2 at 6 GHz 0.2(dc-40 GHz)
0.15 at 10GHz0.28 at 35GHz
0.2(dc-40 GHz)
0.6(22-38 GHz)
Sperr-Dämpfung(dB)
-22 at 2 GHz-20 at 6 GHz
-32 at 10 GHz-22 at 40 GHz
-15 at 10 GHz-35 at 35 GHz
-40 at 12GHz-27 at 40GHz
-40 at 22 GHz-50 at 35 GHz
Schaltzeit 10 ns 5 µs 3.5 - 5.3 µs 20 µs NA
Lebensdauer(Millionen Schalt-zyklen)
>100 000 ~ 100 (kalt)10(heiß 1-40mA)
500 ~4(heiß 10 mA)
NA
BauteilParameter
NortheasternUniversity
Siemens AG OMRON NECCorporation
MEMS Technologie SMM BMM Bonded wafer Bonded wafer
Bauteil-Größe(µm x µm)
Balken = 30 x 65 1.5 (mm2) 2000 x 2500 250 x 900
Stromstärke (mA) 150 > 100 NA NA
Strukturmaterial Au/Ni Silicon Epi Silicon P++ Silicon
Aktuation Elektrostatisch Elektrostatisch Elektrostatisch Elektrostatisch
Schaltspannung (V) 30-300 24 16-19 125
Kontakte Au Au Alloy Au Au
Durchlass-Dämpfung (dB)
NAdc R ~ 0.1 - 10
NAdc R < 5
NAdc R ~ 0.5
0.2 at 30 GHz
Sperr-Dämpfung(dB)
NA NAdc R > 100 GHz
NA -13 at 30 GHz
Schaltzeit 150 kHz cutoff(minimal 6.7 µsec)
< 0.2 ms < 0.3 ms -
Lebensdauer(Millionen Schalt-zyklen)
0.01 - 1000(kalt)
NA(mechanisch100)
1 - 10(heiß 10 mA)
-
BauteilParameter
FETSchalter
Rockwell(RSC)
Raytheon(TI)
HRL University ofMichigan
Ω Ω Ω
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
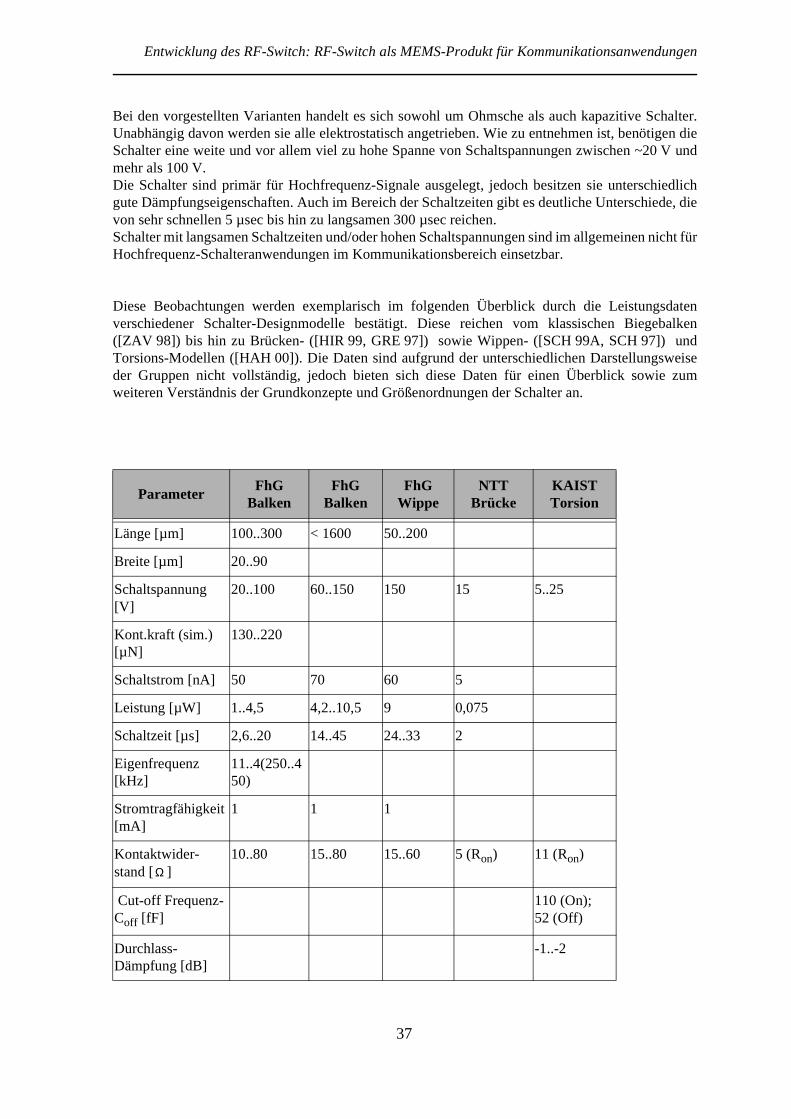
37
Bei den vorgestellten Varianten handelt es sich sowohl um Ohmsche als auch kapazitive Schalter.Unabhängig davon werden sie alle elektrostatisch angetrieben. Wie zu entnehmen ist, benötigen dieSchalter eine weite und vor allem viel zu hohe Spanne von Schaltspannungen zwischen ~20 V undmehr als 100 V.Die Schalter sind primär für Hochfrequenz-Signale ausgelegt, jedoch besitzen sie unterschiedlichgute Dämpfungseigenschaften. Auch im Bereich der Schaltzeiten gibt es deutliche Unterschiede, dievon sehr schnellen 5 µsec bis hin zu langsamen 300 µsec reichen.Schalter mit langsamen Schaltzeiten und/oder hohen Schaltspannungen sind im allgemeinen nicht fürHochfrequenz-Schalteranwendungen im Kommunikationsbereich einsetzbar.
Diese Beobachtungen werden exemplarisch im folgenden Überblick durch die Leistungsdatenverschiedener Schalter-Designmodelle bestätigt. Diese reichen vom klassischen Biegebalken([ZAV 98]) bis hin zu Brücken- ([HIR 99, GRE 97]) sowie Wippen- ([SCH 99A, SCH 97]) undTorsions-Modellen ([HAH 00]). Die Daten sind aufgrund der unterschiedlichen Darstellungsweiseder Gruppen nicht vollständig, jedoch bieten sich diese Daten für einen Überblick sowie zumweiteren Verständnis der Grundkonzepte und Größenordnungen der Schalter an.
ParameterFhG
BalkenFhG
BalkenFhG
WippeNTT
BrückeKAISTTorsion
Länge [µm] 100..300 < 1600 50..200
Breite [µm] 20..90
Schaltspannung[V]
20..100 60..150 150 15 5..25
Kont.kraft (sim.)[µN]
130..220
Schaltstrom [nA] 50 70 60 5
Leistung [µW] 1..4,5 4,2..10,5 9 0,075
Schaltzeit [µs] 2,6..20 14..45 24..33 2
Eigenfrequenz[kHz]
11..4(250..450)
Stromtragfähigkeit[mA]
1 1 1
Kontaktwider-stand [ ]
10..80 15..80 15..60 5 (Ron) 11 (Ron)
Cut-off Frequenz-Coff [fF]
110 (On);52 (Off)
Durchlass-Dämpfung [dB]
-1..-2
Ω
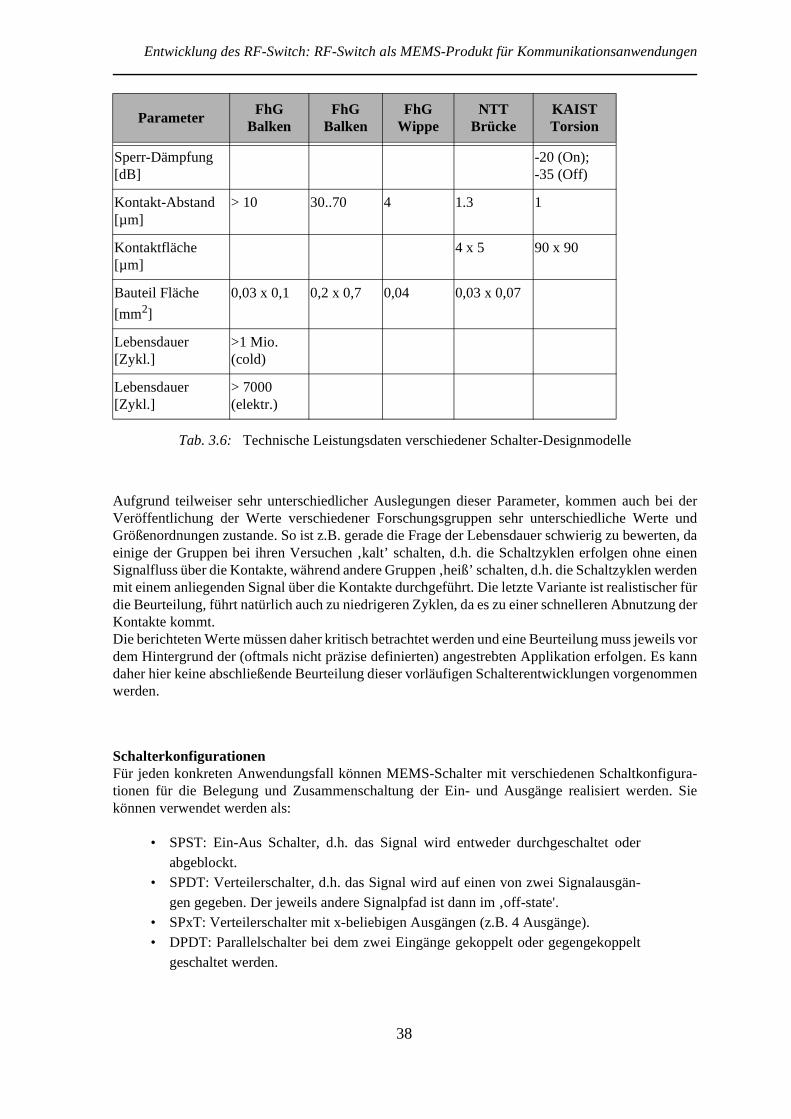
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
38
Tab. 3.6: Technische Leistungsdaten verschiedener Schalter-Designmodelle
Aufgrund teilweiser sehr unterschiedlicher Auslegungen dieser Parameter, kommen auch bei derVeröffentlichung der Werte verschiedener Forschungsgruppen sehr unterschiedliche Werte undGrößenordnungen zustande. So ist z.B. gerade die Frage der Lebensdauer schwierig zu bewerten, daeinige der Gruppen bei ihren Versuchen ‚kalt’ schalten, d.h. die Schaltzyklen erfolgen ohne einenSignalfluss über die Kontakte, während andere Gruppen ‚heiß’ schalten, d.h. die Schaltzyklen werdenmit einem anliegenden Signal über die Kontakte durchgeführt. Die letzte Variante ist realistischer fürdie Beurteilung, führt natürlich auch zu niedrigeren Zyklen, da es zu einer schnelleren Abnutzung derKontakte kommt.Die berichteten Werte müssen daher kritisch betrachtet werden und eine Beurteilung muss jeweils vordem Hintergrund der (oftmals nicht präzise definierten) angestrebten Applikation erfolgen. Es kanndaher hier keine abschließende Beurteilung dieser vorläufigen Schalterentwicklungen vorgenommenwerden.
SchalterkonfigurationenFür jeden konkreten Anwendungsfall können MEMS-Schalter mit verschiedenen Schaltkonfigura-tionen für die Belegung und Zusammenschaltung der Ein- und Ausgänge realisiert werden. Siekönnen verwendet werden als:
• SPST: Ein-Aus Schalter, d.h. das Signal wird entweder durchgeschaltet oderabgeblockt.
• SPDT: Verteilerschalter, d.h. das Signal wird auf einen von zwei Signalausgän-gen gegeben. Der jeweils andere Signalpfad ist dann im ‚off-state'.
• SPxT: Verteilerschalter mit x-beliebigen Ausgängen (z.B. 4 Ausgänge).• DPDT: Parallelschalter bei dem zwei Eingänge gekoppelt oder gegengekoppelt
geschaltet werden.
Sperr-Dämpfung[dB]
-20 (On);-35 (Off)
Kontakt-Abstand[µm]
> 10 30..70 4 1.3 1
Kontaktfläche[µm]
4 x 5 90 x 90
Bauteil Fläche
[mm2]
0,03 x 0,1 0,2 x 0,7 0,04 0,03 x 0,07
Lebensdauer[Zykl.]
>1 Mio.(cold)
Lebensdauer[Zykl.]
> 7000(elektr.)
ParameterFhG
BalkenFhG
BalkenFhG
WippeNTT
BrückeKAISTTorsion
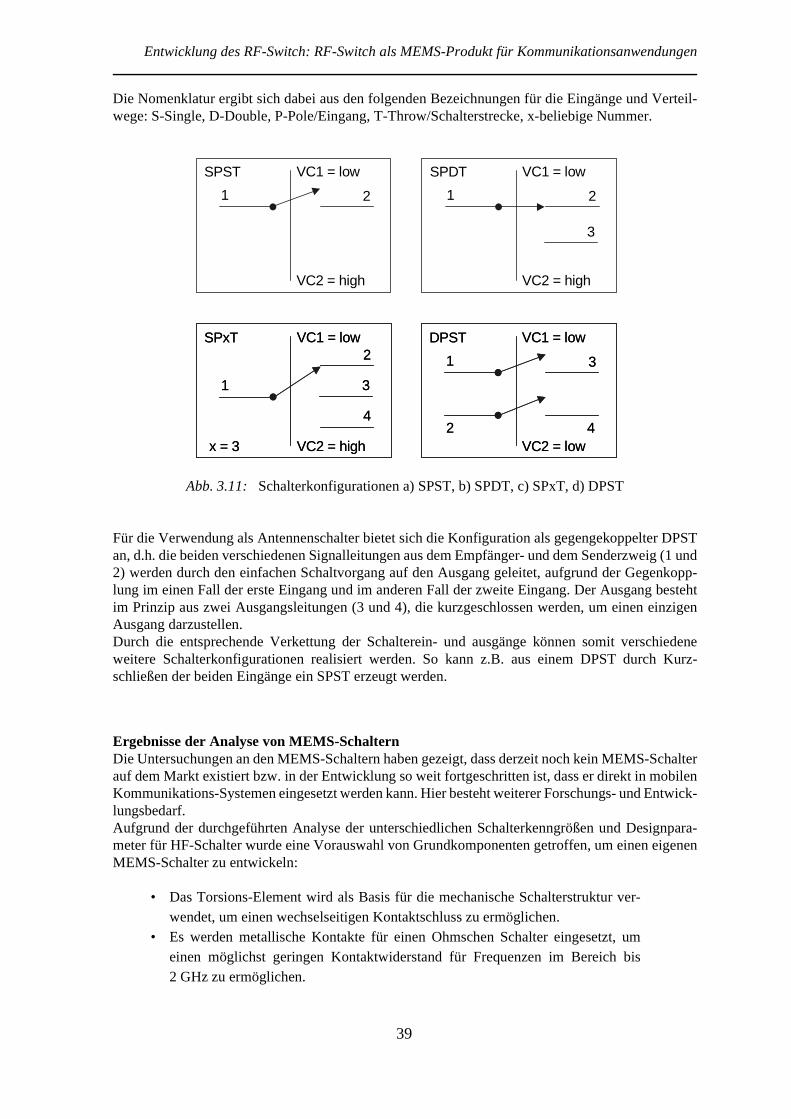
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
39
Die Nomenklatur ergibt sich dabei aus den folgenden Bezeichnungen für die Eingänge und Verteil-wege: S-Single, D-Double, P-Pole/Eingang, T-Throw/Schalterstrecke, x-beliebige Nummer.
Abb. 3.11: Schalterkonfigurationen a) SPST, b) SPDT, c) SPxT, d) DPST
Für die Verwendung als Antennenschalter bietet sich die Konfiguration als gegengekoppelter DPSTan, d.h. die beiden verschiedenen Signalleitungen aus dem Empfänger- und dem Senderzweig (1 und2) werden durch den einfachen Schaltvorgang auf den Ausgang geleitet, aufgrund der Gegenkopp-lung im einen Fall der erste Eingang und im anderen Fall der zweite Eingang. Der Ausgang bestehtim Prinzip aus zwei Ausgangsleitungen (3 und 4), die kurzgeschlossen werden, um einen einzigenAusgang darzustellen.Durch die entsprechende Verkettung der Schalterein- und ausgänge können somit verschiedeneweitere Schalterkonfigurationen realisiert werden. So kann z.B. aus einem DPST durch Kurz-schließen der beiden Eingänge ein SPST erzeugt werden.
Ergebnisse der Analyse von MEMS-SchalternDie Untersuchungen an den MEMS-Schaltern haben gezeigt, dass derzeit noch kein MEMS-Schalterauf dem Markt existiert bzw. in der Entwicklung so weit fortgeschritten ist, dass er direkt in mobilenKommunikations-Systemen eingesetzt werden kann. Hier besteht weiterer Forschungs- und Entwick-lungsbedarf.Aufgrund der durchgeführten Analyse der unterschiedlichen Schalterkenngrößen und Designpara-meter für HF-Schalter wurde eine Vorauswahl von Grundkomponenten getroffen, um einen eigenenMEMS-Schalter zu entwickeln:
• Das Torsions-Element wird als Basis für die mechanische Schalterstruktur ver-wendet, um einen wechselseitigen Kontaktschluss zu ermöglichen.
• Es werden metallische Kontakte für einen Ohmschen Schalter eingesetzt, umeinen möglichst geringen Kontaktwiderstand für Frequenzen im Bereich bis2 GHz zu ermöglichen.
1 2
VC2 = high
VC1 = lowSPST
1 2
VC2 = high
VC1 = lowSPDT
3
1 3
2 4VC2 = low
VC1 = lowDPST
1 3
2 4VC2 = low
VC1 = lowDPST
1
2
VC2 = high
VC1 = lowSPxT
3
4
x = 3
1
2
VC2 = high
VC1 = lowSPxT
3
4
x = 3
Entwicklung des RF-Switch: RF-Switch als MEMS-Produkt für Kommunikationsanwendungen
40
• Der Schalter wird elektrostatisch ausgelenkt, um möglichst leistungsarm im Ver-brauch zu sein.
• Der Schalter wird vertikal in SMM ausgelegt, um geringe Kontaktabstände undKapazitätsanordnungen, die mit niedrigen Spannungen operieren können, zuerreichen.
• Die Schaltkonfiguration wird als DPST konzipiert, um eine vielfältige Verschal-tungsmöglichkeit zu besitzen.
Die Entwicklung eines derartigen MEMS-Schalters, basierend auf den Erkenntnissen der in diesemKapitel durchgeführten Analyse, wurde mit der Erstellung der folgenden technischen Spezifikationbegonnen.
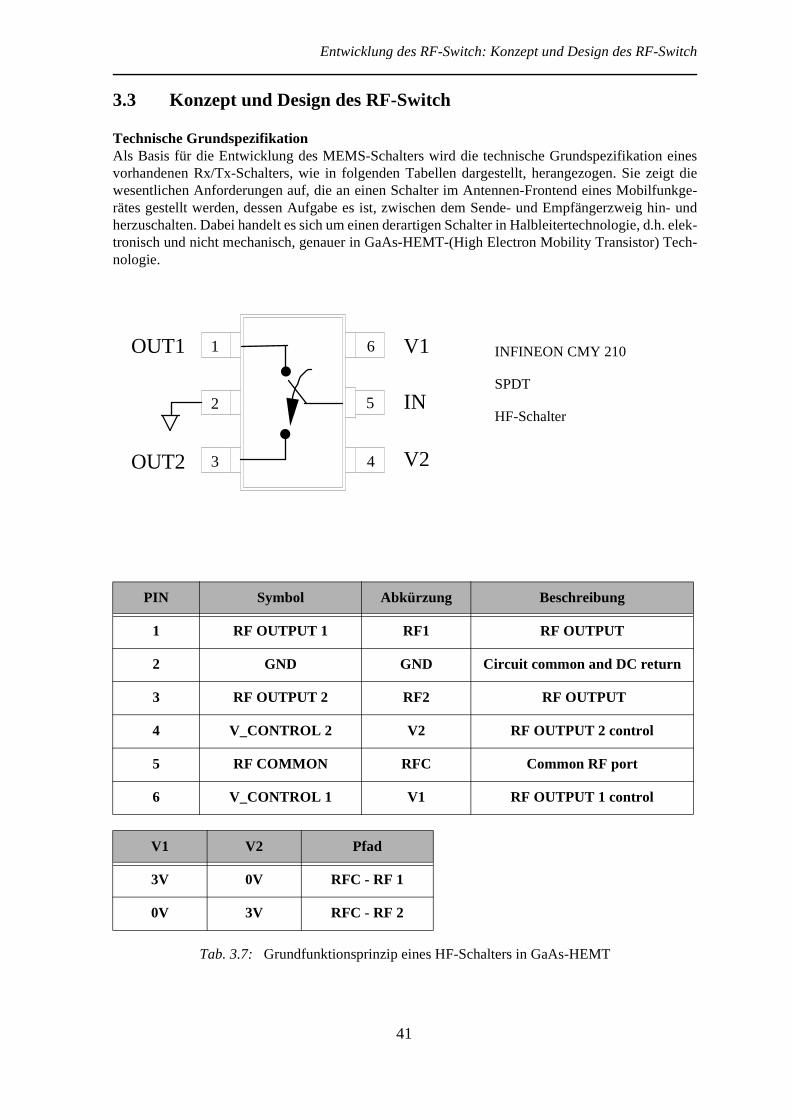
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
41
3.3 Konzept und Design des RF-Switch
Technische GrundspezifikationAls Basis für die Entwicklung des MEMS-Schalters wird die technische Grundspezifikation einesvorhandenen Rx/Tx-Schalters, wie in folgenden Tabellen dargestellt, herangezogen. Sie zeigt diewesentlichen Anforderungen auf, die an einen Schalter im Antennen-Frontend eines Mobilfunkge-rätes gestellt werden, dessen Aufgabe es ist, zwischen dem Sende- und Empfängerzweig hin- undherzuschalten. Dabei handelt es sich um einen derartigen Schalter in Halbleitertechnologie, d.h. elek-tronisch und nicht mechanisch, genauer in GaAs-HEMT-(High Electron Mobility Transistor) Tech-nologie.
Tab. 3.7: Grundfunktionsprinzip eines HF-Schalters in GaAs-HEMT
PIN Symbol Abkürzung Beschreibung
1 RF OUTPUT 1 RF1 RF OUTPUT
2 GND GND Circuit common and DC return
3 RF OUTPUT 2 RF2 RF OUTPUT
4 V_CONTROL 2 V2 RF OUTPUT 2 control
5 RF COMMON RFC Common RF port
6 V_CONTROL 1 V1 RF OUTPUT 1 control
V1 V2 Pfad
3V 0V RFC - RF 1
0V 3V RFC - RF 2
1
2
3
6
4
5 IN
V1
V2
OUT1
OUT2
INFINEON CMY 210
SPDT
HF-Schalter
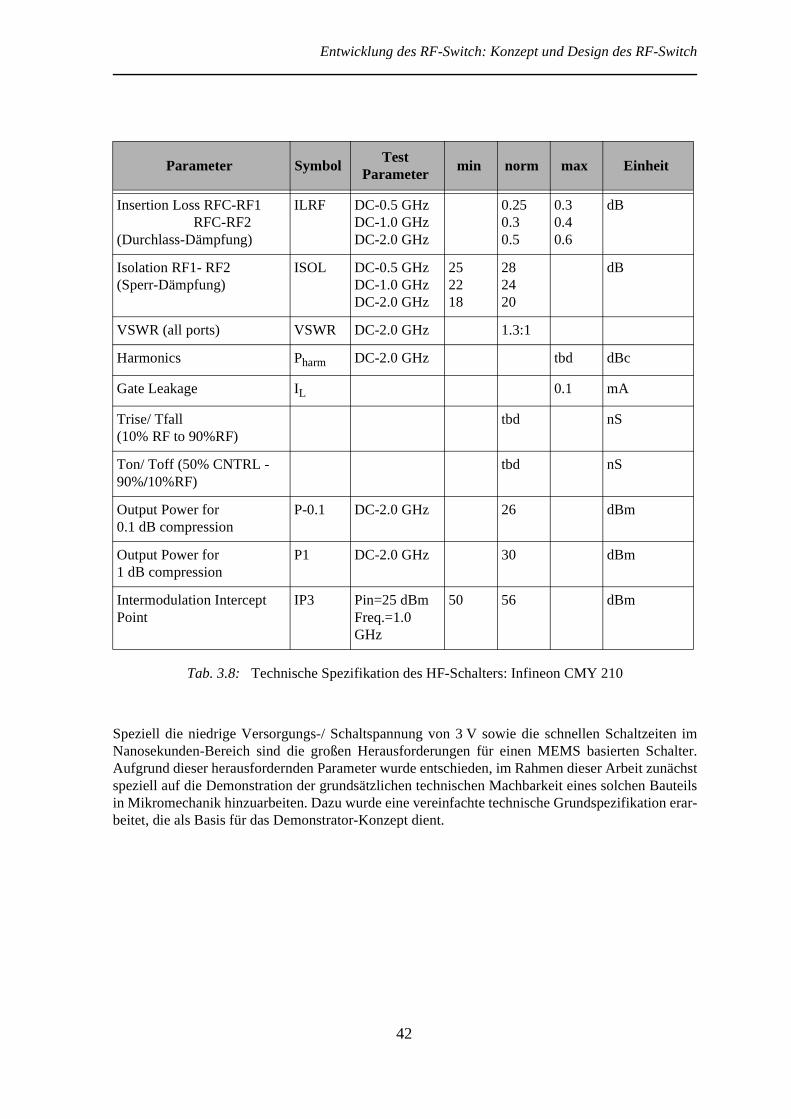
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
42
Tab. 3.8: Technische Spezifikation des HF-Schalters: Infineon CMY 210
Speziell die niedrige Versorgungs-/ Schaltspannung von 3 V sowie die schnellen Schaltzeiten imNanosekunden-Bereich sind die großen Herausforderungen für einen MEMS basierten Schalter.Aufgrund dieser herausfordernden Parameter wurde entschieden, im Rahmen dieser Arbeit zunächstspeziell auf die Demonstration der grundsätzlichen technischen Machbarkeit eines solchen Bauteilsin Mikromechanik hinzuarbeiten. Dazu wurde eine vereinfachte technische Grundspezifikation erar-beitet, die als Basis für das Demonstrator-Konzept dient.
Parameter SymbolTest
Parametermin norm max Einheit
Insertion Loss RFC-RF1RFC-RF2
(Durchlass-Dämpfung)
ILRF DC-0.5 GHzDC-1.0 GHzDC-2.0 GHz
0.250.30.5
0.30.40.6
dB
Isolation RF1- RF2(Sperr-Dämpfung)
ISOL DC-0.5 GHzDC-1.0 GHzDC-2.0 GHz
252218
282420
dB
VSWR (all ports) VSWR DC-2.0 GHz 1.3:1
Harmonics Pharm DC-2.0 GHz tbd dBc
Gate Leakage IL 0.1 mA
Trise/ Tfall(10% RF to 90%RF)
tbd nS
Ton/ Toff (50% CNTRL -90%/10%RF)
tbd nS
Output Power for0.1 dB compression
P-0.1 DC-2.0 GHz 26 dBm
Output Power for1 dB compression
P1 DC-2.0 GHz 30 dBm
Intermodulation InterceptPoint
IP3 Pin=25 dBmFreq.=1.0GHz
50 56 dBm
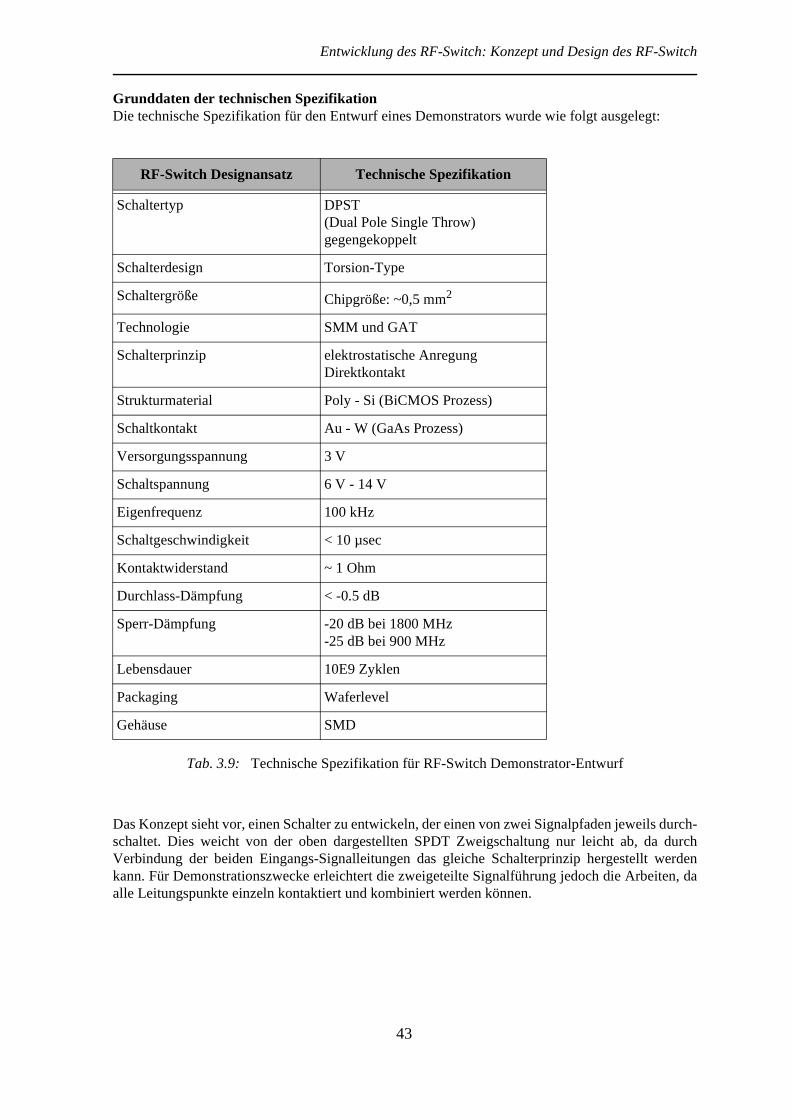
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
43
Grunddaten der technischen SpezifikationDie technische Spezifikation für den Entwurf eines Demonstrators wurde wie folgt ausgelegt:
Tab. 3.9: Technische Spezifikation für RF-Switch Demonstrator-Entwurf
Das Konzept sieht vor, einen Schalter zu entwickeln, der einen von zwei Signalpfaden jeweils durch-schaltet. Dies weicht von der oben dargestellten SPDT Zweigschaltung nur leicht ab, da durchVerbindung der beiden Eingangs-Signalleitungen das gleiche Schalterprinzip hergestellt werdenkann. Für Demonstrationszwecke erleichtert die zweigeteilte Signalführung jedoch die Arbeiten, daalle Leitungspunkte einzeln kontaktiert und kombiniert werden können.
RF-Switch Designansatz Technische Spezifikation
Schaltertyp DPST(Dual Pole Single Throw)gegengekoppelt
Schalterdesign Torsion-Type
Schaltergröße Chipgröße: ~0,5 mm2
Technologie SMM und GAT
Schalterprinzip elektrostatische AnregungDirektkontakt
Strukturmaterial Poly - Si (BiCMOS Prozess)
Schaltkontakt Au - W (GaAs Prozess)
Versorgungsspannung 3 V
Schaltspannung 6 V - 14 V
Eigenfrequenz 100 kHz
Schaltgeschwindigkeit < 10 µsec
Kontaktwiderstand ~ 1 Ohm
Durchlass-Dämpfung < -0.5 dB
Sperr-Dämpfung -20 dB bei 1800 MHz-25 dB bei 900 MHz
Lebensdauer 10E9 Zyklen
Packaging Waferlevel
Gehäuse SMD
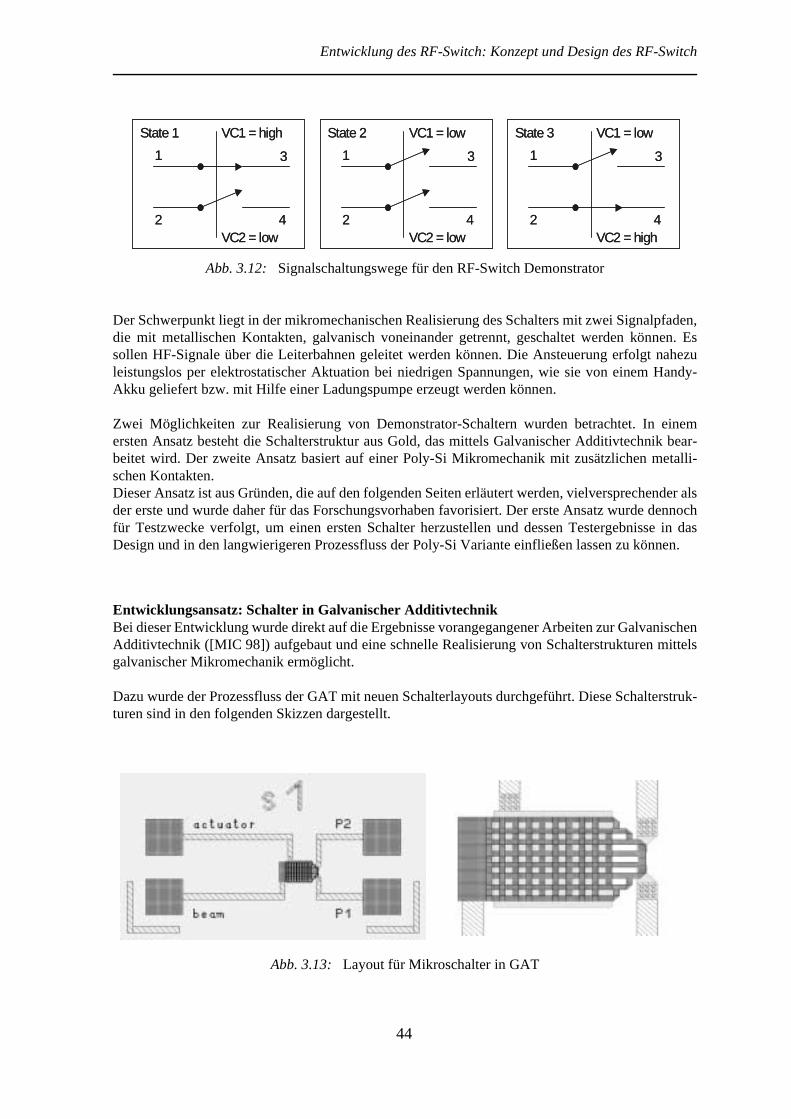
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
44
Abb. 3.12: Signalschaltungswege für den RF-Switch Demonstrator
Der Schwerpunkt liegt in der mikromechanischen Realisierung des Schalters mit zwei Signalpfaden,die mit metallischen Kontakten, galvanisch voneinander getrennt, geschaltet werden können. Essollen HF-Signale über die Leiterbahnen geleitet werden können. Die Ansteuerung erfolgt nahezuleistungslos per elektrostatischer Aktuation bei niedrigen Spannungen, wie sie von einem Handy-Akku geliefert bzw. mit Hilfe einer Ladungspumpe erzeugt werden können.
Zwei Möglichkeiten zur Realisierung von Demonstrator-Schaltern wurden betrachtet. In einemersten Ansatz besteht die Schalterstruktur aus Gold, das mittels Galvanischer Additivtechnik bear-beitet wird. Der zweite Ansatz basiert auf einer Poly-Si Mikromechanik mit zusätzlichen metalli-schen Kontakten.Dieser Ansatz ist aus Gründen, die auf den folgenden Seiten erläutert werden, vielversprechender alsder erste und wurde daher für das Forschungsvorhaben favorisiert. Der erste Ansatz wurde dennochfür Testzwecke verfolgt, um einen ersten Schalter herzustellen und dessen Testergebnisse in dasDesign und in den langwierigeren Prozessfluss der Poly-Si Variante einfließen lassen zu können.
Entwicklungsansatz: Schalter in Galvanischer AdditivtechnikBei dieser Entwicklung wurde direkt auf die Ergebnisse vorangegangener Arbeiten zur GalvanischenAdditivtechnik ([MIC 98]) aufgebaut und eine schnelle Realisierung von Schalterstrukturen mittelsgalvanischer Mikromechanik ermöglicht.
Dazu wurde der Prozessfluss der GAT mit neuen Schalterlayouts durchgeführt. Diese Schalterstruk-turen sind in den folgenden Skizzen dargestellt.
Abb. 3.13: Layout für Mikroschalter in GAT
1 3
2 4VC2 = low
VC1 = highState 1
1 3
2 4VC2 = low
VC1 = highState 1
1 3
2 4VC2 = low
VC1 = lowState 2
1 3
2 4VC2 = low
VC1 = lowState 2
1 3
2 4VC2 = high
VC1 = lowState 3
1 3
2 4VC2 = high
VC1 = lowState 3
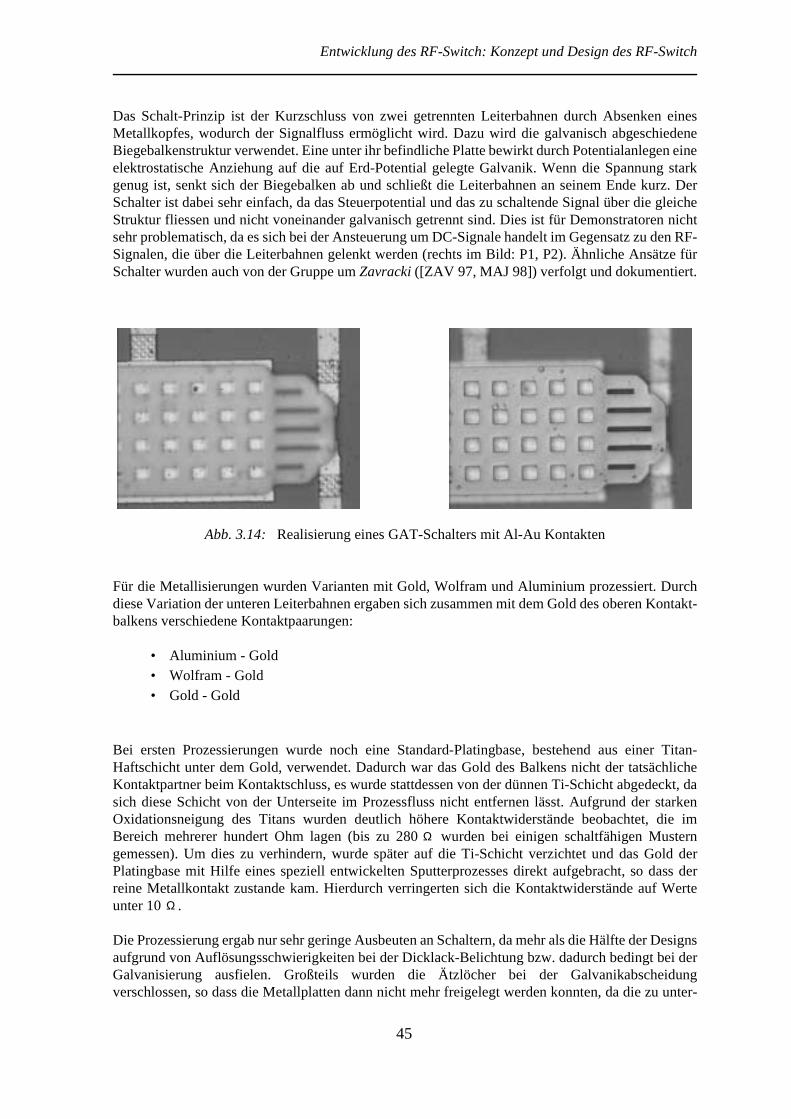
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
45
Das Schalt-Prinzip ist der Kurzschluss von zwei getrennten Leiterbahnen durch Absenken einesMetallkopfes, wodurch der Signalfluss ermöglicht wird. Dazu wird die galvanisch abgeschiedeneBiegebalkenstruktur verwendet. Eine unter ihr befindliche Platte bewirkt durch Potentialanlegen eineelektrostatische Anziehung auf die auf Erd-Potential gelegte Galvanik. Wenn die Spannung starkgenug ist, senkt sich der Biegebalken ab und schließt die Leiterbahnen an seinem Ende kurz. DerSchalter ist dabei sehr einfach, da das Steuerpotential und das zu schaltende Signal über die gleicheStruktur fliessen und nicht voneinander galvanisch getrennt sind. Dies ist für Demonstratoren nichtsehr problematisch, da es sich bei der Ansteuerung um DC-Signale handelt im Gegensatz zu den RF-Signalen, die über die Leiterbahnen gelenkt werden (rechts im Bild: P1, P2). Ähnliche Ansätze fürSchalter wurden auch von der Gruppe um Zavracki ([ZAV 97, MAJ 98]) verfolgt und dokumentiert.
Abb. 3.14: Realisierung eines GAT-Schalters mit Al-Au Kontakten
Für die Metallisierungen wurden Varianten mit Gold, Wolfram und Aluminium prozessiert. Durchdiese Variation der unteren Leiterbahnen ergaben sich zusammen mit dem Gold des oberen Kontakt-balkens verschiedene Kontaktpaarungen:
• Aluminium - Gold• Wolfram - Gold• Gold - Gold
Bei ersten Prozessierungen wurde noch eine Standard-Platingbase, bestehend aus einer Titan-Haftschicht unter dem Gold, verwendet. Dadurch war das Gold des Balkens nicht der tatsächlicheKontaktpartner beim Kontaktschluss, es wurde stattdessen von der dünnen Ti-Schicht abgedeckt, dasich diese Schicht von der Unterseite im Prozessfluss nicht entfernen lässt. Aufgrund der starkenOxidationsneigung des Titans wurden deutlich höhere Kontaktwiderstände beobachtet, die imBereich mehrerer hundert Ohm lagen (bis zu 280 wurden bei einigen schaltfähigen Musterngemessen). Um dies zu verhindern, wurde später auf die Ti-Schicht verzichtet und das Gold derPlatingbase mit Hilfe eines speziell entwickelten Sputterprozesses direkt aufgebracht, so dass derreine Metallkontakt zustande kam. Hierdurch verringerten sich die Kontaktwiderstände auf Werteunter 10 .
Die Prozessierung ergab nur sehr geringe Ausbeuten an Schaltern, da mehr als die Hälfte der Designsaufgrund von Auflösungsschwierigkeiten bei der Dicklack-Belichtung bzw. dadurch bedingt bei derGalvanisierung ausfielen. Großteils wurden die Ätzlöcher bei der Galvanikabscheidungverschlossen, so dass die Metallplatten dann nicht mehr freigelegt werden konnten, da die zu unter-
Ω
Ω
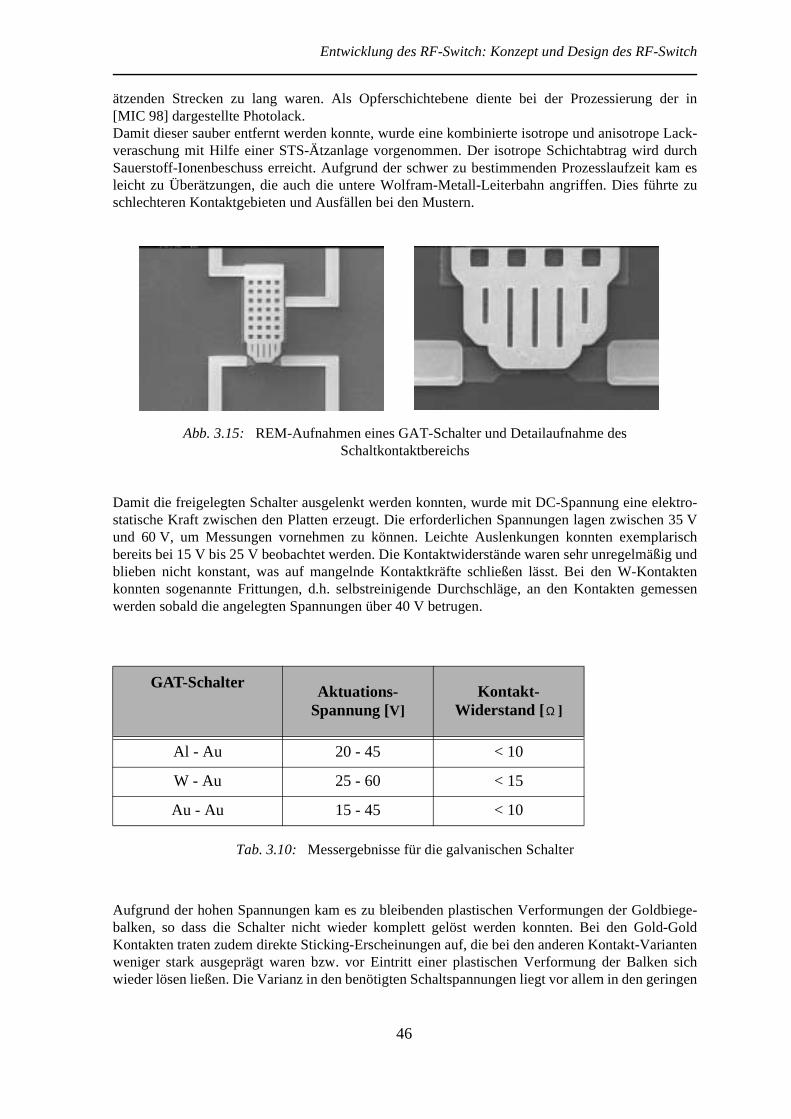
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
46
ätzenden Strecken zu lang waren. Als Opferschichtebene diente bei der Prozessierung der in[MIC 98] dargestellte Photolack.Damit dieser sauber entfernt werden konnte, wurde eine kombinierte isotrope und anisotrope Lack-veraschung mit Hilfe einer STS-Ätzanlage vorgenommen. Der isotrope Schichtabtrag wird durchSauerstoff-Ionenbeschuss erreicht. Aufgrund der schwer zu bestimmenden Prozesslaufzeit kam esleicht zu Überätzungen, die auch die untere Wolfram-Metall-Leiterbahn angriffen. Dies führte zuschlechteren Kontaktgebieten und Ausfällen bei den Mustern.
Abb. 3.15: REM-Aufnahmen eines GAT-Schalter und Detailaufnahme desSchaltkontaktbereichs
Damit die freigelegten Schalter ausgelenkt werden konnten, wurde mit DC-Spannung eine elektro-statische Kraft zwischen den Platten erzeugt. Die erforderlichen Spannungen lagen zwischen 35 Vund 60 V, um Messungen vornehmen zu können. Leichte Auslenkungen konnten exemplarischbereits bei 15 V bis 25 V beobachtet werden. Die Kontaktwiderstände waren sehr unregelmäßig undblieben nicht konstant, was auf mangelnde Kontaktkräfte schließen lässt. Bei den W-Kontaktenkonnten sogenannte Frittungen, d.h. selbstreinigende Durchschläge, an den Kontakten gemessenwerden sobald die angelegten Spannungen über 40 V betrugen.
Tab. 3.10: Messergebnisse für die galvanischen Schalter
Aufgrund der hohen Spannungen kam es zu bleibenden plastischen Verformungen der Goldbiege-balken, so dass die Schalter nicht wieder komplett gelöst werden konnten. Bei den Gold-GoldKontakten traten zudem direkte Sticking-Erscheinungen auf, die bei den anderen Kontakt-Variantenweniger stark ausgeprägt waren bzw. vor Eintritt einer plastischen Verformung der Balken sichwieder lösen ließen. Die Varianz in den benötigten Schaltspannungen liegt vor allem in den geringen
GAT-SchalterAktuations-
Spannung [V]Kontakt-
Widerstand [ ]
Al - Au 20 - 45 < 10
W - Au 25 - 60 < 15
Au - Au 15 - 45 < 10
Ω

Entwicklung des RF-Switch: Konzept und Design des RF-Switch
47
Ausbeuten und inhomogenen Prozessierungsergebnissen begründet und erlaubt keinen direktenRückschluss auf die materialspezifischen Unterschiede.
Das Grundproblem dieser Schalter bleibt die Tatsache, dass Metalle im Gegensatz zum WerkstoffSilizium keine guten mechanischen Eigenschaften besitzen und sich somit die in Tabelle 3.11genannten geringen Resonanzfrequenzen sowie Neigungen zur plastischen Verformung ergeben.Mechanisch bewegliche Mikrosysteme aus Metall sind daher nur sehr begrenzt einsetzbar. Dieswurde auch im Rahmen der durchgeführten Arbeiten am VESIMA Beschleunigungsschalter([MIC 99]) deutlich und dort als wesentlicher Kritikpunkt herausgestellt ([WYC 00]).
Mit Hilfe der Resonanzfrequenz f sowie der Federkonstante k lassen sich Rückschlüsse auf diemechanischen Qualitäten einer Struktur ziehen. Für einen einfachen Biegebalken gilt:
(3.1)
mit: E - ElastizitätsmodulI - Steifigkeit
- Dichte
Die folgende Tabelle liefert einen Vergleich zwischen Gold und Poly-Silizium für einen einfachenBiegebalken mit der Länge l = 100 µm, Höhe h = 2 µm und Breite b = 10 µm, der in z-Ebene ausge-lenkt wird. Es ist zu sehen, dass das Poly-Si deutlich bessere mechanische Eigenschaften als dieStruktur aus Gold besitzt.
Tab. 3.11: Vergleich der mechanischen Eigenschaften von Au und Si fürbewegliche Mikromechaniken
Es wurde deutlich, dass der reine Galvanik-Ansatz nicht geeignet ist, um elektrostatische Mikro-schalter herzustellen. Die wesentlichen Gründe hierfür liegen in den folgenden Punkten:
• Die Prozessierung der Galvanik-Schalter sowie ihre Ausbeute ist nicht stabilgenug.
MaterialE-Modul
[GPa]
Dichte
[g/cm3]
Resonanz-frequenz f
[kHz]
Feder-konstante
Gold (Au) 50 19,3 52,8 1
Poly-Silizium (P-Si) 165 2,3 277,8 3,3
f 0 164h
l2
---- Eρ---⋅,= k
3EI
l3
--------- mit Ibh
3
12--------==
Resonanzfrequenz f [Hz] Federkonstante k
ρ
ρ
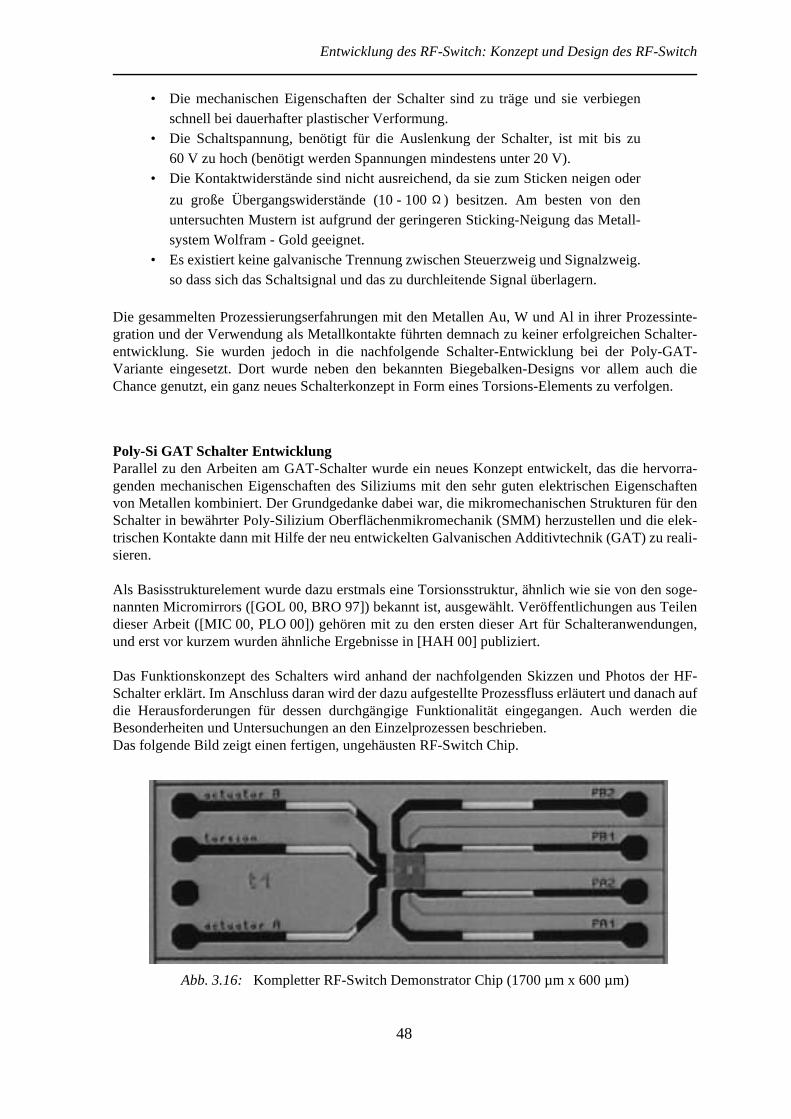
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
48
• Die mechanischen Eigenschaften der Schalter sind zu träge und sie verbiegenschnell bei dauerhafter plastischer Verformung.
• Die Schaltspannung, benötigt für die Auslenkung der Schalter, ist mit bis zu60 V zu hoch (benötigt werden Spannungen mindestens unter 20 V).
• Die Kontaktwiderstände sind nicht ausreichend, da sie zum Sticken neigen oder
zu große Übergangswiderstände (10 - 100 ) besitzen. Am besten von denuntersuchten Mustern ist aufgrund der geringeren Sticking-Neigung das Metall-system Wolfram - Gold geeignet.
• Es existiert keine galvanische Trennung zwischen Steuerzweig und Signalzweig.so dass sich das Schaltsignal und das zu durchleitende Signal überlagern.
Die gesammelten Prozessierungserfahrungen mit den Metallen Au, W und Al in ihrer Prozessinte-gration und der Verwendung als Metallkontakte führten demnach zu keiner erfolgreichen Schalter-entwicklung. Sie wurden jedoch in die nachfolgende Schalter-Entwicklung bei der Poly-GAT-Variante eingesetzt. Dort wurde neben den bekannten Biegebalken-Designs vor allem auch dieChance genutzt, ein ganz neues Schalterkonzept in Form eines Torsions-Elements zu verfolgen.
Poly-Si GAT Schalter EntwicklungParallel zu den Arbeiten am GAT-Schalter wurde ein neues Konzept entwickelt, das die hervorra-genden mechanischen Eigenschaften des Siliziums mit den sehr guten elektrischen Eigenschaftenvon Metallen kombiniert. Der Grundgedanke dabei war, die mikromechanischen Strukturen für denSchalter in bewährter Poly-Silizium Oberflächenmikromechanik (SMM) herzustellen und die elek-trischen Kontakte dann mit Hilfe der neu entwickelten Galvanischen Additivtechnik (GAT) zu reali-sieren.
Als Basisstrukturelement wurde dazu erstmals eine Torsionsstruktur, ähnlich wie sie von den soge-nannten Micromirrors ([GOL 00, BRO 97]) bekannt ist, ausgewählt. Veröffentlichungen aus Teilendieser Arbeit ([MIC 00, PLO 00]) gehören mit zu den ersten dieser Art für Schalteranwendungen,und erst vor kurzem wurden ähnliche Ergebnisse in [HAH 00] publiziert.
Das Funktionskonzept des Schalters wird anhand der nachfolgenden Skizzen und Photos der HF-Schalter erklärt. Im Anschluss daran wird der dazu aufgestellte Prozessfluss erläutert und danach aufdie Herausforderungen für dessen durchgängige Funktionalität eingegangen. Auch werden dieBesonderheiten und Untersuchungen an den Einzelprozessen beschrieben.Das folgende Bild zeigt einen fertigen, ungehäusten RF-Switch Chip.
Abb. 3.16: Kompletter RF-Switch Demonstrator Chip (1700 µm x 600 µm)
Ω
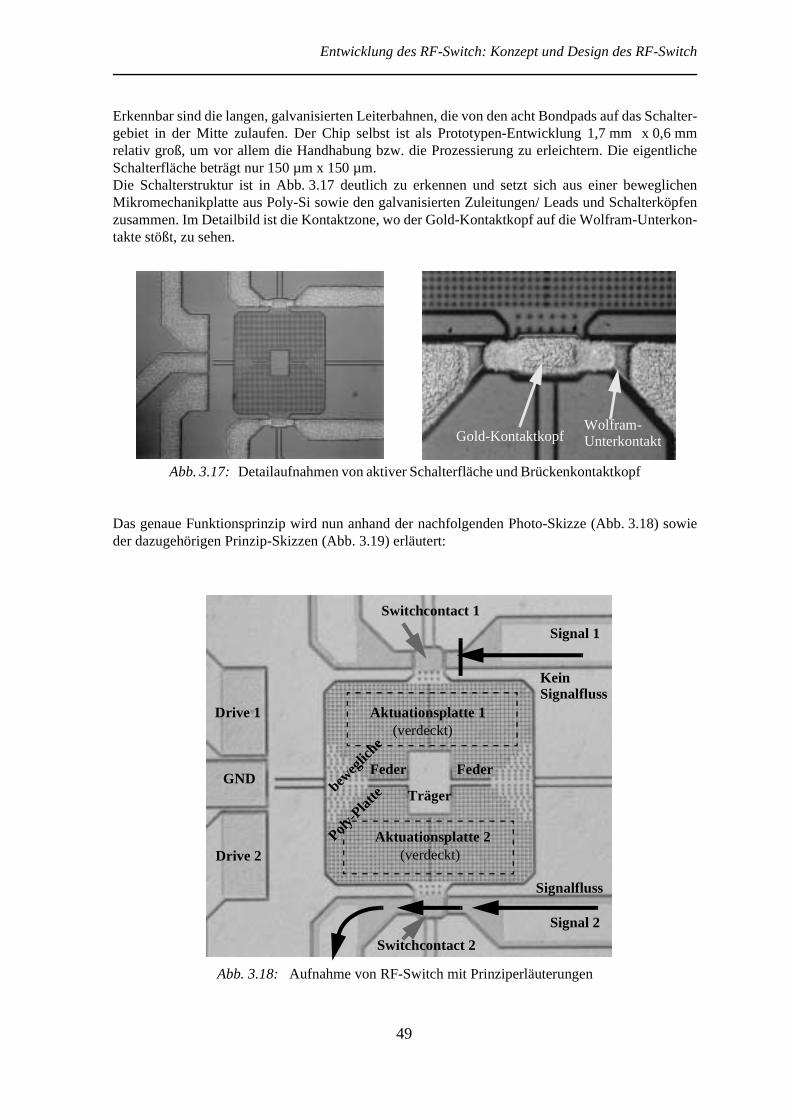
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
49
Erkennbar sind die langen, galvanisierten Leiterbahnen, die von den acht Bondpads auf das Schalter-gebiet in der Mitte zulaufen. Der Chip selbst ist als Prototypen-Entwicklung 1,7 mm x 0,6 mmrelativ groß, um vor allem die Handhabung bzw. die Prozessierung zu erleichtern. Die eigentlicheSchalterfläche beträgt nur 150 µm x 150 µm.Die Schalterstruktur ist in Abb. 3.17 deutlich zu erkennen und setzt sich aus einer beweglichenMikromechanikplatte aus Poly-Si sowie den galvanisierten Zuleitungen/ Leads und Schalterköpfenzusammen. Im Detailbild ist die Kontaktzone, wo der Gold-Kontaktkopf auf die Wolfram-Unterkon-takte stößt, zu sehen.
Abb. 3.17: Detailaufnahmen von aktiver Schalterfläche und Brückenkontaktkopf
Das genaue Funktionsprinzip wird nun anhand der nachfolgenden Photo-Skizze (Abb. 3.18) sowieder dazugehörigen Prinzip-Skizzen (Abb. 3.19) erläutert:
Abb. 3.18: Aufnahme von RF-Switch mit Prinziperläuterungen
Gold-KontaktkopfWolfram-Unterkontakt
Signal 1
Signal 2
Drive 1
GND
Drive 2
Switchcontact 1
Switchcontact 2
Feder
Aktuationsplatte 2
Aktuationsplatte 1
Träger
Poly-P
lattebew
eglic
he
(verdeckt)
(verdeckt)
Signalfluss
Feder
KeinSignalfluss
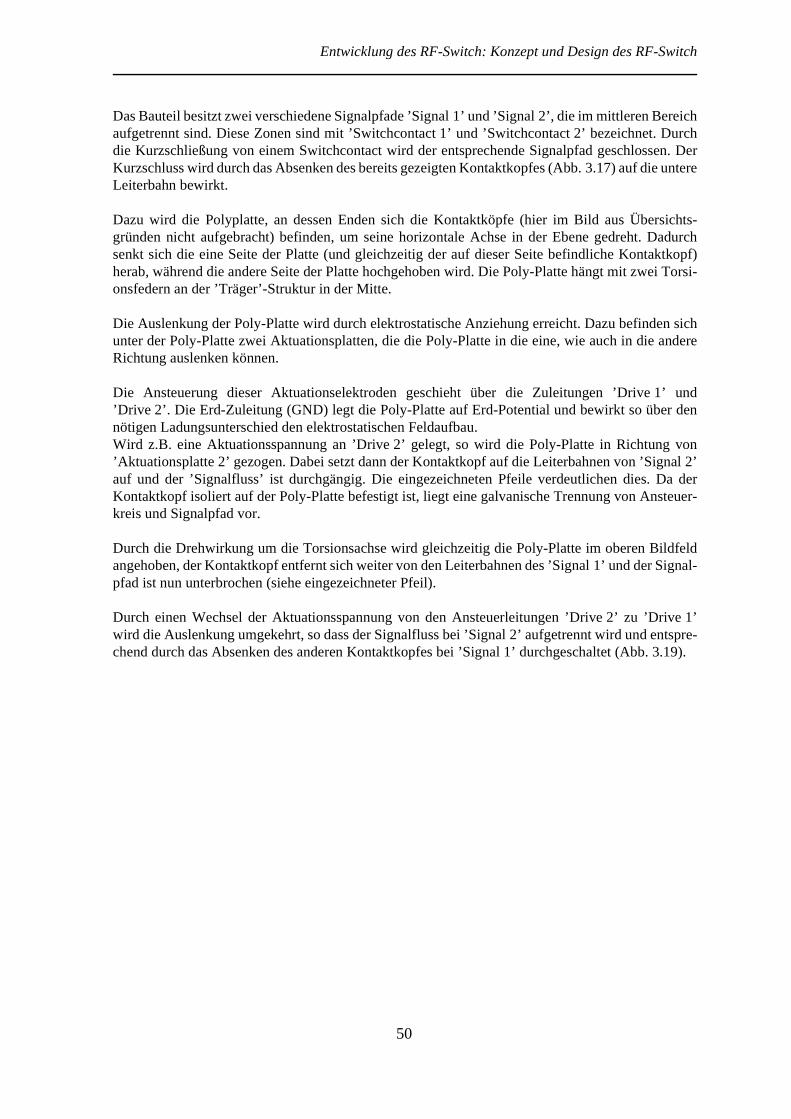
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
50
Das Bauteil besitzt zwei verschiedene Signalpfade ’Signal 1’ und ’Signal 2’, die im mittleren Bereichaufgetrennt sind. Diese Zonen sind mit ’Switchcontact 1’ und ’Switchcontact 2’ bezeichnet. Durchdie Kurzschließung von einem Switchcontact wird der entsprechende Signalpfad geschlossen. DerKurzschluss wird durch das Absenken des bereits gezeigten Kontaktkopfes (Abb. 3.17) auf die untereLeiterbahn bewirkt.
Dazu wird die Polyplatte, an dessen Enden sich die Kontaktköpfe (hier im Bild aus Übersichts-gründen nicht aufgebracht) befinden, um seine horizontale Achse in der Ebene gedreht. Dadurchsenkt sich die eine Seite der Platte (und gleichzeitig der auf dieser Seite befindliche Kontaktkopf)herab, während die andere Seite der Platte hochgehoben wird. Die Poly-Platte hängt mit zwei Torsi-onsfedern an der ’Träger’-Struktur in der Mitte.
Die Auslenkung der Poly-Platte wird durch elektrostatische Anziehung erreicht. Dazu befinden sichunter der Poly-Platte zwei Aktuationsplatten, die die Poly-Platte in die eine, wie auch in die andereRichtung auslenken können.
Die Ansteuerung dieser Aktuationselektroden geschieht über die Zuleitungen ’Drive 1’ und’Drive 2’. Die Erd-Zuleitung (GND) legt die Poly-Platte auf Erd-Potential und bewirkt so über dennötigen Ladungsunterschied den elektrostatischen Feldaufbau.Wird z.B. eine Aktuationsspannung an ’Drive 2’ gelegt, so wird die Poly-Platte in Richtung von’Aktuationsplatte 2’ gezogen. Dabei setzt dann der Kontaktkopf auf die Leiterbahnen von ’Signal 2’auf und der ’Signalfluss’ ist durchgängig. Die eingezeichneten Pfeile verdeutlichen dies. Da derKontaktkopf isoliert auf der Poly-Platte befestigt ist, liegt eine galvanische Trennung von Ansteuer-kreis und Signalpfad vor.
Durch die Drehwirkung um die Torsionsachse wird gleichzeitig die Poly-Platte im oberen Bildfeldangehoben, der Kontaktkopf entfernt sich weiter von den Leiterbahnen des ’Signal 1’ und der Signal-pfad ist nun unterbrochen (siehe eingezeichneter Pfeil).
Durch einen Wechsel der Aktuationsspannung von den Ansteuerleitungen ’Drive 2’ zu ’Drive 1’wird die Auslenkung umgekehrt, so dass der Signalfluss bei ’Signal 2’ aufgetrennt wird und entspre-chend durch das Absenken des anderen Kontaktkopfes bei ’Signal 1’ durchgeschaltet (Abb. 3.19).
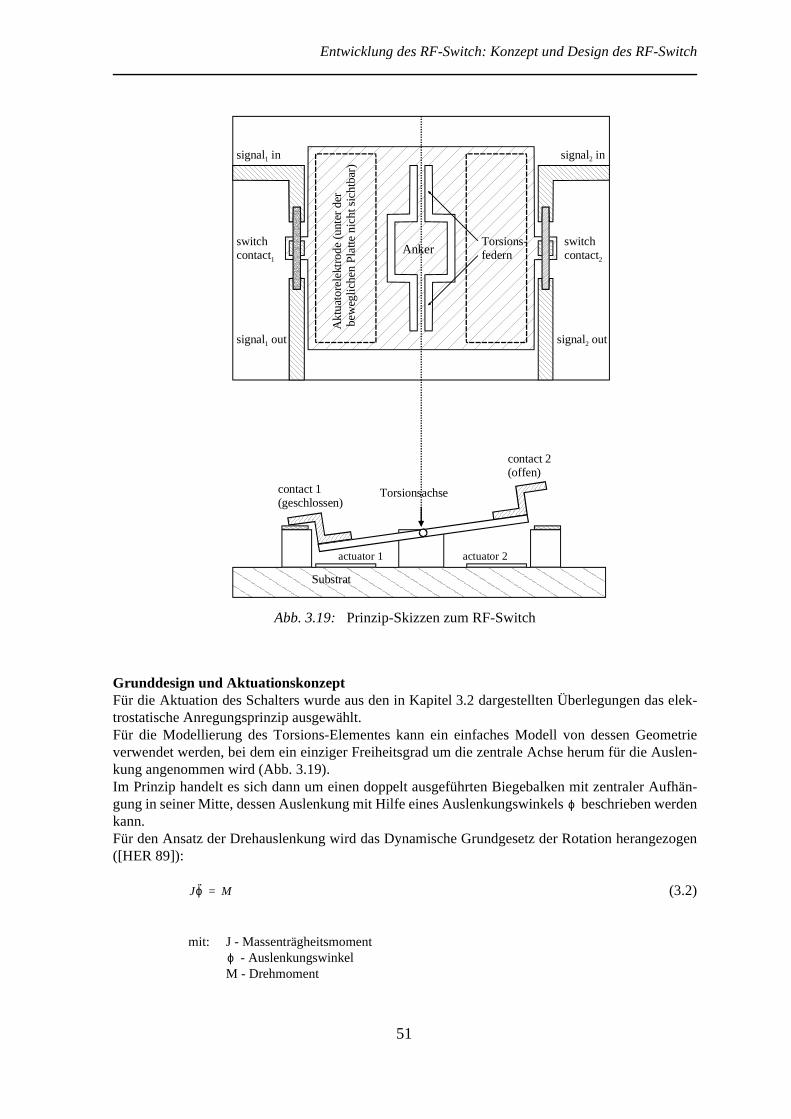
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
51
Abb. 3.19: Prinzip-Skizzen zum RF-Switch
Grunddesign und AktuationskonzeptFür die Aktuation des Schalters wurde aus den in Kapitel 3.2 dargestellten Überlegungen das elek-trostatische Anregungsprinzip ausgewählt.Für die Modellierung des Torsions-Elementes kann ein einfaches Modell von dessen Geometrieverwendet werden, bei dem ein einziger Freiheitsgrad um die zentrale Achse herum für die Auslen-kung angenommen wird (Abb. 3.19).Im Prinzip handelt es sich dann um einen doppelt ausgeführten Biegebalken mit zentraler Aufhän-gung in seiner Mitte, dessen Auslenkung mit Hilfe eines Auslenkungswinkels beschrieben werdenkann.Für den Ansatz der Drehauslenkung wird das Dynamische Grundgesetz der Rotation herangezogen([HER 89]):
(3.2)
mit: J - Massenträgheitsmoment- Auslenkungswinkel
M - Drehmoment
signal1 in
signal1 out
signal2 in
signal2 out
switchcontact1
switchcontact2
AnkerTorsions-federn
Akt
uato
rele
ktro
de(u
nter
der
bew
eglic
hen
Plat
teni
chts
icht
bar)
contact 1(geschlossen)
Torsionsachse
contact 2(offen)
actuator 1 actuator 2
Substrat
ϕ
Jϕ·· M=
ϕ
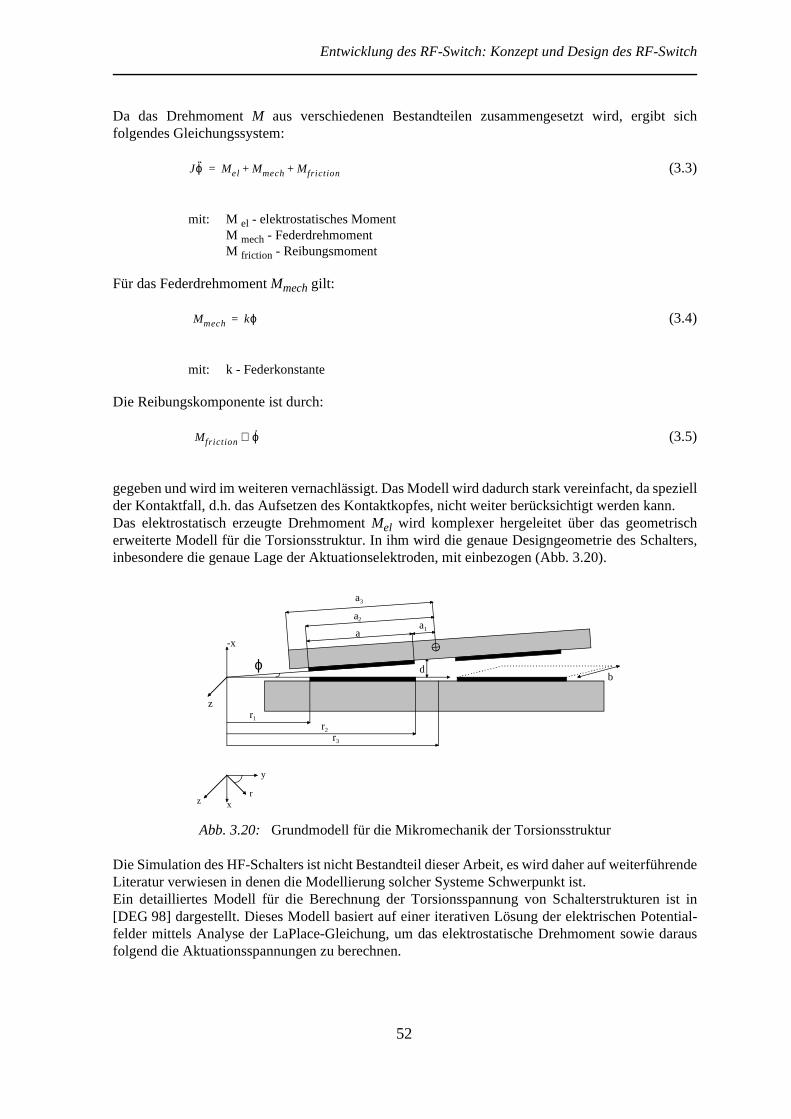
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
52
Da das Drehmoment M aus verschiedenen Bestandteilen zusammengesetzt wird, ergibt sichfolgendes Gleichungssystem:
(3.3)
mit: M el - elektrostatisches MomentM mech - FederdrehmomentM friction - Reibungsmoment
Für das Federdrehmoment Mmech gilt:
(3.4)
mit: k - Federkonstante
Die Reibungskomponente ist durch:
(3.5)
gegeben und wird im weiteren vernachlässigt. Das Modell wird dadurch stark vereinfacht, da speziellder Kontaktfall, d.h. das Aufsetzen des Kontaktkopfes, nicht weiter berücksichtigt werden kann.Das elektrostatisch erzeugte Drehmoment Mel wird komplexer hergeleitet über das geometrischerweiterte Modell für die Torsionsstruktur. In ihm wird die genaue Designgeometrie des Schalters,inbesondere die genaue Lage der Aktuationselektroden, mit einbezogen (Abb. 3.20).
Abb. 3.20: Grundmodell für die Mikromechanik der Torsionsstruktur
Die Simulation des HF-Schalters ist nicht Bestandteil dieser Arbeit, es wird daher auf weiterführendeLiteratur verwiesen in denen die Modellierung solcher Systeme Schwerpunkt ist.Ein detailliertes Modell für die Berechnung der Torsionsspannung von Schalterstrukturen ist in[DEG 98] dargestellt. Dieses Modell basiert auf einer iterativen Lösung der elektrischen Potential-felder mittels Analyse der LaPlace-Gleichung, um das elektrostatische Drehmoment sowie darausfolgend die Aktuationsspannungen zu berechnen.
Jϕ·· Mel Mmech Mfriction+ +=
Mmech kϕ=
Mfriction ϕ·∝
-x
z
a1a
a2
a3
d
r1
r2
r3
x
y
zr
bϕ
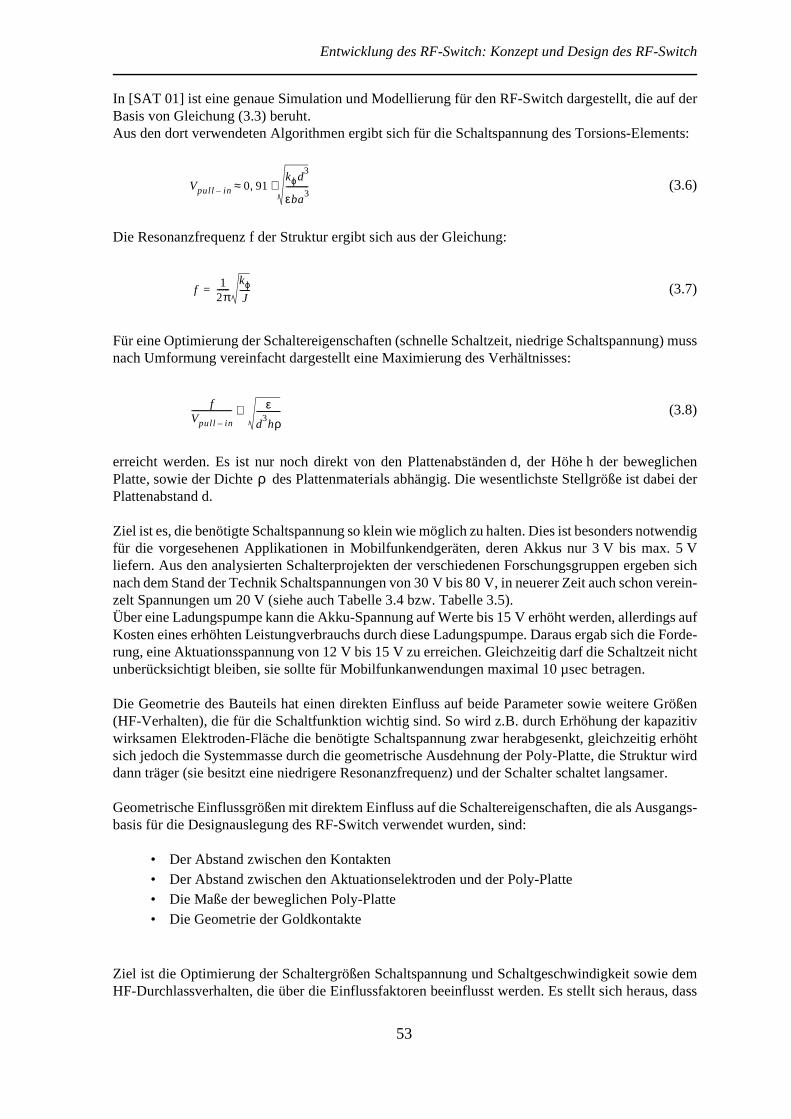
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
53
In [SAT 01] ist eine genaue Simulation und Modellierung für den RF-Switch dargestellt, die auf derBasis von Gleichung (3.3) beruht.Aus den dort verwendeten Algorithmen ergibt sich für die Schaltspannung des Torsions-Elements:
(3.6)
Die Resonanzfrequenz f der Struktur ergibt sich aus der Gleichung:
(3.7)
Für eine Optimierung der Schaltereigenschaften (schnelle Schaltzeit, niedrige Schaltspannung) mussnach Umformung vereinfacht dargestellt eine Maximierung des Verhältnisses:
(3.8)
erreicht werden. Es ist nur noch direkt von den Plattenabständen d, der Höhe h der beweglichenPlatte, sowie der Dichte des Plattenmaterials abhängig. Die wesentlichste Stellgröße ist dabei derPlattenabstand d.
Ziel ist es, die benötigte Schaltspannung so klein wie möglich zu halten. Dies ist besonders notwendigfür die vorgesehenen Applikationen in Mobilfunkendgeräten, deren Akkus nur 3 V bis max. 5 Vliefern. Aus den analysierten Schalterprojekten der verschiedenen Forschungsgruppen ergeben sichnach dem Stand der Technik Schaltspannungen von 30 V bis 80 V, in neuerer Zeit auch schon verein-zelt Spannungen um 20 V (siehe auch Tabelle 3.4 bzw. Tabelle 3.5).Über eine Ladungspumpe kann die Akku-Spannung auf Werte bis 15 V erhöht werden, allerdings aufKosten eines erhöhten Leistungverbrauchs durch diese Ladungspumpe. Daraus ergab sich die Forde-rung, eine Aktuationsspannung von 12 V bis 15 V zu erreichen. Gleichzeitig darf die Schaltzeit nichtunberücksichtigt bleiben, sie sollte für Mobilfunkanwendungen maximal 10 µsec betragen.
Die Geometrie des Bauteils hat einen direkten Einfluss auf beide Parameter sowie weitere Größen(HF-Verhalten), die für die Schaltfunktion wichtig sind. So wird z.B. durch Erhöhung der kapazitivwirksamen Elektroden-Fläche die benötigte Schaltspannung zwar herabgesenkt, gleichzeitig erhöhtsich jedoch die Systemmasse durch die geometrische Ausdehnung der Poly-Platte, die Struktur wirddann träger (sie besitzt eine niedrigere Resonanzfrequenz) und der Schalter schaltet langsamer.
Geometrische Einflussgrößen mit direktem Einfluss auf die Schaltereigenschaften, die als Ausgangs-basis für die Designauslegung des RF-Switch verwendet wurden, sind:
• Der Abstand zwischen den Kontakten• Der Abstand zwischen den Aktuationselektroden und der Poly-Platte• Die Maße der beweglichen Poly-Platte• Die Geometrie der Goldkontakte
Ziel ist die Optimierung der Schaltergrößen Schaltspannung und Schaltgeschwindigkeit sowie demHF-Durchlassverhalten, die über die Einflussfaktoren beeinflusst werden. Es stellt sich heraus, dass
Vpull in– 0 91kϕd
3
εba3
-----------⋅,≈
f1
2π------
kϕJ
-----=
fVpull in–-------------------- ε
d3hρ
------------∝
ρ
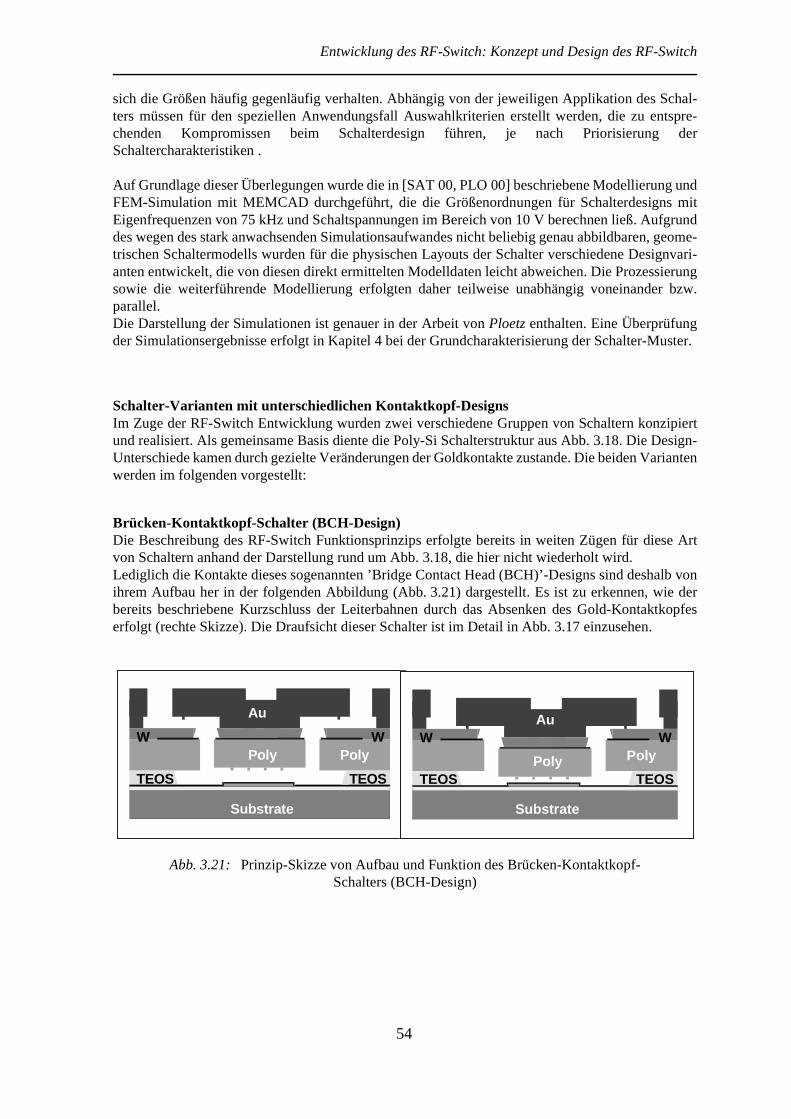
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
54
sich die Größen häufig gegenläufig verhalten. Abhängig von der jeweiligen Applikation des Schal-ters müssen für den speziellen Anwendungsfall Auswahlkriterien erstellt werden, die zu entspre-chenden Kompromissen beim Schalterdesign führen, je nach Priorisierung derSchaltercharakteristiken .
Auf Grundlage dieser Überlegungen wurde die in [SAT 00, PLO 00] beschriebene Modellierung undFEM-Simulation mit MEMCAD durchgeführt, die die Größenordnungen für Schalterdesigns mitEigenfrequenzen von 75 kHz und Schaltspannungen im Bereich von 10 V berechnen ließ. Aufgrunddes wegen des stark anwachsenden Simulationsaufwandes nicht beliebig genau abbildbaren, geome-trischen Schaltermodells wurden für die physischen Layouts der Schalter verschiedene Designvari-anten entwickelt, die von diesen direkt ermittelten Modelldaten leicht abweichen. Die Prozessierungsowie die weiterführende Modellierung erfolgten daher teilweise unabhängig voneinander bzw.parallel.Die Darstellung der Simulationen ist genauer in der Arbeit von Ploetz enthalten. Eine Überprüfungder Simulationsergebnisse erfolgt in Kapitel 4 bei der Grundcharakterisierung der Schalter-Muster.
Schalter-Varianten mit unterschiedlichen Kontaktkopf-DesignsIm Zuge der RF-Switch Entwicklung wurden zwei verschiedene Gruppen von Schaltern konzipiertund realisiert. Als gemeinsame Basis diente die Poly-Si Schalterstruktur aus Abb. 3.18. Die Design-Unterschiede kamen durch gezielte Veränderungen der Goldkontakte zustande. Die beiden Variantenwerden im folgenden vorgestellt:
Brücken-Kontaktkopf-Schalter (BCH-Design)Die Beschreibung des RF-Switch Funktionsprinzips erfolgte bereits in weiten Zügen für diese Artvon Schaltern anhand der Darstellung rund um Abb. 3.18, die hier nicht wiederholt wird.Lediglich die Kontakte dieses sogenannten ’Bridge Contact Head (BCH)’-Designs sind deshalb vonihrem Aufbau her in der folgenden Abbildung (Abb. 3.21) dargestellt. Es ist zu erkennen, wie derbereits beschriebene Kurzschluss der Leiterbahnen durch das Absenken des Gold-Kontaktkopfeserfolgt (rechte Skizze). Die Draufsicht dieser Schalter ist im Detail in Abb. 3.17 einzusehen.
Abb. 3.21: Prinzip-Skizze von Aufbau und Funktion des Brücken-Kontaktkopf-Schalters (BCH-Design)
Poly Poly
Substrate
W W
TEOS TEOS
Au Au
Substrate
Poly PolyW W
TEOS TEOS
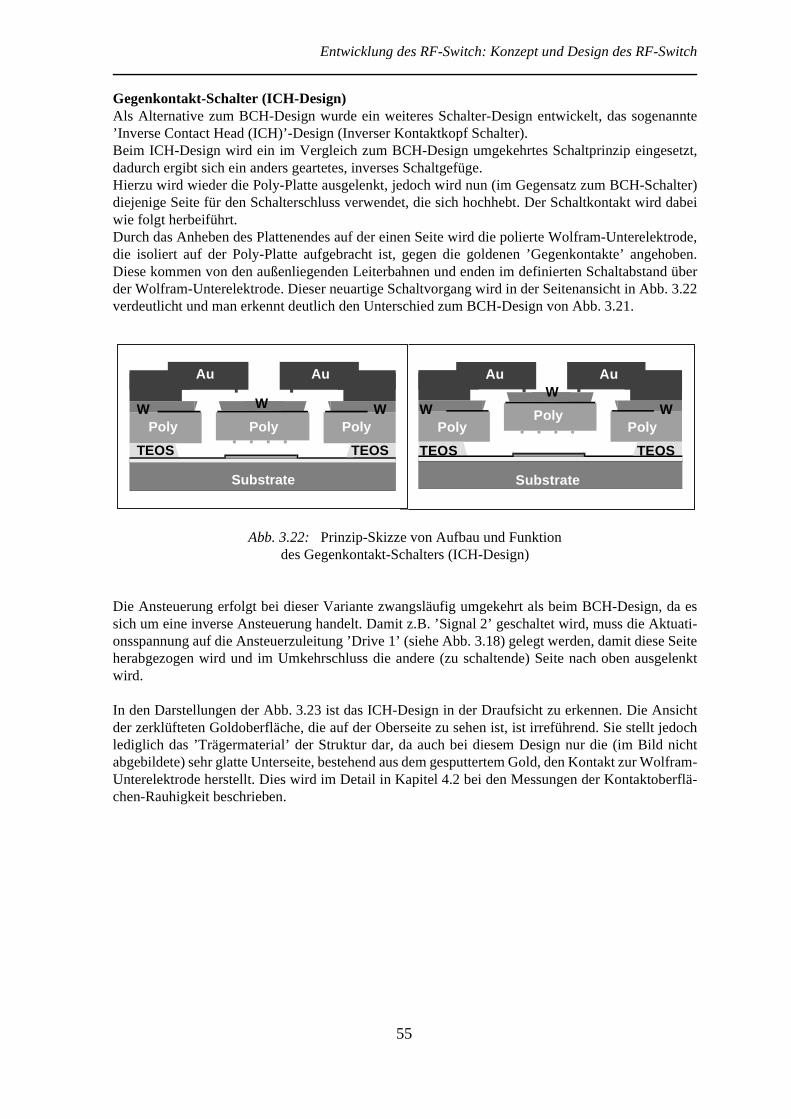
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
55
Gegenkontakt-Schalter (ICH-Design)Als Alternative zum BCH-Design wurde ein weiteres Schalter-Design entwickelt, das sogenannte’Inverse Contact Head (ICH)’-Design (Inverser Kontaktkopf Schalter).Beim ICH-Design wird ein im Vergleich zum BCH-Design umgekehrtes Schaltprinzip eingesetzt,dadurch ergibt sich ein anders geartetes, inverses Schaltgefüge.Hierzu wird wieder die Poly-Platte ausgelenkt, jedoch wird nun (im Gegensatz zum BCH-Schalter)diejenige Seite für den Schalterschluss verwendet, die sich hochhebt. Der Schaltkontakt wird dabeiwie folgt herbeiführt.Durch das Anheben des Plattenendes auf der einen Seite wird die polierte Wolfram-Unterelektrode,die isoliert auf der Poly-Platte aufgebracht ist, gegen die goldenen ’Gegenkontakte’ angehoben.Diese kommen von den außenliegenden Leiterbahnen und enden im definierten Schaltabstand überder Wolfram-Unterelektrode. Dieser neuartige Schaltvorgang wird in der Seitenansicht in Abb. 3.22verdeutlicht und man erkennt deutlich den Unterschied zum BCH-Design von Abb. 3.21.
Abb. 3.22: Prinzip-Skizze von Aufbau und Funktiondes Gegenkontakt-Schalters (ICH-Design)
Die Ansteuerung erfolgt bei dieser Variante zwangsläufig umgekehrt als beim BCH-Design, da essich um eine inverse Ansteuerung handelt. Damit z.B. ’Signal 2’ geschaltet wird, muss die Aktuati-onsspannung auf die Ansteuerzuleitung ’Drive 1’ (siehe Abb. 3.18) gelegt werden, damit diese Seiteherabgezogen wird und im Umkehrschluss die andere (zu schaltende) Seite nach oben ausgelenktwird.
In den Darstellungen der Abb. 3.23 ist das ICH-Design in der Draufsicht zu erkennen. Die Ansichtder zerklüfteten Goldoberfläche, die auf der Oberseite zu sehen ist, ist irreführend. Sie stellt jedochlediglich das ’Trägermaterial’ der Struktur dar, da auch bei diesem Design nur die (im Bild nichtabgebildete) sehr glatte Unterseite, bestehend aus dem gesputtertem Gold, den Kontakt zur Wolfram-Unterelektrode herstellt. Dies wird im Detail in Kapitel 4.2 bei den Messungen der Kontaktoberflä-chen-Rauhigkeit beschrieben.
Au
PolyPoly
Substrate
W W
TEOS TEOS
Au
Poly
WAu
Substrate
Poly PolyW W
TEOS TEOS
Poly
Au
W
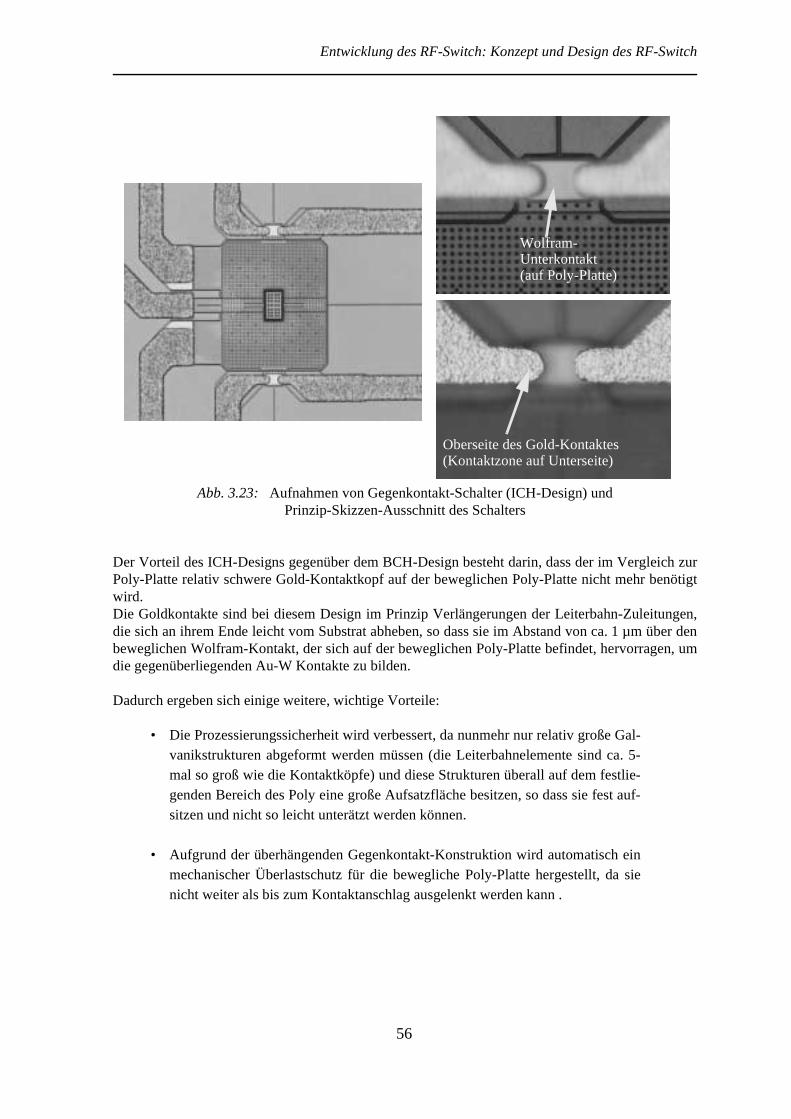
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
56
Abb. 3.23: Aufnahmen von Gegenkontakt-Schalter (ICH-Design) undPrinzip-Skizzen-Ausschnitt des Schalters
Der Vorteil des ICH-Designs gegenüber dem BCH-Design besteht darin, dass der im Vergleich zurPoly-Platte relativ schwere Gold-Kontaktkopf auf der beweglichen Poly-Platte nicht mehr benötigtwird.Die Goldkontakte sind bei diesem Design im Prinzip Verlängerungen der Leiterbahn-Zuleitungen,die sich an ihrem Ende leicht vom Substrat abheben, so dass sie im Abstand von ca. 1 µm über denbeweglichen Wolfram-Kontakt, der sich auf der beweglichen Poly-Platte befindet, hervorragen, umdie gegenüberliegenden Au-W Kontakte zu bilden.
Dadurch ergeben sich einige weitere, wichtige Vorteile:
• Die Prozessierungssicherheit wird verbessert, da nunmehr nur relativ große Gal-vanikstrukturen abgeformt werden müssen (die Leiterbahnelemente sind ca. 5-mal so groß wie die Kontaktköpfe) und diese Strukturen überall auf dem festlie-genden Bereich des Poly eine große Aufsatzfläche besitzen, so dass sie fest auf-sitzen und nicht so leicht unterätzt werden können.
• Aufgrund der überhängenden Gegenkontakt-Konstruktion wird automatisch einmechanischer Überlastschutz für die bewegliche Poly-Platte hergestellt, da sienicht weiter als bis zum Kontaktanschlag ausgelenkt werden kann .
Wolfram-Unterkontakt(auf Poly-Platte)
Oberseite des Gold-Kontaktes(Kontaktzone auf Unterseite)
Entwicklung des RF-Switch: Konzept und Design des RF-Switch
57
Wesentlichster Punkt ist jedoch:
• Die Masse der beweglichen Platte wird durch den Wegfall des goldenen Kon-taktkopfes deutlich reduziert. Daraus ergibt sich eine höhere Resonanzfrequenzfür das ICH-Torsions-Element, was theoretisch zu einer schnelleren Schaltzeitdieses Systems führt.
Die Fertigung der beiden Schaltersysteme im BCH- und ICH-Design ist im direkten Herstellungsab-lauf identisch, da die Schalter lediglich layout-technische Unterschiede aufweisen. Der Prozessflussfür die Herstellung wird im nächsten Abschnitt am Beispiel der Schalter im BCH-Design detailliertdargestellt.
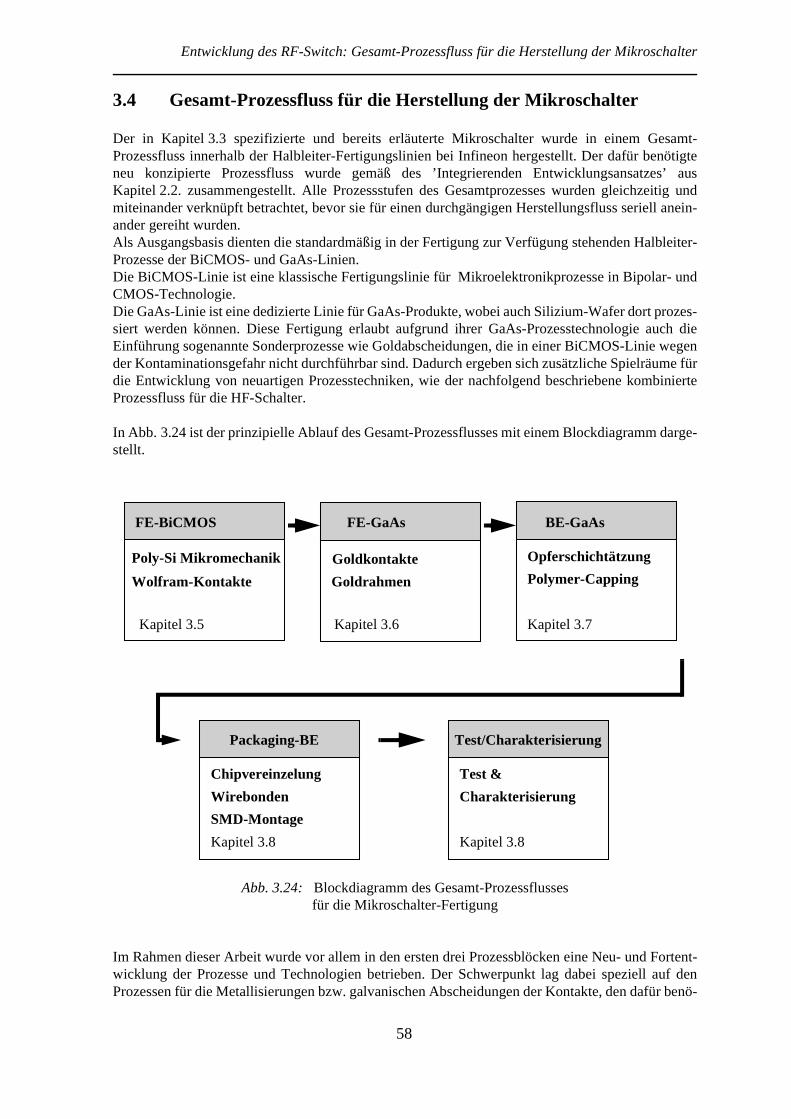
Entwicklung des RF-Switch: Gesamt-Prozessfluss für die Herstellung der Mikroschalter
58
3.4 Gesamt-Prozessfluss für die Herstellung der Mikroschalter
Der in Kapitel 3.3 spezifizierte und bereits erläuterte Mikroschalter wurde in einem Gesamt-Prozessfluss innerhalb der Halbleiter-Fertigungslinien bei Infineon hergestellt. Der dafür benötigteneu konzipierte Prozessfluss wurde gemäß des ’Integrierenden Entwicklungsansatzes’ ausKapitel 2.2. zusammengestellt. Alle Prozessstufen des Gesamtprozesses wurden gleichzeitig undmiteinander verknüpft betrachtet, bevor sie für einen durchgängigen Herstellungsfluss seriell anein-ander gereiht wurden.Als Ausgangsbasis dienten die standardmäßig in der Fertigung zur Verfügung stehenden Halbleiter-Prozesse der BiCMOS- und GaAs-Linien.Die BiCMOS-Linie ist eine klassische Fertigungslinie für Mikroelektronikprozesse in Bipolar- undCMOS-Technologie.Die GaAs-Linie ist eine dedizierte Linie für GaAs-Produkte, wobei auch Silizium-Wafer dort prozes-siert werden können. Diese Fertigung erlaubt aufgrund ihrer GaAs-Prozesstechnologie auch dieEinführung sogenannte Sonderprozesse wie Goldabscheidungen, die in einer BiCMOS-Linie wegender Kontaminationsgefahr nicht durchführbar sind. Dadurch ergeben sich zusätzliche Spielräume fürdie Entwicklung von neuartigen Prozesstechniken, wie der nachfolgend beschriebene kombinierteProzessfluss für die HF-Schalter.
In Abb. 3.24 ist der prinzipielle Ablauf des Gesamt-Prozessflusses mit einem Blockdiagramm darge-stellt.
Abb. 3.24: Blockdiagramm des Gesamt-Prozessflussesfür die Mikroschalter-Fertigung
Im Rahmen dieser Arbeit wurde vor allem in den ersten drei Prozessblöcken eine Neu- und Fortent-wicklung der Prozesse und Technologien betrieben. Der Schwerpunkt lag dabei speziell auf denProzessen für die Metallisierungen bzw. galvanischen Abscheidungen der Kontakte, den dafür benö-
Kapitel 3.8Kapitel 3.8
Kapitel 3.5 Kapitel 3.6 Kapitel 3.7
FE-BiCMOS FE-GaAs BE-GaAs
Packaging-BE Test/Charakterisierung
Poly-Si Mikromechanik Goldkontakte Opferschichtätzung
Polymer-CappingGoldrahmenWolfram-Kontakte
Test &
Charakterisierung
Chipvereinzelung
Wirebonden
SMD-Montage
Entwicklung des RF-Switch: Gesamt-Prozessfluss für die Herstellung der Mikroschalter
59
tigten Vorprozessen, wie z.B. der Dicklack-Phototechnik, sowie im Bereich Waferlevel-Packaging.Auf den im Grundgerüst existierenden Poly-Si Mikromechanik Prozess im FE-BiCMOS konnte imWesentlichen aufgebaut werden.Die einzelnen Prozessblöcke im Gesamtprozessfluss sind auf spezielle Aufgaben- bzw. Bearbei-tungsgebiete fokussiert, so dass dort auf die vorhandenen Anlagen und Prozesstechniken zurückge-griffen werden kann bzw. auf sie aufgebaut wird. Die Blöcke enthalten folgende Kerntechnologienund Hauptprozesse für die Herstellung der RF-Switches, wobei diejenigen Prozesse, die im Rahmender RF-Switch-Entwicklung neu entwickelt bzw. konzipiert wurden, im folgenden mit ’neu’ gekenn-zeichnet sind:
FE-BiCMOS• BiCMOS Linie für ICs und diskrete Bauelemente (Dioden, Transistoren)• Mikromechanik-Prozess mit 2 Poly-Si Ebenen (Sensoren)• Oxid-Opferschicht-Technik für Mikromechaniken• Wolfram-Prozess für die untere Elektroden-Metallisierung (teilweise neu)
FE-GaAs• GaAs Linie in separater Fertigungshalle• Halbleiter-Prozesse für GaAs Scheiben, teilweise für Si-Scheiben tauglich (neu)• Sonder-Metallisierungen (Au, AuSn, Pt) (neu)• Galvanik-Abscheidung von Au-Strukturen mittels Mikroformtechnik (neu)
BE-GaAs• Endstufe der GaAs Fertigung• Sonderätz-Prozesse für Metallisierungen und Oxid-Opferschichten (neu)• Critical Point Drying (Superkritische CO2 Trocknung) als Sonderprozess für
Mikromechaniken (teilweise neu)• Waferlevel-Packaging Prozessbasis für Waferbonden (neu)• Polymerfolien-verarbeitung (neu)
Packaging-BE• Aufbau- und Verbindungs-Technik für Einzelhalbleiter und Sensoren• Wafersägen zur Vereinzelung der Chips• Chipmontage auf Träger (Leadframes) für die Gehäusung• Drahtbondung der Chips mit den Außenkontakten• Spritzguss-Packaging der Chips bzw. SMD-Gehäusung
Test/Charakterisierung• Prüffeld für die Endausbeute-Beurteilung von Chips und Bauteilen• Qualitätskontrolle der Bauteile
In den folgenden Abschnitten 3.5 bis 3.8 werden die detaillierten Prozess-Schritte innerhalb dereinzelnen Blöcke dargestellt, wie sie am Ende der Prozess-Entwicklung im Rahmen dieser Arbeitaufgestellt sind. Die aufgetretenen wechselseitigen Beeinflussungen und Schwierigkeiten bei derAbstimmung zwischen den Einzelprozessen werden für ausgewählte Prozesselemente in Kapitel 3.9näher erläutert.Ein Beispiel für eine komplizierte Sonderprozessentwicklung wird anhand der sogenannten Self-Assembling Monolayers (SAMs) in Kapitel 3.10 behandelt. Auf den umfangreicheren Prozessblockdes Packagings der Mikroschalterstrukturen wird umfassend in Kapitel 3.11 eingegangen.

Entwicklung des RF-Switch: Gesamt-Prozessfluss für die Herstellung der Mikroschalter
60
Entwicklung des RF-Switch: FE-Fertigung in der BiCMOS Fertigung
61
3.5 FE-Fertigung in der BiCMOS Fertigung
Im folgenden wird der Prozessfluss-Abschnitt innerhalb der BiCMOS Linie beschrieben. Grundlagedes Prozesses ist der Poly-Mikromechanik Prozess mit zwei funktionalen Poly-Silizium-Ebenen wieer für die Beschleunigungssensor-Entwicklung konzipiert wurde. Im Bereich der Metallisierungweicht er dann von dieser Prozesstechnologie ab und ist entsprechend für die RF-Switch Produktionweiterentwickelt worden.
WafereinschleusungDer Prozess-Start erfolgt durch die Einschleusung der Substratwafer. Dabei werden hochohmige Sili-ziumwafer bevorzugt. Die Wafer werden beschriftet, gereinigt und in einer nullten Phototechnik mitSteppermarken belichtet. Diese werden in das Substrat eingeätzt, so dass für die nachfolgendenEbenen eine definierte Retikelfeldbelichtung über den Stepfeldplan vorgenommen werden kann. DerLack wird gestrippt und die Wafer werden erneut gereinigt.
GrundpassivierungDie Substrate werden durch eine 300 nm dicke TEOS Abscheidung mit anschließender Temperungganzflächig isoliert.
Basis-Poly (1. Layer)Es wird nun eine 300 nm dicke Poly Schicht abgeschieden, die als Basis-Poly für die unteren Ansteu-erelektroden sowie für die Strukturbasis der beweglichen Platte verwendet wird. Sie wird durch eineP-Implantation leitfähig gemacht.
Strukturierung Basis-PolyIn einer ersten Photoebene wird die Strukturierung des Basis-Polys vorbereitet. Dabei dient Lack alsÄtzmaskierung. Die Ätzung wird in einer Trockenätz-Anlage vorgenommen. Die Wafer werdengestrippt und gereinigt.
Nitrid-PassivierungAuf die strukturierte Poly-Schicht, die durch Rückätzen bis auf die untere Grundisolation stellen-weise aufgetrennt ist, wird eine 60 nm dicke Nitridschicht als Passivierung abgeschieden.
Mikromechanik Oxid-OpferschichtIn mehreren Abscheidungen von 300 nm Dicke wird eine insgesamt 1200 nm dicke TEOS Schichtaufgebracht, die als Opferschicht für die Mikromechanik verwendet wird. Durch gezielte Temperungwird die Schicht auf ca. 1 µm verdichtet.
Strukturierung Oxid-OpferschichtMit einer zweiten Phototechnik wird eine partielle nasschemische Strukturierung der Oxidschichtvorgenommen. Dabei wird die Opferschicht im Bereich der späteren Poly-Platte mit kleinen Bump-vertiefungen versehen. Diese bilden sich bei der nachfolgenden Poly-Abscheidung ab, so dass imPoly-Layer Abstandbumps entstehen. Diese minimieren bei einem potentiellen Aufsetzen der Poly-Platte auf den Basis-Poly Elektroden die Kontaktfläche, so dass kein Sticking auftreten sollte. DieWafer werden gestrippt und gereinigt.
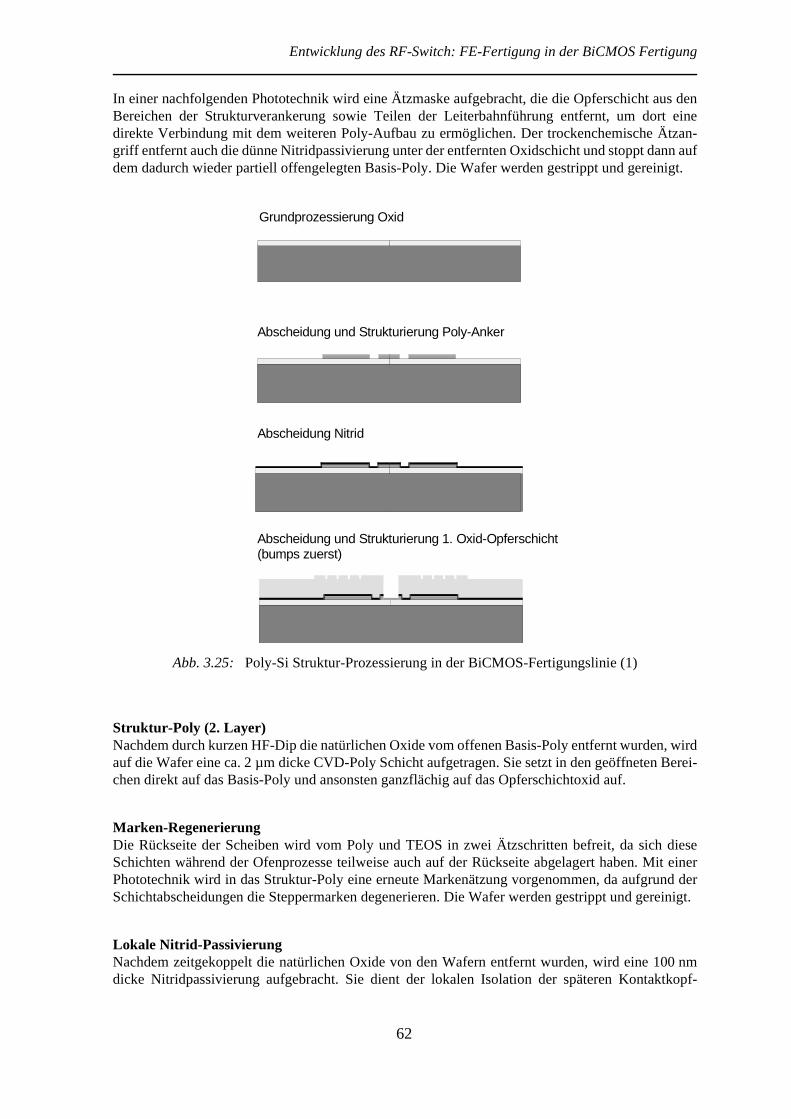
Entwicklung des RF-Switch: FE-Fertigung in der BiCMOS Fertigung
62
In einer nachfolgenden Phototechnik wird eine Ätzmaske aufgebracht, die die Opferschicht aus denBereichen der Strukturverankerung sowie Teilen der Leiterbahnführung entfernt, um dort einedirekte Verbindung mit dem weiteren Poly-Aufbau zu ermöglichen. Der trockenchemische Ätzan-griff entfernt auch die dünne Nitridpassivierung unter der entfernten Oxidschicht und stoppt dann aufdem dadurch wieder partiell offengelegten Basis-Poly. Die Wafer werden gestrippt und gereinigt.
Abb. 3.25: Poly-Si Struktur-Prozessierung in der BiCMOS-Fertigungslinie (1)
Struktur-Poly (2. Layer)Nachdem durch kurzen HF-Dip die natürlichen Oxide vom offenen Basis-Poly entfernt wurden, wirdauf die Wafer eine ca. 2 µm dicke CVD-Poly Schicht aufgetragen. Sie setzt in den geöffneten Berei-chen direkt auf das Basis-Poly und ansonsten ganzflächig auf das Opferschichtoxid auf.
Marken-RegenerierungDie Rückseite der Scheiben wird vom Poly und TEOS in zwei Ätzschritten befreit, da sich dieseSchichten während der Ofenprozesse teilweise auch auf der Rückseite abgelagert haben. Mit einerPhototechnik wird in das Struktur-Poly eine erneute Markenätzung vorgenommen, da aufgrund derSchichtabscheidungen die Steppermarken degenerieren. Die Wafer werden gestrippt und gereinigt.
Lokale Nitrid-PassivierungNachdem zeitgekoppelt die natürlichen Oxide von den Wafern entfernt wurden, wird eine 100 nmdicke Nitridpassivierung aufgebracht. Sie dient der lokalen Isolation der späteren Kontaktkopf-
Grundprozessierung Oxid
Abscheidung und Strukturierung Poly-Anker
Abscheidung Nitrid
Abscheidung und Strukturierung 1. Oxid-Opferschicht(bumps zuerst)
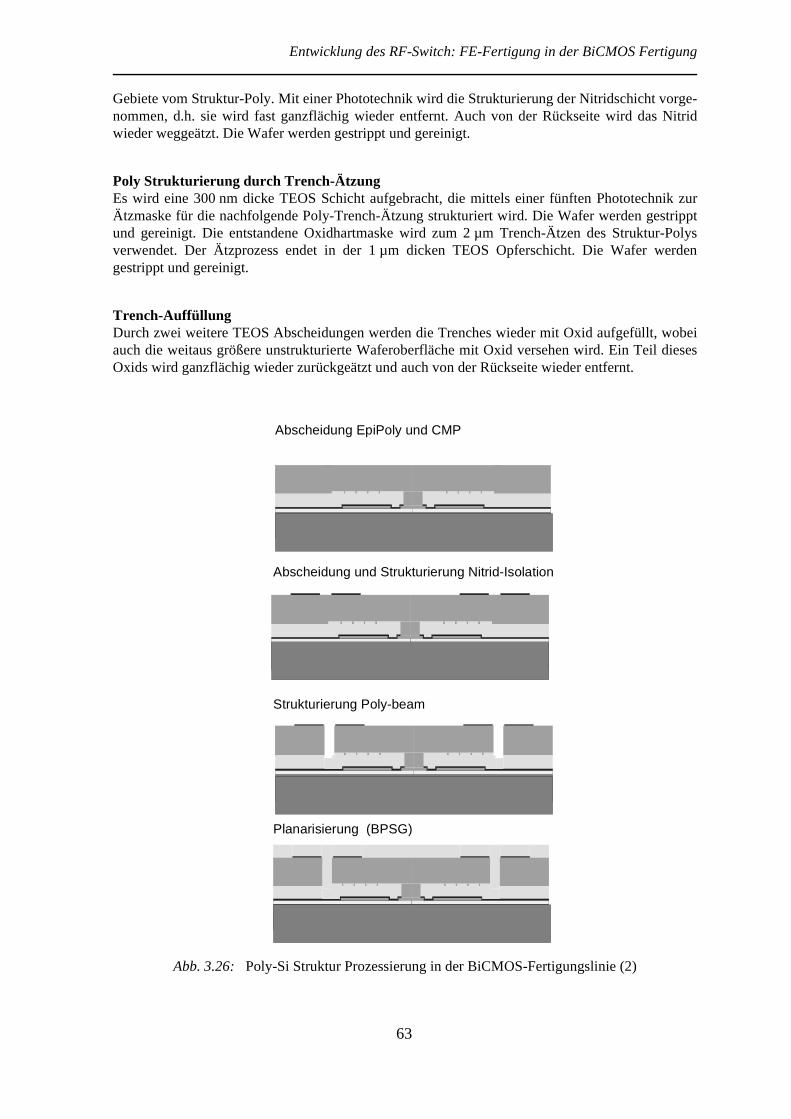
Entwicklung des RF-Switch: FE-Fertigung in der BiCMOS Fertigung
63
Gebiete vom Struktur-Poly. Mit einer Phototechnik wird die Strukturierung der Nitridschicht vorge-nommen, d.h. sie wird fast ganzflächig wieder entfernt. Auch von der Rückseite wird das Nitridwieder weggeätzt. Die Wafer werden gestrippt und gereinigt.
Poly Strukturierung durch Trench-ÄtzungEs wird eine 300 nm dicke TEOS Schicht aufgebracht, die mittels einer fünften Phototechnik zurÄtzmaske für die nachfolgende Poly-Trench-Ätzung strukturiert wird. Die Wafer werden gestripptund gereinigt. Die entstandene Oxidhartmaske wird zum 2 µm Trench-Ätzen des Struktur-Polysverwendet. Der Ätzprozess endet in der 1 µm dicken TEOS Opferschicht. Die Wafer werdengestrippt und gereinigt.
Trench-AuffüllungDurch zwei weitere TEOS Abscheidungen werden die Trenches wieder mit Oxid aufgefüllt, wobeiauch die weitaus größere unstrukturierte Waferoberfläche mit Oxid versehen wird. Ein Teil diesesOxids wird ganzflächig wieder zurückgeätzt und auch von der Rückseite wieder entfernt.
Abb. 3.26: Poly-Si Struktur Prozessierung in der BiCMOS-Fertigungslinie (2)
Abscheidung EpiPoly und CMP
Abscheidung und Strukturierung Nitrid-Isolation
Strukturierung Poly-beam
Planarisierung (BPSG)
Entwicklung des RF-Switch: FE-Fertigung in der BiCMOS Fertigung
64
Oxid-Aufbau, Planarisierung und -StrukturierungMit vier zusätzlichen TEOS Abscheidungen und Verdichtungen wird ein erneuter Zuwachs der Oxid-schicht um 1 µm erreicht. Mit einem Sonderprozess werden von der bis zu 1800 nm dicken Oxid-schicht ca. 900 nm mittels CMP heruntergeschliffen, so dass eine planarisierte Oxidoberflächevorliegt.Mit einer weiteren Phototechnik wird diese Oxidschicht für die Leiterbahn- und Bondpad- sowie dieKontaktkopf-Generierung strukturiert. Dafür wird das Oxid in diesen Gebieten bis auf das Poly bzw.im Falle der Kontaktköpfe bis auf das Passivierungsnitrid weggeätzt. Die strukturierte Oxidober-fläche bildet eine Art Form für die Metallisierung.
Wolfram-Kontakt Metallisierung und CMP-StrukturierungDie offen gelegten Poly- bzw. Nitrid-Gebiete sowie naturgemäß auch die Oxidoberfläche des restli-chen Wafers werden mit einer dünnen TiN Haftschicht besputtert. Sie dient als Grundlage für dienachfolgenden 800 nm Wolfram, die per CVD aufgebracht werden und dabei die Oxidform auffüllen.Mit einem speziellen CMP-Programm wird das Wolfram nun derart heruntergeschliffen, dass es nurin der Oxidform bestehen bleibt und damit strukturiert vorliegt. Die CMP endet nämlich auf demharten, strukturierten Formoxid, nachdem das darauf befindliche Wolfram weggeschliffen wurde. Esbleiben sauber abgeformte, polierte Wolfram-Strukturen in der Oxidform zurück.
Kontakt Oxid-OpferschichtAuf das Wolfram (und die gesamte restliche Oxidoberfläche der Wafer) werden in zwei Schritteninsgesamt 900 nm IMOX (Intermetalloxid) TEOS abgeschieden. Dieses Oxid dient als zweite Opfer-schicht, die den Kontaktabstand der Schaltkontakte definiert. Sie muss naturgemäß dünner sein alsdie erste Opferschicht, da die Schaltkontakte aufeinanderaufsetzen sollen, während die mechanischePoly-Platte nicht in Kontakt mit den (passivierten) Basis-Poly Elektroden kommen soll.
Global Alignment MarksDamit die Wafer, die bislang auf CANON Steppern belichtet wurden, auch im weiteren Prozessflussin der GaAs-Linie bearbeitet werden können, werden mit einer speziell justierten Phototechnik neueMarken generiert. Dies sind sogenannte Global Alignment Marks für die dort verwendeten ASMLStepper. Sie müssen genau 120 nm tief in die Oxidschicht eingeätzt werden. Durch diese Marken-basis wird eine justierbare Kompatibilität der beiden Stepper-Welten ermöglicht. Die Wafer werdengestrippt und gereinigt.
Strukturierung der Kontakt Oxid-OpferschichtDie Kontakt Oxid-Opferschicht muss nun aus den Leiterbahn- und Bondpad-Gebieten entferntwerden, da diese später durch die Goldgalvanik verstärkt werden sollen. Dabei muss die Opferschichtim Bereich der Kontaktzone erhalten bleiben, da sie hier ja ihre Grundfunktion, den Schaltabstand zudefinieren, wahrnehmen muss. Die Ätzung erfolgt trockenchemisch. Der größte Teil des Wafersbleibt weiterhin von Oxid bedeckt. Die Wafer werden gestrippt und gereinigt.
Bump-ÄtzungEine letzte Phototechnik in der BiCMOS-Linie ermöglicht die Generierung von einem kleinen abzu-formenden Bump in der direkten Kontaktzone der Schaltkontakte. Dadurch wird die Aufsetzflächeder Kontakte erheblich reduziert, um Sticking zu vermeiden. Die Ätzung wird dabei auf ca. 200 nmTiefe vorgenommen. Sie erfolgt nasschemisch für abgerundete Bumps oder trockenchemisch fürflache Bumps. Die Wafer werden gestrippt und gereinigt.
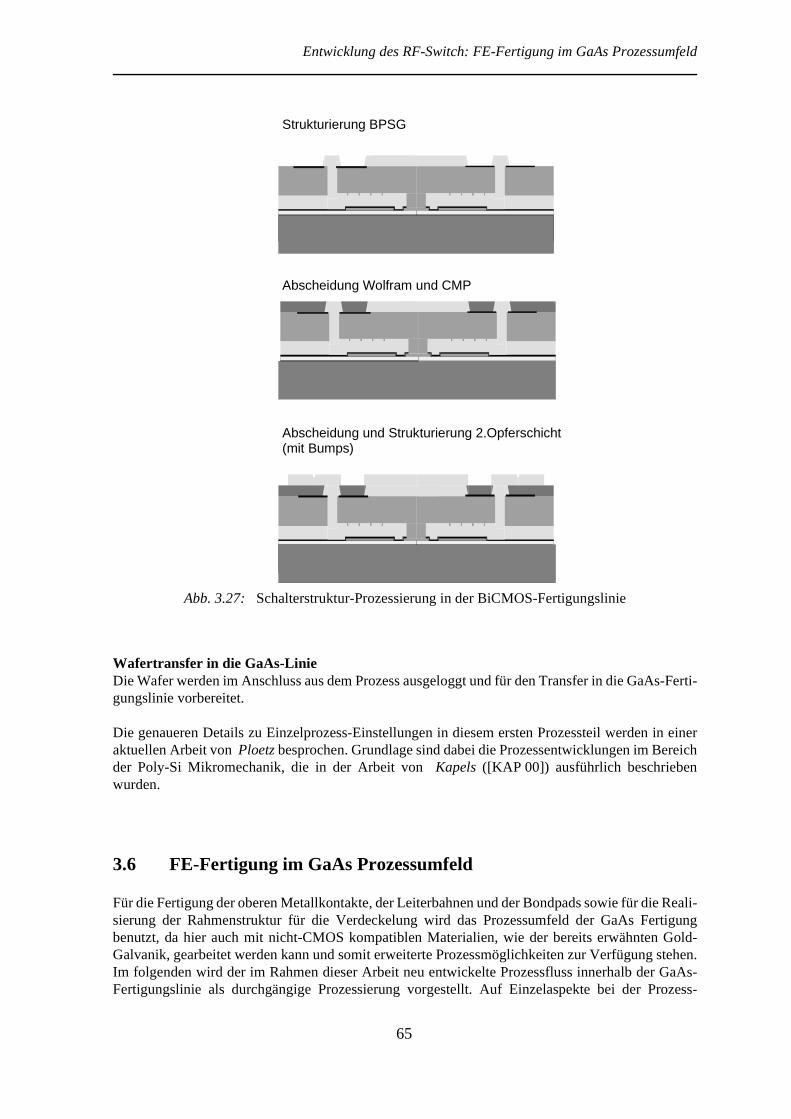
Entwicklung des RF-Switch: FE-Fertigung im GaAs Prozessumfeld
65
Abb. 3.27: Schalterstruktur-Prozessierung in der BiCMOS-Fertigungslinie
Wafertransfer in die GaAs-LinieDie Wafer werden im Anschluss aus dem Prozess ausgeloggt und für den Transfer in die GaAs-Ferti-gungslinie vorbereitet.
Die genaueren Details zu Einzelprozess-Einstellungen in diesem ersten Prozessteil werden in eineraktuellen Arbeit von Ploetz besprochen. Grundlage sind dabei die Prozessentwicklungen im Bereichder Poly-Si Mikromechanik, die in der Arbeit von Kapels ([KAP 00]) ausführlich beschriebenwurden.
3.6 FE-Fertigung im GaAs Prozessumfeld
Für die Fertigung der oberen Metallkontakte, der Leiterbahnen und der Bondpads sowie für die Reali-sierung der Rahmenstruktur für die Verdeckelung wird das Prozessumfeld der GaAs Fertigungbenutzt, da hier auch mit nicht-CMOS kompatiblen Materialien, wie der bereits erwähnten Gold-Galvanik, gearbeitet werden kann und somit erweiterte Prozessmöglichkeiten zur Verfügung stehen.Im folgenden wird der im Rahmen dieser Arbeit neu entwickelte Prozessfluss innerhalb der GaAs-Fertigungslinie als durchgängige Prozessierung vorgestellt. Auf Einzelaspekte bei der Prozess-
Strukturierung BPSG
Abscheidung Wolfram und CMP
Abscheidung und Strukturierung 2.Opferschicht(mit Bumps)
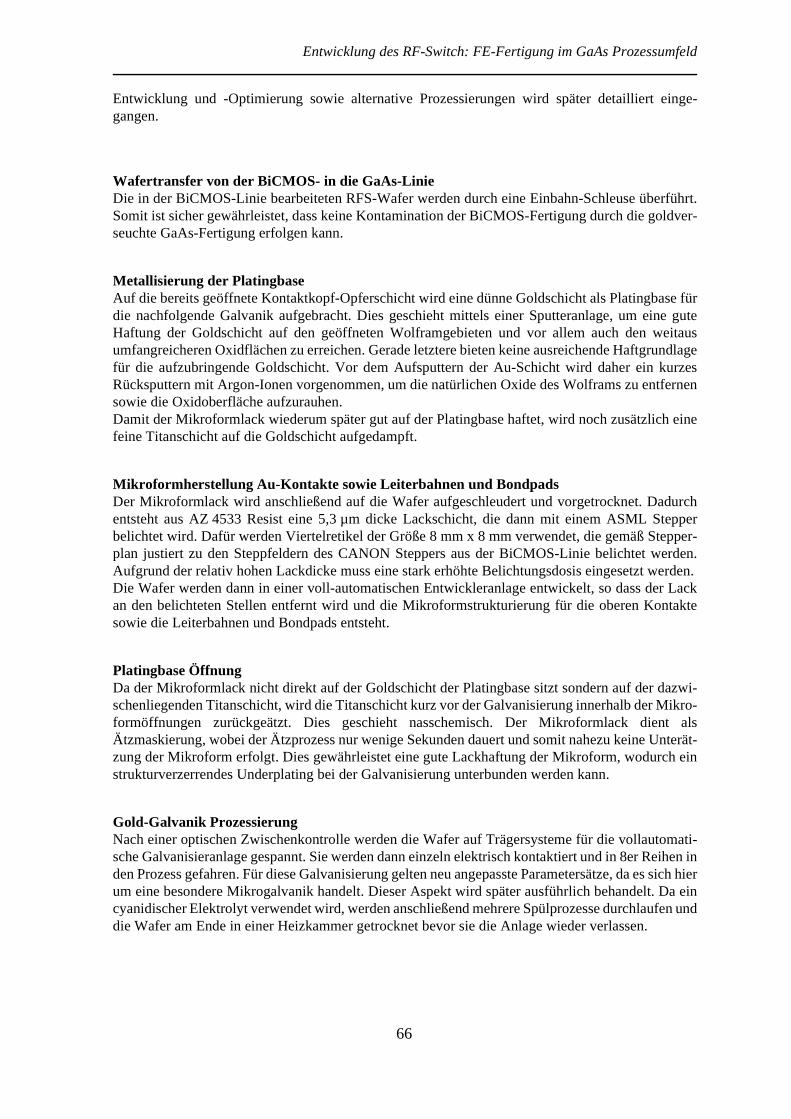
Entwicklung des RF-Switch: FE-Fertigung im GaAs Prozessumfeld
66
Entwicklung und -Optimierung sowie alternative Prozessierungen wird später detailliert einge-gangen.
Wafertransfer von der BiCMOS- in die GaAs-LinieDie in der BiCMOS-Linie bearbeiteten RFS-Wafer werden durch eine Einbahn-Schleuse überführt.Somit ist sicher gewährleistet, dass keine Kontamination der BiCMOS-Fertigung durch die goldver-seuchte GaAs-Fertigung erfolgen kann.
Metallisierung der PlatingbaseAuf die bereits geöffnete Kontaktkopf-Opferschicht wird eine dünne Goldschicht als Platingbase fürdie nachfolgende Galvanik aufgebracht. Dies geschieht mittels einer Sputteranlage, um eine guteHaftung der Goldschicht auf den geöffneten Wolframgebieten und vor allem auch den weitausumfangreicheren Oxidflächen zu erreichen. Gerade letztere bieten keine ausreichende Haftgrundlagefür die aufzubringende Goldschicht. Vor dem Aufsputtern der Au-Schicht wird daher ein kurzesRücksputtern mit Argon-Ionen vorgenommen, um die natürlichen Oxide des Wolframs zu entfernensowie die Oxidoberfläche aufzurauhen.Damit der Mikroformlack wiederum später gut auf der Platingbase haftet, wird noch zusätzlich einefeine Titanschicht auf die Goldschicht aufgedampft.
Mikroformherstellung Au-Kontakte sowie Leiterbahnen und BondpadsDer Mikroformlack wird anschließend auf die Wafer aufgeschleudert und vorgetrocknet. Dadurchentsteht aus AZ 4533 Resist eine 5,3 µm dicke Lackschicht, die dann mit einem ASML Stepperbelichtet wird. Dafür werden Viertelretikel der Größe 8 mm x 8 mm verwendet, die gemäß Stepper-plan justiert zu den Steppfeldern des CANON Steppers aus der BiCMOS-Linie belichtet werden.Aufgrund der relativ hohen Lackdicke muss eine stark erhöhte Belichtungsdosis eingesetzt werden.Die Wafer werden dann in einer voll-automatischen Entwickleranlage entwickelt, so dass der Lackan den belichteten Stellen entfernt wird und die Mikroformstrukturierung für die oberen Kontaktesowie die Leiterbahnen und Bondpads entsteht.
Platingbase ÖffnungDa der Mikroformlack nicht direkt auf der Goldschicht der Platingbase sitzt sondern auf der dazwi-schenliegenden Titanschicht, wird die Titanschicht kurz vor der Galvanisierung innerhalb der Mikro-formöffnungen zurückgeätzt. Dies geschieht nasschemisch. Der Mikroformlack dient alsÄtzmaskierung, wobei der Ätzprozess nur wenige Sekunden dauert und somit nahezu keine Unterät-zung der Mikroform erfolgt. Dies gewährleistet eine gute Lackhaftung der Mikroform, wodurch einstrukturverzerrendes Underplating bei der Galvanisierung unterbunden werden kann.
Gold-Galvanik ProzessierungNach einer optischen Zwischenkontrolle werden die Wafer auf Trägersysteme für die vollautomati-sche Galvanisieranlage gespannt. Sie werden dann einzeln elektrisch kontaktiert und in 8er Reihen inden Prozess gefahren. Für diese Galvanisierung gelten neu angepasste Parametersätze, da es sich hierum eine besondere Mikrogalvanik handelt. Dieser Aspekt wird später ausführlich behandelt. Da eincyanidischer Elektrolyt verwendet wird, werden anschließend mehrere Spülprozesse durchlaufen unddie Wafer am Ende in einer Heizkammer getrocknet bevor sie die Anlage wieder verlassen.
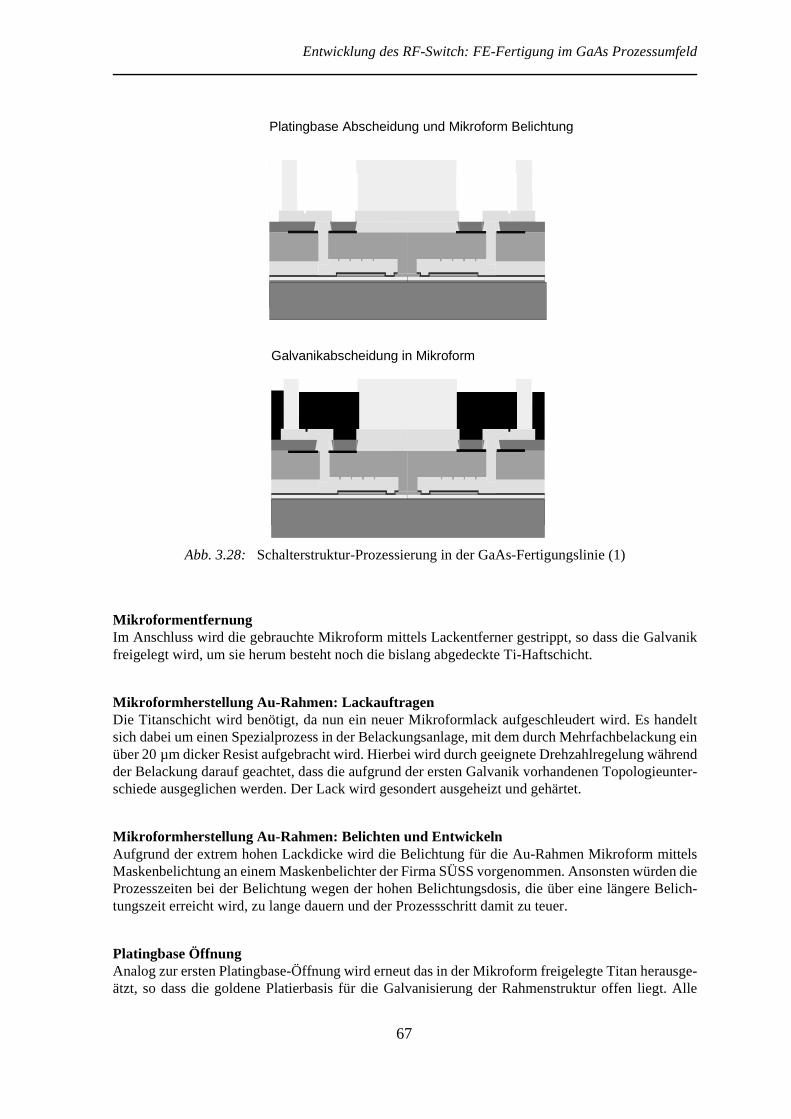
Entwicklung des RF-Switch: FE-Fertigung im GaAs Prozessumfeld
67
Abb. 3.28: Schalterstruktur-Prozessierung in der GaAs-Fertigungslinie (1)
MikroformentfernungIm Anschluss wird die gebrauchte Mikroform mittels Lackentferner gestrippt, so dass die Galvanikfreigelegt wird, um sie herum besteht noch die bislang abgedeckte Ti-Haftschicht.
Mikroformherstellung Au-Rahmen: LackauftragenDie Titanschicht wird benötigt, da nun ein neuer Mikroformlack aufgeschleudert wird. Es handeltsich dabei um einen Spezialprozess in der Belackungsanlage, mit dem durch Mehrfachbelackung einüber 20 µm dicker Resist aufgebracht wird. Hierbei wird durch geeignete Drehzahlregelung währendder Belackung darauf geachtet, dass die aufgrund der ersten Galvanik vorhandenen Topologieunter-schiede ausgeglichen werden. Der Lack wird gesondert ausgeheizt und gehärtet.
Mikroformherstellung Au-Rahmen: Belichten und EntwickelnAufgrund der extrem hohen Lackdicke wird die Belichtung für die Au-Rahmen Mikroform mittelsMaskenbelichtung an einem Maskenbelichter der Firma SÜSS vorgenommen. Ansonsten würden dieProzesszeiten bei der Belichtung wegen der hohen Belichtungsdosis, die über eine längere Belich-tungszeit erreicht wird, zu lange dauern und der Prozessschritt damit zu teuer.
Platingbase ÖffnungAnalog zur ersten Platingbase-Öffnung wird erneut das in der Mikroform freigelegte Titan herausge-ätzt, so dass die goldene Platierbasis für die Galvanisierung der Rahmenstruktur offen liegt. Alle
Platingbase Abscheidung und Mikroform Belichtung
Galvanikabscheidung in Mikroform

Entwicklung des RF-Switch: FE-Fertigung im GaAs Prozessumfeld
68
anderen Stellen, auch die bereits galvanisierten Kontakte, Leiterbahnen und Bondpads der erstenGalvanik, sind dabei vom Dicklack bedeckt und somit isoliert.
Gold-Galvanik ProzessierungIn einem zweiten Galvanikprozess wird die Mikroform mit Gold aufgefüllt, so dass um die Schalter-fläche herum die Rahmen für den Polymerdeckel entstehen. Die Mikroform wird dazu fast komplettaufgefüllt, um einen maximalen Abstand des Deckels von den Schaltern zu erreichen. Um dieAufwachszeit und damit den Prozess so kurz wie möglich zu halten, werden bei diesem Schritt Para-meter mit stark erhöhtem Stromdurchsatz verwendet. Dies ist möglich, da es hier nicht mehr auf einesehr feine Korngröße bei der Abscheidung ankommt wie es bei der Kontaktkopf-Galvanik der Fallist.
MikroformentfernungFür die Entfernung des Mikroformlackes muss aufgrund der sehr viel dickeren Mikroformstruktur einverlängertes Stripp-Programm verwendet werden. Die Waferoberfläche besteht am Ende desSchrittes aus den galvanisierten Zonen für Kontakte, Leiterbahnen, Bondpads sowie Rahmenstruk-turen. Der weitaus größere Rest des Wafers wird von der Ti-Lackhaftschicht bedeckt.
Platingbase RückätzungAm Ende der Galvanisierschritte wird die gesamte Platingbase entfernt. Dazu wird zunächst die Ti-Schicht in der Semitool Anlage nasschemisch entfernt. Dadurch wird die Au-Platierbasis wiederkomplett freigelegt, natürlich exklusive der Stellen, auf denen mittlerweile die Galvanik aufge-wachsen ist, diese sind um ein mindestens Zehnfaches höher mit Gold beschichtet. Durch Spülpro-zesse wird der Ti-Ätzangriff unterbrochen und es wird eine Ätzung der Au-Schicht mittels KaJ-Lösung vorgenommen. Innerhalb kurzer Zeit ist die Platierbasis somit gänzlich entfernt, ohne einenallzu großen Angriff an den Goldstrukturen der Galvanik verursacht zu haben. Die Wafer werdenkomplett gespült und getrocknet der Anlage entnommen.
OpferschichtentfernungIn einem ca. 60-minütigen Ätzverfahren wird die gesamte Opferschicht entfernt. Die geschieht miteiner nasschemischen Fluss-Säure-Ätze. Dabei müssen die verschiedenen Oxidlagen vollständigentfernt werden, um die Schalterstrukturen freizulegen. Dies beinhaltet zunächst die IMOX (Interme-talloxid) Ebene der Kontakt-Opferschicht. Des weiteren müssen das Wolfram-Formoxid sowie dasfür die Trenchauffüllung verwendete Oxid weggeätzt werden. Und letztlich muss das TEOS derMikromechanik-Opferschicht unterhalb des Struktur-Polys entfernt werden. Dabei kommenÄtzzeiten um 60 Minuten zustande, ohne dass es zu einem gefährlichen Ätzangriff an anderenSchichten kommen darf (siehe dazu auch Einzelprozess-Entwicklung). Die Wafer werden gründlichin H2O gespült, damit sie frei von Fluss-Säure-Kontamination sind.
Critical Point Drying der StrukturenDie nassen Switches werden in die CPD-Anlage überführt. Hier werden sie durch mehrere Spülpro-zesse in flüssiges CO2 gebracht. Über eine gezielte Druck- und Temperatur-Prozessführung wird dersuperkritische Punkt von CO2 durchfahren. Dadurch wird das flüssige CO2 übergangslos in dieGasphase transformiert, so dass die Strukturen getrocknet werden, ohne dass es zu Stickingerschei-nungen kommen kann. Die Strukturen werden dann aus der ventilierten Kammer wieder entnommenund sind nun freibeweglich und somit sehr empfindlich.
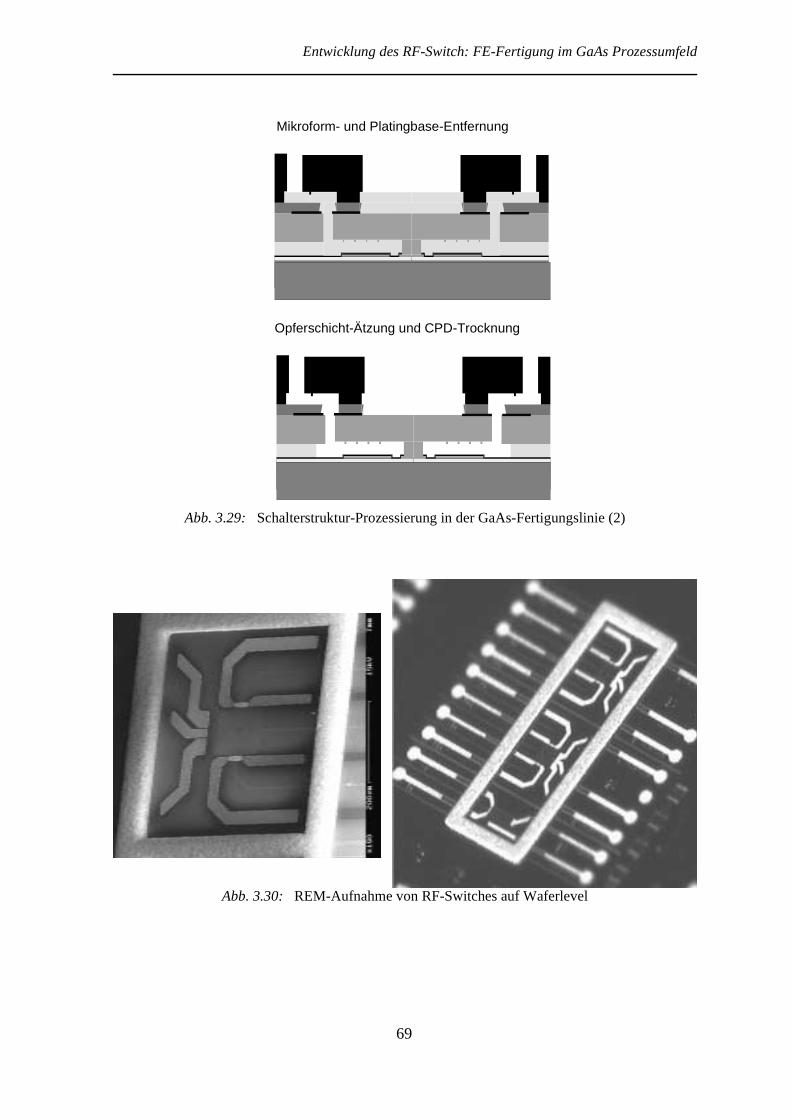
Entwicklung des RF-Switch: FE-Fertigung im GaAs Prozessumfeld
69
Abb. 3.29: Schalterstruktur-Prozessierung in der GaAs-Fertigungslinie (2)
Abb. 3.30: REM-Aufnahme von RF-Switches auf Waferlevel
Mikroform- und Platingbase-Entfernung
Opferschicht-Ätzung und CPD-Trocknung
Entwicklung des RF-Switch: Waferlevel Packaging des RF-Switch
70
3.7 Waferlevel Packaging des RF-Switch
Polymer VerkappungIn einer automatisierten Handlingsanlage wird der Wafer mit einer photosensitiven Polymerfoliebezogen. Im Gegensatz zum normalen Schutzfolienüberzug wird darauf geachtet, dass derAnpressdruck deutlich reduziert ist. Dadurch wird ein Durchpressen der Polymer durch die Gold-rahmen, auf denen die Folie aufsetzt, verhindert. Dies ist wichtig, da die Folie sonst auf die sensitivenSchalterstrukturen stoßen würde. So überspannt die Folie ganzflächig die Schalter und bildet mit demRahmen zusammen einen Deckelverbund.
Polymerbelichtung und EntfernungDa die Folie den gesamten Wafer bedeckt und damit auch die Bondpads, wird sie nun noch struktu-riert. Dazu wird der Wafer in einem Maskenbelichter belichtet, so dass lediglich der Rahmenbereichsowie die von ihm jeweils umrahmte Fläche bestrahlt wird. Durch die Belichtung wird die photosen-sitive Polymerschicht in diesem Bereich molekular verkettet und dadurch resistent gegenüberEntwicklerlösung. Alle anderen Polymergebiete werden anschließend in einem Entwicklerbad aufge-löst, so dass die Bondpads für eine spätere Kontaktierung frei zugänglich sind.
Transfer zum Back-EndDie Schalter sind nun vor direkten Einwirkungen aus der Umwelt geschützt. Sie können daher in dasBack-End außerhalb der Reinraum-Fertigung zur Vereinzelung und SMD-Montage überführtwerden. Die Wafer gelangen in speziellen Transportbehältern per Shuttleservice zum Back-End.
3.8 BE-Prozessierung und SMD-Montage
Sägen und VereinzelnMit einem Semi- bzw. Voll-Automatischen Sägeautomaten werden die Wafer auf Waferfolien aufge-spannt zu Einzelchips von 2 x 2 mm2 Kantenlänge gesägt. Eine anschließende Spülung und Trock-nung säubert die Chips, so dass sie nun vereinzelt weiter verarbeitet werden können.
SMD-Montage und WirebondenIm Rahmen einer SMD Montage können die Chips dann standardmäßig in Gehäuse platziert und perWirebonding angeschlossen werden. Eine Auswahl an geeigneten Gehäusen wird in Kapitel 3.11vorgestellt. Dazu gehören auch Spritzgussgehäuse für ein minimales Packagingkonzept.
Test und CharakterisierungDie Schalter sind nun fertig und können getestet und charakterisiert werden. Dazu existiert imspäteren Entwicklungsstadium eine spezielle Testprozedur, die im Prüffeld vollzogen wird.Aufgrund der Entwicklungsphase dieser Bauteile ist dies noch nicht der Fall, so dass eine eigeneTest- und Charakterisierungsmethode entwickelt wurde. Die Testergebnisse sowie eine erste Charak-terisierung der RF-Switches werden ausführlich in Kapitel 4 vorgestellt.
Da die Forschung und Entwicklung am HF-Schalter sich erst am Anfang der Produktentwicklungbefand und die CPD-Anlage für 6" Wafer noch nicht zur Verfügung stand, konnte der Prozessblockab Opferschichtätzung im Rahmen dieser Arbeit lediglich auf Chipebene und nicht auf Waferleveldurchgeführt werden. Die prinzipielle Funktionstauglichkeit des Prozessplans wurde daher anDummy-Wafern nachgewiesen.

Entwicklung des RF-Switch: Betrachtungen der Einzelprozesse
71
3.9 Betrachtungen der Einzelprozesse
Um den beschriebenen Gesamtprozess durchzuführen, wurde im Rahmen dieser Arbeit eine umfang-reiche Einzelprozess-Entwicklung, -Anpassung und -Optimierung erforderlich. Dabei mag derBegriff ’Einzelprozess’ irreführend sein, da es sich zwar um ’Einzelprozesse’ handelt, diese aberniemals ’einzeln’, d.h. allein für sich, betrachtet werden dürfen. Jeder Prozess-Schritt hat, wie bereitsausführlich in Kapitel 2 diskutiert, potentielle Auswirkungen auf die nachfolgenden Schritte,genauso wie die nachfolgenden Schritte Einfluss bzw. Anforderungen auf die vorgelagerten Prozessebzw. deren Ergebnisse haben können.Die Wichtigkeit einer dies berücksichtigenden, abgestimmten Einzelprozess-Entwicklung wird daherin einigen nachfolgenden Beschreibungen verdeutlicht und es wird verständlich, wie der oben bereitsbeschriebene Gesamtprozess sich zusammensetzt.Um eine allzu tiefgreifende Prozessbeschreibung zu vermeiden, wird nur die konkrete Abhängigkeitbzw. die Auswirkung oder Rückwirkung des Prozesses von den bzw. auf die anderen Prozesse behan-delt. Exemplarisch werden in den folgenden Abbildungen einige der aufgetretenen Prozess-Problemegezeigt.Weiterführende Details dieser Arbeiten und Untersuchungen sind in [MIC 98, DAH 99, BRA 99,FOC 98, KUR 97, MIC 97] nachzulesen.
Einzelprozess: Gold PlatingbaseBedampfte Gold-Schichten haften nicht auf der Waferunterlage aus Oxid bzw. Wolfram. Dies zeigtsich spätestens bei der Opferschichtfreiätzung. Deshalb wird eine Ti-Haftschicht darunter verwendet,um die Haftung sicherzustellen. Das Ti bildet dann jedoch den Unterkontakt des Schalters, was zunegativen Schalteigenschaften führt. Zudem ist es nicht resistent gegen die Fluss-Säure bei der Opfer-schichtätzung, so dass sich dann gerade aufgrund des Ti (bzw. des sich auflösenden Ti) die Gold-strukturen ebenfalls ablösen (Abb. 3.31). Bedampfungen sind jedoch bei allen anderen Produkten inder Fertigung der Standard. Durch die Idee und Umsetzung der Aufsputterung einer reinen Au-PBwerden gleich alle Aspekte gelöst. Der Unterkontakt besteht aus hartem Sputter-Au, die rauheGalvanik ist lediglich Trägermaterial, und bei der Freiätzung besteht keine Gefahr des Ablösensmehr. Auch das natürlich gebildete Oxid auf den W-Gegenkontakten ist unerheblich, da es beimSputtern durch kurzes Ansputtern mit Ar-Ionen entfernt wird. Es zeigen sich also exemplarisch Vor-und Rückwirkungen bei dieser Prozess-Entwicklung. Siehe auch: PB-Entfernung, Opferschicht-Entfernung.
Abb. 3.31: Haftungsproblematik von Ti-Zwischenschicht
Goldkontakt hebt sich vonder Wolfram-Basis ab,da die Ti-Haftschichtnicht auf dem Wolframhaften bleibt.
Ti-Haftschicht
Gold-Kontakt
Wolfram
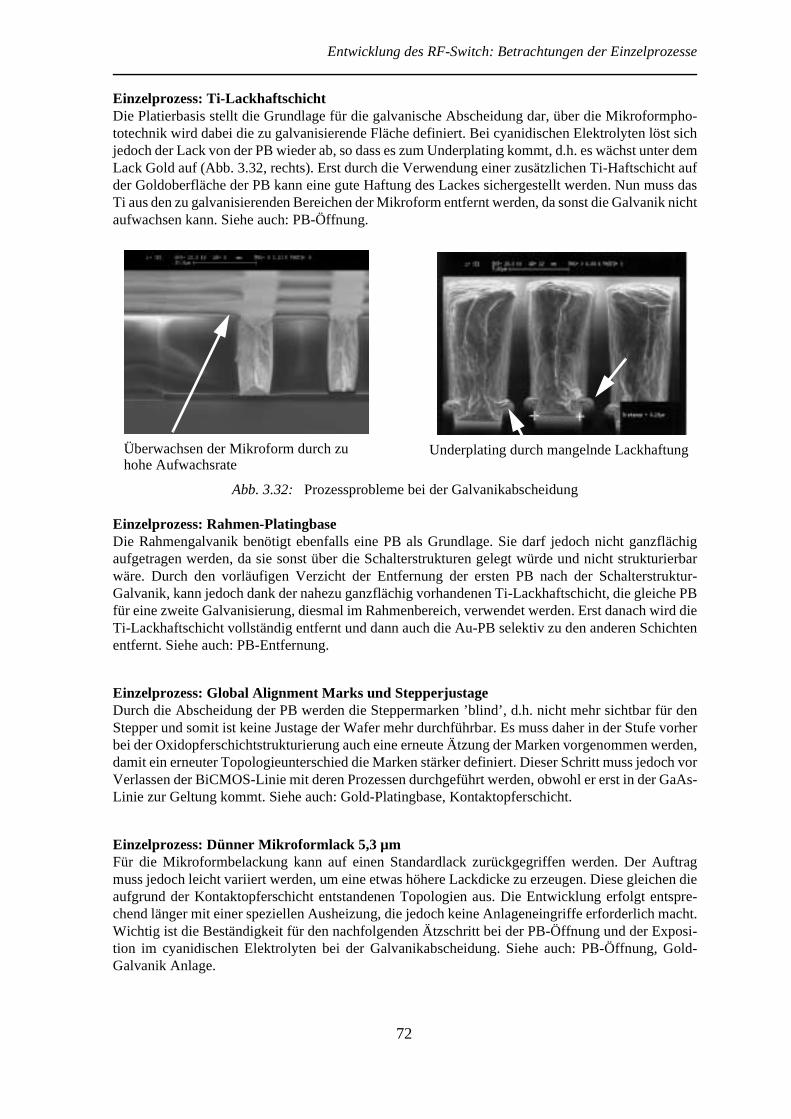
Entwicklung des RF-Switch: Betrachtungen der Einzelprozesse
72
Einzelprozess: Ti-LackhaftschichtDie Platierbasis stellt die Grundlage für die galvanische Abscheidung dar, über die Mikroformpho-totechnik wird dabei die zu galvanisierende Fläche definiert. Bei cyanidischen Elektrolyten löst sichjedoch der Lack von der PB wieder ab, so dass es zum Underplating kommt, d.h. es wächst unter demLack Gold auf (Abb. 3.32, rechts). Erst durch die Verwendung einer zusätzlichen Ti-Haftschicht aufder Goldoberfläche der PB kann eine gute Haftung des Lackes sichergestellt werden. Nun muss dasTi aus den zu galvanisierenden Bereichen der Mikroform entfernt werden, da sonst die Galvanik nichtaufwachsen kann. Siehe auch: PB-Öffnung.
Abb. 3.32: Prozessprobleme bei der Galvanikabscheidung
Einzelprozess: Rahmen-PlatingbaseDie Rahmengalvanik benötigt ebenfalls eine PB als Grundlage. Sie darf jedoch nicht ganzflächigaufgetragen werden, da sie sonst über die Schalterstrukturen gelegt würde und nicht strukturierbarwäre. Durch den vorläufigen Verzicht der Entfernung der ersten PB nach der Schalterstruktur-Galvanik, kann jedoch dank der nahezu ganzflächig vorhandenen Ti-Lackhaftschicht, die gleiche PBfür eine zweite Galvanisierung, diesmal im Rahmenbereich, verwendet werden. Erst danach wird dieTi-Lackhaftschicht vollständig entfernt und dann auch die Au-PB selektiv zu den anderen Schichtenentfernt. Siehe auch: PB-Entfernung.
Einzelprozess: Global Alignment Marks und StepperjustageDurch die Abscheidung der PB werden die Steppermarken ’blind’, d.h. nicht mehr sichtbar für denStepper und somit ist keine Justage der Wafer mehr durchführbar. Es muss daher in der Stufe vorherbei der Oxidopferschichtstrukturierung auch eine erneute Ätzung der Marken vorgenommen werden,damit ein erneuter Topologieunterschied die Marken stärker definiert. Dieser Schritt muss jedoch vorVerlassen der BiCMOS-Linie mit deren Prozessen durchgeführt werden, obwohl er erst in der GaAs-Linie zur Geltung kommt. Siehe auch: Gold-Platingbase, Kontaktopferschicht.
Einzelprozess: Dünner Mikroformlack 5,3 µmFür die Mikroformbelackung kann auf einen Standardlack zurückgegriffen werden. Der Auftragmuss jedoch leicht variiert werden, um eine etwas höhere Lackdicke zu erzeugen. Diese gleichen dieaufgrund der Kontaktopferschicht entstandenen Topologien aus. Die Entwicklung erfolgt entspre-chend länger mit einer speziellen Ausheizung, die jedoch keine Anlageneingriffe erforderlich macht.Wichtig ist die Beständigkeit für den nachfolgenden Ätzschritt bei der PB-Öffnung und der Exposi-tion im cyanidischen Elektrolyten bei der Galvanikabscheidung. Siehe auch: PB-Öffnung, Gold-Galvanik Anlage.
Underplating durch mangelnde LackhaftungÜberwachsen der Mikroform durch zuhohe Aufwachsrate

Entwicklung des RF-Switch: Betrachtungen der Einzelprozesse
73
Einzelprozess: Dicker Mikroformlack 23 µmFür die hohe Rahmen-Galvanik muss ein sehr viel höherer Mikroformlack entwickelt werden. Erbasiert zwar auf dem dünnen Mikroformlack, hat jedoch eigene Charakteristiken. Der Auftrag kannnur durch gezielte Mehrfachbelackung erfolgen, dazu ist außerdem eine mehrstufige Aushärtung aufHeizplatten (Pre-Bake) notwendig. Die Grundbelackung erfolgt langsamer als im Standardverfahren,um eine planare Überdeckung der vorher aufgebrachten Struktur-Galvanik zu ermöglichen. DieBelichtung kann nicht mehr am Stepper erfolgen, sondern muss per Maskenbelichtung vorgenommenwerden. Dazu sind spezielle Marken notwendig, die bereits in der BiCMOS-Linie erzeugt werdenmüssen. Damit der Lack aufgrund der hohen Dosis nicht ’aufkocht’ kann er nur mit Intervallbelich-tung und gezielten Pausen belichtet werden. Die Entwicklung erfolgt ebenfalls in Schritten mit einemspeziellen ’Postbake’ zur Stabilisierung des Lackes. Siehe auch: Dünner Mikroformlack, Gold-Galvanik Rahmen, Gold-Galvanik Anlage.
Einzelprozess: Wolfram-ÄtzungDamit die bedampfte PB auf dem Wolfram der Leiterbahnen haftet, muss zunächst mit W weiterbe-dampft werden, um das Kristallgefüge zu erhalten, bevor dann die Ti-Au Bedampfung stattfindenkann. Dadurch kommt es jedoch zu einer ganzflächigen W-Abscheidung, obwohl das W bereits inder BiCMOS-Linie strukturiert wurde. Es muss also erneut strukturiert werden. Dies kann erst nachder vollständigen PB Bedampfung erfolgen und somit erst wieder nach der Galvanikabscheidungselbst. Dazu ist ein zusätzlicher Ätzschritt notwendig. Dieser steht nicht standardmäßig zur Verfü-gung. Durch die Anwendung der Sputterabscheidung von Au wurde es jedoch möglich, diese Schrittegänzlich zu eliminieren und deutliche Einsparungen zu erzielen. Zusätzlich stört das natürliche Oxiddes W, das sich zwischenzeitlich bildet und sich dann später bei der Opferschichtätzung auflöst. Diesführt wiederum zum ungewollten Ablösen der Strukturen vom Wafer. Siehe auch: Gold-Platingbase.
Einzelprozess: Bell-Kontakt PlatierbasisStandardmäßig wird ein Bell-Kontakt bestehend aus Ti-Pt-Au für die Galvanikprozessierungverwendet. Diese wird per Lift-off Technik strukturiert. Die Lift-off Technik kann bei den Switchesnicht eingesetzt werden, da sie die mechanischen Strukturen beschädigt. Nasschemisch strukturiertwerden kann der Bell-Kontakt jedoch nicht, da keine Ätzlösung für das Pt zur Verfügung steht. Erstdurch die Reduzierung auf eine Ti-Au Platierbasis sowie deren Schichtdickenoptimierung konnteeine stabile und zugleich strukturierbare Platierbasis gefunden werden. Siehe auch: PB-Entfernung
Einzelprozesse: Metallisierungen Ätzen
PB-ÖffnungNach der Ti-Lackhaftschicht-Aufbringung muss diese in der Mikroform vor der Galvanikabschei-dung entfernt werden, damit die Au-PB geöffnet wird. Dazu muss nasschemisch das Ti angegriffenwerden, ohne das Au anzugreifen oder die Mikroform aufzuweichen. Die Ätzzeit muss daher langgenug für die Ätzung der Ti-Schicht sein, jedoch muss der Ätzvorgang dann sofort durch Wasserspü-lungen und Trocknungsschritte unterbrochen werden, um zu keiner Unterätzung und Schädigung derMikroform zu führen. Eine Überätzzeit kann nicht toleriert werden. Auch muss gewährleistet sein,dass die Oxidschichten vollständig durch die restliche PB abgedeckt sind, um dort einen Ätzangriffzu verhindern. Siehe auch: Ti-Lackhaftschicht.
PB-EntfernungBei der abschließenden kompletten PB Entfernung muss eine deutlich längere Ti-Ätzdauer gewähltwerden als bei der PB-Öffnung. Aufgrund zusätzlicher Topologien durch die Goldgalvanik kommtes zu einer erschwerten Entfernung der Ti-Deckschicht in den Strukturkantenregionen. Die längere
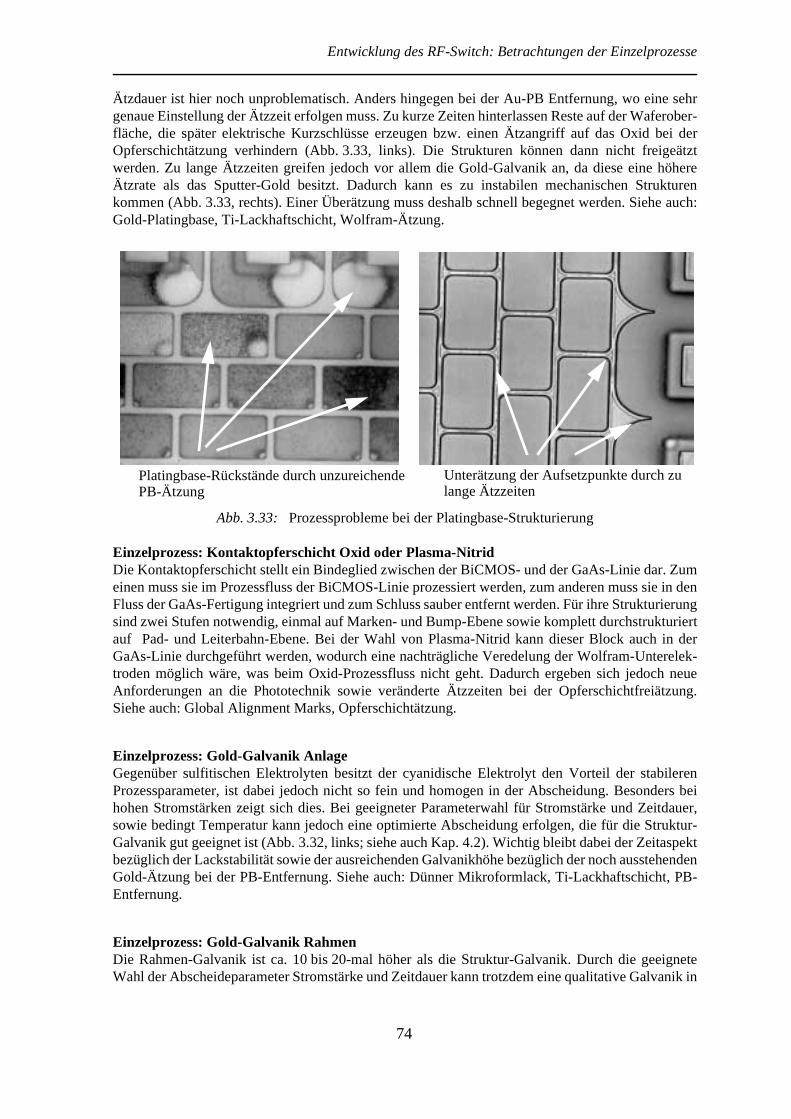
Entwicklung des RF-Switch: Betrachtungen der Einzelprozesse
74
Ätzdauer ist hier noch unproblematisch. Anders hingegen bei der Au-PB Entfernung, wo eine sehrgenaue Einstellung der Ätzzeit erfolgen muss. Zu kurze Zeiten hinterlassen Reste auf der Waferober-fläche, die später elektrische Kurzschlüsse erzeugen bzw. einen Ätzangriff auf das Oxid bei derOpferschichtätzung verhindern (Abb. 3.33, links). Die Strukturen können dann nicht freigeätztwerden. Zu lange Ätzzeiten greifen jedoch vor allem die Gold-Galvanik an, da diese eine höhereÄtzrate als das Sputter-Gold besitzt. Dadurch kann es zu instabilen mechanischen Strukturenkommen (Abb. 3.33, rechts). Einer Überätzung muss deshalb schnell begegnet werden. Siehe auch:Gold-Platingbase, Ti-Lackhaftschicht, Wolfram-Ätzung.
Abb. 3.33: Prozessprobleme bei der Platingbase-Strukturierung
Einzelprozess: Kontaktopferschicht Oxid oder Plasma-NitridDie Kontaktopferschicht stellt ein Bindeglied zwischen der BiCMOS- und der GaAs-Linie dar. Zumeinen muss sie im Prozessfluss der BiCMOS-Linie prozessiert werden, zum anderen muss sie in denFluss der GaAs-Fertigung integriert und zum Schluss sauber entfernt werden. Für ihre Strukturierungsind zwei Stufen notwendig, einmal auf Marken- und Bump-Ebene sowie komplett durchstrukturiertauf Pad- und Leiterbahn-Ebene. Bei der Wahl von Plasma-Nitrid kann dieser Block auch in derGaAs-Linie durchgeführt werden, wodurch eine nachträgliche Veredelung der Wolfram-Unterelek-troden möglich wäre, was beim Oxid-Prozessfluss nicht geht. Dadurch ergeben sich jedoch neueAnforderungen an die Phototechnik sowie veränderte Ätzzeiten bei der Opferschichtfreiätzung.Siehe auch: Global Alignment Marks, Opferschichtätzung.
Einzelprozess: Gold-Galvanik AnlageGegenüber sulfitischen Elektrolyten besitzt der cyanidische Elektrolyt den Vorteil der stabilerenProzessparameter, ist dabei jedoch nicht so fein und homogen in der Abscheidung. Besonders beihohen Stromstärken zeigt sich dies. Bei geeigneter Parameterwahl für Stromstärke und Zeitdauer,sowie bedingt Temperatur kann jedoch eine optimierte Abscheidung erfolgen, die für die Struktur-Galvanik gut geeignet ist (Abb. 3.32, links; siehe auch Kap. 4.2). Wichtig bleibt dabei der Zeitaspektbezüglich der Lackstabilität sowie der ausreichenden Galvanikhöhe bezüglich der noch ausstehendenGold-Ätzung bei der PB-Entfernung. Siehe auch: Dünner Mikroformlack, Ti-Lackhaftschicht, PB-Entfernung.
Einzelprozess: Gold-Galvanik RahmenDie Rahmen-Galvanik ist ca. 10 bis 20-mal höher als die Struktur-Galvanik. Durch die geeigneteWahl der Abscheideparameter Stromstärke und Zeitdauer kann trotzdem eine qualitative Galvanik in
Platingbase-Rückstände durch unzureichendePB-Ätzung
Unterätzung der Aufsetzpunkte durch zulange Ätzzeiten

Entwicklung des RF-Switch: Betrachtungen der Einzelprozesse
75
kurzer Prozesszeit erreicht werden. Dies ist wichtig, da sonst der Lack zu stark vom cyanidischenElektrolyten angegriffen wird. Durch die sehr hohe Galvanikstruktur muss besonders auf die PB-Entfernung geachtet werden, damit alle Reste sauber entfernt sind. Siehe auch: Gold-GalvanikAnlage, Dicker Mikroformlack, PB-Entfernung.
Einzelprozess: OpferschichtätzungDie Oxid-Opferschicht wird zum Schluss mittels Fluss-Säure entfernt, dabei muss die Ätzzeit langgenug sein, um sämtliche der drei Oxidschichten zu entfernen, darf aber nicht länger als nötig sein,da sonst die Gesamtstruktur zu stark unterätzt wird (Abb. 3.34, links). Diese Anforderung stellt vorallem auch design- und layouttechnische Vorbedingungen an die Geometrie der Schalter. Die Fluss-Säure wiederum entfernt sämtliche Oxide, so auch evtl. vorhandene natürliche Metalloxide inZwischenschichten von der Metallabscheidung. Dadurch kann es zum Ablösen der Strukturenkommen (Abb. 3.31). Solche störenden Schichten müssen verhindert bzw. wieder entfernt werden.Polymere sind ebenfalls nicht HF-resistent und daher kann die etablierte Polymerverkapselung nichteingesetzt werden, da der Polymerrahmen vor der Freiätzung aufgebracht werden muss, dann jedochvon der HF direkt danach angegriffen würde. Wichtig in diesem Zusammenhang sind auch die gründ-lichen Spülvorgänge, damit es nicht zur Bildung von schwer zu entfernenden Kieselsäurerückständenbei der Ätzung kommt (Abb. 3.34, rechts). Siehe auch: Gold-Platingbase, Ti-Lackhaftschicht,Wolfram-Ätzung.
Abb. 3.34: Prozessprobleme bei der Opferschichtätzung
Einzelprozess: Polymer CappingDieser Prozessblock wird detailliert im Kapitel 3.11 zum Thema Deckelungstechniken und Back-End-Prozess behandelt und sei hier nur vollständigkeitshalber erwähnt, speziell unter dem Aspekt derHF-Resistenz. Siehe auch: Opferschichtätzung.
Oxidüberätzung Ätzrückstände durch mangelhafte Spülprozesse

Entwicklung des RF-Switch: Betrachtungen der Einzelprozesse
76
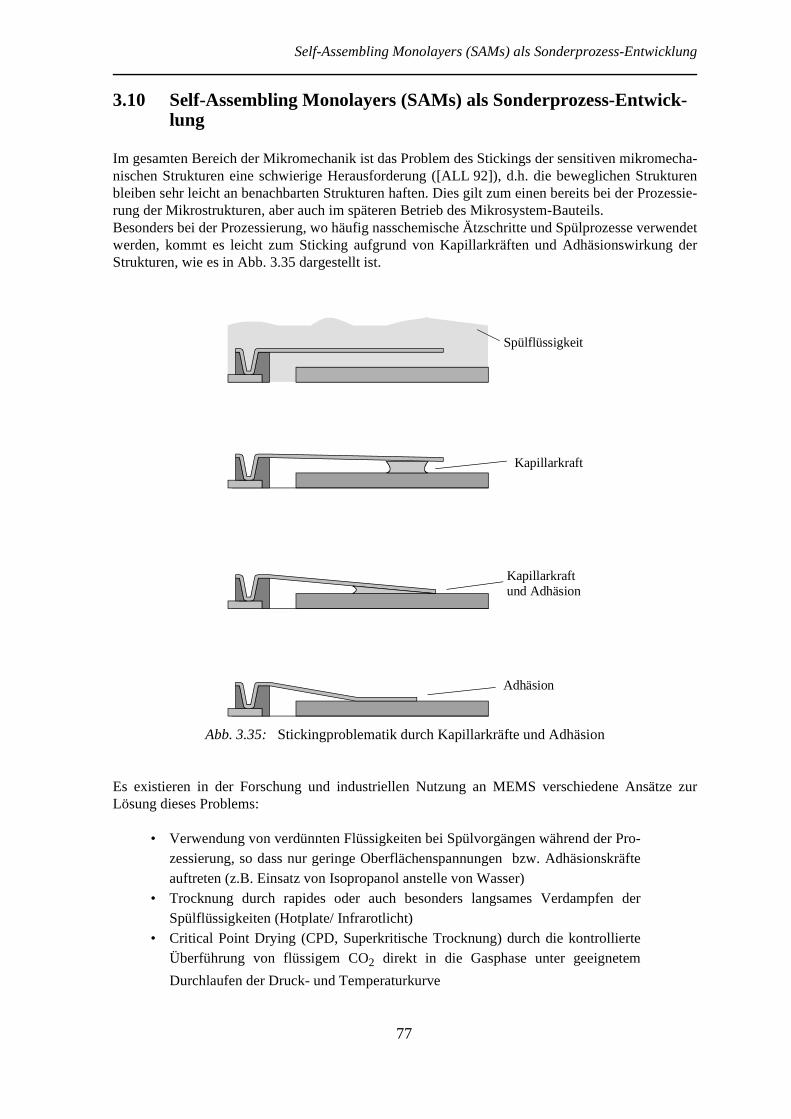
Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwicklung
77
3.10 Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwick-lung
Im gesamten Bereich der Mikromechanik ist das Problem des Stickings der sensitiven mikromecha-nischen Strukturen eine schwierige Herausforderung ([ALL 92]), d.h. die beweglichen Strukturenbleiben sehr leicht an benachbarten Strukturen haften. Dies gilt zum einen bereits bei der Prozessie-rung der Mikrostrukturen, aber auch im späteren Betrieb des Mikrosystem-Bauteils.Besonders bei der Prozessierung, wo häufig nasschemische Ätzschritte und Spülprozesse verwendetwerden, kommt es leicht zum Sticking aufgrund von Kapillarkräften und Adhäsionswirkung derStrukturen, wie es in Abb. 3.35 dargestellt ist.
Abb. 3.35: Stickingproblematik durch Kapillarkräfte und Adhäsion
Es existieren in der Forschung und industriellen Nutzung an MEMS verschiedene Ansätze zurLösung dieses Problems:
• Verwendung von verdünnten Flüssigkeiten bei Spülvorgängen während der Pro-zessierung, so dass nur geringe Oberflächenspannungen bzw. Adhäsionskräfteauftreten (z.B. Einsatz von Isopropanol anstelle von Wasser)
• Trocknung durch rapides oder auch besonders langsames Verdampfen derSpülflüssigkeiten (Hotplate/ Infrarotlicht)
• Critical Point Drying (CPD, Superkritische Trocknung) durch die kontrollierteÜberführung von flüssigem CO2 direkt in die Gasphase unter geeignetem
Durchlaufen der Druck- und Temperaturkurve
Spülflüssigkeit
Kapillarkraft
Kapillarkraftund Adhäsion
Adhäsion
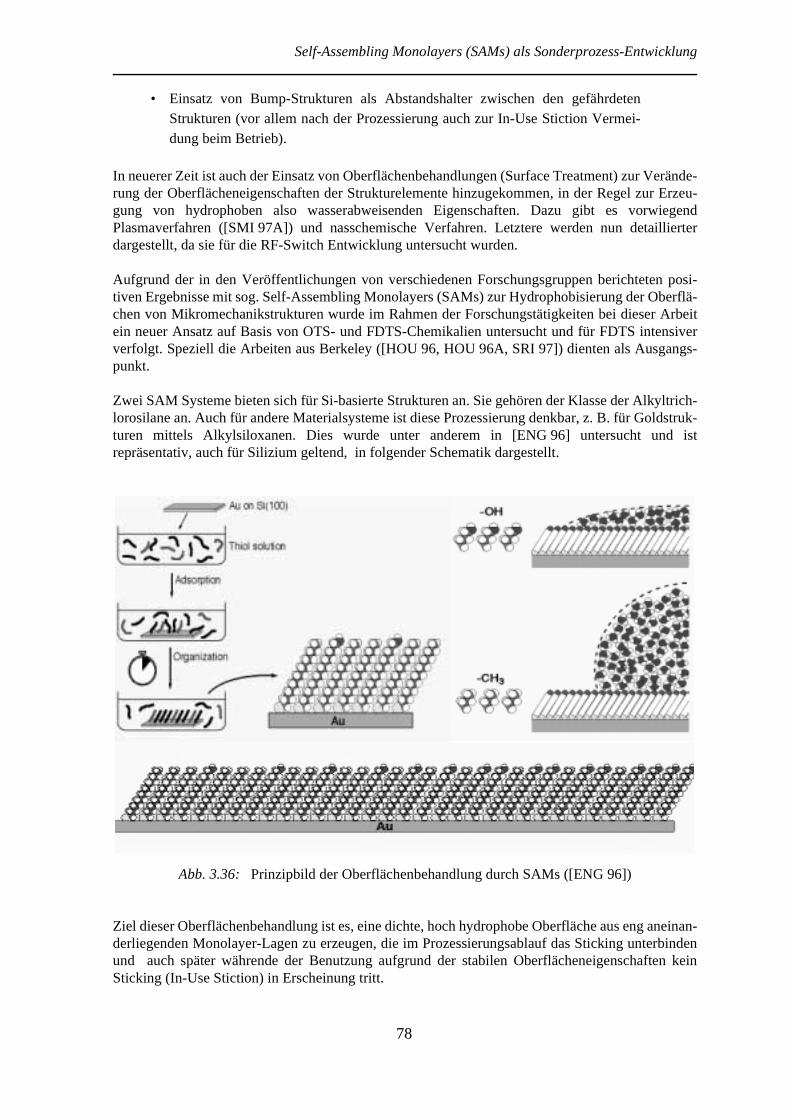
Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwicklung
78
• Einsatz von Bump-Strukturen als Abstandshalter zwischen den gefährdetenStrukturen (vor allem nach der Prozessierung auch zur In-Use Stiction Vermei-dung beim Betrieb).
In neuerer Zeit ist auch der Einsatz von Oberflächenbehandlungen (Surface Treatment) zur Verände-rung der Oberflächeneigenschaften der Strukturelemente hinzugekommen, in der Regel zur Erzeu-gung von hydrophoben also wasserabweisenden Eigenschaften. Dazu gibt es vorwiegendPlasmaverfahren ([SMI 97A]) und nasschemische Verfahren. Letztere werden nun detaillierterdargestellt, da sie für die RF-Switch Entwicklung untersucht wurden.
Aufgrund der in den Veröffentlichungen von verschiedenen Forschungsgruppen berichteten posi-tiven Ergebnisse mit sog. Self-Assembling Monolayers (SAMs) zur Hydrophobisierung der Oberflä-chen von Mikromechanikstrukturen wurde im Rahmen der Forschungstätigkeiten bei dieser Arbeitein neuer Ansatz auf Basis von OTS- und FDTS-Chemikalien untersucht und für FDTS intensiververfolgt. Speziell die Arbeiten aus Berkeley ([HOU 96, HOU 96A, SRI 97]) dienten als Ausgangs-punkt.
Zwei SAM Systeme bieten sich für Si-basierte Strukturen an. Sie gehören der Klasse der Alkyltrich-lorosilane an. Auch für andere Materialsysteme ist diese Prozessierung denkbar, z. B. für Goldstruk-turen mittels Alkylsiloxanen. Dies wurde unter anderem in [ENG 96] untersucht und istrepräsentativ, auch für Silizium geltend, in folgender Schematik dargestellt.
Abb. 3.36: Prinzipbild der Oberflächenbehandlung durch SAMs ([ENG 96])
Ziel dieser Oberflächenbehandlung ist es, eine dichte, hoch hydrophobe Oberfläche aus eng aneinan-derliegenden Monolayer-Lagen zu erzeugen, die im Prozessierungsablauf das Sticking unterbindenund auch später währende der Benutzung aufgrund der stabilen Oberflächeneigenschaften keinSticking (In-Use Stiction) in Erscheinung tritt.
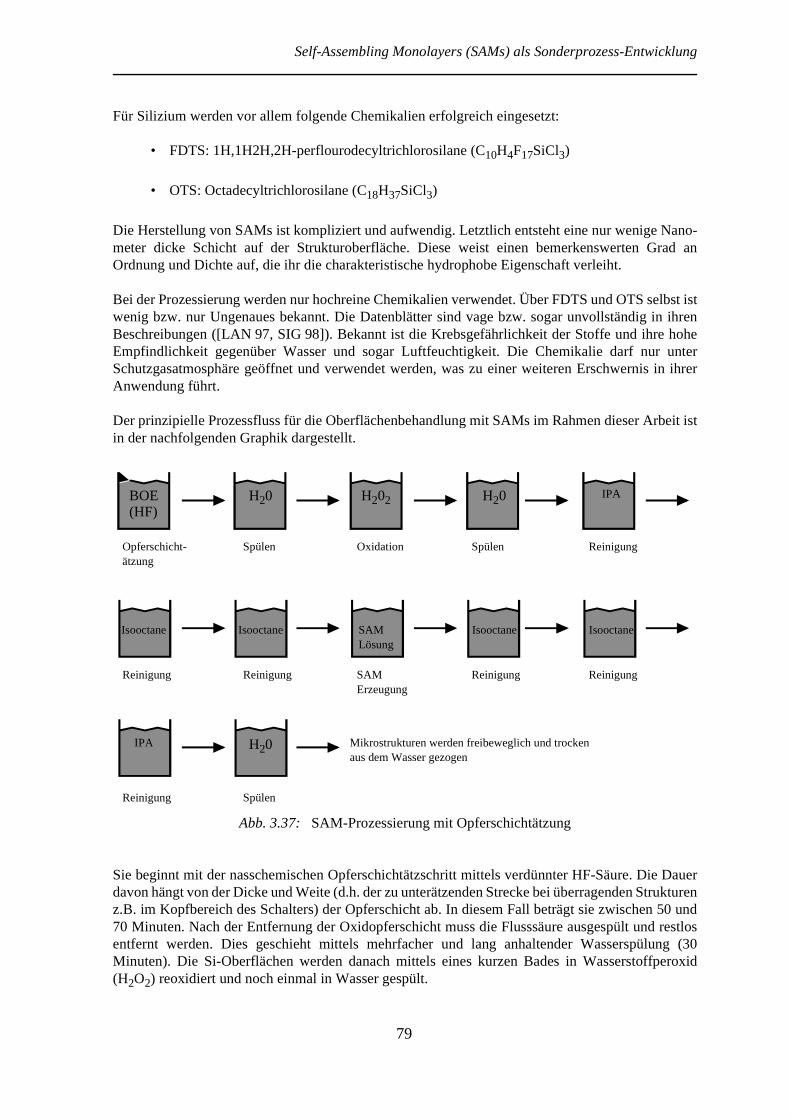
Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwicklung
79
Für Silizium werden vor allem folgende Chemikalien erfolgreich eingesetzt:
• FDTS: 1H,1H2H,2H-perflourodecyltrichlorosilane (C10H4F17SiCl3)
• OTS: Octadecyltrichlorosilane (C18H37SiCl3)
Die Herstellung von SAMs ist kompliziert und aufwendig. Letztlich entsteht eine nur wenige Nano-meter dicke Schicht auf der Strukturoberfläche. Diese weist einen bemerkenswerten Grad anOrdnung und Dichte auf, die ihr die charakteristische hydrophobe Eigenschaft verleiht.
Bei der Prozessierung werden nur hochreine Chemikalien verwendet. Über FDTS und OTS selbst istwenig bzw. nur Ungenaues bekannt. Die Datenblätter sind vage bzw. sogar unvollständig in ihrenBeschreibungen ([LAN 97, SIG 98]). Bekannt ist die Krebsgefährlichkeit der Stoffe und ihre hoheEmpfindlichkeit gegenüber Wasser und sogar Luftfeuchtigkeit. Die Chemikalie darf nur unterSchutzgasatmosphäre geöffnet und verwendet werden, was zu einer weiteren Erschwernis in ihrerAnwendung führt.
Der prinzipielle Prozessfluss für die Oberflächenbehandlung mit SAMs im Rahmen dieser Arbeit istin der nachfolgenden Graphik dargestellt.
Abb. 3.37: SAM-Prozessierung mit Opferschichtätzung
Sie beginnt mit der nasschemischen Opferschichtätzschritt mittels verdünnter HF-Säure. Die Dauerdavon hängt von der Dicke und Weite (d.h. der zu unterätzenden Strecke bei überragenden Strukturenz.B. im Kopfbereich des Schalters) der Opferschicht ab. In diesem Fall beträgt sie zwischen 50 und70 Minuten. Nach der Entfernung der Oxidopferschicht muss die Flusssäure ausgespült und restlosentfernt werden. Dies geschieht mittels mehrfacher und lang anhaltender Wasserspülung (30Minuten). Die Si-Oberflächen werden danach mittels eines kurzen Bades in Wasserstoffperoxid(H2O2) reoxidiert und noch einmal in Wasser gespült.
BOE(HF)
H20 H202 H20 IPA
Isooctane SAMLösung
Isooctane Isooctane Isooctane
IPA H20
Opferschicht-ätzung
Spülen Oxidation Spülen Reinigung
Reinigung Reinigung SAMErzeugung
Reinigung Reinigung
Reinigung Spülen
Mikrostrukturen werden freibeweglich und trockenaus dem Wasser gezogen
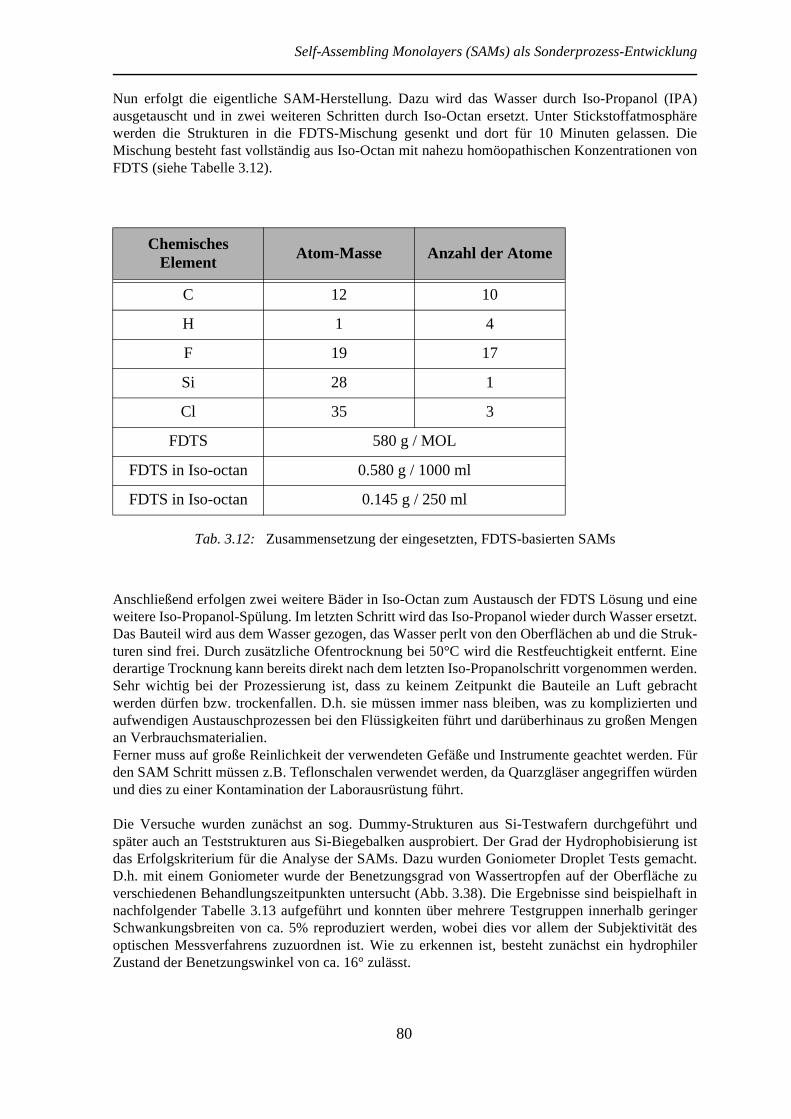
Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwicklung
80
Nun erfolgt die eigentliche SAM-Herstellung. Dazu wird das Wasser durch Iso-Propanol (IPA)ausgetauscht und in zwei weiteren Schritten durch Iso-Octan ersetzt. Unter Stickstoffatmosphärewerden die Strukturen in die FDTS-Mischung gesenkt und dort für 10 Minuten gelassen. DieMischung besteht fast vollständig aus Iso-Octan mit nahezu homöopathischen Konzentrationen vonFDTS (siehe Tabelle 3.12).
Tab. 3.12: Zusammensetzung der eingesetzten, FDTS-basierten SAMs
Anschließend erfolgen zwei weitere Bäder in Iso-Octan zum Austausch der FDTS Lösung und eineweitere Iso-Propanol-Spülung. Im letzten Schritt wird das Iso-Propanol wieder durch Wasser ersetzt.Das Bauteil wird aus dem Wasser gezogen, das Wasser perlt von den Oberflächen ab und die Struk-turen sind frei. Durch zusätzliche Ofentrocknung bei 50°C wird die Restfeuchtigkeit entfernt. Einederartige Trocknung kann bereits direkt nach dem letzten Iso-Propanolschritt vorgenommen werden.Sehr wichtig bei der Prozessierung ist, dass zu keinem Zeitpunkt die Bauteile an Luft gebrachtwerden dürfen bzw. trockenfallen. D.h. sie müssen immer nass bleiben, was zu komplizierten undaufwendigen Austauschprozessen bei den Flüssigkeiten führt und darüberhinaus zu großen Mengenan Verbrauchsmaterialien.Ferner muss auf große Reinlichkeit der verwendeten Gefäße und Instrumente geachtet werden. Fürden SAM Schritt müssen z.B. Teflonschalen verwendet werden, da Quarzgläser angegriffen würdenund dies zu einer Kontamination der Laborausrüstung führt.
Die Versuche wurden zunächst an sog. Dummy-Strukturen aus Si-Testwafern durchgeführt undspäter auch an Teststrukturen aus Si-Biegebalken ausprobiert. Der Grad der Hydrophobisierung istdas Erfolgskriterium für die Analyse der SAMs. Dazu wurden Goniometer Droplet Tests gemacht.D.h. mit einem Goniometer wurde der Benetzungsgrad von Wassertropfen auf der Oberfläche zuverschiedenen Behandlungszeitpunkten untersucht (Abb. 3.38). Die Ergebnisse sind beispielhaft innachfolgender Tabelle 3.13 aufgeführt und konnten über mehrere Testgruppen innerhalb geringerSchwankungsbreiten von ca. 5% reproduziert werden, wobei dies vor allem der Subjektivität desoptischen Messverfahrens zuzuordnen ist. Wie zu erkennen ist, besteht zunächst ein hydrophilerZustand der Benetzungswinkel von ca. 16° zulässt.
ChemischesElement
Atom-Masse Anzahl der Atome
C 12 10
H 1 4
F 19 17
Si 28 1
Cl 35 3
FDTS 580 g / MOL
FDTS in Iso-octan 0.580 g / 1000 ml
FDTS in Iso-octan 0.145 g / 250 ml
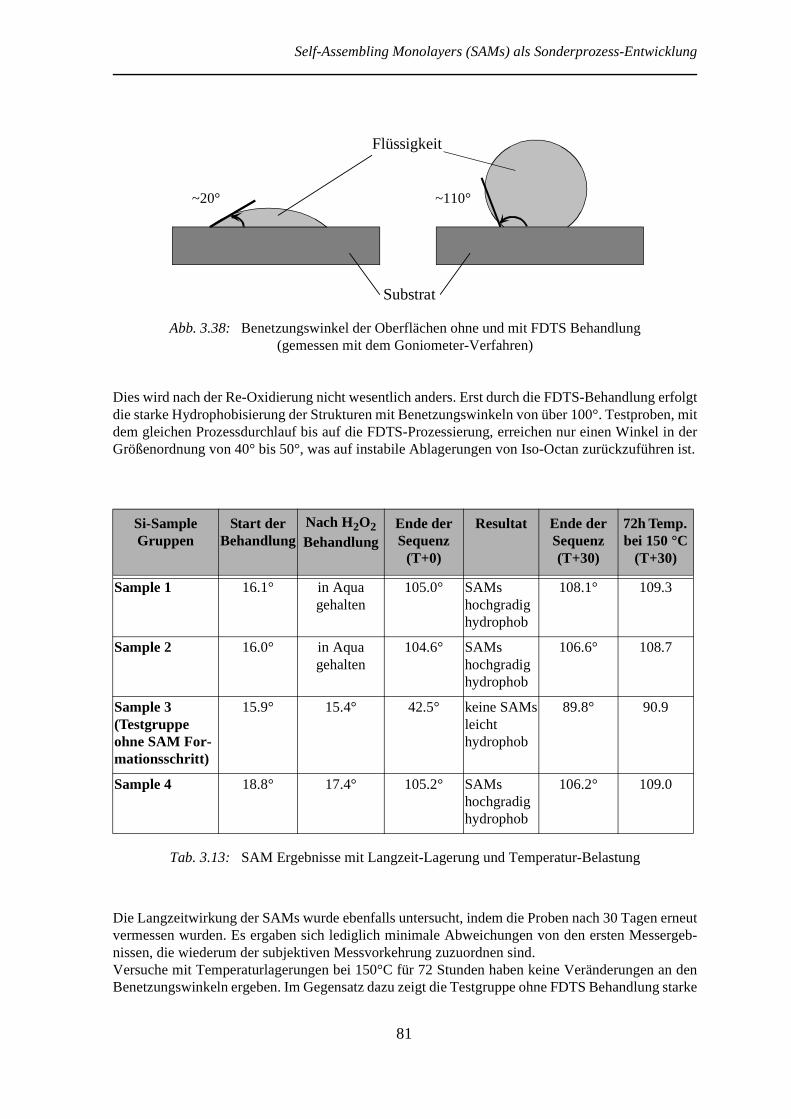
Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwicklung
81
Abb. 3.38: Benetzungswinkel der Oberflächen ohne und mit FDTS Behandlung(gemessen mit dem Goniometer-Verfahren)
Dies wird nach der Re-Oxidierung nicht wesentlich anders. Erst durch die FDTS-Behandlung erfolgtdie starke Hydrophobisierung der Strukturen mit Benetzungswinkeln von über 100°. Testproben, mitdem gleichen Prozessdurchlauf bis auf die FDTS-Prozessierung, erreichen nur einen Winkel in derGrößenordnung von 40° bis 50°, was auf instabile Ablagerungen von Iso-Octan zurückzuführen ist.
Tab. 3.13: SAM Ergebnisse mit Langzeit-Lagerung und Temperatur-Belastung
Die Langzeitwirkung der SAMs wurde ebenfalls untersucht, indem die Proben nach 30 Tagen erneutvermessen wurden. Es ergaben sich lediglich minimale Abweichungen von den ersten Messergeb-nissen, die wiederum der subjektiven Messvorkehrung zuzuordnen sind.Versuche mit Temperaturlagerungen bei 150°C für 72 Stunden haben keine Veränderungen an denBenetzungswinkeln ergeben. Im Gegensatz dazu zeigt die Testgruppe ohne FDTS Behandlung starke
Si-SampleGruppen
Start derBehandlung
Nach H2O2Behandlung
Ende derSequenz
(T+0)
Resultat Ende derSequenz(T+30)
72h Temp.bei 150 °C
(T+30)
Sample 1 16.1° in Aquagehalten
105.0° SAMshochgradighydrophob
108.1° 109.3
Sample 2 16.0° in Aquagehalten
104.6° SAMshochgradighydrophob
106.6° 108.7
Sample 3(Testgruppeohne SAM For-mationsschritt)
15.9° 15.4° 42.5° keine SAMsleichthydrophob
89.8° 90.9
Sample 4 18.8° 17.4° 105.2° SAMshochgradighydrophob
106.2° 109.0
Flüssigkeit
Substrat
~20° ~110°
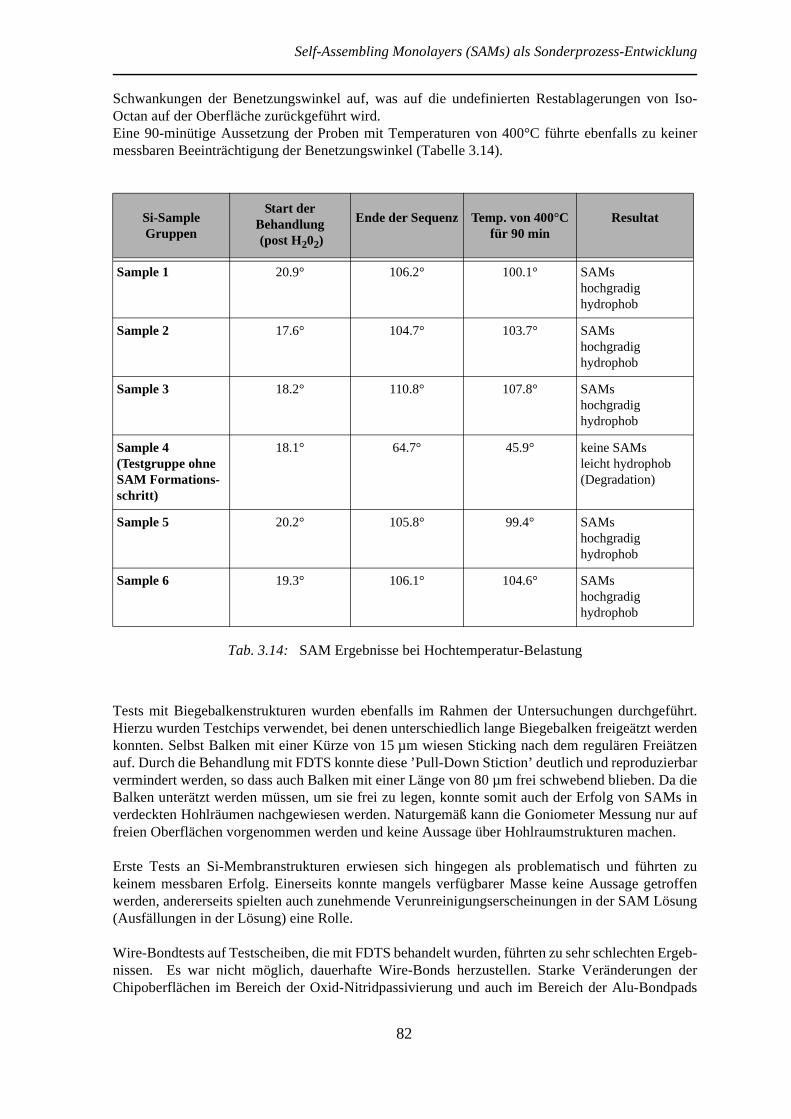
Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwicklung
82
Schwankungen der Benetzungswinkel auf, was auf die undefinierten Restablagerungen von Iso-Octan auf der Oberfläche zurückgeführt wird.Eine 90-minütige Aussetzung der Proben mit Temperaturen von 400°C führte ebenfalls zu keinermessbaren Beeinträchtigung der Benetzungswinkel (Tabelle 3.14).
Tab. 3.14: SAM Ergebnisse bei Hochtemperatur-Belastung
Tests mit Biegebalkenstrukturen wurden ebenfalls im Rahmen der Untersuchungen durchgeführt.Hierzu wurden Testchips verwendet, bei denen unterschiedlich lange Biegebalken freigeätzt werdenkonnten. Selbst Balken mit einer Kürze von 15 µm wiesen Sticking nach dem regulären Freiätzenauf. Durch die Behandlung mit FDTS konnte diese ’Pull-Down Stiction’ deutlich und reproduzierbarvermindert werden, so dass auch Balken mit einer Länge von 80 µm frei schwebend blieben. Da dieBalken unterätzt werden müssen, um sie frei zu legen, konnte somit auch der Erfolg von SAMs inverdeckten Hohlräumen nachgewiesen werden. Naturgemäß kann die Goniometer Messung nur auffreien Oberflächen vorgenommen werden und keine Aussage über Hohlraumstrukturen machen.
Erste Tests an Si-Membranstrukturen erwiesen sich hingegen als problematisch und führten zukeinem messbaren Erfolg. Einerseits konnte mangels verfügbarer Masse keine Aussage getroffenwerden, andererseits spielten auch zunehmende Verunreinigungserscheinungen in der SAM Lösung(Ausfällungen in der Lösung) eine Rolle.
Wire-Bondtests auf Testscheiben, die mit FDTS behandelt wurden, führten zu sehr schlechten Ergeb-nissen. Es war nicht möglich, dauerhafte Wire-Bonds herzustellen. Starke Veränderungen derChipoberflächen im Bereich der Oxid-Nitridpassivierung und auch im Bereich der Alu-Bondpads
Si-SampleGruppen
Start derBehandlung(post H202)
Ende der Sequenz Temp. von 400°Cfür 90 min
Resultat
Sample 1 20.9° 106.2° 100.1° SAMshochgradighydrophob
Sample 2 17.6° 104.7° 103.7° SAMshochgradighydrophob
Sample 3 18.2° 110.8° 107.8° SAMshochgradighydrophob
Sample 4(Testgruppe ohneSAM Formations-schritt)
18.1° 64.7° 45.9° keine SAMsleicht hydrophob(Degradation)
Sample 5 20.2° 105.8° 99.4° SAMshochgradighydrophob
Sample 6 19.3° 106.1° 104.6° SAMshochgradighydrophob

Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwicklung
83
(allerdings optisch nicht differenzierbar) wurden bemerkt und im Gegensatz zur neutralen Test-gruppe wurden keine haltbaren Bonds erreicht (siehe Abb. 3.39).
Abb. 3.39: Bondversuche an Chips ohne (links, sehr gute Bonds) undmit (rechts, sehr schlechte Bonds) SAM Behandlung
Insgesamt stellt sich die SAM-Prozessierung als sehr aufwendig und komplex dar, zudem ist dieChemikalie in ihrer Verwendung sehr instabil. Die Lagerung ist schwierig und es kommt schon nachkurzer Zeit zu Ausfällungen in der Lösung, vermutlich durch Aufnahme von Luftfeuchtigkeit. Diealte Lösung muss dann entsorgt und neu angemischt werden. Auch ist diese homöopathischeMischung in kleinen Mengen schwierig reproduzierbar herzustellen, wobei in begrenztem Maßekleine Abweichungen offensichtlich nicht schädlich sind. Erst in großen Mengen, wie sie in Ferti-gungsanlagen gebraucht werden, wird dies unproblematisch. Allerdings fallen hier unverhältnis-mäßig größere, teure Verbrauchsmengen an, speziell für die ultrareinen und hoch-entwässerten Iso-Octane und die Spezialchemikalie FDTS. Auch die komplizierte Handhabung bzw. die Anforderungder ständigen Benetzung während des Prozesses bis ganz zum Abschluss der Prozesskette macht einegeschlossene Anlagenprozessierung einerseits absolut erforderlich und andererseits sehr teueraufgrund des hohen Anlagenaufwandes.Die beschriebenen Schwierigkeiten und großen Herausforderungen bei der industriellen Umsetzungdieses Prozesses werden auch von anderen Gruppen in der Literatur bestätigt ([MAB 00, MIL 98,SRI 98]).
Aus oben genannten Punkten wurden die Versuche nach diesen Ergebnissen eingestellt und aus wirt-schaftlichen Überlegungen nicht weiterverfolgt (siehe auch Kap. 2.2). Anstelle dessen wird auf einetrockentechnische Freilegung der Strukturen mittels CPD gesetzt Die In-use Stiction soll bei derMikromechanik durch den designtechischen Einsatz von Bumps gesichert werden. Sie gewährleisten,

Self-Assembling Monolayers (SAMs) als Sonderprozess-Entwicklung
84
dass die beweglichen Elemente immer nur über wenige Kontaktpunkte (d.h. den Bumps) mit anderenStrukturen in Berührung kommen und somit die Stickingmöglichkeit stark reduziert wird. Eine ersteRealisierung der RF-Switch Schalterbauteile auf Waferlevel wird unter Einsatz von HF-Ätzungsowie direkter Trocknung im CPD erfolgen. Die Möglichkeit der zwischengeschalteten SAM-Prozessierung im Laborprinzip besteht jedoch auch hier weiterhin.
Im Rahmen einer weiteren System-Entwicklung außerhalb dieser Arbeit wurde der SAM Ansatzwieder aufgenommen. Neue Versuche mit OTS anstelle von FDTS führten zu zunächst vielverspre-chenden Ergebnissen. Hierbei wurde der Prozessdurchlauf leicht vereinfacht gegenüber der großenAnzahl von Spülvorgängen bei der FDTS Prozessierung. Jedoch bleibt auch dieser Prozess zunächstnur im Labormaßstab realisierbar. Überlegungen, eine Anlage entsprechend für die Freiätzung derMikromechanikstrukturen mit HF-Säure, anschließender SAM-Herstellung und Trocknung derStrukturen zu konzipieren, scheiterten bislang an den hohen Kosten und Aufwendungen, die dafürnötig sind. Dennoch besteht die Perspektive der nasschemischen Freiätzung, gefolgt von der Ober-flächenbehandlung mit SAMs und einer Trocknung der Strukturen entweder mittels Isopropanol-Verdampfung unter Wärmeeinwirkung (Hotplate/ Infrarotlicht) oder Critical Point Drying Technikunter Verwendung und Umwandlung von flüssigem CO2.
Es bleibt festzuhalten: Die Verwendung von SAMs ist gut geeignet, während der Prozessierunginnerhalb der Fertigung und im späteren Betrieb des Bauteils ein Sticking zu verhindern. Die Sonder-prozesstechnologie für ihre Realisierung ist jedoch sehr aufwendig, damit kostenintensiv und auchsehr anfällig, d.h. nicht bedienungsfreundlich bzw. dadurch anlagenintensiv, was zu hohen Kostenführt.Als Laborprozess sind die SAMs durchaus realisierbar, als Linienprozess in der Fertigung nur mitaufwendigen Mitteln durchführbar und daher unwirtschaftlich. Es ist mit dieser Sonderprozess-Entwicklung ein anschauliches Beispiel dafür gegeben, wie ein Prozess technisch zwar erfolgreichsein kann, wirtschaftlich jedoch unrentabel ist und somit nicht die Anforderungen der MEMSForschung und Entwicklung innerhalb der industriellen Fertigung erfüllt.
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
85
3.11 Waferlevel-Packaging für MEMS-Strukturen
Das Packaging ist ein fundamentaler Bestandteil eines jeden Mikrosystems und hat maßgeblichenEinfluss auf die technische Herstellung des Bauteils sowie die endgültigen Kosten des fertigenProdukts. Wie bereits erwähnt, wurde gerade dieser Bereich bei der Mikrosystem-Entwicklung langeZeit stark vernachlässigt bzw. als lästige Nachfolgeentwicklung am Ende einer Vorentwicklungangesehen. Dadurch kam es zu großen Problemen bei der Realisierung von MST-Produkten, da diesevon Endnutzern erst durch ein erfolgreiches Packaging eingesetzt werden können. Das geeignetePackaging lässt sich beim Mikrosystem nicht im nachhinein ‚aufsetzen', sondern muss vielmehr inte-graler Bestandteil des Produktes sein, um eine optimale Lösung bezüglich Größe, Leistungsfähigkeitund Kosten zu ermöglichen.Als Negativbeispiel sei auf Entwicklungen hingewiesen, die unter größtem Aufwand zur Herstellungvon minimierten Mikrostrukturen führten. Beim zunächst unberücksichtigtem Gehäusepackagingwurde dann eine einfache Standard-Packaging-Lösung verwendet, die dazu führt, dass das Mikrosy-stem letztlich wieder größer ist als das Makrosystem. Damit gehen alle Vorteile dieser Entwicklungverloren ([MAU 99A, LAM 97, KEL 97]).
Das Demonstrator-Packaging bei der VESIMA Entwicklung für den voll-integrierten Demonstratorist ein konkretes Beispiel dafür. Im Rahmen der Entwicklung des Mikrobeschleunigungsschalters inGAT als Ersatz für den konventionellen HAMLIN-Safing Sensor, konnte ein wesentlich kleinererSchalterchip hergestellt werden, der lediglich 6 mm x 6 mm Grundfläche besitzt. Aufgrund desnötigen Gehäuses in Form eines CMQFP-80 wird die Fläche jedoch auf 14 mm x 14 mm erweitertund nimmt damit genausoviel Fläche ein wie das zu ersetzende Makrosystem. Hauptursache ist hiereine ungeeignete Abstimmung zwischen den Anforderungen der Mikrokomponente und seinesPackagings mit den Verbindungen zur ‚Außenwelt'. Bei optimaler Auslegung des Chips und seinesPackagings hätte dies deutlich besser gelöst werden können -und für eine erfolgreiche Umsetzung alsProdukt auch vor allem gelöst werden müssen ([MAL 99]).
Im folgenden werden Untersuchungen an Packagingverfahren und -konzepten gezeigt, bei denen dasPackaging als ein direkter Bestandteil der Entwicklung ist, so wie es im Konzept des ’IntegrierendenEntwicklungsansatzes’ für Mikrosysteme (siehe Kapitel 2) erläutert wurde.Durch die vorgestellten Arbeiten mit drei verschiedenen Ansätzen soll die Entwicklung diesesPackagingverständnisses verdeutlicht werden und es soll gezeigt werden, wie die FE-Fertigung dieMöglichkeiten des Packagings im BE beeinflusst und sogar einschränkt. Gleichfalls wird dargestellt,dass die BE-Fertigung bereits Anforderungen an die vorgelagerten FE-Fertigungsprozesse stellt.
3.11.1 Packaging-Anforderungen
Bei diesen Packaging-Entwicklungen besteht die Aufgabe darin, mikromechanische Schalterstruk-turen (mit unterschiedlichen Aufgaben) vor den Umwelteinflüssen der Außenwelt zu schützen. DieGrundanforderungen eines Packagings lassen sich wie folgt auflisten:
• Sicherer Schutz für den Chip bzw. die Mikrostrukturen• Leichte Handhabung des Bauteils in der weiteren Verwendung/ Bearbeitung• Hermetizität und Festigkeit des Packagings muss gewährleistet sein• Packaging muss langzeitstabil sein (mechanisch, chemisch, etc.)• Packaging muss material- und fertigungskompatibel sein• Industrielle Fertigungsfähigkeit muss möglich sein• Packaging muss günstig sein ("low-cost")
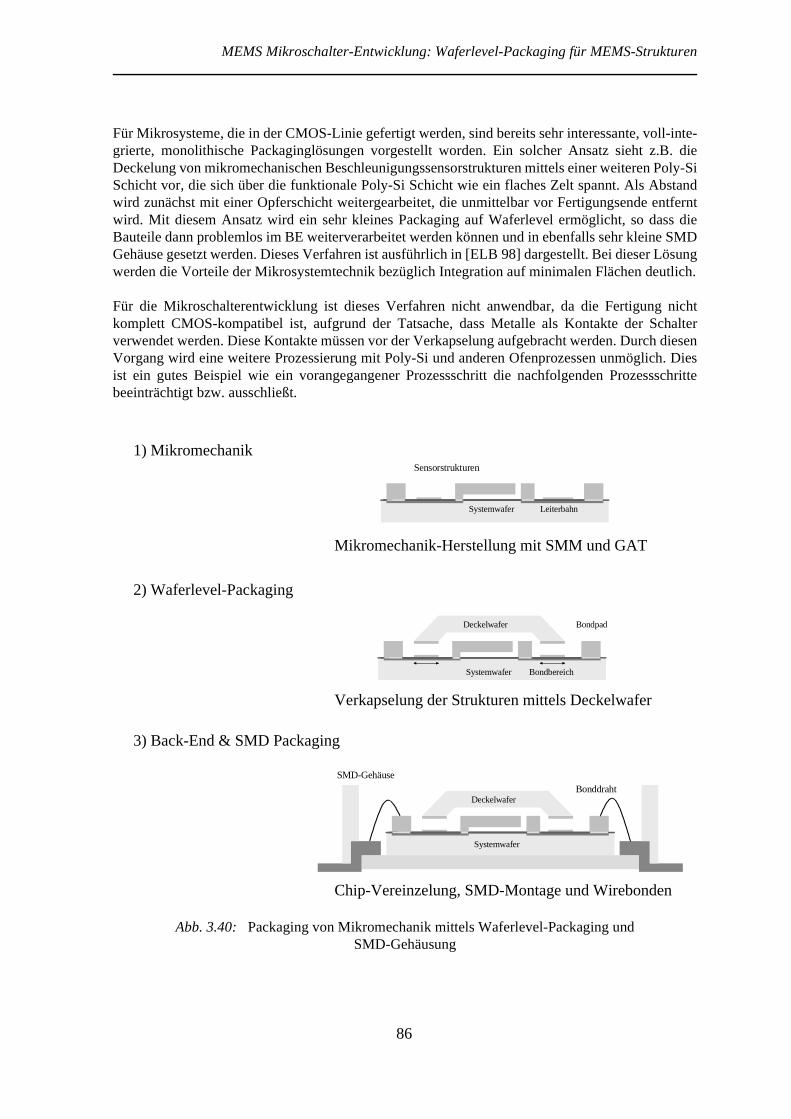
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
86
Für Mikrosysteme, die in der CMOS-Linie gefertigt werden, sind bereits sehr interessante, voll-inte-grierte, monolithische Packaginglösungen vorgestellt worden. Ein solcher Ansatz sieht z.B. dieDeckelung von mikromechanischen Beschleunigungssensorstrukturen mittels einer weiteren Poly-SiSchicht vor, die sich über die funktionale Poly-Si Schicht wie ein flaches Zelt spannt. Als Abstandwird zunächst mit einer Opferschicht weitergearbeitet, die unmittelbar vor Fertigungsende entferntwird. Mit diesem Ansatz wird ein sehr kleines Packaging auf Waferlevel ermöglicht, so dass dieBauteile dann problemlos im BE weiterverarbeitet werden können und in ebenfalls sehr kleine SMDGehäuse gesetzt werden. Dieses Verfahren ist ausführlich in [ELB 98] dargestellt. Bei dieser Lösungwerden die Vorteile der Mikrosystemtechnik bezüglich Integration auf minimalen Flächen deutlich.
Für die Mikroschalterentwicklung ist dieses Verfahren nicht anwendbar, da die Fertigung nichtkomplett CMOS-kompatibel ist, aufgrund der Tatsache, dass Metalle als Kontakte der Schalterverwendet werden. Diese Kontakte müssen vor der Verkapselung aufgebracht werden. Durch diesenVorgang wird eine weitere Prozessierung mit Poly-Si und anderen Ofenprozessen unmöglich. Diesist ein gutes Beispiel wie ein vorangegangener Prozessschritt die nachfolgenden Prozessschrittebeeinträchtigt bzw. ausschließt.
Abb. 3.40: Packaging von Mikromechanik mittels Waferlevel-Packaging undSMD-Gehäusung
Sensorstrukturen
Systemwafer Leiterbahn
Systemwafer
Deckelwafer Bondpad
Bondbereich
Systemwafer
DeckelwaferBonddraht
SMD-Gehäuse
Mikromechanik-Herstellung mit SMM und GAT
Verkapselung der Strukturen mittels Deckelwafer
Chip-Vereinzelung, SMD-Montage und Wirebonden
1) Mikromechanik
2) Waferlevel-Packaging
3) Back-End & SMD Packaging
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
87
Da die voll-integrierte Deckelungsvariante demnach nicht zur Verfügung steht, mussten andereAnsätze für eine Verdeckelung der sensitiven Schalterstrukturen auf Waferlevel gefunden werden.Der Grundgedanke dabei ist, einen sogenannten Deckel über die Strukturen zu setzen, so dass diesegeschützt sind. Gleichzeitig muss die Kontaktierung der Zuleitungen des Chips gewährleistet sein,d.h. die Bondpads müssen frei zugänglich sein, damit sie mit dem Gehäuse-Leadframe verbundenwerden können. Über dessen stabile Beine erfolgt dann der Anschluss zur ’Aussenwelt’.Der Chipdeckel wird ebenfalls vorzugsweise auf Waferlevel gefertigt und mit dem Mikromechanik-wafer in einem Bondverfahren ’gesandwicht’, so dass alle Chips gleichzeitig gedeckelt werden. Nachder Vereinzelung der Chips per Wafersäge im BE, sind diese beliebig verarbeitbar und können inStandard SMD-Gehäuse gesetzt werden. Dieses Konzept ist graphisch in Abb. 3.40 dargestellt.
Es muss ein geeignetes Verfahren gefunden werden, das die Herstellung von Chipdeckeln ermöglichtund sicherstellt, dass diese fest über der Struktur sitzen.Für die Deckel selbst kommen verschiedene Materialien in Betracht. Eine naheliegende Lösung istdie Verwendung von beidseitig polierten Si-Mikromechanikwafern. Diese können derart bearbeitetwerden, dass auf einer Seite eine schützende Kavität für die Strukturen und auf der anderen Seite dieDurchführungen für die Bondpads prozessiert werden. Eine andere Möglichkeit besteht in derVerwendung von Glaswafern, die ebenfalls entsprechend strukturiert werden können, um die Struk-turen zu überdeckeln. Beide Wafertypen müssen dann passend mit der Mikroschalterscheibe gepaartwerden, um das Waferlevel Packaging zu vollenden. Auch für diesen Verbindungsprozess gibt esverschiedene Möglichkeiten. Ein anderer Ansatz sieht die Verwendung von Polymiden bzw. Poly-meren vor, mit denen ebenfalls eine Verdeckelung der Strukturen vorgenommen werden kann. Hierist jedoch die Bearbeitung auf separater Waferebene nicht möglich und muss daher direkt auf demHauptwafer durchgeführt werden.
Es ergibt sich daraus eine Anzahl von Varianten bzw. Prozessmöglichkeiten für ein WaferlevelPak-kaging der Mikroschalter. Aus den nachfolgend aufgeführten Komponenten wurden drei unter-schiedliche Ansätze für eine Deckelherstellung entwickelt, die im Anschluss ausführlich vorgestelltwerden.
Deckelmaterial:
• Siliziumwafer• Glasswafer• Polymere
Strukturierung der Schutzkavität:
• Nasschemisch Anisotrope Ätzung mit TMAH, KOH (Si)• Nasschemisch Isotrope Ätzung mit Mischsäure (Si)• Trockenchemisch Anisotrope Ätzung mit Deep-RIE (Si, Glas)• Physikalisch Anisotrope Strukturierung mit Powder Blasting/ Sandstrahlen (Si,
Glas)• Vorstrukturierung durch Bohren/ Drilling (Glas)• Photostrukturierung (Polymere)
Bondpad-Durchführung
• Nasschemisch Anisotrope Ätzung mit TMAH, KOH (Si)• Nasschemisch Isotrope Ätzung mit Mischsäure (Si)
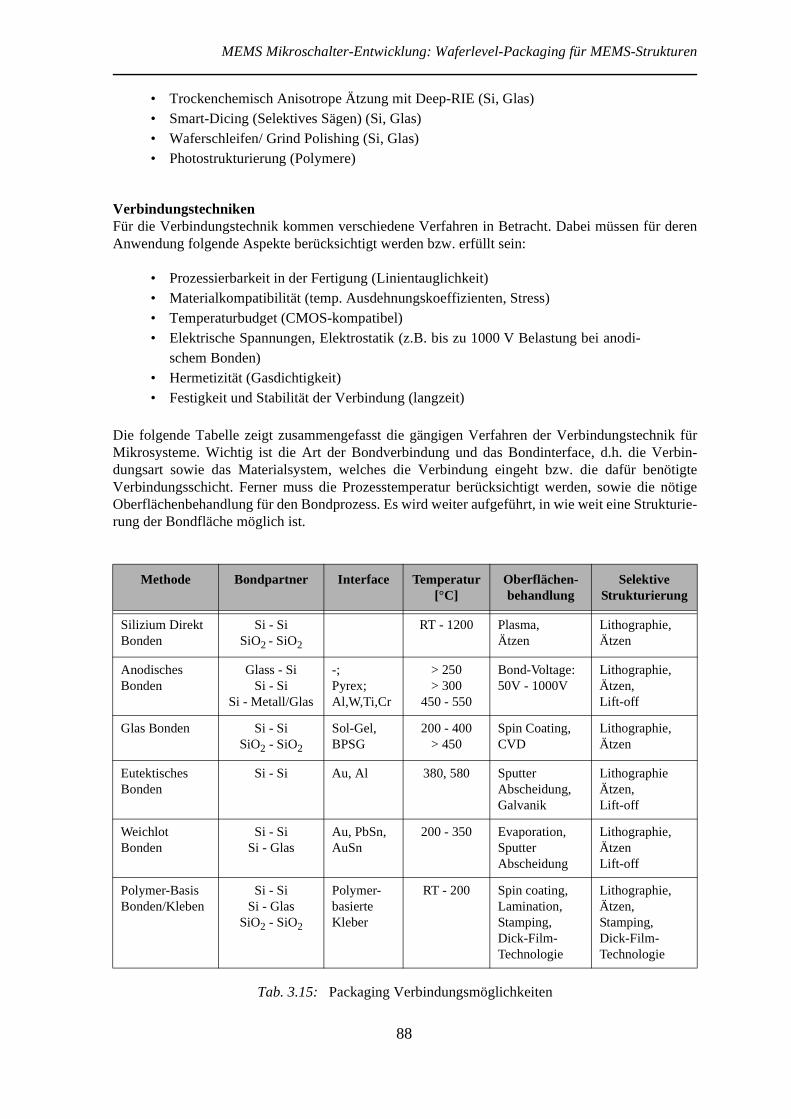
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
88
• Trockenchemisch Anisotrope Ätzung mit Deep-RIE (Si, Glas)• Smart-Dicing (Selektives Sägen) (Si, Glas)• Waferschleifen/ Grind Polishing (Si, Glas)• Photostrukturierung (Polymere)
VerbindungstechnikenFür die Verbindungstechnik kommen verschiedene Verfahren in Betracht. Dabei müssen für derenAnwendung folgende Aspekte berücksichtigt werden bzw. erfüllt sein:
• Prozessierbarkeit in der Fertigung (Linientauglichkeit)• Materialkompatibilität (temp. Ausdehnungskoeffizienten, Stress)• Temperaturbudget (CMOS-kompatibel)• Elektrische Spannungen, Elektrostatik (z.B. bis zu 1000 V Belastung bei anodi-
schem Bonden)• Hermetizität (Gasdichtigkeit)• Festigkeit und Stabilität der Verbindung (langzeit)
Die folgende Tabelle zeigt zusammengefasst die gängigen Verfahren der Verbindungstechnik fürMikrosysteme. Wichtig ist die Art der Bondverbindung und das Bondinterface, d.h. die Verbin-dungsart sowie das Materialsystem, welches die Verbindung eingeht bzw. die dafür benötigteVerbindungsschicht. Ferner muss die Prozesstemperatur berücksichtigt werden, sowie die nötigeOberflächenbehandlung für den Bondprozess. Es wird weiter aufgeführt, in wie weit eine Strukturie-rung der Bondfläche möglich ist.
Tab. 3.15: Packaging Verbindungsmöglichkeiten
Methode Bondpartner Interface Temperatur[°C]
Oberflächen-behandlung
SelektiveStrukturierung
Silizium DirektBonden
Si - SiSiO2 - SiO2
RT - 1200 Plasma,Ätzen
Lithographie,Ätzen
AnodischesBonden
Glass - SiSi - Si
Si - Metall/Glas
-;Pyrex;Al,W,Ti,Cr
> 250> 300
450 - 550
Bond-Voltage:50V - 1000V
Lithographie,Ätzen,Lift-off
Glas Bonden Si - SiSiO2 - SiO2
Sol-Gel,BPSG
200 - 400> 450
Spin Coating,CVD
Lithographie,Ätzen
EutektischesBonden
Si - Si Au, Al 380, 580 SputterAbscheidung,Galvanik
LithographieÄtzen,Lift-off
WeichlotBonden
Si - SiSi - Glas
Au, PbSn,AuSn
200 - 350 Evaporation,SputterAbscheidung
Lithographie,ÄtzenLift-off
Polymer-BasisBonden/Kleben
Si - SiSi - Glas
SiO2 - SiO2
Polymer-basierteKleber
RT - 200 Spin coating,Lamination,Stamping,Dick-Film-Technologie
Lithographie,Ätzen,Stamping,Dick-Film-Technologie
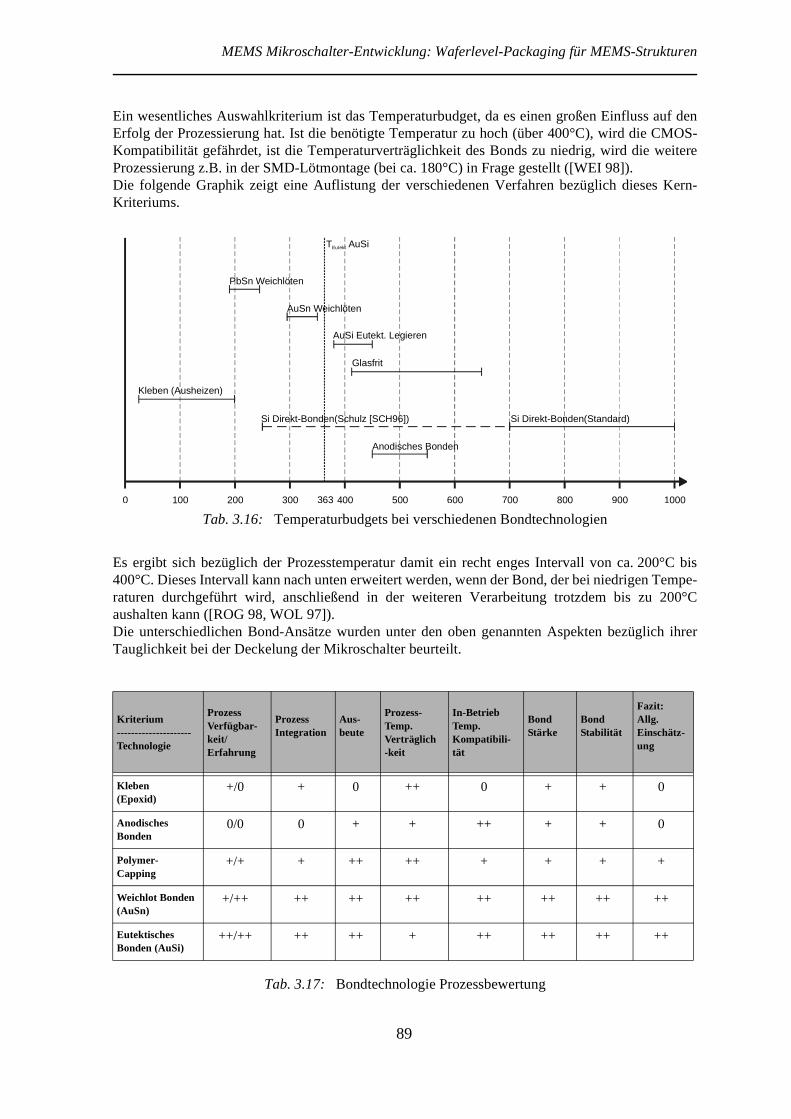
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
89
Ein wesentliches Auswahlkriterium ist das Temperaturbudget, da es einen großen Einfluss auf denErfolg der Prozessierung hat. Ist die benötigte Temperatur zu hoch (über 400°C), wird die CMOS-Kompatibilität gefährdet, ist die Temperaturverträglichkeit des Bonds zu niedrig, wird die weitereProzessierung z.B. in der SMD-Lötmontage (bei ca. 180°C) in Frage gestellt ([WEI 98]).Die folgende Graphik zeigt eine Auflistung der verschiedenen Verfahren bezüglich dieses Kern-Kriteriums.
Tab. 3.16: Temperaturbudgets bei verschiedenen Bondtechnologien
Es ergibt sich bezüglich der Prozesstemperatur damit ein recht enges Intervall von ca. 200°C bis400°C. Dieses Intervall kann nach unten erweitert werden, wenn der Bond, der bei niedrigen Tempe-raturen durchgeführt wird, anschließend in der weiteren Verarbeitung trotzdem bis zu 200°Caushalten kann ([ROG 98, WOL 97]).Die unterschiedlichen Bond-Ansätze wurden unter den oben genannten Aspekten bezüglich ihrerTauglichkeit bei der Deckelung der Mikroschalter beurteilt.
Tab. 3.17: Bondtechnologie Prozessbewertung
Kriterium---------------------Technologie
ProzessVerfügbar-keit/Erfahrung
ProzessIntegration
Aus-beute
Prozess-Temp.Verträglich-keit
In-BetriebTemp.Kompatibili-tät
BondStärke
BondStabilität
Fazit:Allg.Einschätz-ung
Kleben(Epoxid)
+/0 + 0 ++ 0 + + 0
AnodischesBonden
0/0 0 + + ++ + + 0
Polymer-Capping
+/+ + ++ ++ + + + +
Weichlot Bonden(AuSn)
+/++ ++ ++ ++ ++ ++ ++ ++
EutektischesBonden (AuSi)
++/++ ++ ++ + ++ ++ ++ ++
0 100 200 300 400363 500 600 700 800 900 1000
Anodisches Bonden
Si Direkt-Bonden(Standard)Si Direkt-Bonden(Schulz [SCH96])
Kleben (Ausheizen)
Glasfrit
AuSi Eutekt. Legieren
AuSn Weichlöten
PbSn Weichlöten
T AuSiEutekt
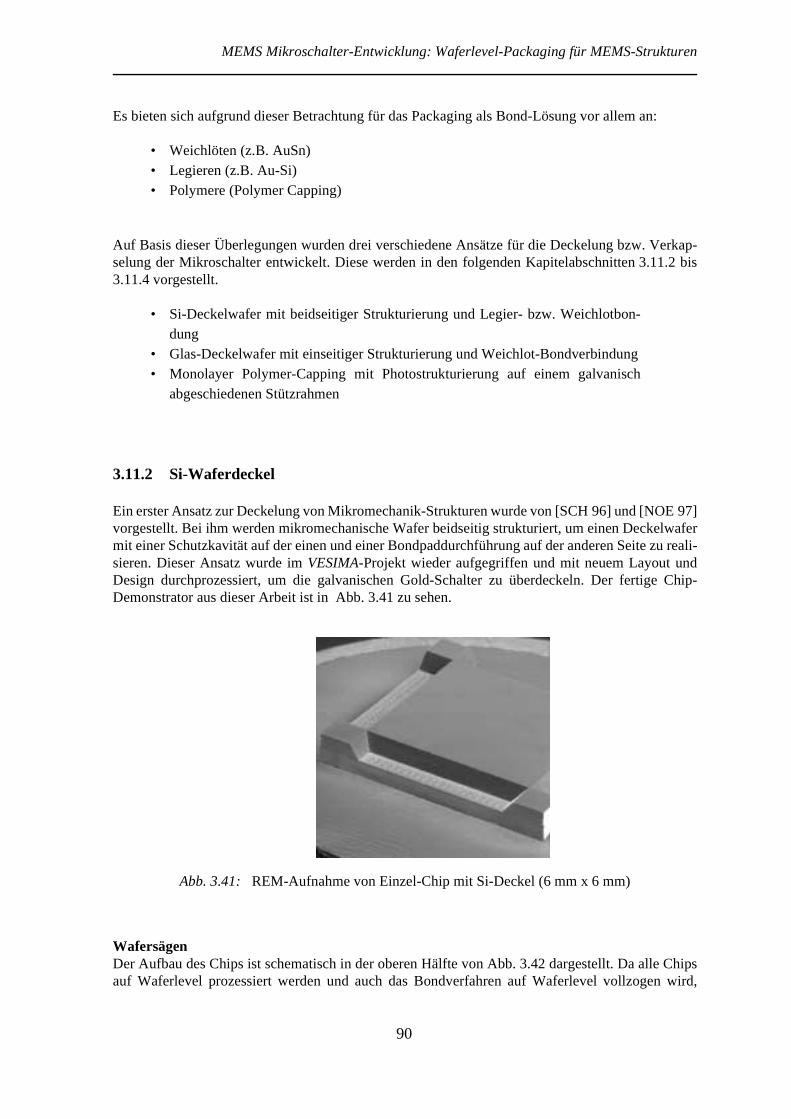
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
90
Es bieten sich aufgrund dieser Betrachtung für das Packaging als Bond-Lösung vor allem an:
• Weichlöten (z.B. AuSn)• Legieren (z.B. Au-Si)• Polymere (Polymer Capping)
Auf Basis dieser Überlegungen wurden drei verschiedene Ansätze für die Deckelung bzw. Verkap-selung der Mikroschalter entwickelt. Diese werden in den folgenden Kapitelabschnitten 3.11.2 bis3.11.4 vorgestellt.
• Si-Deckelwafer mit beidseitiger Strukturierung und Legier- bzw. Weichlotbon-dung
• Glas-Deckelwafer mit einseitiger Strukturierung und Weichlot-Bondverbindung• Monolayer Polymer-Capping mit Photostrukturierung auf einem galvanisch
abgeschiedenen Stützrahmen
3.11.2 Si-Waferdeckel
Ein erster Ansatz zur Deckelung von Mikromechanik-Strukturen wurde von [SCH 96] und [NOE 97]vorgestellt. Bei ihm werden mikromechanische Wafer beidseitig strukturiert, um einen Deckelwafermit einer Schutzkavität auf der einen und einer Bondpaddurchführung auf der anderen Seite zu reali-sieren. Dieser Ansatz wurde im VESIMA-Projekt wieder aufgegriffen und mit neuem Layout undDesign durchprozessiert, um die galvanischen Gold-Schalter zu überdeckeln. Der fertige Chip-Demonstrator aus dieser Arbeit ist in Abb. 3.41 zu sehen.
Abb. 3.41: REM-Aufnahme von Einzel-Chip mit Si-Deckel (6 mm x 6 mm)
WafersägenDer Aufbau des Chips ist schematisch in der oberen Hälfte von Abb. 3.42 dargestellt. Da alle Chipsauf Waferlevel prozessiert werden und auch das Bondverfahren auf Waferlevel vollzogen wird,
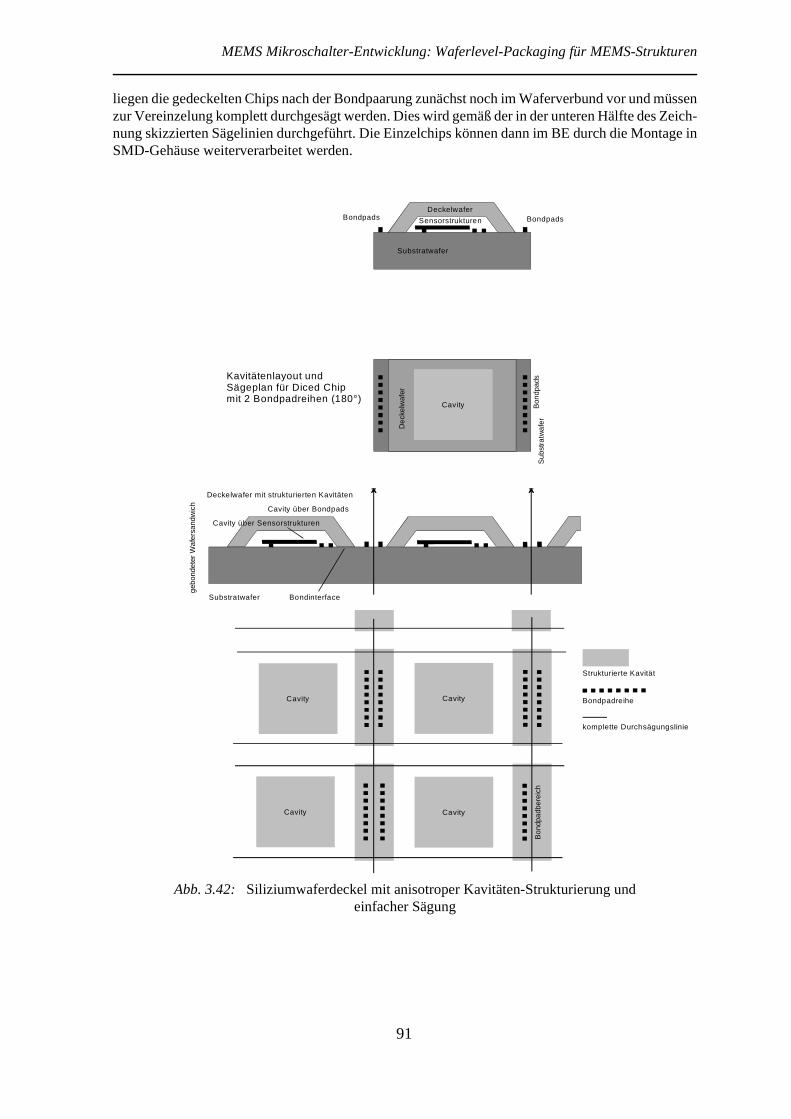
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
91
liegen die gedeckelten Chips nach der Bondpaarung zunächst noch im Waferverbund vor und müssenzur Vereinzelung komplett durchgesägt werden. Dies wird gemäß der in der unteren Hälfte des Zeich-nung skizzierten Sägelinien durchgeführt. Die Einzelchips können dann im BE durch die Montage inSMD-Gehäuse weiterverarbeitet werden.
Abb. 3.42: Siliziumwaferdeckel mit anisotroper Kavitäten-Strukturierung undeinfacher Sägung
Strukturierte Kavität
komplette Durchsägungslinie
BondpadreiheCavity
Cavity
Cavity
Cavity
Bon
dpad
bere
ich
CavityD
ecke
lwaf
er
Sub
stra
twaf
er
Kavitätenlayout undSägeplan für Diced Chipmit 2 Bondpadreihen (180°)
Bon
dpad
s
Substratwafer
BondpadsSensorstrukturenBondpadsDeckelwafer
Cavity über Sensorstrukturen
Substratwafer
Deckelwafer mit strukturierten Kavitäten
Cavity über Bondpads
gebo
ndet
erW
afer
sand
wic
h
Bondinterface
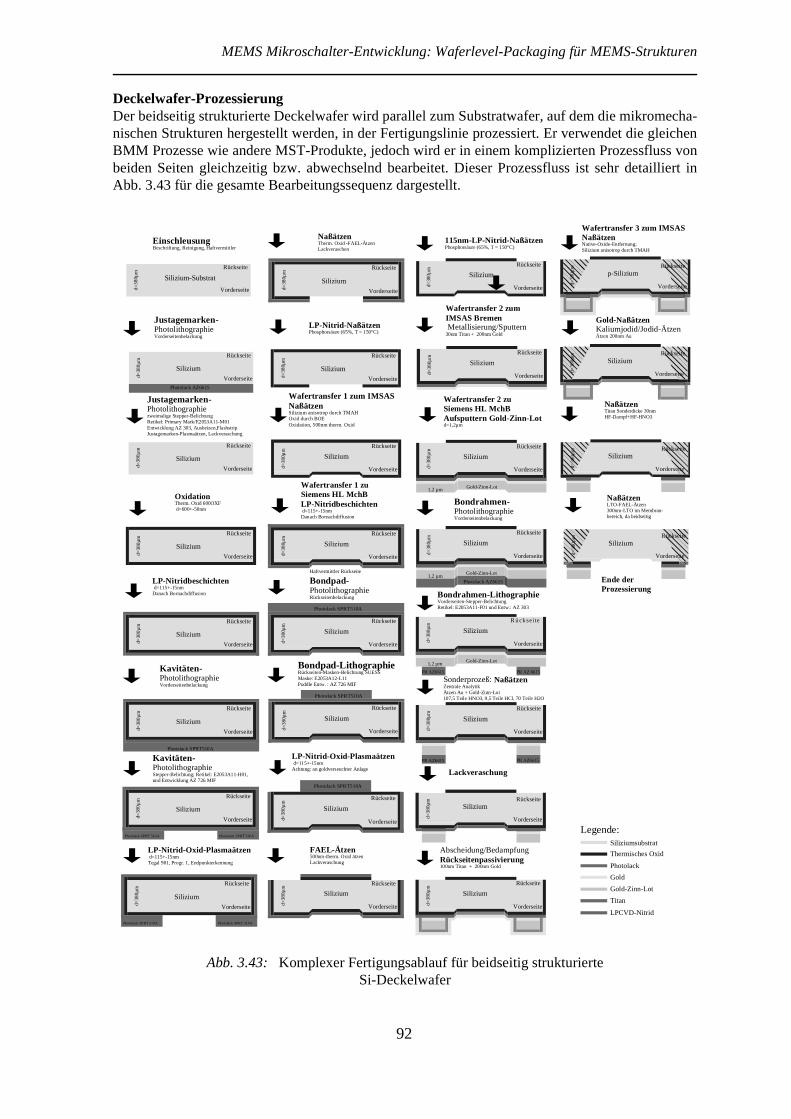
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
92
Deckelwafer-ProzessierungDer beidseitig strukturierte Deckelwafer wird parallel zum Substratwafer, auf dem die mikromecha-nischen Strukturen hergestellt werden, in der Fertigungslinie prozessiert. Er verwendet die gleichenBMM Prozesse wie andere MST-Produkte, jedoch wird er in einem komplizierten Prozessfluss vonbeiden Seiten gleichzeitig bzw. abwechselnd bearbeitet. Dieser Prozessfluss ist sehr detailliert inAbb. 3.43 für die gesamte Bearbeitungssequenz dargestellt.
Abb. 3.43: Komplexer Fertigungsablauf für beidseitig strukturierteSi-Deckelwafer
Silizium-Substrat
d=38
0µm
Rückseite
Vorderseite
EinschleusungBeschriftung, Reinigung, Haftvermittler
Justagemarken-PhotolithographieVorderseitenbelackung
Silizium
d=38
0µm
Photolack AZ6615
Rückseite
Vorderseite
Justagemarken-Photolithographiezweimalige Stepper-BelichtungRetikel: Primary Mark/E2053A11-M01Entwicklung AZ 303, Ausheizen,FlashstripJustagemarken-Plasmaätzen, Lackveraschung
Kavitäten-PhotolithographieStepper-Belichtung; Retikel: E2053A11-H01,und Entwicklung AZ 726 MIF
Silizium
d=38
0µm
Vorderseite
OxidationTherm. Oxid 600OXFd=600+-50nm
Silizium
d=38
0µm
Photolack SPRT510A
Bondpad-LithographieRückseiten-Masken-Belichtung SUESSMaske: E2053A12-L11Puddle Entw. : AZ 726 MIF
FAEL-Ätzen500nm-therm. Oxid ätzenLackveraschung
Wafertransfer 2 zumIMSAS BremenMetallisierung/Sputtern
30nm Titan + 200nm Gold
Wafertransfer 2 zuSiemens HL MchBAufsputtern Gold-Zinn-Lotd=1,2µm
Rückseite
Rückseite
Kavitäten-PhotolithographieVorderseitenbelackung
Vorderseite
LP-Nitridbeschichtend=115+-15nm
Danach Bornachdiffusion
Silizium
d=38
0µm
Rückseite
Vorderseite
Silizium
d=38
0µm
Rückseite
Vorderseite
Photolack SPRT510A
VorderseitePhotolack SPRT 510ASilizium
d=38
0µm
Photolack SPRT 510A
Rückseite
Vorderseite
Photolack SPRT 510A
LP-Nitrid-Oxid-Plasmaätzend=115+-15nmTegal 901, Progr. 1, Endpunkterkennung
VorderseitePhotolack SPRT 510ASilizium
d=38
0µm
Photolack SPRT 510A
Rückseite
Vorderseite
Photolack SPRT 510A
Silizium
d=38
0µm
Vorderseite
Rückseite
LP-Nitrid-Oxid-Plasmaätzend=115+-15nm
Achtung: an goldverseuchter Anlage
Siliziumsubstrat
Thermisches Oxid
Photolack
Gold
Gold-Zinn-Lot
Titan
Legende:
LPCVD-Nitrid
Haftvermittler Rückseite
Bondpad-PhotolithographieRückseitenbelackung
Wafertransfer 1 zuSiemens HL MchBLP-Nitridbeschichtend=115+-15nmDanach Bornachdiffusion
Silizium
d=38
0µm
Vorderseite
Rückseite
Photolack SPRT510A
Silizium
d=38
0µm
Vorderseite
Rückseite
Photolack SPRT510A
Silizium
d=38
0µm
Vorderseite
Rückseite
Silizium
d=38
0µm
Vorderseite
Rückseite
115nm-LP-Nitrid-NaßätzenPhosphorsäure (65%, T = 150°C)
Silizium
d=38
0µm
Vorderseite
Rückseite
Silizium
d=38
0µm
Vorderseite
Silizium
d=38
0µm
Gold-Zinn-Lot1,2 µm
Bondrahmen-PhotolithographieVorderseitenbelackung
Silizium
d=38
0µm
Gold-Zinn-Lot1,2 µm
Photolack AZ6615
Rückseite
Vorderseite
Vorderseite
Rückseite
PR AZ6615 PR AZ 6615
Silizium
d=38
0µm
Gold-Zinn-Lot1,2 µm
R ückseite
Vorderseite
PR AZ6615 PR AZ6615
Silizium
d=38
0µm
Rückseite
Vorderseite
Sonderprozeß: NaßätzenZentrale AnalytikÄtzen Au + Gold-Zinn-Lot107,5 Teile HNO3, 9,5 Teile HCl, 70 Teile H2O
Lackveraschung
Silizium
d=38
0µm Rückseite
Vorderseite
Abscheidung/BedampfungRückseitenpassivierung100nm Titan + 200nm Gold
Silizium
d=38
0µm
Rückseite
Vorderseite
Wafertransfer 3 zum IMSASNaßätzenNative-Oxide-Entfernung;Silizium anisotrop durch TMAH
Gold-NaßätzenKaliumjodid/Jodid-ÄtzenÄtzen 200nm Au
NaßätzenLTO-FAEL-Ätzen300nm-LTO im Membran-bereich, da beidseitig
p-Silizium
d=38
0µm
Vorderseite
Rückseite
d=38
0µm
Silizium
d=38
0µm
NaßätzenTitan Sonderdicke 30nmHF-Dampf+HF-HNO3
Silizium
d=38
0µm
Silizium
Silizium
d=38
0µm
Vorderseite
Rückseite
Wafertransfer 1 zum IMSASNaßätzenSilizium anisotrop durch TMAHOxid durch BOEOxidation, 500nm therm. Oxid
Bondrahmen-LithographieVorderseiten-Stepper-BelichtungRetikel: E2053A11-F01 und Entw.: AZ 303
Rückseite
Ende derProzessierung
NaßätzenTherm. Oxid -FAEL-ÄtzenLackveraschen
VorderseitePhotolack SPRT 510ASiliziumd=
380µ
m
Rückseite
Vorderseite
LP-Nitrid-NaßätzenPhosphorsäure (65%, T = 150°C)
VorderseitePhotolack SPRT 510ASilizium
d=38
0µm
Rückseite
VorderseiteVorderseite
Rückseite
d=38
0µm
d=38
0µm Rückseite
Vorderseite
Rückseite
Vorderseited=38
0µm
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
93
Es sind dabei einige wiederkehrende Passivierungsblöcke enthalten, die abwechselnd die eine unddann die andere Seite vor den Ätzschritten der jeweils anderen schützen müssen. Insgesamt wird derProzess dadurch sehr aufwendig und langwierig. Aufgrund der beidseitigen Prozessierung sowie derumfangreichen Oberflächen-Strukturierung in die Tiefe des Wafers hinein wird der Wafer letztlichsehr leicht brüchig und anfällig bei unvorsichtiges Handhabung.Auch die Strukturierung der AuSn Weichlotschicht sowie die nachgelagerte Öffnung der Bondpad-durchführungen durch anisotropes Ätzen durch den gesamten Wafer, müssen als Sonderprozesseeingeführt werden, so dass schließlich ein sehr komplizierter, teurer und anfälliger Prozessflussentstanden ist. Im Laborbetrieb konnten gute Erfolge bei der Gesamtprozessierung erzielt werden, sodass die Musterfertigung gestartet wurde. Dazu war dann im nächsten Schritt die Bondverbindungder Deckelwafer mit den Substratwafern notwendig.
Weichlotbond-ProzesstechnologieFür die Verbindung des Deckelwafers mit dem Substratwafer, auf dem die mikromechanischenStrukturen aufgebracht wurden, wurden zwei Bondprozesse ausgewählt. Zunächst wurde ein Au-SiLegierverfahren, das bereits erfolgreich für die Fertigung von Drucksensoren verwendet wird, unter-sucht. Hierbei wird der Wafersandwich durch ein Legieren der Au-Si Zwischenschicht fest mitein-ander verbunden. Die beiden Scheiben werden dabei zuerst zueinander justiert und dann mit Hilfevon Indium vorläufig fixiert, bevor sie in einen Bondofen gebracht werden. Dieser Prozess findet beiTemperaturen von über 350°C statt, so dass eine eutektische Schicht gebildet wird, die eine sehrstabile Bondverbindung erzeugt.Aufgrund der hohen Temperaturen kommt es bei dieser Art von Bond jedoch zu hohen Belastungenfür die Mikromechanik-Strukturen. Es wurde in [MIC 98] festgestellt, dass sich dieser Prozess nichtfür galvanisch erzeugte Gold-Strukturen eignet, da es dann bei 360°C zu Legiererscheinungen andiesen Strukturen im Bereich der Aufsetzpunkte zum Si kommt und sie dadurch ausfallen. Es mussein Verfahren gefunden werden, um bei niedrigeren Temperaturen einen Bondprozess durchlaufenzu können.
Unter diesem Gesichtspunkt wurde ein Weichlotverfahren entwickelt, das bereits bei niedrigerenTemperaturen den Bond herstellt. Dabei wurde bewusst auf PbSn Verbindungen verzichtet, da dieseim Rahmen der neuen Umweltauflagen für die Halbleiterfertigung nicht mehr zu verwenden sind([RAV 99]). Zudem werden diese Bondmaterialien im Bereich von 180°C auch noch später bei derSchwellbadlötung nach der PCB Montage verwendet. Dies würde dann zu einem sog. Weichkochender Verbindung führen und somit zur Gefährdung des Deckelbonds. Ziel war es, einen Bondprozessim Temperaturintervall von 200°C bis 320°C zu finden.
Die Verwendung von AuSn erfüllt mit einer Aufschmelztemperatur von 280°C genau diese Anfor-derung und wurde dementsprechend ausgewählt. Im Rahmen der Arbeiten von [MIC 99] wurdeeine Prozessentwicklung vorgenommen, um eine AuSn Schicht auf die Deckelwafer aufzutragenund zu strukturieren. Von dem Au-Si Legierverfahren konnten die anlagentechnischen Grundkonfi-gurationen übernommen werden, so dass eine durchgängige Prozesskette darauf basierend aufgebautwerden konnte.Für den Ofenprozess musste ein komplett neues Programm entwickelt werden, um einen festen Bondbei minimaler Prozessdauer und Temperaturbelastung zu finden. Mit Hilfe verschiedener Versuchs-reihen wurde eine optimale Prozedur mit den Prozessvariablen Temperaturführung (Zeitdauer undTemperaturhöhe) sowie Anpressdruck ermittelt.
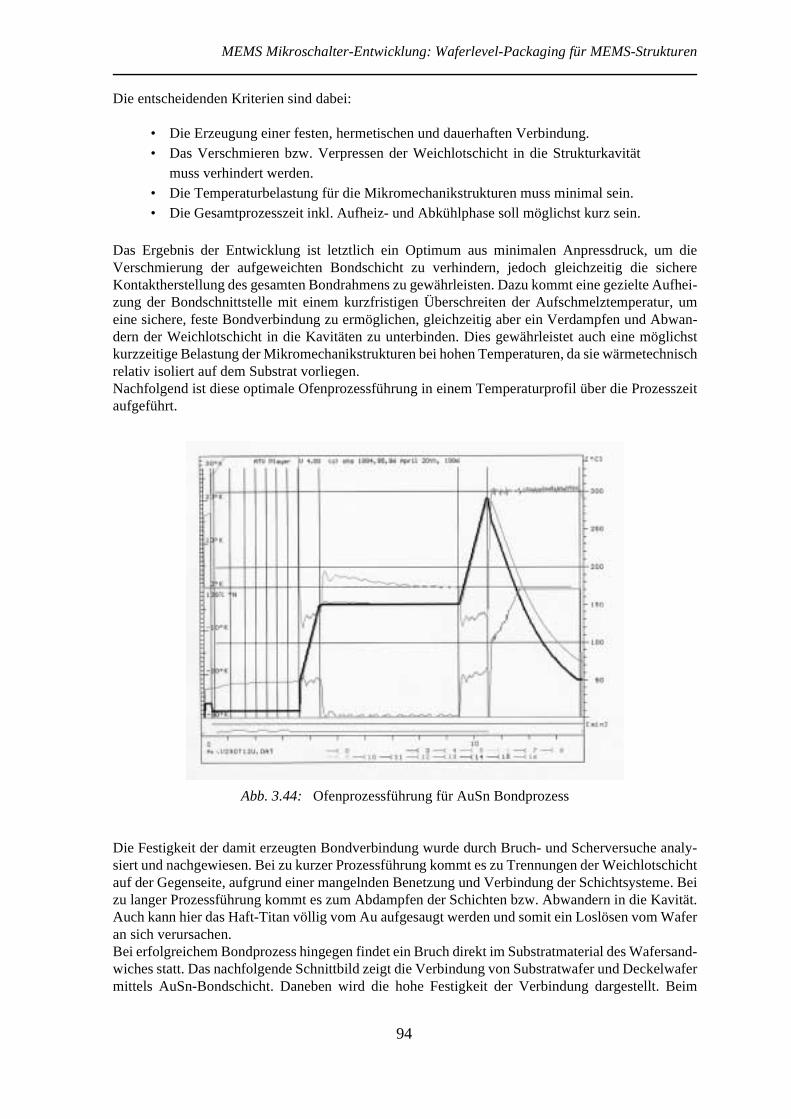
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
94
Die entscheidenden Kriterien sind dabei:
• Die Erzeugung einer festen, hermetischen und dauerhaften Verbindung.• Das Verschmieren bzw. Verpressen der Weichlotschicht in die Strukturkavität
muss verhindert werden.• Die Temperaturbelastung für die Mikromechanikstrukturen muss minimal sein.• Die Gesamtprozesszeit inkl. Aufheiz- und Abkühlphase soll möglichst kurz sein.
Das Ergebnis der Entwicklung ist letztlich ein Optimum aus minimalen Anpressdruck, um dieVerschmierung der aufgeweichten Bondschicht zu verhindern, jedoch gleichzeitig die sichereKontaktherstellung des gesamten Bondrahmens zu gewährleisten. Dazu kommt eine gezielte Aufhei-zung der Bondschnittstelle mit einem kurzfristigen Überschreiten der Aufschmelztemperatur, umeine sichere, feste Bondverbindung zu ermöglichen, gleichzeitig aber ein Verdampfen und Abwan-dern der Weichlotschicht in die Kavitäten zu unterbinden. Dies gewährleistet auch eine möglichstkurzzeitige Belastung der Mikromechanikstrukturen bei hohen Temperaturen, da sie wärmetechnischrelativ isoliert auf dem Substrat vorliegen.Nachfolgend ist diese optimale Ofenprozessführung in einem Temperaturprofil über die Prozesszeitaufgeführt.
Abb. 3.44: Ofenprozessführung für AuSn Bondprozess
Die Festigkeit der damit erzeugten Bondverbindung wurde durch Bruch- und Scherversuche analy-siert und nachgewiesen. Bei zu kurzer Prozessführung kommt es zu Trennungen der Weichlotschichtauf der Gegenseite, aufgrund einer mangelnden Benetzung und Verbindung der Schichtsysteme. Beizu langer Prozessführung kommt es zum Abdampfen der Schichten bzw. Abwandern in die Kavität.Auch kann hier das Haft-Titan völlig vom Au aufgesaugt werden und somit ein Loslösen vom Waferan sich verursachen.Bei erfolgreichem Bondprozess hingegen findet ein Bruch direkt im Substratmaterial des Wafersand-wiches statt. Das nachfolgende Schnittbild zeigt die Verbindung von Substratwafer und Deckelwafermittels AuSn-Bondschicht. Daneben wird die hohe Festigkeit der Verbindung dargestellt. Beim

MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
95
Bruchversuch wurde das Silizium des Deckelwafers herausgebrochen, die Bondschicht war fester alsdas Substratmaterial selbst. Die tiefergehenden Analysen zur Bondfestigkeit und Prozessführungsind in [DAH 98] aufgeführt. Grundüberlegungen zum materialtechnischen Verhalten der AuSnSchichten sind in der Arbeit von [FOC 98] dargestellt.
Abb. 3.45: REM-Aufnahme von AuSn-Bondinterface mit Schutzkavität
Die Hermetizität des AuSn-Bonds wurde durch Grob- und Feintests der Dichtigkeit untersucht undnachgewiesen. Dazu wurden die Chips direkt in Flüssigkeit getaucht, um evtl. Undichtigkeiten derverschlossenen Kavitäten durch Blasenbildung festzustellen. Da dieser Test bei Totalausfall derBondschicht der Chips ebenfalls ein positives Bild ergibt (es bilden sich dann aufgrund des sofortigenGasverlustes erst gar keine Blasen), wird dieser Test durch einen Feintest nachgeprüft.Der Feintest besteht aus einem Heliumlecktest, bei dem die Chips in einer Kammer mit Heliumdruckbeaufschlagt werden. Die Kammer wird dann Schnell-Evakuiert und anschliessend der Restdruck desHeliums gemessen. Bei evtl. Undichtigkeiten der Bondverbindung würden dann Restanteile Heliumbeobachtet, die über die Zeit aus den Kavitäten freigesetzt werden. Beide Tests wurden erfolgreichdurchgeführt und die Dichtigkeit der Bondverbindung somit bestätigt. Auch die Langzeitbeständig-keit der Bonds konnte durch Überprüfung der Chips nach 18 Monaten Lagerung nachgewiesenwerden.
Im Rahmen der weiteren Arbeiten an den mit diesem Verfahren gedeckelten Gold-Galvanik Struk-turen für Beschleunigungsschalter wurde jedoch festgestellt, dass auch die reduzierte Spitzentempe-ratur von 300°C noch zu hoch ist. Sie führt zu einer plastischen Verformung der Weichgoldschichtenund damit zu einer Beeinflussung des mechanischen Grundverhaltens der Strukturen. Dies ist uner-wünscht bzw. verhindert ein reproduzierbares, dauerhaftes Verhalten und ist somit nicht geeignet fürdie Au-GAT. Dieser Aspekt wird genauer in [WYC 00] dargestellt. GAT-Verfahren mit anderenMetallen wie z.B Nickel sind andererseits geeignet für ein derartiges Verfahren, da sie durchaushöhere Temperaturen vertragen können. Auch für Mikromechaniken ohne Gold oder mit nur punk-tuellem Gold ohne mechanische Funktion kann dieses Deckelungsverfahren durchaus angewandtwerden, z.B. für den HF-Schalter, bei dem nur eine Kontaktmetallisierung aus Gold vorliegt, diekeine bewegliche mechanische Funktion erfüllt.
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
96
Die Verkapselung von Mikromechanik-Strukturen mit einem beidseitig strukturierten Deckelwaferaus Si konnte erfolgreich an kleinen Musterserien entwickelt und durchgeführt werden, um Demon-strator-Prototypen herzustellen.
• Die Deckel erwiesen sich dabei als sehr belastungsstabil.• Sie sind hermetisch bondbar bei relativ niedrigen Temperaturen.• Die Deckelchips besitzen jedoch sehr große Abmessungen aufgrund ihrer Auf-
weitung bei der anisotropen Ätzung.• Die Herstellung ist sehr komplex und teuer in der Fertigung aufgrund der beid-
seitigen Strukturierung.• Der Prozessfluss ist technisch sehr anspruchsvoll, in der Fertigung nur unter
erschwerten Bedingungen durchführbar und somit nicht wirtschaftlich.
Es musste daher nach einer Alternative zu dieser aufwendigen Art der Chipverkapselung geforschtwerden.
3.11.3 Glasdeckelwafer
Der Silizium Deckelwaferprozess hat sich letztlich im Labormaßstab als technisch machbar, inner-halb der industriellen Fertigung jedoch als schwer herstellbar erwiesen. Damit ist er wirtschaftlichuninteressant, die Herstellung ist aufwendig und somit unrentabel für eine Produktlinie. Aufbauendauf den Erfahrungen mit dem Silizium Deckelwafer wurde ein neuartiger Ansatz für eine Deckel-waferfertigung untersucht.Grundprämisse war hierbei, die guten mechanischen Eigenschaften des Si-Deckel-Ansatzes mit einermöglichst einfachen Prozessierung zu koppeln, so dass ein funktionaler Deckel mittels industriellenFertigungsfluss hergestellt werden konnte, der zugleich kostensparend ist. Dabei ist vor allem eineeinseitige Bearbeitung hilfreich.In mehreren Veröffentlichungen ([DIE 98, BER 98, BEL 99]) sind in neuerer Zeit auch Glaswaferals Deckelungsmaterial für die Mikromechanik genannt worden. Sie besitzen den Vorteil relativgeringer Substratkosten, lassen sich auf verschiedene Art bearbeiten, sind halbleiterfertigungstaug-lich und materialkompatibel zu Si-Substraten z.B. in Bezug auf den Temperaturausdehnungskoeffi-zienten. Besonders BOROFLOAT der Firma Schott ist ein Glas, das speziell für Verbindungen mitSi-Wafern ausgelegt ist und sich per anodischem Bonden gut verbinden lässt.
Für die Strukturierung von Glaswafern stehen u.a. zur Verfügung:
• Ätzverfahren [ABE 00]• Bohr- und Fräsverfahren [BEL 00]• Sandstrahlverfahren [SLI 99]
Speziell erstere sind bislang für mikrochemische Kanäle und Reaktionskammern verwendet worden,die mechanischen Verfahren eher für größere Strukturierungen wie z.B. Tintenstrahlköpfe([BRA 00]).
Es wurden daher Versuche an Glassubstraten verfolgt, um Deckelwafer auf diese Art herzustellen.Zur Verfügung stand eine Sandstrahl-Apparatur, mit deren Hilfe eine gezielte Strukturierung vorge-nommen werden konnte. Dazu wurde eine Maske für das zum Zeitpunkt aktuelle VESIMA V3 Designangefertigt. Das Design ist mit einer 6 mm x 6 mm Größe gut geeignet, da es sehr große Toleranzen
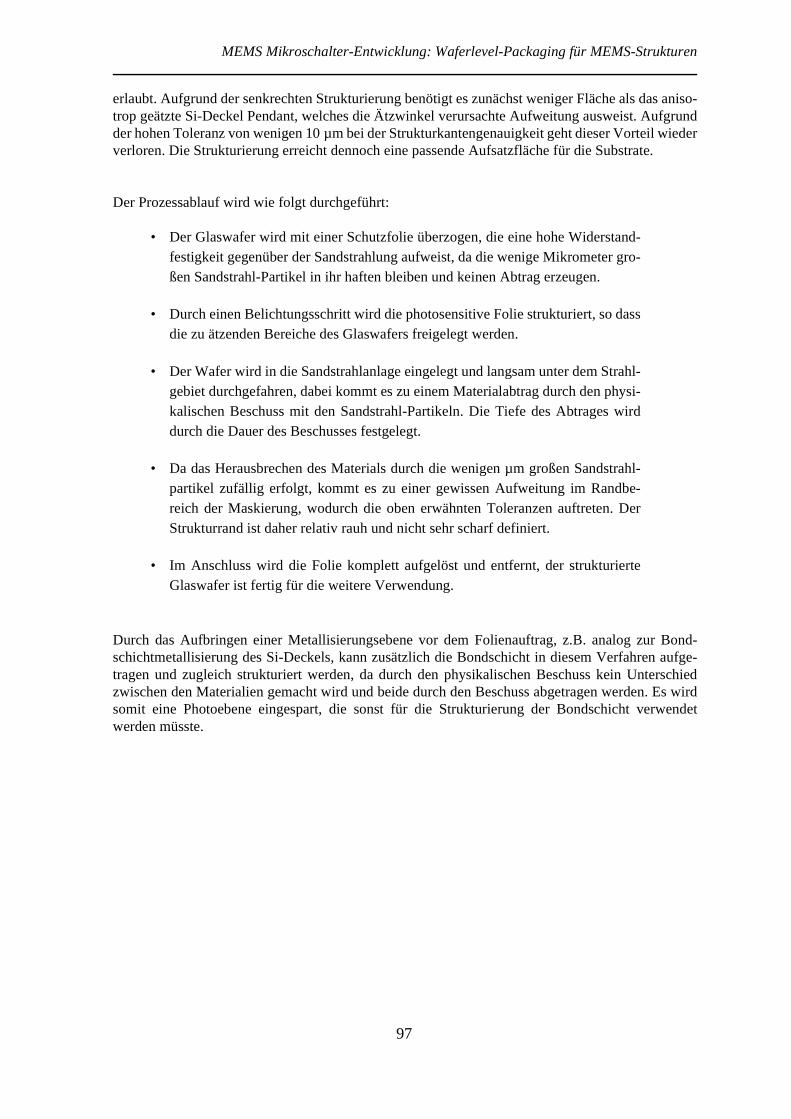
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
97
erlaubt. Aufgrund der senkrechten Strukturierung benötigt es zunächst weniger Fläche als das aniso-trop geätzte Si-Deckel Pendant, welches die Ätzwinkel verursachte Aufweitung ausweist. Aufgrundder hohen Toleranz von wenigen 10 µm bei der Strukturkantengenauigkeit geht dieser Vorteil wiederverloren. Die Strukturierung erreicht dennoch eine passende Aufsatzfläche für die Substrate.
Der Prozessablauf wird wie folgt durchgeführt:
• Der Glaswafer wird mit einer Schutzfolie überzogen, die eine hohe Widerstand-festigkeit gegenüber der Sandstrahlung aufweist, da die wenige Mikrometer gro-ßen Sandstrahl-Partikel in ihr haften bleiben und keinen Abtrag erzeugen.
• Durch einen Belichtungsschritt wird die photosensitive Folie strukturiert, so dassdie zu ätzenden Bereiche des Glaswafers freigelegt werden.
• Der Wafer wird in die Sandstrahlanlage eingelegt und langsam unter dem Strahl-gebiet durchgefahren, dabei kommt es zu einem Materialabtrag durch den physi-kalischen Beschuss mit den Sandstrahl-Partikeln. Die Tiefe des Abtrages wirddurch die Dauer des Beschusses festgelegt.
• Da das Herausbrechen des Materials durch die wenigen µm großen Sandstrahl-partikel zufällig erfolgt, kommt es zu einer gewissen Aufweitung im Randbe-reich der Maskierung, wodurch die oben erwähnten Toleranzen auftreten. DerStrukturrand ist daher relativ rauh und nicht sehr scharf definiert.
• Im Anschluss wird die Folie komplett aufgelöst und entfernt, der strukturierteGlaswafer ist fertig für die weitere Verwendung.
Durch das Aufbringen einer Metallisierungsebene vor dem Folienauftrag, z.B. analog zur Bond-schichtmetallisierung des Si-Deckels, kann zusätzlich die Bondschicht in diesem Verfahren aufge-tragen und zugleich strukturiert werden, da durch den physikalischen Beschuss kein Unterschiedzwischen den Materialien gemacht wird und beide durch den Beschuss abgetragen werden. Es wirdsomit eine Photoebene eingespart, die sonst für die Strukturierung der Bondschicht verwendetwerden müsste.
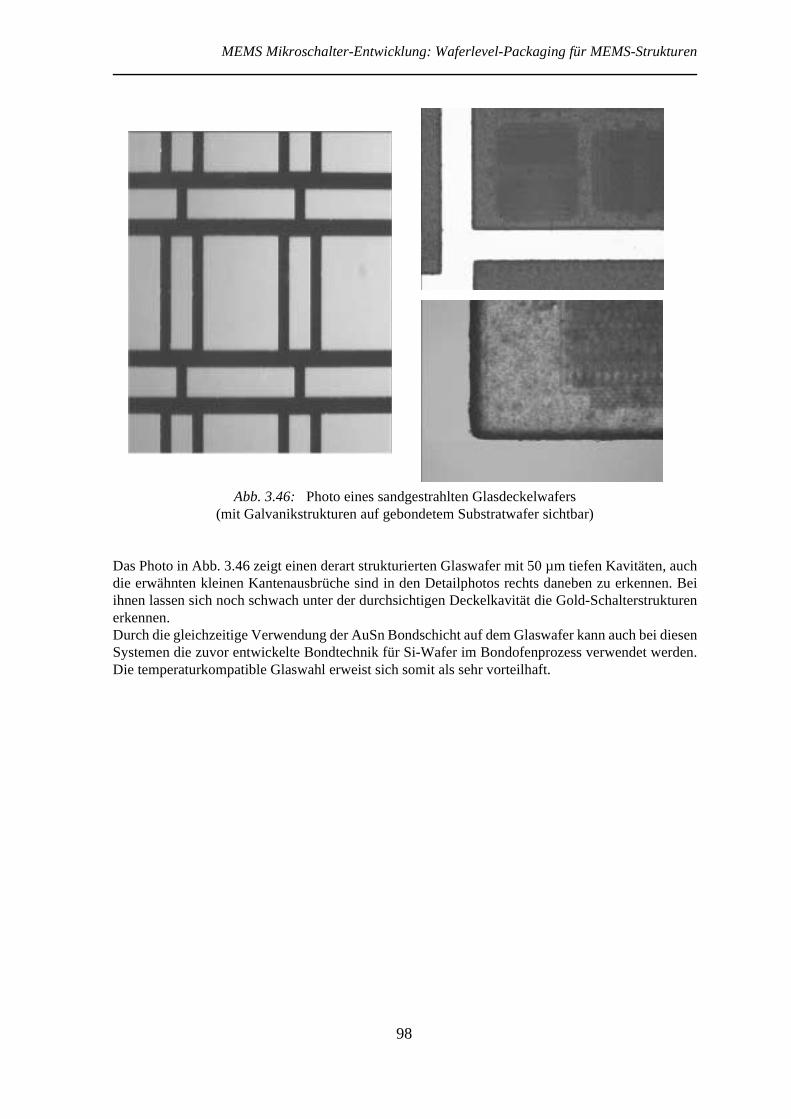
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
98
Abb. 3.46: Photo eines sandgestrahlten Glasdeckelwafers(mit Galvanikstrukturen auf gebondetem Substratwafer sichtbar)
Das Photo in Abb. 3.46 zeigt einen derart strukturierten Glaswafer mit 50 µm tiefen Kavitäten, auchdie erwähnten kleinen Kantenausbrüche sind in den Detailphotos rechts daneben zu erkennen. Beiihnen lassen sich noch schwach unter der durchsichtigen Deckelkavität die Gold-Schalterstrukturenerkennen.Durch die gleichzeitige Verwendung der AuSn Bondschicht auf dem Glaswafer kann auch bei diesenSystemen die zuvor entwickelte Bondtechnik für Si-Wafer im Bondofenprozess verwendet werden.Die temperaturkompatible Glaswahl erweist sich somit als sehr vorteilhaft.
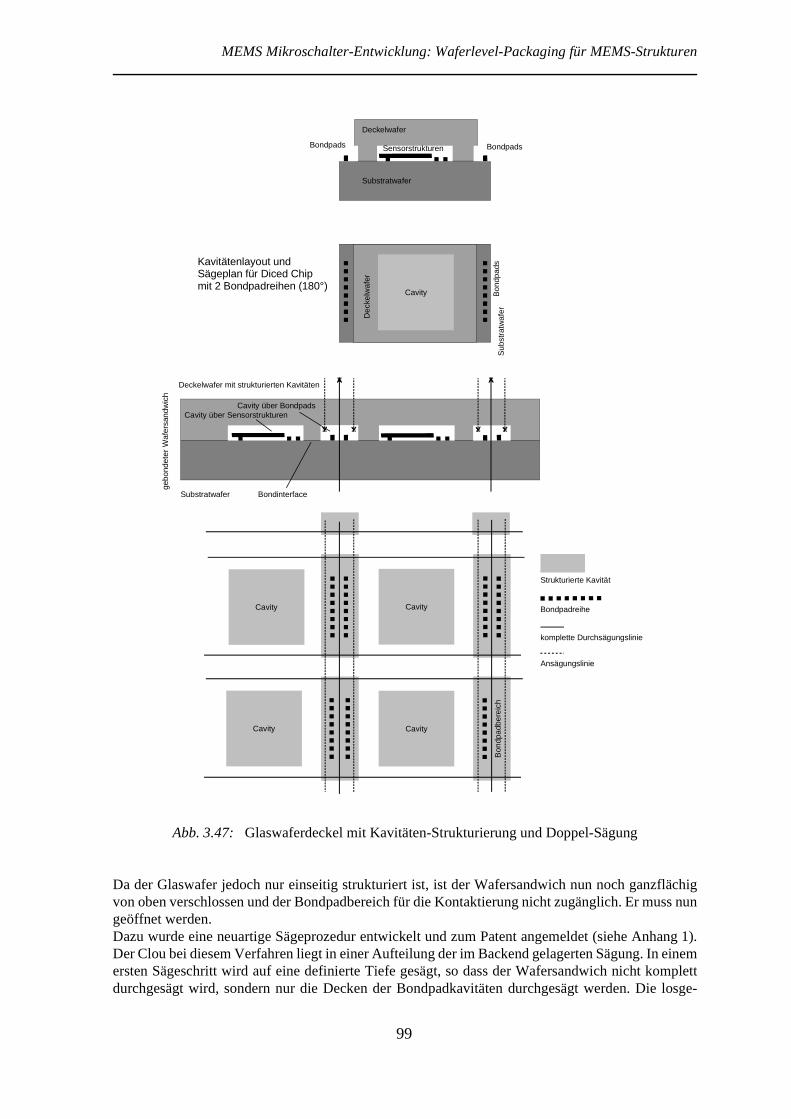
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
99
Abb. 3.47: Glaswaferdeckel mit Kavitäten-Strukturierung und Doppel-Sägung
Da der Glaswafer jedoch nur einseitig strukturiert ist, ist der Wafersandwich nun noch ganzflächigvon oben verschlossen und der Bondpadbereich für die Kontaktierung nicht zugänglich. Er muss nungeöffnet werden.Dazu wurde eine neuartige Sägeprozedur entwickelt und zum Patent angemeldet (siehe Anhang 1).Der Clou bei diesem Verfahren liegt in einer Aufteilung der im Backend gelagerten Sägung. In einemersten Sägeschritt wird auf eine definierte Tiefe gesägt, so dass der Wafersandwich nicht komplettdurchgesägt wird, sondern nur die Decken der Bondpadkavitäten durchgesägt werden. Die losge-
Strukturierte Kavität
komplette Durchsägungslinie
BondpadreiheCavity
Cavity
Cavity
Cavity
Bon
dpad
bere
ich
Ansägungslinie
Cavity über Sensorstrukturen
Substratwafer
Deckelwafer mit strukturierten Kavitäten
Cavity über Bondpads
gebo
ndet
erW
afer
sand
wic
h
Bondinterface
Cavity
Dec
kelw
afer
Sub
stra
twaf
er
Deckelwafer
Substratwafer
BondpadsSensorstrukturen
Kavitätenlayout undSägeplan für Diced Chipmit 2 Bondpadreihen (180°)
Bondpads
Bon
dpad
s
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
100
sägten Teile haften an der Schutzsägefolie und werden später mitabgezogen. Der eingespannte Waferwird in seinem Sägerahmen umgedreht und von seiner Rückseite her komplett durchgesägt, um dieeinzelnen Chips zu erzeugen. Dieses Konzept der Doppelsägung sowie die Prozedur sind in Abbil-dung (Abb. 3.47) dargestellt.
Abb. 3.48: Doppel-Sägeprozedur für Chips mit Glaswaferdeckel
Die doppelseitige Sägeprozedur mit dem Umspannen des Wafers vor der kompletten Durchsägungwird anhand der Skizzen in Abb. 3.48 veranschaulicht.
Die Umsetzung dieses Verfahrens hat sich fertigungstechnisch als schwierig erwiesen, so dass nurteilweise zufriedenstellende Ergebnisse erreicht wurden. Besonders das Freischneiden der Bondpad-kavitäten-Deckel ist problematisch. Bei der Sägung kommt es leicht zu starken Ausbrüchen bei denDeckelteilen, die dann umherfliegen und die Säge in Mitleidenschaft ziehen bzw. das Sägeblatt
Deckelwafer
Substratwafer
BondpadsSensorstrukturen
Cavity über Sensorstrukturen
Substratwafer
Deckelwafer mit strukturierten KavitätenCavity über Bondpads
gebo
ndet
erW
afer
sand
wic
h
Bondinterface
Sägeprozedur für das Dicen der Chips aus dem gebondeten Wafersandwich
1) Wafersandwich nach dem Bonden
2) Ansägen bis in die Bondpad-Kavitäten von der Vorderseite
3) Umlaminieren und Durchsägen des ganzen Wafersandwichs von der Rückseite
4) Pick and Place-Entnahme der einzelnen Dies,Chip ist fertig für SMD-Montage und Wirebonden
Deckelwafer
Substratwafer
Substratwafer
Deckelwafer

MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
101
zerstören können. Um die Haftung an der Klebefolie zu erhalten, sind deutlich größere Aufsetzflä-chen notwendig, wodurch die Deckelfläche unverhältnismäßig zunimmt und daher nicht mehr für diekleinen Chips, die sehr wenig Basischipfläche benötigen, geeignet ist. Hier definiert dann die Decke-lungstechnik die Chipfläche und es geht viel Chipfläche für die Aufsetzrahmen und Vorhalteverloren, was zu einer unrentablen Chipflächennutzung führt.
Aus diesen Gründen war es erforderlich die Glaswafer-Technik weiter zu entwickeln. Die Glassub-strate werden dabei nicht mehr durch Sandstrahlung strukturiert, sondern per Ultraschallbohrung mitunterschiedlich tiefen Bohrungen versehen. Dieses Verfahren wird von der Firma Schott angebotenund lässt eine gute Strukturierung von Glaswafern über die von Ultraschall angeregten Stahlstifteeiner angefertigten Bohrmaske zu.
Abb. 3.49: Photo von ultraschallgebohrten Glaswafern (Schott)
Für diese Art der Strukturierung erfordert speziell angepasste Bohrblätter, die ein Bohrprofil für dieStrukturierung vorgeben. Es können eckige wie auch runde Bohrgeometrien realisiert werden. DieAuflösung liegt in der Größenordnung von derzeit min. 400 µm. Damit eine genügend feine Auflö-sung erzielt wird, sind zwei Bohrblätter notwendig. Dies ermöglicht, unterschiedlich tiefe Bohrungenvorzunehmen. Es kann also die Struktur-Kavität z.B. 20 µm tief in das Glassubstrat gebohrt werdenund mit dem anderen Bohrblatt dann eine komplette Durchbohrung des Substrates in den Bondpad-bereichen erfolgen.
Eine komplette Durchbohrung ist nicht so gut geeignet, da es erstens zu Abbrüchen am Ende derDurchbohrung kommt, die nur aufwendig mit Gegenwafern verhindert werden können. Zweitenswird durch die komplette Durchbohrung ähnlich wie bei den beidseitig strukturierten Si-Deckeln einsehr zerbrechlicher Wafer hergestellt, der im weiteren Prozessablauf eine vorsichtige Handhabungerfordert, um die Ausschussquote gering zu halten.
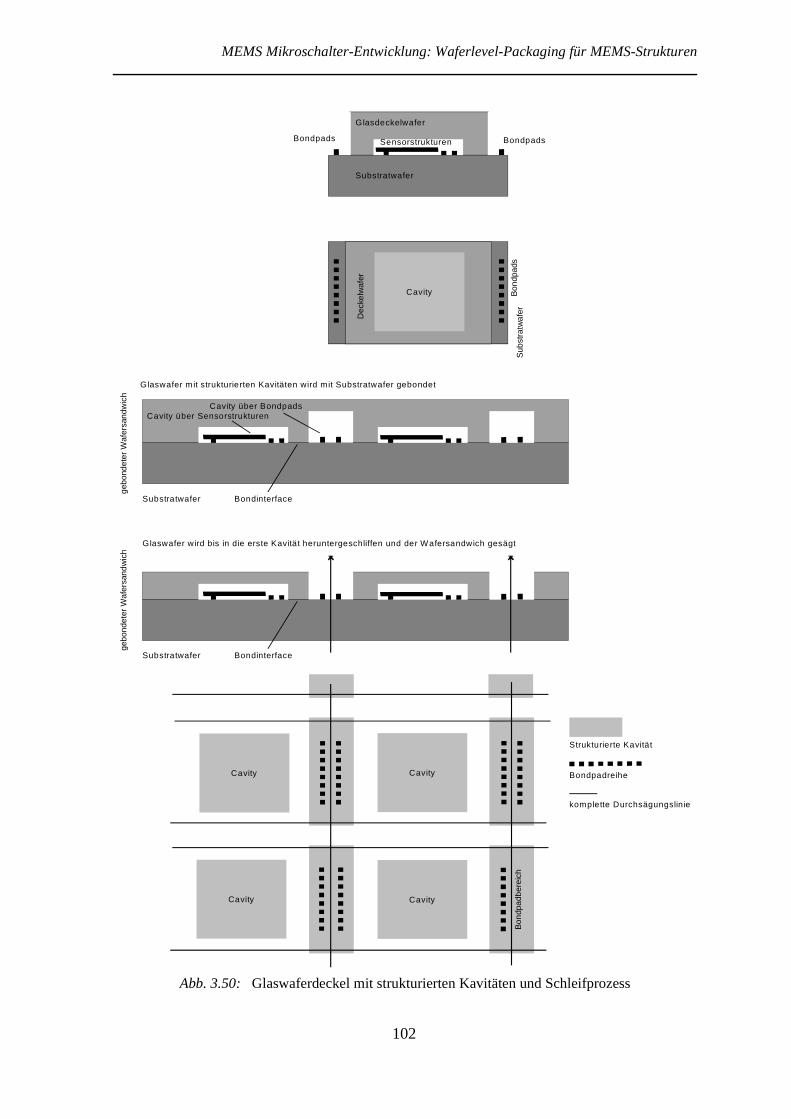
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
102
Abb. 3.50: Glaswaferdeckel mit strukturierten Kavitäten und Schleifprozess
Strukturierte Kavität
komplette Durchsägungslinie
BondpadreiheCavity
Cavity
Cavity
Cavity
Bon
dpad
bere
ich
Substratwafer
Glaswafer wird bis in die erste Kavität heruntergeschliffen und der Wafersandwich gesägt
gebo
ndet
erW
afer
sand
wic
h
Bondinterface
Cavity
Dec
kelw
afer
Sub
stra
twaf
er
G lasdeckelwafer
Substratwafer
BondpadsSensorstrukturenBondpads
Bon
dpad
s
Cavity über Sensorstrukturen
Substratwafer
Glaswafer mit strukturierten Kavitäten wird mit Substratwafer gebondet
Cavity über Bondpads
gebo
ndet
erW
afer
sand
wic
h
Bondinterface
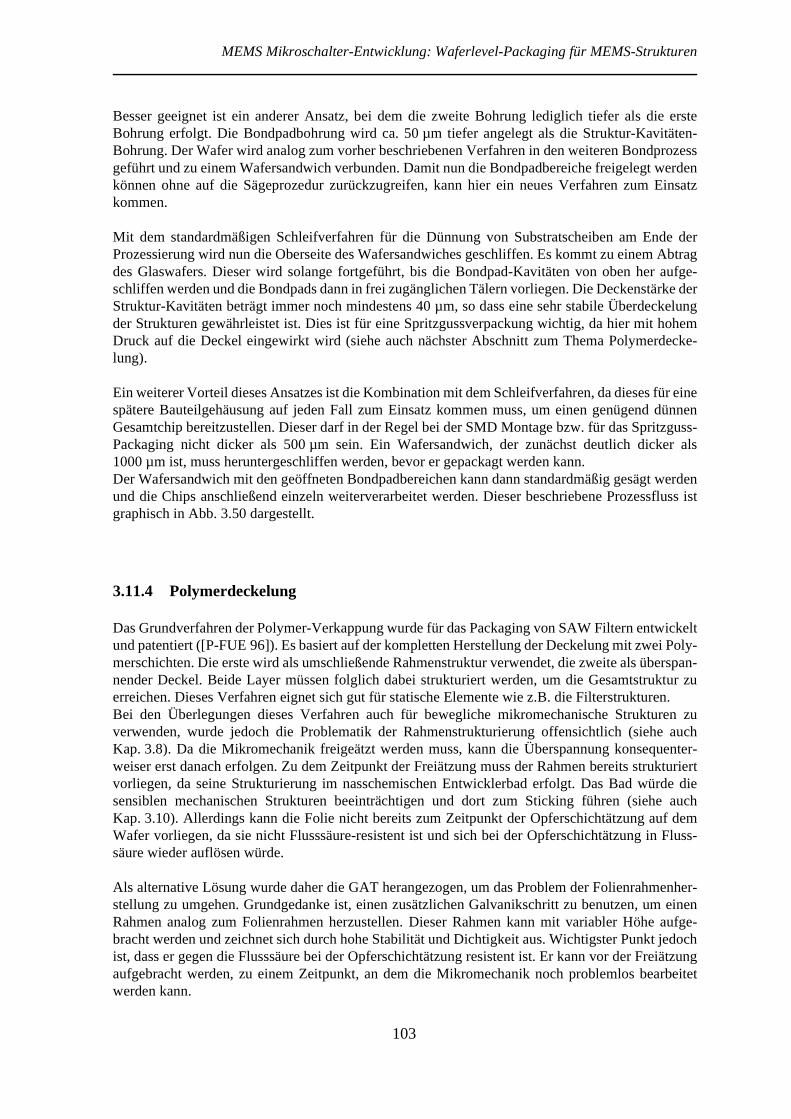
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
103
Besser geeignet ist ein anderer Ansatz, bei dem die zweite Bohrung lediglich tiefer als die ersteBohrung erfolgt. Die Bondpadbohrung wird ca. 50 µm tiefer angelegt als die Struktur-Kavitäten-Bohrung. Der Wafer wird analog zum vorher beschriebenen Verfahren in den weiteren Bondprozessgeführt und zu einem Wafersandwich verbunden. Damit nun die Bondpadbereiche freigelegt werdenkönnen ohne auf die Sägeprozedur zurückzugreifen, kann hier ein neues Verfahren zum Einsatzkommen.
Mit dem standardmäßigen Schleifverfahren für die Dünnung von Substratscheiben am Ende derProzessierung wird nun die Oberseite des Wafersandwiches geschliffen. Es kommt zu einem Abtragdes Glaswafers. Dieser wird solange fortgeführt, bis die Bondpad-Kavitäten von oben her aufge-schliffen werden und die Bondpads dann in frei zugänglichen Tälern vorliegen. Die Deckenstärke derStruktur-Kavitäten beträgt immer noch mindestens 40 µm, so dass eine sehr stabile Überdeckelungder Strukturen gewährleistet ist. Dies ist für eine Spritzgussverpackung wichtig, da hier mit hohemDruck auf die Deckel eingewirkt wird (siehe auch nächster Abschnitt zum Thema Polymerdecke-lung).
Ein weiterer Vorteil dieses Ansatzes ist die Kombination mit dem Schleifverfahren, da dieses für einespätere Bauteilgehäusung auf jeden Fall zum Einsatz kommen muss, um einen genügend dünnenGesamtchip bereitzustellen. Dieser darf in der Regel bei der SMD Montage bzw. für das Spritzguss-Packaging nicht dicker als 500 µm sein. Ein Wafersandwich, der zunächst deutlich dicker als1000 µm ist, muss heruntergeschliffen werden, bevor er gepackagt werden kann.Der Wafersandwich mit den geöffneten Bondpadbereichen kann dann standardmäßig gesägt werdenund die Chips anschließend einzeln weiterverarbeitet werden. Dieser beschriebene Prozessfluss istgraphisch in Abb. 3.50 dargestellt.
3.11.4 Polymerdeckelung
Das Grundverfahren der Polymer-Verkappung wurde für das Packaging von SAW Filtern entwickeltund patentiert ([P-FUE 96]). Es basiert auf der kompletten Herstellung der Deckelung mit zwei Poly-merschichten. Die erste wird als umschließende Rahmenstruktur verwendet, die zweite als überspan-nender Deckel. Beide Layer müssen folglich dabei strukturiert werden, um die Gesamtstruktur zuerreichen. Dieses Verfahren eignet sich gut für statische Elemente wie z.B. die Filterstrukturen.Bei den Überlegungen dieses Verfahren auch für bewegliche mikromechanische Strukturen zuverwenden, wurde jedoch die Problematik der Rahmenstrukturierung offensichtlich (siehe auchKap. 3.8). Da die Mikromechanik freigeätzt werden muss, kann die Überspannung konsequenter-weiser erst danach erfolgen. Zu dem Zeitpunkt der Freiätzung muss der Rahmen bereits strukturiertvorliegen, da seine Strukturierung im nasschemischen Entwicklerbad erfolgt. Das Bad würde diesensiblen mechanischen Strukturen beeinträchtigen und dort zum Sticking führen (siehe auchKap. 3.10). Allerdings kann die Folie nicht bereits zum Zeitpunkt der Opferschichtätzung auf demWafer vorliegen, da sie nicht Flusssäure-resistent ist und sich bei der Opferschichtätzung in Fluss-säure wieder auflösen würde.
Als alternative Lösung wurde daher die GAT herangezogen, um das Problem der Folienrahmenher-stellung zu umgehen. Grundgedanke ist, einen zusätzlichen Galvanikschritt zu benutzen, um einenRahmen analog zum Folienrahmen herzustellen. Dieser Rahmen kann mit variabler Höhe aufge-bracht werden und zeichnet sich durch hohe Stabilität und Dichtigkeit aus. Wichtigster Punkt jedochist, dass er gegen die Flusssäure bei der Opferschichtätzung resistent ist. Er kann vor der Freiätzungaufgebracht werden, zu einem Zeitpunkt, an dem die Mikromechanik noch problemlos bearbeitetwerden kann.
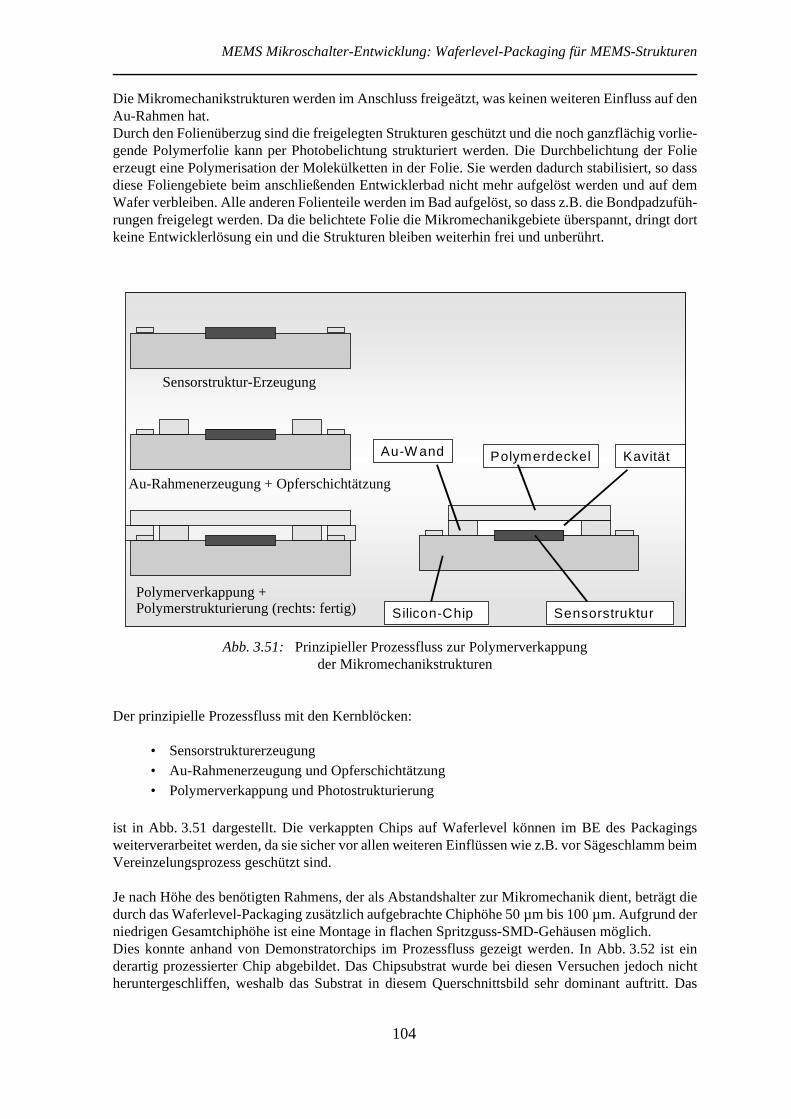
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
104
Die Mikromechanikstrukturen werden im Anschluss freigeätzt, was keinen weiteren Einfluss auf denAu-Rahmen hat.Durch den Folienüberzug sind die freigelegten Strukturen geschützt und die noch ganzflächig vorlie-gende Polymerfolie kann per Photobelichtung strukturiert werden. Die Durchbelichtung der Folieerzeugt eine Polymerisation der Molekülketten in der Folie. Sie werden dadurch stabilisiert, so dassdiese Foliengebiete beim anschließenden Entwicklerbad nicht mehr aufgelöst werden und auf demWafer verbleiben. Alle anderen Folienteile werden im Bad aufgelöst, so dass z.B. die Bondpadzufüh-rungen freigelegt werden. Da die belichtete Folie die Mikromechanikgebiete überspannt, dringt dortkeine Entwicklerlösung ein und die Strukturen bleiben weiterhin frei und unberührt.
Abb. 3.51: Prinzipieller Prozessfluss zur Polymerverkappungder Mikromechanikstrukturen
Der prinzipielle Prozessfluss mit den Kernblöcken:
• Sensorstrukturerzeugung• Au-Rahmenerzeugung und Opferschichtätzung• Polymerverkappung und Photostrukturierung
ist in Abb. 3.51 dargestellt. Die verkappten Chips auf Waferlevel können im BE des Packagingsweiterverarbeitet werden, da sie sicher vor allen weiteren Einflüssen wie z.B. vor Sägeschlamm beimVereinzelungsprozess geschützt sind.
Je nach Höhe des benötigten Rahmens, der als Abstandshalter zur Mikromechanik dient, beträgt diedurch das Waferlevel-Packaging zusätzlich aufgebrachte Chiphöhe 50 µm bis 100 µm. Aufgrund derniedrigen Gesamtchiphöhe ist eine Montage in flachen Spritzguss-SMD-Gehäusen möglich.Dies konnte anhand von Demonstratorchips im Prozessfluss gezeigt werden. In Abb. 3.52 ist einderartig prozessierter Chip abgebildet. Das Chipsubstrat wurde bei diesen Versuchen jedoch nichtheruntergeschliffen, weshalb das Substrat in diesem Querschnittsbild sehr dominant auftritt. Das
Silicon-Chip Sensorstruktur
PolymerdeckelAu-W and Kavität
Silicon-Chip Sensorstruktur
PolymerdeckelAu-W and Kavität
Sensorstruktur-Erzeugung
Au-Rahmenerzeugung + Opferschichtätzung
Polymerverkappung +Polymerstrukturierung (rechts: fertig)
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
105
wirkliche Polymerpackage (in dieser Testserie wurde noch das Doppelfolien-Package eingesetzt) istmit drei kleinen Kavitäten (helle Bereiche) zu erkennen.
Abb. 3.52: REM Schnittbild durch spritzgussgepackagten Chipmit Polymerverdeckelung
Bei der Prozessierung für das Polymer-Packaging haben sich wichtige Aspekte ergeben, die zuberücksichtigen sind.Die Verarbeitung der photosensitiven Folie ist nicht unproblematisch, obwohl prinzipiell die Folien-bespannungsanlage, die in der Fertigungslinie für die Rückseitenschutzbeklebung verwendet wird,genutzt werden kann. Hierbei muss mit deutlich abgesenktem Überziehdruck gearbeitet werden,damit die Folie nicht durch den harten Goldrahmen bis auf das Substrat und somit auf die sensibleMikromechanik gedrückt wird. Gleichzeitig muss sichergestellt werden, dass der Anpressdruck derFolie stark genug ist, um die vollständige Verbindung mit dem Gold-Rahmen zu gewährleisten. DieGrundrauhigkeit der galvanischen Goldoberfläche ist sogar vorteilhaft.
Silicon-Chip Sensorstruktur
PolymerdeckelAu-Rahmenwand Thermoplast
Leadframe
Wire-Bond
Kavität
Silicon-Chip Sensorstruktur
PolymerdeckelAu-Rahmenwand Thermoplast
Leadframe
Wire-Bond
Kavität
Spritzgussmasse
Chipsubstrat
Polymerdeckel
Stützrahmen
Leadframe
Kavität
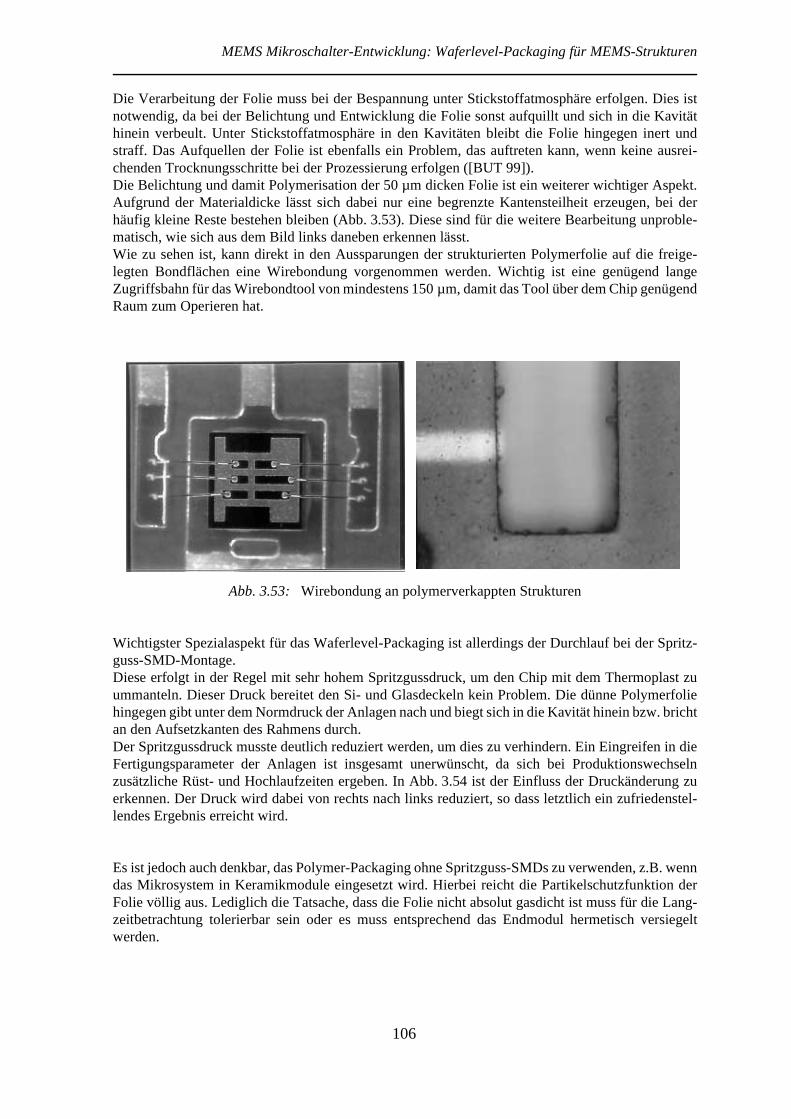
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
106
Die Verarbeitung der Folie muss bei der Bespannung unter Stickstoffatmosphäre erfolgen. Dies istnotwendig, da bei der Belichtung und Entwicklung die Folie sonst aufquillt und sich in die Kavitäthinein verbeult. Unter Stickstoffatmosphäre in den Kavitäten bleibt die Folie hingegen inert undstraff. Das Aufquellen der Folie ist ebenfalls ein Problem, das auftreten kann, wenn keine ausrei-chenden Trocknungsschritte bei der Prozessierung erfolgen ([BUT 99]).Die Belichtung und damit Polymerisation der 50 µm dicken Folie ist ein weiterer wichtiger Aspekt.Aufgrund der Materialdicke lässt sich dabei nur eine begrenzte Kantensteilheit erzeugen, bei derhäufig kleine Reste bestehen bleiben (Abb. 3.53). Diese sind für die weitere Bearbeitung unproble-matisch, wie sich aus dem Bild links daneben erkennen lässt.Wie zu sehen ist, kann direkt in den Aussparungen der strukturierten Polymerfolie auf die freige-legten Bondflächen eine Wirebondung vorgenommen werden. Wichtig ist eine genügend langeZugriffsbahn für das Wirebondtool von mindestens 150 µm, damit das Tool über dem Chip genügendRaum zum Operieren hat.
Abb. 3.53: Wirebondung an polymerverkappten Strukturen
Wichtigster Spezialaspekt für das Waferlevel-Packaging ist allerdings der Durchlauf bei der Spritz-guss-SMD-Montage.Diese erfolgt in der Regel mit sehr hohem Spritzgussdruck, um den Chip mit dem Thermoplast zuummanteln. Dieser Druck bereitet den Si- und Glasdeckeln kein Problem. Die dünne Polymerfoliehingegen gibt unter dem Normdruck der Anlagen nach und biegt sich in die Kavität hinein bzw. brichtan den Aufsetzkanten des Rahmens durch.Der Spritzgussdruck musste deutlich reduziert werden, um dies zu verhindern. Ein Eingreifen in dieFertigungsparameter der Anlagen ist insgesamt unerwünscht, da sich bei Produktionswechselnzusätzliche Rüst- und Hochlaufzeiten ergeben. In Abb. 3.54 ist der Einfluss der Druckänderung zuerkennen. Der Druck wird dabei von rechts nach links reduziert, so dass letztlich ein zufriedenstel-lendes Ergebnis erreicht wird.
Es ist jedoch auch denkbar, das Polymer-Packaging ohne Spritzguss-SMDs zu verwenden, z.B. wenndas Mikrosystem in Keramikmodule eingesetzt wird. Hierbei reicht die Partikelschutzfunktion derFolie völlig aus. Lediglich die Tatsache, dass die Folie nicht absolut gasdicht ist muss für die Lang-zeitbetrachtung tolerierbar sein oder es muss entsprechend das Endmodul hermetisch versiegeltwerden.
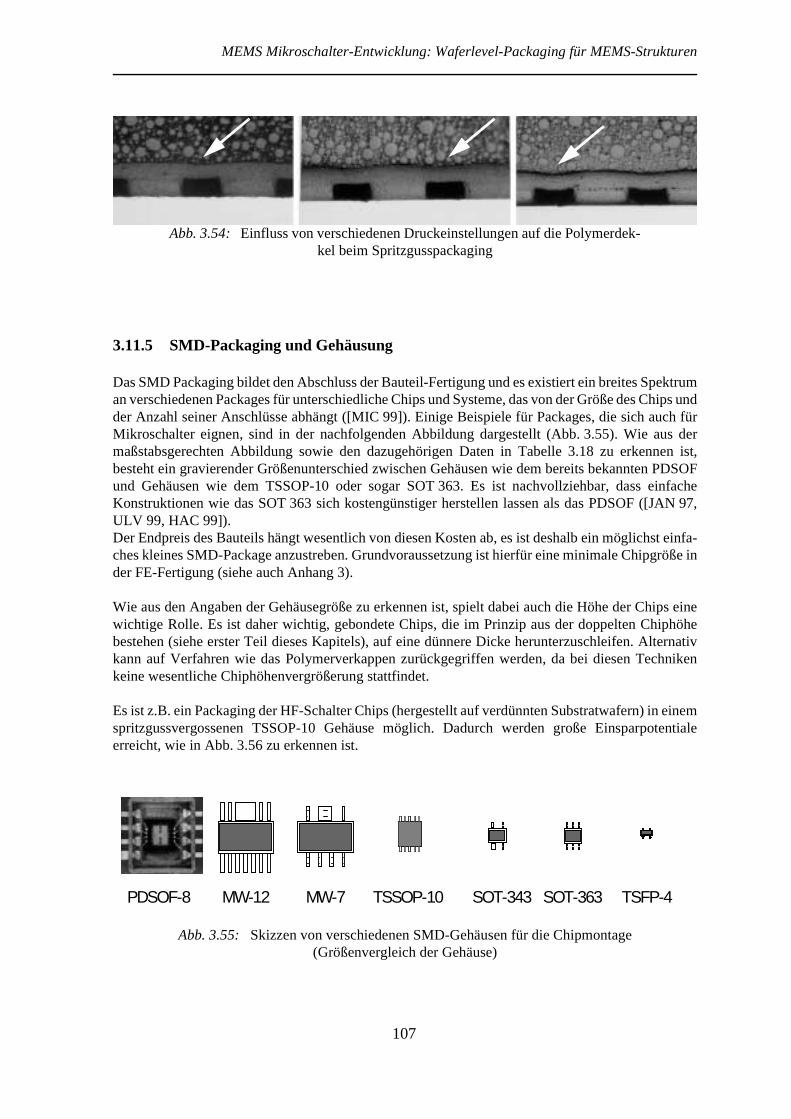
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
107
Abb. 3.54: Einfluss von verschiedenen Druckeinstellungen auf die Polymerdek-kel beim Spritzgusspackaging
3.11.5 SMD-Packaging und Gehäusung
Das SMD Packaging bildet den Abschluss der Bauteil-Fertigung und es existiert ein breites Spektruman verschiedenen Packages für unterschiedliche Chips und Systeme, das von der Größe des Chips undder Anzahl seiner Anschlüsse abhängt ([MIC 99]). Einige Beispiele für Packages, die sich auch fürMikroschalter eignen, sind in der nachfolgenden Abbildung dargestellt (Abb. 3.55). Wie aus dermaßstabsgerechten Abbildung sowie den dazugehörigen Daten in Tabelle 3.18 zu erkennen ist,besteht ein gravierender Größenunterschied zwischen Gehäusen wie dem bereits bekannten PDSOFund Gehäusen wie dem TSSOP-10 oder sogar SOT 363. Es ist nachvollziehbar, dass einfacheKonstruktionen wie das SOT 363 sich kostengünstiger herstellen lassen als das PDSOF ([JAN 97,ULV 99, HAC 99]).Der Endpreis des Bauteils hängt wesentlich von diesen Kosten ab, es ist deshalb ein möglichst einfa-ches kleines SMD-Package anzustreben. Grundvoraussetzung ist hierfür eine minimale Chipgröße inder FE-Fertigung (siehe auch Anhang 3).
Wie aus den Angaben der Gehäusegröße zu erkennen ist, spielt dabei auch die Höhe der Chips einewichtige Rolle. Es ist daher wichtig, gebondete Chips, die im Prinzip aus der doppelten Chiphöhebestehen (siehe erster Teil dieses Kapitels), auf eine dünnere Dicke herunterzuschleifen. Alternativkann auf Verfahren wie das Polymerverkappen zurückgegriffen werden, da bei diesen Technikenkeine wesentliche Chiphöhenvergrößerung stattfindet.
Es ist z.B. ein Packaging der HF-Schalter Chips (hergestellt auf verdünnten Substratwafern) in einemspritzgussvergossenen TSSOP-10 Gehäuse möglich. Dadurch werden große Einsparpotentialeerreicht, wie in Abb. 3.56 zu erkennen ist.
Abb. 3.55: Skizzen von verschiedenen SMD-Gehäusen für die Chipmontage(Größenvergleich der Gehäuse)
PDSOF-8 MW-12 MW-7 TSSOP-10 SOT-343 SOT-363 TSFP-4
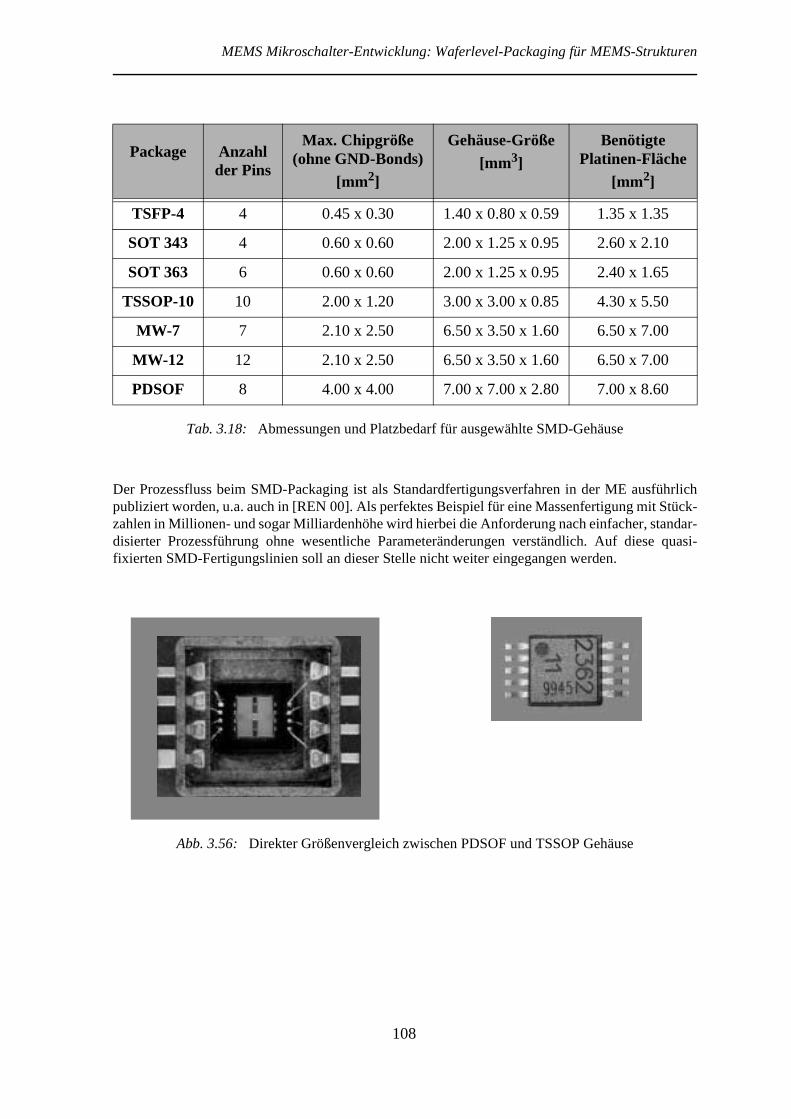
MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
108
Tab. 3.18: Abmessungen und Platzbedarf für ausgewählte SMD-Gehäuse
Der Prozessfluss beim SMD-Packaging ist als Standardfertigungsverfahren in der ME ausführlichpubliziert worden, u.a. auch in [REN 00]. Als perfektes Beispiel für eine Massenfertigung mit Stück-zahlen in Millionen- und sogar Milliardenhöhe wird hierbei die Anforderung nach einfacher, standar-disierter Prozessführung ohne wesentliche Parameteränderungen verständlich. Auf diese quasi-fixierten SMD-Fertigungslinien soll an dieser Stelle nicht weiter eingegangen werden.
Abb. 3.56: Direkter Größenvergleich zwischen PDSOF und TSSOP Gehäuse
Package Anzahlder Pins
Max. Chipgröße(ohne GND-Bonds)
[mm2]
Gehäuse-Größe[mm3]
BenötigtePlatinen-Fläche
[mm2]
TSFP-4 4 0.45 x 0.30 1.40 x 0.80 x 0.59 1.35 x 1.35
SOT 343 4 0.60 x 0.60 2.00 x 1.25 x 0.95 2.60 x 2.10
SOT 363 6 0.60 x 0.60 2.00 x 1.25 x 0.95 2.40 x 1.65
TSSOP-10 10 2.00 x 1.20 3.00 x 3.00 x 0.85 4.30 x 5.50
MW-7 7 2.10 x 2.50 6.50 x 3.50 x 1.60 6.50 x 7.00
MW-12 12 2.10 x 2.50 6.50 x 3.50 x 1.60 6.50 x 7.00
PDSOF 8 4.00 x 4.00 7.00 x 7.00 x 2.80 7.00 x 8.60

MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
109
3.11.6 Fazit zur Deckelungstechnik
Für die komplette MEMS-Bauteil-Realisierung ist ein sicheres Packaging der sensiblen Mikrome-chanik absolut notwendig und eine Grundvoraussetzung für die Produktfertigung. Die Untersu-chungen zum Waferlevel-Packaging der Mikroschalter wurden auf Basis von drei verschiedenenEntwicklungsansätzen vorangetrieben:
• beidseitig strukturierte Si-Wafer,• einseitig strukturierte Glaswafer und• photostrukturierte Polymerdeckel auf galvanischen Abstandsrahmen.
Alle drei Entwicklungen konnten zu einer technischen Lösung geführt werden. Dies allein ist nochnicht ausreichend, sondern es geht vor allem auch darum, eine möglichst einfache Prozessierung zuerreichen. Das ist wichtig, um zu einem zuverlässigen kostengünstigen Fertigungsverfahren zugelangen.Der beidseitig strukturierte Si-Deckel hat sich als zu aufwendig in der Fertigung erwiesen und eignetsich nur sehr bedingt für das industrialisierte Waferlevel-Packing von MEMS-Strukturen.Je nach Schwerpunktanforderung bieten sich das Glasdeckel- oder das Polymer-Capping-Verfahrenan, um die Strukturen vor ihrer weiteren SMD-Gehäusung zu verkapseln. Sie bieten gegenüber denSi-Deckelchips deutliche Vorteile bezüglich des Fertigungsverfahrens sowie in der minimal erreich-baren Chipgröße. Dieser Aspekt ist wichtig, um das Bauteil auf Chipebene in ein möglichst kleinesund kostengünstiges SMD-Package montieren zu können.Die Polymerverkappung wurde letztlich als bevorzugtes Waferlevel-Packaging-Verfahren für dieHF-Schalter ausgewählt und wie in Kapitel 3.8 beschrieben in das weitere Produktkonzept für dieneuen Mikroschalter integriert.

MEMS Mikroschalter-Entwicklung: Waferlevel-Packaging für MEMS-Strukturen
110

111
KAPITEL 4 Test und Charakterisierung
4.1 Mikromechanik der RF-Switches
Mikromechanik-AusbeuteNach Freilegung der Mikroschalter durch die Opferschicht-Ätzung und anschließender Trocknungsind die Schalterstrukturen freibeweglich und damit funktionsfähig.Um die Funktionsfähigkeit zu testen wird zunächst eine erste Beurteilung der Ausbeutebestimmungvorgenommen. Sie dient zur Identifizierung der prinzipiell schaltfähigen Muster. Dazu wird eineWeißlicht-Interferometrie durchgeführt, um die Höhenauslenkung der Strukturen zu beurteilen. DieFunktionsweise der Weißlicht-Interferometrie unter Verwendung der Apparatur der Firma WYKOist in [BRA 98] erklärt.
Mit Hilfe dieses Messverfahrens lässt sich feststellen, ob die Schalter definitiv freigeätzt und freibe-weglich sind. Dies ist daran zu erkennen, dass die Schalterplatte an ihren Ecken aufgrund von Stress-gradienten im Poly-Si minimal verbogen ist, wenn sie freiliegt. Bei einer Weißlicht-Interferometriewerden Höhenunterschiede durch unterschiedlich farbige Schattierungen angezeigt. Im Falle derPlatte führt dies zu rundlich-ovalen Ringschattierungen, da alle Ecken gleichmäßig um wenige 10 nmverbogen werden. Aspekte des Stresses sowie seiner Stärke und Kontrollierung bei den Poly-SiSchichten sind von Kapels ([KAP 00]) ausführlich untersucht worden.Wurde eine Ecke der Platte nicht vollständig unterätzt und damit noch nicht freigelegt, zeigt sich diesdurch verzerrte Ringschattierungen. Das Bauteil ist somit fehlerhaft und als Ausfall zu bewerten.Nachdem die Ätzzeit, wie in Kapitel 3 beschrieben, optimiert eingestellt wurde und eine Trocknungder Strukturen mittels der beschriebenen CPD-Prozedur erfolgte, wurden sehr gute Ausbeuten bei deroptischen Grundkontrolle der Mikroschalter erreicht. Die Ausbeute pro Retikelfeld, auf dem sichjeweils 10 Varianten der Schalter befinden, lag durchweg bei 80 - 90 %, d.h. dass lediglich 1 bis 2Schalter pro Retikelfeld nicht freibeweglich waren. Da es sich bei den Ausfallschaltern in 90 % derFälle um die gleichen Designvarianten handelte, ist zu vermuten, dass diese Varianten einen layout-bedingten Fehler besitzen oder aufgrund ihrer Position im Retikelfeld bei der Prozessierungausfallen.Ein weiterer Ausbeuteverlustfaktor, der zu totalen Retikelfeldausfällen geführt hat, liegt in derProzessierung der Platingbase bei den Versuchswafern. Aufgrund der inhomogenen Sputterung der6" Wafer in der zur Verfügung stehenden 4" Anlage (siehe Abschnitt zum Einzelprozess Plating-base), ergaben sich unterschiedliche Platingbase-Dicken, die in der weiteren Prozessierung nichteinwandfrei strukturiert werden konnten, ohne den gesamten Restwafer zu beeinflussen. Die entspre-chenden Retikelfelder wurden bei den Versuchen deshalb nicht weiter prozessiert. Dieser Verlust vonbis zu 25 % der Waferfläche bei den Versuchswafern kann durch homogene Sputterung auf einer 6"-gerechten Anlage umgangen werden.
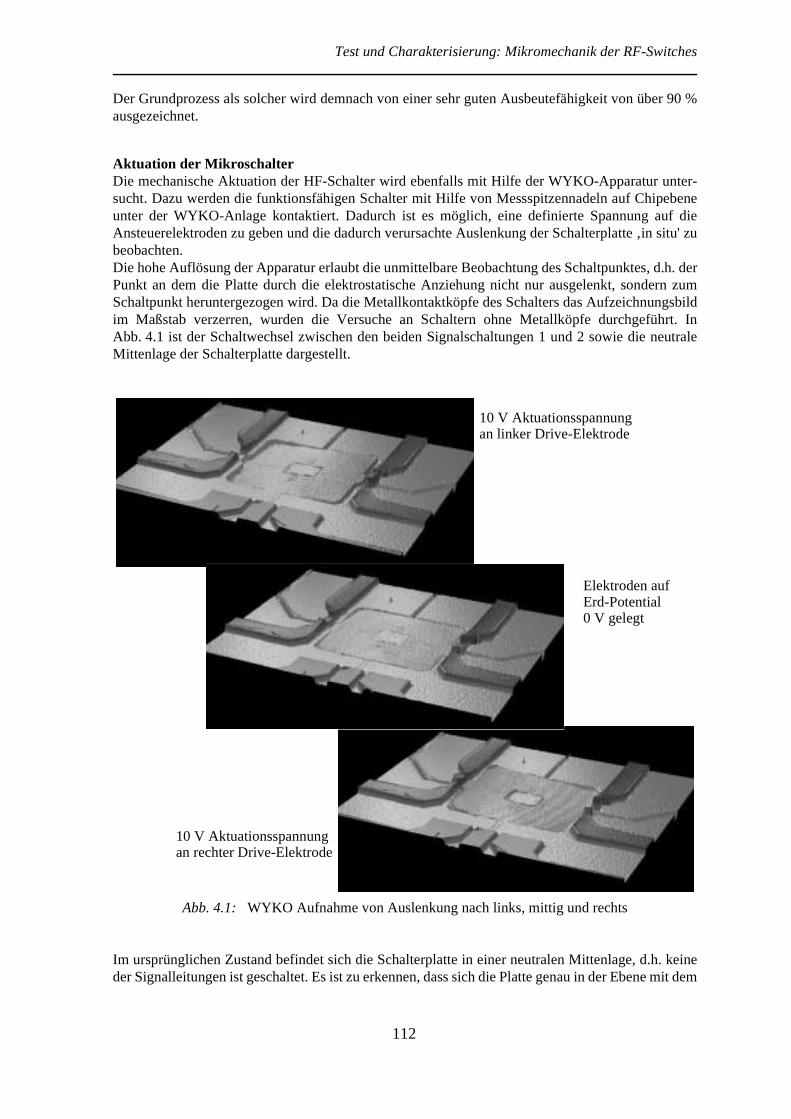
Test und Charakterisierung: Mikromechanik der RF-Switches
112
Der Grundprozess als solcher wird demnach von einer sehr guten Ausbeutefähigkeit von über 90 %ausgezeichnet.
Aktuation der MikroschalterDie mechanische Aktuation der HF-Schalter wird ebenfalls mit Hilfe der WYKO-Apparatur unter-sucht. Dazu werden die funktionsfähigen Schalter mit Hilfe von Messspitzennadeln auf Chipebeneunter der WYKO-Anlage kontaktiert. Dadurch ist es möglich, eine definierte Spannung auf dieAnsteuerelektroden zu geben und die dadurch verursachte Auslenkung der Schalterplatte ‚in situ' zubeobachten.Die hohe Auflösung der Apparatur erlaubt die unmittelbare Beobachtung des Schaltpunktes, d.h. derPunkt an dem die Platte durch die elektrostatische Anziehung nicht nur ausgelenkt, sondern zumSchaltpunkt heruntergezogen wird. Da die Metallkontaktköpfe des Schalters das Aufzeichnungsbildim Maßstab verzerren, wurden die Versuche an Schaltern ohne Metallköpfe durchgeführt. InAbb. 4.1 ist der Schaltwechsel zwischen den beiden Signalschaltungen 1 und 2 sowie die neutraleMittenlage der Schalterplatte dargestellt.
Abb. 4.1: WYKO Aufnahme von Auslenkung nach links, mittig und rechts
Im ursprünglichen Zustand befindet sich die Schalterplatte in einer neutralen Mittenlage, d.h. keineder Signalleitungen ist geschaltet. Es ist zu erkennen, dass sich die Platte genau in der Ebene mit dem
10 V Aktuationsspannungan rechter Drive-Elektrode
10 V Aktuationsspannungan linker Drive-Elektrode
Elektroden aufErd-Potential0 V gelegt
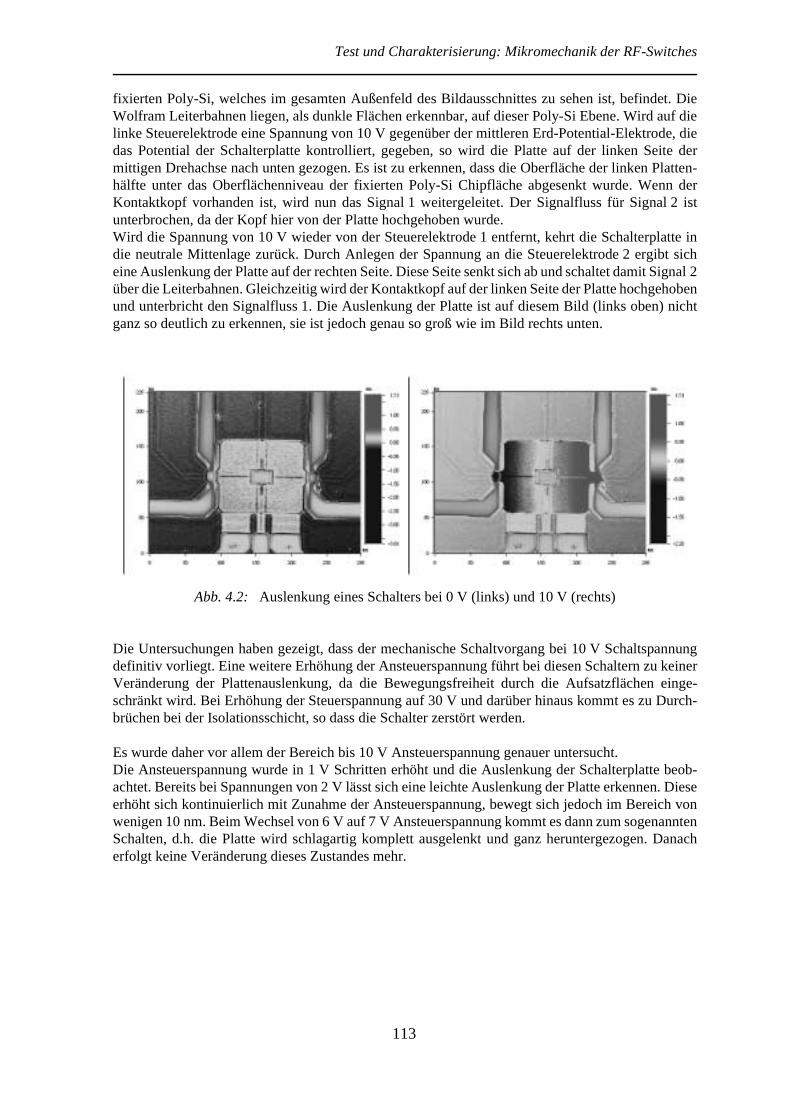
Test und Charakterisierung: Mikromechanik der RF-Switches
113
fixierten Poly-Si, welches im gesamten Außenfeld des Bildausschnittes zu sehen ist, befindet. DieWolfram Leiterbahnen liegen, als dunkle Flächen erkennbar, auf dieser Poly-Si Ebene. Wird auf dielinke Steuerelektrode eine Spannung von 10 V gegenüber der mittleren Erd-Potential-Elektrode, diedas Potential der Schalterplatte kontrolliert, gegeben, so wird die Platte auf der linken Seite dermittigen Drehachse nach unten gezogen. Es ist zu erkennen, dass die Oberfläche der linken Platten-hälfte unter das Oberflächenniveau der fixierten Poly-Si Chipfläche abgesenkt wurde. Wenn derKontaktkopf vorhanden ist, wird nun das Signal 1 weitergeleitet. Der Signalfluss für Signal 2 istunterbrochen, da der Kopf hier von der Platte hochgehoben wurde.Wird die Spannung von 10 V wieder von der Steuerelektrode 1 entfernt, kehrt die Schalterplatte indie neutrale Mittenlage zurück. Durch Anlegen der Spannung an die Steuerelektrode 2 ergibt sicheine Auslenkung der Platte auf der rechten Seite. Diese Seite senkt sich ab und schaltet damit Signal 2über die Leiterbahnen. Gleichzeitig wird der Kontaktkopf auf der linken Seite der Platte hochgehobenund unterbricht den Signalfluss 1. Die Auslenkung der Platte ist auf diesem Bild (links oben) nichtganz so deutlich zu erkennen, sie ist jedoch genau so groß wie im Bild rechts unten.
Abb. 4.2: Auslenkung eines Schalters bei 0 V (links) und 10 V (rechts)
Die Untersuchungen haben gezeigt, dass der mechanische Schaltvorgang bei 10 V Schaltspannungdefinitiv vorliegt. Eine weitere Erhöhung der Ansteuerspannung führt bei diesen Schaltern zu keinerVeränderung der Plattenauslenkung, da die Bewegungsfreiheit durch die Aufsatzflächen einge-schränkt wird. Bei Erhöhung der Steuerspannung auf 30 V und darüber hinaus kommt es zu Durch-brüchen bei der Isolationsschicht, so dass die Schalter zerstört werden.
Es wurde daher vor allem der Bereich bis 10 V Ansteuerspannung genauer untersucht.Die Ansteuerspannung wurde in 1 V Schritten erhöht und die Auslenkung der Schalterplatte beob-achtet. Bereits bei Spannungen von 2 V lässt sich eine leichte Auslenkung der Platte erkennen. Dieseerhöht sich kontinuierlich mit Zunahme der Ansteuerspannung, bewegt sich jedoch im Bereich vonwenigen 10 nm. Beim Wechsel von 6 V auf 7 V Ansteuerspannung kommt es dann zum sogenanntenSchalten, d.h. die Platte wird schlagartig komplett ausgelenkt und ganz heruntergezogen. Danacherfolgt keine Veränderung dieses Zustandes mehr.
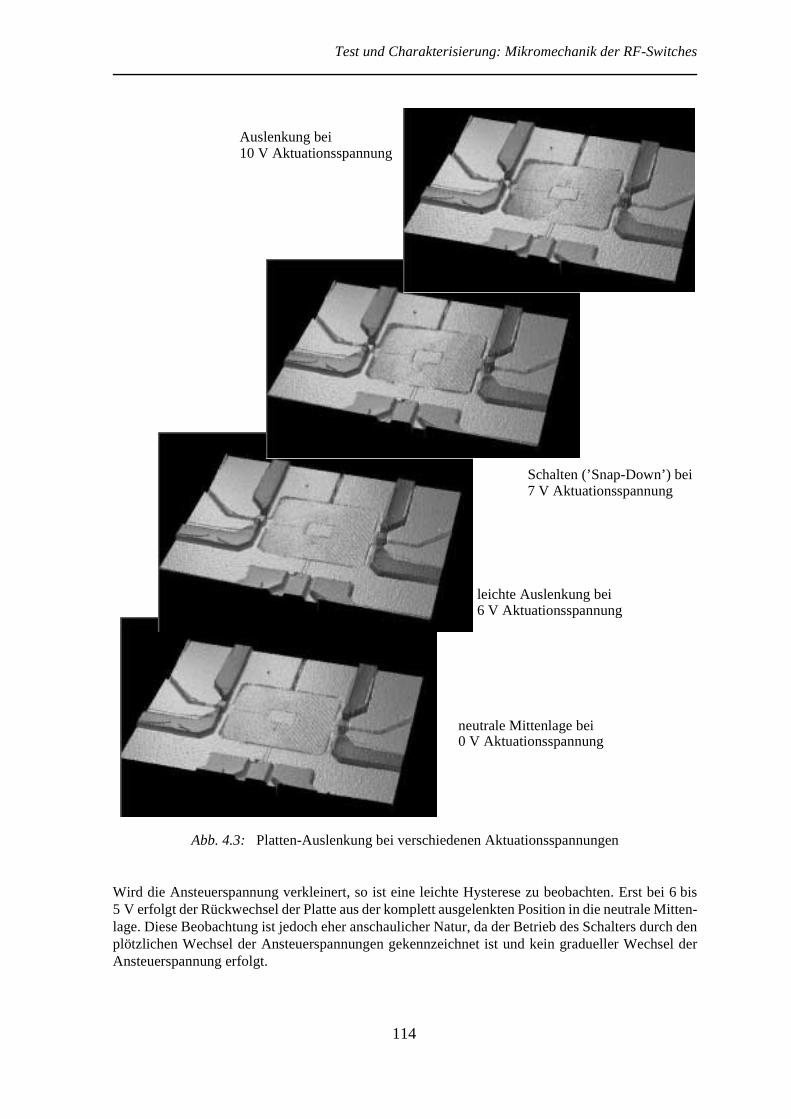
Test und Charakterisierung: Mikromechanik der RF-Switches
114
Abb. 4.3: Platten-Auslenkung bei verschiedenen Aktuationsspannungen
Wird die Ansteuerspannung verkleinert, so ist eine leichte Hysterese zu beobachten. Erst bei 6 bis5 V erfolgt der Rückwechsel der Platte aus der komplett ausgelenkten Position in die neutrale Mitten-lage. Diese Beobachtung ist jedoch eher anschaulicher Natur, da der Betrieb des Schalters durch denplötzlichen Wechsel der Ansteuerspannungen gekennzeichnet ist und kein gradueller Wechsel derAnsteuerspannung erfolgt.
neutrale Mittenlage bei
Schalten (’Snap-Down’) bei
leichte Auslenkung bei6 V Aktuationsspannung
0 V Aktuationsspannung
7 V Aktuationsspannung
Auslenkung bei10 V Aktuationsspannung
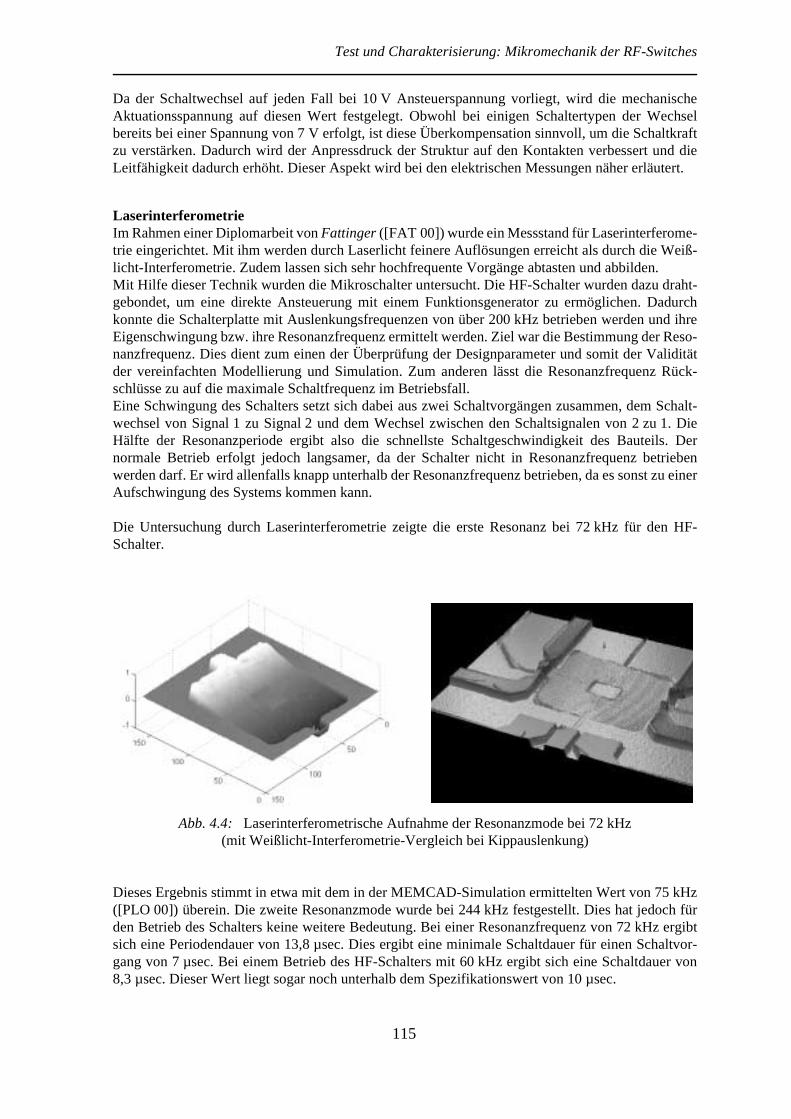
Test und Charakterisierung: Mikromechanik der RF-Switches
115
Da der Schaltwechsel auf jeden Fall bei 10 V Ansteuerspannung vorliegt, wird die mechanischeAktuationsspannung auf diesen Wert festgelegt. Obwohl bei einigen Schaltertypen der Wechselbereits bei einer Spannung von 7 V erfolgt, ist diese Überkompensation sinnvoll, um die Schaltkraftzu verstärken. Dadurch wird der Anpressdruck der Struktur auf den Kontakten verbessert und dieLeitfähigkeit dadurch erhöht. Dieser Aspekt wird bei den elektrischen Messungen näher erläutert.
LaserinterferometrieIm Rahmen einer Diplomarbeit von Fattinger ([FAT 00]) wurde ein Messstand für Laserinterferome-trie eingerichtet. Mit ihm werden durch Laserlicht feinere Auflösungen erreicht als durch die Weiß-licht-Interferometrie. Zudem lassen sich sehr hochfrequente Vorgänge abtasten und abbilden.Mit Hilfe dieser Technik wurden die Mikroschalter untersucht. Die HF-Schalter wurden dazu draht-gebondet, um eine direkte Ansteuerung mit einem Funktionsgenerator zu ermöglichen. Dadurchkonnte die Schalterplatte mit Auslenkungsfrequenzen von über 200 kHz betrieben werden und ihreEigenschwingung bzw. ihre Resonanzfrequenz ermittelt werden. Ziel war die Bestimmung der Reso-nanzfrequenz. Dies dient zum einen der Überprüfung der Designparameter und somit der Validitätder vereinfachten Modellierung und Simulation. Zum anderen lässt die Resonanzfrequenz Rück-schlüsse zu auf die maximale Schaltfrequenz im Betriebsfall.Eine Schwingung des Schalters setzt sich dabei aus zwei Schaltvorgängen zusammen, dem Schalt-wechsel von Signal 1 zu Signal 2 und dem Wechsel zwischen den Schaltsignalen von 2 zu 1. DieHälfte der Resonanzperiode ergibt also die schnellste Schaltgeschwindigkeit des Bauteils. Dernormale Betrieb erfolgt jedoch langsamer, da der Schalter nicht in Resonanzfrequenz betriebenwerden darf. Er wird allenfalls knapp unterhalb der Resonanzfrequenz betrieben, da es sonst zu einerAufschwingung des Systems kommen kann.
Die Untersuchung durch Laserinterferometrie zeigte die erste Resonanz bei 72 kHz für den HF-Schalter.
Abb. 4.4: Laserinterferometrische Aufnahme der Resonanzmode bei 72 kHz(mit Weißlicht-Interferometrie-Vergleich bei Kippauslenkung)
Dieses Ergebnis stimmt in etwa mit dem in der MEMCAD-Simulation ermittelten Wert von 75 kHz([PLO 00]) überein. Die zweite Resonanzmode wurde bei 244 kHz festgestellt. Dies hat jedoch fürden Betrieb des Schalters keine weitere Bedeutung. Bei einer Resonanzfrequenz von 72 kHz ergibtsich eine Periodendauer von 13,8 µsec. Dies ergibt eine minimale Schaltdauer für einen Schaltvor-gang von 7 µsec. Bei einem Betrieb des HF-Schalters mit 60 kHz ergibt sich eine Schaltdauer von8,3 µsec. Dieser Wert liegt sogar noch unterhalb dem Spezifikationswert von 10 µsec.

Test und Charakterisierung: Mikromechanik der RF-Switches
116
Da verschiedene Designvarianten mit unterschiedlich großen Platten, die wiederum Unterschiedebezüglich Größe und Anzahl der Unterätzlöcher aufweisen, prozessiert wurden, ergeben sich leichteUnterschiede in der Schaltzeit der Schaltertypen. Dies hat zum einen mit der veränderten Masse unddamit auch veränderten Resonanzfrequenz der Strukturen zu tun, andererseits spielt auch die durchdie ‚Luftdurchlässigkeit' der Platte beeinflusste Dämpfung eine Rolle. Dieser Einfluss wird genauervon Ploetz untersucht. Festzuhalten bleibt, dass die Schalter aufgrund ihrer Konstruktion und Ferti-gung prinzipiell die Schaltzeiten erfüllen können.
SchaltzeitenDie genaue Schaltzeit des Schalters wurde anhand von transienten Messungen ermittelt. Dazu wurdeein einfaches Sinussignal von 1 V mit einer Frequenz von 20 kHz auf die Signalbahn gelegt. DerSchalter befand sich dabei im offenen Zustand bei einer Ansteuerspannung von 0 V. DurchZuschalten der Ansteuerspannung von 30 V wurde eine Auslenkung der Platte und damit derEinschaltvorgang (Off/On) erreicht. Die relativ hohe Spannung von 30 V wurde gewählt, um einsicheres, definiertes Schalten zu erzeugen und um genügend Kontaktkraft am Schaltkontakt zubesitzen, so dass das Testsignal definiert mit der vorhandenen Testapparatur detektiert werdenkonnte. Dies geschah mit Hilfe eines Oszilloskops, auf dem beide Signale, Schaltsignal und Testsi-gnal, auf den Kanälen dargestellt und protokolliert werden konnten (Abb. 4.5).Durch Entfernen der 30 V Schaltspannung wurde entsprechend der Ausschaltvorgang (On/Off)erreicht. Abhängig vom Schalterdesign und der Prozessierungsqualität wurden Schaltzeiten von 5 bis8 µsec beobachtet (Tabelle 4.1).
Abb. 4.5: Schaltzeiten für die Ein- und Abschaltvorgänge(obere Kurve: Schaltsignal, untere Kurve: geschaltetes Testsignal)
Diese Werte entsprechen bereits den ursprünglich angestrebten technischen Spezifikationen. Limitie-rend muss jedoch ergänzt werden, dass es sich bei diesen Schaltzeiten nicht um volle Schaltzyklenhandelt, sondern um das Zu- und Wegschalten einer Signalstrecke. Die Schalterplatte wurde dabeijeweils von der neutralen Mittenlage ausgelenkt bzw. wieder in diese zurückgebracht und nichtkomplett auf die andere Seite umgelenkt, da die dafür nötige Ansteuerung über die Messspitzen beidieser Messkonfiguration nicht möglich war. Für die Schaltzeit hat dies jedoch keine negativeAuswirkung, bei kompletter Umlenkung mit der entsprechenden Ansteuerspannung auf die Gegen-elektrode wird der Schaltvorgang sogar noch beschleunigt.
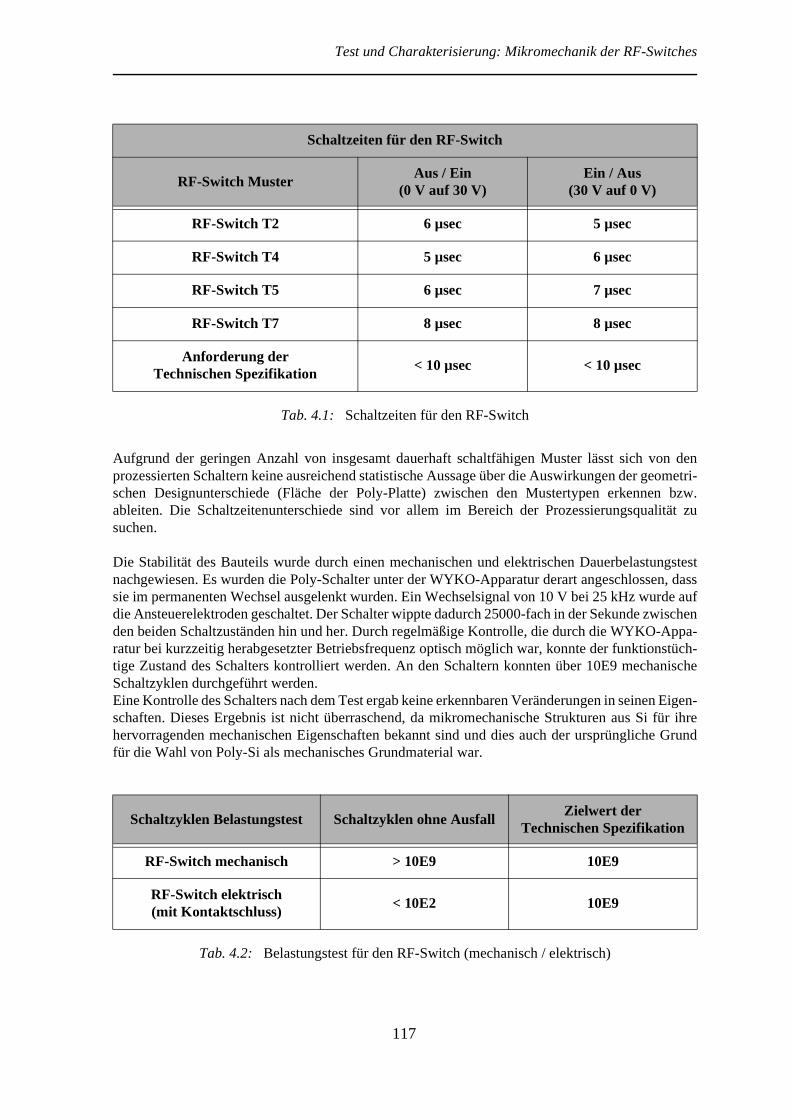
Test und Charakterisierung: Mikromechanik der RF-Switches
117
Tab. 4.1: Schaltzeiten für den RF-Switch
Aufgrund der geringen Anzahl von insgesamt dauerhaft schaltfähigen Muster lässt sich von denprozessierten Schaltern keine ausreichend statistische Aussage über die Auswirkungen der geometri-schen Designunterschiede (Fläche der Poly-Platte) zwischen den Mustertypen erkennen bzw.ableiten. Die Schaltzeitenunterschiede sind vor allem im Bereich der Prozessierungsqualität zusuchen.
Die Stabilität des Bauteils wurde durch einen mechanischen und elektrischen Dauerbelastungstestnachgewiesen. Es wurden die Poly-Schalter unter der WYKO-Apparatur derart angeschlossen, dasssie im permanenten Wechsel ausgelenkt wurden. Ein Wechselsignal von 10 V bei 25 kHz wurde aufdie Ansteuerelektroden geschaltet. Der Schalter wippte dadurch 25000-fach in der Sekunde zwischenden beiden Schaltzuständen hin und her. Durch regelmäßige Kontrolle, die durch die WYKO-Appa-ratur bei kurzzeitig herabgesetzter Betriebsfrequenz optisch möglich war, konnte der funktionstüch-tige Zustand des Schalters kontrolliert werden. An den Schaltern konnten über 10E9 mechanischeSchaltzyklen durchgeführt werden.Eine Kontrolle des Schalters nach dem Test ergab keine erkennbaren Veränderungen in seinen Eigen-schaften. Dieses Ergebnis ist nicht überraschend, da mikromechanische Strukturen aus Si für ihrehervorragenden mechanischen Eigenschaften bekannt sind und dies auch der ursprüngliche Grundfür die Wahl von Poly-Si als mechanisches Grundmaterial war.
Tab. 4.2: Belastungstest für den RF-Switch (mechanisch / elektrisch)
Schaltzeiten für den RF-Switch
RF-Switch MusterAus / Ein
(0 V auf 30 V)Ein / Aus
(30 V auf 0 V)
RF-Switch T2 6 µsec 5 µsec
RF-Switch T4 5 µsec 6 µsec
RF-Switch T5 6 µsec 7 µsec
RF-Switch T7 8 µsec 8 µsec
Anforderung derTechnischen Spezifikation
< 10 µsec < 10 µsec
Schaltzyklen Belastungstest Schaltzyklen ohne AusfallZielwert der
Technischen Spezifikation
RF-Switch mechanisch > 10E9 10E9
RF-Switch elektrisch(mit Kontaktschluss)
< 10E2 10E9

Test und Charakterisierung: Mikromechanik der RF-Switches
118
Die Versuche mussten dabei an Schaltern ohne metallische Kontakte durchgeführt werden, da diesenicht in der Lage waren, eine derart hohe Anzahl von Schaltzyklen zu überstehen. Lebensdauertestsan Schaltern mit metallischen Kontakten in der normalen Kontaktvariante führten zu keinen befrie-digenden Ergebnissen, da es nach wenigen Kontaktzyklen zu den erwarteten Sticking-Erscheinungenkam. Bei den elektrischen Dauerbelastungstests wurden lediglich bis zu 10E2 Kontaktzyklen regi-striert. Dieser Aspekt wird im folgenden Kapitelabschnitt näher betrachtet.
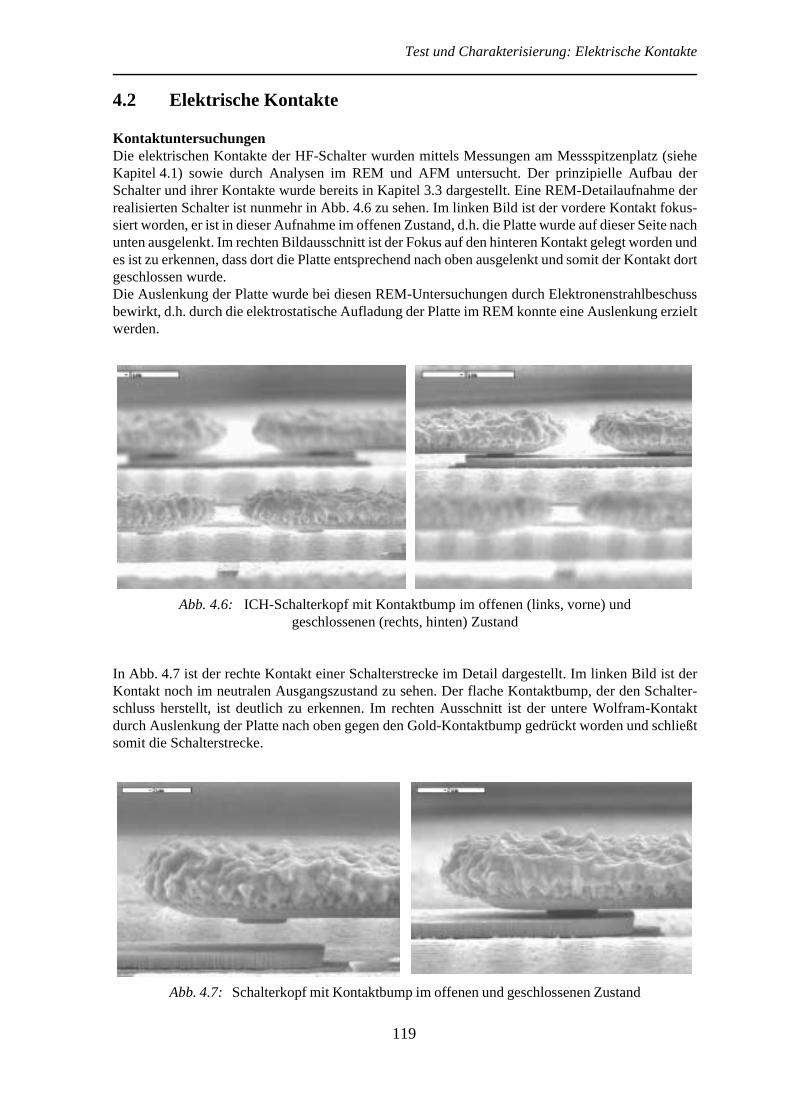
Test und Charakterisierung: Elektrische Kontakte
119
4.2 Elektrische Kontakte
KontaktuntersuchungenDie elektrischen Kontakte der HF-Schalter wurden mittels Messungen am Messspitzenplatz (sieheKapitel 4.1) sowie durch Analysen im REM und AFM untersucht. Der prinzipielle Aufbau derSchalter und ihrer Kontakte wurde bereits in Kapitel 3.3 dargestellt. Eine REM-Detailaufnahme derrealisierten Schalter ist nunmehr in Abb. 4.6 zu sehen. Im linken Bild ist der vordere Kontakt fokus-siert worden, er ist in dieser Aufnahme im offenen Zustand, d.h. die Platte wurde auf dieser Seite nachunten ausgelenkt. Im rechten Bildausschnitt ist der Fokus auf den hinteren Kontakt gelegt worden undes ist zu erkennen, dass dort die Platte entsprechend nach oben ausgelenkt und somit der Kontakt dortgeschlossen wurde.Die Auslenkung der Platte wurde bei diesen REM-Untersuchungen durch Elektronenstrahlbeschussbewirkt, d.h. durch die elektrostatische Aufladung der Platte im REM konnte eine Auslenkung erzieltwerden.
Abb. 4.6: ICH-Schalterkopf mit Kontaktbump im offenen (links, vorne) undgeschlossenen (rechts, hinten) Zustand
In Abb. 4.7 ist der rechte Kontakt einer Schalterstrecke im Detail dargestellt. Im linken Bild ist derKontakt noch im neutralen Ausgangszustand zu sehen. Der flache Kontaktbump, der den Schalter-schluss herstellt, ist deutlich zu erkennen. Im rechten Ausschnitt ist der untere Wolfram-Kontaktdurch Auslenkung der Platte nach oben gegen den Gold-Kontaktbump gedrückt worden und schließtsomit die Schalterstrecke.
Abb. 4.7: Schalterkopf mit Kontaktbump im offenen und geschlossenen Zustand
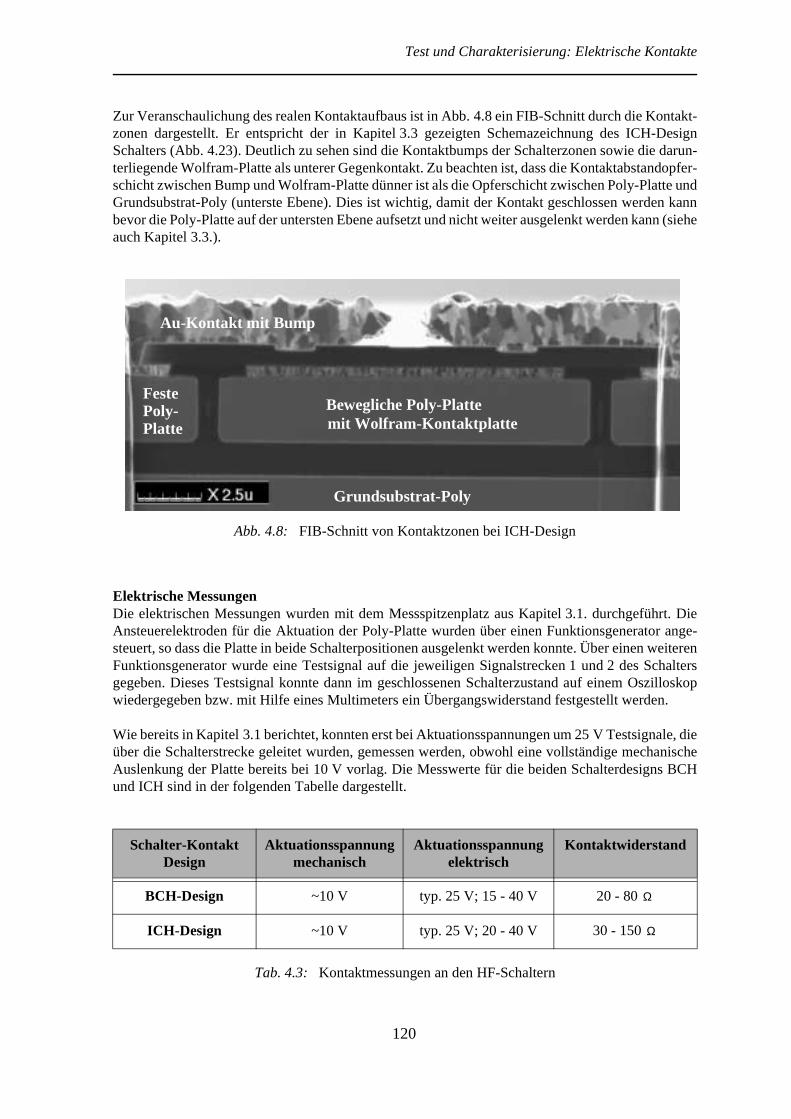
Test und Charakterisierung: Elektrische Kontakte
120
Zur Veranschaulichung des realen Kontaktaufbaus ist in Abb. 4.8 ein FIB-Schnitt durch die Kontakt-zonen dargestellt. Er entspricht der in Kapitel 3.3 gezeigten Schemazeichnung des ICH-DesignSchalters (Abb. 4.23). Deutlich zu sehen sind die Kontaktbumps der Schalterzonen sowie die darun-terliegende Wolfram-Platte als unterer Gegenkontakt. Zu beachten ist, dass die Kontaktabstandopfer-schicht zwischen Bump und Wolfram-Platte dünner ist als die Opferschicht zwischen Poly-Platte undGrundsubstrat-Poly (unterste Ebene). Dies ist wichtig, damit der Kontakt geschlossen werden kannbevor die Poly-Platte auf der untersten Ebene aufsetzt und nicht weiter ausgelenkt werden kann (sieheauch Kapitel 3.3.).
Abb. 4.8: FIB-Schnitt von Kontaktzonen bei ICH-Design
Elektrische MessungenDie elektrischen Messungen wurden mit dem Messspitzenplatz aus Kapitel 3.1. durchgeführt. DieAnsteuerelektroden für die Aktuation der Poly-Platte wurden über einen Funktionsgenerator ange-steuert, so dass die Platte in beide Schalterpositionen ausgelenkt werden konnte. Über einen weiterenFunktionsgenerator wurde eine Testsignal auf die jeweiligen Signalstrecken 1 und 2 des Schaltersgegeben. Dieses Testsignal konnte dann im geschlossenen Schalterzustand auf einem Oszilloskopwiedergegeben bzw. mit Hilfe eines Multimeters ein Übergangswiderstand festgestellt werden.
Wie bereits in Kapitel 3.1 berichtet, konnten erst bei Aktuationsspannungen um 25 V Testsignale, dieüber die Schalterstrecke geleitet wurden, gemessen werden, obwohl eine vollständige mechanischeAuslenkung der Platte bereits bei 10 V vorlag. Die Messwerte für die beiden Schalterdesigns BCHund ICH sind in der folgenden Tabelle dargestellt.
Tab. 4.3: Kontaktmessungen an den HF-Schaltern
Schalter-KontaktDesign
Aktuationsspannungmechanisch
Aktuationsspannungelektrisch
Kontaktwiderstand
BCH-Design ~10 V typ. 25 V; 15 - 40 V 20 - 80
ICH-Design ~10 V typ. 25 V; 20 - 40 V 30 - 150
Bewegliche Poly-Platte
Grundsubstrat-Poly
FestePoly-
Au-Kontakt mit Bump
Platte mit Wolfram-Kontaktplatte
Ω
Ω
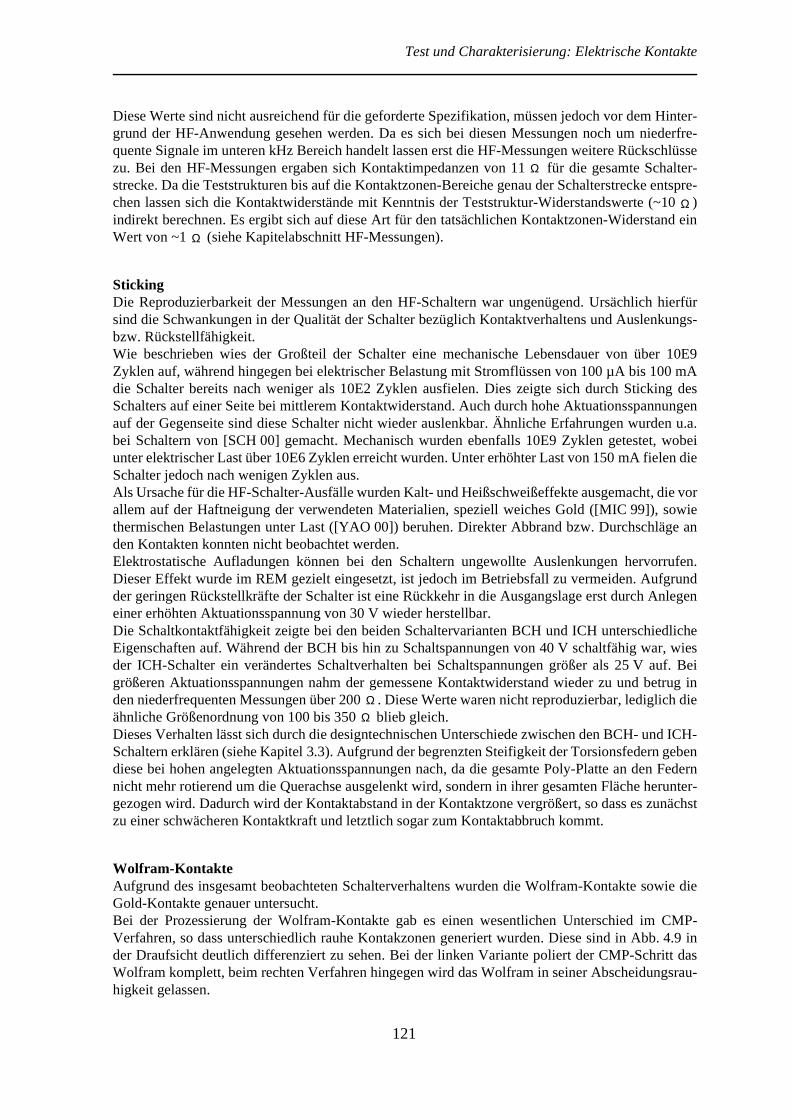
Test und Charakterisierung: Elektrische Kontakte
121
Diese Werte sind nicht ausreichend für die geforderte Spezifikation, müssen jedoch vor dem Hinter-grund der HF-Anwendung gesehen werden. Da es sich bei diesen Messungen noch um niederfre-quente Signale im unteren kHz Bereich handelt lassen erst die HF-Messungen weitere Rückschlüssezu. Bei den HF-Messungen ergaben sich Kontaktimpedanzen von 11 für die gesamte Schalter-strecke. Da die Teststrukturen bis auf die Kontaktzonen-Bereiche genau der Schalterstrecke entspre-chen lassen sich die Kontaktwiderstände mit Kenntnis der Teststruktur-Widerstandswerte (~10 )indirekt berechnen. Es ergibt sich auf diese Art für den tatsächlichen Kontaktzonen-Widerstand einWert von ~1 (siehe Kapitelabschnitt HF-Messungen).
StickingDie Reproduzierbarkeit der Messungen an den HF-Schaltern war ungenügend. Ursächlich hierfürsind die Schwankungen in der Qualität der Schalter bezüglich Kontaktverhaltens und Auslenkungs-bzw. Rückstellfähigkeit.Wie beschrieben wies der Großteil der Schalter eine mechanische Lebensdauer von über 10E9Zyklen auf, während hingegen bei elektrischer Belastung mit Stromflüssen von 100 µA bis 100 mAdie Schalter bereits nach weniger als 10E2 Zyklen ausfielen. Dies zeigte sich durch Sticking desSchalters auf einer Seite bei mittlerem Kontaktwiderstand. Auch durch hohe Aktuationsspannungenauf der Gegenseite sind diese Schalter nicht wieder auslenkbar. Ähnliche Erfahrungen wurden u.a.bei Schaltern von [SCH 00] gemacht. Mechanisch wurden ebenfalls 10E9 Zyklen getestet, wobeiunter elektrischer Last über 10E6 Zyklen erreicht wurden. Unter erhöhter Last von 150 mA fielen dieSchalter jedoch nach wenigen Zyklen aus.Als Ursache für die HF-Schalter-Ausfälle wurden Kalt- und Heißschweißeffekte ausgemacht, die vorallem auf der Haftneigung der verwendeten Materialien, speziell weiches Gold ([MIC 99]), sowiethermischen Belastungen unter Last ([YAO 00]) beruhen. Direkter Abbrand bzw. Durchschläge anden Kontakten konnten nicht beobachtet werden.Elektrostatische Aufladungen können bei den Schaltern ungewollte Auslenkungen hervorrufen.Dieser Effekt wurde im REM gezielt eingesetzt, ist jedoch im Betriebsfall zu vermeiden. Aufgrundder geringen Rückstellkräfte der Schalter ist eine Rückkehr in die Ausgangslage erst durch Anlegeneiner erhöhten Aktuationsspannung von 30 V wieder herstellbar.Die Schaltkontaktfähigkeit zeigte bei den beiden Schaltervarianten BCH und ICH unterschiedlicheEigenschaften auf. Während der BCH bis hin zu Schaltspannungen von 40 V schaltfähig war, wiesder ICH-Schalter ein verändertes Schaltverhalten bei Schaltspannungen größer als 25 V auf. Beigrößeren Aktuationsspannungen nahm der gemessene Kontaktwiderstand wieder zu und betrug inden niederfrequenten Messungen über 200 . Diese Werte waren nicht reproduzierbar, lediglich dieähnliche Größenordnung von 100 bis 350 blieb gleich.Dieses Verhalten lässt sich durch die designtechnischen Unterschiede zwischen den BCH- und ICH-Schaltern erklären (siehe Kapitel 3.3). Aufgrund der begrenzten Steifigkeit der Torsionsfedern gebendiese bei hohen angelegten Aktuationsspannungen nach, da die gesamte Poly-Platte an den Federnnicht mehr rotierend um die Querachse ausgelenkt wird, sondern in ihrer gesamten Fläche herunter-gezogen wird. Dadurch wird der Kontaktabstand in der Kontaktzone vergrößert, so dass es zunächstzu einer schwächeren Kontaktkraft und letztlich sogar zum Kontaktabbruch kommt.
Wolfram-KontakteAufgrund des insgesamt beobachteten Schalterverhaltens wurden die Wolfram-Kontakte sowie dieGold-Kontakte genauer untersucht.Bei der Prozessierung der Wolfram-Kontakte gab es einen wesentlichen Unterschied im CMP-Verfahren, so dass unterschiedlich rauhe Kontakzonen generiert wurden. Diese sind in Abb. 4.9 inder Draufsicht deutlich differenziert zu sehen. Bei der linken Variante poliert der CMP-Schritt dasWolfram komplett, beim rechten Verfahren hingegen wird das Wolfram in seiner Abscheidungsrau-higkeit gelassen.
Ω
Ω
Ω
ΩΩ
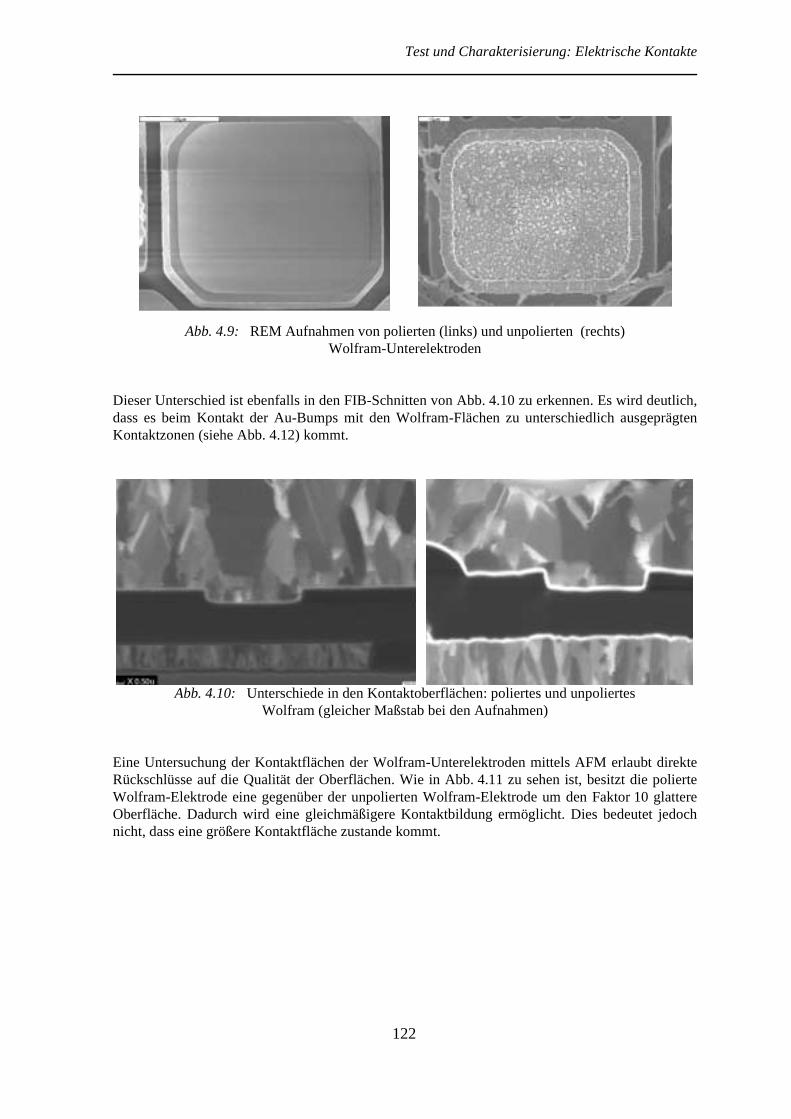
Test und Charakterisierung: Elektrische Kontakte
122
Abb. 4.9: REM Aufnahmen von polierten (links) und unpolierten (rechts)Wolfram-Unterelektroden
Dieser Unterschied ist ebenfalls in den FIB-Schnitten von Abb. 4.10 zu erkennen. Es wird deutlich,dass es beim Kontakt der Au-Bumps mit den Wolfram-Flächen zu unterschiedlich ausgeprägtenKontaktzonen (siehe Abb. 4.12) kommt.
Abb. 4.10: Unterschiede in den Kontaktoberflächen: poliertes und unpoliertesWolfram (gleicher Maßstab bei den Aufnahmen)
Eine Untersuchung der Kontaktflächen der Wolfram-Unterelektroden mittels AFM erlaubt direkteRückschlüsse auf die Qualität der Oberflächen. Wie in Abb. 4.11 zu sehen ist, besitzt die polierteWolfram-Elektrode eine gegenüber der unpolierten Wolfram-Elektrode um den Faktor 10 glattereOberfläche. Dadurch wird eine gleichmäßigere Kontaktbildung ermöglicht. Dies bedeutet jedochnicht, dass eine größere Kontaktfläche zustande kommt.
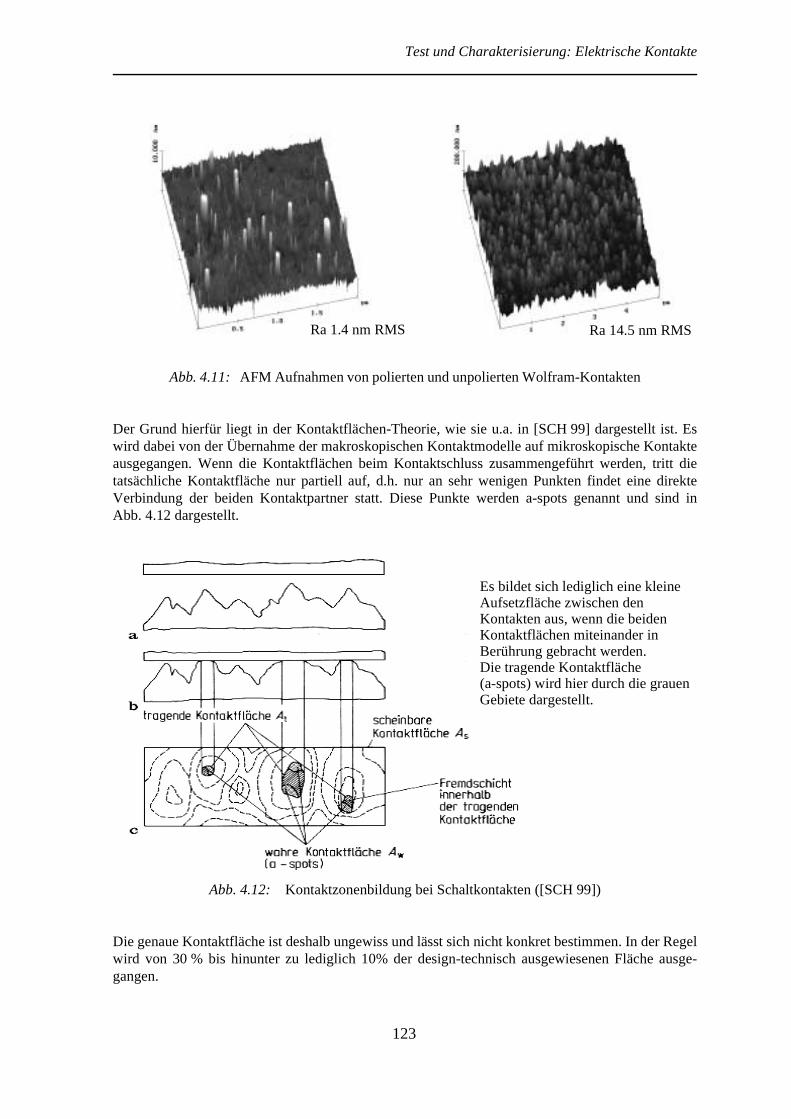
Test und Charakterisierung: Elektrische Kontakte
123
Abb. 4.11: AFM Aufnahmen von polierten und unpolierten Wolfram-Kontakten
Der Grund hierfür liegt in der Kontaktflächen-Theorie, wie sie u.a. in [SCH 99] dargestellt ist. Eswird dabei von der Übernahme der makroskopischen Kontaktmodelle auf mikroskopische Kontakteausgegangen. Wenn die Kontaktflächen beim Kontaktschluss zusammengeführt werden, tritt dietatsächliche Kontaktfläche nur partiell auf, d.h. nur an sehr wenigen Punkten findet eine direkteVerbindung der beiden Kontaktpartner statt. Diese Punkte werden a-spots genannt und sind inAbb. 4.12 dargestellt.
Abb. 4.12: Kontaktzonenbildung bei Schaltkontakten ([SCH 99])
Die genaue Kontaktfläche ist deshalb ungewiss und lässt sich nicht konkret bestimmen. In der Regelwird von 30 % bis hinunter zu lediglich 10% der design-technisch ausgewiesenen Fläche ausge-gangen.
Ra 1.4 nm RMS Ra 14.5 nm RMS
Es bildet sich lediglich eine kleineAufsetzfläche zwischen denKontakten aus, wenn die beidenKontaktflächen miteinander inBerührung gebracht werden.Die tragende Kontaktfläche(a-spots) wird hier durch die grauenGebiete dargestellt.
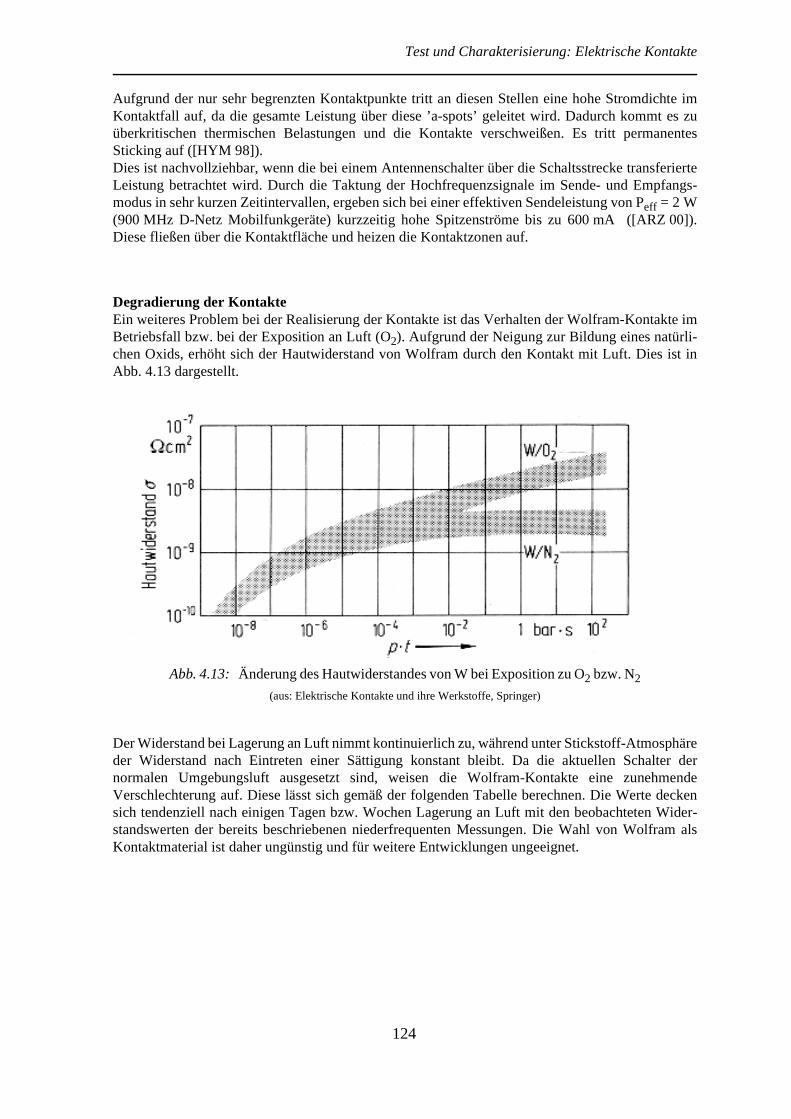
Test und Charakterisierung: Elektrische Kontakte
124
Aufgrund der nur sehr begrenzten Kontaktpunkte tritt an diesen Stellen eine hohe Stromdichte imKontaktfall auf, da die gesamte Leistung über diese ’a-spots’ geleitet wird. Dadurch kommt es zuüberkritischen thermischen Belastungen und die Kontakte verschweißen. Es tritt permanentesSticking auf ([HYM 98]).Dies ist nachvollziehbar, wenn die bei einem Antennenschalter über die Schaltsstrecke transferierteLeistung betrachtet wird. Durch die Taktung der Hochfrequenzsignale im Sende- und Empfangs-modus in sehr kurzen Zeitintervallen, ergeben sich bei einer effektiven Sendeleistung von Peff = 2 W(900 MHz D-Netz Mobilfunkgeräte) kurzzeitig hohe Spitzenströme bis zu 600 mA ([ARZ 00]).Diese fließen über die Kontaktfläche und heizen die Kontaktzonen auf.
Degradierung der KontakteEin weiteres Problem bei der Realisierung der Kontakte ist das Verhalten der Wolfram-Kontakte imBetriebsfall bzw. bei der Exposition an Luft (O2). Aufgrund der Neigung zur Bildung eines natürli-chen Oxids, erhöht sich der Hautwiderstand von Wolfram durch den Kontakt mit Luft. Dies ist inAbb. 4.13 dargestellt.
Abb. 4.13: Änderung des Hautwiderstandes von W bei Exposition zu O2 bzw. N2
(aus: Elektrische Kontakte und ihre Werkstoffe, Springer)
Der Widerstand bei Lagerung an Luft nimmt kontinuierlich zu, während unter Stickstoff-Atmosphäreder Widerstand nach Eintreten einer Sättigung konstant bleibt. Da die aktuellen Schalter dernormalen Umgebungsluft ausgesetzt sind, weisen die Wolfram-Kontakte eine zunehmendeVerschlechterung auf. Diese lässt sich gemäß der folgenden Tabelle berechnen. Die Werte deckensich tendenziell nach einigen Tagen bzw. Wochen Lagerung an Luft mit den beobachteten Wider-standswerten der bereits beschriebenen niederfrequenten Messungen. Die Wahl von Wolfram alsKontaktmaterial ist daher ungünstig und für weitere Entwicklungen ungeeignet.
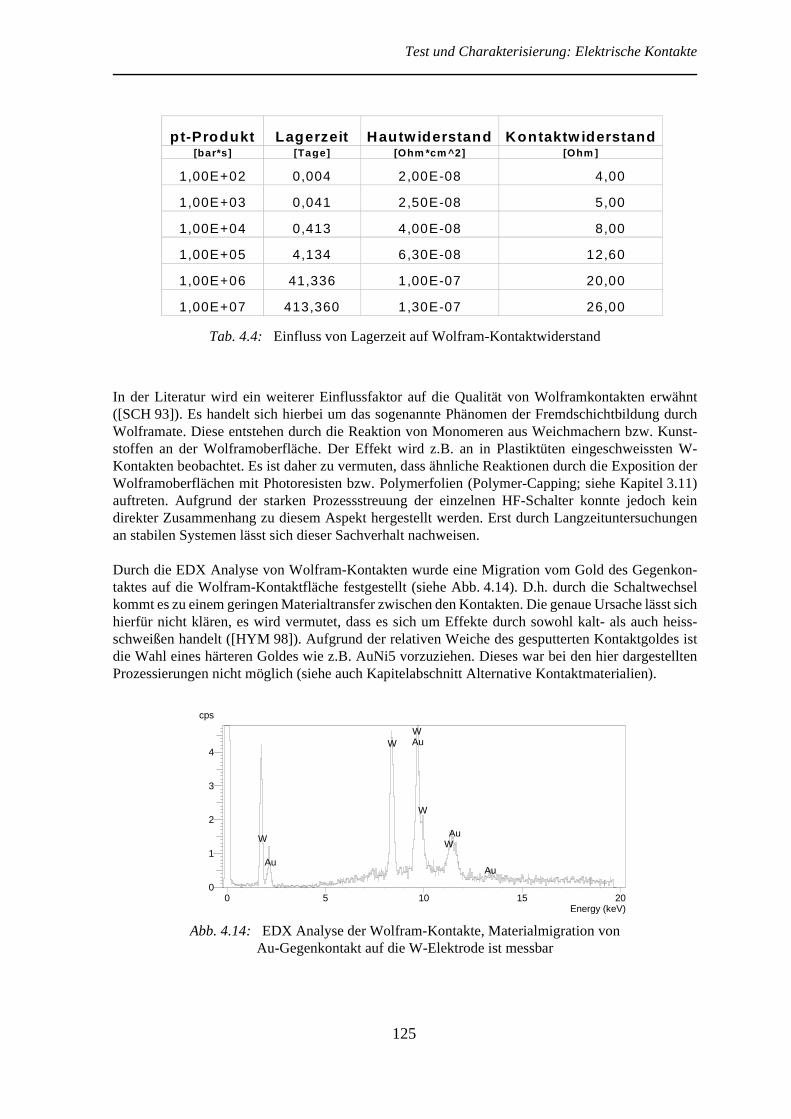
Test und Charakterisierung: Elektrische Kontakte
125
Tab. 4.4: Einfluss von Lagerzeit auf Wolfram-Kontaktwiderstand
In der Literatur wird ein weiterer Einflussfaktor auf die Qualität von Wolframkontakten erwähnt([SCH 93]). Es handelt sich hierbei um das sogenannte Phänomen der Fremdschichtbildung durchWolframate. Diese entstehen durch die Reaktion von Monomeren aus Weichmachern bzw. Kunst-stoffen an der Wolframoberfläche. Der Effekt wird z.B. an in Plastiktüten eingeschweissten W-Kontakten beobachtet. Es ist daher zu vermuten, dass ähnliche Reaktionen durch die Exposition derWolframoberflächen mit Photoresisten bzw. Polymerfolien (Polymer-Capping; siehe Kapitel 3.11)auftreten. Aufgrund der starken Prozessstreuung der einzelnen HF-Schalter konnte jedoch keindirekter Zusammenhang zu diesem Aspekt hergestellt werden. Erst durch Langzeituntersuchungenan stabilen Systemen lässt sich dieser Sachverhalt nachweisen.
Durch die EDX Analyse von Wolfram-Kontakten wurde eine Migration vom Gold des Gegenkon-taktes auf die Wolfram-Kontaktfläche festgestellt (siehe Abb. 4.14). D.h. durch die Schaltwechselkommt es zu einem geringen Materialtransfer zwischen den Kontakten. Die genaue Ursache lässt sichhierfür nicht klären, es wird vermutet, dass es sich um Effekte durch sowohl kalt- als auch heiss-schweißen handelt ([HYM 98]). Aufgrund der relativen Weiche des gesputterten Kontaktgoldes istdie Wahl eines härteren Goldes wie z.B. AuNi5 vorzuziehen. Dieses war bei den hier dargestelltenProzessierungen nicht möglich (siehe auch Kapitelabschnitt Alternative Kontaktmaterialien).
Abb. 4.14: EDX Analyse der Wolfram-Kontakte, Materialmigration vonAu-Gegenkontakt auf die W-Elektrode ist messbar
pt-Produkt Lagerzeit Hautw iderstand Kontaktw iderstand[bar*s] [Tage] [Ohm *cm ^2] [Ohm ]
1,00E+02 0,004 2,00E-08 4,00
1,00E+03 0,041 2,50E-08 5,00
1,00E+04 0,413 4,00E-08 8,00
1,00E+05 4,134 6,30E-08 12,60
1,00E+06 41,336 1,00E-07 20,00
1,00E+07 413,360 1,30E-07 26,00
0 5 10 15 20Energy (keV)
0
1
2
3
4
cps
W
Au
WWAu
W
WAu
Au
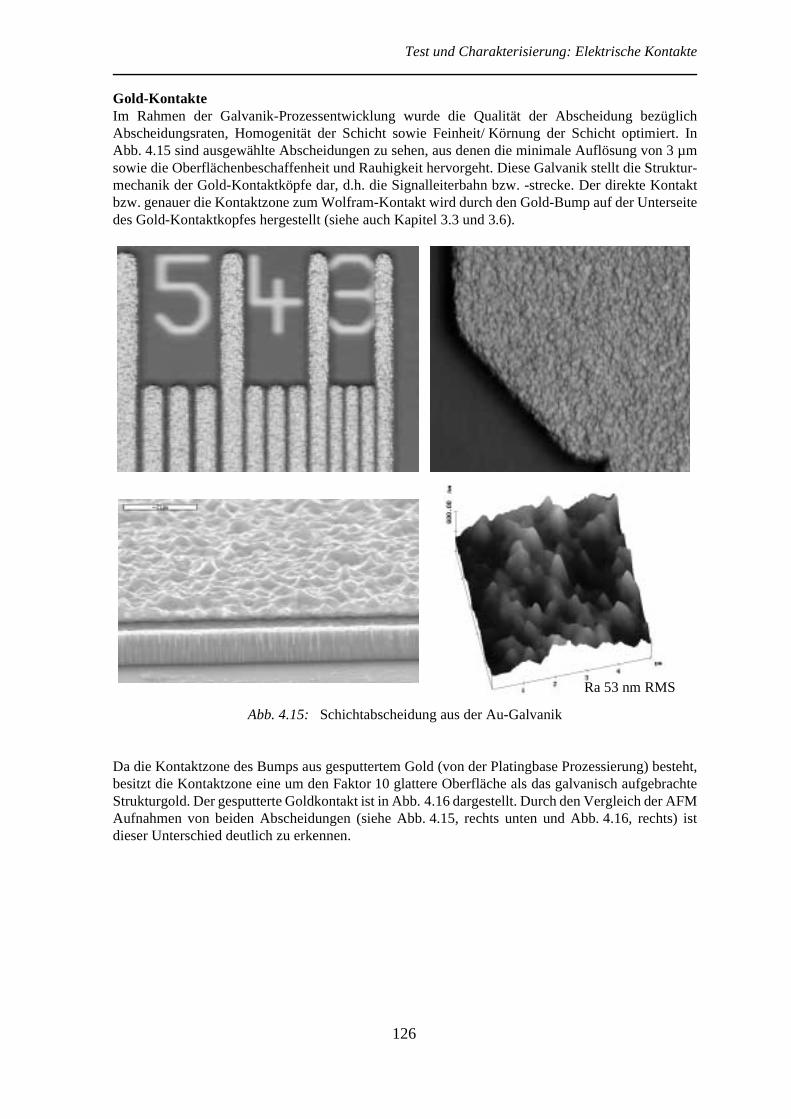
Test und Charakterisierung: Elektrische Kontakte
126
Gold-KontakteIm Rahmen der Galvanik-Prozessentwicklung wurde die Qualität der Abscheidung bezüglichAbscheidungsraten, Homogenität der Schicht sowie Feinheit/ Körnung der Schicht optimiert. InAbb. 4.15 sind ausgewählte Abscheidungen zu sehen, aus denen die minimale Auflösung von 3 µmsowie die Oberflächenbeschaffenheit und Rauhigkeit hervorgeht. Diese Galvanik stellt die Struktur-mechanik der Gold-Kontaktköpfe dar, d.h. die Signalleiterbahn bzw. -strecke. Der direkte Kontaktbzw. genauer die Kontaktzone zum Wolfram-Kontakt wird durch den Gold-Bump auf der Unterseitedes Gold-Kontaktkopfes hergestellt (siehe auch Kapitel 3.3 und 3.6).
Abb. 4.15: Schichtabscheidung aus der Au-Galvanik
Da die Kontaktzone des Bumps aus gesputtertem Gold (von der Platingbase Prozessierung) besteht,besitzt die Kontaktzone eine um den Faktor 10 glattere Oberfläche als das galvanisch aufgebrachteStrukturgold. Der gesputterte Goldkontakt ist in Abb. 4.16 dargestellt. Durch den Vergleich der AFMAufnahmen von beiden Abscheidungen (siehe Abb. 4.15, rechts unten und Abb. 4.16, rechts) istdieser Unterschied deutlich zu erkennen.
Ra 53 nm RMS
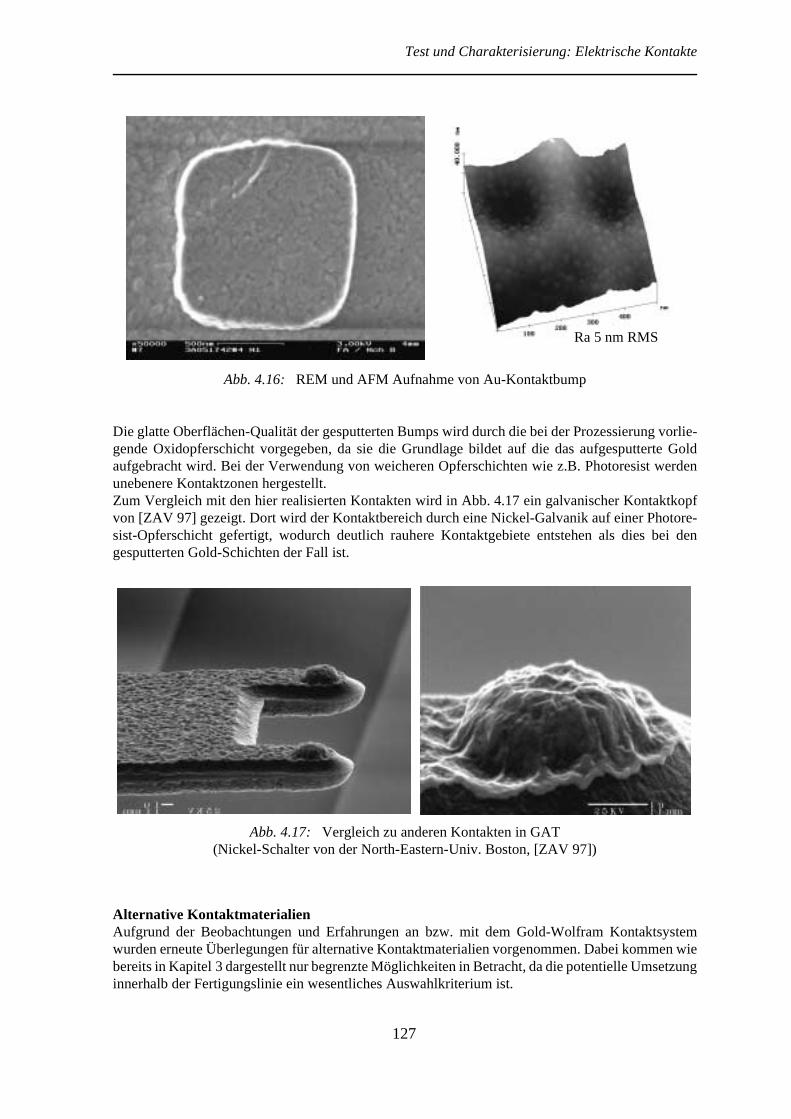
Test und Charakterisierung: Elektrische Kontakte
127
Abb. 4.16: REM und AFM Aufnahme von Au-Kontaktbump
Die glatte Oberflächen-Qualität der gesputterten Bumps wird durch die bei der Prozessierung vorlie-gende Oxidopferschicht vorgegeben, da sie die Grundlage bildet auf die das aufgesputterte Goldaufgebracht wird. Bei der Verwendung von weicheren Opferschichten wie z.B. Photoresist werdenunebenere Kontaktzonen hergestellt.Zum Vergleich mit den hier realisierten Kontakten wird in Abb. 4.17 ein galvanischer Kontaktkopfvon [ZAV 97] gezeigt. Dort wird der Kontaktbereich durch eine Nickel-Galvanik auf einer Photore-sist-Opferschicht gefertigt, wodurch deutlich rauhere Kontaktgebiete entstehen als dies bei dengesputterten Gold-Schichten der Fall ist.
Abb. 4.17: Vergleich zu anderen Kontakten in GAT(Nickel-Schalter von der North-Eastern-Univ. Boston, [ZAV 97])
Alternative KontaktmaterialienAufgrund der Beobachtungen und Erfahrungen an bzw. mit dem Gold-Wolfram Kontaktsystemwurden erneute Überlegungen für alternative Kontaktmaterialien vorgenommen. Dabei kommen wiebereits in Kapitel 3 dargestellt nur begrenzte Möglichkeiten in Betracht, da die potentielle Umsetzunginnerhalb der Fertigungslinie ein wesentliches Auswahlkriterium ist.
Ra 5 nm RMS
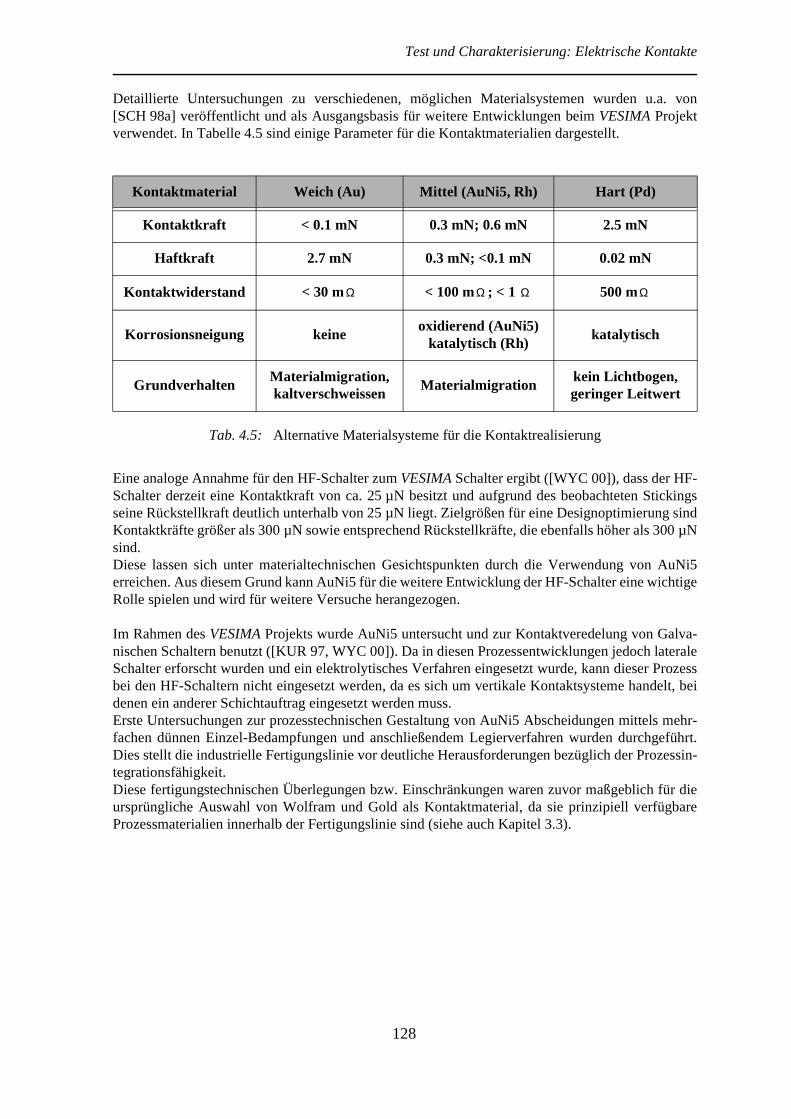
Test und Charakterisierung: Elektrische Kontakte
128
Detaillierte Untersuchungen zu verschiedenen, möglichen Materialsystemen wurden u.a. von[SCH 98a] veröffentlicht und als Ausgangsbasis für weitere Entwicklungen beim VESIMA Projektverwendet. In Tabelle 4.5 sind einige Parameter für die Kontaktmaterialien dargestellt.
Tab. 4.5: Alternative Materialsysteme für die Kontaktrealisierung
Eine analoge Annahme für den HF-Schalter zum VESIMA Schalter ergibt ([WYC 00]), dass der HF-Schalter derzeit eine Kontaktkraft von ca. 25 µN besitzt und aufgrund des beobachteten Stickingsseine Rückstellkraft deutlich unterhalb von 25 µN liegt. Zielgrößen für eine Designoptimierung sindKontaktkräfte größer als 300 µN sowie entsprechend Rückstellkräfte, die ebenfalls höher als 300 µNsind.Diese lassen sich unter materialtechnischen Gesichtspunkten durch die Verwendung von AuNi5erreichen. Aus diesem Grund kann AuNi5 für die weitere Entwicklung der HF-Schalter eine wichtigeRolle spielen und wird für weitere Versuche herangezogen.
Im Rahmen des VESIMA Projekts wurde AuNi5 untersucht und zur Kontaktveredelung von Galva-nischen Schaltern benutzt ([KUR 97, WYC 00]). Da in diesen Prozessentwicklungen jedoch lateraleSchalter erforscht wurden und ein elektrolytisches Verfahren eingesetzt wurde, kann dieser Prozessbei den HF-Schaltern nicht eingesetzt werden, da es sich um vertikale Kontaktsysteme handelt, beidenen ein anderer Schichtauftrag eingesetzt werden muss.Erste Untersuchungen zur prozesstechnischen Gestaltung von AuNi5 Abscheidungen mittels mehr-fachen dünnen Einzel-Bedampfungen und anschließendem Legierverfahren wurden durchgeführt.Dies stellt die industrielle Fertigungslinie vor deutliche Herausforderungen bezüglich der Prozessin-tegrationsfähigkeit.Diese fertigungstechnischen Überlegungen bzw. Einschränkungen waren zuvor maßgeblich für dieursprüngliche Auswahl von Wolfram und Gold als Kontaktmaterial, da sie prinzipiell verfügbareProzessmaterialien innerhalb der Fertigungslinie sind (siehe auch Kapitel 3.3).
Kontaktmaterial Weich (Au) Mittel (AuNi5, Rh) Hart (Pd)
Kontaktkraft < 0.1 mN 0.3 mN; 0.6 mN 2.5 mN
Haftkraft 2.7 mN 0.3 mN; <0.1 mN 0.02 mN
Kontaktwiderstand < 30 m < 100 m ; < 1 500 m
Korrosionsneigung keineoxidierend (AuNi5)
katalytisch (Rh)katalytisch
GrundverhaltenMaterialmigration,kaltverschweissen
Materialmigrationkein Lichtbogen,geringer Leitwert
Ω Ω Ω Ω
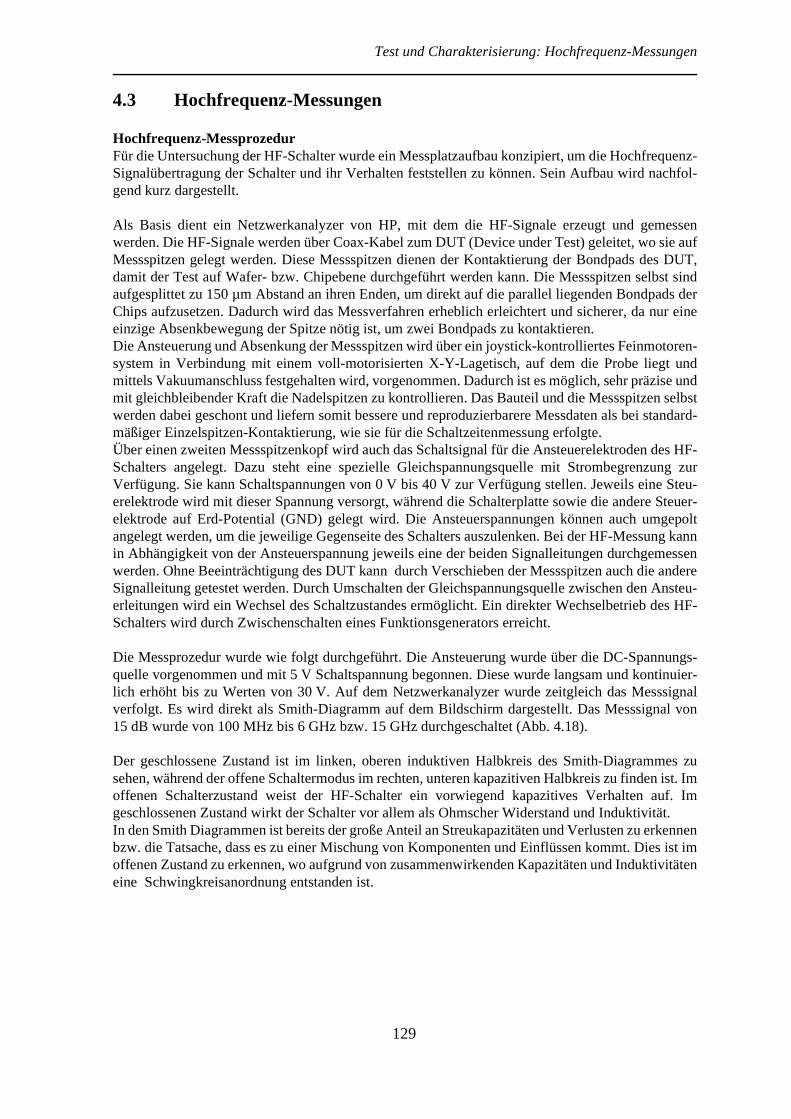
Test und Charakterisierung: Hochfrequenz-Messungen
129
4.3 Hochfrequenz-Messungen
Hochfrequenz-MessprozedurFür die Untersuchung der HF-Schalter wurde ein Messplatzaufbau konzipiert, um die Hochfrequenz-Signalübertragung der Schalter und ihr Verhalten feststellen zu können. Sein Aufbau wird nachfol-gend kurz dargestellt.
Als Basis dient ein Netzwerkanalyzer von HP, mit dem die HF-Signale erzeugt und gemessenwerden. Die HF-Signale werden über Coax-Kabel zum DUT (Device under Test) geleitet, wo sie aufMessspitzen gelegt werden. Diese Messspitzen dienen der Kontaktierung der Bondpads des DUT,damit der Test auf Wafer- bzw. Chipebene durchgeführt werden kann. Die Messspitzen selbst sindaufgesplittet zu 150 µm Abstand an ihren Enden, um direkt auf die parallel liegenden Bondpads derChips aufzusetzen. Dadurch wird das Messverfahren erheblich erleichtert und sicherer, da nur eineeinzige Absenkbewegung der Spitze nötig ist, um zwei Bondpads zu kontaktieren.Die Ansteuerung und Absenkung der Messspitzen wird über ein joystick-kontrolliertes Feinmotoren-system in Verbindung mit einem voll-motorisierten X-Y-Lagetisch, auf dem die Probe liegt undmittels Vakuumanschluss festgehalten wird, vorgenommen. Dadurch ist es möglich, sehr präzise undmit gleichbleibender Kraft die Nadelspitzen zu kontrollieren. Das Bauteil und die Messspitzen selbstwerden dabei geschont und liefern somit bessere und reproduzierbarere Messdaten als bei standard-mäßiger Einzelspitzen-Kontaktierung, wie sie für die Schaltzeitenmessung erfolgte.Über einen zweiten Messspitzenkopf wird auch das Schaltsignal für die Ansteuerelektroden des HF-Schalters angelegt. Dazu steht eine spezielle Gleichspannungsquelle mit Strombegrenzung zurVerfügung. Sie kann Schaltspannungen von 0 V bis 40 V zur Verfügung stellen. Jeweils eine Steu-erelektrode wird mit dieser Spannung versorgt, während die Schalterplatte sowie die andere Steuer-elektrode auf Erd-Potential (GND) gelegt wird. Die Ansteuerspannungen können auch umgepoltangelegt werden, um die jeweilige Gegenseite des Schalters auszulenken. Bei der HF-Messung kannin Abhängigkeit von der Ansteuerspannung jeweils eine der beiden Signalleitungen durchgemessenwerden. Ohne Beeinträchtigung des DUT kann durch Verschieben der Messspitzen auch die andereSignalleitung getestet werden. Durch Umschalten der Gleichspannungsquelle zwischen den Ansteu-erleitungen wird ein Wechsel des Schaltzustandes ermöglicht. Ein direkter Wechselbetrieb des HF-Schalters wird durch Zwischenschalten eines Funktionsgenerators erreicht.
Die Messprozedur wurde wie folgt durchgeführt. Die Ansteuerung wurde über die DC-Spannungs-quelle vorgenommen und mit 5 V Schaltspannung begonnen. Diese wurde langsam und kontinuier-lich erhöht bis zu Werten von 30 V. Auf dem Netzwerkanalyzer wurde zeitgleich das Messsignalverfolgt. Es wird direkt als Smith-Diagramm auf dem Bildschirm dargestellt. Das Messsignal von15 dB wurde von 100 MHz bis 6 GHz bzw. 15 GHz durchgeschaltet (Abb. 4.18).
Der geschlossene Zustand ist im linken, oberen induktiven Halbkreis des Smith-Diagrammes zusehen, während der offene Schaltermodus im rechten, unteren kapazitiven Halbkreis zu finden ist. Imoffenen Schalterzustand weist der HF-Schalter ein vorwiegend kapazitives Verhalten auf. Imgeschlossenen Zustand wirkt der Schalter vor allem als Ohmscher Widerstand und Induktivität.In den Smith Diagrammen ist bereits der große Anteil an Streukapazitäten und Verlusten zu erkennenbzw. die Tatsache, dass es zu einer Mischung von Komponenten und Einflüssen kommt. Dies ist imoffenen Zustand zu erkennen, wo aufgrund von zusammenwirkenden Kapazitäten und Induktivitäteneine Schwingkreisanordnung entstanden ist.
Test und Charakterisierung: Hochfrequenz-Messungen
130
Abb. 4.18: Smith-Diagramm der HF-Messungen für ’On’/Geschlossen (links)und ’Off’/Offen (rechts) (Schalter und Teststruktur)
Die Messungen wurden an den verschiedenen Schalterstrukturen, die produziert wurden, durchge-führt und protokolliert. Zudem wurden zu Vergleichszwecken die offene und die geschlossene Test-schalterstruktur vermessen. Über diese Messungen konnte vor allem auch der Anteil derStreukapazitäten und -verluste beobachtet werden, um den Einfluss des Layouts und der Prozessie-rung bzw. der Materialien zu beurteilen.
Es wurde deutlich, dass die starken kapazitiven Werte vor allem auch ein layout-bedingtes Resultatder Streuverluste über das Substrat waren. Damit sind zugleich zwei der wesentlichen Einflussgrößenbenannt:
• Das Layout der Schalter und vor allem der langen Schalterzuleitungen undBondpads
• Das verwendete nieder-ohmige Basissubstrat sowie die dünnen Passivierungs-schichten
Das Layout stellt dabei den größten Einfluss dar. Im Vergleich zur direkten Kontaktschaltstreckeselbst sind die langen Leiterbahnen um den Faktor 100 größer. Diese Tatsache wurde beim Layoutder Prototypen in Kauf genommen, um eine sichere, ohne am Limit operierende Prozessierung zuermöglichen und gleichzeitig ausreichend Platz für die Handhabung und das Kontaktieren derSchalter zu haben. Zudem können die dadurch eingehandelten Streueinflüsse über die Teststrukturenermittelt und herausgerechnet werden, so dass bei einem produktorientierten Redesign diese Stör-größen aufgelöst werden können.
Die Passivierungsschichten haben nur begrenzten, negativen Einfluss. Hier kann vor allem dieGrundpassivierung auf dem Substrat sowie die Basis-Poly Passivierung durch eine Dickenerhöhungverbessert werden. Auch die Nitridschicht, die den Kontaktkopf auf der Poly-Platte isoliert, kannerhöht werden. Dadurch werden auch die Wolfram-Gold Leiterbahnen weiter vom Poly isoliert, dadieser Aspekt durch die gleiche Prozessebene bestimmt wird. Eine weitere Maßnahme zur Minimie-rung der Streuverluste ist eine Aufweitung der isolierenden Trench-Ätzung bei der Poly-Strukturie-
0 1.0
1.0
-1.0
10.0
10.0
-10.0
5.0
5.0
-5.0
2.0
2.0
-2.0
3.0
3.0
-3.0
4.0
4.0
-4.0
0.2
0.2
-0.2
0.4
0.4
-0.4
0.6
0.6
-0.6
0.8
0.8
-0.8
short_closedBSwp Max15.1GHz
Swp Min0.1GHz
RFS15_IV_T9B_30V
RFS25XX_shortB
01.0
1.0
-1.0
10.0
10.0
-10.0
5.0
5.0
-5.0
2.0
2.0
-2.0
3.0
3.0
-3.0
4.0
4.0
-4.0
0.2
0.2
-0.2
0.4
0.4
-0.4
0.6
0.6
-0.6
0.8
0.8
-0.8
open_openedBSwp Max15.1GHz
Swp Min0.1GHz
RFS15_IV_T9B_0V
RFS25XX_openB
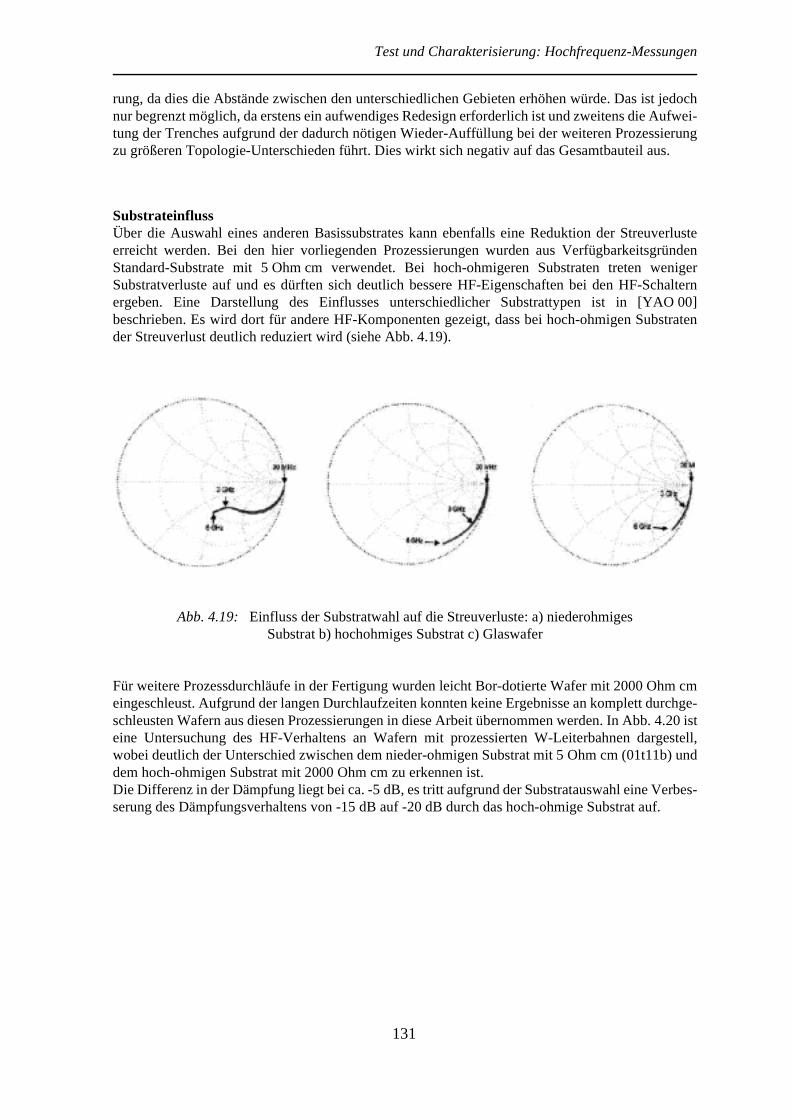
Test und Charakterisierung: Hochfrequenz-Messungen
131
rung, da dies die Abstände zwischen den unterschiedlichen Gebieten erhöhen würde. Das ist jedochnur begrenzt möglich, da erstens ein aufwendiges Redesign erforderlich ist und zweitens die Aufwei-tung der Trenches aufgrund der dadurch nötigen Wieder-Auffüllung bei der weiteren Prozessierungzu größeren Topologie-Unterschieden führt. Dies wirkt sich negativ auf das Gesamtbauteil aus.
SubstrateinflussÜber die Auswahl eines anderen Basissubstrates kann ebenfalls eine Reduktion der Streuverlusteerreicht werden. Bei den hier vorliegenden Prozessierungen wurden aus VerfügbarkeitsgründenStandard-Substrate mit 5 Ohm cm verwendet. Bei hoch-ohmigeren Substraten treten wenigerSubstratverluste auf und es dürften sich deutlich bessere HF-Eigenschaften bei den HF-Schalternergeben. Eine Darstellung des Einflusses unterschiedlicher Substrattypen ist in [YAO 00]beschrieben. Es wird dort für andere HF-Komponenten gezeigt, dass bei hoch-ohmigen Substratender Streuverlust deutlich reduziert wird (siehe Abb. 4.19).
Abb. 4.19: Einfluss der Substratwahl auf die Streuverluste: a) niederohmigesSubstrat b) hochohmiges Substrat c) Glaswafer
Für weitere Prozessdurchläufe in der Fertigung wurden leicht Bor-dotierte Wafer mit 2000 Ohm cmeingeschleust. Aufgrund der langen Durchlaufzeiten konnten keine Ergebnisse an komplett durchge-schleusten Wafern aus diesen Prozessierungen in diese Arbeit übernommen werden. In Abb. 4.20 isteine Untersuchung des HF-Verhaltens an Wafern mit prozessierten W-Leiterbahnen dargestell,wobei deutlich der Unterschied zwischen dem nieder-ohmigen Substrat mit 5 Ohm cm (01t11b) unddem hoch-ohmigen Substrat mit 2000 Ohm cm zu erkennen ist.Die Differenz in der Dämpfung liegt bei ca. -5 dB, es tritt aufgrund der Substratauswahl eine Verbes-serung des Dämpfungsverhaltens von -15 dB auf -20 dB durch das hoch-ohmige Substrat auf.
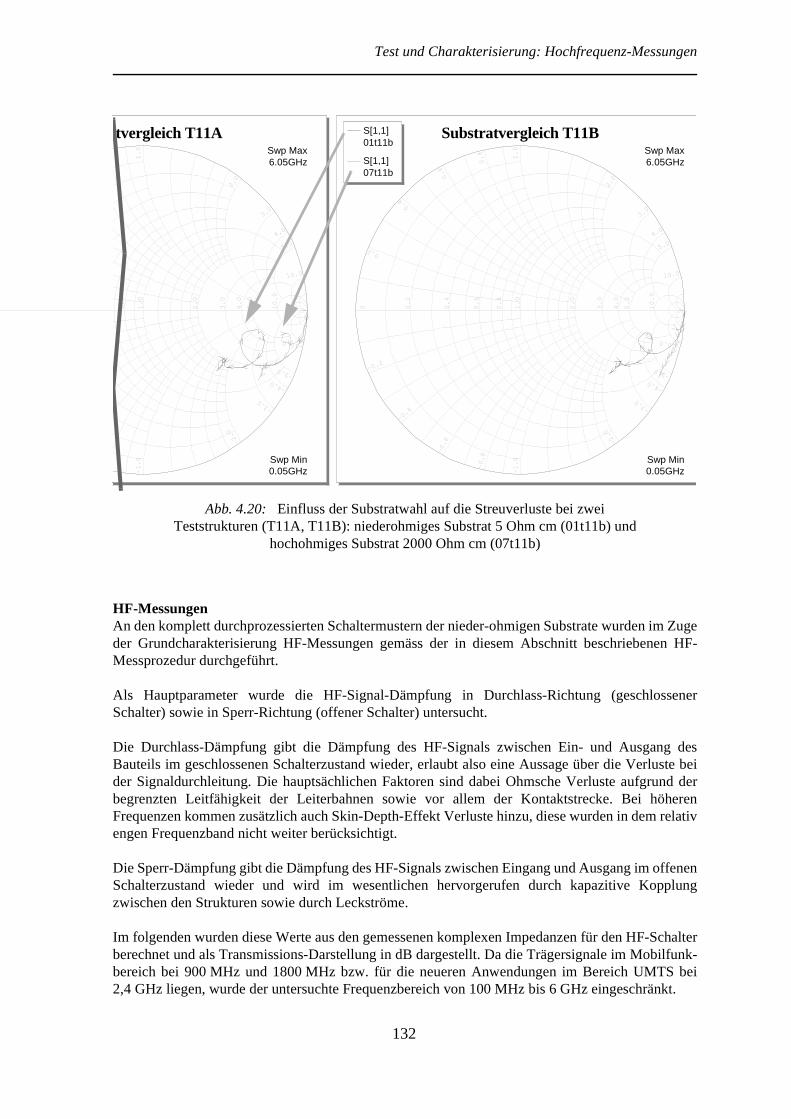
Test und Charakterisierung: Hochfrequenz-Messungen
132
Abb. 4.20: Einfluss der Substratwahl auf die Streuverluste bei zweiTeststrukturen (T11A, T11B): niederohmiges Substrat 5 Ohm cm (01t11b) und
hochohmiges Substrat 2000 Ohm cm (07t11b)
HF-MessungenAn den komplett durchprozessierten Schaltermustern der nieder-ohmigen Substrate wurden im Zugeder Grundcharakterisierung HF-Messungen gemäss der in diesem Abschnitt beschriebenen HF-Messprozedur durchgeführt.
Als Hauptparameter wurde die HF-Signal-Dämpfung in Durchlass-Richtung (geschlossenerSchalter) sowie in Sperr-Richtung (offener Schalter) untersucht.
Die Durchlass-Dämpfung gibt die Dämpfung des HF-Signals zwischen Ein- und Ausgang desBauteils im geschlossenen Schalterzustand wieder, erlaubt also eine Aussage über die Verluste beider Signaldurchleitung. Die hauptsächlichen Faktoren sind dabei Ohmsche Verluste aufgrund derbegrenzten Leitfähigkeit der Leiterbahnen sowie vor allem der Kontaktstrecke. Bei höherenFrequenzen kommen zusätzlich auch Skin-Depth-Effekt Verluste hinzu, diese wurden in dem relativengen Frequenzband nicht weiter berücksichtigt.
Die Sperr-Dämpfung gibt die Dämpfung des HF-Signals zwischen Eingang und Ausgang im offenenSchalterzustand wieder und wird im wesentlichen hervorgerufen durch kapazitive Kopplungzwischen den Strukturen sowie durch Leckströme.
Im folgenden wurden diese Werte aus den gemessenen komplexen Impedanzen für den HF-Schalterberechnet und als Transmissions-Darstellung in dB dargestellt. Da die Trägersignale im Mobilfunk-bereich bei 900 MHz und 1800 MHz bzw. für die neueren Anwendungen im Bereich UMTS bei2,4 GHz liegen, wurde der untersuchte Frequenzbereich von 100 MHz bis 6 GHz eingeschränkt.
1.0
1.0
-1.0
10.0
10.0
-10.0
5.0
5.0
-5.0
2.0
2.0
-2.0
3.0
3.0
-3.0
4.0
4.0
-4.0
0.8
tvergleich T11ASwp Max6.05GHz
Swp Min0.05GHz
0 1.0
1.0
-1.0
10.0
10.0
-10.0
5.0
5.0
-5.0
2.0
2.0
-2.0
3.0
3.0
-3.0
4.0
4.0
-4.0
0.2
0.2
-0.2
0.4
0.4
-0.4
0.6
0.6
-0.6
0.8
0.8
-0.8
Substratvergleich T11BSwp Max6.05GHz
Swp Min0.05GHz
S[1,1]01t11b
S[1,1]07t11b
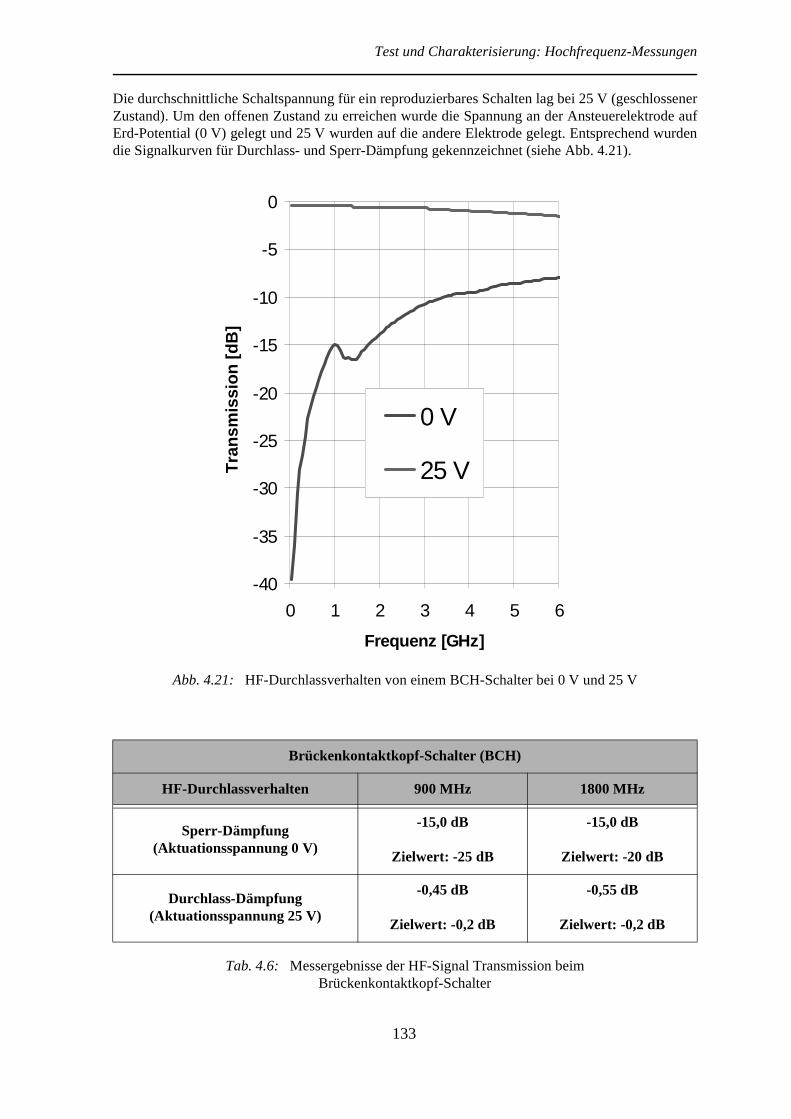
Test und Charakterisierung: Hochfrequenz-Messungen
133
Die durchschnittliche Schaltspannung für ein reproduzierbares Schalten lag bei 25 V (geschlossenerZustand). Um den offenen Zustand zu erreichen wurde die Spannung an der Ansteuerelektrode aufErd-Potential (0 V) gelegt und 25 V wurden auf die andere Elektrode gelegt. Entsprechend wurdendie Signalkurven für Durchlass- und Sperr-Dämpfung gekennzeichnet (siehe Abb. 4.21).
Abb. 4.21: HF-Durchlassverhalten von einem BCH-Schalter bei 0 V und 25 V
Tab. 4.6: Messergebnisse der HF-Signal Transmission beimBrückenkontaktkopf-Schalter
Brückenkontaktkopf-Schalter (BCH)
HF-Durchlassverhalten 900 MHz 1800 MHz
Sperr-Dämpfung(Aktuationsspannung 0 V)
-15,0 dB
Zielwert: -25 dB
-15,0 dB
Zielwert: -20 dB
Durchlass-Dämpfung(Aktuationsspannung 25 V)
-0,45 dB
Zielwert: -0,2 dB
-0,55 dB
Zielwert: -0,2 dB
-40
-35
-30
-25
-20
-15
-10
-5
0
0 1 2 3 4 5 6
Frequenz [GHz]
Tra
nsm
issi
on
[dB
]
0 V
25 V
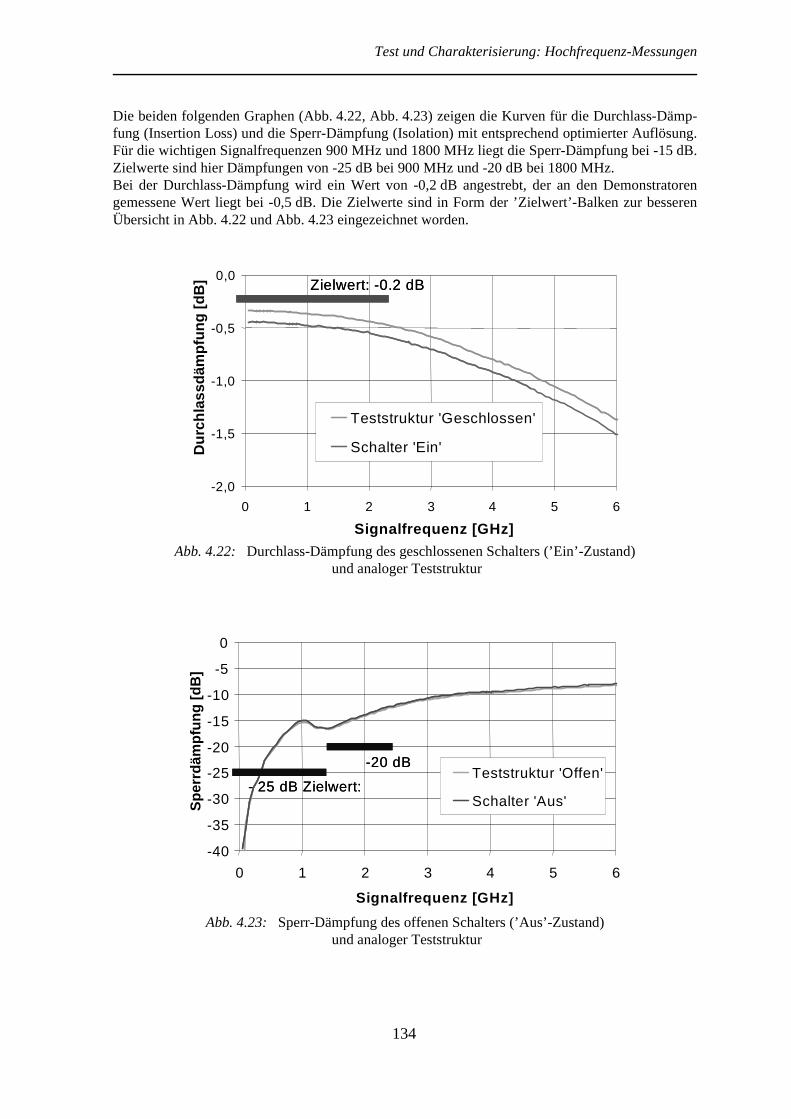
Test und Charakterisierung: Hochfrequenz-Messungen
134
Die beiden folgenden Graphen (Abb. 4.22, Abb. 4.23) zeigen die Kurven für die Durchlass-Dämp-fung (Insertion Loss) und die Sperr-Dämpfung (Isolation) mit entsprechend optimierter Auflösung.Für die wichtigen Signalfrequenzen 900 MHz und 1800 MHz liegt die Sperr-Dämpfung bei -15 dB.Zielwerte sind hier Dämpfungen von -25 dB bei 900 MHz und -20 dB bei 1800 MHz.Bei der Durchlass-Dämpfung wird ein Wert von -0,2 dB angestrebt, der an den Demonstratorengemessene Wert liegt bei -0,5 dB. Die Zielwerte sind in Form der ’Zielwert’-Balken zur besserenÜbersicht in Abb. 4.22 und Abb. 4.23 eingezeichnet worden.
Abb. 4.22: Durchlass-Dämpfung des geschlossenen Schalters (’Ein’-Zustand)und analoger Teststruktur
Abb. 4.23: Sperr-Dämpfung des offenen Schalters (’Aus’-Zustand)und analoger Teststruktur
-2,0
-1,5
-1,0
-0,5
0,0
0 1 2 3 4 5 6
Signalfrequenz [GHz]
Du
rch
lass
däm
pfu
ng
[dB
]
Teststruktur 'Geschlossen'
Schalter 'Ein'
Zielwert: -0.2 dBZielwert: -0.2 dB
-25
-40
-35
-30
-20
-15
-10
-5
0
0 1 2 3 4 5 6
Signalfrequenz [GHz]
Sp
errd
ämp
fun
g[d
B]
Teststruktur 'Offen'
Schalter 'Aus'- 25 dB Zielwert:
-20 dB
- 25 dB Zielwert:
-20 dB
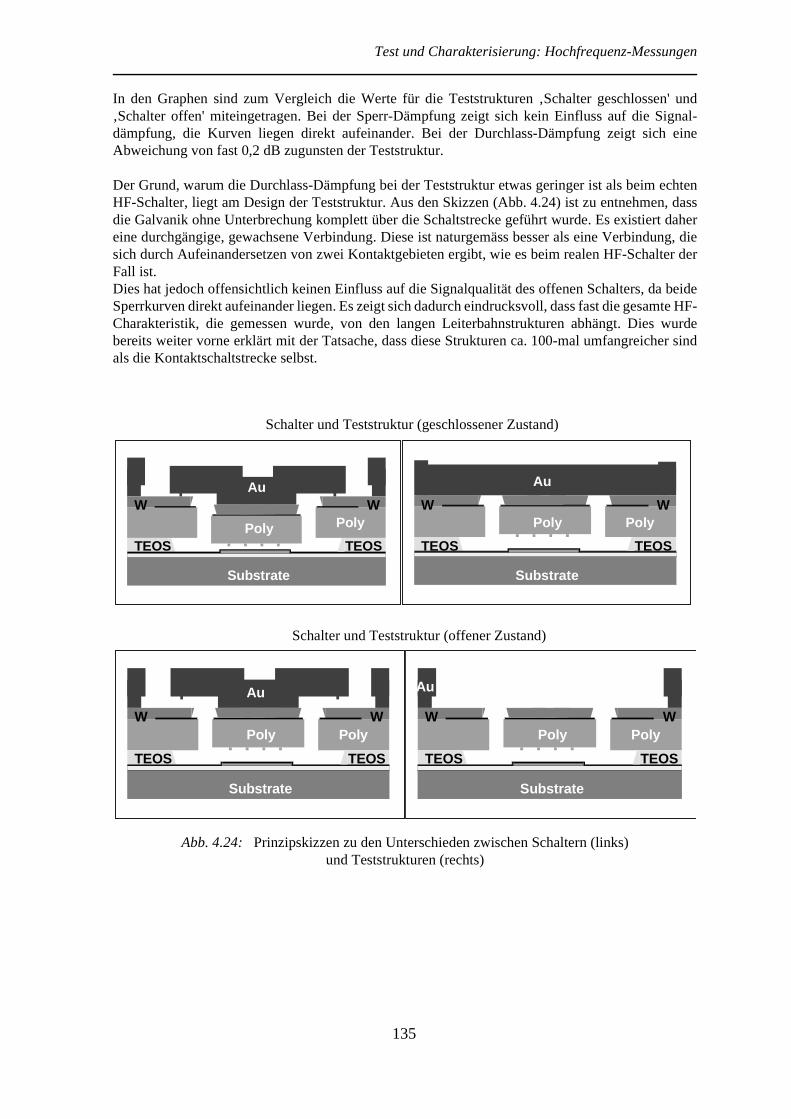
Test und Charakterisierung: Hochfrequenz-Messungen
135
In den Graphen sind zum Vergleich die Werte für die Teststrukturen ‚Schalter geschlossen' und‚Schalter offen' miteingetragen. Bei der Sperr-Dämpfung zeigt sich kein Einfluss auf die Signal-dämpfung, die Kurven liegen direkt aufeinander. Bei der Durchlass-Dämpfung zeigt sich eineAbweichung von fast 0,2 dB zugunsten der Teststruktur.
Der Grund, warum die Durchlass-Dämpfung bei der Teststruktur etwas geringer ist als beim echtenHF-Schalter, liegt am Design der Teststruktur. Aus den Skizzen (Abb. 4.24) ist zu entnehmen, dassdie Galvanik ohne Unterbrechung komplett über die Schaltstrecke geführt wurde. Es existiert dahereine durchgängige, gewachsene Verbindung. Diese ist naturgemäss besser als eine Verbindung, diesich durch Aufeinandersetzen von zwei Kontaktgebieten ergibt, wie es beim realen HF-Schalter derFall ist.Dies hat jedoch offensichtlich keinen Einfluss auf die Signalqualität des offenen Schalters, da beideSperrkurven direkt aufeinander liegen. Es zeigt sich dadurch eindrucksvoll, dass fast die gesamte HF-Charakteristik, die gemessen wurde, von den langen Leiterbahnstrukturen abhängt. Dies wurdebereits weiter vorne erklärt mit der Tatsache, dass diese Strukturen ca. 100-mal umfangreicher sindals die Kontaktschaltstrecke selbst.
Abb. 4.24: Prinzipskizzen zu den Unterschieden zwischen Schaltern (links)und Teststrukturen (rechts)
Au
Poly Poly
Substrate
W W
TEOS TEOS
Au
Poly Poly
Substrate
W W
TEOS TEOS
Au
Au
Substrate
Poly PolyW W
TEOS TEOS
Poly Poly
Substrate
W W
TEOS TEOS
Au
Schalter und Teststruktur (offener Zustand)
Schalter und Teststruktur (geschlossener Zustand)
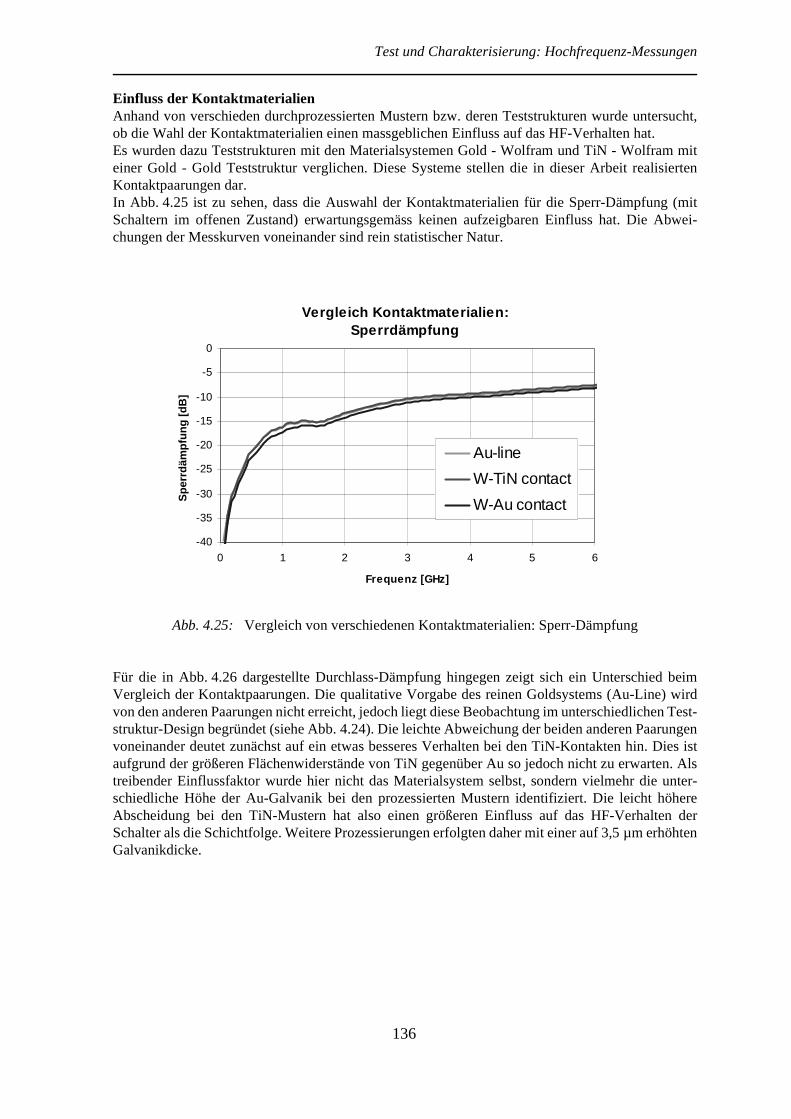
Test und Charakterisierung: Hochfrequenz-Messungen
136
Einfluss der KontaktmaterialienAnhand von verschieden durchprozessierten Mustern bzw. deren Teststrukturen wurde untersucht,ob die Wahl der Kontaktmaterialien einen massgeblichen Einfluss auf das HF-Verhalten hat.Es wurden dazu Teststrukturen mit den Materialsystemen Gold - Wolfram und TiN - Wolfram miteiner Gold - Gold Teststruktur verglichen. Diese Systeme stellen die in dieser Arbeit realisiertenKontaktpaarungen dar.In Abb. 4.25 ist zu sehen, dass die Auswahl der Kontaktmaterialien für die Sperr-Dämpfung (mitSchaltern im offenen Zustand) erwartungsgemäss keinen aufzeigbaren Einfluss hat. Die Abwei-chungen der Messkurven voneinander sind rein statistischer Natur.
Abb. 4.25: Vergleich von verschiedenen Kontaktmaterialien: Sperr-Dämpfung
Für die in Abb. 4.26 dargestellte Durchlass-Dämpfung hingegen zeigt sich ein Unterschied beimVergleich der Kontaktpaarungen. Die qualitative Vorgabe des reinen Goldsystems (Au-Line) wirdvon den anderen Paarungen nicht erreicht, jedoch liegt diese Beobachtung im unterschiedlichen Test-struktur-Design begründet (siehe Abb. 4.24). Die leichte Abweichung der beiden anderen Paarungenvoneinander deutet zunächst auf ein etwas besseres Verhalten bei den TiN-Kontakten hin. Dies istaufgrund der größeren Flächenwiderstände von TiN gegenüber Au so jedoch nicht zu erwarten. Alstreibender Einflussfaktor wurde hier nicht das Materialsystem selbst, sondern vielmehr die unter-schiedliche Höhe der Au-Galvanik bei den prozessierten Mustern identifiziert. Die leicht höhereAbscheidung bei den TiN-Mustern hat also einen größeren Einfluss auf das HF-Verhalten derSchalter als die Schichtfolge. Weitere Prozessierungen erfolgten daher mit einer auf 3,5 µm erhöhtenGalvanikdicke.
Vergleich Kontaktmaterialien:Sperrdämpfung
-40
-35
-30
-25
-20
-15
-10
-5
0
0 1 2 3 4 5 6
Frequenz [GHz]
Sp
errd
ämp
fun
g[d
B]
Au-line
W-TiN contact
W-Au contact
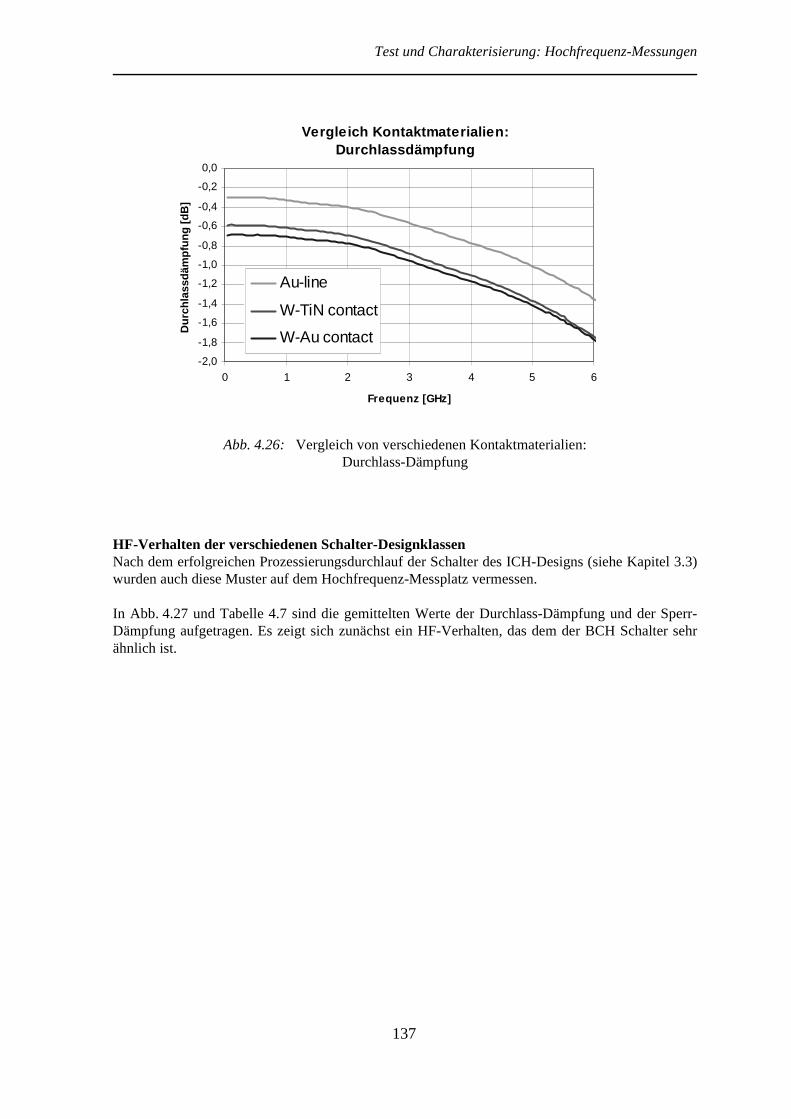
Test und Charakterisierung: Hochfrequenz-Messungen
137
Abb. 4.26: Vergleich von verschiedenen Kontaktmaterialien:Durchlass-Dämpfung
HF-Verhalten der verschiedenen Schalter-DesignklassenNach dem erfolgreichen Prozessierungsdurchlauf der Schalter des ICH-Designs (siehe Kapitel 3.3)wurden auch diese Muster auf dem Hochfrequenz-Messplatz vermessen.
In Abb. 4.27 und Tabelle 4.7 sind die gemittelten Werte der Durchlass-Dämpfung und der Sperr-Dämpfung aufgetragen. Es zeigt sich zunächst ein HF-Verhalten, das dem der BCH Schalter sehrähnlich ist.
Vergleich Kontaktmaterialien:Durchlassdämpfung
-2,0
-1,8
-1,6
-1,4
-1,2
-1,0
-0,8
-0,6
-0,4
-0,2
0,0
0 1 2 3 4 5 6
Frequenz [GHz]
Du
rch
lass
däm
pfu
ng
[dB
]
Au-line
W-TiN contact
W-Au contact
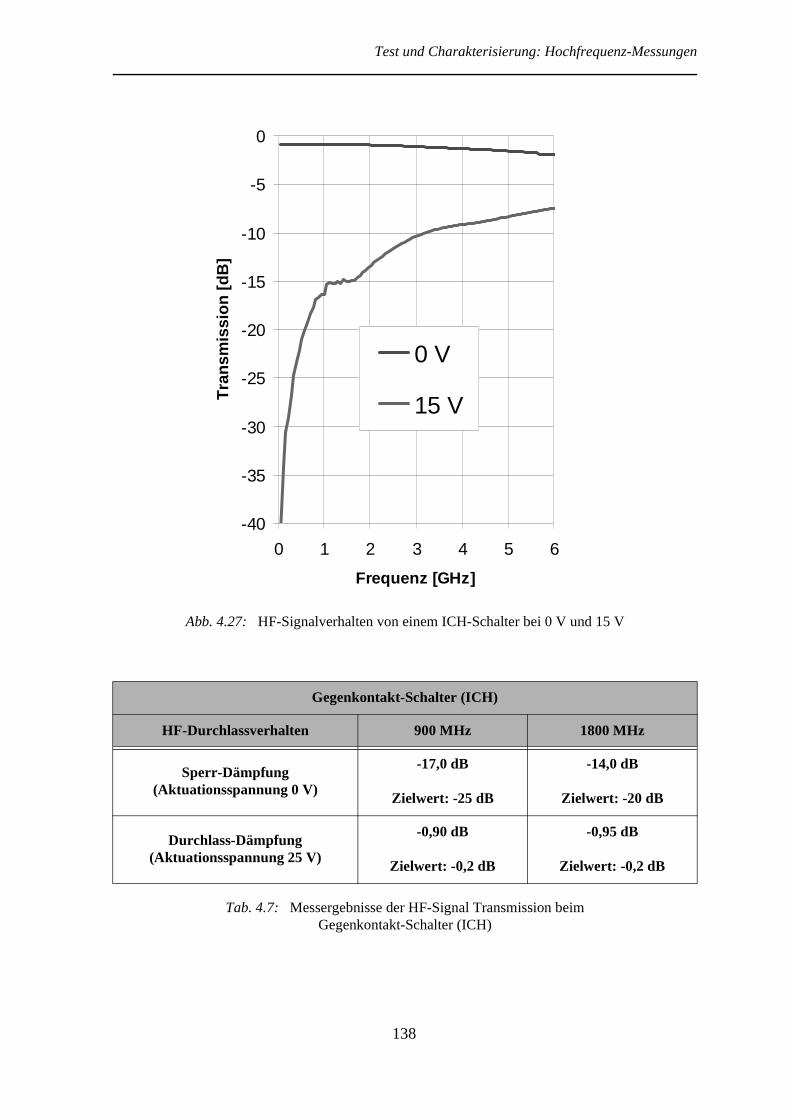
Test und Charakterisierung: Hochfrequenz-Messungen
138
Abb. 4.27: HF-Signalverhalten von einem ICH-Schalter bei 0 V und 15 V
Tab. 4.7: Messergebnisse der HF-Signal Transmission beimGegenkontakt-Schalter (ICH)
Gegenkontakt-Schalter (ICH)
HF-Durchlassverhalten 900 MHz 1800 MHz
Sperr-Dämpfung(Aktuationsspannung 0 V)
-17,0 dB
Zielwert: -25 dB
-14,0 dB
Zielwert: -20 dB
Durchlass-Dämpfung(Aktuationsspannung 25 V)
-0,90 dB
Zielwert: -0,2 dB
-0,95 dB
Zielwert: -0,2 dB
-40
-35
-30
-25
-20
-15
-10
-5
0
0 1 2 3 4 5 6
Frequenz [GHz]
Tra
nsm
issi
on
[dB
]
0 V
15 V
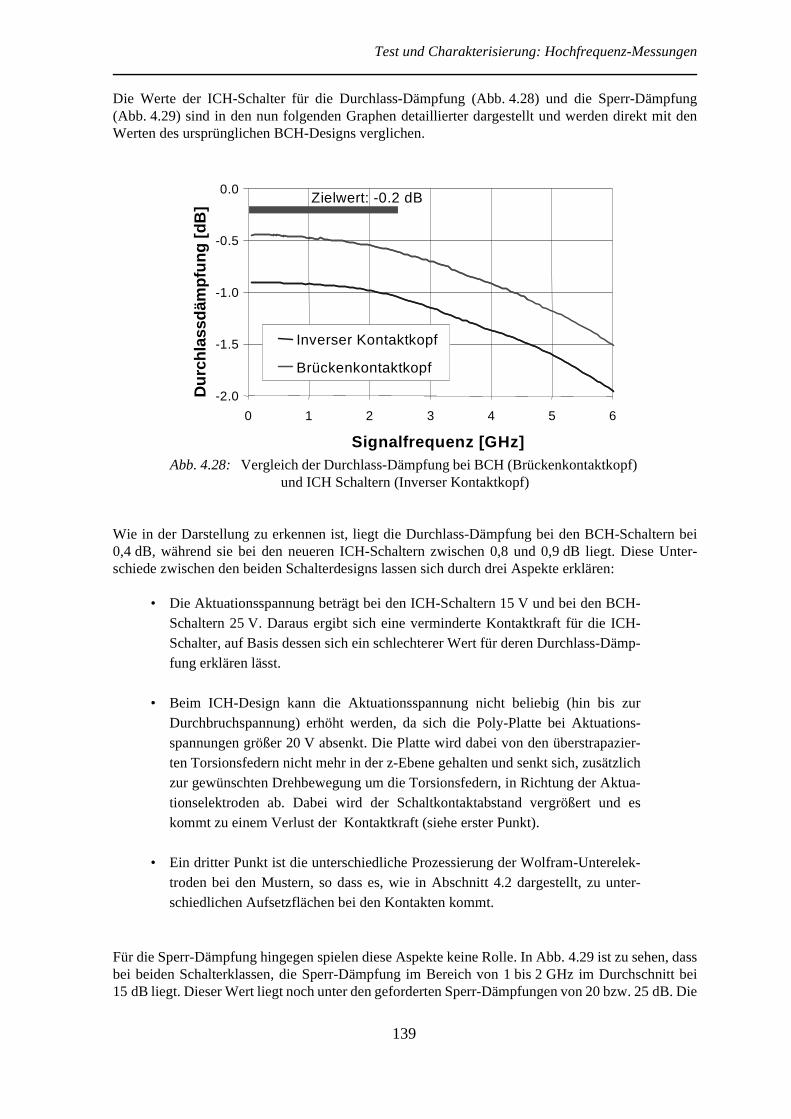
Test und Charakterisierung: Hochfrequenz-Messungen
139
Die Werte der ICH-Schalter für die Durchlass-Dämpfung (Abb. 4.28) und die Sperr-Dämpfung(Abb. 4.29) sind in den nun folgenden Graphen detaillierter dargestellt und werden direkt mit denWerten des ursprünglichen BCH-Designs verglichen.
Abb. 4.28: Vergleich der Durchlass-Dämpfung bei BCH (Brückenkontaktkopf)und ICH Schaltern (Inverser Kontaktkopf)
Wie in der Darstellung zu erkennen ist, liegt die Durchlass-Dämpfung bei den BCH-Schaltern bei0,4 dB, während sie bei den neueren ICH-Schaltern zwischen 0,8 und 0,9 dB liegt. Diese Unter-schiede zwischen den beiden Schalterdesigns lassen sich durch drei Aspekte erklären:
• Die Aktuationsspannung beträgt bei den ICH-Schaltern 15 V und bei den BCH-Schaltern 25 V. Daraus ergibt sich eine verminderte Kontaktkraft für die ICH-Schalter, auf Basis dessen sich ein schlechterer Wert für deren Durchlass-Dämp-fung erklären lässt.
• Beim ICH-Design kann die Aktuationsspannung nicht beliebig (hin bis zurDurchbruchspannung) erhöht werden, da sich die Poly-Platte bei Aktuations-spannungen größer 20 V absenkt. Die Platte wird dabei von den überstrapazier-ten Torsionsfedern nicht mehr in der z-Ebene gehalten und senkt sich, zusätzlichzur gewünschten Drehbewegung um die Torsionsfedern, in Richtung der Aktua-tionselektroden ab. Dabei wird der Schaltkontaktabstand vergrößert und eskommt zu einem Verlust der Kontaktkraft (siehe erster Punkt).
• Ein dritter Punkt ist die unterschiedliche Prozessierung der Wolfram-Unterelek-troden bei den Mustern, so dass es, wie in Abschnitt 4.2 dargestellt, zu unter-schiedlichen Aufsetzflächen bei den Kontakten kommt.
Für die Sperr-Dämpfung hingegen spielen diese Aspekte keine Rolle. In Abb. 4.29 ist zu sehen, dassbei beiden Schalterklassen, die Sperr-Dämpfung im Bereich von 1 bis 2 GHz im Durchschnitt bei15 dB liegt. Dieser Wert liegt noch unter den geforderten Sperr-Dämpfungen von 20 bzw. 25 dB. Die
-2.0
-1.5
-1.0
-0.5
0.0
0 1 2 3 4 5 6
Signalfrequenz [GHz]
Du
rch
lass
däm
pfu
ng
[dB
] Zielwert: -0.2 dB
Inverser Kontaktkopf
Brückenkontaktkopf
Inverser Kontaktkopf
Brückenkontaktkopf
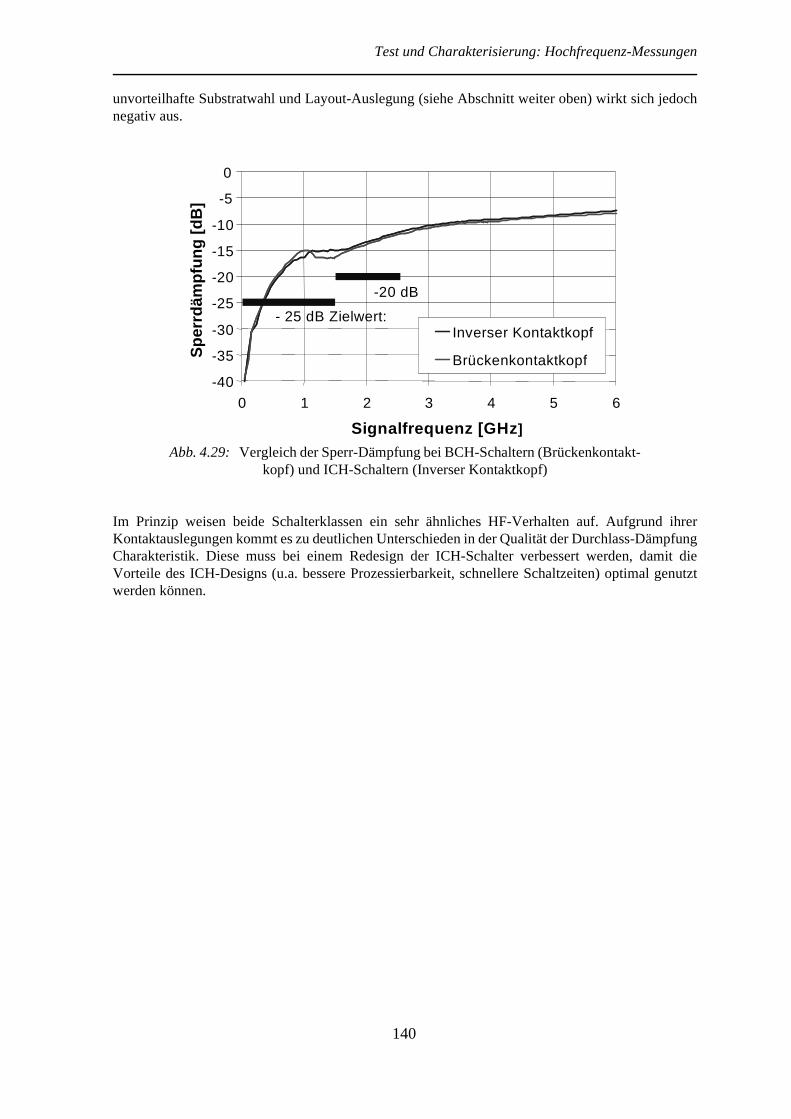
Test und Charakterisierung: Hochfrequenz-Messungen
140
unvorteilhafte Substratwahl und Layout-Auslegung (siehe Abschnitt weiter oben) wirkt sich jedochnegativ aus.
Abb. 4.29: Vergleich der Sperr-Dämpfung bei BCH-Schaltern (Brückenkontakt-kopf) und ICH-Schaltern (Inverser Kontaktkopf)
Im Prinzip weisen beide Schalterklassen ein sehr ähnliches HF-Verhalten auf. Aufgrund ihrerKontaktauslegungen kommt es zu deutlichen Unterschieden in der Qualität der Durchlass-DämpfungCharakteristik. Diese muss bei einem Redesign der ICH-Schalter verbessert werden, damit dieVorteile des ICH-Designs (u.a. bessere Prozessierbarkeit, schnellere Schaltzeiten) optimal genutztwerden können.
-40
-35
-30
-25
-20
-15
-10
-5
0
0 1 2 3 4 5 6
Signalfrequenz [GHz]
Sp
errd
ämp
fun
g[d
B]
Inverser Kontaktkopf
Brückenkontaktkopf
Inverser Kontaktkopf
Brückenkontaktkopf
- 25 dB Zielwert:
-20 dB
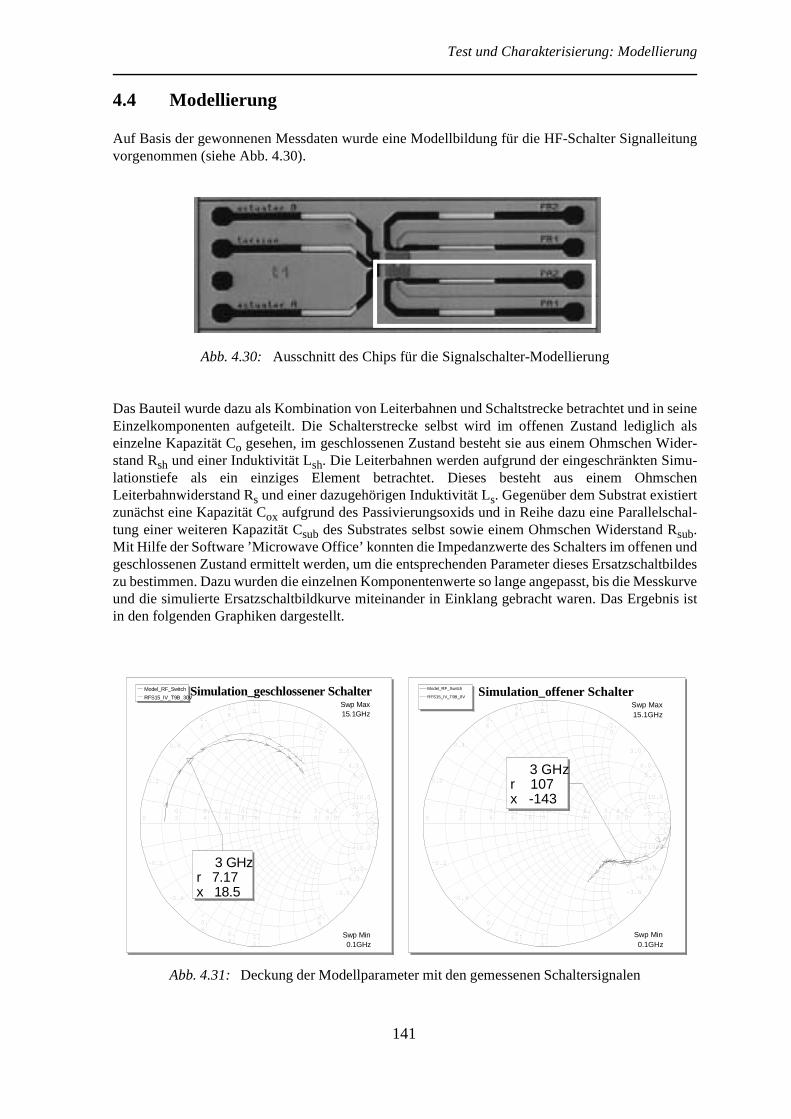
Test und Charakterisierung: Modellierung
141
4.4 Modellierung
Auf Basis der gewonnenen Messdaten wurde eine Modellbildung für die HF-Schalter Signalleitungvorgenommen (siehe Abb. 4.30).
Abb. 4.30: Ausschnitt des Chips für die Signalschalter-Modellierung
Das Bauteil wurde dazu als Kombination von Leiterbahnen und Schaltstrecke betrachtet und in seineEinzelkomponenten aufgeteilt. Die Schalterstrecke selbst wird im offenen Zustand lediglich alseinzelne Kapazität Co gesehen, im geschlossenen Zustand besteht sie aus einem Ohmschen Wider-stand Rsh und einer Induktivität Lsh. Die Leiterbahnen werden aufgrund der eingeschränkten Simu-lationstiefe als ein einziges Element betrachtet. Dieses besteht aus einem OhmschenLeiterbahnwiderstand Rs und einer dazugehörigen Induktivität Ls. Gegenüber dem Substrat existiertzunächst eine Kapazität Cox aufgrund des Passivierungsoxids und in Reihe dazu eine Parallelschal-tung einer weiteren Kapazität Csub des Substrates selbst sowie einem Ohmschen Widerstand Rsub.Mit Hilfe der Software ’Microwave Office’ konnten die Impedanzwerte des Schalters im offenen undgeschlossenen Zustand ermittelt werden, um die entsprechenden Parameter dieses Ersatzschaltbildeszu bestimmen. Dazu wurden die einzelnen Komponentenwerte so lange angepasst, bis die Messkurveund die simulierte Ersatzschaltbildkurve miteinander in Einklang gebracht waren. Das Ergebnis istin den folgenden Graphiken dargestellt.
Abb. 4.31: Deckung der Modellparameter mit den gemessenen Schaltersignalen
01.0
1.0
-1.0
10.0
10.0
-10.0
5.0
5.0
-5.0
2.0
2.0
-2.0
3.0
3.0
-3.0
4.0
4.0
-4.0
0.2
0.2
-0.2
0.4
0.4
-0.4
0.6
0.6
-0.6
0.8
0.8
-0.8
Simulation_offener SchalterSwp Max15.1GHz
Swp Min0.1GHz
3 GHzr 107x -143
Model_RF_Switch
RFS15_IV_T9B_0V
01.0
1.0
-1.0
10.0
10.0
-10.0
5.0
5.0
-5.0
2.0
2.0
-2.0
3.0
3.0
-3.0
4.0
4.0
-4.0
0.2
0.2
-0.2
0.4
0.4
-0.4
0.6
0.6
-0.6
0.8
0.8
-0.8
Simulation_geschlossener SchalterSwp Max15.1GHz
Swp Min0.1GHz
3 GHzr 7.17x 18.5
Model_RF_Switch
RFS15_IV_T9B_30V
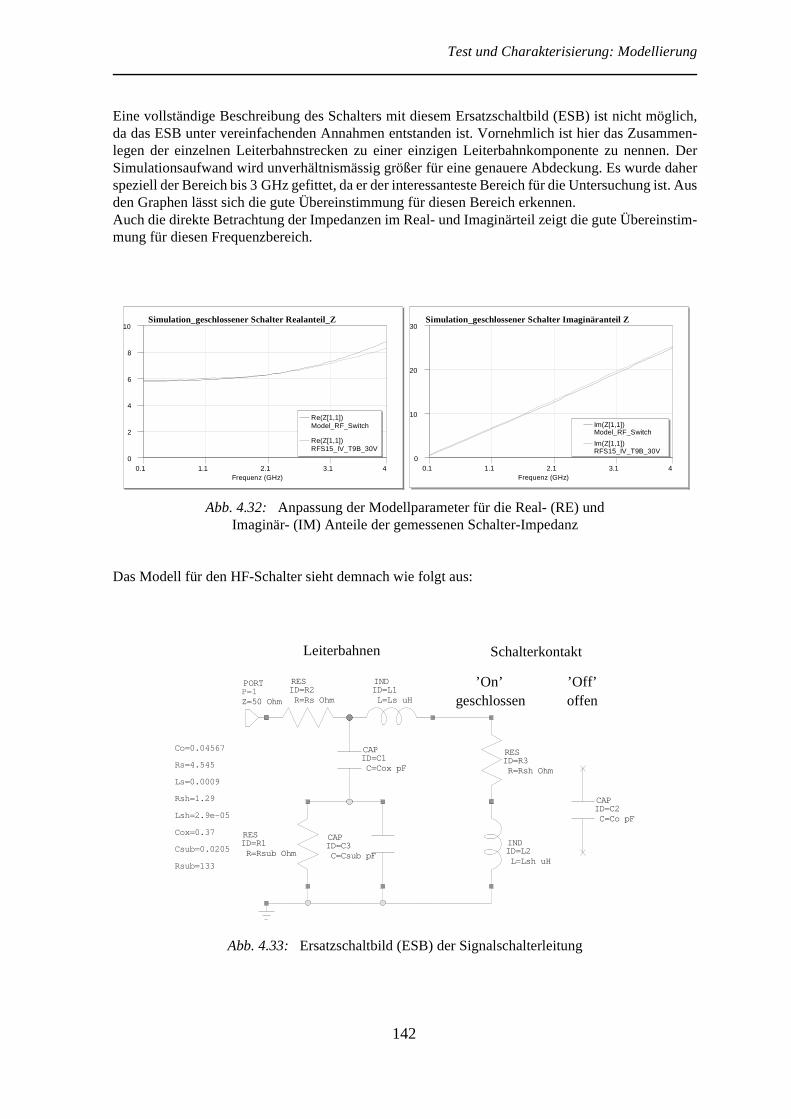
Test und Charakterisierung: Modellierung
142
Eine vollständige Beschreibung des Schalters mit diesem Ersatzschaltbild (ESB) ist nicht möglich,da das ESB unter vereinfachenden Annahmen entstanden ist. Vornehmlich ist hier das Zusammen-legen der einzelnen Leiterbahnstrecken zu einer einzigen Leiterbahnkomponente zu nennen. DerSimulationsaufwand wird unverhältnismässig größer für eine genauere Abdeckung. Es wurde daherspeziell der Bereich bis 3 GHz gefittet, da er der interessanteste Bereich für die Untersuchung ist. Ausden Graphen lässt sich die gute Übereinstimmung für diesen Bereich erkennen.Auch die direkte Betrachtung der Impedanzen im Real- und Imaginärteil zeigt die gute Übereinstim-mung für diesen Frequenzbereich.
Abb. 4.32: Anpassung der Modellparameter für die Real- (RE) undImaginär- (IM) Anteile der gemessenen Schalter-Impedanz
Das Modell für den HF-Schalter sieht demnach wie folgt aus:
Abb. 4.33: Ersatzschaltbild (ESB) der Signalschalterleitung
0.1 1.1 2.1 3.1 4Frequenz (GHz)
Simulation_geschlossener Schalter Imaginäranteil Z
0
10
20
30
Im(Z[1,1])Model_RF_Switch
Im(Z[1,1])RFS15_IV_T9B_30V
0.1 1.1 2.1 3.1 4Frequenz (GHz)
Simulation_geschlossener Schalter Realanteil_Z
0
2
4
6
8
10
Re(Z[1,1])Model_RF_Switch
Re(Z[1,1])RFS15_IV_T9B_30V
RES
R=ID=
Rs OhmR2
IND
L=ID=
Ls uHL1
RES
R=ID=
Rsh OhmR3
IND
L=ID=
Lsh uHL2
CAP
C=ID=
Co pFC2
CAP
C=ID=
Cox pFC1
CAP
C=ID=
Csub pFC3
RES
R=ID=
Rsub OhmR1
PORT
Z=P=50 Ohm1
Rs=4.545
Ls=0.0009
Co=0.04567
Rsh=1.29
Lsh=2.9e-05
Csub=0.0205
Rsub=133
Cox=0.37
Schalterkontakt
’Off’’On’
Leiterbahnen
geschlossen offen
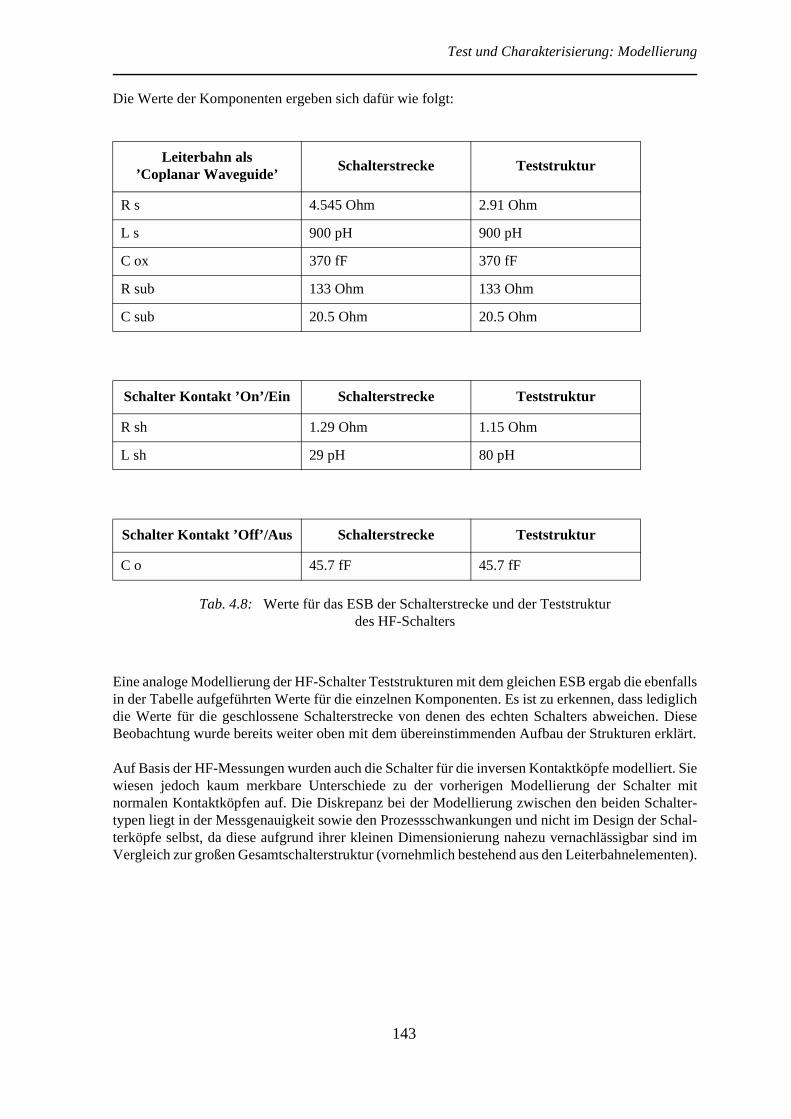
Test und Charakterisierung: Modellierung
143
Die Werte der Komponenten ergeben sich dafür wie folgt:
Tab. 4.8: Werte für das ESB der Schalterstrecke und der Teststrukturdes HF-Schalters
Eine analoge Modellierung der HF-Schalter Teststrukturen mit dem gleichen ESB ergab die ebenfallsin der Tabelle aufgeführten Werte für die einzelnen Komponenten. Es ist zu erkennen, dass lediglichdie Werte für die geschlossene Schalterstrecke von denen des echten Schalters abweichen. DieseBeobachtung wurde bereits weiter oben mit dem übereinstimmenden Aufbau der Strukturen erklärt.
Auf Basis der HF-Messungen wurden auch die Schalter für die inversen Kontaktköpfe modelliert. Siewiesen jedoch kaum merkbare Unterschiede zu der vorherigen Modellierung der Schalter mitnormalen Kontaktköpfen auf. Die Diskrepanz bei der Modellierung zwischen den beiden Schalter-typen liegt in der Messgenauigkeit sowie den Prozessschwankungen und nicht im Design der Schal-terköpfe selbst, da diese aufgrund ihrer kleinen Dimensionierung nahezu vernachlässigbar sind imVergleich zur großen Gesamtschalterstruktur (vornehmlich bestehend aus den Leiterbahnelementen).
Leiterbahn als’Coplanar Waveguide’
Schalterstrecke Teststruktur
R s 4.545 Ohm 2.91 Ohm
L s 900 pH 900 pH
C ox 370 fF 370 fF
R sub 133 Ohm 133 Ohm
C sub 20.5 Ohm 20.5 Ohm
Schalter Kontakt ’On’/Ein Schalterstrecke Teststruktur
R sh 1.29 Ohm 1.15 Ohm
L sh 29 pH 80 pH
Schalter Kontakt ’Off’/Aus Schalterstrecke Teststruktur
C o 45.7 fF 45.7 fF
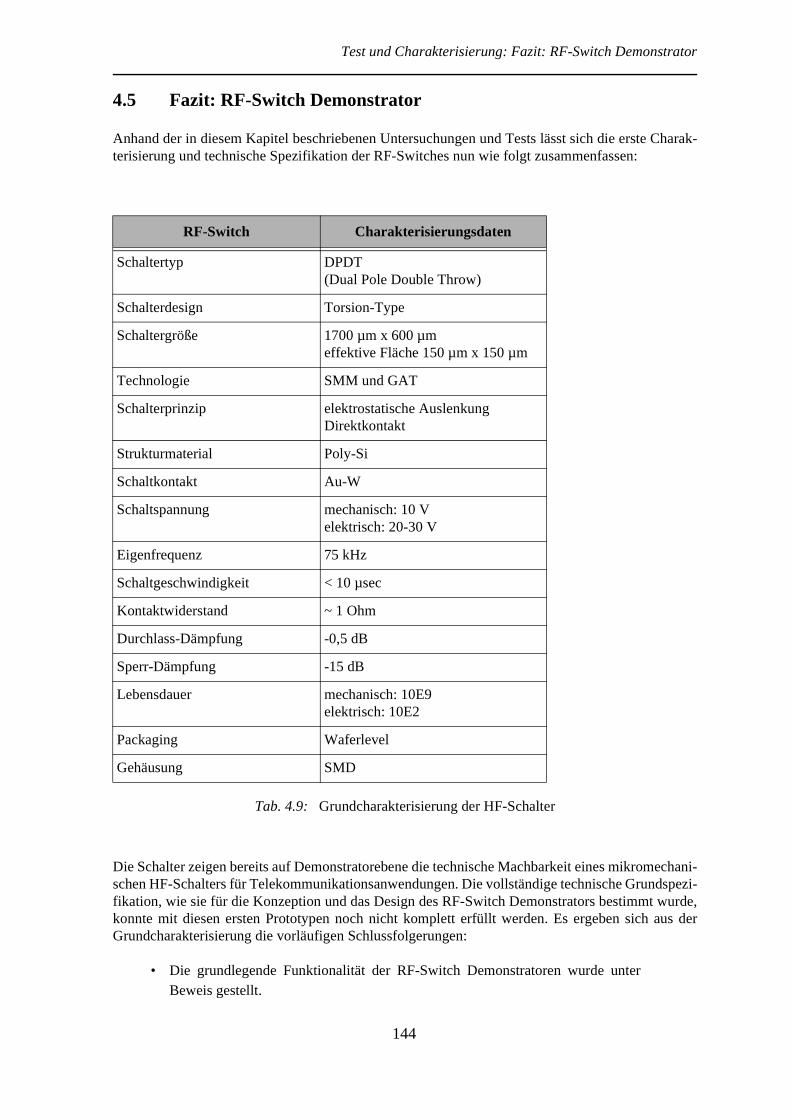
Test und Charakterisierung: Fazit: RF-Switch Demonstrator
144
4.5 Fazit: RF-Switch Demonstrator
Anhand der in diesem Kapitel beschriebenen Untersuchungen und Tests lässt sich die erste Charak-terisierung und technische Spezifikation der RF-Switches nun wie folgt zusammenfassen:
Tab. 4.9: Grundcharakterisierung der HF-Schalter
Die Schalter zeigen bereits auf Demonstratorebene die technische Machbarkeit eines mikromechani-schen HF-Schalters für Telekommunikationsanwendungen. Die vollständige technische Grundspezi-fikation, wie sie für die Konzeption und das Design des RF-Switch Demonstrators bestimmt wurde,konnte mit diesen ersten Prototypen noch nicht komplett erfüllt werden. Es ergeben sich aus derGrundcharakterisierung die vorläufigen Schlussfolgerungen:
• Die grundlegende Funktionalität der RF-Switch Demonstratoren wurde unterBeweis gestellt.
RF-Switch Charakterisierungsdaten
Schaltertyp DPDT(Dual Pole Double Throw)
Schalterdesign Torsion-Type
Schaltergröße 1700 µm x 600 µmeffektive Fläche 150 µm x 150 µm
Technologie SMM und GAT
Schalterprinzip elektrostatische AuslenkungDirektkontakt
Strukturmaterial Poly-Si
Schaltkontakt Au-W
Schaltspannung mechanisch: 10 Velektrisch: 20-30 V
Eigenfrequenz 75 kHz
Schaltgeschwindigkeit < 10 µsec
Kontaktwiderstand ~ 1 Ohm
Durchlass-Dämpfung -0,5 dB
Sperr-Dämpfung -15 dB
Lebensdauer mechanisch: 10E9elektrisch: 10E2
Packaging Waferlevel
Gehäusung SMD
Test und Charakterisierung: Fazit: RF-Switch Demonstrator
145
• Die mechanische Schaltspannung liegt mit 10 V im akzeptablen Bereich.• Die elektrische Schaltspannung liegt mit 20 bis 30 V noch zu hoch.• Die Schaltgeschwindigkeit erfüllt mit unter 10 µsec die Anforderung sehr gut.• Die Lebensdauer der Mechanik ist sehr gut, die der Kontakte noch
unbefriedigend.• Die Kontaktwiderstände sind akzeptabel, die Streuverluste für die
Hochfrequenzsignale noch zu hoch.• Die Leiterbahnanordnung ist noch nicht auf die Hochfrequenz-Eigenschaften
optimal ausgelegt.• Die Schalter neigen zum Sticken, d.h. die Rückstellkräfte der Schalterplatte sind
noch zu klein, die Haftkräfte der Kontakte noch zu groß.
Daraus folgt die Notwendigkeit, bei den nächsten HF-Schalter Designverbesserungen vorzunehmen,bei denen vor allem:
• Die mechanische Struktur mit höheren Rückstellkräften ausgestattet wird.• Andere Materialien für die Metallkontakte verwendet werden, um die Haftkräfte
und damit das Sticking zu vermindern.• Das Layout der Leiterbahnen auf die Anforderungen der Hochfrequenzsignale
eingeht, um die Durchlass-Dämpfung zu verringern und die Streuverlustezu vermindern.
Diese Arbeiten wurden im Rahmen der weiteren Entwicklung der HF-Schalter begonnen und werdenim Zuge einer Produktentwicklung in der Industrie weiterverfolgt.

Test und Charakterisierung: Fazit: RF-Switch Demonstrator
146
147
KAPITEL 5 Zusammenfassung
5.1 Zusammenfassung
Im Rahmen dieser Dissertation wurde die Entwicklung neuartiger MEMS-Schalter vorgenommenund ein wirtschaftlicher Herstellungsablauf für ihre Produktion unter industriellen Fertigungs-aspekten untersucht.Dabei wurde an drei verschiedenen Schaltertypen für unterschiedliche Applikationen im BereichAutomobiltechnik und Telekommunikation geforscht (Kap. 2.3) und anhand ihrer unterschiedlichenEntwicklungsverläufe das Konzept des ’Integrierenden Entwicklungsansatzes’ formuliert (Kap. 2).
Kerngedanke des ’Integrierenden Entwicklungsansatz’ ist die ganzheitliche und gleichzeitigeBetrachtung des Entwicklungs- und Fertigungssystems für ein Produkt von seiner Konzeption bis hinzur Produktion, um einen möglichst technisch und wirtschaftlich effizienten Gesamtprozessfluss zuerreichen. Dazu müssen alle Fertigungsstufen, d.h. das FE, das BE, das Packaging sowie der Test,einzeln und miteinander verbunden analysiert werden, da sämtliche Prozesse direkt bzw. indirekt ingegenseitiger Abhängigkeit zueinander stehen und sich gegenseitig beeinflussen.
Schwerpunkt der Dissertation war die Konzeption und Herstellung von neuartigen Schaltern fürHochfrequenz-Anwendungen, den sogenannten RF-Switches (Kap. 3.1ff). Sie zielen auf Applika-tionen im expandierenden Markt für Telekommunikationssysteme ab, speziell dem hochvolumigenBereich der Mobilfunkendgeräte.
Aufgrund der durchgeführten Betrachtung der unterschiedlichen Schalterkenngrößen und Designpa-rameter für HF-Schalter wurde in dieser Arbeit ein MEMS-Schalter konzipiert, der sich von anderen,in der Literatur vorgestellten Schalterstrukturlösungen basierend auf Biegebalken-, Membran- bzw.Brückendesigns abhebt:
• Ein zweiseitig-auslenkbares Torsions-Element wird als Basis für die mechani-sche Schalterstruktur verwendet, um einen wechselseitigen Kontaktschluss fürzwei Signalflüsse zu ermöglichen.
• Es werden metallische Kontakte für einen Ohmschen Schalter eingesetzt, umeinen möglichst geringen Kontaktwiderstand für Frequenzen im Bereich bis2 GHz zu ermöglichen.
• Der Schalter wird elektrostatisch ausgelenkt, um möglichst leistungsarm im Ver-brauch zu sein.
Zusammenfassung: Zusammenfassung
148
• Der Schalter wird vertikal in SMM ausgelegt, um geringe Kontaktabstände undKapazitätsanordnungen, die mit niedrigen Spannungen operieren können, zuerreichen.
• Die Schaltkonfiguration wird als DPST konzipiert, um eine vielfältige Verschal-tungsmöglichkeit der Signalflüsse zu erlauben.
Für die Herstellung dieser Schalter wurde innerhalb dieser Arbeit ein neuer kombinierter Prozessflussaus Poly-Si Mikromechanik mit speziellen Metallkontakten auf Basis von Galvanischer Additiv-technik Prozessierung entwickelt, der als industrieller Fertigungsprozess innerhalb der BiCMOS-und GaAs-Halbleiterfertigungslinien tauglich ist (Kap 3.4ff).
Die Prozessintegration bzw. die Anpassung der Einzelprozesse sowie Sonderprozess-Entwicklungenwaren von großer Bedeutung, um den industriellen Fertigungsprozess effizient und kostengünstig zugestalten.Auch der Widerspruch zwischen potentiell erfolgreichen technischen Lösungen und deren unsichererwirtschaftlicher Rentabilität wurde u.a. am Beispiel der nicht umgesetzten Sonderprozess-Entwick-lung der Self-Assembling Monolayers (SAMs) aufgezeigt (Kap 3.10). Sie konnten aufgrund desaufwendigen Prozessablaufs nicht in der Fertigung eingesetzt werden.
Diese Dissertation hat zur Fertigung der vorgestellten RF-Switch-Muster geführt, die für eine tech-nische Evaluierung benutzt wurden. Dadurch konnte eine erfolgreiche, grundlegende Charakterisie-rung der Muster erfolgen (Kap. 4).Die Schalter zeigen bereits auf Demonstratorebene die technische Machbarkeit eines mikromechani-schen HF-Schalters für Telekommunikationsanwendungen. Die volle technische Grundspezifikation,wie sie für die Konzeption und das Design des RF-Switch Demonstrators bestimmt wurde, konntemit diesen ersten Prototypen noch nicht komplett erfüllt werden. Es ergeben sich aus der Grundcha-rakterisierung die vorläufigen Schlussfolgerungen:
• Die grundlegende Funktionalität der RF-Switch Demonstratoren wurde unterBeweis gestellt.
• Die mechanischen Schaltspannungen liegen mit durchschnittlich 10 V im akzep-tablen Bereich.
• Die gemessenen elektrischen Schaltspannungen liegen zwischen 20 und 30 V.Diese Werte sind zu hoch im Vergleich zu den im Mobilfunkendgerät geforder-ten 3,5 - 5 V.
• Die erzielten Schaltgeschwindigkeiten liegen unter 10 µsec. Es wurden Wertevon 5 µsec erreicht und damit die Spezifikationen erfüllt.
• Die Lebensdauer der Mechanik ist mit über 10E9 durchgeführten Schaltzyklensehr gut, die der elektrischen Kontakte noch unbefriedigend, da diese bereits bei10E2 Schaltzyklen zum Sticken neigten.
• Die Durchlass-Dämpfung von -0,5 dB und die Kontaktwiderstände von
~1 .sind akzeptabel, die Sperr-Dämpfung von durchschnittlich -15 dB ist noch
zu gering.• Die Leiterbahnanordnung ist noch nicht auf die Hochfrequenz-Eigenschaften
optimal ausgelegt.• Die Rückstellkräfte der Schalterplatte sind noch zu klein, die Haftkräfte der
Kontakte noch zu groß.
Ω
Zusammenfassung: Zusammenfassung
149
Aus den Erkenntnissen dieser Dissertation folgt die Notwendigkeit, bei den HF-Schaltern Designver-besserungen vorzunehmen, bei denen vor allem:
• Die mechanische Struktur mit höheren Rückstellkräften ausgestattet wird.• Andere Materialien für die Metallkontakte verwendet werden, um die Haftkräfte
der Kontakte und damit das Sticking zu vermindern.• Das Layout der Leiterbahnen sowie die Substratauswahl auf die Anforderungen
der Hochfrequenzsignale eingeht, um die Durchlass-Dämpfung weiter zu verrin-gern und die Sperr-Dämpfung zu erhöhen.
Für die komplette Bauteil-Realisierung ist ein sicheres Packaging der sensiblen Mikromechaniknotwendig. Dazu wurden Waferlevel-Packaging-Verfahren auf der Basis von drei verschiedenenAnsätzen untersucht (Kap. 3.11):
• beidseitig strukturierte Si-Wafer,• einseitig strukturierte Glaswafer und• photostrukturierte Polymerdeckel auf galvanischen Abstandsrahmen.
Ziel der Entwicklung war nicht nur eine technische Lösung sondern auch eine Vereinfachung derProzessierung, um zu einem zuverlässigen kostengünstigen Verfahren zu gelangen. Die Silizium-Deckelwafer erwiesen sich als zu aufwendig und anfällig in der industriellen Fertigung, so dass ledig-lich Labormuster hergestellt werden konnten. Die Fertigungsmuster unterlagen starken Schwan-kungen in der Prozessqualität und hatten zu geringe Ausbeuten.Mit den Glasdeckelwafern ist ein einfacherer und schnellerer Prozessablauf für die Herstellung vonStrukturdeckeln entwickelt worden, bei dem kostengünstig sandgestrahlte bzw. ultraschallgebohrteGlasdeckel gefertigt werden können.
Ein weiterer neuer Ansatz für die Verdeckelung von Strukturen wurde mit dem Polymer-CappingVerfahren vorgestellt. Hierbei erfolgt die Verdeckelung der Strukturen ohne Einsatz eines Deckel-wafers direkt auf dem Strukturwafer. Dadurch sind weitere Prozessvereinfachungen und Kostener-sparnisse möglich. Das Verfahren muss unter Stabilitätsgesichtspunkten jedoch weiter verbessertwerden. Je nach Schwerpunktanforderung bieten sich daher nun das Glasdeckel- oder das Polymer-Capping-Verfahren an, um die Strukturen vor ihrer weiteren SMD-Gehäusung zu verkapseln.
Die Aspekte der industriellen Fertigungsprozesse erfordern ebenfalls eine Betrachtung zu denKostenstrukturen. Diese Betrachtungen zu den Kostenstrukturen im FE, BE, Package und Test füreine Berechnung bzw. Kalkulation der Bauteilkosten sind in Anhang 3 dargestellt. Es wurde gezeigt,dass ein Großteil der Kosten im Packaging und Test der Systeme entsteht, wobei die Vorausset-zungen für niedrige bzw. höhere Kosten in diesen Blöcken bereits in den vorgelagerten Prozessen desFE und BE geschaffen bzw. vorentschieden werden.Mit dem ’Integrierenden Entwicklungsansatz’ ist ein Konzept gegeben, um einen optimiertenGesamtprozessfluss über alle Blöcke hinweg zu entwickeln, der einen möglichst idealen Kompro-miss zwischen den einzelnen Prozess-Stufen ergibt.Dieser produkt- und marktorientierte Ansatz ist notwendig, damit schon beim Grunddesignkonzeptein Entwicklungsansatz gefunden werden kann, der mit einer technisch erfolgreichen und wirtschaft-lich rentablen Fertigung endet.
Zusammenfassung: Ausblick
150
Die Analyse des Marktpotentials für MEMS-Produkte unterstreicht das große allgemeine Interessean RF-MEMS Entwicklungen im anwendungsorientierten Forschungs- und Entwicklungsbereichund ist im Anhang 3 dargestellt.
5.2 Ausblick
Die Ergebnisse dieser Dissertation bilden die Grundlage für die Produktentwicklung von mikrome-chanischen Schaltern für Anwendungen im Mobilfunkbereich innerhalb der industriellen Halbleiter-fertigung.
Für den RF-Switch ergeben sich drei Hauptfunktionen als potentielle Aufgabengebiete:
• Rx / Tx-Schalter - für den Wechsel zwischen Empfangs- und Sendezweig imsogenannten Frontend des Mobilfunkendgerätes,
• Antennenschalter - für das Schalten zwischen verschiedenen Antennenstruktu-ren bei Dual / Triple-Band Handies, z.B. für die 1800 MHz (E-Netz) oder900 MHz (D-Netz) Antennen in GSM Netzen,
• UMTS / GSM Mode-Schalter - für das Auswählen zwischen konventionellemGSM- oder neuem UMTS-Betrieb bei Endgeräten für beide Mobilfunksysteme .
Die Anpassung an die unterschiedlichen technischen Spezifikationen für die einzelnen Anwen-dungen, insbesondere im Hinblick auf Schaltzeiten und Frequenzverhalten bzw. HF-Anpassung,steht dabei im Mittelpunkt und bedarf einer weiteren technischen Optimierung.
Speziell die Forderung der Telekommunikationsmärkte nach immer neueren, funktionsreichenMobilfunkendgeräten mit langen Stand-by- und Betriebszeiten macht schnelle weitere Fortschrittebei den Geräten und ihren Komponenten notwendig.
Für den kommerziellen Einsatz im Mobilfunkendgerät müssen sich die MEMS-Schalter gegen diederzeitig eingesetzten PIN Dioden Schalter bzw. die konkurrierende Schalteralternative in Form derGaAs HEMTs durchsetzen.Die vorteilhaften Eigenschaften der HF-Schalter im Bezug auf niedrige Durchlass-Dämpfung vonderzeit -0,5 dB und der geringere Leistungsverbrauch gegenüber den PIN-Dioden eröffnen ihnendabei eine gute Ausgangsposition.
MEMS-Schalter können somit potentiell wichtige Komponenten am Anfang einer langen Wert-schöpfungskette sein. Diese Kette führt vom unauffälligen einzelnen Schalter-Bauelement, das nurwenige Euro Cent kostet, hin bis zu einem im Alltag vieler Konsumenten mittlerweile nahezu unver-zichtbar gewordenen Massenprodukt mit einem Preis von mehreren Hundert Euro - dem Mobilfun-kendgerät.
151
Danksagung
"So eine Arbeit wird eigentlich nie fertig.Man muss sie für fertig erklären,
wenn man nach Zeit und Umständendas Mögliche getan hat."
Johann Wolfgang v. Goethe'Italienreise' (1787)
Ein herzlicher Dank gilt Prof. Josef Binder für die gute langjährige und interessante Zusammenarbeitsowie die Betreuung und Unterstützung meiner Promotion.
Vielen Dank an Prof. Rainer Laur für die Übernahme des Korreferats und besonders auch für seinInteresse sowie die Betreuung und Unterstützung während Studium und Promotion.
Dank auch an Dr. Hans-Jörg Timme für die Möglichkeit, mein Studium bei Siemens HL zu beendenund meine Promotion bei Infineon Technologies durchzuführen.
Vielen Dank an Dr. Thomas Bever für die Aufnahme in sein Team und die Unterstützung währendder Promotion.
Dank an die vielen Kollegen und Freunde, mit denen ich in den letzten Jahren zusammen gearbeitethabe:
Stephan Schmitt, Lüder Elbrecht, Michael Schötz, Rosie Valentic, Stefan Barzen, Alfons Dehe, Tho-mas Herzog, Günther Ehrler, Stephan Kolb, Fatos Kasaphoca und das ganze SNS-Team.
Dank dem RF-Switch Team: Florian Plötz und Robert Aigner (The Start-Up Team),
sowie dem MST-Team: Andreas Meckes, Hergen Kapels, Klaus Oppermann.
Vielen Dank auch an Manfred Hurzlmeier und Gernot Fattinger für den HF-Support.
152
Michael Brauer (Doktorandenkollege, Diplomand, Praktikant) und die Praktikanten Andreas v. Dahl,Jörg Stürmann, Mike Becker.
Bernhard Haserer, Dieter Claeys, Walter Diener, Thomas Ohle, Konrad Sohn, Christina DeLera, Lie-sel Tschollitsch, Josef Steiner und viele weitere Kollegen bei Infineon Technologies für Rat und Tat.
Ein besonderer Dank an Michael Wycisk für die erfolgreiche Zusammenarbeit der vergangenen Jahreim Norden und Süden.
Und an die Mitstreiter der vergangenen Jahre: Andreas Buhrdorf, Heiko Dobrinski und Oliver Kram-pitz sowie dem Team am IMSAS
und den ’Seniors’: Thomas Hofmann, Jens Noetzel und Tore Toennesen.
Ein lieber Dank vor allem auch an Elke Krüger für die Unterstützung fernab der Heimat.
Meinem Bruder Nils.
Und zu guter Letzt:
Ein herzlicher Dank an meine Eltern.
153
Anhang 1: Veröffentlichungen
Veröffentlichungen in Fachpublikationen und auf wissenschaftlichen Konferenzen:
F. Plötz, S. Michaelis, R. Aigner, H.-J. Timme, R. Noé, J. Binder: "A Low-Voltage Torsional Actua-tor for Application in RF-Microswitches"; Sensors and Actuators, Special Volume: EurosensorsXIV; Copenhagen / Denmark; 2001
S. Michaelis, F. Plötz, R. Aigner, H.-J. Timme, J. Binder, R. Noé: "RF-Switches in MEMS techno-logy for the integration in communication applications"; Proc. "ASME-IMECE 2000" MEMS Vol.2; Orlando / USA; Nov 2000; pp. 75-80
F. Plötz, S. Michaelis, R. Aigner, H.-J. Timme, R. Noé, J. Binder: "A Low-Voltage Torsional Actua-tor for Application in RF-Microswitches"; Proc. "Eurosensors XIV"; Copenhagen / DK; Aug 2000;pp. 297-300
S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "Additive Electroplating Technology as a Post-CMOS Process for the Production of MEMS Acceleration-Threshold Switches for TransportationApplications"; Journal of Micromechanics and Microengineering: MME'99 Special Issue; No. 10;2000; pp.120-123
S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "Acceleration Threshold Switches Fabricated froman Additive Electroplating MEMS Process"; Sensors and Actuators, Special Volume: EurosensorsXIII; The Hague / Netherlands; Vol. 85; 2000; pp. 418-423
M. Wycisk, T. Toennesen, J. Binder, S. Michaelis, H.-J. Timme: "Low Cost Post-CMOS Integrationof Electroplated Microstructures for Inertial Sensing"; Sensors and Actuators, Special Volume:Transducers '99; Sendai / Japan; Vol 83 (1-3); 2000; pp. 93-100
M. Wycisk, T. Toennesen, J. Binder, S. Michaelis, H.-J. Timme: "New sensor on-chip technology formicromechanical acceleration-threshold switches"; Proc.: Microelectronics and Micro-Electro-Me-chanical Systems 1999; Electronics and Structures for MEMS (N. W. Bergmann/O. Reinhold/N. C.Tien); SPIE, Queensland / Australia; Oct. 1999; pp. 112-120
S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "Additive Electroplating Technology as a Post-CMOS Process for the Production of MEMS Acceleration-Threshold Switches for TransportationApplications"; MME'99: Micromechanics Europe; Gif-sur-Yvette / France; Sept. 1999; pp. 51-54
154
S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "Acceleration Threshold Switches Fabricated froman Additive Electroplating MEMS Process"; Proc. "Eurosensors XIII"; The Hague / Netherlands;Sept 1999, pp. 785-788
M. Wycisk, T. Toennesen, J. Binder, S. Michaelis, H.-J. Timme: "Low Cost Post-CMOS Integrationof Electroplated Microstructures for Inertial Sensing"; Proc. Transducers '99; Sendai / Japan; June1999; pp. 1424-1427
S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "MEMS Acceleration Threshold Switches Fabri-cated with a Low-Cost, Post-CMOS Additive Electroplating Process"; Proc. Electrochemical Soc.Spring Meeting '99; Seattle / USA; May 1999, p. 1138
M. Wycisk, T. Toennesen, J. Binder, S. Michaelis, H.-J. Timme: "Additive electroplating technologyused for micromechanical acceleration-threshold switches"; Proc. "Sensor '99", Volume 2; Nuern-berg / Germany; May 1999, pp. 41-45
Vorträge auf internationalen Konferenzen:
S. Michaelis, F. Plötz, R. Aigner, H.-J. Timme, J. Binder, R. Noé: "RF-Switches in MEMS techno-logy for the integration in communication applications"; ASME - International Mechanical Enginee-ring Congress and Exposition 2000; Orlando / USA; Nov. 8, 2000
S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "Additive Electroplating Technology as a Post-CMOS Process for the Production of MEMS Acceleration-Threshold Switches for TransportationApplications"; MME '99: Micromechanics Europe; Gif-sur-Yvette / France; Sept. 27, 1999
S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "Acceleration Threshold Switches Fabricated froman Additive Electroplating MEMS Process"; Eurosensors XIII; The Hague / Netherlands; Sept. 15,1999
S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "MEMS Acceleration Threshold Switches Fabri-cated with a Low-Cost, Post-CMOS Additive Electroplating Process"; Electrochemical SocietySpring Meeting '99; Seattle / USA; May 6, 1999
Erfindungsanmeldungen:
S. Michaelis, R. Aigner, F. Plötz: "Elektrostatisches Mikrorelais mit wippenförmigem Doppelaktua-tor"; 5.10.99, Amtskennzeichen: 10004393.3
S. Michaelis, M. Brauer, R. Aigner, F. Plötz: "Sägprozedur für mikromechanische Bauelemente mitDeckelwafern", 12.04.99, Amtskennzeichen: 19962231.0
Betreute Arbeiten während der Promotion:
M. Brauer: Design eines Inertialsensors für die prozeßtechnische Realisierung auf einer CMOS-ba-sierten Auswerteschaltung (Diplomarbeit, Universität Bremen, 1999)
155
A. v. Dahl: Realisierung eines Technologietransfers zur Herstellung von V3-Deckelwafern für einenGold-Zinn-Weichlot Waferbondprozeß (Projektarbeit, Universität Bremen, 1999)
J. Stürmann: Charakterisierung von Beschleunigungssensoren in GAT (Praktikum, 2000)
A. v. Dahl: Deckelwaferprozessierung und Bondversuche (Praktikum, 1998)
M. Brauer: Galvanische Abscheidungen für GAT-Prozesse (Praktikum, 1998)
M. Becker: Prozessbetreuung bei der GAT und Untersuchungen an Rotating Disk Electrodes (Prak-tikum, 1998)
Veröffentlichungen im Studium:
S. Michaelis: "Entwicklung eines industriellen Fertigungsprozesses für die Herstellung von Mikro-schaltern in Galvanischer Additivtechnik ", Diplomarbeit, Universität Bremen, Bremen, 1998
S. Michaelis: "Untersuchung der intrinsischen Spannungen bei galvanisch hergestellten Sensorstruk-turen"; Studienarbeit, Universität Bremen, Bremen, 1997
S. Michaelis: "The Industrial Development Process of an Automotive Sensor System"; Projektarbeit,Universität Bremen, Bremen, 1997
T. Hofmann, F. Beckmann, S. Michaelis, J. Zacheja, J. Binder, S. Tagliante: "Comparison of a con-ventional with a micromachined flexible-fuel sensor"; Sensors & Actuators A 61;1997; pp. 319-322
T. Hofmann, F. Beckmann, S. Michaelis, J. Zacheja, J. Binder, S. Tagliante: "Comparison of a con-ventional with a micromachined flexible-fuel sensor"; Proc. "Eurosensors X"; Leuven / Belgium;Sept 1996; pp. 461-464
S. Michaelis, M. Schwan: "Erfahrungsbericht aus dem Elektrotechnik-Studium"; Proc. Int. Ges. f.Ing. Pädagogik Weltkonferenz; Budapest; 1996

156
157
Anhang 2: Patentsituation RF-Switch
0.1 Patentrechtliche Aspekte bei Produkt-Entwicklungen
Der Patentschutz und der gezielte Einsatz von Patenten und Lizenzen gehört mittlerweile zu denwichtigsten Aspekten bei vielen großen aber vor allem auch kleinen Entwicklungsfirmen und -büros.Gerade in den letzten Jahren hat der Aufgabenbereich ‚Intellectual Property' (IP) stark an Bedeutunggewonnen.Besonders Texas Instrument hat sich im Bereich Halbleiter dabei hervorgetan und seine führendeStellung im Bereich Wireless und DSPs durch den gezielten Einsatz von eigenen Patenten undLizenzen gewonnen, ohne die andere Firmen keine neuen Produkte auf bestimmten Standards heraus-bringen können.Die Firma Qualcomm ist ein weiteres Beispiel für diese Entwicklung. Sie besitzt mehrere hundertPatente allein zum Thema CDMA Mobilfunk und gilt als eine der wichtigsten Profiteure deskommenden UMTS Zeitalters, da dieses System auf dem CDMA Verfahren aufsetzen wird und somithohe Lizenzgebühren an Qualcomm zu entrichten sind. In der Tat macht Qualcomm einen Großteilseiner Umsätze mit seiner IP (Intellectual Property). Patent-Verfahren zwischen INTEL und AMD(unter vielen anderen) wegen der neuesten Mikroprozessor-Technologien bzw. -Designs sind mittler-weile häufiges Thema in Fachzeitschriften und Wirtschaftspresse und entscheiden über Erfolg undMisserfolg der Firmen am Markt und auch an der Börse.Nicht zuletzt durch den Spin-off des Bereichs Halbleiter der Siemens AG und des kurz darauffolgenden Gangs an die Börse unter dem Namen Infineon Technologies AG hat auch in den Entwick-lungsabteilungen dort der Aspekt IP stark an Bedeutung gewonnen.
Forschungsvorhaben und neue Entwicklungen lassen sich innerhalb der Industrie daher ohne einegezielte Patentbetrachtung und möglicherweise neue Patentanmeldungen nicht realisieren.
Der Patentschutz ist nicht das einzige Ziel einer solchen Patentrecherche und -anmeldung, vielmehrkönnen Patente auch als Informationsquelle für die eigene Entwicklungsarbeit genutzt werden.Als Bestandteil jeder Patentschrift wird eine Darstellung des Standes der Technik sowie der Beschrei-bung des Neuigkeitsaspektes der Erfindung geliefert. Dies kann die über normale Literaturquellenwie z.B. Fachartikel, Konferenzbeiträge, etc. gewonnenen Erkenntnisse ergänzen bzw. ausbauen, dahäufig Details benannt werden (müssen), die sonst nicht beschrieben bzw. aufgeführt werden. Zudemwird aus der Darstellung des Standes der Technik eine gute Beurteilung der Vor- und Nachteileeinzelner Entwicklungen möglich. Diese sind jedoch nicht immer objektiv, da der Patentträger eingroßes Eigeninteresse hat, das Spektrum vorhergegangener Entwicklungen einzuschränken, aber dieeigene zum Patent angemeldete Neuentwicklung möglichst weitläufig auszulegen. Dies führt inmanchen Fällen bis hin zur Diskreditierung anderer Arbeiten. Dennoch bieten sie interessanteAnsätze speziell auch zu der Frage ’Was funktioniert nicht’? Durch die Beantwortung dieser Frage
158
kann oftmals größerer Entwicklungs- und Arbeitsaufwand vermieden werden. Gerade dieser Aspektwird in vielen Veröffentlichungen häufig verschwiegen bzw. verdeckt.Wichtig sind die Kenntnis und das Wissen über Gruppen und Firmen, die an einem Thema arbeitenbzw. sich ihre Arbeiten haben schützen lassen. Oftmals treten diese (gerade bei sehr erfolgreichenEntwicklungen) gar nicht auf Konferenzen und Symposien auf, so dass erst Patentschriften nähereRückschlüsse auf ihre Arbeiten gestatten.
Eine umfassende Patentrecherche für MEMS-Schalter und besonders den RF-Switch wurde aus dengenannten Gründen im Rahmen dieser Dissertation durchgeführt.
Als Ausgangsbasis dazu dienten die Informationen aus den allgemeinen Veröffentlichungen undKonferenzberichten sowie die Kenntnis der aktiven Forschungsgruppen auf diesem Gebiet. DiversePatent-Datenbanken bieten Zugriff auf sämtliche Patentinformationen, Abstrakte und Volltexte undkönnen für direkte Anfragen genutzt werden. Es ist möglich, gezielt nach Einzelpatenten zu suchenoder aber auch ganze Themengruppen abzufragen. Dafür ist jedoch eine Bestimmung von sinnvollenund limitierenden Schlüsselwörtern notwendig, um eine überschaubare und verwertbare Ergebnis-menge im Rücklauf zu erreichen.
Es wurden vier wesentliche Kategorien für die Patentrecherche entwickelt, mit denen die Haupta-spekte des Bauteiles vom Konzept über die mechanische Aktuation und die elektrischen Kontakte bishin zur Verkapselung abgedeckt werden konnten:
Mikroschalter / MicroswitchPatente zum Thema Mikroschalter, MEMS Switch, T/R Switch, Mikrorelais, Schalter, Relais, elek-trostatische Auslenkung, elektrische Kontakte.
Mikromechanik / MicromechanicsBeinhaltet alle Aspekte der Mikromechanik, abgedeckt durch Schlüsselwörter zu den ThemenWippenstruktur, Torsionselemente, Micromirror-Elemente, Poly-Si Strukturen, elektrostatischeAktuation.
Kontakte / ContactsPatente zu den Schlüsselwörtern Metallisierung, Metallkontakte, elektrische Kontakte, Schaltkon-takte, Relaiskontakte, Mikrokontakte, Galvanische Abscheidung.
Verkapselung / PackagingAspekte der Verkapselung beschrieben durch Deckelung, Verkapselung, Polymer-Strukturierung.
Durch die Recherche in den Datenbanken nach diesen und ähnlichen Schlüsselwörtern wurden alleAspekte des Bauteiles erfasst bzw. die Basis für weitere Detailrecherchen, die sich aus den erstenRückläufen ergaben, gelegt.
Aus der ersten Untersuchung sowie den weiteren Detailverfolgungen zu diesen Gruppen kameninsgesamt 375 Ergebnisse zustande, die sich wie folgt aufteilten:
• Mikroschalter / Microswitch 82• Mikromechanik / Micromechanics 142• Kontakte / Contacts 91• Verkapselung / Packaging 60

159
Insgesamt hat die Recherche wesentliche Informationen ergeben bzw. bestätigt zu den Themen:Mikroschalterentwicklungen, Schalterkonzepte, Technologien, führende Forschungsgruppen undaktive Firmen sowie dem Patentschutz einzelner Entwicklungen. Diese sind bereits in Kapitel 3 beiden jeweiligen Entwicklungsthemen erläutert worden.
Im Rahmen dieser Arbeit sind für den RF-Switch (Elektrostatisches Mikrorelais mit wippenför-migem Doppelaktuator) bzw. seine Verkapselung (Sägprozedur für mikromechanische Bauelementemit Deckelwafern) zwei Patentanträge gestellt worden (siehe Anhang 1: Veröffentlichungen).
160
Anhang 3: MEMS-Marktsituation
0.1 Kostenstruktur von MEMS Produkten
Der Erfolg eines MEMS-Produktes am Markt hängt wesentlich von seinem Preis-Leistungs-Verhältnis ab. Dieses beinhaltet als wichtigste Faktoren einer Produktentwicklung bzw. ihres Ergeb-nisses, die technische Spezifikation und damit die Definition der Leistungsparameter des Produktes,die Umsetzung der Spezifikation in einem Design und die effiziente Fertigung des Produktes mitHilfe von Standardprozessen und -anlagen sowie die gesamten Herstellungskosten, die den Preisentsprechend mitgestalten.Zur Vereinfachung wird die Thematik aus Sicht der Entwicklungsperspektive daher abstrahiert aufzwei Grundanforderungen an ein MEMS-Produkt:
- es muss die technische Spezifikation erfüllen, d.h. die geforderten Funktionen innerhalb einesvorgegebenen Rahmens bzw. unter bestimmten Bedingungen erfüllen und effizient zu fertigen sein,und- es muss dabei wirtschaftlich rentabel sein, d.h. die erzielten Umsätze müssen größer sein als die mitdem Produkt verbundenen Kosten. Das Produkt muss zumindest mittelfristig einen positivenDeckungsbeitrag liefern.
Diese Aufgabenstellung lässt sich reduzieren auf die Forderung nach:
• technischer Realisierung der geforderten Funktionalität des Bauteils• qualitativer und quantitativer Fertigungsfähigkeit des Bauteils• minimalem Kostenaufwand für die Herstellung und Fertigung des Bauteils
Die Umsetzung dieser an sich sehr einfachen Feststellung stellt sich immer wieder als schwierigheraus, da es nicht eine einfache Lösung für alle drei Aspekte gibt, sondern immer ein optimalerKompromiss gefunden werden muss.Über die Aspekte der Fertigungsfähigkeit bzw. Prozesstauglichkeit wurde bereits in den vorangegan-genen Kapiteln ausführlich geschrieben. An dieser Stelle sei daher der Fokus nun auf die damitverbundenen Kosten gelegt.
Generell lässt sich die Herstellung der MEMS-Produkte in die bereits beschriebenen vier Funktions-blöcke des in Kapitel 2 vorgestellten "Integrierenden Entwicklungprozesses" zerlegen. Diese werdennun als Kostenblöcke übernommen, auf die sich die Gesamtkosten der Herstellung des Produktesaufteilen.
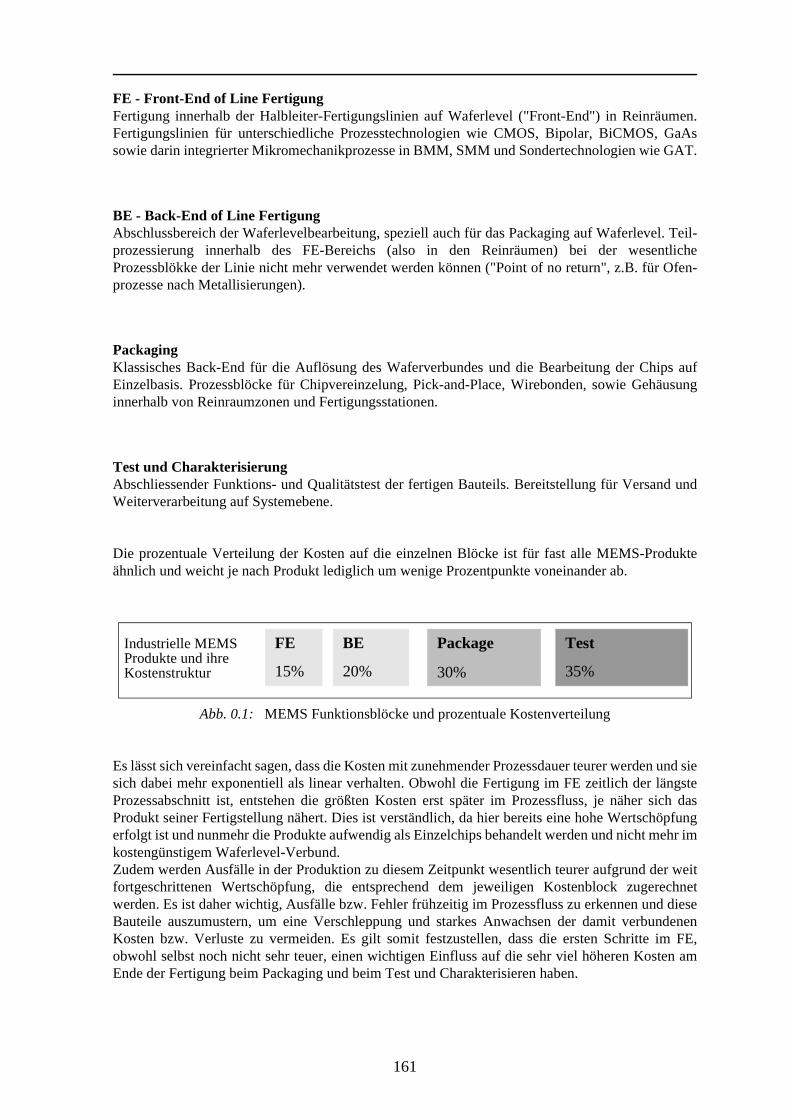
161
FE - Front-End of Line FertigungFertigung innerhalb der Halbleiter-Fertigungslinien auf Waferlevel ("Front-End") in Reinräumen.Fertigungslinien für unterschiedliche Prozesstechnologien wie CMOS, Bipolar, BiCMOS, GaAssowie darin integrierter Mikromechanikprozesse in BMM, SMM und Sondertechnologien wie GAT.
BE - Back-End of Line FertigungAbschlussbereich der Waferlevelbearbeitung, speziell auch für das Packaging auf Waferlevel. Teil-prozessierung innerhalb des FE-Bereichs (also in den Reinräumen) bei der wesentlicheProzessblökke der Linie nicht mehr verwendet werden können ("Point of no return", z.B. für Ofen-prozesse nach Metallisierungen).
PackagingKlassisches Back-End für die Auflösung des Waferverbundes und die Bearbeitung der Chips aufEinzelbasis. Prozessblöcke für Chipvereinzelung, Pick-and-Place, Wirebonden, sowie Gehäusunginnerhalb von Reinraumzonen und Fertigungsstationen.
Test und CharakterisierungAbschliessender Funktions- und Qualitätstest der fertigen Bauteils. Bereitstellung für Versand undWeiterverarbeitung auf Systemebene.
Die prozentuale Verteilung der Kosten auf die einzelnen Blöcke ist für fast alle MEMS-Produkteähnlich und weicht je nach Produkt lediglich um wenige Prozentpunkte voneinander ab.
Abb. 0.1: MEMS Funktionsblöcke und prozentuale Kostenverteilung
Es lässt sich vereinfacht sagen, dass die Kosten mit zunehmender Prozessdauer teurer werden und siesich dabei mehr exponentiell als linear verhalten. Obwohl die Fertigung im FE zeitlich der längsteProzessabschnitt ist, entstehen die größten Kosten erst später im Prozessfluss, je näher sich dasProdukt seiner Fertigstellung nähert. Dies ist verständlich, da hier bereits eine hohe Wertschöpfungerfolgt ist und nunmehr die Produkte aufwendig als Einzelchips behandelt werden und nicht mehr imkostengünstigem Waferlevel-Verbund.Zudem werden Ausfälle in der Produktion zu diesem Zeitpunkt wesentlich teurer aufgrund der weitfortgeschrittenen Wertschöpfung, die entsprechend dem jeweiligen Kostenblock zugerechnetwerden. Es ist daher wichtig, Ausfälle bzw. Fehler frühzeitig im Prozessfluss zu erkennen und dieseBauteile auszumustern, um eine Verschleppung und starkes Anwachsen der damit verbundenenKosten bzw. Verluste zu vermeiden. Es gilt somit festzustellen, dass die ersten Schritte im FE,obwohl selbst noch nicht sehr teuer, einen wichtigen Einfluss auf die sehr viel höheren Kosten amEnde der Fertigung beim Packaging und beim Test und Charakterisieren haben.
FE BE
20%15%
Package
30%
Test
35%
Industrielle MEMSProdukte und ihreKostenstruktur
162
Die Diskrepanz zwischen den relativ geringen Kosten im FE und den viel höheren Kosten imPackage-Bereich lässt sich an einem einfachen Beispiel erklären und verdeutlichen.
Unter der Annahme von FE-Kosten für einen prozessierten 6" Wafer in Höhe von € 750 (Standard-wert aus der allgemeinen Literatur, [u.a.BIE 00, PAY 00]), entstehen Kosten von € 5 cent pro 1 mm2
Chip (15000 Chips pro Wafer). Diese Berechnung bezieht sich auf die gesamte Waferebene, auf derzu diesem Zeitpunkt die Chips zusammen prozessiert worden sind.Im BE nach der Wafersägung liegen die Chips einzeln vor und müssen nun jeder für sich weiter bear-beitet werden. Im Packaging-Block wird dann jeder Chip in das Gehäuse gesetzt und bearbeitet.Unter der Annahme von Gehäusekosten von € 5 bis 10 cent zuzüglich der Verarbeitungskosten,kommen somit leicht die unterschiedlichen Kostenblockanteile von 15% im FE-Bereich vs. 30% undmehr im Packaging Bereich zustande.
Die genaue Aufschlüsselung der Kostenstruktur ist bei jeder Halbleiter-Fab eine streng firmen-vertrauliche Angelegenheit und somit für die Allgemeinheit nicht einsehbar (Anmerkung: Alle indieser Arbeit aufgeführten Kosten basieren auf frei zugänglichen Quellen, die keinen Zusammenhangmit der Infineon Technologies AG besitzen).Es lassen sich jedoch recht gute Abschätzungen über die grobe Verteilung der Kosten machen, aufderen Basis Überschlagsrechnungen angefertigt werden können, die für fast jede Art der Fertigunggültig sind. Eine interessante Darstellung zur Überschlagsrechnung der Kosten von MEMS-Produk-ten bzw. ihrer Fertigung wurde von Schlaak ([SCH 00A]) vorgestellt. Sie basiert im wesentlichen aufeiner Aufschlüsselung des Systems bezüglich:
• Grundprozessierung (Substrat, Prozess)• Integrationstiefe (Monolithisch, Hybrid)• Chipfläche und Anzahl der Anschlusspins• Packaging / Gehäusung
Dabei lassen sich über eine auf diese Faktoren ausgerichtete Formel bereits relativ genaue MEMS-Prozesskosten für einen Waferstack bzw. eine hybride Integration angeben:
(0.1)
mit: Cm - Substratkosten pro WaferCw - Prozesskosten pro WaferAw - nutzbare WaferflächeAc - ChipflächeCp - Packaging Kosten per Anschlusspin (ca. 1 €cent pro Pin)np - Anzahl der AnschlusspinsCh - Gehäusekosten
Substratkosten 6" WaferStandard Silizium Wafer € 25 - 100SOI Spezialwafer € 150
ProzesskostenCMOS Wafer 16 Maskenebenen € 500Mikromechanik Wafer 8 Maskenebenen € 250CMOS / Mikromechanik Wafer (Monolithisch, folgend) 24 Maskenebenen € 750CMOS / Mikromechanik Wafer (Monolithisch, integriert) 18 Maskenebenen € 600
CTotal Cmi Cwi+( )Aci
Awi--------⋅
i 1=
N
∑= np Cp Ch+⋅+
163
PackingkostenPro Anschlusspin ca. € 1 cent
Gehäusekosten (SMD)Varianten von € 10 cent - 75 cent
Prämissen für die BerechnungNutzbare Waferfläche 15000 mm2
Chipfläche 1 mm2 - 20 mm2
Anzahl der Anschlusspins 4 - 20
Auf Basis dieser Grundannahmen lassen sich die Kosten für MEMS-Produkte grob berechnen. Soergeben sich z.B. für ein System mit 10 mm2 Chipfläche (mit 70% Mikromechanik und 30% Elek-tronik Anteil) folgende Kosten:
• Hybridchip Lösung (10 pins) € 32 cent• Monolithische Lösung (folgend) € 50 cent• Monolithische Lösung (integriert) € 40 cent
Die Hybrid-Integration ist demnach die kostengünstigste Lösung für solche Systeme. Erst wenn derElektronikschaltungsanteil sehr groß wird, erreichen die Kosten der Hybrid-Lösung die Kosten derintegrierten monolithischen Lösung. Diese Beobachtung deckt sich mit den derzeit am Markt zubeobachtenden Produktentwicklungen. So setzt auch die Firma Bosch, lange Zeit ein Führer in derEntwicklung von monolithischen Systemen, wieder verstärkt auf hybride Systemlösungen([MAR 97, KRO 98, BUC 98]). Sie erweisen sich trotz größerem Flächenbedarf und potentiell anfäl-ligerer Anschlüsse dennoch als kostengünstiger in der Fertigung. Dies liegt vor allem daran, dassgerade die komplizierten Ausbeuten in der Mikromechanik die gute Yield-Performance der ICs beiden monolithischen Lösungen wieder schmälern. Bei separater Chipfertigung entfällt dieses Risiko,was sich dann wiederum positiv auf die Gesamtkosten auswirkt.
Der Einfluss der Chipfläche auf die Kosten sei noch einmal hervorgehoben. Dies ist eine zentraleStellgröße für die Produktkosten, die besonders von der in der Entwicklung definierten benötigtenChipgröße abhängt.Je kleiner die Chipfläche, desto mehr Chips können pro Wafer produziert werden und je geringerwerden die Prozesskosten pro Chip. So kann durch den Shrink eines 2 mm x 2 mm Chips auf 1 mmKantenlänge gleich die vierfache Anzahl von Chips produziert werden. Dies bedeutet demnach aucheine Reduktion der FE-Kosten um 75%. Somit wird deutlich, dass die Größe des Chips die kompletteKostenkalkulationen beeinflusst und letztlich von einem unrentablen zu einem hochrentablenProdukt führen kann. Die technischen Möglichkeiten der Chipflächen-Minimierung müssen alsokonsequent ausgenutzt werden, um eine gute Kostenposition zu sichern bzw. zu erlangen.
Ähnliches gilt für die Betrachtung der Wafergröße. Bis vor kurzem war noch die 4" Fertigung einegängige Größe für MEMS-Fabs. Diese Linien sind jedoch bereits veraltet und werden durch 6" bzw.sogar 8" Linien ersetzt. Unter der vereinfachenden Annahme von gleichen Grundkosten in diesenFabs, was aufgrund der unterschiedlichen Abschreibungssituation für den Anlageninvest nicht ganzstimmt, lassen sich direkt die Vorteile der großflächigeren Waferprozessierung aufzeigen. Analogzur Chipverkleinerung gilt auch hier, je mehr Chips pro Wafer prozessiert werden können, destogeringer werden die Kosten pro Chip (siehe Abb. 0.2).
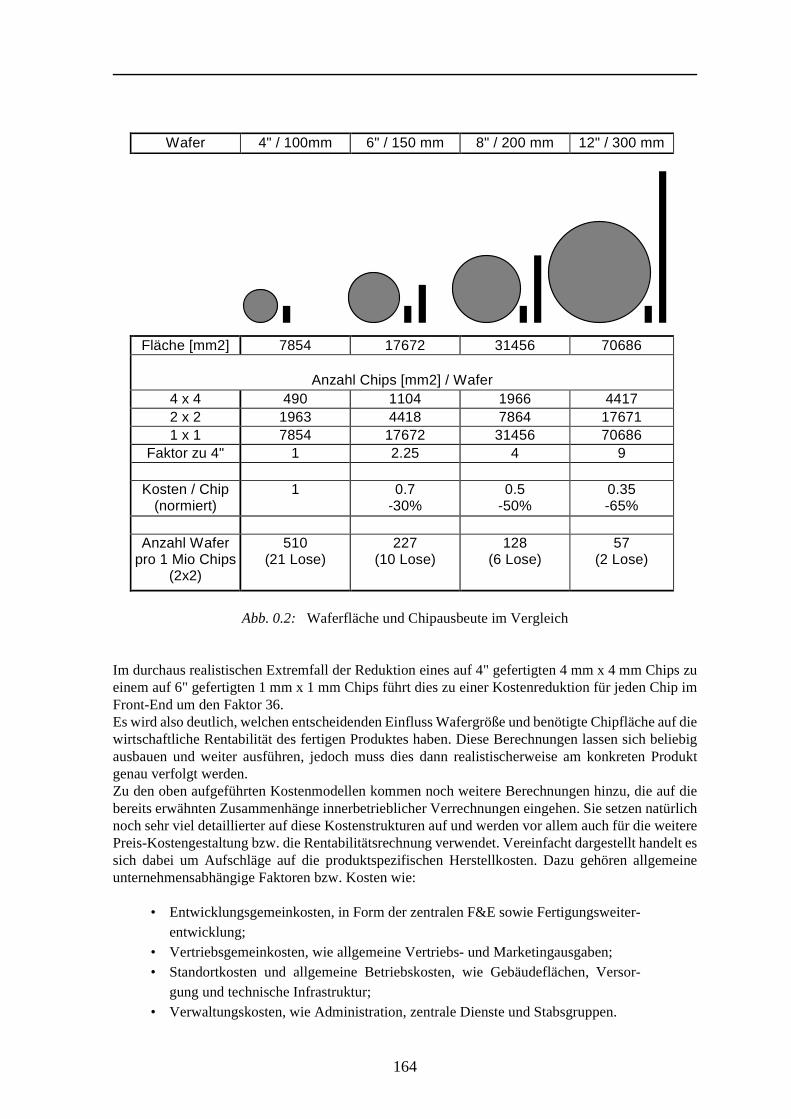
164
Abb. 0.2: Waferfläche und Chipausbeute im Vergleich
Im durchaus realistischen Extremfall der Reduktion eines auf 4" gefertigten 4 mm x 4 mm Chips zueinem auf 6" gefertigten 1 mm x 1 mm Chips führt dies zu einer Kostenreduktion für jeden Chip imFront-End um den Faktor 36.Es wird also deutlich, welchen entscheidenden Einfluss Wafergröße und benötigte Chipfläche auf diewirtschaftliche Rentabilität des fertigen Produktes haben. Diese Berechnungen lassen sich beliebigausbauen und weiter ausführen, jedoch muss dies dann realistischerweise am konkreten Produktgenau verfolgt werden.Zu den oben aufgeführten Kostenmodellen kommen noch weitere Berechnungen hinzu, die auf diebereits erwähnten Zusammenhänge innerbetrieblicher Verrechnungen eingehen. Sie setzen natürlichnoch sehr viel detaillierter auf diese Kostenstrukturen auf und werden vor allem auch für die weiterePreis-Kostengestaltung bzw. die Rentabilitätsrechnung verwendet. Vereinfacht dargestellt handelt essich dabei um Aufschläge auf die produktspezifischen Herstellkosten. Dazu gehören allgemeineunternehmensabhängige Faktoren bzw. Kosten wie:
• Entwicklungsgemeinkosten, in Form der zentralen F&E sowie Fertigungsweiter-entwicklung;
• Vertriebsgemeinkosten, wie allgemeine Vertriebs- und Marketingausgaben;• Standortkosten und allgemeine Betriebskosten, wie Gebäudeflächen, Versor-
gung und technische Infrastruktur;• Verwaltungskosten, wie Administration, zentrale Dienste und Stabsgruppen.
Wafer 4" / 100mm 6" / 150 mm 8" / 200 mm 12" / 300 mm
Fläche [mm2] 7854 17672 31456 70686
Anzahl Chips [mm2] / Wafer4 x 4 490 1104 1966 44172 x 2 1963 4418 7864 176711 x 1 7854 17672 31456 70686
Faktor zu 4" 1 2.25 4 9
Kosten / Chip(normiert)
1 0.7-30%
0.5-50%
0.35-65%
Anzahl Waferpro 1 Mio Chips
(2x2)
510(21 Lose)
227(10 Lose)
128(6 Lose)
57(2 Lose)
165
Über diese produktbereichsspezifischen Kostenblöcke, die in der Regel prozentual auf die Kostenoder auch Umsätze des Produktes erhoben und zugerechnet werden, werden zusätzlich die allge-meinen Kosten für Infrastruktur und Verwaltung des Unternehmens umgelegt. Es entstehen somit dievollen Selbstkosten des Produkts. Sie werden mit den Umsätzen gegengerechnet, so dass sich dannder Profit bzw. Gewinn, positiv wie auch evtl. negativ, auf den Deckungsbeitragsebenen ergibt. Eskann durchaus sein, dass die Herstellkosten eines Produktes einen Profit versprechen, die Selbstko-sten des Produktes aber letztlich zu einem negativen Ergebnis führen.
Maßgeblich bleiben jedoch immer wieder die direkten Herstellungskosten für ein Produkt, da sich,wie gerade gezeigt, sämtliche Nachfolgekosten bzw. Allgemeinkosten für die Berechnung der vollenSelbstkosten auf diese Grundkosten beziehen. Sie sind die ursprüngliche Treibergröße. Damit bleibtdieser Kostenblock, bestehend aus den vier Teilblöcken FE, BE, Package und Test, der Kernansatz-punkt und einzige Kostenbereich, auf den das Entwicklungsteam selbst direkten Einfluss nehmenkann.
Der Einsatz des "Integrierten Entwicklungsprozesses" für die Konzeption und Realisierung einesneuen MEMS-Prototypen bietet eine direkte Voraussetzung für eine erfolgreiche Umsetzung derForschung und Entwicklung zu einem marktfähigen MEMS-Produkt. Es muss dabei zu einer opti-malen Lösung evtl. auch Kompromisslösung der zwei wesentlichen Erfolgsfaktoren für ein MEMS-Produkt kommen, der technischen Realisierung auf der einen Seite und der wirtschaftlichen Rentabi-lität auf der anderen Seite.
Technische RealisierungDie technische Realisierung beinhaltet letztlich die erfolgreiche Fertigung eines MEMS-Produktesvon der anfänglichen Einschleusung der Wafer im FE bis hin zur Bereitstellung des fertig getestetenProduktes für die Auslieferung, wobei bereits der Designprozess und die Entwicklung mit zu dieserKette gehören.Ziel ist dabei eine hohe Produktionsausbeute auf allen Ebenen, um fertige Produkte zu erhalten. Dieselässt sich nur durch eine prozesstaugliche Entwicklung erreichen, d.h. das Bauteil muss innerhalb derindustriellen Fertigungslinie herstellbar sein mit den dort zur Verfügung stehenden Prozessen unddem Fertigungspersonal. Die Fokussierung auf standardisierte, automatisierte und vor allem stabileProzesse, die wenig Betreuung seitens des Operators oder sogar der Prozessingenieure benötigen, istdabei eine elementare Voraussetzung.Nur unter diesen Prämissen kann eine stabile, kostengünstige Produktion mit hohen Ausbeuten inkontinuierlich hoher Qualität erzielt werden.
Wirtschaftliche RentabilitätDie kostengünstige Produktion mit hohen Ausbeuten ist zugleich Grundlage für die Rentabilität desProduktes, d.h. der Erzielung eines Profits durch den Absatz des Produktes mit entsprechendenUmsätzen. Dabei spielen verschiedene Faktoren eine wichtige Rolle für die Beurteilung der Rentabi-lität.Die Preispolitik ist wesentlich für die Erzeugung der Umsätze sowie dem dahinterstehendenVolumen (und damit auch der Produktionsmenge bzw. der Herstellungskosten). Die Frage derGewinnausrichtung ist dabei zentral, d.h. wird ein sofortiger, mittelfristiger oder nur langfristigerGewinn angestrebt. Gerade bei einem neuen Markteintritt ergibt sich kaum die Chance für sofortigeGewinne sondern vielmehr die Notwendigkeit von hohen Anlaufinvestitionen, die sich erst späteramortisieren. Der entsprechende Return on Invest wird oftmals erst nach mehreren Jahren erreicht.
166
Dies führt zu dem Spezialfall des "Strategischen Produkts" ([STE 00, ELE 99]), welches evtl. garkeinen Gewinn bzw. positiven Deckungsbeitrag abwerfen muss, sondern allein dadurch "rentabel"wird, dass es als Ergänzungsprodukt Umsätze bzw. Gewinn mit anderen Produkten ermöglicht unddamit als Teil eines Gesamtpaketes auftritt (One-Stop-Shopping, Single Source Supplier, Systemlö-sung/-haus). Auch in der Funktion als Technologietreiber kann ein Produkt "rentabel" sein bzw. eskann auch dazu dienen, bestimmte Fertigungslinien zu füllen bzw. auszulasten, um eine allgemeingünstigere Kostenumlage (zum Kostenvorteil anderer Produkte) zu erreichen.
Hierbei tritt auch der Faktor der "Allokation" auf. Bei den stark schwankenden Halbleiterzyklen([MKT 98B, MKT 99B]) kommt es bei starker Nachfrage regelmäßig zu Kapazitätsengpässenaufgrund nicht ausreichender Produktionsmöglichkeiten in den Fabs. Dadurch ergeben sich langeLieferzeiten bzw. eine Zuteilung der Produktion. Dies hat nicht nur für die Kunden eine direkteAuswirkung sondern auch vorgelagert auf die Entwicklung bzw. Einführung von neuen Produkten.Nicht nur müssen diese Produktentwicklungen die geforderte Gewinnaussicht haben, sie müssenauch noch eine höhere Gewinnaussicht als die bestehenden Produkte haben. Nur dann werden dieknappen Fertigungskapazitäten diesen Produkten bevorzugt zugeteilt, da sie eine höhere Umsatzren-dite, in der Regel durch ein vorgegebenes EBIT-Ziel definiert, versprechen. Umgekehrt bedeutetdies, solange die bestehenden Produkte hohe Gewinne erzielen (was sie besonders in Allokations-phasen tun, da diese von steigenden Produktpreisen gekennzeichnet sind), werden neue Produktekaum eingeführt, da sie in der Regel erst mittelfristig Gewinne in Aussicht stellen. Dadurch wird dannauch die Entwicklung eingeschränkt, da kostenträchtige Versuchslose natürlich gegenüber hochpro-fitablen Fertigungslosen zurückstecken müssen. Die Entwicklungszeiten für neue Produkte verlän-gern sich dadurch teilweise erheblich und die Produkte kommen unter Umständen zu spät auf denMarkt.Die Phasen der Allokation werden nach gewisser Zeit durch den überkompensierenden Ausbau derFertigungskapazitäten und dem damit verbundenen Preisverfall wieder aufgehoben. Dies führt zueinem neuen Durchlauf des Abschwungs beim Konjunkturzyklus - bis zum nächsten überproportio-nalen Anwachsen der Nachfrage und dem entsprechend "boomenden" Aufschwung in der Zyklus-folge.
Unabhängig davon gilt jedoch: Werden die beiden Faktoren, "Technische Realisierung" und "Wirt-schaftliche Rentabilität", gleichermaßen erfüllt, so besteht die Basis für eine erfolgreiche Einführungund Behauptung des MEMS-Produktes am Markt. Die Perspektiven für MEMS-Produkte und ihreMarktentwicklung sollen nunmehr genauer betrachtet werden.
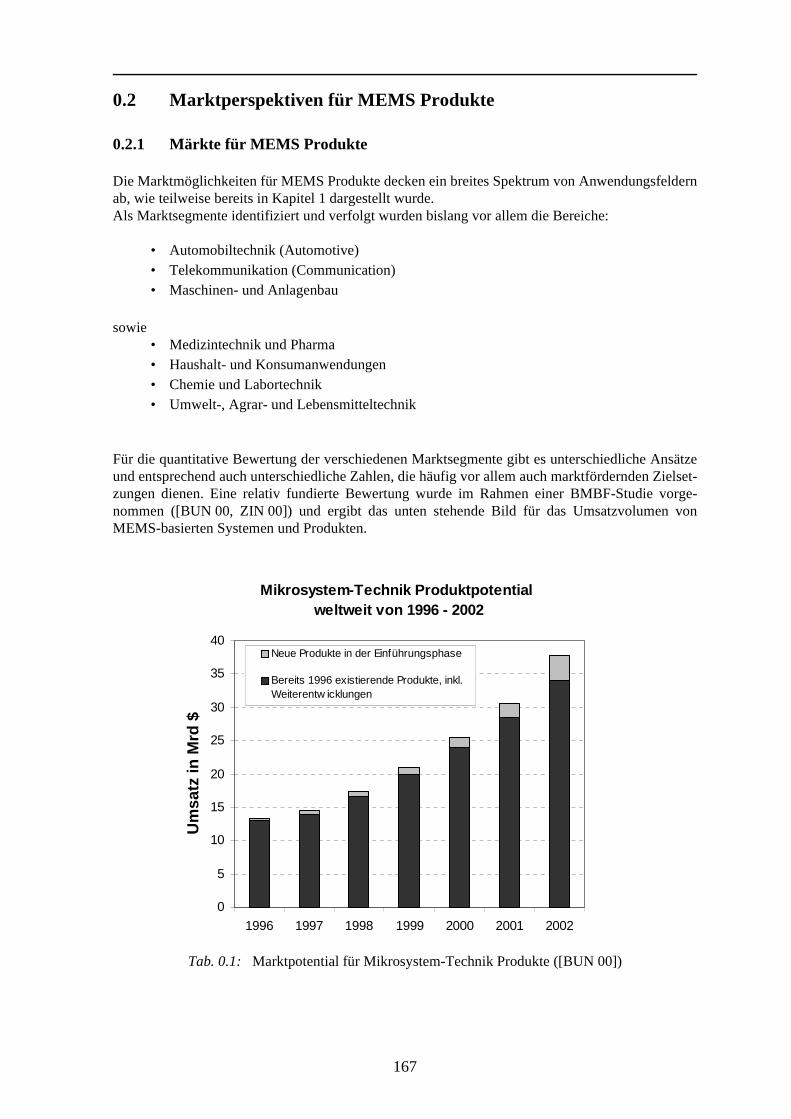
167
0.2 Marktperspektiven für MEMS Produkte
0.2.1 Märkte für MEMS Produkte
Die Marktmöglichkeiten für MEMS Produkte decken ein breites Spektrum von Anwendungsfeldernab, wie teilweise bereits in Kapitel 1 dargestellt wurde.Als Marktsegmente identifiziert und verfolgt wurden bislang vor allem die Bereiche:
• Automobiltechnik (Automotive)• Telekommunikation (Communication)• Maschinen- und Anlagenbau
sowie• Medizintechnik und Pharma• Haushalt- und Konsumanwendungen• Chemie und Labortechnik• Umwelt-, Agrar- und Lebensmitteltechnik
Für die quantitative Bewertung der verschiedenen Marktsegmente gibt es unterschiedliche Ansätzeund entsprechend auch unterschiedliche Zahlen, die häufig vor allem auch marktfördernden Zielset-zungen dienen. Eine relativ fundierte Bewertung wurde im Rahmen einer BMBF-Studie vorge-nommen ([BUN 00, ZIN 00]) und ergibt das unten stehende Bild für das Umsatzvolumen vonMEMS-basierten Systemen und Produkten.
Tab. 0.1: Marktpotential für Mikrosystem-Technik Produkte ([BUN 00])
Mikrosystem-Technik Produktpotentialweltweit von 1996 - 2002
0
5
10
15
20
25
30
35
40
1996 1997 1998 1999 2000 2001 2002
Um
satz
inM
rd$
Neue Produkte in der Einführungsphase
Bereits 1996 existierende Produkte, inkl.Weiterentw icklungen
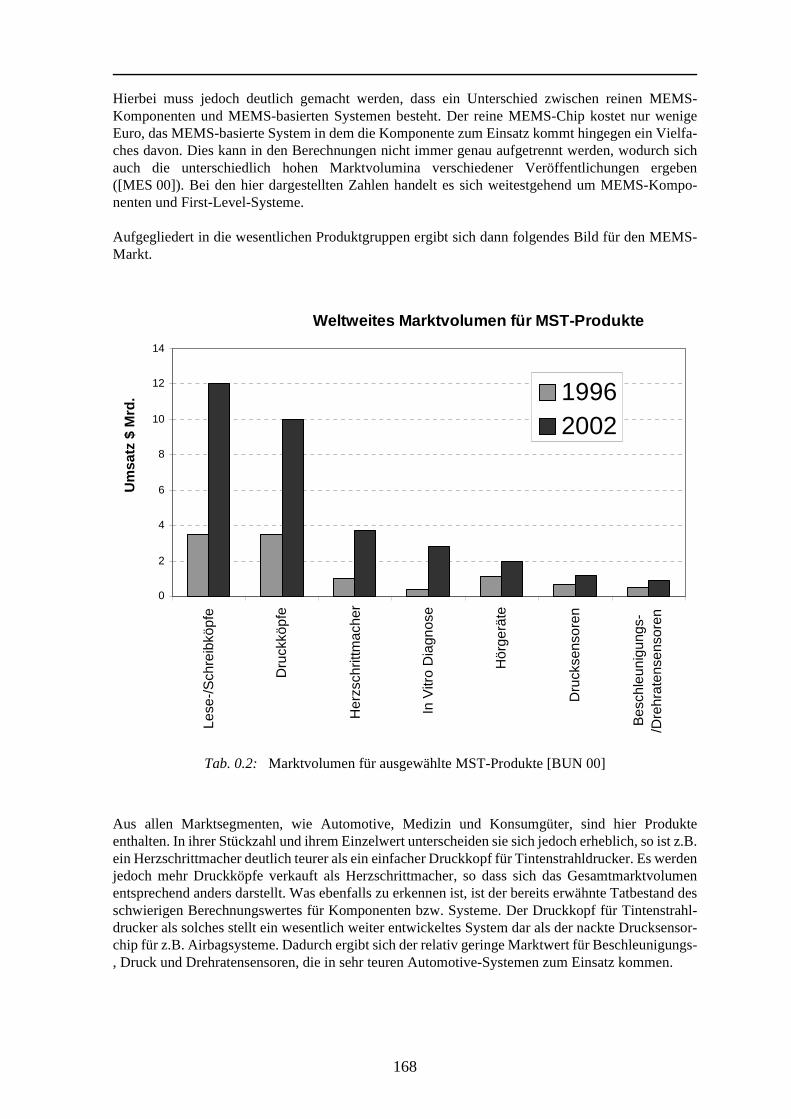
168
Hierbei muss jedoch deutlich gemacht werden, dass ein Unterschied zwischen reinen MEMS-Komponenten und MEMS-basierten Systemen besteht. Der reine MEMS-Chip kostet nur wenigeEuro, das MEMS-basierte System in dem die Komponente zum Einsatz kommt hingegen ein Vielfa-ches davon. Dies kann in den Berechnungen nicht immer genau aufgetrennt werden, wodurch sichauch die unterschiedlich hohen Marktvolumina verschiedener Veröffentlichungen ergeben([MES 00]). Bei den hier dargestellten Zahlen handelt es sich weitestgehend um MEMS-Kompo-nenten und First-Level-Systeme.
Aufgegliedert in die wesentlichen Produktgruppen ergibt sich dann folgendes Bild für den MEMS-Markt.
Tab. 0.2: Marktvolumen für ausgewählte MST-Produkte [BUN 00]
Aus allen Marktsegmenten, wie Automotive, Medizin und Konsumgüter, sind hier Produkteenthalten. In ihrer Stückzahl und ihrem Einzelwert unterscheiden sie sich jedoch erheblich, so ist z.B.ein Herzschrittmacher deutlich teurer als ein einfacher Druckkopf für Tintenstrahldrucker. Es werdenjedoch mehr Druckköpfe verkauft als Herzschrittmacher, so dass sich das Gesamtmarktvolumenentsprechend anders darstellt. Was ebenfalls zu erkennen ist, ist der bereits erwähnte Tatbestand desschwierigen Berechnungswertes für Komponenten bzw. Systeme. Der Druckkopf für Tintenstrahl-drucker als solches stellt ein wesentlich weiter entwickeltes System dar als der nackte Drucksensor-chip für z.B. Airbagsysteme. Dadurch ergibt sich der relativ geringe Marktwert für Beschleunigungs-, Druck und Drehratensensoren, die in sehr teuren Automotive-Systemen zum Einsatz kommen.
Weltweites Marktvolumen für MST-Produkte
0
2
4
6
8
10
12
14
Lese
-/S
chre
ibkö
pfe
Dru
ckkö
pfe
Her
zsch
rittm
ache
r
InV
itro
Dia
gnos
e
Hör
gerä
te
Dru
ckse
nsor
en
Bes
chle
unig
ungs
-/D
rehr
aten
sens
oren
Um
satz
$M
rd. 1996
2002
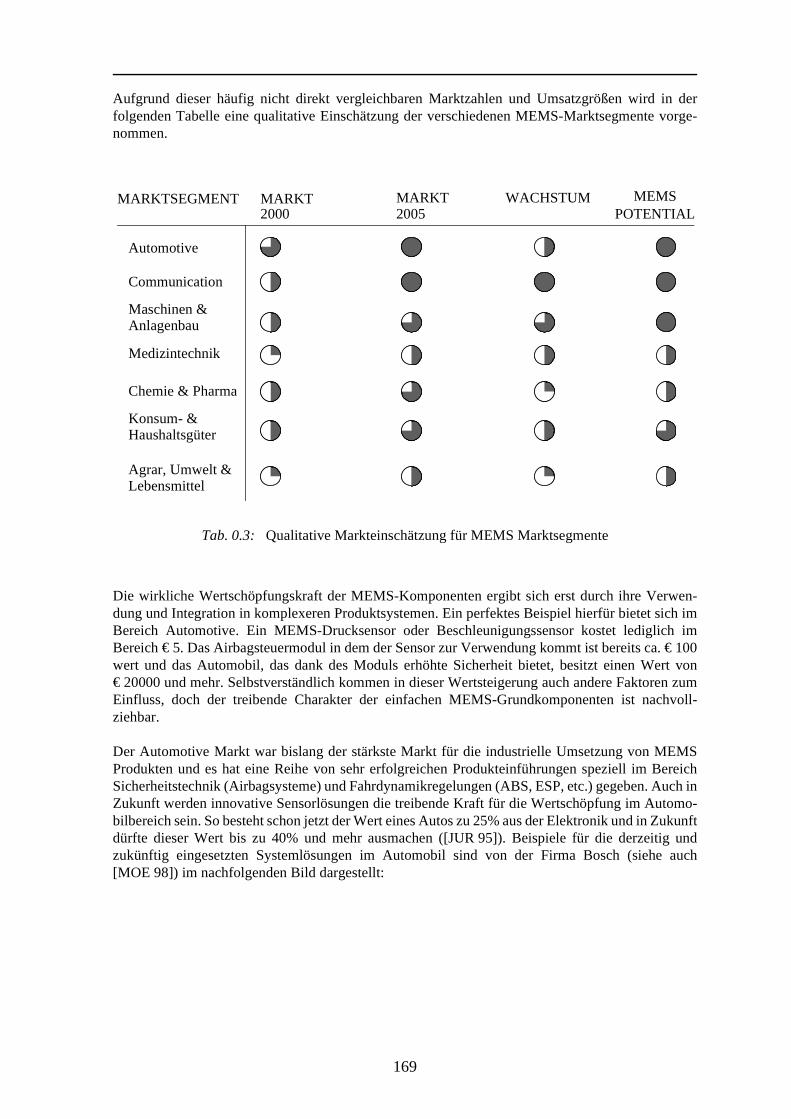
169
Aufgrund dieser häufig nicht direkt vergleichbaren Marktzahlen und Umsatzgrößen wird in derfolgenden Tabelle eine qualitative Einschätzung der verschiedenen MEMS-Marktsegmente vorge-nommen.
Tab. 0.3: Qualitative Markteinschätzung für MEMS Marktsegmente
Die wirkliche Wertschöpfungskraft der MEMS-Komponenten ergibt sich erst durch ihre Verwen-dung und Integration in komplexeren Produktsystemen. Ein perfektes Beispiel hierfür bietet sich imBereich Automotive. Ein MEMS-Drucksensor oder Beschleunigungssensor kostet lediglich imBereich € 5. Das Airbagsteuermodul in dem der Sensor zur Verwendung kommt ist bereits ca. € 100wert und das Automobil, das dank des Moduls erhöhte Sicherheit bietet, besitzt einen Wert von€ 20000 und mehr. Selbstverständlich kommen in dieser Wertsteigerung auch andere Faktoren zumEinfluss, doch der treibende Charakter der einfachen MEMS-Grundkomponenten ist nachvoll-ziehbar.
Der Automotive Markt war bislang der stärkste Markt für die industrielle Umsetzung von MEMSProdukten und es hat eine Reihe von sehr erfolgreichen Produkteinführungen speziell im BereichSicherheitstechnik (Airbagsysteme) und Fahrdynamikregelungen (ABS, ESP, etc.) gegeben. Auch inZukunft werden innovative Sensorlösungen die treibende Kraft für die Wertschöpfung im Automo-bilbereich sein. So besteht schon jetzt der Wert eines Autos zu 25% aus der Elektronik und in Zukunftdürfte dieser Wert bis zu 40% und mehr ausmachen ([JUR 95]). Beispiele für die derzeitig undzukünftig eingesetzten Systemlösungen im Automobil sind von der Firma Bosch (siehe auch[MOE 98]) im nachfolgenden Bild dargestellt:
MARKT2000
WACHSTUM MEMSPOTENTIAL
MARKTSEGMENT MARKT2005
Automotive
Communication
Maschinen &Anlagenbau
Medizintechnik
Chemie & Pharma
Konsum- &Haushaltsgüter
Agrar, Umwelt &Lebensmittel
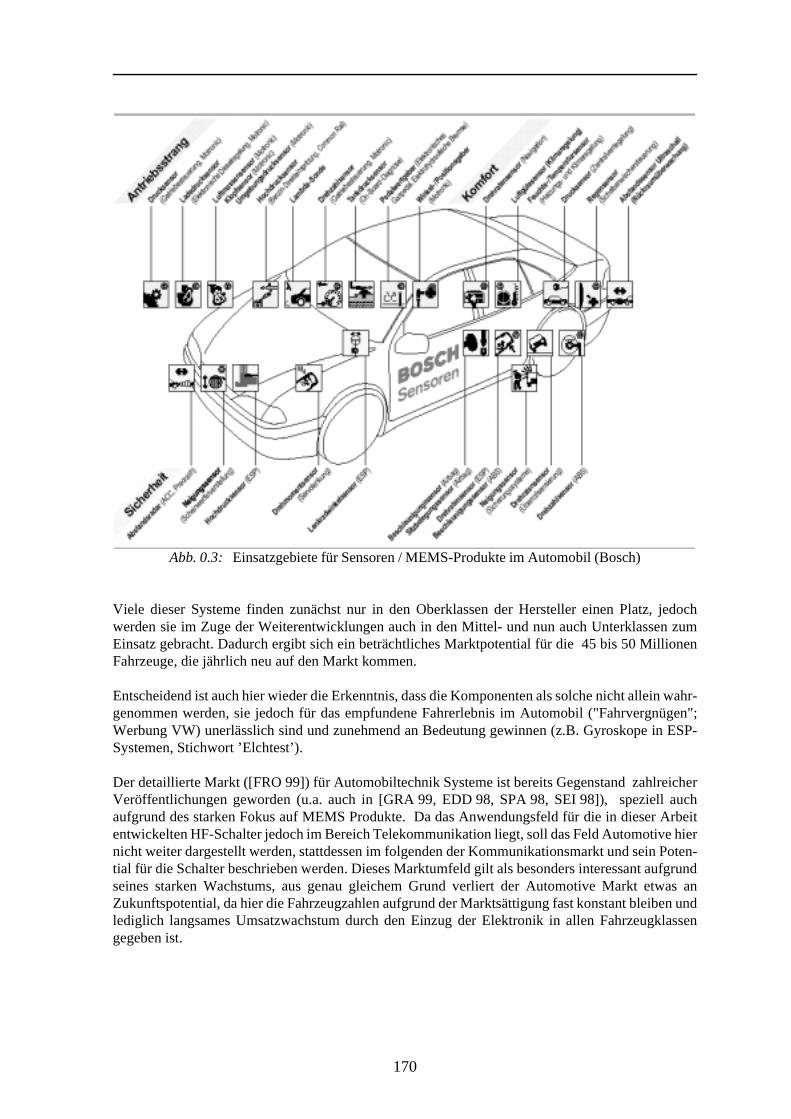
170
Abb. 0.3: Einsatzgebiete für Sensoren / MEMS-Produkte im Automobil (Bosch)
Viele dieser Systeme finden zunächst nur in den Oberklassen der Hersteller einen Platz, jedochwerden sie im Zuge der Weiterentwicklungen auch in den Mittel- und nun auch Unterklassen zumEinsatz gebracht. Dadurch ergibt sich ein beträchtliches Marktpotential für die 45 bis 50 MillionenFahrzeuge, die jährlich neu auf den Markt kommen.
Entscheidend ist auch hier wieder die Erkenntnis, dass die Komponenten als solche nicht allein wahr-genommen werden, sie jedoch für das empfundene Fahrerlebnis im Automobil ("Fahrvergnügen";Werbung VW) unerlässlich sind und zunehmend an Bedeutung gewinnen (z.B. Gyroskope in ESP-Systemen, Stichwort ’Elchtest’).
Der detaillierte Markt ([FRO 99]) für Automobiltechnik Systeme ist bereits Gegenstand zahlreicherVeröffentlichungen geworden (u.a. auch in [GRA 99, EDD 98, SPA 98, SEI 98]), speziell auchaufgrund des starken Fokus auf MEMS Produkte. Da das Anwendungsfeld für die in dieser Arbeitentwickelten HF-Schalter jedoch im Bereich Telekommunikation liegt, soll das Feld Automotive hiernicht weiter dargestellt werden, stattdessen im folgenden der Kommunikationsmarkt und sein Poten-tial für die Schalter beschrieben werden. Dieses Marktumfeld gilt als besonders interessant aufgrundseines starken Wachstums, aus genau gleichem Grund verliert der Automotive Markt etwas anZukunftspotential, da hier die Fahrzeugzahlen aufgrund der Marktsättigung fast konstant bleiben undlediglich langsames Umsatzwachstum durch den Einzug der Elektronik in allen Fahrzeugklassengegeben ist.
171
0.2.2 Telekommunikation / Communication
Die Aussichten für den Markt von MEMS Produkten im Bereich Communication sind äußerstpositiv. Prognosen von Cahners In-Stat (Okt. 2000) zeigen auf ein extremes Wachstumpotential umden Faktor 40 innerhalb von nur 4 Jahren:
• 2000: 50 M$• 2004: 2000 M$
Diese Zahlen beziehen sich auf die Produkte in denen MEMS Komponenten enthalten sind, nicht aufden Wert der reinen Bauteile selbst. Dennoch, Communication MEMS würden somit wahre ’enab-ling products’ sein , da sie ein enorm großes Umsatzpotential mit den aus ihnen gefertigten Produktenermöglichen. So z.B. die in Abb. 0.4 dargestellten neuen UMTS Geräte, die ab ca. 2003 zur Verfü-gung stehen werden. Erst durch diese Geräte wiederum und die mit ihnen ermöglichten Mobilfunk-Dienste wird die Basis geschaffen, die enormen Vorab-Investitionen in die neuen UMTS Netzewieder zu erwirtschaften. Am Beispiel des bislang gescheiterten WAP lässt sich zeigen, wie abhängigdie Netze von leistungsfähigen Endgeräten sind, ohne die kein Benutzer auf die Potentiale der Netzebzw. ihrer Dienstleistungen zugreifen kann. Seit der Einführung der wirklich WAP-fähigen Endge-räte fängt sich der WAP-Markt an zu entwickeln, für viele Anbieter (speziell aus dem Bereich Start-ups) bereits zu spät.Auch bei den neuen 3G Netzwerken, die sich nun im Aufbau befinden, werden die Endgeräte derkundenseitige Hardware-Schlüssel zum Erfolg sein.
Abb. 0.4: Prototypen für neue UMTS Mobilfunk-Endgeräte (Siemens AG)
Die positive Marktentwicklung und das damit verbundene Potential für ’Communication MEMS’ alsZuliefererprodukt wird ebenfalls deutlich aus der Betrachtung der Absatzzahlen für Mobilfunkend-geräte in den vergangenen Jahren bzw. dem Ausblick auf die nächsten Jahre.
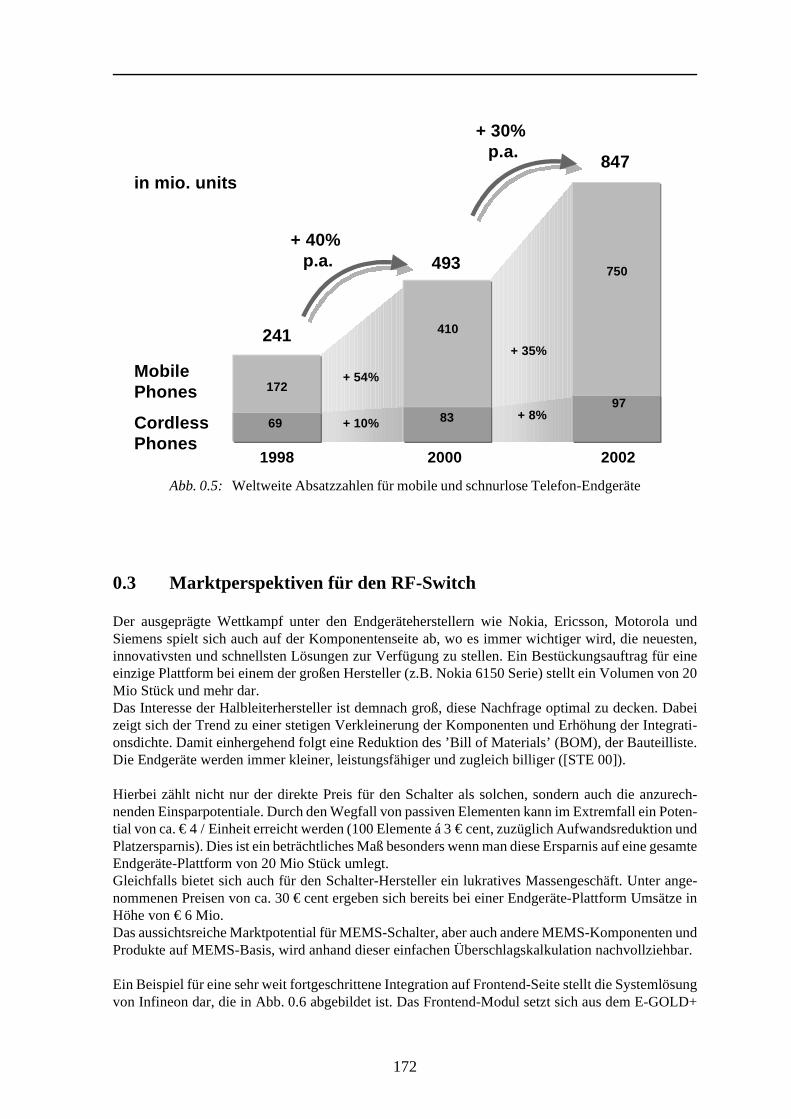
172
Abb. 0.5: Weltweite Absatzzahlen für mobile und schnurlose Telefon-Endgeräte
0.3 Marktperspektiven für den RF-Switch
Der ausgeprägte Wettkampf unter den Endgeräteherstellern wie Nokia, Ericsson, Motorola undSiemens spielt sich auch auf der Komponentenseite ab, wo es immer wichtiger wird, die neuesten,innovativsten und schnellsten Lösungen zur Verfügung zu stellen. Ein Bestückungsauftrag für eineeinzige Plattform bei einem der großen Hersteller (z.B. Nokia 6150 Serie) stellt ein Volumen von 20Mio Stück und mehr dar.Das Interesse der Halbleiterhersteller ist demnach groß, diese Nachfrage optimal zu decken. Dabeizeigt sich der Trend zu einer stetigen Verkleinerung der Komponenten und Erhöhung der Integrati-onsdichte. Damit einhergehend folgt eine Reduktion des ’Bill of Materials’ (BOM), der Bauteilliste.Die Endgeräte werden immer kleiner, leistungsfähiger und zugleich billiger ([STE 00]).
Hierbei zählt nicht nur der direkte Preis für den Schalter als solchen, sondern auch die anzurech-nenden Einsparpotentiale. Durch den Wegfall von passiven Elementen kann im Extremfall ein Poten-tial von ca. € 4 / Einheit erreicht werden (100 Elemente á 3 € cent, zuzüglich Aufwandsreduktion undPlatzersparnis). Dies ist ein beträchtliches Maß besonders wenn man diese Ersparnis auf eine gesamteEndgeräte-Plattform von 20 Mio Stück umlegt.Gleichfalls bietet sich auch für den Schalter-Hersteller ein lukratives Massengeschäft. Unter ange-nommenen Preisen von ca. 30 € cent ergeben sich bereits bei einer Endgeräte-Plattform Umsätze inHöhe von € 6 Mio.Das aussichtsreiche Marktpotential für MEMS-Schalter, aber auch andere MEMS-Komponenten undProdukte auf MEMS-Basis, wird anhand dieser einfachen Überschlagskalkulation nachvollziehbar.
Ein Beispiel für eine sehr weit fortgeschrittene Integration auf Frontend-Seite stellt die Systemlösungvon Infineon dar, die in Abb. 0.6 abgebildet ist. Das Frontend-Modul setzt sich aus dem E-GOLD+
in mio. units
MobilePhones
CordlessPhones
172
69
410
83
750
97
+ 54%
+ 10%
+ 35%
+ 8%
+ 40%p.a.
+ 30%p.a.
241
493
847
1998 2000 2002
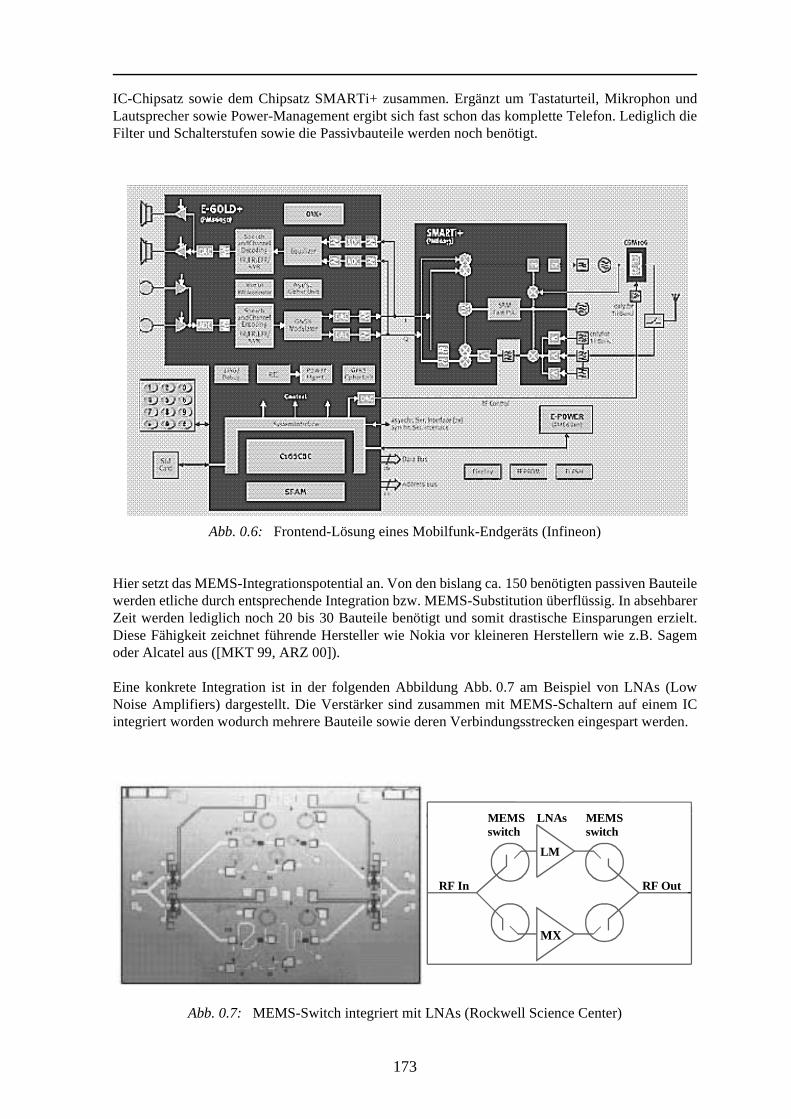
173
IC-Chipsatz sowie dem Chipsatz SMARTi+ zusammen. Ergänzt um Tastaturteil, Mikrophon undLautsprecher sowie Power-Management ergibt sich fast schon das komplette Telefon. Lediglich dieFilter und Schalterstufen sowie die Passivbauteile werden noch benötigt.
Abb. 0.6: Frontend-Lösung eines Mobilfunk-Endgeräts (Infineon)
Hier setzt das MEMS-Integrationspotential an. Von den bislang ca. 150 benötigten passiven Bauteilewerden etliche durch entsprechende Integration bzw. MEMS-Substitution überflüssig. In absehbarerZeit werden lediglich noch 20 bis 30 Bauteile benötigt und somit drastische Einsparungen erzielt.Diese Fähigkeit zeichnet führende Hersteller wie Nokia vor kleineren Herstellern wie z.B. Sagemoder Alcatel aus ([MKT 99, ARZ 00]).
Eine konkrete Integration ist in der folgenden Abbildung Abb. 0.7 am Beispiel von LNAs (LowNoise Amplifiers) dargestellt. Die Verstärker sind zusammen mit MEMS-Schaltern auf einem ICintegriert worden wodurch mehrere Bauteile sowie deren Verbindungsstrecken eingespart werden.
Abb. 0.7: MEMS-Switch integriert mit LNAs (Rockwell Science Center)
LM
MX
MEMSswitch
MEMSswitch
LNAs
RF In RF Out
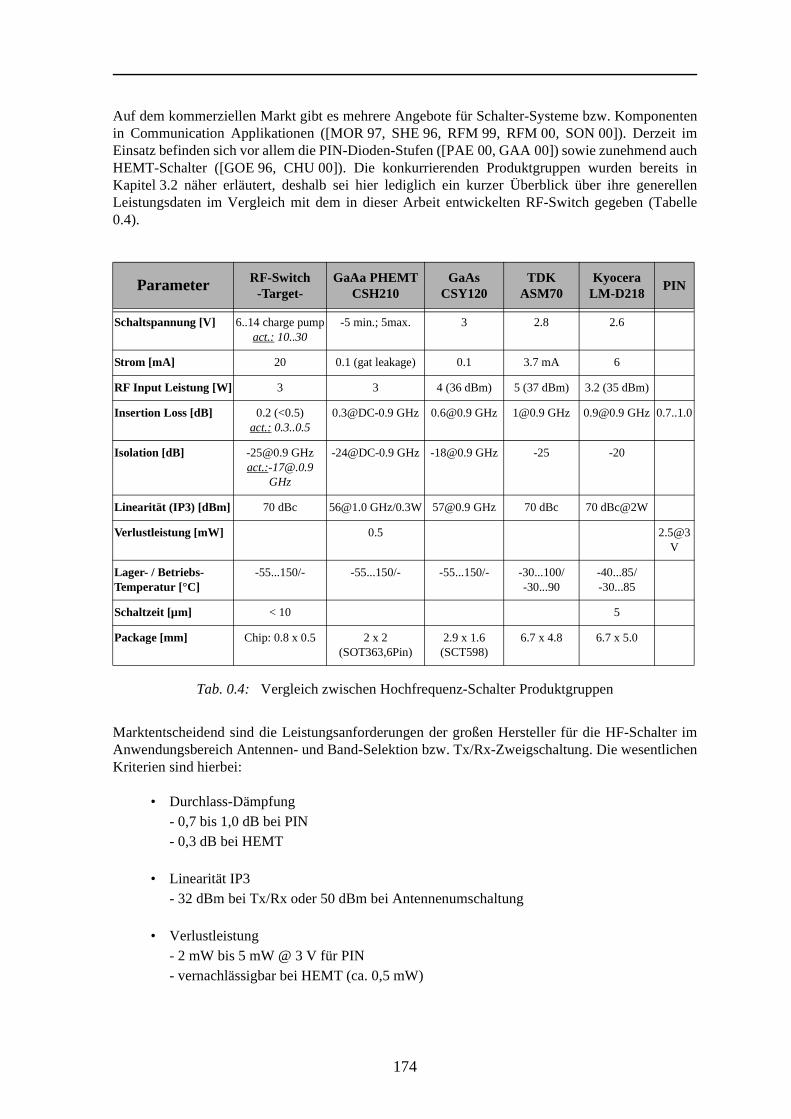
174
Auf dem kommerziellen Markt gibt es mehrere Angebote für Schalter-Systeme bzw. Komponentenin Communication Applikationen ([MOR 97, SHE 96, RFM 99, RFM 00, SON 00]). Derzeit imEinsatz befinden sich vor allem die PIN-Dioden-Stufen ([PAE 00, GAA 00]) sowie zunehmend auchHEMT-Schalter ([GOE 96, CHU 00]). Die konkurrierenden Produktgruppen wurden bereits inKapitel 3.2 näher erläutert, deshalb sei hier lediglich ein kurzer Überblick über ihre generellenLeistungsdaten im Vergleich mit dem in dieser Arbeit entwickelten RF-Switch gegeben (Tabelle0.4).
Tab. 0.4: Vergleich zwischen Hochfrequenz-Schalter Produktgruppen
Marktentscheidend sind die Leistungsanforderungen der großen Hersteller für die HF-Schalter imAnwendungsbereich Antennen- und Band-Selektion bzw. Tx/Rx-Zweigschaltung. Die wesentlichenKriterien sind hierbei:
• Durchlass-Dämpfung- 0,7 bis 1,0 dB bei PIN- 0,3 dB bei HEMT
• Linearität IP3- 32 dBm bei Tx/Rx oder 50 dBm bei Antennenumschaltung
• Verlustleistung- 2 mW bis 5 mW @ 3 V für PIN- vernachlässigbar bei HEMT (ca. 0,5 mW)
Parameter RF-Switch-Target-
GaAa PHEMTCSH210
GaAsCSY120
TDKASM70
KyoceraLM-D218
PIN
Schaltspannung [V] 6..14 charge pumpact.: 10..30
-5 min.; 5max. 3 2.8 2.6
Strom [mA] 20 0.1 (gat leakage) 0.1 3.7 mA 6
RF Input Leistung [W] 3 3 4 (36 dBm) 5 (37 dBm) 3.2 (35 dBm)
Insertion Loss [dB] 0.2 (<0.5)act.: 0.3..0.5
[email protected] GHz [email protected] GHz [email protected] GHz [email protected] GHz 0.7..1.0
Isolation [dB] [email protected] GHzact.:[email protected]
GHz
[email protected] GHz [email protected] GHz -25 -20
Linearität (IP3) [dBm] 70 dBc [email protected] GHz/0.3W [email protected] GHz 70 dBc 70 dBc@2W
Verlustleistung [mW] 0.5 2.5@3V
Lager- / Betriebs-Temperatur [°C]
-55...150/- -55...150/- -55...150/- -30...100/-30...90
-40...85/-30...85
Schaltzeit [µm] < 10 5
Package [mm] Chip: 0.8 x 0.5 2 x 2(SOT363,6Pin)
2.9 x 1.6(SCT598)
6.7 x 4.8 6.7 x 5.0
175
Die MEMS-Schalter haben eine gute Chance, sich für Marktanwendungen behaupten zu können:
• Gegenüber den PIN-Dioden verbrauchen sie aufgrund ihrer elektrostatischenAnsteuerung sehr viel weniger Leistung (jedoch mehr Leistung als die HEMT-Schalter). Zudem besitzen sie eine niedrigere Durchlass-Dämpfung, die sichnoch weiter verbessern lässt. Hinzukommt der Wegfall von Koppelkondensato-
ren und passiven Elementen, sowie die Einsparung von /4 bzw. /2 Leitungs-
elementen.
• Die HEMT Schalter besitzen ebenfalls diese Vorteile, jedoch ist hier das Pro-blem der Harmonischen Generation gegeben, d.h. die HEMT Schalter erzeugenals nicht-lineare Bauelemente Oberwellen. Die MEMS-Schalter hingegenerzeugen keine Harmonischen, da sie ein lineares Bauelement darstellen, und siekönnen somit die Forderung des Intersect Points 3 (IP3 > 60 dBm) erfüllen.
Kostentreibend gegenüber den PIN-Dioden ist jedoch bei beiden Ansätzen das Packaging, das beiden Dioden nicht zu unterbieten ist. Hier muss das Augenmerk bei der weiteren Entwicklung liegen,wobei im Rahmen dieser Arbeit interessante und vielversprechende Lösungsansätze untersuchtwurden.Entscheidend zwischen HEMT und MEMS bleibt damit die Frage nach der Lebensdauer und Zuver-lässigkeit, speziell bei den MEMS muss hier auf die Kontakte und die Mikromechanik geachtetwerden. Diese Aspekte spielen bei den HEMTs keine Rolle, als reines Halbleiterprodukt sind sie sehrrobust und zuverlässig.
MEMS-Schalter stellen somit potentiell wichtige Komponenten dar, die am Anfang einer langenWertschöpfungskette stehen. Diese Kette führt von einzelnen Bauelementen, die nur wenige EuroCent kosten, hin zu einem im Alltag mittlerweile nahezu unverzichtbar gewordenen Massenproduktmit einem Preis von mehreren Hundert Euro - dem Mobilfunkendgerät.
λ λ
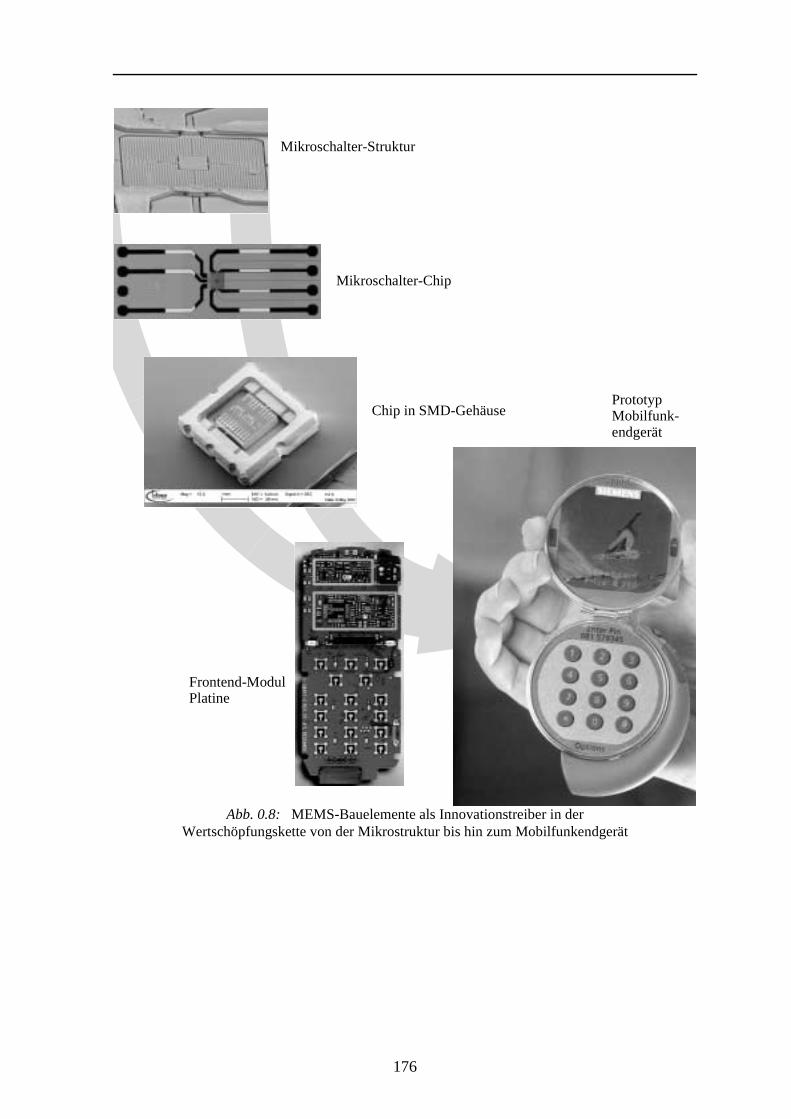
176
Abb. 0.8: MEMS-Bauelemente als Innovationstreiber in derWertschöpfungskette von der Mikrostruktur bis hin zum Mobilfunkendgerät
Mikroschalter-Struktur
Mikroschalter-Chip
Chip in SMD-Gehäuse
Frontend-ModulPlatine
PrototypMobilfunk-endgerät
177
Anhang 4: Literaturverzeichnis
LITERATURVERZEICHNIS:
[ABE 00]Abe, T.; Li, X.; Esashi, M.: "Deep Reactive Ion Etching of Pyrex Glass"; Proc. MEMS 2000; 2000;pp.
[AIG 00]Aigner, R.: "The Role of Microsystems in "Next Generation" Mobile Communication"; mst news, 3;2000; pp. 10-11
[ALL 92]Alley, R.; Cuan, G.; Howe, R.; Komyopoulos, K.: "The Effect of Release –Etch or Surface Microst-ructure Stiction"; Proc. IEEE Solid-State Sensor Actuator Workshop; Hilton Head/ SC; 1992;pp. 202-207
[ARZ 00]Arzt, A.; Blaschke, J.: "GSM Grundlagen"; Infineon Technologies; München; 2000
[ATT 98]Attia, P.; Tremblay, G.; Laval, R.; Hesto, P.: "Characterisation of a Low-Voltage Actuated GoldMicroswitch"; Materials Science and Engineering, B51; 1998; pp. 263-266
[BEL 00]Belloy, E.; Thurre, S.; Walckiers, E.; Gijs, M.A.M.: "The Introduction of Powder Blasting for Sensorand Microsystem Applications"; Sensors & Actuators, 84 2000; pp. 330-337
[BEL 99]Belloy, E.; Thurre, S.; Walckiers, E.; Sayah, A.; Gijs, M.A.M.: "Powder Blasting as a New Techno-logy for Inertial Sensor Fabrication"; Eurosensors XIII; Den Haag/ Niederlande; Sep 1999; pp. 827-830
[BER 98]Berthold, A.; Sarro, P.M.; Vellekoop, M.J.: "Low Temperature Quartz-to-Silicon Bonding for SAWApplications"; SPIE, Vol. 3328; Mar 1998; pp. 81-85
[BIE 00]Bierhals, R.; Cuhls, K.; Hüntrup, V.; Schünemann, M.; Thies, U.; Weule, H.: "Mikrosystemtechnik– Wann kommt der Marktdurchbruch"; Heidelberg; 2000
[BRA 00]Brand, O.; Hornung, M.; Mayer, F.; Wälti, M.: "Microsensor Packaging"; MEMS-Workshop Notes,FSRM; Switzerland; 2000
[BRA 99]Brauer, M.: ”Design eines Inertialsensors für die prozeßtechnische Realisierung auf einer CMOS-ba-sierten Auswerteschaltung”; Diplomarbeit; Universität Bremen; 1999
178
[BRO 97]Brown, E.: "Microwave and MM-Wave MEMS Switches"; Presentation; DARPA; Arlington, VA /USA; 1997; www.darpa.mil
[BRO 98]Brown, E.: "MAFET Thrust 3: A Revolutionary Program for Solid-State RF Power Generation andControl"; Program Report; DARPA; Arlington, VA / USA; 1998, www.darpa.mil
[BRO 99]Brown, A.R.; Rebeiz, G.M.: "Micromachined High-Q Resonators, Low-Loss Diplexers, and LowPhase-Noise Oscillators for a 28 GHz Front-End"; IEEE; 1999; pp. 247-253
[BUC 98]Buch, S.; Zeppenfeld, A.: "Mikrosensoren im Kraftfahrzeug"; F & M, 106; 1998; 99. 7-8
[BUC 99]Buchhold, R.; Nakladal, A.; Gerlach, G.; Herold, M.: "Swelling Behaviour of Thin Anisotropic Po-lymer Layers"; Thin Solid Films, 350 1999; pp. 178-185
[BUE 97]Bühler, J.: "Deformable Micromirror Arrays by CMOS Technology"; Dissertation; Zürich; 1997
[BUN 00]Bundesministerium für Bildung und Forschung: "Förderkonzept: Mikrosystemtechnik 2000+. MSTfür High-Tech-Produkte Made in Germany"; Bonn; Jan 2000
[BUS 98]Bustillo, J.M.; Howe, R.T.; Muller, R.S.: "Surface Micromachining for Microelectromechanical Sy-stems"; Proc. of the IEEE, Vol. 86; No. 8; Aug 1998; pp. 1552-1574
[BUT 99]Butler, J.T.; Bright, V.M.; Saia, R.J.: "Investigation of MEMS Packaging Using Multichip ModuleFoundries"; Sensors and Materials, Vol. 11; No. 7; 1999; pp. 87-104
[CHA 99]Chang, C.; Chang, P.: "Innovative Micromachined Microwave Switch with Very Low InsertionLoss"; Proc. Transducers 99; Sendai, Japan; June 1999; pp.
[CHI 99]Chiao, J.-C.; Fu, Y.; Choudhury, D.; Lin, L.-Y.: "MEMS Millimeter Components"; 1999 IEEEMTT-S Int. Microwave Symposium Digest, Vol. 2;Anaheim/ CA; Jun 1999; pp. 463-466
[CHU 95]Chung, S.-W. J.; Shin, J.-W.; Kim, Y.-K.; Han, B.-S.: "Design and Fabrication of Micro Mirror Sup-ported by Electroplated Nickel Posts"; Proc. Transducers ´95 - Eurosensors IX; Stockholm; 1995;pp. 312-315
[CHU 00]Chung, Y.; Ryu, G.-H.; Kim, D.-H.; Lee, J.-H.; Hong, W.-Y.; Seo, K.-S.: "Characterization of Sour-ce-to-Drain Capacitance (Cds) Effect of GaAs PHEMT for Microwave and Millimeter-WaveSwitch"; IEEE MTT-S International Microwave Symposium; Boston/ MA; Jun 2000
[CON 99]Conant, R.A.; Nee, J.; Hart, M.; Solgaard, O.; Lau, K.Y.; Muller, R.S.: "Robustness and Reliabilityof Micromachined Scanning Mirrors"; Micro Opto Electro MechanicalSystems – MOEMS '99; 1999;pp. 120-125
[DAH 99]Dahl v., A.: "Realisierung eines Technologietransfers zur Herstellung von V3-Deckelwafern für ei-nen Gold-Zinn-Weichlot Waferbondprozeß"; Projektarbeit; Universität Bremen; 1999
[DEG 98]Degani, O.D.; Socher, E.; Lipson, A.; Leitner, T.; Setter, D.J.; Kaldor, S.; Nemirovsky, Y.: "Pull-InStudy of an Electrostatic Torsion Microactuators"; Journal of Microelectromechanical Systems, Vol.7; No. 4; Dec 1998; pp. 373-379
179
[DIE 98]Dietrich, T.R.: "Einsatz von Glas in der Mikrotechnik"; MicroEngineering Kongress 98, Tagungs-band, Kongress für Mikrosysteme und Präzisionstechnik, Symp. Fertigung miniaturisierter Teile;Stuttgart; Sep 1998; pp. 27-34
[EDD 98]Eddy, D.S.; Sparks, D.R.: "Application of MEMS Technology in Automotive Sensors and Actua-tors"; Proc. of the IEEE, Vol. 86; No. 8; Aug 1998; pp. 1747-1755
[ELB 98]Elbrecht, L.: "Möglichkeiten und Grenzen der Silizium-Planartechnologie zur Herstellung von mi-kromechanischen Sensoren und deren Verkapselung"; Dissertation; Universität Bremen; 1998
[ELE 99]Electronics Weekly: "Nokia boss in chip attack"; Electronics Weekly; 16.06.99; 1999
[ELE 99A]Elenius, P.: "Wafer-Level Packaging Gains Momentum"; Solid State Technology; Apr 1999; pp. 45-50
[ENG 96]Engquist, I.: "Self-Assembled Monolayers"; Laboratory of Applied Physics; Linköping University;1996; WWW-Page; http://www.ifm.liu.se/Applphys/ftir/sams.html
[FOC 98]Focke, C: "Packaging und Charakterisierung mikromechanier Beschleunigungssensoren in galvani-scher Additivtechnik"; Diplomarbeit; Universität Bremen; 1998
[FRA 97]Frank, M.: "Table of MEMS Switch Characteristics"; Mass.Institute of Tech.; www.ai.mit.edu/~mpf/MEMS/ table; 1997; pp. 1-3
[FRO 99]Frost and Sullivan: "World Sensor Markets: Strategic Analysis"; Study; Frost and Sullivan; MountainView, CA/USA; 1999
[FZK 99]Forschungszentrum Karlsruhe: "Projekt Mikrosystemtechnik"; Informationsbroschüre; Forschungs-zentrum Karlsruhe; 1999
[GAA 00]GaAsTEK: "SPDT High Power T/R Switch ITTS510AK"; Technical Notes; GaAsTEK; Roanoke,VA/USA; 2000; www.gaastek.com
[GOE 96]Götzfried, R.; Itoh, T.; Luy, J.; Schumacher, H.: "Zero Power Si/SiGe HBT SPDT T/R AntennaSwitch"; IEEE MTT-S Digest; Jun 1996; pp. 651-653
[GOL 00]Goldsmith, C.: "RF MEMS Devices and Circuits for Radar and Receiver Applications"; MTT Work-shop WFD Microwave and Phototonic Applications of MEMS; IEEE MTT-S International Micro-wave Symposium; Boston/ MA; Jun 2000
[GOL 96]Goldsmith, C.; Lin, T.H.; Powers, B.; Wu, W.-R.; Norvell, B.: "Micromechanical Membrane Swit-ches for Microwave Applications"; IEEE MTT-S Digest; May 1996; pp. 91-94
[GOL 96A]Goldsmith, C.; Randall, J.; Eshelman, S.; Lin, T.H.; Denniston, D.; Chen, S.; Norvell, B.: "Characte-ristics of Micromachined Switches at Microwave Frequencies"; IEEE MTT-S Digest; Jun 1996;pp. 1141-1144
[GOL 98]Goldsmith, C.; Yao, Z.; Eshelman, S.; Denniston, D.: "Performance of Low-Loss RF MEMS Capa-citive Switches"; IEEE MTT-S Digest, Vol. 8; No. 8; Aug 1998; pp. 269-271
180
[GRA 99]Grace, R.H.: "The Growing Presence of MEMS and MST in Automotive Applications"; Sensors, 16;1999; pp. 89-96
[GRE 97]Gretillat, M.-A.; Yang, Y.-J.; Hung, E.; Rabinovich, V.; Ananthasuresh, G.; de Rooij, N.F.;Senturia, S.: "Nonlinear Electromechanical Behavior of an Electrostatic Microrelay"; Transducers'97;Chicago; Jun 1997; pp. 1141-1144
[GRE 99]Gretillat, M.-A.; Gretillat, F.; de Rooij, N.F.: "Micromechanical relay with electrostatic actuationand metallic contacts"; J. of Micromech. Microeng., 9/1999, pp. 324-331
[HAC 99]Hacke, H.-J.: "Vom Nacktchip zum CSP – Das Gehäuse-Packaging dringt auf den Wafer vor"; VTE– Aufbau- und Verbindungstech. i. d. Elektron., Vol. 11; No. 1; 1999; pp. 8-14
[HAH 00]Hah, D.; Yoon, E.; Hong, S.: "A Low Voltage Actuated Micromachined Microwave Switch UsingTorsion Springs and Leverage"; IEEE MTT-S International Microwave Symposium; Boston/ MA;Jun 2000
[HAR 00]Harsh, K.F.; SU, B.; Zhang, W.; Bright, V.M.; Lee, Y.C.: "The Realization and Design Considerati-ons of a Flip-Chip Integrated MEMS Tunable Capacitor"; Sensors & Actuators, 80; 2000; pp. 108-118
[HEL 98]Helms, R.: "Next-Generation. R & D Partnerships"; Solid State Technology; Aug 1998; pp. 109-112
[HER 89]Hering, E.; Martin, R.; Stohrer, M.: "Physik für Ingenieure"; VDI Verlag, Düsseldorf; 1989
[HEU 91]Heuberger, A.: "Mikromechanik"; Springer Verlag; Berlin; 1991
[HIE 96]Hierold, C.; Hildebrandt, A.; Näher, U.; Scheiter, T.; Mensching, B.; Steger, M.; Tielert,R.: "A PureCMOS Surface Micromachined Integrated Accelerometer"; Int. Workshop on MEMS, San Diego,1996, pp. 174-179
[HIL 99]Hiltmann, K.; Keller, W.; Lang, W.: ”Micromachined Switches for Low Electric Loads”; Sensors &Actuators A, 74; 1999; pp. 203-206
[HIR 00]Hirata, A.; Machida, K.; Kyuragi, H.; Maeda, M.: "A Electrostatic Micromechanical Switch for Lo-gic Operation in Multichip Modules on SI"; Sensors & Actuators, 80; 2000; pp. 119-125
[HIR 99]Hirata, A.; Machida, K.; Kyuragi, H.; Maeda, M.: "A Micromechanical Switch as the Logic Ele-ments for Circuits in Multi Chip Module on SI (MCM-Si)"; Proc. MEMS 1999; 1999; pp. 582-587
[HOU 96]Houston, M.; Maboudian, R.; Howe, R.: "Self-Assembled Monolayer Films as Durable Anti-StictionCoatings for Polysilicon Microstructures"; Proc. IEEE Solid-State Sensor Actuator Workshop; Hil-ton Head/ SC; 1996; pp. 42-47
[HOU 96A]Houston, M.: "Surface Treatments for Adhesion Reduction in Polysilicon Micromechanical De-vices"; Ph.D. Dissertation; University of California at Berkeley; 1996
[HYM 98]Hyman, D.; Mehregany, M.: "Contact Physics of Gold Microcontacts for MEMS Switches"; Electri-
181
cal Contacts-1998. Proc. of hte 44th IEEE Holm Conference on Electrical Contacts; Arlington/ VA;Oct 1998; pp. 133-140
[HYM 99]Hyman, D.; Schmitz, A.; Warneke, B.; Hsu, T.Y.; Lam, J.; Brown, J.; Schaffner, J.; Walston, A.;Loo, R.Y.; Tangonan, G.L.; Mehregany, M.; Lee, J.: "GaAs-Compatible Surface-MicromachinedRF MEMS Switches"; Electronic Letters, Vol. 35; No. 3; Feb 1999; pp. 224-226
[IZA 99]Izadpanah, H.; Warneke, B.; Loo, R.; Tangonan, G.: "Reconfigurable Low Power, Light WeightWireless System Based on the RF MEM Switches"; 1999 IEEE MTT-S Int. Topical Symposium onTechnologies for Wireless Applications; Vancouver/ Canada; Feb 1999; pp. 175-180
[JAN 97]Janczek, T.: "Material Investigation for Pressure Sensor Package P-DSOF-8-1"; IEEE; 1997;pp. 220-222
[JUR 95]Jurgen,R.: "Automotive Electronics Handbook"; McGraw-Hill; New York; 1995
[KAT 00]Katehi, L.P.B.: "Integration of Communication System Using Silicon Micromachining Technology";IEEE MTT-S International Microwave Symposium; Boston/ MA; Jun 2000
[KAT 98]Katehi, L.; Rebeiz, G.; Nguyen, C.;: "MEMS and Si-Micromachined Components for Low-Power,High-Frequency Communication Systems"; IEEE MTT-S Digest; Jun 1998; pp. 331-333
[KAT 98A]Katehi, L.P.B.; Mallat, J.; Raisanen, A.; Tuovinen, J.: "SI Micromachining for High-Frequency Cir-cuits"; Proc. of ESA Workshop on Millimetre Wave Technology and Applications: Antennas, Cir-cuits and Systems"; Espoo/ Finland; May 1998; pp. 83-88
[KAW 96]Kawakyu, K.; Ikeda, Y.; Nagaoka, M.; Ishida, K.; Kameyama, A.; Nitta, T.; Yoshimura, M.;Kitaura, Y.; Uchitomi, N.: "A Novel Resonant-Type GaAs SPDT Switch IC with Low DistortionCharacteristics for 1.9 GHz Personal Handy-Phone System"; IEEE MTT-S Digest; Jun 1996;pp. 647-650
[KEL 97]Kelly, G.; Aldermann, J.; Lyden, C.; Barrett, J.: "Microsystem Packaging: Lessons from Conventio-nal Low Cost IC Packaging"; J. Micromech. Microeng., 7; 1997; pp. 99-103
[KOV 97]Kovacs, G.T.A.: "Considerations for the Practical Use of Micromachining Technologies"; Electro-chemical Society Proceedings, Vol. 97-5; 1997; pp 20-25
[KOV 98]Kovacs, G.T.A.; Maluf, N.I.; Petersen, K.E.:"Bulk Micromachining of Silicon"; Proc. of the IEEE,Vol. 86; No. 8; Aug 1998; pp. 1536-1551
[KRA 01]Krampitz, O.: "Mikrosystemtechnische Verfahren auf der Basis von SOI-Substraten zur Realisierungbeweglicher Mikrostrukturen mit hohem Aspektverhältnis"; Dissertation; Universität Bremen; 2001
[KRA 97]Krampitz, O.: "Entwicklung eines Galvanikprozesses für den industriellen Einsatz am Beispiel einesmikromechanischen Beschleunigungschalterns"; Diplomarbeit; Universität Bremen; 1997
[KRO 98]Kröger, M; Kuhn, L.: "Kissen Rundherum"; Wirtschaftswoche, 36; 1998; pp. 72-73
[KRU 98]Kruglick, E.J.J.; Pister, K.S.J.: "Micronewton Contact Characterization for MEMS Relays"; ICEC'98; Nürnberg; 1998; pp. 53-57
182
[KRU 99]Kruglick, E.J.J.; Pister, K.S.J.: "Lateral MEMS Microcontact Considerations"; Journal ofMicroelectromechnical Systems, Vol. 8; No. 3; Sep 1999; pp. 264-271
[KUR 97]Kurzawski, P.: "Entwicklung einer Kontaktveredelung zur Vermeidung von Haftphänomenen beiGoldkontakten"; Studienarbeit; Universität Bremen; 1997
[LAM 97]Lambilly de, H.: "MEMS Packaging: More Precise, Faster, Cheaper- a Challenge"; Proceedings;May 1997; pp. 173-179
[LAN 97]Lancaster Synthesis GmbH: "Lancaster Synthesis Material Safety Data Sheet: 1H, 1H, 2H, 2H-Perfluorodecyltrichlorosilane (FDTS)"; Lancaster Synthesis GmbH; Mühlheim am Main; 1997
[LAN 98]Lang, W.; Sandmaier, H.: "Micro Electro Mechanical Systems: From Research to Applications"; Ja-panese Journal of Applied Physics, Vol. 37; 1998; pp 7047-7051
[LAN 99]Lang, W.; Pavlicek, H.; Marx, T.; Scheitheuer, H.; Schmidt, B.: ”Electrostatically Actuated Microm-irror Devices in Silicon Technology”; Sensors & Actuators A, 74; 1999; pp. 216-218
[LAR 99]Larson, L.E.: "Microwave MEMS Technology for Next-Generation Wireless Communications";1999 IEEE MTT-S Int. Microwave Symposium Dugest, Vol. 3;Anaheim/ CA; Jun 1999; pp. 1073-1076
[LIN 86]Lin, K.; Weil, R.: "Effects of Current Density, Pulse Plating, and Additives on the Initial Stage ofGold Deposition"; Journal of The Electrochemical Society; Vol. 133; No. 4; 1986; pp. 690-692
[LIU 98]Liu, C.; Zhang, M.; Tu, K.N.: "Micro Electromechanical Systems (MEMS): Technology and FutureApplications in Circuits"; 1998 5th Int. Conference on Solid-State and Integrated Circuits Technolo-gy; Beijing/ China; Oct 1998; pp. 928-931
[LUB 99]Lubecke,V.M.; Chiao, J.-C.: " MEMS Technologies for Enabling High Frequency CommunicationsCircuits"; TELSIKS '99; Niš/ Yugoslavia; Oct 1999; pp. 382-389
[MAB 00]Maboudian, R.; Ashurst, W.R.; Carraro, C.: "Self-Assembled Monolayers as Anti-Stiction Coatingsfor MEMS: Characteristics and Recent Development"; Sensors & Actuators, 82; 2000; pp. 219-223
[MAJ 97]Majumder, S.; McGruer, N.E.; Zavracky, P.; Adams, G.; Morrison, R.; Krim, J.: "Measurement andModeling of Surface Micromachined, Electrostatically Actuated Microswitches"; Transducers '97;Chicago; Jun 1997; pp. 1145-1148
[MAJ 97A]Majunder, S.; McGruer, N.E.; Zavracky, P.: "Electrostatically Actuated Micromechanical Swit-ches"; J. Vac. Sci. Technol. A 15(3); May/Jun 1997; pp. 1246-1249
[MAJ 98]Majumder, S.; McGruer, N.E.; Adams, G.G.; Zavracky, A.; Zavracky, P.M.; Morrison, R.H.;Krim, J.: "Study of Contacts in an Electrostatically Actuated Microswitch"; Electrical Contacts-1998.proc. of the 44th IEEE Holm Conference on Electrical Contacts; Arlington/VA; Oct 1998; pp. 127-132
[MAL 99]Malshe, A.P.; O'Neal, C.; Singh, S.B.: "Challenges in the Packaging of MEMS"; Int. Journal ofMicrocircuits and Electronic Packaging, Vol. 22; No. 3; 1999; pp. 233-241
183
[MAR 97]Marek, J.: "Silicon Microsystems for Automotive Applications"; Proc.; 1997; pp. 101-115
[MAU 99]Maudie, T.; Monk, D.J.; Stanerson, D.; Zehrbach, D.; Frank, R.: "Packaging and Test Considerationsfor Sensors"; Proceedings; Oct 1999; pp. 1-9
[MCG 97]McGruer, N.E.; Zavracky; P.M.; Majumder, S.: "Microswitches and Microrelays"; Proceedings;1997; pp. 215-218
[MCG 98]McGruer, N.E.; Zavracky, P.M.; Majumder, S.; Morrison, R.: "Electrostatically Actuated Micro-switches; Scaling Properties"; Solid-State Sensor and Actuator Workshop; Hilton Head Island/ SouthCarolina; Jun 1998; pp. 132-135
[MEH 99]Mehregany, M.: "Microelectromechanical Systems (MEMS) Application to Switches";ElectronicalContacts '99; Pittsburgh/ PA; Oct 1999; p. 28
[MES 00]Mescheder: ”Mikrosystemtechnik: Konzepte und Anwendungen”; Teubner Verlag, Stuttgart; 2000
[MES 00A]Mescheder: ”Wirtschaftliche Bedeutung der MST” in ”Mikrosystemtechnik: Konzepte und Anwen-dungen”; Teubner Verlag, Stuttgart; 2000
[MIC 97]Michaelis, S.: "Untersuchung der intrinsischen Spannungen bei galvanisch hergestellten Sensor-strukturen"; Studienarbeit; Universität Bremen; 1997
[MIC 98]Michaelis, S.: "Entwicklung eines industriellen Fertigungsprozesses für die Herstellung von Mikro-schaltern in Galvanischer Additivtechnik"; Diplomarbeit; Universität Bremen; 1998
[MIC 99]S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "Acceleration Threshold Switches Fabricated froman Additive Electroplating MEMS Process"; Proc. "Eurosensors XIII"; The Hague / Netherlands;Sept 1999, pp. 785-788
[MIC 99A]S. Michaelis, H.-J. Timme, M. Wycisk, J. Binder: "Additive Electroplating Technology as a Post-CMOS Process for the Production of MEMS Acceleration-Threshold Switches for TransportationApplications"; Journal of Micromechanics and Microengineering: MME'99 Special Issue; No. 10;2000; pp.120-123
[MIC 00]S. Michaelis, F. Plötz, R. Aigner, H.-J. Timme, J. Binder, R. Noé: "RF-Switches in MEMS techno-logy for the integration in communication applications"; Proc. "ASME-IMECE 2000" MEMS Vol.2; Orlando / USA; Nov 2000; pp. 75-80
[MIL 98]Miller, S.; Sniegowski, J.; Lavigne, G.; McWorther, P.: "Friction in Surface Micromachined Micro-engines"; Sandia National Laboratories; Alberquerque/ NM; 1998; WWW-Page; http://www.mdl.sandia.gov/Micromachine/docs/frictstict.pdf
[MKT 98]Markt und Technik: "Gehäuse werden zu Technologietreibern"; Markt und Technik; Sonderheft Sy-stems on Chip; Juni 1998
[MKT 98A]Markt und Technik: "Gute Aussichten für Hersteller"; Markt und Technik; Nr.35/28.08.98; 1998;pp. 26-28
184
[MKT 99]Markt und Technik: "Viele bunte SMARTIs"; Markt und Technik; Nr.8, 19.02.99; 1999; pp. 46-47
[MKT 99A]Markt und Technik: "Steil nach oben"; Markt und Technik; Nr.27/02.07.99; 1999; pp. 24-30
[MOE 98]Moellendorf, M.: "Anwendungsbeispiele der Mikrosystemtechnik im Kfz"; Mikrosystemtechnik imFahrzeug, 2. Euroforum-Tagung zur Farhzeug-Elektronik; Frankfurt a.M.; Jan 1998; pp. 11.1-11.26
[MOR 97]Mori, Y.; Magana, J.: "Handset Architectures and Implementations"; in W. Tuttlebee: "CordlessTelecommunications Worldwide"; Springer; Heidelberg; 1997; pp. 294-328
[MUL 00]Muldavin, J.B.; Rebeiz, G.M.: "High-Isolation Inductively-Tuned X-Band MEMS Shunt Switches";IEEE MTT-S International Microwave Symposium; Boston/ MA; Jun 2000
[MUL 99]Muldavin, J.; Rebeiz, G.: "30Ghz Tuned MEMS Switches"; IEEE MTT-S Digest; 1999; pp. 1511-1514
[NGU 00]Nguyen, C.T.-C.: "Communication Architectures Based on High-Q MEMS Devices"; MTT Work-shop WFD Microwave and Phototonic Applications of MEMS; IEEE MTT-S International Micro-wave Symposium; Boston/ MA; Jun 2000
[NGU 98]Nguyen, C.: "Microelectromechanical Devices for Wireless Communications"; MEMS '98; Heidel-berg; Jan 1998, pp. 1-7
[NGU 98A]Nguyen, C.: "Frequency-Selective MEMS for Miniaturized Communication Devices"; 1998 IEEEAerospace Conf., Snowmass / Co; Mar 1998; pp. 445-460
[NGU 98B]Nguyen, C.: "Communication Applications of Microelectromechanical Systems"; 1998 Sensors Ex-po; San Jose / Ca; May 1998; 9 pages
[NGU 99]Nguyen, C.T.-C.: "Microelectromechanical Components for Miniaturized Low-Power Communica-tion"; Proc. 1999 IEEE MTT-S International Microwave Symposium; Anaheim/ CA; 1999; pp. 48-77
[NGU 99A]Nguyen, C.T.-C.: "Micromechanical Filters for Miniaturized Low-Power Communications"; Proc. ofSPIE: Smart Structures and Materials ( Smart Electronics and MEMS); Newport Beach/ CA; Mar1999; pp.
[NOE 97]Noetzel, J.: "Grenzwertschalter in galvanischer Additivtechnik"; Dissertation; Universität Bremen;1997
[PAC 00]Pacheco, S.P.; Katehi, L.P.B.; Nguyen, C.T.-C.: "Design and Low Actuation Voltage FR MEMSSwitch"; IEEE MTT-S International Microwave Symposium; Boston/ MA; Jun 2000
[PAC 98]Pacheco,S.; Nguyen, C.; Katehi, L.: "Micromechanical Electrostatic K-Band Switches"; IEEE MTT-S Digest; Jun 1998; pp. 1569-1572
[PAE 00]Paeck, S.-W.; Kang, H.-I.; Jeon, K.-I.; Jeong, M.-D.; Kim, D.-W.; Lim, C.-R.; Lee, J.-H.; Lee, W.-S.; Oh, J.-E.; Chung, K.-W.: "1-26 GHZ High Power P-I-N Diode Switch"; IEEE MTT-S Internatio-nal Microwave Symposium; Boston/ MA; Jun 2000
185
[PAY 00]Payne, R.S.: "MEMS Commercialization: Ingredients for Success"; Proc. MEMS 2000; 2000; pp.
[RAV 99]Ravnkilde, J.T.; Ziebart, V.; Hansen, O.; Baltes, H.: "Mechanical Characterisation of ElectroplatedNickel-Iron"; Eurosensors XIII; Den Haag/ Niederlande; Sep 1999; pp. 383-386
[REI 82]Reid, F.; Goldie, W.: "Gold als Oberfläche"; Eugen G. Leuze Verlag; Saulgau; 1982
[REN 00]Renard, S.; Gaff, V.: "Chip Size Packaging for MEMS and Ics Realised at the Wafer Level"; mstnews, 1; Feb 2000; pp. 18-19
[RFM 00]RF Micro Devices: "RF2436 Transmit/Receive Switch"; Technical Notes; Rev A1 000418; RF MicroDevices; 2000; www.rfmd.com
[RFM 99]RF Micro Devices: "RF2425 4-Port Transfer Switch"; Technical Notes; Rev A0 990118; RF MicroDevices; 1999; www.rfmd.com
[ROB 99]Roberts, B.: "Is There Money in MEMS"; Electronic Business; May 1999; pp. 47-52
[ROG 98]Rogge, B.; Moser, D.; Oppermann, H.; Paul, O.; Baltes, H.: "Solder-Bonded Micromachined Capa-citive Pressure Sensors"; Proc. SPIE-Int. Soc. Opt. Eng. (USA) 3514; Santa Clara/ CA; Sep 1998;pp. 307-315
[ROL 99]Roland Berger & Partner: "Innovationsprozesse erkennen und optimieren"; Präsentation; RolandBerger & Partner; München; www.rolandberger.com; 1999
[ROT 99]Roth, S.; Marxer, C.; Feusier, G.; de Rooij, N.F.: "One Mask Nickel Micro-Fabricated Reed Relay";Proc. MEMS 1999; 1999; pp.
[SAK 99]Sakata, M.; Komura, Y.; Seki, T.; Kobayashi, K.; Sano, K.; Horiike, S.: "Micromachined RelayWhich Utilizes Single Crystal Silicon Electrostatic Actuator"; Proc. MEMS 1999; 1999; pp.
[SAN 97]De Los Santos, H.; Kao, Y.-H.; Caigoy, A.; Ditmars, E.: "Microwave and Mechanical Considerati-ons in the Design of MEM Switches for Aerospace Applications"; IEEE Aerospace Conference Pro-ceedings, vol 3; Aspen / CO; 1997; pp. 235-254
[SAT 01]Sattler, R.; Plötz, F.; Fattinger, G.; Wachutka, G.: "Modeling of an Electrostatic Torsional Actuator- Demonstrated with a RF MEMS Switch"; Conf. Proc. Transducers 01/ Eurosensors XV; Munich;June 2001; pp.
[SCH 93]Schaumburg, H.: "Einführung in die Werkstoffe der Elektrotechnik"; Teubner Verlag, Stuttgart;19931; pp.
[SCH 96]Schulze, S.: "Verkappung von Sensorbauelementen mittels Niedertemperatur-Siliziumbonden"; Dis-sertation; Universität Bremen; 1996
[SCH 96A]Schimkat, J.: "Grundlagen und Modelle zur Entwicklung und Optimierung von Silizium-Mikrore-lais"; Dissertation; TU Berlin; 1996
186
[SCH 97]Schiele, I.; Huber, J.; Evers, C.; Hillerich, B.; Kozlowski, F.: "Micromechanical Relay with Electro-static Actuation"; Transducers '97; Chicago; Jun 1997; pp. 1165-1168
[SCH 98]Schlaak, H.F.; Arndt, F.; Hanke, M.: "Switching Characteristics of Silicon-Microrelay with Electro-static Actuator"; ICEC '98. 19th Int. Confernece on Electric Contac Phenomena; Nürnberg; Sep 1998;pp. 59-64
[SCH 98A]Schimkat, J.: "Contact Materials for Microrelays"; Proc. MEMS '98: IEEE: 11th nAnnual Int. Work-shop on Micro Electro Mechanical Systems. An Investigation of Micro Structures, Sensors, Actua-tors, Machines and Systems; Heidelberg; Jan 1998; pp. 190-194
[SCH 99]Schiele, I.; Hillerich, B.: "Comparison of Lateral and Vertical Switches for Application as Microre-lays"; J. Micromech. Microeng., 9; 1999; pp. 146-150
[SCH 00]Schaffner, J.H.: "RF MEMS Devices and Their Applications to Antenna Systems"; MTT WorkshopWFD Microwave and Phototonic Applications of MEMS; IEEE MTT-S International MicrowaveSymposium; Boston/ MA; Jun 2000
[SCH 00A]Schlaak, H.: "Fabrication Technologies and Economic Aspects for Components in Microtechnolo-gy"; Proc. VDE MicroTEC 2000, Hannover; Sept. 2000; pp. 649-653
[SEI 98]Seidel, H.: "Safety Relevant Microsystems For Automotive Applications"; Proc. MHA 98; Nagoya,Japan; Nov. 1998; pp. 23-28
[SHE 96]Shen, H.; Hwang, C.-M.; Lusignan, B.B.; Wooley, B.A.: "A 900-MHz RF Front-End with IntegratedDiscrete-Time Filtering"; IEEE J. of Solid-State Circuits, vol. 31; no. 12; Dec 1996; pp. 1945-1954
[SHE 99]Shen, S.; Feng, M.: "Low Actuation Voltage RF MEMS Switches With Signal Frequencies From0.25 GHz to 40 GHz"; IEEE Int. Electron Devices Meeting 1999; Washington DC, USA; 1999;pp. 689-692
[SIG 98]Sigma-Aldrich Chemie GmbH: "Sicherheitsdatenblatt: Octadecyltrichlorosilane (OTS)"; Sigma-Aldrich Chemie GmbH; Steinheim; 1998
[SLI 99]Slikkerveer, P.J.; Bouten, P.C.P.; de Haas, F.C.M.: "High Quality Mechanical Etching of Brittle Ma-terials by Powder Blasting"; Eurosensors XIII; Den Haag/ Niederlande; Sep 1999; pp. 655-662
[SMI 97]Smith, J.H.: "Monolithic Integration of CMOS with Smart Sensors"; 1997; pp. 85-90
[SMI 97A]Smith, B.; Sniegowski, J.; LaVigne, G.: "Thin Teflon-Like Films for Eliminating Adhesion in Re-leased Polysilicon Microstructures"; Proc. 9th Int. Conf. Solid-State Sensors and Actuators – Trans-ducers '97; Chicago/ IL; 1997; pp. 245-248
[SON 00]Sony: "CXA3320ER Single Chip Rx/Tx"; Technical Notes; Sony UK Ltd; 2000; www.semiconduc-tor.sony-europe.com
[SPA 98]Sparks, D.; Chang, S.-C.; Eddy, D.: "Application of MEMS Technology in Automotive Sensors andActuators"; Proc. MHA 98; Nagoya, Japan; Nov. 1998; pp. 9-15
187
[SPA 99]Sparks, D.; Slaughter, D.; Beni, R.; Jordan, L.; Chia, M.; Rich, D.; Johnson, J.; Vas, T.: "Chip-ScalePackaging of a Gyroscope Using Wafer Bonding"; Sensors and Materials, Vol.11; No. 4; 1999;pp. 197-207
[SPE 96]Spektrum der Wissenschaft: "Dossier: Mikrosystemtechnik"; Spektrum der Wissenschaft; Heidel-berg; Jan 1996
[SRI 97]Srinivasan, U.; Houston, M.; Howe, R.; Maboudian, R.: "Self-Assembled Fluorocarbon Films forEnhanced Stiction Reduction"; Proc. 9th Int. Conf. Solid-State Sensors and Actuators – Transducers'97; Chicago/ IL; 1997; pp. 1399-1402
[SRI 98]Srinivasan, U.; Houston, M.; Howe, R.; Maboudian, R.: "Alkyltrichlorosilane-Based Self-Assem-bled Films for Stiction Reduction in Silicon Micromachines"; J. of Microelectromechanical Systems,Vol. 7; No. 2; Jun 1998; pp. 252-260
[STE 00]Stelzer, G.: "Gigahertz-Prozessoren im Anmarsch"; Elektronik, 7; 2000; pp. 78-87
[SUZ 00]Suzuki, K.; Chen, S.; Marumoto, T.; Iwata, R.; Ara, Y.; Kusamitsu, H.: "A Silicon MicromachinedRF Microswitch"; NEC Res. & Develop., Vol.41; Jan 2000; pp. 64-68
[SUZ 99]Suzuki, K.; Chen, K.; Marumoto, T.;Ara, Y.; Iwata, R.: "A Micromachined RF Microswitch Appli-cable to Phased-Array Antennas"; 1999 IEEE MTT-S Int. Microwave Symposium Digest, Vol. 4;Anaheim/ CA; Jun 1999; pp. 1923-1926
[SZE 94]Sze, S.M.: "Semiconductor Sensors"; John Wiley & Sons; New York; 1994
[TAM 95]Tamai, T.: "Effect of Silicone Vapour and Humidity on Contact Reliability of Micro Relay Con-tacts"; Proc. of the 41st IEEE Holm Conference on Electrical Contacts; 1995; pp. 252-259
[TAN 00]Tang, W.C.: "Overview of MEMS Fabrication Technology"; IEEE Int. Microwave Symposium; Bo-ston/ MA; Jun 2000
[TIL 98]Tilmans, H.: "Relais einmal anders"; Design & Elektronik Electronica; Nov 1998; pp. 24-28
[TIL 99]Tilmans, H.A.C.; Fullin, E.; Ziad, H.; van der Peer, M.D.J.; Kesters, J.; van Geffen, E.; Bergqvist, J.;Pantus, M.; Beyne, E.; Baert, K.; Naso, F.: "A Fully-Packaged Electromagnetic Microrelay"; Proc.MEMS 1999; 1999; pp. 25-30
[TIM 97]
Timme, H.-J.; Draxelmayr, D.; Hierold; H.; Kolb, S.; Maier-Schneider, D.; Pettenpaul, E.;Scheiter, T.; Steger, M.; Werner, W.M.: "Monolithic Pressure Sensor Microsystems"; Proc. 8th Int.
Congress on Sensors, Transducers, and Systems (Sensor 97); Nürnberg, Germany, May 13-15,1997; Vol 1, pp. 65-70[TOE 99]Toennesen, T.: "Mikromechanische Beschleunigungsschalter für Airbagsysteme"; Dissertation; Uni-versität Bremen; 1999
[TSC 99]Tschulena, G.: "Mikrosystemtechnik: Grundlagen, Praxis, Trends"; Heidelberg; 1999
188
[UDA 96]Uda, H.; Nogawa, K.; Hirai, T.; Sawai, T.; Higashino, T.; Harada, Y.: "A High-Performance and Mi-niaturized Dual-Use (Antenna/Local) GaAs SPDT Switch IC Operating at +3V/0V"; IEEE MTT-SDigest; Jun 1996; pp. 141-144
[ULV 99]Ulvensøen, J.H.; Jakobsen, H.: "Advanced Packaging For Volume Production of Micro Electrome-chanical Systems"; Sensor 99; Nürnberg; 1999
[WAN 96]Wang, M.-G.; Sawa, K.: "Comparison of Switiching Behaviour of Miniaturization Relay with Singleand Twin Contacts"; Proc. of the 42nd IEEE Holm Conference on Electrical Contacts; 1996; pp. 269-275
[WEE 99]Weedon, W.; Payne, W.; Rebeiz, G.; Herd, J.; Champion, M.: "MEMS-Switched ReconfigurableMulti-Band Antenna: Design and Modeling"; Proc. 23rd Annual Antenna Applications Symp.; Chi-cago, IL, USA; Sept 1999; pp.
[WEI 00]Weinberger, G.: "The New Millenium: Wireless Technologies for a Truly Mobile Society"; IEEE Int.Solid-State Circuits Conference 2000; Feb; 2000; pp. 20-24
[WEI 98]Wei, Y.Y.; Duh, J.G.: "Effect of Thermal Ageing on (Sn-Ag, Sn-Ag-Zn)/ PtAg, Cu/ Al2O3 SolderJoints"; Journal of Materials Science: Materials in Electronics 9; 1998; pp. 373-381
[WEY 00]Weyrich, C.. "Industrieforschung im Wandel. Innovationen brauchen und schaffen Veränderun-gen";Technik in Bayern,6; Nov/ Dez 2000; pp. 11-13
[WOL 97]Wolffenbuttel, R.F.: "Low-Temperature Intermediate Au-Si Wafer Bonding; Eutectic or SiliconBond"; Sensors 6 Actuators A, 62; 1997; pp. 680-682
[WU 00]Wu, M.C.: "Phototonic MEMS Devices"; MTT Workshop WFD Microwave and Phototonic Appli-cations of MEMS; IEEE MTT-S International Microwave Symposium; Boston/ MA; Jun 2000
[WYC 00]Wycisk, M.: "Integration von galvanisch realisierten Sensorstrukturen auf mikroelektronischenCMOS-Schaltungen"; Dissertation; Universität Bremen; 2000
[YAO 00]Yao, J.: ”RF MEMS from a device perspective”; J. Micromech. Microeng., 10,2000; IOP Publishing2000; pp. R9-R38
[YAO 95]Yao, J.; Chang, M.: ”A Surface Micromachined Miniature Switch for Telecommunications Applica-tions with Signal Frequencies from DC up to 4 GHz”; Transducers’95/Eurosensors IX; Stockholm;1995; pp. 384-387
[YAO 99]Yao, Z.J.; Chen, S.; Eshelman, S.; Denniston, D.; Goldsmith, C.: "Micromachined Low-Loss Micro-wave Switches"; IEEE Journal of Microelectromechanical Systems, Vol. 8; No. 2; Jun 1999; pp. 129-134
[YOU 00]Young, D.; Tham, J.; Boser, B.: "A Micromachine-Based Low Phase-Noise GHz Voltage-ControlledOscillator For Wireless Communications"; MEMS 2000; Orlando, FL/USA; 2000
[ZAV 97]Zavracky, P.; Majumder, S.; McGruer, N.: ”Micromechanical Switches Fabricated Using NickelSurface Micromachining”; J. MEMS, Vol.6; No. 1; March 1997; pp. 3-9
189
[ZAV 98]Zavracky, P.: "Electrostatically Actuated Micromechanical Switches Using Surface Micromachi-ning"; Internet Report; Northeastern University; Boston, MA / USA; 1998; 8 pages;www.ece.neu.edu
[ZAV 98A]Zavracky, P.; McGruer, N.; Morrison, R.; Jenkins, G.; Warner, K.: "Microswitches for Microwaveand Other Applications"; Sensors; April 1998; 1998; pp. 41-44
[ZHE 96]Zhenbiao, L.; Lichun, C.; Guansheng, Z.: "A Review on Theoretical Investigation of Electrical Con-tact Materials"; Proc. of the 42nd IEEE Holm Conference on Electrical Contacts; 1996; pp. 488-493
[ZIN 00]Zinner, H.: "The NEXUS Microsystems Roadmap – Intermediate Report"; mst news, 2; 2000; pp. 4-7
[ZOU 99]Zou, Q.; Sridhar, U.; Wang, Z.: "Silicon As An Electric Material in Electrostatic MEMS"; Proc.Transducers 99; Sendai, Japan; June 1999; pp.
190
Anhang 5: Abkürzungsverzeichnis
Abkürzungen und Akronyme:
AC - Alternate CurrentAET - Additive Electroplating TechnologyAFM - Atomic Force MicroscopeASE - Anisotropic Silicon EtchBE - Back End of LineBCH - Bridge Contact HeadBiCMOS - Bipolar CMOSBMM - Bulk MicromachiningBPSG - Boro-Phosphorous Silicate GlassCDMA - Code Division Multiple AccessCMOS - Complementary Metall on SemiconductorCMP - Chemical Mechanical PolishingCPD - Critical Point DryingCVD - Chemical Vapor DepositionDC - Direct CurrentDECT - Digital European Cordless TelephonyDSP - Digital Signal ProcessingDUT - Device Under TestEBIT - Earnings Before Interest and TaxesESB - Elektrisches ErsatzschaltbildFDTS - SAM ChemikalieFE - Front End (of Line)FEM - Field Emission MicroscopeFET - Field Effect TransistorF&E - Forschung & EntwicklungFIB - Focused Ion BeamGAT - Galvanische AdditivtechnikGND - Ground / ErdeGSM - Global System for MobiletelephonyHEMT - High Electron Mobility TransistorHF - HochfrequenzIC - Integrated CircuitICH - Inverse Contact HeadIMOX - Intermetalloxid
191
IPA - Iso-PropanolLNA - Low Noise AmplifierMEMS - Micro Electro Mechanical SystemMMIC - Millimeter Wave Integrated CircuitMST - Mikrosystem TechnologieOTS - SAM ChemikaliePB - Plating BaseREM - Raster Elektronen MikroskopRF - Radio FrequencyRFS - Radio Frequency SwitchRIE - Reactive Ion EtchSAM - Self-Assembling MonolayersSAW - Surface Acoustic WaveSMD - Surface Mounted DeviceSMM - Surface MicromachiningSOI - Semiconductor on InsulatorTEOS - Tetraethylorthosilicate (LPCVD Oxide)VSWR - Voltage Standing Wave RatioUMTS - Universal Mobile Telephony SystemVESIMA - Vertikal Strukturierte Intelligente Mikroschalter ArraysVCO - Voltage Controlled OscillatorWAP - Wireless Application Protocol
192
Anhang 6: Internationale Fachbegriffe
Liste der internationalen Fachbegriffe und Übersetzungen:
Automotive - AutomobiltechnikbereichBackend - Endprozessierung innerhalb der Halbleiter-Fertigungslinie oder in
speziellen FertigungsreinräumenBatch - Los, eine Gruppe von Wafern, die zusammen prozessiert werdenChip - Einzelbauteil vom WafersubstratCommunication - TelekommunikationsbereichDesign - Entwurf, KonzeptionDevice - BauteilFrontend - Hauptteil der Halbleiter-Fertigungslinie mit allen BasisprozessenInsertion Loss - Durchlassdämpfung: Maß für die auftretenden Verluste bei der
HF-SignaldurchleitungIsolation - Sperrdämpfung: Maß für die Durchlassdämpfung von HF-Signalen im
gesperrten SchaltzustandIP3 - Intersect Point 3: Maß für die Dämpfung der Harmonischen Oberwellen von
HF-SignalenLayer - Ebene / Photoebene im HerstellungsprozessLayout - Elektronisch generierte Zeichnung für die Herstellung von Masken und Daten-
sätzen zur Bearbeitung von DesignsMEMS - Micro Electro Mechanical System / Mikrosystem (-technik)Packaging - Aufbau- und Verbindungstechnik (AVT)Sticking - Haftung, Haftneigung durch Ad- bzw. KohäsionseffekteSwitch - SchalterTransmission - (Signal-)DurchlassVSWR - Voltage Standing Wave Ratio: Maß für dasVerhältnis der durchgeleiteten und
der reflektierten Wellenanteile eines HF-SignalsWafer - Scheibe, (Silizium)-Substrat für die Bearbeitung von ChipsWaferlevel - Scheibenebene, alle Chips auf einem Wafer im Verbund
193












![Hauptschalter mit Drehgriffen konform mit NFPA 79 und UL ... · PDF file3 schaltern, Trennern oder Molded Case Switches [3], die in Schaltanlagen nach NFPA 79 (Maschinen-Schaltanlagen)](https://img.pdfslide.org/doc/110x75/5a7948467f8b9a51548d8e50/hauptschalter-mit-drehgriffen-konform-mit-nfpa-79-und-ul-schaltern-trennern.jpg)