Embed Size (px)
Citation preview

Friedrich · MordikeMagnesium Technology
Horst E. Friedrich · Barry L. Mordike
Magnesium TechnologyMetallurgy, Design Data, Applications
With 590 Figures
3
Professor Dr.-Ing. Horst E. FriedrichInstitut für Fahrzeugkonzepte (FK)Deutsches Zentrum für Luft- und Raumfahrt (DLR) e.V.in der Helmholtz-GemeinschaftPfaffenwaldring 38–4070569 StuttgartGermanye-mail: [email protected]
Professor Dr. Barry L. MordikeInstitut für Werkstoffkunde und WerkstofftechnikTU ClausthalAgricolastrasse 638678 Clausthal-ZellerfeldGermany e-mail: [email protected]
Library of Congress Control Number 2005931991
ISBN-10 3-540-20599-3 Springer Berlin Heidelberg New YorkISBN-13 978-3-540-20599-9 Springer Berlin Heidelberg New York
This work is subject to copyright.All rights are reserved,whether the whole or part of the material is concerned,specifically the rights of translation, reprinting, reuse of illustrations, recitation, broadcasting, reproduction onmicrofilms or in any other ways,and storage in data banks.Duplication of this publication or parts thereof is onlypermitted under the provisions of the German Copyright Law of September 9, 1965, in its current version, andpermission for use must always be obtained from Springer-Verlag.Violations are liable to prosecution under theGerman Copyright Law.
Springer is a part of Springer Science+Business Mediaspringeronline.com
© Springer-Verlag Berlin Heidelberg 2006Printed in Germany
The use of general descriptive names, registered names, trademarks, etc. in this publication does not imply,even in the absence of a specific statement, that such names are exempt from the relevant protection laws andregulations and therefore free for general use.
Cover design: deblik BerlinTypesetting: Fotosatz-Service Köhler GmbH,Würzburg
Printed on acid-free paper 02/3141 xv – 5 4 3 2 1 0

Preface/Foreword
Magnesium was discovered and isolated as a chemical element in 1808 by SirHumphrey Davy. The problem with its isolation was associated with its reactiv-ity, which has haunted all those interested in using magnesium as components.The applications today must also consider the problems of corrosion. If we con-sider other properties e.g. elastic rigidity we find that the elastic constants are sig-nificantly lower than those of other metals. The yield strength or ultimate tensilestrength is also poorer than most constructional metals.
The significant event at the beginning of the twentieth century was aviationand this changed the rules – it was the specific yield strength which was impor-tant and indeed much work was undertaken in the two wars to develop magne-sium alloys for aviation. Magnesium had come of age and was used extensivelyin military aircraft during the Second World War. Thereafter, there was a slumpin its use and apart from isolated applications was unable to compete with othermetals, both from an economic and also technological standpoint.
In the nineteen-nineties a concentrated effort was made to solve many of theproblems, which limited the widespread application of magnesium alloys. Thiseffort was essentially global with producers and car manufacturers uniting sothat magnesium becomes recognised as a structural material. One group wasUSA and Canada, another was Australia with CAST, Israel, Norsk Hydro, MEL andGermany. In this book we have authors covering all aspects of magnesium tech-nology. For the first time in 50 years we are able to show which advances in com-ponent development have been made possible since the tome by Emley of MEL.The authors come from Germany, USA, Norway, Canada, Israel, Switzerland andthe UK and have covered the following topics on a chapter or sub-chapter basis.
There have not been many books on magnesium. The first was Beck’s “Magnesium und seine Legierungen”, published in the 1930’s, which was hur-riedly translated into English. This was followed 25 years later by Emley’s book,Principles of “Magnesium Technology”. This was a comprehensive revue of thestate of the art. Since that time there has been the ASM Handbook which pro-vided a useful collation of the properties of magnesium alloys but did not attemptto update Emley.
There are nine chapters in this book. The first chapter covers the history un-til 1945 and also from 1945 to about 1990. The second chapter covers an exten-sive survey of 30 pages of various production technologies of magnesium. Thisis followed by a detailed presentation of the physical metallurgy, physical and me-chanical constants, deformation behaviour, strengthening mechanisms, classifi-
CHAPTER 1

cation of alloys, binary and higher phase diagrams, various MEL alloys and highly creep resistant alloys. Chapter 4 is devoted to melting, alloying and refin-ing. Chapter 5 is a contribution by several authors of 70 pages to a detailed de-scription of present day magnesium casting alloys. Chapter 6 covers the tech-nology of magnesium and its alloys. This chapter of 200 pages discusses manyaspects e.g. sand casting, casting defects, inspection, identification and elimina-tion of defects. This is followed by a discussion of die casting, also squeeze cast-ing and semi-solid casting with their associated properties. Rolling of magne-sium and sheet metal forming is a recent important extension to magnesiumtechnology. Extrusion is also discussed with alloy developments and novel ex-trusion methods. An important topic in this chapter is magnesium matrix com-posites. Joining and welding processes are also covered in this chapter. Alterna-tive processes to welding, such as adhesive bonding technology, clinching,riveting, direct screwing, folding, hybrid joining are relatively new methods ofjoining magnesium. Machining of reinforced and un-reinforced magnesium alloys concludes this chapter.
Chapter 7 is dedicated to corrosion and surface protection and represents achapter in which significant advances have been made and where some problemshave been eliminated. Chapter 8 shows examples of automobile applications inEurope and North America together with concepts of life cycle inventory of ve-hicles, other applications such as hand tools, sports equipment, electronic equip-ment and aerospace. Barriers to magnesium are also discussed. In chapter 9 theproblem of setting up a secondary recycling strategy for magnesium is discussed.
This book for the first time shows a wide spectrum of applications. Obviously,the automobile applications are particularly important as they could guaranteethat a sufficient volume of magnesium is produced; ensuring that unit prices arelow. The price competition is keen and there is still much to be achieved withwrought products, in particular.
Significant advances have been made in corrosion protection, joining tech-nologies and recycling.
Horst E. Friedrich Barry L. Mordike
VI Preface/Foreword
Contents VII
Dr. Horst E. Friedrich
Prof. Dr. H. E. Friedrich studied engineering at the Technical University ofMunich. After working in the engineering and consultancy sectors, he took up asenior management position in the aeronautical industry in 1986. He was res-ponsible for new methods of construction and new materials, aircraft enginesand optimising product development times. In 1996, Prof. Friedrich joined Volks-wagen AG in Wolfsburg as head of vehicle research, where at last he was head ofGroup research for materials technology and vehicle concepts. He specialised ininnovative materials and construction methods, and concept vehicles for futurevehicle specifications.
Since March 2004 he is director of the Institute of Vehicle Concepts at the Ger-man Aerospace Center in Stuttgart and professor at the University of Stuttgart.The research fields are Alternative Power Trains and Energy Conversion as wellas Light Weight Design and Hybrid Construction methods.
Prof. Dr. Friedrich worked as Director of the Board of the International Magnesium Association (IMA) and has a lectureship at the Technical Universityof Berlin for materials and design in the transportation industry.
Prof. Dr Barry L. Mordike
Barry Mordike studied Physical Metallurgy at Birmingham University and com-pleted his studies with BSc(Hons) Class1 in 1956. He then undertook research forhis PhD in the Cavendish Laboratory, Department of Physics, University ofCambridge, completing his PhD in Summer 1959. He then continued research inthe Institut für Metallphysik, Universität Göttingen as ‘Wissenschaftlicher Assis-tent’ to Prof. Peter Haasen. In September 1966 he took up a post as Senior Lec-turer (C4 Professur) in the Department of Metallurgy, University of Liverpool,where he stayed until the end of1976.In Dec 1976 he was appointed to the newlycreated Chair of Materials Engineering and Technology at the Technical Univer-sity of Clausthal. He remained at Clausthal until he became Emeritus Professorin October 1999.
Apart from his academic pursuits he created in 1989 a technology transfercompany, Zentrum für Funktionswerkstoffe g.G.m.b.H( Clausthal) with the aidof Government funding. This enabled projects to be completed where industrialcompetence and confidentiality were necessary. In 2002 Prof.V. Neubert took overfrom him as General Manager.
Initially, his research interests concentrated on fundamental problems such asdeformation processes, initiation of fatigue, crystal growth, strengthening mech-anisms in metals. He changed his emphasis and developed interests in more applied research. Prior to going to Clausthal he started to work on magnesiumalloys (1972), some aspects being supported by MEL (Elektron), Powder Metal-

lurgy (1973) and Laser Technology (1976).At Clausthal, he rapidly built up a con-siderable research potential and covered a wide range of subjects.
The period 1976 to 1999 will be remembered for its contribution to develop-ing Laser Treatment of Materials, Magnesium 1972 – present day, Powder Metal-lurgy and Composite Materials, Surface Engineering, in particular, Plasma Immersion Technology.
VIII Preface/Foreword
List of Contributors
Eli AghionDepartment of Materials Engineering, Ben Gurion University of the Negev,P.O.B. 653, Beer Sheva 84105, Israele-mail: [email protected]
Terje Kr. AuneAdvanced Magnesium Technologies Ltd, Level 9, 303 Coronation Drive, Milton,Queensland 4064, Australia
Robert E. Brown226 Deer Trace, Prattville, Alabama 36067, USAe-mail: [email protected]
Dieter BrungsEversberg, Ober den Eschen 9, 59872 Meschede, Germany
Bernard ClossetModal Technologies Inc., 8 Chemin de l’Ancien-Tir, 1252 Meinier, Switzerlande-Mail: [email protected]
Gerald Cole25800 Romany Way, Franklin, MI 48025-1197, USAe-mail: [email protected]
Günter H. DeinzerEntwicklung/Werkstoffe AUDI Ingolstadt, Germanye-mail: [email protected]
Berend DenkenaInstitut für Fertigungstechnik und Werkzeugmaschinen,Produktionstechnisches Zentrum, Universität Hannover, Schönebecker Allee 2,30823 Garbsen, Germanye-mail: [email protected]
CHAPTER 1
Hajo DieringaGKSS-Forschungszentrum Geesthacht Gmbh, Institut für Werkstoffforschung,Max-Planck-Straße 1, 21502 Geesthacht, Germanye-mail: [email protected]
Dan EliezerDepartment of Materials Engineering, Ben Gurion University of the Negev,P.O.B. 653, Beer Sheva 84105, Israele-mail: [email protected]
Steve Ericksone-mail: [email protected]
Horst E. FriedrichInstitut für Fahrzeugkonzepte (FK), Deutsches Zentrum für Luft- und Raumfahrt (DLR) e.V. in der Helmholtz-Gemeinschaft, Pfaffenwaldring 38-40,70569 Stuttgart, Germanye-mail: [email protected]
Francis H. Froes University of Idaho, Institute for Materials and Advanced Processes,College of Engineering, McClure Building, Room 437, Moscow,Idaho 83844-3026, USAe-mail: [email protected]
Gilad GolubEnvironmental Services Co. Ltd, Ramat Hovav, P.O. Box 5743, Beer Sheva 84156,Israel
Kurt HarbodtReiherstraße 44, 50997 Köln, Germanye-mail: [email protected]
Otto-Diedrich HennemannFraunhofer Institut, Fertigungstechnik und angewandte Materialforschung,Wiener Straße 12, 28359 Bremen, Germanye-mail: [email protected]
Jim Hillis1027 Riverview Ranch Dr., Brazoria, TX 77422, USAe-Mail: [email protected]
Norbert HortGKSS-Forschungszentrum Geesthacht Gmbh, Institut für Werkstoffforschung,Max-Planck-Straße 1, 21502 Geesthacht, Germanye-mail: [email protected]
X List of Contributors
Peter JuchmannSalzgitter Magnesium-Technologie AG, Eisenhüttenstr. 99, 38239 Salzgitter,Germanye-mail: [email protected]
Karl Ulrich KainerGKSS-Forschungszentrum Geesthacht Gmbh, Institut für Werkstoffforschung,Max-Planck-Straße 1, 21502 Geesthacht, Germanye-mail: [email protected]
Catrin KammerMETALL-Fachzeitschrift für Metallurgie, Kielsche Str. 43B, 38642 Goslar,Germanye-mail: [email protected]
Helmut KaufmannARC, Leichtmetallkompetenzzentrum Ranshofen GmbH, Postfach 26,5282 Ranshofen, Austriae-mail: [email protected]
John F. King19, Brookside Crescent, Greenmount, Bury, BL8 4BG, United Kingdome-mail: [email protected]
Simon KleinerEMPA, Feuerwerkerstr. 39, 3602 Thun, Switzerlande-mail: [email protected]
Sanday Thakar KumarSingapore Institute of Manufacturing Technology, Forming Technology Group,71, Nanyang Drive, Singapore 638075e-mail: thankur@SIM Tech.a-star.edu.sg
Peter KurzeAHC-Oberflächentechnik GmbH & Co. KG OGH, Postfach 00 21 49,50151 Kerpen, Germanye-mail: [email protected]
Pavel LukácDepartment of Metalphysics, Faculty of Mathematics and Physics,Charles University, Ke Karlovu 5, 12116 Praha 2, Czechiae-mail: [email protected]
Andreas MertzAm Stockfeld 24, 66539 Neunkirchen, Germanye-mail: [email protected]
List of Contributors XI
Gerson MeschutWilhelm Böllhof GmbH & Co. KG, Archimedesstraße, 33649 Bielefeld,Germanye-mail: [email protected]
Barry L. MordikeInstitut für Werkstoffkunde und Werkstofftechnik, TU Clausthal,Agricolastraße 6, 38678 Clausthal-Zellerfeld, Germanye-mail: [email protected]
Mihriban PekguleryuzMcGill University, Department of Mining and Mettallurgical Engineering,3610 University Street, Monreal, QC H3A 2B2, Canadae-mail: [email protected]
Christian PodolskyPfalzstr.10, 30173 Hannover, Germany
Michael RethmeierVolkswagen AG, Wolfsburg, Germanye-mail: [email protected]
Soenke SchumannVolkswagen AG, Konzernforschung, Werkstofftechnik/Metalle, Brieffach 1511,38436 Wolfsburg, Germanye-mail: [email protected]
Hans Kurt TönshoffUniversität Hannover Institute of Production Engineering and Machine Tools(IFW), Schlosswender Straße 5, 30159 Hannover, Germanye-mail: toenshoff@ ifw.uni-hannover.de
Håkon WestengenNorsk Hydro ASA, Research Centre Porsgrunn, Forskingsparken Heroya,3907 Porsgrunn, Norwaye-mail: [email protected]
Jens WinklerContinental AG, Jädekamp 30, 30419 Hannover, Germanye-mail: [email protected]
XII List of Contributors
Contents
1 History . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1 History until 1945Kurt Harbodt . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
1.1.1 Asia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.1.2 Australia . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.1.3 Europe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21.1.4 North America . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
1.2 History Since 1945Robert E. Brown . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
1.2.1 Production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121.2.2 Applications . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
2 Production Technologies of MagnesiumGilad Golub, Eli Aghion . . . . . . . . . . . . . . . . . . . . . . . 29
2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
2.2 Raw Materials for Magnesium Production . . . . . . . . . . . . . 30
2.2.1 Magnesite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.2.2 Dolomite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.2.3 Bischofite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.2.4 Carnallite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 312.2.5 Serpentine . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 322.2.6 Sea Water . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
2.3 Electrochemical Methods . . . . . . . . . . . . . . . . . . . . . 33
2.3.1 Preparation of Magnesium Chloride Salts from Natural Raw Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33
2.3.2 Drying Magnesium Chloride Salts . . . . . . . . . . . . . . . . . 352.3.3 Electrolysis of Magnesium Salts . . . . . . . . . . . . . . . . . . 362.3.3.1 Type of Electrolytes for Electrolysis . . . . . . . . . . . . . . . . 362.3.3.2 Thermal Balance of the Electrolysis Cell . . . . . . . . . . . . . . 372.3.3.3 Increasing the Magnesium Output by Means of Artificial Cooling 39
CHAPTER 1
2.3.4 Types of Electrodes in the Electrolysis Cells . . . . . . . . . . . . 392.3.5 Structure of the Electrolysis Cells . . . . . . . . . . . . . . . . . 412.3.6 Operation of Electrolysis Cell . . . . . . . . . . . . . . . . . . . . 422.3.7 Refining Raw Magnesium Produced by Electrochemical Methods 432.3.8 Industrial Methods for Electrochemical Production . . . . . . . 442.3.8.1 DSM and Russian Process . . . . . . . . . . . . . . . . . . . . . 442.3.8.2 The Dow Process . . . . . . . . . . . . . . . . . . . . . . . . . . 462.3.8.3 The MagCorp (now US Mag) Process . . . . . . . . . . . . . . . 472.3.8.4 The Hydro Magnesium Process . . . . . . . . . . . . . . . . . . 472.3.8.5 The Magnola Process . . . . . . . . . . . . . . . . . . . . . . . . 492.3.8.6 The AMC Process . . . . . . . . . . . . . . . . . . . . . . . . . . 50
2.4 Thermal Reduction Methods . . . . . . . . . . . . . . . . . . . . 52
2.4.1 Preparation of Raw Material and Thermal Reduction Method . . 522.4.2 Industrial Methods with Thermal Reduction . . . . . . . . . . . 522.4.2.1 Silicothermic Processes . . . . . . . . . . . . . . . . . . . . . . . 522.4.2.2 Aluminothermic Processes . . . . . . . . . . . . . . . . . . . . . 562.4.2.3 Carbothermic Process . . . . . . . . . . . . . . . . . . . . . . . 572.4.3 Collection and Refining the Raw Magnesium Produced by
Thermal Reduction . . . . . . . . . . . . . . . . . . . . . . . . . 58
2.5 Advantages and Disadvantages of Electrolytic Production Versus Thermal Reduction Methods . . . . . . . . . . . . . . . . 59
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
3 Physical MetallurgyBarry L. Mordike, Pavel Lukac . . . . . . . . . . . . . . . . . . . 63
3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 63
3.2 Properties of Pure Magnesium . . . . . . . . . . . . . . . . . . . 63
3.2.1 Atomic Properties . . . . . . . . . . . . . . . . . . . . . . . . . . 633.2.2 Electron States . . . . . . . . . . . . . . . . . . . . . . . . . . . . 643.2.3 Lattice Parameters . . . . . . . . . . . . . . . . . . . . . . . . . 643.2.4 Thermal Expansion . . . . . . . . . . . . . . . . . . . . . . . . . 653.2.5 Density . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 653.2.6 Thermodynamic Properties . . . . . . . . . . . . . . . . . . . . 653.2.7 Diffusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 653.2.8 Thermal Conduction . . . . . . . . . . . . . . . . . . . . . . . . 663.2.9 Elastic Moduli . . . . . . . . . . . . . . . . . . . . . . . . . . . . 683.2.10 Damping Capacity . . . . . . . . . . . . . . . . . . . . . . . . . 683.2.11 Deformation Behavior . . . . . . . . . . . . . . . . . . . . . . . 743.2.12 Strengthening Mechanisms . . . . . . . . . . . . . . . . . . . . . 753.2.12.1 Dislocation Strengthening . . . . . . . . . . . . . . . . . . . . . 763.2.12.2 Solid Solution Hardening . . . . . . . . . . . . . . . . . . . . . . 763.2.12.3 Precipitation Strengthening . . . . . . . . . . . . . . . . . . . . 77
XIV Contents
3.2.12.4 Dispersion Strengthening . . . . . . . . . . . . . . . . . . . . . . 783.2.12.5 Strengthening by Grain Size Refinement . . . . . . . . . . . . . . 78
3.3 Magnesium Alloys . . . . . . . . . . . . . . . . . . . . . . . . . . 79
3.3.1 Common Alloying Elements . . . . . . . . . . . . . . . . . . . . 803.3.1.1 Aluminum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 803.3.1.2 Calcium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 803.3.1.3 Lithium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 803.3.1.4 Manganese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.3.1.5 Rare Earths . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.3.1.6 Silicon . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.3.1.7 Silver . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.3.1.8 Thorium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.3.1.9 Yttrium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.3.1.10 Zinc . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.3.1.11 Zirconium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 813.3.2 Elements Used for Manufacturing Purposes or Impurities . . . . 823.3.2.1 Beryllium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 823.3.2.2 Copper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 823.3.2.3 Iron . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 823.3.2.4 Nickel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 823.3.2.5 Tin . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 823.3.3 Classification of Alloys . . . . . . . . . . . . . . . . . . . . . . . 82
3.4 Phase Diagrams . . . . . . . . . . . . . . . . . . . . . . . . . . . 84
3.4.1 Conventional Alloys . . . . . . . . . . . . . . . . . . . . . . . . . 843.4.1.1 Magnesium-Aluminum . . . . . . . . . . . . . . . . . . . . . . . 843.4.1.2 Magnesium-Zinc . . . . . . . . . . . . . . . . . . . . . . . . . . 843.4.1.3 Magnesium-Manganese . . . . . . . . . . . . . . . . . . . . . . . 853.4.1.4 Super Light Weight Alloys . . . . . . . . . . . . . . . . . . . . . . 863.4.1.5 High Performance Alloys . . . . . . . . . . . . . . . . . . . . . . 873.4.1.6 Magnesium-Scandium . . . . . . . . . . . . . . . . . . . . . . . 883.4.1.7 Magnesium-Zirconium . . . . . . . . . . . . . . . . . . . . . . . 893.4.2 Higher Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
3.5 Commercial Alloy Systems . . . . . . . . . . . . . . . . . . . . . 92
3.5.1 Magnesium Die Casting Alloys (Zirconium Free) . . . . . . . . . 933.5.2 Permanent Mould, Sand and Investment Casting Alloys . . . . . 943.5.2.1 Magnesium-Zinc-Zirconium . . . . . . . . . . . . . . . . . . . . 943.5.2.2 Magnesium-Rare Earth-Zinc-Zirconium (ZK61 and ZK62) . . . 943.5.2.3 Magnesium-Silver . . . . . . . . . . . . . . . . . . . . . . . . . . 963.5.2.4 Magnesium-Yttrium Alloys . . . . . . . . . . . . . . . . . . . . . 963.5.3 Further Development . . . . . . . . . . . . . . . . . . . . . . . . 963.5.4 Highly Creep Resistant Alloys . . . . . . . . . . . . . . . . . . . 97
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102Appendix . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 105
Contents XV
4 Melting, Alloying and Refining . . . . . . . . . . . . . . . . . . . 109
4.1 Zirconium-Free AlloysMihriban Pekguleryuz . . . . . . . . . . . . . . . . . . . . . . . . 109
4.1.1 Mg-Al, Mg-Al-Zn, and Mg-Al-Si Alloys . . . . . . . . . . . . . . 1094.1.1.1 Flux Melting and Refining . . . . . . . . . . . . . . . . . . . . . 1094.1.1.2 Fluxless Melting, and Alloying (the use of Cover gases) . . . . . 1134.1.1.3 Alloying of Mg with Al, Zn, Si . . . . . . . . . . . . . . . . . . . . 1154.1.1.4 Manganese . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1164.1.1.5 Beryllium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1194.1.1.6 Silicon . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1214.1.2 Mg-Al-(Rare-Earth) Alloys . . . . . . . . . . . . . . . . . . . . . 1214.1.3 Mg-Al-(Alkaline Earth) Alloys . . . . . . . . . . . . . . . . . . . 1224.1.3.1 Calcium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1234.1.3.2 Strontium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1234.1.4 Mg-Li Alloys . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 124
4.2 Alloys Containing ZirconiumJohn F. King . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 128
4.2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1284.2.2 Mechanism of Grain Refinement by Zirconium . . . . . . . . . . 1284.2.3 Effect of Other Alloying Elements . . . . . . . . . . . . . . . . . 1314.2.3.1 Incompatible Elements . . . . . . . . . . . . . . . . . . . . . . . 1314.2.3.2 Compatible Alloy Systems . . . . . . . . . . . . . . . . . . . . . 1324.2.4 Methods of Introducing Zirconium . . . . . . . . . . . . . . . . 1334.2.4.1 Products Available . . . . . . . . . . . . . . . . . . . . . . . . . . 1334.2.4.2 Basic Principles of Zr Grain Refinement . . . . . . . . . . . . . . 1334.2.4.3 Zirconium Grain Refining in Fluxed Melts . . . . . . . . . . . . . 1354.2.4.4 Zirconium Grain Refining in Flux-Free Melts . . . . . . . . . . . 1374.2.4.5 Methods of Assessing Grain Refinement . . . . . . . . . . . . . . 1384.2.5 Melting, Alloying Procedures for Other Elements . . . . . . . . . 139
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 141
5 Magnesium Casting Alloys . . . . . . . . . . . . . . . . . . . . . 145
5.1 Casting AlloysHåkon Westengen, Terje Kr. Aune . . . . . . . . . . . . . . . . . . 145
5.1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1455.1.2 Alloying Principles . . . . . . . . . . . . . . . . . . . . . . . . . 1465.1.2.1 Properties of Pure Magnesium . . . . . . . . . . . . . . . . . . . 1465.1.2.2 Alloy Preparation . . . . . . . . . . . . . . . . . . . . . . . . . . 1465.1.2.3 Alloying Elements and Their Influence . . . . . . . . . . . . . . 1495.1.3 Casting Methods . . . . . . . . . . . . . . . . . . . . . . . . . . 1625.1.4 Alloys for Diecasting . . . . . . . . . . . . . . . . . . . . . . . . 1665.1.4.1 Compositions . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1665.1.4.2 Microstructures (Hydro Magnesium) . . . . . . . . . . . . . . . 167
XVI Contents
5.1.4.3 Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1715.1.5 Alloys for Sand Casting . . . . . . . . . . . . . . . . . . . . . . . 1985.1.5.1 Compositions . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1985.1.5.2 Properties . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 199
5.2 Wrought AlloysCatrin Kammer . . . . . . . . . . . . . . . . . . . . . . . . . . . 204
5.2.1 Magnesium – Aluminum . . . . . . . . . . . . . . . . . . . . . . 2085.2.2 Magnesium – Manganese (M-alloys) . . . . . . . . . . . . . . . . 2105.2.3 Magnesium – Aluminum – Zinc (AZ-alloys) . . . . . . . . . . . . 2105.2.4 Magnesium – Zinc – Zirconium (ZK-Alloys) . . . . . . . . . . . 2125.2.5 Magnesium – Zinc – Rare Earth (ZE-Alloys) . . . . . . . . . . . 2125.2.6 Magnesium – Yttrium – Rare Earth (WE-Alloys) . . . . . . . . . 2125.2.7 Magnesium – Thorium, Zirconium or Manganese
(HK- and HM-Alloys) . . . . . . . . . . . . . . . . . . . . . . . . 2135.2.8 Magnesium – Lithium – Alloys (LA-Alloys) . . . . . . . . . . . . 2135.2.9 Other Wrought Alloys . . . . . . . . . . . . . . . . . . . . . . . . 214
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 214
6 Technology of Magnesium and Magnesium Alloys . . . . . . . . 219
6.1 Casting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 219
6.1.1 Sand CastingJohn F. King . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 219
6.1.1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2196.1.1.2 Sand Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2206.1.1.3 Design of Running Systems . . . . . . . . . . . . . . . . . . . . . 2236.1.1.4 Mould Preparation and Assembly . . . . . . . . . . . . . . . . . 2266.1.1.5 Identification and Elimination of Defects . . . . . . . . . . . . . 2286.1.1.6 Sand Casting Techniques . . . . . . . . . . . . . . . . . . . . . . 2296.1.1.7 Heat Treatment . . . . . . . . . . . . . . . . . . . . . . . . . . . 2316.1.1.8 Inspection of Castings . . . . . . . . . . . . . . . . . . . . . . . 232
6.1.2 Die CastingDieter Brungs, Andreas Mertz . . . . . . . . . . . . . . . . . . . . 234
6.1.2.1 Die Casting Process for Magnesium . . . . . . . . . . . . . . . . 2346.1.2.2 Design Guidelines for Magnesium Die Castings . . . . . . . . . . 2476.1.2.3 Properties of Magnesium Die Castings . . . . . . . . . . . . . . 2526.1.2.4 Environmental Impact . . . . . . . . . . . . . . . . . . . . . . . 257
6.1.3 Squeeze Casting, Thixocasting and RheocastingHelmut Kaufmann, Simon Kleiner . . . . . . . . . . . . . . . . . 258
6.1.3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2586.1.3.2 Squeeze Casting . . . . . . . . . . . . . . . . . . . . . . . . . . . 2596.1.3.3 Semi-Solid Casting . . . . . . . . . . . . . . . . . . . . . . . . . 261
6.2 Forming . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 269
Contents XVII
6.2.1 Rolling and Shut FormingPeter Juchmann . . . . . . . . . . . . . . . . . . . . . . . . . . . 269
6.2.1.1 Situation and Potential of Magnesium Sheet . . . . . . . . . . . 2696.2.1.2 Forming of Magnesium and Magnesium Alloys . . . . . . . . . . 2726.2.1.3 Magnesium Rolling . . . . . . . . . . . . . . . . . . . . . . . . . 2746.2.1.4 Magnesium Sheet . . . . . . . . . . . . . . . . . . . . . . . . . . 2766.2.1.5 Sheet Metal Forming . . . . . . . . . . . . . . . . . . . . . . . . 2786.2.1.6 Prototyping and Application Perspectives . . . . . . . . . . . . . 2846.2.1.7 Concluding Remarks and Outlook . . . . . . . . . . . . . . . . . 287
6.2.2 Extrusion, ForgingBernard Closset . . . . . . . . . . . . . . . . . . . . . . . . . . . 289
6.2.2.1 Production of Cast Stock . . . . . . . . . . . . . . . . . . . . . . 2896.2.2.2 Extrusion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2946.2.2.3 Magnesium Extrusion Fundamentals . . . . . . . . . . . . . . . 2996.2.2.4 Alloy Developments . . . . . . . . . . . . . . . . . . . . . . . . . 3106.2.2.5 Novel Extrusion Methods . . . . . . . . . . . . . . . . . . . . . . 3126.2.2.6 Bending of Magnesium Extrusions . . . . . . . . . . . . . . . . . 314
6.3 Magnesium Matrix CompositesNorbert Hort, Hajo Dieringa, Sanday T. Kumar, Karl Ulrich Kainer 315
6.3.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3156.3.2 Reinforcements . . . . . . . . . . . . . . . . . . . . . . . . . . . 3196.3.2.1 Particle-Reinforcement . . . . . . . . . . . . . . . . . . . . . . . 3206.3.2.2 Fibre-Reinforcement . . . . . . . . . . . . . . . . . . . . . . . . 3216.3.2.3 Whisker . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3226.3.2.4 Hybrids . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3226.3.3 Manufacturing . . . . . . . . . . . . . . . . . . . . . . . . . . . 3236.3.3.1 Ingot Metallurgy . . . . . . . . . . . . . . . . . . . . . . . . . . 3236.3.3.2 Powder Metallurgy . . . . . . . . . . . . . . . . . . . . . . . . . 3266.3.4 Interfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3296.3.5 Alloys and Composites . . . . . . . . . . . . . . . . . . . . . . . 3316.3.6 Machining and Recycling . . . . . . . . . . . . . . . . . . . . . . 3336.3.7 Corrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 334
6.4 Joining . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 335
6.4.1 Motivation and RequirementsGerson Meschut . . . . . . . . . . . . . . . . . . . . . . . . . . . 335
6.4.2 Joining MagnesiumGünter H. Deinzer . . . . . . . . . . . . . . . . . . . . . . . . . . 336
6.4.3 Welding and Other Thermal ProcessesGünter H. Deinzer, Michael Rethmeier . . . . . . . . . . . . . . . 349
6.4.3.1 Weldability of Magnesium Alloys . . . . . . . . . . . . . . . . . 3496.4.3.2 TIG Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3496.4.3.3 MIG Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3496.4.3.4 Laser-Beam Welding . . . . . . . . . . . . . . . . . . . . . . . . 356
XVIII Contents
6.4.3.5 Electron-Beam Welding . . . . . . . . . . . . . . . . . . . . . . . 3596.4.3.6 Friction Welding . . . . . . . . . . . . . . . . . . . . . . . . . . 3596.4.3.7 Brazing and Soldering . . . . . . . . . . . . . . . . . . . . . . . 364
6.4.4 Adhesive BondingOtto-Diedrich Hennemann . . . . . . . . . . . . . . . . . . . . . 365
6.4.4.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3656.4.4.2 Adhesives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3676.4.4.3 Pre-treatment . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3696.4.4.4 Adhesive Bonding Technology . . . . . . . . . . . . . . . . . . . 3716.4.4.5 Strength and Testing . . . . . . . . . . . . . . . . . . . . . . . . 3726.4.4.6 Development Tendencies . . . . . . . . . . . . . . . . . . . . . . 373
6.4.5 Mechanical and Hybrid JoiningGerson Meschut . . . . . . . . . . . . . . . . . . . . . . . . . . . 374
6.4.5.1 Clinching . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3746.4.5.2 Riveting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3776.4.5.3 Direct Screwing (Self-piercing/-Tapping) . . . . . . . . . . . . . 3856.4.5.4 Folding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3926.4.5.5 Hybrid Joining . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3946.4.5.6 Conclusion and OutView . . . . . . . . . . . . . . . . . . . . . . 396
6.5 MachiningHans Kurt Tönshoff, Berend Denkena, Jens Winkler,Christian Podolsky . . . . . . . . . . . . . . . . . . . . . . . . . 398
6.5.1 Machining . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3986.5.1.1 Machining of not Reinforced Magnesium Alloys . . . . . . . . . 3996.5.1.2 Machining of Reinforced Mg Alloys . . . . . . . . . . . . . . . . 4066.5.1.3 Cooling Lubricants . . . . . . . . . . . . . . . . . . . . . . . . . 4096.5.2 Burnishing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 411
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 418
7 Corrosion and Surface Protections . . . . . . . . . . . . . . . . 431
7.1 Surface Treatments and ProtectionPeter Kurze . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 431
7.1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4317.1.2 Passivation Properties of Magnesium-Based Materials in Air . . 4327.1.2.1 Resistance of the Passivated Layer to Chemicals . . . . . . . . . . 4337.1.3 Surface Treatment of Magnesium-Based Materials . . . . . . . . 4337.1.3.1 Principles and Prerequisites for Optimum Surface Protection . . 4337.1.3.2 Preliminary Treatment . . . . . . . . . . . . . . . . . . . . . . . 4377.1.3.3 Conversion Coatings Provided by Electroless Electrochemical
Surface Treatment . . . . . . . . . . . . . . . . . . . . . . . . . . 4397.1.3.4 Conversion Coatings Provided by Anodic Oxidation . . . . . . . 4507.1.3.5 Conversion Coatings Provided by Anodic Plasma-Chemical
Reaction in the Electrolyte . . . . . . . . . . . . . . . . . . . . . 455
Contents XIX
7.1.3.6 Galvanic-deposit coatings . . . . . . . . . . . . . . . . . . . . . 4667.1.3.7 Application of Coatings Using Physical Methods . . . . . . . . . 4677.1.3.8 Organic Coating Systems . . . . . . . . . . . . . . . . . . . . . . 467
7.2 CorrosionJim Hillis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 469
7.2.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4697.2.2 Magnesium Protective Films . . . . . . . . . . . . . . . . . . . . 4697.2.3 Metallurgical Factors in the Corrosion of Alloys . . . . . . . . . 4707.2.4 Stress Corrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . 4817.2.5 Corrosion Fatigue . . . . . . . . . . . . . . . . . . . . . . . . . . 4827.2.6 Common Causes of Corrosion Failure . . . . . . . . . . . . . . . 4847.2.7 Enviromental Factors . . . . . . . . . . . . . . . . . . . . . . . . 4887.2.7.1 Acidity/Alkalinity . . . . . . . . . . . . . . . . . . . . . . . . . . 4887.2.7.2 Specific Ions/Salts . . . . . . . . . . . . . . . . . . . . . . . . . . 4887.2.7.3 Elevated Temperature . . . . . . . . . . . . . . . . . . . . . . . . 4897.2.7.4 Organic Compounds . . . . . . . . . . . . . . . . . . . . . . . . 4897.2.8 Galvanic Corrosion/Selection of Fasteners . . . . . . . . . . . . 490
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 494
8 Engineering Requirements, Strategies and Examples . . . . . . . 499
8.1 Automotive Applications in EuropeSoenke Schumann, Horst E. Friedrich . . . . . . . . . . . . . . . . 499
8.1.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4998.1.2 Potential Use of Magnesium in Vehicles . . . . . . . . . . . . . . 5038.1.3 Automotive Applications – Examples . . . . . . . . . . . . . . . 5068.1.3.1 Drive train Train Applications . . . . . . . . . . . . . . . . . . . 5068.1.3.2 Interior Applications . . . . . . . . . . . . . . . . . . . . . . . . 5198.1.3.3 Body . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5278.1.3.4 Chassis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5548.1.4 Life Cycle Assessment . . . . . . . . . . . . . . . . . . . . . . . . 5598.1.4.1 Life Cycle Inventory of Vehicles . . . . . . . . . . . . . . . . . . . 5608.1.4.2 Life Cycle Inventory of Magnesium . . . . . . . . . . . . . . . . 5638.1.5 Strategy and Outlook . . . . . . . . . . . . . . . . . . . . . . . . 565
8.2 Automotive Applications in North AmericaGerald Cole . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 569
8.2.1 Transportation Industry . . . . . . . . . . . . . . . . . . . . . . 5698.2.1.1 Introduction and Background . . . . . . . . . . . . . . . . . . . 5698.2.1.2 Magnesium in the 1970s . . . . . . . . . . . . . . . . . . . . . . 5708.2.1.3 Magnesium in the 1980s . . . . . . . . . . . . . . . . . . . . . . 5708.2.1.4 Magnesium in the 1990s . . . . . . . . . . . . . . . . . . . . . . 5718.2.1.5 Magnesium in NA vs Europe . . . . . . . . . . . . . . . . . . . . 5738.2.1.6 Engineering Magnesium Appications . . . . . . . . . . . . . . . 5898.2.2 Non-Automotive Uses for Magnesium . . . . . . . . . . . . . . . 593
XX Contents
8.2.2.1 Electronics/Communication . . . . . . . . . . . . . . . . . . . . 5938.2.2.2 Hand Tools . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5938.2.2.3 Sports Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . 5948.2.2.4 Aerospace . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5948.2.3 Magnesium Manufacturing in North America . . . . . . . . . . . 5948.2.3.1 Semi-Solid Metal Casting (SSM) . . . . . . . . . . . . . . . . . . 5958.2.3.2 Thixomolding (TXM) . . . . . . . . . . . . . . . . . . . . . . . . 5958.2.3.3 Magnesium Can Replace Polymers . . . . . . . . . . . . . . . . . 5978.2.3.4 Magnesium Can be Fabricated into Macro-composites of
Plastics and Metals . . . . . . . . . . . . . . . . . . . . . . . . . 5978.2.3.5 Alloys Designed Especially for SSM and TXM . . . . . . . . . . . 5978.2.3.6 Redesigning Parts and Assemblies . . . . . . . . . . . . . . . . . 5988.2.3.7 Thermal Management and Improvement of TXM . . . . . . . . . 5988.2.3.8 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5998.2.4 Magnesium R&D in North America . . . . . . . . . . . . . . . . 6008.2.4.1 USCAR Programs . . . . . . . . . . . . . . . . . . . . . . . . . . 600
8.3 Magnesium AerospaceFrancis H. Froes, Dan Eliezer, Eli Aghion . . . . . . . . . . . . . . 603
8.3.1 Background . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6038.3.2 Past Aerospace Use . . . . . . . . . . . . . . . . . . . . . . . . . 6078.3.3 Barriers to Magnesium Use in Aerospace . . . . . . . . . . . . . 617
8.4 Consumer Applications of MagnesiumSteve Erickson . . . . . . . . . . . . . . . . . . . . . . . . . . . . 620
8.4.1 Logistics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6218.4.2 Power Hand Tools . . . . . . . . . . . . . . . . . . . . . . . . . . 6218.4.3 Lawn and Garden Equipment . . . . . . . . . . . . . . . . . . . 6238.4.4 Concrete Handling Tools and Equipment . . . . . . . . . . . . . 6238.4.5 Computers and Computer Hardware . . . . . . . . . . . . . . . . 6248.4.6 Electronic Equipment . . . . . . . . . . . . . . . . . . . . . . . . 6258.4.7 Optical Equipment . . . . . . . . . . . . . . . . . . . . . . . . . 6258.4.8 Sports Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . 6268.4.9 Galvanic Applications . . . . . . . . . . . . . . . . . . . . . . . . 6278.4.10 Miscellaneous Consumer Applications . . . . . . . . . . . . . . . 628
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 629
9 RecyclingHåkon Westengen . . . . . . . . . . . . . . . . . . . . . . . . . . 633
9.1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 633
9.2 Classification System . . . . . . . . . . . . . . . . . . . . . . . . 6349.2.1 Process Overview . . . . . . . . . . . . . . . . . . . . . . . . . . 6359.2.2 Class 1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6369.2.2.1 Flux-based Systems . . . . . . . . . . . . . . . . . . . . . . . . . 6379.2.2.2 In-house Recycling . . . . . . . . . . . . . . . . . . . . . . . . . 638
Contents XXI
9.2.2.3 In-cell Recycling . . . . . . . . . . . . . . . . . . . . . . . . . . . 6399.2.3 Class 2 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6409.2.4 Class 3 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6409.2.5 Class 4 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6419.2.6 Class 5 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6419.2.7 Class 6 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6429.2.8 Class 7 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6439.2.9 Class 8 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 645
9.3 Recycling Using Flux . . . . . . . . . . . . . . . . . . . . . . . . 645
9.3.1 Principles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6459.3.1.1 Thermodynamic Restrictions . . . . . . . . . . . . . . . . . . . 647
9.4 Fluxless Refining . . . . . . . . . . . . . . . . . . . . . . . . . . 647
9.4.1 Principles . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6489.4.2 Systems Involving Filters . . . . . . . . . . . . . . . . . . . . . . 649
9.5 Contamination Control . . . . . . . . . . . . . . . . . . . . . . . 650
9.5.1 Additional Sources of Trace Elements and Inclusions During Recycling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 651
9.5.2 Effects and Removal of Some Trace Elements . . . . . . . . . . . 6529.5.2.1 Nickel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6529.5.2.2 Iron . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6539.5.2.3 Copper . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6539.5.2.4 Cobalt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6539.5.2.5 Hydrogen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6559.5.2.6 Other Elements . . . . . . . . . . . . . . . . . . . . . . . . . . . 6559.5.3 Effects of Inclusions . . . . . . . . . . . . . . . . . . . . . . . . . 6569.5.4 Measurements of Inclusions . . . . . . . . . . . . . . . . . . . . 656
9.6 Concluding Remarks . . . . . . . . . . . . . . . . . . . . . . . . 659
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 660
Subject Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 665
Contents XXII
1 History
1.1 History until 1945
Kurt Harbodt
The history of elementary magnesium started in 1755, when Joseph Black, a Scot-tish chemist, discovered that magnesia contained a new element, magnesium.Black was unable to isolate this element.
Magnesia had previously been known as “white stone” or “white earth” (mag-nesia lithos or magnesia carneus). It is generally accepted that the name origi-nates from an area in Thessaly, Northern Greece, where in ancient times the ma-terial had been excavated and exported to countries around the Mediterranean.
Actually, the British chemist and scientist Sir Humphrey Davy is honored asthe discoverer, because it was he who isolated the metal in 1808, when he de-composed wet magnesium sulphate by electrolysis using a voltaic cell and a mer-cury cathode.
Exactly 20 years later the Frenchman Antoine Alexandre Brutun Bussy isolatedthe metal by fusing dehydrated magnesium chloride with potassium at elevatedtemperatures.
Then Michael Faraday, the famous British scientist and a former assistant toSir Humphrey, reduced dehydrated magnesium chloride by electrolysis and ob-tained pure metallic magnesium in 1833.
A German, Robert-Wilhelm Bunsen, after having developed the carbon-zincelectric cell in 1841, produced metallic magnesium in 1852, also starting fromfused and dehydrated magnesium chloride.
Besides smaller attempts in some European countries (see below), magne-sium found steady interest only in Germany, which, in 1868, was the only pro-ducer in the world, using the metal mostly as powder or ribbon for flashlightsand other pyrotechnical purposes, and as a reducing agent in the production ofaluminum.
As future developments and activities varied considerably in different partsof the world, we will now present the history according to country and continent.
1.1.1 Asia
In Japan Riken Metal Manufacturing Co started magnesium production in 1931.Negotiations between IG Farben, UBE Industries, Mitsubishi Shoji Kaisha and
CHAPTER 1
Sumitomo Copper and Steel Rolling Works in Osaka did not result in a licensingagreement.
In 1938 a licensing agreement between IG Farben and the Japanese companiesMitsui Bussau Kaisha and Denki Kagaku Kogyo KK was negotiated to producemagnesium through thermic reduction based on [1] in the territories of Japan,Korea, Mandschukuo and Formosa. As a copy of the final contract couldn’t befound the result is unknown, but during World War II six producers are reportedin Japan, one in Formosa (Taiwan) and one in Korea, three using magnesite fromKorea and Mandschukuo the others sea water as raw materials. The total yearlyproduction was estimated at approximately 3,000 tons per year.
In 1952 a Japanese delegation again approached Bayer Leverkusen, one of thesuccessors of IG-Farben, and showed interest in the silicothermic process. It isknown that between 1978 and 1993 producers like Furukawa, UBE and JapanChem and Met used silicothermic processes (Pidgeon and Magnetherm) for theproduction of metallic magnesium.
1.1.2 Australia
The US Bureau of Mines circular 8201 reports a magnesium production ofaveraging 255 t for the years 1940–1944 and 855 t (average) for the time1945–1949. Broken Hill Proprietary Company (BHP) used the process of MurexLimited of Rainham in Essex, England. This process used calcium carbide to reduce calcined magnesite. It was a 1,000 ton plant, but never reached full capacity.
1.1.3 Europe
In Austria F.J. Hansgirg developed the carbothermic process, a direct reductionof MgO by coal. The patent [2] was granted to Österreichisch-AmerikanischeMagnesit AG, an affiliate of American Metals Corporation (ALCOA group).
The pilot plant at Radenthein never became efficient because of the greatamount of subsidiary equipment necessary and the dangerous handling of thepyrophoric Mg powder.
In 1938 IG Farben planned, together with the Austrian Donau-Chemie Vienna,the building of a 20,000 tons per year magnesium plant at Mossbierbaum. Beforecompletion the plant was destroyed by bombing.
An agreement between IG Farben and Österreichische Magnesit AG, now located in Munich, was reached in 1940 concerning the further development ofthe carbothermic process.
In France a small production was started in 1857 by Deville and Caron. Theyreplaced potassium by metallic sodium and added calciumfluoride.
In 1915, during World War I, the Société d’Electro-Chimie et des Aciéries Elec-trique began producing magnesium at Clavaux, Isère, and in 1922 Alais, Frogeset Camerque (later Pechiney) built a plant at Epierre, Savoie. The latter companytogether with Ugine, founded, in cooperation with IG Farben, the Société Géneraldu Magnesium in 1931, which set up plants in St. Auban and Jarrie. The produc-tion of these plants during World War II averaged 3,000 tons per year. After the
2 1 History
war the Auban plant was closed but Jarrie remained in operation until 1963 witha yearly output of about 1,500 t.
A unit for reduction of magnesia with calcium carbide by the Murex processwas also exploited in 1942–44 at the plant of Societe des Produits Azotes at Lan-nermezan (Hautes-Pyrenees).
Germany, without doubt, was the country where the development of magne-sium found the greatest interest and support.
On 9 April 1885 Aluminium und Magnesiumfabrik Hemelingen, near Bremen,was founded and started production of magnesium in 1886, applying the Graet-zel cell [3] to produce aluminum and magnesium in an electrolytic process. Car-nallite (MgCl2 KCl) was used as raw material and MgCl2, NaCl and KCl served aselectrolyte (42% MgCl2; 32% KCl; 26% NaCl). Direct production of aluminumcould not be achieved by this process but the magnesium was used partly to reduce cryolite (Na3AlF6) from Greenland. The total magnesium productionbetween 1886 and 1890 was 60 t while only 39 t of aluminum were produced.
In 1873 the German government in Berlin issued a first regulation, called “Reg-ulation for the Protection against Fires involving powders of Magnesium, Alu-minium and their alloys in Foundries, Warehouses and other works”.
Another electrolysis unit was built at Bitterfeld in 1896 by Chemische FabrikGriesheim Elektron, which acquired the Graetzel process. The production ran un-til 1928, when the IG Farben or Oxychloride process was invented.
It was Griesheim that created the brand name Elektron on the occasion of theAir Fair at Frankfurt in 1909, a name later used extensively by IG Farben through-out the world.
In the same year G. Pistor and P. Rakowics of Chemische Fabrik Griesheim re-ceived a patent for an Al and Zn bearing alloy for structural applications (AZ).The US [4] was granted 26 July 1910.
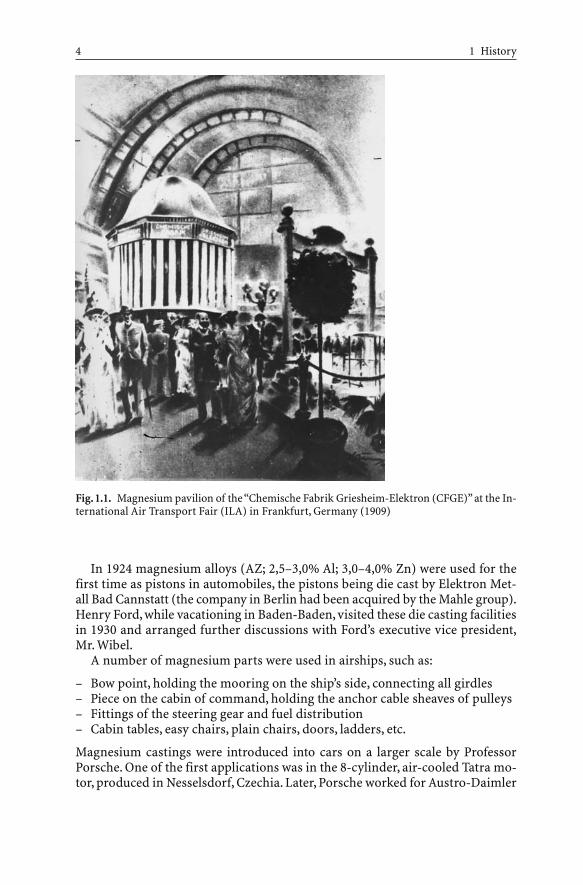
On occasion of the International Air Transport Fair (ILA) at Frankfurt in 1909(Fig. 1.1) this alloy was presented, accompanied by a 75HP Adler airship motorwith a magnesium crankcase. The part had been cast by Elektron Co. GmbH atSpandau (Berlin).
Until 1915 Germany remained the sole producer of magnesium, mainly formilitary and pyrotechnical purposes. This fact was the reason why magnesiumwas called “the German metal”. In 1900 the production amounted to 10 t.
In spite of the high energy input of 35–40 KWh/kg the consumption boomedduring World War I because of the high need in military ordinance such as flares,tracer bullets and aircraft parts. World production rose from 320 t in 1915 to1,200 t in 1918; with Germany increasing output from 80 to 500 t.
The establishment of a new company in 1925 named IG Farben also includedMessrs. Griesheim Elektron and the new group took over the magnesium pro-duction at Bitterfeld in 1927.
1928 the new IG Farben- or Oxychloride process decreased the consumptionof electricity per kg of Mg considerably and led to a surplus of very pure chlo-rine that could be used in IG’s chemical business. Large-scale production startedin 1931 in Bitterfeld, using brown coal as the energy resource and the brines fromthe nearby potash mine at Staßfurth as raw material. Production there rose from1,270 t in 1933 to 4,000 t in 1940.
1.1 History until 1945 3
In 1924 magnesium alloys (AZ; 2,5–3,0% Al; 3,0–4,0% Zn) were used for thefirst time as pistons in automobiles, the pistons being die cast by Elektron Met-all Bad Cannstatt (the company in Berlin had been acquired by the Mahle group).Henry Ford, while vacationing in Baden-Baden, visited these die casting facilitiesin 1930 and arranged further discussions with Ford’s executive vice president,Mr. Wibel.
A number of magnesium parts were used in airships, such as:
– Bow point, holding the mooring on the ship’s side, connecting all girdles– Piece on the cabin of command, holding the anchor cable sheaves of pulleys– Fittings of the steering gear and fuel distribution– Cabin tables, easy chairs, plain chairs, doors, ladders, etc.
Magnesium castings were introduced into cars on a larger scale by ProfessorPorsche. One of the first applications was in the 8-cylinder, air-cooled Tatra mo-tor, produced in Nesselsdorf, Czechia. Later, Porsche worked for Austro-Daimler
4 1 History
Fig. 1.1. Magnesium pavilion of the “Chemische Fabrik Griesheim-Elektron (CFGE)” at the In-ternational Air Transport Fair (ILA) in Frankfurt, Germany (1909)
in Vienna and then founded his own engineering office in Stuttgart on Kronen-straße (Institut für Maschinenelemente), where he was asked to design the fa-mous Volkswagen beetle, which contained at least 20 kg of magnesium. For theproduction of this car, a new city was founded in 1938:“City of the KdF-car near Fallersleben”. The name was changed to Wolfsburg in 1945.
On 3 June 1933 a German Patent [1] for the continuous production of metal-lic magnesium through thermic reduction was granted to IG Farben which ap-plied, in 1935 and 1936, for some amendments, including the reduction with sil-icon, which led to the patents 689122, 689712, 670714 and others.
The German government, heavily arming its forces and trying to depend onnational resources, encouraged and financially supported the increase in the pro-duction of magnesium. Many cast parts were used in military vehicles and air-planes, but the metal also found uses in flares and incendiary bombs.
In 1934 the German Ministry for Air Transport financed a new IG Farben production facility at Aken near Dessau. The loan had to be paid back by 0.10 RM/kg magnesium delivered. This biggest plant had a capacity of 7,400 t in1935 and ended with a capacity of 9,800 t in 1940.
In 1935 the German company Wintershall, after 6 years of research, startedproduction at Großheringen, using fused carnallite (KCl; MgCl2 6 H2O). The nameof the process was MAGNEWIN. Production: 2,000 tons per year. As Wintershallhad problems achieving the by-product chlorine in an appropriate purity andconcentration a licensing agreement with IG Farben was drafted in 1944. In thisagreement Wintershall was limited to a maximum production of 7,500 tons peryear.
In 1939 the Staßfurth plant of IG Farben started production with an initialquantity of 3,580 t metal produced. In this year the German production was approximately 18,000 mt with a total world production of 30,000 t. (Eng-land 5,000 t; France 2,000 t; Italy 500 t; Japan 1,500 t; USA 2,500 t; USSR not avail-able).
In Great Britain magnesium was first produced in 1864 by John Mathey of Pen-ticroft with his Magnesium Metal Co. Ltd. in the town of Salford near Manches-ter. The small scale production ceased in 1908.
Major C.J.P. Ball, later founder of MEL, first became acquainted with magne-sium for structural applications during his service as an officer in the army of oc-cupation in Germany after World War I.
He, with his company F.A. Hughes & Co. Ltd., began, by an agreement with IGFarben, to explore the British market in 1920. In 1922 he convinced Sterling Met-als Ltd of Coventry to start experimental work for sand castings with ElektronMetal.
After corrosion resistance and other properties had been improved consider-ably in 1926 by adding Manganese to alloys the Air Ministry granted the firstDTD specification no. 59.
A regulation set in operation in 1928, licensing commercial vehicles by weight,led to an increasing demand of magnesium parts like crankcases, gearboxes andaxle casings.
Two other companies, Birmingham Aluminium Casting Co. Ltd. and J. Stone& Co. Ltd. of Deptford joined Sterling Metals in 1929 and 1934, respectively.
1.1 History until 1945 5
An agreement between IG Farben and Hughes & Co. London/James Booth &Co. Birmingham was finalized, concerning “wrought products” including press-ings and forgings.
In 1927 IG Farben was approached by the British government, which ex-pressed its interest in building a magnesium production plant in the UK. So in1933 IG Farben transferred the patent rights for the production and the fabrica-tion processes to Hughes & Co. Ltd.
Founded in 1934, Magnesium Elektron (MEL) built and operated a magne-sium production plant from 1936 in Clifton Junction under license from IG Far-ben with an initial capacity of 1,500 t.
The British government, in 1936, acknowledged the importance of magnesiumfor airplanes and other military applications and asked MEL to increase capac-ity. New negotiations with IG Farben began before the startup of Clifton Junctionto increase the capacity by 2,500 t – Clifton Junction II – this new capacity com-ing on stream in 1938. Later, another production site was added at Lowerhousenear Burley (Basic Magnesium, Inc.).
At the beginning MEL used Greek magnesite as raw material but in 1939, whenwar became imminent, magnesia was extracted from sea water (British PericlasLtd., Hattlepool) and dolomite substituted for the magnesite. That is why MELclaims to be the first company in the world using sea water as a source for rawmaterial.
In 1936 Murex set up a 1,000 t production at Rainham based on the carboth-ermic process, but by coal replaced by calcium carbide as the reducing agent.Later, after being instructed by the government, it built an additional plant atMoss End, Larnak, with a capacity of 5,000 t which came on stream in 1942.
The carbothermic Radenthein process also was applied by Magnesium MetalCo. in their plant at Swansea but never reached planned capacity.
Technical difficulties also prevented production at capacity (5,000 t) in theplant erected by International Alloy Ltd. at Cardiff between 1940 and 1943. Here,aluminum and ferrosilicon was used as the reducing agent.
All plants in Germany were closed after the war with the exception of Mag-nesium Elektron. This company produced about 80% of the British magnesiumduring the war and still is an important producer, particularly active in specialalloys.
In Italy 1935 SAMIS (S.A. Magnesio Italiana Sulcis) built a plant in San Gio-vanni Suergin/Sardinia, using the electrolytic Blumenfeld process. The firstowner was G. Caproni, an industrialist in the aircraft industry. The company waslater taken over by S.A. Nazionale Cogne, a state owned company. Production:500 tons per year.
According to an agreement between IG Farben (via ELSA) and Cogne in Jan-uary 1939 the production in Sardiana was closed down and a new production es-tablished in Aosta.
IG received 47% of SAMIS, its affiliate ELSA another 4%. Planned was a sili-cothermic process with rotary furnaces. In 1942 the company was asked by thegovernment to increase production to 600 tons per year.
In 1939 Società Magnesio e Leghe di Magnesio started production in Bolzano,applying a silicothermic process developed by Amati and later simplified by
6 1 History
Ravelli. The raw material was dolomite. Production during the war approached2,000 tons per year.
In 1942 IG Farben, Cogne and SAVA founded Compagnia Industriale del Mag-nesio Anonima (CIMA) for an electrolytic production in Chioggia. The projectnever was realized.
In 1935 a delegation from Norsk Hydro visited the German Ministry of Econ-omy in Berlin and asked for a licence to produce magnesium, using the excesselectric power available. The proposal was rejected because IG Farben did notwant to have a competitor producing the metal mainly for export.
In May 1937, Norsk Hydro while visiting the Marine Chemicals Company SanFrancisco showed interest in the DOW process.
In 1941, after the occupation of Norway by the Nazis, the “Reich” confiscatedthe Norwegian aluminium industry, most of the companies being affiliates of for-eign owners.
Mr. Koppenberg from Junkers was established as “trustee”.In January 1941 talks started between the Norwegian attorney Bjarne Eriksen
(representing Norsk Hydro-Elektrisk Kvaelstofaktieselskab Oslo, A/S Rjukanfosand A/S Svaelgfos) and Mr. Haefliger of IG Farben to found Nordisk MagnesiumElektron Aksjelskap, with an estimated investment of Nkr 30 million.
The German Ministry of Air Transport (Air Force), wanting to hold control onsuch a company, turned down the project and instead, via the Bank derDeutschen Luftfahrt, founded Nordag in Oslo which, together with IG Farben andNorsk Hydro, founded Nordisk Lettmetall in Herøyen.Alumina,Aluminium, Cry-olite, Chlorine and Magnesium were produced by this company. The power hadto be delivered by Norsk Hydro, which had a majority of Norwegian, British andFrench shareholders.
In a very controversial discussion between the German Ministry of Air Trans-port and the German “trustee” in Berlin on 30 April 1941 IG Farben succeededthat the foundation of Nordisk Lettmetall was realised in accordance with Nor-wegian law and that the Norwegian partners were not forced but could partici-pate only voluntarily. IG also reached an agreement that the French sharehold-ers were not excluded from the necessary capital increase by a Germangovernmental act (refusal of a currency transfer permit) but, in an arrangementwith the French Banque de Paris et Pays Bas could sell their options to IG Farbenat a fair price.
Nordisk Lettmetall was founded in Oslo on 2 May 1941 with a capital of Nkr45 million. The chairman of the supervisory board was Dr.Axel Aubert, presidentof Norsk Hydro. The executive board consisted of Dr. Moschel from IG Farben aspresident, Bjarna Eriksen, vice president legal and Dr.Alf Bryn, vice president ad-ministration.
A 10,000 tons per year electrolytic magnesium plant and a 12,000 tons per yearaluminium plant were later planned. The raw material for magnesium would bemagnesium carbonate extracted from sea water through precipitation with lime.Before magnesium could be produced the allies destroyed the work under con-struction in 1944 by bombing.
Russia in 1930 acquired a licence for the production of aluminium fromPechiney. In this agreement the French committed themselves to transfering the
1.1 History until 1945 7
knowledge of producing magnesium. This transfer should have been completedin 1932. The first magnesium production started in 1936 at Solikamsk in thePerm Region of Russia and production reached during World War II, 5,000 t, pro-duced in three plants: Solikamsk, Avisma and Zaparoshe in the Ukraine.
Talks between the Russian embassy in Berlin and IG Farben/Ministry of Econ-omy in 1941 to license the magnesium processes (electrolytic and electrothermic)under a “works support agreement”had been discussed on the occasion of a lunchon 19 May 1941 with the result that “at present the parties are not in the positionto sign a licensing or works support agreement”.
Switzerland saw the start of magnesium production in 1926 at Société pour laFabrication du Magnesium at Martigny-Bourge. This was a 250-ton-per-yearplant when built and it was expanded to an output of 700 tons per year in 1944and shut down in 1947. Production was restarted in 1953 and it produced about300 tons per year until 1959 when it was closed.
1.1.4 North America
During World War I eight companies in North America were producing magne-sium; after the war the number dropped to two, both in the US: Dow Chemicalusing the Dow electrolytic process and American Magnesium Corporation (Al-coa) using the fluoride process.
In Canada Shawinigan Electro Metals Co. in Shawinigan, Québec, ran a pro-duction from 1915 to 1919, using magnesite from Kilmar, Québec. Energy con-sumption of this process was a staggering 50 KWh/kg.An ingenious Norwegian,Christian Backer, was general manager. He later founded the Norwegian companyDe Norske Saltverker AS to produce magnesium and extract salts from seawaterin a village outside Bergen/Norway.
One of the most significant achievements in the production of magnesiumwas the development of the Pidgeon process by the Canadian scientist Lloyd M.Pidgeon in 1939, who based his work on former IG Farben patents. This sili-cothermic process generated a particularly pure magnesium metal fromdolomite.
In 1941 the Canadian government funded a 5,000 tons per year plant at Haley,Ontario, piloted and brought to full production by Lloyd Pidgeon. After the war,Dominion Magnesium Co. Ltd. bought this plant. Later the operation becamepart of the Timminco group.
In the United States General Electric had a magnesium plant at Schenectady,NY since 1914.
The Dow Chemical Co. had put effort into magnesium since 1915. Herbert H.Dow developed an electrolytic cell, called “the bathtub.” The company built itsfirst plant in 1916 at Midland, Michigan. As raw material they used the by-prod-uct magnesium chloride from deep-well brines at Midland.
Another amongst the eight companies producing magnesium during WorldWar I was Aviation Material Corporation at Niagara Falls, NY, later known asAmerican Magnesium Corporation (AMC).
Those two companies, Dow and AMC, remained the only producers after thewar, with Dow having a more efficient and cheaper production process.
8 1 History
As in the 1920s the US magnesium industry was protected by the prohibitive im-port duties of the Fordney-Mc-Cumber tariff and, with Dow owning all processrights, IG Farben looked for its own production in the US. They joined forces withAMC (ALCOA group) and founded the Magnesium Development Company(MDC) on 23 October 1931, with IG Farben being a 50% shareholder. But ALCOAused this agreement only strategically to reach an understanding with Dow.
Through the indirect connection with IG Farben via MDC it came to an un-derstanding which was formalized through a cross licensing agreement betweenDow, ALCO and MDC on 1 February 1934.
In this contract Dow agreed not to export to Europe before 1938 with the ex-ception of one client, the Murex group in England. IG Farben bought magnesiumfrom Dow (5 September 1934). Part of the agreement was also that in case of ajoint production a maximum quantity of 4,000 t was allowed; a higher quantityneeded the approval of IG Farben.
On 24 June 1934 a contract was signed between Dow and AMC, in which Dowcommitted itself to deliver magnesium to AMC at prices lower than AMC’s pro-duction costs.
The cross-licensing agreement was cancelled by a US court in 1941, in a suitagainst those companies, being charged with “alleged conspiracy to monopolizeand retrain competition in the production, use and sale of magnesium, thus vi-olating section 1 and 2 of the Act of 2 July 1890, known as the Sherman AntitrustLaw.”
In the National Defense program of 1939, the US government acknowledgedthe great importance of magnesium alloys for aircraft and other military pur-poses. So it not only encouraged the industry to build new magnesium plants butalso partly financed these new facilities.
Dow doubled the production in Midland in 1940 and constructed a new pro-duction plant in Freeport, Texas, partly financially supported by the British gov-ernment. The 18,000 tons per year plant used sea water as the source of magne-sium.
In an unbelievably short period, new capacities came on stream. Between 1940and 1942, 15 new plants were built in the US, most of them government owned,such as those in Velasco, Texas; Austin, Texas; Lake Charles, Louisianna;Marysville, Michigan, 50% of Freeport. One of them, the 50,000 tons per year Basic Magnesium Inc at Henderson near Las Vegas, Nevada was built in less thanone year as a venture between Basic Refractories of Cleveland and MEL, apply-ing the MEL/IG Farben technology.
Other plants using the silicothermic process were in Spokane, Washington;Wingdale, NY; Dearborn, Michigan; Luckey, Ohio; Manteca, California andCanaan, Connecticut.
The Permanente Metals Co, Permanente, California (Kaiser), a partly govern-ment funded operation used the carbothermic Radenthein process, neverreached the planned capacity of 24,000 t and, after having produced 11,500 shorttons of ingot, ceased production. It was never reopened and was dismantled af-ter the war, like most of the other plants.
The production in the US rose from approximately 2,500 short tons in 1939 to more than 184,000 tons in 1943, being reduced to 157,000 t in 1944 and to
1.1 History until 1945 9





























