Embed Size (px)
Citation preview

Grundlagen der GPS(Geometrische Produkt-Spezifikation)
St. Gallen, 14.11.2015
Dr. Dietrich Imkamp, Alessandro GabbiaVisual Systems
214.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Agenda
123
45
6
Warum GPS?
Grundlagen
Anwendungen
Beispiele CALYPSO
Literatur und Schulung
IMT im Carl Zeiss Konzern
7 Zusammenfassung
314.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Agenda
123
45
Warum GPS?
Grundlagen
Anwendungen
Beispiele CALYPSO
6 Literatur und Schulung
IMT im Carl Zeiss Konzern
7 Zusammenfassung

414.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Unternehmensbereiche2013/14
Medical Technology*
1,05 Mrd. € Umsatz ~4.200 Mitarbeiter
Industrial Metrology
561 Mio. € Umsatz ~2.700 Mitarbeiter
Semiconductor Manufacturing Technology
1,05 Mrd. € Umsatz ~2.900 Mitarbeiter
Consumer Optics
185 Mio. € Umsatz ~760 Mitarbeiter
Vision Care
761 Mio. € Umsatz ~8.300 Mitarbeiter
Microscopy
656 Mio. € Umsatz ~3.100 Mitarbeiter
Stichtag: 30. September 2014 *Aufgrund unterschiedlicher Konsolidierungskreise weichen die Werte von den veröffentlichten Werten der Carl Zeiss Meditec AG ab.

514.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
UnternehmensbereichIndustrial Metrology
1/100EINES HAARESist die Genauigkeit der ZEISS Messtechnik.

614.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
UnternehmensbereichIndustrial Metrology
561MIO. EURO UMSATZ
2.700MITARBEITER
Taktile und optische MesssystemeComputertomografieMess,- Auswertungs- und VerwaltungssoftwareDienstleistungen
PORTFOLIO
ZEISS sichert Qualitätsstandards überall dort, wo höchste Präzision gefragt ist: mit Koordinatenmessmaschinen und Messtechniksoftware für die Automobilindustrie, den Flugzeug- und Maschinenbau sowie die Kunststoffindustrie.
714.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Agenda
123
45
6
Warum GPS?
Grundlagen
Anwendungen
Beispiele CALYPSO
Literatur und Schulung
IMT im Carl Zeiss Konzern
7 Zusammenfassung
814.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
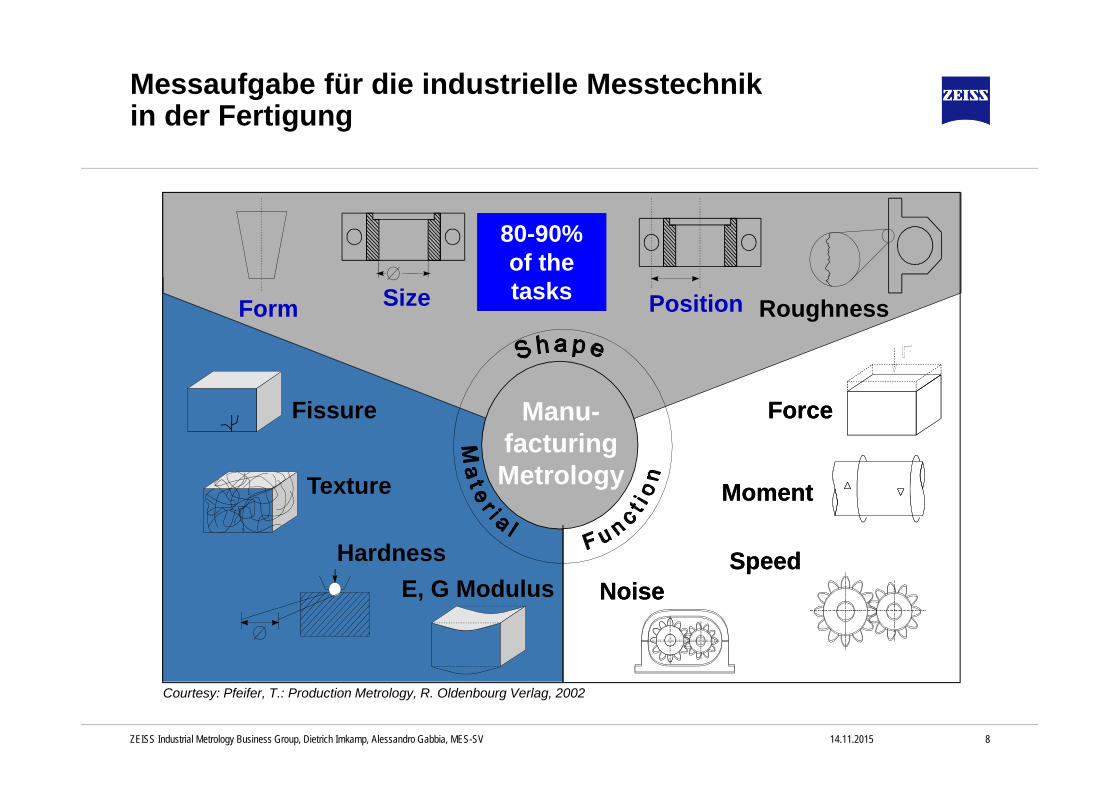
Messaufgabe für die industrielle Messtechnik in der Fertigung
80-90% of the tasks
Manu-facturingMetrology
Courtesy: Pfeifer, T.: Production Metrology, R. Oldenbourg Verlag, 2002
Fissure
Texture
HardnessE, G Modulus
Form Size Position Roughness
NoiseNoiseSpeedSpeed
MomentMoment
ForceForce
914.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
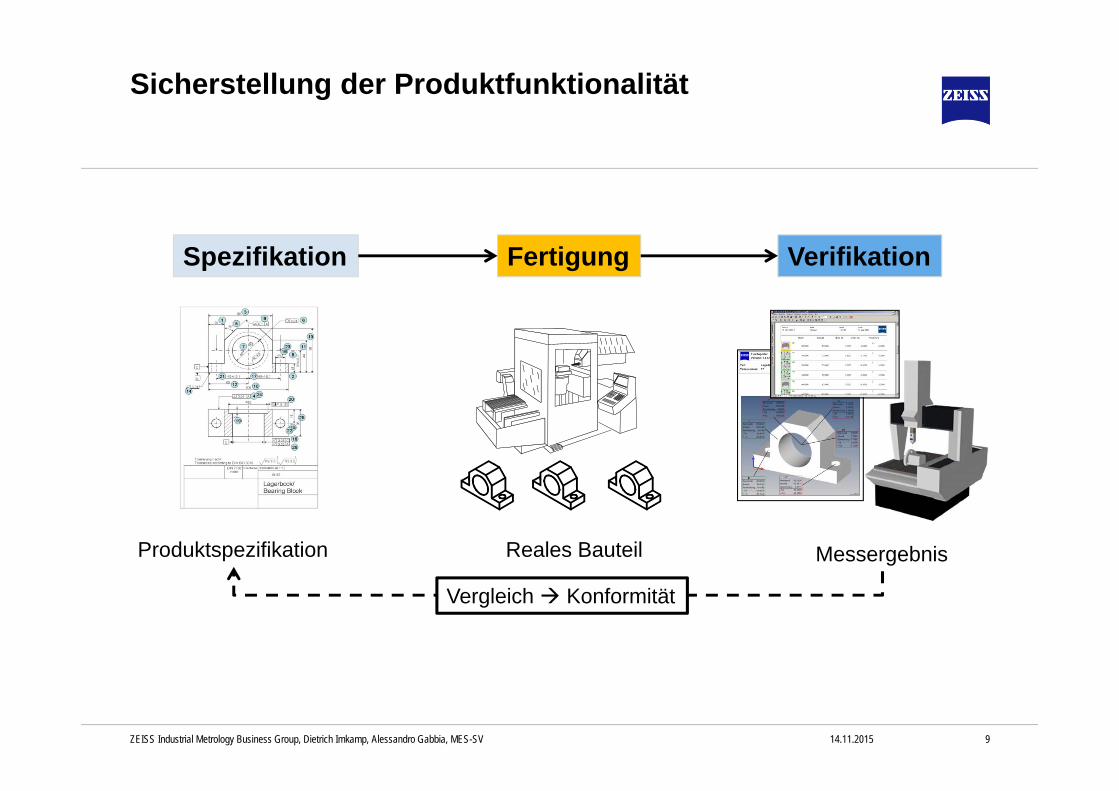
Sicherstellung der Produktfunktionalität
Reales BauteilProduktspezifikation Messergebnis
Vergleich Konformität
FertigungSpezifikation Verifikation
1014.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
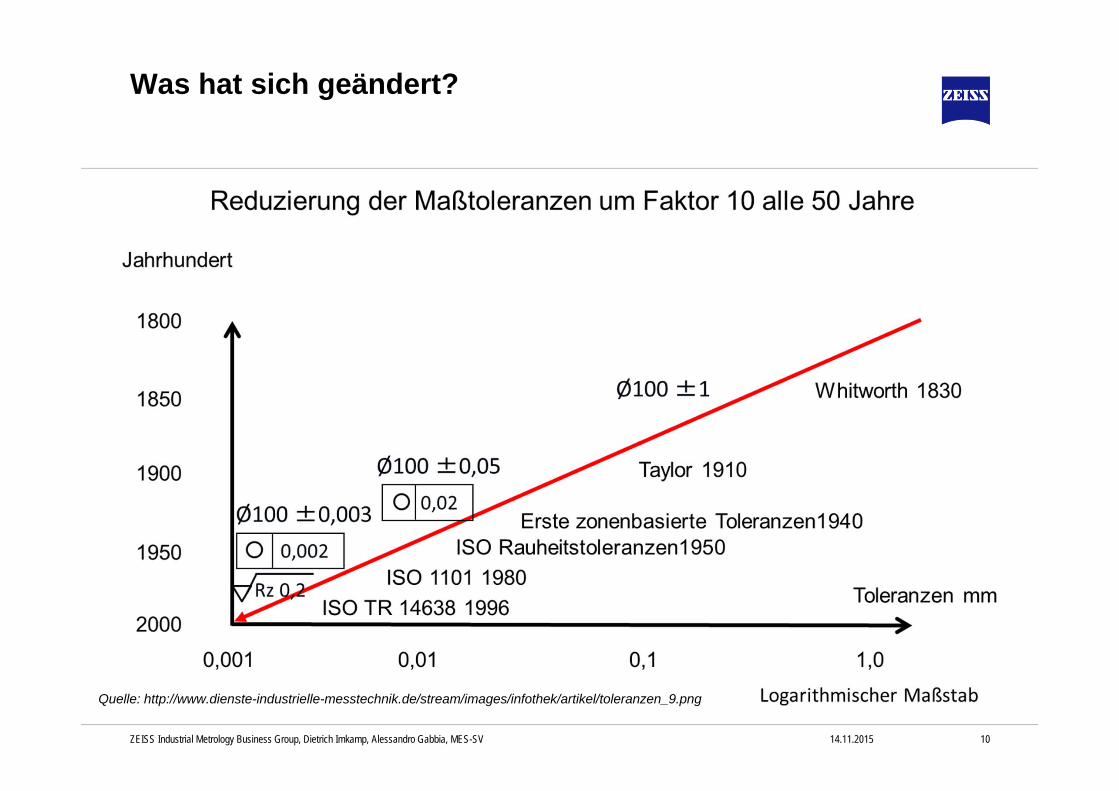
Was hat sich geändert?
Quelle: http://www.dienste-industrielle-messtechnik.de/stream/images/infothek/artikel/toleranzen_9.png

1114.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
MMZ G – die größte Gantry CMM
Große Bauteile / Kleine Toleranzen
Messvolume 5 x 11 x 3,5 m
Beispiel: Messung von Schiffmotoren
Anspruch Genauigkeit
1214.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
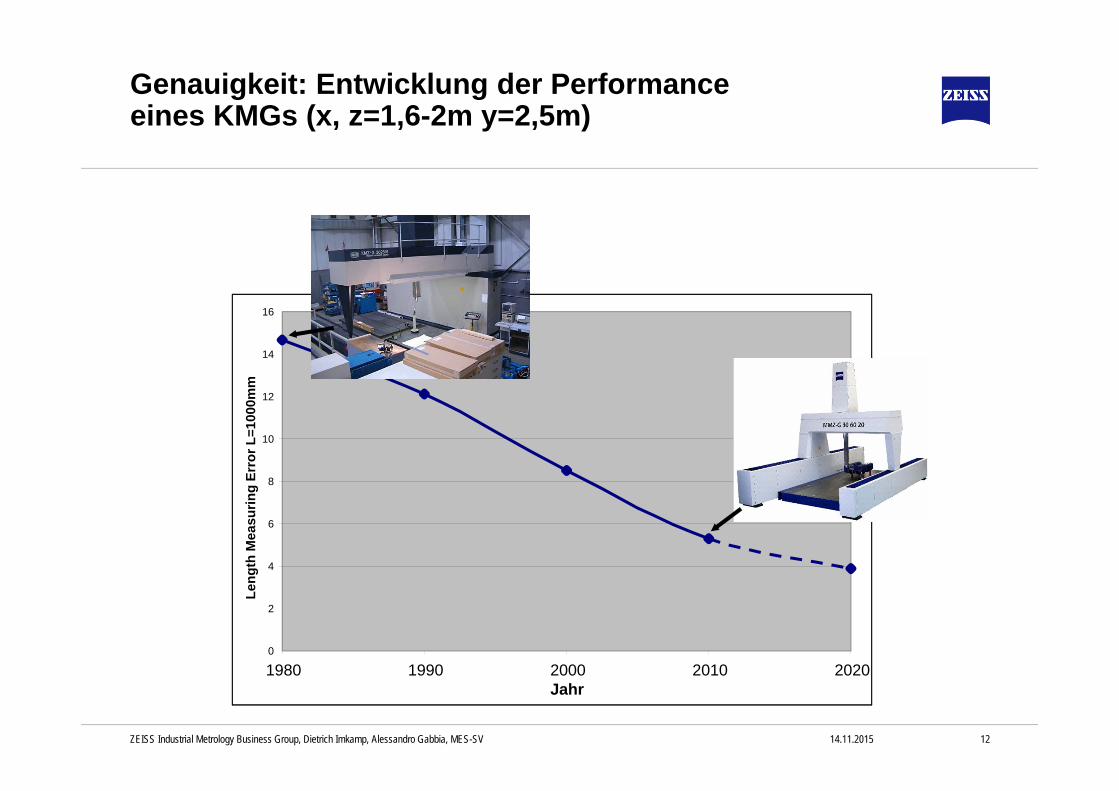
Genauigkeit: Entwicklung der Performance eines KMGs (x, z=1,6-2m y=2,5m)
0
2
4
6
8
10
12
14
16
1980 1990 2000 2010 2020Jahr
Leng
th M
easu
ring
Erro
r L=1
000m
m
Quelle: Ebay
1314.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV 13
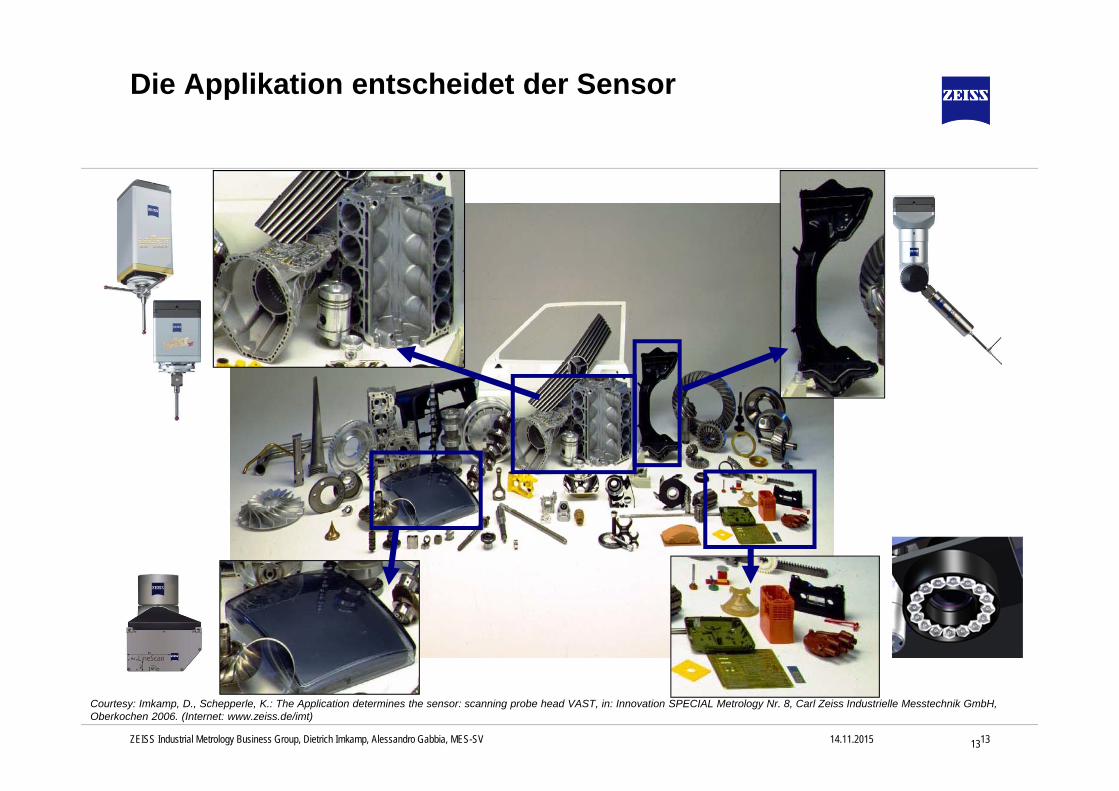
Die Applikation entscheidet der Sensor
Courtesy: Imkamp, D., Schepperle, K.: The Application determines the sensor: scanning probe head VAST, in: Innovation SPECIAL Metrology Nr. 8, Carl Zeiss Industrielle Messtechnik GmbH, Oberkochen 2006. (Internet: www.zeiss.de/imt)
1414.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV 13.06.2012 14Carl Zeiss IMT GmbH, Alessandro Gabbia, MES-SBS
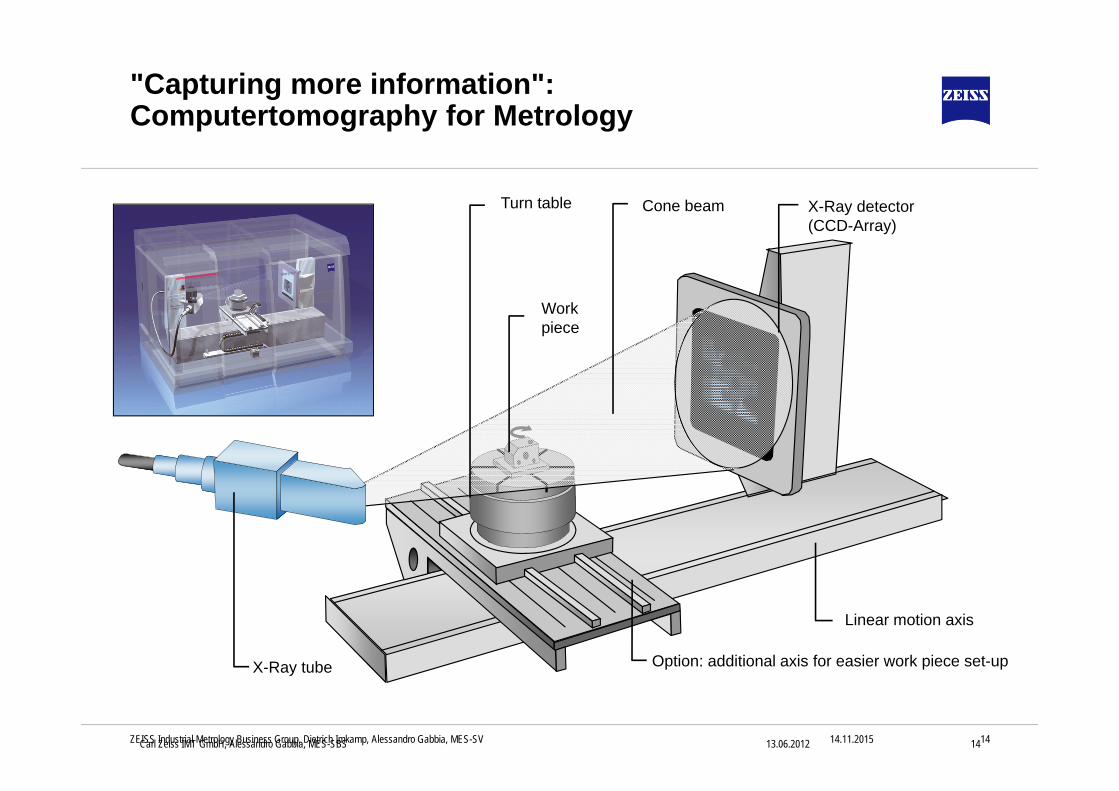
X-Ray tube
Turn table
Workpiece
X-Ray detector (CCD-Array)
Linear motion axis
Option: additional axis for easier work piece set-up
Cone beam
"Capturing more information": Computertomography for Metrology
1514.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
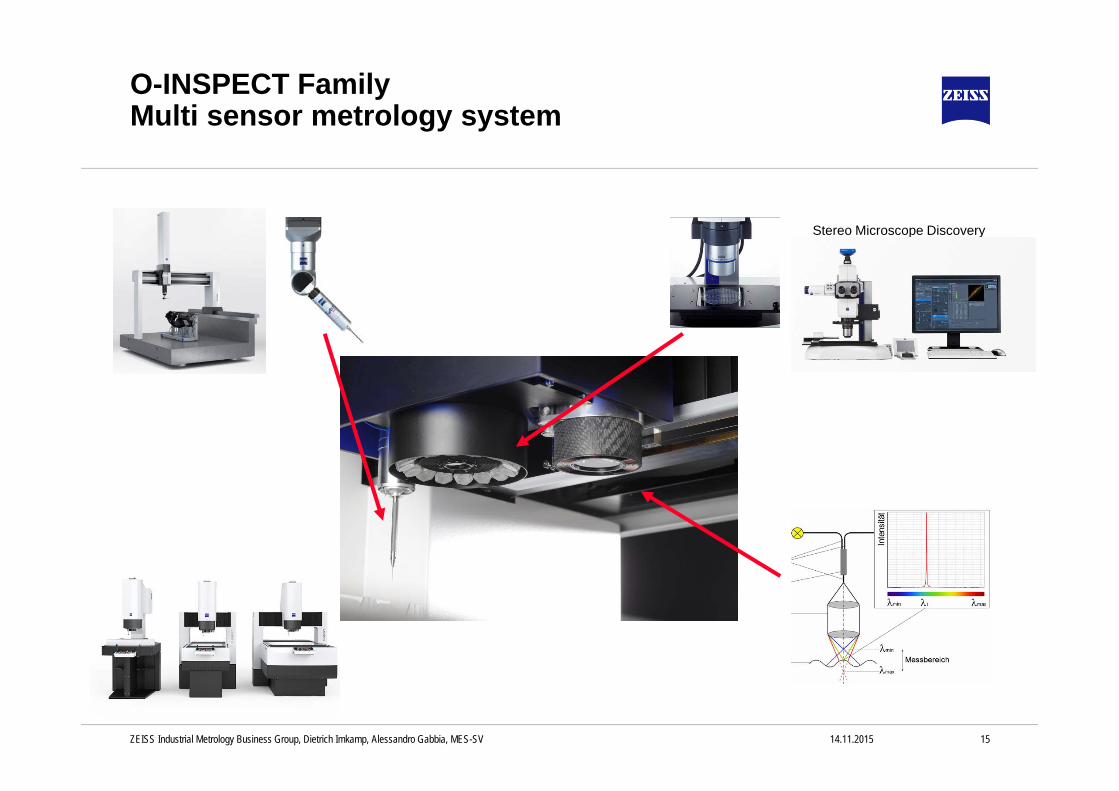
Stereo Microscope Discovery
O-INSPECT FamilyMulti sensor metrology system
1614.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
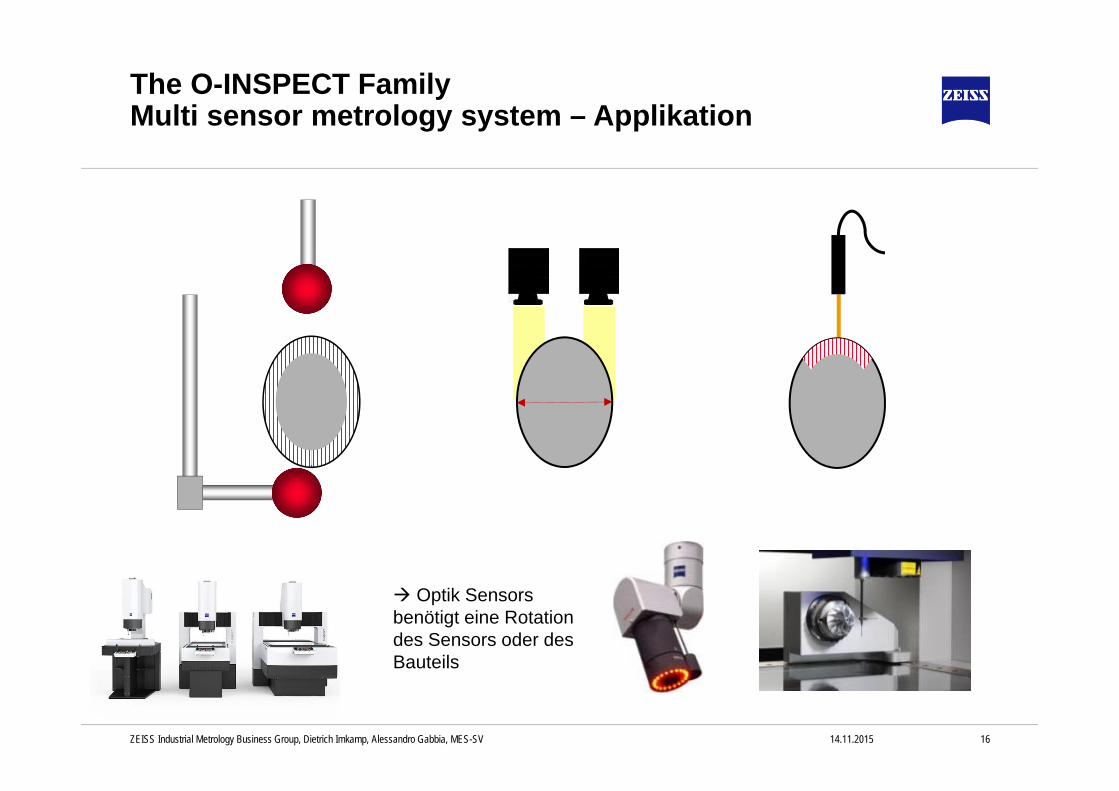
The O-INSPECT FamilyMulti sensor metrology system – Applikation
Optik Sensors benötigt eine Rotation des Sensors oder des Bauteils
1714.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV 17
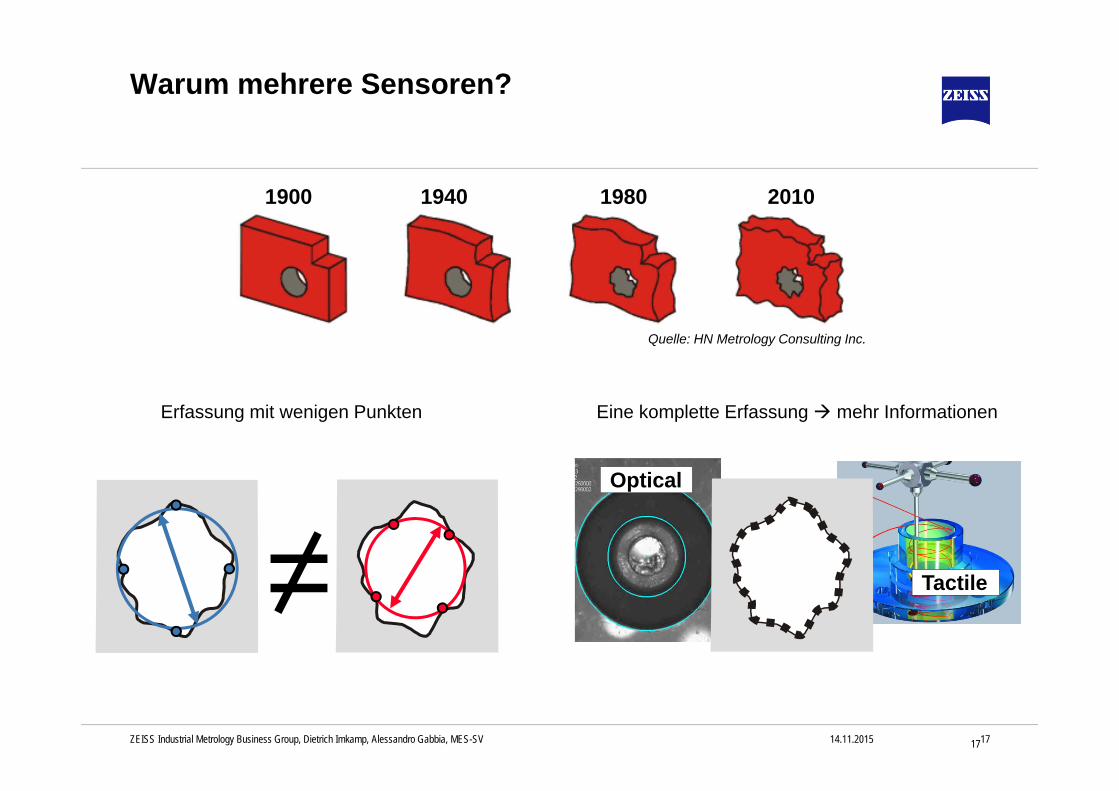
Warum mehrere Sensoren?
Erfassung mit wenigen Punkten Eine komplette Erfassung mehr Informationen
Tactile
Optical
=
Quelle: HN Metrology Consulting Inc.
1900 1940 1980 2010
1814.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
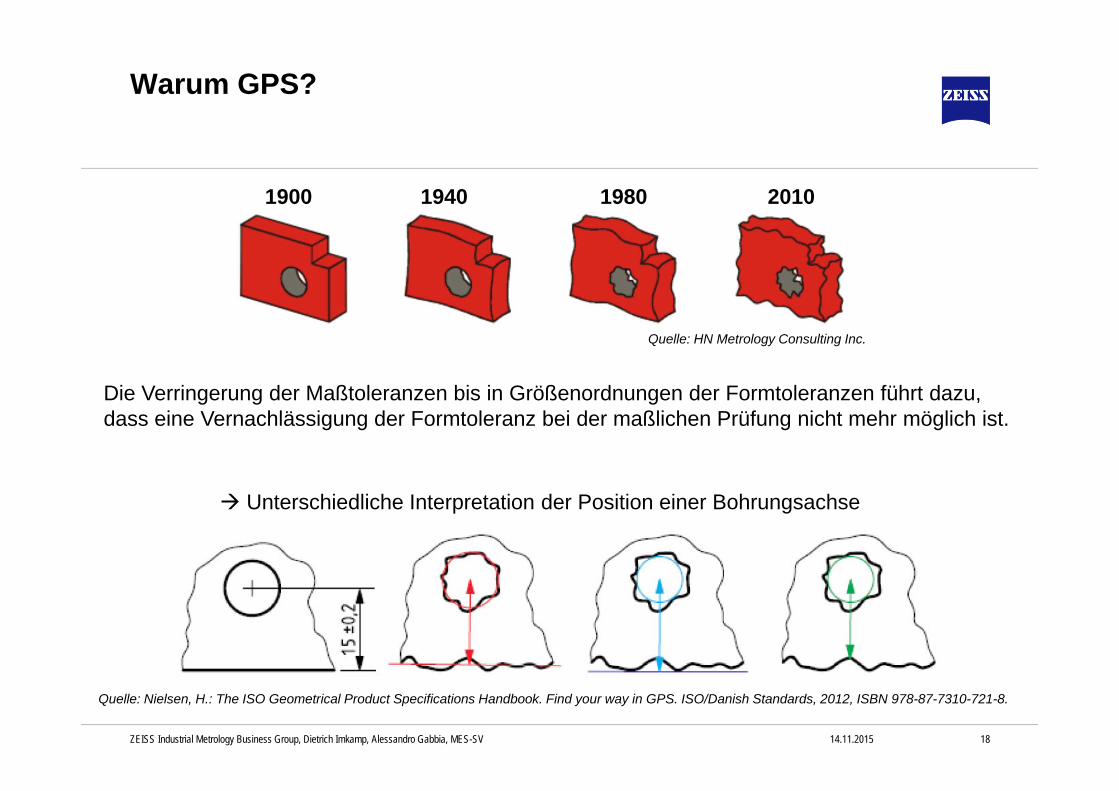
Warum GPS?
Quelle: HN Metrology Consulting Inc.
1900 1940 1980 2010
Die Verringerung der Maßtoleranzen bis in Größenordnungen der Formtoleranzen führt dazu, dass eine Vernachlässigung der Formtoleranz bei der maßlichen Prüfung nicht mehr möglich ist.
Quelle: Nielsen, H.: The ISO Geometrical Product Specifications Handbook. Find your way in GPS. ISO/Danish Standards, 2012, ISBN 978-87-7310-721-8.
Unterschiedliche Interpretation der Position einer Bohrungsachse
1914.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
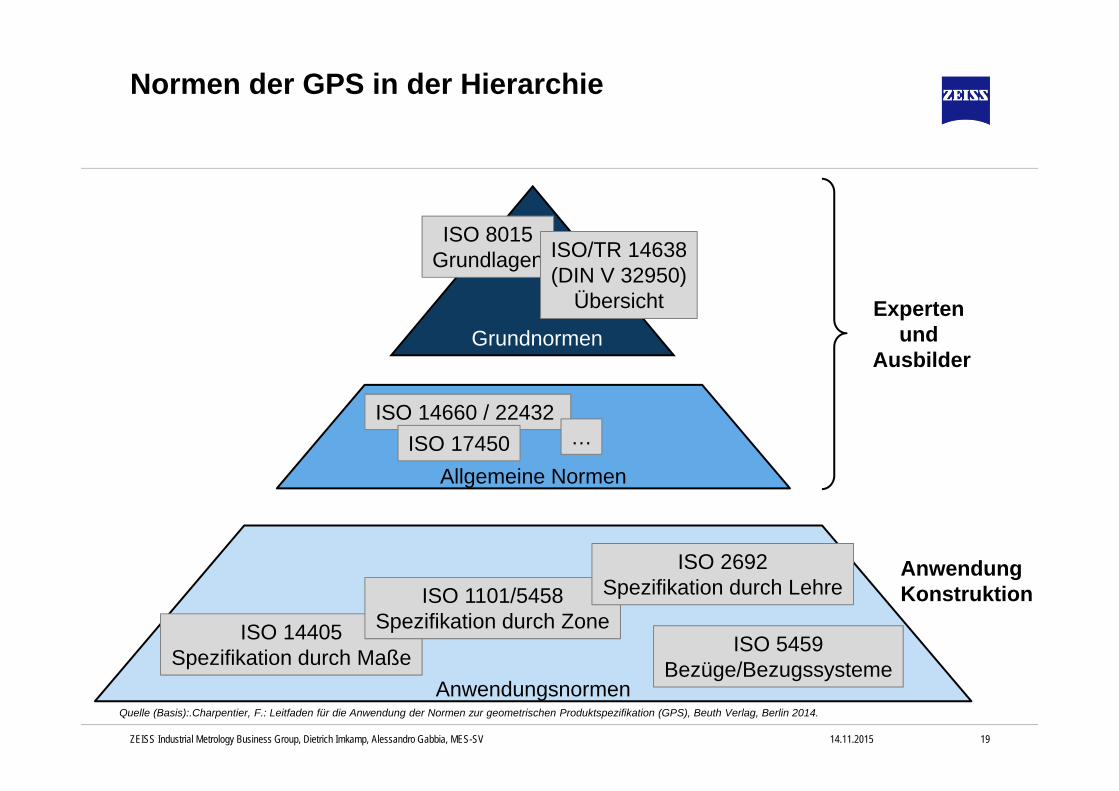
Normen der GPS in der Hierarchie
Grundnormen
Anwendungsnormen
Allgemeine Normen
ISO 14405Spezifikation durch Maße ISO 5459
Bezüge/Bezugssysteme
ISO 1101/5458Spezifikation durch Zone
ISO 2692Spezifikation durch Lehre
AnwendungKonstruktion
Experten und
Ausbilder
ISO 8015Grundlagen
ISO 14660 / 22432
ISO/TR 14638(DIN V 32950)
Übersicht
…ISO 17450
Quelle (Basis):.Charpentier, F.: Leitfaden für die Anwendung der Normen zur geometrischen Produktspezifikation (GPS), Beuth Verlag, Berlin 2014.
2014.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
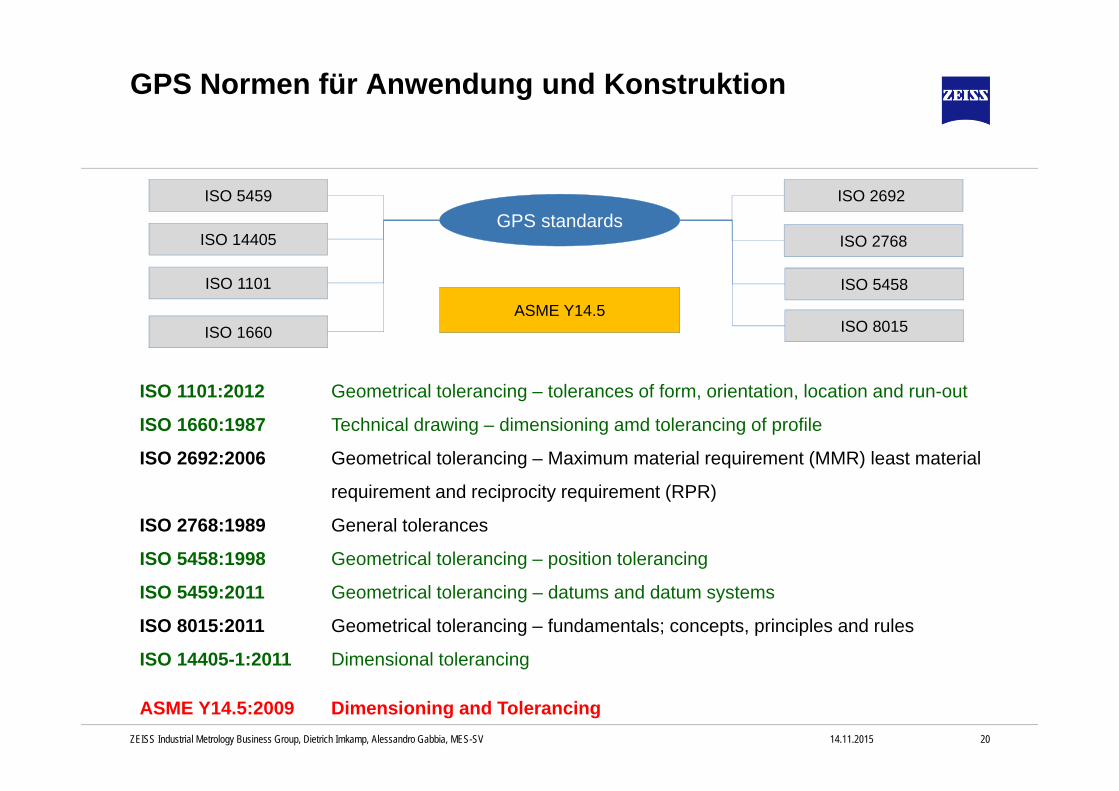
GPS Normen für Anwendung und Konstruktion
GPS standards
ISO 1101
ISO 14405
ISO 5459
ISO 1660
ISO 5458
ISO 2692
ISO 2768
ISO 8015ASME Y14.5
ISO 1101:2012 Geometrical tolerancing – tolerances of form, orientation, location and run-out
ISO 1660:1987 Technical drawing – dimensioning amd tolerancing of profile
ISO 2692:2006 Geometrical tolerancing – Maximum material requirement (MMR) least material
requirement and reciprocity requirement (RPR)
ISO 2768:1989 General tolerances
ISO 5458:1998 Geometrical tolerancing – position tolerancing
ISO 5459:2011 Geometrical tolerancing – datums and datum systems
ISO 8015:2011 Geometrical tolerancing – fundamentals; concepts, principles and rules
ISO 14405-1:2011 Dimensional tolerancing
ASME Y14.5:2009 Dimensioning and Tolerancing
2114.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Agenda
123
45
6
Warum GPS?
Grundlagen
Anwendungen
Beispiele CALYPSO
Literatur und Schulung
IMT im Carl Zeiss Konzern
7 Zusammenfassung
2214.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
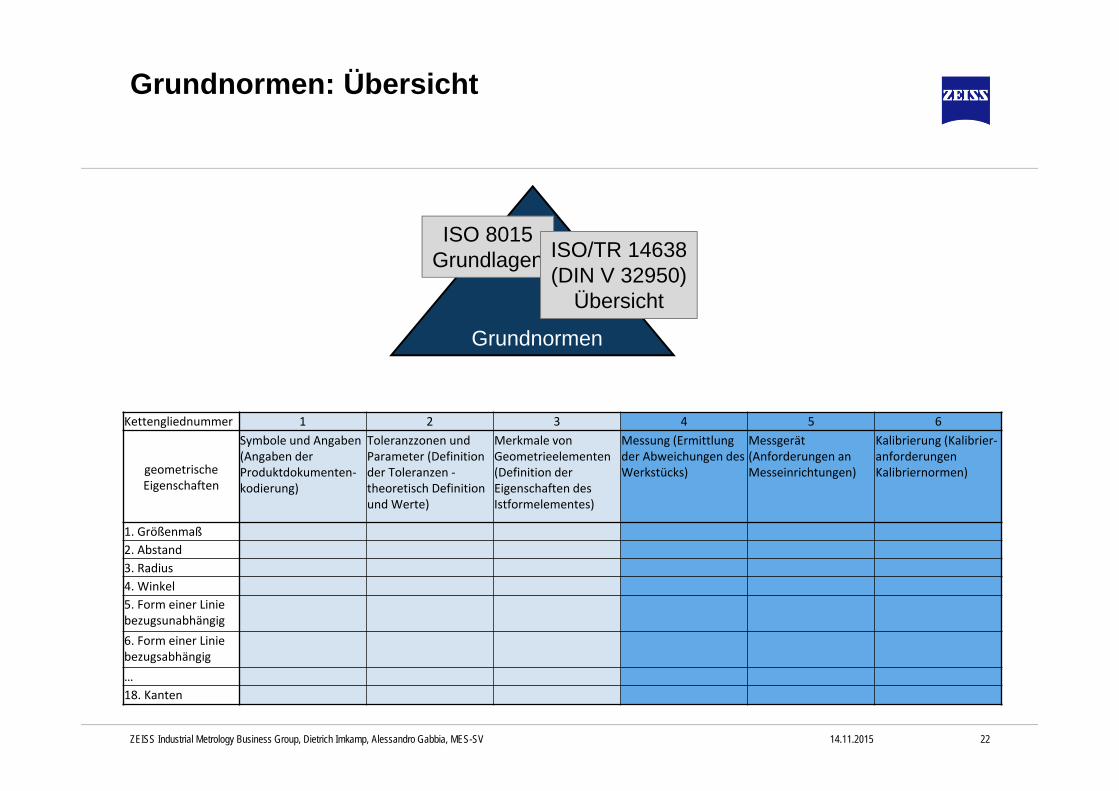
Grundnormen: Übersicht
Grundnormen
ISO 8015Grundlagen ISO/TR 14638
(DIN V 32950)Übersicht
Kettengliednummer 1 2 3 4 5 6
geometrische Eigenschaften
Symbole und Angaben (Angaben der Produktdokumenten‐kodierung)
Toleranzzonen und Parameter (Definition der Toleranzen ‐theoretisch Definition und Werte)
Merkmale von Geometrieelementen (Definition der Eigenschaften des Istformelementes)
Messung (Ermittlung der Abweichungen des Werkstücks)
Messgerät (Anforderungen an Messeinrichtungen)
Kalibrierung (Kalibrier‐anforderungen Kalibriernormen)
1. Größenmaß2. Abstand3. Radius4. Winkel5. Form einer Linie bezugsunabhängig6. Form einer Linie bezugsabhängig…18. Kanten
2314.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
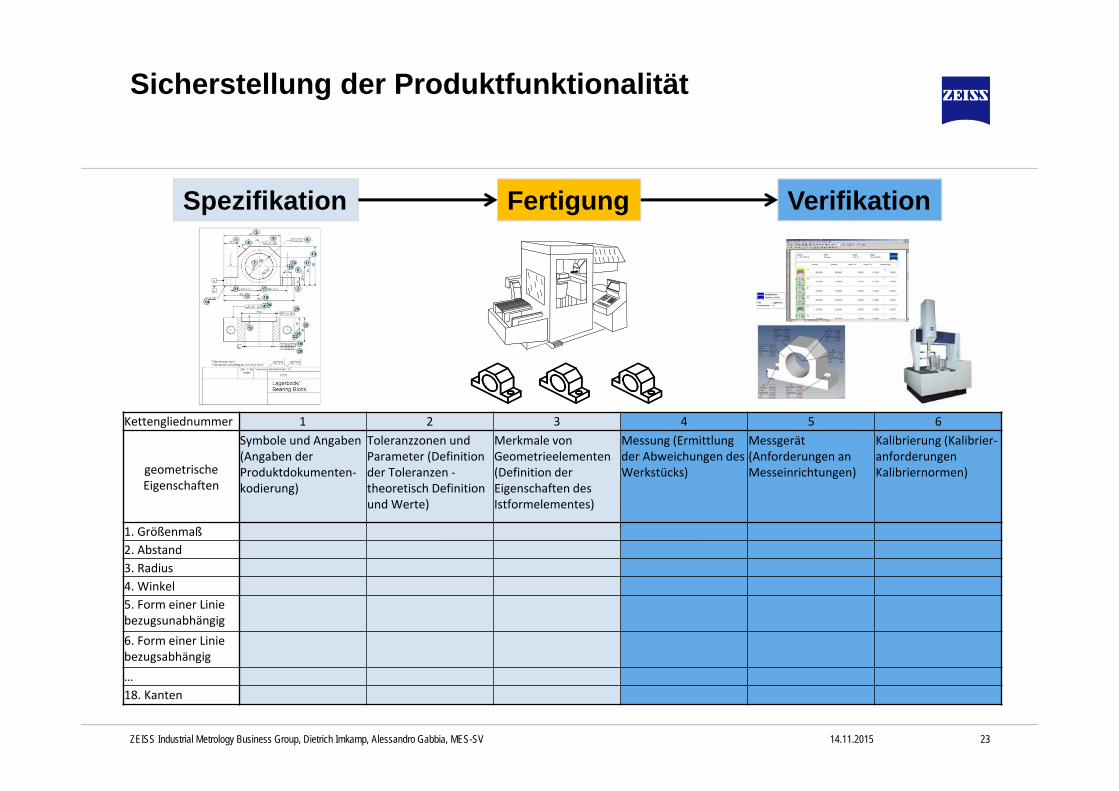
Sicherstellung der Produktfunktionalität
Reales Bauteil
FertigungSpezifikation Verifikation
Produktspezifikation Messergebnis
Vergleich => Konformität
Kettengliednummer 1 2 3 4 5 6
geometrische Eigenschaften
Symbole und Angaben (Angaben der Produktdokumenten‐kodierung)
Toleranzzonen und Parameter (Definition der Toleranzen ‐theoretisch Definition und Werte)
Merkmale von Geometrieelementen (Definition der Eigenschaften des Istformelementes)
Messung (Ermittlung der Abweichungen des Werkstücks)
Messgerät (Anforderungen an Messeinrichtungen)
Kalibrierung (Kalibrier‐anforderungen Kalibriernormen)
1. Größenmaß2. Abstand3. Radius4. Winkel5. Form einer Linie bezugsunabhängig6. Form einer Linie bezugsabhängig…18. Kanten
2414.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
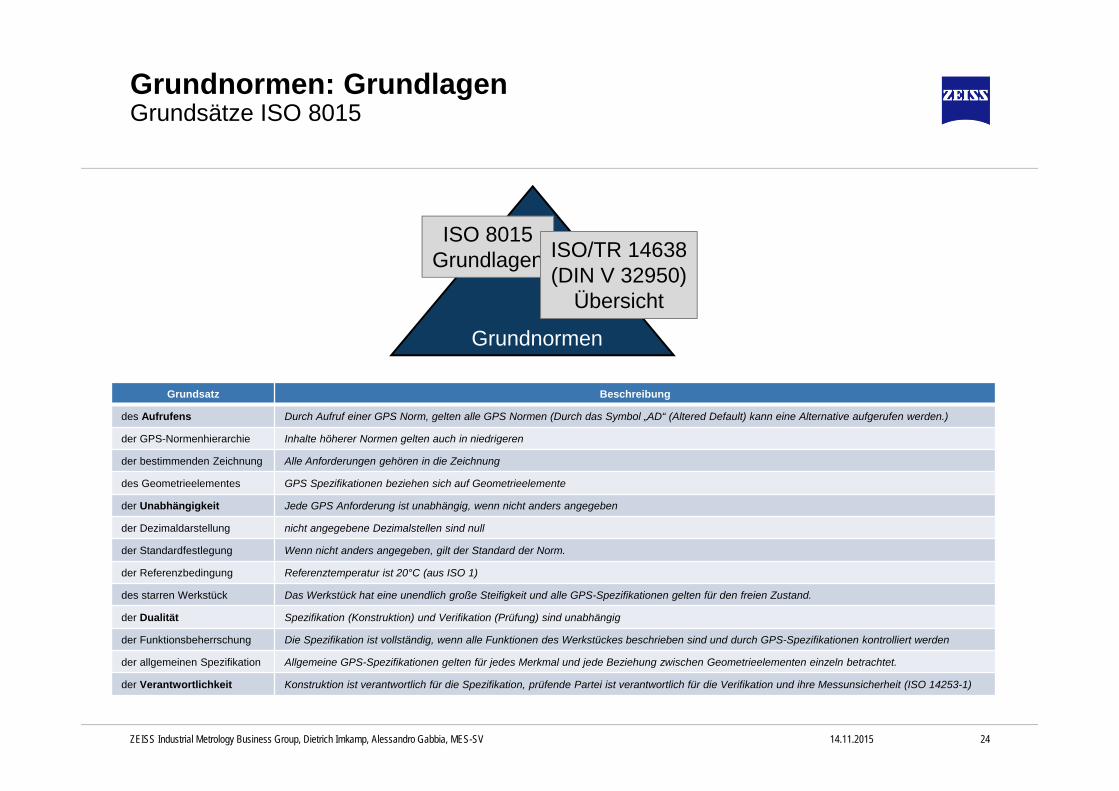
Grundnormen: GrundlagenGrundsätze ISO 8015
Grundnormen
ISO 8015Grundlagen ISO/TR 14638
(DIN V 32950)Übersicht
Grundsatz Beschreibung
des Aufrufens Durch Aufruf einer GPS Norm, gelten alle GPS Normen (Durch das Symbol „AD“ (Altered Default) kann eine Alternative aufgerufen werden.)
der GPS-Normenhierarchie Inhalte höherer Normen gelten auch in niedrigeren
der bestimmenden Zeichnung Alle Anforderungen gehören in die Zeichnung
des Geometrieelementes GPS Spezifikationen beziehen sich auf Geometrieelemente
der Unabhängigkeit Jede GPS Anforderung ist unabhängig, wenn nicht anders angegeben
der Dezimaldarstellung nicht angegebene Dezimalstellen sind null
der Standardfestlegung Wenn nicht anders angegeben, gilt der Standard der Norm.
der Referenzbedingung Referenztemperatur ist 20°C (aus ISO 1)
des starren Werkstück Das Werkstück hat eine unendlich große Steifigkeit und alle GPS-Spezifikationen gelten für den freien Zustand.
der Dualität Spezifikation (Konstruktion) und Verifikation (Prüfung) sind unabhängig
der Funktionsbeherrschung Die Spezifikation ist vollständig, wenn alle Funktionen des Werkstückes beschrieben sind und durch GPS-Spezifikationen kontrolliert werden
der allgemeinen Spezifikation Allgemeine GPS-Spezifikationen gelten für jedes Merkmal und jede Beziehung zwischen Geometrieelementen einzeln betrachtet.
der Verantwortlichkeit Konstruktion ist verantwortlich für die Spezifikation, prüfende Partei ist verantwortlich für die Verifikation und ihre Messunsicherheit (ISO 14253-1)
2514.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Agenda
123
45
6
Warum GPS?
Grundlagen
Anwendungen
Beispiele CALYPSO
Literatur und Schulung
IMT im Carl Zeiss Konzern
7 Zusammenfassung
2614.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
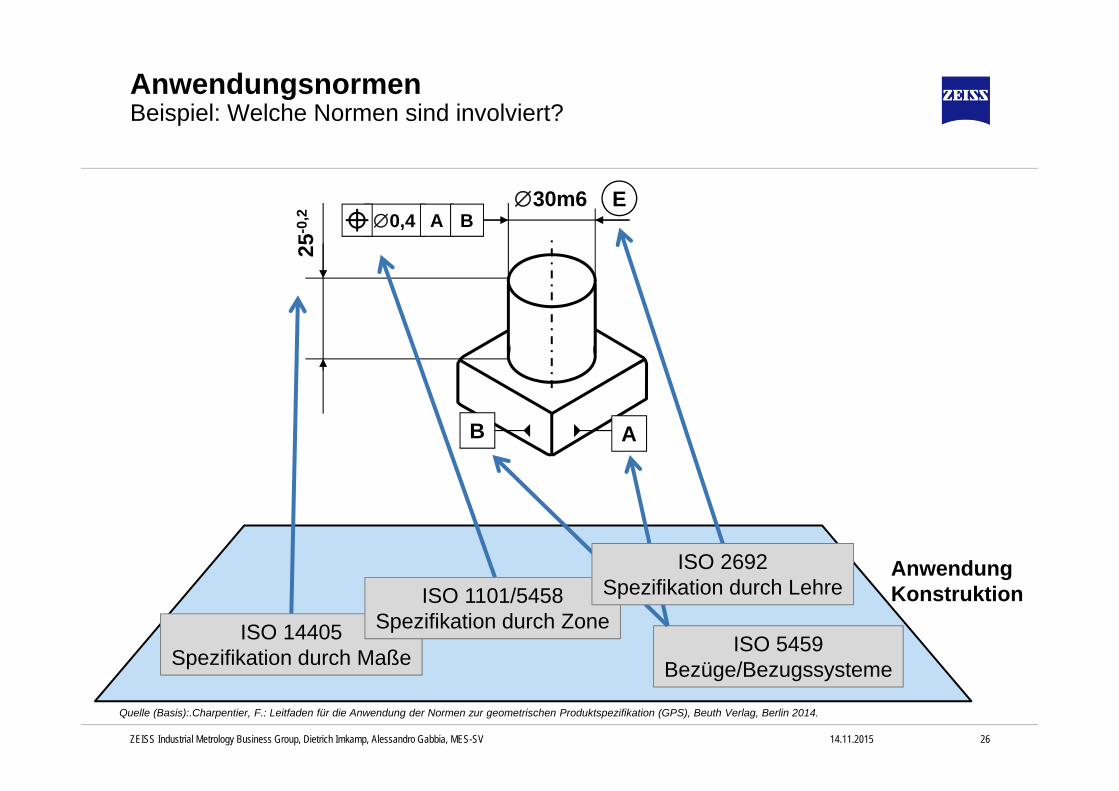
AnwendungsnormenBeispiel: Welche Normen sind involviert?
30m6
25-0
,2
A
0,4 A B
B
E
ISO 14405Spezifikation durch Maße ISO 5459
Bezüge/Bezugssysteme
ISO 1101/5458Spezifikation durch Zone
AnwendungKonstruktion
Quelle (Basis):.Charpentier, F.: Leitfaden für die Anwendung der Normen zur geometrischen Produktspezifikation (GPS), Beuth Verlag, Berlin 2014.
ISO 2692Spezifikation durch Lehre
2714.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
30+0,1
A
0,4 A B
B
E
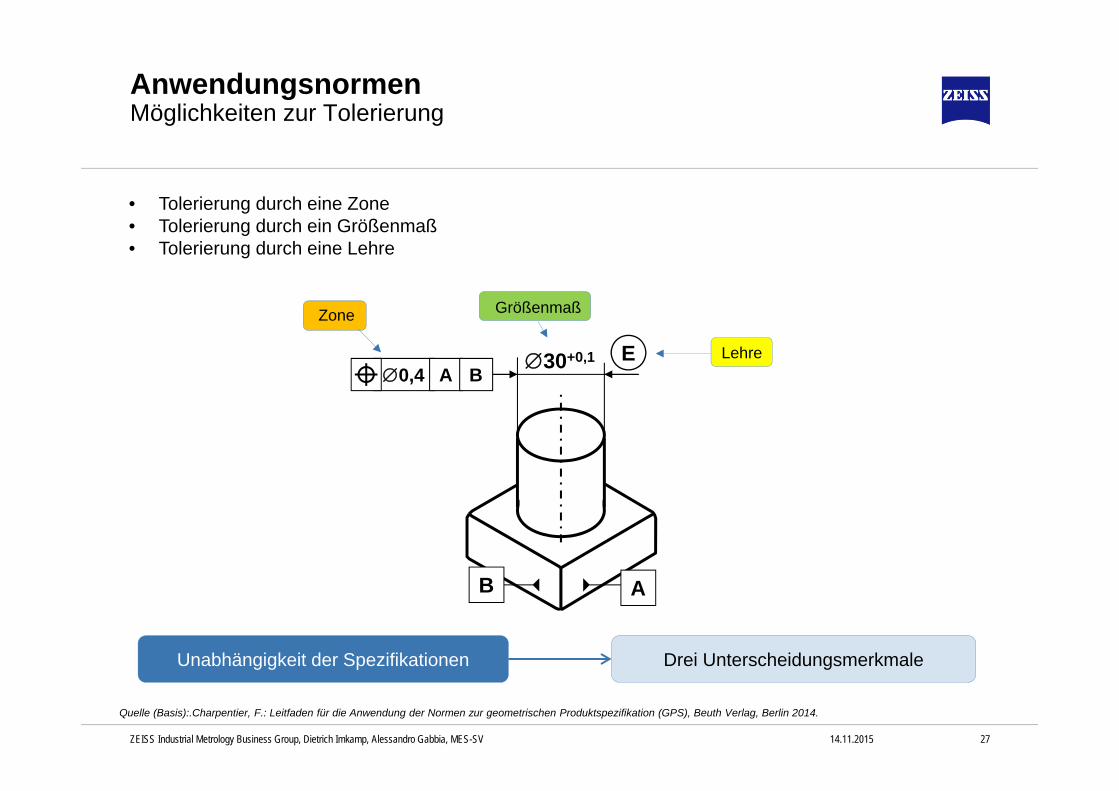
AnwendungsnormenMöglichkeiten zur Tolerierung
Unabhängigkeit der Spezifikationen Drei Unterscheidungsmerkmale
Zone Größenmaß
Lehre
• Tolerierung durch eine Zone• Tolerierung durch ein Größenmaß• Tolerierung durch eine Lehre
Quelle (Basis):.Charpentier, F.: Leitfaden für die Anwendung der Normen zur geometrischen Produktspezifikation (GPS), Beuth Verlag, Berlin 2014.
2814.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
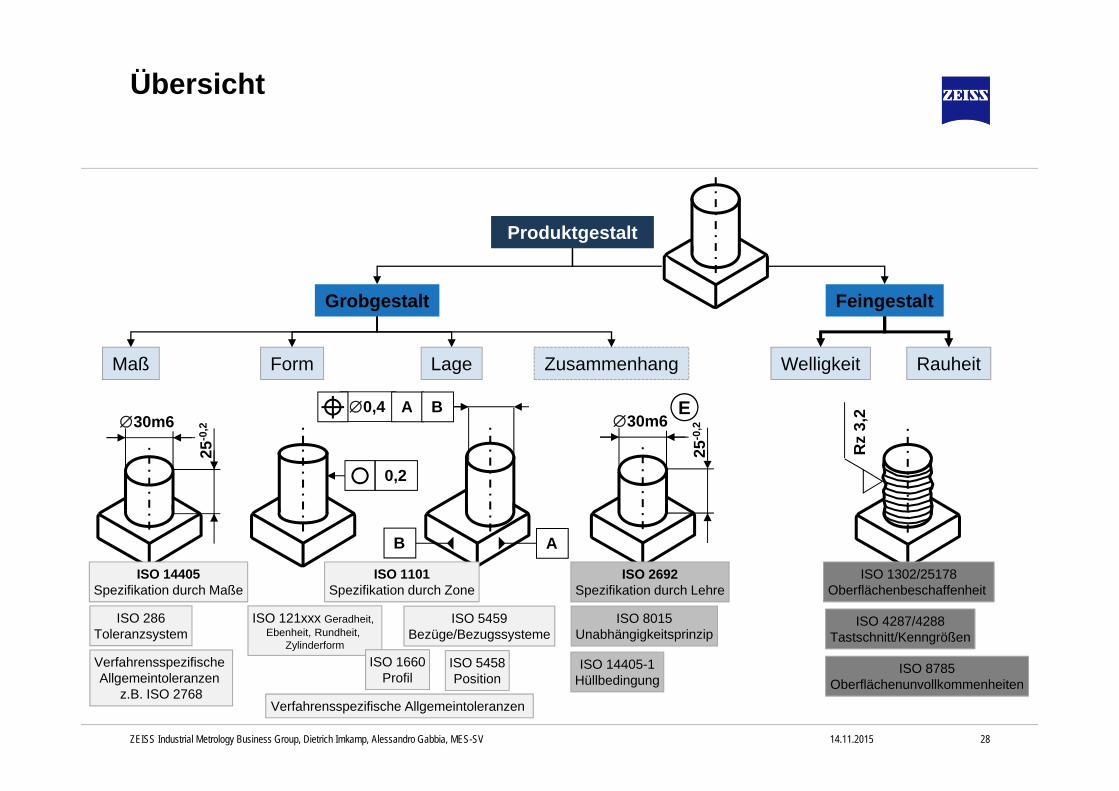
Übersicht
Produktgestalt
Grobgestalt
FormMaß Lage
Feingestalt
Welligkeit Rauheit
30m6
25-0
,2
0,2
Rz
3,2
AB
0,4 A B
Zusammenhang
30m6
25-0
,2
E
ISO 14405Spezifikation durch Maße
ISO 5459Bezüge/Bezugssysteme
ISO 1101Spezifikation durch Zone
ISO 2692Spezifikation durch Lehre
ISO 286Toleranzsystem
Verfahrensspezifische Allgemeintoleranzen
z.B. ISO 2768
ISO 121xxx Geradheit, Ebenheit, Rundheit,
Zylinderform
ISO 5458Position
ISO 1660Profil
Verfahrensspezifische Allgemeintoleranzen
ISO 8015Unabhängigkeitsprinzip
ISO 14405-1Hüllbedingung
ISO 8785Oberflächenunvollkommenheiten
ISO 1302/25178Oberflächenbeschaffenheit
ISO 4287/4288Tastschnitt/Kenngrößen
2914.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
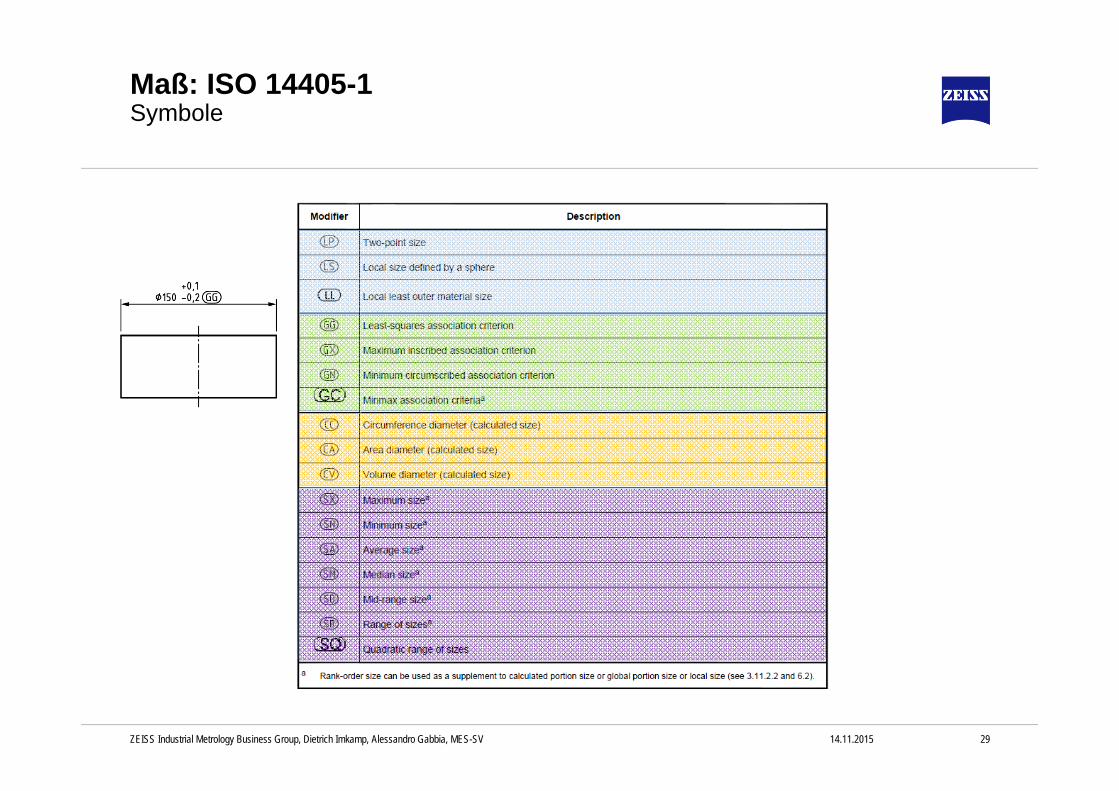
Maß: ISO 14405-1Symbole
3014.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
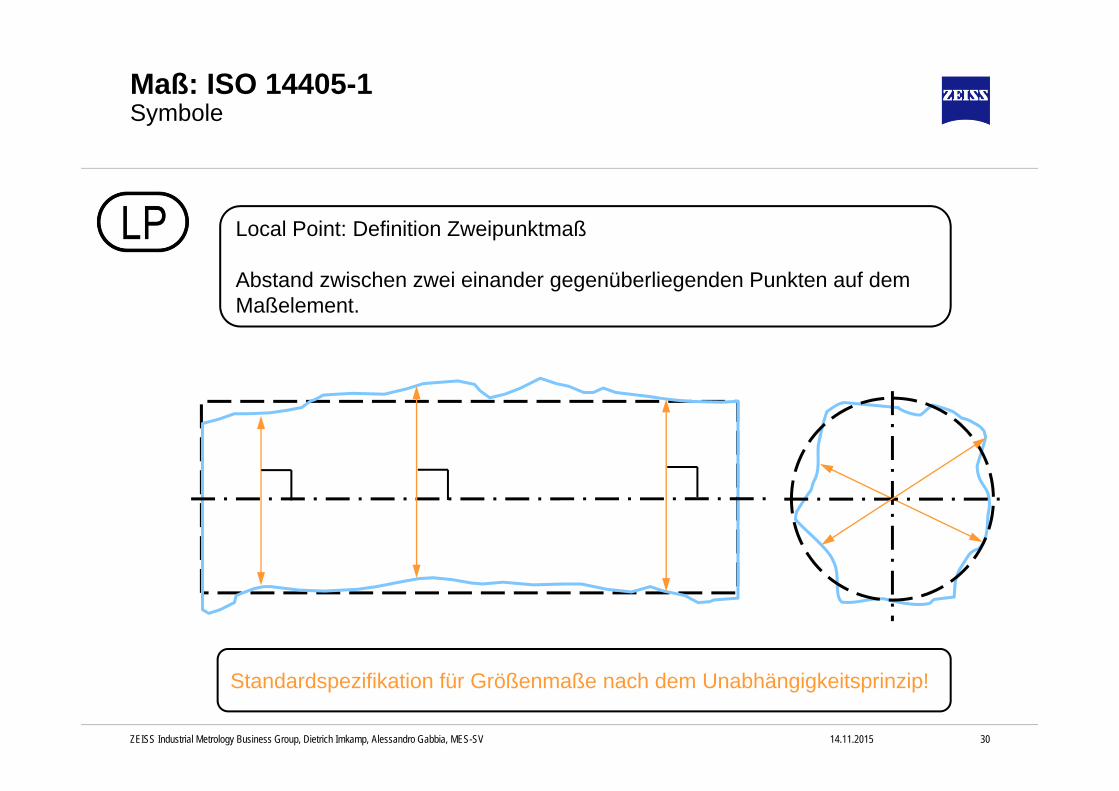
Standardspezifikation für Größenmaße nach dem Unabhängigkeitsprinzip!
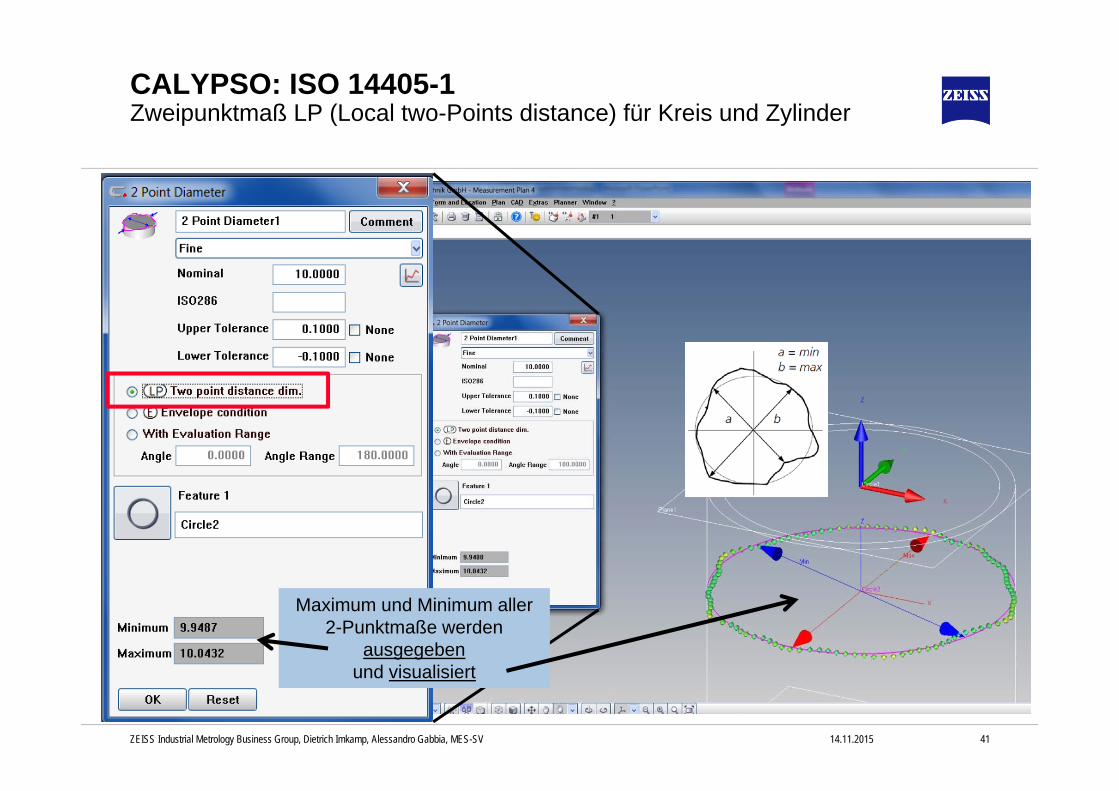
Local Point: Definition Zweipunktmaß
Abstand zwischen zwei einander gegenüberliegenden Punkten auf dem Maßelement.
Maß: ISO 14405-1Symbole
3114.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
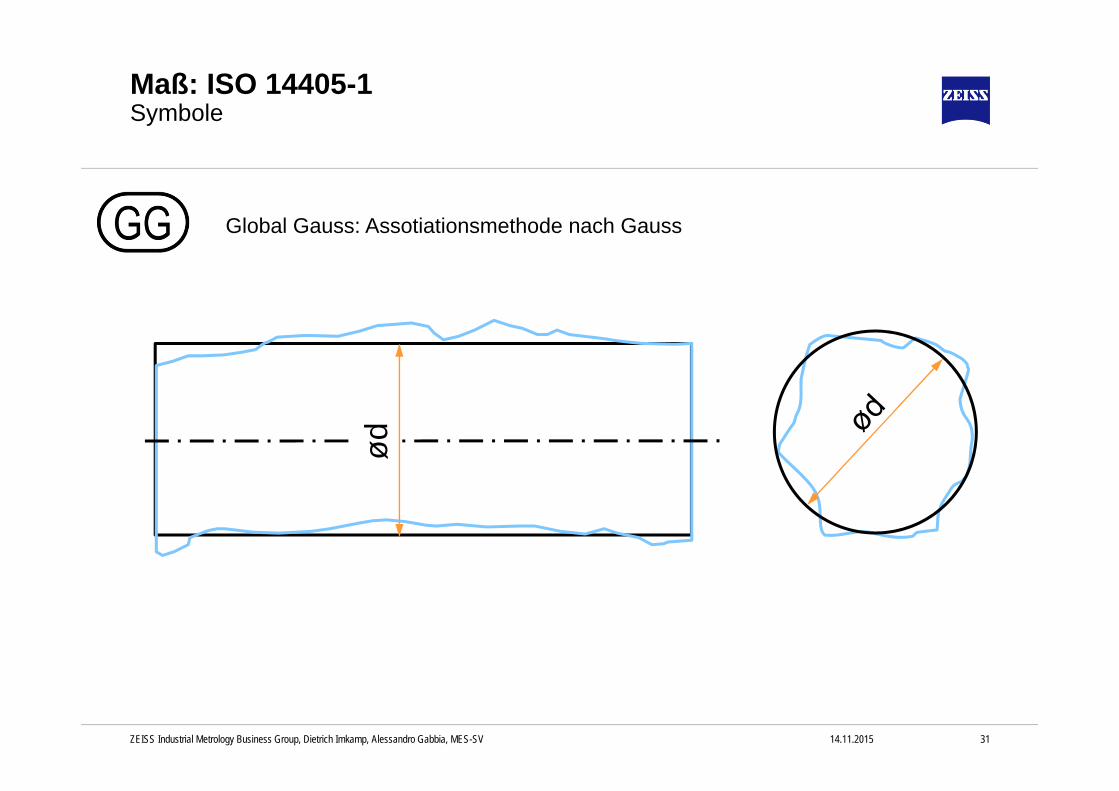
Maß: ISO 14405-1Symbole
ød
Global Gauss: Assotiationsmethode nach Gauss
3214.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
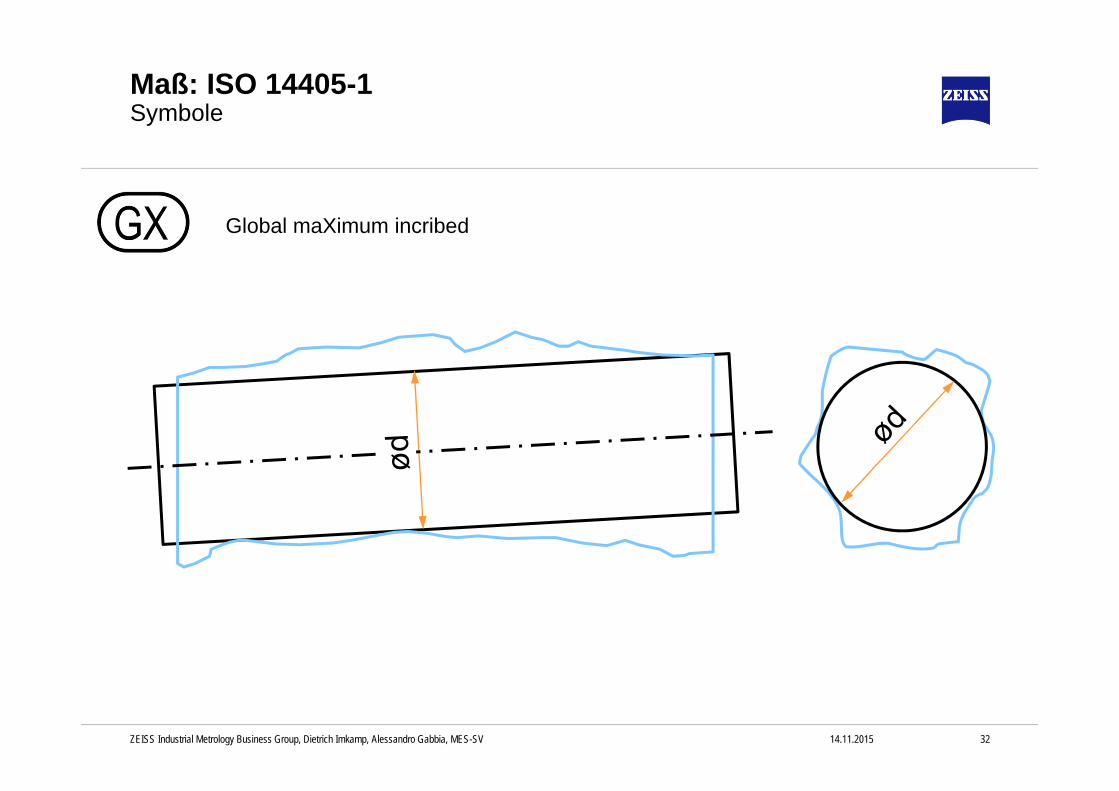
Maß: ISO 14405-1Symbole
Global maXimum incribed
3314.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
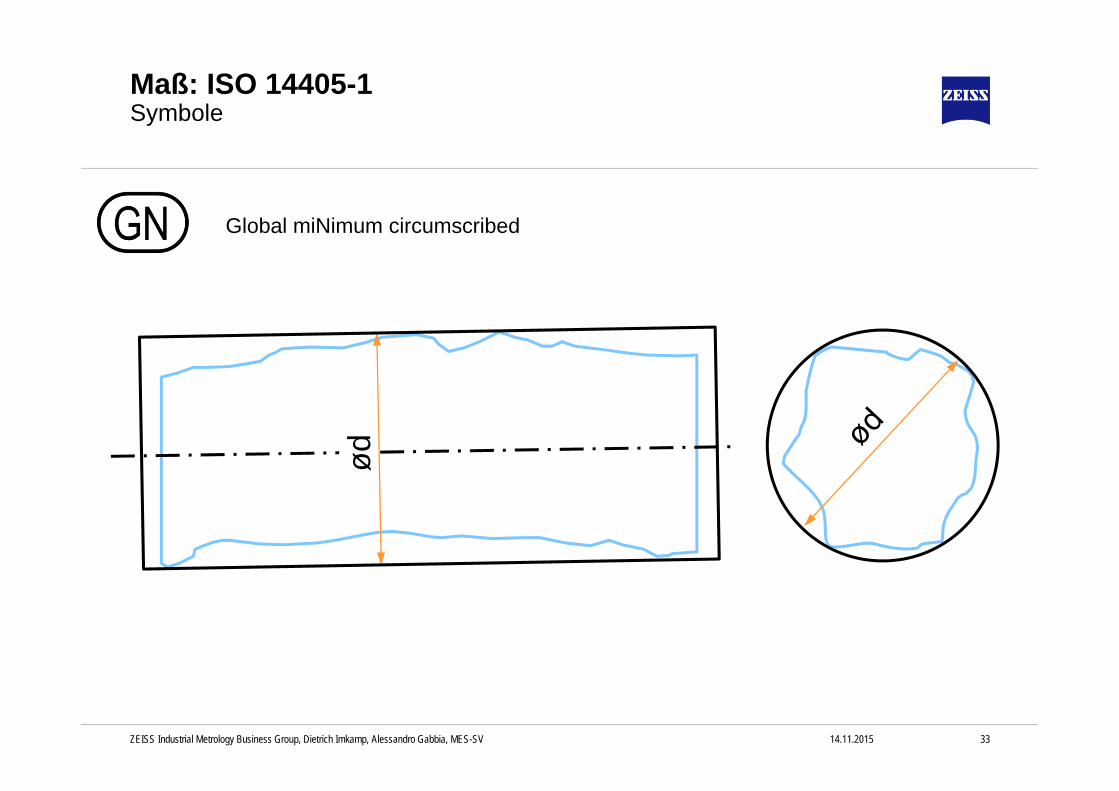
Maß: ISO 14405-1Symbole
ød
Global miNimum circumscribed
3414.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
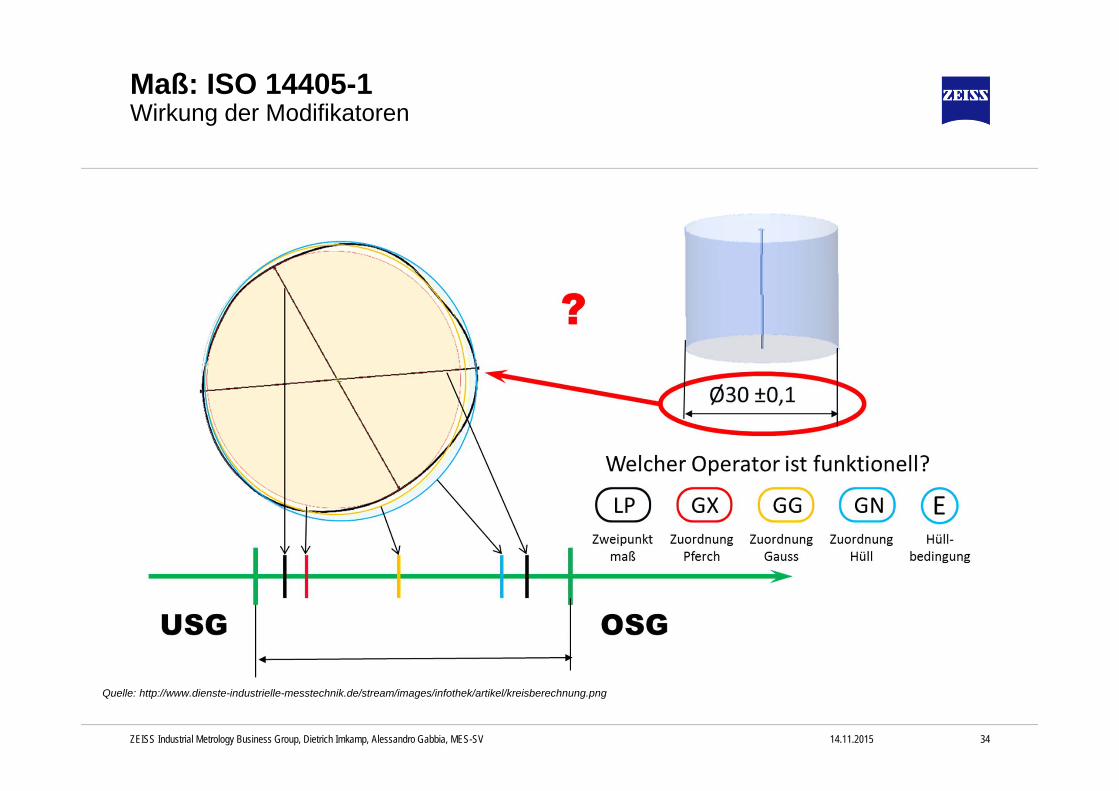
Maß: ISO 14405-1Wirkung der Modifikatoren
Quelle: http://www.dienste-industrielle-messtechnik.de/stream/images/infothek/artikel/kreisberechnung.png
3514.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
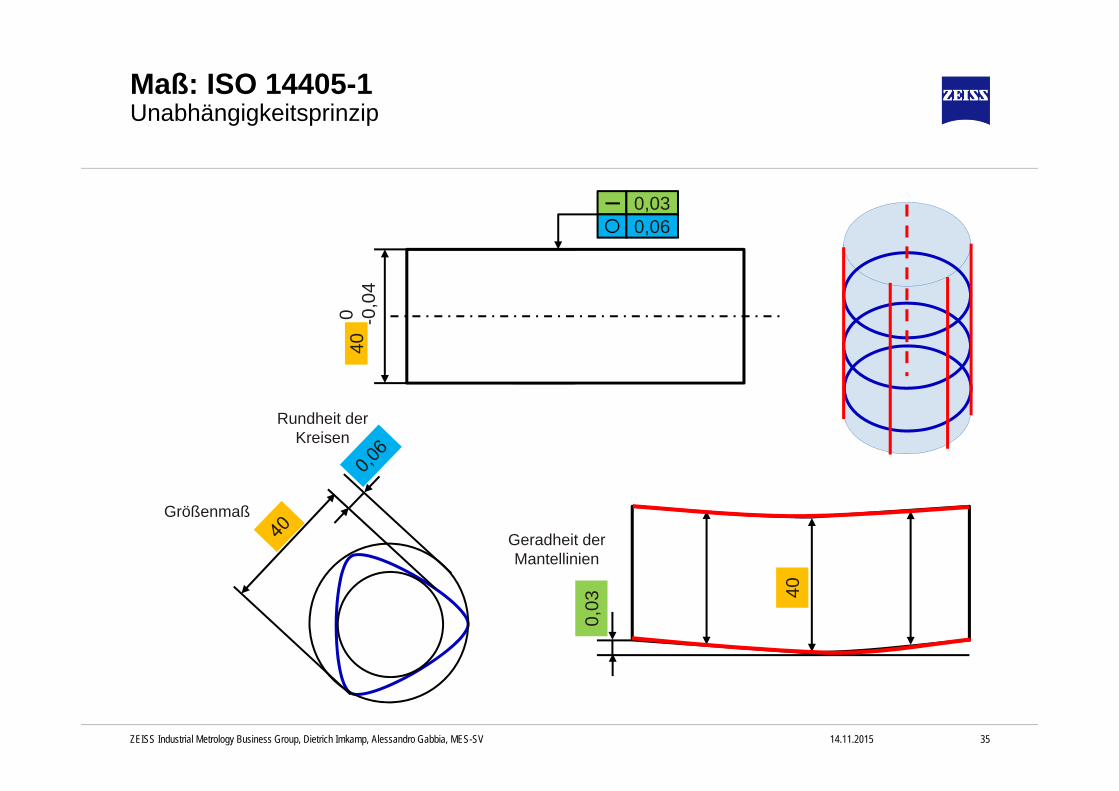
Maß: ISO 14405-1Unabhängigkeitsprinzip
400 -0
,04
0,030,06
Geradheit der Mantellinien
40
0,03
Rundheit der Kreisen
Größenmaß
3614.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
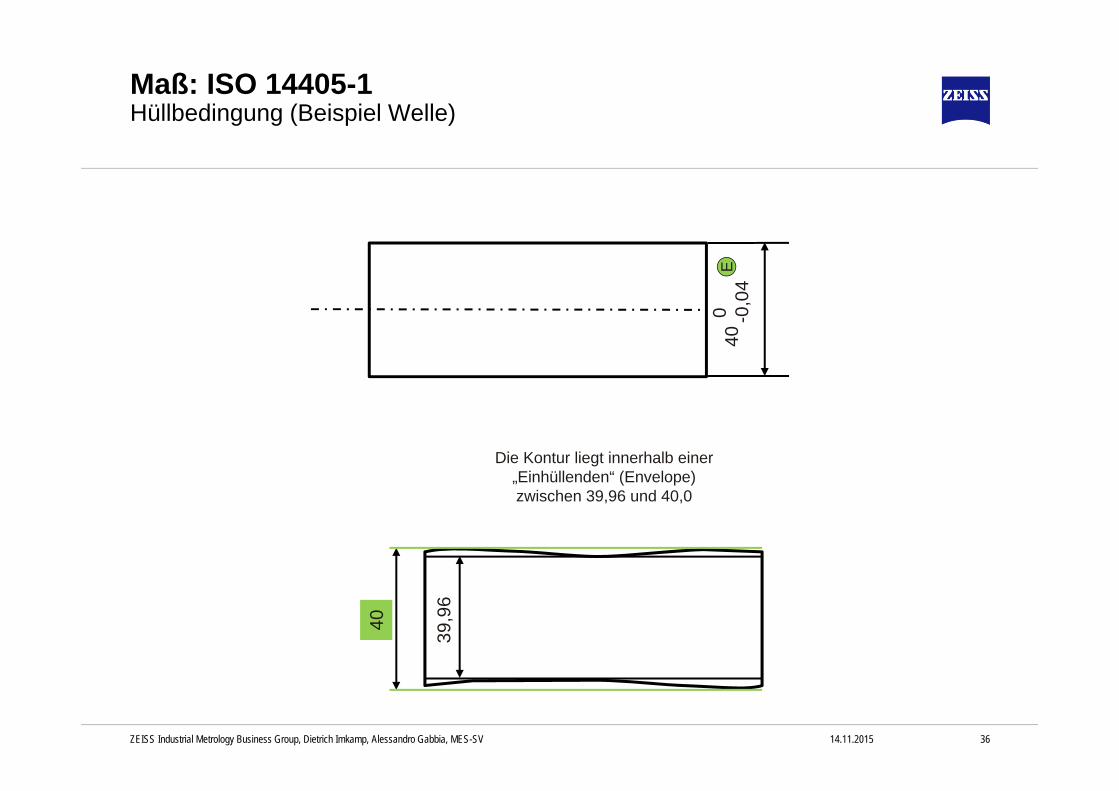
Maß: ISO 14405-1Hüllbedingung (Beispiel Welle)
400 -0
,04
E
40
39,9
6Die Kontur liegt innerhalb einer
„Einhüllenden“ (Envelope) zwischen 39,96 und 40,0
3714.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
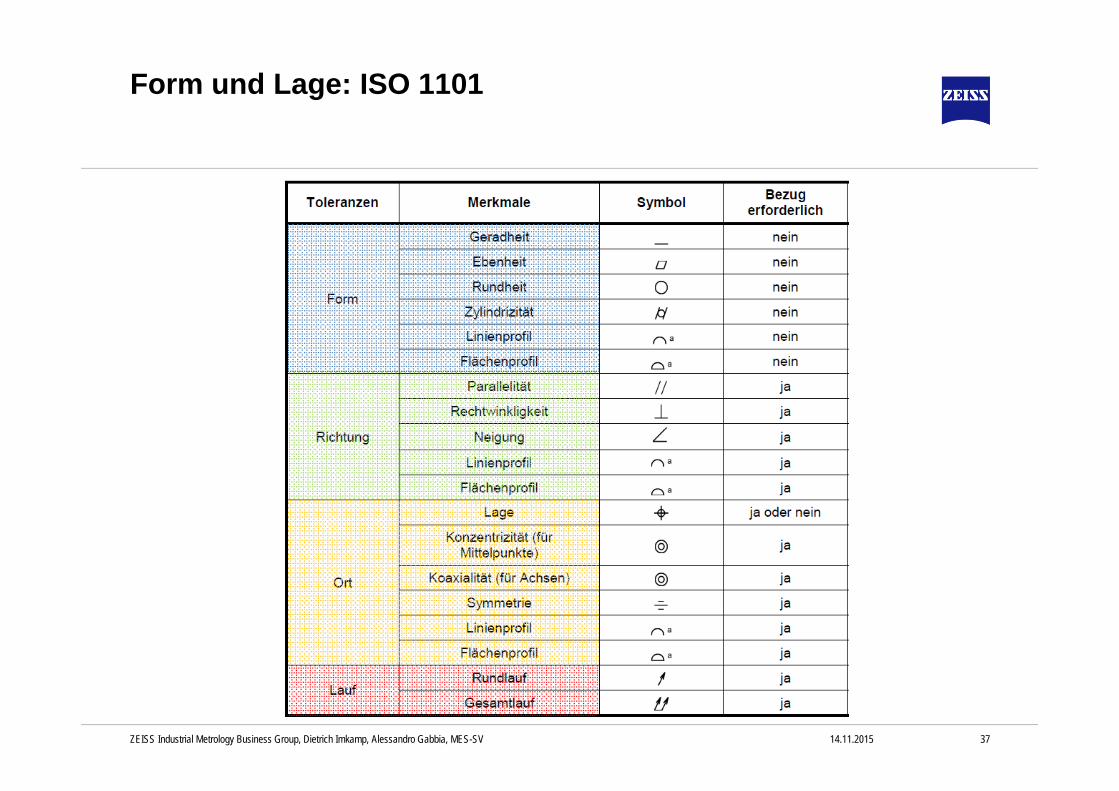
Form und Lage: ISO 1101
3814.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
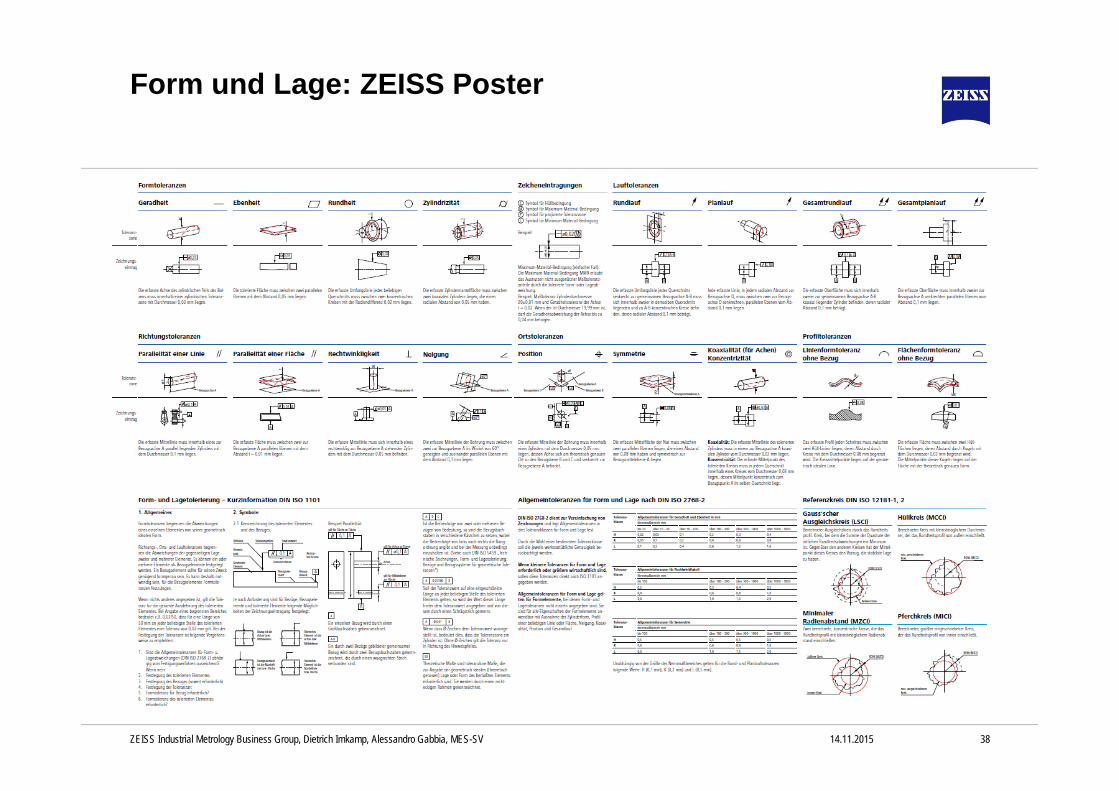
Form und Lage: ZEISS Poster
3914.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Agenda
123
45
6
Warum GPS?
Grundlagen
Anwendungen
Beispiele CALYPSO
Literatur und Schulung
IMT im Carl Zeiss Konzern
7 Zusammenfassung
4014.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
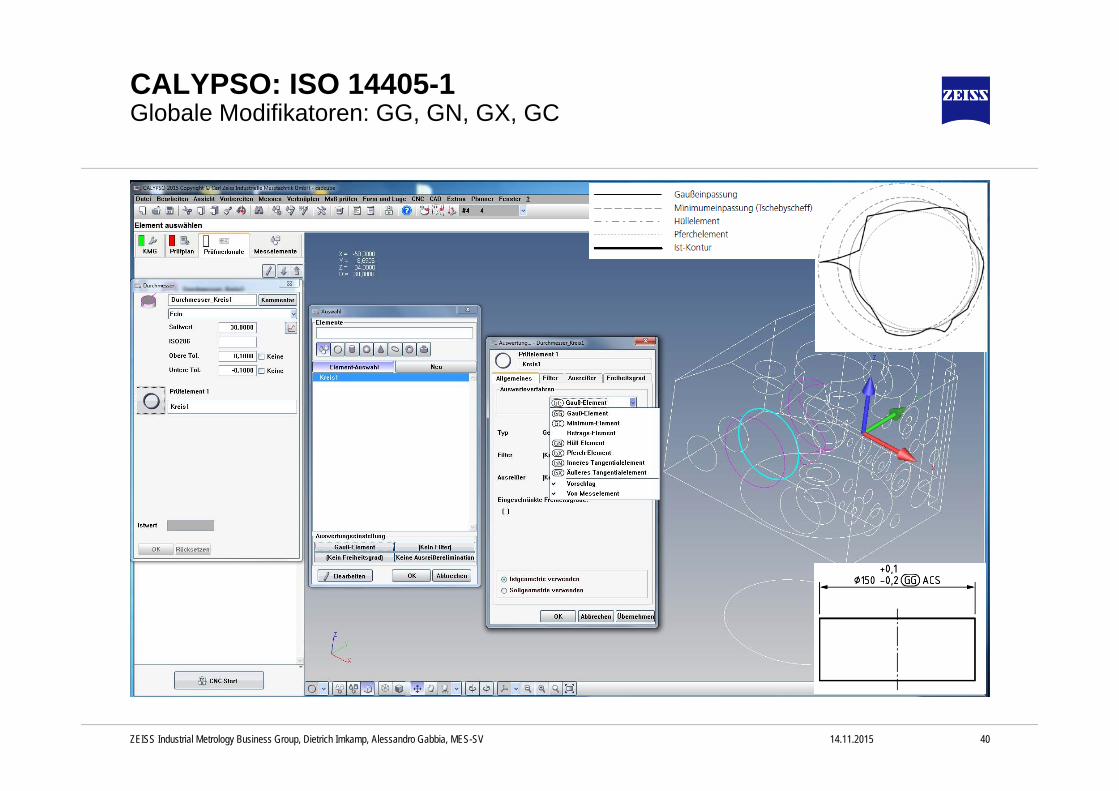
CALYPSO: ISO 14405-1 Globale Modifikatoren: GG, GN, GX, GC
Die Assotiationsmethoden:
4114.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
CALYPSO: ISO 14405-1 Zweipunktmaß LP (Local two-Points distance) für Kreis und Zylinder
Maximum und Minimum aller 2-Punktmaße werden
ausgegeben und visualisiert
4214.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
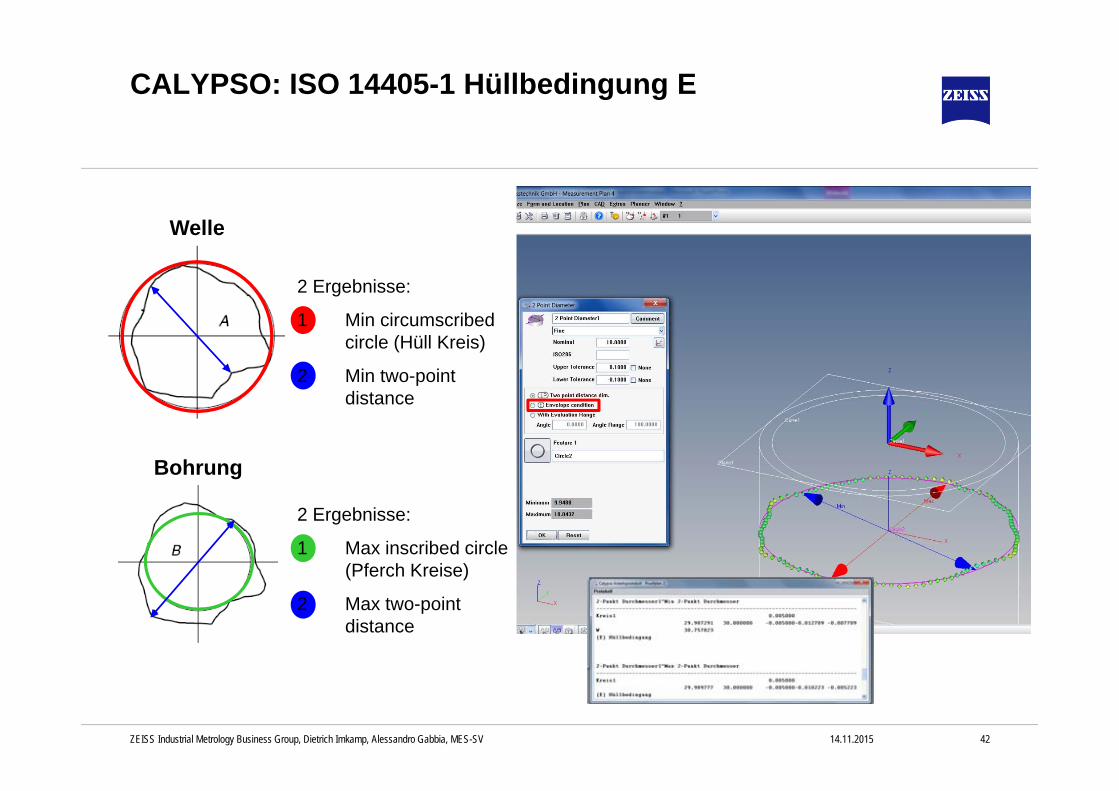
CALYPSO: ISO 14405-1 Hüllbedingung E
Welle
Bohrung
2 Ergebnisse:
1 Min circumscribedcircle (Hüll Kreis)
2 Min two-point distance
2 Ergebnisse:
1 Max inscribed circle(Pferch Kreise)
2 Max two-point distance
4314.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
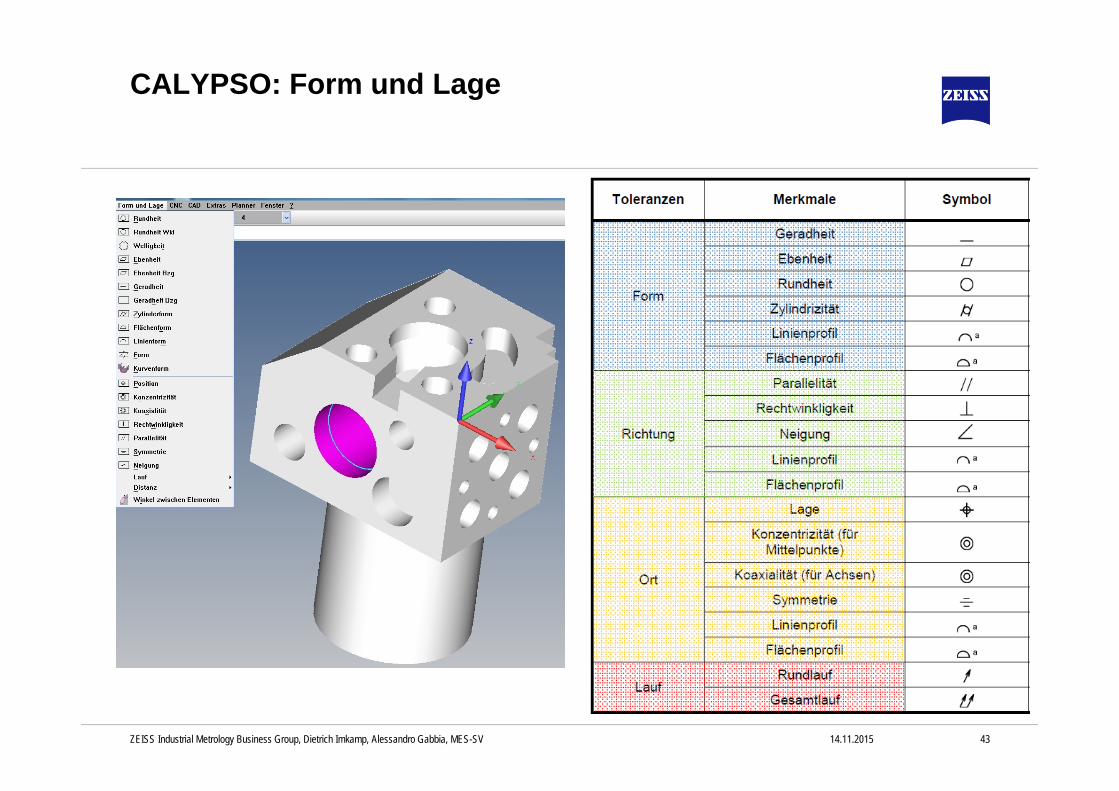
CALYPSO: Form und Lage
4414.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Agenda
123
45
6
Warum GPS?
Grundlagen
Anwendungen
Beispiele CALYPSO
Literatur und Schulung
IMT im Carl Zeiss Konzern
7 Zusammenfassung
4514.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
LiteraturInternet
Quelle: http://www.qucosa.de/fileadmin/data/qucosa/documents/12029/Habilitation_Sophie_Groeger.pdf
Quelle: http://www.ifgps.com/
4614.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
LiteraturNeuerungen und der aktuellste Stand
Quelle: http://www.beuth.de/sixcms_upload/media/2247/Tagungsunterlage-GPS-2014.pdf
Nächste DIN-Tagung: GPS 2016
21.-22. April 2016
Berlin bei DIN

4714.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
LiteraturSelbst „Standardwerke“ veralten schnell
4814.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
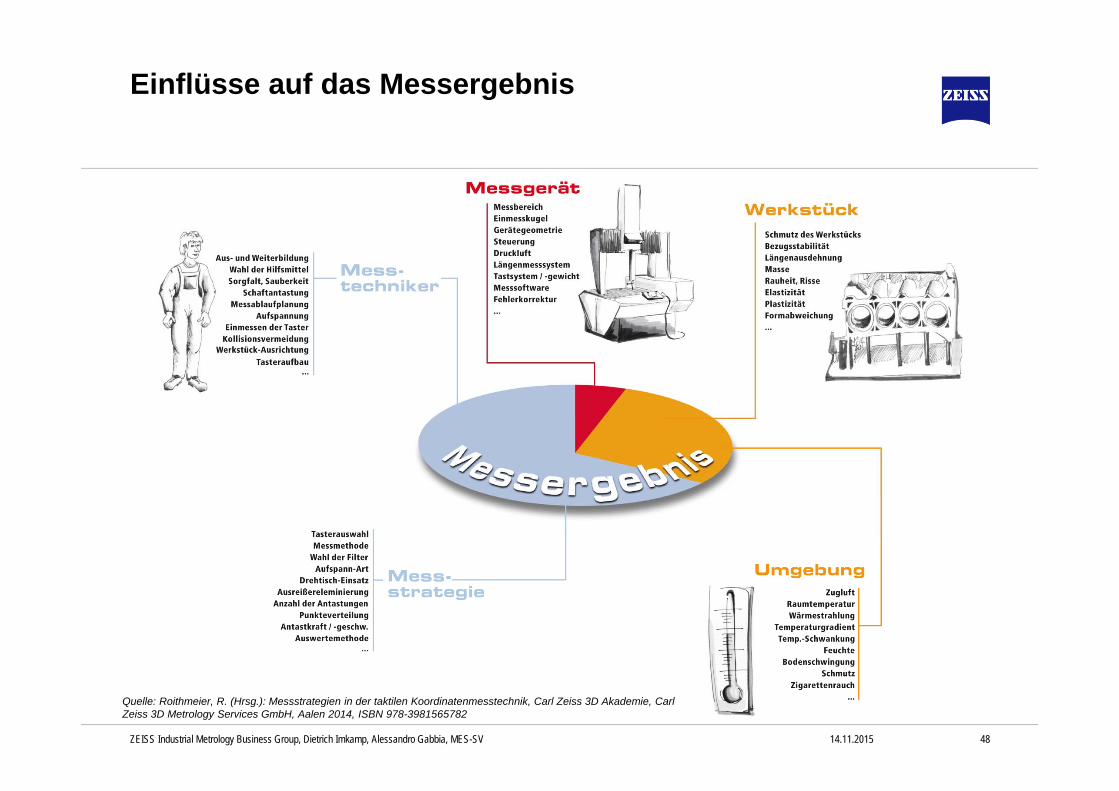
Einflüsse auf das Messergebnis
Quelle: Roithmeier, R. (Hrsg.): Messstrategien in der taktilen Koordinatenmesstechnik, Carl Zeiss 3D Akademie, Carl Zeiss 3D Metrology Services GmbH, Aalen 2014, ISBN 978-3981565782
4914.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Schulungen und AUKOM bei der Carl Zeiss Metrology Academy
http://www.zeiss.de/industrial-metrology/de_de/services-und-support/schulung.html http://www.aukom.info/
5014.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Agenda
123
45
6
Warum GPS?
Grundlagen
Anwendungen
Beispiele CALYPSO
Literatur und Schulung
IMT im Carl Zeiss Konzern
7 Zusammenfassung
5114.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
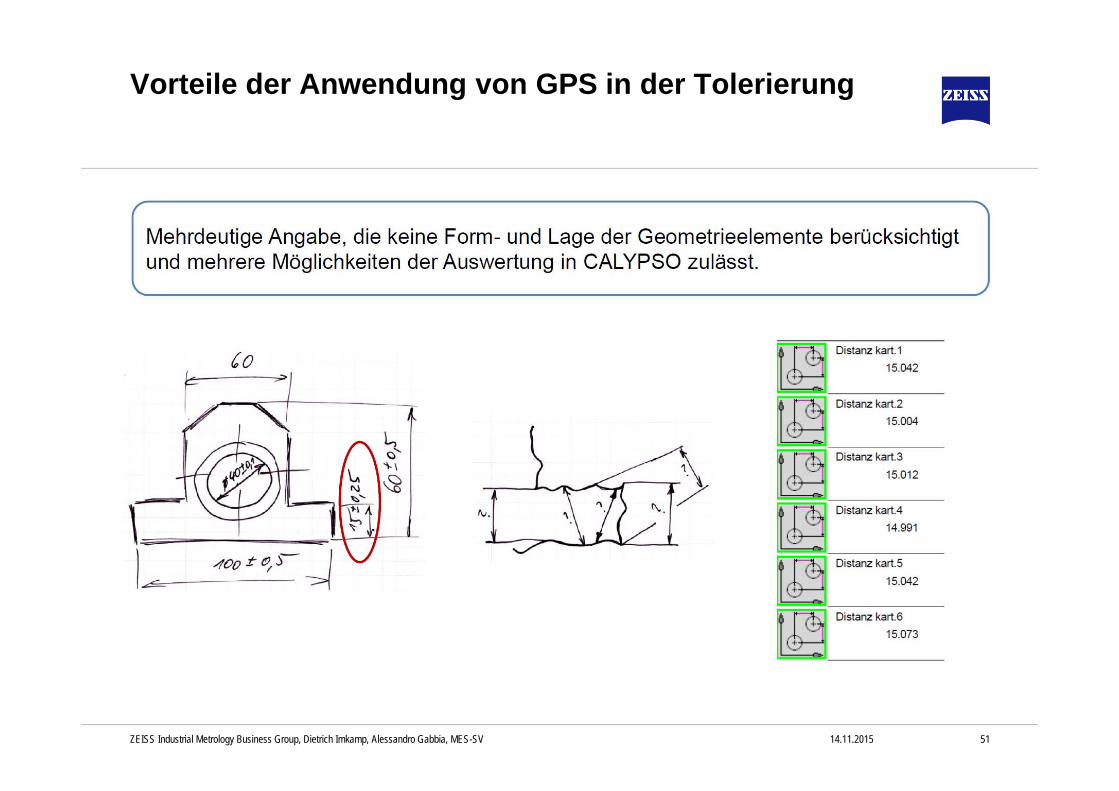
Vorteile der Anwendung von GPS in der Tolerierung
5214.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
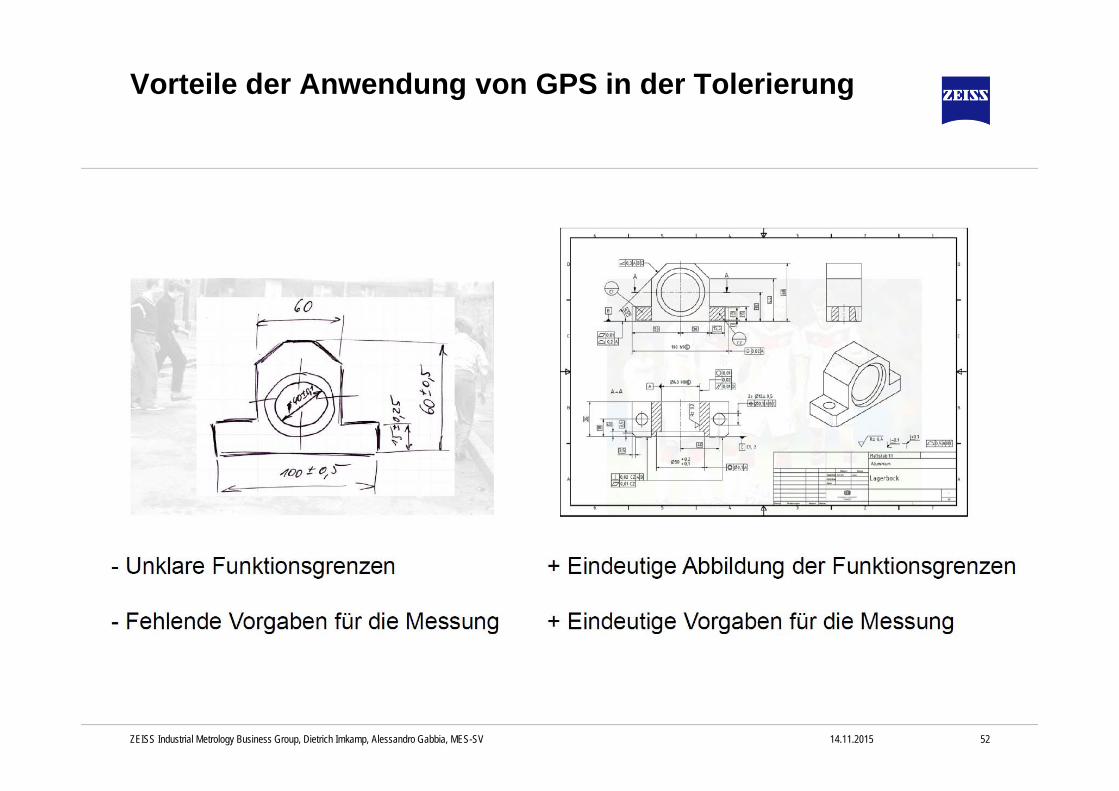
Vorteile der Anwendung von GPS in der Tolerierung
5314.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV
Zusammenfassung
Produktgestalt
Grobgestalt
FormMaß Lage
Feingestalt
Welligkeit Rauheit
30m6
25-0
,2
0,2
Rz
3,2
AB
0,4 A B
Zusammenhang
30m6
25-0
,2
E
ISO 14405Spezifikation durch Maße
ISO 5459Bezüge/Bezugssysteme
ISO 1101Spezifikation durch Zone
ISO 2692Spezifikation durch Lehre
ISO 286Toleranzsystem
Verfahrensspezifische Allgemeintoleranzen
z.B. ISO 2768
ISO 121xxx Geradheit, Ebenheit, Rundheit,
Zylinderform
ISO 5458Position
ISO 1660Profil
Verfahrensspezifische Allgemeintoleranzen
ISO 8015Unabhängigkeitsprinzip
ISO 14405-1Hüllbedingung
ISO 8785Oberflächenunvollkommenheiten
ISO 1302/25178Oberflächenbeschaffenheit
ISO 4287/4288Tastschnitt/Kenngrößen
Das Leben ist zu vielfältig, um es alleine durch Gesetze zu beschreiben.
Die industriell gefertigten Produkte sind zu vielfältig, um sie alleine durch die GPS Normen zu beschreiben.
Aber genauso, wie wir Gesetzte brauchen, brauchen wir GPS Normen, damit es funktioniert!

5414.11.2015ZEISS Industrial Metrology Business Group, Dietrich Imkamp, Alessandro Gabbia, MES-SV