Embed Size (px)
Citation preview

Glänzende Zukunftfür den Schutzhelm
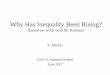
Blick auF die AuF· und Abgabestation der Decklacklinie. Im hin/erenHallenbereich: die AuF· und Abgabesta/ion Für die Grundlacklinie.
Schutzhelme müssen nicht nur gut aussehen, sondern vor allem hohen
SicherheitsanForderungen entsprechen. Hinsichtlich Material undTechnik handeltes sich hier um Hightech-Produkte. Genauso innovativwie das Produkt selbst istauch die neue Lackieranlage, die bei einem
Führenden Helm-Hersteller in Magdeburg in Betrieb genommen wurde.
Spätestens als "Schumi" seine Formel-I-Rennen mit einem High
tech-Helm von Schuberth fuhr, war
auch einem breiten internationalenPublikum der Marktführer für schüt
zende Kopfbedeckungen ein Begriff.
Schuberth zählt zu den Top-Spezialisten in der Branche. Permanente Pro
duktentwicklung, High-Quality- und
Premium-Philosophie sowie eine Spe
zialisierung auf Kopfschutztechnologie
haben maßgeblich zu dieser Entwick
lung beigetragen. In Braunschweig
sorgen die Ingenieure für eine kon
sequente Weiterentwicklung neuer
Produkte und Fertigungstechnologien.Eine zentrale Produktion für alle Schu
berth-Produkte ist mit der Gründungder Schuberth Head Protection Tech
nology GmbH in Magdeburg direkt an
der BAB A2 entstanden.
Schon in die Planungsphase waren
Rippert-Ingenieure als Spezialisten für
Oberflächenanlagen mit eingebunden.
Das Anforderungsprofil vom Auftrag
geber lag auf sehr hohem Niveau.
Auf Basis der geplanten Kapazität
und damit verbundenen Volumina der
Anlage und des Raumbedarfs wurden
mehrere Alternativen diskutiert, bis es
zur endgültigen Lösung kam. Beteiligt
daran war das Ingenieurbüro Herbold.
Schutzhelme sind Spezialprodukte
mit individuellen Eigenschaften in den
einzelnen Kategorien: Motorradhelme
in verschiedenen Bauarten, Helme fürtechnische Einsätze bei den Feuer
wehren, THW, Militär und Polizei.Sind diese erst einmal aus den ver
schiedenen Materialien in ihre Grund
form gepresst worden, beginnt der
sensible Weg der Lackierung. Das
gemeinsam erarbeitete Konzept am
neuen Standort in Magdeburg verlangt,einen Wasserlack auf ein Kunststoff
substrat aufzubringen, der den hohenAnforderungen des Schutzhelm-Her
stellers standhält. Gleichzeitig solltedie Anlage den VOC-Richtlinien ent
sprechen und weniger Lösungsmittel
an die Umwelt abgeben.
LackieranlageauF zwei Ebenen
Das von Rippert entwickelte Anla
genkonzept überzeugte und somit
erhielt Rippert den Auftrag zur Reali
sation. Neben den umfangreichen Spe
ziallösungen innerhalb der Anlage war
die neue Lackkomponente, entwickelt
von der Firma Teleplast, die zweite
große Herausforderung bei diesem
Produktionsverfahren. Helme werden- je nach Einsatzbereich - aus ver
schiedenen Substraten und ihren Bei
mischungen hergestellt. Sie entschei
den über Leichtigkeit, Schlagfestigkeit
und viele andere Sicherheitsaspekte.
Teleplast löste diese Aufgabe. Sie liefern Lackkomponenten mit den gefor
derten Eigenschaften, die höchsteQualität und Individualität bei der
Helmproduktion garantieren.
Die lange Erfahrung im Anlagenbaubei Rippert ließ aus einer intensiven
Konzeptplanung in relativ kurzer ZeitProduktionsrealität werden. Auf klei
ner Grundfläche, weil auf zwei Ebenen
konzipiert, baute Rippert platzsparend
und kompakt. Die gesamte Anlagen
technik liegt im 2. Stock über dem
Lackierbereich, ist übersichtlich und
gut zugänglich gebaut.
Die neue Anlage besteht aus zwei
getrennten Linien für Grundlack und
Decklack. Unter einem Kontrolllichtvon 2000 Lux werden an den Lacklinien die Helme manuell auf dieTransportskids gesetzt, gereinigt und
einer optischen Oberflächenkontrolle
JOT 712005

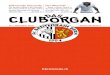
Bildlinks: Blick in eine der BasislackKabinen . Diese ist wie alle anderen Kabinenklimatisiert. Roboter lackieren nachDateneingaben die verschiedenen Helmemit unterschiedlichen Farben .
Bildoben: Geschlossene, separat belüFteteKabinenteile sichern den hohenReinheitsgrad innerhalb der Anlage.Die transparenten Wönde lassen einendirekten Blick auF die ProduklionsablöuFe zu:Hier der Blick in die Klarlock-Kabine.
Kontakt: Ripp rt Anlog nt chnikGmbH &Co. KG, Herzebrock-Clarholz,
Tel. 05245/90 1-0, [email protected],www.rippert.de
Höhe von 600 mm sowie einem Teile
abstand von 800 mm arbeitet die Anla
ge mit einer Fördergeschwindigkeitvon 2 bis 8 Metern pro Minute. KleineLosgrößen sind möglich. Die Daten
erhält die Anlage über ein ScannerSystem. Die Lackierroboter sind mitSchnell-Farbwechslern, 3 Minuten proVorgang, und einer Farbversorgungs
einheiten beim Grundlack sowie zwei
Farbversorgungseinheiten beim Basislack ausgerüstet. Je nach Bedarf läuftdie Anlage im Zwei- bis Dreischichtbe
trieb und garantiert eine nahezu
störungsfreie Produktion. •
Kompetenz. Ein Grund mit, die Anlage in zwei getrennte Gebäudeteile zu
setzen und durch Steuerung von Über
und Unterdruck jegliche Verunreini
gung von der Lackieranlage fernzuhalten. Die gesamte Zuluft ist komplett
F8 gefiltert. Die Luftmenge der Anlage beträgt 235 000 m3/h.
Ihre hohe Lebensdauer erhält dieLackoberfläche durch die UV-Härtung
des Lacks. Die UV-Härtungsanlage istbeweglich konstruiert und fährt
während der Trocknungsphase mit der
Helmförderung mit. Die Luftversor
gung regelt die Ent- und Belüftung, sodass die Lampen gekühlt und das ent
stehende Ozon abgeführt wird.Soweit das Verfahren. Auch die
vom Anwender geforderte Flexibilitäterfüllt die Rippert-Oberflächentechnik
auf bemerkenswerte Weise. Bei einer
Teile-Abmessung von maximal 400
mm Länge, 400 mm Breite und einer
UV-Wasserlack als Klarlack
unterzogen. Schon hier gelten strengste
Qualitätsregeln.
Direkt danach durchlaufen sie eine
Reinigungskabine, in der sie manuell
mit ionisierter Druckluft abgeblasen
werden, um im Anschluss daran in
der Ionisierungsstation von letzten
Staubpartikeln befreit zu werden. DieGrundlackkabine ist wie alle Lack
kabinen voll klimatisiert und mit
einem Lackierroboter ausgerüstet. Die
gesamte Lackiertechnik, Robotingpi
stolen und Lacktransportanlagen kommen von der Firma Reiter, die als wei
terer Partner eingebunden ist.
Die klimatisierte Lackkabine mit
einer konstanten Temperatur und
emer definierten Luftfeuchte ist
Voraussetzung, um eine kontinuierlich
hohe Qualität zu gewährleisten. Im
Kühlprozess der Luft für die Lack
kabinen fällt Wasser aus. Dieses wird
gesammelt, der Anlage wieder zugeführt und benetzt dann die Wasserwän
de in den Spritzkabinen. Das senktden Anteil von normalem Brauchwas
ser und somit die Kosten.
Nach der Grundlackierung durch
laufen die Helme die Abdunstzone
und den Trockenbereich und verlassen
diesen an der Abgabestation. Sein
repräsentatives Äußeres durch Farbe
und Glanz erhält der Helm in der
Decklacklinie. Kompromisslose Sau
berkeit und ein exzellenter Grundlacksind selbstverständliche Voraussetzun
gen für die endgültige Oberflächenqualität der Schuberth-Helme.
Nach Reinigung und Ionisierungerhalten die Helme in zwei Lackier
einheiten ihre Farbe, durchlaufenAbdunst- und Trockenzone, um in der
Kühlzone vorbereitet zu werden fürden letzten entscheidenden und schüt
zenden Lackiervorgang. Als Klarlackwird ein UV-Wasserlack aufgetragen.
Nach der Abdunstzone folgt dieKlarlacktrocknung, das Abkühlen und
dann zum Finishing der UV-Härtungsprozess. Diese Strecke ist wohl dersensibelste Bereich der Anlage. In ihm
muss absolut staubfrei produziert werden. Rippert beweist hier höchste
JOT 712005