Embed Size (px)
Citation preview

powermaxProdukt-Leitfaden
®

Vorwort
1VorwortInhalt
Vorwort 1
Terminologie 2
Plasmaübersicht 3
Betriebsüberblick 4
Fragen zur Qualifikation 5
Allgemeine Informationen 6
Schneidleistungstabelle 7
Gerätespezifikationen 8
Powermax190c 9
Powermax30 11
Powermax45 13
Powermax1000 G3 Series 15
Powermax1250 G3 Series 17
Powermax1650 G3 Series 19
Zubehör 21
Hypertherm konstruiert und produziertdie weltweit fortschrittlichstenPlasmaschneidgeräte zum Einsatz in einerVielfalt von Branchen, wie zum Beispiel imSchiffsbau, in der Fertigung und inKraftfahrzeugreparaturbetrieben. UnsereProduktpalette umfasst Handgeräte undMaschinengeräte zum Plasmaschneidenund Verschleißteile sowie CNC-Bewegungs- und Höhensteuerungen. AufHypertherm-Geräte vertraut man wegenihres schnellen und präzisen Schneidensvon Metall und der Zuverlässigkeit, die zuerhöhter Produktivität und Wirtschaftlichkeitfür Zehntausende von Betrieben führen.
• Viele Plasma-Patente machen es möglich,dass mit Handgeräten von Hypertherm dieSchneidqualität, Geschwindigkeit und dieStandzeit der Verschleißteile maximiert wird,während das fortschrittliche Schaltsystemdie Stromversorgung optimiert.
• Belastbarkeit und Sicherheit sind selbstin einer äußerst beanspruchendenArbeitsumgebung sichergestellt.
• Die Konstruktions-Ressourcen und dieunvergleichliche Produktbetreuung vonHypertherm tragen zu Verbesserungen beider Leistung, beim Wert und bei derZuverlässigkeit bei.
• Die Powermax-Geräte sind mit einerHypertherm-Garantie von vollen drei Jahrenauf die Stromquelle und einem Jahr auf denBrenner ausgestattet. Es sind keineGerätekomponenten ausgeschlossen.

TerminologieTerm
inologie
2
Auto-voltage™-Schaltkreis: EineEingangsabtastung, die es dem Gerätermöglicht, ohne Neuverkabelung mitverschiedenen Spannungen zu arbeiten.
Bartbildung: Geschmolzenes Material, das ander Unter- oder Oberseite des Bleches erstarrt.
Boost Conditioner™ Schaltkreis: DieHypertherm-Technologie, mit der Netzspannungs -schwankungen ausgeglichen werden.
CNC: Computer-NC-Steuerung
Coaxial-assist™ Lichtbogen: PatentiertePlasma-Lichtbogen-Konstruktion, die dieSchneidgeschwindigkeit um ganze 20 % überden konventionellen Konstruktionen erhöht.
Conical Flow™: Es ist ein Verfahren zurPatentanmeldung anhängig für die Abwinklungdes Sekundärgases, um einen eingeschnürterenLichtbogen mit höherer Energiedichte zuerzeugen, was zu einer schmaleren Schnittfugeund zu verringerter Bartbildung führt.
DSV (Digitale Signalverarbeitung):Methode digital gesteuerter Systemfunktion fürhöhere Leistung und Zuverlässigkeit aufgrundeines niedrigen Parts Count.
Dual-threshold™ Pilotschaltkreis:Dies ist eine Hypertherm-Technologie, die dieDüsenabnutzung beträchtlich verringert, indem
der Pilotstrom exakt dann erhöht wird, wenn eserforderlich ist.
ETR™ (Easy Torch Removal = EinfacheBrennerentfernung): Eine einzigartigeKonstruktion der Verbindungselemente,mit der man einfach zwischen Hand- undMaschinenbrennern hin- und werchseln kann.
Fast Connect™: Ein zum Patent angemeldetesBrenneranschlusssystem, das einen einfachenund schnellen Weg zur Verbindung des Brennersmit der Stromquelle und dessen Trennung vonihr bietet.
FineCut™: Eine Produktreihe von Hypertherm-Verschleißteilen, die beträchtlicheVerbesserungen bei der Schnittqualität vondünnen Blechen bieten, indem sie eineschmalere Schnittfugenbreite, reduzierteBartbildung und praktisch keineWärmeeinflusszone erzeugen.
HyLife®: Elektroden die länger als gewöhnlicheKonstruktionen halten, indem die gleichenpatentierten Technologien, wie für diefortgeschrittenen Hypertherm-Maschinenanlagen,verwendet werden.
Kontaktstart: Patentierte Technologie, die ohneübermäßige Störung durch Hoch frequenz einenPilotlichtbogen bereitstellt.
Nachziehlinien: Die Rillen in derSchnittoberfläche, die vom Plasmalichtbogenerzeugt werden.
Plasmaschneiden: Ein Verfahren, bei demelektrisch leitendes Gas nutzbar gemacht undgesteuert wird. Ein Brenner enthältVerschleißteile, die den ionisierten Gasstrombzw. Plasmalichtbogen zum Schneiden dermeisten üblichen Metalle zusammenschnürenund steuern.
Powercool™: Eine Konstruktion, die dazuverwendet wird, um dem Zentrum desKühlkörpers kühle Luft zuzuführen, um einegrößere Gerätezuverlässigkeit zu erreichen.Diese Konstruktion sorgt für eine bessereKühlung im gesamten Gerät und einegezieltere Kühlung des Inverter- und desStrommoduls – zwei Komponenten, diethermisch am kritischsten sind.
Schnittfuge: Die Breite eines vomPlasmalichtbogen erzeugten Schnittes.
Wärmeeinflusszone: Der Metallbereichum den Schnitt herum, der durch denPlasmalichtbogen verändert wurde.
Winkligkeit: Das Maß desPlasmaschneidwinkels.

Plasm
aübersicht3
PlasmaübersichtWarum Plasma?
Plasmalichtbogen-Schneidgeräte könnenfolgendes:
• Alle Metalle schneiden, die Strom leiten
• Mit kaum oder keinen Verwerfungen oderNachbearbeitung schneiden
• Weit schneller schneiden, als andereVerfahren
• Viele andere Werkzeuge ersetzen
• Alle leitenden Metalle fugenhobeln
• Zusammen mit den meistenFührungsmaschinen etc. verwendet werden
• Mit motorangetriebenen Generatoren amEinsatzort arbeiten
Plasmalichtbogen-Schneiderfordernisse
Drei Dinge sind zum Erzeugen einesPlasmalichtbogens erforderlich:
• Prozessgas: Luft, N2, etc.
• Energiequelle: Gleichstromzufuhr
• Startmethode: Hochfrequenz oderKontaktstart (bevorzugt)
Vorteile von Plasmaschneidengegenüber Oxyfuel
• Plasma kann nichteisenhaltige Materialienschneiden; Autogen kann das nicht
• Plasma schneidet schneller und daher mithöherer Produktivität
• Plasmaschnitte erfordern eine minimaleNachbearbeitung
• Plasma hat niedrigere Betriebskosten
• Es entsteht eine beträchtlich kleinereWärmeeinflusszone
• Es gibt mit Plasma praktisch keineVerwerfungen
• Plasma kann gestrichene, an gerostete oderverschmutzte Materialien schneiden
• Der Prozess ist sicherer als Autogen; esentstehen keine leicht entflammbaren Gase
PlasmagasElektrode
Shutzgas
Werkstück
Coaxial-assist™
Düse
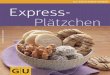
Schutzschild Brennerkappe Düse Elektrode Wirbelring Brenner
Typische Hypertherm-Powermax-Verschleißteil-Konfiguration
Typische Hypertherm-Powermax-Brennertechnologie

Betriebsüberblick
4
BetriebsüberblickGeräteaufbau
Auswahl der richtigen Verschleißteileund Einbau im Brenner
• Abgeschirmt oder unabgeschirmt• Schneiden oder Fugenhobeln• Hohe, mittlere oder niedrige Stromstärke• FineCut für dünne Bleche
Vor dem Einschalten des Stromes• Netzspannung an der Stromzufuhr
überprüfen• Brenner an die Stromquelle anschließen
(falls zutreffend)• Plasmagas an der Stromquelle anschließen• Erdklemme am Werkstück anbringen
Zum Einschalten des Gerätes• Stromquelle einschalten• Gasdruck einstellen, wie im Handbuch
angegeben (falls zutreffend)• Ausgangsstrom regulieren• Schalter zur Pilotlichtbogensteuerung in die
passende Stellung bringen (falls zutreffend)• Schneidbeginn
Gerätebetrieb
Abstand zwischen Brenner undWerkstück
• Mit abgeschirmten Verschleißteilen kannder Brenner auf dem Werkstückentlanggezogen werden, ohne denVerschleißteilen zu schaden. Brenner mitgleichmäßiger Geschwindigkeit leichtüber das Werkstück ziehen.
• Mit unabgeschirmten Verschleißteilen istein Abstand von ungefähr 3 mmzwischen Brenner und Werkstückeinzuhalten (siehe Handbuch).
Richtige Vorschubgeschwindigkeit• Für gelungene Schnitte ist es wichtig,
die richtige Schneidgeschwindigkeiteinzuhalten.
• Lichtbogen unter dem Werkstückbeobachten: die Funken sollten 15° –30° hinter dem Schnitt zurückbleiben.
• Die Nachziehlinien an der fertigenSchnittkante sollten einen Winkel von15° – 30° haben.
Schneiden von Streckgitter• Die Pilotlichtbogensteuerung verhindert
beim Schneiden von gestreckten Materialeneine Neuauslösung (falls zutreffend).
Lochstechen• Brenner im Winkel zum Werkstück zünden
und dann langsam in Aufrechtpositiondrehen.
• Wenn der Lichtbogen das Materialdurchstochen hat, kommen an derUnterseite des Werkstückes Funken heraus.
Fugenhobeln• Brenner im Winkel von 45° zum Werkstück
halten und so belassen.• Lichtbogen zum Werkstück übertragen und
die Fuge entlangschieben.

Fragen zur Qualifikation
5Fragen zur QualifikationFragen bezüglich der Wahl desrichtigen Gerätes
1 Verwenden Sie gegenwärtig Plasma?Dies ist eine wichtige Frage, die es Ihnenermöglicht, das Wissensniveau desEndbenutzers abzuschätzen, um die Tiefeder folgenden Fragen anzupassen.
2 Welches Material schneiden Sie:Kohlenstoffstahl, rostfreien Stahl,Aluminium, sonstiges?Die Powermax-Produktlinie schneidet alleMetalle, jedoch sind bestimmteKonfigurationen und Verschleißteile fürspezielle Einsätze konstruiert worden.
3 Blechstärkenbereich?Die Powermax-Produktlinie schneidet einengroßen Bereich an Blechstärken – vondünnen Blechen bis zu 44 mm starkenBlechen.
4 Welche Stromversorgung verwendenSie?Die Wahl eines Powermax-Gerätes hängtvon der Netzspannung zum Gerät, vomNetzstrom und von der Größe der dazupassenden Stromkreisunterbrechung ab,die dem Endbenutzer zur Verfügung steht.
5 Wird die Plasmaanlage durch einenGenerator mit Motorantrieb versorgt?Da die von einer Powermax-Anlagebenötigte Stromversorgung für die Arbeitmit voller oder auch nur teilweiser Leistungunterschiedlich ist, wird bezüglich weitererInformationen zur Auswahl des Modells aufdie Tabelle auf Seite 8 verwiesen.
6 Welche Gaszufuhr verwenden Sie?Die Powermax- Produktlinie benötigt Luftoder Stickstoff als Gasquelle. Wird einLuftkompressor verwendet, dannempfehlen wir trockene Luft, die frei vonVerunreinigungen ist. Es gibt einoptionales Filtersystem, das sicherstellt,dass die Luft für optimale Leistung sauber,trocken und ölfrei ist.
7 Schneiden Sie häufig Streckgitteroder über große Löcher hinweg?Dann ziehen Sie ein Gerät mitelektronischer Pilotlichtbogensteuerungin Betracht.
8 Fragen bezüglich der Anschaffungund der Betriebskosten?Hypertherm bietet ein reichhaltigesAngebot an Lösungen für diverseEinsätze. Die Investitionsrentabilität wirdmit Powermax-Geräten durch geringereVerschleißteilkosten, erhöhte Produktivitätetc. innerhalb kurzer Zeit realisiert.

Maximum – Die Stärke von unlegiertemStahl, die mit guter Schnittqualität und ohneübermäßige Abnutzung der Verschleißteilelochgestochen werden kann. BeimKantenstart ist die Schneidleistung diegleiche, wie die Leistung im Handbetrieb.
Anmerkung: Weitere Informationen über dieSchneidgeschwindigkeiten und Stärken imMaschinenbetrieb befinden sich in denBetriebsanleitungen des Produktes.
Hypertherm-Verschleißteil-Standzeit
Die Verschleißteil-Standzeit hängt vonfolgenden Faktoren ab:
• Luftqualität (Vorhandensein von Feuchtigkeitund Öl)
• Lochstechtechnik
• Länge eines durchschnittlichen Schnitts
• Materialstärke
• Materialart
Es ist eine gute Daumenregel, dass ein SatzVerschleißteile abhängig von den obigenKriterien durchschnittlich ein bis zweiStunden hält, während derer der Lichtbogentatsächlich eingeschaltet ist.
Allgemeine InformationenA
llgemeine Inform
ationen
6
Leistungsdaten
Es gibt keine Industrienorm für dieBeurteilung von Plasmageräten, somit istes wichtig, sorgfältig die Produkteunterschiedlicher Hersteller zu vergleichen.
Schneiden im Handbetrieb
Empfohlen – Die Stärke von unlegiertemStahl, bei dem das Gerät eine guteSchnittqualität und Geschwindigkeiten von500 mm pro Minute und mehr liefert. AchtzigProzent oder mehr Schnitte sollten innerhalbder empfohlenen Stärke liegen.
Maximal – Die Stärke von unlegiertemStahl, bei der das Gerät eine guteSchnittqualität liefert, jedoch bei geringerenGeschwindigkeiten von 250 mm pro Minute.Zwanzig Prozent oder weniger Schnitte solltenbei maximaler Stärke vorgenommen werden.
Trennschnitte – Die Stärke von unlegiertemStahl kann akzeptabel getrennt werden,jedoch mit schlechter Schnittqualität und beiniedriger Geschwindigkeit. Das Schneidenvon Trennstärken sollte nur gelegentlicherfolgen.
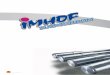
Schneiden im MaschinenbetriebElektrode nach normalem Einsatz, Elektrode nachübermäßigem Einsatz
0
125
250
375
500
Leistungseinstufungen
Empfohlen Maximal Trennschnitt
mm
/min

Schneidleistungstabelle
7Schneidleistungstabelle
GerätSchneidleistung im Handbetrieb
Maximale Schneidleistung (Strecke pro Minute)Lochstech-Leistung im Maschinenbetrieb
Emp-
fohlen
Maximal Trenn
schnitt
3 mm 6 mm 10 mm 12 mm 16 mm 19 mm 25 mm 32 mm 38 mm
Oxyfuel – – – 685 mm 660 mm 584 mm 508 mm 457 mm 432 mm 356 mm 330 mm 330 mm
Powermax190c 3 mm 5 mm 6 mm 559 mm 229 mm – – – – – – –
Powermax30 6 mm 10 mm 12 mm 2.210 mm 838 mm 381 mm 177 mm – – – – –
Powermax45 12 mm 19 mm 25 mm
4.318 mm 1.905 mm 1.016 mm 635 mm 356 mm 254 mm 127 mm – –10 mm
Powermax1000 19 mm 25 mm 32 mm
6.706 mm 3.353 mm 1.600 mm 1.067 mm 787 mm 558 mm 305 mm 152 mm –12 mm
Powermax1250 22 mm 29 mm 38 mm
10.973 mm 4.089 mm 2.388 mm 1.524 mm 1.016 mm 787 mm 406 mm 203 mm –16 mm
Powermax1650 32 mm 38 mm 44 mm
11.582 mm 5.283 mm 3.023 mm 2.235 mm 1.549 mm 1.194 mm 711 mm 483 mm 279 mm19 mm

GerätespezifikationenG
erätespezifikationen
8
Allgemeine SpezifikationenMotorgeneratorbetrieb
Gerät Ampere Nenn- Netz- Phasig Ein- Gewicht Motorantriebs- Geräte- Leistung (Licht-(A) leistung (VDC) spannung (V) schaltdauer (kgs) instufung (kW) leistung (A) bogenstreckung)
Powermax190c 12 110 120 CSA 1 35 % 20 – – –
Powermax30 15 – 30 83 120/230 CSA, CE 1 35 – 50 % 9 5,5 30 Voll
4 25 Begrenzt
Powermax45 20 – 45 132 200/240 CSA 1 50 % 17 8 45 Voll
230 CE 1 6 45 Begrenzt
400 CE 3 6 30 Voll
Powermax1000 20 – 60 140 200 – 600 CSA 1/3 40 – 50 % 37 15 60 Voll
230 – 400 CE 3 12 60 Begrenzt
12 40 Voll
8 40 Begrenzt
8 30 Voll
Powermax1250 25 – 80 150 200 – 600 CSA 1/3 40 – 60 % 44 20 80 Voll
230 – 400 CE 3 15 70 Begrenzt
15 60 Voll
12 60 Begrenzt
12 40 Voll
8 40 Begrenzt
8 30 Voll
Powermax1650 30 – 100 160 200 – 600 CSA 3 60 – 80 % 61 30 100 Voll
230 – 400 CE 3 22,5 100 Begrenzt
22,5 80 Voll
15 80 Begrenzt
15 60 Voll

Pow
ermax19
0c9
Powermax190cProduktüberblick
Die Powermax190c ist durch eineneingebauten Luftkompressor hervorragendtransportabel und kann dünne Bleche biszu einer Stärke von 5 mm schneiden.
Handbrenner-Schneidkapazität
Empfohlen: bis zu 3 mm bei einerSchneidgeschwindigkeit von 558 mmpro Minute
Maximal: bis zu 5 mm bei einerSchneidgeschwindigkeit von 406 mmpro Minute
Trennen: bis zu 6 mm
Leistungsmerkmale der Stromquelle
• 120 V, 1-ph, 60 Hz
• Eingebauter Kompressor
• 12 A, 1,32 kW Ausgangsleistung
• Verstärkte Leerlaufspannung (335 V)
• Staufach für Verschleißteile
Leistungsmerkmale des PAC105TBrenners und der Verschleißteile
• Kontaktstart-Lichtbogenstart
• HyLife-Elektrodentechnologie
• Verschleißteile mit abgeschirmten Spitzen
• Sicherheits-Wippentaster
Einsatzgebiete
• Produktion und Installation im BereichHeizung-Lüftung-Klima
• Bauunternehmen – Metallständer
• Pkw- und Lkw-Wartung und -Reparatur
• Wartung in Produktionsanlagen und inder Landwirtschaft
• Metallarbeiten im Kunst- undDekorationsbereich
• Sonstige Einsätze in der Blechbearbeitung
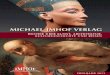
Powermax190c Mitbewerber 1 Mitbewerber 2
200
150
100
50
0
Testergebnisse – Leistungen derMitbewerberAnzahl der 305 mm-Schnitte pro Verschleißteilsatzbei 2,7 mm starkem Kohlenstoffstahl

Pow
ermax19
0c
10
PAC105T BrennerverschleißteileAbgeschirmte Schutzschild 120884Teile Abgeschirmte Brennerkappe 120898
Brennerkappe 120883Düse 120882Elektrode 120881Wirbelring (mit O-Ring) 120880
BestellinformationenGerätebeschreibung Teilenummern
6 m Brenner120 V, 1-PH, 60 Hz, CSA 070783

Pow
ermax3
011
Produktüberblick
Das Powermax30 ist das optimale Gerätzum Schneiden von Metallen bis zu einerStärke von 10 mm. Es wurde für harteEinsatzumgebungen konstruiert undgebaut, ist jedoch sehr kompakt und wiegtnur 9 kg. Mit dem optional erhältlichenTragekoffer und dem Schulterriemen wirdder Transport des Gerätes sogar nocheinfacher gemacht.
Handbrenner-Schneidkapazität
Empfohlen: bis zu 6 mm bei einerSchneidgeschwindigkeit von 838 mmpro Minute
Maximal: bis zu 10 mm bei einerSchneidgeschwindigkeit von 381 mmpro Minute
Trennen: bis zu 12 mm
Leistungsmerkmale der Stromquelle
• 30 A, 2,5 kW Ausgangsleistung• Auto-Voltage-Schaltkreis
• Verstärkte Leerlaufspannung
• Aktive Elektronik-Pilotlichtbogensteuerung
• Verschleißteilhalter
• Fabrikmäßig voreingestellter Luftregler
Powermax30• CSA-Modelle besitzen einen 240 V/20 A-
Stecker mit Adaptern für 120 V/15 A-und 240 V/50 A-Schaltkreise.
Leistungsmerkmale des T30vBrenners und der Verschleißteile
• Spitz zulaufende Verschleißteile fürverbesserte Sichtbarkeit des Lichtbogens
• Kontaktstart-Lichtbogenstart
• HyLife-Elektrodentechnologie
• Verschleißteile mit abgeschirmten Spitzen
• FineCut-Qualität bei dünnem Material
• Sicherheits-Wippentaster
Einsatzgebiete
• Produktion und Installation im BereichHeizung-Lüftung-Klima
• Stahlkonstruktionen
• Klempner- und Sprinkler-Installationen
• Autoreparaturen
• Installation kommerzieller Küchen
• Wartungsarbeiten in der Landwirtschaft
• Künstlerische Metallarbeiten
• Sonstige Einsätze in derBlechbearbeitung
Powermax30 Mitbewerber 3Mitbewerber 1 Mitbewerber 2
0
100
200
300
400
500
Testergebnisse – Leistungen derMitbewerberAnzahl der 305 mm-Schnitte pro Verschleißteilsatz bei6 mm starkem Kohlenstoffstahl

Pow
ermax3
0
12
T30v BrennerverschleißteileNicht Brennerkappe 220483abgeschirmte Düse 220480Verschleißteile Elektrode 220478
Wirbelring 220479Deflektor 220569
BestellinformationenGerätebeschreibung Teilenummern
4,5 m Brenner120-230 V, 1-PH, 50/60 Hz, CSAStandard 088003Luxus 088004230 V, 1-PH, 50/60 Hz, CEStandard 088005Luxus 088006
Die Luxus-Konfiguration umfasst das Powermax30 ineinem stabilen Tragekoffer, eine Plasmaschneideführung,Handschuhe, Schulterriemen, 3 Düsen, 3 Elektroden,3 O-Ringe, 1 Wirbelring, 1 Deflektor, 1 Kappe undeine Tube Silikonfett.

Pow
ermax45
13Powermax45Produktüberblick
Das Powermax45 ist das vielseitigste undtransportabelste 12 mm Gerät auf demMarkt und hat eine umfassende Reihe anEinsatzmöglichkeiten, die es zu einemechten Kombiwerkzeug machen.
Schneidleistung im Handbetrieb
Empfohlen: bis zu 12 mm
Maximal: 19 mm
Trennen: 24 mm
Lochstech-Leistung im MaschinenbetriebMaximal: 10 mm
Leistungsmerkmale der Stromquelle
• Boost Conditioner Schaltkreis
• Standard-CNC-Schnittstelle
• Eingebauter Spannungsteiler (50 zu 1)
• Pilotlichtbogen-Steuerung mitDeaktivierungsschalter
• Powercool™ Design
Eigenschaften der Brenner T45v undT45m sowie der Verschleißteile
• Fast Connect™ Brenneranschlusssystem
• Conical shield™ Durchfluss-Technologie
• Verschleißteile mit abgeschirmten Spitzen
Einsatzgebiete
• Kraftfahrzeugreparaturen
• Herstellung und Installation von Heizung-Lüftung-Klima
• Herstellung und Reparatur vonLastkraftwagen und Aufliegern
• Wartung von Anlagen und Ausrüstung
• Herstellung und Reparatur vonlandwirtschaftlicher Ausrüstung
• Stahlbaukonstruktion
• Kunstwerke aus Metall
• Produktion und allgemeine Fertigung
• Herstellung und Reparatur vonHandelsschiffen
Testergebnisse – Leistungen derMitbewerberAnzahl der 305 mm-Schnitte pro Verschleißteilsatz bei12 mm starkem Kohlenstoffstahl
Powermax45 Mitbewerber 3Mitbewerber 1 Mitbewerber 2
0
100
200
300
400
500
600

Pow
ermax45
14
Verschleißteile für Brenner T45v und T45m
Abgeschirmte Schutzschild, Handbetrieb 220674Teile Schutzschild, Maschinenbetrieb 220673
Brennerkappe 220713Brennerkappe, ohmsch 220719Düse 220671Elektrode 220669Wirbelring 220670
Fugenhobelteile Schutzschild, Fugenhobeln 220675Brennerkappe 220713Düse, Fugenhobeln 220672Elektrode 220669Wirbelring 220670
Nicht Deflektor 220717abgeschirmte Brennerkappe 220713Verschleißteile, Düse 220718lang Elektrode 220669
Wirbelring 220670
BestellinformationenGerätebeschreibung Teilenummern
6,1 m 7,6 m 10,7 m 15,2 mBrenner Brenner Brenner Brenner
230 V, 1-PH, 50/60 Hz, CSAHandgerät 088016 – – 088017Gerät für Maschinenbetrieb – 088022 088023 088024230 V, 1-PH, 50/60 Hz, CEHandgerät 088018 – – 088019Gerät für Maschinenbetrieb – 088025 088026 088027400 V, 3-PH, 50/60 Hz, CEHandgerät 088020 – – 088021Gerät für Maschinenbetrieb – 088028 088029 088030

Pow
ermax1000 G
3 Series
15Powermax1000 G3 SeriesProduktüberblickDie Powermax1000 G3 Serie schneidetüber 50 % schneller als alle anderen mit19 mm starkem Kohlenstoffstahl getestetenMitbewerber.
Handbrenner-SchneidkapazitätEmpfohlen: bis zu 19 mmMaximal: bis zu 25 mmTrennen: bis zu 32 mm
Maschinenbrenner-SchneidkapazitätEmpfohlen: bis zu 10 mmMaximal: bis zu 12 mm
Leistungsmerkmale der Stromquelle• 60 A, 8,4 kW Ausgangsleistung• Auto-Voltage-Schaltkreis• Boost Conditioner-Schaltkreis• Standard-CNC-Schnittstelle• Pilotlichtbogensteuerung mit
Abschaltvorrichtung• Dual-Threshold-Pilotlichtbogen-Schaltkreis• Die Menge des abgetragenen Metalls beim
Fugenhobeln beträgt 4,9 kg/h.
Leistungsmerkmale des T60 und T60MBrenners und der Verschleißteile
• ETR (Easy Torch Removal = EinfacheBrennerentfernung)
• Kontaktstart-Lichtbogenstart• HyLife-Elektrodentechnologie• Coaxial-assist-Lichtbogen-Technologie• Verschleißteile mit abgeschirmten Spitzen• Sicherheits-Wippentaster
Einsatzgebiete• Metall-Servicenter• Metall-Verschrottung und -Zerlegung• Industriebau• Schweißreparaturdienste• Herstellung und Reparatur von
Industrieausrüstungen• Herstellung und Reparatur von Handelsschiffen• Herstellung und Reparatur von Lastkraftwagen
und Anhängern• Land- und Forstwirtschaft• Berufsausbildung
Mitbewerber 3Mitbewerber 1 Mitbewerber 2
0
200
400
600
800
1000
Powermax1000
Testergebnisse – Leistungen derMitbewerberAnzahl der 305 mm-Schnitte pro Verschleißteilsatz bei12 mm starkem Kohlenstoffstahl

Pow
ermax1000 G
3 Series
16
BestellinformationenGerätebeschreibung Teilenummern
7,6 m 15,2 m 22,8 mBrenner Brenner Brenner
200 – 600 V, 1/3-PH, 50/60 Hz, CSAHandgerät 083178 083179 083210Gerät für Maschinenbetrieb 083182 083183 083212230 – 400 V, 3-PH, 50/60 Hz, CEHandgerät 083192 083193 083211Gerät für Maschinenbetrieb 083194 083195 083213
T60 und T60M BrennerverschleißteileAbgeschirmte Schutzschild, Handbetrieb 120929Teile Schutzschild, Maschinenbetrieb 120930
Brennerkappe 120928Brennerkappe, ohmsch 220061Düse, 60 A 120931Düse, 40 A 120932Elektrode 120926Wirbelring 120925
Abgeschirmte Schutzschild, Fugenhobeln 120977Fugenhobel- Brennerkappe 120928Verschleißteile Düse, Fugenhobeln 220059
Elektrode 120926Wirbelring 120925
Nicht Deflektor 120979abgeschirmte Brennerkappe 120928Verschleißteile, Düse, 60 A 220007lang Düse, 40 A 220006
Elektrode 120926Wirbelring 120925
FineCut- Deflektor 120979Verschleißteile Deflektor, CE, FineCut 220325
Schutzschild, ohmsch, FineCut 220404Brennerkappe 120928Brennerkappe, ohmsch, FineCut 220061Düse, FineCut 220329Elektrode 120926Wirbelring, Handbetrieb, FineCut 220327Wirbelring, Maschinenbetrieb 120925

Pow
ermax125
0 G3 S
eries17
Powermax1250 G3 SeriesProduktüberblickDie Powermax1250 G3 Serie schneidetüber 80 % schneller als alle anderen mit25 mm starkem Kohlenstoffstahl getestetenMitbewerber.
Handbrenner-SchneidkapazitätEmpfohlen: bis zu 22 mmMaximal: bis zu 29 mmTrennen: bis zu 38 mm
Maschinenbrenner-SchneidkapazitätEmpfohlen: bis zu 10 mmMaximal: bis zu 16 mm
Leistungsmerkmale der Stromquelle• 80 A, 12 kW Ausgangsleistung• Auto-Voltage-Schaltkreis• Boost Conditioner-Schaltkreis• Standard-CNC-Schnittstelle• Pilotlichtbogensteuerung mit
Abschaltvorrichtung• Dual-Threshold-Pilotlichtbogen-Schaltkreis• Die Menge des abgetragenen Metalls beim
Fugenhobeln beträgt 6,8 kg/h.
Leistungsmerkmale des T80 und T80MBrenners und der Verschleißteile
• ETR (Easy Torch Removal = EinfacheBrennerentfernung)
• Kontaktstart-Lichtbogenstart• HyLife-Elektrodentechnologie• Coaxial-assist-Lichtbogen-Technologie• Verschleißteile mit abgeschirmten Spitzen• Sicherheits-Wippentaster
Einsatzgebiete• Metall-Servicenter• Metall-Verschrottung und -Zerlegung• Industriebau• Schweißreparaturdienste• Herstellung und Reparatur von
Industrieausrüstungen• Herstellung und Reparatur von Handelsschiffen• Herstellung und Reparatur von Lastkraftwagen und
Anhängern• Land- und Forstwirtschaft• Berufsausbildung
Mitbewerber 3Mitbewerber 1 Mitbewerber 2Powermax1250
0
50
100
150
200
250
300
350
Testergebnisse – Leistungen derMitbewerberAnzahl der 305 mm-Schnitte pro Verschleißteilsatz bei19 mm starkem Kohlenstoffstahl

Pow
ermax125
0 G3 S
eries
18
BestellinformationenGerätebeschreibung Teilenummern
7,6 m 15,2 m 22,8 mBrenner Brenner Brenner
200 – 600 V, 1/3-PH, 50/60 Hz, CSAHandgerät 087008 087009 087049Gerät für Maschinenbetrieb 087012 087013 087051230 – 400 V, 3-PH, 50/60 Hz, CEHandgerät 087020 087021 087050Gerät für Maschinenbetrieb 087022 087023 087052
T80 und T80M BrennerverschleißteileAbgeschirmte Schutzschild, Handbetrieb 120929Teile Schutzschild, Maschinenbetrieb 120930
Brennerkappe 120928Brennerkappe, ohmsch 220061Düse, 80 A 120927Düse, 60 A 120931Düse, 40 A 120932Elektrode 120926Wirbelring 120925
Abgeschirmte Schutzschild, Fugenhobeln 120977Fugenhobel- Brennerkappe 120928Verschleißteile Düse, Fugenhobeln 120978
Elektrode 120926Wirbelring 120925
Nicht Deflektor 120979abgeschirmte Brennerkappe 120928Verschleißteile, Düse, verlängert, 80 A 120980lang Düse, verlängert, 60 A 220007
Düse, verlängert, 40 A 220006Elektrode 120926Wirbelring 120925
FineCut- Deflektor 120979Verschleißteile Deflektor, CE, FineCut 220325
Schutzschild, ohmsch, FineCut 220404Brennerkappe 120928Brennerkappe, ohmsch, FineCut 220061Düse, FineCut 220329Elektrode 120926Wirbelring, Handbetrieb, FineCut 220327Wirbelring, Maschinenbetrieb 120925

Testergebnisse – Leistungen derMitbewerberAnzahl der 305 mm-Schnitte pro Verschleißteilsatz bei25 mm starkem Kohlenstoffstahl
Pow
ermax165
0 G3 S
eries19
ProduktüberblickMit kompromissloser Stärke und Leistungbietet die Powermax1650 eine besondershohe Schneidleistung bei Metallen bis zu38 mm Stärke.
Handbrenner-SchneidkapazitätEmpfohlen: bis zu 32 mmMaximal: bis zu 38 mmTrennen: bis zu 44 mm
Maschinenbrenner-SchneidkapazitätEmpfohlen: bis zu 12 mmMaximal: bis zu 19 mm
Leistungsmerkmale der Stromquelle• 100 A, 16 kW Ausgangsleistung• Auto-Voltage-Schaltkreis• Boost Conditioner-Schaltkreis• Standard-CNC-Schnittstelle• Pilotlichtbogensteuerung mit
Abschaltvorrichtung• Dual-Threshold-Pilotlichtbogen-Schaltkreis• Beim Fugenhobeln von Metallen beträgt die
Abtragsmenge 10 kg/h.
Powermax1650 G3 SeriesLeistungsmerkmale des T100 und T100M Brenners und der Verschleißteile
• ETR (Easy Torch Removal = EinfacheBrennerentfernung)
• Kontaktstart-Lichtbogenstart• HyLife-Elektrodentechnologie• Coaxial-assist-Lichtbogen-Technologie• Verschleißteile mit abgeschirmten Spitzen• Sicherheits-Wippentaster
Einsatzgebiete• Metall-Servicenter• Metall-Verschrottung und -Zerlegung• Industriebau• Schweißreparaturdienste• Herstellung und Reparatur von
Industrieausrüstungen• Herstellung und Reparatur von Handelsschiffen• Herstellung und Reparatur von Lastkraftwagen und
Anhängern• Land- und Forstwirtschaft• Berufsausbildung
Mitbewerber 3Mitbewerber 1 Mitbewerber 2Powermax1650
0
50
100
150
200
250
300
350

Pow
ermax165
0 G3 S
eries
20
T100 Handbrenner-Verschleißteile100 A 80 A 60 A 40 A
Abgeschirmte Schutzschild 220065 120929 120929 120929Teile Brennerkappe 220048 120928 120928 120928
Düse 220011 120927 120931 120932Elektrode 220037 120926 120926 120926Wirbelring 220051 120925 120925 120925
Fugenhobel- Schutzschild 120977 120977 120977 —teile Brennerkappe 220048 120928 120928 —
Düse 220063 120978 220059 —Elektrode 220037 120926 120926 —Wirbelring 220051 120925 120925 —
Nicht Deflektor 120979 120979 120979 120979abgeschirmte Brennerkappe 220048 120928 120928 120928Verschleißteile,Düse 220064 120980 220007 220006lang Elektrode 220037 120926 120926 120926
Wirbelring 220051 120925 120925 120925
FineCut- Deflektor 120979Verschleißteile Deflektor, CE, FineCut 220325
Schutzschild, ohmsch, FineCut 220404Brennerkappe 120928Brennerkappe, ohmsch, FineCut 220061Düse, FineCut 220329Elektrode 120926Wirbelring, Handbetrieb, FineCut 220327Wirbelring, Maschinenbetrieb 120925
T100M Maschinenbrenner-Verschleißteile100 A 80 A 60 A 40 A
Abgeschirmte Schutzschild 220047 120930 120930 120930Teile Brennerkappe 220048 120928 120928 120928
Brennerkappe, ohmsch 220206 220061 220061 220061Düse 220011 120927 120931 120932Elektrode 220037 120926 120926 120926Wirbelring 220051 120925 120925 120925
Nicht Deflektor 120979 120979 120979 120979abgeschirmte Brennerkappe 220048 120928 120928 120928Verschleißteile Düse 220064 120980 220007 220006
Elektrode 220037 120926 120926 120926Wirbelring 220051 120925 120925 120925
BestellinformationenGerätebeschreibung Teilenummern
7,6 m 15,2 m 22,8 mbrenner brenner brenner
200 – 600 V, 3-PH, 50/60 Hz, CSAHandgerät 059275 059276 059301Gerät für Maschinenbetrieb 059279 059280 059303230 – 400 V, 3-PH, 50/60 Hz, CEHandgerät 059288 059289 059302Gerät für Maschinenbetrieb 059290 059291 059304

Zubehör
21Zubehör
FineCut-VerschleißteilsatzFineCut™ Verschleißteile sorgen bei dünnem Metall für qualitativ hochwertige Schnitte, wenig Bartbildung, eine enge Schnittfuge und praktisch keine Wärmeeinflusszone. Erhältlich für Powermax1000, 1250 und 1650.
RäderbausatzEin vollständiger, vormontierter Bausatz zur Erhöhung der Mobilität, falls das Gerät bewegt werden muss.
Leder-BrennerüberzugErhältlich in 7,6-Meter-Teilstücken, hierdurch bekommen die Brennerkabel zusätzlichen Schutz gegen Durchbrennen und Abrieb.
PlasmaschneideführunSie erleichtert gleich bleibende und genaue Kreise und Linien. Für den optionalen Einsatz als Abstandshalter und bei Fasenschneideinsätzen.
Hitzeschild zum FugenhobelnEs bietet zusätzlichen Schutz bei Fugenhobeleinsätzen und wird komplett mit Ausrüstung geliefert.
Luftfiltrations-BausatzDer Bausatz mit einem 0,85 Mikrometer-Filter und Feuchtigkeitsseparator mit automatischem Abfluss ist installationsbereit und schützt vor verunreinigter Luft.

Zubehör
22
LederschneidhandschuheSchweinsleder-Handschuhe mit Vollleder-Handfläche für einen hervorragenden Tastsinn. Schaumstoffrücken und verstärkter Daumen.
Bediener-GesichtsschutzschildEin Vielzweck-Gesichtsschutz bietet bei Plasmaschneid- und Fugenhobeleinsätzen Schutz für Gesicht und Augen.
GerätestaubschutzhaubenDie Staubschutzhauben sind aus strapazierfähigem Denier-Gewebe mit Polyurethan-Beschichtung hergestellt und schützen Ihre Powermax-Investition jahrelang.
Gerätetragekoffer Unverwüstlicher Polyurethan-Koffer mit Verschleißteilfach und speziell für das Powermax30-Gerät und sein Zubehör vorgeformten Schaumstoffeinsätzen.
ZubehörPowermax190c Powermax30 Powermax45 Powermax1000 Powermax1250 Powermax1650
Luftfiltrations-Bausatz Nicht zutreffend 128647 128647 128647 128647 128647FineCut-Verschleißteilsatz Nicht zutreffend Nicht zutreffend Nicht zutreffend 128888 128888 128888
(CE: 128889) (CE: 128889) (CE: 128889)Räderbausatz Nicht zutreffend Nicht zutreffend Nicht zutreffend 128646 128646 Nicht zutreffendGerätestaubschutzhauben 127097 127144 127219 127099 127099 127100Leder-Brennerüberzug 024548 024548 024548 024548 024548 024548Plasmaschneideführun – Luxus 027668 027668 027668 027668 027668 027668Plasmaschneideführun – Standard 127102 127102 127102 127102 127102 127102Bediener-Gesichtsschutzschild 127103 127103 127103 127103 127103 127103Lederschneidhandschuhe 127169 127169 127169 127169 127169 127169Hitzeschild zum manuellen Fugenhobeln Nicht zutreffend Nicht zutreffend 128658 128658 128658 128658Gerätetragekoffer Nicht zutreffend 127170 Nicht zutreffend Nicht zutreffend Nicht zutreffend Nicht zutreffend

www.hypertherm.com© 4/09 Hypertherm, Inc. Revision 5891431 Deutsch / German
Hypertherm, Powermax, Auto-Voltage, Boost Conditioner, Coaxial-Assist, Dual-Threshold, ETR, FineCut, Fast Connect,G3 Serie, Powercool, Conical Flow und HyLife sind Warenzeichen der Hypertherm, Inc. und können in den USAund/oder anderen Ländern registriert sein.
Hypertherm, Inc. Hanover, NH USA603-643-3441 Tel800-643-0030 Tel (Toll-free USA and Canada)603-643-5352 Fax [email protected]@hypertherm.com
Hypertherm Brasil Ltda. Guarulhos, SP-Brasil55 11 2409-2636 Tel 55 11 2408-0462 Fax [email protected]@hypertherm.com.br
Hypertherm México, S.A. de C.V.México, D.F.52 55 5681 8109 Tel 52 55 5683 2127 [email protected]@hypertherm.com.mx
Hypertherm Europe B.V.Roosendaal, The Nederlands31 165 596907 Tel 31 165 596901 Fax [email protected]@hypertherm.com
Hypertherm Plasmatechnik GmbHHanau-Wolfgang, Germany49 6181 58 2100 Tel 49 6181 58 2134 Fax [email protected]
Australia/New Zealand (Representative Office)61 (0) 7 3219 9010 Tel61 (0) 7 3219 9012 [email protected]
Hypertherm (S) Pte Ltd.Singapore65 6841 2489 Tel 65 6841 2490 Fax [email protected]
Hypertherm (Shanghai) Trading Co., Ltd.Shanghai, China86-21 5258 3330 /1 Tel 86-21 5258 3332 Fax [email protected]
Hypertherm Japan Ltd. Osaka, Japan 81 6 6170-2020 Tel 81 6 6170-2015 Fax [email protected]
Hypertherm (India) Thermal Cutting Pvt. Ltd.T. Nagar, Chennai, India [email protected]