Embed Size (px)
Citation preview

Festbrennstoff-Feuerungssystemeund Komponenten

2
Über Hitachi Power Europe
a
b
c
d
f
e
Von der Kohle zum Strom
Stromerzeugung in einem typischen Kohlekraftwerk
A Vor dem Einblasen in den Feuerraum wird die Rohkohle in Kohlemühlen staubfein zerkleinert.
B Durch die Verbrennung des Kohlenstaubs im Feuerraum des Dampferzeugers entstehen Rauchgase mit Temperaturen bis zu 1.450 °C. Die freigesetzte Wärme wird genutzt, um Wasserdampf mit hohem Druck und hoher Temperatur zu erzeugen.
C Der Wasserdampf wird in eine Turbine geleitet, strömt auf die Schaufelräder und versetzt die Turbinen-welle in Bewegung. Ein angeschlossener Generator erzeugt daraus elektrischen Strom.
D Die Stickstoffoxide im Rauchgas reagieren in der DeNOx-Anlage mithilfe von Katalysatoren, es entsteht Stickstoff und Wasserdampf.
E Aschepartikel bleiben im Elektrofilter an elektrisch geladenen Flächen haften, werden abgeklopft und aus dem Rauchgas entfernt.
F In der Rauchgasentschwefelungsanlage (REA) binden Kalkmilch oder Kalksteinmehlsuspension das Schwefeldioxid aus dem Rauchgas. Als Endprodukt entsteht Gips.
Inhalt
Hitachi Power Europe 2
Auswahlkriterien 5
Feuerraum 6
Mühlenzuteiler 8
Mahlanlagen 10
Kohlestaubbrenner 14
Nachbrennrost 20
Entaschung 21
Ersatzteilservice 23
Festbrennstoff-Feuerungssysteme 3
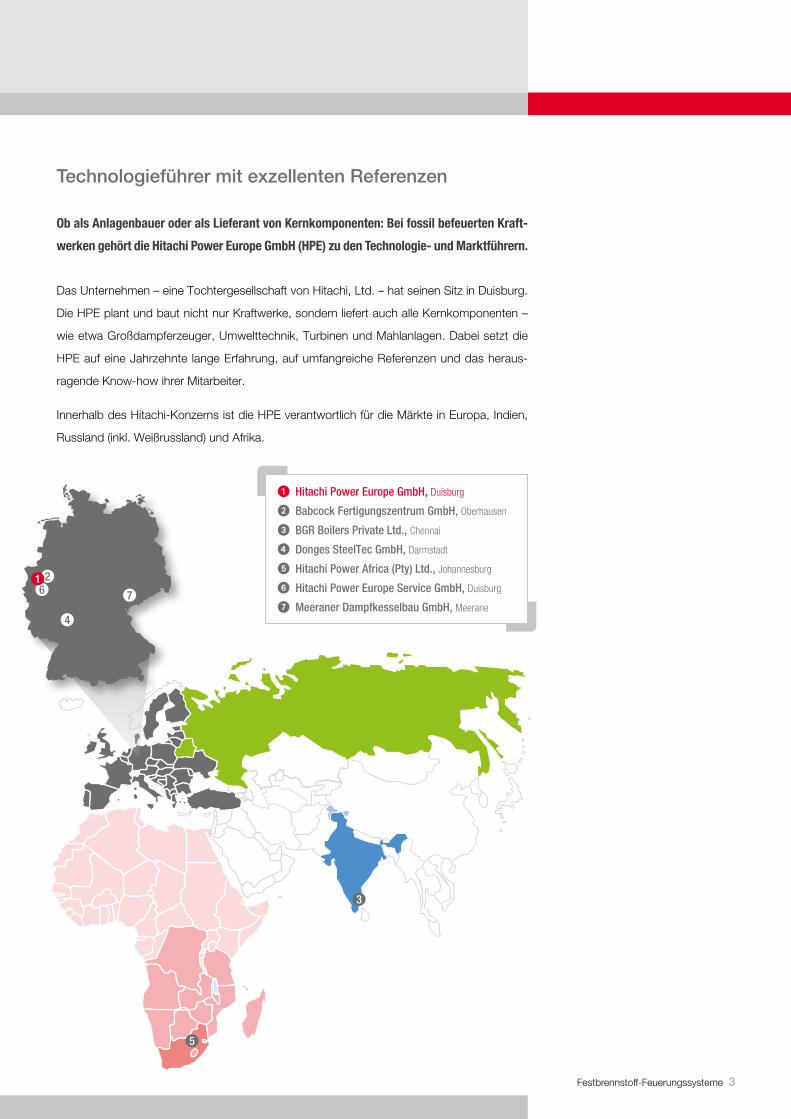
Technologieführer mit exzellenten Referenzen
Ob als Anlagenbauer oder als Lieferant von Kernkomponenten: Bei fossil befeuerten Kraft-
werken gehört die Hitachi Power Europe GmbH (HPE) zu den Technologie- und Marktführern.
Das Unternehmen – eine Tochtergesellschaft von Hitachi, Ltd. – hat seinen Sitz in Duisburg.
Die HPE plant und baut nicht nur Kraftwerke, sondern liefert auch alle Kernkomponenten –
wie etwa Großdampferzeuger, Umwelt technik, Turbinen und Mahl anlagen. Dabei setzt die
HPE auf eine Jahrzehnte lange Erfahrung, auf umfang reiche Refer enzen und das heraus -
ragende Know-how ihrer Mitarbeiter.
Innerhalb des Hitachi-Konzerns ist die HPE verantwortlich für die Märkte in Europa, Indien,
Russland (inkl. Weißrussland) und Afrika.
5
4
7
26
1
3
Hitachi Power Europe GmbH, Duisburg
Babcock Fertigungszentrum GmbH, Oberhausen
BGR Boilers Private Ltd., Chennai
Donges SteelTec GmbH, Darmstadt
Hitachi Power Africa (Pty) Ltd., Johannesburg
Hitachi Power Europe Service GmbH, Duisburg
Meeraner Dampfkesselbau GmbH, Meerane

4
Feuerungssysteme und Komponenten
Wirtschaftlichkeit sichern, Ressourcen schonen
Als eines der führenden Unternehmen im Kraftwerksbau weltweit, verfügt Hitachi Power
Europe über hoch entwickelte Feuerungssysteme, die in ihrer Gesamtheit oder als einzelne
Komponenten für nahezu sämtliche Qualitäten fossiler Brennstoffe angewandt werden
können.
HPE entwickelt Lösungen für Energieversorger und Industrie, die so flexibel sind wie die
Anforderungen unserer Kunden. Dies lässt sich besonders an den vielfältigen Referenzen
(siehe Tabelle) ablesen. Dabei werden von HPE hohe Wirtschaftlichkeit im Betrieb und die
Schonung von Ressourcen und Umwelt als Verpflichtung und Herausforderung schon bei der
Planung und Herstellung neuer Großdampf erzeuger vorausgesetzt. Diese Merkmale gelten
auch bei der Modernisierung und Verbesserung bestehender Kraftwerksanlagen und deren
Komponenten wie zum Beispiel Mahl anlagen und Brennern.
Bestmögliche Qualität ist für HPE, als zertifiziertes DIN ISO 9001-Unternehmen, eine Selbst-
verständlichkeit.
Projekt Land Kunde MW Brennstoff Auftragseingang
Niederaußem Deutschland RWE Energie AG 1 x 1,012 Braunkohle 1995
Boxberg Q Deutschland VEAG 1 x 907 Braunkohle 1995
Elbistan B Türkei TEAS 4 x 360 Braunkohle 1998
Dezhou 5 / 6 China CNTIC 2 x 660 Anthrazit 1998
Hamborn Deutschland RWE Energie AG 1 x 260 Hochofengas 1999
Iskenderun Türkei Siemens / STEAG 2 x 660 Steinkohle 2000
Neurath F & G Deutschland RWE Rheinbraun AG 2 x 1.100 Braunkohle 2003
Baosteel China Baoshan Iron & Steel Co. Ltd 1 x 350 Hochofengas, Koksofengas, Schweröl 2005
Boxberg R Deutschland Vattenfall Europe 1 x 670 Braunkohle 2005
Walsum 10 Deutschland Evonik 1 x 790 Steinkohle 2006
Moorburg A / B Deutschland Vattenfall Europe 2 x 820 Steinkohle 2006
Datteln Deutschland E.ON Kraftwerke 1 x 1.100 Steinkohle 2006
Gent Belgien Electrabel 1 x 300 Hochofengas 2006
Medupi Südafrika Eskom 6 x 790 Steinkohle 2007
Maasvlakte Niederlande E.ON Kraftwerke 1 x 1.100 Steinkohle 2008
Wilhelmshaven Deutschland Electrabel 1 x 750 Steinkohle 2008
Kusile Südafrika Eskom 6 x 790 Steinkohle 2008
Rotterdam Niederlande Electrabel 1 x 790 Steinkohle 2008
Maja Indien NTPC 2 x 660 Steinkohle 2012
Solapur Indien NTPC 2 x 660 Steinkohle 2012
Raghunathpur Indien NTPC 2 x 660 Steinkohle 2012
Kozienice Polen Enea 1 x 1.000 Steinkohle 2012
Auswahl Dampferzeugeraufträge seit 1995
Festbrennstoff-Feuerungssysteme 5
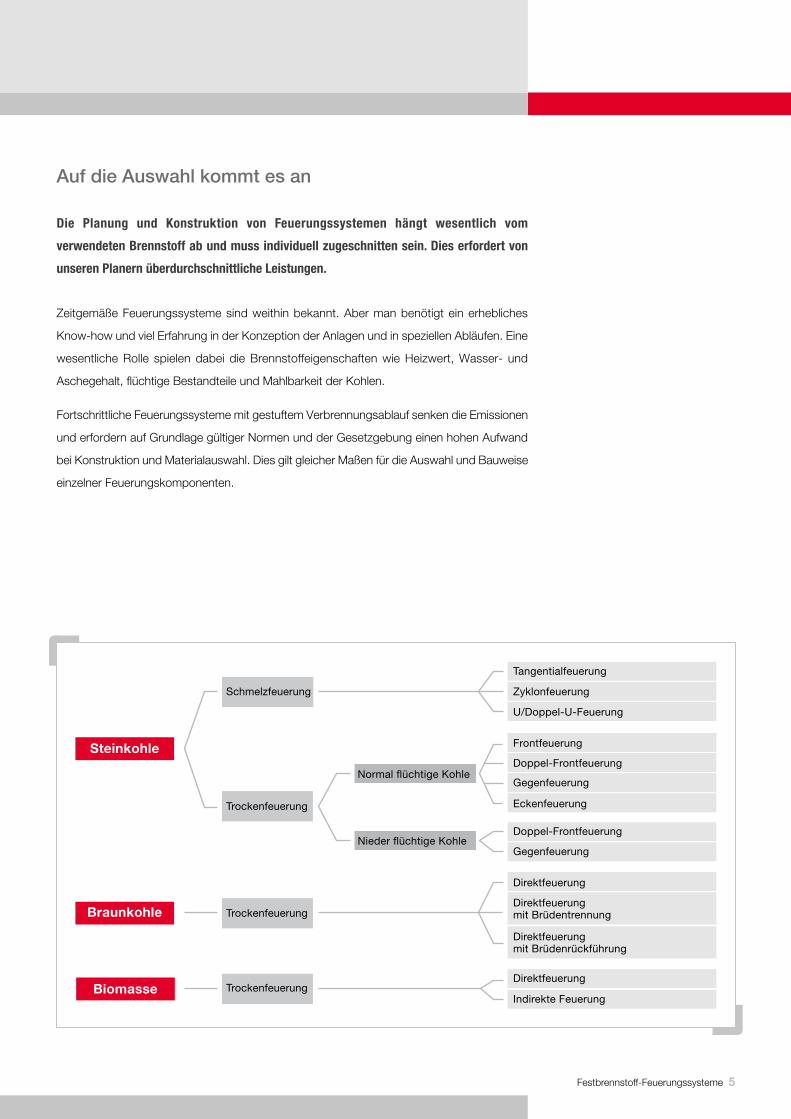
Auf die Auswahl kommt es an
Die Planung und Konstruktion von Feuerungssystemen hängt wesentlich vom
verwendeten Brennstoff ab und muss individuell zugeschnitten sein. Dies erfordert von
unseren Planern überdurchschnittliche Leistungen.
Zeitgemäße Feuerungssysteme sind weithin bekannt. Aber man benötigt ein erhebliches
Know-how und viel Erfahrung in der Konzeption der Anlagen und in speziellen Abläufen. Eine
wesentliche Rolle spielen dabei die Brennstoffeigenschaften wie Heizwert, Wasser- und
Aschegehalt, flüchtige Bestandteile und Mahlbarkeit der Kohlen.
Fortschrittliche Feuerungssysteme mit gestuftem Verbrennungsablauf senken die Emissionen
und erfordern auf Grundlage gültiger Normen und der Gesetz gebung einen hohen Aufwand
bei Konstruktion und Materialauswahl. Dies gilt gleicher Maßen für die Auswahl und Bauweise
einzelner Feuerungskom po nenten.
Steinkohle
Schmelzfeuerung Zyklonfeuerung
Tangentialfeuerung
U/Doppel-U-Feuerung
Doppel-Frontfeuerung
Frontfeuerung
Gegenfeuerung
Eckenfeuerung
Direktfeuerung mit Brüdentrennung
Direktfeuerung
Direktfeuerung mit Brüdenrückführung
Doppel-Frontfeuerung
Gegenfeuerung
Trockenfeuerung
Normal flüchtige Kohle
Nieder flüchtige Kohle
TrockenfeuerungBraunkohle
Direktfeuerung
Indirekte FeuerungTrockenfeuerungBiomasse

6
Feuerraum
Feuerung mit Steinkohlenstaub
Fossil befeuerte Kraftwerke erleben weltweit einen großen Boom. Gerade der Brennstoff
Steinkohle bietet ein großes Einsatzspektrum bei der Energiewandlung.
Die Entscheidung, ein Feuerungssystem mit trockener Brennkammerentaschung oder als
Schmelzkammer auszubilden, war in der Vergangenheit hauptsächlich von den Beschaffen-
heiten der Brennstoffe abhängig. Der Anteil flüchtiger Bestandteile sowie der Aschegehalt und
die chemische Zu sammensetzung der Asche waren stets von ausschlaggebender Bedeutung.
Mit Einführung innovativer DS®-Brenner ging eine verbesserte Verbrennungs technik einher,
wodurch der Entscheidungsprozess vereinfacht wurde. Moderne Dampferzeuger werden
heute in der Regel kostengünstig und mit hoher Effizienz ausschließlich als Kesselanlagen mit
trockenem Ascheabzug konzipiert. Dies gilt – unabhängig von den Brennstoffeinflüssen – für
nahezu das gesamte Brennstoffband von hoch flüchtiger Steinkohle bis hin zum Anthrazit.
Die lineare Ausrichtung als Front-, Doppel front- oder Gegenfeuerung mit vertikal versetzten
Brennerebenen hat sich über viele Jahre als das am besten geeignete System für Steinkoh-
lestaubfeuerungen erwiesen.
Durch die klare Zuordnung von Mühlen- und Brennerebenen können die sehr komplexen
Systeme übersichtlich gestaltet und angeordnet werden. Dies schafft ein hohes Maß an Zu-
gänglichkeit und Wartungsfreundlichkeit.
Die wesentlichen Merkmale dieser Feuerungssysteme:
■■ Gleichmäßige Wärmefreisetzung
■■ Niedrige Stickoxidemission bei nahezu vollständigem Brennstoffumsatz
■■ Sauerstoffreiche Rauchgasatmosphäre in unmittelbarer Nähe zu den Kesselrohr-wänden
CAD-Modell des Großdampferzeugers Datteln 4
■■ 1 x 1.100 MWel / 1 x 2.939 t/h
■■ Benson® Dampferzeuger
■■ Steinkohle
■■ Dampfparameter: HD: 600 °C / 305 bar; ZÜ: 620 °C / 78 bar
■■ Inbetriebsetzung: 2011
■■ Lieferumfang: Großdampferzeuger inklusive aller zu gehöriger Komponenten, Engineering, Errichtung und Inbetriebsetzung

Festbrennstoff-Feuerungssysteme 7
Feuerung mit Braunkohlenstaub
Verbrennungsanlagen für mit Braunkohle betriebene Dampferzeuger können entweder als
direkte Systeme für den Einsatz von Rohbraunkohle oder als kombinierte Systeme mit
roher und vorgetrockneter Braunkohle in demselben Feuerraum angelegt werden.
Mit dem neuen HPE-Braunkohle-Drall brenner (RS®-Brenner) ist eine Brüdentrennung auch
bei sehr ballastreichen Braunkohlen nicht erforderlich.
Die hervorragende Zündstabilität der RS®-Brenner ermöglicht eine neuartige Anordnung der
Brenner an der Brennkammer, beispielsweise in Form einer Allwand feuerung. Die Allwand-
feuerung verbindet die Vorteile einer Linearfeuer ung mit denen einer Tangentialfeuerung. Beim
Einsatz von RS®-Brennern ist es allein durch feuerungstechnische Maßnahmen möglich,
den NOx-Grenzwert von 200 mg / m3 zu unterschreiten. Aufwändige mehrfache Luftstufungs-
konzepte zur Einhaltung der NOx-Grenz werte können dadurch entfallen.
Durch das stabile Zündverhalten der RS®-Brenner wird das Teillastverfahren von Braunkohle-
feuerungen deutlich verbessert. Die überstöchiometrische Betriebsweise dieser Brenner hat
positive Aus wirkungen auf das Verschmutzungs- und Verschlackungsverhalten auch bei
kritischen Brennstoffen und bietet einen optimalen Schutz für die Verdampfer rohrwände
gegen korrosive Rauchgasprodukte.
Zukünftig werden vornehmlich Kessel anlagen für den Einsatz von Trockenbraunkohlenstaub
mit Zwischenspei cherung geplant.
CAD-Modell des Großdampferzeugers Boxberg R
■■ 1 x 670 MWel / 1 x 1.710 t/h
■■ Benson® Dampferzeuger
■■ Braunkohle
■■ Dampfparameter: HD: 600 °C / 315 bar; ZÜ: 610 °C / 72 bar
■■ Inbetriebsetzung: 2010 / 2011
■■ Lieferumfang: Großdampferzeuger inklusive aller zu gehöriger Komponenten, Engineering, Errichtung und Inbetriebsetzung

8
Mühlenzuteiler
Auch bei extremen Anforderungen zuverlässig
Die Mühlenzuteiler, als Bunkerabzugsorgan ausgeführt, versorgen die Mahlanlagen ent-
sprechend den Kessellastanforderungen gleichmäßig dosiert mit Rohkohle.
Die von Hitachi Power Europe konstruierten Mühlenzuteiler arbeiten auch bei extremen
Anforderungen zuverlässig und betriebssicher.
Entsprechend der geforderten Brennstoffmenge, den Auslegungsrichtlinien (u. a. DIN EN
12952-9, NFPA 85 F) und Kunden anforderungen (etwa volume trische oder gravimetrische
Mengenmess ung) ermitteln die erfahrenen HPE-Mitarbeiter den optimalen Zuteiler.
Weitere Auswahlfaktoren sind die verschiedenen Schüttguteigenschaften, wie das Fließ- und
Erosionsverhalten der Kohle.
Die Gurtgeschwindigkeit wird durch die Fördermenge bestimmt. Dem Gehäuse wird Spülluft
zugefügt, um die Bildung von Kondensat und damit Korrosion zu verhindern.
Gurtförderer
Festbrennstoff-Feuerungssysteme 9
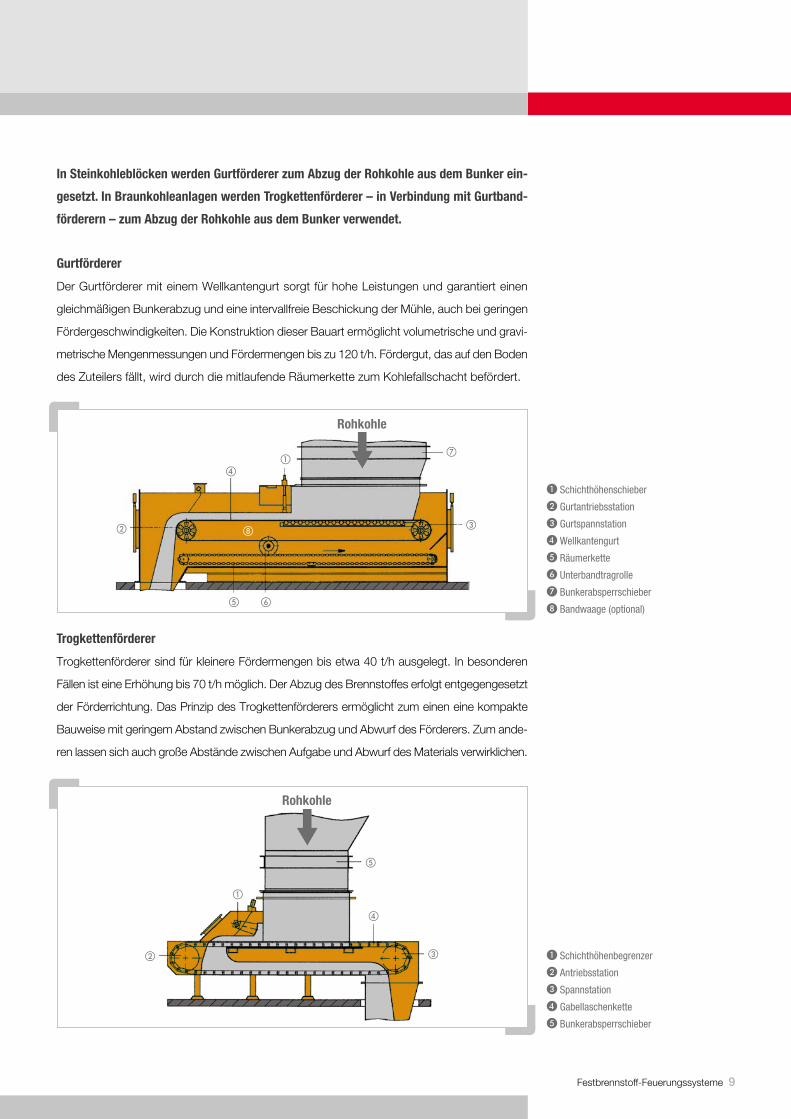
In Steinkohleblöcken werden Gurtförderer zum Abzug der Rohkohle aus dem Bunker ein-
gesetzt. In Braunkohleanlagen werden Trogkettenförderer – in Verbindung mit Gurtband-
förderern – zum Abzug der Rohkohle aus dem Bunker verwendet.
Gurtförderer
Der Gurtförderer mit einem Wellkantengurt sorgt für hohe Leistungen und garantiert einen
gleichmäßigen Bunker abzug und eine intervallfreie Beschickung der Mühle, auch bei geringen
Fördergeschwindigkeiten. Die Konstruktion dieser Bauart ermöglicht volume trische und gravi-
metrische Mengenmess ungen und Fördermengen bis zu 120 t/h. Fördergut, das auf den Boden
des Zuteilers fällt, wird durch die mitlaufende Räumerkette zum Kohlefallschacht befördert.
Trogkettenförderer
Trogkettenförderer sind für kleinere Fördermengen bis etwa 40 t/h ausgelegt. In besonderen
Fällen ist eine Erhöhung bis 70 t/h möglich. Der Abzug des Brennstoffes erfolgt entgegengesetzt
der Förderrichtung. Das Prinzip des Trogkettenförderers ermöglicht zum einen eine kompakte
Bauweise mit geringem Abstand zwischen Bunker abzug und Abwurf des Förderers. Zum ande-
ren lassen sich auch große Ab stände zwischen Aufgabe und Abwurf des Materials verwirklichen.
A Schichthöhen begrenzer
B Antriebs station
C Spannstation
D Gabellaschen kette
E Bunker ab sperr schieber
A Schichthöhen schieber
B Gurtantriebs station
C Gurtspannstation
D Wellkantengurt
E Räumerkette
F Unterbandtragrolle
G Bunker absperr schieber
H Bandwaage (optional)
Rohkohle
a
h
d
b
e f
c
g
Rohkohle
a
d
b
e
c

10
Mahlanlagen
b
c
d
fg
e
a
Exzellente Ergebnisse
In den Mühlen wird die Kohle getrocknet, zerkleinert und anschließend dem Staubleitungs-
system mit den zugehörigen Brennern gleichmäßig zugeführt. Heißluft oder Rauchgas
übernehmen die Trocknung und den Transport des Kohlenstaubes bis in den Feuerraum.
Walzenschüsselmühle Typ MPS®
Die Walzenschüsselmühle Bauart MPS® von Hitachi Power Europe mahlt und trocknet Stein-
kohlen sowie schwer mahlbare Braunkohlen mit geringem Wassergehalt zu Kohlenstaub und
verteilt diesen gleichmäßig über das Staubleitungssystem auf die Brenner.
Es werden Mühlen der verschiedenen Baugrößen für Durchsatzleistungen von 10 t/h bis
200 t/h geliefert. Ständige Wei ter entwicklungen und Verbesserungen führen zu exzellenten
Zerkleinerungs ergebnissen mit hohen Feinheitsgraden mit weltweiten
Rohkohlen. Nicht zuletzt haben die guten Betriebseigenschaften und
niedrigen Energieanforderungen zum Erfolg beigetragen.
MPS®-Mühle
A Lamellen sichter
B Sichterantrieb
C Mahlwalzen
D Hydro pneumatik
E Mahl schüssel
F Getriebe
G Motor
Festbrennstoff-Feuerungssysteme 11
a
b
c
d
f
g
e
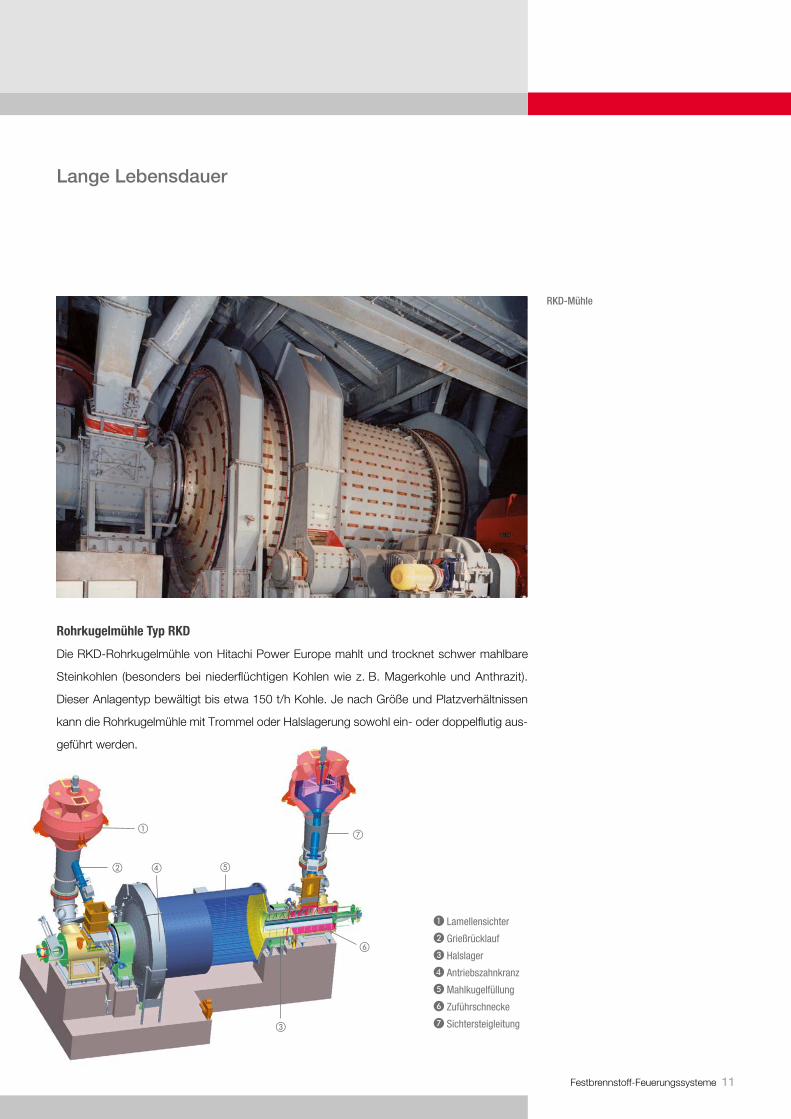
Lange Lebensdauer
Rohrkugelmühle Typ RKD
Die RKD-Rohrkugelmühle von Hitachi Power Europe mahlt und trocknet schwer mahlbare
Stein kohlen (beson ders bei niederflüchtigen Kohlen wie z. B. Magerkohle und An thrazit).
Dieser Anlagentyp bewältigt bis etwa 150 t/h Kohle. Je nach Größe und Platzverhältnissen
kann die Rohr kugel mühle mit Trommel oder Hals la gerung sowohl ein- oder doppelflutig aus-
geführt werden.
RKD-Mühle
A Lamellensichter
B Grieß rücklauf
C Halslager
D Antriebs zahnkranz
E Mahlkugelfüllung
F Zuführ schnecke
G Sichtersteig leitung
12
g
e
f
c
a
b
g
d
Mahlanlagen
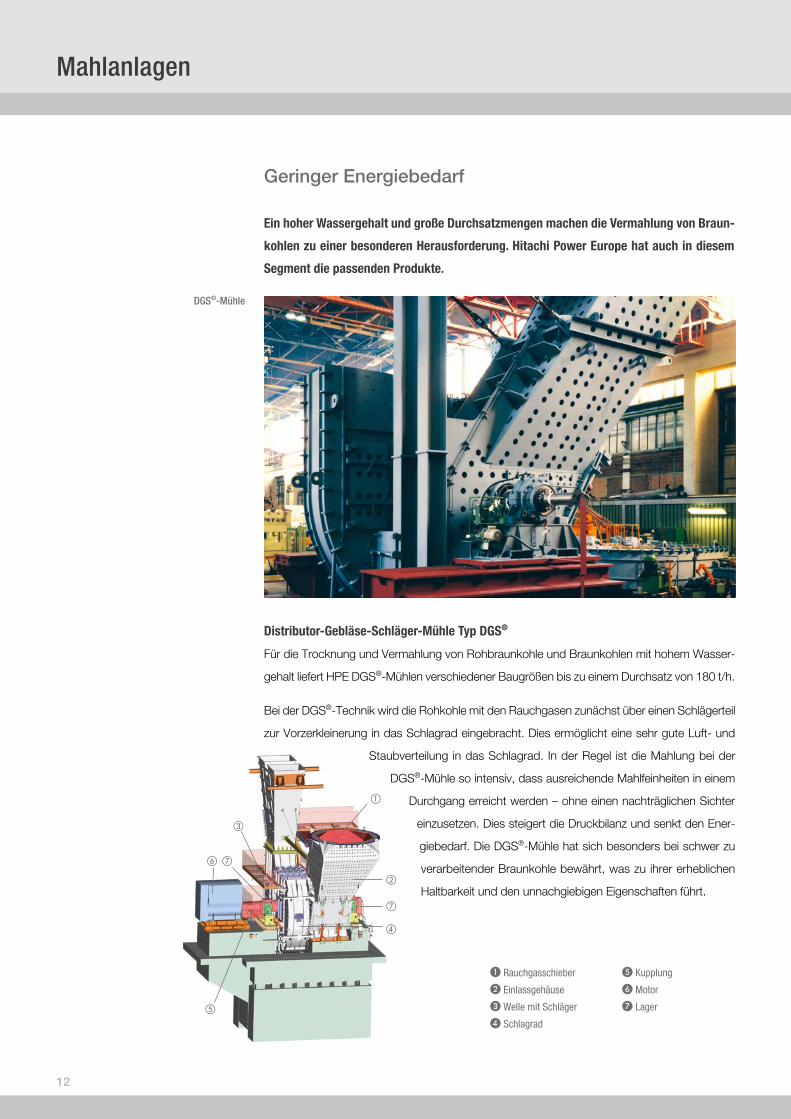
Geringer Energiebedarf
Ein hoher Wassergehalt und große Durchsatzmengen machen die Vermahlung von Braun-
kohlen zu einer besonderen Herausforderung. Hitachi Power Europe hat auch in diesem
Segment die passenden Produkte.
Distributor-Gebläse-Schläger-Mühle Typ DGS®
Für die Trocknung und Vermahlung von Rohbraunkohle und Braunkohlen mit hohem Wasser-
gehalt liefert HPE DGS®-Mühlen verschiedener Baugrößen bis zu einem Durchsatz von 180 t/h.
Bei der DGS®-Technik wird die Rohkohle mit den Rauchgasen zunächst über einen Schlägerteil
zur Vorzerkleinerung in das Schlagrad eingebracht. Dies ermöglicht eine sehr gute Luft- und
Staubverteilung in das Schlagrad. In der Regel ist die Mahlung bei der
DGS®-Mühle so in tensiv, dass ausreichende Mahlfeinheiten in einem
Durchgang erreicht werden – ohne einen nachträglichen Sichter
ein zusetzen. Dies steigert die Druckbilanz und senkt den Ener-
giebedarf. Die DGS®-Mühle hat sich besonders bei schwer zu
verarbeitender Braunkohle bewährt, was zu ihrer erheblichen
Haltbarkeit und den unnachgiebigen Eigenschaften führt.
DGS®-Mühle
A Rauchgas schieber
B Einlassgehäuse
C Welle mit Schläger
D Schlagrad
E Kupplung
F Motor
G Lager

Festbrennstoff-Feuerungssysteme 13
Einfache Wartung
Nasskohlen-Ventilator-Mühle Typ NV
Die NV-Mühlen mit Durchsatzleistungen von 10 t/h bis zu 140 t/h werden zur Vermahlung von
Braunkohlen mit hohen Wassergehalten zur direkten Einblasung des Brennstoffes in den
Feuerraum eingesetzt.
Die Rohbraunkohle wird mit den Rauchgasen zur Zerkleinerung in das Schlag rad, das wie ein
Gebläserad mit Schlagplatten wirkt, eingebracht. Durch den Einbau
von Umlenksichtern wird die Brennstoffeinheit für die Verbrennung
sichergestellt.
NV-Mühlen stellen sich als High-Tech-Aggregat dar, das
die aktuellen Anforderungen hinsichtlich Verfügbarkeit und
Kosten weltweit in exzellenter Weise erfüllt.
A Schiebergehäuse
B Mahl kammertür
C Mahl kammer
D Schlagrad
E Umlenk sichter
F Doppellager
G Motor
NV-Mühle
b
c
d
gf
a
e

14
Kohlenstaubbrenner
Optimale Verbrennung
Wie lassen sich NOx-Emissionen mindern und gleichzeitig möglichst unterschiedliche
Brennstoffe beherrschen? Solche Fragen bestimmen heute die Konzeption von Kohlen-
staubfeuerungen und -brennern.
Eingeführt wurden die DS®-Brenner Anfang der 90er Jahre und seitdem kontinuierlich weiter-
entwickelt. Die Hauptaufgabe des Brenners besteht darin, den Brennstoff so zu behandeln,
daß die Partikel für die nachfolgende Pyrolyse und den Zündungsvorgang aufbereitet werden.
Es ist die eigentliche Zündung und deren Verlauf, die die besonderen Eigenschaften dieser
Brennerausführung darlegen. Zündung = Pyrolyse + Oxydation
Mit ihrer konzentrischen Auslegung und in allen Abschnitten gewirbelten Strömungen findet
diese Brennerausführung ihr Anwendungsgebiet hauptsächlich in direkten Feuerungssyste-
men, in denen alle Sorten an staubförmigen Brennstoffen eingesetzt werden.
Betriebliche Erfahrungen aus über 1.100 Anwendungen werden in dieser DS®-Brenner-
konzeption mit aufgenommen.
300
250
200
150
100
50
0 0
200
400
600
800
1.000
1.200
1.400
1.600
1.800
1991 1993 1995 1997 1999 2001 2003 2005 2007 2009 2011 2013 2015
88
19
0
88
120
260
72
20
8072
0 0
64
24
016
30
138
184
120
60
309
120
129
263
383
643
859 879959
1.0311.095 1.119 1.135
1.1651.303
1.4871.607
1.667 1.697
17546
787144
■ Gesamtzahl ■ Jahr der Inbetriebnahme
Brenn stoffdüse
Sekundärluft TertiärluftKohlenstaubEinstellbare Dralleinrichtungen
Kernluft
Zünder
DS®-Brenner
Festbrennstoff-Feuerungssysteme 15
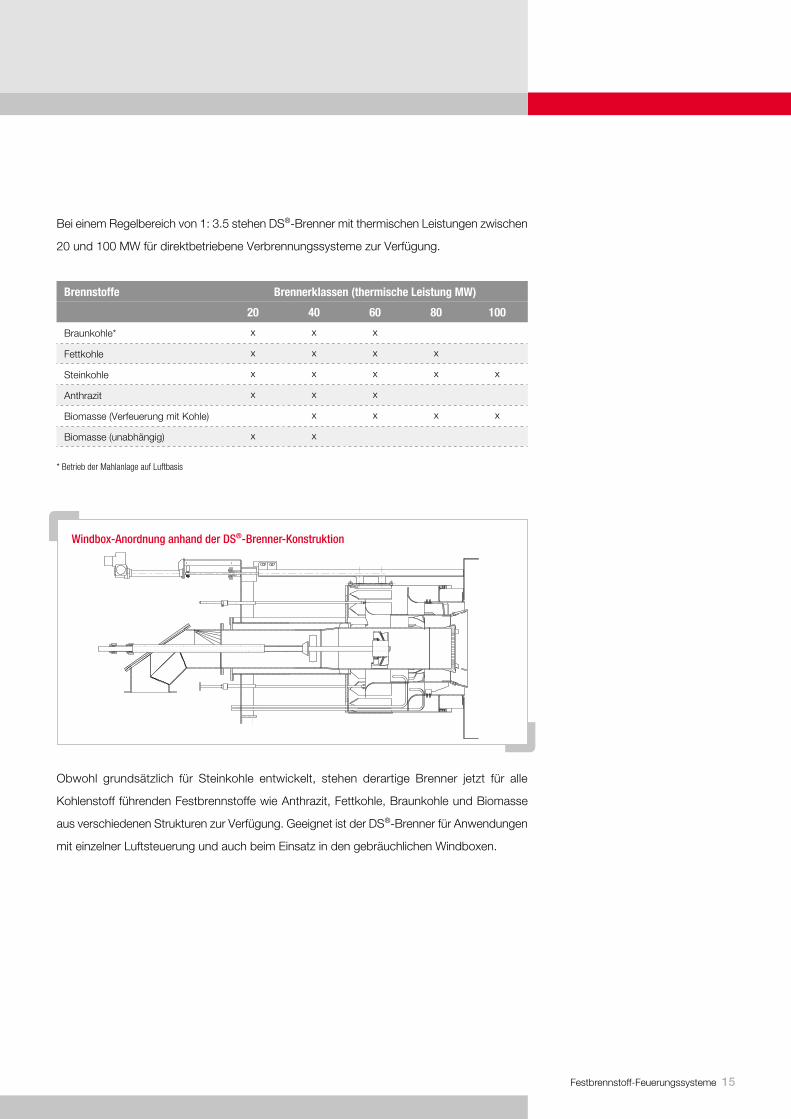
Bei einem Regelbereich von 1: 3.5 stehen DS®-Brenner mit thermischen Leistungen zwischen
20 und 100 MW für direktbetriebene Verbrennungssysteme zur Verfügung.
Obwohl grundsätzlich für Steinkohle entwickelt, stehen derartige Brenner jetzt für alle
Kohlenstoff führenden Festbrennstoffe wie Anthrazit, Fettkohle, Braunkohle und Biomasse
aus verschiedenen Strukturen zur Verfügung. Geeignet ist der DS®-Brenner für Anwendungen
mit einzelner Luftsteuerung und auch beim Einsatz in den gebräuchlichen Windboxen.
Brennstoffe Brennerklassen (thermische Leistung MW)
20 40 60 80 100
Braunkohle* x x x
Fettkohle x x x x
Steinkohle x x x x x
Anthrazit x x x
Biomasse (Verfeuerung mit Kohle) x x x x
Biomasse (unabhängig) x x
* Betrieb der Mahlanlage auf Luftbasis
Windbox-Anordnung anhand der DS®-Brenner-Konstruktion

16
Kohlenstaubbrenner
DST-Brenner®
Auf der Basis der DS®-Brennerkonzeption wurde der DST-Brenner® für den Einsatz in
indirekten Feuerungssystemen entwickelt.
Diese Brennerausführung ist ideal für vorgetrocknete staubförmige Brennstoffe wie Anthrazit,
Stein- und Fettkohle, Braunkohle, Torf, verschiedene Arten von Biomasse und andere Kohlen-
stoff führende staubförmige Brennstoffe – entweder einzeln oder in Kombinationen eingesetzt.
Die Staubbeschickung bewegt sich zwischen 0,5 bis 15 kg Brennstoff / kg Medium.
Der Einsatz der DST-Brenner® erfolgt entweder für den atmosphärischen Betrieb oder in unter
Druck stehenden Systemen mit einer Luft- und / oder Oxyfuelatmosphäre.
Als Transportmedium für den Brennstoff kann Luft, Schutzgas und Rauchgas mit oder ohne
Sauerstoffbereicherung eingesetzt werden.
DST-Brenner® können mit einer Lastabsenkungszahl bis 1:17 betrieben werden. Daher ist der
Betrieb des Kessels von der niedrigsten Inbetriebnahmelast bis zu einer vollständigen Last
bei einer unbegrenzten Lastansprechzahl möglich.
Bei thermischen Leistungen von 20 bis 60 MW stehen DST-Brenner® für alle Arten von vor-
getrockneten staubförmigen Brennstoffen, die in indirekten Feuerungssystemen eingesetzt
werden, zur Verfügung.
Brennstoffdüse
Sekundärgas TertiärgasKohlenstaub
DralleinrichtungKerngas
Öllanze
Brennstoffe (vorgetrocknet & als Fertigstaub)
Brennerklassen (thermische Leistung MW)
20 40 60
Braunkohle x x x
Fettkohle x x x
Steinkohle x x x
Anthrazit x x x
Biomasse (unabhängig) x x x

Festbrennstoff-Feuerungssysteme 17
Die großen Herausforderungen für Stromerzeugung in der Zukunft liegen bei der Energie-
speicherung und Anlagenflexibilität.
Mit einem DST-Brenner®-Regelbereich von 1:17 werden Kohlefeuerungen bestens darauf
vorbereitet, die sich ergebenden betrieblichen Forderungen zu erfüllen.
DS®-Brenner direkt (links)
DST-Brenner® indirekt (rechts)
4
5
3
2
1
00 5 10 15 20 25 30 35 40 45
Brennerregelbereich (wie geprüft)
Direktes Feuerungssystem, DS®-Brenner
Indirektes Feuerungssystem, DST-Brenner®
Indirektes Feuerungssystem, DST-Brenner®
Mindestlastbereich
Vergleich der beiden Brennersysteme
Brennerleistung [MW]
Kohl
e / P
rimär
luft
Verh
ältn
is [k
g/kg
]
18
Kohlenstaubbrenner
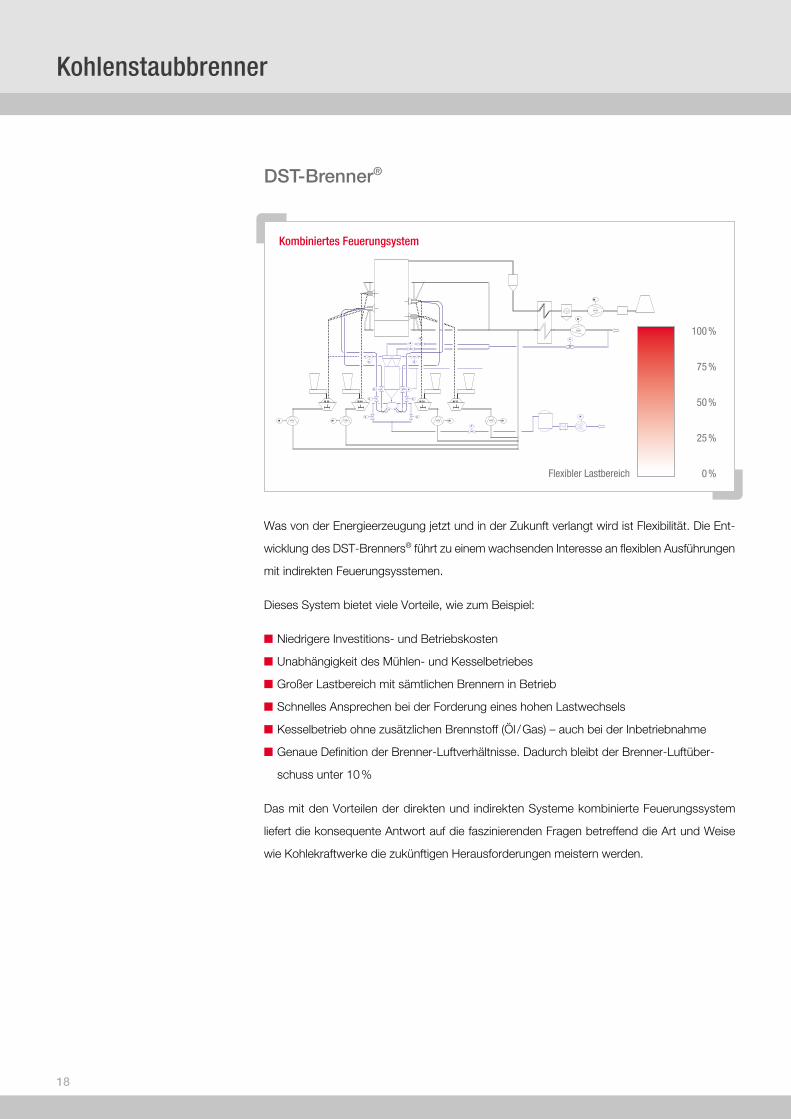
DST-Brenner®
Was von der Energieerzeugung jetzt und in der Zukunft verlangt wird ist Flexibilität. Die Ent-
wicklung des DST-Brenners® führt zu einem wachsenden Interesse an flexiblen Ausführungen
mit indirekten Feuerungsysstemen.
Dieses System bietet viele Vorteile, wie zum Beispiel:
■■ Niedrigere Investitions- und Betriebskosten
■■ Unabhängigkeit des Mühlen- und Kesselbetriebes
■■ Großer Lastbereich mit sämtlichen Brennern in Betrieb
■■ Schnelles Ansprechen bei der Forderung eines hohen Lastwechsels
■■ Kesselbetrieb ohne zusätzlichen Brennstoff (Öl / Gas) – auch bei der Inbetriebnahme
■■ Genaue Definition der Brenner-Luftverhältnisse. Dadurch bleibt der Brenner-Luftüber-
schuss unter 10 %
Das mit den Vorteilen der direkten und indirekten Systeme kombinierte Feuerungssystem
liefert die konsequente Antwort auf die faszinierenden Fragen betreffend die Art und Weise
wie Kohlekraftwerke die zukünftigen Herausforderungen meistern werden.
M M M M
M
M
M 20 M 40 M 30 M 10
M
M
M
M
M
M M
MM
M
M
M M
Kombiniertes Feuerungsystem
100 %
75 %
50 %
25 %
0 %Flexibler Lastbereich
Festbrennstoff-Feuerungssysteme 19
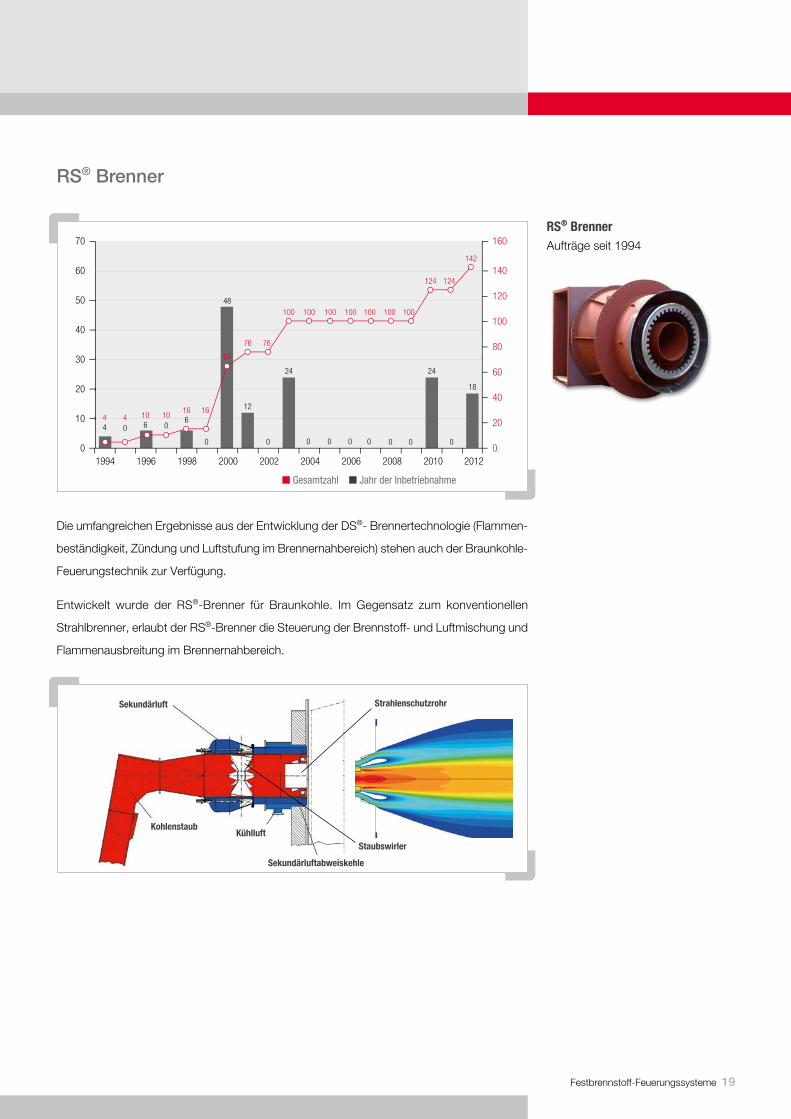
RS® BrennerAufträge seit 1994
RS® Brenner
Die umfangreichen Ergebnisse aus der Entwicklung der DS®- Brennertechnologie (Flammen-
beständigkeit, Zündung und Luftstufung im Brennernahbereich) stehen auch der Braunkohle-
Feuerungstechnik zur Verfügung.
Entwickelt wurde der RS®-Brenner für Braunkohle. Im Gegensatz zum konventionellen
Strahlbrenner, erlaubt der RS®-Brenner die Steuerung der Brennstoff- und Luftmischung und
Flammenausbreitung im Brennernahbereich.
60
50
40
30
20
10
0
140
120
100
80
60
40
20
01994 1996 1998 2000 2002 2004 2006 2008 2010
44
04
610
010 6
16
0
16
0
24
0000 0
24
48
64
12
76 76
100 100 100 100 100 100 100
124
2012
18
142
0 0
124
70 160
■ Gesamtzahl ■ Jahr der Inbetriebnahme
Sekundärluft
StaubswirlerKühlluft
Kohlenstaub
Sekundärluftabweiskehle
Strahlenschutzrohr

20
Nachbrennrost
A Kessel-Feuerraumtrichter
B Blockumbauung mit Ausmauerung
C Wassertassen abdichtung
D Feststehende Rosttragstangen
E Rostwagen
F Rostbelag
G Hydraulik zum Rostwagen und Aschefallklappe
H Aschetrichter
I Kühl- und Verbrennungsluft
J Aschefallklappe
K Aschefallschacht
L Absperrschieber zum Aschefallschacht
M Entascher
N Monitoring system
Höhere Wirkungsgrade
Bei Braunkohlen- bzw. torfbefeuerten Anlagen mit einem hohen Anteil von Xylit oder
Faserstoffen im Brennstoff kann der Anteil von Unverbranntem in der Kesseltrich terasche
sehr hoch sein. Dies mindert den Feuerwirkungsgrad.
Der Nachbrennrost sorgt bei optimierter Auslegung dafür, dass der Ausbrand in der Trichter-
asche bis über 80 % ver be s sert wird. Das erhöht den Gesamtwirkungs grad der Kesselanlage
wesentlich. Durch die Nachverbrennung wird außerdem der relativ kalte Kesseltrichter
be heizt, was zu einer gleichmäßigeren Temperaturverteilung im Feuerraum führt.
Schematische Darstellung eines Nachbrennrostes
Aschea
fd
e
g
h
j
k
l
m
n b c
i

Festbrennstoff-Feuerungssysteme 21
Entaschung
Aufgaben der Kratzer-Nassentascher:
■■ Luftabschluss zum Kesseltrichter
■■ Kühlung der Asche
■■ Aschetransport
■■ Einlass zur Feuerraumbefahrung
Brennkammerasche
Übergangsschurre mit Eintauchstück
Kompensator
Kratzer-Nassentascher
Antriebsstation geregelt
Spannstation
Umlenkrollen
8 Abwurfrost
9 Kühlwassereinlauf
J Überlauf
K Verfahrschienen
➞➞Förderrichtung
Nassentascher
Hochbeständig und langlebig
Entaschungsanlagen gehören seit langem zum Produktions- und Lieferumfang von HPE.
Dies gilt sowohl für den Abzug der Brennkammerasche als auch für den Aschetransport,
der bei der Luvo- und E-Filterentaschung anfällt.
c
f
e
h
i
k k gg j kd k
a
a bc i f
e
h
k g j k d k g
Kratzer-Nassentascher für braunkohlebefeuerte Systeme
Kratzer-Nassentascher für steinkohlebefeuerte Systeme

22
Weitere Entaschung
HPE bietet ein breit gefächertes Angebot im Bereich der Aschebehandlungssysteme. Diese
Systeme werden bei der Feuerraumentaschung und bei der Entaschung aller nachgelager-
ten Asche-Ansammlungen verwendet.
Unsere Systeme bieten viele Vorteile: Sie sind hochbeständig, die Verschleißteile sind lang-
lebig, der Energiebedarf sowie die Betriebs- und Instandhaltungskosten sind niedrig.
Bei Großdampf erzeugern mit Kohle staubfeuerung für Stein- und Braunkohle bietet HPE die
gesamte Bandbreite an: von Planung, über Fertigung und Montage, bis zur Inbetrieb nahme
der kompletten Asche-Entsor gungssysteme, inkl usive der an schließenden Verlade systeme
für LKW-, Bahn- oder Schiffstransport.
Entaschungs- komponenten
■■ Aschesilos und Entwässer ungsbunker
■■ Einstrangkettenförderer
■■ Plattenband-Nassentascher
■■ Förderschnecken
■■ Ein- und Zweiwalzenbrecher
■■ Hammerbrecher
■■ Zellenradschleusen
■■ Einfach- und Doppelpendel klappen
■■ Absperrschieber
■■ Düsenförderer
■■ Becherwerke
■■ Spülrinnen
Unsere weiteren Entaschungssysteme
■■ Trocken-mechanische
Entaschungsanlagen
■■ Hydraulische Entaschungsanlagen
■■ Pneumatische Entaschungsanlagen
■■ Mühlenentsorgungsanlagen
■■ Rückkühlanlagen für
Nassentascherüberlaufwasser

Festbrennstoff-Feuerungssysteme 23
Als Planer und Hersteller von Originalteilen ist Hitachi Power Europe der ideale Partner bei
Modernisierungen und Ersatzteilbedarf.
Durch die langjährige Erfahrung bei der Planung und Lieferung von Großdampf erzeugern mit
allen wesentlichen Kom ponenten bieten die HPE-Experten sachkundige und kundengerechte
Lö sungen bei Anlagenausführung und -betrieb. Mit optimierten Anlagen lassen sich Leistung
und Verfügbarkeit erhöhen, sowie ein möglichst wirtschaftlicher Betrieb erreichen. HPE ist ein
kompetenter und flexibler Partner für die Bereiche Prozesstechnik, Anlagenoptimierung,
Messtechnik, Anlagenuntersuchung, Komponenteneinbau und Inbetriebnahme. Gleichzeitig
unterstützen wir unsere Kunden in der künftigen Gestaltung ihrer Anlagen. Dies gilt sowohl in
technischer Hinsicht (Planung, Ausführung und Optimierung) als auch für Wirtschaftlichkeits-
berechnungen.
Schneller Service durch einen kompetenten PartnerFertigung aus einer HandAls Anteilseigner der Babcock Fer-tigungszentrum GmbH in Ober-hausen, stehen wir in engstem Kontakt mit unseren Partnern. Dadurch können wir Ihre Anfragen schnell und flexibel bearbeiten und Ihnen verlässliche Lösungen anbieten. Mehr dazu:
www.bfz-ob.de
Service Hotline: 0203.8038-2550
Service Fax: 0203.8038-612550
E-Mail: [email protected]
Zuteiler Mühlen Brenner Entascher
Gurte Schleißteile Staubleitungskrümmer Ketten
Ketten Auskleidungen Staubleitungen Kratzeisen
Antriebe Düsenringe Prallbleche Schleißplatten
Lager Wellendichtungen Gehäuse Antriebe
Schieber Spiralförderer Verstelleinrichtungen
Bandwaagen Schlägerteile Lager
Kompensatoren Getriebe
Antriebe
Ersatzteilservice

Hitachi Power Europe GmbH
Schifferstraße 80
47059 Duisburg
Tel. 0203.8038-0
Fax 0203.8038-1809
www.hitachi-power.com
© H
itach
i Pow
er E
urop
e G
mb
H /
02.2
013
/ Ged
ruck
t au
f chl
orfr
ei g
eble
icht
em P
apie
r

![Stoffe und Teilchen in chemischen Reaktionen (S. 110/111)€¦ · h) Pusten von Seifenblasen [B4] physikalischer Vorgang, durch Einblasen von Luft wird ein Schaum (Blase) gebildet;](https://img.pdfslide.org/doc/110x75/5f2df397f080a46bd0757ca2/stoffe-und-teilchen-in-chemischen-reaktionen-s-110111-h-pusten-von-seifenblasen.jpg)