Embed Size (px)
Citation preview

Fertigung . Sondermaschinenbau . Laborgeräte
�
Inhaltsverzeichnis
04-05 Wirstellenunsvor 06-07 Tradition-Innovation-High-Tech 08 Workflow-Organisation 09 Fertigung 10-1� BearbeitungszentrenCNC-Fräsen 14-15 CNC-FräsenKleinteile 16 Bohrwerken 17 Konventionell-Drehen 18 Großteiledrehen 19-21 CNC-DrehenGroßteile 22 CNC-DrehenKleinteile 2� Honen 24-25 CNC-Rundschleifen 26-27 CNC-Flachschleifen 28 CNC-gesteuertesNutenundProfilieren 29 CNC-Erodiertechnik �0 CNC-Messplatz �1 ReparaturenundVerzahnungstechnik �2 Härtetechnik �� Metallbau �4 Montagearbeiten
�5 Sondermaschinenbau �6-�9 Prüfstände,Vorrichtungen,Lehren 40-41 KonstruktionundFertigung 42-4� MavoPressKP100
44 Laborgeräte 45-46 Produktübersicht 47 HinweiseundAnfahrt
4 5
Die Personalentwicklung der Max Voggenreiter GmbHwird sehr sorgfältig betrieben. Eine überdurchschnittlichgute, firmeninterne Schulung von Auszubildenden und dieständigen fachbezogenen Personalweiterbildungen sind derGarant des heutigen Mitarbeiterstammes und nicht zuletztder Grund für eine äußerst geringe Fluktuation. Mit dieserMotivation wird unter anderem gewährleistet, der immensenHerausforderung von Industrie und Forschung nachzukommen.Die Kundenzufriedenheit und nicht zuletzt der BayerischeStaatspreis 2005 bürgen für eine erfolgreiche Produktion undOrganisation.
Das Unternehmen wird bereits in 2. Generation geführt undgewährleistet durch eine nachhaltige Begleitung des Firmen-gründerseinennahtlosenÜbergangvomBewährtenhinzuneuenPerspektiven.
Wirstellenunsvor
Die Maschinenbaufirma Max Voggenreiter GmbH mit Sitz inMainleus wurde im Jahr 1970 von Herrn Max Voggenreitergegründet.DeranfänglicheEinmannbetriebwurdekontinuierlichausgebaut und zunächst den breit gefächerten oberfrän-kischen Industriebedürfnissen angepasst. Schon bald war dieFirma in der Region für Leistung und Qualität bekannt undwurde von unseren Kunden weiter empfohlen. Heute istdas Unternehmen mit ca. �5 Mitarbeitern europaweit tätigundhatnational,wieinternationaleinenfestenKundenstamm.
Durch stetige Investitionsmaßnahmen konnten die Produktions-möglichkeiten des Unternehmens entscheidend erweitertwerden. So wurde die Fertigungsstätte räumlich großzügigausgebaut,CNC-gesteuerteWerkzeugmaschinenundcomputer-gestützte Messmittel, sowie leistungsfähige CAD-/CAM-Systemeinstalliert. Der Einsatz modernster Kommunikations- und EDV-Systeme ermöglicht uns auch im Verwaltungsbereich bestenKontakt zum Kunden und schnellstmögliche Umsetzung in diegewünschten zuverlässigen, sicheren und funktionstüchtigenProdukte.
Ein ganz besonderes Augenmerk wurde von Anfang an derKonstruktionsarbeit gewidmet. Mit raffinierten Lösungen gelingtesuns,dieAufgabenstellungenunsererKundenüberzeugendzurealisieren.
Wirstellenunsvor
Max VoggenreiterGeschäftsführer,Firmengründer
MaschinenbaumeisterMaschinenbautechniker
Elektrotechniker
Thomas VoggenreiterGeschäftsführenderGesellschafter
FeinwerkmechanikermeisterMaschinenbautechniker
BayerischerStaatspreis
57. InternationaleHandwerksmesse
München 2005
40 Jahre Partner für Industrie
und Forschung

6 7
High-TechTradition
DieErfahrungunddieEinsatzbereitschaftderMitarbeiterwirdinallen Bereichen geschätzt. Das hoch qualifizierte FachpersonalzeichnetsichdurchKompetenzvonderAuftragsannahme,überdieProduktionbishinzurAuslieferungundMontageaus.
Tradition-Innovation-High-Tech
Die Max Voggenreiter GmbH legt Wert auf traditionellehandwerkliche Techniken und kombiniert diese mit modernstenTechnologien und High-Tech-Verfahren. Ein großes Leistungs-spektrumundhoheQualitätsanforderungenverlangennachfort-schrittlichstemtechnischenKnow-how.FürjedenProduktionsschrittwirddiewirtschaftlichambestengeeigneteTechnikangewandt.Tradition, Innovation und Fortschritt sind Grundlage für denheutigenQualitätsstandard.
Tradition-Innovation-High-Tech
Innovation

8
Workflow-Organisation
Aufgabenstellungdes Kunden
Kundenbesuch mit Problemanalyse
Konstruktionsunterlagendes Kunden
(z. B. Fertigungszeichnungen für Zulieferarbeiten)
Konstruktionsgesprächmit der Geschäftsleitung
(Kalkulation, Terminierung etc.)
Endprodukt
MichaelPetriMaschinenbautechniker
StefanKlierFeinwerkmechaniker
Meister
KonstruktionFertigung,
Zerspanung
ThomasHeckelGroßhandelskaufmann
Einkauf, Logistik
Qualitäts-Management
VeronikaWolfBetriebswirtin,QM-Auditor
Montage
Steuerung,Arbeitsablauf,
Fertigung
Fertigung

10 11
Bearbeitungszentren
5-Achs-Simultanbearbeitungszentrumbis 4000 x 900 x 920 mm
• integrierterRundtischØ8�0mm
• stufenloserSchwenkkopf+/-100°
• 98Werkzeugwechselplätze
• zusätzliche4.Rundtischachse
Bearbeitungszentren
4-Achs-Doppeltisch-Bearbeitungszentrumbis 1000 x 550 x 600 mm
MittelseinesspeziellaufdieBedürfnissederBrancheabgestimmtenMaschinenparks mit modernsten CNC-Bearbeitungszentren wirddieFirmaMaxVoggenreiterGmbHdemQualitätsdenkenunddenhohenAnforderungenderKundengerecht.
bis 1000 x
550 x 600 mm bis 4000 x
900 x 920 mm

12 1�
CNC-Fräsen
4-Achs-Bearbeitungszentren
• bis2500x500x700mm
• CNC-RundtischmitReitstockundSchwenkbalken
• 40Werkzeugwechselplätze
CNC-Fräsen
Mit ihrem differenzierten Maschinenpark schafft die FirmadiebestenVoraussetzungenfüreinereibungsloseUmsetzungder unterschiedlichsten Anforderungen und realisiert somitzielgerichtetdieWünschederKunden.
bis 2500 x
500 x 700 mm

14 15
CNC-Fräsen-Kleinteile
Bei der Herstellung von Kleinteilen steht Präzision an ersterStelle.DieFirmaistnachDINENISO9001:2000zertifiziert,umhöchsteQualitätsstandardsbeiderProduktionvonMaschinenundBauteilengewährleistenzukönnen.
CNC-Fräsen-Kleinteile
4-Achs-Bearbeitungszentren
• bis1000x500x660mm
• Palettenwechseltisch
• CNC-RundtischmitReitstock
• �0Werkzeugwechselplätze
bis 1000 x
500 x 660 mm
16 17
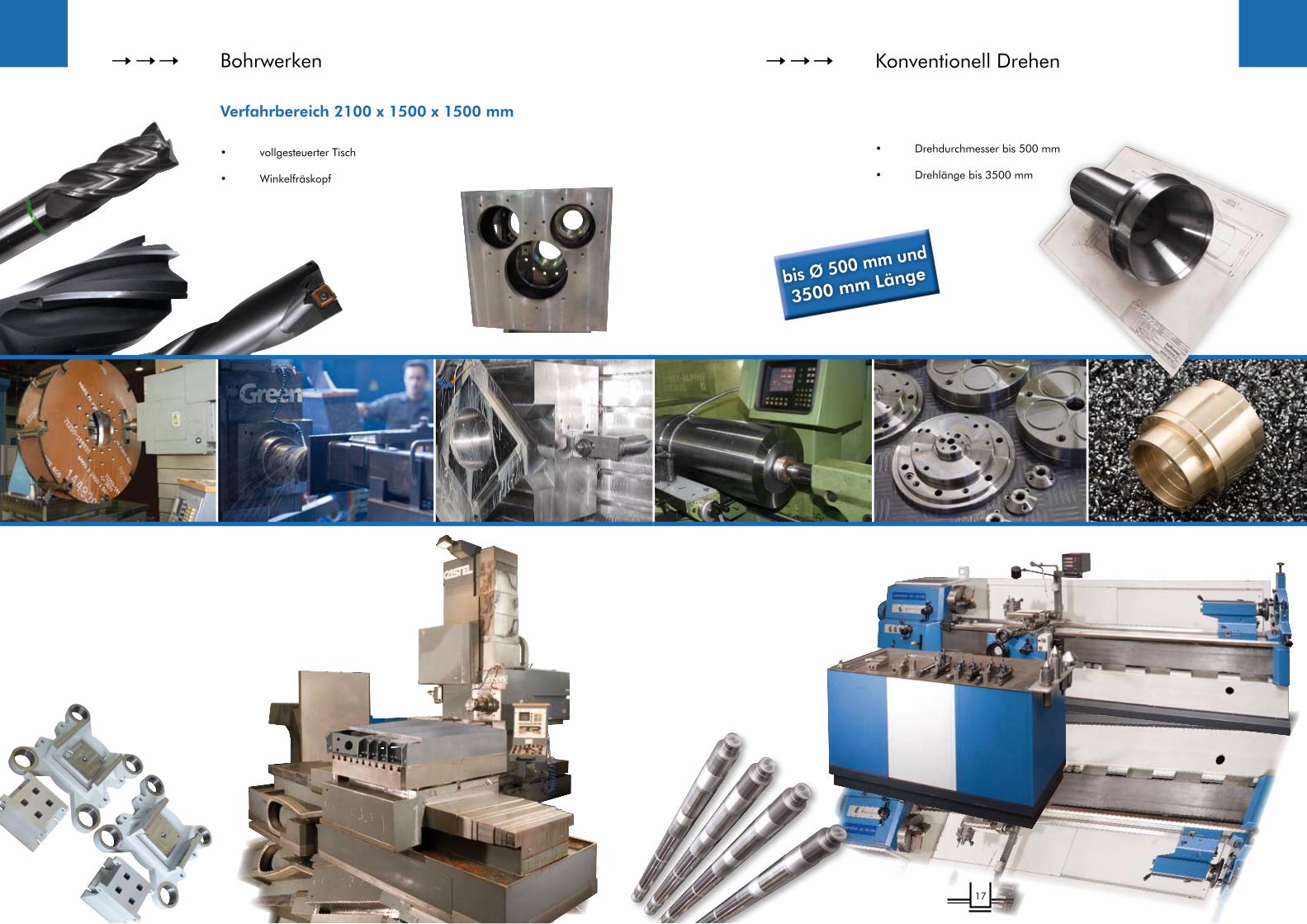
Bohrwerken KonventionellDrehen
Verfahrbereich 2100 x 1500 x 1500 mm
• vollgesteuerterTisch
• Winkelfräskopf
• Drehdurchmesserbis500mm
• Drehlängebis�500mm
bis Ø 500 mm und
3500 mm Länge

18 19
Großteiledrehen CNC-DrehenGroßteile
Bei der Bearbeitung von großen Werkstücken sind die Anforde-rungenaneineMaschinebesondershoch.DieMaxVoggenreiterGmbHhatsichdieserHerausforderungerfolgreichgestellt.Stabili-tätundSicherheitsindnurzweiSchlagworte,diebeiderFertigungimFokusstehen.
Konventionelle Großdrehmaschine
• DrehdurchmesserüberBett1600mm
• Drehlänge4500mm
• PlanscheibeØ2500mm
bis 4500 mm
Drehlänge

20 21
CNC-DrehenGroßteile
DasUnternehmenkannzahlreicheAuszeichnungenundEhrungenfür besondere technische Leistungen vorweisen, wie z. B. denim Jahr 2005 auf der 57. Internationalen Handwerksmesse inMünchenverliehenenBayerischenStaatspreis.
CNC-DrehenGroßteile
• DrehdurchmesserüberBett1000mm
• DrehdurchmesserüberSchlitten800mm
• Drehlängebis4000mm
• AngetriebeneWerkzeuge (Dreh-,Fräs-,Bohreinheit)
bis Ø 1000 mm und
4000 mm Länge

22 2�
CNC-Drehen-Kleinteile Honen
• Drehdurchmesserbis220mm
• Drehlängebis500mm
• vonØ70bisØ800mm

24 25
CNC-Rundschleifen
DieFirmaverstehtsichalsdynamischerundflexiblerAnbieterimBereichderCNC-Technik.Schnelligkeit,ZuverlässigkeitundProduktqualitätstehenanobersterStelle.
CNC-Rundschleifen
• AußenrundschleifenbisØ800mmund�000mmLänge
• InnenrundschleifenbisØ500mmund600mmTiefe
• Profil-undEinstechschleifen
• B-AchsegesteuertzumSchwenkendesSchleifspindelstockes
bis Ø 800 mm und
3000 mm Länge

26 27
CNC-Flachschleifen CNC-Flachschleifen
Beim Abtragen von Oberflächen ist eine hohe Maß- undFormgenauigkeit notwendig, deshalb werden bereits in derArbeitsvorbereitung die hohen Anforderungen der industriellenFertigungberücksichtigt.
Vollgesteuertes Flachschleifen
• bis�200x800x800mm
• Winkelschleifkopf
bis
3200 mm Länge

28 29
CNC-Nut-undProfiliermaschine CNC-Erodiertechnik
• Nutbreite�-125mm
• Nutlängebis1000mm
• VollgesteuerterRundtischØ1290mm
• bis15000kgStückgewicht
• Drahterodierenbis1000x600x250mm
• Senkerodierenbis�00x200x250mm
• StartlochbohrenØ0,2-�mm,150mmtief
bis 125 mm Nutbreite
bis 1000 mm Nutlänge

�0 �1
CNC-Messplatz ReparaturenundVerzahnungstechnik
Sonderverzahnungen nach Kundenangaben für Reparaturen und Kleinserien
FürReparatur-undRegenerierungsarbeitenstehtIhneneinerfahrenes
Team jederzeit zurVerfügung.DiverseMöglichkeitenzurHerstellung
vonVerzahnungsteilensindVoraussetzungfüreineschnelleStörungs-
behebung.
KompetenteBeratung-zielgerichtetePlanung-zeitnaheRealisierung
bis 1000 x
660 x 460 mm
�2 ��
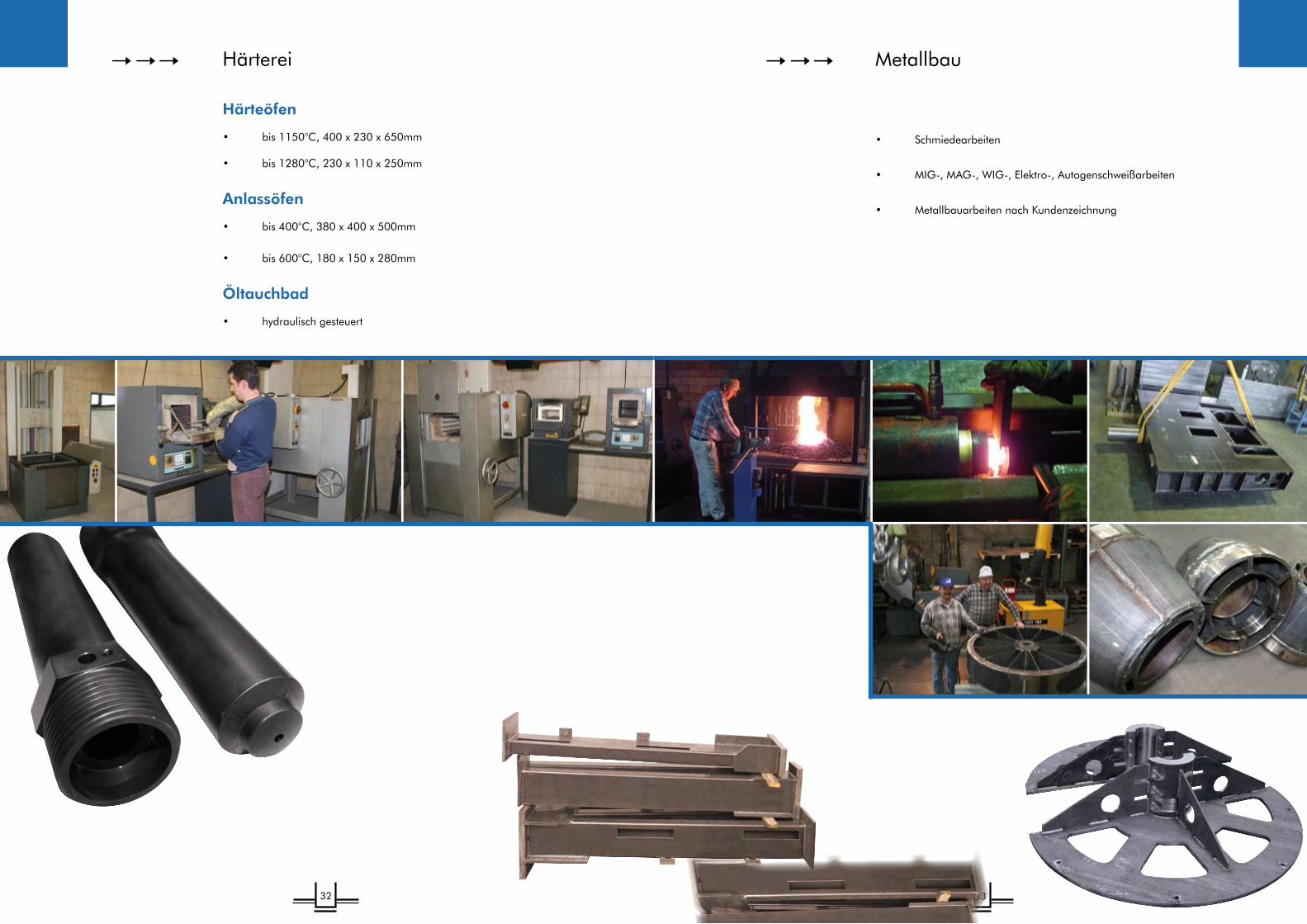
Härterei
Härteöfen
• bis1150°C,400x2�0x650mm
• bis1280°C,2�0x110x250mm
Anlassöfen
• bis400°C,�80x400x500mm
• bis600°C,180x150x280mm
Öltauchbad
• hydraulischgesteuert
Metallbau
• Schmiedearbeiten
• MIG-,MAG-,WIG-,Elektro-,Autogenschweißarbeiten
• MetallbauarbeitennachKundenzeichnung

�4
Montagearbeiten
Alle Montagen werden von qualifizierten Facharbeitern geplant undausgeführt. Jede Installation beginnt mit der genauen Analyse der zumontierenden Teile, Komponenten, Anlagen oder Maschinen und dergemeinsamen Ausarbeitung eines auf den Kunden individuell zuge-schnittenenLeistungspaketes.
Sondermaschinenbau

�6 �7
2°
R5
240
1070
+0,020240
0
49,5
0
49,5
0
120
-0,0
20
-0,0
05
120
-0,0
20
-0,0
05
0
49,50
49,50
120 ±0,005
120 ±0,005
46
26
A
A
4x M12 - 2
4/30
umlaufend
Fase 0,5x45
w
w
w
w
114
0+0,0
20
135
45°
±0
,00
5°
6x M8 - 1
6/20
4x M12 - 2
4/30
150
+0,010
R15
40 ±0,005
95
0,5
0
Aufm
aß
0,35
Aufmaß
50,2
9
39,99
w
w
w
w
w
0,005A
0,010
A
2°
50
4x M8 - 1
6/20
0
63,5
0±0,0
10
63,5
0±0,0
10
015
15
20
58,8
8
35°
0
45 7
0
45
70
78,7
7
78,7
7
59,9
4
157,06
0,3
5
Aufm
aß
0,50
Aufmaß
20°
2x 8 H7
0+0,015
- 12/16
82,63
SCHNITTDARSTELLUNG A-A
Kontur nach
Modelldaten
gefräst
Kanten
verrundet
R4
( )
nicht bemaßte Kanten gerundet R
0,5
gefräßt
z
w
0,3( )
nicht bemaßte Kanten gerundet R
0,5
gefräßt
z
w
0,3
geschliffen
Industrie
straße 9-10 · 9
5336 Mainleus
Sondermaschinen und W
erkzeugbau
-0,5
+0,1
Rz100
=
=
Rz6,3x
y
z
Rz1
w
Rz25
=
=
100489
Prüfstände,Vorrichtungen,Lehren
Kombinierte Prüf- und AbstecklehrefüreineLKW-Scheibenwischeranlage.DieaufPräzisionsschlittenaufgebau-tenAufnahmedorneentsprechendendreidimensionalgegebenenKarosse-riefixpunkten und sind - im Bereichder zulässigen Toleranzen - mitnichtmanipulierbarenFestanschlägengesichert. Über den motorischenAntrieb der Wischeranlage wirdzusätzlich der Achsdrehwinkel ge-messen.
Prüf- und Abstecklehre
Der Differenzdruck-Prüfstand dientzur Bestimmung der DurchlässigkeitvonFilternbeiGasenundAerosolen.DiesefahrbarePrüfeinheitistflexibelinderProduktioneinsetzbarundkannzuStichprobenkontrollen verwendet wer-den.DiePrüfdatenwerdenamPCpro-tokolliert und zur Weiterverarbeitungbereitgestellt.
Differenzdruck-Prüfstand
Die vollautomatische Rundtaktprüf-anlage prüft die geometrischen undmechanischen Eigenschaften vonIndustrie-Keramikplättchen.NachdemMessen der Teiledichtewird eine Bie-geprüfungdurchgeführtundeinKraft-Weg-Diagrammerzeugt.DieLeistungbeträgt720TeileproStunde.
Rundtaktprüfanlage
Prüfstände,Vorrichtungen,Lehren
Sägetisch mit Diamant bestückterTrennscheibeundfrequenzgeregeltemMotorzumSchneidenvonSiliziumkar-bid-PlattenmithorizontalverstellbarenUniversalanschlägen.(Darstellung ohne Verkleidung undStaubabsaugung.)
Sägetisch
Mit Hilfe des Prüfaufbaus wird einehundertprozentigePrüfunganKabinen-luftfiltern durchgeführt. Nach Eingabeeines Volumenstromwertes erfolgt diePrüfungdurchErmittlungdesDifferenz-druckesamjeweiligenFilter.Messwerte,Lufttemperaturund-feuchte,sowiederUmgebungsdruckwerdenprotokolliert.
Online Delta-p Prüfstand
VoneinemHandlingwerdendieFilterauf das Förderband abgelegt, überLichttaster erkanntund in Prüfpositiongefahren.ÜberdievorgewähltenTole-ranzwertewirdderFiltervomPrüfstandaussortiert. Als Bedieneinheit kommteinSiemensPanelPCmitTouchscreen-DisplayzumEinsatz.
�8 �9
8 x M816
40
30
6
50
H7
0+
0,0
25
465,50
R60R
150
150
R5
75,50
125
120
138,26
82,58
60,31
141,4
3
405,50
A
A
250
190
±0,0
1
190 ±0,01
250
15x M12
26
114
328,61
R30
100
100
8x M816
8x 6,80 durchgebohrt30x M12
20
125
92
x
x
x
x
150
H7
0+
0,0
40
62
H7
0+
0,0
30
30 +0,1
215°
X
151
84
H7
0+
0,0
35
G1/410
3
60
18
20
215°
X
30,50 -0,01
62
H7
0+
0,0
30
215°
X
2529
14°
115,50119,50
B
SCHNITTDARSTELLUNG A-A
MAßSTAB 1 : 5
( )
Ohne Fase gezeichnete Kanten entgraten 0,5 x 45°
gebohrt
x
z
y
y 221
1
130°
M16 x1,5
3
60°
5
14°
11
17,07
DETAIL B
MAßSTAB 1 : 2.5
Entlastungsbohrung
geschliffen
Industrie
straße 9-10 · 9
5336 Mainleus
Sondermaschinen und Werkzeugbau
-0,5
+0,1
Rz100
=
=
Rz6,3
x
y
z
Rz1
w
Rz25
=
=
100488
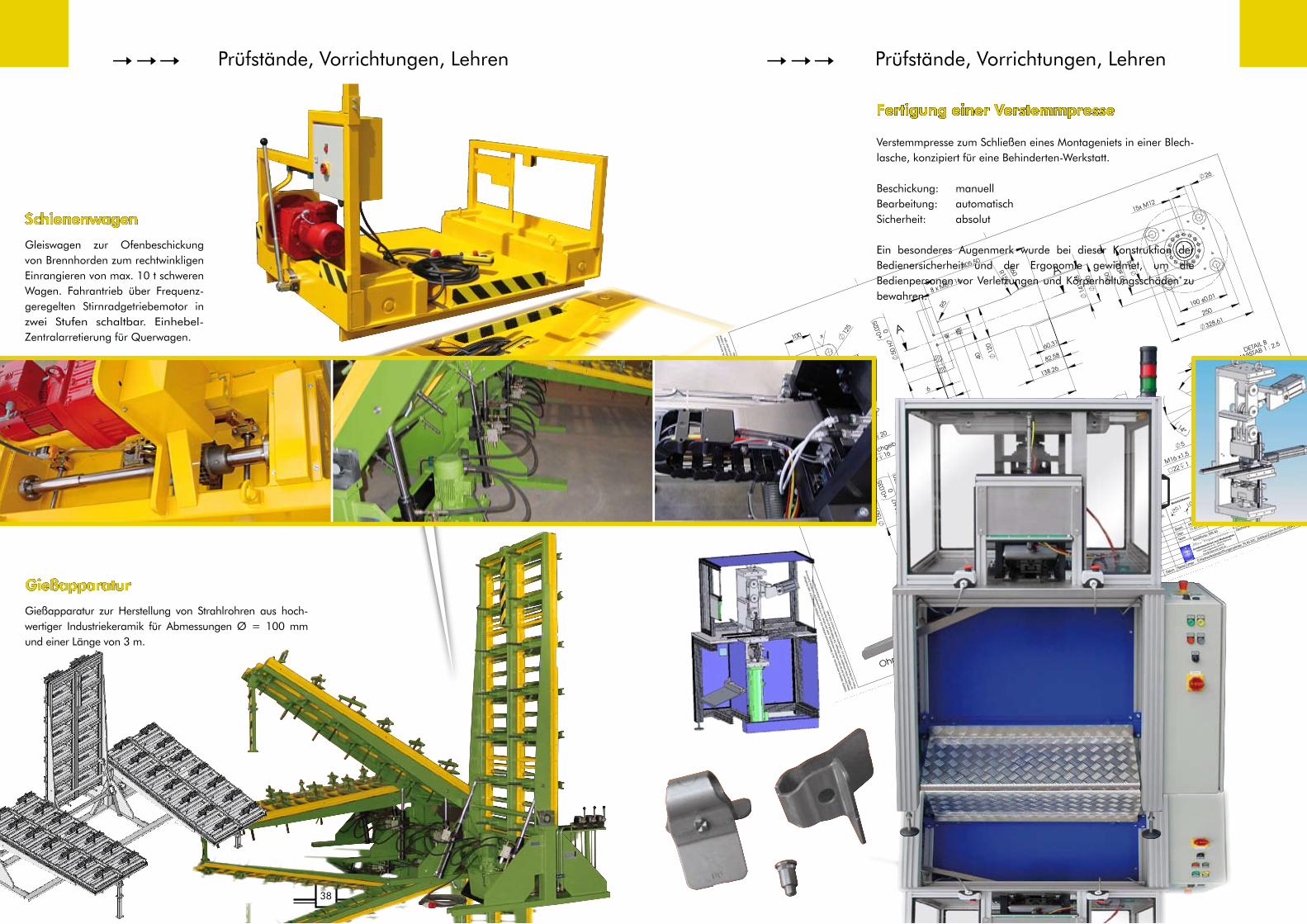
Gleiswagen zur OfenbeschickungvonBrennhordenzumrechtwinkligenEinrangierenvonmax.10tschwerenWagen. Fahrantrieb über Frequenz-geregelten Stirnradgetriebemotor inzwei Stufen schaltbar. Einhebel-ZentralarretierungfürQuerwagen.
Schienenwagen
Gießapparatur zur Herstellung von Strahlrohren aus hoch-wertiger Industriekeramik für Abmessungen Ø = 100 mmundeinerLängevon�m.
Gießapparatur
Prüfstände,Vorrichtungen,Lehren Prüfstände,Vorrichtungen,Lehren
Fertigung einer Verstemmpresse
VerstemmpressezumSchließeneinesMontagenietsineinerBlech-lasche,konzipiertfüreineBehinderten-Werkstatt.
Beschickung: manuellBearbeitung: automatischSicherheit: absolut
Ein besonderes Augenmerk wurde bei dieser Konstruktion derBedienersicherheit und der Ergonomie gewidmet, um dieBedienpersonenvorVerletzungenundKörperhaltungsschädenzubewahren.

40 41
2°
R5
240
1070
+0,020240
0
49,5
0
49,5
0
120
-0,0
20
-0,0
05
120
-0,0
20
-0,0
05
0
49,50
49,50
120 ±0,005
120 ±0,005
46
26
A
A
4x M12 - 2
4/30
umlaufend
Fase 0,5x45
w
w
w
w
114
0+0,0
20
135
45°
±0
,00
5°
6x M8 - 1
6/20
4x M12 - 2
4/30
150
+0,010
R15
40 ±0,005
95
0,5
0
Aufm
aß
0,35
Aufmaß
50,2
9
39,99
w
w
w
w
w
0,005A
0,010
A
2°
50
4x M8 - 1
6/20
0
63,5
0±0,0
10
63,5
0±0,0
10
015
15
20
58,8
8
35°
0
45 7
0
45
70
78,7
7
78,7
7
59,9
4
157,06
0,3
5
Aufm
aß
0,50
Aufmaß
20°
2x 8 H7
0+0,015
- 12/16
82,63
SCHNITTDARSTELLUNG A-A
Kontur nach
Modelldaten
gefräst
Kanten
verrundet
R4
( )
nicht bemaßte Kanten gerundet R
0,5
gefräßt
z
w
0,3( )
nicht bemaßte Kanten gerundet R
0,5
gefräßt
z
w
0,3
geschliffen
Industrie
straße 9-10 · 9
5336 Mainleus
Sondermaschinen und W
erkzeugbau
-0,5
+0,1
Rz100
=
=
Rz6,3x
y
z
Rz1
w
Rz25
=
=
100489
KonstruktionundFertigung
TiefziehwerkzeugezurHerstellungvonEdelstahlbehälternfürBlechdickenvon1,0-1,5mmmitFaltenhalter.Gesamtgewicht:ca.7t
Tiefziehwerkzeug
Beschneidewerkzeug für dreidimen-sional vorgeformte Alu-Pressteile mitvorgefederten Niederhaltern undAuswerferböden.
Beschneidewerkzeug
KonstruktionundFertigung
ZurHerstellungdesGrifflochbereichsin�Stufen:Stanzen-Ankippen-Umlegen
Grifflochwerkzeug
Kreativität
Entwicklung
42 4�
MavoPress KP 100MavoPressKP100 TechnischeDaten
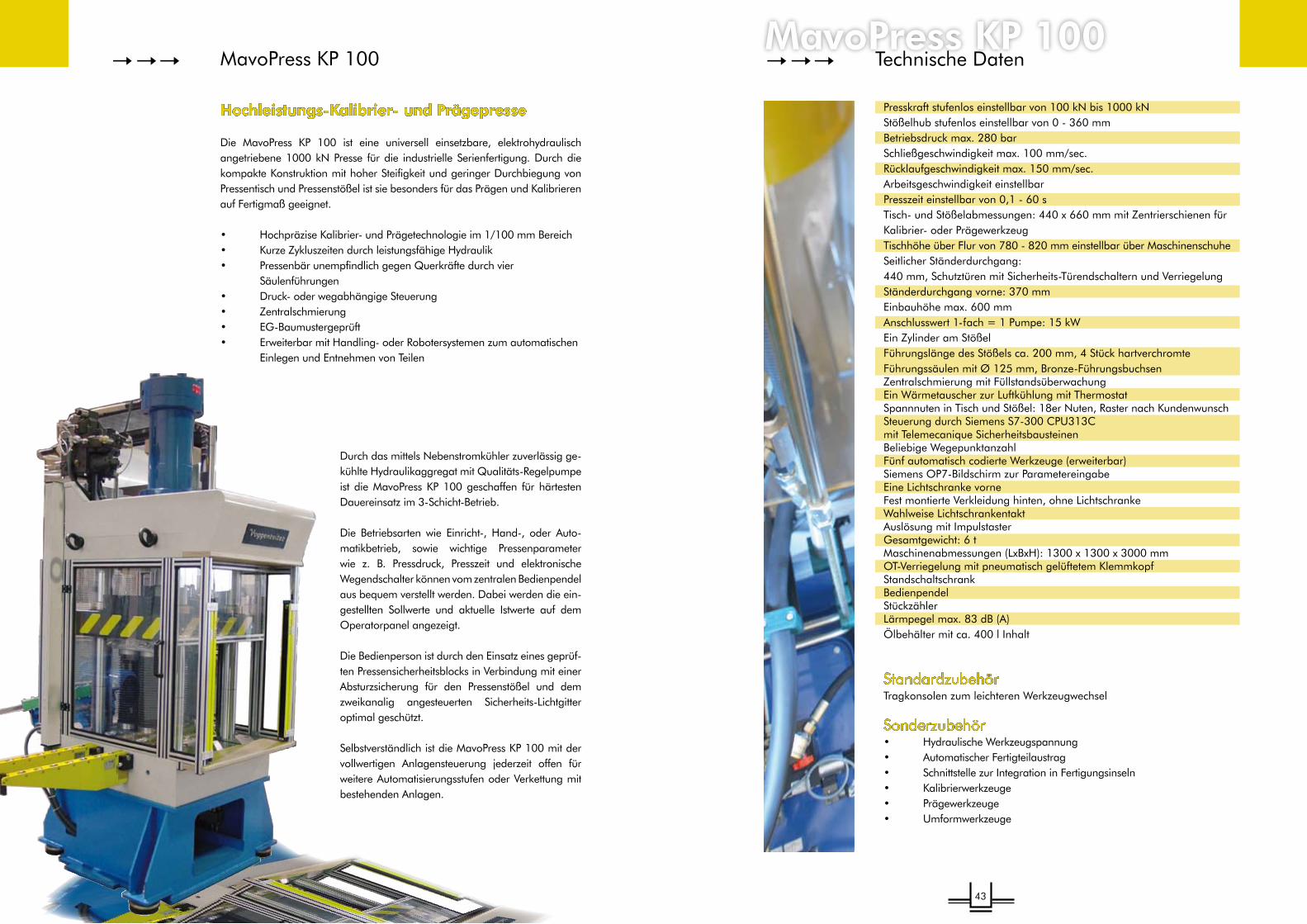
Hochleistungs-Kalibrier- und Prägepresse
Die MavoPress KP 100 ist eine universell einsetzbare, elektrohydraulischangetriebene1000kNPresse fürdie industrielleSerienfertigung.DurchdiekompakteKonstruktionmithoherSteifigkeitundgeringerDurchbiegungvonPressentischundPressenstößelistsiebesondersfürdasPrägenundKalibrierenaufFertigmaßgeeignet.
• HochpräziseKalibrier-undPrägetechnologieim1/100mmBereich• KurzeZykluszeitendurchleistungsfähigeHydraulik• PressenbärunempfindlichgegenQuerkräftedurchvier Säulenführungen• Druck-oderwegabhängigeSteuerung• Zentralschmierung• EG-Baumustergeprüft• ErweiterbarmitHandling-oderRobotersystemenzumautomatischen EinlegenundEntnehmenvonTeilen
Presskraftstufenloseinstellbarvon100kNbis1000kNStößelhubstufenloseinstellbarvon0-�60mmBetriebsdruckmax.280barSchließgeschwindigkeitmax.100mm/sec.Rücklaufgeschwindigkeitmax.150mm/sec.ArbeitsgeschwindigkeiteinstellbarPresszeiteinstellbarvon0,1-60sTisch-undStößelabmessungen:440x660mmmitZentrierschienenfürKalibrier-oderPrägewerkzeugTischhöheüberFlurvon780-820mmeinstellbarüberMaschinenschuheSeitlicherStänderdurchgang:440mm,SchutztürenmitSicherheits-TürendschalternundVerriegelungStänderdurchgangvorne:�70mmEinbauhöhemax.600mmAnschlusswert1-fach=1Pumpe:15kWEinZylinderamStößelFührungslängedesStößelsca.200mm,4StückhartverchromteFührungssäulenmitØ125mm,Bronze-FührungsbuchsenZentralschmierungmitFüllstandsüberwachungEinWärmetauscherzurLuftkühlungmitThermostatSpannnuteninTischundStößel:18erNuten,RasternachKundenwunschSteuerungdurchSiemensS7-�00CPU�1�CmitTelemecaniqueSicherheitsbausteinenBeliebigeWegepunktanzahlFünfautomatischcodierteWerkzeuge(erweiterbar)SiemensOP7-BildschirmzurParametereingabeEineLichtschrankevorneFestmontierteVerkleidunghinten,ohneLichtschrankeWahlweiseLichtschrankentaktAuslösungmitImpulstasterGesamtgewicht:6tMaschinenabmessungen(LxBxH):1�00x1�00x�000mmOT-VerriegelungmitpneumatischgelüftetemKlemmkopfStandschaltschrankBedienpendelStückzählerLärmpegelmax.8�dB(A)Ölbehältermitca.400lInhalt
StandardzubehörTragkonsolenzumleichterenWerkzeugwechsel
Sonderzubehör• HydraulischeWerkzeugspannung• AutomatischerFertigteilaustrag• SchnittstellezurIntegrationinFertigungsinseln• Kalibrierwerkzeuge• Prägewerkzeuge• Umformwerkzeuge
DurchdasmittelsNebenstromkühlerzuverlässigge-kühlteHydraulikaggregatmitQualitäts-Regelpumpeist dieMavoPressKP100geschaffen für härtestenDauereinsatzim�-Schicht-Betrieb.
Die Betriebsarten wie Einricht-, Hand-, oder Auto-matikbetrieb, sowie wichtige Pressenparameterwie z. B. Pressdruck, Presszeit und elektronischeWegendschalterkönnenvomzentralenBedienpendelausbequemverstelltwerden.Dabeiwerdendieein-gestellten Sollwerte und aktuelle Istwerte auf demOperatorpanelangezeigt.
DieBedienpersonistdurchdenEinsatzeinesgeprüf-tenPressensicherheitsblocksinVerbindungmiteinerAbsturzsicherung für den Pressenstößel und demzweikanalig angesteuerten Sicherheits-Lichtgitteroptimalgeschützt.
SelbstverständlichistdieMavoPressKP100mitdervollwertigen Anlagensteuerung jederzeit offen fürweitereAutomatisierungsstufenoderVerkettungmitbestehendenAnlagen.

45
Konstruktion
Laborgeräte
WALKER-typeMultianvil-Module fürHochdruck-/ Hochtemperatursyn-thesenbiszu25GPaund2500°C.
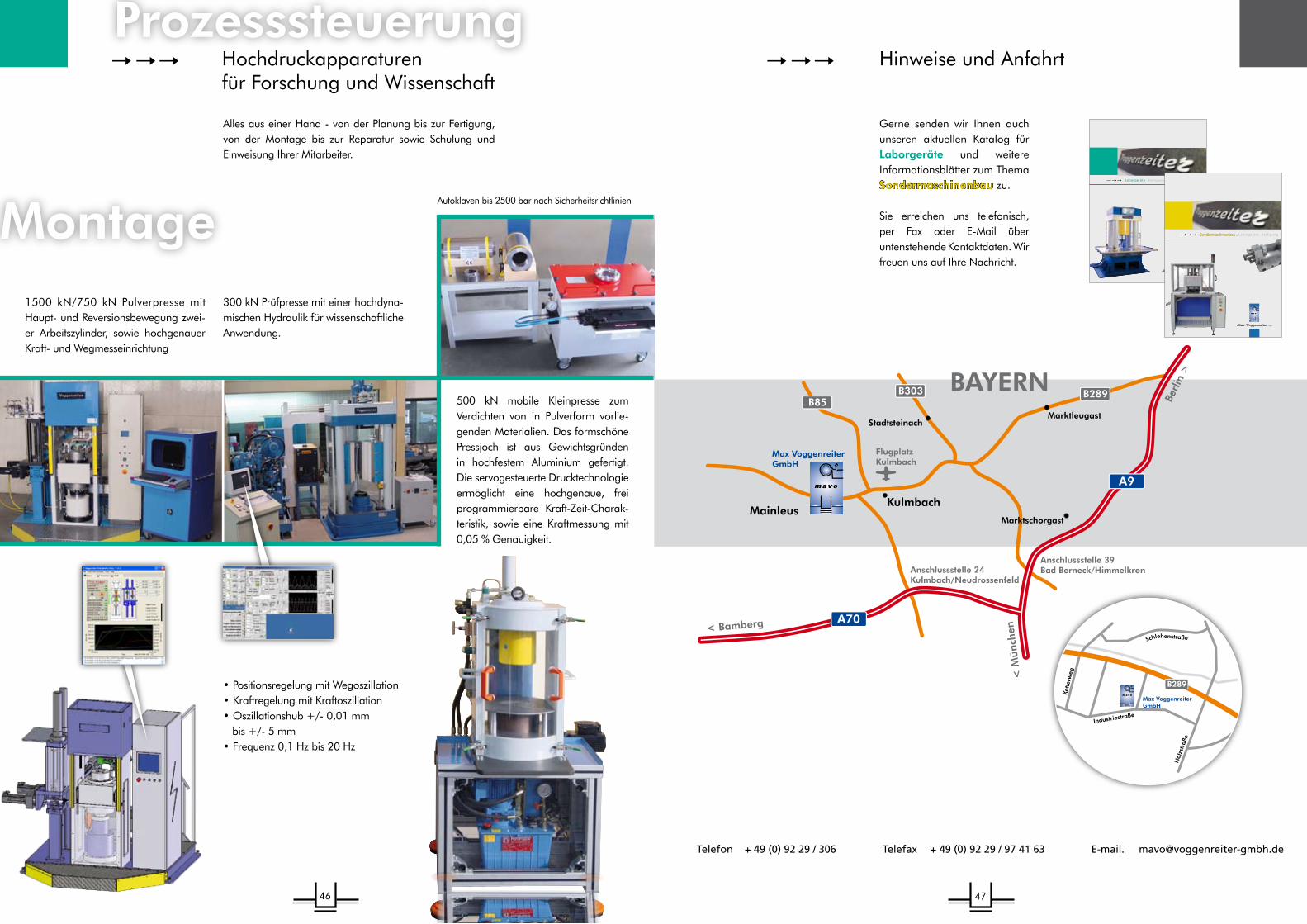
HochdruckapparaturenfürForschungundWissenschaft
Laborpressenmit5MN,8MNund10MNPresskraft, ausgelegt fürWALKER-typeMultianvil-Module.
8 MN „Rotating“-Multianvilpresse mitWALKER-type-Modulen. Die Pressemit einemGesamtgewicht von ca. 6 tkann Schwenkbewegungen +/- 180 °oder dauernde Drehbewegungen umdiehorizontaleAchseausführen.Strom,HydraulikundKühlwasserwerdenüberSpezial-Drehverteiler zugeführt. DurchdieRotationsbewegungwirdeineTren-nungvonfestenundflüssigenBestand-teilenderSchmelzeverhindert.
CUBIC/DIA 6 Multianvil-Module unddazupassendeLaborpressenbiszu20MNPresskraft.
17.5MN-PressemitDIA6Multianvil-Modulen,Werkzeugwechselsystemundmittels Servomotoren angetriebenemKoordinatentisch,entwickelt inKoope-rationmitdemGFZPotsdam.MiteinemGesamtgewicht von ca.�0 t kann sieHorizontal-,Vertikal-undRotationsbe-wegungenmit 0,01mmGenauigkeitausführen.
Belt-undPiston-Cylinder-Module
Schulung
46 47
HochdruckapparaturenfürForschungundWissenschaft
�00kNPrüfpressemiteinerhochdyna-mischenHydraulikfürwissenschaftlicheAnwendung.
Laborgeräte . Fertigung . Sondermaschinenbau
Prozesssteuerung
Montage1500 kN/750 kN Pulverpresse mitHaupt-undReversionsbewegungzwei-er Arbeitszylinder, sowie hochgenauerKraft-undWegmesseinrichtung
•PositionsregelungmitWegoszillation•KraftregelungmitKraftoszillation•Oszillationshub+/-0,01mmbis+/-5mm•Frequenz0,1Hzbis20Hz
Autoklavenbis2500barnachSicherheitsrichtlinien
500 kN mobile Kleinpresse zumVerdichten von in Pulverform vorlie-gendenMaterialien.DasformschönePressjoch ist aus Gewichtsgründenin hochfestem Aluminium gefertigt.DieservogesteuerteDrucktechnologieermöglicht eine hochgenaue, freiprogrammierbare Kraft-Zeit-Charak-teristik, sowie eineKraftmessungmit0,05%Genauigkeit.
AllesauseinerHand-vonderPlanungbiszurFertigung,von der Montage bis zur Reparatur sowie Schulung undEinweisungIhrerMitarbeiter.
HinweiseundAnfahrt
Gerne senden wir Ihnen auchunseren aktuellen Katalog fürLaborgeräte und weitereInformationsblätterzumThemaSondermaschinenbauzu.
Sie erreichen uns telefonisch,per Fax oder E-Mail überuntenstehendeKontaktdaten.WirfreuenunsaufIhreNachricht.
Telefon + 49 (0) 92 29 / 306 Telefax + 49 (0) 92 29 / 97 41 63 E-mail. [email protected]
Sondermaschinenbau . Laborgeräte . Fertigung
Industriestraße 9-10 Telefon + 49 (0) 92 29 / 306 Internet. www.voggenreiter-gmbh.de
D - 95336 Mainleus Telefax + 49 (0) 92 29 / 97 41 63 E-mail. [email protected]
www.artstudiodesign.de





























