Embed Size (px)
Citation preview
PRÄZISION
Sond
erak
tion
spec
ial c
ampa
ign
Gül
tig a
b 01.09.20
17va
lid fr
om S
epte
mbe
r 01,
2017
I n n o v a t i o n · D e v e l o p m e n t · S o l u t i o n
NEUHAM Vollhartmetall-Hochleistungsfräser
für die trochoidale Bearbeitung in 2 x D, 3 x D und 4 x D
HAM Solid carbide high performance end mills for trochoidal machining in 2 x D, 3 x D and 4 x D
2
Super Precision Surface Finishing… one step ahead
News
Surface treatment MMP TECHNOLOGY ®
(Micro Machining Process, by BINC INDUSTRIES Swiss)
HAM is now offering a new polishing process for tools with hyper smooth surfaces using the MMP TECHNOLOGY ®.The selective machining of the micro-roughness allows cutting edges and surfaces of solid carbide tools to be refined in superior precision. The cutting tools treated with this new method have a significantly better surface finish than conventional polished tools. HAM has secured the European-wide exclusive rights for the essential parts of the product portfolio.
The micro-treatment is done according to a special mechani-cal-physical-catalytic procedure. The machine creates a high-energy movement, which brings the aggregated particles into relative motion. That’s why the surface has exactly the same micro-cutting sequence which corresponds to the topology of the roughness which should be removed from the tool.
The ability to adjust flexibly the desired roughness signifi-cantly improves the surface specific characteristics of the tools. The effect of lower friction offers optimal chip removal, reduced cutting expenditure and less heat gen-eration on the tool and workpiece.
Additional advantages:
– The MMP TECHNOLOGY ® treatment of PVD coatings increases the cutting quality by offering less friction.
– Edges can be rounded in the µm area in a controlled way.
– MMP TECHNOLOGY ® treated tools offer a longer tool life.
– Homogeneous and reproducible surfaces can be reached by using this new method.
The MMP TECHNOLOGY ® treatment is suitable for solid carbide tools, solid carbide tools with CVD or PVD coating, PCD-equipped tools with the basic body made of carbide, standard and special tools used for milling, drilling and grinding.Major and minor cutting edges, flutes and guide chamfers are processed in this way.
Neuheit
Oberflächenbehandlung MMP TECHNOLOGY®
(Micro Machining Process, by BINC INDUSTRIES Swiss)
HAM bietet ab sofort mit der MMP TECHNOLOGY® ein neues Polierverfahren für Werkzeuge mit spiegelglatten Ober-flächen an.Durch die selektive Bearbeitung der Mikrorauheit lassen sich Schneidkanten und Oberflächen von Vollhartmetall (VHM)-Werkzeugen hochpräzise herstellen und endbehandeln. Die so behandelten Schneidwerkzeuge weisen deutlich bessere Oberflächen auf als herkömmliche polierte Werk-zeuge. HAM hat sich für dieses Verfahren das europaweite Exklusivrecht für wesentliche Teile des Produktportfolios gesichert.
Die Mikro-Behandlung läuft nach einem mechanisch-physikalisch-katalytischen Spezialverfahren ab. Die Anlage erzeugt eine hochenergetische Bewegung, aggregierte Partikel werden in Relativbewegung gebracht. Deren Ober-fläche weist genau die Mikroschneidenfolge auf, die der Topologie der Rauheit entspricht, welche auf dem Werk-zeug entfernt werden soll.
Die Fähigkeit, die gewünschte Rauheit frei einzustellen, verbessert die spezifischen Oberflächeneigenschaften der Werkzeuge erheblich. Die geringere Reibung führt zu einer optimalen Spanabfuhr, reduziertem Schnittaufwand und weniger Wärme am Werkzeug und Werkstück.
Weitere Vorteile:
– Die MMP TECHNOLOGY® Behandlung von PVD- Beschichtungen erhöht die Schnittqualität durch weniger Reibung.
– Kanten können im µm-Bereich kontrolliert verrundet werden.
– MMP TECHNOLOGY® behandelte Werkzeuge bieten eine längere Lebensdauer.
– Mit diesem Verfahren lassen sich die Oberflächen der Werkzeuge reproduzierbar und homogen herstellen.
HAM poliert mit der MMP TECHNOLOGY® VHM-Werkzeuge, VHM-Werkzeuge mit CVD- oder PVD-Beschichtung, PKD-bestückte Werkzeuge mit Grundkörpern aus Hart-metall, Standard- und Sonderwerkzeuge in den Bereichen Fräsen, Bohren und Reiben. Bearbeitet werden Haupt- und Nebenschneiden, Span-räume und Führungsfasen.
3
W+F VHM Z 538° rechts Norm
Werk
Typ NDIN 6535
HADIN 6535
HB
MMP HSC HPC FITSHRINK
d1
l3
l1
d2
l2
d3
Ø d1(e8)mm
40-5091l2
mm
l3
mm
HalsØ d3
mm
l1
mm
Ø d2(h6)mmTA-B
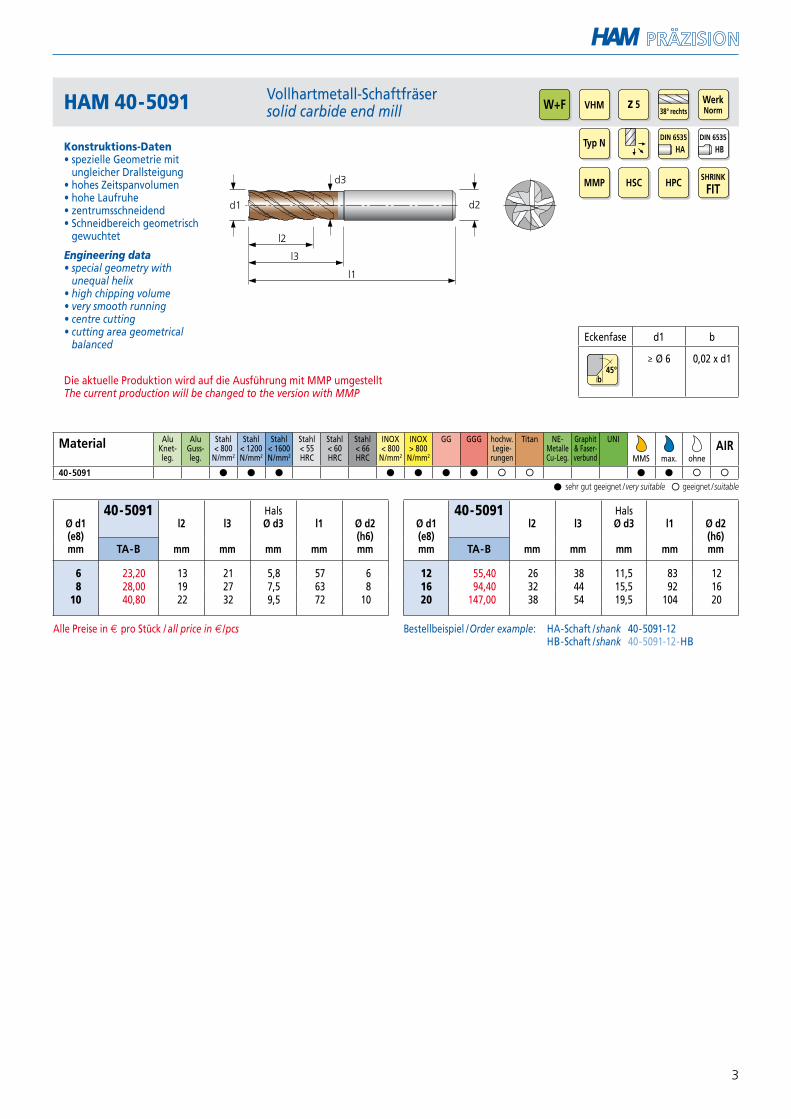
6 23,20 13 21 5,8 57 68 28,00 19 27 7,5 63 8
10 40,80 22 32 9,5 72 10
Alle Preise in E pro Stück / all price in E /pcs
Ø d1(e8)mm
40-5091l2
mm
l3
mm
HalsØ d3
mm
l1
mm
Ø d2(h6)mmTA-B
12 55,40 26 38 11,5 83 1216 94,40 32 44 15,5 92 1620 147,00 38 54 19,5 104 20
Bestellbeispiel /Order example: HA-Schaft /shank 40-5091-12 HB-Schaft /shank 40-5091-12-HB
HAM 40-5091 Vollhartmetall-Schaftfräsersolid carbide end mill
Konstruktions-Daten•spezielleGeometriemit ungleicher Drallsteigung•hohesZeitspanvolumen•hoheLaufruhe•zentrumsschneidend•Schneidbereichgeometrisch gewuchtet
Engineering data•specialgeometrywith unequal helix•highchippingvolume•verysmoothrunning•centrecutting•cuttingareageometrical balanced
Eckenfase d1 b
45°b
≥ Ø 6 0,02xd1
Material AluKnet-leg.
AluGuss-leg.
Stahl< 800
N/mm2
Stahl< 1200N/mm2
Stahl< 1600N/mm2
Stahl< 55 HRC
Stahl< 60 HRC
Stahl< 66 HRC
INOX< 800
N/mm2
INOX> 800
N/mm2
GG GGG hochw.Legie-rungen
Titan NE-MetalleCu-Leg.
Graphit& Faser-verbund
UNI
MMS max. ohneAIR
40-5091 � � � � � � � � � � � � �
� sehr gut geeignet /very suitable � geeignet /suitable
DieaktuelleProduktionwirdaufdieAusführungmitMMPumgestelltThecurrentproductionwillbechangedtotheversionwithMMP
4
W+F VHM Z 543° rechts Norm
Werk
Typ NDIN 6535
HADIN 6535
HB
MMP HSC HPC FITSHRINK
NEU
d1 d2
l3
l1
l2
d3
Ø d1(e8)mm
40-5191l2
mm
l3
mm
HalsØ d3
mm
l1
mm
Ø d2(h6)mmTA-B
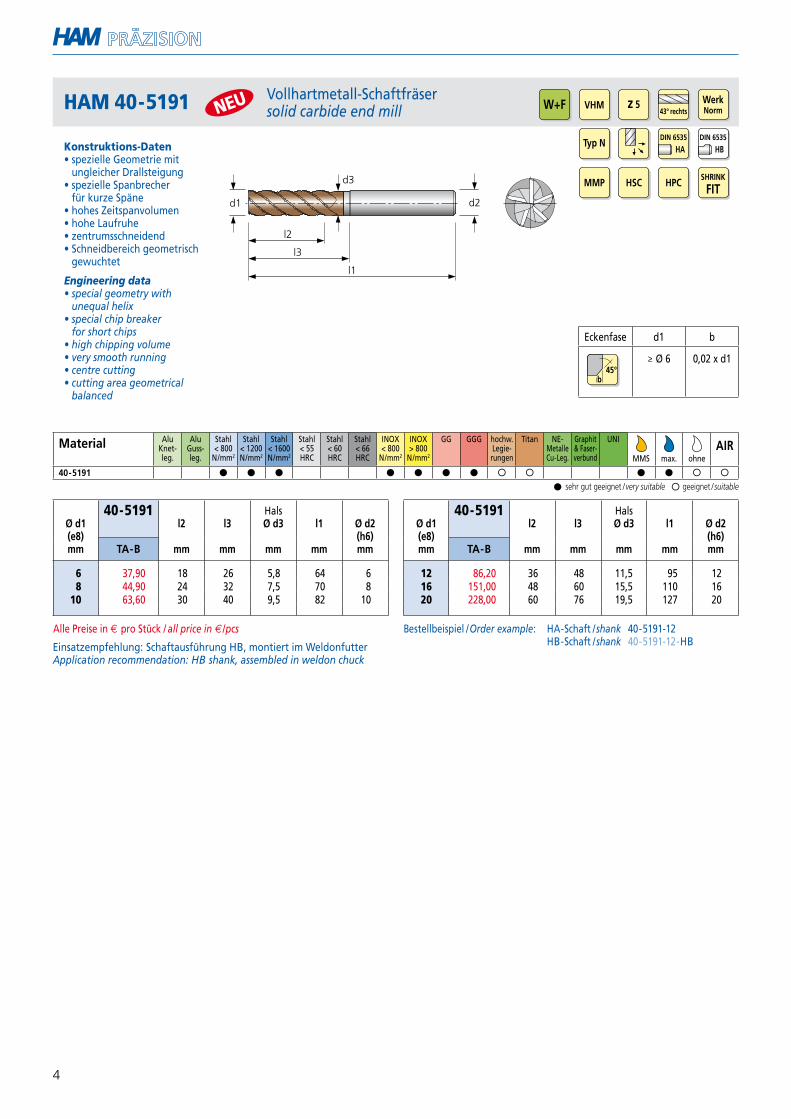
6 37,90 18 26 5,8 64 68 44,90 24 32 7,5 70 8
10 63,60 30 40 9,5 82 10
Alle Preise in E pro Stück / all price in E /pcs
Ø d1(e8)mm
40-5191l2
mm
l3
mm
HalsØ d3
mm
l1
mm
Ø d2(h6)mmTA-B
12 86,20 36 48 11,5 95 1216 151,00 48 60 15,5 110 1620 228,00 60 76 19,5 127 20
Bestellbeispiel /Order example: HA-Schaft /shank 40-5191-12 HB-Schaft /shank 40-5191-12-HB
HAM 40-5191 Vollhartmetall-Schaftfräsersolid carbide end mill
Konstruktions-Daten•spezielleGeometriemit ungleicher Drallsteigung•spezielleSpanbrecher fürkurzeSpäne•hohesZeitspanvolumen•hoheLaufruhe•zentrumsschneidend•Schneidbereichgeometrisch gewuchtet
Engineering data•specialgeometrywith unequal helix•specialchipbreaker forshortchips•highchippingvolume•verysmoothrunning•centrecutting•cuttingareageometrical balanced
Eckenfase d1 b
45°b
≥ Ø 6 0,02xd1
Material AluKnet-leg.
AluGuss-leg.
Stahl< 800
N/mm2
Stahl< 1200N/mm2
Stahl< 1600N/mm2
Stahl< 55 HRC
Stahl< 60 HRC
Stahl< 66 HRC
INOX< 800
N/mm2
INOX> 800
N/mm2
GG GGG hochw.Legie-rungen
Titan NE-MetalleCu-Leg.
Graphit& Faser-verbund
UNI
MMS max. ohneAIR
40-5191 � � � � � � � � � � � � �
� sehr gut geeignet /very suitable � geeignet /suitable
Einsatzempfehlung:SchaftausführungHB, montiertimWeldonfutterApplicationrecommendation:HBshank,assembledinweldonchuck
5
W+F VHM Z 538° rechts Norm
Werk
Typ NDIN 6535
HB
MMP HSC HPC
NEU
d1
l1
d2
l2
Ø d1(e8)mm
40-5291l2
mm
l1
mm
Ø d2(h6)mmTA-B
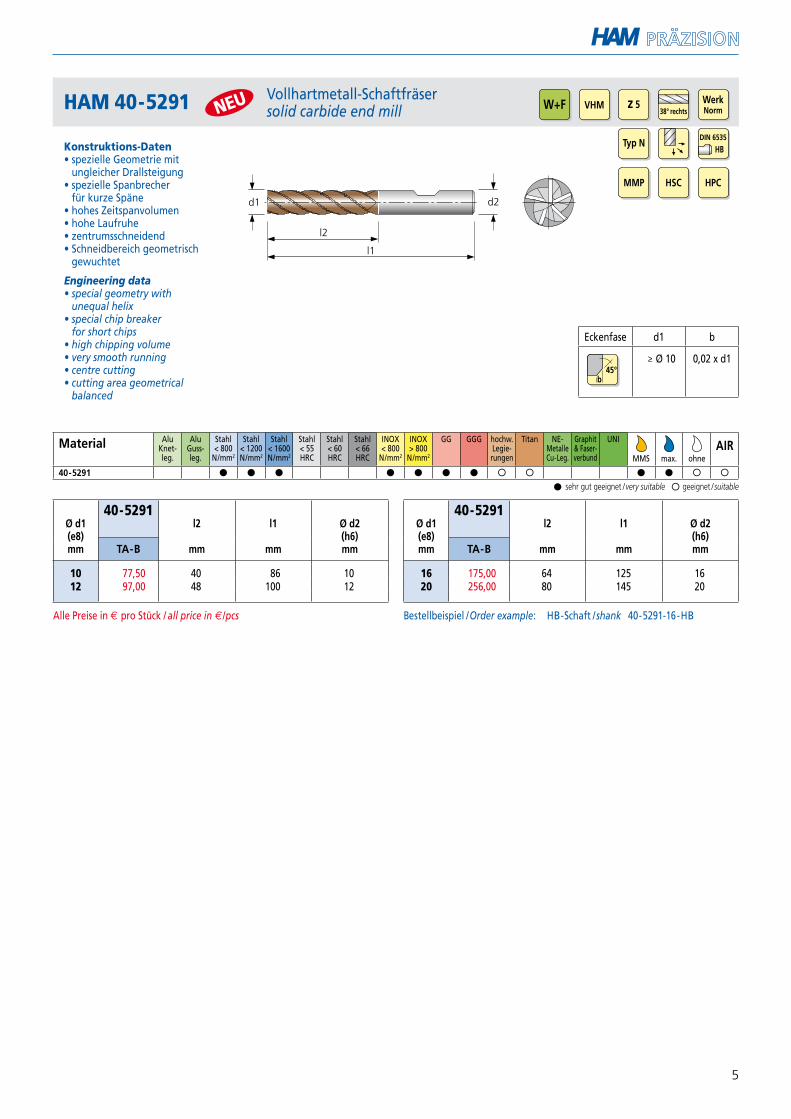
10 77,50 40 86 1012 97,00 48 100 12
Alle Preise in E pro Stück / all price in E /pcs
Ø d1(e8)mm
40-5291l2
mm
l1
mm
Ø d2(h6)mmTA-B
16 175,00 64 125 1620 256,00 80 145 20
Bestellbeispiel /Order example: HB-Schaft /shank 40-5291-16-HB
HAM 40-5291 Vollhartmetall-Schaftfräsersolid carbide end mill
Konstruktions-Daten•spezielleGeometriemit ungleicher Drallsteigung•spezielleSpanbrecher fürkurzeSpäne•hohesZeitspanvolumen•hoheLaufruhe•zentrumsschneidend•Schneidbereichgeometrisch gewuchtet
Engineering data•specialgeometrywith unequal helix•specialchipbreaker forshortchips•highchippingvolume•verysmoothrunning•centrecutting•cuttingareageometrical balanced
Eckenfase d1 b
45°b
≥ Ø 10 0,02xd1
Material AluKnet-leg.
AluGuss-leg.
Stahl< 800
N/mm2
Stahl< 1200N/mm2
Stahl< 1600N/mm2
Stahl< 55 HRC
Stahl< 60 HRC
Stahl< 66 HRC
INOX< 800
N/mm2
INOX> 800
N/mm2
GG GGG hochw.Legie-rungen
Titan NE-MetalleCu-Leg.
Graphit& Faser-verbund
UNI
MMS max. ohneAIR
40-5291 � � � � � � � � � � � � �
� sehr gut geeignet /very suitable � geeignet /suitable
6
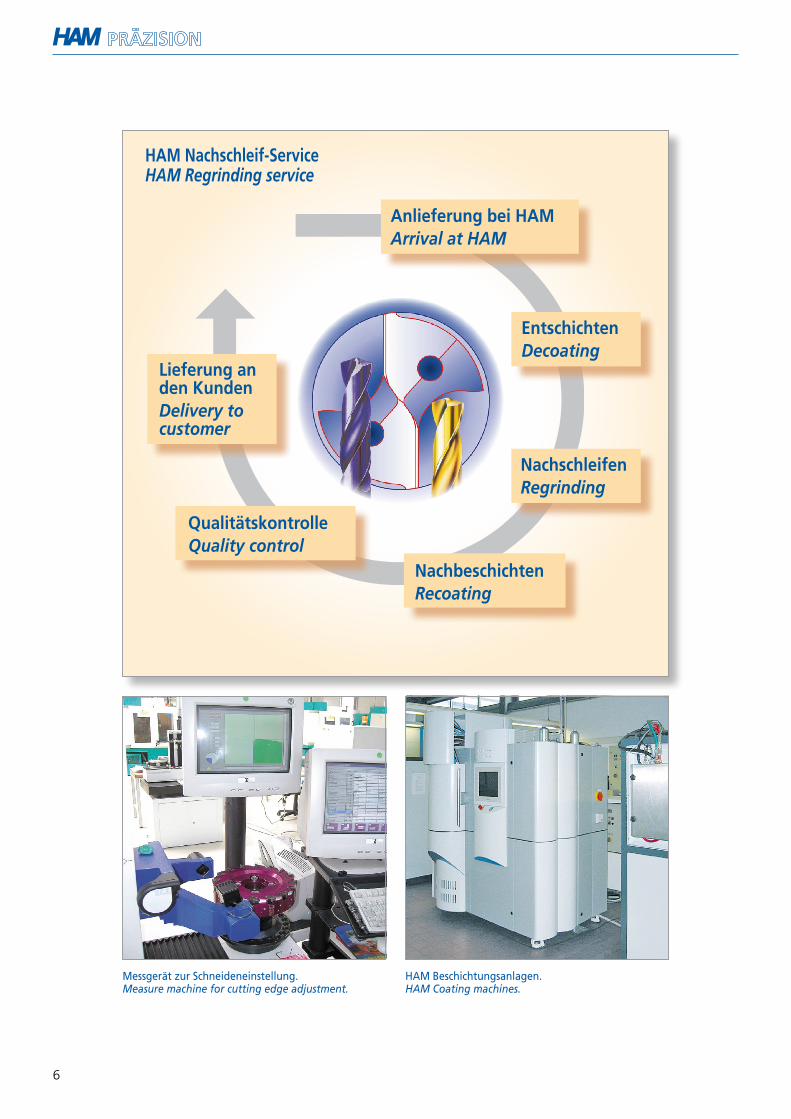
NachbeschichtenRecoating
Lieferung anden KundenDelivery tocustomer
QualitätskontrolleQuality control
NachschleifenRegrinding
EntschichtenDecoating
Anlieferung bei HAMArrival at HAM
HAM Nachschleif-ServiceHAM Regrinding service
HAM Beschichtungsanlagen.HAMCoatingmachines.
MessgerätzurSchneideneinstellung.Measuremachineforcuttingedgeadjustment.
7
Schn
ittd
aten cutt
ing
data
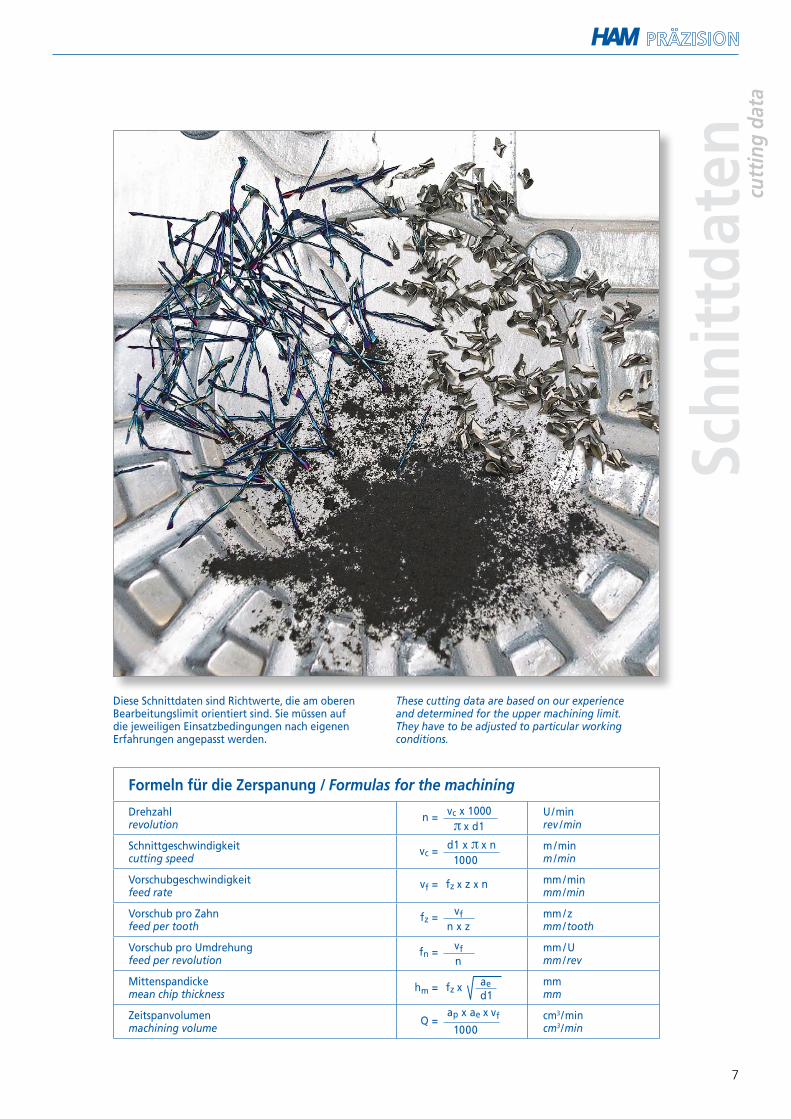
Formeln für die Zerspanung / Formulas for the machining
Drehzahlrevolution
n = π xd1vc x 1000 U/min
rev /min
Schnittgeschwindigkeitcuttingspeed
vc =1000
d1xπ x n m /minm/min
Vorschubgeschwindigkeitfeedrate
vf = fz xzx n mm /minmm/min
VorschubproZahnfeedpertooth
fz = nxz
vf mm /zmm/ tooth
VorschubproUmdrehungfeedperrevolution
fn = nvf mm / U
mm/rev
Mittenspandickemeanchipthickness
hm = fz xaed1
mmmm
Zeitspanvolumenmachiningvolume
Q =1000
ap x ae x vf cm3/mincm3/min
DieseSchnittdatensindRichtwerte,dieamoberenBearbeitungslimitorientiertsind.SiemüssenaufdiejeweiligenEinsatzbedingungennacheigenenErfahrungenangepasstwerden.
Thesecuttingdataarebasedonourexperienceanddeterminedfortheuppermachininglimit.Theyhavetobeadjustedtoparticularworkingconditions.
8
W+F VHM Z 538° rechts 43° rechts Norm
Werk
Typ NDIN 6535
HADIN 6535
HB
MMP HSC HPC FITSHRINK
d1
l3
l1
d2
l2
d3
40-5091
d1 d2
l3
l1
l2
d3
40-5191
NEU
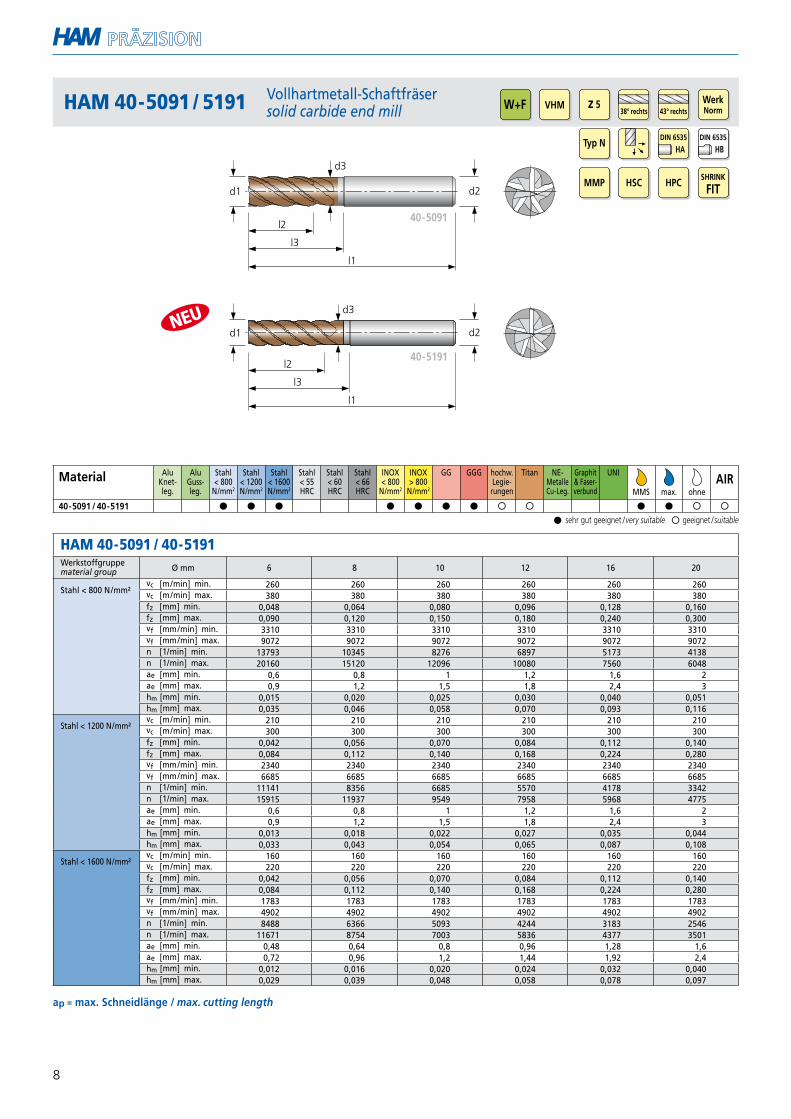
HAM 40-5091 / 5191 Vollhartmetall-Schaftfräsersolid carbide end mill
Material AluKnet-leg.
AluGuss-leg.
Stahl< 800
N/mm2
Stahl< 1200N/mm2
Stahl< 1600N/mm2
Stahl< 55 HRC
Stahl< 60 HRC
Stahl< 66 HRC
INOX< 800
N/mm2
INOX> 800
N/mm2
GG GGG hochw.Legie-rungen
Titan NE-MetalleCu-Leg.
Graphit& Faser-verbund
UNI
MMS max. ohneAIR
40-5091 / 40-5191 � � � � � � � � � � � � �
� sehr gut geeignet /very suitable � geeignet /suitable
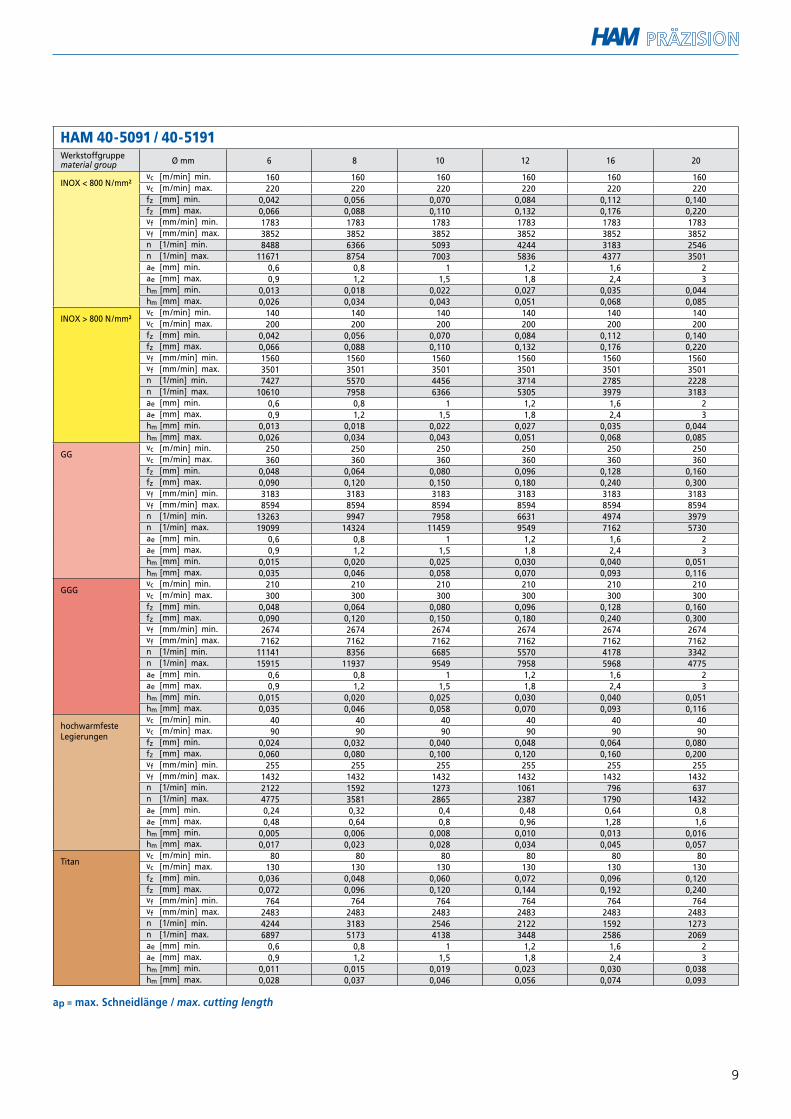
HAM 40-5091 / 40-5191Werkstoffgruppematerialgroup Ø mm 6 8 10 12 16 20
Stahl < 800 N/mm²vc [m/min] min. 260 260 260 260 260 260vc [m/min] max. 380 380 380 380 380 380fz [mm] min. 0,048 0,064 0,080 0,096 0,128 0,160fz [mm] max. 0,090 0,120 0,150 0,180 0,240 0,300vf [mm/min] min. 3310 3310 3310 3310 3310 3310vf [mm/min] max. 9072 9072 9072 9072 9072 9072n [1/min] min. 13793 10345 8276 6897 5173 4138n [1/min] max. 20160 15120 12096 10080 7560 6048ae [mm] min. 0,6 0,8 1 1,2 1,6 2ae [mm] max. 0,9 1,2 1,5 1,8 2,4 3hm [mm] min. 0,015 0,020 0,025 0,030 0,040 0,051hm [mm] max. 0,035 0,046 0,058 0,070 0,093 0,116
Stahl < 1200 N/mm²vc [m/min] min. 210 210 210 210 210 210vc [m/min] max. 300 300 300 300 300 300fz [mm] min. 0,042 0,056 0,070 0,084 0,112 0,140fz [mm] max. 0,084 0,112 0,140 0,168 0,224 0,280vf [mm/min] min. 2340 2340 2340 2340 2340 2340vf [mm/min] max. 6685 6685 6685 6685 6685 6685n [1/min] min. 11141 8356 6685 5570 4178 3342n [1/min] max. 15915 11937 9549 7958 5968 4775ae [mm] min. 0,6 0,8 1 1,2 1,6 2ae [mm] max. 0,9 1,2 1,5 1,8 2,4 3hm [mm] min. 0,013 0,018 0,022 0,027 0,035 0,044hm [mm] max. 0,033 0,043 0,054 0,065 0,087 0,108
Stahl < 1600 N/mm²vc [m/min] min. 160 160 160 160 160 160vc [m/min] max. 220 220 220 220 220 220fz [mm] min. 0,042 0,056 0,070 0,084 0,112 0,140fz [mm] max. 0,084 0,112 0,140 0,168 0,224 0,280vf [mm/min] min. 1783 1783 1783 1783 1783 1783vf [mm/min] max. 4902 4902 4902 4902 4902 4902n [1/min] min. 8488 6366 5093 4244 3183 2546n [1/min] max. 11671 8754 7003 5836 4377 3501ae [mm] min. 0,48 0,64 0,8 0,96 1,28 1,6ae [mm] max. 0,72 0,96 1,2 1,44 1,92 2,4hm [mm] min. 0,012 0,016 0,020 0,024 0,032 0,040hm [mm] max. 0,029 0,039 0,048 0,058 0,078 0,097
ap = max. Schneidlänge / max. cutting length
9
HAM 40-5091 / 40-5191Werkstoffgruppematerialgroup Ø mm 6 8 10 12 16 20
INOX < 800 N/mm²vc [m/min] min. 160 160 160 160 160 160vc [m/min] max. 220 220 220 220 220 220fz [mm] min. 0,042 0,056 0,070 0,084 0,112 0,140fz [mm] max. 0,066 0,088 0,110 0,132 0,176 0,220vf [mm/min] min. 1783 1783 1783 1783 1783 1783vf [mm/min] max. 3852 3852 3852 3852 3852 3852n [1/min] min. 8488 6366 5093 4244 3183 2546n [1/min] max. 11671 8754 7003 5836 4377 3501ae [mm] min. 0,6 0,8 1 1,2 1,6 2ae [mm] max. 0,9 1,2 1,5 1,8 2,4 3hm [mm] min. 0,013 0,018 0,022 0,027 0,035 0,044hm [mm] max. 0,026 0,034 0,043 0,051 0,068 0,085
INOX > 800 N/mm²vc [m/min] min. 140 140 140 140 140 140vc [m/min] max. 200 200 200 200 200 200fz [mm] min. 0,042 0,056 0,070 0,084 0,112 0,140fz [mm] max. 0,066 0,088 0,110 0,132 0,176 0,220vf [mm/min] min. 1560 1560 1560 1560 1560 1560vf [mm/min] max. 3501 3501 3501 3501 3501 3501n [1/min] min. 7427 5570 4456 3714 2785 2228n [1/min] max. 10610 7958 6366 5305 3979 3183ae [mm] min. 0,6 0,8 1 1,2 1,6 2ae [mm] max. 0,9 1,2 1,5 1,8 2,4 3hm [mm] min. 0,013 0,018 0,022 0,027 0,035 0,044hm [mm] max. 0,026 0,034 0,043 0,051 0,068 0,085
GGvc [m/min] min. 250 250 250 250 250 250vc [m/min] max. 360 360 360 360 360 360fz [mm] min. 0,048 0,064 0,080 0,096 0,128 0,160fz [mm] max. 0,090 0,120 0,150 0,180 0,240 0,300vf [mm/min] min. 3183 3183 3183 3183 3183 3183vf [mm/min] max. 8594 8594 8594 8594 8594 8594n [1/min] min. 13263 9947 7958 6631 4974 3979n [1/min] max. 19099 14324 11459 9549 7162 5730ae [mm] min. 0,6 0,8 1 1,2 1,6 2ae [mm] max. 0,9 1,2 1,5 1,8 2,4 3hm [mm] min. 0,015 0,020 0,025 0,030 0,040 0,051hm [mm] max. 0,035 0,046 0,058 0,070 0,093 0,116
GGGvc [m/min] min. 210 210 210 210 210 210vc [m/min] max. 300 300 300 300 300 300fz [mm] min. 0,048 0,064 0,080 0,096 0,128 0,160fz [mm] max. 0,090 0,120 0,150 0,180 0,240 0,300vf [mm/min] min. 2674 2674 2674 2674 2674 2674vf [mm/min] max. 7162 7162 7162 7162 7162 7162n [1/min] min. 11141 8356 6685 5570 4178 3342n [1/min] max. 15915 11937 9549 7958 5968 4775ae [mm] min. 0,6 0,8 1 1,2 1,6 2ae [mm] max. 0,9 1,2 1,5 1,8 2,4 3hm [mm] min. 0,015 0,020 0,025 0,030 0,040 0,051hm [mm] max. 0,035 0,046 0,058 0,070 0,093 0,116
hochwarmfesteLegierungen
vc [m/min] min. 40 40 40 40 40 40vc [m/min] max. 90 90 90 90 90 90fz [mm] min. 0,024 0,032 0,040 0,048 0,064 0,080fz [mm] max. 0,060 0,080 0,100 0,120 0,160 0,200vf [mm/min] min. 255 255 255 255 255 255vf [mm/min] max. 1432 1432 1432 1432 1432 1432n [1/min] min. 2122 1592 1273 1061 796 637n [1/min] max. 4775 3581 2865 2387 1790 1432ae [mm] min. 0,24 0,32 0,4 0,48 0,64 0,8ae [mm] max. 0,48 0,64 0,8 0,96 1,28 1,6hm [mm] min. 0,005 0,006 0,008 0,010 0,013 0,016hm [mm] max. 0,017 0,023 0,028 0,034 0,045 0,057
Titanvc [m/min] min. 80 80 80 80 80 80vc [m/min] max. 130 130 130 130 130 130fz [mm] min. 0,036 0,048 0,060 0,072 0,096 0,120fz [mm] max. 0,072 0,096 0,120 0,144 0,192 0,240vf [mm/min] min. 764 764 764 764 764 764vf [mm/min] max. 2483 2483 2483 2483 2483 2483n [1/min] min. 4244 3183 2546 2122 1592 1273n [1/min] max. 6897 5173 4138 3448 2586 2069ae [mm] min. 0,6 0,8 1 1,2 1,6 2ae [mm] max. 0,9 1,2 1,5 1,8 2,4 3hm [mm] min. 0,011 0,015 0,019 0,023 0,030 0,038hm [mm] max. 0,028 0,037 0,046 0,056 0,074 0,093
ap = max. Schneidlänge / max. cutting length
10
NEU W+F VHM Z 538° rechts Norm
Werk
Typ NDIN 6535
HB
MMP HSC HPC
d1
l1
d2
l2
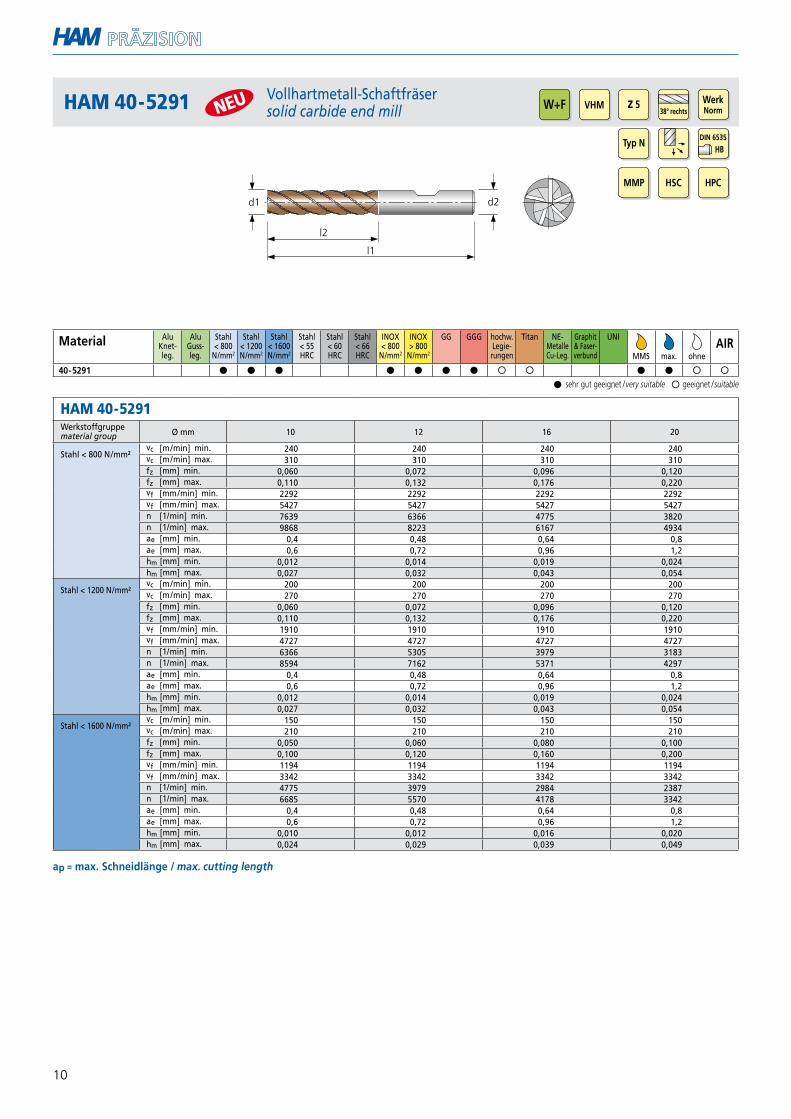
HAM 40-5291 Vollhartmetall-Schaftfräsersolid carbide end mill
Material AluKnet-leg.
AluGuss-leg.
Stahl< 800
N/mm2
Stahl< 1200N/mm2
Stahl< 1600N/mm2
Stahl< 55 HRC
Stahl< 60 HRC
Stahl< 66 HRC
INOX< 800
N/mm2
INOX> 800
N/mm2
GG GGG hochw.Legie-rungen
Titan NE-MetalleCu-Leg.
Graphit& Faser-verbund
UNI
MMS max. ohneAIR
40-5291 � � � � � � � � � � � � �
� sehr gut geeignet /very suitable � geeignet /suitable
HAM 40-5291Werkstoffgruppematerialgroup Ø mm 10 12 16 20
Stahl < 800 N/mm²vc [m/min] min. 240 240 240 240vc [m/min] max. 310 310 310 310fz [mm] min. 0,060 0,072 0,096 0,120fz [mm] max. 0,110 0,132 0,176 0,220vf [mm/min] min. 2292 2292 2292 2292vf [mm/min] max. 5427 5427 5427 5427n [1/min] min. 7639 6366 4775 3820n [1/min] max. 9868 8223 6167 4934ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,012 0,014 0,019 0,024hm [mm] max. 0,027 0,032 0,043 0,054
Stahl < 1200 N/mm²vc [m/min] min. 200 200 200 200vc [m/min] max. 270 270 270 270fz [mm] min. 0,060 0,072 0,096 0,120fz [mm] max. 0,110 0,132 0,176 0,220vf [mm/min] min. 1910 1910 1910 1910vf [mm/min] max. 4727 4727 4727 4727n [1/min] min. 6366 5305 3979 3183n [1/min] max. 8594 7162 5371 4297ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,012 0,014 0,019 0,024hm [mm] max. 0,027 0,032 0,043 0,054
Stahl < 1600 N/mm²vc [m/min] min. 150 150 150 150vc [m/min] max. 210 210 210 210fz [mm] min. 0,050 0,060 0,080 0,100fz [mm] max. 0,100 0,120 0,160 0,200vf [mm/min] min. 1194 1194 1194 1194vf [mm/min] max. 3342 3342 3342 3342n [1/min] min. 4775 3979 2984 2387n [1/min] max. 6685 5570 4178 3342ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,010 0,012 0,016 0,020hm [mm] max. 0,024 0,029 0,039 0,049
ap = max. Schneidlänge / max. cutting length
11
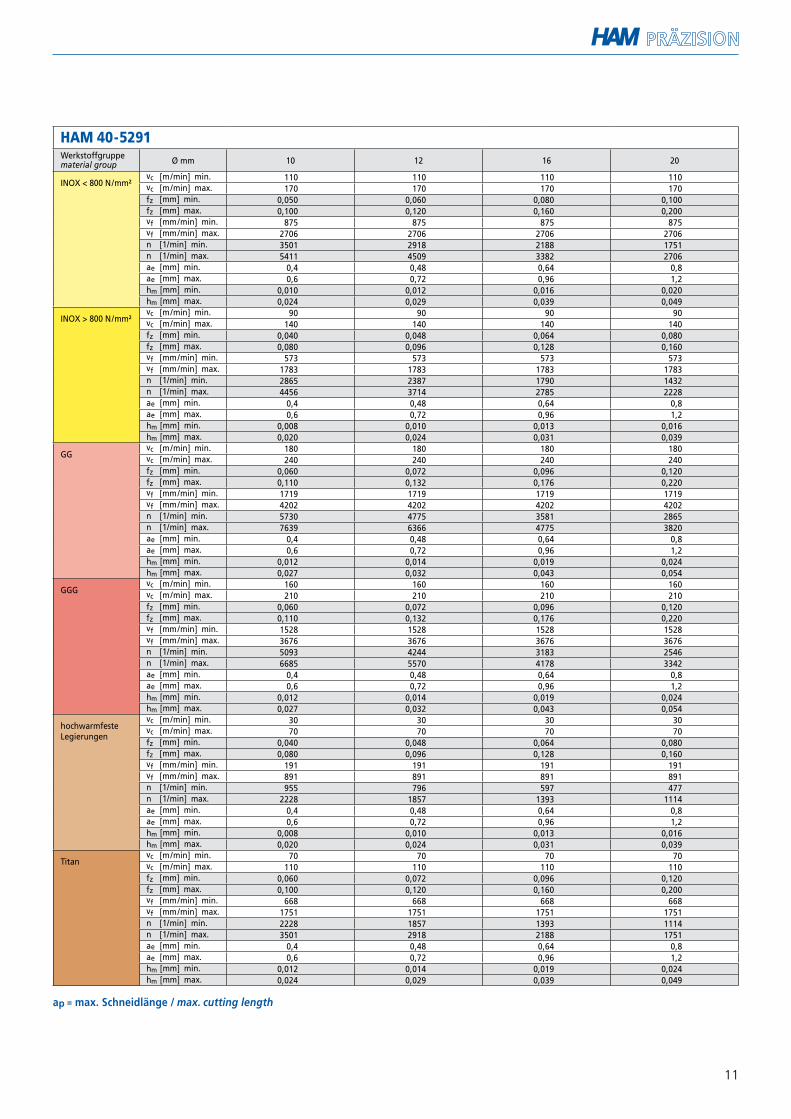
HAM 40-5291Werkstoffgruppematerialgroup Ø mm 10 12 16 20
INOX < 800 N/mm²vc [m/min] min. 110 110 110 110vc [m/min] max. 170 170 170 170fz [mm] min. 0,050 0,060 0,080 0,100fz [mm] max. 0,100 0,120 0,160 0,200vf [mm/min] min. 875 875 875 875vf [mm/min] max. 2706 2706 2706 2706n [1/min] min. 3501 2918 2188 1751n [1/min] max. 5411 4509 3382 2706ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,010 0,012 0,016 0,020hm [mm] max. 0,024 0,029 0,039 0,049
INOX > 800 N/mm²vc [m/min] min. 90 90 90 90vc [m/min] max. 140 140 140 140fz [mm] min. 0,040 0,048 0,064 0,080fz [mm] max. 0,080 0,096 0,128 0,160vf [mm/min] min. 573 573 573 573vf [mm/min] max. 1783 1783 1783 1783n [1/min] min. 2865 2387 1790 1432n [1/min] max. 4456 3714 2785 2228ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,008 0,010 0,013 0,016hm [mm] max. 0,020 0,024 0,031 0,039
GGvc [m/min] min. 180 180 180 180vc [m/min] max. 240 240 240 240fz [mm] min. 0,060 0,072 0,096 0,120fz [mm] max. 0,110 0,132 0,176 0,220vf [mm/min] min. 1719 1719 1719 1719vf [mm/min] max. 4202 4202 4202 4202n [1/min] min. 5730 4775 3581 2865n [1/min] max. 7639 6366 4775 3820ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,012 0,014 0,019 0,024hm [mm] max. 0,027 0,032 0,043 0,054
GGGvc [m/min] min. 160 160 160 160vc [m/min] max. 210 210 210 210fz [mm] min. 0,060 0,072 0,096 0,120fz [mm] max. 0,110 0,132 0,176 0,220vf [mm/min] min. 1528 1528 1528 1528vf [mm/min] max. 3676 3676 3676 3676n [1/min] min. 5093 4244 3183 2546n [1/min] max. 6685 5570 4178 3342ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,012 0,014 0,019 0,024hm [mm] max. 0,027 0,032 0,043 0,054
hochwarmfesteLegierungen
vc [m/min] min. 30 30 30 30vc [m/min] max. 70 70 70 70fz [mm] min. 0,040 0,048 0,064 0,080fz [mm] max. 0,080 0,096 0,128 0,160vf [mm/min] min. 191 191 191 191vf [mm/min] max. 891 891 891 891n [1/min] min. 955 796 597 477n [1/min] max. 2228 1857 1393 1114ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,008 0,010 0,013 0,016hm [mm] max. 0,020 0,024 0,031 0,039
Titanvc [m/min] min. 70 70 70 70vc [m/min] max. 110 110 110 110fz [mm] min. 0,060 0,072 0,096 0,120fz [mm] max. 0,100 0,120 0,160 0,200vf [mm/min] min. 668 668 668 668vf [mm/min] max. 1751 1751 1751 1751n [1/min] min. 2228 1857 1393 1114n [1/min] max. 3501 2918 2188 1751ae [mm] min. 0,4 0,48 0,64 0,8ae [mm] max. 0,6 0,72 0,96 1,2hm [mm] min. 0,012 0,014 0,019 0,024hm [mm] max. 0,024 0,029 0,039 0,049
ap = max. Schneidlänge / max. cutting length
Distributor | Agent | Address
Cop
yrig
ht b
y H
AM
Prä
zisi
on 0
8/2
017.
Nac
hdru
ck v
erbo
ten
/ rep
rint
proh
ibite
d. P
rinte
d in
Ger
man
y.
HartmetallwerkzeugfabrikAndreas Maier GmbHStegwiesen 2D-88477 Schwendi-HörenhausenTelefon +49 (0) 73 47 / 61-0Telefax +49 (0) 73 47 / 61-142Bestellungen an /orders to: [email protected] Änderungen unserer Produkte und Änderungen des Lieferprogrammes im Zuge der Weiterentwicklung behalten wir uns vor.Es gelten unsere Allgemeinen Geschäftsbedingungen unter www.ham-tools.com
All modifications concerning technical and delivery issues are subject to the course of further development.Our General Terms and Conditions apply to any product or service, available at www.ham-tools.com
Reg. Nr. 2949 QMPRÄZISION








![HL940 spec [DE] - Hyundai Baumaschinen Nord GmbH Technisc… · 20.5-25, 20PR, L5 20.5 R25, XHA2 17.5-25, 12PR, L3 20.5-25, 16PR, L2 17.5-25, 12PR, L2 17.5 R25, , L3 HYDRAULIKSYSTEM](https://img.pdfslide.org/doc/110x75/605c8e368975707aee31dca7/hl940-spec-de-hyundai-baumaschinen-nord-gmbh-technisc-205-25-20pr-l5-205.jpg)




















