Embed Size (px)
DESCRIPTION
http://www.castolin.com/sites/default/files/blog/downloads/Flyer%20Stabelektrode%202%2026%20D.pdf
Citation preview

Gußeisen-Warmschweißen
GusseisenschweissenStärker mit
Castolin Eutectic
Stabelektrode Castolin 2-26 D
• findet weltweit Anwendung in Gießereien und Reparaturbetrieben
• verwendbar bei Fertigungs-, Reparatur- und Konstruktionsschweißungen
• erfüllt die Anforderungen für Windenergieanlagen
• Kerbschlagwerte bei -20 °C größer 10 Joule
Stärker mit Castolin Eutectic
Stabelektrode Castolin 2-26 D
Gusseisen-WarmschweißenDie Stabelektode Castolin 2-26 D zum Gusei-sen-Warmschweißen wurde speziell an die Belange und Anforderungen der Bauteile für Windenergieanlagen angepasst. Das Hauptau-genmerk lag darauf, einen Kerbschlagwert von über 10 Joule bei -20 °C zu erreichen. Die ideale Abstimmung von Ummantelung und Kernstab sichert diese Anforderung. Nachge- wiesen wurde das mit Untersuchungen durch ein unabhängiges Prüflabor.
www.castolin.de
I h r P a r t n e r f ü r V e r s c h l e i ß s c h u t z , R e p a r a t u r u n d V e r b i n d u n g s t e c h n i k
Castolin GmbHGutenbergstraße 1065830 KriftelTelefon: 0 61 92 - 403 - 0Fax: 0 61 92 - 403 - 306E-Mail: [email protected]
Angaben über unsere Produkte und Verfahren beruhen auf dem heutigen Stand der Technik sowie auf den Erkenntnissen unserer Forschungsarbeiten und anwendungstechnischen
Erfahrungen. Änderungen, die dem technischen Fortschritt dienen, behalten wir uns vor. Es gelten unsere Allgemeinen Geschäftsbedingungen (AGB).
www.castolin.de
AnwendungenZum Artgleichen Fertigungs-, Konstruktions- und Reparaturschweißen (Gusseisen-Warm-schweißen) von Gusseisen mit Kugelgraphit sowie für Gusseisen mit Lamellengraphit GJL. Ebenso zum Ausbesssern von Lunkerstellen. Beispiele:
• Turbinengehäuße• Motor- und Getriebegehäuse• Armaturengehäuße• Rotorengehäuse, u. a.
Stabelektrode Castolin 2-26 DDIN EN ISO 1071: E C FeC
AWS A5.15: ECI
Schweißgut (unbehandelt)
ermittelte Werte am reinen
Schweißgut
Dehngrenze Rp0,2
[MPa] ~ 325
Zugfestigkeit Rm
[MPa] ~ 435
Bruchdehnung A5 [%] ~ 12
Kerbschlagarbeit bei -20 °C [J] > 10
Durchmesser [mm] 4 und 6
Artgleiches Gusseisen-WarmschweißenBeim Gusseisen-Warmschweißen muss das komplette Bauteil langsam auf 550°C bis 700°C vorgewärmt werden, nachdem die Schweißzone in geeigneter Weise vorbereitet wurde. Nach dem Schweißen erfolgt eine grundwerkstofforientierte Wärmenachbehandlung. Das Warmschweißen von Gusseisen empfiehlt sich immer dann, wenn mechanische Eigenschaften, Zerspanbarkeit und Farbe der Schweißnaht denen des Gusswerkstücks weitestgehend entsprechen müssen. Ebenso dann, wenn Verzug, Verformung oder Oberflächenoxidation bis zu einem gewissen Grad vertretbar sind.
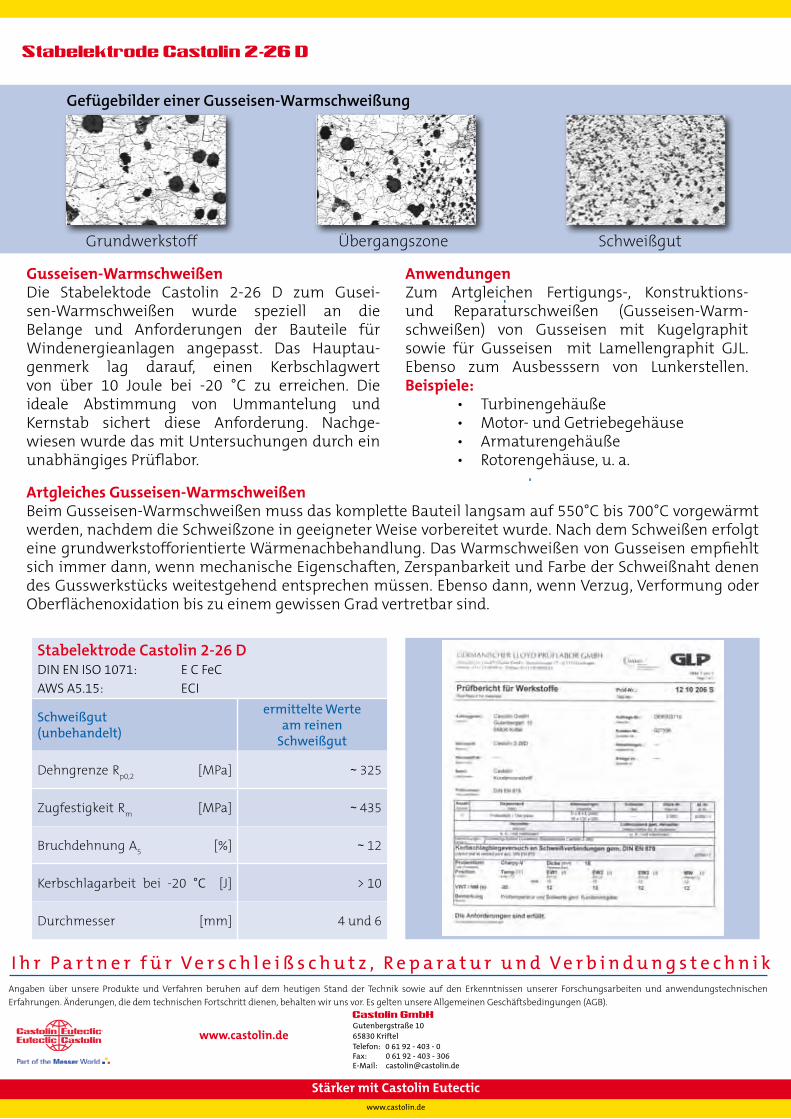
Grundwerkstoff Übergangszone Schweißgut
Gefügebilder einer Gusseisen-Warmschweißung

























![ST-20D endoproteza [P-003 07-2017] DE](https://img.pdfslide.org/doc/110x75/6184744e14d4fc6b364e3048/st-20d-endoproteza-p-003-07-2017-de.jpg)



