Embed Size (px)
Citation preview
Facts About. Lasertechnologie.
Grundlagen der Lasertechnik.
Inhalt.
2 Inhalt
1. Einleitung 3
2. Der Begriff „Laser“ 4
3. Eigenschaften von Laserstrahlung 53.1 Monochromasie, Kohärenz und Divergenz 53.2 Intensitätsverteilung und Modenordnung 53.3 Qualitätsmerkmal der Laserstrahlung 63.4 Qualitätskennzahlen K und M2 6
4. Erzeugung des Laserstrahls 7
5. Aufbau einer Laserstrahlquelle 85.1 Das laseraktive Medium 85.2 Der Resonator 85.3 Die Anregung 85.4 Die Kühlung 95.5 Weitere Elemente und Aggregate 9
6. Betriebsarten von Lasern 10
7. Industrielle Laserstrahlquellen 117.1 Der CO2-Laser 127.2 Der YAG-Laser 147.3 Der Faserlaser 157.4 Der Excimer-Laser 15
8. Strahlführung und -formung 168.1 Strahlführungssystem 168.2 Lichtleitfaser 178.3 Bearbeitungskopf 188.4 Werkstückhandhabung 19
9. Laserstrahl-Materialbearbeitung 209.1 Das Laserstrahlschneiden 219.2 Das Laserstrahlschweißen 229.3 Die Oberflächenbehandlung mit Lasern 22
10. Die Laserstrahlverfahren im Wettbewerb mit anderen Verfahren 23
10.1 Thermisches und mechanisches Trennen 2310.2 Schweißen 24
11. Sicherheitshinweise 2511.1 Laserstrahlung 2511.2 Elektrische Energieversorgung 2511.3 Schneid- und Schweißemissionen 2511.4 Gase und Gasversorgung 25
12. Literatur 27
LASERLINE® ist eine registrierte Marke der Linde Gruppe.
AutorenJoachim Berkmanns, Cleveland, USAMark Faerber, Unterschleißheim, Deutschland
1. Einleitung.
3Einleitung
Laser sind aus dem täglichen Leben nichtmehr wegzudenken. Jeder hat jeden Tag mitLasertechnologien zu tun, sei es beim Tele-fonieren, Fernsehen oder Internetsurfen,wenn die Daten z.B. mit Laserdioden überLichtleitfasern übertragen werden, sei esbeim Einkaufen (Produktbeschriftungen undScannerkassen) oder Autofahren. Dazu sinddas Laserstrahlschneiden, -schweißen und -markieren bei der Fahrzeugproduktion zunennen, aber auch Laserdioden als Anzeiger,in Scheinwerfern, in Ampeln usw. Die meistender dabei eingesetzten Laser(dioden) sindnur von sehr geringer Leistung und lassensich nicht für die Bearbeitung von Metalleneinsetzen.
Aufbau und Wirkungsweise dieser Laserunterscheiden sich aber nicht grundsätzlichvon den Lasern hoher Leistung, die in vielenBereichen industrieller Fertigung zum Laser-strahlschneiden, -schweißen usw. angewendetwerden. Die Laserstrahlleistung ist dabei sohoch, dass der Werkstoff spontan geschmolzenund sogar verdampft werden kann. Das Laser-strahlschneiden ist hier das mit Abstand amhäufigsten eingesetzte Laserstrahlverfahrenzum thermischen Trennen von Stählen, Edel-stählen, Aluminium, Kupfer usw., aber auch
zum Schneiden von Nichtmetallen wie z.B.Kunststoffen, Holz, Papier, Textilien usw. BeimSchweißen hat die Lasertechnik zum Teil be-stehende Verfahren ersetzt, aber auch gänz-lich neue Möglichkeiten eröffnet wie z.B. dasSchweißen von Tailored Blanks. Auch in derOberflächenbehandlung, beim Härten, Be-schriften usw. und auch beim Bohren spielt derLaser heutzutage eine entscheidende Rolle.
Mit diesem Facts About soll ein Einstieg in dieLasertechnologie ermöglicht werden. Dazuwerden wesentliche physikalische Grundlagendes Prozesses der Strahlentstehung verein-facht dargestellt und Aufbau und Wirkungs-weise des Lasers erläutert. Bei der praktischenAnwendung des Lasers kommen vielfachtechnische Gase zur Anwendung, sei es alsLasergase zur Erzeugung der Laserstrahlung,sei es als Prozessgase, die den Schneid- oderSchweißprozess unterstützen. Die Spezifika-tion der Art und Reinheit dieser Gase beein-flusst die Wirtschaftlichkeit der Laseranlagezum Teil erheblich und sollte den Qualitäts-anforderungen der jeweiligen Anwendungoptimal gerecht werden. Dazu wird in diesemund weiteren Facts About (siehe Kapitel 12)Hilfestellung gegeben.
2. Der Begriff „Laser“.
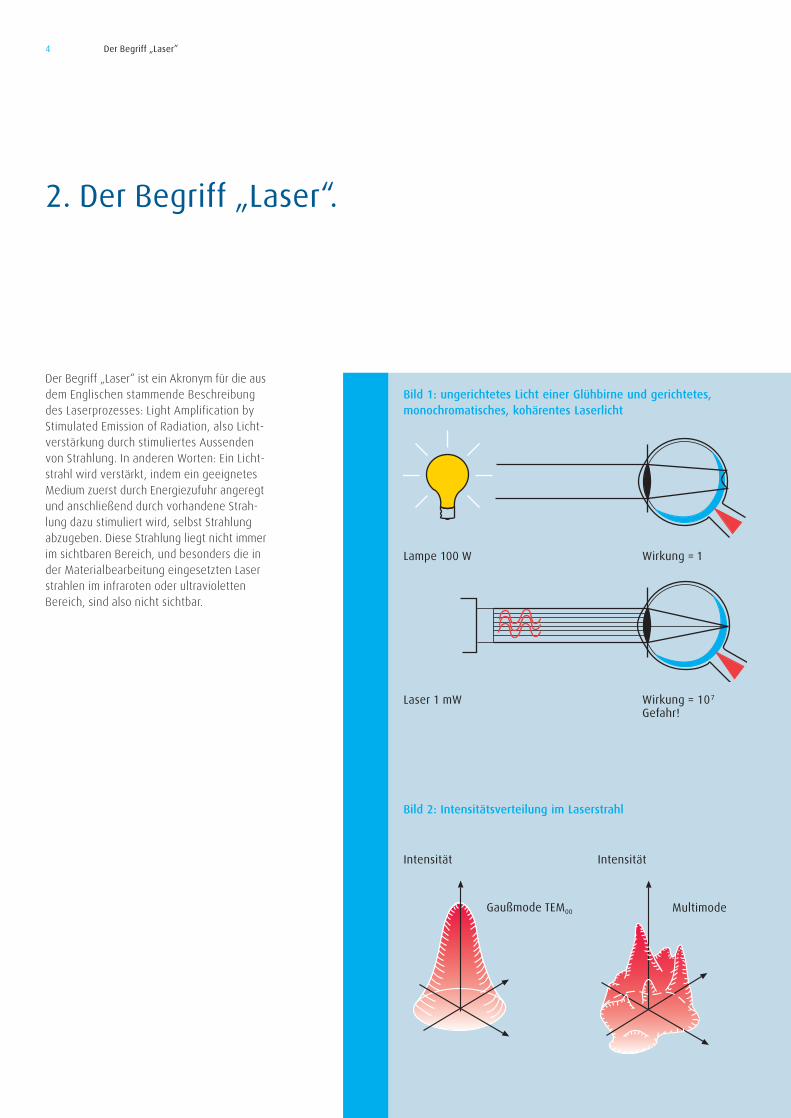
Der Begriff „Laser“ ist ein Akronym für die ausdem Englischen stammende Beschreibungdes Laserprozesses: Light Amplification byStimulated Emission of Radiation, also Licht-verstärkung durch stimuliertes Aussendenvon Strahlung. In anderen Worten: Ein Licht-strahl wird verstärkt, indem ein geeignetesMedium zuerst durch Energiezufuhr angeregtund anschließend durch vorhandene Strah-lung dazu stimuliert wird, selbst Strahlungabzugeben. Diese Strahlung liegt nicht immerim sichtbaren Bereich, und besonders die inder Materialbearbeitung eingesetzten Laserstrahlen im infraroten oder ultraviolettenBereich, sind also nicht sichtbar.
Bild 1: ungerichtetes Licht einer Glühbirne und gerichtetes, monochromatisches, kohärentes Laserlicht
Bild 2: Intensitätsverteilung im Laserstrahl
Intensität
Gaußmode TEM00 Multimode
Intensität
Lampe 100 W Wirkung = 1
Laser 1 mW Wirkung = 107
Gefahr!
4 Der Begriff „Laser”

3. Eigenschaften von Laserstrahlung.
Laser erzeugen Licht mit besonderen Eigen-schaften, das sich als elektromagnetischeWelle ausbreitet. Mit dieser vereinfachtenVorstellung lassen sich zahlreiche Phänomenewie die Interferenz von Lichtwellen verstehen.Die Energie führt die elektromagnetischeWelle jedoch sozusagen in kleinen Portionenoder Kügelchen (Photonen) mit sich. DieEnergie der Strahlung hängt dabei von derFrequenz ab entsprechend der Formel E =h .ν,die die Energie der einzelnen Lichtphotonenbeschreibt. Diese Vorstellung des Energie-transports mit Lichtphotonen ist wiederumhilfreich dabei, andere Phänomene des Lichtswie den photoelektrischen Effekt zu erläutern.
Die besonderen Eigenschaften des Laserlichtssind seine Monochromasie, die Kohärenz unddie geringe Divergenz.
3.1 Monochromasie, Kohärenz undDivergenzNatürliches Licht wie auch das Licht einerGlühbirne setzt sich aus Strahlung unter-schiedlichster Wellenlängen zusammen, wieein Regenbogen veranschaulicht. Die Ausbrei-tung des Lichts einer Glühbirne erfolgt in alleRichtungen, ist also ungerichtet, vgl. Bild 1.
Demzufolge ist die Lichtintensität an einembestimmten Punkt sehr gering. Laserlicht be-steht nur aus Strahlung einer einzigen Wellen-länge λ (Monochromasie), alle Wellen habendie gleiche Phasenlage (Kohärenz) und breitensich annähernd parallel aus (geringe Diver-genz). Die Intensität im Laserstrahl ist alsoauch in großer Entfernung sehr hoch. Des-wegen ist eine Bündelung der Laserstrahlungin einem kleinen Brennfleck von zumeistweniger als 0,5 mm im Durchmesser auch ingroßem Abstand von der Strahlquelle von z. B.20 m möglich und es kann eine Energiekon-zentration erzielt werden, die zum Schmelzenund Verdampfen von Stahl ausreicht.
3.2 Intensitätsverteilung und ModenordnungDie Verteilung der Strahlleistung bzw. Strahl-intensität im Laserstrahl hängt von vielenFaktoren ab wie dem Aufbau des Resonators,den verwendeten Optiken und Blenden usw.und wird durch die so genannte Modenord-nung beschrieben.
Eine ideale Intensitätsverteilung wäre gauß-förmig, mit der höchsten Intensität in derStrahlmitte und mit zu den Rändern hin ab-fallender Intensität, vgl. Bild 2. Diese Moden-ordnung bzw. Intensitätsverteilung wird mitTEM00 (Transversaler ElektromagnetischerMode der Ordnung 0) bezeichnet und Grund-oder Gaußmode genannt. Beim Laserstrahl-schneiden ist dieser Mode wegen der Unab-hängigkeit von der Schneidrichtung und derEnergiekonzentration in der Mitte besondersgeeignet, bei anderen Anwendungen kannjedoch auch eine andere Energieverteilungim Strahl von Vorteil sein.
5Eigenschaften von Laserstrahlung
3.3 Qualitätsmerkmal der LaserstrahlungWie eben beschrieben wäre die ideale Energie-verteilung im Strahl gaußförmig, wenn dieLaserstrahlung im Grundmode TEM00 schwingt.Dies ist jedoch als „Momentaufnahme“ zeit-lichen Änderungen unterworfen und nur einKriterium für die Strahlqualität.
Ein weiteres Kriterium ist die Divergenz derLaserstrahlung, die zwar sehr gering, aberdoch vorhanden ist. Der Laserstrahl weitetsich also abhängig von Bauart und Leistungmit zunehmender Entfernung vom Laser auf.Bei Bearbeitungsanlagen mit langen Strahl-wegen werden deswegen oft Teleskope inden Strahlengang eingesetzt, die an jederStelle des Bearbeitungstisches annäherndgleiche Strahlparameter gewährleisten undsomit konstantere Prozessergebnisse ermög-lichen.
Das Qualitätsmerkmal für die Strahlqualität, das die Divergenz der Strahlung, aber auchden Durchmesser des Strahls berücksichtigt,ist das Strahlparameterprodukt als Produktaus Strahlradius und Strahldivergenz. Gene-rell gilt: Je größer die Leistung des Lasers,desto größer ist das Strahlparameterproduktund desto schlechter ist dementsprechenddie Strahlqualität. Typische Werte für Schneid-laser in der Metallbearbeitung liegen zwi-schen 3 und 30 mm • mrad.
3.4 Qualitätskennzahlen K und M2
Beim Laserstrahlschneiden hat die Güte derLaserstrahlung unmittelbar Einfluss auf die erzielbare Schnittqualität und Produktivität.Unterschiedliche Schneidlaser lassen sich überdie Qualitätskennzahl K oder M2 vergleichs-weise einfach gegenüberstellen (M2 ist imangelsächsischen Sprachraum gebräuchlich, K = 1/M2). K beschreibt die Fokussierbarkeit der Laserstrahlung in einem kleinen Brenn-fleck entsprechend
4 λ f 1K = . .
π D df
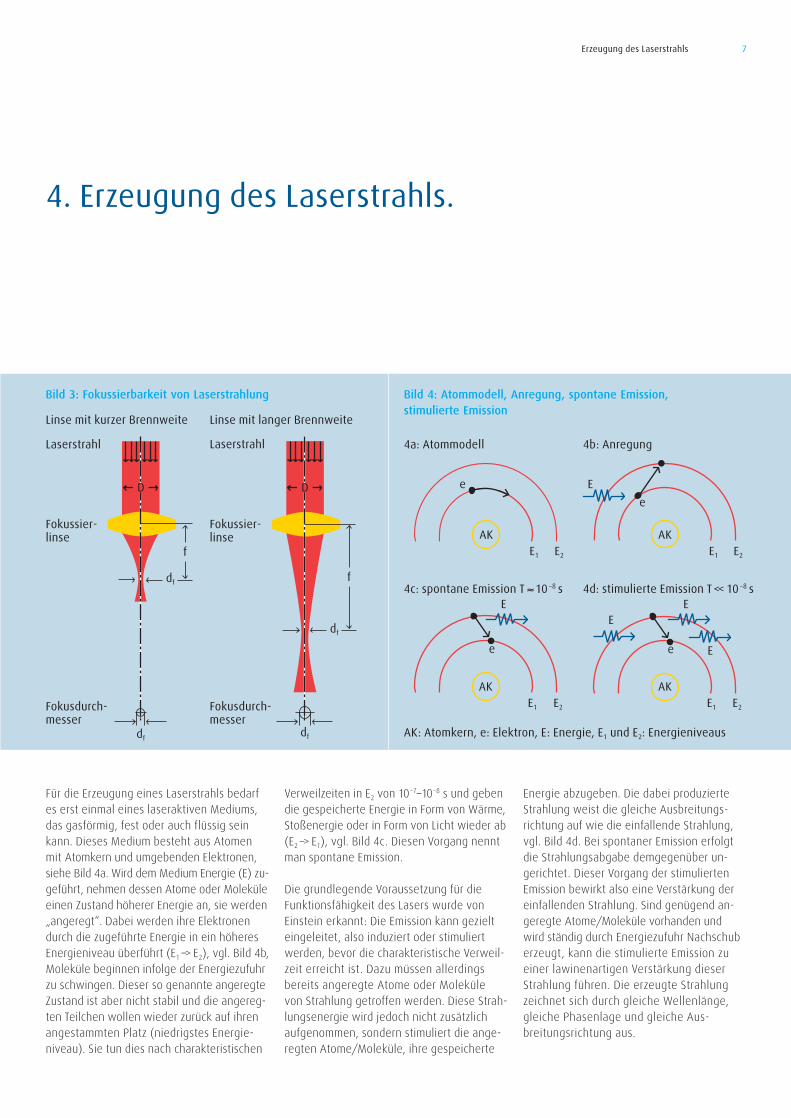
λ ist die Wellenlänge des Laserlichts, π eineKonstante, f die Brennweite der Linse, D bezeichnet den Durchmesser des Rohstrahlsund df den Durchmesser des Fokus, vgl. Bild 3.
K wird somit wesentlich durch D und df
bestimmt, also durch den Durchmesser des unfokussierten Laserstrahls und den des fokussierten Strahls. Damit wird auch die Divergenz der Strahlung erfasst.
K = 1 für einen idealen Gaußstrahl und K < 1 für reale Laserstrahlung.
Multi-kW-CO2-Laser zum Laserstrahlschneidenweisen zumeist einen K-Faktor von 0,5–0,8auf. Nd:YAG-Laser haben in diesem Leistungs-bereich in der Regel eine schlechtere Strahl-qualität als CO2-Laser.
6 Eigenschaften von Laserstrahlung
4. Erzeugung des Laserstrahls.
Für die Erzeugung eines Laserstrahls bedarf es erst einmal eines laseraktiven Mediums,das gasförmig, fest oder auch flüssig seinkann. Dieses Medium besteht aus Atomenmit Atomkern und umgebenden Elektronen,siehe Bild 4a. Wird dem Medium Energie (E) zu-geführt, nehmen dessen Atome oder Moleküleeinen Zustand höherer Energie an, sie werden„angeregt“. Dabei werden ihre Elektronendurch die zugeführte Energie in ein höheresEnergieniveau überführt (E1 –> E2), vgl. Bild 4b,Moleküle beginnen infolge der Energiezufuhrzu schwingen. Dieser so genannte angeregteZustand ist aber nicht stabil und die angereg-ten Teilchen wollen wieder zurück auf ihrenangestammten Platz (niedrigstes Energie-niveau). Sie tun dies nach charakteristischen
Verweilzeiten in E2 von 10–7–10–8 s und gebendie gespeicherte Energie in Form von Wärme,Stoßenergie oder in Form von Licht wieder ab(E2 –> E1), vgl. Bild 4c. Diesen Vorgang nenntman spontane Emission.
Die grundlegende Voraussetzung für dieFunktionsfähigkeit des Lasers wurde vonEinstein erkannt: Die Emission kann gezielteingeleitet, also induziert oder stimuliertwerden, bevor die charakteristische Verweil-zeit erreicht ist. Dazu müssen allerdingsbereits angeregte Atome oder Moleküle von Strahlung getroffen werden. Diese Strah-lungsenergie wird jedoch nicht zusätzlichaufgenommen, sondern stimuliert die ange-regten Atome/Moleküle, ihre gespeicherte
Energie abzugeben. Die dabei produzierteStrahlung weist die gleiche Ausbreitungs-richtung auf wie die einfallende Strahlung,vgl. Bild 4d. Bei spontaner Emission erfolgtdie Strahlungsabgabe demgegenüber un-gerichtet. Dieser Vorgang der stimuliertenEmission bewirkt also eine Verstärkung dereinfallenden Strahlung. Sind genügend an-geregte Atome/Moleküle vorhanden und wird ständig durch Energiezufuhr Nachschuberzeugt, kann die stimulierte Emission zueiner lawinenartigen Verstärkung dieserStrahlung führen. Die erzeugte Strahlungzeichnet sich durch gleiche Wellenlänge,gleiche Phasenlage und gleiche Aus-breitungsrichtung aus.
7Erzeugung des Laserstrahls
Bild 3: Fokussierbarkeit von Laserstrahlung Bild 4: Atommodell, Anregung, spontane Emission, stimulierte Emission
AK: Atomkern, e: Elektron, E: Energie, E1 und E2: Energieniveaus
Laserstrahl
Fokussier-linse
Linse mit kurzer Brennweite
AKE1
e
E2
AKE1
E
E2
AKE1
E
E2
AKE1
E
E2
Linse mit langer Brennweite
4a: Atommodell 4b: Anregung
4d: stimulierte Emission T<< 10 –8 s4c: spontane Emission T ≈ 10 –8 s
Fokusdurch-messer
Laserstrahl
Fokussier-linse
Fokusdurch-messer
D
f
df
df
D
f
df
df
E
E
e e
e
5. Aufbau einer Laserstrahlquelle.
Folgende Komponenten sind Teil einer Laser-strahlquelle: laseraktives Medium, Resonator,Anregung und Kühlung.
5.1 Das laseraktive MediumMedien geben die gespeicherte Energie beider Emission in unterschiedlicher Form wiederab. Laseraktive Medien sind Stoffe, die einenTeil der Emissionsenergie in Form von Laser-strahlung aussenden. Für die Materialbear-beitung mit Laserstrahlung sind dies haupt-sächlich Kohlendioxid im CO2-Gaslaser undeine Fluor- oder Chlor-Halogen-Verbindung imExcimer-Gaslaser. Bei den Festkörperlasern istdas laseraktive Medium ein Feststoff, z.B. einYttrium-Aluminium-Granat (Kristall), angerei-chert mit Neodym bzw. mit Ytterbium beimNd:YAG- und Yt:YAG-Laser. Der Diodenlaserbesteht aus einer Vielzahl von Laserdioden, diedurch Zufuhr von elektrischer Energie in einenHalbleiter angeregt werden. Ein weiterer Fest-körperlaser ist der noch junge Faserlaser. Beidiesem wird ein Element der Gruppe „SelteneErden“, z.B. Ytterbium, als laseraktives Mediumin die Mitte eines optischen Lichtleiters einge-bettet.
Nicht vergessen sollte man auch den Helium-Neon-Laser, einen Gaslaser mit nur geringerLeistung. Dieser strahlt jedoch im Gegensatzzu den anderen genannten Lasern im sicht-baren Spektrum. Er kann in den Strahlengangdes Bearbeitungslasers geschaltet werdenund erleichtert somit das Einrichten einerLasermaschine. Neuere Laser haben eineLaserdiode anstelle des Helium-Neon-Lasers.Diese so genannten Hilfslaser sind in jedemFall nur sichtbar, wenn der Bearbeitungslasersicher abgeblockt ist.
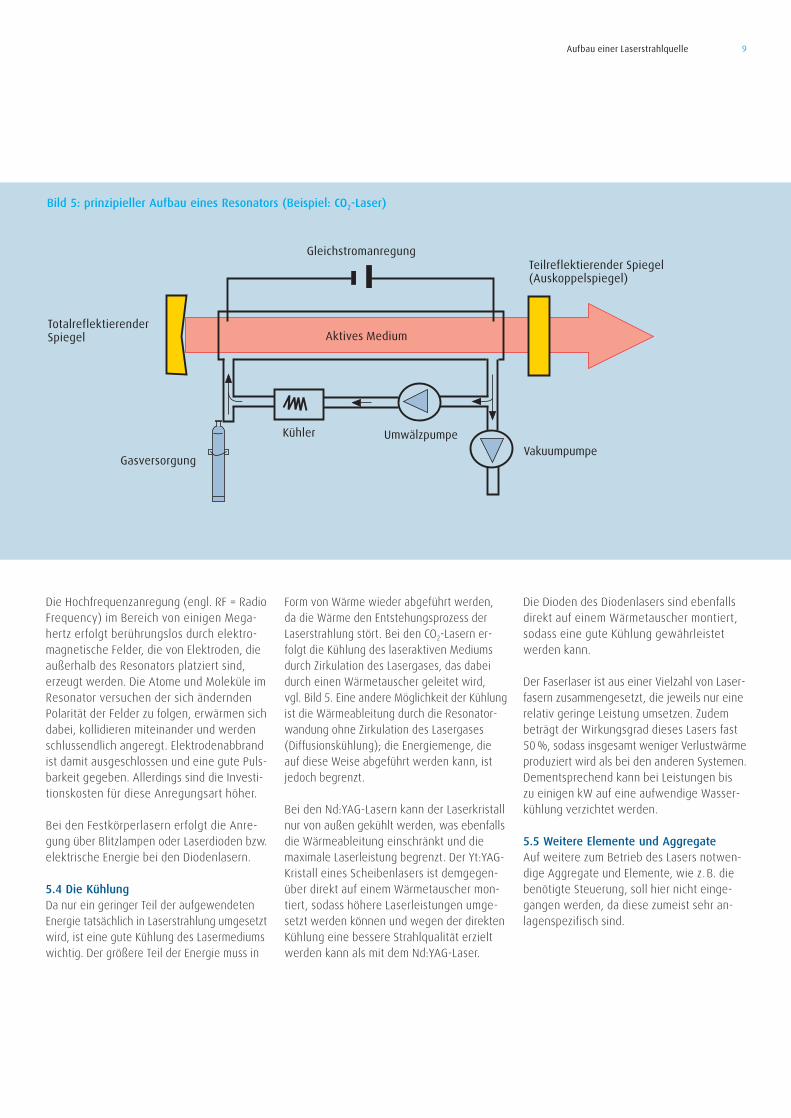
5.2 Der ResonatorDie Komponenten, die zur Erzeugung derLaserstrahlung benötigt werden, sind im Re-sonator enthalten. Im einfachsten Fall ist derResonator aus 2 Spiegeln aufgebaut, zwischendenen die Laserstrahlung hin und her reflek-tiert wird, vgl. Bild 5. Einer der Spiegel istvollständig reflektierend, der andere ein teil-durchlässiger Spiegel, über den die nutzbareLaserstrahlung ausgekoppelt wird. Spiegel-geometrie, Resonatordurchmesser und Reso-natorlänge müssen aufeinander abgestimmtsein, um eine hohe Strahlleistung bei guter
8 Aufbau einer Laserstrahlquelle
Strahlqualität zu erzielen. Bei hohen Strahl-leistungen und entsprechend großen Reso-natorlängen wird der Resonator mehrfachgefaltet, z.B. in Form eines Dreiecks oderVierecks.
5.3 Die AnregungZur Anregung des laseraktiven Mediums werden unterschiedliche Energieformen, z.B. elektrische Energie, Lichtquanten,chemische Reaktionen usw., eingesetzt. Bei CO2-Gaslasern wird die Energie mittelsGleichstrom über Elektroden direkt in daslaseraktive Medium eingespeist oder durchHochfrequenzanregung kapazitiv über dieResonatorwandung übertragen.
Bei der Gleichstromanregung (DC = Direct Current) kommt es zu einer Gasentladung,wenn zwischen den Elektroden eine Gleich-spannung von einigen kV angelegt wird, sieheBild 5. Allerdings werden die Elektroden dabei stark belastet und können punktuell erodieren(Elektrodenabbrand). Die Pulsbarkeit ist ein-geschränkt auf eine Frequenz von max. etwa1 kHz, dafür ist Superpulsbetrieb möglich(siehe Kapitel 6: Betriebsarten von Lasern).
9Aufbau einer Laserstrahlquelle
Die Hochfrequenzanregung (engl. RF = RadioFrequency) im Bereich von einigen Mega-hertz erfolgt berührungslos durch elektro-magnetische Felder, die von Elektroden, dieaußerhalb des Resonators platziert sind,erzeugt werden. Die Atome und Moleküle imResonator versuchen der sich änderndenPolarität der Felder zu folgen, erwärmen sichdabei, kollidieren miteinander und werdenschlussendlich angeregt. Elektrodenabbrandist damit ausgeschlossen und eine gute Puls-barkeit gegeben. Allerdings sind die Investi-tionskosten für diese Anregungsart höher.
Bei den Festkörperlasern erfolgt die Anre-gung über Blitzlampen oder Laserdioden bzw.elektrische Energie bei den Diodenlasern.
5.4 Die KühlungDa nur ein geringer Teil der aufgewendetenEnergie tatsächlich in Laserstrahlung umgesetztwird, ist eine gute Kühlung des Lasermediumswichtig. Der größere Teil der Energie muss in
Form von Wärme wieder abgeführt werden,da die Wärme den Entstehungsprozess derLaserstrahlung stört. Bei den CO2-Lasern er-folgt die Kühlung des laseraktiven Mediumsdurch Zirkulation des Lasergases, das dabeidurch einen Wärmetauscher geleitet wird, vgl. Bild 5. Eine andere Möglichkeit der Kühlungist die Wärmeableitung durch die Resonator-wandung ohne Zirkulation des Lasergases(Diffusionskühlung); die Energiemenge, dieauf diese Weise abgeführt werden kann, istjedoch begrenzt.
Bei den Nd:YAG-Lasern kann der Laserkristallnur von außen gekühlt werden, was ebenfallsdie Wärmeableitung einschränkt und diemaximale Laserleistung begrenzt. Der Yt:YAG-Kristall eines Scheibenlasers ist demgegen-über direkt auf einem Wärmetauscher mon-tiert, sodass höhere Laserleistungen umge-setzt werden können und wegen der direktenKühlung eine bessere Strahlqualität erzieltwerden kann als mit dem Nd:YAG-Laser.
Die Dioden des Diodenlasers sind ebenfallsdirekt auf einem Wärmetauscher montiert,sodass eine gute Kühlung gewährleistet werden kann.
Der Faserlaser ist aus einer Vielzahl von Laser-fasern zusammengesetzt, die jeweils nur einerelativ geringe Leistung umsetzen. Zudem beträgt der Wirkungsgrad dieses Lasers fast50 %, sodass insgesamt weniger Verlustwärmeproduziert wird als bei den anderen Systemen.Dementsprechend kann bei Leistungen bis zu einigen kW auf eine aufwendige Wasser-kühlung verzichtet werden.
5.5 Weitere Elemente und AggregateAuf weitere zum Betrieb des Lasers notwen-dige Aggregate und Elemente, wie z.B. diebenötigte Steuerung, soll hier nicht einge-gangen werden, da diese zumeist sehr an-lagenspezifisch sind.
UmwälzpumpeKühler
Gasversorgung
Aktives Medium
Vakuumpumpe
Teilreflektierender Spiegel(Auskoppelspiegel)
TotalreflektierenderSpiegel
Bild 5: prinzipieller Aufbau eines Resonators (Beispiel: CO2-Laser)
Gleichstromanregung
6. Betriebsarten von Lasern.
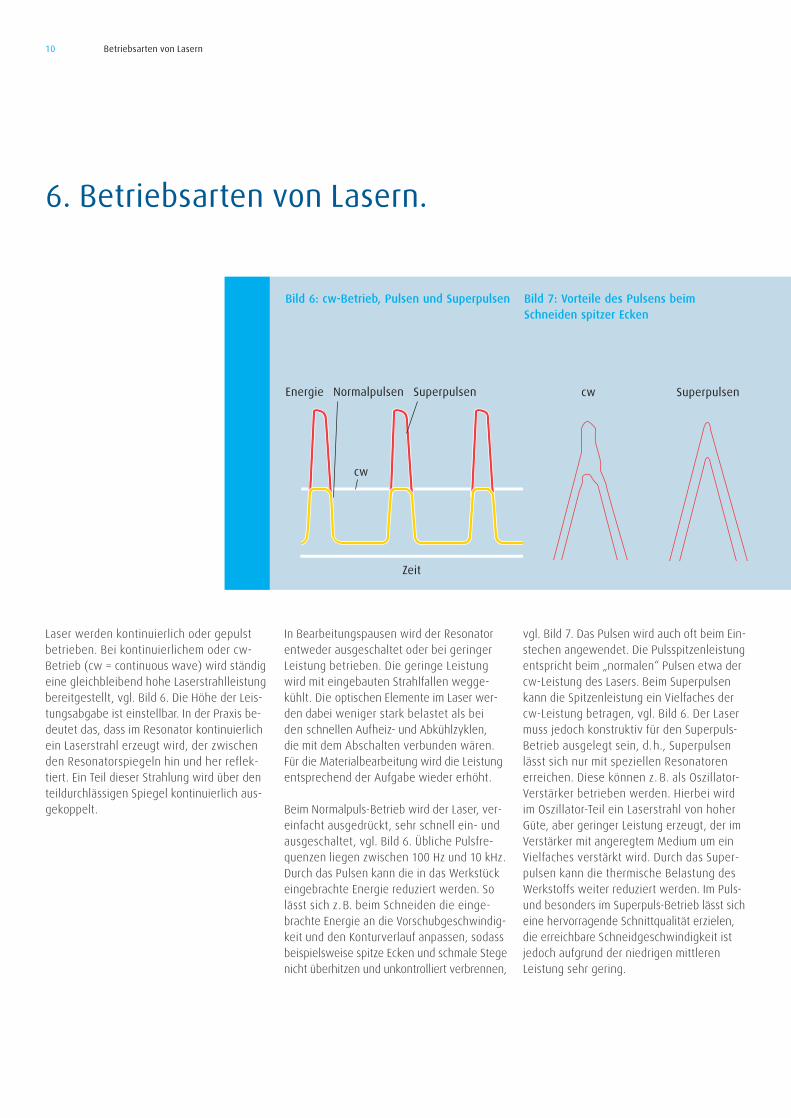
In Bearbeitungspausen wird der Resonatorentweder ausgeschaltet oder bei geringerLeistung betrieben. Die geringe Leistungwird mit eingebauten Strahlfallen wegge-kühlt. Die optischen Elemente im Laser wer-den dabei weniger stark belastet als bei den schnellen Aufheiz- und Abkühlzyklen, die mit dem Abschalten verbunden wären.Für die Materialbearbeitung wird die Leistungentsprechend der Aufgabe wieder erhöht.
Beim Normalpuls-Betrieb wird der Laser, ver-einfacht ausgedrückt, sehr schnell ein- undausgeschaltet, vgl. Bild 6. Übliche Pulsfre-quenzen liegen zwischen 100 Hz und 10 kHz.Durch das Pulsen kann die in das Werkstückeingebrachte Energie reduziert werden. Solässt sich z.B. beim Schneiden die einge-brachte Energie an die Vorschubgeschwindig-keit und den Konturverlauf anpassen, sodassbeispielsweise spitze Ecken und schmale Stegenicht überhitzen und unkontrolliert verbrennen,
Laser werden kontinuierlich oder gepulstbetrieben. Bei kontinuierlichem oder cw-Betrieb (cw = continuous wave) wird ständigeine gleichbleibend hohe Laserstrahlleistungbereitgestellt, vgl. Bild 6. Die Höhe der Leis-tungsabgabe ist einstellbar. In der Praxis be-deutet das, dass im Resonator kontinuierlichein Laserstrahl erzeugt wird, der zwischenden Resonatorspiegeln hin und her reflek-tiert. Ein Teil dieser Strahlung wird über denteildurchlässigen Spiegel kontinuierlich aus-gekoppelt.
vgl. Bild 7. Das Pulsen wird auch oft beim Ein-stechen angewendet. Die Pulsspitzenleistungentspricht beim „normalen“ Pulsen etwa dercw-Leistung des Lasers. Beim Superpulsenkann die Spitzenleistung ein Vielfaches dercw-Leistung betragen, vgl. Bild 6. Der Lasermuss jedoch konstruktiv für den Superpuls-Betrieb ausgelegt sein, d.h., Superpulsenlässt sich nur mit speziellen Resonatorenerreichen. Diese können z. B. als Oszillator-Verstärker betrieben werden. Hierbei wird im Oszillator-Teil ein Laserstrahl von hoherGüte, aber geringer Leistung erzeugt, der imVerstärker mit angeregtem Medium um einVielfaches verstärkt wird. Durch das Super-pulsen kann die thermische Belastung desWerkstoffs weiter reduziert werden. Im Puls-und besonders im Superpuls-Betrieb lässt sicheine hervorragende Schnittqualität erzielen,die erreichbare Schneidgeschwindigkeit istjedoch aufgrund der niedrigen mittlerenLeistung sehr gering.
10 Betriebsarten von Lasern
Bild 6: cw-Betrieb, Pulsen und Superpulsen
Energie Normalpulsen Superpulsen
Zeit
cw
Bild 7: Vorteile des Pulsens beim Schneiden spitzer Ecken
cw Superpulsen
7. Industrielle Laserstrahlquellen.
11Industrielle Laserstrahlquellen
Tabelle 1: Schneidbarkeit unterschiedlicher Werkstoffe mit Nd:YAG- und CO2-Laserstrahlung
Zu schneidender Werkstoff Wellenlänge (Mikrometer)Nd:YAG-Laser: 1,06 CO2-Laser: 10,6
Baustahl sehr gut sehr gutEdelstahl sehr gut sehr gutAluminium gut gutKupfer gut schwierigGold gut nicht möglichTitan gut gutKeramik schwierig gutAcrylglas schlecht sehr gutPolyethen schlecht sehr gutPolycarbonat schlecht gutSperrholz schlecht sehr gut
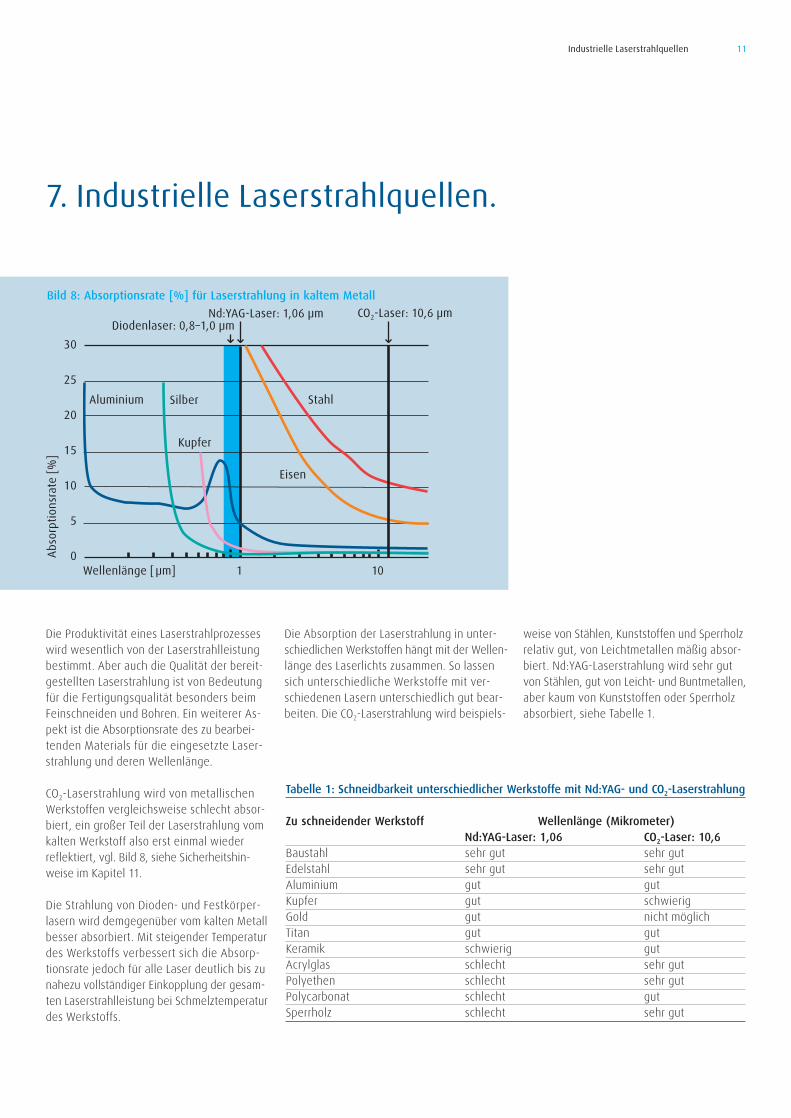
Die Produktivität eines Laserstrahlprozesseswird wesentlich von der Laserstrahlleistung bestimmt. Aber auch die Qualität der bereit-gestellten Laserstrahlung ist von Bedeutung für die Fertigungsqualität besonders beimFeinschneiden und Bohren. Ein weiterer As-pekt ist die Absorptionsrate des zu bearbei-tenden Materials für die eingesetzte Laser-strahlung und deren Wellenlänge.
CO2-Laserstrahlung wird von metallischenWerkstoffen vergleichsweise schlecht absor-biert, ein großer Teil der Laserstrahlung vomkalten Werkstoff also erst einmal wiederreflektiert, vgl. Bild 8, siehe Sicherheitshin-weise im Kapitel 11.
Die Strahlung von Dioden- und Festkörper-lasern wird demgegenüber vom kalten Metallbesser absorbiert. Mit steigender Temperaturdes Werkstoffs verbessert sich die Absorp-tionsrate jedoch für alle Laser deutlich bis zunahezu vollständiger Einkopplung der gesam-ten Laserstrahlleistung bei Schmelztemperaturdes Werkstoffs.
Die Absorption der Laserstrahlung in unter-schiedlichen Werkstoffen hängt mit der Wellen-länge des Laserlichts zusammen. So lassensich unterschiedliche Werkstoffe mit ver-schiedenen Lasern unterschiedlich gut bear-beiten. Die CO2-Laserstrahlung wird beispiels-
weise von Stählen, Kunststoffen und Sperrholzrelativ gut, von Leichtmetallen mäßig absor-biert. Nd:YAG-Laserstrahlung wird sehr gutvon Stählen, gut von Leicht- und Buntmetallen,aber kaum von Kunststoffen oder Sperrholzabsorbiert, siehe Tabelle 1.
Bild 8: Absorptionsrate [%] für Laserstrahlung in kaltem Metall
Wellenlänge [µm] 1 10
Diodenlaser: 0,8–1,0 µm
Aluminium Silber Stahl
Kupfer
Eisen
Nd:YAG-Laser: 1,06 µm CO2-Laser: 10,6 µm
30
25
20
15
10
5
0Abs
orpt
ions
rate
[%
]
7.1 Der CO2-LaserKohlendioxid ist, wie der Name andeutet, dielaseraktive Komponente im Lasergasgemischdes CO2-Lasers, das zudem noch Helium undStickstoff als weitere Hauptkomponentenenthält. Einige CO2-Laser benötigen nebendiesen Hauptkomponenten Beimengungenvon Sauerstoff, Wasserstoff, Kohlenmonoxidund/oder Xenon, die die physikalischen undchemischen Vorgänge bei der Strahlerzeugungunterstützen. Die Lasergase müssen hohenReinheitsanforderungen gerecht werden.Bereits geringe Mengen von Verunreinigungenwie z.B. Feuchtigkeit und Kohlenwasserstoff-verbindungen stören die Strahlerzeugung,verursachen Leistungseinbußen und minderndie Strahlqualität.
Das Lasergasgemisch wird in einem geschlos-senen Behältnis zwischen den Resonator-spiegeln platziert. Dies kann ein Rohrsystemsein, in dem das Lasergasgemisch durch denResonator und den Wärmetauscher geführtwird, vgl. Bild 5. Bei den Rohrsystemen gibtes unterschiedliche Möglichkeiten, das Laser-gas zu führen: in Laserstrahlrichtung (längs-geströmt) oder quer dazu (quergeströmt)sowie mit hohem Gasumsatz oder mit niedri-gem. Jedes dieser Systeme hat spezifischeVor- und Nachteile. Der geschlossene Behälterkann auch eine flache, längliche Form aufwei-sen, deren Wandungen als Wärmetauscherfungieren und eine Zirkulation des Lasergas-gemischs unnötig machen (diffusionsgekühlterLaser).
Frisches Lasergasgemisch wird bei den ge-nannten Systemen kontinuierlich zugegeben,um Verluste, eine Änderung der Zusammen-setzung und zunehmende Verschmutzungauszugleichen. Darüber hinaus wird bei ver-schiedenen Lasern der Resonator beim Ab-schalten mit Stickstoff geflutet bzw. bei Inbe-triebnahme mit Stickstoff gespült.
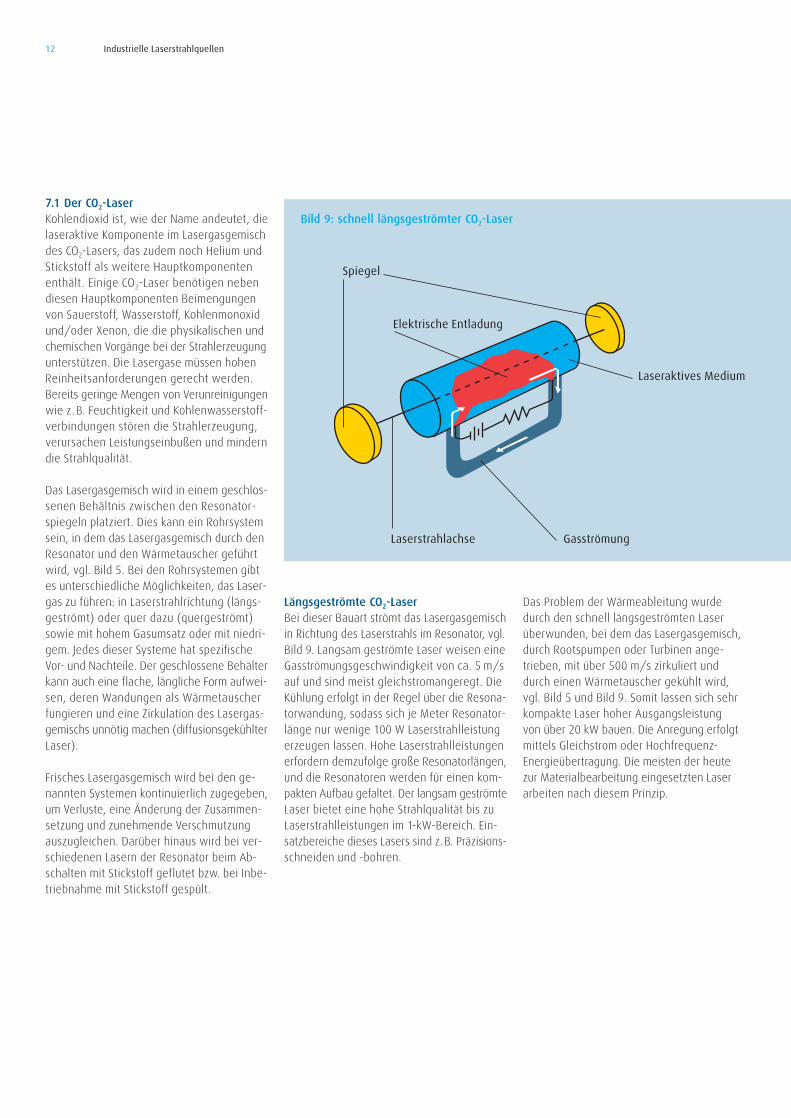
Längsgeströmte CO2-LaserBei dieser Bauart strömt das Lasergasgemischin Richtung des Laserstrahls im Resonator, vgl.Bild 9. Langsam geströmte Laser weisen eineGasströmungsgeschwindigkeit von ca. 5 m/sauf und sind meist gleichstromangeregt. DieKühlung erfolgt in der Regel über die Resona-torwandung, sodass sich je Meter Resonator-länge nur wenige 100 W Laserstrahlleistungerzeugen lassen. Hohe Laserstrahlleistungenerfordern demzufolge große Resonatorlängen,und die Resonatoren werden für einen kom-pakten Aufbau gefaltet. Der langsam geströmteLaser bietet eine hohe Strahlqualität bis zuLaserstrahlleistungen im 1-kW-Bereich. Ein-satzbereiche dieses Lasers sind z.B. Präzisions-schneiden und -bohren.
Das Problem der Wärmeableitung wurdedurch den schnell längsgeströmten Laserüberwunden, bei dem das Lasergasgemisch,durch Rootspumpen oder Turbinen ange-trieben, mit über 500 m/s zirkuliert unddurch einen Wärmetauscher gekühlt wird,vgl. Bild 5 und Bild 9. Somit lassen sich sehrkompakte Laser hoher Ausgangsleistung von über 20 kW bauen. Die Anregung erfolgtmittels Gleichstrom oder Hochfrequenz-Energieübertragung. Die meisten der heutezur Materialbearbeitung eingesetzten Laserarbeiten nach diesem Prinzip.
12 Industrielle Laserstrahlquellen
Bild 9: schnell längsgeströmter CO2-Laser
Spiegel
Laserstrahlachse
Elektrische Entladung
Laseraktives Medium
Gasströmung
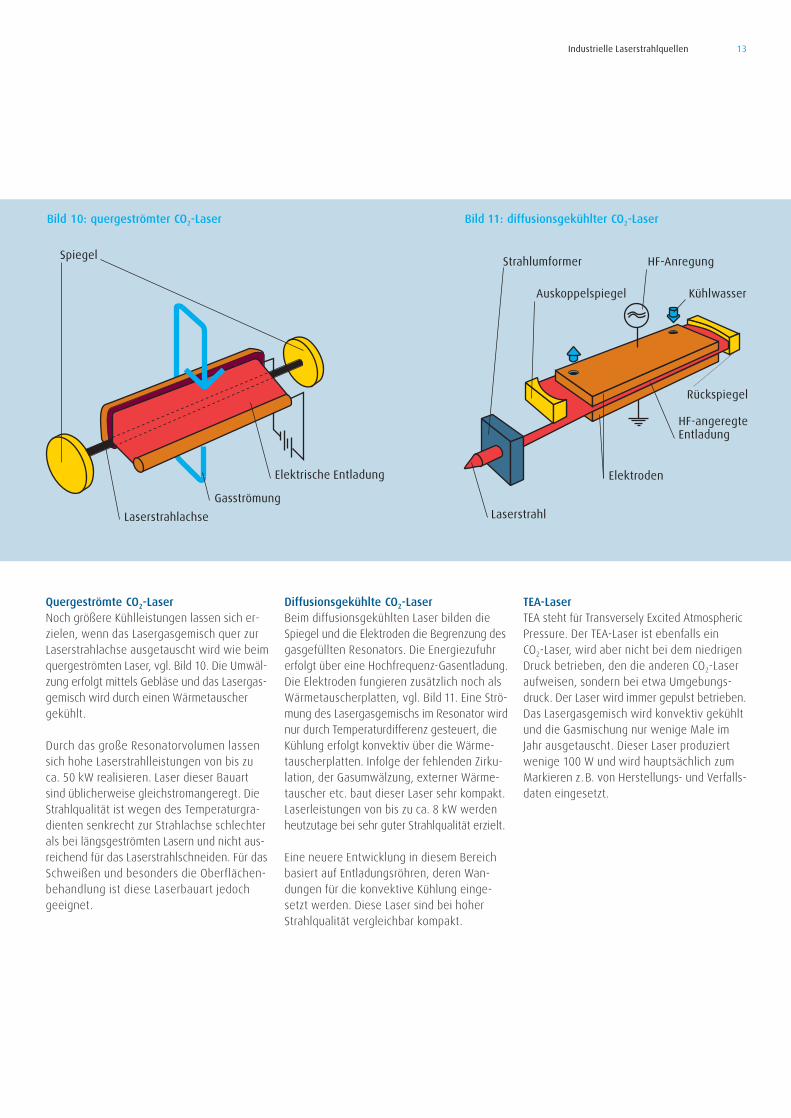
Quergeströmte CO2-LaserNoch größere Kühlleistungen lassen sich er-zielen, wenn das Lasergasgemisch quer zurLaserstrahlachse ausgetauscht wird wie beimquergeströmten Laser, vgl. Bild 10. Die Umwäl-zung erfolgt mittels Gebläse und das Lasergas-gemisch wird durch einen Wärmetauschergekühlt.
Durch das große Resonatorvolumen lassensich hohe Laserstrahlleistungen von bis zu ca. 50 kW realisieren. Laser dieser Bauart sind üblicherweise gleichstromangeregt. DieStrahlqualität ist wegen des Temperaturgra-dienten senkrecht zur Strahlachse schlechterals bei längsgeströmten Lasern und nicht aus-reichend für das Laserstrahlschneiden. Für dasSchweißen und besonders die Oberflächen-behandlung ist diese Laserbauart jedochgeeignet.
Diffusionsgekühlte CO2-LaserBeim diffusionsgekühlten Laser bilden die Spiegel und die Elektroden die Begrenzung desgasgefüllten Resonators. Die Energiezufuhr erfolgt über eine Hochfrequenz-Gasentladung.Die Elektroden fungieren zusätzlich noch alsWärmetauscherplatten, vgl. Bild 11. Eine Strö-mung des Lasergasgemischs im Resonator wirdnur durch Temperaturdifferenz gesteuert, dieKühlung erfolgt konvektiv über die Wärme-tauscherplatten. Infolge der fehlenden Zirku-lation, der Gasumwälzung, externer Wärme-tauscher etc. baut dieser Laser sehr kompakt.Laserleistungen von bis zu ca. 8 kW werdenheutzutage bei sehr guter Strahlqualität erzielt.
Eine neuere Entwicklung in diesem Bereichbasiert auf Entladungsröhren, deren Wan-dungen für die konvektive Kühlung einge-setzt werden. Diese Laser sind bei hoherStrahlqualität vergleichbar kompakt.
TEA-LaserTEA steht für Transversely Excited AtmosphericPressure. Der TEA-Laser ist ebenfalls ein CO2-Laser, wird aber nicht bei dem niedrigenDruck betrieben, den die anderen CO2-Laseraufweisen, sondern bei etwa Umgebungs-druck. Der Laser wird immer gepulst betrieben.Das Lasergasgemisch wird konvektiv gekühltund die Gasmischung nur wenige Male imJahr ausgetauscht. Dieser Laser produziertwenige 100 W und wird hauptsächlich zumMarkieren z.B. von Herstellungs- und Verfalls-daten eingesetzt.
13Industrielle Laserstrahlquellen
Bild 10: quergeströmter CO2-Laser Bild 11: diffusionsgekühlter CO2-Laser
Spiegel Strahlumformer HF-Anregung
Auskoppelspiegel Kühlwasser
Laserstrahlachse
Gasströmung
Elektrische Entladung
Laserstrahl
Elektroden
HF-angeregteEntladung
Rückspiegel
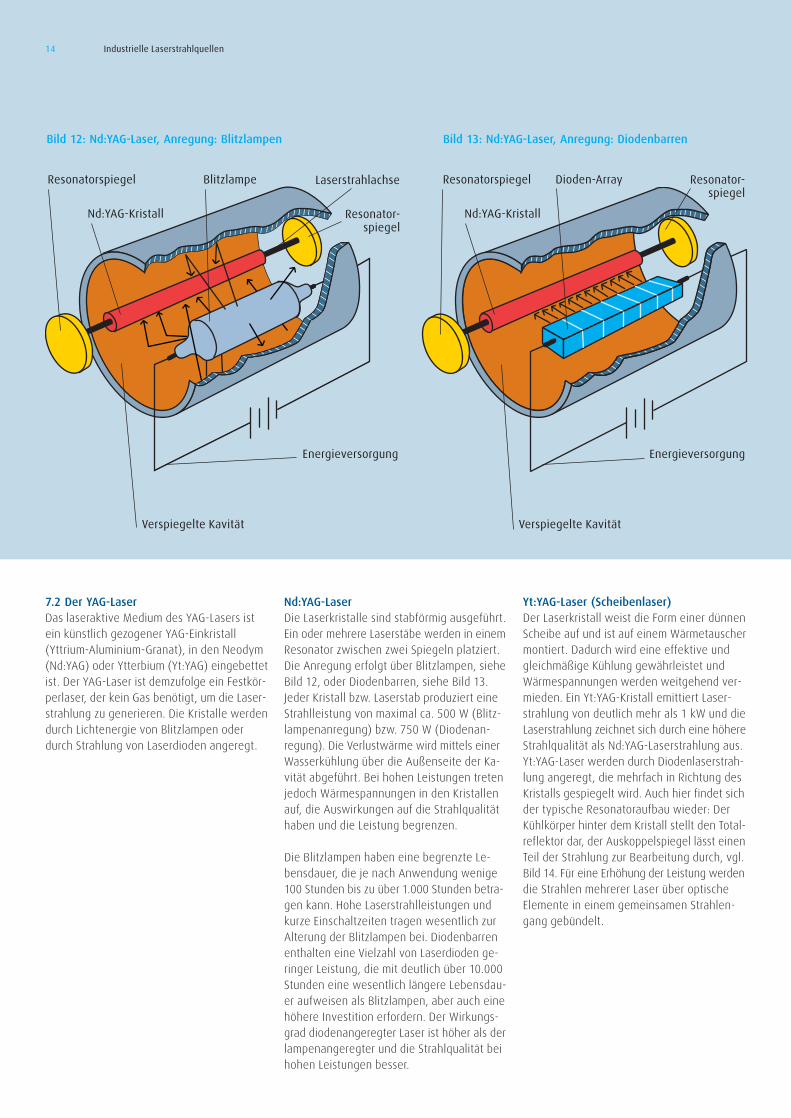
7.2 Der YAG-LaserDas laseraktive Medium des YAG-Lasers istein künstlich gezogener YAG-Einkristall(Yttrium-Aluminium-Granat), in den Neodym(Nd:YAG) oder Ytterbium (Yt:YAG) eingebettetist. Der YAG-Laser ist demzufolge ein Festkör-perlaser, der kein Gas benötigt, um die Laser-strahlung zu generieren. Die Kristalle werdendurch Lichtenergie von Blitzlampen oderdurch Strahlung von Laserdioden angeregt.
Nd:YAG-LaserDie Laserkristalle sind stabförmig ausgeführt.Ein oder mehrere Laserstäbe werden in einemResonator zwischen zwei Spiegeln platziert. Die Anregung erfolgt über Blitzlampen, sieheBild 12, oder Diodenbarren, siehe Bild 13. Jeder Kristall bzw. Laserstab produziert eineStrahlleistung von maximal ca. 500 W (Blitz-lampenanregung) bzw. 750 W (Diodenan-regung). Die Verlustwärme wird mittels einerWasserkühlung über die Außenseite der Ka-vität abgeführt. Bei hohen Leistungen tretenjedoch Wärmespannungen in den Kristallenauf, die Auswirkungen auf die Strahlqualitäthaben und die Leistung begrenzen.
Die Blitzlampen haben eine begrenzte Le-bensdauer, die je nach Anwendung wenige100 Stunden bis zu über 1.000 Stunden betra-gen kann. Hohe Laserstrahlleistungen undkurze Einschaltzeiten tragen wesentlich zurAlterung der Blitzlampen bei. Diodenbarrenenthalten eine Vielzahl von Laserdioden ge-ringer Leistung, die mit deutlich über 10.000Stunden eine wesentlich längere Lebensdau-er aufweisen als Blitzlampen, aber auch einehöhere Investition erfordern. Der Wirkungs-grad diodenangeregter Laser ist höher als derlampenangeregter und die Strahlqualität beihohen Leistungen besser.
Yt:YAG-Laser (Scheibenlaser)Der Laserkristall weist die Form einer dünnenScheibe auf und ist auf einem Wärmetauschermontiert. Dadurch wird eine effektive undgleichmäßige Kühlung gewährleistet undWärmespannungen werden weitgehend ver-mieden. Ein Yt:YAG-Kristall emittiert Laser-strahlung von deutlich mehr als 1 kW und dieLaserstrahlung zeichnet sich durch eine höhereStrahlqualität als Nd:YAG-Laserstrahlung aus.Yt:YAG-Laser werden durch Diodenlaserstrah-lung angeregt, die mehrfach in Richtung desKristalls gespiegelt wird. Auch hier findet sichder typische Resonatoraufbau wieder: DerKühlkörper hinter dem Kristall stellt den Total-reflektor dar, der Auskoppelspiegel lässt einenTeil der Strahlung zur Bearbeitung durch, vgl.Bild 14. Für eine Erhöhung der Leistung werdendie Strahlen mehrerer Laser über optischeElemente in einem gemeinsamen Strahlen-gang gebündelt.
14 Industrielle Laserstrahlquellen
Bild 12: Nd:YAG-Laser, Anregung: Blitzlampen
Resonatorspiegel
Resonator-spiegel
Verspiegelte Kavität
Blitzlampe
Nd:YAG-Kristall
Energieversorgung
Bild 13: Nd:YAG-Laser, Anregung: Diodenbarren
Resonatorspiegel
Verspiegelte Kavität
Resonator-spiegel
Dioden-Array
Nd:YAG-Kristall
Energieversorgung
Laserstrahlachse
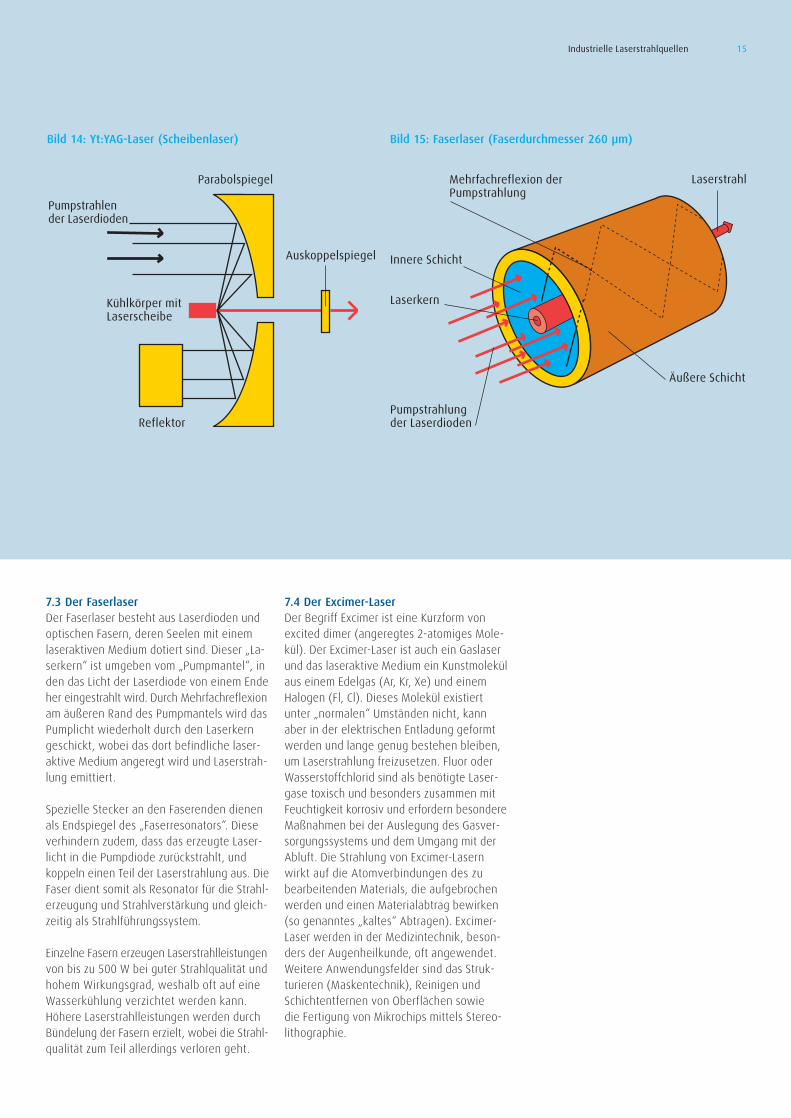
7.3 Der FaserlaserDer Faserlaser besteht aus Laserdioden undoptischen Fasern, deren Seelen mit einem laseraktiven Medium dotiert sind. Dieser „La-serkern“ ist umgeben vom „Pumpmantel“, inden das Licht der Laserdiode von einem Endeher eingestrahlt wird. Durch Mehrfachreflexionam äußeren Rand des Pumpmantels wird dasPumplicht wiederholt durch den Laserkerngeschickt, wobei das dort befindliche laser-aktive Medium angeregt wird und Laserstrah-lung emittiert.
Spezielle Stecker an den Faserenden dienenals Endspiegel des „Faserresonators“. Dieseverhindern zudem, dass das erzeugte Laser-licht in die Pumpdiode zurückstrahlt, undkoppeln einen Teil der Laserstrahlung aus. DieFaser dient somit als Resonator für die Strahl-erzeugung und Strahlverstärkung und gleich-zeitig als Strahlführungssystem.
Einzelne Fasern erzeugen Laserstrahlleistungenvon bis zu 500 W bei guter Strahlqualität undhohem Wirkungsgrad, weshalb oft auf eineWasserkühlung verzichtet werden kann.Höhere Laserstrahlleistungen werden durchBündelung der Fasern erzielt, wobei die Strahl-qualität zum Teil allerdings verloren geht.
7.4 Der Excimer-LaserDer Begriff Excimer ist eine Kurzform vonexcited dimer (angeregtes 2-atomiges Mole-kül). Der Excimer-Laser ist auch ein Gaslaserund das laseraktive Medium ein Kunstmolekülaus einem Edelgas (Ar, Kr, Xe) und einemHalogen (Fl, Cl). Dieses Molekül existiertunter „normalen“ Umständen nicht, kannaber in der elektrischen Entladung geformtwerden und lange genug bestehen bleiben,um Laserstrahlung freizusetzen. Fluor oderWasserstoffchlorid sind als benötigte Laser-gase toxisch und besonders zusammen mitFeuchtigkeit korrosiv und erfordern besondereMaßnahmen bei der Auslegung des Gasver-sorgungssystems und dem Umgang mit derAbluft. Die Strahlung von Excimer-Lasernwirkt auf die Atomverbindungen des zubearbeitenden Materials, die aufgebrochenwerden und einen Materialabtrag bewirken(so genanntes „kaltes“ Abtragen). Excimer-Laser werden in der Medizintechnik, beson-ders der Augenheilkunde, oft angewendet.Weitere Anwendungsfelder sind das Struk-turieren (Maskentechnik), Reinigen undSchichtentfernen von Oberflächen sowiedie Fertigung von Mikrochips mittels Stereo-lithographie.
15Industrielle Laserstrahlquellen
Bild 14: Yt:YAG-Laser (Scheibenlaser) Bild 15: Faserlaser (Faserdurchmesser 260 µm)
Parabolspiegel Laserstrahl
Pumpstrahlender Laserdioden
Kühlkörper mitLaserscheibe
Reflektor
Mehrfachreflexion derPumpstrahlung
Auskoppelspiegel
Äußere Schicht
Pumpstrahlungder Laserdioden
Laserkern
Innere Schicht

8. Strahlführung und -formung.
Die vom Laser erzeugte Laserstrahlung wirdüber eine mehr oder weniger lange Streckebis zur Bearbeitungsstelle geleitet. Dabeiwerden Glasfasern, Spiegel, Teleskope undandere optische Elemente eingesetzt, um denStrahl zu führen und zu formen. Die Handha-bung der Werkstücke wird dann oft von einerBearbeitungsmaschine übernommen.
8.1 StrahlführungssystemDer Laserstrahl wird durch das so genannteStrahlführungssystem (Strahlweg, Strahl-kabinett) vom Laser bis zum Prozess geleitet.Dabei werden unterschiedliche optische Ele-mente eingesetzt, um die benötigten Strahl-eigenschaften zu erlangen bzw. zu erhalten. Laserstrahl und optische Elemente sind in derRegel durch eine Einhausung oder einen Balggeschützt, vgl. Bild 16.
Im Strahlführungssystem muss eine spezielleGasatmosphäre herrschen, die weder dieSpiegel noch den Strahl belastet. Die Spiegelsind in der Regel wassergekühlt, sodass evtl.vorhandene Verunreinigungen wie z.B.
Feuchtigkeit oder Kohlenwasserstoffe auf den Spiegeln kondensieren würden und dasReflexionsverhalten der Spiegel verändernkönnten.
Der Laserstrahl selbst, insbesondere der desCO2-Lasers, wird abhängig von der Intensitätim Strahl ebenfalls durch Verunreinigungenbeeinträchtigt (z.B. aufgeweitet, „ThermalBlooming“). Der aufgeweitete Strahl kann dieHalterungen von Spiegeln und Elemente derEinhausung beschädigen und diese sogarentzünden. Argon, CO2, Kohlenwasserstoffe,Feuchtigkeit und elektronegative Gase sindin diesem Zusammenhang zu nennen undmüssen besonders bei Laserstrahlung hoher
16 Strahlführung und -formung
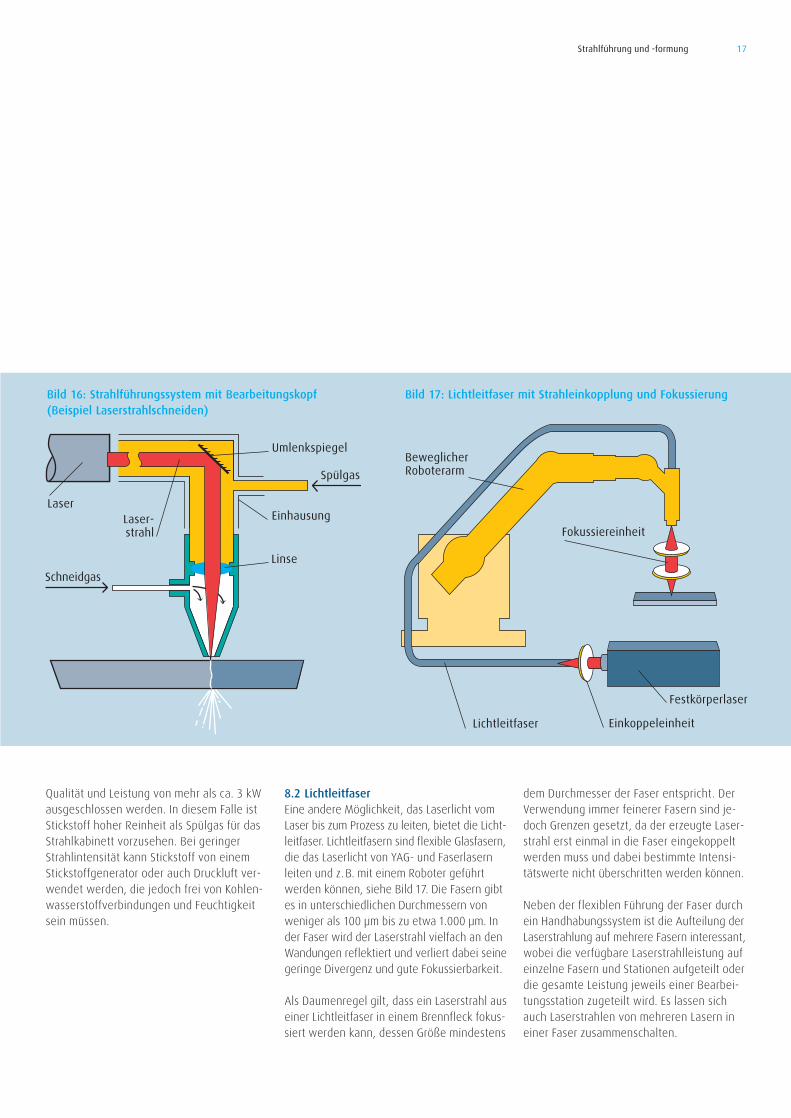
8.2 LichtleitfaserEine andere Möglichkeit, das Laserlicht vomLaser bis zum Prozess zu leiten, bietet die Licht-leitfaser. Lichtleitfasern sind flexible Glasfasern,die das Laserlicht von YAG- und Faserlasernleiten und z.B. mit einem Roboter geführtwerden können, siehe Bild 17. Die Fasern gibtes in unterschiedlichen Durchmessern vonweniger als 100 µm bis zu etwa 1.000 µm. Inder Faser wird der Laserstrahl vielfach an denWandungen reflektiert und verliert dabei seinegeringe Divergenz und gute Fokussierbarkeit.
Als Daumenregel gilt, dass ein Laserstrahl auseiner Lichtleitfaser in einem Brennfleck fokus-siert werden kann, dessen Größe mindestens
dem Durchmesser der Faser entspricht. DerVerwendung immer feinerer Fasern sind je-doch Grenzen gesetzt, da der erzeugte Laser-strahl erst einmal in die Faser eingekoppeltwerden muss und dabei bestimmte Intensi-tätswerte nicht überschritten werden können.
Neben der flexiblen Führung der Faser durchein Handhabungssystem ist die Aufteilung derLaserstrahlung auf mehrere Fasern interessant,wobei die verfügbare Laserstrahlleistung aufeinzelne Fasern und Stationen aufgeteilt oderdie gesamte Leistung jeweils einer Bearbei-tungsstation zugeteilt wird. Es lassen sichauch Laserstrahlen von mehreren Lasern ineiner Faser zusammenschalten.
Qualität und Leistung von mehr als ca. 3 kWausgeschlossen werden. In diesem Falle istStickstoff hoher Reinheit als Spülgas für dasStrahlkabinett vorzusehen. Bei geringerStrahlintensität kann Stickstoff von einemStickstoffgenerator oder auch Druckluft ver-wendet werden, die jedoch frei von Kohlen-wasserstoffverbindungen und Feuchtigkeitsein müssen.
17Strahlführung und -formung
Bild 16: Strahlführungssystem mit Bearbeitungskopf (Beispiel Laserstrahlschneiden)
Bild 17: Lichtleitfaser mit Strahleinkopplung und Fokussierung
Laser-strahl
Schneidgas
Spülgas
Laser
Lichtleitfaser Einkoppeleinheit
Linse
UmlenkspiegelBeweglicherRoboterarm
Fokussiereinheit
Festkörperlaser
Einhausung
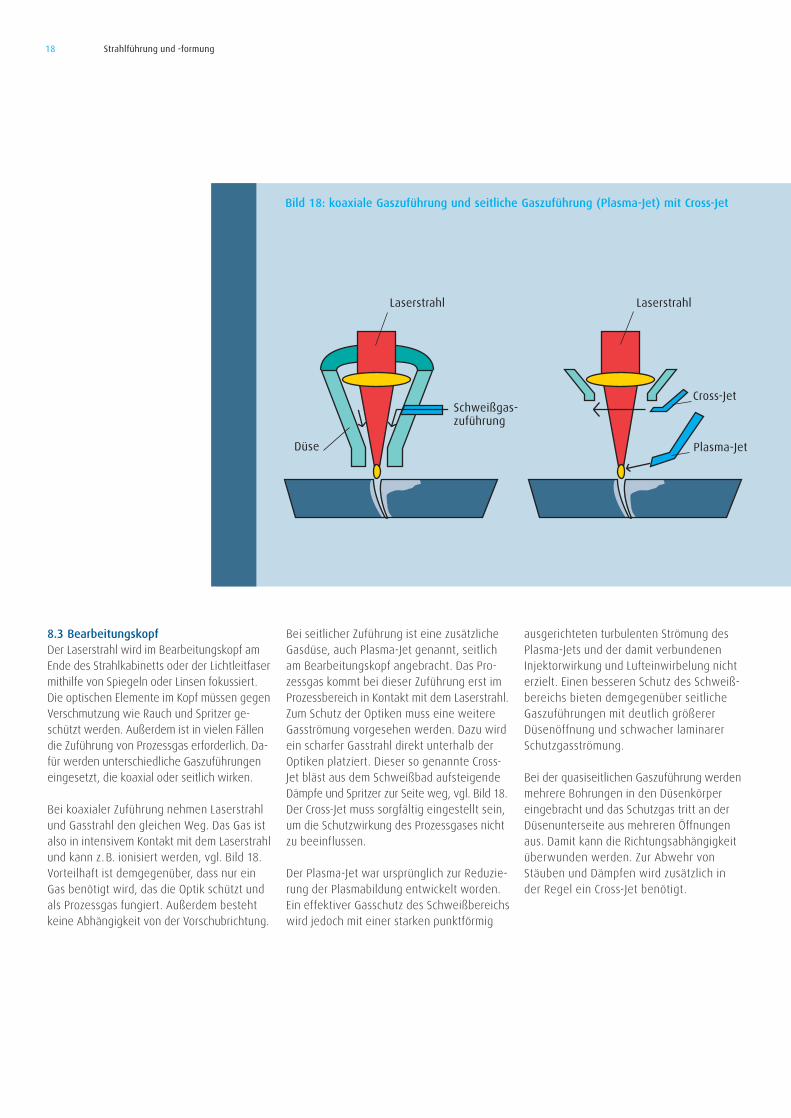
8.3 BearbeitungskopfDer Laserstrahl wird im Bearbeitungskopf amEnde des Strahlkabinetts oder der Lichtleitfasermithilfe von Spiegeln oder Linsen fokussiert.Die optischen Elemente im Kopf müssen gegenVerschmutzung wie Rauch und Spritzer ge-schützt werden. Außerdem ist in vielen Fällendie Zuführung von Prozessgas erforderlich. Da-für werden unterschiedliche Gaszuführungeneingesetzt, die koaxial oder seitlich wirken.
Bei koaxialer Zuführung nehmen Laserstrahlund Gasstrahl den gleichen Weg. Das Gas istalso in intensivem Kontakt mit dem Laserstrahlund kann z.B. ionisiert werden, vgl. Bild 18.Vorteilhaft ist demgegenüber, dass nur einGas benötigt wird, das die Optik schützt undals Prozessgas fungiert. Außerdem bestehtkeine Abhängigkeit von der Vorschubrichtung.
Bei seitlicher Zuführung ist eine zusätzlicheGasdüse, auch Plasma-Jet genannt, seitlicham Bearbeitungskopf angebracht. Das Pro-zessgas kommt bei dieser Zuführung erst imProzessbereich in Kontakt mit dem Laserstrahl.Zum Schutz der Optiken muss eine weitereGasströmung vorgesehen werden. Dazu wirdein scharfer Gasstrahl direkt unterhalb derOptiken platziert. Dieser so genannte Cross-Jet bläst aus dem Schweißbad aufsteigendeDämpfe und Spritzer zur Seite weg, vgl. Bild 18.Der Cross-Jet muss sorgfältig eingestellt sein,um die Schutzwirkung des Prozessgases nichtzu beeinflussen.
Der Plasma-Jet war ursprünglich zur Reduzie-rung der Plasmabildung entwickelt worden.Ein effektiver Gasschutz des Schweißbereichswird jedoch mit einer starken punktförmig
18 Strahlführung und -formung
Bild 18: koaxiale Gaszuführung und seitliche Gaszuführung (Plasma-Jet) mit Cross-Jet
Laserstrahl
Düse
Schweißgas-zuführung
Laserstrahl
Plasma-Jet
Cross-Jet
ausgerichteten turbulenten Strömung desPlasma-Jets und der damit verbundenenInjektorwirkung und Lufteinwirbelung nichterzielt. Einen besseren Schutz des Schweiß-bereichs bieten demgegenüber seitlicheGaszuführungen mit deutlich größererDüsenöffnung und schwacher laminarerSchutzgasströmung.
Bei der quasiseitlichen Gaszuführung werdenmehrere Bohrungen in den Düsenkörpereingebracht und das Schutzgas tritt an derDüsenunterseite aus mehreren Öffnungenaus. Damit kann die Richtungsabhängigkeitüberwunden werden. Zur Abwehr vonStäuben und Dämpfen wird zusätzlich in der Regel ein Cross-Jet benötigt.
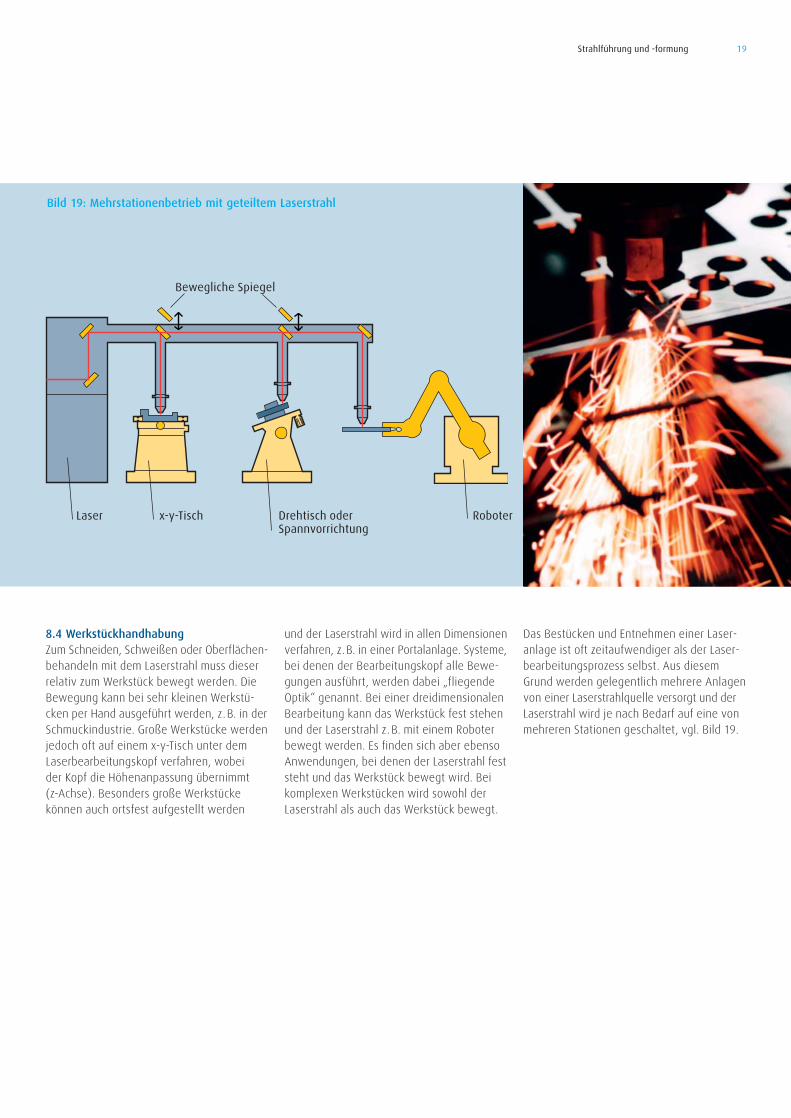
8.4 WerkstückhandhabungZum Schneiden, Schweißen oder Oberflächen-behandeln mit dem Laserstrahl muss dieserrelativ zum Werkstück bewegt werden. DieBewegung kann bei sehr kleinen Werkstü-cken per Hand ausgeführt werden, z.B. in derSchmuckindustrie. Große Werkstücke werdenjedoch oft auf einem x-y-Tisch unter demLaserbearbeitungskopf verfahren, wobei der Kopf die Höhenanpassung übernimmt (z-Achse). Besonders große Werkstücke können auch ortsfest aufgestellt werden
und der Laserstrahl wird in allen Dimensionenverfahren, z.B. in einer Portalanlage. Systeme,bei denen der Bearbeitungskopf alle Bewe-gungen ausführt, werden dabei „fliegendeOptik“ genannt. Bei einer dreidimensionalenBearbeitung kann das Werkstück fest stehenund der Laserstrahl z.B. mit einem Roboterbewegt werden. Es finden sich aber ebensoAnwendungen, bei denen der Laserstrahl feststeht und das Werkstück bewegt wird. Beikomplexen Werkstücken wird sowohl derLaserstrahl als auch das Werkstück bewegt.
Das Bestücken und Entnehmen einer Laser-anlage ist oft zeitaufwendiger als der Laser-bearbeitungsprozess selbst. Aus diesemGrund werden gelegentlich mehrere Anlagenvon einer Laserstrahlquelle versorgt und derLaserstrahl wird je nach Bedarf auf eine vonmehreren Stationen geschaltet, vgl. Bild 19.
19Strahlführung und -formung
Bild 19: Mehrstationenbetrieb mit geteiltem Laserstrahl
Bewegliche Spiegel
Laser x-y-Tisch RoboterDrehtisch oder Spannvorrichtung

9. Laserstrahl-Materialbearbeitung.
Laserstrahlen werden beim Schneiden,Schweißen und auch bei der Oberflächenbe-arbeitung wie z.B. beim Härten, Umschmelzen,Abtragen etc. angewendet. Die zum Entzün-den, Schmelzen und Verdampfen notwendigenTemperaturen lassen sich erreichen, indemder Laserstrahl mit Linsen oder Spiegeln ineinem sehr kleinen Brennfleck fokussiertwird. Dieser Brennfleck wird in unterschied-licher Höhe relativ zum Werkstück positioniert:beim Laserstrahlschneiden mit Sauerstoff z.B.an der Werkstückoberseite, beim Laserstrahl-schweißen im Werkstück oder beim Laser-
strahlschneiden mit Stickstoff nah an der Werk-stückunterseite. Von diesen Anhaltswertenkann jedoch deutlich abgewichen werden,wenn der Werkstoff, die Fertigungsqualität,der Produktionsablauf oder die Strahlqualitäteine andere Fokuslage erfordern.
Beim Härten und bei anderen Oberflächenbe-arbeitungsverfahren kann eine Fokussierunggänzlich unnötig sein, sodass der Laserstrahl,unfokussiert angewendet, eine relativ großeFläche je Arbeitsgang bearbeitet.
20 Laserstrahl-Materialbearbeitung
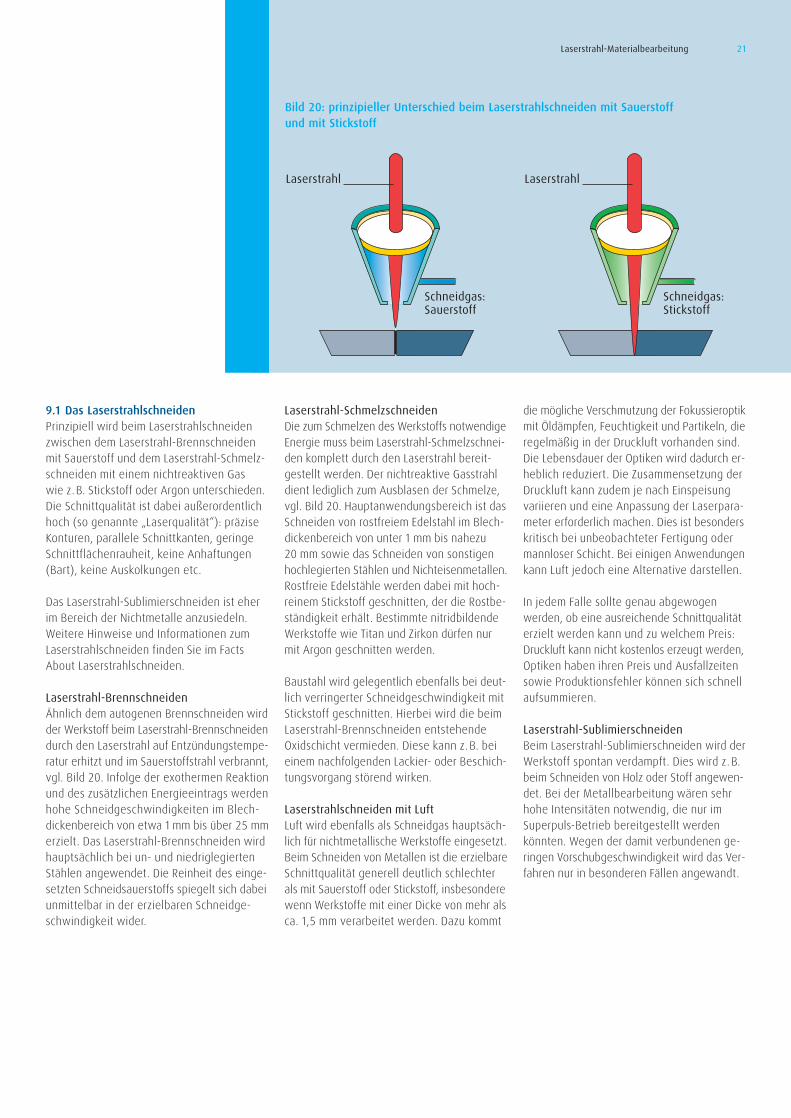
9.1 Das LaserstrahlschneidenPrinzipiell wird beim Laserstrahlschneidenzwischen dem Laserstrahl-Brennschneidenmit Sauerstoff und dem Laserstrahl-Schmelz-schneiden mit einem nichtreaktiven Gas wie z.B. Stickstoff oder Argon unterschieden.Die Schnittqualität ist dabei außerordentlichhoch (so genannte „Laserqualität“): präziseKonturen, parallele Schnittkanten, geringeSchnittflächenrauheit, keine Anhaftungen(Bart), keine Auskolkungen etc.
Das Laserstrahl-Sublimierschneiden ist eherim Bereich der Nichtmetalle anzusiedeln.Weitere Hinweise und Informationen zumLaserstrahlschneiden finden Sie im FactsAbout Laserstrahlschneiden.
Laserstrahl-BrennschneidenÄhnlich dem autogenen Brennschneiden wirdder Werkstoff beim Laserstrahl-Brennschneidendurch den Laserstrahl auf Entzündungstempe-ratur erhitzt und im Sauerstoffstrahl verbrannt,vgl. Bild 20. Infolge der exothermen Reaktionund des zusätzlichen Energieeintrags werdenhohe Schneidgeschwindigkeiten im Blech-dickenbereich von etwa 1 mm bis über 25 mmerzielt. Das Laserstrahl-Brennschneiden wirdhauptsächlich bei un- und niedriglegiertenStählen angewendet. Die Reinheit des einge-setzten Schneidsauerstoffs spiegelt sich dabeiunmittelbar in der erzielbaren Schneidge-schwindigkeit wider.
Laserstrahl-SchmelzschneidenDie zum Schmelzen des Werkstoffs notwendigeEnergie muss beim Laserstrahl-Schmelzschnei-den komplett durch den Laserstrahl bereit-gestellt werden. Der nichtreaktive Gasstrahldient lediglich zum Ausblasen der Schmelze,vgl. Bild 20. Hauptanwendungsbereich ist dasSchneiden von rostfreiem Edelstahl im Blech-dickenbereich von unter 1 mm bis nahezu 20 mm sowie das Schneiden von sonstigenhochlegierten Stählen und Nichteisenmetallen.Rostfreie Edelstähle werden dabei mit hoch-reinem Stickstoff geschnitten, der die Rostbe-ständigkeit erhält. Bestimmte nitridbildendeWerkstoffe wie Titan und Zirkon dürfen nur mit Argon geschnitten werden.
Baustahl wird gelegentlich ebenfalls bei deut-lich verringerter Schneidgeschwindigkeit mitStickstoff geschnitten. Hierbei wird die beimLaserstrahl-Brennschneiden entstehendeOxidschicht vermieden. Diese kann z.B. beieinem nachfolgenden Lackier- oder Beschich-tungsvorgang störend wirken.
Laserstrahlschneiden mit LuftLuft wird ebenfalls als Schneidgas hauptsäch-lich für nichtmetallische Werkstoffe eingesetzt.Beim Schneiden von Metallen ist die erzielbareSchnittqualität generell deutlich schlechterals mit Sauerstoff oder Stickstoff, insbesonderewenn Werkstoffe mit einer Dicke von mehr alsca. 1,5 mm verarbeitet werden. Dazu kommt
die mögliche Verschmutzung der Fokussieroptikmit Öldämpfen, Feuchtigkeit und Partikeln, dieregelmäßig in der Druckluft vorhanden sind. Die Lebensdauer der Optiken wird dadurch er-heblich reduziert. Die Zusammensetzung derDruckluft kann zudem je nach Einspeisungvariieren und eine Anpassung der Laserpara-meter erforderlich machen. Dies ist besonderskritisch bei unbeobachteter Fertigung odermannloser Schicht. Bei einigen Anwendungenkann Luft jedoch eine Alternative darstellen.
In jedem Falle sollte genau abgewogenwerden, ob eine ausreichende Schnittqualitäterzielt werden kann und zu welchem Preis:Druckluft kann nicht kostenlos erzeugt werden,Optiken haben ihren Preis und Ausfallzeitensowie Produktionsfehler können sich schnellaufsummieren.
Laserstrahl-SublimierschneidenBeim Laserstrahl-Sublimierschneiden wird derWerkstoff spontan verdampft. Dies wird z.B.beim Schneiden von Holz oder Stoff angewen-det. Bei der Metallbearbeitung wären sehrhohe Intensitäten notwendig, die nur imSuperpuls-Betrieb bereitgestellt werdenkönnten. Wegen der damit verbundenen ge-ringen Vorschubgeschwindigkeit wird das Ver-fahren nur in besonderen Fällen angewandt.
21Laserstrahl-Materialbearbeitung
Bild 20: prinzipieller Unterschied beim Laserstrahlschneiden mit Sauerstoff und mit Stickstoff
Schneidgas:Sauerstoff
Schneidgas:Stickstoff
Laserstrahl Laserstrahl
22 Laserstrahl-Materialbearbeitung
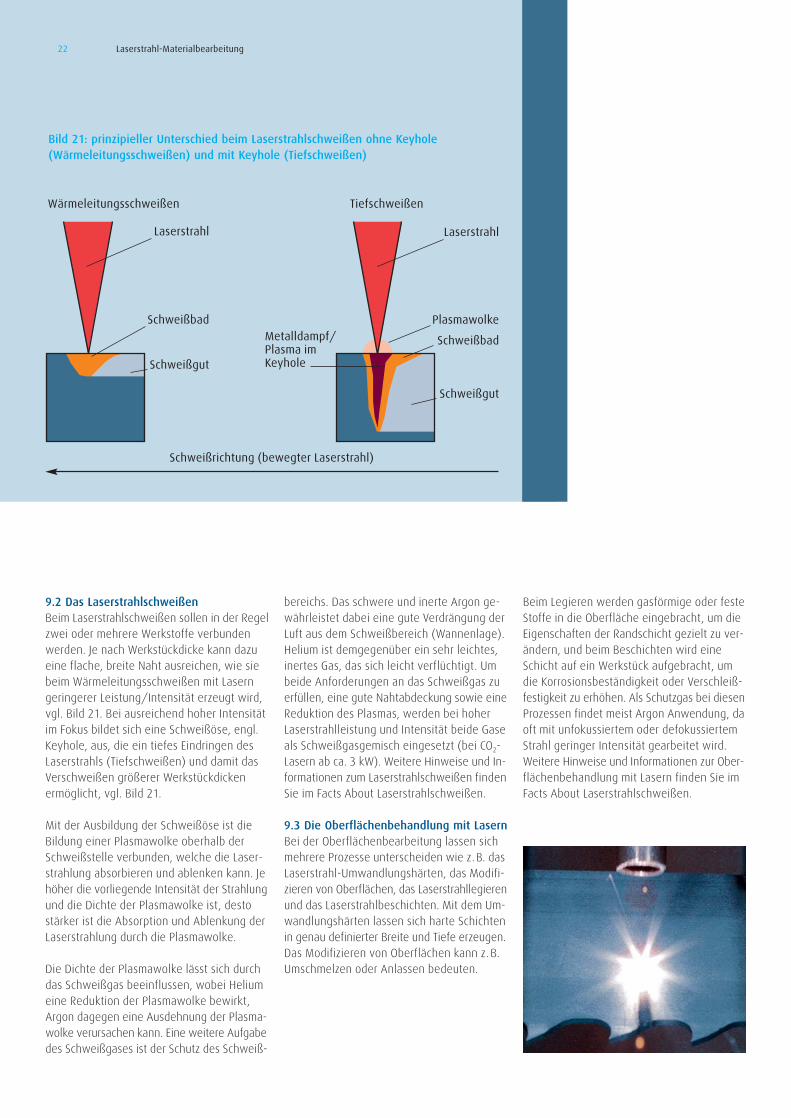
9.2 Das LaserstrahlschweißenBeim Laserstrahlschweißen sollen in der Regelzwei oder mehrere Werkstoffe verbundenwerden. Je nach Werkstückdicke kann dazueine flache, breite Naht ausreichen, wie siebeim Wärmeleitungsschweißen mit Laserngeringerer Leistung/Intensität erzeugt wird,vgl. Bild 21. Bei ausreichend hoher Intensitätim Fokus bildet sich eine Schweißöse, engl.Keyhole, aus, die ein tiefes Eindringen desLaserstrahls (Tiefschweißen) und damit dasVerschweißen größerer Werkstückdickenermöglicht, vgl. Bild 21.
Mit der Ausbildung der Schweißöse ist dieBildung einer Plasmawolke oberhalb derSchweißstelle verbunden, welche die Laser-strahlung absorbieren und ablenken kann. Jehöher die vorliegende Intensität der Strahlungund die Dichte der Plasmawolke ist, destostärker ist die Absorption und Ablenkung derLaserstrahlung durch die Plasmawolke.
Die Dichte der Plasmawolke lässt sich durchdas Schweißgas beeinflussen, wobei Heliumeine Reduktion der Plasmawolke bewirkt,Argon dagegen eine Ausdehnung der Plasma-wolke verursachen kann. Eine weitere Aufgabedes Schweißgases ist der Schutz des Schweiß-
bereichs. Das schwere und inerte Argon ge-währleistet dabei eine gute Verdrängung derLuft aus dem Schweißbereich (Wannenlage).Helium ist demgegenüber ein sehr leichtes,inertes Gas, das sich leicht verflüchtigt. Umbeide Anforderungen an das Schweißgas zuerfüllen, eine gute Nahtabdeckung sowie eineReduktion des Plasmas, werden bei hoherLaserstrahlleistung und Intensität beide Gaseals Schweißgasgemisch eingesetzt (bei CO2-Lasern ab ca. 3 kW). Weitere Hinweise und In-formationen zum Laserstrahlschweißen findenSie im Facts About Laserstrahlschweißen.
9.3 Die Oberflächenbehandlung mit Lasern Bei der Oberflächenbearbeitung lassen sichmehrere Prozesse unterscheiden wie z.B. dasLaserstrahl-Umwandlungshärten, das Modifi-zieren von Oberflächen, das Laserstrahllegierenund das Laserstrahlbeschichten. Mit dem Um-wandlungshärten lassen sich harte Schichtenin genau definierter Breite und Tiefe erzeugen.Das Modifizieren von Oberflächen kann z.B.Umschmelzen oder Anlassen bedeuten.
Beim Legieren werden gasförmige oder festeStoffe in die Oberfläche eingebracht, um dieEigenschaften der Randschicht gezielt zu ver-ändern, und beim Beschichten wird eineSchicht auf ein Werkstück aufgebracht, umdie Korrosionsbeständigkeit oder Verschleiß-festigkeit zu erhöhen. Als Schutzgas bei diesenProzessen findet meist Argon Anwendung, daoft mit unfokussiertem oder defokussiertemStrahl geringer Intensität gearbeitet wird.Weitere Hinweise und Informationen zur Ober-flächenbehandlung mit Lasern finden Sie imFacts About Laserstrahlschweißen.
Bild 21: prinzipieller Unterschied beim Laserstrahlschweißen ohne Keyhole (Wärmeleitungsschweißen) und mit Keyhole (Tiefschweißen)
Wärmeleitungsschweißen Tiefschweißen
Laserstrahl
Plasmawolke
Schweißbad
Schweißbad
Schweißgut
Schweißrichtung (bewegter Laserstrahl)
Schweißgut
Laserstrahl
Metalldampf/Plasma imKeyhole
10. Die Laserstrahlverfahren im Wettbewerb mit anderen Verfahren.
10.1 Thermisches und mechanischesTrennenIn der Fertigungsindustrie wird schwerpunkt-mäßig Baustahl in einem Blechdickenbereichvon bis zu 10 mm verarbeitet. Dazu stehen die thermischen Trennverfahren autogenesBrennschneiden, Plasmaschneiden und Laser-strahlschneiden sowie die mechanischenVerfahren Stanzen, Nibbeln, Scheren undWasserstrahlschneiden zur Verfügung. ImBlechdickenbereich bis zu 15 mm und darüberkann der Laser mit seinen besonderen Vor-teilen wie Schneidgeschwindigkeit, Schnitt-qualität und verschleißlosem Werkzeug be-sonders glänzen. Er kann sich damit gegenüber
allen Verfahren, auch dem Plasmaschneidenmit dem Schwerpunkt Edelstahlverarbeitung,gut platzieren. Beim Stanzen wird für jedesKonturelement ein besonderes Werkzeugbenötigt, was erst bei größeren Serien wirt-schaftlich ist. Hier bietet der Laser als Ein-oder Zweikopfanlage eine wesentlich höhereFlexibilität, sodass das Stanzen zunehmendvom Markt verdrängt wird.
Bei der Entscheidung für eine Laseranlage wirdoftmals nicht nur der Schneidprozess an sichbetrachtet, sondern die gesamte Fertigungs-kette. Eine Laseranlage kann dabei z.B. Vor-und Nacharbeit reduzieren, aber auch weitere
Fertigungsschritte zum Teil überflüssig machenoder dank filigraner Strukturen und präziserKonturen ganz neue Perspektiven schaffen.Weltweit mehr als 30.000 installierte Systemesprechen hierzu eine deutliche Sprache.
Bei den Vorüberlegungen für oder wider eineLaseranlage sollte auch die Auslastung undBestückung kritisch hinterfragt werden. Einesichere Mindestauslastung sollte grundsätz-lich gewährleistet sein und die Bestückung jenach Teilespektrum mehr oder weniger auto-matisiert erfolgen, um eine hohe effektiveBearbeitungszeit durch den Laser zu ermög-lichen.
23Die Laserstrahlverfahren im Wettbewerb mit anderen Verfahren
Die Lasertechnik ist eine relativ neue Technolo-gie, die gegenüber bestehenden TechnologienVorteile aufweist wie z.B. die Präzision derLeistungssteuerung und des Energieeintrags.Dem gegenüber stehen die Investitionskostenfür eine Laserstrahlbearbeitungsmaschineund die daraus resultierende notwendigehohe Auslastung. Eine Laseranlage ist nichtdas Universalwerkzeug, das alle Aufgaben ineinem Unternehmen wirtschaftlich lösenkann. Nach wie vor sollte genau ermitteltwerden, welche Produktionsqualität gefordertwird und wie diese am wirtschaftlichsten zuerzielen ist. Die Lasertechnik ist dabei sichereine von mehreren Optionen.
fahren, sodass bestehende Grenzwerte über-dacht werden müssen. ZTU-Umwandlungs-schaubilder und mechanisch-technologischePrüfverfahren sind auf Abkühlraten und Naht-breiten klassischer Schweißverfahren abge-stimmt und kaum auf Laserstrahlnähte anzu-wenden. Es gibt aber auch gänzlich neueAnwendungen, die durch den Laser erst er-möglicht wurden, wie das Schweißen vonTailored Blanks. Diese zusammengestückel-ten Tafeln aus Blechen unterschiedlicherMaterialdicke und Beschaffenheit werdennach dem Laserstrahlschweißen z.B. zu einerPKW-Tür verformt. Dabei werden, wo esmöglich ist, Bleche zur Gewichtseinsparungmit dicken Blechen zur Kraftübertragungkombiniert. Kein anderes Verfahren ermög-licht eine entsprechende Produktivität undVerformbarkeit der Nähte.
Lösungen hierzu sind präzise Nahtvorbereitung(quasi Nullspalt) und aufwendige Spanntech-nik, aber auch die Kombination von Laser-und Schutzgasschweißen im so genanntenHybridprozess. Das Schutzgasverfahren ge-währleistet dabei die Nahtflankenerfassungund liefert den Zusatzwerkstoff. Der Laserermöglicht den tiefen Einbrand und die hoheSchweißgeschwindigkeit. Diese ist erheblichhöher als mit dem Schutzgasschweißen allein.
Bestehende Regelwerke und Überzeugungensind ein weiteres Hindernis auf dem Weg desLasers zum universellen Schweißwerkzeug.So verursacht der präzise Energiestrahl beihoher Schweißgeschwindigkeit und ent-sprechender Abkühlrate hohe Härten. Diesefinden sich aber in einem erheblich schmalerenSaum als bei den klassischen Schweißver-
10.2 SchweißenBeim Fügen von Werkstoffen wären nochwesentlich mehr Verfahren aufzuzählen alsbeim Schneiden. Der Laser konkurriert jedochschwerpunktmäßig mit mechanisierbarenschweißtechnischen Verfahren wie dem MIG-,MAG-, WIG-, Plasma- und Elektronenstrahl-schweißen. Das Schweißen mit der Flammesoll hier nur außer Konkurrenz genannt wer-den. Beim Fügen gibt es eine Vielzahl voninteressanten Laseranwendungen, von ei-nem Durchbruch wie beim Schneiden kannjedoch noch nicht die Rede sein.
Dabei steht sich der Laser teilweise selbst imWeg: Der filigrane Energiestrahl erforderteine sehr genaue Nahtvorbereitung, üblicheFügespalte würde er ohne Energieübertragungpassieren.
24 Die Laserstrahlverfahren im Wettbewerb mit anderen Verfahren
11. Sicherheitshinweise.
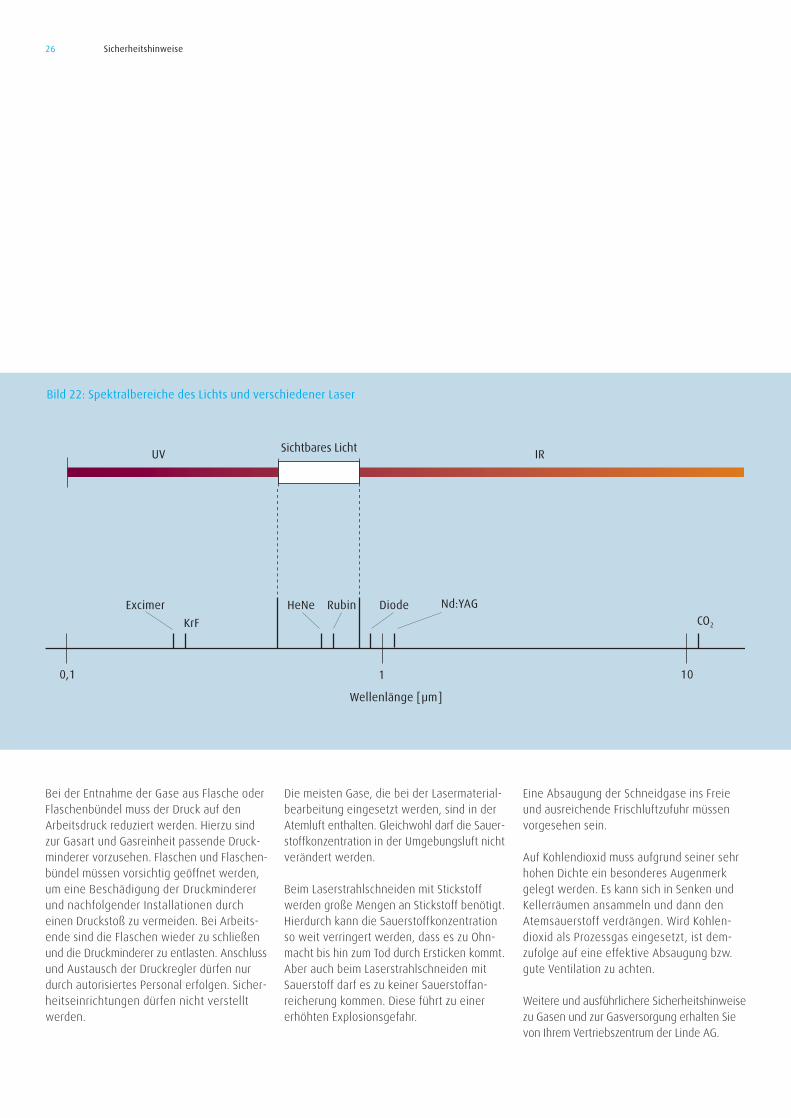
11.1 LaserstrahlungLaser, die für die Materialbearbeitung einge-setzt werden, strahlen im infraroten oderultravioletten Spektrum und sind damit für dasmenschliche Auge nicht sichtbar, vgl. Bild 22.Zum Einrichten einer Laserstrahlbearbeitungs-maschine wird deswegen ein HeNe-Laseroder eine Laserdiode, beides Laser geringererLeistung, die im sichtbaren Spektrum strahlen,in den Strahlengang geschaltet.
Das intensive Laserlicht der Materialbearbei-tungslaser ist besonders für das Auge gefähr-lich. CO2-Laserstrahlung wird von der Hornhautabsorbiert. YAG- und Faserlaserstrahlung dringtbis zur Netzhaut durch. Diese wird bereits durchrelativ wenig Strahlung unwiederbringlich zer-stört. Fehlgeleitete Laserstrahlung kann direktvom Laser kommen und durch Fehlschaltung,geöffnete Abdeckung, verschobene Spiegeletc. die Augen bedrohen.
Weitere Gefahren sind Verbrennungen derHaut oder die Entzündung von feuergefähr-lichen Materialien durch fehlgeleitete Laser-strahlung.
Die größte Gefahr geht jedoch regelmäßigvon reflektierter Laserstrahlung aus. Zur Erin-nerung: Der größte Teil der Laserstrahlungwird vom kalten Werkstoff erst einmal reflek-tiert (vgl. Bild 8). Dazu kommen Reflexionenvon Werkstoffkanten, infolge Schmelzbad-turbulenzen usw.
Die Fehlstrahlung und die Reflexionen müssenabgeblockt werden. Dazu schreibt der Gesetz-geber die Einhausung von Laserstrahl undArbeitsbereich vor. Zusätzlich sollten Anwesen-de und besonders Maschinenbediener Schutz-brillen tragen, die auf die Strahlung der ver-wendeten Laser abgestimmt sind.
YAG- und Faserlaserstrahlung ist ungleichgefährlicher für die Augen und erfordert be-sondere Schutzmaßnahmen und zugelasseneSchutzbrillen. Standard-Sicherheitsbrillen ausGlas oder Plexiglas sind vollkommen ungeeig-net, da Glas und Plexiglas die YAG- und Faser-laserstrahlung passieren lassen.
11.2 Elektrische EnergieversorgungLaseranlagen enthalten stromführende Kom-ponenten und Aggregate. Wird das Gehäusedes Lasers geöffnet, ohne die Stromzufuhr zuunterbrechen, drohen Verbrennungen, Schockoder Tod durch Stromschlag. Service und War-tung der Laser dürfen deswegen nur durchautorisiertes Personal erfolgen.
11.3 Schneid- und SchweißemissionenBeim Laserstrahlschweißen und besondersbeim Laserstrahlschneiden können material-abhängig gesundheitsschädliche Stäube undRauch entstehen. Eine Absaugung des Arbeits-bereichs ist deswegen generell vorzusehen.Eine ausreichende Frischluftzufuhr muss ge-währleistet sein. Das Schneiden von Kunst-stoffen ist dabei besonders kritisch, da korro-sive und toxische Gase entstehen können.Diese müssen abgesaugt und nach außerhalbdes Gebäudes geleitet werden. WerdenKunststoffe und Metalle auf einer Anlagelaserstrahlgeschnitten, müssen bei jedemMaterialwechsel die Filter der Absaugungausgetauscht und die Absaugung gereinigtwerden, um Verpuffungen zu vermeiden.
11.4 Gase und GasversorgungGase für die Lasermaterialbearbeitung werdengasförmig in Flaschen und Flaschenbündelnoder flüssig in Tankanlagen bereitgestellt.
Flaschen oder Flaschenbündel dürfen nur inausreichend gelüfteten Räumen gelagertbzw. benutzt werden. Flaschen sind gegenUmfallen zu sichern.
Laseranlagen beinhalten Gefahrenpotenzialewie die Laserstrahlung, die elektrische Strom-versorgung und Emissionen, die bei der Laser-materialbearbeitung entstehen. Diese erfor-dern besondere Sorgfalt und entsprechendeAbsaugungen. Für die Gasversorgung werdenin der Regel Gasflaschen, Flaschenbündel undTanks eingesetzt. Auch hier sind ein umsichti-ger Umgang und entsprechende Maßnahmenzur Unfallverhütung notwendig.
25Sicherheitshinweise
26 Sicherheitshinweise
Die meisten Gase, die bei der Lasermaterial-bearbeitung eingesetzt werden, sind in derAtemluft enthalten. Gleichwohl darf die Sauer-stoffkonzentration in der Umgebungsluft nichtverändert werden.
Beim Laserstrahlschneiden mit Stickstoffwerden große Mengen an Stickstoff benötigt.Hierdurch kann die Sauerstoffkonzentrationso weit verringert werden, dass es zu Ohn-macht bis hin zum Tod durch Ersticken kommt.Aber auch beim Laserstrahlschneiden mitSauerstoff darf es zu keiner Sauerstoffan-reicherung kommen. Diese führt zu einererhöhten Explosionsgefahr.
Bei der Entnahme der Gase aus Flasche oderFlaschenbündel muss der Druck auf denArbeitsdruck reduziert werden. Hierzu sindzur Gasart und Gasreinheit passende Druck-minderer vorzusehen. Flaschen und Flaschen-bündel müssen vorsichtig geöffnet werden,um eine Beschädigung der Druckmindererund nachfolgender Installationen durcheinen Druckstoß zu vermeiden. Bei Arbeits-ende sind die Flaschen wieder zu schließenund die Druckminderer zu entlasten. Anschlussund Austausch der Druckregler dürfen nurdurch autorisiertes Personal erfolgen. Sicher-heitseinrichtungen dürfen nicht verstelltwerden.
Eine Absaugung der Schneidgase ins Freieund ausreichende Frischluftzufuhr müssenvorgesehen sein.
Auf Kohlendioxid muss aufgrund seiner sehrhohen Dichte ein besonderes Augenmerk gelegt werden. Es kann sich in Senken undKellerräumen ansammeln und dann denAtemsauerstoff verdrängen. Wird Kohlen-dioxid als Prozessgas eingesetzt, ist dem-zufolge auf eine effektive Absaugung bzw.gute Ventilation zu achten.
Weitere und ausführlichere Sicherheitshinweisezu Gasen und zur Gasversorgung erhalten Sievon Ihrem Vertriebszentrum der Linde AG.
Bild 22: Spektralbereiche des Lichts und verschiedener Laser
UV
Wellenlänge [µm]
IR
0,1 1 10
Excimer Rubin Diode Nd:YAG
CO2
HeNe
Sichtbares Licht
KrF
12. Literatur.
27Literatur
Weitere Schriften der „Facts About“-Serie:Wissenswertes für den PraktikerFacts About: Laserstrahlschneiden.J. Berkmanns, M. Faerber
Facts About: Laserstrahlschweißen.J. Berkmanns, M. Faerber
Facts About: Laser in der Materialbearbeitung:Wirtschaftlichkeitsbetrachtungen.J. Scholz
Autoren:Dr.-Ing. J. Berkmanns, Linde Gas LLC,Cleveland, USADr.-Ing. M. Faerber, Linde AG, Geschäfts-bereich Linde Gas, Unterschleißheim,Deutschland
Bildnachweis:Bild auf Seite 16:IFSW, Stuttgart
Mit dem Linde LASERLINE® Programm bietenwir unseren Kunden eine Komplettlösung,bestehend aus optimierten Gasen, einemmaßgeschneiderten Gasversorgungssystemund einem umfassenden Service.

Vorsprung durch Innovation.
Linde Gas ist mehr. Linde Gas übernimmt mit zukunftsweisenden Produkt- und Gasversorgungskonzepten eine Vorreiterrolle
im globalen Markt. Als Technologieführer ist es unsere Aufgabe, immer wieder neue Maßstäbe zu setzen. Angetrieben
durch unseren Unternehmergeist arbeiten wir konsequent an neuen hochqualitativen Produkten und innovativen Verfahren.
Linde Gas bietet mehr – wir bieten Mehrwert, spürbare Wettbewerbsvorteile und erhöhte Profitabilität. Jedes Konzept wird
exakt auf die Bedürfnisse unserer Kunden abgestimmt. Individuell und maßgeschneidert. Das gilt für alle Branchen und für
jede Unternehmensgröße.
Wer heute mit der Konkurrenz von morgen mithalten will, braucht einen Partner an seiner Seite, für den höchste Qualität,
Prozessoptimierungen und Produktivitätssteigerungen tägliche Werkzeuge für optimale Kundenlösungen sind. Partnerschaft
bedeutet für uns jedoch nicht nur wir für Sie – sondern vor allem wir mit Ihnen. Denn in der Kooperation liegt die Kraft
wirtschaftlichen Erfolgs.
Linde Gas – ideas become solutions.
Linde AGGeschäftsbereich Linde Gas, Seitnerstraße 70, 82049 Höllriegelskreuth
Telefon 089.74 46-0, Telefax 089.74 46-12 16, www.linde-gas.de
Für Sie einheitlich erreichbar – bundesweit in Ihrer Nähe.
Vertriebszentren/Kundenservice allgemeinBerlin Düsseldorf Hamburg Hannover Köln
Leuna Mainz München Nürnberg Stuttgart
Telefon 018 03.850 00-0*Telefax 018 03.850 00-1*
Getränkeindustrie und -handelTelefon 018 03.850 00-250*Telefax 018 03.850 00-251*
* 0,09 € pro Minute aus dem Festnetz. Zur Sicherstellung eines hohen Niveaus der Kundenbetreuung
werden Daten unserer Kunden wie z.B. Telefonnummern elektronisch gespeichert und verarbeitet.
4358
9893
– 1.
4 In
tero
ne
Ä
nder
unge
n vo
rbeh
alte
n.














![Nachhaltigkeit von Leichtbeton-Mauerwerk · Onlinewerbung Laderma […] dank moderner Lasertechnologie Haare […] nachhaltig entfernen. Strategie der Nachhaltigkeit . Prof. Dr.-Ing](https://img.pdfslide.org/doc/110x75/60aa8bbcad962f36151ef2ba/nachhaltigkeit-von-leichtbeton-mauerwerk-onlinewerbung-laderma-dank-moderner.jpg)