Embed Size (px)
Citation preview

[65] Bechthold, H.: Tech. Mitt. Forschungsber. Krupp Buckau Walther 39 (1981) S.43.
[66] Wirsching, F. : Gewinnung der Rohstoffe und technische Herstellung von abbindefahigen Calciumsulfaten, S. 302, Ullmanns Encyklopadie der technischen Chemie, Bd. 12, Verlag Chemie, Weinheim 1976.
[67] Fiirsrer, H.-J.: Chem.-1ng.-Tech. 44 (1972) S. 969. [68] Urmunn, E.: Blick durch die Wirtschaft 61 (1975) S. 3. [69] Weiler, H . : Energie 32 (1980) S.29. [70] Bosselmum, W . : Erdol Kohle, Erdgas, Petrochem. 31 (1978)
[71] Bosselmann, W. ; Hegemann, K.-R. ; Leimkuhler, J . : VGB
[72] Firmenprospekt der Fa. Steinmuller, Gummersbach. [73] Kiibler, D.; Eggers, H . J . : VGB Kraftwerkstechnik 58 (1978)
[74] Mittelbach, G.; Gutberlet, H.: VGB Kraftwerkstechnik 60
[75] Gutberlet, H . ; Stappert, S.: VGB Kraftwerkstechnik 61 (1981)
[76] Remmers, K.: VDI-Ber. (Ver. Dtsch. Ing.) (1976) Nr. 167, S. 67. [77] Rosenberg, H. S . ; Grotta, H . M. : Environ. Sci. Technol. 14
[78] Lumpe, H.-J.: 3-R Int. 20 (1981) S.404. [79] Tanaka, S.; Ohya, S . ; Tanaka, K.: Kobe Seiko Giho 28 (1978)
[80] 1nd.-Anz. 102 (1980) S.25. [81] Schlipper, P.: Chemie-Technik (Heidelberg) 10 (1981) S. 1235.
S. 198.
Kraftwerkstechnik 6J (1981) S.938.
S. 861.
(1980) S. 193.
S. 849.
(1980) S.470.
S. 46.
1821 Hamm, H.; Judersleben, P.; Wirsching, F.: Energie 31 (1979)
[83] Hamm, H . ; Huller, R.: Chemie-Technik (Heidelberg) I J (1982)
[84] Esche, M . ; Hujmann, F.; Meyer, W.: Chem.-1ng.-Tech. 47
[85] Esche, M. : Erdol Kohle 30 (1977) S.511. [86] Esche, M.; Hufmann, F.; Meyer, W.: Metal1 30 (1976) S.117. [87] Esche, M . ; Igelbiischer, H.: Third E. C. E. Seminar on
Desulphurization ofFuels and Combustion Gases, Salzburg, 18. Mai 1981.
S. 409.
s.211.
(1975) S. 343.
[88] Gassmann, F.; Muller, W.: Energie 32 (1980) S.229. [89] Esche, M.; Zgelbuscher, H.: Tech. Umwelt-Mag. (1980) S. 82. [90] Esche, M. : Wasser, Luft Betr. 26 (1982) S. 30. [91] Mailvaine, R.: Combustion 48 (1976) S. 33. [92] Grumbrecht, V . : VDI-Ber. (Ver. Dtsch. Ing.) (1976) Nr. 267,
[93] Rusenberg, H . S . ; Choi, P. S . K.: AIChE Symp.Ser.76 (1980)
[94] Gibbs, L. L. ; Furste, D . S . ; Ponder, T. C . : AIChE Symp. Ser. 76
[95] Maxwell, M . A , : Erdol Kohle, Erdgas, Petrochem. 34 (1981)
[96] Wirsching, F.; Hamm, H.; Huller, R.: Kraftwerk Umwelt (1981)
[97] Haug, N . ; Pietrzeniuk, H.-J.: Energie 32 (1980) S.233. [98] Rentz, 0.: DECHEMA Monogr. 80 (1976) S.411. [99] Rentz, 0.: VGB Kraftwerkstechnik 59 (1979) S.25.
s. 49.
S. 28.
(1980) S. 126.
S. 40.
S. 96.
Ethanol als Rohstoff fur die chemische lndustrie *
Wolfgang Swodenk**
Die Olkrise hat das BewuBtsein fur das abzusehende Ende der Olvorrate geweckt und eine verstarkte Suche nach alternati- ven Rohstoffquellen ausgelost. Dabei rucken neben der Kohle die nachwachsenden Rohstoffe wieder ins Blickfeld. Als potentielles Schlusselprodukt fur eine chemische Weiter- verwendung wird Ethanol haufig diskutiert. Zur realistischen Abschatzung des Potentials von Ethanol als Chemie- Rohstoff werden Modellfalle betrachtet, in denen als Haupt- kriterien die Verfugbarkeit der nachwachsenden Rohstoffe fur Ethanol, die erforderlichen Investitionen zur Herstellung und Weiterverarbeitung und die preisliche Wettbewerbsfa- higkeit von Ethanol untersucht werden.
Ethyl alcohol as raw material for the chemical industry. The oil crisis has awakened consciousness of the forseeable end of oil supplies and evoked an intensified search for alternative sources of raw materials. Aside from coal, naturally growing raw materials are attracting renewed attention. Ethanol is frequently discussed as a potential key product for further chemical use. For a realistic assessment of the potential of ethanol as a chemical raw material, model cases are considered in which the availability of the naturally growing raw materials for ethanol, the necessary investments for its production and further use, and the financial competitiveness of ethanol are investigated as main criteria.
1 Einleitung
Die chemische Industrie verbraucht nur einen kleinen An- teil (ca. 6%) der gesamten Roholforderung als Rohstoff
* Vortrag auf dem 290. Dechema-Kolloquium am 13. 1. 1983 in
** Prof. Dr. W . Swudenk, Bayer AG, Zentrale Forschung und FrankfurtlM.
Entwicklung, 5090 Leverkusen.
zur Herstellung von Produkten mit hoherer Wertschopfung ; 94% werden in Kraftwerken, Heizungen oder Verbrennungs- maschinen zur Energiegewinnung verbrannt. Wegen der starken Verflechtung des Energiemarktes mit dem - relativ kleinen - Rohstoffmarkt ist die Rohstoffversorgung der Chemie dennoch allen Veranderungen auf dem Energiemarkt ausgesetzt . Fur die organische Chemie ist die Frage nach dem Rohstoff der Zukunft die Frage nach alternativen Kohlenstoff-
-__ Chem.-1ng.-Tech. .55 (1983) Nr. 9, S. 683-688 Verlag Chemie GmbH, D-6940 Weinheim 1983 683
0009-286X/83/0505-0683$02.50/0

Tabelle 1. Biomasse-Ertrag und Ethanol-Ausbeute aus Zucker bzw. Starke (Quelle: Technocrat 24 (1981) Nr. 4).
Landwirt- Ernte-Ertrage Biomasse- Ethanol- schaftliche [t/ha Jahr] Verbrauch* Ausbeute Produkte [ti1 000 1 Ethanol] [l 000 l/ha Jahr]
gemajigte Zonen Zuckerruben Futterru ben Kartoffeln Mais Weizen
tropische Zonen Zuckerrohr Cassava (Maniok) SuDkartoffeln Zuckerhirse
47,7 102,6 28,4
5,8 4,5
80 20 26,5 35
10,2O 16,95 8,74 2,52 2,54
15,l 5,3 5,3
15,8
4.68 6,05 3,25 2,3O 1,77
5,3 3,8
2,2 5 ,O
* 1000120.79t
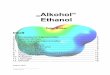
Quellen. Neben der Verwendung von Erdgas und vor allem Kohle werden in letzter Zeit die Biomassen als Rohstoff- grundlage diskutiert. Dabei ist die chemische Nutzung der Biomassen kein neues Konzept ; bis zur Verwertung der fossilen Kohlenstoff-Trager waren sie die einzige organische Rohstoffquelle. Noch heute wird eine Vielzahl von Chemie- produkten auf dieser Basis hergestellt. Im Mittelpunkt der Diskussion steht heute vor allem die Umwandlung von Biomassen zu Ethanol, fur die gemaI3 Abb. 1 eine Reihe von Rohstoffen zur Verfugung steht. Fur alle genannten Rohstoffe sind Verarbeitungsverfahren be- kannt und sie besitzen auch teilweise einen hohen Grad an technischer Reife. Neben der Verwendung von biologischen Abfallen kann eine Reihe von Nutzpflanzen, die Starke und Zucker als Speicher- stoffe produzieren, als Ausgangsmaterial fur die Vergarung zu Ethanol verwendet werden. In Tab. 1 sind die landwirtschaftlichen Hektar-Ertrage sowie die daraus resultierenden Ethanol-Ausbeuten zusammenge- fa&. Es zeigt sich, daR in gemaRigten Zonen die Zucker- und Futterrube und in tropischen Zonen Zuckerrohr oder SuR- kartoffeln die ertragreichsten landwirtschaftlichen Bio- massen sind. Die genannten Ertrage gelten ohne Vergarung
von Cellulose ; ein Erfolg bei den Arbeiten zur Vergarung von Cellulose wurde zu einer deutlichen Erhohung der Ethanol- Ausbeuten fuhren. AuIjerdem konnte dann durch Anbau schnell wachsender Massepflanzen oder Holzer mit vermin- dertem Lignin-Gehalt eine erheblich bessere Nutzung der landwirtschaftlichen Flachen erreicht werden.
2 Produktionskosten fur Ethanol
Die Tab. 2 zeigt eine vergleichende Modellrechnung der Produktionskosten fur Ethanol fur einige ausgewahlte Standorte und Rohstoffe. In allen Fallen sind zum besseren Vergleich Anlagen gleicher Kapazitat (100 000 t/Jahr in 330 d ) zugrunde gelegt. Bundesrepublik Deutschland Es wird angenommen, daR die Zuckerriiben wahrend der ublichen Kampagnezeit von etwa 90 d verarbeitet werden und daIj der Rohzuckersaft fur die ubrige Zeit gelagert wird. Die Bewertung der Ruben erfolgt mit ca. 70 DM/t, das entspricht dem B-Rubenpreis. Fur das Abwasser der Anlage ist dabei eine biologische Reinigung mit integrierter Biogas- Anlage berucksichtigt.
Rohrzucker Zuckerrohr
Weizen - F l Mais
Kartoffeln Maniok enzym.
Hydrolyse
schaftliche enzym.lsaure Hydrolyse
Abb. 1. zu Ethanol.
Verwendungsmoglichkeiten von Biomassen zur Vergarung
Tabelle 2. Ethanol-Kosten in Abhiingigkeit vom Rohstoff und Standort fur eine kontinuierliche Produktion von 100000 t/Jahr (BNV Betriebsnotwendiges Vermogen, ROI Return of Investment).
Brasilien* Standort Deutschland USA*
landwirtschaftliches Ausgangsprodukt Rohstoffpreis [DM/t]
Rohstoffverbrauch [t/t Ethanol] Rohstoffkosten [DM/t Ethanol] Gutschrift fur Nebenprodukte [DM/t Ethanol]
Netto-Rohstoffkosten [DM/t] Verarbeitungskosten [DM/t] Herstellungskosten [DM/t]
Zuckerruben ca. 70,OO (B-Ruben)
ca. 12,9 903,OO
- 200,OO
705,OO 870,OO
1575,OO
Mais 280,OO
ca. 2,5 700,OO
-250,OO
450,OO 485,OO 935,OO
Kartoffeln 60,OO
ca. 8,s 528,OO -
528,OO 390,OO 918,OO
Zuckerrohr 20,OO
ca. 15,l 302,OO -
302,OO 285,OO** 587,OO
Maniok 90,OO
ca. 5,3 477,OO -
477,OO 328,00** 805,OO
BNV [Mio. DM] 150 110 110 70 90 ROI (15% von BNV) [DMit] 225,OO 165,OO 165,OO 105,OO 135,OO Herstellungskosten + ROI [DM/t Ethanol] 1800,OO 11OO,OO 1083,OO 692,OO 940,OO
Kosten [DM/1 Ethanol] 1,43 'O,87 O,86 O,55 0,75
* ohne Abwasserreinigung;
684
** einschliel3lich Steuern yon 160,OO DM/t.
Chem.-1ng.-Tech. 55 (1983) Nr. 9, S. 683-688

USA Fur die USA sind zwei Varianten dargestellt worden,mit Mais und Kartoffeln als Rohstoff. Wesentlicher Bestandteil der Mais-Anlage 1st die Kleber- und die Maiskeimol-Gewinnung, durch deren Verkauf etwa 30% der Maiskosten abgedeckt werden. Fur die Anlagen ist keine Abwasserreinigung vorgesehen. Brirsilirn Fur Brasilien wurde mit Zuckerrohr und Maniok alsRohstoff gerechnet. Beim Einsatz von Zuckerrohr wird die anfallende Bagasse (PrsBruckstand) zur Bereitstellung der Destilla- tionsenergie im Kessel verheizt. Der sich dabei ergebende Dampfuberschulj ist nicht bewertet. Die Verarbeitung von Maniok gleicht weitgehend der von Kartoffeln. Da die Maniok-Ernte aber uber eine Iangere Vegetationsperiode erfolgt, ergeben sich deutlich verminderte Lagerkosten und geringere Lagerverluste fur die Starke als bei der Verwertung von Kartoffeln. Die Kosten sind in DM/t Ethanol und in DM/I Ethanol ausgewiesen. Die Kostenrelation zwischen der Bundesrepu- blik Deutschland und Brasilien betragt etwa 3 : 1 . In diesem Kostenunterschied driickt sich sowohl die grolJe Kostendiffe- renz der Rohstoffe als auch die grolJe Differenz in den Investkosten deutlich aus.
3 Moglichkeiten einer Ethanol-Chemie
Eine Reihe von Umwandlungsprozessen von Ethanol in Zwischenprodukte sind lange bekannt und im Zeitalter der Pra-Petrochemie bereits in grorjen Anlagen technisch durch- gefuhrt worden. Klassische Verfahren zur Herstellung von organischen Zwischenprodukten zeigt die Abb. 2.
Ethylenoxid -+ Ethylenglykol rU I Ethylen 1-1 Vinylchlorid 1 r -
t
+ -m I Crotonaldehyd]---*( Butadien I Abb. 2. dukten aus Ethanol.
Klassische Verfahren zur Herstellung von Zwischenpro-
Die einfach durchzufuhrende Dehydratisierung von Ethanol zu Ethylen erlaubt auljerdem den Anschlulj an die gesamte Ethylen-Chemie. Als problematisch in der klassischen Etha- nol-Chemie erweist sich allerdings, dalj weder die Herstellung von Propylen fur die C,-Chemie moglich ist, noch die Bereitstellung der Aromaten auf direktem Weg gelingt. In jungster Zeit ist durch die Einfuhrung von ZSM5- Katalysatoren im Mobil-ProzelJ die Losung auch dieser Probleme moglich geworden. Nach dem Mobil-ProzelJ kann nicht nur Methanol sondern auch Ethanol in Kohlenwasser- stoffe umgesetzt werden. Dabei ist es moglich, durch Modifizierung des Katalysators oder durch Anderung der
Raffination m, 1 Ethylen
Propylen
Butadien I 1 Cd-Schnit; I
Mobil- II*_ 1 Butene
Verfahren Naphtha Cracken Pyrolyse- Benzin
I Aromaten
Crackdl/ Crac kgas
Hydrierung Kohle- F.T. Fl
Abb. 3. Moderne Moglichkeiten einer Ethanol-Chemie.
Reaktionsbedingungen entweder mehr Aromaten oder einen groljeren Anteil C,/C,-Olefine (Methanol/Ethanol-Cracker) herzustellen. Die modernen Verfahren fuhren also im Prinzip zu einer Aquivalenz von Petrochemie, Kohlechemie und Ethanol- Chemie mit vollstandigem Erhalt der Produktfolge aus dem Cracker (Abb. 3). Im Gegensatz zur Folgechemie gema8 Abb. 2 kann bei der Einbindung des Ethanols uber Synthese-Naphtha und den Cracker (Abb. 3) die bereits aufgebaute umfdngreiche petro- chemische Struktur erhalten bleiben. Ethylen ist hierbei nur ein Produkt aus einer Vielzahl anderer (ungeflhr 25% vom Einsatz in den Cracker), die ebenso dringend benotigt werden. Bei der einseitigen Ausrichtung aufdie Rohstoffbasis Ethanol + Ethylen wurde das Gleichgewicht zwischen den verschiedenen Crack-Produkten gestort werden und zu einem Preisverfall beim Ethylen bzw. zu einer Preissteigerung bei den anderen Produkten fuhren.
4 Modellfaille fur Ethanol als Rohstoff
Die Betrachtung der technischen Moglichkeiten zeigt, dalj Ethanol grundsatzlich als universeller Rohstoff fur die chemische Industrie dienen kann. Neben einer direkten Ethanol-Chemie kann in den Industrielandern uber den Verbund mit dem Kraftstoff-Pool auch eine indirekte Ethanol-Chemie diskutiert werden. In der Bundesrepublik Deutschland und auch im ubrigen Europa ist die petrochemische Industrie ganz auf den Einsatz von Naphtha als Rohstoff aufgebaut, das aus dem Vergaser- kraftstoff-Pool abgezweigt wird. Bei steigender Nachfrage oder fallendem Angebot im Benzinbereich wird daher die petrochemische Industrie direkt beruhrt und die Nachfrage nach Substituten fur Naphtha in Gang gesetzt. Da Ethanol wegen seiner hohen Klopffestigkeit gunstige Eigenschaften fur Verbrennungsmotoren besitzt, ist es sehr gut als Oktanzahl-Verbesserer anstelle von Bleialkylen oder Aromaten geeignet. Diese gunstigen Eigenschaften kompen- sieren sogar teilweise den geringeren nutzbaren Energiegehalt des Ethanols gegenuber den Kohlenwasserstoffen. Diese Moglichkeit wird im Gasohol-Programm in den USA durch Zumischung von bis zu 10% Ethanol zum Benzin und im Pro- Alkohol-Programm in Brasilien bereits genutzt. In Brasilien 1st das Programm jedoch verstarkt auf den Einsatz von Azeotrop-Alkohol in Alkohol-Motoren abgestellt, und bis Ende 1982 sollten ca. 1,2 Mio. PKW mit Alkohol-Motoren laufen.
Chem.-In&.-Tech. 55 (1983) Nr . 9, S. 683-6688 685

Die durch Ethanol substituierte Naphtha-Menge wurde fur den Einsatz im Cracker frei. Nachfolgend werden zur Abschatzung des realistischen Potentials von Ethanol als direkter oder indirekter Chemie- Rohstoff in der Bundesrepublik Deutschland vier Modellfal- le, basierend auf den bisherigen Uberlegungen, betrachtet, in denen als Hauptkriterien die Verfugbarkeit von landwirt- schaftlichen Rohstoffen fur die Ethanol-Herstellung, die erforderlichen Investitionen zur Herstellung und Weiterver- arbeitung des Ethanols und eine mogliche preisliche Wettbe- werbsfahigkeit untersucht werden.
4.1 Freisetzung von Naphtha durch Einsatz der entsprechenden Menge Ethanol im Kraftstoff unter absolutem Erhalt der petrochemischen Struktur
Der Naphtha-Bedarf der Bundesrepublik Deutschland (ca. 10 Mio. t ) fur die Ethylen-Produktion (ca. 3 Mio. t ) wird durch Einsatz der aquivalenten Menge Ethanol (ca. 16,5 Mio. t)imVergaserkraftstoff-Pool(23,7 Mio. t)gedeckt;d. h. Entlastung des Leichtbenzinbedarfs fur Kraftstoffe durch Zusatz von ca. 10% Ethanol, entsprechend ca. 2 Mio. t, und Umwandlung des Restes von 14,5 Mio. t Ethanol nach dem Mobil-Verfahren in Vergaserkraftstoff. Die Erzeugung von ca. 16,5 Mio. t Ethanol durch Anbau von Zuckerruben und anschliel3ender Vergarung erfordert eine Anbauflachevonca.4,4Mio. ha =44000 km2,d. h. 18%der Gesamtflache, bzw. 30% der gesamten landwirtschaftlichen Nutzflache der Bundesrepublik Deutschland (Abb. 4). Diese Flache entspricht etwa der Gesamtflache des Landes Nieder- sachsen. Die notwendige Investition zur Erzeugung von ca. 16,5 Mio. t Ethanol betragt ca. 25 Mrd. D M fur 165 Anlagen mit einer Kapazitat von jeweils 100000 t/Jahr und Kosten von jeweils 150 Mio. D M pro Anlage. Zusatzlich mussen fur den Bau von 10 Mobil-Anlagen ca. 5 Mrd. D M (ca. 500 Mio. D M fur eine Anlage von 1 Mio. t/Jahr) investiert werden. Die notwendige Gesamt-Investition fur dieses Modell betragt also ca. 30 Mrd. DM. Die spezifische Neu-Investition fur eine Naphtha-Substitution betragt damit ca. 10000 DM/t Ethy- len, d. h. etwa das 8fache einer iiblichen petrochemischen Investition fur Crack-Anlagen von ca. 1200 DM/t Ethylen. Zur Herstellung der gleichen Menge Naphtha (10 Mio. t ) in
Mobil 143 Mi0.t Zuckerrijben - (GesarntflBche- 4,4 Mio.ha 1 Kr~~ff--:;~~:-Crack.r des Landes
Niedersachsen) 2.0 Mi0.t
lnvestkosten fur 165 Ethanol-Anlagen ca. 25 Mrd.DM
10 Mobil-Anlagen ca. 5 Mrd.DM
Gesarntinvestkosten ca. 30 Mrd.DM Emm Abb. 4. Pool durch Ethanol.
Modell 1 : Freisetzung von Naphtha aus dem KraftstofG
Raffinerien mit Hydrocracker-Kapazitaten (40% leichte Produkte)sind dagegen nur Investitionen in Hohe von 250 bis 300 DM/t Roholdurchsatz erforderlich. Fur 25 Mio. t Rohol- Kapazitat werden ca. 7,5 Mio. D M investiert, das ist nur 1/4 der oben genannten Investition fur die Alkohol-Erzeugung. Die Cracker-Kapazitat in der BRD betragt 4,5 Mio. t Ethylen (Stand Mitte 1981), entsprechend einer Wiederbeschaffungs- Investitionssumme von 5 bis 6 Mrd. DM. D. h., um die heute unter Mitverwendung von Ethanol aus Naphtha hergestell- ten Petrochemikalien ohne Anderung der petrochemischen Struktur weiter zu produzieren, mu13 5- bis 6mal so vie1 in neuen Anlagen investiert werden, wie in den vorhandenen petrochemischen Anlagen investiert ist, bzw. das 8fache (wie oben dargestellt) der auf 3 Mio. t Ethylen-Produktion einschliel3lich der petrochemischen Primarprodukte bezoge- nen Investitionssumme. Der Vorteil gegenuber den folgenden Modellen konnte darin liegen, dal3 selbst eine kleine Anlage denkbar ware, sofern sie Bio-Ethanol zu einem wettbewerbsfahigen Preis liefert. Bei vollstandiger Substitution des Vergaserkraftstoffes durch - wie in Brasilien angestrebt - Ethanol (,,E-100") benotigt man ca. 36 Mio. t Ethanol. Fur diesen Fall mussen zusatzlich samtliche Otto-Motoren gegen spezielle Ethanol-Motoren ausgetauscht werden.
4.2 Herstellung von Synthese-Naphtha mit teilweiser Anderung der petrochemischen Struktur
Aus Ethanol wird nach einer modifizierten Mobil-Synthese ein Synthese-Naphtha hergestellt (Abb. 5), das sich in der Zusammensetzung durch einen relativ hohen Anteil an C,-C,-Aliphaten neben etwas Ethylen und Propylen aus- zeichnet. Der neue Cracker-Feedstock ahnelt nach Abtren- nung der Olefine dem fur einen LPG-Cracker. Dieser neue Feedstock ware in der BRD prinzipiell geeignet; je nach Cracker-Typ waren jedoch grol3ere oder kleinere Anderun- gen im Ofen- und Aufarbeitungsteil erforderlich. Fur den Ethylen-Bedarf der Bundesrepublik Deutschland (ca. 3 Mio. t ) muBten nach der modifizierten Mobil-Synthese ca. 24 Mio. t Ethanol in ca. 14 Mio. t Synthese-Naphtha umgewandelt werden. Davon sind nur ca. 10 Mio. t der leichteren Fraktionen als Cracker-Feedstock geeignet, der Rest mul3te in den Vergaserkraftstoff-Sektor eingespeist werden. Die Erzeugung von ca. 24 Mio. t Ethanol durch Anbau von Zuckerriiben und anschlieflender Vergarung erfordert eine Anbauflache von ca. 6,4 Mio. ha = 64 000 km2, d. h. 26% der
Aufarbeitung
Cracker
rnodi- Zuckerriiben 6,4 Mio.ha Ethanol fiziertes Synthese-
c ~ ~ ~ ~ ~ ~ ~ e - 24 Mi0.t Mobil- ca, 14 ~ l ~ . t - Naphtha
Bayern) Ver- fahren
lnvestkosten fur 240 Ethanol-Anlagen ca. 36 Mrd.DM
14 Mobil-Anlagen ca. 7 Mrd.DM
Gesarntinvestkosten ca. 43 Mrd. DM rriitnq Abb. 5. modifizierten Mobil-Verfdhren.
Modell 2 : Herstellung von Synthese-Naphtha nach einem
686 Chem.-1ng.-Tech. 55 (1983) Nr. 9, S. 683-688

Gesamtflache, bzw. 52 % der gesamten landwirtschaftlichen Nutzflache der Bundesrepublik Deutschland. Diese Flache entspricht etwa der Gesamtflache von Bayern. Die Investition zur Erzeugung von ca. 24 Mio. t Ethanol betragt ca. 36 Mrd. DM fur 240Anlagen mit einer Kapazitat von jeweils 100 000 t Ethanol/Jahr und Kosten von jeweils 150 Mio. DM. Zusatzlich mussen fur den Bau von 14 Mobil- Anlagen ca. 7,O Mrd. DM (ca. 500 Mio. DM fur jede Anlage von 1 Mio. t/'Jahr) investiert werden. Gesamt-Investition : ca. 43 Mrd. DM. Die kleinste wirtschaftliche Einheit in diesem Modell wird durch die GroBe einer Mobil-Anlage bestimmt. Diese liegt bei etwa 1,7 Mio. t Alkohol-Einsatz/Jahr, die ca. 1 Mio. t Synthese-Naphtha/Jahr ergeben. Dazu muljten noch die schwer quantifizierbaren Investitio- nen zur Modifizierung der vorhandenen Cracker addiert werden. Die spezifische Neu-Investition fur die Naphtha-Substitution durch Synthese-Naphtha betragt ca. 15 000 DM/t Ethylen, d. h. das 10- bis 12fache einer ublichen petrochemischen Investition (ca. 1200 DM/t Ethylen).
4.3 Umsetzung von Ethanol zu Ethylen und Weiterverarbeitung (C,-Chemie)
Dieser Weg (Abb. 6) wurde die gesamte petrochemische Struktur in der Bundesrepublik Deutschland verandern, da die Produktpalette (gemalj Abb. 3) von dem Gleichgewicht des Ethylens mit den ,,Nebenprodukten", C, - C,- Kohlenwasserstoffe und Aromaten, abhlngt. In diesem Modell fehlen die direkten Produktionsmoglichkeiten fur Propylen und Folgeprodukte sowie die aus dem Pyrolyse- Benzin der Naphtha-Cracker gewonnenen Aromaten. An dieser Stelle sei bemerkt, daI3 sich eine ahnliche Problematik ergeben wiirde, wenn Ethylen und Folgepro- dukte z. B. aus den Golf-Staaten importiert wurden und Naphtha deswegen in Europa nicht mehr wirtschaftlich gecrackt werden konnte. Fur den Ethylen-Bedarf in der BRD von ca. 3 Mio. t miinten ca. 5,2 Mia. t Ethylen dehydratisiert werden. Die Erzeugung von ca. 5,2 Mio. t Ethanol durch Anbau von Zuckerruben iind anschlieI3ender Vergarung erfordert eine Anbaufliiche von 1,40 Mio. ha = 14000 km2, d. h. 6 % der Gesamtfliiche, bzw. 12 YO der gesamten landwirtschaftlichen Nutzfliiche der Bundesrepublik Deutschland. Diese Flache entspricht etwa der GesamtflEche des Landes Schleswig- Holstein.
Zuckerruben
Ethanol Ethylen 1,40 Mio. ha
des Landes (Gesam'lache - 5,2 Mio. t - ca. 3 Mio. t Schleswig-Holstein)
lnvestkosten fur 52 Ethanol-Anlagen ca. 7,8 Mrd.DM
5 Dehydrier-Anlagen ca. 0,8 Mrd.DM
Gesamtinvestkosten ca. 8,6 Mrd.DM Em3 Abb. 6. Chemie).
Modell 3 : Herstellung von Ethylen aus Ethanol (C2-
Die Investition zur Erzeugung von ca. 5,2 Mio. t Ethanol betragt ca. 7,8 Mrd. DM fur 52Anlagen mit einer Kapazitat von jeweils 100 000 t/Jahr und Kosten von jeweils 150 Mio. DM. Die Investitionen fur die Dehydratisier-Anlagen betra- gen 0,8 Mrd. DM fur 5 Anlagen mit einer Kapazitat von jeweils 600 000 t Ethylen/Jahr und Kosten von jeweils ca. 150 Mio. DM. Sollte Ethylen auch als Basis fur die C3-, C,- und Aromaten- Chemie dienen, muljten entsprechend grol3ere Ethylen- Mengen zur Verfugung gestellt werden. Die Herstellung von Propylen, C,-Folgeprodukten und Aromaten erfordert zum Teil neue Technologien und zur Zeit kaum abschatzbare, groI3e Investitionen. Dazu kommt, daI3 neben den vorhandenen Crackern (Investitionca. 4 bis 5 hlrd. DM) auch die C4- und Aromaten-Gewinnungsanlagen nicht weiter genutzt wurden. Die Abb. 7 zeigt die Kosten fur ,,Bio-Ethylen" in Abhangig- keit vom Ethanol-Preis. Aus dem Diagramm folgt, dalj bei einem Marktpreis von ca. 1 400 DM/t Ethylen die Dehydrati-
? T 200000 t/Jahr
Brasilien I I I I I
0 ' I I I I I I 1 I I 1 )
rn Ethanol-Preis pM/kg Abb. 7. verschiedene AnlagengoBen.
0,60 0,80 1,OO 1,20 1,40 1,60 1,80 2,OO
Kosten fur Ethylen in Abhangigkeit vom Ethanol-Preis fur
sierung von Ethanol zur Zeit in Brasilien wirtschaftlich sein kann, wahrend die Darstellung von Ethylen aus Zuckerruben (Deutschland) etwa beim doppelten Marktpreis angesiedelt ist. Die kleinste wirtschaftliche Einheit in diesem Modell wird durch die GroI3e einer Dehydrier-Anlage bestimmt. Diese liegt bei etwa 1 Mio. t Alkohol-Einsatz/Jahr, die etwa 600 000 t Ethylen/Jahr ergeben.
4.4 Direkte Herstellung von Zwischenprodukten und Spezialitaten
Es werden beispielhaft funf technische GroRprodukte auf der Basis Bio-Ethanol betrachtet (Abb. 8): JEhrlich 330 000 t Acetaldehyd, 285 000 t Essigsaure, 200000 t Vinylacetat, 965 000 t Vinylchlorid und 270 000 t Butadien (Mengen entsprechen etwa dem Verbrauch in der Bundesrepublik Deutschland im Jahr 1981). Diese Produkte konnten alle ohne einen zwingend notwendigen Verbund aus Ethanol hergestellt werden. Fur die Produktionen stellt sich daher weniger die Frage nach der Verfugbarkeit des Rohstoffes, als nach der Wirtschaftlichkeit der einzelnen Verfahren in
-
Chem.-1ng.-Tech. 5 5 (1983) Nr. 9, S. 683-688 687

Verbrauch in der Bundesrepublik (1981)
Acetaldehyd
EssigSiure 285000 t
Vinylacetat 200000 t
Vinylchlorid 965000 t
I fifL Butadien
270000 t
Abb. 8. Modell 4: Zwischenprodukte und Spezialitaten aus Ethanol.
Abhangigkeit vom Rohstoffpreis. Die entsprechenden Kalkulationsergebnisse sind in Abb. 9 dargestellt. Daraus ergibt sich, daI3 Produkte, die davon profitieren, daI3 der im Ethanol vorhandene Sauerstoff im Molekul bleibt (Acetaldehyd, Essigsaure), oder daD ein Austausch des Sauerstoffs gegen ein schwereres Atom erfolgt, aus billigem Ethanol wirtschaftlich hergestellt werden kon- nen. Beim Vinylacetat, bei dem der Sauerstoff im Essigsaure- Anteil erhalten bleibt, gilt dies ebenfalls noch. Bei Butadien, das sowohl einen langeren Verfahrensweg benotigt als auch im Schritt Acetaldehyd --f Crotonaldehyd nur mit maDigen Ausbeuten ablauft, ist selbst bei sehr niedrigen Ethanol- Kosten noch keine Wirtschaftlichkeit abzusehen.
5 Ergebnis
Die Untersuchung zeigt, dal3 fur eine Realisierung der Modellfalle 1 bis 3 in Europa weder die Verfugbarkeit der nachwachsenden Rohstoffe gegeben ist, noch die notwendi- gen hohen Investitionen und der hohe Ethanol-Preis den
Butadien i Deutschland ,
(1,60-1,90)
?
Vinylacetat (1,50-1,80)
Acetaldehyd
Essigaure (1 ,oo-1.20) Vinylchlorid (1 ,oo-1,20)
(1,60-1,80)
0,60 0,so 1,oo 1,io 1.40 1,60 1,ao 2,oo Ethanol- PreispMlkd lmiiq
Abb. 9. Kosten der Ethanol-Chemie fur ausgewahlte Zwischen- produkte in Abhangigkeit vom Ethanol-Preis (Werte in Klammern geben den jeweiligen Marktpreis 1981/82 an).
Einsatz von Ethanol als Chemie-Rohstoff sinnvoll erscheinen 1aI3t. In tropischen Landern mit billigem Biomasse-Angebot, wie z. B. Brasilien oder Indien, konnen solche Modelle wirtschaft- lich sinnvoll sein, vor allem wenn sich politisch hoch zu bewertende Nebeneffekte ergeben, wie Beschaffung von Arbeitsplatzen, die Verminderung des Devisenbedarfs fur die Roholversorgung oder gar die Moglichkeit gesehen wird, Ethylen oder Folgeprodukte zur Devisenbeschaffung und damit zum Zahlungsbilanzausgleich zu exportieren. Die Herstellung ausgewahlter Produkte aus Ethanol nach dem Modellfall 4 ist in Europa wegen des hohen Preises fur Bio-Ethanol heute noch unwirtschaftlich. Fur Lander mit billigem Ethanol eroffnet dieses Modell jedoch einen wirt- schaftlich sinnvollen Einstieg in eigene Chemieproduktionen, da sie gezielte Produkt-Investitionen ohne petrochemische Verbundwirtschaft vornehmen konnten. Eingegangen am 31. Januar 1983 [B 51031
688 Chem.-1ng.-Tech. 55 (1983) Nr. 9, S. 683-688