Embed Size (px)
Citation preview
FMEA am Beispiel derEntwicklung einer aseptischenFertigung in derKrankenhausapotheke
Dr. Martin Klingmüller, 08. September 2011

2FMEA in der Aseptik | Seite
Agenda
Aseptische Fertigung
Kritische Punkte finden
FMEA-Analyse am Beispiel der Herstellung von parenteraler Ernährung
Umsetzung der Ergebnisse
FMEA in der Aseptik | Seite
Aseptische Fertigung – Produkte, Prozesse und Anforderungen
4FMEA in der Aseptik | Seite
Aseptisch hergestellte Produkte in der Apotheke
• Typische Zytostatikum-Zubereitungen (Chemotherapie)• Immunologisch wirkende Anti-Tumortherapeutika• Antiemetisch wirkende Zubereitungen• Parenterale Ernährung• Elektrolytkonzentrate• Individuelle Analgesie• Individuelle Lokalanästhesie• Ophthalmologische Präparate
5FMEA in der Aseptik | Seite
Aseptisch?
• Aseptische Herstellung erfordert eine keimfreie Umgebung, um aus sterilen Ausgangsprodukten unter Verwendung von sterilenHilfsmitteln ein keim- und pyrogenfreies Fertigprodukt herstellenzu können.
Eine Sterilisation im Endbehältnis findet nicht statt!
6FMEA in der Aseptik | Seite
Welche Richtlinien/gesetzlichen Vorgaben bilden den Rahmen fürdie aseptische Fertigung in der Apotheke?
• Richtlinie(n) der Fachgesellschaften
• Apothekenbetriebsordnung
• AMG
• Kostenerstattungs- / Taxierungsregeln
• GMP-Richtlinie(http://ec.europa.eu/health/documents/eudralex/index_en.htm)
• Insbesondere Annex 1 der EU-GMP-Richtlinie: “Manufacture of Sterile Medicinal Products“
• Europäisches Arzneibuch
• USP Kap. 797: Pharmaceutical Compounding – Sterile Medicinal Products
7FMEA in der Aseptik | Seite
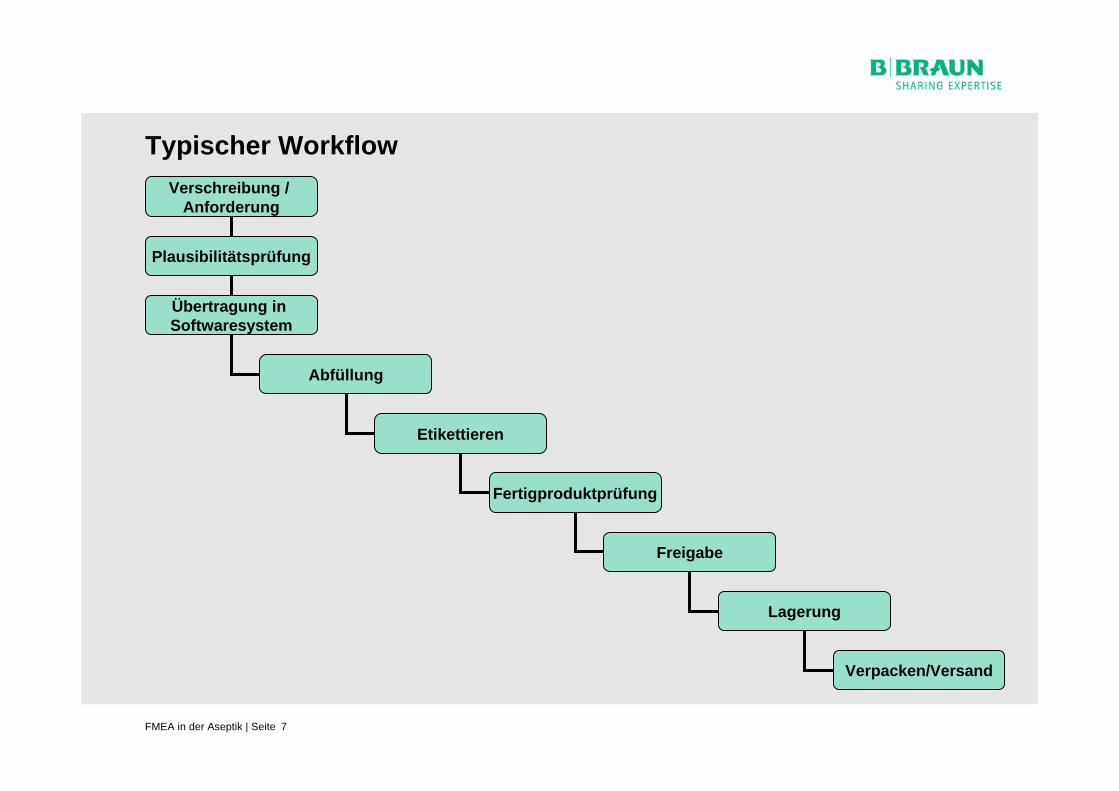
Typischer WorkflowVerschreibung /
Anforderung
Plausibilitätsprüfung
Übertragung in Softwaresystem
Abfüllung
Etikettieren
Fertigproduktprüfung
Freigabe
Verpacken/Versand
Lagerung
8FMEA in der Aseptik | Seite
Qualität der Rohstoffe
Qualität der BehältnisseEtikettierung
Herstellungsverfahren Prüfverfahren
Spezifikation
Sekundärverpackung
Transport
Stabilität / Kompatibilität
Handhabung/Anwendung
SchulungValidierung
Qualifizierung
Hygiene
LieferantensicherheitWareneingangsprüfung
Lagerung
Kennzeichnung
Schulung
Validierung
Qualifizierung
Dokumentation
Dokumentation
Probenahme
Lagerung
Validierung
Qualifizierung
Dokumentation
Dokumentation
Haltbarkeit
Inhaltsstoffe
Rechtliche Vorgaben
Warnhinweise
Hinweise zur AnwendungPatientenidentifizierung
Arzneibuchvorgaben
Vorgaben der Verschreibung
Bewertung
Qualifizierung
DokumentationLieferantensicherheit
Kennzeichnung
Anwendbarkeit
Wareneingangsprüfung
Produktschutz
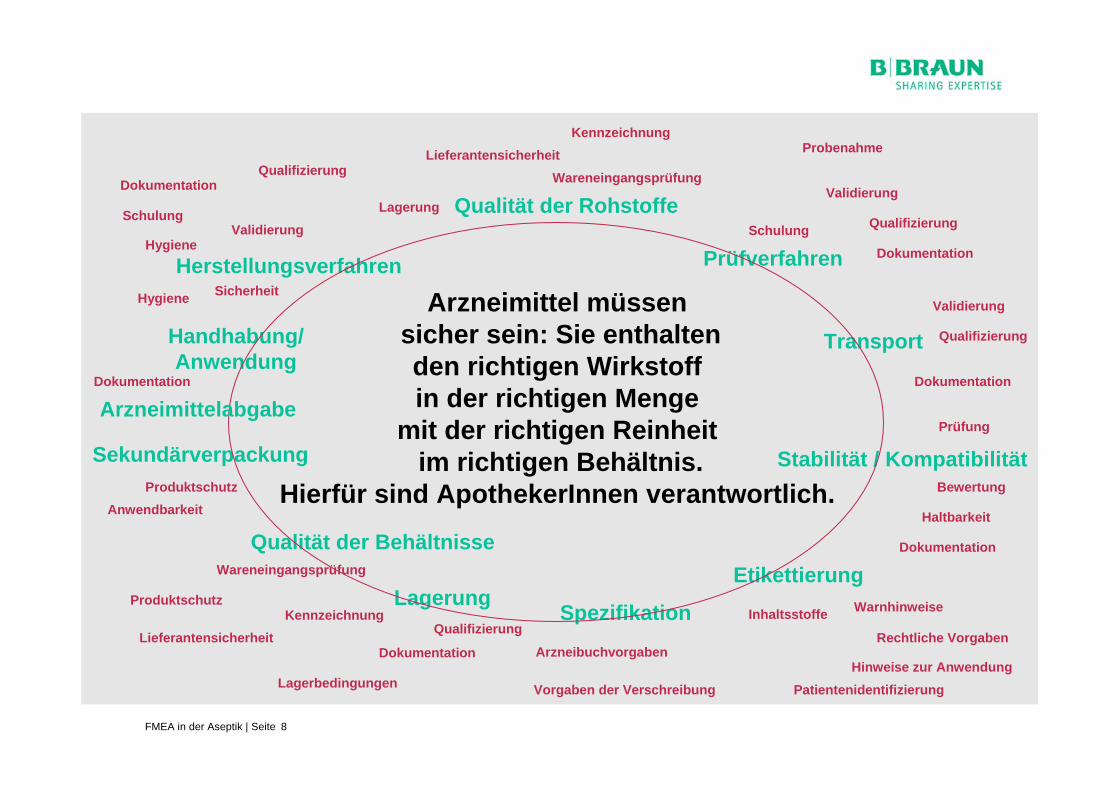
Hygiene Sicherheit Arzneimittel müssen sicher sein: Sie enthaltenden richtigen Wirkstoff in der richtigen Menge
mit der richtigen Reinheit im richtigen Behältnis.
Hierfür sind ApothekerInnen verantwortlich.
Produktschutz
Lagerbedingungen
PrüfungArzneimittelabgabe
Dokumentation
FMEA in der Aseptik | Seite
Kritische Punkte finden: Die vorbeugende Risikoanalyse
10FMEA in der Aseptik | Seite
Mögliche Risikogruppen
- Medizinische Risiken / Patientensicherheit- Ökonomische Risiken- Risiken für die Umwelt / Exposition Unbeteiligter- Risiken für ArbeitnehmerInnen / Arbeitssicherheit
11FMEA in der Aseptik | Seite
Werkzeug für die Fehleranalyse = Werkzeug zur Strukturierung
FMEA = Failure Mode and Effects Analysis (IEC 60812:2006)
12FMEA in der Aseptik | Seite
Die kritischen Punkte finden
• Hauptprozesse definieren• Teilprozesse skizzieren• Theoretisch mögliche Fehler benennen• Mit Punkten bewerten:
- Gefährdungspotential (hoch/tödlich = 10, keine Gefährdung = 1) - Wahrscheinlichkeit des Auftretens
(sicher = 10, sehr unwahrscheinlich = 1), - Wahrscheinlichkeit, daß Ereignis vor Arzneimittelfreigabe
detektiert wird (sicher = 1, sehr unwahrscheinlich = 10)• Punktwertung multiplizieren:
Risiko * Auftretenswahrscheinlichkeit und Risiko * Auftretenswahrscheinlichkeit * Detektionswahrscheinlichkeit
• Es ergibt sich eine Risikoprioritätszahl. Höchstes Risiko gehtwahrscheinlich vom Teilprozess mit der höchsten Punktzahl aus
FMEA in der Aseptik | Seite
FMEA-Analyse am Beispiel der Herstellung von Zubereitungen für die parenterale Ernährung
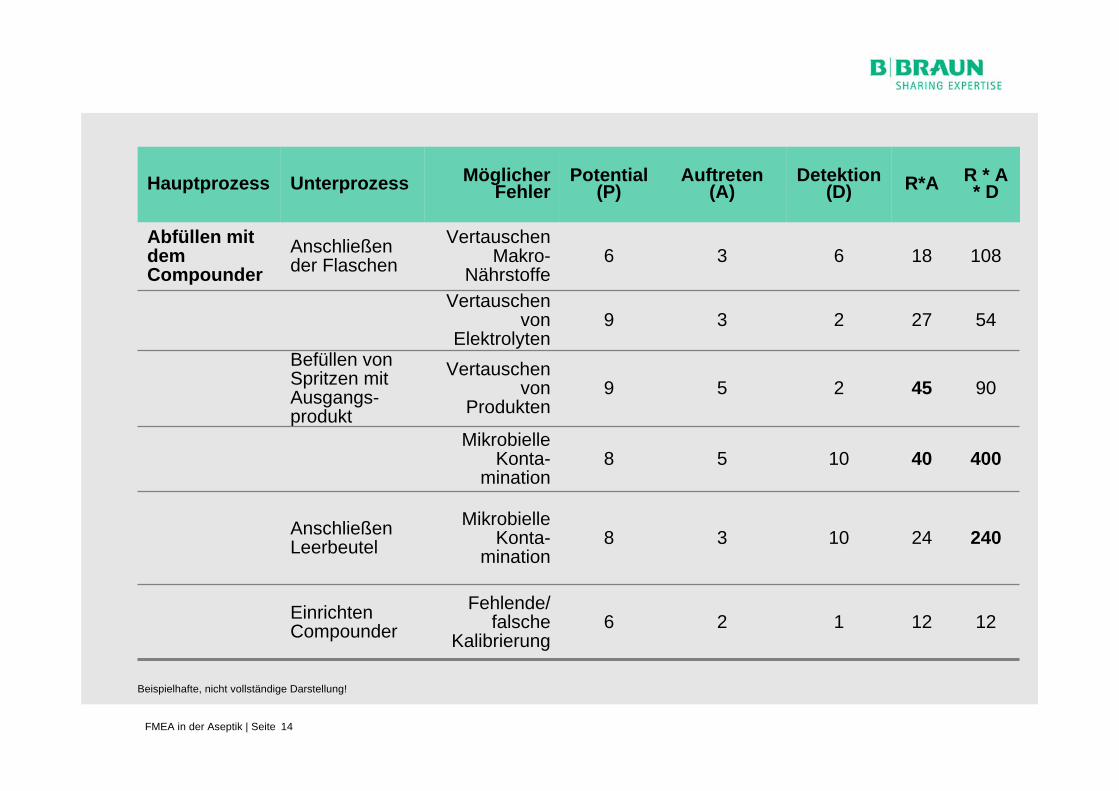
14FMEA in der Aseptik | Seite
400401058Mikrobielle
Konta-mination
5427239Vertauschen
von Elektrolyten
Fehlende/ falsche
Kalibrierung
MikrobielleKonta-
mination
Vertauschenvon
Produkten
VertauschenMakro-
Nährstoffe
MöglicherFehler
EinrichtenCompounder
AnschließenLeerbeutel
Befüllen von Spritzen mitAusgangs-produkt
Anschließender Flaschen
Unterprozess
12
24
45
18
R*AHauptprozess Potential(P)
Auftreten(A)
Detektion(D)
R * A * D
Abfüllen mitdemCompounder
6 3 6 108
9 5 2 90
8 3 10 240
6 2 1 12
Beispielhafte, nicht vollständige Darstellung!
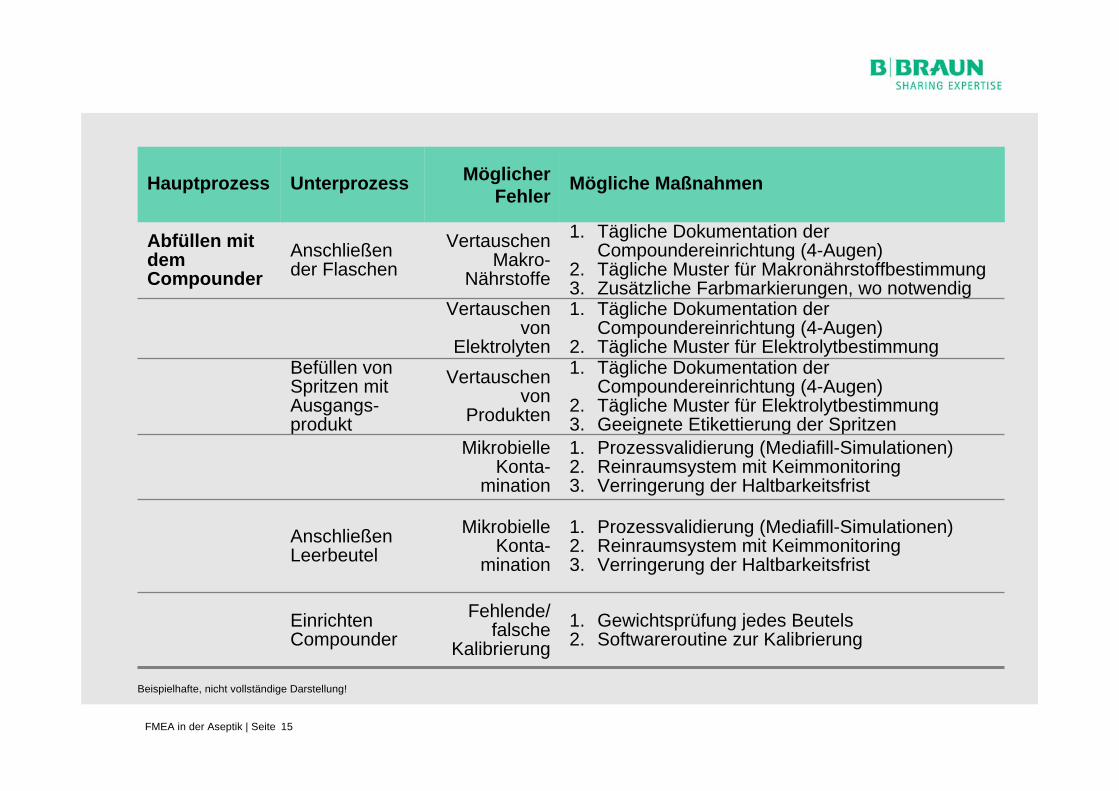
15FMEA in der Aseptik | Seite
1. Prozessvalidierung (Mediafill-Simulationen)2. Reinraumsystem mit Keimmonitoring3. Verringerung der Haltbarkeitsfrist
MikrobielleKonta-
mination
1. Tägliche Dokumentation derCompoundereinrichtung (4-Augen)
2. Tägliche Muster für Elektrolytbestimmung
Vertauschenvon
Elektrolyten
Fehlende/ falsche
Kalibrierung
MikrobielleKonta-
mination
Vertauschenvon
Produkten
VertauschenMakro-
Nährstoffe
MöglicherFehler
EinrichtenCompounder
AnschließenLeerbeutel
Befüllen von Spritzen mitAusgangs-produkt
Anschließender Flaschen
UnterprozessHauptprozess Mögliche Maßnahmen
Abfüllen mitdemCompounder
1. Tägliche Dokumentation derCompoundereinrichtung (4-Augen)
2. Tägliche Muster für Makronährstoffbestimmung3. Zusätzliche Farbmarkierungen, wo notwendig
1. Tägliche Dokumentation derCompoundereinrichtung (4-Augen)
2. Tägliche Muster für Elektrolytbestimmung3. Geeignete Etikettierung der Spritzen
1. Prozessvalidierung (Mediafill-Simulationen)2. Reinraumsystem mit Keimmonitoring3. Verringerung der Haltbarkeitsfrist
1. Gewichtsprüfung jedes Beutels2. Softwareroutine zur Kalibrierung
Beispielhafte, nicht vollständige Darstellung!

FMEA in der Aseptik | Seite
Umsetzung der Ergebnisse
17FMEA in der Aseptik | Seite
Maßnahmen: Mikrobiologisches Monitoring
• Oberflächenmonitoring: Tägliche Abklatschtests von LAF, Geräten, Fußboden
• Auslegen von Sedimentationsplatten während der Herstellung
• Personalmonitoring:Tägliche Abklatschtests von Handschuhen, Unterarm und Overall
• Herstellung von Prüfmustern für die Prüfung auf Sterilität
• Kontinuierliches Partikelmonitoring als Frühwarnindikator fürmikrobielle Kontamination
• Kontinuierliches Luftdruckmonitoring
Beispielhafte, nicht vollständige Darstellung!
18FMEA in der Aseptik | Seite
Maßnahmen: Überwachung der Befüllung
• Bestimmung des Nettofüllgewichts jeder befüllten Einheit
• Herstellung von Prüfmustern für die Bestimmung von Makronährstoffen und Elektrolyten
• Regelmäßige Wartung der Compoundingmaschinen
Beispielhafte, nicht vollständige Darstellung!
19FMEA in der Aseptik | Seite
Aufnahme der Maßnahmen in das QM-System
• Herstellungsanweisungen
• Wartungen
• Monitoring mit Grenzwertfestlegung
• Produktprüfungen
• Wareneingangsprüfungen
• Fehlermanagement
Beispielhafte, nicht vollständige Darstellung!
20FMEA in der Aseptik | Seite
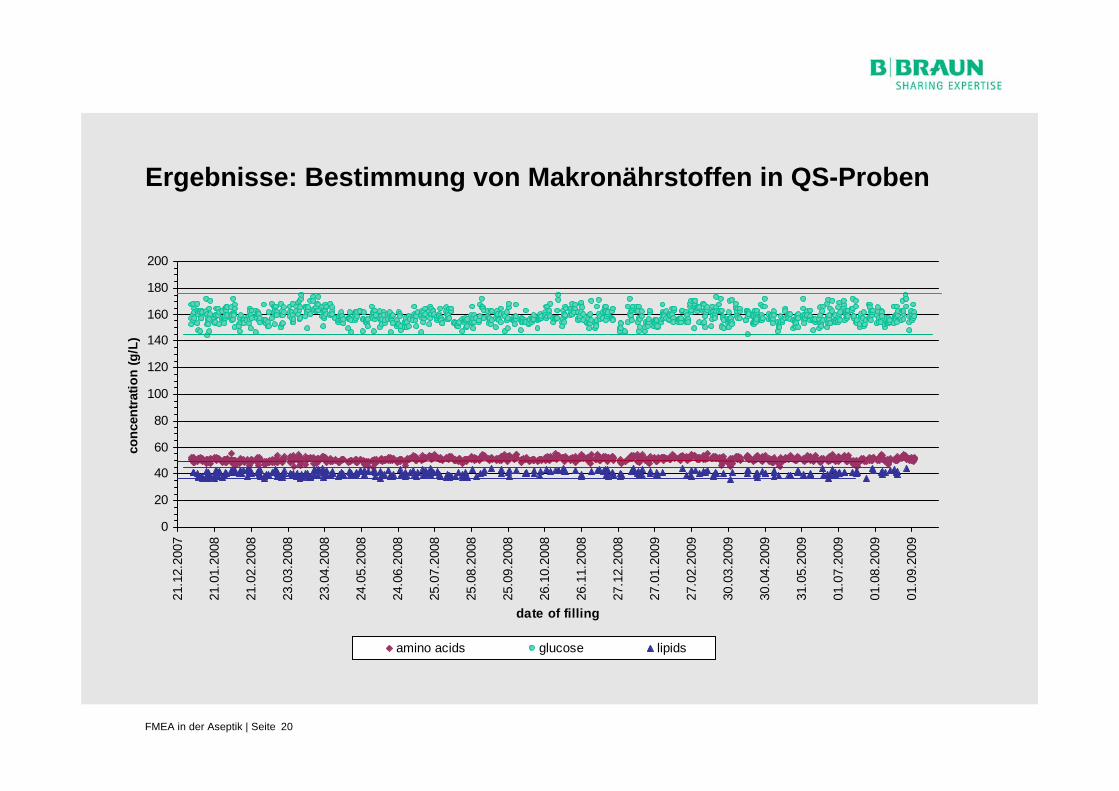
Ergebnisse: Bestimmung von Makronährstoffen in QS-Proben
0
20
40
60
80
100
120
140
160
180
200
21.1
2.20
07
21.0
1.20
08
21.0
2.20
08
23.0
3.20
08
23.0
4.20
08
24.0
5.20
08
24.0
6.20
08
25.0
7.20
08
25.0
8.20
08
25.0
9.20
08
26.1
0.20
08
26.1
1.20
08
27.1
2.20
08
27.0
1.20
09
27.0
2.20
09
30.0
3.20
09
30.0
4.20
09
31.0
5.20
09
01.0
7.20
09
01.0
8.20
09
01.0
9.20
09
date of filling
conc
entra
tion
(g/L
)
amino acids glucose lipids
21FMEA in der Aseptik | Seite
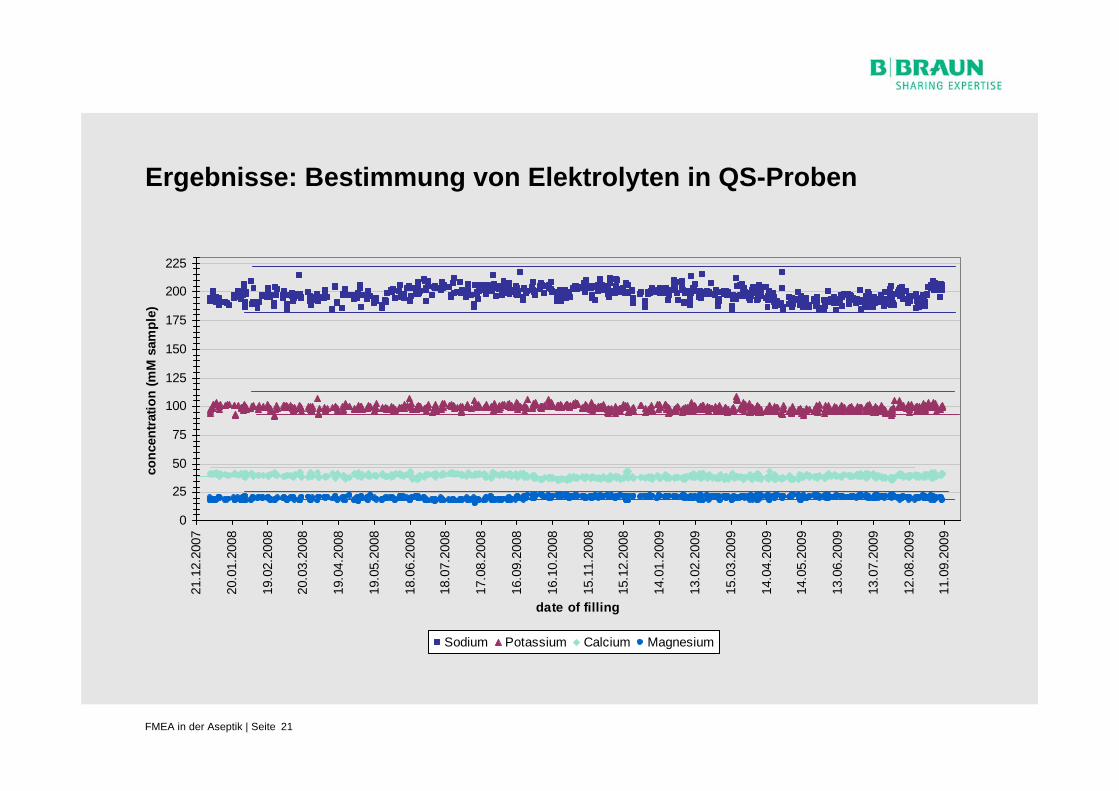
Ergebnisse: Bestimmung von Elektrolyten in QS-Proben
0
25
50
75
100
125
150
175
200
225
21.1
2.20
07
20.0
1.20
08
19.0
2.20
08
20.0
3.20
08
19.0
4.20
08
19.0
5.20
08
18.0
6.20
08
18.0
7.20
08
17.0
8.20
08
16.0
9.20
08
16.1
0.20
08
15.1
1.20
08
15.1
2.20
08
14.0
1.20
09
13.0
2.20
09
15.0
3.20
09
14.0
4.20
09
14.0
5.20
09
13.0
6.20
09
13.0
7.20
09
12.0
8.20
09
11.0
9.20
09
date of filling
conc
entra
tion
(mM
sam
ple)
Sodium Potassium Calcium Magnesium
22FMEA in der Aseptik | Seite
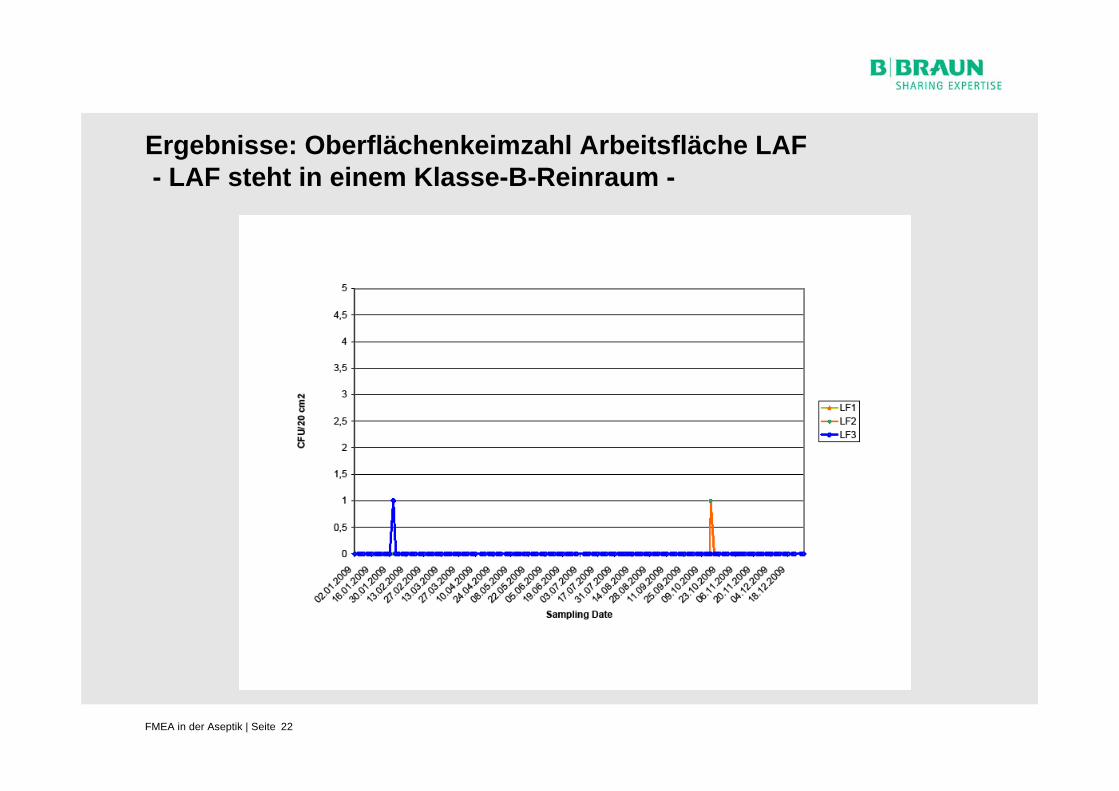
Ergebnisse: Oberflächenkeimzahl Arbeitsfläche LAF- LAF steht in einem Klasse-B-Reinraum -
23FMEA in der Aseptik | Seite
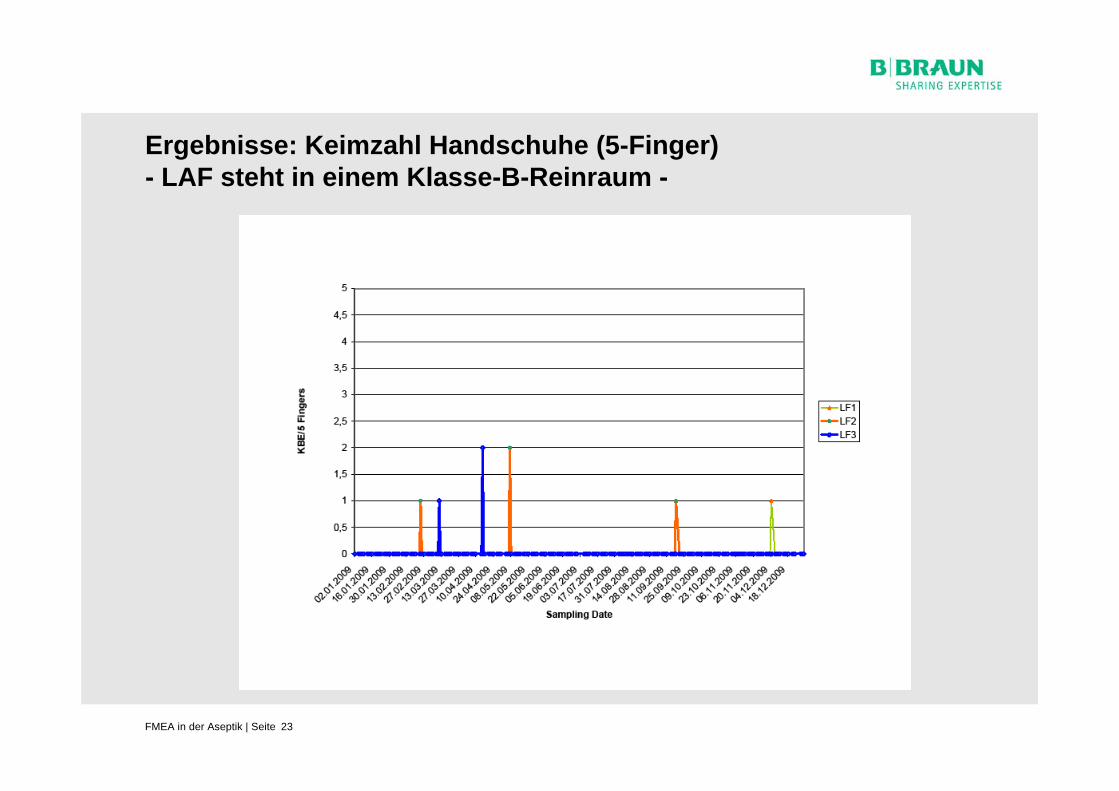
Ergebnisse: Keimzahl Handschuhe (5-Finger)- LAF steht in einem Klasse-B-Reinraum -
24FMEA in der Aseptik | Seite
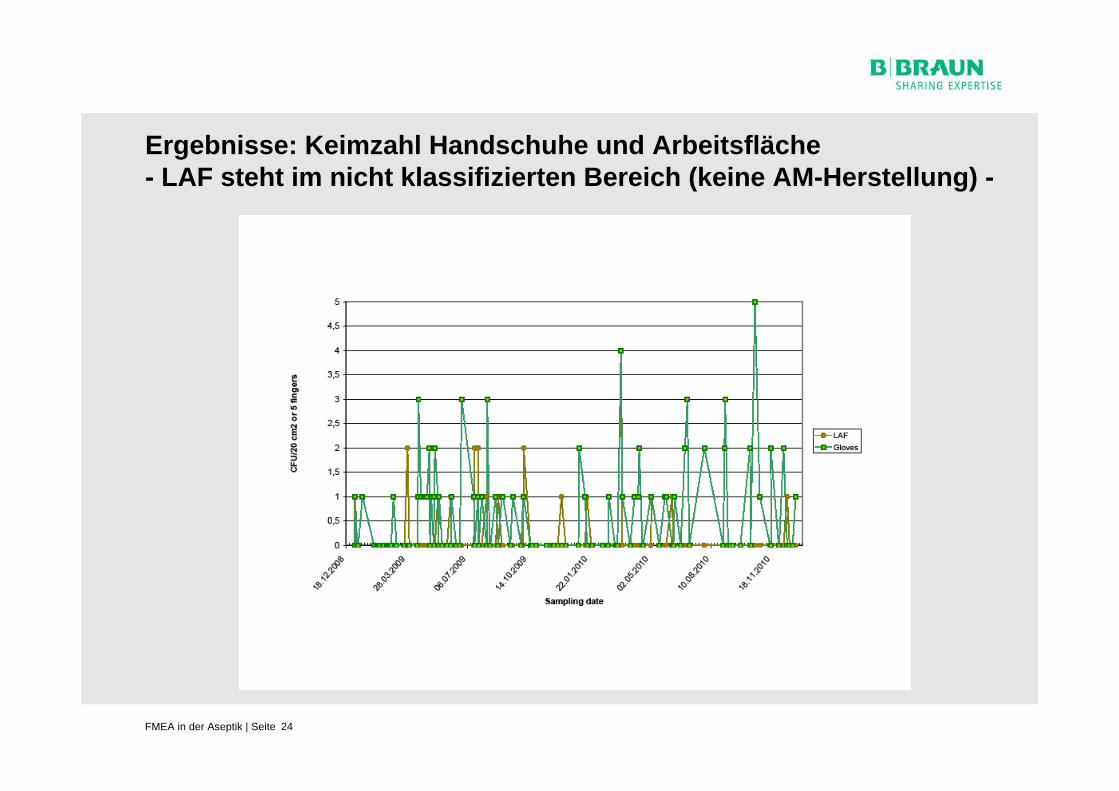
Ergebnisse: Keimzahl Handschuhe und Arbeitsfläche - LAF steht im nicht klassifizierten Bereich (keine AM-Herstellung) -
25FMEA in der Aseptik | Seite
Zusammenfassung
- Eine Risikoanalyse erfordert strukturierte Auseinandersetzung mit dem individuellen Prozess
- Fehler können vor deren (Beinahe-)Auftreten identifiziert werden
- Obwohl die Prioritätsliste „geringe“ Risiken suggerieren kann, sollten alle identifizierten Fehlerquellen neutralisiert werden.
- Erfolgreiches Fehlermanagement führt zu transparenten Prozessen und weniger Reibungsverlusten
FMEA in der Aseptik | Seite
Vielen Dank für Ihre Aufmerksamkeit!
- Dieser Beitrag erhebt keinen Anspruch auf Vollständigkeit und gibt die persönliche Ansicht des Referenten wieder -





























