Embed Size (px)
Citation preview

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
at 2/2006 ANWENDUNGEN
Flachheitsbasierte Steuerstrategienfür Batch-ReaktorenFlatness based Feedforward Control Strategies for Batch Reactors
Bernd-Markus Pfeiffer und Matthias Schneider
Mit Hilfe der Flachheitsanalyse nichtlinearer dynamischer Systeme wird es erstmals möglich,eine geschlossene analytische Formel zur Berechnung von Steuertrajektorien für Batch-Reaktoren direkt aus den verfahrenstechnischen Spezifikationen des Reaktors herzuleiten.Bisher wurde diese Theorie nur dazu genutzt, spezielle Lösungen für eine einzelne Anwen-dung zu finden. Jetzt ist es erstmals gelungen, eine im Rahmen von Prozessleitsystemen breiteinsetzbare Lösung für eine große Klasse von Chemie-Reaktoren zu finden. Die in der Praxisgeforderte Robustheit wird durch Kombination mit einem Trajektorien-Folgeregler erreicht.
Using flatness analysis of nonlinear dynamic systems allows to obtain an analytic formulato calculate feedforward control trajectories for chemical batch reactors directly from theprocess engineering specifications. Up to now, this theory was only applied to find specialsolutions for individual applications. Now, for the first time, a general solution applicable toa wide range of chemical reactors was found. The robustness properties necessary for indus-trial usage are achieved by combination with PID control along the calculated trajectories.
Schlagwörter: Nichtlineare Regelung, Flachheitsanalyse, Trajektorien, Batch-Prozesse,Prozessleittechnik
Keywords: Nonlinear control, flatness analysis, trajectories, batch-processes, processcontrol systems
1 Einführung
1.1 Automatisierung von Batch-Reaktoren
Batch- und Semi-Batch-Reaktoren werden in der chemi-schen Industrie häufig zur Produktion von Feinchemikalien,Pigmenten, Polymeren und Arzneimitteln eingesetzt, beidenen hohe Qualitätsanforderungen erfüllt werden müssen.Daher ist eine sehr präzise Regelung (u. a. Temperaturre-gelung) erforderlich, unter der Randbedingung, dass dieReaktionen oft stark exotherm sind.
Die Produktion jeder einzelnen Charge verläuft nach einemvorgegebenen Rezept in mehreren Phasen: Typischerweisewird der Reaktor mit den Rohstoffen gefüllt, aufgeheizt,eine gewisse Zeit auf möglichst konstanter Temperatur ge-halten, und dann wieder abgekühlt und entleert. Teilweisewerden während der laufenden Reaktion noch Edukte zudo-siert. Um die Produktionszeit für eine Charge zu minimie-ren, soll der Aufheizvorgang möglichst schnell erfolgen. Inder Konstantphase soll die Temperatur trotz äußerer Störun-gen (z. B. durch Exothermie der Reaktion) möglichst genau
gehalten werden, um definierte Reaktionsbedingungen undeine definierte Produktqualität sicherzustellen.
Konventionelle, lineare PID-Regelungen sind oft nicht inder Lage, diesen Anforderungen zu genügen. Das liegtnicht nur an der nichtlinearen Prozessdynamik, die sichbei einem Batch-Prozess nicht um einen festen Arbeits-punkt linearisieren lässt. Vielmehr besteht bei PID-Reglernein grundsätzliches Dilemma zwischen Führungs- und Stör-verhalten – ein auf gutes Störverhalten ausgelegter Reglerführt zu Überschwingern in der Aufheizphase. Alternativkönnen auch ereignisdiskrete Ablaufsteuerungen (Schritt-ketten) zum Aufheizen verwendet werden, wie sie oft mitsog. Rezeptursteuerungen realisiert werden – dabei han-delt es sich jedoch um Feedforward-Steuerungen (offenerRegelkreis), d. h. ihnen fehlt die Möglichkeit, Störungenwährend des Aufheizvorgangsdurch Feedback (geschlosse-ner Regelkreis) zu kompensieren.
Daher wurde in [9] ein Verfahren zur PID-Regelung ent-lang vorab optimierter Trajektorien vorgestellt, mit dem esmöglich wird, den sprichwörtlichen ,,Golden Batch“ zu re-
78 at – Automatisierungstechnik 54 (2006) 2 /DOI 10.1524/auto.2006.54.2.78 Oldenbourg Wissenschaftsverlag

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
B.-M. Pfeiffer, M. Schneider: Flachheitsbasierte Steuerstrategien für Batch-Reaktoren at 2/2006
produzieren. Aufbauend darauf beschäftigt sich der vorlie-gende Beitrag mit der Frage, wie man den ,,Golden Batch“theoretisch, d. h. modellbasiert berechnen kann, wenn manihn nicht bereits im Archiv findet. Genauer gesagt gehtes darum, wie man zeitliche Verläufe der Stellgrößen soberechnet, dass bestimmte Anforderungen an die Verläufe(Trajektorien) der Prozessgrößen möglichst präzise erfülltwerden.
Das vorgestellte Verfahren beruht auf einer Flachheitsana-lyse des gegebenen, rigorosen nichtlinearen dynamischenProzessmodells.
1.2 Anschauliche Interpretation derFlachheitseigenschaft dynamischer Systeme
Flachheit ist ein Begriff, der aus der Differenzialgeome-trie stammt und von Prof. M. Fliess geprägt wurde [1]. Imregelungstechnischen Zusammenhang bedeutet die Flach-heit eines Systems, dass es möglich ist, ausgehend voneinem sog. flachen Systemausgang, alle Zustands- und Ein-gangsgrößen des Systems zu berechnen, ohne dafür diekorrespondierenden System-Differenzialgleichungen lösenzu müssen.
Praktisch betrachtet ist Flachheit ein Hinweis darauf, dassdie nichtlineare Struktur des Systems so (gut) konditio-niert ist, dass sie zur Erzeugung von Vorsteuertrajektorien,zum Entwurf von Regelalgorithmen und zur Stabilisierungausgenutzt werden kann. Die nichtlineare Struktur zeichnetsich hier also durch eine gewisse Einfachheit aus.
Der flache Ausgang mit seinen zeitlichen Ableitungen be-schreibt das dynamische Verhalten des Systems vollständig.Aus der Möglichkeit zur Berechnung von Steuertrajekto-rien für die Eingänge folgt unmittelbar die Steuerbarkeitjedes flachen Systems, und der Flachheitsbegriff kann alsnichtlineare Erweiterung der Kalman’schen Steuerbarkeitfür lineare Systeme aufgefasst werden – wobei im Be-reich linearer Systeme die Bedeutung von Steuerbarkeitund Flachheit übereinstimmt.
Exemplarisch ist in Bild 1 ein flaches System mit Vor-steuerung dargestellt. Hier wird zunächst für den flachenAusgang z eine Solltrajektorie geplant und vorgegeben.Aufgrund der oben beschriebenen Systemeigenschaften istes dann möglich, aus dieser Solltrajektorie für den Aus-gang die entsprechenden Steuertrajektorien für den Eingangu offline zu berechnen. Es handelt sich also rechnerischum eine Inversion der Systemdynamik, aber es wird dabei
Bild 1: Grundgedanke der Flachheit dy-namischer Systeme.
nicht vorausgesetzt, dass die Inverse der Systemdynamikein physikalisch realisierbares System ist! Die Vorsteuerungführt das System im Betrieb entlang der Solltrajektorie fürz, falls das Systemmodell hinreichend genau, und der Ein-fluss von Störungen hinreichend gering ist. Zu beachten isthierbei, dass ein flacher Ausgangz nicht mit dem physika-lischen Systemausgangy übereinstimmen muss, aber dasseine Übereinstimmung sich als äußerst vorteilhaft erweist.
Weiterhin besteht ein enger Zusammenhang zwischen denflachen Systemen und dem Verfahren der exakten Lineari-sierung. Bei diesem Verfahren wird zur nichtlinearen Stre-cke ein nichtlineares Vorfilter sowie eine geeignete nicht-lineare Rückführung hinzugefügt, damit das Gesamtsystemlineares Verhalten aufweist. Hinsichtlich der flachen Sys-teme gilt, dass jedes flache System durch eine endogeneZustandsrückführung exakt linearisiert werden kann [2].Der Begriff endogen (griech.: von innen kommend) beziehtsich dabei auf die Rückführung des flachen Ausgangs unddeutet somit auf einen Spezialfall der dynamischen Rück-führungen hin. Die Bedeutung der Flachheit geht jedochüber die der exakten Linearisierbarkeit hinaus, denn flacheSysteme erlauben nicht nur den Entwurf einer exakt lineari-sierenden Zustandsrückführung, sondern wie erwähnt auchdie Berechnung von Steuertrajektorien.
1.3 Definition der Flachheit
Grundlage der folgenden mathematischen Definition [3] istein nichtlineares dynamisches System in Zustandsraumdar-stellung mit Eingängenu und Zuständenx:
x = f (x, u), Rangd f (x, u)
du= m (1)
Ein nichtlineares dynamisches System (1) heißt differenzi-ell flach, wenn es einen fiktiven Ausgangz = (z1, . . ., zm)
mit m = dimu gibt, der die folgenden Bedingungen erfüllt.
(i) Die Größenzi , i = 1, . . ., m lassen sich als Funktionender Zustandsgrößenxi , i = 1, . . ., n, der Eingangsgrößenui, i = 1, . . ., m und einer endlichen Zahl von Zeitab-
leitungen(k)ui , k = 1, . . ., αi ausdrücken. Für das nichtlineare
System (1) bedeutet dies, dass sich der fiktive Ausgangz inder Form
z = Ψ
(x, u, u, . . .,
(α)u
)(2)
darstellen lässt.
79

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
at 2/2006 ANWENDUNGEN
(ii) Die Zustandsgrößenxi , i = 1, . . ., n und die Eingangs-größenui, i = 1, . . ., m lassen sich als Funktion derzi,
i = 1, . . ., m und einer endlichen Anzahl von deren Zeitab-
leitungen(k)zi , k = 1, . . ., βi +1 darstellen.
x = Φ1
(z, z, . . .,
(β)z
)
u = Φ2
(z, z, . . .,
(β+1)z
) (3)
(iii) Die Komponenten vonz sind differenziell unabhängig,d. h., sie erfüllen keine Differenzialgleichungen der Form
ϕ
(z, z, . . .,
(γ)z
)= 0 . (4)
Falls diese Bedingungen zumindest lokal erfüllt sind, heißtder fiktive Ausgang (2) flacher Ausgang und das System (1)heißt flach.
Die Forderung in Punkt (iii) ist äquivalent zu der Bedin-gung, dass die Zahl der Komponenten vonz mit der Anzahlm von Eingangsgrößen des nichtlinearen Systems überein-stimmt. Dieser Zusammenhang
dim(z) = dim(u) = m (5)
ist im Allgemeinen leichter nachzuprüfen, als die ursprüng-liche Forderung in (4).
Da gemäß Bedingung (ii) die Systemgrößenx und u durchden flachen Ausgangz ausgedrückt werden können, er-gibt sich mit (1), dass auchx in Abhängigkeit des flachenAusgangs dargestellt werden kann. D. h., dass alle System-größen als Funktion vonz dargestellt werden können, ohnedass es nötig ist, dafür die Systemdifferenzialgleichungenzu lösen. Damit ist klar, dass der flache Ausgang zusammen
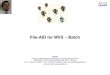
Bild 2: Rohrleitungs- und Instrumentierungs-diagramm des Chylla–Haase-Reaktors, Tem-peraturen T mit Indices R für Reaktor, Jfür Jacket (Mantel), amb für ambient (Um-gebung), steam für Dampf und inlet fürKühlwasser-Einlass. Massen m mit IndicesA für Edukt, P für Produkt und S für Solvent(Lösungsmittel).
mit einer endlichen Zahl seiner Ableitungen das dynami-sche Verhalten des Systems vollständig beschreibt.
2 Der Chylla–Haase Benchmark-Reaktor
Als anerkanntes Benchmark-Problem für die Regelung vonBatch-Reaktoren wird das Chylla–Haase-Reaktormodell [4]betrachtet. Dabei handelt es sich um eine realitätsnahe,exemplarische Darstellung eines industriellen Multiprodukt-Batch-Reaktors mit Heiz-/Kühlsystem, in welchem einexothermer Polymerisationsprozess in Suspension abläuft.
Bisher sind verschiedene regelungstechnische Untersuchun-gen an diesem Benchmark-Reaktor dokumentiert worden:z. B. Regelung mit künstlichen neuronalen Netzen [7],nichtlineare modellbasierte Prädiktivregelung [6], iterativlernende Regelung [8].
Die Temperatur des Reaktors nach Bild 2 kann während desChargen-Ablaufs durch das Zu- oder Abführen von Wärmeüber den Kühlmantel des Reaktorgefäßes beeinflusst wer-den. Als Kühlmedium dient Wasser. Zum Heizen wirddem Kühlkreislauf über das Dampfventil Frischdampf mitmittlerem Druck zugeführt. Zum Kühlen wird über das Ab-lassventil heißes Wasser aus dem Kühlkreislauf abgelassenund über eine Mantel-Druck-Regelung die entsprechendeMenge kaltes Wasser eingespeist.
Dieser Polymerisationsreaktor zeichnet sich durch starkeNichtlinearitäten in den konstitutiven Gleichungen für Vis-kosität, Wärmeübergangskoeffizient und Reaktionsrate so-wie durch eine stark exotherme Reaktion aus. Durchdie während der Konversion vom Monomer zum Po-lymer stark zunehmende Viskosität (,,Gel-Effekt“) fälltder Wärmeübertragungs-Koeffizient während des Chargen-
80

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
B.-M. Pfeiffer, M. Schneider: Flachheitsbasierte Steuerstrategien für Batch-Reaktoren at 2/2006
ablaufs stark ab. Die sehr komplexen Reaktionsmecha-nismen der Polymerisation werden allerdings vereinfachtdurch eine Globalreaktion Monomer→ Polymer in Wassermit einer Kinetik erster Ordnung modelliert. Die angege-bene semi-empirische Modellierung des Kühlkreislaufs mitPT1Tt-Verhalten ist ebenfalls stark vereinfacht.
2.1 Simulationsmodell
Es muss darauf hingewiesen werden, dass die Original-arbeit [4] sehr viele Fehler enthält, die auch durch dieKorrigenda [5] nicht alle behoben sind. Für die vorliegen-den Untersuchungen wird daher ein korrigiertes und aufSI-Einheiten umgerechnetes Modell nach [6] bzw. nach ei-nem entsprechenden internen technischen Bericht zugrundegelegt, das uns von der RWTH Aachen dankenswerterWeise bereits als Implementierung in Matlab/Simulink zurVerfügung gestellt wurde.
Der Chylla–Haase-Reaktor wird insgesamt durch ein ver-koppeltes System von vier Differenzialgleichungen und ca.20 algebraischen Gleichungen beschrieben:
Tabelle 1: Modellparameter des Chylla-Haase-Reaktors.
Formelzeichen Bezeichnung Einheit Wert
RP Allgemeine Gaskonstante kJ kmol−1 K−1 8,314
MWA Molmasse Monomer kg kmol−1 104,0
m A f Feedstrom Monomer kg s−1 0,0076mS Masse Lösungsmittel (Wasser) kg 42,75
cpA spez. Wärmekapazität Monomer kJ kg−1 K−1 1,675
cpS spez. Wärmekapazität Lösungsmittel/Kühlmedium (Wasser) kJ kg−1 K−1 4,187
cpP spez. Wärmekapazität Polymer kJ kg−1 K−1 3,140
mC Massenstrom Kühlmedium kg s−1 0,941τ Zeitkonstante Rücklauf s 40,2
k Reaktionskonstante Kettenwachstum s−1 55
E A Aktivierungsenergie Kettenwachstum kJ kmol−1 29 651Um Umfang Kühlmantel m 1,59
Arbot Grundfläche Reaktor m2 0,193
Ambot Grundfläche Reaktormantel m2 0,167
UAloss Wärmeverlust an Umgebung kW K−1 0,005667
∆HP Reaktionsenthalpie kJ kmol−1 −70 152,16
1/h f Fouling-Faktor m2K kW−1 0,0000 (Batch 1)0,1761 (Batch 2)0,3522 (Batch 3)0,5283 (Batch 4)0,7044 (Batch 5)
i Unreinheitsfaktor 1 0,8. . . 1,2(Zufallswert)
Tamb Umgebungstemperatur K 305,37Tinlet Temperatur Kaltwasser (Einlass) K 294,26Tsteam Temperatur Heizdampf (Einlass) K 449,82TRsoll Sollwert Reaktortemperatur K 355,37TR0 Anfangswert Reaktortemperatur (Winter) K 278,9TJin Anfangswert Kühlmantel-Einlasstemp. (Winter) K 278,9TJout Anfangswert Kühlmantel-Auslasstemp. (Winter) K 278,9m P0 Anfangswert Masse Polymer kg 11,23
Massenbilanz Edukt (Monomer, IndexA) mit Monomer-Dosierungm A f , ReaktionsgeschwindigkeitRp(t) und Mol-gewicht MWA:
dm A(t)
dt= m A f (t)− RP(t)MWA . (6)
Die ReaktionsgeschwindigkeitRp ergibt sich aus dem all-gemeinen Ansatz einer Reaktion erster Ordnung mit einerTemperaturabhängigkeit gemäß Arrhenius, ergänzt um diebeiden Korrekturfaktorengp und i:
Rp = kp · e− Ep
R·TR ·nM · gp · i . (7)
Der Korrekturfaktorgp dient zur Berücksichtigung des Gel-Effektes. Er ist von der Viskositätµ des Reaktorgemischesabhängig:
gp = (k1 ·µ)k2 . (8)
Über den Unreinheitsfaktori, der für jede Charge einenzufälligen Wert zwischen 0,8 und 1,2 annimmt, werdenBatch-zu-Batch-Variationen der Reaktionskinetik bedingtdurch Verunreinigungen modelliert.
81

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
at 2/2006 ANWENDUNGEN
Die Viskosität des Reaktorinhaltsµ ist eine Funktion desMassenanteilswP des Polymers und der Reaktortempera-tur TR. Sie wächst über die Prozessdauer exponentiell an:
µ = c0 · ec1·wP ·10c2(a(TR)−c3) (9)
mit
a(TR) = a0
a1 · TR. (10)
Die Viskosität des Reaktorgemisches in unmittelbarer Näheder Reaktorwand kann gemäßGl. (9) bestimmt werden,wenn anstelle der Reaktortemperatur die Wandtempera-tur Twall in die Formel eingesetzt wird:
µwall = µ(Twall) . (11)
Für die Wandtemperatur wird der arithmetische Mittelwertder ReaktortemperaturTR und der mittleren Kühlmantel-temperaturT j(t) gewählt:
Twall = TR + Tj
2. (12)
Energiebilanz (Wärmebilanz) Reaktor mit Wärmekapazitä-ten cp, Reaktionsenthalpie∆Hp, Wärmeübergangskoeffizi-entU(t), WärmeaustauschflächeA(t):
(m A(t)cpA +mScpS +mP(t)cpP
) dTR(t)
dt
= m A f (t)cpA(Tamb − TR(t))+ RP(t)(−∆HP)
−U(t)A(t)(
TR(t)− TJ(t))
−UAloss(TR(t)− Tamb)
(13)
Änderungen der im Reaktor gespeicherten Wärmemengeergeben sich also durch einen mit der Eduktzufuhr ver-bundenen Wärmeinhalt, die Exothermie der Reaktion, denWärmeabfluss an den Kühlmantel und an die Umgebung.
Energiebilanz Mantel:
(mScpS)dTJout(t)
dt
= mCcpS(TJin(t −Θ1)− TJout(t))
+U(t)A(t)(
TR(t)− TJ(t))
(14)
Änderungen der im Mantel gespeicherten Wärmemengeergeben sich also durch Temperaturdifferenzen zwischenMantel-Einlass und Auslass, sowie den Wärmezufluss vomReaktor her. Die TotzeitΘ1 modelliert dabei eine Laufzeitdes Kühlmediums im Kühlmantel.
In den Wärmebilanzen wird eine mittlere Manteltemperatur
TJ(t) = TJin(t)+ TJout(t)
2(15)
zugrunde gelegt. D. h., die KühlmanteltemperaturTJ(t), diezusammen mit dem WärmeübergangswertU(t)A(t) für dieWärmezu- und Wärmeabfuhr im Reaktor sorgt, hängt vonzwei Differenzialgleichungen mit verschiedenen Totzeitenab.
Rückführung des Kühlmediums zum Manteleinlass:
dTJin(t)
dt= dTJout(t −Θ2)
dt
+ TJout(t −Θ2)− TJin(t)
τ+ K P(t)
τ. (16)
Die Totzeit Θ2 modelliert die Laufzeit des Kühlmittels inder Rückführung. Der FaktorKp ist eine nichtlineare, ab-schnittsweise definierte, empirisch ermittelte Funktion desReglerausganges c (Split-Range-Kennlinie): Fürc < 0% istdas Ablassventil geöffnet (Kühlmodus). Fürc > 0% hinge-gen wird das Dampfventil angesprochen (Heizmodus).
Kp =
0,8 ·30−
(c(t)+50%
50%
)(Tinlet − Tjin ) für −50%≤ c < 0%
0 für c = 0%
0,15·30
(c(t)+50%
50% −2)(Tsteam − Tjin) für 0%< c ≤ +50%
(17)
Das Simulationsmodell liefert eine gute Approximation desdynamischen Verhaltens des realen Reaktors, aber es er-laubt aufgrund der komplizierten Struktur des Gleichungs-systems keinen Flachheitsnachweis.
2.2 Modell-Abstraktion
Gesucht ist also eine reduzierte Form des Modells, die hin-reichend einfach ist, um den analytischen Flachheitsnach-weis zu führen, und die dennoch das dynamische Verhaltenhinreichend genau beschreibt.
Durch die Vereinfachung vergrößert sich natürlich die Ab-weichung zwischen Modell und Realität, aber da gewisseModellfehler sowie nicht messbare Störungen in der Praxisohnehin auftreten, wird die flachheitsbasierte Feedforward-Steuerung mit einer Feedback-Trajektorien-Folgeregelungkombiniert, sodass der geschlossene Regelkreis eventuelleAbweichungen kompensiert.
Auf Basis der Erfahrungen mit der Flachheitsanalyse amvollständigen Modell erscheinen die folgenden beiden Ver-einfachungen zielführend:
• Vernachlässigung der Totzeiten, und• Verzicht auf einen geschlossenen Mantelkreislauf.
Man stellt sich also vor, das Wasser zur Temperierungdes Reaktors aus in der Anlage vorhandenen Heiz- undKühlschienen zu entnehmen. Heiz- und Kühlwasser werdenüber zwei separate Ventile dosiert, die sich zur Vermei-dung von Laufzeiten nahe am Manteleinlass befinden. DieStrömungsgeschwindigkeit des Temperiermediums soll sohoch sein, dass die Laufzeit innerhalb des Mantels eben-falls vernachlässigt werden kann. Vom Mantelauslass wirddas Temperier-Medium nach außen, z. B. in einen Fluss ab-geleitet, sodass die Verkopplung der Gleichungen durch dieMantel-Rückführung entfällt.
Heiz- und Kühlventil werden vom Reglerausgang her übereine Split-Range-Kennlinie angesprochen. Wegen der im
82

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
B.-M. Pfeiffer, M. Schneider: Flachheitsbasierte Steuerstrategien für Batch-Reaktoren at 2/2006
Rahmen der Flachheitsanalyse erforderlichen Differentia-tionen ist im Gegensatz zum Originalmodell eine geschlos-sene (nicht abschnittsweise) Definition der Kennlinien er-forderlich.
Zur Darstellung der Kennlinien werden Parabelgleichun-gen nach Bild 3 verwendet, die so angepasst sind, dass derStellbereich−100%< u2 < 100% des Temperatur-Reglersauf die beiden Ventilstellungen im Bereich 0 bis 1 abgebil-det wird. Bei −100% ist nur das Kühlventil, bei+100%nur das Heizventil geöffnet. Man beachte hierbei, dassdie insgesamt dem Reaktormantel zugeführte Wärmemengenicht nur von den Ventilstellungen, sondern auch von denTemperaturen von Heizdampf und Kühlwasser abhängen.Die Kennlinien sind also nicht so zu interpretieren, dass ge-nerell für u2 > 0 Wärme zugeführt und füru2 < 0 Wärmeabgeführt wird.
Insgesamt erhält man folgendes vereinfachtes Systemmo-dell:
Energiebilanz Reaktor:
x1 = dTR(t)
dt
=m A f (t)cpA(Tamb − TR(t))+ RP(t)(−∆HP)
−U(t)A(t)(TR(t)− TJ(t))−UAloss(TR(t)− Tamb)
m A(t)cpA +mScpS +mP(t)cpP
(18)
Energiebilanz Mantel:
x2 = dTJ(t)
dt=
(0,25·10−4u2
2(t)+0,5·10−2u2(t)+0,25)
· mCcpS(Tsteam − TJ(t))
mCcpS
+
(0,25·10−4u2
2(t)−0,5·10−2u2(t)+0,25)
· mCcpS(Tinlet − TJ(t))+U(t)A(t)(TR(t)− TJ(t))
mCcpS
(19)
Bild 3: Parabelfunktionen zum Ansprechen des Heiz- (durchgezogen)und des Kühlventils (gestrichelt), +100% bedeutet maximales Heizen,−100% bedeutet maximales Kühlen.
Massenbilanz Edukt (Monomer):
x3 = dm A(t)
dt= m A f (t)− RP(t)MWA (20)
Massenbilanz Produkt (Polymer):
x4 = dmP(t)
dt= RP(t)MWA (21)
2.3 Flachheitsnachweis am vereinfachten Modell
Prinzipiell könnten flache Systemausgänge (zumindest fürbestimmte Klassen von Systemen) mit Hilfe von diffe-rentialgeometrischen Methoden rein rechnerisch gefundenwerden. Dabei ist jedoch nicht gewährleistet, dass die,,künstlichen“ flachen Ausgänge anschaulich interpretierbarsind, was natürlich eine Trajektorienplanung erschwert. An-dererseits können oft geeignete Kandidaten für die Flach-heitsanalyse aus dem physikalischen Verständnis des zuuntersuchenden Systems bestimmt werden [3]. Gelingt diesnicht im ersten Versuch, so kann durch Ändern von ei-ner oder mehreren Komponenten des flachen Ausgangs einneuer Kandidat bestimmt werden, der wiederum zu analy-sieren ist. Diese Vorgehensweise wird also nur iterativ zumZiel führen.
Beim vorliegenden vereinfachten Chylla–Haase-Reaktor-modell soll versucht werden, über physikalische Überlegun-gen einen flachen Ausgang zu finden. Dabei ist es vomInformationsgehalt her entscheidend, einen Kandidaten zuwählen, der sowohl die Temperaturverhältnisse als auchdie Massen- bzw. Stoffmengenverhältnisse im Reaktor miteinbezieht. Es bietet sich daher an, eine Kombination ausReaktortemperatur und Monomer- bzw. Polymermasse zuwählen, wobei hier der Polymermasse der Vorzug gegebenwird, da sie auch in der Realität eine (wenn auch nichtonline messbare) Ausgangsgröße darstellt.
Damit lautet der Kandidat für den flachen Ausgang:
z1 = TR , z2 = mP . (22)
Dieser Kandidat erfüllt die Gleichung (2), denn er lässt sichals Funktion von Zustandsvariablen darstellen.
Nun muss der Nachweis erbracht werden, ob es sich auchtatsächlich um einen flachen Ausgang handelt, indem dieGleichungen (3) und (5) überprüft werden.
Das System kann über den Eingang Monomerfeedu1 =m A f sowie die Stellgrößeu2 des Temperatur-Reglers (d. h.die angeforderte Heiz-/Kühlleistung) gesteuert werden. DieZahl der Komponenten des flachen Ausgangs entsprichtalso der Zahl der Steuergrößen und es gilt: dimz =dimu = 2.
Um (3) zu erfüllen, muss gezeigt werden, dass sowohl derVektor der Zustandsgrößenx wie auch der Vektor der Steu-ergrößenu durch Funktionen der Komponenten des flachenAusgangs und einer endlichen Zahl ihrer Zeitableitungen
83

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
at 2/2006 ANWENDUNGEN
dargestellt werden können. Für zwei Zustandsgrößen istdies trivial, denn es gilt:
x1 = TR = z1
x4 = mP = z2
. (23)
Für die Zustandsgrößex3 und die Steuergrößeu1 = m A f
können die entsprechenden Funktionalzusammenhängenach einigen Umformungen hergestellt werden:
x4 = dmP(t)
dt= RP(t)MWA = k0e
− EaRTR (t) m A(t) ⇔
x3 = m A(t) =dmP(t)
dt
k0e− Ea
RTR (t)
= z2
k0e− Ea
Rz1
= Φ3(z1, z2)
(24)
x3 = dm A(t)
dt= u1 − RP(t)MWA = u1 − k0e
− EaRTR(t) m A(t) ⇔
u1 = dm A(t)
dt+ k0e
− EaRTR (t) m A(t) = dm A(t)
dt+ dmP(t)
dt
=d2mP (t)
dt2
k0e− Ea
RTR(t)
−dmP (t)
dt EadTR(t)
dt
k0e− Ea
RTR (t) RTR(t)2+ dmP(t)
dt
= z2
k0e− Ea
Rz1
− z2Eaz1
k0e− Ea
Rz1 Rz21
+ z2 = Φ5(z1, z1, z2, z2)
(25)
Um x2 und u2 zu erhalten, muss im aktuellen Gleichungs-system ein erheblich größerer Aufwand in Kauf genom-men werden, denn die Gleichungen (18) und (19), welchedie Basis für die Berechnungen darstellen, werden durchdie Berücksichtigung der Änderung des effektiven Wärme-durchgangskoeffizientenU(t) und der Änderung der Man-telflächeA(t) komplexer.
U(t) = 0,814kW
m2K
· e−2,6676·10−4·e
16,4·mP (t)dmP (t)
dt
k0·e−Ea
RTR (t)
+mS+mP (t)
·102,3·
(1000 K
1,8·Twall (t)−1,563
)
(26)
Bei Gleichung (26) ist zu bedenken, dass diese in dieGleichungen (18) und (19) eingesetzt wird, umU(t) zueliminieren. Gleichung (18) wird dann nachTJ(t) aufge-löst und differenziert, um das Ergebnis mit Gleichung (19)gleichzusetzen und so eine Möglichkeit zu erhalten,u2 be-stimmen zu können. Vor der Bestimmung vonu2 werdenin der erhaltenen Gleichung alle verbliebenenTJ(t) unddTJ (t)
dt mit Hilfe der aufgelösten Gleichung (18) und ihrerAbleitung eliminiert. D. h., fallsTwall(t) nach der Defini-tion des Chylla–Haase-Modells [6] gemäß Gleichung (27)verwendet wird, muss bei der Auflösung von Gleichung(18) an der Position des ersetztenU(t) die TemperaturTJ(t) aus dem Exponenten einer Exponentialfunktion unddort wiederum aus dem Exponenten einer Zehnerpotenz
herausgelöst werden, die im Produkt mit einer weiteren Ex-ponentialfunktion steht.
Twall(t) = TR(t)+ TJ(t)
2(27)
Diese Vorgehensweise würde bei den hier zwingenden sym-bolischen Rechengängen zu einem nicht mehr handhab-baren Term fürTJ(t) führen. Deshalb wird vereinfachendangenommen, dassTwall(t) ≈ TR(t) gilt, was in der Realitätnach dem Aufheizvorgang zumindest näherungsweise derFall sein wird. Damit bleibt der entstehende Term fürTJ(t)überschaubar.
Die Gleichung für die Mantelfläche, die sich je nach Füll-stand des Reaktors ändert, lautet:
A(t) = hfuellUm + Ambot
=9,1537·10−3m2
kg· dmP(t)
dt
k0e− Ea
RTR (t)
+8,2383·10−3m2
kg·mS
+7,9214·10−3m2
kg·mP(t)+0,167 m2 (28)
Zusätzlich gehen Polynome zweiter Ordnung in Gleichung(19) ein, um den parabelförmigen Verlauf der zusammen-gefassten Stellgrößeu2 zu erzeugen. Dies hat natürlich zurFolge, dass bei der Auflösung nachu2 eine quadratischeGleichung von erheblichem Umfang zu lösen und die phy-sikalisch sinnvolle Lösung auszuwählen ist.
Zur Lösung der Gleichungen ist der Einsatz einesComputer-Algebra-Systems wie z. B. Maple erforderlich.
Der mit Hilfe von Maple gefundene Funktionalzusammen-hang füru2 umfasst vier Bildschirmseiten voller Formelnund wird daher hier nur verkürzt wiedergegeben:
u2 = Φ6(z1, z1, z1, z2, z2, z2,...z 2) (29)
In weiteren Berechnungen mit Maple wird auch
x2 = Φ2(z1, z1, z2, z2, z2) (30)
gefunden.
Bild 4: Schema der Flachheitsanalyse für das vereinfachte Chylla–Haase-Reaktormodell.
84

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
B.-M. Pfeiffer, M. Schneider: Flachheitsbasierte Steuerstrategien für Batch-Reaktoren at 2/2006
Damit ergibt sich abhängig vom flachen Ausgang die Ge-samtdarstellung (31) des Systems, womit der Nachweis von(3) erbracht ist.
x1 = TR(t) = z1 = y1
x2 = TJ(t) = Φ2(z1, z1, z2, z2, z2)
x3 = m A(t) = Φ3(z1, z2)
x4 = mP(t) = z2 = y2
u1 = m A f (t) = Φ5(z1, z1, z2, z2)
u2 = Φ6(z1, z1, z1, z2, z2, z2,...z 2)
(31)
Zum besseren Verständnis wird in Bild 4 eine schema-tische Darstellung der Flachheitsanalyse angegeben [3].Dabei handelt es sich bei den dicken Pfeilen um Zeitab-leitungen des flachen Ausgangs, während die gestricheltenPfeile zu den Größen führen, die jeweils durch algebrai-sche Umformungen berechnet werden können, ohne dabeiDifferenzialgleichungen lösen zu müssen
2.4 Trajektorien-Berechnung
Nachdem die Flachheit nachgewiesen ist, können Solltra-jektorien für den flachen Ausgang entworfen werden. DemEntwurf kommt hierbei zugute, dass der flache Ausgangden realen Regelgrößen, also der Reaktortemperatur undder Polymermasse entspricht. Deshalb sind keine weiterenTransformationen auf diese realen Größen notwendig.
Die Solltrajektorien werden dann entsprechend demSchema in Bild 4 differenziert und algebraischen Umfor-mungen zugeführt, um die zugehörigen Steuertrajektorienu1(t) und u2(t) berechnen zu können. Natürlich ist zubeachten, dass Solltrajektorien vorgegeben werden, die ab-schnittsweise genügend oft differenzierbar sind. Deshalbwerden hier Polynome fünfter Ordnung verwendet, um dieTrajektorien entsprechend denverfahrenstechnischen Vor-gaben zu gestalten.
Der Reaktor soll von einer Umgebungstemperatur vonTamb = TR0 = 278,9 K innerhalb von 1200 s auf die Be-triebstemperatur vonTRsoll = 355,37 K überführt werden.Erst nach Erreichen der Betriebstemperatur darf laut Rezeptdas Monomer zum Initiator hinzudosiert werden. Die Auf-heizdauer von 1200 s wurde iterativ ermittelt, indem Tra-jektorien für verschiedene Aufheizdauern (per Knopfdruck)berechnet wurden, und eine solche ausgewählt wurde, dieden gegebenen Stellbereichgut ausnützt. Aufgrund derzugrunde liegenden chemischen Reaktion, der zu Beginnvorhandenen Initiatormengeund der zudosierten Monomer-menge soll nach Ende der Reaktion eine Polymermengevon etwa 43 kg vorhanden sein. Auch für die Reaktions-dauer kann eine zeitliche Vorgabe gemacht werden. Bei derentstehenden exothermen Reaktion ist die Betriebstempe-ratur konstant zu halten Die Polynome werden mit einemAnsatz nach [10] so entworfen,dass ein S-förmiger Verlaufähnlich einer Rampe mit runden Übergängen entsteht undAnfangsbedingungen mit verschwindender erster und zwei-ter Ableitung erfüllt werden. (Die resultierenden Verläufesind später in Bild 8 rechts unten zu sehen.)
Als Ergebnis der flachheitsbasierten Berechnung erhältman die Steuertrajektorien für Monomerzudosierung undHeiz-/Kühl-Leistung entsprechend Bild 5 und Bild 6.
Das Ergebnis der Berechnungen ist auf die Einhaltung vonStellgrößenbegrenzungen zu überprüfen. Falls erforderlich,müssen die zeitlichen Anforderungen angepasst und die Be-rechnungen mit neuen Parametern wiederholt werden.
Man beachte also, dass es sich bei dieser Trajektorien-berechnung nicht um eine Optimierung im engeren Sinne(wie z. B. die Berechnung einer zeitoptimalen Steuerung)handelt, sondern um eine präzise Erfüllung vorgegebenerAnforderungen (geplanter Ausgangstrajektorien). Falls dieAnforderungen bzw. das Leistungsvermögen der Anlagenicht genau genug bekannt sind, kann man sich iterativdurch Variation der zeitlichen Anforderungen vortasten, bisman die Anlage ausgereizt hat.
Die Steuertrajektorie für die Monomerzudosierung mussauf positive Werte beschränkt werden, weil Monomer, dasbereits zudosiert wurde, nachträglich nicht mehr aus dem
Bild 5: Berechnete Steuertrajektorie für die Monomerzudosierung u1(t )in [kg/s].
Bild 6: Berechnete Steuertrajektorie für die Heiz/Kühlleistung u2(t )in [%].
85

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
at 2/2006 ANWENDUNGEN
Reaktionsgemisch entnommen werden kann. Durch dasAbschneiden des von der Berechnung gelieferten, gestri-chelt eingezeichneten negativen Teils entsteht eine etwashöhere Polymermasse als ursprünglich geplant.
2.5 Trajektorien-Folgeregelung
Zur Kompensation von Störungen sowie von Abweichun-gen wegen Modellvereinfachungen wird die Trajektori-ensteuerung um eine PID-Folgeregelung ergänzt. Dabeikommt der bereits aus [9] bekannte Ansatz zur geschicktenKombination von Feedforward-Trajektoriensteuerung undFeedback-PID-Regelung zum Einsatz.
Industrielle PID-Regler weisen bereits einen zusätzlichenEingang für eine additive Störgrößenaufschaltung auf (bei-spielweise Simatic PCS 7 CTRL_PID, Eingang DISV).
Die Trajektorie wird von einer Datei eingelesen. Der be-rechnete Stellgrößenverlauf wird auf den eigentlich für eineadditive Störgrößenaufschaltung vorgesehenen Eingang ge-schaltet. Dies hat u. a. den Vorteil, dass die effektiv auf denProzess einwirkende Stellgröße als Summe von Trajektorieund Reglerbeitrag projektierungsgemäß begrenzt wird.
Der geplante Istwertverlauf aus der Trajektorie wird aufden Sollwerteingang des Reglers geschaltet, sodass derRegler keine Regelabweichung sieht, solange der Prozessentlang der gewünschten Trajektorie läuft. Er muss also nurdie kleinen Abweichungen zwischen geplanter Trajektorieund tatsächlichem Verlauf kompensieren, durch kleine Bei-träge zum Stellsignal. Das Groß-Signal-Verhalten ist durchdie Trajektorie bereits festgelegt.
Der Anlagenfahrer kann gegebenenfalls noch eingreifen, in-dem er Offsets auf den Sollwert addiert. Diese Additionmuss in einem vorgeschalteten Funktionsbaustein erfolgen,weil sie innerhalb des Reglers nicht vorgesehen ist.
Dank der Existenz der Trajektoriensteuerung kann der Reg-ler optimal auf die Kompensation von Störungen, undspeziell für den Arbeitspunkt in der Konstantphase ausge-legt werden, ohne Rücksicht auf das Führungsverhalten zunehmen. Für kleine Abweichungen von der Trajektorie lässtsich auch ein stark nichtlinearer Prozess eher noch lineari-sieren, was den Reglerentwurf erleichtert.
Von den beiden Ausgangsgrößen ist nur die Reaktortem-peratur direkt messbar, während die Polymermasse als Ak-
Bild 7: Grundstruktur zur Regelung ent-lang von Trajektorien. Die Bezeichnungenrichten sich nach dem CTRL_PID von Si-matic PCS 7. Der Begrenzungsblock istTeil des Regler-Funktionsbausteins.
tualwert während der Reaktion nicht zur Verfügung steht.Obwohl sie mit Hilfe eines Beobachters bzw. ExtendedKalman Filters geschätzt werden kann, soll darauf we-gen des erforderlichen Rechenaufwands verzichtet werden.Es wird also nur ein Folgeregler für die Reaktortempe-ratur entworfen. Auf den bisher vorhandenen unterlager-ten Manteltemperaturregler wird gänzlich verzichtet. Da-durch erspart man sich die parasitäre Zeitkonstante desunterlagerten Reglers und die Berücksichtigung der Regler-Übertragungsfunktion innerhalb des Prozessmodells für dieFlachheitsanalyse. Das bedeutet jedoch nicht, dass der Ver-zicht auf den Mantelregler eine grundsätzliche Vorausset-zung für die Anwendung der flachheitsbasierten Trajektori-enberechung ist, da auch der Sollwert des Mantelreglers einmöglicher Steuereingang wäre.
Die Teilübertragungsfunktion zwischen Reaktortemperaturund Ventilstellung wird dabei um einen Arbeitspunkt linea-risiert. Der ArbeitspunkttAP = 3000 s wird gewählt, weildort der Aufheizvorgang abgeschlossen ist und die Mo-nomerzudosierung begonnen hat.
Die numerisch erhaltene Teilübertragungsfunktion wirdnoch einer Ordnungsreduktion zugeführt, da sie einen insta-bilen Pol aufweist, der von einer Nullstelle fast vollständigkompensiert wird, was zum folgenden Ergebnis führt:
G(s) = TR(s)
u2(s)
= 7,412·10−5s +2,067·10−7
s3 +3,304·10−2s2 +1,26·10−4s +1,526·10−7 .
(32)
Der reale PID-Regler mit verzögertem D-Anteil hat dieÜbertragungsfunktion
G R(s) = K P
(1+ 1
tis+ tds
tms +1
)(33)
mit Verstärkung Kp, Nachstellzeitti , Vorhaltzeit td undVerzögerungtm = td
10. Ausgehend vom Entwurf mit ei-nem kommerziellen Tool zur Optimierung von PID-Reglernwird der Entwurf iterativ verbessert, wobei als Kenngrößeder Verlauf der Störsprungantwort betrachtet wird und beider Führungssprungantwort ein Überschwingen von 20%der Sprunghöhe akzeptiert wird. Man erhält die folgendenReglerparameter:
K P = 17, ti = 200, td = 50, tm = 5 . (34)
86

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
B.-M. Pfeiffer, M. Schneider: Flachheitsbasierte Steuerstrategien für Batch-Reaktoren at 2/2006
2.6 Simulationsergebnisse
Die berechneten Steuertrajektorien und der Folgereg-ler werden in einer Simulationsumgebung unter Mat-lab/Simulink am Original-Chylla–Haase-Modell erprobt.
2.6.1 Robustheitsanalyse
Dabei wird untersucht, wie das Gesamtsystem mit Vor-steuerung und PID-Regler auf Modellabweichungen rea-giert, die in der Praxis auftreten werden. Zur Sicherstellungder geforderten Reaktionsbedingungen und damit der Pro-duktqualität dürfen in der Reaktionsphase nacht = 1200 snur noch Temperaturabweichungen von±0,6 K toleriertwerden.
Es wird unterschieden zwischen Winter- und Sommerbe-trieb mit jeweils anderen Umgebungstemperaturen.
Zusätzlich ist der Fouling-Faktor zu beachten, der sichdurch die Bildung von Belägen an der Reaktorwand ergibt.Das Fouling ist auch für die Änderung des Wärmedurch-gangskoeffizienten während jedes Batch-Durchlaufs verant-wortlich. Der Fouling-Faktor kann sich im Betrieb von 0
Bild 8: Simulationsergebnisse Sommerbetrieb mit Fouling-Faktor 0,7 und Impurity-Faktor 1,2; Aufheizphase bei 1200 s abgeschlossen.
bei Batch 1 bis 0,7 bei Batch 5 verändern. Nach jeweilsfünf Chargen wird das Gefäß gereinigt, um die Beläge zuentfernen.
Schließlich geht noch ein veränderlicher Unreinheitsfaktorin die Robustheitsuntersuchung ein, der in der wechselndenViskosität des Reaktorgemischs und des damit zusammen-hängenden Gel-Effekts begründet liegt. Der Unreinheitsfak-tor i bewegt sich zufällig zwischen 0,8 und 1,2.
Trotz dieser stark schwankenden Randbedingungen ist esgelungen, mit einem einzigen Satz von Steuertrajektorienund Reglerparametern alle in [4] definierten Regelgüte- undRobustheits-Anforderungen zu erfüllen.
Exemplarisch sind in Bild 8 die Simulationsergebnisse füreinen besonders schwierigen Betriebsfall dargestellt. Linksoben ist gestrichelt die geplante Trajektorie für die Reaktor-temperatur und durchgezogen der tatsächliche Istwertver-lauf mit Regelung zu sehen. Darunter ist in der Ausschnitt-vergrößerung der Regelabweichung zu erkennen, dass dieTemperatur ab 1200 s innerhalb des Toleranzbands ver-bleibt, das durch eine gestrichelte Linie abgegrenzt wird.Rechts unten wird die geplante Trajektorie für die Poly-
87

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
at 2/2006 ANWENDUNGEN
mermasse (gestrichelt) mit dem tatsächlichen Istwertverlauf(durchgezogen) verglichen. Da es für die Polymermassekeinen Folgeregler gibt, weicht der Istwertverlauf wie er-wartet etwas vom Plan ab. Rechts oben sind die Stell-größenverläufe dargestellt. An den Differenzen zwischender tatsächlichen Ventilstellung (durchgezogen) und der ge-planten Steuertrajektorie (gestrichelt) sind die Eingriffe desFolgereglers zu erkennen. Die zweite Steuertrajektorie fürdie Monomerzudosierung (punktiert) wird unverändert wiegeplant aufgeschaltet.
2.6.2 Vergleich zur konventionellen Kaskadenregelung
Die Vorteile der flachheitsbasierten Trajektoriensteuerungwerden besonders deutlich, wenn man sie mit der konven-tionellen Kaskadenregelung vergleicht.
In der linken Hälfte von Bild 9 ist zu erkennen, dass dieTrajektoriensteuerung den Reaktor wesentlich schneller vonder Umgebungstemperatur bis zum Arbeitspunkt hochheizt.
Bisher wurde die Monomerzudosierung (rechts oben, ge-strichelt) bei t = 2000 s begonnen und mit konstantemDurchfluss dosiert, bis die gewünschte Menge erreicht war.
Bild 9: Vergleich zur konventionellen Kaskadenregelung (Winterbetrieb, Fouling 0,7 und Impurity 0,8).
Dank der schnelleren Aufheizung mit Trajektoriensteue-rung kann auch die Monomerzudosierung früher beginnen.Als Ergebnis der flachheitsbasierten Berechnungen erhältman einen parabelförmigen Verlauf der Dosierrate (durch-gezogen), der gegebenenfalls mit Hilfe eines unterlagertenDurchflussreglers erreicht werden kann. Da die Modellglei-chungen eine Vorhersage der Wirkung der Dosierrate aufdie Reaktionsgeschwindigkeit und die freiwerdende Exo-thermie zulassen, wird die Dosierrate indirekt auch zurProzessführung bezüglich der Temperatur genutzt. Es zeigtsich, dass es möglich ist, deutlich höhere maximale Dosier-raten zu fahren als bisher angenommen, wenn man auf diesenkrechten Flanken bei Beginn und Ende der Dosierungverzichtet und die Heizleistungentsprechend der berechne-ten Steuertrajektorie im Reaktionsverlauf ,,prophylaktisch“zurücknimmt. Die flachheitsbasierten Berechnungen erge-ben also eine (im Sinne des Prozessmodells) ,,vorausschau-ende Fahrweise“ des Reaktors, wie sie sonst allenfallsmit einem modellbasierten Prädiktivregler erreicht werdenkönnte.
Rechts unten ist zu erkennen, dass die gewünschte Poly-mermenge durch die neuartige Trajektorienform in deutlich
88

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
B.-M. Pfeiffer, M. Schneider: Flachheitsbasierte Steuerstrategien für Batch-Reaktoren at 2/2006
kürzerer Form hergestellt werden kann, da nicht nur dasAufheizen, sondern auch die eigentliche Reaktion schnellerverläuft.
Der Zeitvorteil der flachheitsbasierten Variante wird im Fol-genden tabellarisch aufgeführt und quantifiziert:
Tabelle 2: Vergleich der flachheitsbasierten Trajektorienregelung mitder konventionellen Kaskadenregelung (Winterbetrieb, Fouling 0,7 undImpurity 0,8).
Kaskadenregelung FlachheitsbasierteVorsteuerung mitPID-Folgeregler
Aufheizphase 1960 s 1200 s(simuliert: 975 s)
Beginn der 1960 s 1200 sMonomerzudosierung
Ende der 6161 s 4744 sMonomerzudosierung
Ende der 6600 s 4980 sPolymerisationsreaktion
Polymerisationsdauer 4680 s 3780 s
Zeitvorteil der flachheitsbasierten Variante
• in der Aufheizphase:38,8% (760 s)• bei der Polymerisationsdauer:19,2% (900 s)• Gesamtvorteil:24,5% (1620 s= 27 min)• bisher veranschlagte Prozessdauer: 9800 s= 163 min 20 s
Insgesamt ergibt sich bei Verwendung der flachheitsba-sierten Vorsteuerung mit PID-Folgeregler eine Verkürzungder Verarbeitungsdauer einer Charge von 27 Minuten. Daswürde ohne mechanische Veränderungen der Anlage eineDurchsatzsteigerung von mehr als 20% bedeuten!
3 Praktische Anwendung
Für die praktische Anwendung ist es wichtig, dass sich dasvorgestellte Verfahren im Umfeld eines Prozessleitsystemsaufwandsarm realisieren lässt. Ein wesentlicher Vorteil desflachheitsbasierten Ansatzesbesteht darin, dass sich dieaufwändigen Berechnungen, die tatsächlich eine Inversiondes Prozessmodells zur Ermittlung der Eingangstrajektorienauf Basis der Ausgangstrajektorien erlauben, offline durch-führen lassen.
3.1 Trajektorien-Berechnung
Als Ergebnis der Flachheitsanalyse stehen umfangreicheanalytische Formeln zur Trajektorienberechnung in Maplebereit. Um diese Formeln mit konkreten Zahlenwerten derParameter auszuwerten, werden sie zunächst in Form vonProgrammcode nach Matlab exportiert.
Im Hinblick auf Anwender, die keinen Zugriff auf dieMatlab-Software haben, wurde mit Hilfe von Visual Basicein Makro für MS Excel erstellt. In einer Maske werdendie verfahrenstechnischen Spezifikationen des Reaktors ein-
gegeben (Bild 10), bevor die Trajektorien auf Knopfdruckberechnet, visualisiert und im passenden Format als *.csv-Datei exportiert werden.
3.2 Trajektoriensteuerung im Prozessleitsystem
Die Implementierung der Trajektoriensteuerung in einemProzessleitsystem ist mit applikativen Mitteln möglich,wenn man über genügend Kenntnis der Interna des Sys-tems verfügt. Im Falle des Prozessleitsytems Simatic PCS7wurde für eine lauffähige Probeimplementierung (verglei-che Bild 11) der folgende Weg beschritten: Die Trajektori-endatei wird über ein WinCC GlobalScript auf der OperatorStation ausgewählt und eingelesen. Vor den serienmäßigenRegler-Funktionsbaustein in der prozessnahen Komponentewird ein zusätzlicher Trajektorien-Baustein geschaltet, dereinen taktsynchron mit dem Regler laufenden Zähler ent-hält. Bei jeder Änderung des Zählers, d. h. in jedem Zyklusdes Reglers, wird über das Bedienbild des Trajektorien-Bausteins ein neues Wertepaar aus der Operator Stationgeholt und dem Regler zur Verfügung gestellt. Auf die-sem Weg können falls erforderlich Trajektorienwerte mitZykluszeiten bis herunter zu 500 ms eingespielt werden,andererseits aber auch sehr lange Datensätze mit vielen tau-send Stützpunkten beherrscht werden.
Eine Umsetzung flachheitsbasierter Methoden im Umfeldvon Prozessleitsystemen ist bisher in der Literatur noch sel-ten zu finden. Eine Anwendung [11] an einer kontinuierlichbetriebenen pH-Wert Regelstrecke basiert auf einer Rapid-Control-Prototyping-Umgebung, d. h. einer Integration vonMatlab/Simulink in das Prozessleitsystem Simatic PCS7.
3.3 Anwendungsbereich
Das vorliegende Berechnungsverfahren liefert Steuertrajek-torien auf Knopfdruck für alle chemischen Reaktoren, beidenen die folgenden Modellannahmen gerechtfertigt sind,die der Flachheitsanalyse zugrunde lagen:
• Rührkesselreaktor mit idealer Durchmischung, d. h. ho-mogene Temperaturverteilung im Reaktionsraum.
• Mantelkühlung bzw. -Heizung.• Beliebige endotherme/exotherme Reaktion erster Ord-
nung (d. h. nur ein Edukt und ein Produkt), derenKinetik (d. h. die Temperaturabhängigkeit der Reakti-onsgeschwindigkeit) sich in erster Näherung durch dieArrhenius-Gleichung beschreiben lässt.
• Die Wärmekapazität der Reaktorwand und ein Wär-meeintrag durch das Rührwerk können vernachlässigtwerden.
Diese Annahmen sollten für eine große Zahl industriellerBatch-Reaktoren sinnvoll sein. Als Beispiel für Reaktio-nen erster Ordnung könnte man die Aldolreaktion anführen,bei der Aldehyde oder Ketone zu Aldehydalkoholen (Al-dole) reagieren, oder die Dehydrierung eines Alkohols zumOlefin und Wasser. Viele Polymerisationsreaktionen verlau-fen zumindest näherungsweise nach einer Kinetik ersterOrdnung, insbesondere wenn sie als Lösungspolymerisa-
89

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
at 2/2006 ANWENDUNGEN
Bild 10: Eingabemaske für die verfahrenstechnischen Spezifikationen des Reaktors.
tionen in starker Verdünnung ablaufen. Die Simulations-Studien am Chylla–Haase-Benchmark haben gezeigt, dassdie Kombination von Trajektoriensteuerung und Folgerege-lung eine so große Robustheit besitzt, dass sie trotz spür-barerer Abweichungen von den Modellannahmen u. a. beider Reaktionskinetik (z. B. Gel-Effekt, Verunreinigungen)und stark schwankenden Randbedingungen der Produktion(z. B. Fouling, Schwankungen der Umgebungstemperatu-ren) sehr gute Ergebnisse liefert. In allen diesen Fällenkönnen auf Basis der verfahrenstechnischen Spezifikationendurch geradlinige Auswertung von Formeln die gewünsch-ten Steuertrajektorien berechnet werden.
Falls dagegen ein gänzlich anderer Reaktor- oder Reakti-onstyp betrachtet werden soll, muss die komplette Flach-heitsanalyse erneut durchgeführt werden. Dies erfordertTiefenwissen über den betrachteten Prozess und seine Mo-dellierung, sowie Erfahrung mit den mathematischen Me-thoden der Flachheitsanalyse und mit dem Einsatz einesComputer-Algebra-Systems. In jedem Fall ist die Flach-heitsanalyse an einem Modell vergleichbarer Komplexitätmit einem erheblichen Zeitaufwand verbunden und ten-denziell als ein potenzielles Arbeitsgebiet für spezialisierteDienstleister zu betrachten.
3.4 Wirtschaftlicher Nutzen
Gegenüber einer konventionellen Kaskadenregelung er-reicht das Verfahren der flachheitsbasierten Trajektorien-steuerung als wesentlichen wirtschaftlichen Vorteil einedeutliche Durchsatzsteigerung, im Falle des internatio-nal anerkannten Benchmark-Problems des Chylla–Haase-Reaktors um mehr als 20%. Dies wird erreicht durch einschnelleres Hochheizen des Reaktors auf den Arbeitspunkt,sowie durch eine im Zeitverlauf parabelförmige und ins-gesamt schnellere Zudosierung des Rohstoffs. Auf Basisdes dynamischen Prozessmodells kann die Auswirkung derEdukt-Zudosierung auf die freiwerdende Reaktionswärmeund damit auf den Verlauf der Reaktortemperatur vorherge-sagt und gezielt zur Prozessführung genutzt werden. Da dieEigenschaften des Reaktionsprodukts in vielen Fällen (z. B.bei Polymerisationsreaktionen) von der Reaktionstempera-tur abhängen, kann durch eine präzise Temperaturregelungentlang der formelmäßig berechneten Trajektorie eine spe-zifikationsgerechte Produktqualität sichergestellt werden.
Für alle Anwendungen aus der betrachteten Klasse von Batch-Reaktoren ist die Trajektorienberechnung mit sehr geringemfinanziellem Aufwand möglich, sodass sich der Einsatz einerTrajektorienregelung kurzfristig amortisieren wird.
90

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
B.-M. Pfeiffer, M. Schneider: Flachheitsbasierte Steuerstrategien für Batch-Reaktoren at 2/2006
Bild 11: Probeimplementierung der Trajektoriensteuerung im Prozessleitsystem Simatic PCS7.
4 Ausblick
Eine Probe-Implementierung des Verfahrens mit Mittelndes Prozessleitsystems Simatic PCS 7 steht zur Verfügung,sodass eine Pilot-Erprobung an einer realen Anlage durch-führbar ist.
Literatur
[1] Fliess, M., Levine, J., Martin, P., Rouchon, P.: On differen-tially flat nonlinear systems, Nonlinear Control SystemsDesign, Pergamon Press, 1992.
[2] Fliess, M., Levine, J., Martin, P., Rouchon, P.: Flatness anddefect of non-linear systems: introductory theory and ex-amples, International Journal of Control, Vol. 61, No. 6,1995.
[3] Rothfuß, R.: Anwendung der flachheitsbasierten Analyse undRegelung nichtlinearer Mehrgrößensysteme, VDI Verlag,Düsseldorf, 1997.
[4] Chylla, R.W., Haase, D.R.: Temperature control of semi-batch polymerization reactors. Comp. chem. Engng., Vol. 17,No. 3, 1993, S. 257–264.
[5] Chylla, R.W., Haase, D.R.: Corrigenda – Temperature controlof semibatch polymerization reactors. Comp. chem. Engng.,Vol. 17, No. 12, 1993, S. 1213.
[6] Helbig, A., Abel, O., M’hamdi, A., Marquardt, W.: Analysisand nonlinear model predictive control of the Chylla-HaaseBenchmark Problem. Proc. UKACC Conference on Control’96, Exeter, England, Sept. 1996, S. 1172–1177.
[7] Bhat, A., Banavar, R.N.: The Chylla–Haase problem: a neuralnetwork controller. Proc. IEEE conference on control appli-cations, Trieste, Italien, 1998, S. 192–196.
[8] Hengen, H., Breitel, T., Pandit, M.: Iterativ lernende Rege-lungen für Semi-Batchprozesse. at 11/2004, S. 526–535.
[9] Pfeiffer, B-M.: PID-Regelung von Batch-Prozessen entlangvorab optimierter Trajektorien – Studien am Chylla–HaaseReaktor-Benchmark. atp 4/2003, S. 76–86.
[10] Hagenmeyer, V., Zeitz, M.: Flachheitsbasierter Entwurf vonlinearen und nichtlinearen Vorsteuerungen, at 1/2004,S. 3–12.
[11] Paulus, T., Orth, P., Abel, D., Münnemann, A., Jorewitz, R.,Epple, U.: Totally integrated advanced control – eineRCP-Umgebung für die Leittechnik. GMA-Kongress 2005,Baden-Baden, VDI-Berichte 1883, S. 825–834.
Manuskripteingang: 17. Mai 2005.
91

Th
is a
rticle
is p
rote
cte
d b
y G
erm
an
co
pyrig
ht la
w. Y
ou
may c
op
y a
nd
dis
tribu
te th
is a
rticle
for y
ou
r pers
on
al u
se o
nly
. Oth
er u
se is
on
ly a
llow
ed
with
writte
n p
erm
issio
n b
y th
e c
op
yrig
ht h
old
er.
at 2/2006 ANWENDUNGEN
Dr.-Ing. Bernd-Markus Pfeiffer (Korrespondenz-autor) Siemens AG Karlsruhe, ist Projektleiter fürdie Themengruppen ,,Regelungsverfahren“ und,,Methoden der Prozessführung“ in der Vorfeldent-wicklung (,,Advanced Technologies and Standards“)des Geschäftsbereichs Automation and Drives. Da-neben ist er Lehrbeauftragter an der UniversitätKarlsruhe.
Adresse: Siemens AG, A&D ATS 32, 76181 Karls-ruhe, Tel.:+49(721)595-5973, Fax.: -6728,E-Mail: [email protected]
Dipl.-Ing. Matthias Schneider, Siemens AG Karls-ruhe, ist Entwicklungsingenieur im GeschäftsgebietProcess Instrumentation and Analytics des BereichsAutomation and Drives und arbeitet an intelligentenFeldgeräten.
Adresse: Siemens AG, A&D PI 13, 76181 Karls-ruhe, Tel.:+49(721)595-5152, Fax.: -5328,E-Mail: [email protected]
92