Embed Size (px)
Citation preview
Arbeitsbericht Nr. 2/2006 Hrsg.: Matthias Schumann
Thomas Diekmann / Svenja Hagenhoff
Einsatzgebiete von Ubiquitous Computing-Technologien entlang der betrieblichen Wertschöpfungskette
Georg-August-Universität Göttingen
Institut für Wirtschaftsinformatik Professor Dr. Matthias Schumann
Platz der Göttinger Sieben 5 37073 Göttingen Telefon: + 49 551 39 - 44 33 + 49 551 39 - 44 42 Telefax: + 49 551 39 - 97 35 www.wi2.wiso.uni-goettingen.de

© Copyright: Institut für Wirtschaftsinformatik, Abteilung Wirtschaftsinformatik II, Georg-August-Universität Göttingen.
Das Werk einschließlich aller seiner Teile ist urheberrechtlich geschützt. Jede Verwertung außerhalb der Grenzen des
Urhebergesetzes ist ohne Zustimmung des Herausgebers unzulässig und strafbar. Das gilt insbesondere für Vervielfältigungen,
Übersetzungen, Mikroverfilmungen und die Einspeicherung und Verarbeitung in elektronischen Systemen.
Alle Rechte vorbehalten.
Inhaltsverzeichnis II
Inhaltsverzeichnis
Abbildungsverzeichnis ........................................................................................................................ IV
Abkürzungsverzeichnis ........................................................................................................................ V
1 Einleitung ...........................................................................................................................................1
2 Technologische Grundlagen............................................................................................................4
3 Einsatzgebiete in der Beschaffung .................................................................................................8
3.1 Aktuelle Herausforderungen und potenzielle Einsatzgebiete......................................................8
3.2 Potenziale von Ubiquitous Computing-Technologien in den identifizierten Einsatzgebieten......9
3.2.1 Materialdisposition ............................................................................................................10
3.2.2 Einkauf ..............................................................................................................................16
3.3 Zusammenfassung ....................................................................................................................20
4 Einsatzgebiete in der Produktion ..................................................................................................24
4.1 Aktuelle Herausforderungen und potenzielle Einsatzgebiete....................................................24
4.2 Potenziale von Ubiquitous Computing-Technologien in den identifizierten Einsatzgebieten....30
4.2.1 Reihenfolgeplanung..........................................................................................................30
4.2.2 Produktionslogistik............................................................................................................40
4.2.3 Instandhaltung ..................................................................................................................43
4.2.4 Qualitätskontrolle/Rückverfolgbarkeit ...............................................................................45
4.3 Zusammenfassung ....................................................................................................................47
5 Einsatzgebiete im Vertrieb .............................................................................................................50
5.1 Aktuelle Herausforderungen und potenzielle Einsatzgebiete....................................................50
5.2 Potenziale von Ubiquitous Computing-Technologien in den identifizierten Einsatzgebieten....51
5.2.1 Produktpolitik ....................................................................................................................51
5.2.2 Preispolitik.........................................................................................................................53
5.2.3 Distributionspolitik .............................................................................................................55
5.2.4 Kommunikationspolitik ......................................................................................................56
5.3 Zusammenfassung ....................................................................................................................58
Inhaltsverzeichnis III
6 Einsatzgebiete im Service ..............................................................................................................61
6.1 Aktuelle Herausforderungen und potenzielle Einsatzgebiete....................................................61
6.2 Potenziale von Ubiquitous Computing-Technologien in den identifizierten Einsatzgebieten....61
6.2.1 Rechtliche Rahmenbedingungen......................................................................................62
6.2.2 After-Sales ........................................................................................................................64
6.3 Zusammenfassung ....................................................................................................................66
7 Zusammenfassung und Ausblick..................................................................................................68
Literaturverzeichnis .............................................................................................................................72
Abbildungsverzeichnis IV
Abbildungsverzeichnis
Abbildung 1-1: Dimensionen der Integration ............................................................................1 Abbildung 2-1: Klassifizierungsrahmen für Embedded Devices...............................................6 Abbildung 2-2: Originäre und induziert Funktionalitäten von RFID und Embedded Devices ...7 Abbildung 3-1: Peitscheneffekt...............................................................................................11 Abbildung 3-2: Organizational Failures Framework ...............................................................21 Abbildung 3-3: Verschiebung der Transaktionskostenverläufe ..............................................22 Abbildung 4-1: Y-CIM-Modell .................................................................................................24 Abbildung 4-2: Gewichtsverschiebung bei den Zielgrößen ....................................................26 Abbildung 4-3: Einordnung PPS-Verfahren............................................................................27 Abbildung 4-4: Zentrale Produktionssteuerung ......................................................................29 Abbildung 4-5: Dezentrale Produktionssteuerung..................................................................29 Abbildung 4-6: Beispielhaftes 6x6 Job Shop Scheduling-Problem ........................................32 Abbildung 4-7: Gantt-Diagramm einer optimalen Lösung für das ft06-Problem.....................33 Abbildung 4-8: Anforderungen an die technische Ausstattung ..............................................34 Abbildung 5-1: Ansatzpunkte für Produktvariationen .............................................................51 Abbildung 5-2: Yield Management-System für Milchflaschen ................................................55 Abbildung 6-1: Strukturierung von After Sales-Leistungen ....................................................64 Abbildung 7-1: Anforderungsprofile........................................................................................70
Abkürzungsverzeichnis V
Abkürzungsverzeichnis
CIM Computer Integrated Manufacturing
ERP Enterprise Resource Planning
FIFO First In First Out
IPS Instandhaltungsplanung und -steuerung
IV Informationsverarbeitung
KOZ kürzeste Operationszeit
LFRZ Längste Fertigungsrestzeit
ODT Objektbegleitender Datentransport
PPS Produktionsplanung und –steuerung
RFID Radio Frequency Identification
VANF Vorausschauende Auftragsnachfrage
VAS Value-Added-Services
1 Einleitung - 1 -
1 Einleitung
Die Integration, das „Wiederherstellen des Ganzen“, war schon immer eine zentrale Herausforderung
der Wirtschaftsinformatik. Durch die Einführung mächtiger Enterprise Resource Planning (ERP)-
Systeme versuchen Unternehmen die gesamte IV-Landschaft sowohl in horizontaler als auch in
vertikale Integrationsrichtung zu integrieren. Die Reichweite der Integration hat in den letzten Jahren
stetig zugenommen. Mit neuen Technologien wie Web Services werden die Prozesse nicht nur
unternehmensintern, sondern auch unternehmensübergreifend durchgängig durch IV-Systeme
unterstützt (vgl. Mertens et al. 2005, S. 6 ff., Mertens 2004, S. 1 ff.). Ubiquitous Computing-
Technologien (Ubiquitous Computing-Technologien) überwinden die Lücke zwischen der physischen
und der digitalen Welt. Physische Objekte werden mit informationstechnischen Komponenten
ausgestattet und können so in die digitale Welt integriert werden oder umgekehrt die digitale Welt wird
Teil der realen Welt (vgl. Fleisch/Mattern/Billinger 2003, S. 11 f.). Die reale Welt kann also neben den
dispositiven und operativen Systemen als zusätzliche Integrationsebene der vertikalen Integration
betracht werden. Somit beschreibt die Integrationstiefe, welche Ressourcen (z. B. A-, B- oder C-
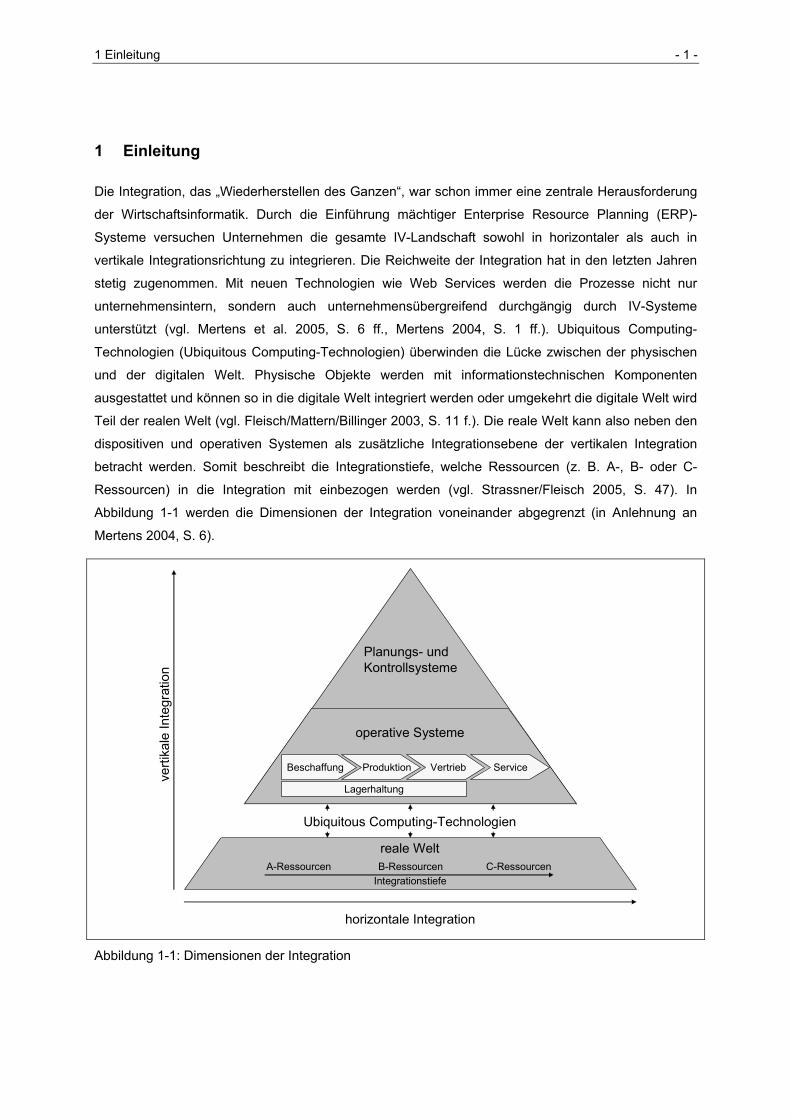
Ressourcen) in die Integration mit einbezogen werden (vgl. Strassner/Fleisch 2005, S. 47). In
Abbildung 1-1 werden die Dimensionen der Integration voneinander abgegrenzt (in Anlehnung an
Mertens 2004, S. 6).
Beschaffung Produktion Vertrieb Service
Lagerhaltung
operative Systeme
reale WeltA-Ressourcen B-Ressourcen C-Ressourcen
Planungs- und Kontrollsysteme
Integrationstiefe
verti
kale
Inte
grat
ion
horizontale Integration
Ubiquitous Computing-Technologien
Abbildung 1-1: Dimensionen der Integration
1 Einleitung - 2 -
Die Wirkungsweise von Ubiquitous Computing-Technologien im betriebliche Umfeld kann in drei
Ebenen aufgeteilt werden (vgl. hierzu und zum Folgenden Strassner 2005, S. 99 ff.). Die erste Ebene
betrifft die Integration der realen Welt in die virtuelle Welt. Erhöht man Ubiquitous Computing-
Technologien die Integrationstiefe, so verfügen die betrieblichen Informationssysteme über mehr und
genauere Informationen. Somit können Informationssysteme ihre Aufgaben (Planungen,
Entscheidungen etc.) mit einer erhöhten Qualität erfüllen. Die zweite Ebene betrifft die
Automatisierung, die mit Ubiquitous Computing-Technologien möglich wird. Da Ereignisse, die in der
realen Welt ausgelöst werden, durch Ubiquitous Computing-Technologien erkannt werden, können
Prozesse automatisch ausgelöst werden. In der dritten Ebene tragen Ubiquitous Computing-
Technologien - indem sie beispielsweise Daten dezentral verfügbar machen (z. B. durch ODT) - dazu
bei, dass Koordination dezentralisiert wird (Dezentralisierung).
In der Literatur widmet sich eine Vielzahl von Beiträgen mit den Auswirkungen von Ubiquitous
Computing-Technologien im betrieblichen Umfeld. Die Beiträge beschränken sich aber zumeist auf die
Darstellung einzelner exemplarischer Anwendungsfälle von Ubiquitous Computing-Technologien.
Umfassende Darstellungen der Einsatzmöglichkeiten von Ubiquitous Computing-Technologien im
betrieblichen Umfeld stellen noch die Ausnahme dar. Ziel dieses Beitrages ist es daher, strukturiert
darzustellen welche Einsatzmöglichkeiten der Ubiquitous Computing-Technologie in der Literatur für
das betriebliche Umfeld diskutiert werden, welche weiteren Einsatzmöglichkeiten denkbar sind und
welche Potenziale sich dadurch eröffnen. Da durch den Einsatz von Ubiquitous Computing-
Technologien, wie auch in Abbildung 1-1 erkennbar, primär nur die operativen IV-Systeme beeinflusst
werden, soll die Untersuchung entlang der betrieblichen Wertschöpfungskette auf Ebene der
operativen IV-Systeme erfolgen. Nur in Einzelfällen werden auch die Einflüsse auf die Planungs- und
Kontrollsysteme dargestellt. Für jede Stufe der Wertschöpfungskette wird zunächst dargestellt welche
aktuellen Herausforderungen dort bestehen. Unter Berücksichtigung der oben erläuterten
grundsätzlichen Wirkungsweisen von Ubiquitous Computing-Technologien werden dann Einsatzg-
ebiete abgegrenzt, in denen Ubiquitous Computing-Technologien dazu beitragen können, diesen
Herausforderungen zu begegnen. Für jedes der identifizierten Einsatzgebiete werden anschließend
die Einsatzmöglichkeiten und die Potenziale von Ubiquitous Computing-Technologien dargestellt. Als
parallele Zielsetzung sollen aus den dargestellten Anwendungsbeispielen technische Anforderungen
an die eingesetzte Ubiquitous Computing-Hardware abgeleitetet werden. Anhand eines
Klassifizierungsrahmens werden die Anforderungen für jede dargestellte Einsatzmöglichkeit
herausgearbeitet und abschließend für alle Einsatzgebiete zu Anforderungsprofilen
zusammengefasst.
In Kapitel 2 werden die für das Verständnis der weiteren Ausführungen benötigten technischen
Grundlagen erläutert. Im Anschluss wird für die Beschaffung (Kapitel 3), die Produktion (Kapitel 4),
den Vertrieb (Kapitel 5) und den Service (Kapitel 6) separat dargestellt welche aktuellen
Herausforderungen bestehen und es wird hergeleitet welche Einsatzgebiete relevant sind. Im
Anschluss werden die relevanten Einsatzgebiete darauf hin analysiert, welche Nutzenpotenziale durch
den Einsatz von Ubiquitous Computing-Technologien entstehen können und es werden die daraus
entstehenden technischen Anforderungen für jeden Bereich der Wertschöpfungskette

1 Einleitung - 3 -
zusammengefasst. Abschließend werden in Kapitel 7 auf Basis der in den Stufen der
Wertschöpfungskette erarbeiteten technischen Anforderungen - mit dem Ziel, die mit dem Ubiquitous
Computing einhergehende Diversifikation der Geräte ein Stück weit einzugrenzen – Anforderungs-
profile herausgearbeitet und es wird ein Ausblick gegeben.
2 Technologische Grundlagen - 4 -
2 Technologische Grundlagen
Ubiquitous Computing zielt auf eine verbesserte Computernutzung durch die allgegenwärtige
Bereitstellung von Rechnern in der physischen Umgebung ab. Die Computer verschwinden
weitestgehend aus dem Sichtfeld der Anwender (vgl. Weiser 1993, S.74 ff.). Die Vision des Ubiquitous
Computing wird in der Literatur seit geraumer Zeit diskutiert und es wurden eine Vielzahl an
Konzepten, Technologien und Prototypen vorgestellt, die zur Verwirklichung dieser Vision beitragen
könnten. Betrachtet man jedoch die Literatur zu Ubiquitous Computing der letzten Jahre, so ist
auffällig, dass sie zunehmend von Radio Frequency Identification-Technologie (RFID-Technologie)
dominiert wird. Mit RFID steht eine Technologie zur Verfügung, mit der aus Sicht vieler Autoren die
Umsetzung einiger Komponenten der Ubiquitous Computing-Vision möglich ist. Wenn man der
Bezeichnung RFID folgt, handelt es sich dabei um eine Technologie, mit der man Gegenstände über
Funkwellen identifizieren kann. Damit konkurriert RFID mit anderen Verfahren der automatischen
Identifikation (vgl. Pflaum 2001, S. 33 f.):
- Optical Character Recognition-Verfahren
- Biometrik
- Chipkarten
- Barcode-Systeme
Es gibt vielfältige Ausprägungen von RFID-Systemen. Als kleinsten gemeinsamen Nenner kann man
festhalten, dass sich ein RFID-Systems aus mindestens zwei Komponenten zusammensetzt: Der
RFID-Transponder enthält das Identifikationsmerkmal; ein RFID-Lesegerät kann über Funkwellen
diese Identifikation auslesen.
Insbesondere über die Ausprägung der Transponder lassen sich die verschiedenen RFID-Systeme
systematisieren (vgl. hierzu und zum folgenden Pflaum 2001, S. 33 ff., Finkenzeller 2002, S. 11 ff. und
Bundesamt für Sicherheit in der Informationstechnik 2004). Im Grundaufbau besteht ein Transponder
aus einem Mikroprozessor und einer Antenne. Transponder, die über eine eigene Stromversorgung
verfügen, werden als aktive Transponder bezeichnet. Passive Transponder, also Transponder ohne
eigene Stromversorgung, werden von dem Lesegerät mit Strom versorgt. Ein vom Lesegerät
generiertes elektromagnetisches Feld wird von dem Transponder mittels einer Induktionsschleife in
Strom induziert. Die passive Stromversorgung schränkt im Vergleich zur aktiven Stromversorgung die
Reichweite des Transponders ein. Für eine passive Stromversorgung sprechen die tendenziell
kleinere Baugröße und niedrigere Kosten eines solchen Transponders.
Die Bauform eines Transponders lässt sich sehr variabel gestalten. Üblicherweise werden
Transponder in Glaszylindern, Etiketten, Kunststoffhüllen oder in metallischen Behältern integriert. Die
Bauform hängt stark von dem geplanten Einsatzgebiet der Transponder ab. So sind beispielsweise
2 Technologische Grundlagen - 5 -
Etiketten für die Kennzeichnung von Produkten im Einzelhandel und Glaszylinder für den Einsatz
unter widrigen Umweltbedingungen (chemische Einflüsse) besonders gut geeignet.
Auch die Speicherkapazität von Transpondern differiert sehr stark. Die einfachsten Transponder, die
beispielsweise zur Diebstahlsicherung genutzt werden, haben eine Speicherkapazität von 1 Bit
(bezahlt/nicht bezahlt). Komplexere Transponder haben eine Kapazität von bis zu mehreren Kilobytes.
Teilweise ist es auch möglich über die reine Identifikation hinausgehende Daten auf dem Transponder
abzulegen.
Ein weiteres Unterscheidungskriterium ist die Fähigkeit eines Transponders Daten selbst zu
verarbeiten. Einfache Transponder beschränken sich auf die reine Identifikation, komplexere
Transponder verfügen dagegen über – zumeist beschränkte – Fähigkeiten zur Datenverarbeitung.
Insbesondere in Verbindung mit der Fähigkeit über Sensoren (Druck, Temperatur, Helligkeit, Torsion
etc.) die Umwelt wahrzunehmen, können Transponder somit auf bestimmte Ereignisse reagieren.
Obwohl die Definition was RFID ist und was nicht in der Literatur sehr weit gefasst wird, sind die
letztgenannten Fähigkeiten zur Datenverarbeitung und Sensorik, nur in den seltensten Fällen
Bestandteil eines RFID-Systems. Diese Fähigkeiten werden tendenziell eher den aus dem Ubiquitous
Computing bekannten Embedded Devices zugeschrieben. Die Kombination von Gegenständen mit
informationstechnischen Komponenten, lässt Gegenstande „smart“ werden. Die informations-
technischen Komponenten, die Gegenstände „smart“ werden lassen, sind in die physische Welt
„eingebettet“, weshalb sie als Embedded Devices bezeichnet werden. Die Erscheinungsformen der
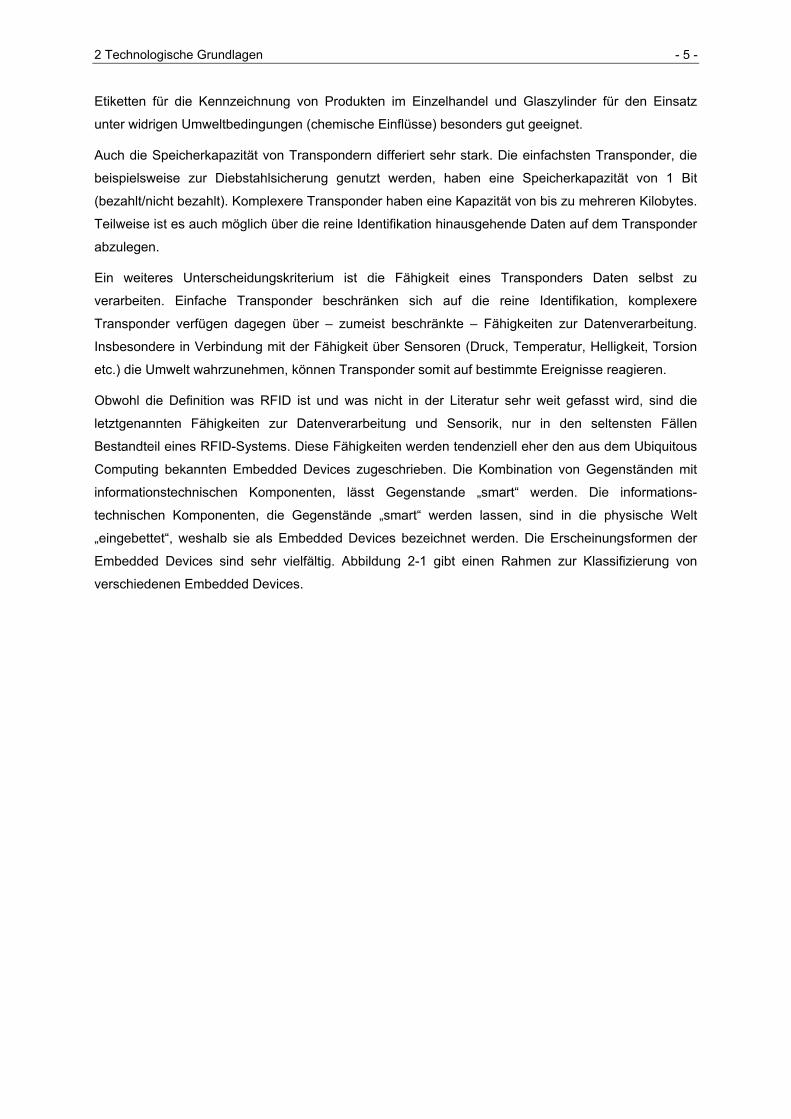
Embedded Devices sind sehr vielfältig. Abbildung 2-1 gibt einen Rahmen zur Klassifizierung von
verschiedenen Embedded Devices.
2 Technologische Grundlagen - 6 -
Identifikation global gültiglokal gültigohne
Bauform/-größe isoliertmit physischem Objekt kombiniert
in physisches Objekt integriert
Netzwerkschnittstelle kabellos(PAN/WAN)kabelgebundenohne
Energieversorgungintern (Batterie, Brennstoffzelle,
kinetisch)induktivüber Stromnetz
Sensorik komplex (GPS)einfach
(Temperatur, Helligkeit, ...)
ohne
Datenspeicher veränderbarunveränderbarohne
Programmierbarkeit mit offener Programmiersprache
mit proprietärerProgrammierspracheohne
Aktuatorik über proprietäreSchnittstelle
über Standardschnittstelleohne
Benutzerschnittstelle natürlich(Sprache, Gesten etc.)
technisch(Tastatur/Display)ohne
Abbildung 2-1: Klassifizierungsrahmen für Embedded Devices
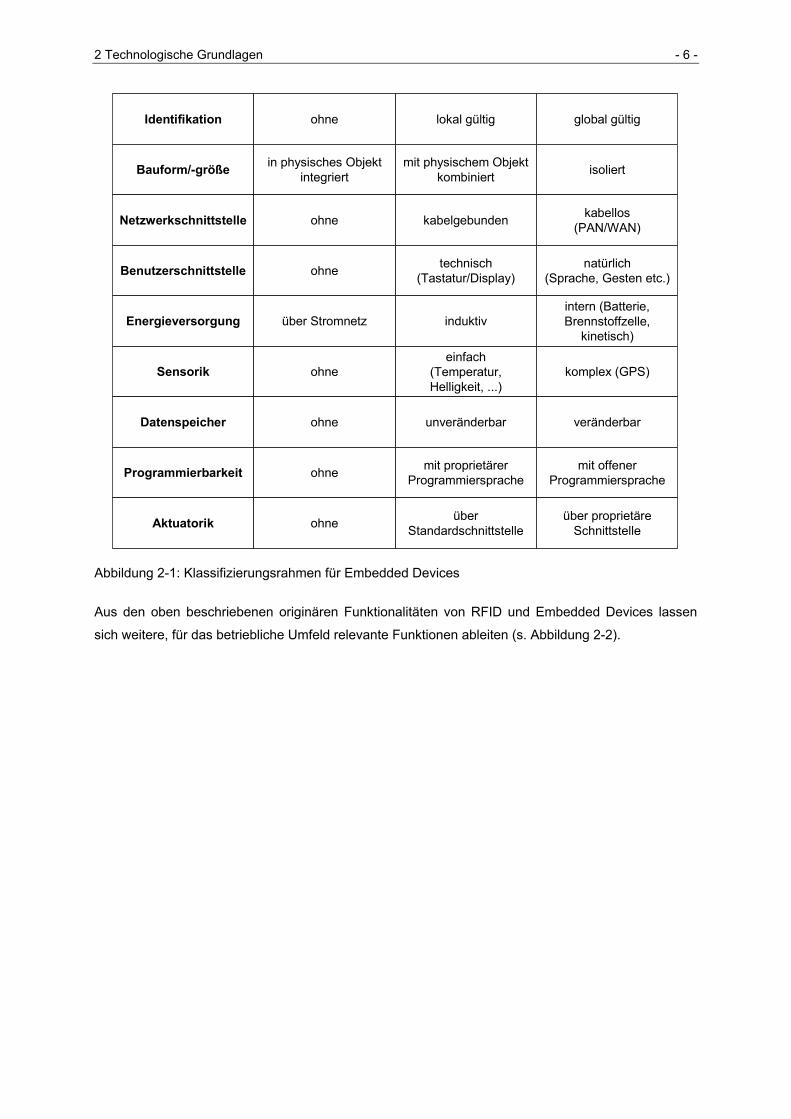
Aus den oben beschriebenen originären Funktionalitäten von RFID und Embedded Devices lassen
sich weitere, für das betriebliche Umfeld relevante Funktionen ableiten (s. Abbildung 2-2).
2 Technologische Grundlagen - 7 -
• Identifikation
• Datenspeicherung
• Sensorik
• Datenverarbeitung
• Aktuatorik
Originäre Funktionalitäten Induzierte Funktionalitäten
• Lokalisierung (Fremdortung), Track&Trace
• Diebstahlschutz
• Datensammlung (Umweltdaten etc.)
• Lokalisierung (Selbstortung)
• Ereignisauslösung
• Echtheitsüberprüfung
• Umweltinteraktion
Embedded
Device
RFID
Abbildung 2-2: Originäre und induziert Funktionalitäten von RFID und Embedded Devices
RFID und Embedded Devices sind nur ein kleiner Teil der Ubiquitous Computing-Vision. Aufgrund der
hohen Aufmerksamkeit, die insbesondere RFID zuteil wird und der Tatsache, dass viele der oben
beschriebenen Funktionalitäten bereits zur Verfügung stehen bzw. in absehbarer Zeit zur Verfügung
stehen werden, sind sie für den Einsatz im betrieblichen Umfeld von besonderer Relevanz. Da der
Übergang zwischen RFID und Embedded Devices fließend verläuft, werden diese beiden
Technologien in den folgenden Ausführungen unter dem Begriff Ubiquitous Computing-Technologien
subsumiert.
3 Einsatzgebiete in der Beschaffung - 8 -
3 Einsatzgebiete in der Beschaffung
Im Folgenden werden die Einsatzgebiete von Ubiquitous Computing-Technologien in der Beschaffung
untersucht. Dazu werden zunächst relevante Einsatzgebiete identifiziert, um darauf aufbauend diese
anhand verschiedener Anwendungsbeispiele und Konzepte separat zu untersuchen. Abschließend
werden die Ergebnisse zusammengefasst und es wird eine Übersicht über die technischen
Anforderungen der vorgestellten Anwendungsbeispiele gegeben.
3.1 Aktuelle Herausforderungen und potenzielle Einsatzgebiete
Im Folgenden sollen die potenziellen Einsatzgebiete von Ubiquitous Computing-Technologien in der
Beschaffung eingegrenzt werden. Dazu muss zunächst erläutert werden, was unter dem Begriff der
Beschaffung zu verstehen ist. Grundsätzlich hat die Beschaffung die Aufgabe Verfügungsgewalt über
die für den Produktionsprozess benötigten Güter zu erlangen. Zu den zu beschaffenden Einsatzgütern
zählen
- die Arbeit des betrieblichen Personals,
- externe Dienstleistungen,
- die Leistungsabgabe von Maschinen und anderen materiellen Potentialgütern,
- externe Informationen und
- Material (vgl. Troßmann 1997, S. 11).
In der Literatur wird der Beschaffungsgriff unterschiedlich weit gefasst. Da die Beschaffung von
Materialien das Tagesgeschäft der Beschaffung darstellt, engen einige Autoren die Beschaffung von
vornherein auf die Materialbeschaffung ein. Für die Beschaffung der anderen Einsatzgüter haben sich
i. d. R. eigene spezifische Funktionsbereiche herausgebildet, weshalb auch die folgenden
Betrachtungen die Beschaffung auf die Materialbeschaffung einengen (vgl. Behrendt/Gutmann 1989,
S. 121 und Troßmann 1997, S. 12).
Die Bedeutung der Beschaffung hat in den letzten Jahrzehnten nicht zuletzt aufgrund der starken
Reduzierung der Fertigungstiefe stark zugenommen. Insgesamt liegt der Materialkostenanteil an der
Gesamtleistung in der deutschen Industrie mittlerweile im Durchschnitt bei 50 bis 60 Prozent. Dies hat
zur Folge, dass die Reduzierung von Materialkosten großen Einfluss auf das Gesamtergebnis hat und
die Beschaffung an Bedeutung gewinnt (vgl. Wannenwetsch 2004, S. 1 ff.).
Es lassen sich folgende Teilfunktionen der Beschaffung unterscheiden (vgl. Behrendt/Gutmann 1989,
S. 121 f. und Mertens 2004, S. 75 ff.)
3 Einsatzgebiete in der Beschaffung - 9 -
- in der Materialdisposition werden die Bedarfsentstehung, die Bestandsentwicklung, die
Abrufsteuerung und die Gütereingangskontrolle überwacht und Entscheidungen über den
Bestelltermin, die Bestellmenge etc. gefällt,
- der Einkauf befasst sich mit dem eigentlichen Beschaffungsvorgang in Form der
Angebotsprüfung, der Lieferantenauswahl, der Einkaufsverhandlung, der Kaufentscheidung,
der Abwicklung und Kontrolle und
- bereichsübergreifende Tätigkeiten, wie Make-or-Buy-Entscheidungen, Steuerung der
Materialflüsse, die Materiallagerung und –verwertung und der Einkauf von Gütern und
Dienstleistungen außerhalb des Materialsektors.
Vor dem Hintergrund, dass Ubiquitous Computing-Technologien als Integrator zwischen der
physischen und der digitalen Welt verstanden werden können, ist anzunehmen, dass der Einfluss
dieser Technologien in Bereichen, in denen Informationssysteme in direkter Interaktion mit der realen
Welt stehen, besonders groß ist. Somit ist die Materialdisposition prädestiniert für den Einsatz von
Ubiquitous Computing-Technologien, da sie zur Aufgabenerfüllung Daten aus dem physischen
Produktionsprozess benötigt. Durch Ubiquitous Computing-Technologien kann die Erfassung des
Materialbedarfs und Materialbestandes und des Wareneinganges weites gehend automatisiert werden
und die entsprechenden Daten können medienbruchfrei in die jeweiligen Systeme übernommen
werden (vgl. Schumann/Diekmann 2005, S. 19). Auch die in der Materialdisposition zu treffenden
Entscheidungen (Bestelltermin, Bestellpunkt etc.) werden durch die Ubiquitous Computing-
Technologie (indirekt) beeinflusst, da sie auf den so erfassten Daten basieren. Die Einflüsse des
Ubiquitous Computing auf die Materialdisposition werden in Kapitel 3.2.1 untersucht.
Obwohl der Funktionsbereichs des Einkaufs kaum in Interaktion mit der physischen Welt steht,
können auch hier indirekte Einflüsse der Ubiquitous Computing-Technologie identifiziert werden. So
ist es möglich, dass durch die bereits angesprochene automatische Erfassung von Bedarfen,
Einkaufsprozesse automatisch ausgelöst werden können. Die Einflüsse des Ubiquitous Computing auf
den Einkauf werden in Kapitel 3.2.2 untersucht.
Obwohl die Ubiquitous Computing-Technolgien auch auf die bereichsübergreifenden Tätigkeiten
großen Einfluss hat, konzentriert sich dieser Beitrag auf die reinen Beschaffungsfunktionen und
verweist auf andere Beiträge (z. B. Schumann/Diekmann 2005, S. 16 ff.).
3.2 Potenziale von Ubiquitous Computing-Technologien in den identifizierten Einsatzgebieten
Für die im vorangegangenen Abschnitt identifizierten relevanten Einsatzgebiete wird im Folgenden
anhand verschiedener Anwendungsbeispiele und Konzepte untersucht, welche Potenziale der Einsatz
von Ubiquitous Computing-Technologien eröffnet.
3 Einsatzgebiete in der Beschaffung - 10 -
3.2.1 Materialdisposition
In Kapitel 3.1 wurde dargelegt, dass in der Materialdisposition die Bedarfsentstehung, die
Bestandsentwicklung, die Abrufsteuerung und die Gütereingangskontrolle überwacht und
Entscheidungen über den Bestelltermin, die Bestellmenge etc. gefällt werden. Im Folgenden wird für
diese Aufgabenbereiche sequentiell dargestellt welche Einsatzmöglichkeiten von Ubiquitous
Computing-Technologien es gibt und welche Potenziale sie eröffnen.
Bedarfsentstehung und der Bestandsentwicklung
Bei der Ermittlung des Bedarfs kann grundsätzlich, neben verschiedenen Zwischenformen, die
verbrauchsgesteuerte (stochastische) und die programm-, plan- bzw. bedarfsgesteuerte (deter-
ministisch) Bedarfsermittlung unterschieden werden. Welches Verfahren zum Einsatz kommt, hängt
zum Teil von dem mengenmäßigen bzw. wertmäßigen Umsatz des zu beschaffenden Teils ab. Mit
Hilfe einer sog. ABC-Analyse werden die Teile in drei Kategorien eingeteilt. Materialien mit einem
hohen Umsatzanteil werden mit genaueren Verfahren als Materialien mit mittlerem oder sogar
geringerem Umsatzanteil disponiert (vgl. Mertens 2004, S. 76 ff.).
Im Bereich der verbrauchsgesteuerten Bedarfsermittlung haben sich verschiedenste Verfahren
herausgebildet. Die bekanntesten Verfahren prognostizieren den Verbrauch auf Basis
vergangenheitsorientierter Verbräuche mit Hilfe von Zeitreihenanalysen. Die Verwendung von
Prognoseverfahren auf Basis von Zeitreihen setzt allerdings voraus, dass die Zeitreihenentwicklungen
einer gewissen Regelmäßigkeit unterliegen. Während saisonale Verläufe und Trends in diesen
Verfahren berücksichtigt werden können, entziehen sich unregelmäßige Nachfrageverläufe einer
systematischen, modellgestützten Prognose (vgl. Günther/Tempelmeier 2000, S. 146 ff.). Da die
Erfassung des Verbrauchs mit herkömmlichen Technologien mit hohem manuellem Aufwand
verbunden ist, wird die Verbrauchserfassung insbesondere bei Gütern mit geringem Beitrag zur
Wertschöpfungskette (C-Gütern) nicht kontinuierlich, sondern nur in diskreten Zeitabständen
vorgenommen. Selbst starke Schwankungen des momentanen Bedarfs, die die Prognose über den
zukünftigen Verbrauch womöglich beeinflussen, können unter Umständen erst sehr spät bemerkt
werden. Mit Ubiquitous Computing-Technologien kann eine kontinuierliche Verbrauchserfassung auch
bei Gütern mit geringem Beitrag zur Wertschöpfung stattfinden. Beispielsweise ermöglicht die in der
Schweiz ansässige Firma für Verbindungstechnik Bossard seinen Kunden durch die Einführung des
so genannten SmartBin-Systems die automatische Nachbestellung ihrer Artikel (vgl. Bossard 2004, S.
93 ff.). Die Produkte der Firma Bossard, bei denen es sich fast ausschließlich um C-Güter handelt,
werden bei den Kunden in speziellen Behältern gelagert, die über Gewichtssensoren verfügen, die
den momentanen Materialbestand laufend überwachen. Der Materialbestand wird periodisch über ein
WLAN ein einen zentralen Rechner übermittelt, der bei Unterschreitung des Mindestbestands
automatisch die Nachbestellung auslöst.
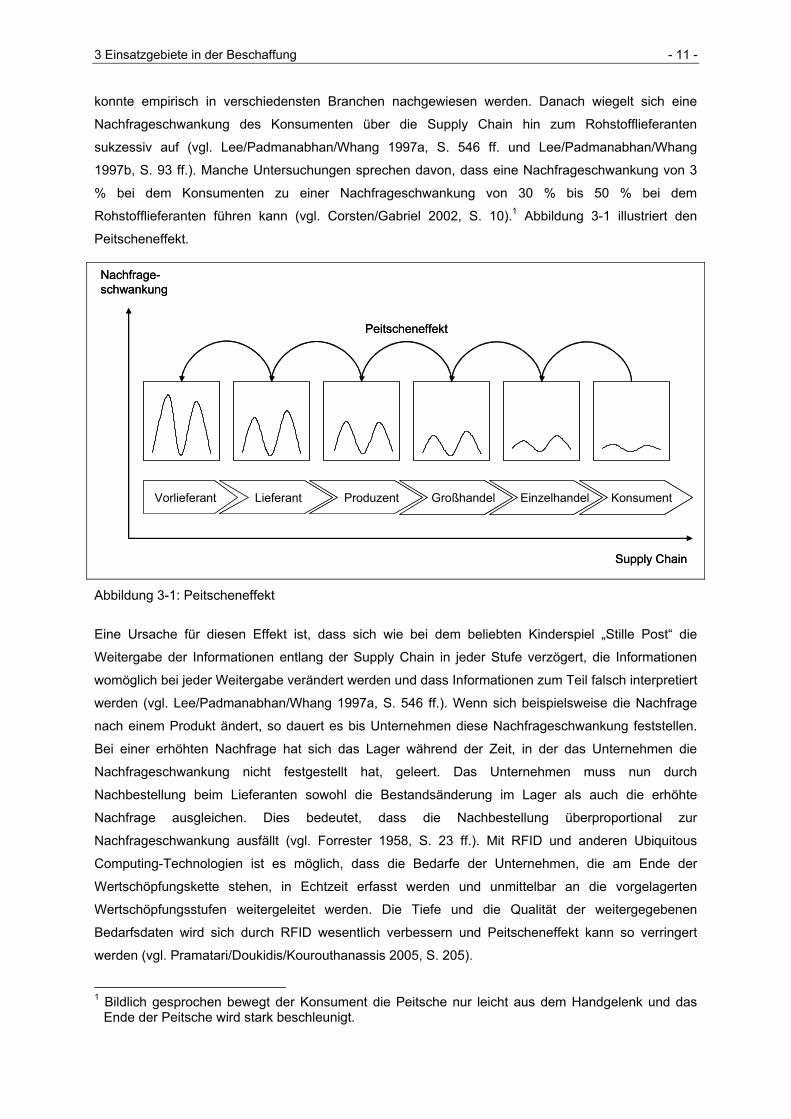
Die erhöhte Bedarfstransparenz durch Ubiquitous Computing-Technologien hat insbesondere im
Hinblick auf die unternehmensübergreifende Integration eine große Bedeutung, da sie zur Reduktion
des sog. Peitscheneffekts beitragen kann. Der Peitscheneffekt ist seit Jahrzehnten bekannt und
3 Einsatzgebiete in der Beschaffung - 11 -
konnte empirisch in verschiedensten Branchen nachgewiesen werden. Danach wiegelt sich eine
Nachfrageschwankung des Konsumenten über die Supply Chain hin zum Rohstofflieferanten
sukzessiv auf (vgl. Lee/Padmanabhan/Whang 1997a, S. 546 ff. und Lee/Padmanabhan/Whang
1997b, S. 93 ff.). Manche Untersuchungen sprechen davon, dass eine Nachfrageschwankung von 3
% bei dem Konsumenten zu einer Nachfrageschwankung von 30 % bis 50 % bei dem
Rohstofflieferanten führen kann (vgl. Corsten/Gabriel 2002, S. 10).1 Abbildung 3-1 illustriert den
Peitscheneffekt.
Vorlieferant Lieferant Produzent Großhandel Einzelhandel Konsument
Supply Chain
Nachfrage-schwankung
Peitscheneffekt
Vorlieferant Lieferant Produzent Großhandel Einzelhandel Konsument
Supply Chain
Nachfrage-schwankung
Peitscheneffekt
Abbildung 3-1: Peitscheneffekt
Eine Ursache für diesen Effekt ist, dass sich wie bei dem beliebten Kinderspiel „Stille Post“ die
Weitergabe der Informationen entlang der Supply Chain in jeder Stufe verzögert, die Informationen
womöglich bei jeder Weitergabe verändert werden und dass Informationen zum Teil falsch interpretiert
werden (vgl. Lee/Padmanabhan/Whang 1997a, S. 546 ff.). Wenn sich beispielsweise die Nachfrage
nach einem Produkt ändert, so dauert es bis Unternehmen diese Nachfrageschwankung feststellen.
Bei einer erhöhten Nachfrage hat sich das Lager während der Zeit, in der das Unternehmen die
Nachfrageschwankung nicht festgestellt hat, geleert. Das Unternehmen muss nun durch
Nachbestellung beim Lieferanten sowohl die Bestandsänderung im Lager als auch die erhöhte
Nachfrage ausgleichen. Dies bedeutet, dass die Nachbestellung überproportional zur
Nachfrageschwankung ausfällt (vgl. Forrester 1958, S. 23 ff.). Mit RFID und anderen Ubiquitous
Computing-Technologien ist es möglich, dass die Bedarfe der Unternehmen, die am Ende der
Wertschöpfungskette stehen, in Echtzeit erfasst werden und unmittelbar an die vorgelagerten
Wertschöpfungsstufen weitergeleitet werden. Die Tiefe und die Qualität der weitergegebenen
Bedarfsdaten wird sich durch RFID wesentlich verbessern und Peitscheneffekt kann so verringert
werden (vgl. Pramatari/Doukidis/Kourouthanassis 2005, S. 205).
1 Bildlich gesprochen bewegt der Konsument die Peitsche nur leicht aus dem Handgelenk und das
Ende der Peitsche wird stark beschleunigt.
3 Einsatzgebiete in der Beschaffung - 12 -
Mit Ubiquitous Computing-Technologien ist es auch möglich Verbräuche zu registrieren, die nicht
direkt auf den betrieblichen Wertschöpfungsprozess zurückzuführen sind. Sind die Regale im Lager
mit Lesegeräten ausgestattet, die anhand der an den Produkten angebrachten Transponder
feststellen können, welche Produkte vorhanden sind, so kann eine permanente Inventur stattfinden.
Die Produkte sind jederzeit auffindbar und auch Diebstähle können so erfasst bzw. vermieden
werden. Da die Produkte mit Ubiquitous Computing-Technologien auch auf Einzelinstanzebene
identifizierbar sind, können den einzelnen Produkten individuelle Mindesthaltbarkeitsdaten zugeordnet
werden, die entweder zentral in einer Datenbank oder dezentral am Produkt gespeichert werden. Auf
Basis dieser Mindesthaltbarkeitsdaten kann festgestellt werden, welche Mengen an verdorbenen
Produkten im Lager vorhanden sind und wie hoch somit der verfügbare Bestand an nicht verdorbenen
Produkten ist. Werden die Produkte oder die Regale zusätzlich mit Sensoren ausgestattet, die die
Lagerbedingungen (Temperatur, Luftfeuchtigkeit etc.) überprüfen können, so können Abweichungen
der tatsächlichen von den notwendigen Lagerbedingungen erkannt und weitergemeldet werden. Das
durch falsche Lagerbedingungen hervorgerufene Verderben von Produkten, kann so reduziert werden
bzw. verdorbene Produkte können von dem disponierbaren Material abgezogen werden.
Im Bereich der programm-, plan- bzw. bedarfsgesteuerte Bedarfsermittlung ist durch die zunehmende
Kundenorientierung schon seit längerem ein Wechsel von der langfristigen Vorausplanung des
Bedarfs (Push-Prinzip) zu kurzfristigen Leistungserstellung auf Abruf (Pull-Prinzip) beobachtbar.
Ubiquitous Computing-Technologien können diesen Trend verstärken. So können beispielsweise
Kanban-Behälter mit RFID ausgestattet werden. Statusänderungen des Kanban-Behälters während
des Produktionsprozesses können so automatisch erfasst werden und damit Folgeprozesse (z. B.
Generierung von Bestellungen und Fertigungs- und Transportaufträge) automatisch angestoßen
werden (vgl. Schuldes 2005, S. 86 f.). Umgesetzt wurde dieses dezentrale Pull-Verfahren
beispielsweise bei Ford. In einigen Fabriken wurde ein System installiert, das mit Hilfe von RFID den
Bedarf an den Arbeitsstationen ermitteln kann. Sobald eine Arbeitsstation einen Bedarf hat, kann sie
über einen Transponder, dem die Materialnummer der Arbeitsstation zugeordnet ist, ein Signal
aussenden. Das Signal des Transponders wird von mehreren im Werk installierten Transpondern
empfangen, die mittels Triangulation den Bedarfsort feststellen können. Die Behälter mit den
Materialien sind ebenfalls mit einem Transponder ausgestattet, über den sie geortet werden können.
Bei Befüllung der Container wird die eindeutige Identifikationsnummer in einer zentralen Datenbank
einer Teilenummer zugeordnet. Im Bedarfsfall kann das System also den nächsten verfügbaren
Teilevorrat bestimmen und einen entsprechenden Transportauftrag generieren (vgl. Navas 2000, S.
36 und Strassner/Plenge/Stroh 2005, S. 183 f.).
Wareneingangserfassung
Ein weiterer Bereich in der Warendisposition ist die Überwachung der Wareneingangserfassung. Zwar
ist es nicht Aufgabe der Materialdisposition die Wareneingangserfassung physisch durchzuführen,
trotzdem wirken sich die Ubiquitous Computing-Technologien – zumindest indirekt – auf die
Materialdisposition aus. Im Wesentlichen müssen bei der Wareneingangserfassung die
eingegangenen Waren auf Vollständigkeit und Qualität geprüft werden. Durch den Einsatz von
3 Einsatzgebiete in der Beschaffung - 13 -
Ubiquitous Computing-Technologien kann das Einlesen der ankommenden Ware beschleunigt
werden (vgl. Tellkamp/Quiede 2005, S. 146). Werden bspw. die Waren vom Lieferanten mit RFID-
Komponenten ausgestattet, so können ganze Paletten durch Tunnelleser geschoben werden und so
die sich darauf befindlichen Waren „on-the-fly“ erfasst werden. Im Vergleich zu herkömmlichen
Technologien, wie z. B. Barcodes, bei denen sämtliche Waren auf der Palette manuell ausgerichtet
werden mussten damit sie erfasst werden konnten, geht die Wareneingangserfassung mit Ubiquitous
Computing-Technologien wesentlicher schneller vonstatten. Auch ist die Fehleranfälligkeit bei dem
Einsatz von Ubiquitous Computing-Technologien wesentlich geringer. Beispielsweise wurden in der
Lebensmitteldivision von Marks & Spencer an die Behälter für den Transport von gekühlten Produkten
RFID-Komponenten angebracht. Dadurch, dass mehrere gestapelte Behälter parallel erfasst werden
können, reduziert sich die Erfassungszeit von 29 Sekunden, bei Kennzeichnung mit Barcodes, auf 5
Sekunden (vgl. Panoff 2005, S. 39 f.). Bei Produkten die mit herkömmlichen Technologien auf Karton-
oder Umverpackungsebene erfasst wurden, kann die Effizienzsteigerung durch den Einsatz von
Ubiquitous Computing-Technologien dazu führen, dass es sich lohnt diese Produkte ebenfalls auf
Produktebene zu erfassen.
Neben dem eigentlichen Einlesen, werden durch Ubiquitous Computing-Technologien aber noch
weitere Prozesse, die im Zusammenhang mit der Warenerfassung stehen, beeinflusst. Ubiquitous
Computing-Technologien können schon vor der Ankunft der Ware sinnvoll eingesetzt werden um den
Warenerfassungsprozess effizienter zu gestalten. Wenn beispielsweise die Warenannahme
rechtzeitig von der Ankunft einer Lieferung benachrichtigt wird, so können rechtzeitig Kapazitäten zur
Annahme der Ware bereitgestellt werden. So hat die Firma dff solutions ein System entwickelt, bei
dem in den LKWs eine Komponente installiert wird, die anhand eines GPS-Empfängers feststellen
kann, wenn sich der LKW dem Zielort bis auf eine bestimmte Distanz genähert hat. Die Komponente
kann auf Wunsch die Warenannahme des Zielortes über das Mobilfunknetz, beispielsweise mittels
SMS, verständigen. Darüber hinaus ist die Komponente so programmiert, dass sie den Disponenten
der Spedition umgehend informiert, sollte die Laderampe des LKWs außerhalb zulässiger Verladeorte
geöffnet werden. Dadurch können Diebstähle vermieden werden und auf eine arbeitsinstensive
manuelle Verplombung der LKWs kann verzichtet werden (vgl. o. V. 2005a).
Darüber hinaus kann der Lieferabgleich und die Generierung von Lieferempfangsbestätigungen
automatisiert werden (vgl. Tellkamp/Quiede 2005, S. 146). Gerade im Einzelhandel hat man
beobachtet, dass Wareneingänge oftmals nicht richtig erfasst werden und es somit zu Abweichungen
von Rechnungen und Zahlungen kommt. Da die Warenflüsse in der Regel nicht mehr genau
nachvollziehbar sind, einigen sich Lieferant und Empfänger zumeist auf einen Rechnungsabzug. Es
wird geschätzt, dass den Konsumgüterherstellern 4 bis 9 Prozent ihres Jahresumsatzes durch
Rechnungsabzüge verloren gehen. Wenn die Lieferabgleiche automatisch vollzogen werden, so sind
sie aufgrund der effizienten Erfassung zum einen weniger fehleranfällig und zum anderen kann auf
Abweichungen wesentlich schneller reagiert werden. Somit können die Ursachen für Differenzen
zeitnah identifiziert werden, bevor sie zum Streitpunkt werden können (vgl. Singh 2005, S. 23).
3 Einsatzgebiete in der Beschaffung - 14 -
Ein weiterer wichtiger Bereich bei der Warenerfassung ist die Kontrolle der ankommenden Ware auf
Qualität. Vielfach wird heute auf eine exakte Qualitätskontrolle verzichtet. Das hat zur Folge, dass
Mängel erst bei Lagerabruf auffallen und unter Umständen hohe Fehlerfolgekosten, beispielsweise
durch Stillstand der Produktion, entstehen (vgl. Beckenbauer/Fleisch/Strassner 2004, S. 46). Werden
die Qualitätssicherungsdaten des Herstellers direkt am Objekt mitgeführt, kann auf eine eigene
Qualitätskontrolle verzichtet werden. Es muss lediglich festgestellt werden, ob die Waren während des
Transports durch unsachgemäße Handhabung oder durch externe Einflüsse Schaden genommen
haben. Integriert der Lieferant eine Komponente, die die Umwelteinflüsse während des Transports
registriert, so können Überschreitungen von vorher definierten Grenzen festgestellt werden. So könnte
beispielsweise bei gekühlten Gütern nachgeprüft werden, ob die Kühlkette eingehalten wurde, bei
zerbrechlichen Gütern können Erschütterungen registriert werden und bei Elektronikteilen können
schädliche elektromagnetische Strahlen, die auf sie eingewirkt haben, nachgewiesen werden. Ein
weiterer Qualitätsaspekt ist die Sicherstellung, dass es sich bei den ankommenden Waren nicht um
Plagiate handelt. Insbesondere im Pharmabereich und in der Automobilbranche bergen Plagiate
enorme Sicherheitsrisiken (vgl. Koh 2005, S. 161 ff. und Strassner/Plenge/Stroh 2005, S. 185).
Plagiate erfüllen oftmals nicht die von den „echten“ Produkten bekannten Eigenschaften. Die
Weiterverarbeitung von Plagiaten führt zu unkalkulierbaren Risiken. Eine Möglichkeit echte von
gefälschten Waren zu unterscheiden, besteht darin, die Ware mit einer elektronischen Komponente
auszustatten, die die asymmetrisch verschlüsselte Identifikationsnummer enthält. Durch
Entschlüsselung der Identifikationsnummer mit dem öffentlichen Schlüssel des Herstellers kann
sichergestellt werden, dass das Produkt vom entsprechenden Hersteller produziert wurde.2 Außerdem
muss man anhand der Identifikationsnummer unter Zuhilfenahme von Transaktionsdaten und
Produktionsdaten die gesamte Produkthistorie nachvollziehen können (vgl. Singh 2005, S. 24).
Ein weiterer Problembereich der Wareneingangserfassung ist durch die zunehmende Einführung von
Just-in-Time in manchen Bereichen aufgetreten. Just-in-Time führt tendenziell zu einer Dezentra-
lisierung der Lagerhaltung. Die ankommenden Waren werden bei Ankunft nicht mehr in ein zentrales
Lager eingelagert, sondern direkt am Ort des Verbrauchs gelagert. Da automatische Lager, die Waren
bspw. chaotisch einlagern, mit bisherigen Technologien nur bei großem Warenumschlag effizient sind,
werden die dezentralen Lager oftmals nur manuell administriert. Dadurch kommt es vor, dass einzelne
Warenbehälter auf dem Werksgelände verloren gehen (vgl. Strassner/Plenge/Stroh 2005, S. 182).
Sind die Behälter allerdings mit Ubiquitous Computing-Technologie ausgestattet, so können sie quasi
chaotisch produktionsnah eingelagert werden und bei Bedarf automatisch lokalisiert werden.
Ubiquitous Computing-Technologien tragen also dazu bei, dass auch dezentrale Lager automatisiert
werden können.
Bestellzeitpunkt und der Bestellmenge
Die Daten, die die Materialdisposition aus der Kontrolle von Bedarfsentstehung, Bestandsentwicklung,
Abrufsteuerung und Wareneingangskontrolle gewinnt, werden zur Bestimmung des Bestellzeitpunkts
2 Zur Funktionsweise von asymmetrischer Verschlüsselung vgl. Coulouris/Dollimore/Kindberg 2002, S.
321 ff.
3 Einsatzgebiete in der Beschaffung - 15 -
und der Bestellmenge genutzt. Auf die Verfahren, die zur Bestimmung des Bestellzeitpunkts und der
Bestellmenge eingesetzt werden, wird an dieser Stelle nicht eingegangen. Dennoch soll erläutert
werden, welche grundsätzlichen Auswirkungen der Einsatz von Ubiquitous Computing-Technologien
auf die Verfahren hat.
Grundsätzlich muss die Bestimmung des Bestellzeitpunktes so erfolgen, dass die im Lager
vorhandenen Waren den Bedarf während der Wiederbeschaffungszeit decken. Da der zukünftige
Bedarf in der Regel nicht exakt voraussagbar ist, muss ein Sicherheitsbestand im Lager sein, der
Bedarfsschwankungen ausgleicht. Bei der Bemessung des Sicherheitsbestands muss der Trade-Off
zwischen den Fehlmengenkosten und den Kosten für die Lagerung des Sicherheitsbestands
Berücksichtigung finden (vgl. Corsten 1998, S. 433 ff). Wie die obigen Ausführungen verdeutlicht
haben, können Ubiquitous Computing-Technologien dazu beitragen, dass die Prognose des
zukünftigen Verbrauchs exakter bestimmt werden kann. Durch die permanente Überwachung des
Verbrauchs können Bedarfsschwankungen schneller erkannt werden und Prognosen angepasst
werden. Auch die schnellere Weitergabe von Bedarfen entlang der Wertschöpfungskette erhöht die
Prognosegenauigkeit. Da die Schwankungen, die mit dem Sicherheitsbestand ausgeglichen werden
sollen, geringer ausfallen, kann der Sicherheitsbestand verkleinert werden ohne den angestrebten
Servicegrad reduzieren zu müssen. Der Sicherheitsbestand dient ausschließlich zur Deckung von
etwaigen Schwankungen und ist somit nicht disponierbar. Der Sicherheitsbestand wird also einmalig
eingelagert und das Handling des Sicherheitsbestands im Lager wird sich auf ein Minimum
reduzieren. Somit resultieren die Lagerhaltungskosten des Sicherheitsbestandes hauptsächlich aus
den Kapitalbindungskosten und den kalkulatorischen Kosten für den Lagerplatz, den er in Anspruch
nimmt. Die Kapitalbindungskosten werden durch den Einsatz von Ubiquitous Computing-Technologien
im Regelfall wahrscheinlich nicht beeinflusst. Und auch die kalkulatorischen Kosten für den Lagerplatz
werden durch sie kaum verändert. Zusammenfassend lässt sich also feststellen, dass die Kostensätze
für die Lagerung des Sicherheitsbestandes durch Ubiquitous Computing-Technologien nur sehr wenig
beeinflusst werden.
In den Verfahren zur Bestimmung der optimalen Bestellmenge betrachtet man grundsätzlich den
Trade-Off zwischen den Kosten, die für ein Bestelllos anfallen (Bestellkosten) und den
Lagerhaltungskosten (vgl. Arnolds/Heege/Tussing 2001, S. 58 ff.). Um die Auswirkungen der
Ubiquitous Computing-Technologien auf diese beiden Kostengrößen beurteilen zu können, muss
zunächst erläutert werden, aus welchen Komponenten sie sich zusammensetzen (vgl. Bichler 1990,
S. 112 f.):
Die Bestellkosten beinhalten Kosten
- der Beschaffungsmarktforschung,
- der Lieferantenauswahl,
- der Warendisposition,
- der Wareneingangsprüfung,
- des internen Transports,
3 Einsatzgebiete in der Beschaffung - 16 -
- der Einlagerung und
- der administrativen Abwicklung (Rechnungsprüfung, -zahlung, -verbuchung).
Zu den Lagerhaltungskosten zählen
- die Kosten der Kapitalbindung,
- die Lagerungskosten (Abschreibungen, Wertminderung, Versicherungen, Schwund,
Diebstahl),
- die Raumkosten und
- die kalkulatorischen Zinsen und Abschreibungen für die Lagereinrichtung.
Die obigen Ausführungen haben gezeigt, dass der Aufwand für die Wareneingangsprüfung, den
internen Transport und die Einlagerung durch den Einsatz von Ubiquitous Computing-Technologien
reduziert wird. Spätere Ausführungen werden zeigen, dass z. T. auch die anderen Komponenten der
Bestellkosten beeinflusst werden (vgl. Kapitel 3.2.2).
Bei den Lagerhaltungskosten können durch Ubiquitous Computing-Technologien nur die
Lagerungskosten verringert werden, indem Schwund und Diebstahl vermieden werden. Die anderen
Kostengrößen werden durch Ubiquitous Computing-Technologien wenn überhaupt, dann nur sehr
wenig tangiert.
Auch wenn im Einzelfall andere Beobachtungen gemacht werden können, lässt sich in der Tendenz
zusammenfassen, dass durch Ubiquitous Computing-Technologien im Bereich der Bestellkosten im
Vergleich zu den Lagerhaltungskosten mehr Einsparungen realisiert werden können. Dies würde für
die Bestimmung der Bestellmenge bedeuten, dass man versucht die Bestellhäufigkeit zu erhöhen, um
die Lagerhaltungskosten zu verringern. Der Trend zu einer produktionszeitnahen Beschaffung wird
durch Ubiquitous Computing demzufolge verstärkt. Voraussetzung dieser einfachen Betrachtungen ist
u. a., dass die Bestellmenge frei gewählt werden kann. Auch Preisvorteile bei größeren
Bestellvolumen finden keine Berücksichtigung. Um den Einfluss der Ubiquitous Computing-
Technologien auf die Bestellmenge zu quantifizieren, sind auch unternehmensübergreifende
Betrachtungen notwendig. In diesem Rahmen sollte bspw. auch die Behauptung, dass durch die
Einführung von RFID nur der Handel und nicht die Hersteller profitieren (vgl. Thorndike/Kasch 2004,
S. 33) untersucht werden.
3.2.2 Einkauf
Der Einkaufsprozess lässt sich in folgende Teilprozesse untergliedern (vgl. Behrendt/Gutmann 1989,
S. 121 f.):
- Identifikation möglicher Lieferanten anhand einer genauen Spezifikation des zu
beschaffenden Gutes,
3 Einsatzgebiete in der Beschaffung - 17 -
- Angebotseinholung bei den im vorherigen Schritt identifizierten potenziellen Lieferanten und
anschließende Prüfung des Angebots,
- Einkaufsverhandlungen über den Preis und die Lieferkonditionen,
- Kaufentscheidung,
- Abwicklung und Kontrolle des Einkaufsabwicklung.
Die Ausgestaltung des Einkaufsprozess hängt u. a. von der in der Beschaffungssituation vorliegenden
Informationsbasis ab (vgl. Blumberg 1991, S. 138). Bei sog. Neukäufen kann nicht auf Erfahrungen
der Vergangenheit zurückgegriffen werden, d. h. es müssen zunächst anhand einer genauen
Spezifikation des zu beschaffenden Gutes mögliche Lieferanten identifiziert werden. Dies gestaltet
sich insbesondere bei komplexen und nicht standardisierten Produkten oftmals schwer, da sie nur
schwer beschreibbar sind.
Bei Wiederholkäufen handelt es sich üblicherweise um die Abwicklung von Routinebeschaffungen.
Diese Güter werden in der Regel immer vom gleichen Lieferanten bezogen womit eine Identifikation
potenzieller Lieferanten wegfallen kann. Werden die Güter immer wieder zu den gleichen Konditionen
beschafft, so können die Angebotseinholung/-prüfung und die Einkaufsverhandlung entfallen. Müssen
die Preise und Konditionen jedoch bei jedem Kauf erneut verhandelt werden, so spricht man von
modifizierten Wiederholkäufen. Modifizierte Wiederholkäufe liegen somit zwischen den beiden
Extremen Neukauf und Wiederholkauf (vgl. Blumberg 1991, S. 137 f.).
Nach der Kaufentscheidung muss die Abwicklung des Einkaufs kontrolliert werden. So muss
kontrolliert werden, dass Aufträge bestätigt werden und dass Termine eingehalten werden. Sollten
Termine nicht eingehalten werden, müssen Überlegungen angestellt werden, ob beispielsweise die
Beschaffung von einem anderen Lieferanten notwenig und sinnvoll ist oder ob der Bedarf durch
eigene Sicherheitslagerbestände gedeckt werden kann. Solche Umplanungsmaßnahmen sind i. d. R.
allerdings nur möglich, wenn Benachrichtigungen über Lieferstörungen möglichst zeitnah geschehen.
Mit Ubiquitous Computing-Technologien soll dieser Prozess, weitergehend als bisher schon
geschehen, automatisiert werden. Insbesondere Wiederholeinkäufe sollen nicht mehr zentral, sondern
dezentral vom Bedarfspunkt aus erfolgen. Somit ist es denkbar, dass die Versorgung mit Rohstoffen
und Zwischenprodukten vollautomatisch durchgeführt wird (vgl. Panoff 2005, S. 38). Beispielsweise
kann ein Lager automatisch erkennen, welche Güter benötigt werden und den Einkaufsprozess
automatisch auslösen und ggf. auch durchführen (vgl. Schoch/Strassner 2003, S. 23). Im Folgenden
soll anhand der oben beschriebenen Teilprozesse des Einkaufsprozesses untersucht werden, in
wieweit Ubiquitous Computing-Technologien bei der Automatisierung des Prozesses beitragen
können.
Identifikation potenzieller Lieferanten
Im ersten Teilprozess des Einkaufsprozesses, die Identifikation von potenziellen Lieferanten, bieten
Ubiquitous Computing-Technologien wenig Verbesserungspotenzial, da bei diesem Teilprozess nur
wenige Schnittstellen zur physischen Welt der Produktionsprozesse vorhanden sind. Vor dem
3 Einsatzgebiete in der Beschaffung - 18 -
Hintergrund, dass Ubiquitous Computing-Technologien helfen sollen, den gesamten Prozess weiter zu
automatisieren, wird trotzdem dargestellt, in wieweit dieser am Anfang des Prozesses stehende
Teilprozess umgestaltet werden muss, dass eine Automatisierung der nachfolgen Teilprozesse
ermöglicht wird.
Bei der Suche nach potenziellen Lieferanten für ein bestimmtes Teil spielen nicht nur die Fähigkeit
das gewünschte Teil zu liefern und der Angebotspreis eine wichtige Rolle. Auch die
Versorgungssicherheit, die bspw. von der Lieferzeit und dem Standort des Lieferanten beeinflusst
wird, das Vermeiden von Abhängigkeiten durch Monopolstellungen des Lieferanten und die
Kooperationsbereitschaft (Offenheit, Teamfähigkeit) muss berücksichtigt werden. Zusätzlich ist die
Frage, ob der Lieferant in der Lage ist eine Just-in-Time-Belieferung durchzuführen, ggf. von Relevanz
(vgl. Wannenwetsch 2004, S. 94). Um die Potenziale von Ubiquitous Computing-Technologien in den
anschließenden Teilprozessen und in anderen Bereichen voll ausschöpfen zu können (z. B. bei der
Wareneingangserfassung), muss auch die Fähigkeit und Bereitschaft der Lieferanten ihre Waren mit
Ubiquitous Computing-Technologien auszustatten bei der Identifikation berücksichtigt werden.
Insbesondere bei Systemlieferanten, die komplette Systeme liefern und bei Komponenten/-
Modullieferanten, die ganze Komponenten/Module liefern, haben diese über die reine Lieferfähigkeit
zu günstigen Preisen hinausgehenden Faktoren großen Einfluss. Dagegen herrschen bei der Auswahl
von Lieferanten für Rohstoffe, Halbfabrikate und DIN-Teile preisdominante Strategien vor. Die
Einkaufstätigkeit ist somit aus technischer und kaufmännischer Sicht bei Modul- und
Systemlieferanten wesentlich anspruchsvoller, chancen- und risikoreicher (vgl.
Arnolds/Heege/Tussing 2001, S. 265).
Eine vollautomatische Identifizierung von potenziellen Lieferanten gestaltet sich gerade bei Modul-
und Systemlieferanten sehr schwer. Zumeist ziehen Unternehmen interaktive Lösungen vor, bei
denen IV-Systeme die zur Entscheidungsfindung notwendigen Daten zur Verfügung stellen (z. B.
Erfahrungen aus früheren Geschäftsbeziehungen mit dem Lieferanten) und der Anwender die
Entscheidungen trifft. Weitergehende Unterstützung bei der Lieferantenauswahl können auch
Expertensysteme oder das Data Mining liefern (vgl. Mertens 2004, S.90). Die Identifikation
potenzieller Lieferanten muss permanent oder zyklisch vorgenommen werden, damit man im Falle
eines konkreten Bedarfs einen guten und reichhaltigen Überblick über die Bezugsquellen besitzt.
Angebotseinholung und Einkaufsverhandlungen
Liegt ein konkreter Bedarf vor, so wird von den identifizierten potenziellen Lieferanten ein Angebot
eingeholt. Um diesen Schritt automatisieren zu können, bieten sich internetbasierte Lösungen an. Bei
dem sog. Electronic-Procurement (E-Procurement) werden Märkte elektronisch abgebildet. Man
unterscheidet dabei verschiedene Ausbauformen. Bei den schwarzen Brettern können Nachfrager und
Anbieter ihre Gesuche und Angebote veröffentlichen. In Katalogen werden die Produkte und
Preislisten aller potenziellen Lieferanten zu einem elektronischen Produktkatalog aggregiert und mit
dem internen Materialstammdatensatz abgestimmt. Dieses Vorgehen ermöglicht der Nachfragerseite
die Bündelung von Nachfragen um so durch ein größeres Bestellvolumen Preisvorteile zu erlangen.
Darüber hinaus kann eine Koordination zwischen Anbietern und Nachfragern durch Auktionen
3 Einsatzgebiete in der Beschaffung - 19 -
stattfinden (vgl. Picot 1998, S. 316 ff.). Einschränkend muss allerdings bemerkt werden, dass Anbieter
und Nachfrager sich ohne weitere Abstimmungen über Begriff-, Bemessungs- und
Qualitätsvereinbarungen u. Ä. einigen können müssen. Dies ist in der Regel nur bei einfachen C- und
Norm-Gütern möglich, indem sie bspw. mit dem sog. Standard Product and Services Code klassifiziert
werden (vgl. Otto/Beckmann 2001, S. 351 ff.).
Mit E-Procurement-Lösungen können somit der Teilprozess des Angebotseinholens und –prüfens und
der Teilprozess des Verhandelns über Preis und Konditionen unterstützt werden. Auf Grundlage von
E-Procurement-Lösungen können IV-Systeme diese beiden Schritte weites gehend automatisieren.
Viel versprechend ist hier der Einsatz von Agenten, die die elektronischen Verhandlungsmechanismen
abbilden. Im Bedarfsfall könnte beispielsweise ein Agent im Produktkatalog Lieferanten für das zu
beschaffende Gut identifizieren und ein Angebot einfordern. Die Agenten der Lieferanten würden
anhand ihrer Regelbasis ein entsprechendes Angebot erstellen und dem anfragenden Agenten
zukommen lassen. Ist ein Angebot akzeptabel, wird es angenommen, andernfalls kann der Agent
einen Gegenvorschlag generieren. Sollte es zu keiner Einigung kommen, wird ein Mensch von dem
Agenten informiert (vgl. Zarnekow 1999, Mertens 2004, S. 93 und Sadeh 2005, S. 64 ff.).
Die Agententechnologie könnte als Grundlage für ein automatisch nachbestellendes Lager (vgl.
Schoch/Strassner 2003, S. 23) dienen. Mithilfe von Sensoren kann es feststellen, welche Materialen
sich in dem Lager befinden und anhand der Produktionsplanung kann es den erwarteten Bedarf
feststellen. Sollten die Lagerbestände den erwarteten Bedarf nicht decken können, löst es
automatisch eine Bestellung aus. Es fordert über eine E-Procurement-Lösung ein Angebot ein und
verhandelt mit den Agenten der Lieferanten. Der Beschaffungsprozess wird somit völlig dezentralisiert
und findet am Punkt des Bedarfs statt. Erweitern könnte man dieses Beispiel indem man spekulative
Funktionen des Lagers in die Betrachtung mit einbezieht. Bei Gütern, deren Preis stark schwankt,
könnte die Regelbasis des Lageragenten so erweitert werden, dass er die Güter möglichst
kostengünstig beschafft und gleichzeitig den Bedarf zu einem vorgegebenen Serviceniveau befriedigt
(vgl. Sadeh 2005, S. 67). Auch ist es denkbar, dass sich verschiedene Agenten zusammentun um
durch ein größeres Bestellvolumen Preisvorteile zu erlangen.
Abwicklung und Kontrolle
Nach dem der Verhandlungsprozess abgeschlossen ist und eine Kaufentscheidung getroffen wurde,
muss der Einkauf abgewickelt und kontrolliert werden. Man erhofft sich, dass durch Ubiquitous
Computing-Technologien genauere Daten über den Status von Lieferungen vorliegen. Unternehmen
können so schneller auf unerwartete Ereignisse wie beispielsweise Verspätungen von Lieferungen
reagieren. Unternehmen können im Falle einer Störung auf anderem Weg Nachschub besorgen oder
das Fertigungsprogramm rechtzeitig anpassen und so hohe Fehlerfolgekosten vermeiden (vgl.
Beckenbauer/Fleisch/Strassner 2004, S. 46 und Strassner/Fleisch 2005, S. 49).
3 Einsatzgebiete in der Beschaffung - 20 -
3.3 Zusammenfassung
In den vorangegangenen Abschnitten wurden die Einflüsse der Ubiquitous Computing-Technologien
auf die beiden Teilfunktionen der Beschaffung - Materialdisposition und Einkauf – untersucht. Es
konnte gezeigt werden, dass Ubiquitous Computing-Technologien helfen, die Beschaffungsprozesse
effizienter zu gestalten.
Exkurs
Mit Hilfe der Transaktionskostentheorie kann der Einfluss der Einführung von Ubiquitous Computing-
Technologien auf die Fertigungstiefe analysiert werden.
Transaktionskosten sind einfach ausgedrückt Kosten, die durch den Betrieb eines Wirtschaftssystems
entstehen (vgl. Arrow 1969, S. 48). Transaktionskosten waren schon vor der Neuen
Institutionenökonomik bekannt, jedoch maß man ihnen keine große Relevanz zu. Bestenfalls nahm
man sie als bloße Störgrößen oder Reibungsverluste bei der ökonomischen Analyse wahr (vgl.
Richter 1994, S. 62). Erst der spätere Nobelpreisträger Ronald Harry Coase erkannte die Bedeutung
der Transaktionskosten für die ökonomische Analyse von Institutionen (vgl. Coase 1937). Sie fanden
später Einzug in die Neue Institutionenökonomik. Eine etwas ausführlichere Definition von
Transaktionskosten hat Pejovic formuliert (vgl. Pejovic 1995, S. 84):
„Transaktionskosten sind die Kosten für alle Ressourcen, die für den Transfer von
Verfügungsrechten von einem Wirtschaftssubjekt zu einem anderen Wirtschaftssubjekt benötigt
werden. Sie umfassen die Kosten für die Transaktion und die Kosten für den Aufbau und die
Aufrechterhaltung der institutionalen Strukturen.“
Laut dieser und anderen Definitionen sind die Transaktionskosten in zwei Varianten zu differenzieren
(vgl. Richter 1994, S. 6):
- feste Transaktionskosten, die für den Aufbau und die Aufrechterhaltung einer Institution (z. B.
ein Markt) anfallen und
- variable Transaktionskosten, die bei jeder Transaktion anfallen und beispielsweise von der
Anzahl und dem Wertumfang der Transaktionen abhängen.
Wenn man die Transaktionskosten als effizienzorientiertes Entscheidungskriterium für die
Ausgestaltung unterschiedlicher institutionaler Arrangements nutzt, sind in die Überlegungen nur die
entscheidungsrelevanten variablen Transaktionskosten einzubeziehen. Feste Transaktionskosten
haben in der Regel keine Entscheidungsrelevanz, weshalb man auch von versunkenen oder
laufenden Transaktionskosten spricht (vgl. Picot/Dietl 1990, S. 178). Im Folgenden werden unter
Transaktionskosten implizit variable Transaktionskosten verstanden.
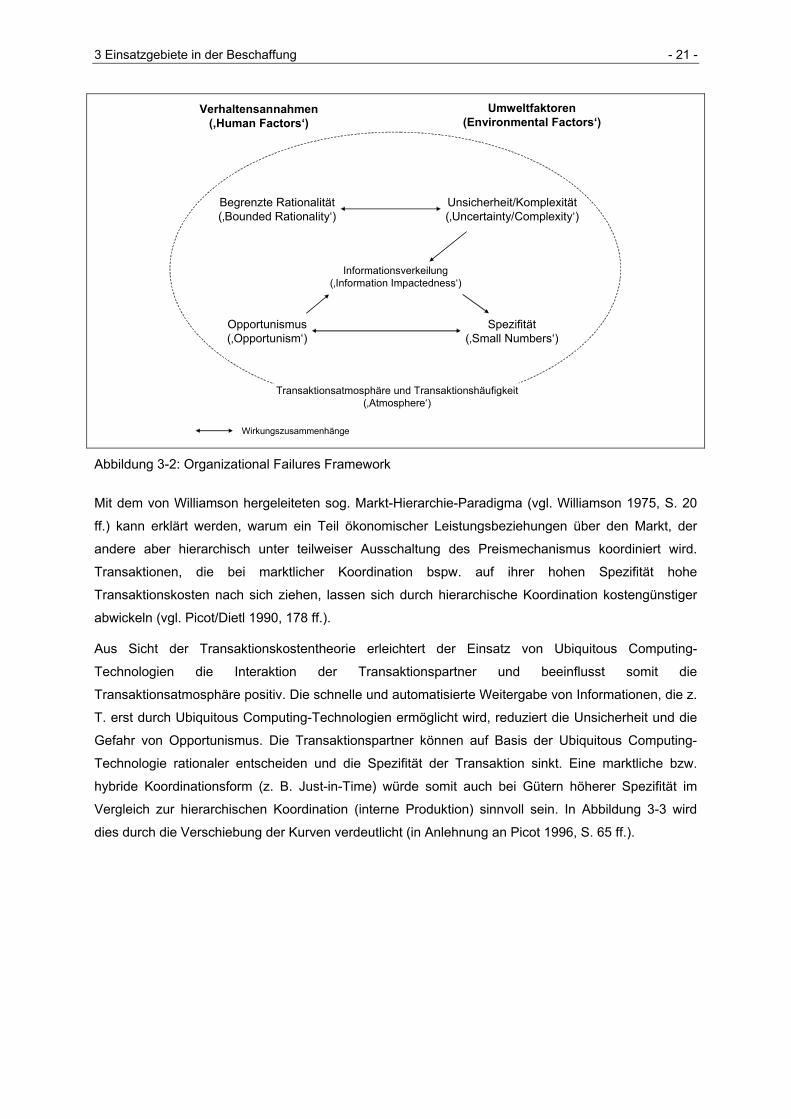
Die Ursache der Transaktionskosten lässt sich anschaulich anhand des in Abbildung 3-2 dargestellten
„Organizational Failures Framework“, in dem Verhaltensannahmen und Umweltfaktoren
gegenübergestellt werden, erklären (vgl. Williamson 1975, S.40 und Picot/Dietl 1990, S. 181).
3 Einsatzgebiete in der Beschaffung - 21 -
Begrenzte Rationalität(‚Bounded Rationality‘)
Opportunismus(‚Opportunism‘)
Unsicherheit/Komplexität(‚Uncertainty/Complexity‘)
Spezifität(‚Small Numbers‘)
Informationsverkeilung(‚Information Impactedness‘)
Verhaltensannahmen(‚Human Factors‘)
Umweltfaktoren(Environmental Factors‘)
Transaktionsatmosphäre und Transaktionshäufigkeit(‚Atmosphere‘)
Wirkungszusammenhänge
Abbildung 3-2: Organizational Failures Framework
Mit dem von Williamson hergeleiteten sog. Markt-Hierarchie-Paradigma (vgl. Williamson 1975, S. 20
ff.) kann erklärt werden, warum ein Teil ökonomischer Leistungsbeziehungen über den Markt, der
andere aber hierarchisch unter teilweiser Ausschaltung des Preismechanismus koordiniert wird.
Transaktionen, die bei marktlicher Koordination bspw. auf ihrer hohen Spezifität hohe
Transaktionskosten nach sich ziehen, lassen sich durch hierarchische Koordination kostengünstiger
abwickeln (vgl. Picot/Dietl 1990, 178 ff.).
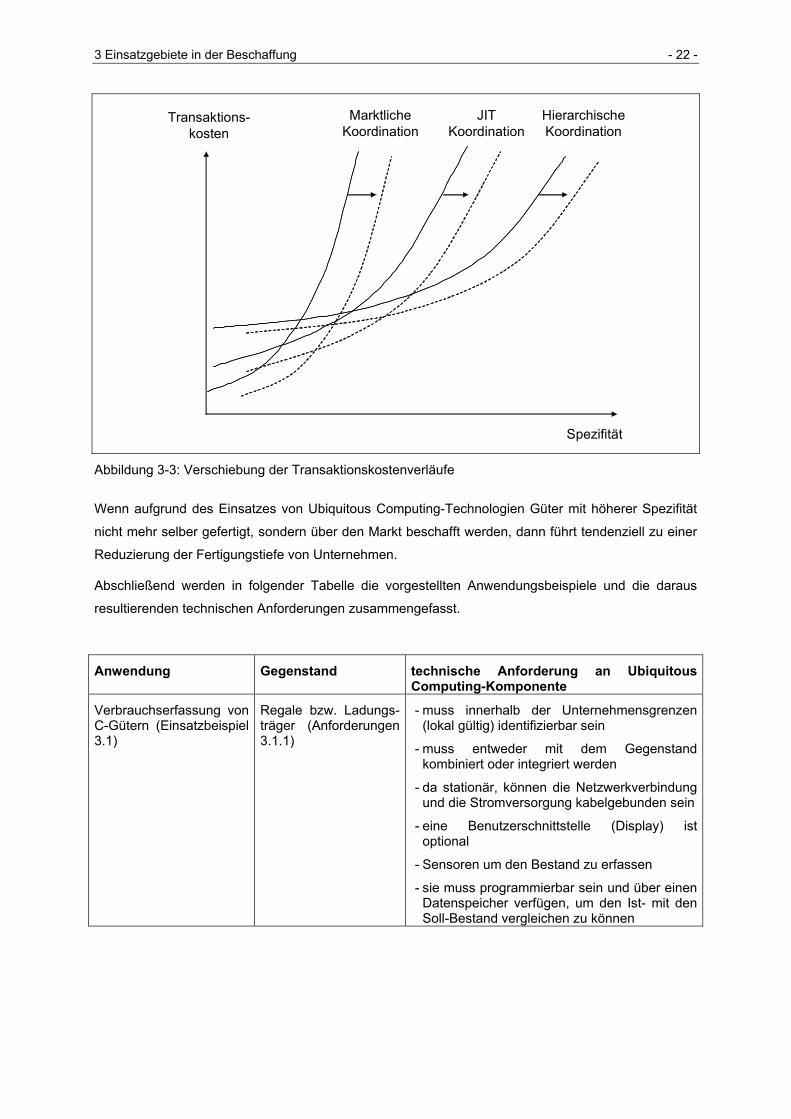
Aus Sicht der Transaktionskostentheorie erleichtert der Einsatz von Ubiquitous Computing-
Technologien die Interaktion der Transaktionspartner und beeinflusst somit die
Transaktionsatmosphäre positiv. Die schnelle und automatisierte Weitergabe von Informationen, die z.
T. erst durch Ubiquitous Computing-Technologien ermöglicht wird, reduziert die Unsicherheit und die
Gefahr von Opportunismus. Die Transaktionspartner können auf Basis der Ubiquitous Computing-
Technologie rationaler entscheiden und die Spezifität der Transaktion sinkt. Eine marktliche bzw.
hybride Koordinationsform (z. B. Just-in-Time) würde somit auch bei Gütern höherer Spezifität im
Vergleich zur hierarchischen Koordination (interne Produktion) sinnvoll sein. In Abbildung 3-3 wird
dies durch die Verschiebung der Kurven verdeutlicht (in Anlehnung an Picot 1996, S. 65 ff.).
3 Einsatzgebiete in der Beschaffung - 22 -
MarktlicheKoordination
JITKoordination
HierarchischeKoordination
Spezifität
Transaktions-kosten
Abbildung 3-3: Verschiebung der Transaktionskostenverläufe
Wenn aufgrund des Einsatzes von Ubiquitous Computing-Technologien Güter mit höherer Spezifität
nicht mehr selber gefertigt, sondern über den Markt beschafft werden, dann führt tendenziell zu einer
Reduzierung der Fertigungstiefe von Unternehmen.
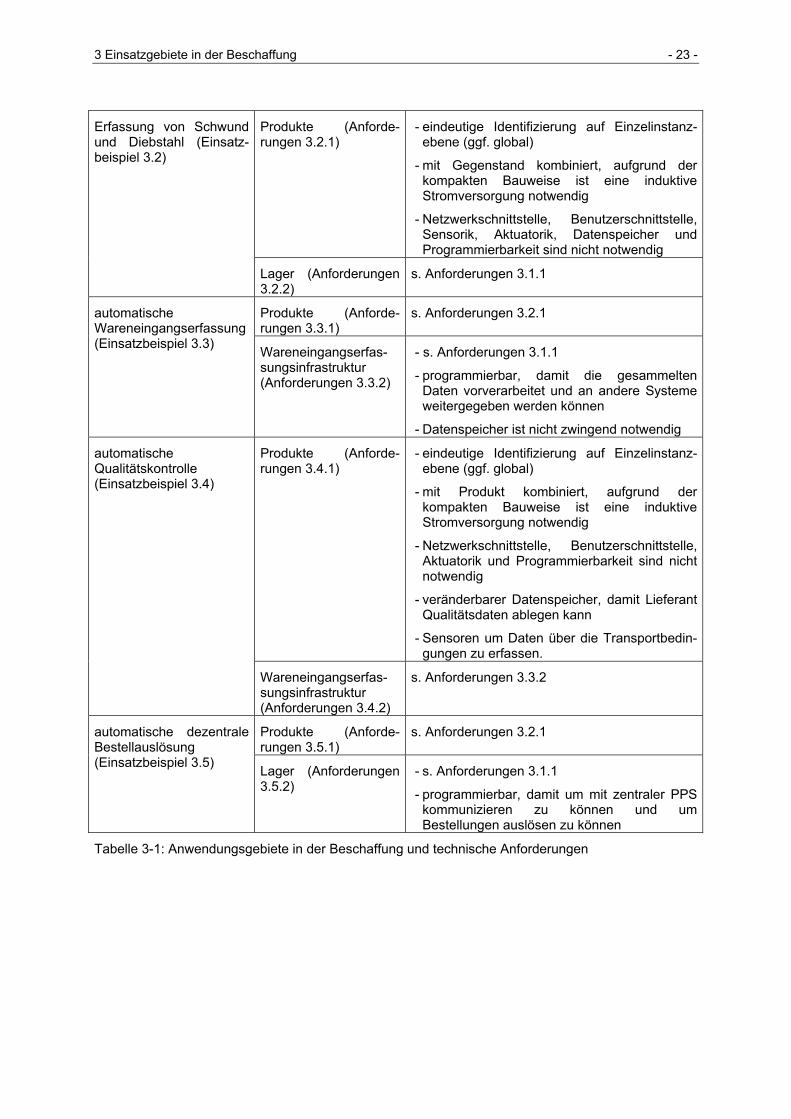
Abschließend werden in folgender Tabelle die vorgestellten Anwendungsbeispiele und die daraus
resultierenden technischen Anforderungen zusammengefasst.
Anwendung Gegenstand technische Anforderung an Ubiquitous Computing-Komponente
Verbrauchserfassung von C-Gütern (Einsatzbeispiel 3.1)
Regale bzw. Ladungs-träger (Anforderungen 3.1.1)
- muss innerhalb der Unternehmensgrenzen (lokal gültig) identifizierbar sein
- muss entweder mit dem Gegenstand kombiniert oder integriert werden
- da stationär, können die Netzwerkverbindung und die Stromversorgung kabelgebunden sein
- eine Benutzerschnittstelle (Display) ist optional
- Sensoren um den Bestand zu erfassen
- sie muss programmierbar sein und über einen Datenspeicher verfügen, um den Ist- mit den Soll-Bestand vergleichen zu können
3 Einsatzgebiete in der Beschaffung - 23 -
Produkte (Anforde-rungen 3.2.1)
- eindeutige Identifizierung auf Einzelinstanz-ebene (ggf. global)
- mit Gegenstand kombiniert, aufgrund der kompakten Bauweise ist eine induktive Stromversorgung notwendig
- Netzwerkschnittstelle, Benutzerschnittstelle, Sensorik, Aktuatorik, Datenspeicher und Programmierbarkeit sind nicht notwendig
Erfassung von Schwund und Diebstahl (Einsatz-beispiel 3.2)
Lager (Anforderungen 3.2.2)
s. Anforderungen 3.1.1
Produkte (Anforde-rungen 3.3.1)
s. Anforderungen 3.2.1 automatische Wareneingangserfassung (Einsatzbeispiel 3.3) Wareneingangserfas-
sungsinfrastruktur (Anforderungen 3.3.2)
- s. Anforderungen 3.1.1
- programmierbar, damit die gesammelten Daten vorverarbeitet und an andere Systeme weitergegeben werden können
- Datenspeicher ist nicht zwingend notwendig
Produkte (Anforde-rungen 3.4.1)
- eindeutige Identifizierung auf Einzelinstanz-ebene (ggf. global)
- mit Produkt kombiniert, aufgrund der kompakten Bauweise ist eine induktive Stromversorgung notwendig
- Netzwerkschnittstelle, Benutzerschnittstelle, Aktuatorik und Programmierbarkeit sind nicht notwendig
- veränderbarer Datenspeicher, damit Lieferant Qualitätsdaten ablegen kann
- Sensoren um Daten über die Transportbedin-gungen zu erfassen.
automatische Qualitätskontrolle (Einsatzbeispiel 3.4)
Wareneingangserfas-sungsinfrastruktur (Anforderungen 3.4.2)
s. Anforderungen 3.3.2
Produkte (Anforde-rungen 3.5.1)
s. Anforderungen 3.2.1 automatische dezentrale Bestellauslösung (Einsatzbeispiel 3.5) Lager (Anforderungen
3.5.2) - s. Anforderungen 3.1.1
- programmierbar, damit um mit zentraler PPS kommunizieren zu können und um Bestellungen auslösen zu können
Tabelle 3-1: Anwendungsgebiete in der Beschaffung und technische Anforderungen
4 Einsatzgebiete in der Produktion - 24 -
4 Einsatzgebiete in der Produktion
Im Folgenden werden die Einsatzgebiete von Ubiquitous Computing-Technologien in der Produktion
untersucht. Dazu werden zunächst relevante Einsatzgebiete identifiziert, um darauf aufbauend diese
anhand verschiedener Anwendungsbeispiele separat zu untersuchen. Abschließend werden die
Ergebnisse zusammengefasst und es wird eine Übersicht über die technischen Anforderungen der
vorgestellten Anwendungsbeispiele gegeben.
4.1 Aktuelle Herausforderungen und potenzielle Einsatzgebiete
Betrachtet man den Einsatz von Ubiquitous Computing-Technologien in der Produktion, so muss man
zunächst schauen, welche Bereiche durch integrierte Informationssysteme bereits hinreichend
unterstützt werden und welche Bereiche durch den Einsatz von Ubiquitous Computing-Technologien
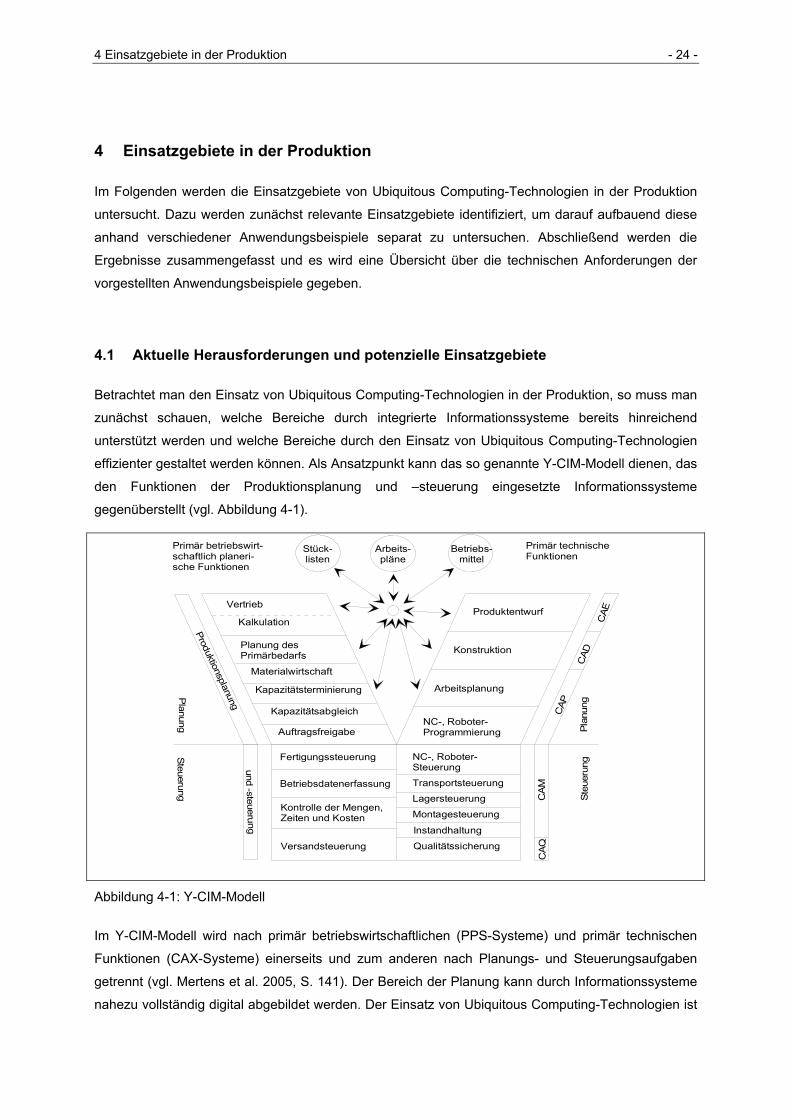
effizienter gestaltet werden können. Als Ansatzpunkt kann das so genannte Y-CIM-Modell dienen, das
den Funktionen der Produktionsplanung und –steuerung eingesetzte Informationssysteme
gegenüberstellt (vgl. Abbildung 4-1).
Vertrieb
Kalkulation
Planung desPrimärbedarfs
Materialwirtschaft
Kapazitätsterminierung
Kapazitätsabgleich
Auftragsfreigabe
Fertigungssteuerung
Betriebsdatenerfassung
Kontrolle der Mengen,Zeiten und Kosten
Versandsteuerung
Produktentwurf
Konstruktion
Arbeitsplanung
NC-, Roboter-Programmierung
NC-, Roboter-Steuerung
Transportsteuerung
Lagersteuerung
Montagesteuerung
Instandhaltung
Qualitätssicherung
CAP
CAD
CAE
CA
MC
AQ
Produktionsplanungund -s te ueru ng
Planung
S teu e ru n g
Plan
ung
Steu
erun
g
Stück-listen
Arbeits-pläne
Betriebs-mittel
Primär betriebswirt-schaftlich planeri-sche Funktionen
Primär technischeFunktionen
Abbildung 4-1: Y-CIM-Modell
Im Y-CIM-Modell wird nach primär betriebswirtschaftlichen (PPS-Systeme) und primär technischen
Funktionen (CAX-Systeme) einerseits und zum anderen nach Planungs- und Steuerungsaufgaben
getrennt (vgl. Mertens et al. 2005, S. 141). Der Bereich der Planung kann durch Informationssysteme
nahezu vollständig digital abgebildet werden. Der Einsatz von Ubiquitous Computing-Technologien ist
4 Einsatzgebiete in der Produktion - 25 -
hier also nur eingeschränkt sinnvoll. Im Bereich der Steuerung gibt es zwar eine Vielzahl von
Informationssystemen, da diese aber in starker Interaktion mit der realen Welt stehen und somit
tendenziell viele Medienbrüche entstehen, erscheint der Einsatz von Ubiquitous Computing-
Technologien hier besonders Erfolg versprechend. Ubiquitous Computing-Technologien sollen helfen
Prozesse, die bisher ungelenkt stattgefunden haben, in die IV-Systeme abzubilden und so besser zu
unterstützen. Ubiquitous Computing-Technologien können darüber hinaus dazu beitragen, dass
fertigungsnahe Koordinationsprozesse dezentralisiert werden (vgl. Strassner/Fleisch 2005, S. 48). Ziel
der folgenden Untersuchungen ist es daher zu untersuchen, wo und wie die Ubiquitous Computing-
Technologien helfen kann die Integrationstiefe durch Einbeziehung der realen Welt als zusätzliche
Integrationsebene zu erhöhen und die Dezentralisierung der Produktionssteuerung umzusetzen. Dazu
wird im Folgenden zunächst erläutert, welchen Herausforderungen die Produktion gegenübersteht.
Aus diesen Herausforderungen werden Problembereiche herausgearbeitet, für die in den darauf
folgenden Abschnitten untersucht wird, welche Verbesserungspotenziale Ubiquitous Computing-
Technologien eröffnen.
Die Produktion als Subsystem des Unternehmens steht nur mit den anderen Subsystemen des
Unternehmens in direkter Beziehung. Mit Systemen der relevanten Umwelt steht das
Produktionssystem nur indirekt über die anderen Subsysteme in Beziehung. Dennoch haben die
Entwicklungen der relevanten Umwelt starken Einfluss auf die Produktion. Insbesondere die
Entwicklungen auf dem Absatzmarkt beeinflussen die Produktion im starken Maße (vgl. Corsten 1998,
S. 3 f.)
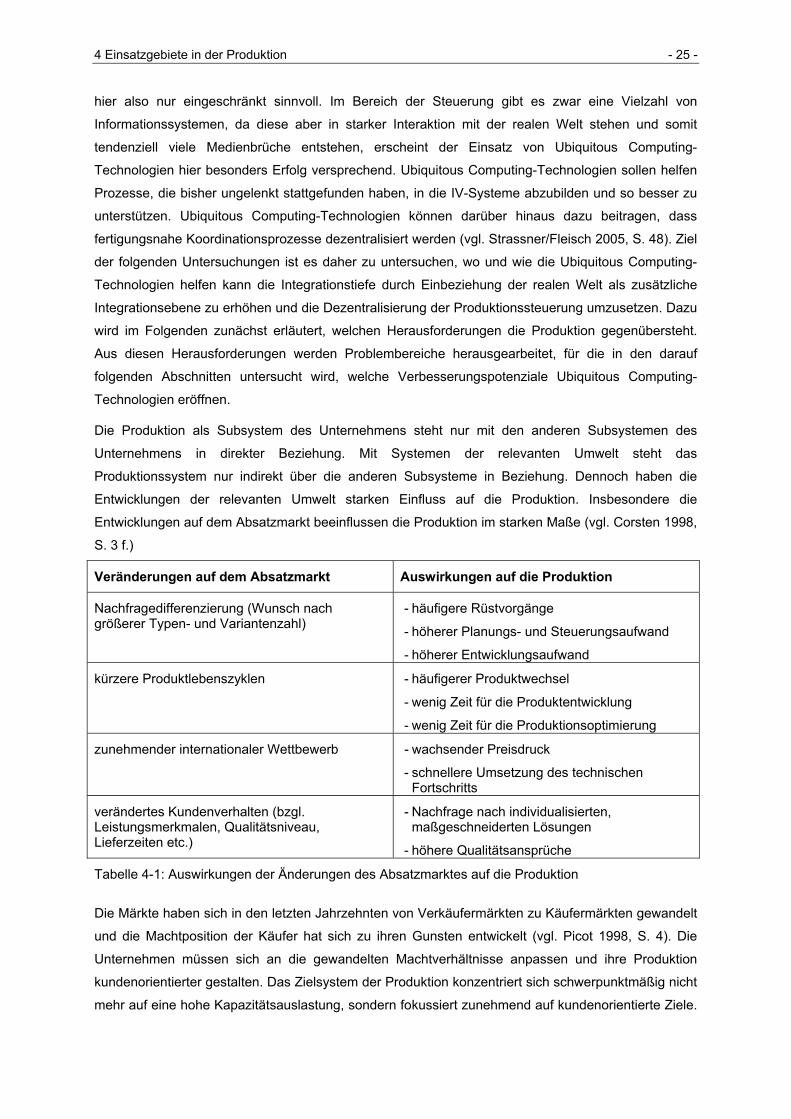
Veränderungen auf dem Absatzmarkt Auswirkungen auf die Produktion
Nachfragedifferenzierung (Wunsch nach größerer Typen- und Variantenzahl)
- häufigere Rüstvorgänge
- höherer Planungs- und Steuerungsaufwand
- höherer Entwicklungsaufwand
kürzere Produktlebenszyklen - häufigerer Produktwechsel
- wenig Zeit für die Produktentwicklung
- wenig Zeit für die Produktionsoptimierung
zunehmender internationaler Wettbewerb - wachsender Preisdruck
- schnellere Umsetzung des technischen Fortschritts
verändertes Kundenverhalten (bzgl. Leistungsmerkmalen, Qualitätsniveau, Lieferzeiten etc.)
- Nachfrage nach individualisierten, maßgeschneiderten Lösungen
- höhere Qualitätsansprüche
Tabelle 4-1: Auswirkungen der Änderungen des Absatzmarktes auf die Produktion
Die Märkte haben sich in den letzten Jahrzehnten von Verkäufermärkten zu Käufermärkten gewandelt
und die Machtposition der Käufer hat sich zu ihren Gunsten entwickelt (vgl. Picot 1998, S. 4). Die
Unternehmen müssen sich an die gewandelten Machtverhältnisse anpassen und ihre Produktion
kundenorientierter gestalten. Das Zielsystem der Produktion konzentriert sich schwerpunktmäßig nicht
mehr auf eine hohe Kapazitätsauslastung, sondern fokussiert zunehmend auf kundenorientierte Ziele.
4 Einsatzgebiete in der Produktion - 26 -
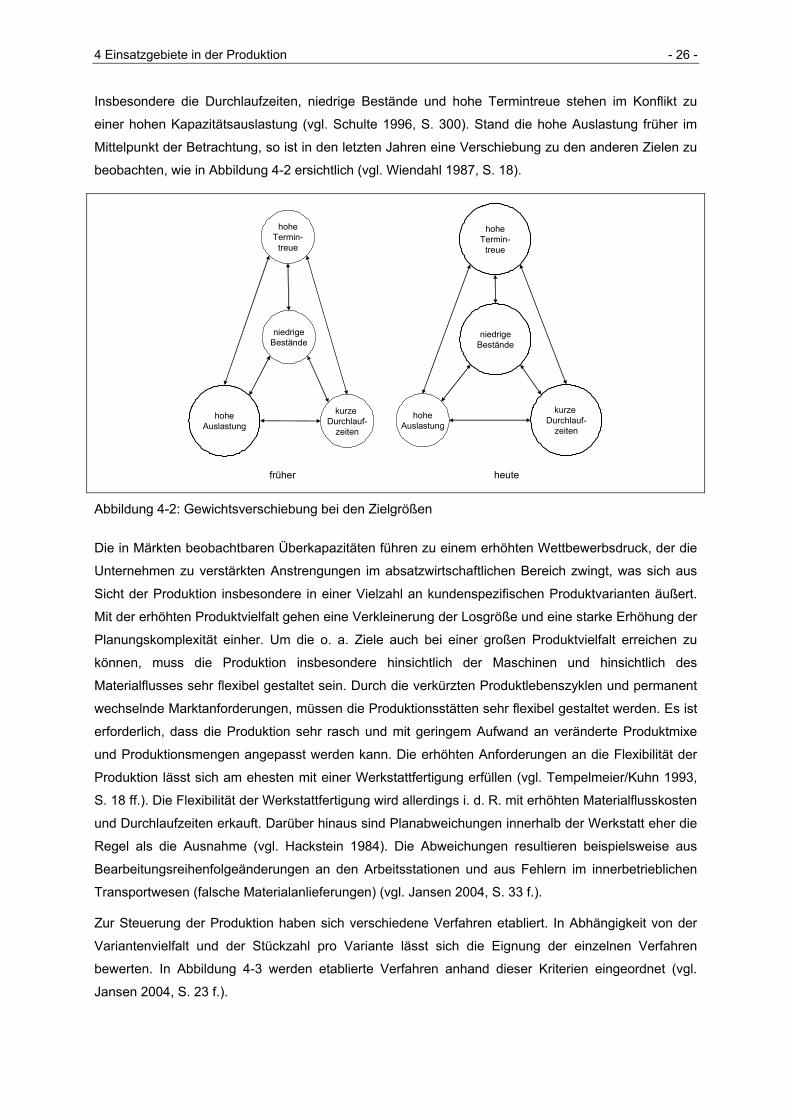
Insbesondere die Durchlaufzeiten, niedrige Bestände und hohe Termintreue stehen im Konflikt zu
einer hohen Kapazitätsauslastung (vgl. Schulte 1996, S. 300). Stand die hohe Auslastung früher im
Mittelpunkt der Betrachtung, so ist in den letzten Jahren eine Verschiebung zu den anderen Zielen zu
beobachten, wie in Abbildung 4-2 ersichtlich (vgl. Wiendahl 1987, S. 18).
hoheTermin-
treue
niedrigeBestände
kurze Durchlauf-
zeiten
hoheAuslastung
hoheTermin-
treue
niedrigeBestände
kurze Durchlauf-
zeiten
hoheAuslastung
früher heute
Abbildung 4-2: Gewichtsverschiebung bei den Zielgrößen
Die in Märkten beobachtbaren Überkapazitäten führen zu einem erhöhten Wettbewerbsdruck, der die
Unternehmen zu verstärkten Anstrengungen im absatzwirtschaftlichen Bereich zwingt, was sich aus
Sicht der Produktion insbesondere in einer Vielzahl an kundenspezifischen Produktvarianten äußert.
Mit der erhöhten Produktvielfalt gehen eine Verkleinerung der Losgröße und eine starke Erhöhung der
Planungskomplexität einher. Um die o. a. Ziele auch bei einer großen Produktvielfalt erreichen zu
können, muss die Produktion insbesondere hinsichtlich der Maschinen und hinsichtlich des
Materialflusses sehr flexibel gestaltet sein. Durch die verkürzten Produktlebenszyklen und permanent
wechselnde Marktanforderungen, müssen die Produktionsstätten sehr flexibel gestaltet werden. Es ist
erforderlich, dass die Produktion sehr rasch und mit geringem Aufwand an veränderte Produktmixe
und Produktionsmengen angepasst werden kann. Die erhöhten Anforderungen an die Flexibilität der
Produktion lässt sich am ehesten mit einer Werkstattfertigung erfüllen (vgl. Tempelmeier/Kuhn 1993,
S. 18 ff.). Die Flexibilität der Werkstattfertigung wird allerdings i. d. R. mit erhöhten Materialflusskosten
und Durchlaufzeiten erkauft. Darüber hinaus sind Planabweichungen innerhalb der Werkstatt eher die
Regel als die Ausnahme (vgl. Hackstein 1984). Die Abweichungen resultieren beispielsweise aus
Bearbeitungsreihenfolgeänderungen an den Arbeitsstationen und aus Fehlern im innerbetrieblichen
Transportwesen (falsche Materialanlieferungen) (vgl. Jansen 2004, S. 33 f.).
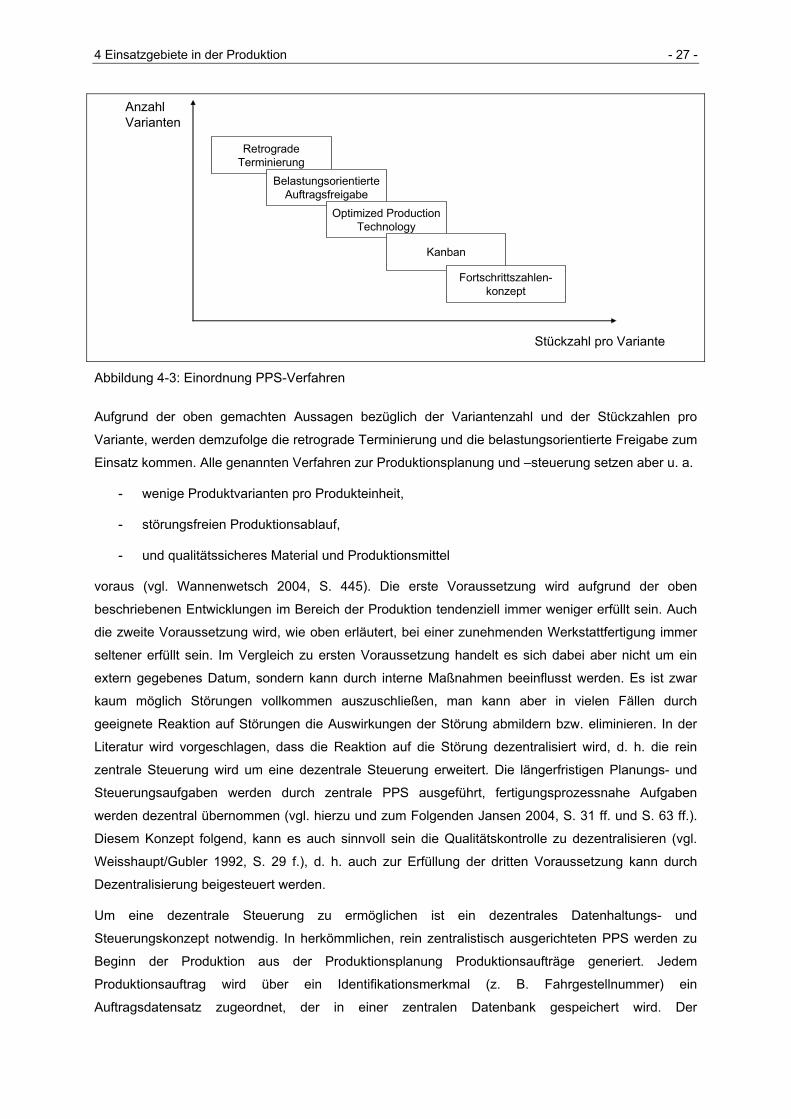
Zur Steuerung der Produktion haben sich verschiedene Verfahren etabliert. In Abhängigkeit von der
Variantenvielfalt und der Stückzahl pro Variante lässt sich die Eignung der einzelnen Verfahren
bewerten. In Abbildung 4-3 werden etablierte Verfahren anhand dieser Kriterien eingeordnet (vgl.
Jansen 2004, S. 23 f.).
4 Einsatzgebiete in der Produktion - 27 -
Stückzahl pro Variante
Anzahl Varianten
RetrogradeTerminierung
BelastungsorientierteAuftragsfreigabe
Optimized ProductionTechnology
Kanban
Fortschrittszahlen-konzept
Abbildung 4-3: Einordnung PPS-Verfahren
Aufgrund der oben gemachten Aussagen bezüglich der Variantenzahl und der Stückzahlen pro
Variante, werden demzufolge die retrograde Terminierung und die belastungsorientierte Freigabe zum
Einsatz kommen. Alle genannten Verfahren zur Produktionsplanung und –steuerung setzen aber u. a.
- wenige Produktvarianten pro Produkteinheit,
- störungsfreien Produktionsablauf,
- und qualitätssicheres Material und Produktionsmittel
voraus (vgl. Wannenwetsch 2004, S. 445). Die erste Voraussetzung wird aufgrund der oben
beschriebenen Entwicklungen im Bereich der Produktion tendenziell immer weniger erfüllt sein. Auch
die zweite Voraussetzung wird, wie oben erläutert, bei einer zunehmenden Werkstattfertigung immer
seltener erfüllt sein. Im Vergleich zu ersten Voraussetzung handelt es sich dabei aber nicht um ein
extern gegebenes Datum, sondern kann durch interne Maßnahmen beeinflusst werden. Es ist zwar
kaum möglich Störungen vollkommen auszuschließen, man kann aber in vielen Fällen durch
geeignete Reaktion auf Störungen die Auswirkungen der Störung abmildern bzw. eliminieren. In der
Literatur wird vorgeschlagen, dass die Reaktion auf die Störung dezentralisiert wird, d. h. die rein
zentrale Steuerung wird um eine dezentrale Steuerung erweitert. Die längerfristigen Planungs- und
Steuerungsaufgaben werden durch zentrale PPS ausgeführt, fertigungsprozessnahe Aufgaben
werden dezentral übernommen (vgl. hierzu und zum Folgenden Jansen 2004, S. 31 ff. und S. 63 ff.).
Diesem Konzept folgend, kann es auch sinnvoll sein die Qualitätskontrolle zu dezentralisieren (vgl.
Weisshaupt/Gubler 1992, S. 29 f.), d. h. auch zur Erfüllung der dritten Voraussetzung kann durch
Dezentralisierung beigesteuert werden.
Um eine dezentrale Steuerung zu ermöglichen ist ein dezentrales Datenhaltungs- und
Steuerungskonzept notwendig. In herkömmlichen, rein zentralistisch ausgerichteten PPS werden zu
Beginn der Produktion aus der Produktionsplanung Produktionsaufträge generiert. Jedem
Produktionsauftrag wird über ein Identifikationsmerkmal (z. B. Fahrgestellnummer) ein
Auftragsdatensatz zugeordnet, der in einer zentralen Datenbank gespeichert wird. Der
4 Einsatzgebiete in der Produktion - 28 -
Auftragsdatensatz enthält Informationen über die notwendigen Arbeitsgänge (Arbeitspläne), die
benötigten Materialien (Stücklisten) und über den momentanen Bearbeitungszustand (erfolgte
Bearbeitungsschritte etc.). Bei einem dezentralen Datenhaltungskonzept werden diese Daten nicht in
einer zentralen Datenbank, sondern direkt an dem zu bearbeitenden Objekt mitgeführt. Es kommt zu
einer durchgehenden Kopplung von Daten- und Materialfluss. Technisch gesehen wird für diese Form
des Objektbegleitenden Datentransports (ODT) ein beschreibbarer bzw. programmierbarer
Datenträger benötigt (vgl. Schumann/Diekmann 2005, S. 6 ff.).
Aus Sicht der Datenverarbeitung lässt sich feststellen, dass die dezentrale Produktionssteuerung die
zentrale Steuerung, die aufgrund der großen Datenmengen, die bei flexiblen Produktionen simultan
anfallen, den Geschwindigkeits- und Steuerungsanforderungen unter Umständen nicht mehr gerecht
wird, entlastet. Neben den Arbeitsplänen können auch Einstelldaten bspw. für Roboter und Automaten
produktindividuell auf dem Transponder mitgeführt werden. So stehen die Daten bei der Bearbeitung
direkt zur Verfügung, ohne dass eine komplexe Kommunikation mit dem Zentralrechner abgewickelt
werden muss. Selbst Produktionen hinunter bis zur Losgröße 1 stellen somit hinsichtlich des
Kommunikationsaufwands kein Problem mehr dar. Auch wenn ein Objekt aus dem Fertigungsprozess
ausgegliedert wird, bspw. aufgrund einer Nacharbeit, kann das Objekt problemlos und ohne Störung
in den Fertigungsablauf reintegriert werden. Selbst bei Ausfall der zentralen Rechner kann der Bezug
zwischen einen Objekt und seinem Daten problemlos wieder hergestellt werden, was die
Systemsicherheit wesentlich erhöht. (vgl. Finkenzeller 2002, S. 400 f.).
Nachteilig bei einer rein dezentralen Datenhaltung ist die Tatsache, dass die Daten nur verfügbar sind,
wenn sich das zu bearbeitenden Objekt sich in Reichweite eines Identifikations- bzw. Auslesepunktes
befindet. In der Realität wird eine rein dezentrale Datenhaltung deshalb nicht vorteilhaft sein. Vielmehr
wird es eine hybride Datenhaltung geben, bei der relevante Daten komprimiert am zu bearbeitenden
Objekt mitgeführt werden und auf die zentral gespeicherten, tiefer gehenden Informationen
referenziert wird. Abbildung 4-4 und Abbildung 4-5 stellen die beiden Steuerungs- und
Datenhaltungskonzepte am Beispiel einer Automobilfertigung dar (in Anlehnung an Finkenzeller 2002,
S. 399 f.).
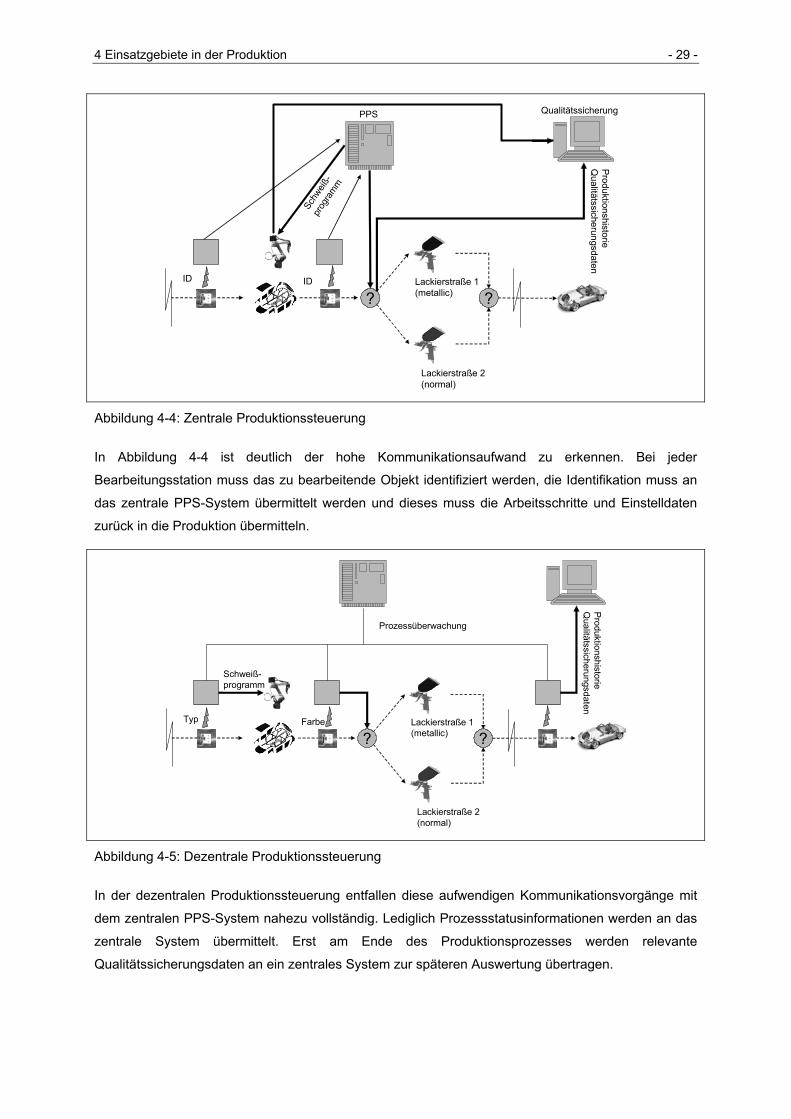
4 Einsatzgebiete in der Produktion - 29 -
?ID
Schw
eiß-
prog
ram
m
ID
Lackierstraße 2(normal)
Lackierstraße 1(metallic) ?
ProduktionshistorieQ
ualitätssicherungsdaten
PPS Qualitätssicherung
Abbildung 4-4: Zentrale Produktionssteuerung
In Abbildung 4-4 ist deutlich der hohe Kommunikationsaufwand zu erkennen. Bei jeder
Bearbeitungsstation muss das zu bearbeitende Objekt identifiziert werden, die Identifikation muss an
das zentrale PPS-System übermittelt werden und dieses muss die Arbeitsschritte und Einstelldaten
zurück in die Produktion übermitteln.
?Typ
Schweiß-programm
Farbe
Lackierstraße 2(normal)
Lackierstraße 1(metallic) ?
Produktionshistorie
Qualitätssicherungsdaten
Prozessüberwachung
Abbildung 4-5: Dezentrale Produktionssteuerung
In der dezentralen Produktionssteuerung entfallen diese aufwendigen Kommunikationsvorgänge mit
dem zentralen PPS-System nahezu vollständig. Lediglich Prozessstatusinformationen werden an das
zentrale System übermittelt. Erst am Ende des Produktionsprozesses werden relevante
Qualitätssicherungsdaten an ein zentrales System zur späteren Auswertung übertragen.
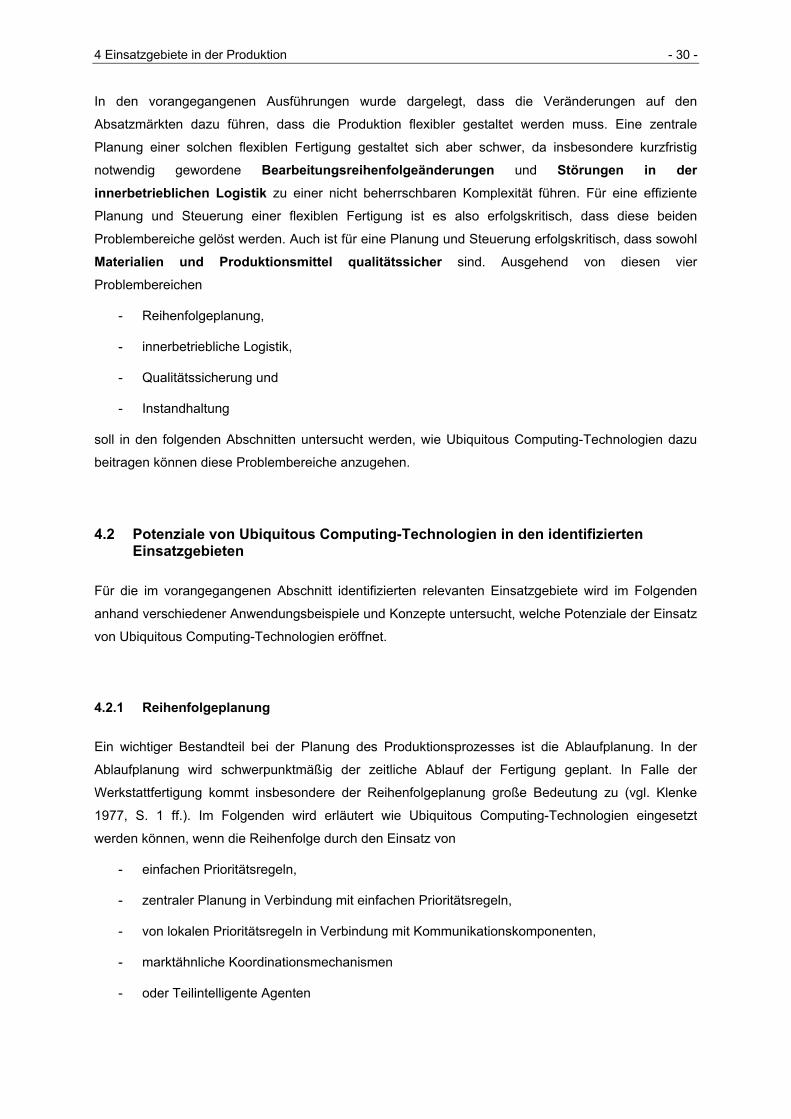
4 Einsatzgebiete in der Produktion - 30 -
In den vorangegangenen Ausführungen wurde dargelegt, dass die Veränderungen auf den
Absatzmärkten dazu führen, dass die Produktion flexibler gestaltet werden muss. Eine zentrale
Planung einer solchen flexiblen Fertigung gestaltet sich aber schwer, da insbesondere kurzfristig
notwendig gewordene Bearbeitungsreihenfolgeänderungen und Störungen in der innerbetrieblichen Logistik zu einer nicht beherrschbaren Komplexität führen. Für eine effiziente
Planung und Steuerung einer flexiblen Fertigung ist es also erfolgskritisch, dass diese beiden
Problembereiche gelöst werden. Auch ist für eine Planung und Steuerung erfolgskritisch, dass sowohl
Materialien und Produktionsmittel qualitätssicher sind. Ausgehend von diesen vier
Problembereichen
- Reihenfolgeplanung,
- innerbetriebliche Logistik,
- Qualitätssicherung und
- Instandhaltung
soll in den folgenden Abschnitten untersucht werden, wie Ubiquitous Computing-Technologien dazu
beitragen können diese Problembereiche anzugehen.
4.2 Potenziale von Ubiquitous Computing-Technologien in den identifizierten Einsatzgebieten
Für die im vorangegangenen Abschnitt identifizierten relevanten Einsatzgebiete wird im Folgenden
anhand verschiedener Anwendungsbeispiele und Konzepte untersucht, welche Potenziale der Einsatz
von Ubiquitous Computing-Technologien eröffnet.
4.2.1 Reihenfolgeplanung
Ein wichtiger Bestandteil bei der Planung des Produktionsprozesses ist die Ablaufplanung. In der
Ablaufplanung wird schwerpunktmäßig der zeitliche Ablauf der Fertigung geplant. In Falle der
Werkstattfertigung kommt insbesondere der Reihenfolgeplanung große Bedeutung zu (vgl. Klenke
1977, S. 1 ff.). Im Folgenden wird erläutert wie Ubiquitous Computing-Technologien eingesetzt
werden können, wenn die Reihenfolge durch den Einsatz von
- einfachen Prioritätsregeln,
- zentraler Planung in Verbindung mit einfachen Prioritätsregeln,
- von lokalen Prioritätsregeln in Verbindung mit Kommunikationskomponenten,
- marktähnliche Koordinationsmechanismen
- oder Teilintelligente Agenten
4 Einsatzgebiete in der Produktion - 31 -
vorgenommen wird.
Aufgabe der Reihenfolgeplanung ist es festzulegen, in welcher Reihenfolge eine festgelegte Menge
an Aufträgen auf den Maschinen, die zur Verfügung stehen, bearbeitet wird. Dabei sind
Maschinenfolgen (technologische Folgen), die beschreiben in welcher Reihenfolge
Bearbeitungsschritte aufgrund technologischer Gegebenheiten erfolgen müssen, und Auftragsfolgen
(organisatorische Folgen), die festlegen in welcher Reihenfolge die Aufträge auf den Maschinen
bearbeitet werden, zu unterscheiden (vgl. Corsten 1998, S. 472). Im Folgenden wird die
Maschinenfolge als gegeben betrachtet, da Ubiquitous Computing-Technologien diese nur in
Ausnahmefällen beeinflussen dürften. Wenn in den anschließenden Ausführungen von der
Reihenfolgeplanung gesprochen wird, so ist somit die Planung der Auftragsfolge gemeint.
Mit der Planung der Reihenfolge verfolgt man verschiedene Zielsetzungen. Als oberstes Ziel lässt sich
die Minimierung der entscheidungsrelevanten Kosten nennen. Da sich die Einflüsse von
Entscheidungen auf die Reihenfolge üblicherweise aber nur schwer operationalisieren lässt, verfolgt
man primär zeitliche Zielsetzungen (z. B. „Minimierung der Durchlaufzeit“) unter der Annahme, dass
sich Zeit- und Wertgrößen in die gleiche Richtung bewegen. Die verwendeten Zielgrößen lassen sich
in auftragsbezogene und maschinenbezogene Zielgrößen differenzieren. Bei den auftragsbezogenen
Zielgrößen versucht man beispielsweise die Durchlaufzeit aller Aufträge oder die Summe der
Lieferterminabweichungen zu minimieren. Bei maschinenbezogenen Zielgrößen versucht man
grundsätzlich die Kapazität der Maschinen möglichst gut auszunutzen. Da sich die beschriebenen
Zielgrößen zum Teil widersprechen, spricht man auch vom Dilemma der Reihenfolgeplanung (vgl.
Corsten 1998, S. 475 ff.).
Die betriebswirtschaftliche Forschung hat eine Vielzahl von Modellen zur Darstellung des
Bearbeitungsreihenfolgeproblems entwickelt. Um die Modelle zur Planung der Reihenfolge zu
kategorisieren, schlagen Conway/Maxwell/Miller 1967 ein A/B/C/D Quadrupel zur Beschreibung der
jeweiligen Kategorie vor:
- Das A beschreibt dabei im statischen Fall die Anzahl der Aufträge A bzw. im dynamischen
Fall die Ankunftsintervalle, die ggf. einer statistischen Verteilungsfunktion unterliegen können.
- Das B beschreibt entweder die Anzahl der zur Verfügung stehenden Maschinen (M) oder die
statistische Verteilungsfunktion der Bearbeitungszeit.
- Das C gibt an, ob es sich um ein Job Shop-Problem (G) oder um ein Flow Shop-Problem (F)
handelt. In den Flow Shop-Problemen ist die Maschinenfolge bei allen Aufträgen gleich. Bei
den Job Shop-Problemen kann die Maschinenfolge bei den Aufträgen variieren. Das Flow
Shop-Problem stellt somit ein Spezialfall des Job Shop-Problems dar.
- D definiert die Zielgröße bzw. ein Kriterium mit dem die Güte der Reihenfolge bewertet wird.
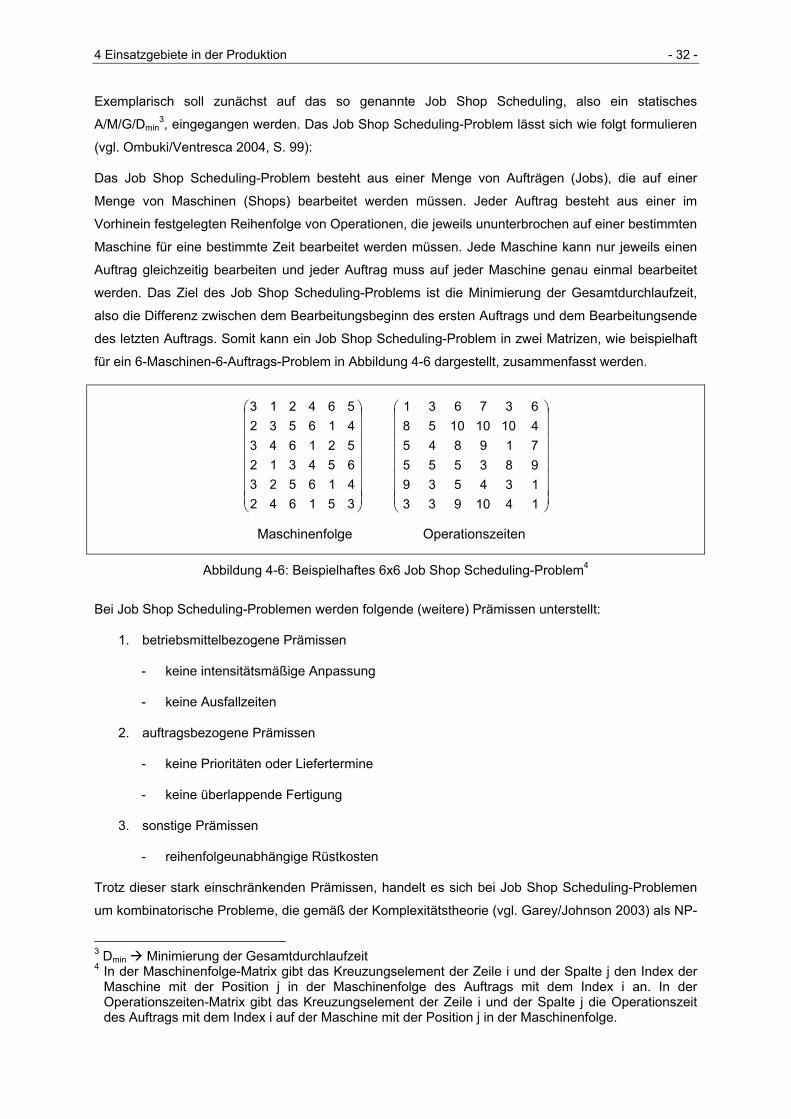
4 Einsatzgebiete in der Produktion - 32 -
Exemplarisch soll zunächst auf das so genannte Job Shop Scheduling, also ein statisches
A/M/G/Dmin3, eingegangen werden. Das Job Shop Scheduling-Problem lässt sich wie folgt formulieren
(vgl. Ombuki/Ventresca 2004, S. 99):
Das Job Shop Scheduling-Problem besteht aus einer Menge von Aufträgen (Jobs), die auf einer
Menge von Maschinen (Shops) bearbeitet werden müssen. Jeder Auftrag besteht aus einer im
Vorhinein festgelegten Reihenfolge von Operationen, die jeweils ununterbrochen auf einer bestimmten
Maschine für eine bestimmte Zeit bearbeitet werden müssen. Jede Maschine kann nur jeweils einen
Auftrag gleichzeitig bearbeiten und jeder Auftrag muss auf jeder Maschine genau einmal bearbeitet
werden. Das Ziel des Job Shop Scheduling-Problems ist die Minimierung der Gesamtdurchlaufzeit,
also die Differenz zwischen dem Bearbeitungsbeginn des ersten Auftrags und dem Bearbeitungsende
des letzten Auftrags. Somit kann ein Job Shop Scheduling-Problem in zwei Matrizen, wie beispielhaft
für ein 6-Maschinen-6-Auftrags-Problem in Abbildung 4-6 dargestellt, zusammenfasst werden.
351642416523654312521643416532564213
1410933134539983555719845410101058637631
Maschinenfolge Operationszeiten
Abbildung 4-6: Beispielhaftes 6x6 Job Shop Scheduling-Problem4
Bei Job Shop Scheduling-Problemen werden folgende (weitere) Prämissen unterstellt:
1. betriebsmittelbezogene Prämissen
- keine intensitätsmäßige Anpassung
- keine Ausfallzeiten
2. auftragsbezogene Prämissen
- keine Prioritäten oder Liefertermine
- keine überlappende Fertigung
3. sonstige Prämissen
- reihenfolgeunabhängige Rüstkosten
Trotz dieser stark einschränkenden Prämissen, handelt es sich bei Job Shop Scheduling-Problemen
um kombinatorische Probleme, die gemäß der Komplexitätstheorie (vgl. Garey/Johnson 2003) als NP-
3 Dmin Minimierung der Gesamtdurchlaufzeit 4 In der Maschinenfolge-Matrix gibt das Kreuzungselement der Zeile i und der Spalte j den Index der
Maschine mit der Position j in der Maschinenfolge des Auftrags mit dem Index i an. In der Operationszeiten-Matrix gibt das Kreuzungselement der Zeile i und der Spalte j die Operationszeit des Auftrags mit dem Index i auf der Maschine mit der Position j in der Maschinenfolge.
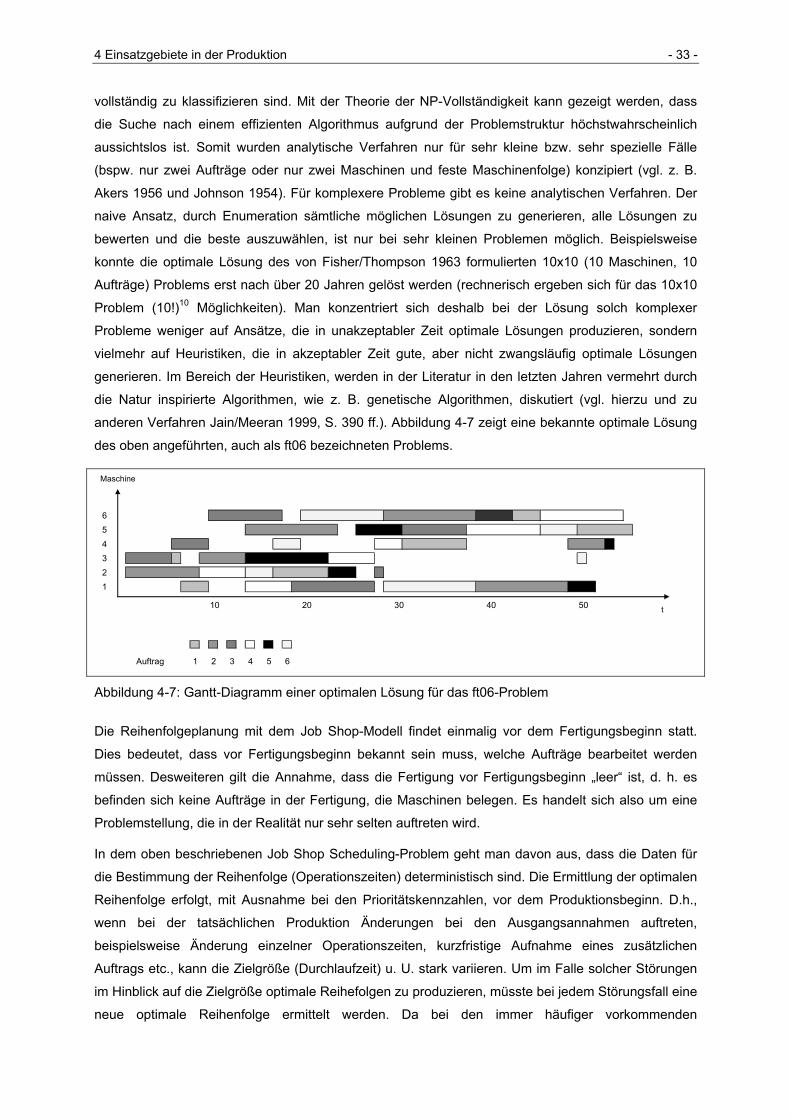
4 Einsatzgebiete in der Produktion - 33 -
vollständig zu klassifizieren sind. Mit der Theorie der NP-Vollständigkeit kann gezeigt werden, dass
die Suche nach einem effizienten Algorithmus aufgrund der Problemstruktur höchstwahrscheinlich
aussichtslos ist. Somit wurden analytische Verfahren nur für sehr kleine bzw. sehr spezielle Fälle
(bspw. nur zwei Aufträge oder nur zwei Maschinen und feste Maschinenfolge) konzipiert (vgl. z. B.
Akers 1956 und Johnson 1954). Für komplexere Probleme gibt es keine analytischen Verfahren. Der
naive Ansatz, durch Enumeration sämtliche möglichen Lösungen zu generieren, alle Lösungen zu
bewerten und die beste auszuwählen, ist nur bei sehr kleinen Problemen möglich. Beispielsweise
konnte die optimale Lösung des von Fisher/Thompson 1963 formulierten 10x10 (10 Maschinen, 10
Aufträge) Problems erst nach über 20 Jahren gelöst werden (rechnerisch ergeben sich für das 10x10
Problem (10!)10 Möglichkeiten). Man konzentriert sich deshalb bei der Lösung solch komplexer
Probleme weniger auf Ansätze, die in unakzeptabler Zeit optimale Lösungen produzieren, sondern
vielmehr auf Heuristiken, die in akzeptabler Zeit gute, aber nicht zwangsläufig optimale Lösungen
generieren. Im Bereich der Heuristiken, werden in der Literatur in den letzten Jahren vermehrt durch
die Natur inspirierte Algorithmen, wie z. B. genetische Algorithmen, diskutiert (vgl. hierzu und zu
anderen Verfahren Jain/Meeran 1999, S. 390 ff.). Abbildung 4-7 zeigt eine bekannte optimale Lösung
des oben angeführten, auch als ft06 bezeichneten Problems.
Maschine
t
654321
10 20 30 40 50
Auftrag 1 2 3 4 5 6
Abbildung 4-7: Gantt-Diagramm einer optimalen Lösung für das ft06-Problem
Die Reihenfolgeplanung mit dem Job Shop-Modell findet einmalig vor dem Fertigungsbeginn statt.
Dies bedeutet, dass vor Fertigungsbeginn bekannt sein muss, welche Aufträge bearbeitet werden
müssen. Desweiteren gilt die Annahme, dass die Fertigung vor Fertigungsbeginn „leer“ ist, d. h. es
befinden sich keine Aufträge in der Fertigung, die Maschinen belegen. Es handelt sich also um eine
Problemstellung, die in der Realität nur sehr selten auftreten wird.
In dem oben beschriebenen Job Shop Scheduling-Problem geht man davon aus, dass die Daten für
die Bestimmung der Reihenfolge (Operationszeiten) deterministisch sind. Die Ermittlung der optimalen
Reihenfolge erfolgt, mit Ausnahme bei den Prioritätskennzahlen, vor dem Produktionsbeginn. D.h.,
wenn bei der tatsächlichen Produktion Änderungen bei den Ausgangsannahmen auftreten,
beispielsweise Änderung einzelner Operationszeiten, kurzfristige Aufnahme eines zusätzlichen
Auftrags etc., kann die Zielgröße (Durchlaufzeit) u. U. stark variieren. Um im Falle solcher Störungen
im Hinblick auf die Zielgröße optimale Reihefolgen zu produzieren, müsste bei jedem Störungsfall eine
neue optimale Reihenfolge ermittelt werden. Da bei den immer häufiger vorkommenden
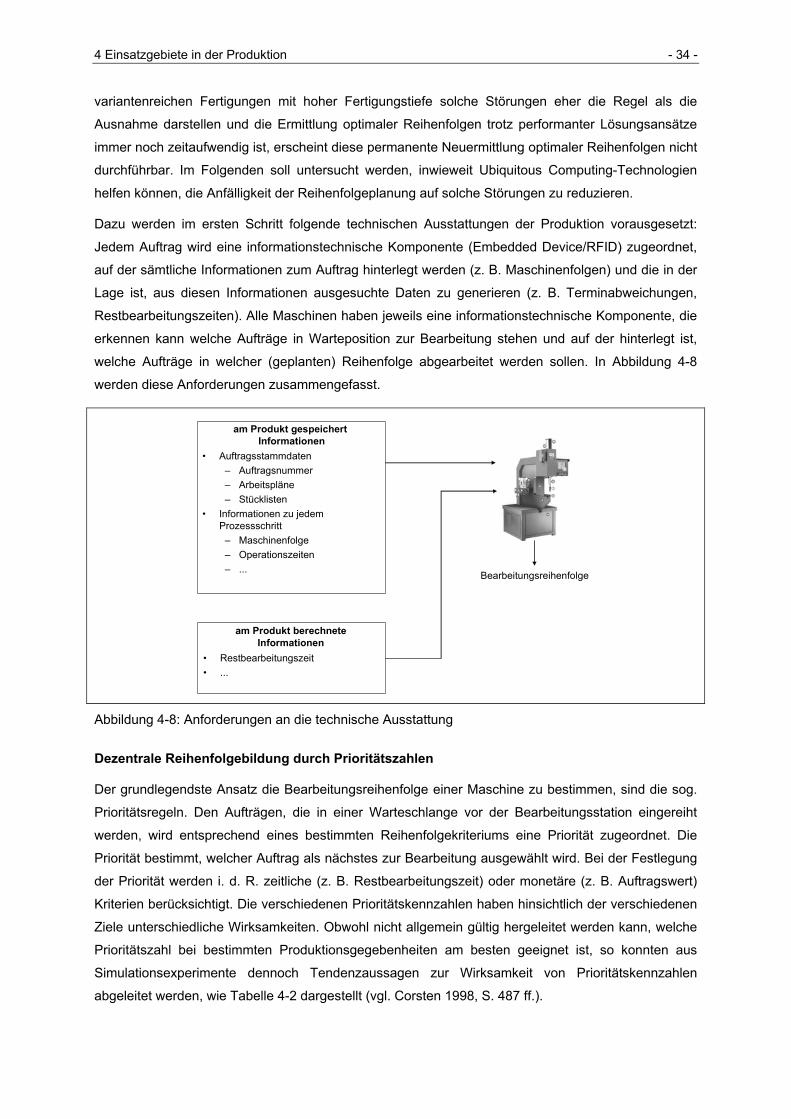
4 Einsatzgebiete in der Produktion - 34 -
variantenreichen Fertigungen mit hoher Fertigungstiefe solche Störungen eher die Regel als die
Ausnahme darstellen und die Ermittlung optimaler Reihenfolgen trotz performanter Lösungsansätze
immer noch zeitaufwendig ist, erscheint diese permanente Neuermittlung optimaler Reihenfolgen nicht
durchführbar. Im Folgenden soll untersucht werden, inwieweit Ubiquitous Computing-Technologien
helfen können, die Anfälligkeit der Reihenfolgeplanung auf solche Störungen zu reduzieren.
Dazu werden im ersten Schritt folgende technischen Ausstattungen der Produktion vorausgesetzt:
Jedem Auftrag wird eine informationstechnische Komponente (Embedded Device/RFID) zugeordnet,
auf der sämtliche Informationen zum Auftrag hinterlegt werden (z. B. Maschinenfolgen) und die in der
Lage ist, aus diesen Informationen ausgesuchte Daten zu generieren (z. B. Terminabweichungen,
Restbearbeitungszeiten). Alle Maschinen haben jeweils eine informationstechnische Komponente, die
erkennen kann welche Aufträge in Warteposition zur Bearbeitung stehen und auf der hinterlegt ist,
welche Aufträge in welcher (geplanten) Reihenfolge abgearbeitet werden sollen. In Abbildung 4-8
werden diese Anforderungen zusammengefasst.
• Auftragsstammdaten– Auftragsnummer– Arbeitspläne– Stücklisten
• Informationen zu jedem Prozessschritt
– Maschinenfolge– Operationszeiten– ...
• Restbearbeitungszeit• ...
Bearbeitungsreihenfolge
am Produkt gespeichert Informationen
am Produkt berechneteInformationen
Abbildung 4-8: Anforderungen an die technische Ausstattung
Dezentrale Reihenfolgebildung durch Prioritätszahlen
Der grundlegendste Ansatz die Bearbeitungsreihenfolge einer Maschine zu bestimmen, sind die sog.
Prioritätsregeln. Den Aufträgen, die in einer Warteschlange vor der Bearbeitungsstation eingereiht
werden, wird entsprechend eines bestimmten Reihenfolgekriteriums eine Priorität zugeordnet. Die
Priorität bestimmt, welcher Auftrag als nächstes zur Bearbeitung ausgewählt wird. Bei der Festlegung
der Priorität werden i. d. R. zeitliche (z. B. Restbearbeitungszeit) oder monetäre (z. B. Auftragswert)
Kriterien berücksichtigt. Die verschiedenen Prioritätskennzahlen haben hinsichtlich der verschiedenen
Ziele unterschiedliche Wirksamkeiten. Obwohl nicht allgemein gültig hergeleitet werden kann, welche
Prioritätszahl bei bestimmten Produktionsgegebenheiten am besten geeignet ist, so konnten aus
Simulationsexperimente dennoch Tendenzaussagen zur Wirksamkeit von Prioritätskennzahlen
abgeleitet werden, wie Tabelle 4-2 dargestellt (vgl. Corsten 1998, S. 487 ff.).
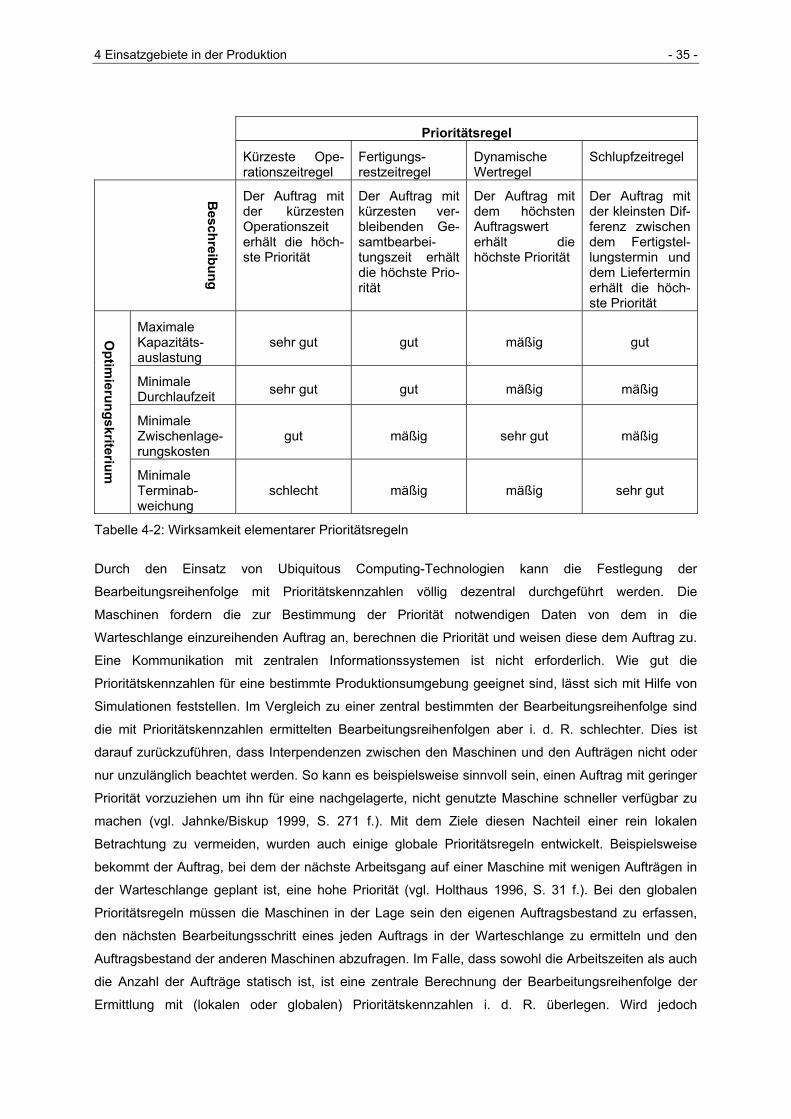
4 Einsatzgebiete in der Produktion - 35 -
Prioritätsregel
Kürzeste Ope-rationszeitregel
Fertigungs-restzeitregel
Dynamische Wertregel
Schlupfzeitregel
Beschreibung
Der Auftrag mit der kürzesten Operationszeit erhält die höch-ste Priorität
Der Auftrag mit kürzesten ver-bleibenden Ge-samtbearbei-tungszeit erhält die höchste Prio-rität
Der Auftrag mit dem höchsten Auftragswert erhält die höchste Priorität
Der Auftrag mit der kleinsten Dif-ferenz zwischen dem Fertigstel-lungstermin und dem Liefertermin erhält die höch-ste Priorität
Maximale Kapazitäts-auslastung
sehr gut gut mäßig gut
Minimale Durchlaufzeit sehr gut gut mäßig mäßig
Minimale Zwischenlage-rungskosten
gut mäßig sehr gut mäßig
Optim
ierungskriterium Minimale
Terminab-weichung
schlecht mäßig mäßig sehr gut
Tabelle 4-2: Wirksamkeit elementarer Prioritätsregeln
Durch den Einsatz von Ubiquitous Computing-Technologien kann die Festlegung der
Bearbeitungsreihenfolge mit Prioritätskennzahlen völlig dezentral durchgeführt werden. Die
Maschinen fordern die zur Bestimmung der Priorität notwendigen Daten von dem in die
Warteschlange einzureihenden Auftrag an, berechnen die Priorität und weisen diese dem Auftrag zu.
Eine Kommunikation mit zentralen Informationssystemen ist nicht erforderlich. Wie gut die
Prioritätskennzahlen für eine bestimmte Produktionsumgebung geeignet sind, lässt sich mit Hilfe von
Simulationen feststellen. Im Vergleich zu einer zentral bestimmten der Bearbeitungsreihenfolge sind
die mit Prioritätskennzahlen ermittelten Bearbeitungsreihenfolgen aber i. d. R. schlechter. Dies ist
darauf zurückzuführen, dass Interpendenzen zwischen den Maschinen und den Aufträgen nicht oder
nur unzulänglich beachtet werden. So kann es beispielsweise sinnvoll sein, einen Auftrag mit geringer
Priorität vorzuziehen um ihn für eine nachgelagerte, nicht genutzte Maschine schneller verfügbar zu
machen (vgl. Jahnke/Biskup 1999, S. 271 f.). Mit dem Ziele diesen Nachteil einer rein lokalen
Betrachtung zu vermeiden, wurden auch einige globale Prioritätsregeln entwickelt. Beispielsweise
bekommt der Auftrag, bei dem der nächste Arbeitsgang auf einer Maschine mit wenigen Aufträgen in
der Warteschlange geplant ist, eine hohe Priorität (vgl. Holthaus 1996, S. 31 f.). Bei den globalen
Prioritätsregeln müssen die Maschinen in der Lage sein den eigenen Auftragsbestand zu erfassen,
den nächsten Bearbeitungsschritt eines jeden Auftrags in der Warteschlange zu ermitteln und den
Auftragsbestand der anderen Maschinen abzufragen. Im Falle, dass sowohl die Arbeitszeiten als auch
die Anzahl der Aufträge statisch ist, ist eine zentrale Berechnung der Bearbeitungsreihenfolge der
Ermittlung mit (lokalen oder globalen) Prioritätskennzahlen i. d. R. überlegen. Wird jedoch
4 Einsatzgebiete in der Produktion - 36 -
beispielsweise die Prämisse, dass die Bearbeitungszeiten statisch sind aufgegeben, so könnten im
Falle, dass die zentrale Berechnung nicht permanent erneut durchgeführt wird, Prioritätsregeln ggf.
gleichwertige oder sogar bessere Lösungen liefern. Stellt man das Reihenfolgeplanungsmodell als
Graph dar, so lässt sich die mit zentralen Koordinationsregeln auf Basis der Erwartungswerte der
Bearbeitungszeit ermittelte Lösung als kritischer Pfad bezeichnen. Im Falle einer Schwankung der
Bearbeitungszeiten, ergibt sich nicht zwangsläufig ein neuer kritischer Pfad, womit die mit den
Erwartungswerten berechnete Bearbeitungsreihenfolge weiterhin optimal ist. Auch wenn der Verlauf
des kritischen Pfades sich durch Veränderung der Bearbeitungszeiten verändert, so ist es vorstellbar,
dass sich nur Teilabschnitte des kritischen Pfades verändern. Hält man an der zentral ermittelten
Reihenfolge auch bei Schwankung der Bearbeitungszeiten fest, so könnte die Tatsache, dass bei
einer Bearbeitungsstation viele Aufträge in der Warteschlange warten und der nächste zur
Bearbeitung anstehende Auftrag noch nicht zur Verfügung steht ein Indiz dafür sein, dass vom
(neuen) kritischen Pfad abgewichen wurde. Somit könnte man erwägen, die zentrale Planung der
Bearbeitungsreihenfolge mit einer dezentralen Koordinationsregel zu kombinieren. Beispielsweise
könnte man unter der Annahme, dass der kritische Pfad sich verändert hat, wenn viele Aufträge an
einer Bearbeitungsstation warten und der nächste zu bearbeitende Auftrag nicht verfügbar ist, den
Auftrag aus der Warteschlange mit der kürzesten Bearbeitungszeit auf der entsprechenden
Bearbeitungsstation, dazwischen schieben. Dies würde eine Kombination von zentraler Planung mit
dezentraler Entstörungslogik darstellen. Die Anforderungen an die Ubiquitous Computing-Technologie
würde sich durch diese Kombination gegenüber den dezentralen Koordinationsregeln erweitern. Um
die zentrale Bearbeitungsreihenfolge befolgen zu können, müssen den Maschinen die ermittelten
Bearbeitungsreihenfolgen bekannt sein, d. h. sie wird in zyklischen Abständen an die Maschinen
übermittelt oder die sie werden in einem zentralen System gehalten, das die Maschinen abfragen
können.
Reihenfolgebildung durch VANF-Interaktionsregel
Ein weitergehender Ansatz, der die Steuerung um einen Koordinationsmechanismus erweitert, stellt
die sog. VANF-Interaktionsregel (Vorausschauende Auftragsnachfrage-Interaktionsregel) dar (vgl.
Rosenberg/Ziegler/Holthaus 1993, S. 6 ff.). Die Grundidee des Verfahrens setzt voraus, dass die
Maschinen untereinander kommunizieren bzw. verhandeln können und somit quasi als Agenten
handeln. Eine Maschine, die mit der Bearbeitung des letzten in ihrer vorgelagerten Warteschlange
wartenden Auftrags beginnt, fragt bei den anderen Maschinen Anschlussaufträge an. Relevant sind
alle Aufträge, die in einer Warteschlange einer anderen Maschine warten bzw. bereits bearbeitet
werden und die als nächstes auf der anfragenden Maschine bearbeitet werden müssen. Die
angefragten Maschinen melden diese Aufträge inklusive eines frühestmöglichen Zeitpunkts des
Eintreffens bei der anfragenden Maschine zurück. Die anfragende Maschine wählt den Auftrag, der
frühestmöglich eintreffen kann und weist die Maschine, bei der der entsprechende Auftrag auf
Bearbeitung wartet an, diesen unmittelbar im Anschluss an die aktuelle Bearbeitung zu bearbeiten.
Das Verfahren geht über die einfachen Prioritätskennzahlen hinaus und lässt sich eher als
Mechanismus zur dezentralen Koordination zwischen den Maschinen bezeichnen. Da es im Regelfall
unabhängig von der Zielgröße keine optimalen Reihenfolgen generiert, handelt es sich bei dem
4 Einsatzgebiete in der Produktion - 37 -
Verfahren um eine Heuristik. Das Verfahren greift nur ein, wenn die Warteschlange vor der Maschine
leer läuft, was eine Kombination mit anderen Planungsverfahren sinnvoll erscheinen lässt. Das
Verfahren ist also hinsichtlich der am Anfang der Ausführungen formulierten Anforderungen gut zur
Entstörung der betrieblichen Abläufe geeignet. Eine detaillierte Analyse im Vergleich zu ausgewählten
lokalen und globalen Prioritätsregeln liefert Holthaus (vgl. Holthaus 1996, S. 167 ff.). Mit der in den
vorherigen Ausführungen bereits betrachteten Zielgröße Durchlaufzeitenminimierung, erzielte das
Verfahren im Vergleich zu anderen Verfahren bei verschiedenen Parametervariationen stets
signifikant kleinere Durchlaufzeiten. Auch hinsichtlich anderer Zielgrößen (maximale Durchlaufzeit und
Termintreue) liefert das Verfahren überdurchschnittlich gute Ergebnisse.
Maschinenzuordnung durch marktähnliche Koordinationsmechanismen
Eine weitere Gruppe von Ansätzen, die zwar zumeist nicht die Reihenfolgebildung, sondern die
Zuordnung von Aufträgen zu Maschinen beinhalten, verwendet marktähnliche Koordinations-
mechanismen. Die Ansätze haben gemein, dass Maschinen (bzw. Maschinengruppen) ihre
Kapazitäten ausschreiben und Aufträge diese Angebote belegen können. Der Auftrag wählt nach
verschiedenen Kriterien (Kosten, Zeit o. ä.) die beste Maschine aus. Der Mechanismus gleicht somit
realen Marktsituationen, bei denen sich Anbieter- und Nachfragerstrukturen gegenüberstehen. In
traditionelle PPS-Ansätze werden Entscheidungen an zentraler Stelle getroffen, d. h. Entscheidungen
werden nicht am Ort des Entstehens der Daten getroffen. Kotschenreuther 1991 verweist in diesem
Zusammenhang als Analogie auf die Unterschiede von Planwirtschaft und Marktwirtschaft: „Während
im ersten Fall in einem Ministerium, weit entfernt vom zu planenden Geschehen, genaue Vorgaben
errechnet werden, die die Unternehmen dann nur mit Schwierigkeiten oder gar nicht einhalten können,
regelt sich dies in der Marktwirtschaft vor Ort. In der Planwirtschaft ist der Plan mit seinen
Unzulänglichkeiten das alles bestimmende Element, in der Marktwirtschaft koordinieren sich Angebot
und Nachfrage hauptsächlich über den Preis“ (Kotschenreuther 1991, S. 120). Folgt man dieser
Analogie so könnte man mit Hilfe von Modellen der Volkswirtschaft, die über Theorien über das
Funktionieren unterschiedlicher Wirtschaftssysteme verfügt, Ansätze zur dezentralen Steuerung der
Produktion ableiten. Kritisch bleibt allerdings anzumerken, dass die Modelle der Volkswirtschaft einige
Phänomene verschiedener Wirtschaftssysteme (noch) nicht erklären können und somit die Gefahr
besteht, dass man auf Basis falscher Erklärungen einer Wissenschaft Gestaltungsziele ableitet. Ein
Beispiel und eine entsprechenden simulative Bewertung eines marktähnlichen Koordinations-
mechanismus zur Auftragszuweisung liefern Mönch/Stehli 2003. Da oftmals nicht geklärt wird, nach
welchen Kriterien ein Auftrag eine Maschine auswählt, wird vorgeschlagen, dass dies auf Basis der
Maschinenstundensätze geschieht. Jedem Auftrag wird zu Beginn der Fertigung ein Budget
zugewiesen, das auf Basis der Gesamtbearbeitungszeit des Auftrags und seiner Priorität bemessen
wird. Die Maschinen fordern von den Aufträgen für ihre Bearbeitungsleistung einen Preis, der sich aus
dem Maschinenstundensatz und der Bearbeitungsdauer berechnet. Dieser Preis wird von dem Budget
des Auftrags abgezogen. Wurde ein Auftrag eine längere Zeit nicht mehr bearbeitet, da das Budget für
eine Bearbeitung nicht mehr ausreicht, wird es durch eine zentrale Instanz angepasst. Simulationen
zeigen, dass dieses Vorgehen im Vergleich zu einfachen dezentralen Koordinationsmechanismen (z.
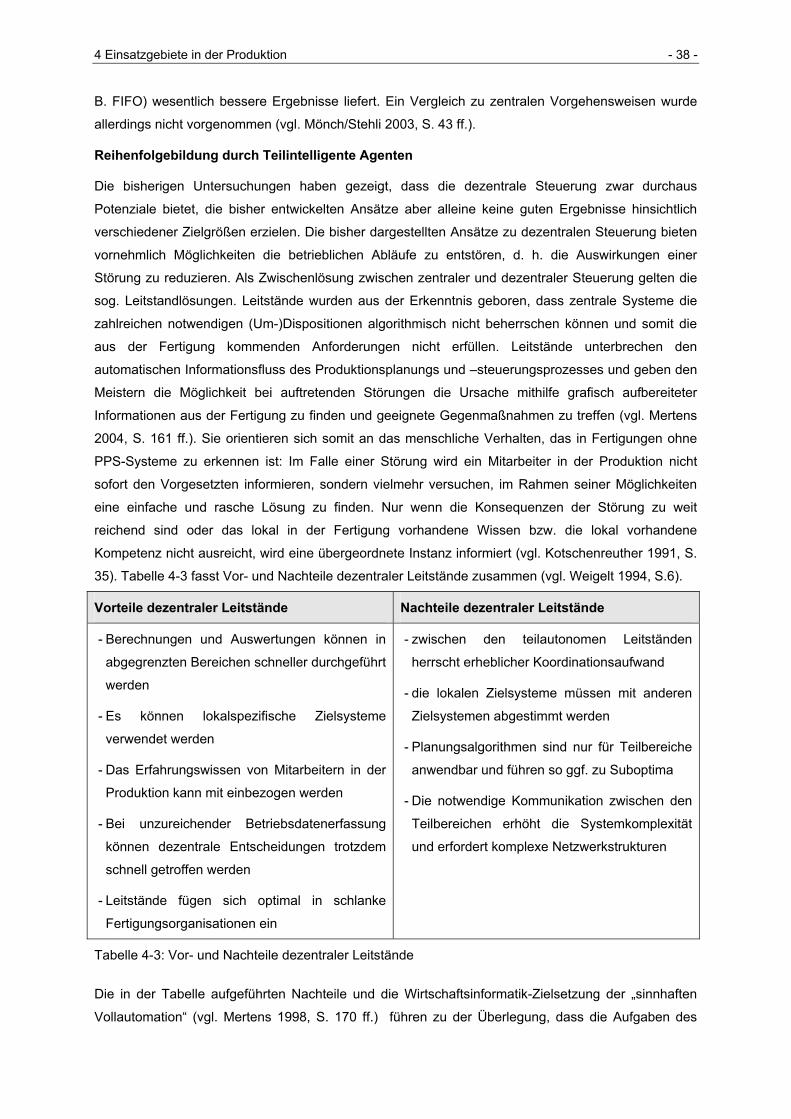
4 Einsatzgebiete in der Produktion - 38 -
B. FIFO) wesentlich bessere Ergebnisse liefert. Ein Vergleich zu zentralen Vorgehensweisen wurde
allerdings nicht vorgenommen (vgl. Mönch/Stehli 2003, S. 43 ff.).
Reihenfolgebildung durch Teilintelligente Agenten
Die bisherigen Untersuchungen haben gezeigt, dass die dezentrale Steuerung zwar durchaus
Potenziale bietet, die bisher entwickelten Ansätze aber alleine keine guten Ergebnisse hinsichtlich
verschiedener Zielgrößen erzielen. Die bisher dargestellten Ansätze zu dezentralen Steuerung bieten
vornehmlich Möglichkeiten die betrieblichen Abläufe zu entstören, d. h. die Auswirkungen einer
Störung zu reduzieren. Als Zwischenlösung zwischen zentraler und dezentraler Steuerung gelten die
sog. Leitstandlösungen. Leitstände wurden aus der Erkenntnis geboren, dass zentrale Systeme die
zahlreichen notwendigen (Um-)Dispositionen algorithmisch nicht beherrschen können und somit die
aus der Fertigung kommenden Anforderungen nicht erfüllen. Leitstände unterbrechen den
automatischen Informationsfluss des Produktionsplanungs und –steuerungsprozesses und geben den
Meistern die Möglichkeit bei auftretenden Störungen die Ursache mithilfe grafisch aufbereiteter
Informationen aus der Fertigung zu finden und geeignete Gegenmaßnahmen zu treffen (vgl. Mertens
2004, S. 161 ff.). Sie orientieren sich somit an das menschliche Verhalten, das in Fertigungen ohne
PPS-Systeme zu erkennen ist: Im Falle einer Störung wird ein Mitarbeiter in der Produktion nicht
sofort den Vorgesetzten informieren, sondern vielmehr versuchen, im Rahmen seiner Möglichkeiten
eine einfache und rasche Lösung zu finden. Nur wenn die Konsequenzen der Störung zu weit
reichend sind oder das lokal in der Fertigung vorhandene Wissen bzw. die lokal vorhandene
Kompetenz nicht ausreicht, wird eine übergeordnete Instanz informiert (vgl. Kotschenreuther 1991, S.
35). Tabelle 4-3 fasst Vor- und Nachteile dezentraler Leitstände zusammen (vgl. Weigelt 1994, S.6).
Vorteile dezentraler Leitstände Nachteile dezentraler Leitstände
- Berechnungen und Auswertungen können in
abgegrenzten Bereichen schneller durchgeführt
werden
- Es können lokalspezifische Zielsysteme
verwendet werden
- Das Erfahrungswissen von Mitarbeitern in der
Produktion kann mit einbezogen werden
- Bei unzureichender Betriebsdatenerfassung
können dezentrale Entscheidungen trotzdem
schnell getroffen werden
- Leitstände fügen sich optimal in schlanke
Fertigungsorganisationen ein
- zwischen den teilautonomen Leitständen
herrscht erheblicher Koordinationsaufwand
- die lokalen Zielsysteme müssen mit anderen
Zielsystemen abgestimmt werden
- Planungsalgorithmen sind nur für Teilbereiche
anwendbar und führen so ggf. zu Suboptima
- Die notwendige Kommunikation zwischen den
Teilbereichen erhöht die Systemkomplexität
und erfordert komplexe Netzwerkstrukturen
Tabelle 4-3: Vor- und Nachteile dezentraler Leitstände
Die in der Tabelle aufgeführten Nachteile und die Wirtschaftsinformatik-Zielsetzung der „sinnhaften
Vollautomation“ (vgl. Mertens 1998, S. 170 ff.) führen zu der Überlegung, dass die Aufgaben des
4 Einsatzgebiete in der Produktion - 39 -
Bedienungspersonals der Leitstände durch Software übernommen werden. Weigelt 1994 schlägt das
Konzept eines Teilintelligenten Agenten vor, der
- eine spezialisierte Systemeinheit relativ geringer Komplexität ist,
- eine wissensbasierte Komponente für eng umschriebene Teilaufgaben enthält,
- Interessen für Einheiten eines Betriebs wahrnimmt und
- über Koordinationsprinzipien mit anderen Teilintelligenten Agenten zusammenwirkt (vgl.
Weigelt 1994, S. 20).
Bei der Koordination der Teilintelligenten Agenten lassen sich die vier Koordinationsprinzipien
Autonomie (jeder Teilintelligente Agent verfolgt seine Ziele und löst seine Probleme autonom),
Hierarchie (die Teilintelligenten Agenten stehen in einem hierarchischen Verhältnis zueinander),
Kooperation (die Teilintelligenten Agenten kooperieren miteinander) und Konkurrenz (die
Teilintelligenten Agenten konkurrieren untereinander) unterscheiden (vgl. Weigelt 1994, S. 22). Die
Teilintelligenten Agenten übernehmen somit Aufgaben des Bedienungspersonals der Leitstände und
ahmen durch die Koordinationsprinzipien die Problemlösung von Teams nach. Der letzte Ansatz geht
zwar über den Untersuchungsgegenstand (Ubiquitous Computing in der Produktion als Kopplung von
physischen Gegenständen der Produktion mit informationstechnischen Komponenten) hinaus,
dennoch verhält er sich konform mit der Zielsetzung „Dezentralisierung“ (vgl. Hansmann 2001, S. 18
ff.) des Ubiquitous Computing und ist somit von starkem Interesse. Auch Untersuchungen der
Performance von wissensbasierten Ansätzen zur Produktionssteuerung bzw. Produktionsfeinplanung
(vgl. Schultz/Mertens 2000, S. 56 ff.) lassen diesen Ansatz, bei dem es sich ja im weiteren Sinne um
ein verteiltes wissensbasiertes System handelt, auf gute Ergebnisse hoffen.
In den vorangegangenen Erläuterungen wurde untersucht, inwieweit Ubiquitous Computing-
Technologien Potenziale bei der Reihenfolgeplanung eröffnen. Ausgangspunkt der Untersuchung
waren lokale Prioritätszahlen, die eine völlig dezentrale Steuerung der Produktion ermöglichen.
Gegenüber einer zentralen Planung führen Prioritätskennzahlen bei statischen Bearbeitungszeiten zu
suboptimalen Bearbeitungsreihenfolgen. Es wurde weiter argumentiert, dass selbst bei schwankenden
Bearbeitungszeiten ein Festhalten an der mit den Erwartungswerten der Bearbeitungszeiten
bestimmten optimalen Bearbeitungsreihenfolge vorteilhaft ist, da sich der kritische Pfad i. d. R. nur
abschnittsweise ändern wird. Auf diese Erkenntnis aufbauend, wurde eine Kombination der zentralen
Planung mit dezentralen Prioritätskennzahlen angeregt. Die lokalen Prioritätszahlen sollen zur
Anwendung kommen, wenn Indizien dafür vorliegen, dass der kritische Pfad sich geändert hat.
In den weitergehenden Ausführungen wurde mit der Vorausschauenden Auftragsnachfrage (VANF)
ein dezentraler Mechanismus vorgestellt, der eine Kommunikationskomponente bei den Maschinen
voraussetzt. Maschinen können bei diesem Verfahren als einfache kooperierende Agenten betrachtet
werden, da sie mit anderen Agenten agieren um ein gemeinsames Ziel zu erreichen. Die
Anforderungen an die Datenverarbeitungskapazitäten des Agenten sind relativ gering, da er nur sehr
einfache Logik abarbeiten muss („Wenn Warteschlange leer, kommuniziere mit anderen Maschinen“,
„Wähle Auftrag aus, der frühestmöglich verfügbar ist“). Komplexere Logik ist für die Realisierung von
4 Einsatzgebiete in der Produktion - 40 -
marktähnlichen Koordinationsmechanismen notwendig, die im Anschluss vorgestellt wurden. Die
Objekte der Produktion (Maschinen/Aufträge) ahmen bei dieser Koordinationsform das in realen
Märkten beobachtbare Verhalten der Wirtschaftssubjekte einer Marktwirtschaft nach. Die Aufträge
haben ein Budget, welches sie nutzen können, Belegungszeiten von Maschinen zu kaufen.
Der letzte vorgestellte Ansatz ist im engeren Sinne kein dezentraler Ansatz mehr. Mit dem Konzept
der Leitstände werden Elemente der zentralen und der dezentralen Koordination verbunden. Durch
die Verwendung von Teilintelligenten Agenten auf Leitstandsebene sollen die Aufgaben, die in
klassischen Fertigungen Meister ausgeführt haben, durch Agenten teilweise übernommen werden. Da
die komplexe Koordination auf Leitstandebene stattfindet, sind die Anforderungen an die technische
Ausstattung der Maschinen und der Aufträge relativ gering.
4.2.2 Produktionslogistik
In Kapitel 4.1 wurde dargelegt, dass etablierte PPS-Systeme anfällig gegenüber Störungen des
Produktionsablaufes sind. Als eine weit verbreitete Ursache für Störungen im Produktionsablauf
wurden Fehler in der Produktionslogistik genannt (vgl. Jansen 2004, S. 33 f.). Im Folgenden soll
deshalb untersucht werden inwieweit Ubiquitous Computing-Technologien Potenziale bieten die
Steuerung der Produktionslogistik, im speziellen die Materialflusssteuerung, zu dezentralisieren und
somit helfen solche Fehler zu vermeiden, bzw. die mit den Fehlern verbundenen Störungen zu
relativieren. Dazu werden zunächst die relevanten Problemstellungen der Produktionslogistik
dargestellt. Anschließend werden mit dem Routing auf Basis von Internet-Mechanismen und dem
Routing auf Basis von aus der Natur inspirierten Mechanismen zwei Konzepte zur
Materialsflusssteuerung vorgestellt, die mit Hilfe von Ubiquitous Computing-Technologien realisiert
werden können und Potenzial bieten die Anfälligkeit gegenüber Störungen zu reduzieren.
Die Produktionslogistik umfasst alle Aktivitäten, die mit der Versorgung der Produktionsprozesse mit
Einsatzgütern (Roh-, Hilfs und Betriebsstoffe sowie Halbfertigerzeugnisse und Komponenten) und der
Übergabe von Fertig- und Halbfertigprodukten an das das Absatzlager in Zusammenhang stehen (vgl.
Jünemann/Beyer 1998, S. 22). Integraler Bestandteil der Produktionslogistik ist die Betrachtung des
Materialflusses, der als Verkettung aller Vorgänge beim Gewinnen, Verarbeiten sowie bei der
Verteilung von Gütern innerhalb festgelegter Bereiche definiert werden kann. Die Steuerung des
Materialflusses kann extrem komplex sein, da der Materialfluss, um Variantenvielfalt, Redundanzen
und Sortierfunktionen zu erlauben, in der Regel nicht linear, sondern verzweigt ist (vgl. Lorentz 2003,
S. 1). Zunehmend kommen deshalb automatische Systeme, d. h. rechnergestützte Systeme zur
Steuerung des Materialflusses zum Einsatz. Bei der Struktur der Steuerungssysteme lassen sich
zentrale und dezentrale Steuerungssysteme unterscheiden. Gegen eine rein zentrale Steuerung des
Materialflusses sprechen die hohe Anfälligkeit gegenüber Störungen (ein Ausfall des Zentralrechners
hat zur Folge, dass das gesamte System ausfällt) und die durch die Komplexität des Materialflusses
bedingten extrem hohen Anforderung an die Rechnerkapazitäten. Moderne Systeme zur Steuerung
4 Einsatzgebiete in der Produktion - 41 -
des Materialflusses sind somit auch in den meisten Fällen dezentral strukturiert, wenn auch mit einer
zentralen Komponenten, die die Steuerung koordiniert (vgl. Jünemann/Beyer 1998, S. 142 f.).
Routing auf Basis von Internet-Mechanismen
In einem dezentralen System zur Steuerung des Materialflusses kommt den sog. Routing-Algorithmen
besondere Bedeutung zu. Unter dem englischen Begriff für Verkehrslenkung (Routing) wird die
Auswahl und Kombination von Wegabschnitten zu einer Strecke für den Transport einer
Materialeinheit von einer Quelle zu einer Senke unter der Berücksichtigung einer Zielgröße (kürzester
Weg, schnellster Weg) verstanden. Man unterscheidet dabei adaptive und nicht adaptive Routing-
Algorithmen. Bei nicht adaptiven Routing-Algorithmen ist das Streckennetz fest vorgegeben. Bei
adaptiven Routing-Algorithmen kann sich das Streckennetz ändern. Vor dem Hintergrund, dass
Produktionen wie in Kapitel 4.1 erläutert heutzutage sehr flexibel gestaltet sein müssen, sind die
adaptiven Routing-Algorithmen von besonderem Interesse. Derzeit finden die adaptiven Routing-
Algorithmen in der wissenschaftlichen Literatur im Bereich des Internets größte Beachtung (vgl.
Lorentz 2003, S. 23 ff.). Das Internet ähnelt einem komplexen Materialflusssystem sehr stark. Das
Internet besteht aus einer nicht fest definierten Menge an Knoten, die über Netzwerke untereinander
kommunizieren. Informationen werden paketweise, mit einer Zieladresse versehen losgeschickt. Der
Weg der Pakete ist zum Zeitpunkt des Abschickens des Paketes nicht festgelegt. Auch gibt es keine
zentrale Instanz, die das Internet kontrolliert und steuert, d. h. das Routing muss dezentral geschehen.
Das Routing wird im Internet in der Regel mittels dynamischer Tabellen organisiert. Die dynamischen
Tabellen werden auf sog. Router verwaltet und enthalten Informationen (Auslastungen,
Fehlerzustände) über mögliche Verbindungen zu den verschiedenen Knoten. Da sich die
Bedingungen im Internet u. U. ständig verändern, werden die Tabellen in bestimmten Zeitabständen
an die aktuellen Bedingungen angepasst. Anhand dieser Tabelle und in Kooperation mit anderen
Routern, können die Router den optimalen Weg des Pakets bestimmen (vgl.
Coulouris/Dollimore/Kindberg 2002, S. 108 ff.). Die Bestimmung erfolgt auf Basis des sog. „Bellman-
Ford-Algorithmus“, dessen Grundlagen 1957 von Bellman veröffentlicht wurden und der von Ford und
Fulkerson 1962 zu einen verteilten Algorithmus weiterentwickelt wurde (vgl. Bellman 1957 und
Ford/Fulkerson 1962). Jeder Router-Knoten in diesem Algorithmus verfügt über eine Tabelle, in der
für jede mögliche Zieladresse der nächste Wegabschnitt („Hop“) und die Kosten aufgeführt werden.
Kommt ein Paket bei einem Router an, so kann er anhand der Tabelle das Paket über den
entsprechenden Wegabschnitt an den nächsten Knoten weiterleiten. In zeitlichen Abständen oder
wenn Änderungen an der lokalen Tabelle beispielsweise aufgrund von nicht erreichbaren
Nachbarknoten vorgenommen werden, werden die Tabellen an die benachbarten Knoten
weiterverschickt. Der benachbarte Knoten vergleicht diese Tabelle mit der eigenen Tabelle. Enthält
die empfangene Tabelle „günstigere“ Routen zu bekannten Knoten oder Routen zu neuen Routen,
werden diese in die eigene Tabelle übernommen. Ford/Fulkerson 1962 konnten zeigen, dass der
Algorithmus sicherstellt, dass die Router die besten Routen zu jedem Ziel erkennen (konvergieren),
nachdem es Änderungen im Netzwerk gegeben haben (vgl. Coulouris/Dollimore/Kindberg 2002, S.
111 f.).
4 Einsatzgebiete in der Produktion - 42 -
Mit der Ubiquitous Computing-Technologien kann dieses Vorgehen auf die innerbetriebliche Logistik
übertragen werden. Als Quellen und Senken werden Maschinen und Läger betrachtet. Die Router-
Knoten können Start- und Endpunkte von Fördersystemen (Fließbänder, Flurförderfahrzeuge etc.)
sein, die durch die Fördersysteme untereinander verbunden sind.5 Die zu transportierenden
Materialien haben eine eindeutige Identifizierung und anhand der am Objekt gespeicherten
Arbeitspläne kann abgeleitet werden, zu welchem Ziel sie transportiert werden müssen. Analog zum
Internet werden die Streckenabschnitte anhand der „Übertragungsrate“, d. h. wie viele Pakete bzw.
Materialeinheiten können pro Zeiteinheit auf diesem Streckenabschnitt transportiert werden und
Übertragungsgeschwindigkeiten, d. h. wie lange benötigt ein Paket, bewertet. Da die zu
transportierenden Materialien in der Produktionslogistik jedoch nicht einheitlich sind, müssen diese in
Gruppen mit Materialien mit gleichen Anforderungen an das Fördersystem eingeteilt werden. So ist es
beispielsweise möglich, die Materialien anhand der notwendigen Ladungsträger (Paletten,
standardisierte Behälter etc.) aufzuteilen. Jeder dieser Gruppe muss für jeden Streckenabschnitt eine
Bewertung zugeordnet werden. Kann eine Gruppe auf einem Streckenabschnitt nicht transportiert
werden, so wird dieser Streckenabschnitt mit ∝ bewertet.
Der erläuterte Bellman-Ford-Algorithmus stellt zwar das Grundprinzip des Routings im Internet dar,
dennoch gibt es eine Reihe von Erweiterungen, die auch bei der Übertragung des Konzeptes auf die
Produktionslogistik Beachtung finden sollte. So ist es beispielsweise möglich auf höheren
Protokollschichten virtuelle Verbindungen mit einer zugesicherten Dienstgüte zu reservieren.
Übertragen auf die Produktionslogistik können so Pakete mit hoher Priorität über reservierte
Verbindungen zu transportieren. Ein weiterer Ansatzpunkt wären marktliche Koordinationsprinzipien
bei denen die zu transportierenden Materialien Budgets bekommen, mit denen sie
Transportkapazitäten „kaufen“ können. Die Kosten der Transportkapazitäten könnten sich dann
beispielsweise nach den Übertragungsgeschwindigkeiten richten. Durch diesen marktähnlichen
Koordinationsmechanismus kann gewährleistet werden, dass die Transportkapazitäten gleichmäßig
ausgelastet werden.
Dass die Konzepte des Internets zur Materialflusssteuerung in der Produktion genutzt werden kann,
hat beispielsweise Lorentz 2003 anhand eines Prototypen gezeigt (vgl. Lorentz 2003, S. 31 ff.). Die
Entwicklungen im Bereich der Ubiquitous Technologien könnten den Einsatz des Konzepts in der
Praxis näher rücken lassen.
Routing auf Basis von aus der Natur inspirierten Mechanismen
Einen weiteren Ansatzpunkt zur Dezentralisierung der Materialflusssteuerung findet man in der Natur.
Ameisenstaaten sind ein typisches Beispiel für ein dezentrales Logistiksystem. Ameisen denken und
handeln dezentral. Es gibt keine übergeordnete Instanz, die den Staat lenkt (vgl. Johnson 2001, S. 73
ff.). Die Logistik versucht immer wieder Konzepte der Natur zu nutzen um Logistiksysteme effizienter
zu gestalten. Während bisherige Ansätze das Verhalten der Ameisen im virtuellen Raum durch
Software-Agenten nachahmen, kann es durch den Einsatz von Ubiquitous Computing-Technologien in
die betriebliche Realität übertragen werden. Ansatzpunkt vieler Betrachtungen in der 5 Maschinen und Läger können somit gleichzeitig Quelle/Senke und Router sein.
4 Einsatzgebiete in der Produktion - 43 -
wissenschaftlichen Literatur zur Logistik ist die Analyse wie Ameisen den Transport von Futter,
Puppen, Material etc. dezentral organisieren. Eine Schlüsselrolle kommt dabei speziellen chemischen
Botenstoffen, den sog. Pheromonen zu (vgl. Tentschert 2000, S. 9 ff.). Ameisen sondern auf
Futtersuche Pheromone aus und markieren so ihren Weg. Ist ihre Futtersuche erfolgreich und kehren
sie auf dem gleichen Weg zurück, verstärkt sich die Pheromonkonzentration und andere Ameisen
können anhand dieser verstärkten Konzentration den Weg zum Futter finden. Durch ein sehr einfach
imitierbares Verhalten können also komplexe Optimierungsprobleme gelöst werden. Anwendung
finden diese Erkenntnisse beispielsweise bei dem Routing im Internet. Virtuelle Ameisen durchstöbern
das Internet und sondern digitale Pheromone ab, mit denen der Weg, den sie gegangen sind markiert
wird. Ein Teil der anderen Ameisen folgen diesen Weg falls er hohe Pheromonkonzentration aufweist,
ein anderer Teil durchstöbert weiterhin das Internet um Alternativrouten zu suchen (vgl.
Bonabeau/Meyer 2001, S. 40 f.). Wie schon oben gezeigt, können die Konzepte des Routing im
Internet grundsätzlich, zum Teil mit einigen Anpassungen, auch auf die Materialflusssteuerung
übertragen werden. Die digital abzubildenden Pheromone können Informationen über das Ziel des
absondernden Ladungsträgers enthalten. Da eine Markierung der Routen mit digitalen Pheromonen
nicht möglich ist, müssen die Start- und Endknoten der Fördersysteme als „Pheromonträger“ dienen.
Sie müssen also eine Tabelle verwalten, in der die Pheromonkonzentrationen der von ihnen
ausgehenden Routen gespeichert werden. Auch wenn in der Natur die Schwarmregeln durch die
Ameise abgearbeitet werden, können diese im Falle der Materialflusssteuerung auch auf dem
Routing-Knoten abgelegt sein.
Kritisch bleibt aber anzumerken, dass es keinen formalisierten Weg gibt die auf den ersten Blick sehr
simpel aufgebauten Schwarmregeln für ein bestimmtes Problem herzuleiten. Zumeist ist man dabei
auf Intuition, Erfahrung und Glück angewiesen (vgl. Stieler 2004, S. 119).
4.2.3 Instandhaltung
Die Instandhaltung hat die Erhaltung und Wiederherstellung der Funktionstüchtigkeit von
Betriebsmitteln zur Aufgabe (vgl. Herzig 1975, S. 815). Die Instandhaltung ist notwendig, da Anlagen
durch ihre Nutzung eine Abnutzung erleiden, die mit einer Verschlechterung bis in zu einem Ausfall
der Anlage einhergeht. Der Verschleiß einer Anlage lässt sich in zwei Gruppen einteilen (vgl. Corsten
1998, S. 359):
- Der Gebrauchsverschleiß umfasst den Verschleiß, der durch den Einsatz der Anlage
verursacht wird. Er wird maßgeblich durch die Prozessbedingungen beeinflusst.
- Der Zeitverschleiß ist unabhängig von der Anlagennutzung und wird deshalb auch als
ruhender Verschleiß bezeichnet.
Da der ruhende Verschleiß unabhängig von der Anlagennutzung auftritt, können die
Instandhaltungsmaßnahmen relativ unproblematisch geplant werden. Zumeist werden die
4 Einsatzgebiete in der Produktion - 44 -
Instandhaltungsmaßnahmen periodisch eingeplant und in Abstimmung mit der Produktionsplanung
durchgeführt.
In der Literatur zum Ubiquitous Computing wird immer wieder die Möglichkeit mit Ubiquitous
Computing-Technologien ein On Condition Maintenance zu realisieren diskutiert. Darüber hinaus ist
es denkbar, dass die Planung und Steuerung der Instandhaltung durch marktähnliche
Koordinationsmechanismen auf Basis von Ubiquitous Computing-Technologien dezentralisiert wird
und eine effizientere Abstimmung mit der Planung und Steuerung der Produktion erfolgen kann. Diese
beiden Konzepte werden im Folgenden vorgestellt.
On Condition Maintenance
Die Instandhaltungsmaßnahmen, die durch den Gebrauchsverschleiß notwendig werden, sind
schwieriger zu planen. Zwar schreiben die Wartungshandbücher der Maschinen i. d. R.
Wartungsintervalle vor (bspw. nach wie vielen Betriebsstunden eine Maschine gewartet muss), die
Abschätzung des nächsten Wartungstermins ist jedoch an Vergangenheitswerte gebunden. D.h. es
kann vorkommen, dass Wartungstermine angesetzt werden, obwohl das Wartungsintervall noch nicht
erreicht bzw. schon überschritten wurde (vgl. Prause/Heinrich 2005, S. 13). Auch die Festlegung der
Wartungsintervalle durch den Hersteller geschieht relativ willkürlich oder auf der Basis von Worst-
Case-Szenarien, da der Hersteller die auftretenden Prozessbedingungen a prio in der Regel nicht
kennen wird. Mit Ubiquitous Computing kann die retrograde Ermittlung von Wartungsintervallen
wesentlich vereinfacht werden. Wenn die Maschine mit informationstechnischen Komponenten
ausgestattet ist, können diese genau festhalten welchen Belastungen die Maschine ausgesetzt wurde.
So kann die Betriebsstundenzahl bspw. mit dem Belastungsgrad kombinieren werden, um eine
genauere Messzahl für die Abnutzung zu erhalten. Als Nebeneffekt kann so auch automatisch
festgehalten, welche Belastungen pro Auftrag an der Maschine auftreten. So können die
Instandhaltungskosten, die im Allgemeinen als Gemeinkosten gehandhabt werden, den einzelnen
Aufträgen verursachungsgerecht zugeteilt werden. In einem weiteren Schritt könnte man die
Annahme, dass die Abnutzung in direktem Zusammenhang mit dem Gebrauch der Maschine
zusammenhängt aufgeben, indem man laufend direkte Indikatoren für die Abnutzung einer Maschine
misst. So können Messgrößen, wie Lagerspiel, Spannungsabfall, Druckabfall, Temperaturabfall
Hinweise auf eine Abnutzung sein. In diesem Zusammenhang spricht man auch von On Condition
Maintenance (vgl. Mertens et al. 2005, S. 191 f.). Da die Abnutzung laufend überwacht wird, können
Instandsetzungsmaßnahmen bei dem ersten Anzeichen einer nahenden Störung von der Maschine
angefordert werden. Kostenintensiven Maschinenstillständen könnte so ggf. vorgebeugt werden.
Voraussetzung für eine On Condition Maintenance ist, dass die informationstechnische Komponente
über Sensoren verfügen, die den Zustand der Maschine erfassen können und dass sie in der Lage
sind diese Informationen auszuwerten und ggf. an andere Systeme zu kommunizieren.
Marktähnlichen Koordination der Instandhaltung
Die Instandhaltung wird von sog. Instandhaltungsplanungs- und –steuerungs(IPS)-Systemen geplant
und gesteuert, die in ihrer Funktionalität PPS-Systemen ähneln. Bei der Terminierung der
Instandhaltung können starke Interpendenzen mit der Produktionsplanung auftreten, insbesondere
4 Einsatzgebiete in der Produktion - 45 -
dann, wenn an den Maschinen rund um die Uhr gearbeitet wird und ein Instandsetzung während
Ruhephasen somit nicht möglich ist. Um einen reibungslosen Fertigungsprozess zu gewährleisten,
müssen längerfristige Instandsetzungsmaßnahmen in die Grobterminierung und kurzzeitige
Instandsetzungsmaßnahmen in die Feinterminierung mit einbezogen werden. Gerade im Bezug auf
die in Kapitel 4.2.1 erläuterte Reihenfolgeplanung ergeben sich durch den Einsatz von Ubiquitous
Computing-Technologien Potenziale. So könnten bei der erläuterten marktähnlichen Koordination von
Reihenfolgen bzw. Auftragszuordnungen die Maschinen als Anbieter auftreten, die die Kosten für eine
Belegung auf der Maschine bei notwendiger Wartung erhöht. So wird eine Belegung zwar nicht
kategorisch verhindert, jedoch unwahrscheinlicher. Die Instandsetzungsmaßnahmen können von den
Maschinen für Zeiträume angefordert werden, die nicht belegt sind. Dieser Marktmechanismus sorgt
dafür, dass die Instandhaltungsarbeiten in Zeiträumen stattfinden, in denen die Fertigungskapazitäten
nicht zu stark beansprucht werden. Die Bedürfnisse der Fertigungsplanung und die Bedürfnisse der
Instandhaltungsplanung finden gleichermaßen Berücksichtigung.
4.2.4 Qualitätskontrolle/Rückverfolgbarkeit
Die Qualitätskontrolle ist ein wesentlicher Bestandteil der Qualitätssicherung, die alle Maßnahmen
umfasst, die die Schaffung und Erhaltung der Eignung von Produkten für einen bestimmten
Verwendungszweck dienen. Zentraler Punkt der Qualitätskontrolle ist der Vergleich von Ist- und Soll-
Zuständen der Produktqualität um negative Abweichungen der Produktqualität (Fehler) festzustellen.
Die identifizierten fehlerhaften Produkte werden ausgesondert oder einer Nachbearbeitung zugeführt
und es wird eine Ursachenanalyse durchgeführt um gleichartige Fehler zukünftig zu vermeiden (vgl.
Corsten 1998, S. 186). Ausgehend von der Annahme, dass alle Produkte, Halbfabrikate, Materialien
(bzw. ihre Ladungsträger) und Betriebsmittel mit informationstechnischen Komponenten ausgestattet
sind, können in beiden Bereichen, im Bereich der der Fehleridentifikation und im Bereich der
Ursachenanalyse, große Potenziale erschlossen werden.
Bei reinen Montageprozessen (synthetische Produktion) kann genau dokumentiert werden, welche
Materialien und Halbfabrikate verbaut werden. Dies kann entweder geschehen, indem die an den
verbauten Teilen gespeicherten Informationen an das montierte Produkt übertragen oder indem man
die Informationen am verbauten Teil belässt. Während des Montageprozesses kann anhand von am
Produkt mitgeführten Stücklisten überprüft werden, ob die richtigen Bauteile montiert werden. Sobald
Fehler auftreten, kann das Produkt selber Nacharbeit anfordern, bzw. sich selbst aussondern. Der
Einsatz von Ubiquitous Computing-Technologien zur Sicherstellung, dass dir richtigen Teile verbaut
werden, macht insbesondere in Fertigungen mit variantenreichen Produkten und hohen
Fehlerfolgekosten Sinn. So werden bspw. in der Automobilproduktion Kabelstränge mit RFID
gekennzeichnet um sicherzustellen, dass nur der für die entsprechende Konfiguration des Autos
benötigte Kabelbaum verbaut wird. Auch Teile, die aufgrund gesetzlicher Vorgaben in bestimmten
Konfigurationen verbaut werden müssen (Prallschutz etc.), werden z. T. mit RFID gekennzeichnet
(vgl. Strassner/Plenge/Stroh 2005, S. 186).
4 Einsatzgebiete in der Produktion - 46 -
Bei Reifeprozessen sind oftmals die Umweltbedingungen unter denen der Prozess stattfindet für die
Qualität des Produktes von entscheidender Bedeutung. Ubiquitous Technologien können helfen, die
Reifeprozesse zu überwachen und sie können bei Abweichen von bestimmten Umweltbedingungen
andere Systeme benachrichtigen. Bei Produkten, deren Reifeprozess nur schwer steuerbar ist, da
bspw. die Ausgangsprodukte von verschiedener Qualität sind, hat diese dezentrale Überwachung der
Reifeprozesse gegenüber einer zentralen Überwachung den Vorteil, dass die Qualität für jedes
Produkt individuell sichergestellt wird. So werden beispielsweise die Schinken einer spanischen Firma
am Anfang des Reifeprozesses mit einem Mikrochip ausgestattet, der während des Reifeprozesses
laufend prozessrelevante Daten, wie Wassergehalt, Gewicht, Temperatur und Fettgehalt misst und
sammelt (vgl. Fleisch/Mattern/Billinger 2003, S. 10). Dies ermöglicht es, dass der Schinken, obgleich
er anfangs von unterschiedlicher Qualität ist (z. B. aufgrund von verschiedenen Futterarten) ist, einen
individuell optimal gestalteten Reifeprozess widerfährt.
Bei sehr komplexen Fertigungsvorgängen, die sowohl mechanische als auch elektronische und
physikalisch-chemische Teilprozesse umfassen, gestaltet sich die Fehlerursachenanalyse besonders
schwierig. Zwar ist die Feststellung eines Fehlers oftmals relativ einfach, die verursachende Stelle für
den Fehler in der Produktion (z. B. Temperaturschwankungen) ist aber aufgrund starker
Wechselwirkungen zwischen den Prozessschritten nur sehr schwer zu ermitteln (vgl. Mertens et al.
2005, S. 186). Gerade wenn die Funktionstüchtigkeit eines Produktes erst am Ende der Produktion
überprüft werden kann, ist die Dokumentation aller Prozessschritte inklusive aller Parameter der
Prozessschritte deshalb extrem wichtig. Es muss genau nachvollziehbar sein, welchen Bedingungen
das Produkt ausgesetzt war, damit auf die Fehlerursache geschlossen werden kann. Da Ubiquitous
Computing-Technologien durch integrierte Sensortechnologie die Möglichkeit bieten diese
Dokumentation permanent und direkt am Objekt durchzuführen, eröffnen sie große Potenziale. Neben
eigenen Sensoren, müssen die informationstechnischen Komponenten aber auch über Schnittstellen
zu den Betriebsmitteln verfügen, damit sie auf Betriebsdaten der Betriebsmittel (z. B. Temperaturen,
Drehzahlen etc.) zugreifen können. Nachteilig bei einer dezentralen Dokumentation ist der schlecht
durchführbare Vergleich einer großen Anzahl defekter Produkte, um bspw. systematische Fehler mit
statistischen Verfahren o. ä. zu identifizieren.
Auch die Prozessdokumentation im Rahmen von Qualitätsnormen (DIN EN ISO 9000, QS 9000, VDA
6.1 etc.), kann durch den Einsatz von Ubiquitous Computing-Technologien automatisiert werden. Da
die Prozessdokumentation auf Produktinstanzebene stattfindet, ist es auch möglich kundenindividuelle
Prozessdokumentationen am Objekt zu speichern. So kann man die Prozessdokumentation des
Kunden so ausgestalten, dass sie den regionalen Anforderungen des Absatzgebietes (z. B. UL-Norm
in Nordamerika) gerecht wird. Die gesetzlichen Vorgaben über die Rückverfolgbarkeit, die in den
letzten Jahren zunehmend vorangetrieben werden, verleihen den Einsatz von Ubiquitous Computing-
Technologien zur Prozessdokumentation zusätzliche Attraktivität.
Da Prozessdokumentation für die Ursachenanalyse und für die Rückverfolgbarkeit auch nach Verkauf
der Produkte zur Verfügung stehen muss, ist die Erstellung eines digitalen Pendants der
4 Einsatzgebiete in der Produktion - 47 -
Prozessdokumentation in einer zentralen Datenbank nach der Abarbeitung aller Prozesse oder schon
nach Beendigung einzelner Produktionsprozesse nicht vermeidbar.
4.3 Zusammenfassung
In den vorangegangen Abschnitte wurde dargestellt, wie Ubiquitous Computing-Technologien in der
Produktion eingesetzt werden können. Ausgehend von den Herausforderungen denen die Produktion
aufgrund der Änderungen auf den Absatzmärkten gegenübersteht, wurden Problembereiche
identifiziert in denen Ubiquitous Computing-Technologien Verbesserungspotenziale eröffnen. In den
anschließenden Abschnitten wurde für jeden dieser Problembereiche detailliert dargestellt, wie
Ubiquitous Computing-Technologien zum Einsatz kommen könnten bzw. kommen.
Zusammenfassend lässt sich feststellen, dass es durch Ubiquitous Computing-Technologien zu einer
Verlagerung von einer zentralen zu einer dezentralen Ausrichtung der Planung, Steuerung und
Dokumentation der Produktion kommt. Es ist aber auch festzustellen, dass eine völlige
Dezentralisierung nicht durchführbar bzw. nicht sinnvoll ist. Die durch Ubiquitous Computing-
Technologien ermöglichte dezentrale Koordinationen sollte vielmehr in Bereichen in denen die
zentrale Koordination aufgrund der hohen Komplexität an ihre Grenzen stößt ergänzend eingesetzt
werden. Darüber hinaus unterstützen Ubiquitous Computing-Technologien auch herkömmliche
Koordinationsansätze, indem sie es ermöglichen Prozesse, die vorher ungelenkt stattgefunden haben,
da sie nicht zentralen Systemen abbildbar waren, in die Planung, Steuerung und Kontrolle mit
einzubeziehen.
In folgender Tabelle werden die Einsatzgebiete von Ubiquitous Computing-Technologien in der
Produktion und die daraus resultierenden technischen Anforderungen zusammengefasst (vgl. Tabelle
4-4)
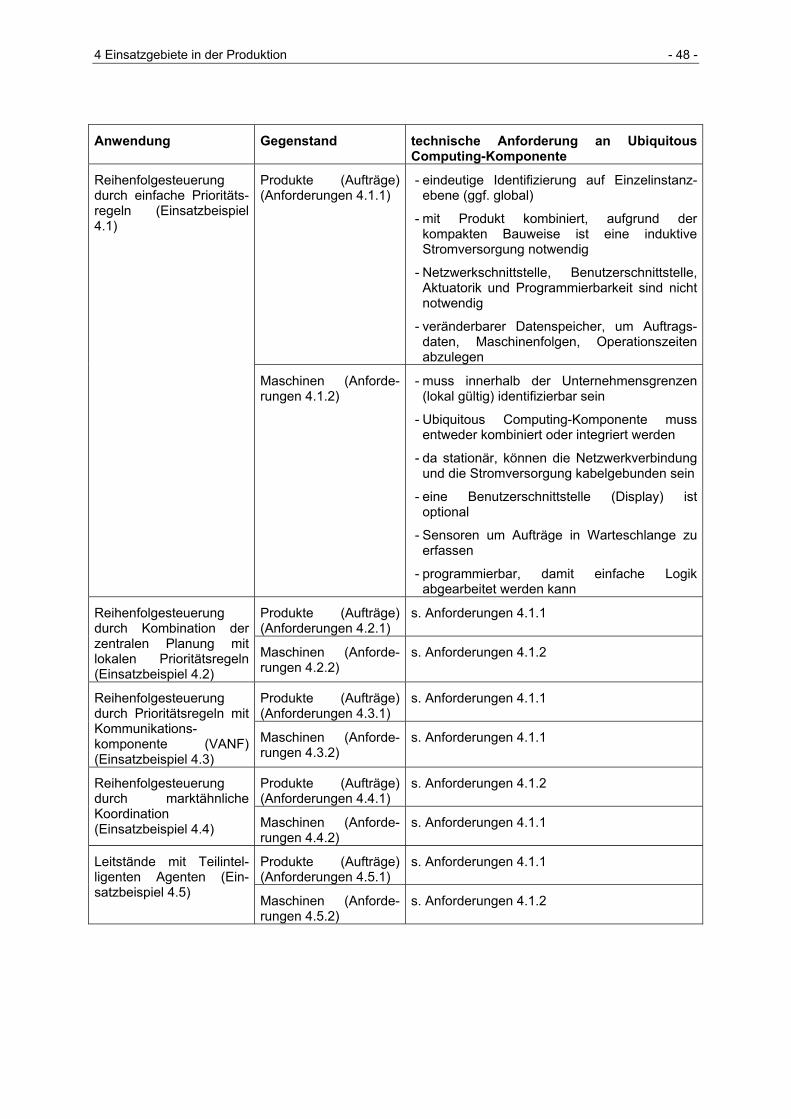
4 Einsatzgebiete in der Produktion - 48 -
Anwendung Gegenstand technische Anforderung an Ubiquitous Computing-Komponente
Produkte (Aufträge) (Anforderungen 4.1.1)
- eindeutige Identifizierung auf Einzelinstanz-ebene (ggf. global)
- mit Produkt kombiniert, aufgrund der kompakten Bauweise ist eine induktive Stromversorgung notwendig
- Netzwerkschnittstelle, Benutzerschnittstelle, Aktuatorik und Programmierbarkeit sind nicht notwendig
- veränderbarer Datenspeicher, um Auftrags-daten, Maschinenfolgen, Operationszeiten abzulegen
Reihenfolgesteuerung durch einfache Prioritäts-regeln (Einsatzbeispiel 4.1)
Maschinen (Anforde-rungen 4.1.2)
- muss innerhalb der Unternehmensgrenzen (lokal gültig) identifizierbar sein
- Ubiquitous Computing-Komponente muss entweder kombiniert oder integriert werden
- da stationär, können die Netzwerkverbindung und die Stromversorgung kabelgebunden sein
- eine Benutzerschnittstelle (Display) ist optional
- Sensoren um Aufträge in Warteschlange zu erfassen
- programmierbar, damit einfache Logik abgearbeitet werden kann
Produkte (Aufträge) (Anforderungen 4.2.1)
s. Anforderungen 4.1.1 Reihenfolgesteuerung durch Kombination der zentralen Planung mit lokalen Prioritätsregeln (Einsatzbeispiel 4.2)
Maschinen (Anforde-rungen 4.2.2)
s. Anforderungen 4.1.2
Produkte (Aufträge) (Anforderungen 4.3.1)
s. Anforderungen 4.1.1 Reihenfolgesteuerung durch Prioritätsregeln mit Kommunikations-komponente (VANF) (Einsatzbeispiel 4.3)
Maschinen (Anforde-rungen 4.3.2)
s. Anforderungen 4.1.1
Produkte (Aufträge) (Anforderungen 4.4.1)
s. Anforderungen 4.1.2 Reihenfolgesteuerung durch marktähnliche Koordination (Einsatzbeispiel 4.4) Maschinen (Anforde-
rungen 4.4.2) s. Anforderungen 4.1.1
Produkte (Aufträge) (Anforderungen 4.5.1)
s. Anforderungen 4.1.1 Leitstände mit Teilintel-ligenten Agenten (Ein-satzbeispiel 4.5) Maschinen (Anforde-
rungen 4.5.2) s. Anforderungen 4.1.2
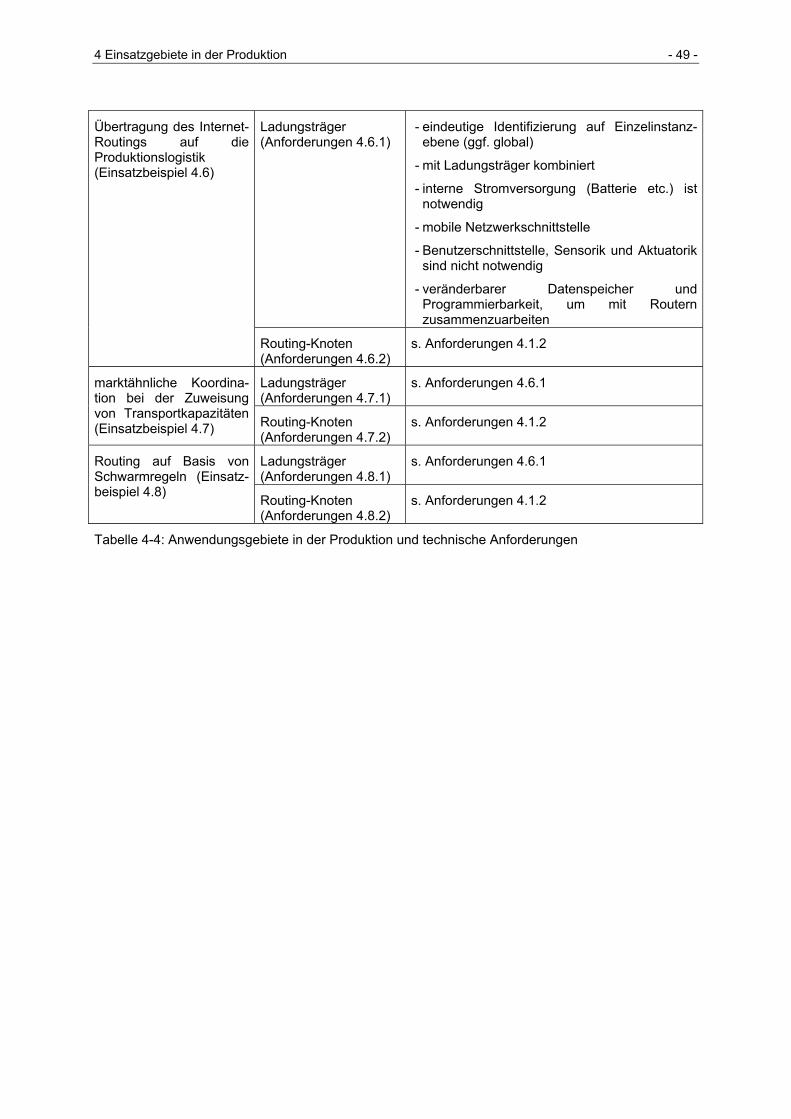
4 Einsatzgebiete in der Produktion - 49 -
Ladungsträger (Anforderungen 4.6.1)
- eindeutige Identifizierung auf Einzelinstanz-ebene (ggf. global)
- mit Ladungsträger kombiniert
- interne Stromversorgung (Batterie etc.) ist notwendig
- mobile Netzwerkschnittstelle
- Benutzerschnittstelle, Sensorik und Aktuatorik sind nicht notwendig
- veränderbarer Datenspeicher und Programmierbarkeit, um mit Routern zusammenzuarbeiten
Übertragung des Internet-Routings auf die Produktionslogistik (Einsatzbeispiel 4.6)
Routing-Knoten (Anforderungen 4.6.2)
s. Anforderungen 4.1.2
Ladungsträger (Anforderungen 4.7.1)
s. Anforderungen 4.6.1 marktähnliche Koordina-tion bei der Zuweisung von Transportkapazitäten (Einsatzbeispiel 4.7) Routing-Knoten
(Anforderungen 4.7.2) s. Anforderungen 4.1.2
Ladungsträger (Anforderungen 4.8.1)
s. Anforderungen 4.6.1 Routing auf Basis von Schwarmregeln (Einsatz-beispiel 4.8) Routing-Knoten
(Anforderungen 4.8.2) s. Anforderungen 4.1.2
Tabelle 4-4: Anwendungsgebiete in der Produktion und technische Anforderungen
5 Einsatzgebiete im Vertrieb - 50 -
5 Einsatzgebiete im Vertrieb
Im Folgenden werden die Einsatzgebiete von Ubiquitous Computing-Technologien im Vertrieb
untersucht. Dazu werden zunächst relevante Einsatzgebiete identifiziert, um darauf aufbauend diese
anhand verschiedener Anwendungsbeispiele separat zu untersuchen. Abschließend werden die
Ergebnisse zusammengefasst und es wird eine Übersicht über die technischen Anforderungen der
vorgestellten Anwendungsbeispiele gegeben.
5.1 Aktuelle Herausforderungen und potenzielle Einsatzgebiete
Wie schon in Kapitel 4.1 angedeutet, hat sich in den letzten Jahrzehnten die Situation auf den
Absatzmärkten deutlich verändert. Am Anfang der Industrialisierung und nach den Weltkriegen waren
Güter knapp und es war leicht die Güter, die produziert wurden, abzusetzen. Man konzentrierte sich
darauf die Produktionskapazitäten möglichst effizient zu nutzen um die Produktionsmenge zu
maximieren. Durch die Ausweitung des Angebots trat in den letzten Jahrzehnten auf vielen Märkten
eine Sättigung auf. Die Absatzmärkte haben sich von Verkäufermärkten zu Käufermärkten gewandelt
und es ist eine markt- und absatzorientierte Unternehmensführung notwendig geworden.
Unternehmen müssen konsequent auf den Kunden ausgerichtet sein (vgl. Dichtl 1997, S. 134 ff.). Vor
diesem Hintergrund macht es Sinn zu untersuchen, wie Ubiquitous Computing-Technologien im
Vertrieb eingesetzt werden können, um diesen Herausforderungen zu begegnen.
Es können in der Wertschöpfungskette zwei Bereiche unterschieden werden. Im B2B (Business to
Business) werden Leistungen an Wirtschaftseinheiten weitergegeben, die die Leistungen
weiterverarbeiten oder kommerziell nutzen. Im B2C (Business to Consumer) werden Leistungen an
Wirtschaftseinheiten weitergegeben, die diese konsumieren ohne das Ziel zu verfolgen einen
unternehmerischen Mehrwert zu generieren. Viele Aspekte des B2B-Bereichs wurden implizit bei den
Ausführungen zum Beschaffungsbereich bereits erläutert, weshalb sich die folgenden Ausführungen
auf den B2C-Bereich konzentrieren.
Durch strategische Entscheidungen alleine kann ein Unternehmen nicht in das Marktgeschehen
eingreifen. Erst durch den Einsatz von sog. absatzpolitischen Instrumenten kann das Marktgeschehen
beeinflusst werden (vgl. Dichtl 1997, S. 162). In der Literatur werden die absatzpolitischen Instrumente
i. d. R. in vier Kategorien klassifiziert (vgl. z. B. Gutenberg 1984, S. 104 ff., Meffert 2000, S. 327 ff.):
- Produktpolitik
- Preispolitik
- Distribution
- Kommunikation
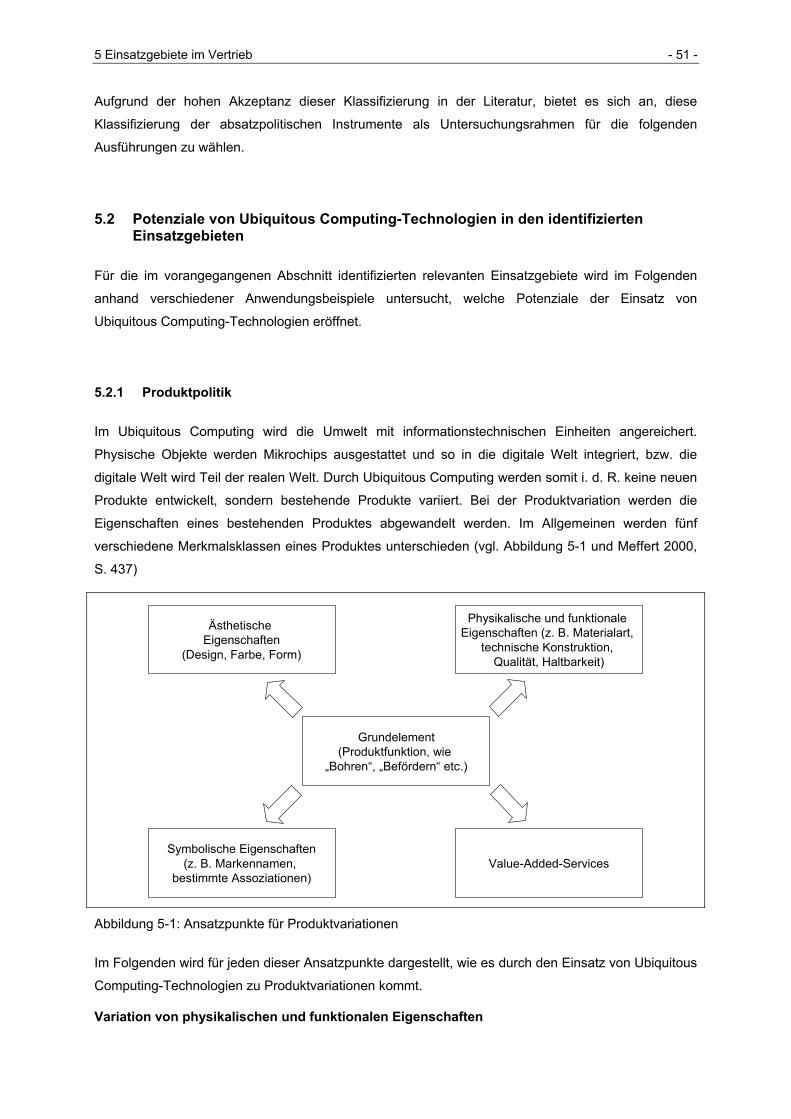
5 Einsatzgebiete im Vertrieb - 51 -
Aufgrund der hohen Akzeptanz dieser Klassifizierung in der Literatur, bietet es sich an, diese
Klassifizierung der absatzpolitischen Instrumente als Untersuchungsrahmen für die folgenden
Ausführungen zu wählen.
5.2 Potenziale von Ubiquitous Computing-Technologien in den identifizierten Einsatzgebieten
Für die im vorangegangenen Abschnitt identifizierten relevanten Einsatzgebiete wird im Folgenden
anhand verschiedener Anwendungsbeispiele untersucht, welche Potenziale der Einsatz von
Ubiquitous Computing-Technologien eröffnet.
5.2.1 Produktpolitik
Im Ubiquitous Computing wird die Umwelt mit informationstechnischen Einheiten angereichert.
Physische Objekte werden Mikrochips ausgestattet und so in die digitale Welt integriert, bzw. die
digitale Welt wird Teil der realen Welt. Durch Ubiquitous Computing werden somit i. d. R. keine neuen
Produkte entwickelt, sondern bestehende Produkte variiert. Bei der Produktvariation werden die
Eigenschaften eines bestehenden Produktes abgewandelt werden. Im Allgemeinen werden fünf
verschiedene Merkmalsklassen eines Produktes unterschieden (vgl. Abbildung 5-1 und Meffert 2000,
S. 437)
Ästhetische Eigenschaften
(Design, Farbe, Form)
Grundelement(Produktfunktion, wie
„Bohren“, „Befördern“ etc.)
Value-Added-ServicesSymbolische Eigenschaften
(z. B. Markennamen, bestimmte Assoziationen)
Physikalische und funktionale Eigenschaften (z. B. Materialart,
technische Konstruktion, Qualität, Haltbarkeit)
Abbildung 5-1: Ansatzpunkte für Produktvariationen
Im Folgenden wird für jeden dieser Ansatzpunkte dargestellt, wie es durch den Einsatz von Ubiquitous
Computing-Technologien zu Produktvariationen kommt.
Variation von physikalischen und funktionalen Eigenschaften
5 Einsatzgebiete im Vertrieb - 52 -
Zunächst können die funktionalen Eigenschaften des Produkts durch Ubiquitous Computing-
Technologien verbessert werden. Insbesondere bei komplexen Produkten ist bspw. notwendig, dass
die Produkte mit dem Benutzer kommunizieren. Während sehr einfache Produkte - wie
Handwerkzeuge - in der Regel selbsterklärend sind und intuitiv benutzt werden können, muss mit
komplexeren Geräten wie etwa elektronische Unterhaltungsgeräte über Displays und Tasten
kommuniziert werden um die Funktionalität nutzen zu können. Ubiquitous Computing-Technologien
zielen darauf diese Kommunikation mit den Geräten zu vereinfachen. Durch die Verwendung von
natürlichen Kommunikationsmitteln (Sprache etc.) soll eine intuitive Bedienung auch bei komplexeren
Gütern ermöglicht werden (vgl. Fleisch/Dierkes 2003, S. 617 f.). Aus Sicht des Benutzers erhöht sich
durch die Reduzierung der Komplexität des Produktes die Attraktivität des Produktes. Bohrmaschinen,
die die Belastung der Maschine permanent überwachen, können den Benutzer vor einer
Überbelastung warnen. Die Bohrmaschine ist somit für den Benutzer einfacher zu benutzen, da eine
Fehlbedienung in Form einer Überbelastung vermieden wird. Können Produkte darüber hinaus mit
anderen Produkten kommunizieren, können noch weitere Verbesserung bzw. Erweiterungen der
funktionalen Eigenschaften erreicht werden. Ein oft zitiertes Beispiel ist die sog. Mediacup (vgl.
Davies/Gellersen 2002, S. 31 f.). Bei der Mediacup handelt es sich um eine Kaffeetasse, die mit
Sensoren, einem Mikrochip und einer Infrarot-Schnittstelle ausgestattet wurde. Die Tasse kann
anhand der Sensoren feststellen, ob sich Kaffee in der Tasse befindet und welche Temperatur dieser
hat. So kann der Benutzer gewarnt werden falls der Inhalt zu heiß ist und in Kombination mit einer
Kaffeemaschine, die ebenfalls mit einer Kommunikationsschnittstelle ausgestattet ist, kann der
Brühprozess für frischen Kaffee initiiert werden, falls die Kaffeetasse leer ist oder erkaltet ist. Ein
weiterer Aspekt ist die bereits bei der Untersuchung im Produktionsbereich angesprochene
Verbesserung der Produktqualität. Ubiquitous Computing-Technologien können helfen die
Produktqualität zu verbessern, wodurch der wahrgenommene Nutzen des Produktes für den Kunden
steigt.
Variation von symbolischen Eigenschaften
Ein weiteres Element eines Produktes, das durch Ubiquitous Computing-Technologien verändert
werden kann, sind symbolische Eigenschaften. Der Käufer kann das Produkt nutzen um seiner
Umwelt persönliche Eigenschaften zu vermitteln (vgl. Pohmer/Bea 1994, S. 213 f.). Sind Gegenstände
mit Ubiquitous Computing-Technologien ausgestattet, so kann der Käufer seiner Umwelt damit bspw.
vermitteln, dass er gegenüber neuen Technologien sehr aufgeschlossen ist. Auch die Ästhetik kann
durch Ubiquitous Computing-Technologien unter Umständen positiv beeinflusst werden, wenn dies
auch der Zielsetzung des Ubiquitous Computing bezüglich der Unsichtbarkeit der eingesetzten
Technologie (vgl. Weiser/Gold/Brown 1999, S. 695) z. T. widerspricht.
Value-Added-Services
Durch die steigende funktionale Austauschbarkeit vieler Produkte, kommen den sog. Value-Added-
Services (VAS) eine zunehmende Bedeutung zu. Die Grundidee von VAS ist die Kombination des
eigentlichen Produktes mit einer Dienstleistung, die die Attraktivität des Produkts für den Kunden
erhöht (vgl. Laakmann 1995). Gerade im Zusammenhang mit der RFID-Technologie werden in der
5 Einsatzgebiete im Vertrieb - 53 -
Literatur zahlreiche Anwendungsbeispiele diskutiert, in denen Ubiquitous Computing-Technologien
VAS ermöglichen. Beispielsweise werden Informationsdisplays diskutiert, die anhand eines am
Produkt angebrachten RFID-Chips ein Produkt identifizieren können und den Kunden
produktspezifische Informationen anbieten (vgl. Kubach 2003, S. 61 f.). Es können so zu dem Produkt
passende Rezepte oder Verbraucherschutzinformationen, wie die Produkthistorie einer Frischware
präsentiert werden. Auch Fahrzeuge, die ihre Wartungstermine nicht mehr anhand fest vorgegebener
Wartungsintervalle, sondern anhand des durch verschiedenste Sensoren erfassten tatsächlichen
Verschleißes feststellen und mit der Werkstatt aushandeln, können in diesen Bereich eingeordnet
werden.
Produktdifferenzierung
Neben der Produktvariation kann auch eine Produktdifferenzierung durch Ubiquitous Computing-
Technologien bewirkt werden. Durch die Angleichung von Produkten hinsichtlich Funktionalität, Preis
und Qualität auf vielen Märkten und der gegenläufige Trend der Individualisierung bei den
Konsumenten, wird die Produktdifferenzierung bereits in vielen Bereichen eingesetzt (vgl. Meffert
2000, S. 439). Insbesondere das Konzept der Kontextadaptivität kann dazu führen, dass ein Produkt
sich individuell an die Bedürfnisse des Kunden anpasst. Kontextadaptive Systeme können u. a. den
sozialen Kontext des Benutzers einbeziehen, um den Benutzer kontextgerechte, d. h. der aktuellen
Situation des Benutzers angepasste, Dienste bereitzustellen (vgl. Kaspar/Diekmann/Hagenhoff 2005,
S. 529 ff.). Die Eigenschaften des Produktes werden so zwar nicht direkt verändert (jeder Kunde
erhält das gleiche Produkt), trotzdem gestaltet sich die Funktionalität des Produkts individuell für den
Kunden.
5.2.2 Preispolitik
Unter der Preispolitik fasst man „alle absatzpolitischen Maßnahmen zur Bestimmung und
Durchsetzung der monetären Gegenleistung der Käufer für die von einer Unternehmung angebotenen
Sach- und Dienstleistung“ (Diller 2000, S. 26) zusammen. Die theoretische Herleitung des optimalen
Preises hängt sehr stark von der Struktur des Marktes ab. Sie gestaltet sich auf einem Markt mit
einem monopolistischen Anbieter anders als auf einen Markt mit vielen Anbietern (vgl. z. B.
Schumann/Meyer/Ströbele 1999, S. 273 ff.). Die meisten Ansätze zur Bestimmung des Preises haben
jedoch gemein, dass ein Produkt auf einem Markt zu einem einheitlichen Preis angeboten wird. In der
Realität bietet jedoch ein Unternehmen oftmals das gleiche Produkt zu verschiedenen Preisen an (vgl.
Pohmer/Bea 1994, S. 205). Seit dem Fall des Rabattgesetzes im Jahre 2001, kann der Preis
wesentlich flexibler gestaltet werden. Es lassen sich folgende Formen der Preisdifferenzierung
unterscheiden (vgl. Pigou 1929):
- personelle Preisdifferenzierung,
- zeitliche Preisdifferenzierung,
- räumliche Preisdifferenzierung,
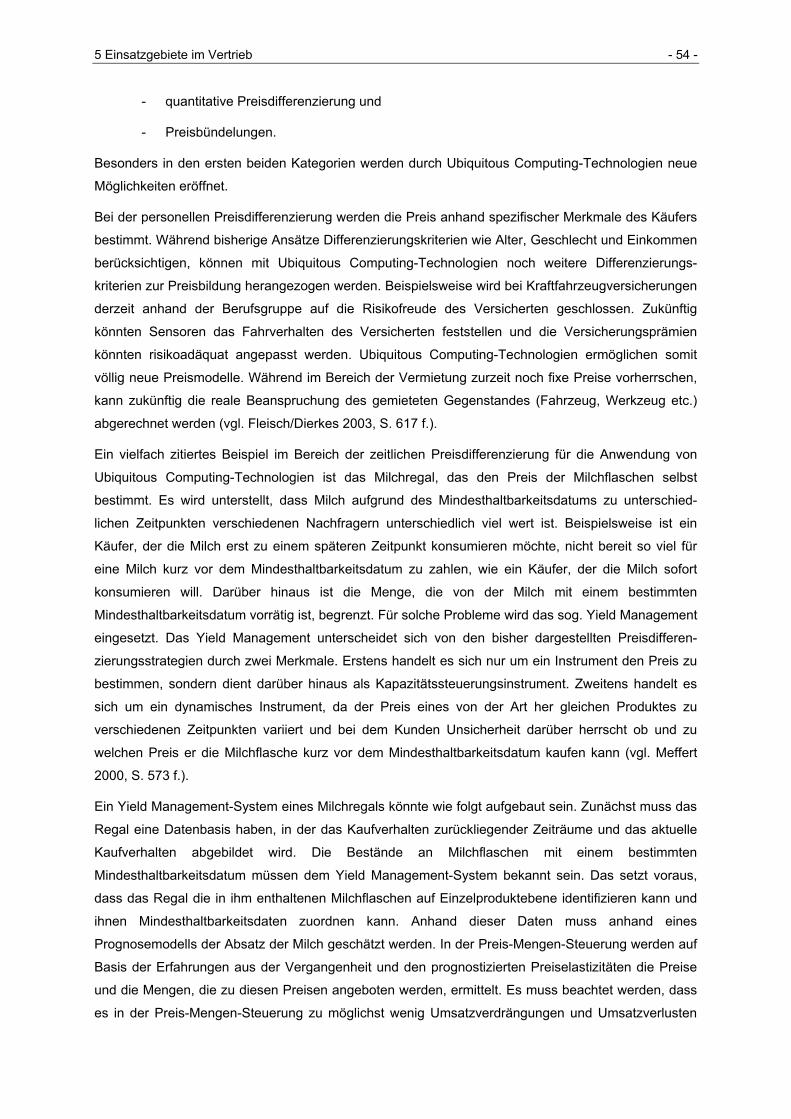
5 Einsatzgebiete im Vertrieb - 54 -
- quantitative Preisdifferenzierung und
- Preisbündelungen.
Besonders in den ersten beiden Kategorien werden durch Ubiquitous Computing-Technologien neue
Möglichkeiten eröffnet.
Bei der personellen Preisdifferenzierung werden die Preis anhand spezifischer Merkmale des Käufers
bestimmt. Während bisherige Ansätze Differenzierungskriterien wie Alter, Geschlecht und Einkommen
berücksichtigen, können mit Ubiquitous Computing-Technologien noch weitere Differenzierungs-
kriterien zur Preisbildung herangezogen werden. Beispielsweise wird bei Kraftfahrzeugversicherungen
derzeit anhand der Berufsgruppe auf die Risikofreude des Versicherten geschlossen. Zukünftig
könnten Sensoren das Fahrverhalten des Versicherten feststellen und die Versicherungsprämien
könnten risikoadäquat angepasst werden. Ubiquitous Computing-Technologien ermöglichen somit
völlig neue Preismodelle. Während im Bereich der Vermietung zurzeit noch fixe Preise vorherrschen,
kann zukünftig die reale Beanspruchung des gemieteten Gegenstandes (Fahrzeug, Werkzeug etc.)
abgerechnet werden (vgl. Fleisch/Dierkes 2003, S. 617 f.).
Ein vielfach zitiertes Beispiel im Bereich der zeitlichen Preisdifferenzierung für die Anwendung von
Ubiquitous Computing-Technologien ist das Milchregal, das den Preis der Milchflaschen selbst
bestimmt. Es wird unterstellt, dass Milch aufgrund des Mindesthaltbarkeitsdatums zu unterschied-
lichen Zeitpunkten verschiedenen Nachfragern unterschiedlich viel wert ist. Beispielsweise ist ein
Käufer, der die Milch erst zu einem späteren Zeitpunkt konsumieren möchte, nicht bereit so viel für
eine Milch kurz vor dem Mindesthaltbarkeitsdatum zu zahlen, wie ein Käufer, der die Milch sofort
konsumieren will. Darüber hinaus ist die Menge, die von der Milch mit einem bestimmten
Mindesthaltbarkeitsdatum vorrätig ist, begrenzt. Für solche Probleme wird das sog. Yield Management
eingesetzt. Das Yield Management unterscheidet sich von den bisher dargestellten Preisdifferen-
zierungsstrategien durch zwei Merkmale. Erstens handelt es sich nur um ein Instrument den Preis zu
bestimmen, sondern dient darüber hinaus als Kapazitätssteuerungsinstrument. Zweitens handelt es
sich um ein dynamisches Instrument, da der Preis eines von der Art her gleichen Produktes zu
verschiedenen Zeitpunkten variiert und bei dem Kunden Unsicherheit darüber herrscht ob und zu
welchen Preis er die Milchflasche kurz vor dem Mindesthaltbarkeitsdatum kaufen kann (vgl. Meffert
2000, S. 573 f.).
Ein Yield Management-System eines Milchregals könnte wie folgt aufgebaut sein. Zunächst muss das
Regal eine Datenbasis haben, in der das Kaufverhalten zurückliegender Zeiträume und das aktuelle
Kaufverhalten abgebildet wird. Die Bestände an Milchflaschen mit einem bestimmten
Mindesthaltbarkeitsdatum müssen dem Yield Management-System bekannt sein. Das setzt voraus,
dass das Regal die in ihm enthaltenen Milchflaschen auf Einzelproduktebene identifizieren kann und
ihnen Mindesthaltbarkeitsdaten zuordnen kann. Anhand dieser Daten muss anhand eines
Prognosemodells der Absatz der Milch geschätzt werden. In der Preis-Mengen-Steuerung werden auf
Basis der Erfahrungen aus der Vergangenheit und den prognostizierten Preiselastizitäten die Preise
und die Mengen, die zu diesen Preisen angeboten werden, ermittelt. Es muss beachtet werden, dass
es in der Preis-Mengen-Steuerung zu möglichst wenig Umsatzverdrängungen und Umsatzverlusten
5 Einsatzgebiete im Vertrieb - 55 -
kommt. Umsatzverdrängungen kommen zustande, wenn Kunden, die bereit sind einen höheren Preis
zu zahlen eine günstige Milchflasche angeboten bekommen, Umsatzverluste, wenn Milchflaschen bis
zum Ablauf des Mindesthaltbarkeitsdatums nicht verkauft werden konnten. Während des
Verkaufsprozess muss es zu einer ständigen Leistungserfassung und –kontrolle kommen, um bei
Fehlentwicklungen eingreifen zu können und um die Daten für zukünftige Prognosen zu sammeln (vgl.
Meffert 2000, S. 570 ff.). In Abbildung 5-2 werden die Komponenten des beschriebenen Yield
Management-Systems dargestellt (in Anlehnung an Daudel/Vialle 1994).
Datenbanken
Prognose-m
odelleO
ptimierungs-
modelle
historischesKaufverhalten
aktuellesKaufverhalten
aktuelleBestände mit MHD
Nachfrage-Prognose
Modell derPreis-Mengen-
steuerung
Optimierungenund Empfehlungen
Leistungserfassung-und kontrolle
Abbildung 5-2: Yield Management-System für Milchflaschen
Die kundenseitige Akzeptanz einer kundenindividuellen Preispolitik ist aus heutiger Sicht noch
anzuzweifeln. Der Versuch des Internetbuchhändlers Amazon DVDs zu kundenindividuellen Preisen
zu verkaufen, musste aufgrund massiver Kundenkritik schon nach kurzer Zeit abgebrochen werden
(vgl. Mattern 2003, S. 25).
5.2.3 Distributionspolitik
Unter der Distributionspolitik werden alle Maßnahmen, die mit der Übertragung eines Gutes von
Anbieter zum Nachfrager zusammenhängen, zusammengefasst. Die dabei verwendeten Instrumente
werden sehr unterschiedlich definiert; ein wichtiges Element der Distributionspolitik ist aber zumeist
die Wahl und die Ausgestaltung des Absatzweges (vgl. Pohmer/Bea 1994, S. 232).
Im Bereich des Absatzes über den Einzelhandel wurden in den vorangegangenen Ausführungen
mehrere Einsatzbereiche des Ubiquitous Computing aufgezeigt. Sie helfen diesen Vertriebskanal für
Unternehmen attraktiver zu gestalten, indem sie zum einem die Prozesseffizienz steigern und zum
anderen für den Kunden einen Mehrwert generieren. Beispielsweise können durch automatische
Kassen der Kassiervorgang wesentlich effizienter gestaltet werden, womit der Absatz über den
Einzelhandel für die Anbieter kostengünstiger wird (vgl. o. V. 2005b, S. 279). Aber auch der Kunde
5 Einsatzgebiete im Vertrieb - 56 -
profitiert von einem schnelleren Kassiervorgang. Ein weiteres Problem im Bereich des Einzelhandels
sind beispielsweise die Umsatzausfälle, die durch leere Regale entstehen. Man schätzt, dass der
Umsatzverlust aufgrund leerer Regale etwa 8-10 % beträgt. Der Einsatz von Ubiquitous Computing-
Technologien hat im Future Store der Metro eine Reduktion der leeren Regale um 9-14 % bewirkt (vgl.
Wolfram 2004, S. 11 ff.). Somit profitiert sowohl der Einzelhandel aufgrund der erhöhten Umsätze als
auch der Kunde durch eine erhöhte Warenverfügbarkeit von der Einführung von Ubiquitous
Computing-Technologien. Es lässt sich also zusammenfassen, dass Ubiquitous Computing-
Technologien helfen, den Absatzkanal Einzelhandel attraktiver zu gestalten.
Darüber hinaus ermöglichen Ubiquitous Computing-Technologien neue Absatzkanäle zu eröffnen.
Unter dem Begriff „Silent Commerce“ werden Transaktionen zwischen Maschinen verstanden ohne
dass Menschen eingreifen (vgl. Manhart 2000, S. 36). Beispielsweise können Haushaltsgeräte wie
Kühlschränke den Bedarf des Kunden feststellen und automatische Nachbestellungen bei dem
Stammlieferanten initiieren. Bisher wurden solche automatischen Beschaffungsprozesse im B2B-
Bereich diskutiert. Mit Ubiquitous Computing-Technologien können diese aber auch auf den B2C-
Bereich ausgeweitet werden. Als Voraussetzung müssen die Haushaltsgeräte den Bedarf des Kunden
identifizieren können. Beispielsweise könnte ein Kühlschrank auf Basis des Essensplans der nächsten
Tage die notwendigen Zutaten ableiten, die notwendigen Zutaten mit den mit RFID-Tags versehenden
Gütern im Kühlschrank vergleichen und so den Bedarf ermitteln. Soweit es sich um Güter des
täglichen Bedarfs handelt, die üblicherweise immer bei dem gleichen Lieferanten gekauft werden,
kann der Kühlschrank diese beispielsweise über einen elektronischen Produktkatalog bestellen.
Problematisch sind Güter, die nicht regelmäßig erworben werden oder sehr speziell sind, da es hier
semantische Begriffs-, Bemessungs- und Qualitätsprobleme gibt (vgl. Mertens 2004, S. 93). Hier wird
es zunächst, wie schon bei den B2B-Lösungen, zu hybriden Vorgehensweisen kommen, d. h. die
Maschine unterstützt den Beschaffungsprozess und der Mensch muss in den Beschaffungsprozess
eingreifen.
Neben den technischen Problemen, ist auch zu erwarten, dass die Kundenakzeptanz zunächst sehr
zurückhaltend ist. Der Gedanke, dass Küchenmaschinen Produkte ordern, wird bei vielen Anwendern
Zweifel hervorrufen. Wie soll ein Anwender sicher sein, dass die Küchenmaschine die Interessen des
Kunden und nicht die eigenen Interessen vertritt? Beispielsweise könnte die Espresso-Maschine im
Internet sündhaft teures französisches Quellwasser bestellen, um eine Verkalkung durch
Leitungswasser zu vermeiden (vgl. Mattern 2003, S. 21). Auch logistische Fragestellungen müssen in
dem beschriebenen Szenario noch gelöst werden. So muss beispielsweise die Frage gestellt werden,
wie die Anlieferung der Waren erfolgen soll, falls der Kunde nicht zu hause ist.
5.2.4 Kommunikationspolitik
„Die Kommunikationspolitik zielt darauf ab, bei den tatsächlichen und potenziellen Abnehmern ein den
Zielen des Unternehmens förderliches Bild von dessen Angebot oder von ihm als Ganzes zu
erzeugen und bestimmte von ihm getroffene Maßnahmen an den als relevant erachteten Teil der
5 Einsatzgebiete im Vertrieb - 57 -
Öffentlichkeit heranzutragen“ (Dichtl 1997, S. 187). Der Einsatz von Ubiquitous Computing-
Technologien wird insbesondere im Bereich der Verkaufsförderung diskutiert. Unter
Verkaufsförderung werden alle Maßnahmen zusammengefasst, die kurzfristig den Absatz einer Ware
stimulieren sollen (vgl. Dichtl 1997, S. 187).
Ubiquitous Computing-Technologien tragen dazu bei, dass diese Maßnahmen wesentlich
zielgerichteter eingesetzt werden. Bisher wurde mit solchen Maßnahmen i. d. R. auf verschiedene, in
sich möglichst homogene Zielgruppen abgezielt. Jeden Kunden einzeln als Individuum anzusprechen,
ist sehr komplex und somit teuer. Die Kosten für ein individuellen Marketings übersteigen die
Umsatzsteigerungen, die dadurch generiert werden. I. d. R. wird deshalb auf ein sog. One-to-one-
Marketing verzichtet. Nur im Bereich des Internets, wo es sehr kostengünstig ist, die individuellen
Bedürfnisse des Kunden z. B. anhand von Protokollierungstechniken zu erfassen, können Kunden
individuell angesprochen werden (vgl. Meffert 2000, S. 931).
Mit Ubiquitous Computing-Technologien kann das One-to-one-Marketing zunehmend auch in den
„klassischen“ Absatzkanälen eingesetzt werden. Beispielsweise wurden im Future Store der Metro AG
Einkaufswagen mit Einkaufassistenten ausgestattet. Mit Hilfe der Kundenkarte kann der Kunde die
Waren der letzten Einkäufe einlesen und erhält so eine Einkaufsliste (vgl. Strüker/Sackmann 2004).
Denkbar wäre, dass der Einkaufsassistent anhand dieses persönlichen Profils Einkaufsvorschläge
macht. Hinweise wie so schon von dem Internethändler Amazon bekannt sind („Kunden, die dieses
Produkt gekauft haben, haben auch dieses Produkt gekauft“) können so Kunden animieren weitere
Produkte zu kaufen. Wenn die Einkaufswagen innerhalb des Marktes geortet werden können, so kann
der Kunde auf Produkte hingewiesen, die sich in seiner Nähe befinden und ihn interessieren könnten.
Diese elektronische Kommunikation mit dem Kunden ist im Vergleich zur Kommunikation mit dem
menschlichen Verkäufer wesentlich kostengünstiger. Auch sind sie im Vergleich zu herkömmlichen
Kommunikationsmitteln (Lautsprecher etc.) wesentlich effizienter, da weniger Streuverluste zu
erwarten sind (vgl. Strüker/Sackmann 2004).
Neben dieser individuell auf den Kunden zugeschnittenen Kommunikation, wird durch Ubiquitous
Computing-Technologien auch die nicht-individuelle Kommunikation gefördert. Über Info-Terminals,
die die im Einkaufswagen befindlichen Artikel erfassen können, können dem Kunden im Future Store
weitergehende Informationen zu den Produkten angezeigt werden. So können dem Kunden
beispielsweise Ernährungsinformationen zu den im Wagen befindlichen Produkten angezeigt werden
(vgl. Ferguson 2002, S. 140). Aber auch vor dem Hintergrund verschiedenster Lebensmittelskandale
(BSE, Schweinepest etc.) können solche Infoterminals das Vertrauen der Kunden in die Produkte
möglicherweise verstärken. Gerade im Bereich der Fleischkennzeichnung ergeben sich große
Potenziale, da der Einsatz von RFID zur Kennzeichnung von Tieren schon seit geraumer Zeit
diskutiert wird und auch schon zum Einsatz kommt. Im innerbetrieblichen Bereich werden die
Transponder beispielsweise genutzt um Kühen individuell Kraftfutter zuzuteilen. Im überbetrieblichen
Bereich können Sie genutzt werden zur Seuchenrückverfolgung, Qualitätskontrolle und zur
Sicherstellung des Tierschutzes (Einhaltung von Transportzeiten etc.). Baut man auf diese
5 Einsatzgebiete im Vertrieb - 58 -
Infrastruktur auf, so wäre es möglich dem Verbraucher transparent darzustellen, wie das Produkt
entstanden ist und wie die Qualität des Produktes sichergestellt wurde (vgl. Kern 2006, S. 103 ff.).
5.3 Zusammenfassung
In den vorangegangenen Abschnitten wurden die Einsatzgebiete von Ubiquitous Computing-
Technologien im Vertrieb untersucht. Die Betrachtungen bezogen sich auf den B2C-Bereich, da der
B2B-Bereich implizit in die Betrachtungen im Bereich der Beschaffung eingeflossen ist. Die
Untersuchungen wurden anhand einer in der Literatur sehr gängigen Klassifikation der
absatzpolitischen Instrumente vorgenommen. Im Bereich der Produktpolitik konnte konstatiert werden,
dass durch Ubiquitous Computing-Technologien zumeist keine neuen Produkte geschaffen werden,
sondern vielmehr bestehende Produkte variiert werden. Die möglichen Variationen des Produktes
durch Ubiquitous Computing-Technologien wurden darauf folgend anhand verschiedener
Dimensionen dargestellt und es wurde die Produktdifferenzierung als weiterer Ansatzpunkt für
Ubiquitous Computing-Technologien angerissen. Im Bereich der Preispolitik wurde erläutert wie
Ubiquitous Computing-Technologien neue Preismodelle ermöglichen (z. B. risikoorientierte
Preismodelle), bzw. wie sie es ermöglichen das bestehende Preismodelle in neue Anwendungs-
gebiete übertragen werden können (Yield-Management-System für Frischwaren). Im Bereich der
Distributionspolitik wurde festgestellt, dass Ubiquitous Computing-Technologien zum einem dazu
beitragen bestehende Distributionskanäle effizienter und somit attraktiver zu gestalten und zum
anderen dass sie neue Distributionskanäle eröffnen (Silent Commerce). Aus Sicht der
Kommunikationspolitik konnten Ubiquitous Computing-Technologien als Realisierungsgrundlage des
One-to-One-Marketing identifiziert werden. Aber auch bei der nicht-individuellen Kommunikation
konnten Nutzenpotenziale aufgezeigt werden.
Abschließend werden in folgender Tabelle die vorgestellten Anwendungsbeispiele und die daraus
resultierenden technischen Anforderungen zusammengefasst.
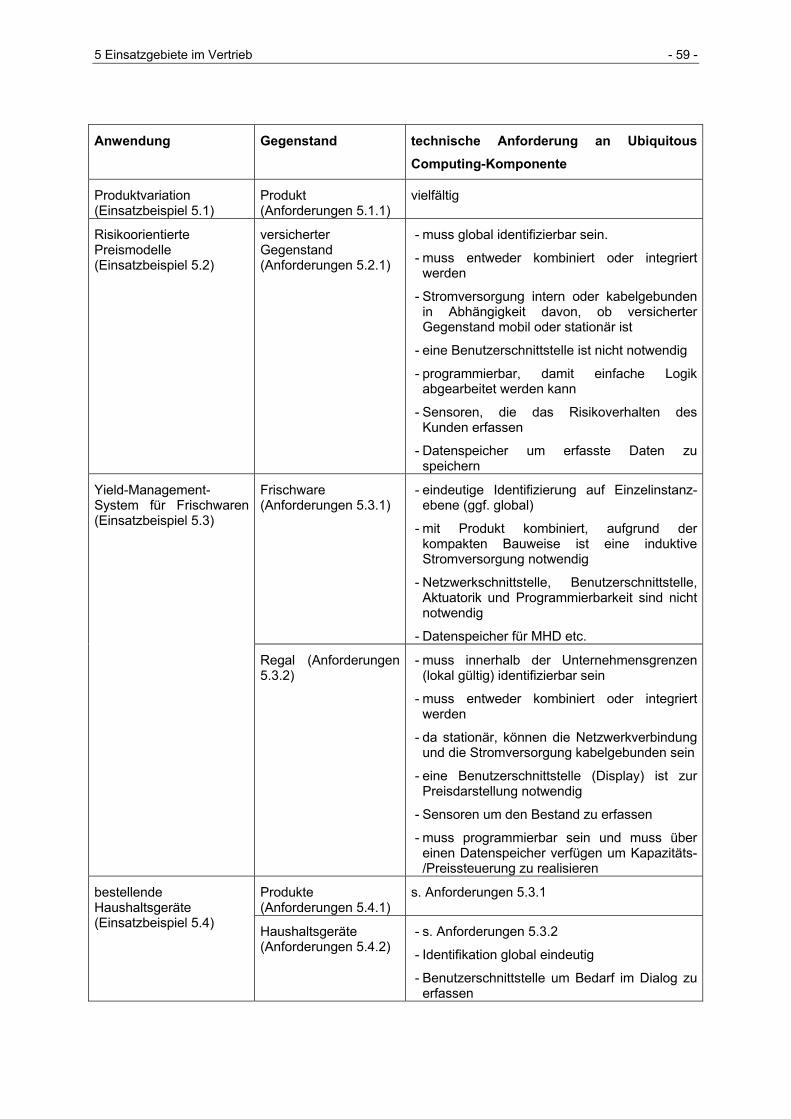
5 Einsatzgebiete im Vertrieb - 59 -
Anwendung Gegenstand technische Anforderung an Ubiquitous Computing-Komponente
Produktvariation (Einsatzbeispiel 5.1)
Produkt (Anforderungen 5.1.1)
vielfältig
Risikoorientierte Preismodelle (Einsatzbeispiel 5.2)
versicherter Gegenstand (Anforderungen 5.2.1)
- muss global identifizierbar sein.
- muss entweder kombiniert oder integriert werden
- Stromversorgung intern oder kabelgebunden in Abhängigkeit davon, ob versicherter Gegenstand mobil oder stationär ist
- eine Benutzerschnittstelle ist nicht notwendig
- programmierbar, damit einfache Logik abgearbeitet werden kann
- Sensoren, die das Risikoverhalten des Kunden erfassen
- Datenspeicher um erfasste Daten zu speichern
Frischware (Anforderungen 5.3.1)
- eindeutige Identifizierung auf Einzelinstanz-ebene (ggf. global)
- mit Produkt kombiniert, aufgrund der kompakten Bauweise ist eine induktive Stromversorgung notwendig
- Netzwerkschnittstelle, Benutzerschnittstelle, Aktuatorik und Programmierbarkeit sind nicht notwendig
- Datenspeicher für MHD etc.
Yield-Management-System für Frischwaren (Einsatzbeispiel 5.3)
Regal (Anforderungen 5.3.2)
- muss innerhalb der Unternehmensgrenzen (lokal gültig) identifizierbar sein
- muss entweder kombiniert oder integriert werden
- da stationär, können die Netzwerkverbindung und die Stromversorgung kabelgebunden sein
- eine Benutzerschnittstelle (Display) ist zur Preisdarstellung notwendig
- Sensoren um den Bestand zu erfassen
- muss programmierbar sein und muss über einen Datenspeicher verfügen um Kapazitäts-/Preissteuerung zu realisieren
Produkte (Anforderungen 5.4.1)
s. Anforderungen 5.3.1 bestellende Haushaltsgeräte (Einsatzbeispiel 5.4) Haushaltsgeräte
(Anforderungen 5.4.2) - s. Anforderungen 5.3.2
- Identifikation global eindeutig
- Benutzerschnittstelle um Bedarf im Dialog zu erfassen
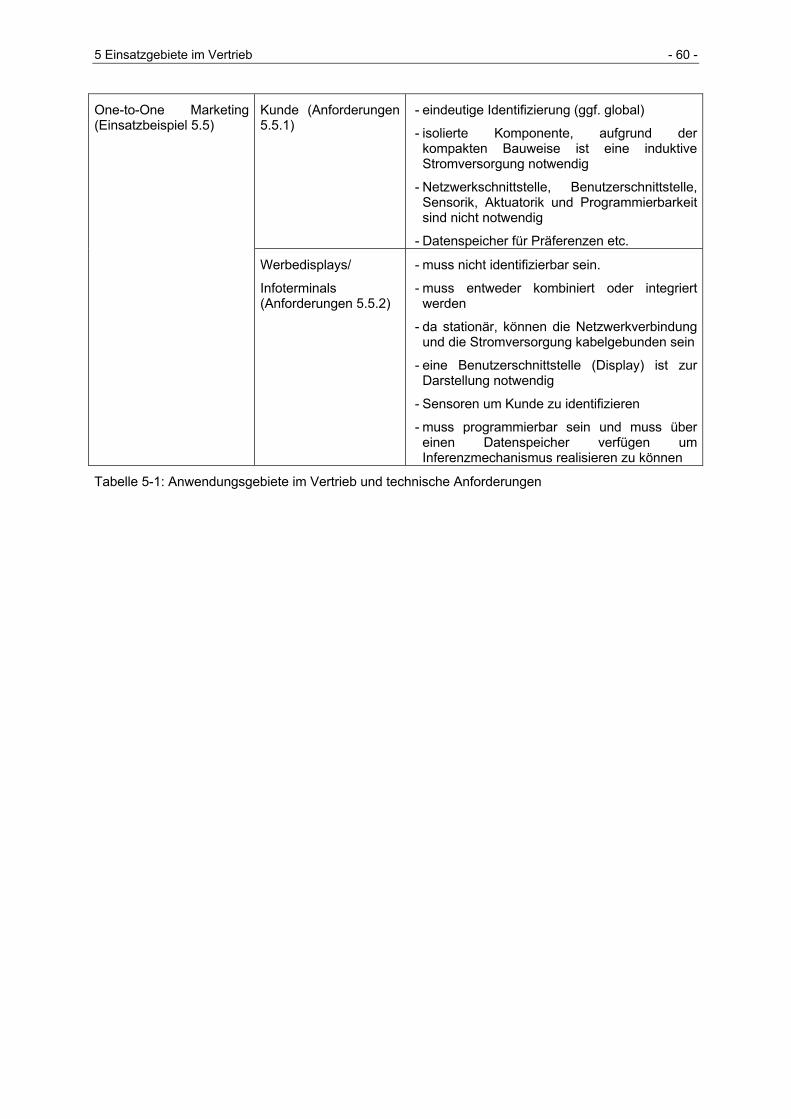
5 Einsatzgebiete im Vertrieb - 60 -
Kunde (Anforderungen 5.5.1)
- eindeutige Identifizierung (ggf. global)
- isolierte Komponente, aufgrund der kompakten Bauweise ist eine induktive Stromversorgung notwendig
- Netzwerkschnittstelle, Benutzerschnittstelle, Sensorik, Aktuatorik und Programmierbarkeit sind nicht notwendig
- Datenspeicher für Präferenzen etc.
One-to-One Marketing (Einsatzbeispiel 5.5)
Werbedisplays/
Infoterminals (Anforderungen 5.5.2)
- muss nicht identifizierbar sein.
- muss entweder kombiniert oder integriert werden
- da stationär, können die Netzwerkverbindung und die Stromversorgung kabelgebunden sein
- eine Benutzerschnittstelle (Display) ist zur Darstellung notwendig
- Sensoren um Kunde zu identifizieren
- muss programmierbar sein und muss über einen Datenspeicher verfügen um Inferenzmechanismus realisieren zu können
Tabelle 5-1: Anwendungsgebiete im Vertrieb und technische Anforderungen
6 Einsatzgebiete im Service - 61 -
6 Einsatzgebiete im Service
Im Folgenden werden die Einsatzgebiete von Ubiquitous Computing-Technologien im Service
untersucht. Dazu werden zunächst relevante Einsatzgebiete identifiziert, um darauf aufbauend diese
anhand verschiedener Anwendungsbeispiele separat zu untersuchen. Abschließend werden die
Ergebnisse zusammengefasst und es wird eine Übersicht über die technischen Anforderungen der
vorgestellten Anwendungsbeispiele gegeben.
6.1 Aktuelle Herausforderungen und potenzielle Einsatzgebiete
Es ist zu beobachten, dass sich Produkte hinsichtlich der Leistung, Qualität, Design und Lebensdauer
in den letzten Jahrzehnten stetig angenähert haben. Aus Sicht des Kunden verbleibt der
Kundendienst in vielen Fällen als einziges Differenzierungskriterium. In vielen Bereichen beeinflusst
der Kundendienst daher die Kauf- und Wiederkaufsentscheidungen der Kunden maßgeblich (vgl.
Stauss 1991, S. 47 ff. und Reichheld/Sasser 1991, S. 940). Da sich die relevanten Prozesse zeitlich
dem Verkauf nachgelagert sind, spricht man in diesem Zusammenhang von After Sales-Services. Die
After Sales-Services umfassen alle Maßnahmen, die den Gebrauchsnutzen eines verkauften
Produktes sicherstellen bzw. wiederherstellen (vgl. Baumbach 1998, S. 22).
Die verstärkte Berücksichtigung der After Sales-Prozesse durch die Unternehmen ist aber nicht nur
durch die zunehmende Kundenorientierung hervorgerufen, auch der Gesetzgeber zwingt die
Unternehmen dazu sich mit diesem Bereich auseinander zu setzen. Insbesondere im Bereich der
Entsorgung von Produkten am Lebenszyklusende und die Rückverfolgbarkeit werden die gesetzlichen
Bestimmungen verschärft.
Im Folgenden werden diese beiden Bereiche daraufhin untersucht, ob Ubiquitous Computing-
Technologien sinnvoll eingesetzt werden können und welche Verbesserungen dadurch erzielt werden
können.
6.2 Potenziale von Ubiquitous Computing-Technologien in den identifizierten Einsatzgebieten
Für die im vorangegangenen Abschnitt identifizierten relevanten Einsatzgebiete wird im Folgenden
anhand verschiedener Anwendungsbeispiele und Konzepte untersucht, welche Potenziale der Einsatz
von Ubiquitous Computing-Technologien eröffnet.
6 Einsatzgebiete im Service - 62 -
6.2.1 Rechtliche Rahmenbedingungen
Im Folgenden sollen beispielhaft zwei verschiedene rechtliche Entwicklungen beschrieben werden
und es soll erläutert werden, wie Ubiquitous Computing-Technologien eingesetzt werden können, um
diese effizient und effektiv umsetzen zu können. Zum einen soll anhand der EU-Richtlinien
2000/53/EG (EU-Altauto-Richtlinie) und 2002/96/EG (EU-Elektro- und Elektronik-Altgeräte-Richtlinie)
gezeigt werden, wie Produkte mit Ubiquitous Computing-Technologien ausgestattet werden können,
um sie am Ende des Produktlebenszyklus effizient wieder verwenden bzw. recyceln zu können. Zum
anderen soll am Beispiel der EU-Verordnung 178/2002 (Lebensmittelverordnung) gezeigt werde, wie
Ubiquitous Computing-Technologien genutzt werden können, um die Rückverfolgung von Lebens-
und Futtermitteln zu ermöglichen.
Rechtliche Rahmenbedingungen für Produkte am Lebenszyklusende
Die EU-Altauto-Richtlinie 2000/53/EG sieht vor, dass Fahrzeughersteller verpflichtet werden sämtliche
Altfahrzeuge kostenlos zurückzunehmen. Darüber hinaus sollen sie verpflichtet werden ab 2006
mindestens 80% des durchschnittlichen Fahrzeugsgewichts pro Jahr wiederzuverwenden oder zu
recyceln. Ab 2015 erhöht sich diese Quote auf 85% (vgl. EU 2000).6 Um Materialien wiederverwenden
oder recyceln zu können, muss zunächst festgestellt werden, welche Materialien in dem jeweiligen
Fahrzeug verbaut wurden (vgl. hierzu und zum Folgenden Dörsch et al. 2005). Da von den Altautos in
der Regel keine genauen Angaben darüber vorliegen welche Materialien verbaut wurden, müssen
teilweise aufwendige Laboranalysen veranlasst werden um genug Materialien zu identifizieren damit
die Wiederwendungs- bzw. Recyclingquote erreicht werden kann. Mit Ubiquitous Computing-
Technologien kann die Identifikation der Materialien vereinfacht werden. Beispielsweise kann auf
RFID-Chips gespeichert werden, aus welchen Kunststoffen das Cockpit, der Stoßfänger und die
Innenverkleidung bestehen. Darüber hinaus kann Sensorik verwendet werden, die permanent
überprüft, welchen Umwelteinflüssen das Fahrzeug ausgesetzt war. Anhand dieser Daten kann über
mathematische Modelle bestimmt werden, in welcher Qualität die Materialien vorliegen. Da
beispielsweise UV-Strahlung für Kunststoffe schädlich ist, können Kunststoffe die viel UV-Strahlung
ausgesetzt waren nur für Anwendungen mit geringen Anforderungen an die Festigkeit eingesetzt
werden.
Auch im Bereich von Elektronik- und Elektroaltgeräten ergeben sich ähnliche Anforderungen wie bei
der EU-Altauto-Verordnung. Die EU-Richtlinie 2002/96/EG schreibt vor, dass die Elektro- und
Elektronikgeräteindustrie ab 2006 verpflichtet wird mindestens 4 kg Altgeräte je privatem Haushalt
getrennt zu sammeln, diese ganz oder in Teilen wieder zu verwenden, stofflich zu recyceln oder
umweltgerecht zu entsorgen (vgl. hierzu und zum Folgenden EU 2003 und Barginda et al. 2005, S. 7
ff.). Die Industrie steht somit vor dem Problem ein kostenloses Sammelsystem aufzubauen, das
diesen Anforderungen gerecht wird und darüber hinaus die Kosten des Systems auf die jeweiligen
Hersteller gerecht zu verteilen. Ähnlich wie bei dem bereits oben beschriebenen Problembereich der
EU-Altauto-Richtlinie, wird diskutiert eine Ubiquitous Computing-Komponente in die Geräte zu 6 Die in der Literatur genannten Quoten von 85% ab 2006 und 95% ab 2015 beziehen sich auf die
Wiederverwendung und die Verwertung.
6 Einsatzgebiete im Service - 63 -
integrieren, die Informationen über die verbauten Komponenten, die enthaltenen Schadstoffe und die
notwendigen Demontageschritte enthält. Um einzelne Komponenten wieder verwenden zu können,
müssen von dieser Komponente darüber hinaus Informationen über die Betriebsdauer des Gerätes
und Funktionstüchtigkeit einzelner Komponenten gesammelt werden, um so wieder verwendbare
Teile identifizieren zu können.
Beide Beispiele zeigen, dass der Gesetzgeber die Industrie verstärkt dazu drängt Werkstoffe in den
Wirtschaftskreislauf zurückzuführen. Ubiquitous Computing-Technologien können in beiden Fällen
helfen die gesetzlichen Auflagen effizienter zu erfüllen. Voraussetzung dafür ist allerdings, dass sich
die Hersteller auf einen gemeinsamen Standard verständigen, der vorgibt auf welche Art und Weise
die notwendigen Informationen gesammelt und gespeichert werden. Aufgrund der vergleichsweise
langen Lebenszeit von Elektrogeräten, Elektronikgeräten und Kraftfahrzeugen, muss bei der
Standardisierung stets die Nachhaltigkeit berücksichtigt werden, damit die notwendigen Informationen
am Produktlebensende in einer interpretierbaren Form zur Verfügung stehen.
Rechtliche Rahmenbedingungen zur Rückverfolgbarkeit von Produkten
Eine immer wieder im Zusammenhang mit RFID in der Literatur diskutierte rechtliche Entwicklung ist
die Lebensmittelverordnung EU 178/2002 (vgl. EU 2002). Die besagte Richtlinie sieht eine
Rückverfolgbarkeit von Lebens- und Futtermittel vor. Laut Artikel 3 (Nr. 15) ist unter
Rückverfolgbarkeit „die Möglichkeit, ein Lebensmittel oder Futtermittel, ein der Lebensmittelgewinnung
dienendes Tier oder einen Stoff, der dazu bestimmt ist oder von dem erwartet werden kann, dass er in
einem Lebensmittel oder Futtermittel verarbeitet wird, durch alle Produktions-, Verarbeitungs- und
Vertriebsstufen zu verfolgen“ zu verstehen. Zu den Stufen zählen „alle Stufen, einschließlich der
Einfuhr von - einschließlich - der Primärproduktion eines Lebensmittels bis - einschließlich - zu seiner
Lagerung, seiner Beförderung, seinem Verkauf oder zu seiner Abgabe an den Endverbraucher und,
soweit relevant, die Einfuhr, die Erzeugung, die Herstellung, die Lagerung, die Beförderung, den
Vertrieb, den Verkauf und die Lieferung von Futtermitteln“ (vgl. Artikel 3, Nr. 16). Die Verordnung
macht keinerlei Vorschriften zur technischen Umsetzung dieser Vorschriften, die aus der
Rückverfolgung gesammelten Informationen müssen den Behörden auf Anfrage aber innerhalb von
24 Stunden zur Verfügung gestellt werden. Die Sammlung der Informationen ist für die Unternehmen
mit sehr viel Aufwand verbunden. Ubiquitous Computing-Technologien können – wie in den
vorangegangenen Untersuchungen schon mehrfach gezeigt - helfen die Sammlung von Informationen
aus der realen Welt effizienter zu gestalten. Die Umsetzung der o. g. Lebensmittelverordnung ist
theoretisch aber auch mit herkömmlichen Technologien (z. B. Barcodes) zu realisieren, womit
Ubiquitous Computing-Technologien hier reines Prozessverbesserungs- und kaum
Prozessinnovationspotenzial besitzen.
Neben der Rückverfolgung von Lebensmitteln finden noch weitere gesetzliche Bestimmungen im
Bereich der Rückverfolgung Anwendung. In den USA wurde als Antwort auf die vielen
Medikamentenfälschungen, die den Markt überschwemmen und die Gesundheit der Patienten
gefährden, eine Gesetzesinitiative gestartet, die eine lückenlose Herkunftsdokumentation von
Arzneimitteln fordert. Anders als bei der o. a. Rückverfolgbarkeit von Lebensmittel, reicht es nicht aus
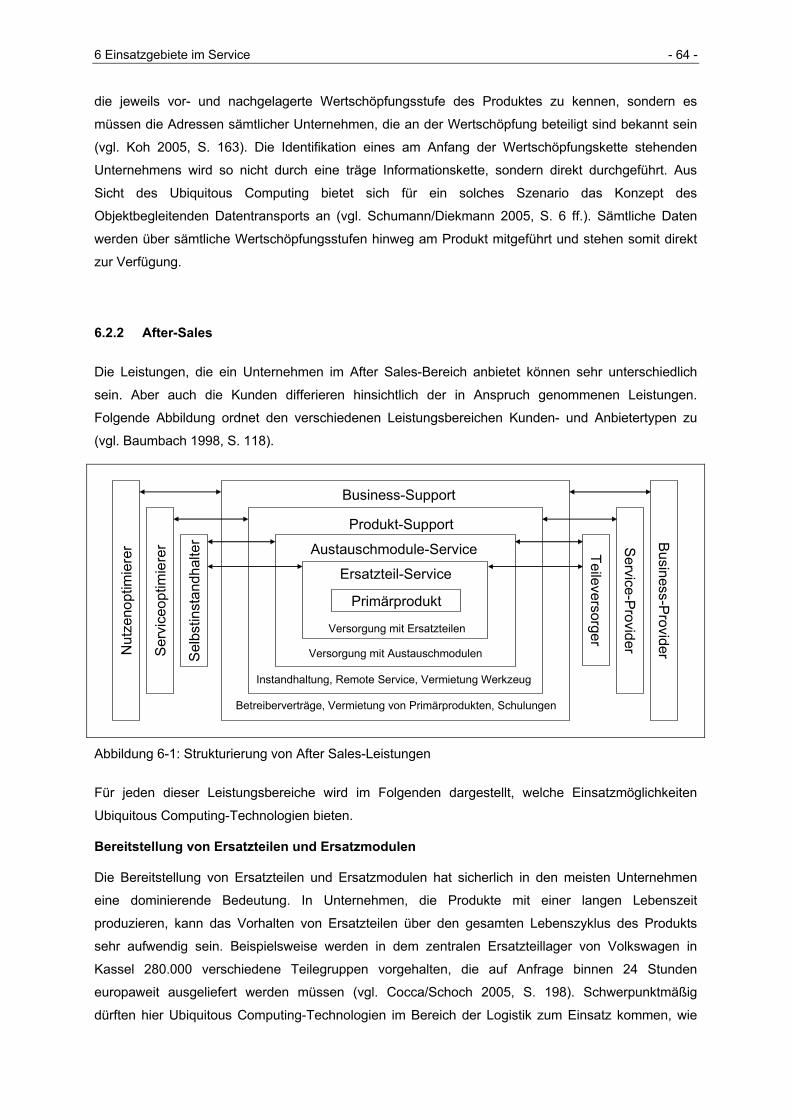
6 Einsatzgebiete im Service - 64 -
die jeweils vor- und nachgelagerte Wertschöpfungsstufe des Produktes zu kennen, sondern es
müssen die Adressen sämtlicher Unternehmen, die an der Wertschöpfung beteiligt sind bekannt sein
(vgl. Koh 2005, S. 163). Die Identifikation eines am Anfang der Wertschöpfungskette stehenden
Unternehmens wird so nicht durch eine träge Informationskette, sondern direkt durchgeführt. Aus
Sicht des Ubiquitous Computing bietet sich für ein solches Szenario das Konzept des
Objektbegleitenden Datentransports an (vgl. Schumann/Diekmann 2005, S. 6 ff.). Sämtliche Daten
werden über sämtliche Wertschöpfungsstufen hinweg am Produkt mitgeführt und stehen somit direkt
zur Verfügung.
6.2.2 After-Sales
Die Leistungen, die ein Unternehmen im After Sales-Bereich anbietet können sehr unterschiedlich
sein. Aber auch die Kunden differieren hinsichtlich der in Anspruch genommenen Leistungen.
Folgende Abbildung ordnet den verschiedenen Leistungsbereichen Kunden- und Anbietertypen zu
(vgl. Baumbach 1998, S. 118).
Primärprodukt
Business-Support
Produkt-Support
Austauschmodule-Service
Ersatzteil-Service
Nut
zeno
ptim
iere
r
Ser
vice
optim
iere
r
Sel
bstin
stan
dhal
ter B
usiness-Provider
Service-Provider
TeileversorgerVersorgung mit Ersatzteilen
Versorgung mit Austauschmodulen
Instandhaltung, Remote Service, Vermietung Werkzeug
Betreiberverträge, Vermietung von Primärprodukten, Schulungen
Abbildung 6-1: Strukturierung von After Sales-Leistungen
Für jeden dieser Leistungsbereiche wird im Folgenden dargestellt, welche Einsatzmöglichkeiten
Ubiquitous Computing-Technologien bieten.
Bereitstellung von Ersatzteilen und Ersatzmodulen
Die Bereitstellung von Ersatzteilen und Ersatzmodulen hat sicherlich in den meisten Unternehmen
eine dominierende Bedeutung. In Unternehmen, die Produkte mit einer langen Lebenszeit
produzieren, kann das Vorhalten von Ersatzteilen über den gesamten Lebenszyklus des Produkts
sehr aufwendig sein. Beispielsweise werden in dem zentralen Ersatzteillager von Volkswagen in
Kassel 280.000 verschiedene Teilegruppen vorgehalten, die auf Anfrage binnen 24 Stunden
europaweit ausgeliefert werden müssen (vgl. Cocca/Schoch 2005, S. 198). Schwerpunktmäßig
dürften hier Ubiquitous Computing-Technologien im Bereich der Logistik zum Einsatz kommen, wie
6 Einsatzgebiete im Service - 65 -
zum Teil schon in den vorangegangenen Abschnitten erläutert. So findet mit Hilfe von RFID eine
automatische Warenausgangskontrolle statt, bei der ein Abgleich mit der Bestellung durchgeführt
wird. Auch die kundenindividuelle Konfiguration einzelner Komponenten (z. B. Airbag) kann durch
RFID effizienter und fehlerfreier gestaltet werden (vgl. Strassner/Plenge/Stroh 2005, S. 187).
Produkt-Support
Obwohl die Bereitstellung von Ersatzteilen und Ersatzmodulen zwei dominante Bereiche des After
Sales sind, kommt dem Produkt-Support immer mehr Bedeutung zu. Für Aufsehen in diesem Bereich
sorgen beispielsweise immer wieder große Rückholaktionen von Automobilherstellern, um einzelne
Teile oder Komponenten zumeist aus Sicherheitsbedenken prophylaktisch auszutauschen.
Untersuchungen haben gezeigt, dass Nachrichten über Störungen im Liefernetz von börsennotierten
Unternehmen in direkter Folge zu Verlusten in Höhe von durchschnittlich 7,5% des Börsenwerts der
betroffenen Unternehmen führte (vgl. Hendricks/Singhal 2003, S. 501 ff.). Die Zahl der Rückrufe ist in
den letzten Jahren stark angestiegen. Die Kosten für Rückrufaktionen sind für den Hersteller
erheblich. Oftmals müssen Rückrufaktionen kompletter Modellserien gestartet werden, obwohl nur
einige wenige Fahrzeuge tatsächlich betroffen sind. Ein Grund dafür ist, dass die Hersteller die
genaue Konfiguration der Fahrzeuge nicht kennen und nicht wissen, in welchen Fahrzeugen die
betroffenen Teile verbaut sind. Ein der teuersten Rückrufaktionen musste Ford im Jahr 2000 starten.
Nach mehreren tödlichen Unfällen mussten 14,4 Millionen Reifen der Firma Firestone zurückgerufen
werden, die an dem beliebten Explorer-Modell des Konzerns montiert waren. Der Rückruf erfolgte in
mehreren Phasen. In jeder Phase dehnte Ford den Kreis der betroffenen Fahrzeuge aus. Letztendlich
kostete die gesamte Rückrufaktion etwa 2,6 Milliarden Dollar (vgl. Noggle/Palmer 2005, S. 185 ff.).
Als direkte Folge dieser Rückrufaktion wurden die Hersteller verpflichtet eine Zuordnung von
Fahrzeuggestellnummer zu den Seriennummern der Reifen in einer Datenbank vorzunehmen. Um die
Zuordnung auf Einzelinstanzebene möglichst effizient zu ermöglichen, werden Reifen zukünftig mit
RFID-Chips ausgestattet. Neben der Seriennummer können darüber hinaus Daten über den
Hersteller, das Herstellwerk, die Reifengröße etc. abgespeichert werden. Im Falle einer Rückrufaktion
kann der betroffene Kreis der Fahrzeuge sehr genau abgegrenzt werden (vgl. Garfinkel/Juels/Pappu
2005, S. 35).
In der Luftfahrtbranche sind die Anforderungen an die Rückverfolgbarkeit der einzelnen Baugruppen
und Komponenten sehr hoch. Ein Flugzeug besteht aus vielen Millionen teils vorkonfigurierter
Komponenten von verschiedenen Herstellern. Viele dieser Teile müssen regelmäßig ausgetauscht,
aufgearbeitet oder repariert werden. Eine ausführliche und direkt zugängliche Dokumentation entlang
der Materialflüsse ist in der Luftfahrtbranche unerlässlich und wird üblicherweise anhand standar-
disierter Begleitdokumente realisiert. Aufgrund des hohen manuellen Aufwands, der mit der
Verwendung von papiergebundenen Dokumenten einhergeht, wird schon seit längerem der Einsatz
von RFID-Transponder als Medium für die Begleitdokumentation diskutiert. Airbus und Boeing haben
sich in einer Initiative zusammen getan um verbindliche Standards für den Einsatz von RFID zur
Begleitdokumentation zu definieren (vgl. Schulze 2004, 38 f.).
6 Einsatzgebiete im Service - 66 -
Ein weiteres Beispiel für die dritte Leistungsebene (Produkt-Support) in dem Ubiquitous Computing-
Technologie eingesetzt wird bzw. einsetzbar ist, findet sich bei der Wartung von Flugzeugen. Die
Wartung von Flugzeugen ist sehr kostspielig, insbesondere wenn unerwartete Ausfälle auftreten, die
Verspätungen oder Flugausfälle hervorrufen. Die Vermeidung von unerwarteten Ausfällen spielt somit
eine wichtige Rolle bei der Wartung von Flugzeugen. Beispielsweise stattet die Fluglinie Delta Air
Lines ihre 550 Flugzeuge mit Sensoren aus, die u. a. verschiedene Betriebsparameter der Triebwerke
permanent überwachen. Die Daten, die in der Luft gesammelt werden, werden am Boden ausgelesen
und analysiert. So können sich ankündigende Ausfälle frühzeitig erkannt werden und notwendige
Wartungen eingeleitet werden. Kostspielige Verspätungen und Flugausfälle können so größtenteils
vermieden werden. Delta Air Lines beziffert die Einsparungen, die durch den Einsatz dieses Systems
erreicht werden auf 355 Millionen Dollar (vgl. Heinrich 2005, S. 241).
Im Bereich der Werkzeugvermietung setzt Airbus auf eine RFID-basierte Lösung. Die zum Teil sehr
teueren Spezialwerkzeuge zur Wartung von Flugzeugen werden an Wartungsteams vermietet, die an
bestimmten Komponenten und Teilen des Flugzeuges arbeiten. Sämtliche Vorgänge, wie Entnahmen,
Rückgaben, Einsätze und Eichungen der Spezialwerkzeuge werden auf einem am Werkzeug
befestigten RFID-Etikett abgespeichert. Somit werden alle technischen und administrativen Daten
direkt am Werkzeug mitgeführt. Durch die Abbildung dieser Daten in IV-System kann Airbus die
Transparenz des Verleihprozesses erhöhen und somit die Verfügbarkeit der Werkzeuge (vgl. Singh
2005, S. 25 und Heinrich 2005, S. 146).
Business-Support
Auch im Bereich des Business-Supports ergeben sich durch den Einsatz von Ubiquitous Computing-
Technologien neue Möglichkeiten. Beispielsweise können Betreiberverträge auf Basis neuer
Preismodelle angeboten werden (pay-per-risk, pay-per-use), wie sie schon in Kapitel 5.2 erläutert
wurden. Um Redundanzen in der Untersuchung zu vermeiden, sei hier auf Kapitel 5.2 verwiesen.
6.3 Zusammenfassung
Als relevante Untersuchungsgebiete wurden die rechtlichen Rahmenbedingungen und der After
Sales-Bereich hergeleitet. Im Bereich der rechtlichen Rahmenbedingungen wurden exemplarisch
anhand der EU-Altauto-Richtlinie und der EU-Elektro- und Elektronik-Altgeräte-Richtlinie aufgezeigt,
welche rechtlichen Entwicklungen es bei der Handhabung von Produkten am Ende des Lebenszyklus
gibt und wie Ubiquitous Computing-Technologien dazu beitragen können die daraus resultierenden
Anforderungen zu erfüllen. Anschließend wurden als zweite rechtliche Entwicklung die zunehmenden
gesetzlichen Anforderungen an die Rückverfolgbarkeit von Produkten anhand der Rückverfolgbarkeit
von Lebensmittel beispielhaft dargestellt und es wurde analysiert, welches Beitragspotenzial
Ubiquitous Computing-Technologien bieten.
Im After Sales-Bereich wurden die Darstellung der Beitragspotenziale von Ubiquitous Computing-
Technologien entlang einer der Literatur entnommenen Strukturierung von After Sales-Leistungen
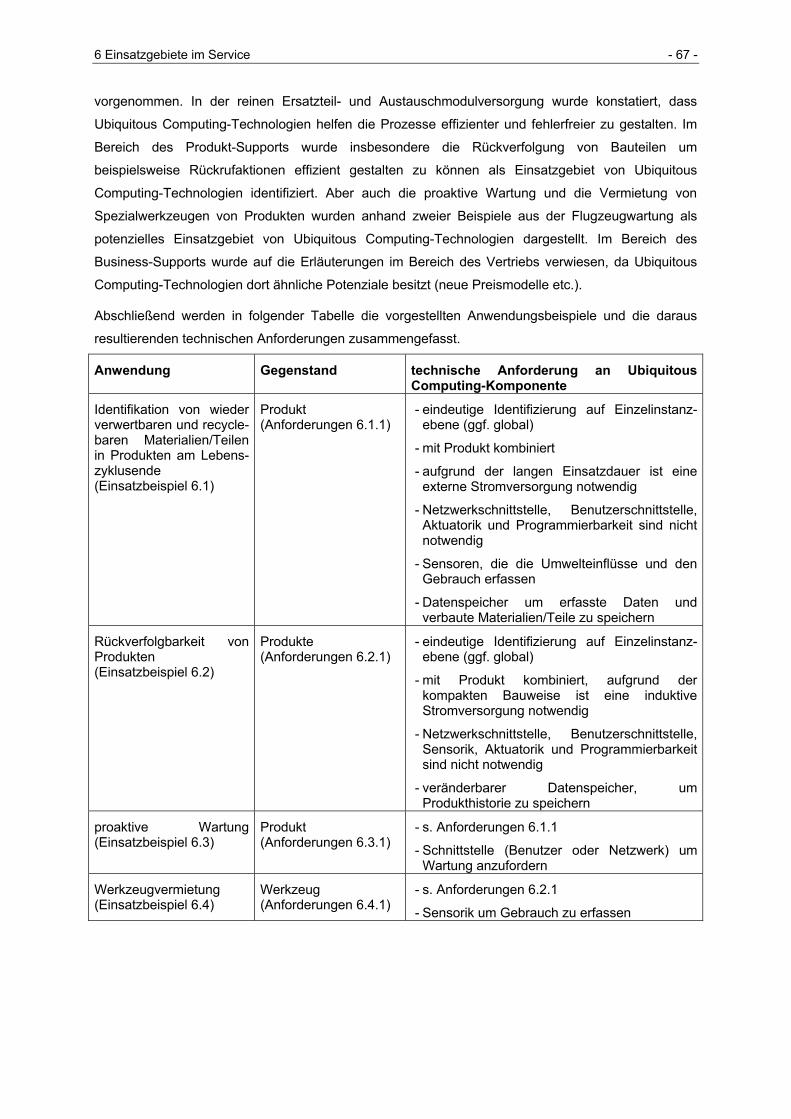
6 Einsatzgebiete im Service - 67 -
vorgenommen. In der reinen Ersatzteil- und Austauschmodulversorgung wurde konstatiert, dass
Ubiquitous Computing-Technologien helfen die Prozesse effizienter und fehlerfreier zu gestalten. Im
Bereich des Produkt-Supports wurde insbesondere die Rückverfolgung von Bauteilen um
beispielsweise Rückrufaktionen effizient gestalten zu können als Einsatzgebiet von Ubiquitous
Computing-Technologien identifiziert. Aber auch die proaktive Wartung und die Vermietung von
Spezialwerkzeugen von Produkten wurden anhand zweier Beispiele aus der Flugzeugwartung als
potenzielles Einsatzgebiet von Ubiquitous Computing-Technologien dargestellt. Im Bereich des
Business-Supports wurde auf die Erläuterungen im Bereich des Vertriebs verwiesen, da Ubiquitous
Computing-Technologien dort ähnliche Potenziale besitzt (neue Preismodelle etc.).
Abschließend werden in folgender Tabelle die vorgestellten Anwendungsbeispiele und die daraus
resultierenden technischen Anforderungen zusammengefasst.
Anwendung Gegenstand technische Anforderung an Ubiquitous Computing-Komponente
Identifikation von wieder verwertbaren und recycle-baren Materialien/Teilen in Produkten am Lebens-zyklusende (Einsatzbeispiel 6.1)
Produkt (Anforderungen 6.1.1)
- eindeutige Identifizierung auf Einzelinstanz-ebene (ggf. global)
- mit Produkt kombiniert
- aufgrund der langen Einsatzdauer ist eine externe Stromversorgung notwendig
- Netzwerkschnittstelle, Benutzerschnittstelle, Aktuatorik und Programmierbarkeit sind nicht notwendig
- Sensoren, die die Umwelteinflüsse und den Gebrauch erfassen
- Datenspeicher um erfasste Daten und verbaute Materialien/Teile zu speichern
Rückverfolgbarkeit von Produkten (Einsatzbeispiel 6.2)
Produkte (Anforderungen 6.2.1)
- eindeutige Identifizierung auf Einzelinstanz-ebene (ggf. global)
- mit Produkt kombiniert, aufgrund der kompakten Bauweise ist eine induktive Stromversorgung notwendig
- Netzwerkschnittstelle, Benutzerschnittstelle, Sensorik, Aktuatorik und Programmierbarkeit sind nicht notwendig
- veränderbarer Datenspeicher, um Produkthistorie zu speichern
proaktive Wartung (Einsatzbeispiel 6.3)
Produkt (Anforderungen 6.3.1)
- s. Anforderungen 6.1.1
- Schnittstelle (Benutzer oder Netzwerk) um Wartung anzufordern
Werkzeugvermietung (Einsatzbeispiel 6.4)
Werkzeug (Anforderungen 6.4.1)
- s. Anforderungen 6.2.1
- Sensorik um Gebrauch zu erfassen
7 Zusammenfassung und Ausblick - 68 -
7 Zusammenfassung und Ausblick
In den vorangegangenen Abschnitten wurden Potenziale von Ubiquitous Computing-Technologien
entlang der Wertschöpfungskette vorgestellt. In allen Stufen wurden zunächst relevante
Einsatzgebiete identifiziert anhand derer untersucht wurde, welche Änderungen oder Erweiterungen
durch den Einsatz von Ubiquitous Computing-Technologien realisiert werden können. Es lässt sich
festhalten, dass Ubiquitous Computing-Technologien grundsätzlich in zweierlei Hinsicht Änderungen
bewirken. Zum einem helfen sie bestehende Prozesse effizienter zu gestalten zum anderen machen
sie bestimmte Prozesse erst möglich. Am Ende eines jeden Abschnitts wurde eine Zusammenfassung
der vorgestellten Einsatzbeispiele gemacht und es wurden technische Anforderungen abgeleitet.
Betrachtet man die in tabellarischer Form vorliegenden technischen Anforderungen der dargstellten
Einsatzbeispiele, so können die Einsatzbeispiele anhand ihrer Anforderungen in Klassen gruppiert
werden, die nahezu identische Anforderungen besitzen. Es können vier verschiedene Klassen
(Anforderungsprofile) unterschieden werden: „Objektidentifikation“, „Objektbegleitender
Datentransport“, „Mobiler Agent“ und „Stationärer Agent“ unterschieden werden.
Die Grundausprägung „Objektidentifikation“ wird in Anwendungsgebieten benötigt in denen Objekte
eindeutig identifiziert werden müssen. Eine eindeutige Identifizierung auf Einzelinstanzebene
bedeutet, dass das Identifikationsmerkmal gegenüber herkömmlichen Technologien (z. B. Barcode)
umfangreicher sein muss. Auch müssen die Gegenstände ortbar sein, d. h. es muss über eine
Funkschnittstelle feststellbar sein, ob sich das Objekt in der Nähe eines entsprechenden Lesegeräts
befindet. Die für die Objektidentifikation verwendete Komponente muss tendenziell sehr klein sein,
weshalb eine passive Stromversorgung zumeist vorzuziehen ist. In den meisten Fällen wird es sich
hierbei also um RFID-Etiketten handeln, wie sie beispielsweise schon im Handel zum Einsatz
kommen.
Beim ODT wird das digitale Abbild des Objekts (beispielsweise ein Auftrag) bzw. bestimmte
Charakteristika des Objekts (MHD) direkt am Objekt mitgeführt. Die Anforderungen des ODT werden
größtenteils durch RFID-Systeme, wie sie ein Großteil der wissenschaftlichen Autoren definieren,
erfüllt. Es wird im Gegensatz zu den beiden nachfolgenden Anforderungsprofilen keine Netzwerk-
schnittstelle benötigt, da sie nicht in direktem Kontakt mit anderen Komponenten stehen. Da die
Komponenten tendenziell klein und mobil sein müssen, kommt nur eine induktive Stromversorgung in
Frage, über die auch das Lesen und Speichern von Informationen auf der Komponente erfolgen kann.
Der Sensorik kommt im Fall des ODT nur im Bereich der Qualitätssicherung eine Rolle zu. Auch
Aktuatorik und Programmierbarkeit sind in den meisten Fällen nicht notwendig.
Die Mobilen Agenten zeichnen sich dadurch aus, dass sie als digitale Abbildung eines mobilen
Objekts der Produktion (Auftrag, Ladungsträger etc.), stellvertretend Entscheidungen treffen. Im
Gegensatz zu „klassischen“ Agenten, agieren sie nicht losgelöst von der realen Welt in der virtuellen
Welt, sondern sind in die reale Welt integriert, indem sie an das entsprechende Objekt physisch
7 Zusammenfassung und Ausblick - 69 -
gebunden sind. Da sie in Interaktion mit anderen Agenten stehen, müssen sie über eine
Netzwerkschnittstelle verfügen, die aufgrund der Mobilität der Agenten kabellos ausgelegt sein sollte.
Um stellvertretend für das Objekt handeln zu können, muss ein mobiler Agent programmierbar sein
und in vielen Fällen seine Umwelt mittels Sensoren erfassen können. Eine offene
Programmiersprache ist zwar wünschenswert, aber nicht zwingend erforderlich. Sowohl die kabellose
Netzwerkschnittstelle, als auch die Tatsache, dass Agenten aktiv für das Objekt handeln, spricht für
eine interne Energieversorgung, da nur so ein „always-on“-Zustand erreicht werden kann. Dies ist in
der Realität jedoch problematisch, da die Energiedichte von herkömmlichen Energieträgern (Batterien,
Kondensatoren etc.) vergleichsweise gering ist und alternative Energieversorgungen (Brennstoffzelle,
Umwandlung kinetischer Energie) noch am Anfang der Entwicklung stehen.
Stationäre Agenten handeln stellvertretend für stationäre Objekte der Fertigung (z. B. Maschinen,
Start- und Endknoten von Fördersystemen). Tendenziell werden sie über eine kabelgebundene
Netzwerkschnittstelle verfügen, da sie sich gegenüber kabellosen Netzwerkverbindungen leistungs-
fähiger, wartungsärmer, zuverlässiger und kostengünstiger betreiben lassen.7 Die Stromversorgung ist
aufgrund der Immobilität unproblematisch und wird i. d. R. über Stromnetz geschehen. Da die
stationären Agenten oftmals stellvertretend für Maschinen handeln werden, müssen sie über
Aktuatorik verfügen um die Maschine „zu lenken“.
Abbildung 7-1 stellt diese drei Profile anhand des in Kapitel 2 vorgestellten Klassifizierungsrahmens
für Embedded Devices (vgl. Abbildung 2-1) dar.
7 Die Fortschritte im Bereich der kabellosen Vernetzung lassen diesen Unterschied aber zunehmend
verschwinden.
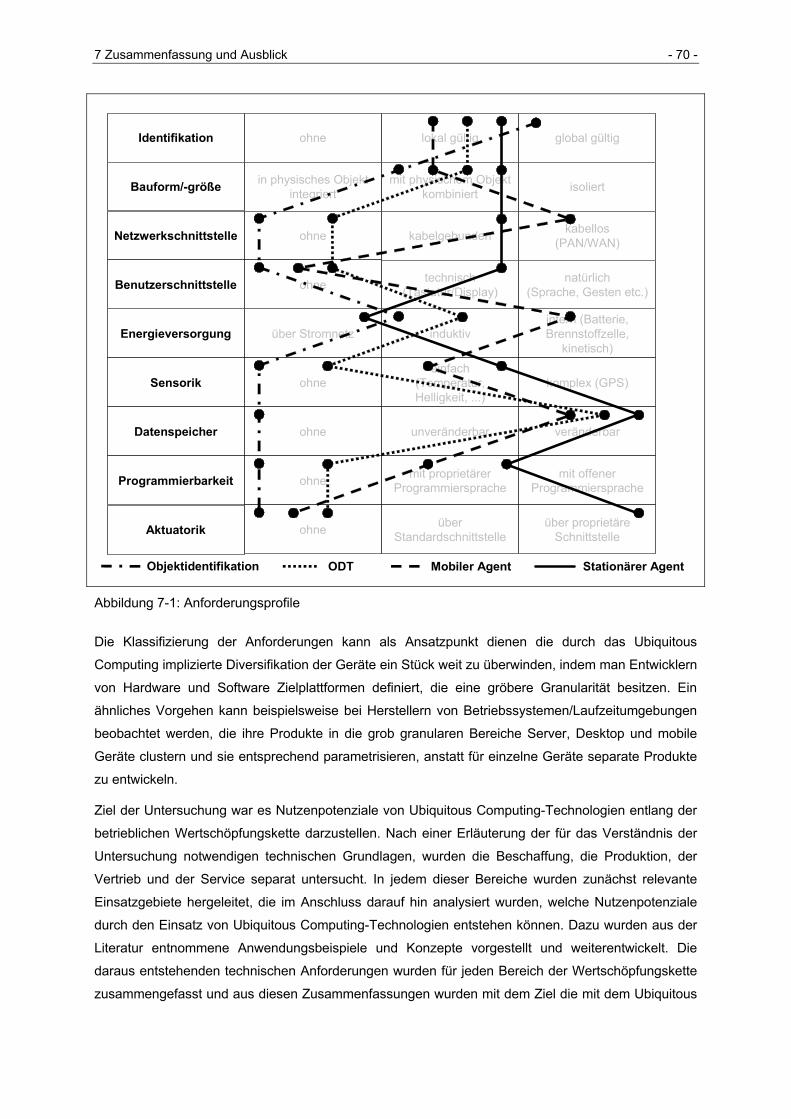
7 Zusammenfassung und Ausblick - 70 -
Identifikation global gültiglokal gültigohne
Bauform/-größe isoliertmit physischem Objekt kombiniert
in physisches Objekt integriert
Netzwerkschnittstelle kabellos(PAN/WAN)kabelgebundenohne
Energieversorgungintern (Batterie, Brennstoffzelle,
kinetisch)induktivüber Stromnetz
Sensorik komplex (GPS)einfach
(Temperatur, Helligkeit, ...)
ohne
Datenspeicher veränderbarunveränderbarohne
Programmierbarkeit mit offener Programmiersprache
mit proprietärerProgrammierspracheohne
Aktuatorik über proprietäreSchnittstelle
über Standardschnittstelleohne
Benutzerschnittstelle natürlich(Sprache, Gesten etc.)
technisch(Tastatur/Display)ohne
Stationärer AgentMobiler AgentODTObjektidentifikation
Abbildung 7-1: Anforderungsprofile
Die Klassifizierung der Anforderungen kann als Ansatzpunkt dienen die durch das Ubiquitous
Computing implizierte Diversifikation der Geräte ein Stück weit zu überwinden, indem man Entwicklern
von Hardware und Software Zielplattformen definiert, die eine gröbere Granularität besitzen. Ein
ähnliches Vorgehen kann beispielsweise bei Herstellern von Betriebssystemen/Laufzeitumgebungen
beobachtet werden, die ihre Produkte in die grob granularen Bereiche Server, Desktop und mobile
Geräte clustern und sie entsprechend parametrisieren, anstatt für einzelne Geräte separate Produkte
zu entwickeln.
Ziel der Untersuchung war es Nutzenpotenziale von Ubiquitous Computing-Technologien entlang der
betrieblichen Wertschöpfungskette darzustellen. Nach einer Erläuterung der für das Verständnis der
Untersuchung notwendigen technischen Grundlagen, wurden die Beschaffung, die Produktion, der
Vertrieb und der Service separat untersucht. In jedem dieser Bereiche wurden zunächst relevante
Einsatzgebiete hergeleitet, die im Anschluss darauf hin analysiert wurden, welche Nutzenpotenziale
durch den Einsatz von Ubiquitous Computing-Technologien entstehen können. Dazu wurden aus der
Literatur entnommene Anwendungsbeispiele und Konzepte vorgestellt und weiterentwickelt. Die
daraus entstehenden technischen Anforderungen wurden für jeden Bereich der Wertschöpfungskette
zusammengefasst und aus diesen Zusammenfassungen wurden mit dem Ziel die mit dem Ubiquitous
7 Zusammenfassung und Ausblick - 71 -
Computing einhergehende Diversifikation der Geräte ein Stück weit einzugrenzen abschließend vier
verschiedene Anforderungsprofile herausgearbeitet.
Die Darstellung der Nutzenpotenziale beschränkte sich in den vorangegangenen Ausarbeitungen
weites gehend auf qualitative Bewertungen. Quantitative Bewertungen wurden nur in Einzelfällen
vorgenommen. Die Kosten, die durch den Einsatz von Ubiquitous Computing-Technologien
hervorgerufen werden, lassen sich zwar noch relativ einfach monetär bewerten, die Nutzeneffekte
sind aber nur sehr schwer monetär zu bewerten. Diese Problemstellung ist auch schon aus der
Bewertung herkömmlicher integrierter Informationssysteme bekannt (vgl. Mertens et al. 2005, S. 188).
Um die Nutzeffekte, die durch den Einsatz von Ubiquitous Computing-Technologien erzielt werden
messen zu können, bieten sich verschiedene Vorgehensweisen an. Beispielsweise könnten
Simulationen helfen die Nutzeffekte von Ubiquitous Computing-Technologien in einzelnen
Einsatzszenarien zu bewerten. Und auch analytische Modelle aus der Betriebswirtschaftslehre
könnten zur Bewertung eingesetzt werden. Das Ziel zukünftiger Untersuchungen sollte es also sein,
die quantitative Bewertung des Einsatzes von Ubiquitous Computing-Technologien voranzutreiben.
Literaturverzeichnis 72
Literaturverzeichnis
Akers 1956: Akers, S. B.: A Graphical Approach to Production Scheduling Problems. In: Operations
Research 4 (1956) S. 244-245.
Arnolds/Heege/Tussing 2001: Arnolds, H./Heege, F./Tussing, W.: Materialwirtschaft und Einkauf:
praxisorientiertes Lehrbuch, 10. Aufl., Wiesbaden 2001.
Arrow 1969: Arrow, K. J.: The Organization of Economic Activity: Issues Pertinent to the Choice of
Market Versus Nonmarket Allocation. The Analyses and Evaluation of Public Expenditures: The
PPB system. Vol. 1 U.S. Joint Economic Committee, 91st Congress, 1st Session, Washington
D.C. 1969, S. 59-73.
Barginda et al. 2005: Barginda, K./Cichorowski, G./Assmann, R./Führ, M.: Potentiale 'smarter'
Produktkennzeichnung: technische Entwicklung und Anforderungen des Elektro-Gesetzes:
Vorstudie, Darmstadt 2005.
Baumbach 1998: Baumbach, M.: After-Sales-Management im Maschinen- und Anlagenbau,
Regensburg 1998.
Beckenbauer/Fleisch/Strassner 2004: Beckenbauer, B./Fleisch, E./Strassner, M.: RFID Management
Guide. In: Information Management & Consulting 19 (2004) 4, S. 43-50.
Behrendt/Gutmann 1989: Behrendt, W./Gutmann, G.: Beschaffungsplanung. In: Szyperski, N.:
Handwörterbuch der Planung, Stuttgart 1989, S. 121-143.
Bellman 1957: Bellman, R. E.: Dynamic programming, Princeton, NJ 1957.
Bichler 1990: Bichler, K.: Beschaffungs- und Lagerwirtschaft: praxisorientierte Darstellung mit Aufgaben
und Lösungen, 5., erw. Aufl., Wiesbaden 1990.
Blumberg 1991: Blumberg, F.: Wissensbasierte Systeme in Produktionsplanung und -steuerung:
Implementierungs- und Integrationsaspekte, dargestellt an einem Beispiel aus dem
Beschaffungsbereich, Heidelberg 1991.
Bonabeau/Meyer 2001: Bonabeau, E./Meyer, C.: Schwarm-Intelligenz: Unternehmen lernen von Bienen
und Ameisen. In: Harvard business manager 23 (2001) 6, S. 38-49.
Bossard 2004: Bossard, D.: Ubiquitous computing based inventory management in supply chains, St.
Gallen 2004.
Bundesamt für Sicherheit in der Informationstechnik 2004: Bundesamt für Sicherheit in der
Informationstechnik: Risiken und Chancen des Einsatzes von RFID-Systemen: Trends und
Entwicklungen in Technologien, Anwendungen und Sicherheit, Bonn 2004.
Coase 1937: Coase, R. H.: The nature of the firm. In: Economica 4 (1937) S. 386-405.
Cocca/Schoch 2005: Cocca, A./Schoch, T.: RFID-Anwendungen bei der Volkswagen AG -
Herausforderungen einer modernen Ersatzteillogistik. In: Fleisch, E.: Das Internet der Dinge:
Ubiquitous Computing und RFID in der Praxis: Visionen, Technologien, Anwendungen,
Handlungsanleitungen, Berlin [u.a.] 2005, S. 197-208.
Literaturverzeichnis 73
Conway/Maxwell/Miller 1967: Conway, R. W./Maxwell, W. L./Miller, L. W.: Theory of scheduling,
Reading Mass. 1967.
Corsten 1998: Corsten, H.: Produktionswirtschaft: Einführung in das industrielle
Produktionsmanagement, 7., vollst. überarb. und erw. Aufl., München [u.a.] 1998.
Corsten/Gabriel 2002: Corsten, D./Gabriel, C.: Supply Chain Management erfolgreich umsetzen:
Grundlagen, Realisierung und Fallstudien, Berlin [u.a.] 2002.
Coulouris/Dollimore/Kindberg 2002: Coulouris, G./Dollimore, J./Kindberg, T.: Verteilte Systeme:
Konzepte und Design, 3. überarb. Aufl., München 2002.
Daudel/Vialle 1994: Daudel, S./Vialle, G.: Yield management: applications to air transport and other
service industries, Paris 1994.
Davies/Gellersen 2002: Davies, N./Gellersen, H.: Beyond Prototypes: Challenges in Deploying
Ubiquitous Systems. In: IEEE pervasive computing: mobile and ubiquitous systems 1 (2002) 1, S.
26-35.
Dichtl 1997: Dichtl, E.: Marketing. In: Bea, F. X./Dichtl, E./Schweitzer, M.: Allgemeine
Betriebswirtschaftslehre. Bd. 3: Leistungsprozeß, 7., überarb. Aufl., Stuttgart 1997, S. 133-204.
Diller 2000: Diller, H.: Preispolitik, 3., überarb. Aufl., Stuttgart [u.a.] 2000.
Dörsch et al. 2005: Dörsch, C./Fikouras, I./Burkert, R./Müller, D. H.: Eco-conscious Design based on
Single Component Polymers for Sustainable Supply Management in Automotive Production.
International Conference on Engineering DesignICED 05, Melbourne 2005,
EU 2000: EU: Richtlinie 2000/53/EG des Europäischen Parlaments und des Rates,
http://europa.eu.int/eur-lex/pri/de/oj/dat/2000/l_269/l_26920001021de00340042.pdf, Abruf am
09.12.2005.
EU 2002: EU: Verordnung (EG) Nr. 178/2002 des Europäischen Parlaments und des Rates vom 28.
Januar 2002, http://europa.eu.int/eur-
lex/pri/de/oj/dat/2002/l_031/l_03120020201de00010024.pdf, Abruf am 12.12.2005.
EU 2003: EU: Richtlinie 2002/96/EG des Europäischen Parlaments und des Rates vom 27. Januar
2003 über Elektro- und Elektronik-Altgeräte, http://europa.eu.int/eur-
lex/pri/de/oj/dat/2003/l_037/l_03720030213de00240038.pdf, Abruf am 08.12.2005.
Ferguson 2002: Ferguson, G. T.: FRONTIERS - Have Your Objects Call My Objects. In: Harvard
Business Review 80 (2002) 6, S. 138-145.
Finkenzeller 2002: Finkenzeller, K.: RFID-Handbuch: Grundlagen und praktische Anwendungen
induktiver Funkanlagen, Transponder und kontaktloser Chipkarten, 3., aktualisierte und erw.
Aufl., München [u.a.] 2002.
Fisher/Thompson 1963: Fisher, H./Thompson, L.: Probalistic learning combinations of local job-shop
scheduling rules. In: Muth, J. F./Thompson, G. L.: Industrial Scheduling: (Papers presented at a
Conference on 'Factory Scheduling' held at the Graduate School of Industrial Administration at
Carnegie Institute of Technology, May 10-12, 1961), Englewood Cliffs, NJ 1963, S. 225-251.
Literaturverzeichnis 74
Fleisch/Dierkes 2003: Fleisch, E./Dierkes, M.: WI - State-of-the-Art - Ubiquitous Computing aus
betriebswirtschaftlicher Sicht - Ubiquitous Computing, Pervasive Computing, Anwendungen,
Integration. In: Wirtschaftsinformatik 45 (2003) 6, S. 611-620.
Fleisch/Mattern/Billinger 2003: Fleisch, E./Mattern, F./Billinger, S.: Betriebswirtschaftliche Applikationen
des Ubiquitous Computing. In: HMD - Praxis der Wirtschaftsinformatik (2003) 229, S. 5-15.
Ford/Fulkerson 1962: Ford, L. R./Fulkerson, D. R.: Flows in Networks, Princeton, NJ 1962.
Forrester 1958: Forrester, J. W.: Industrial Dynamics. A Major Breaktrough for Decision Makers. In:
Harvard Business Review 36 (1958) 4, S. 23-52.
Garey/Johnson 2003: Garey, M. R./Johnson, D. S.: Computers and intractability: a guide to the theory
of NP-completeness, 24. Aufl., New York, NY 2003.
Garfinkel/Juels/Pappu 2005: Garfinkel, S. L./Juels, A./Pappu, R.: RFID Privacy: An Overview of
Problems and Proposed Solutions. In: IEEE Security & Privacy 3 (2005) 3, S. 34-43.
Gutenberg 1984: Gutenberg, E.: Grundlagen der Betriebswirtschaftslehre: Der Absatz, 17. Aufl., Berlin
[u.a.] 1984.
Günther/Tempelmeier 2000: Günther, H./Tempelmeier, H.: Produktion und Logistik, 4., neubearb. und
erw. Aufl., Berlin [u.a.] 2000.
Hackstein 1984: Hackstein, R.: Produktionsplanung und -steuerung (PPS): ein Handbuch für die
Betriebspraxis, Düsseldorf 1984.
Hansmann 2001: Hansmann, U.: Pervasive computing handbook, Berlin [u.a.] 2001.
Heinrich 2005: Heinrich, C. E.: RFID and beyond: growing your business through real world awareness,
Indianapolis, IN 2005.
Hendricks/Singhal 2003: Hendricks, K. B./Singhal, V. R.: The effect of supply chain glitches on
shareholder wealth. In: Journal of operations management 21 (2003) 5, S. 501-522.
Herzig 1975: Herzig, N.: Die theoretischen Grundlagen betrieblicher Instandhaltung, Meisenheim am
Glan 1975.
Holthaus 1996: Holthaus, O.: Ablaufplanung bei Werkstattfertigung: simulationsgestützte Analyse von
Steuerungs- und Koordinationsregeln, Wiesbaden 1996.
Jahnke/Biskup 1999: Jahnke, H./Biskup, D.: Planung und Steuerung der Produktion, Landsberg/Lech
1999.
Jain/Meeran 1999: Jain, A./Meeran, S.: Deterministic job-shop scheduling: Past, present and future. In:
European journal of operational research 113 (1999) 2, S. 390-434.
Jansen 2004: Jansen, R.: Integration der Transpondertechnologie zur Erhöhung der Leistungsfähigkeit
der operativen Produktionssteuerung, Chemnitz 2004.
Johnson 1954: Johnson, S. M.: Optimal Two- and Three-Stage Production Schedules with Setup Times
Included. In: Naval Research Logistics Quarterly 1 (1954) 1, S. 61-68.
Johnson 2001: Johnson, S.: Emergence: the connected lives of ants, brains, cities, and software, New
York, NY [u.a.] 2001.
Literaturverzeichnis 75
Jünemann/Beyer 1998: Jünemann, R./Beyer, A.: Steuerung von Materialfluß- und Logistiksystemen:
Informations- und Steuerungssysteme, Automatisierungstechnik, 2. Aufl., Berlin [u.a.] 1998.
Kaspar/Diekmann/Hagenhoff 2005: Kaspar, C./Diekmann, T./Hagenhoff, S.: Kontextadaptive Systeme.
In: WiSt - Das Wirtschaftswissenschaftliche Studium 34 (2005) 9, S. 529-532.
Kern 2006: Kern, C.: Anwendung von RFID-Systemen, Berlin [u.a.] 2006.
Klenke 1977: Klenke, H.: Ablaufplanung bei Fließfertigung, Wiesbaden 1977.
Koh 2005: Koh, R.: Nutzen von RFID zur Sicherung der Supply Chain der Pharmaindustrie. In: Fleisch,
E.: Das Internet der Dinge: ubiquitous computing und RFID in der Praxis: Visionen,
Technologien, Anwendungen, Handlungsanleitungen, Berlin [u.a.] 2005, S. 161-175.
Kotschenreuther 1991: Kotschenreuther, W.: Unterstützung der Störungsbewältigung in der Produktion
durch verteilte wissensbasierte Systeme, Nürnberg 1991.
Kubach 2003: Kubach, U.: Integration von Smart Items in Enterprise-Software-Systeme. In: HMD -
Praxis der Wirtschaftsinformatik (2003) 229, S. 56-67.
Laakmann 1995: Laakmann, K.: Value-Added Services als Profilierungsinstrument im Wettbewerb:
Analyse, Generierung und Bewertung, Frankfurt am Main [u.a.] 1995.
Lee/Padmanabhan/Whang 1997a: Lee, H. L./Padmanabhan, V./Whang, S.: Information Disortion in a
Supply Chain: The Bullwhip Effect. In: Management Science 43 (1997) 4, S. 546-558. (a)
Lee/Padmanabhan/Whang 1997b: Lee, H. L./Padmanabhan, V./Whang, S.: The Bullwhip Effect in
Supply Chains. In: Sloan Management Review 38 (1997) 1, S. 93-102. (b)
Lorentz 2003: Lorentz, K.: Ein Beitrag zur verteilten und adaptiven Materialflusssteuerung für
Stückguttransport, Magdeburg 2003.
Manhart 2000: Manhart, K.: Silent Commerce im Aufwind. In: Funkschau (2000) 14, S. 36-37.
Mattern 2003: Mattern, F.: Vom Verschwinden des Computers. In: Mattern, F.: Total vernetzt:
Szenarien einer informatisierten Welt, Berlin [u.a.] 2003, S. 1-41.
Meffert 2000: Meffert, H.: Marketing: Grundlagen marktorientierter Unternehmensführung, 9., überarb.
und erw. Aufl., Wiesbaden 2000.
Mertens 1998: Mertens, P.: Geschichte und ausgewählte Gegenwartsprobleme der
Wirtschaftsinformatik. In: Wirtschaftswissenschaftliches Studium 27 (1998) 4, S. 170-175.
Mertens 2004: Mertens, P.: Integrierte Informationsverarbeitung 1: Operative Systeme in der Industrie,
14., überarb. Aufl., Wiesbaden 2004.
Mertens et al. 2005: Mertens, P./Bodendorf, F./König, W./Picot, A./Schumann, M./Hess, T.: Grundzüge
der Wirtschaftsinformatik, 9. überarb. Aufl., Berlin [u.a.] 2005.
Mönch/Stehli 2003: Mönch, L./Stehli, M.: Ein simulationsbasierter Ansatz zur Leistungsbewertung von
Systemen der verteilten künstlichen Intelligenz zur Produktionssteuerung. In: Künstliche
Intelligenz 17 (2003) 4, S. 43-49.
Navas 2000: Navas, D.: Automakers embrace RFID, 2-D production tracking and online B2B and B2C
in their supply chains. In: Supply Chain - Manufacturing & Logistics Solutions 20 (2000) 6, S. 36.
Literaturverzeichnis 76
Noggle/Palmer 2005: Noggle, R./Palmer, D. E.: Radials, Rollovers and Responsibility: An Examination
of the Ford-Firestone Case. In: Journal of business ethics 56 (2005) 2, S. 185-204.
Ombuki/Ventresca 2004: Ombuki, B. M./Ventresca, M.: Local Search Genetic Algorithms for the Job
Shop Scheduling Problem. In: Applied Intelligence 21 (2004) 1, S. 99-109.
Otto/Beckmann 2001: Otto, B./Beckmann, H.: Klassifizierung und Austausch von Produktdaten auf
elektronischen Marktplätzen. In: Wirtschaftsinformatik 43 (2001) 4, S. 351-362.
Panoff 2005: Panoff, R.: Best practice - Erprobt bei Ski-Ticktes - optimal für Supply Chains - Radio
Frequency Identification. In: New management 74 (2005) 3, S. 38-41.
Pejovic 1995: Pejovic, S.: Economic Analysis of Institutions and Systems, Dordrecht 1995.
Pflaum 2001: Pflaum, A.: Transpondertechnologie und Supply-Chain-Management: elektronische
Etiketten - bessere Identifikationstechnologie in logistischen Systemen? Hamburg 2001.
Picot 1996: Picot, A.: The fading boundaries of the firm: the role of information and communication
technology. In: Journal of institutional and theoretical economics 152 (1996) 1, S. 65-79.
Picot 1998: Picot, A.: Die grenzenlose Unternehmung: Information, Organisation und Management, 3.
überarb. Aufl., Wiesbaden 1998.
Picot/Dietl 1990: Picot, A./Dietl, H.: Transaktionskostentheorie. In: WiSt - Das
Wirtschaftswissenschaftliche Studium 19 (1990) 4, S. 178-184.
Pigou 1929: Pigou, A. C.: The economics of welfare, 3. Aufl., London [u.a.] 1929.
Pohmer/Bea 1994: Pohmer, D./Bea, F. X.: Produktion und Absatz, 3., neu bearb. Aufl., Göttingen 1994.
Pramatari/Doukidis/Kourouthanassis 2005: Pramatari, K./Doukidis, G. I./Kourouthanassis, P.: Towards
Smarter Supply and Demand Chain Collaboration Practices Enabled by RFID Technology. In:
Vervest, P./Heck, E. v./Preiss, K./Pau, L.: Smart business networks, Berlin [u.a.] 2005, S. 197-
210.
Prause/Heinrich 2005: Prause, J./Heinrich, C.: 'Die gesamte Logistikkette wird in Bewegung gesetzt' -
Wie 'Real World Awareness' und RFID die Geschäftswelt verändern. In: SAP Info (2005) 127, S.
12-16.
Reichheld/Sasser 1991: Reichheld, F. F./Sasser, W. E.: Zero-Migration: Dienstleister im Sog der
Qualitätsrevolution. In: Harvard Business Manager 13 (1991) 4, S. 108-116.
Richter 1994: Richter, R.: Institutionen ökonomisch analysiert, Tübingen 1994.
Rosenberg/Ziegler/Holthaus 1993: Rosenberg, O./Ziegler, H./Holthaus, O.: Verteilte Simulation
dezentraler Werkstattfertigungssysteme. In: IM Information Management 8 (1993) 2, S. 6-12.
Sadeh 2005: Sadeh, N.: Kampf der Agenten: International Supply Chain Trading Competition. In: SAP
Info (2005) 131, S. 64-67.
Schoch/Strassner 2003: Schoch, T./Strassner, M.: Wie smarte Dinge Prozesse unterstützen. In: HMD -
Praxis der Wirtschaftsinformatik (2003) 229, S. 23-31.
Schuldes 2005: Schuldes, M.: RFID trifft Kanban. In: SAP Info (2005) 132, S. 86-87.
Schulte 1996: Schulte, G.: Material- und Logistikmanagement, München [u.a.] 1996.
Literaturverzeichnis 77
Schultz/Mertens 2000: Schultz, J./Mertens, P.: Untersuchung wissensbasierter und weiterer
ausgewählter Ansätze zur Unterstützung der Produktionsfeinplanung - ein Methodenvergleich. In:
Wirtschaftsinformatik 42 (2000) 1, S. 56-65.
Schulze 2004: Schulze, R.: RFID in der Luftfahrtbranche. In: Information Management & Consulting 19
(2004) 4, S. 37-42.
Schumann/Diekmann 2005: Schumann, M./Diekmann, T.: Objektbegleitender Datentransport entlang
der industriellen Wertschöpfungskette - Möglichkeiten und Grenzen. Arbeitsberichte der
Abteilung Wirtschaftsinformatik II, Universität Göttingen, Nr. 6/2005, Göttingen 2005.
Schumann/Meyer/Ströbele 1999: Schumann, J./Meyer, U./Ströbele, W.: Grundzüge der
mikroökonomischen Theorie, 7., neu berarb. und erw. Aufl., Berlin [u.a.] 1999.
Singh 2005: Singh, A.: Vom Wunsch zur Wirklichkeit - Geschäftsprozesse im Wandel: RFID in der
Praxis. In: SAP Info (2005) 131, S. 22-25.
Stauss 1991: Stauss, B.: Kundendienstqualität als Erfolgsfaktor im Wettbewerb. In: THEXIS 8 (1991) 2,
S. 47-51.
Stieler 2004: Stieler, W.: Künstliche Intelligenz: Ameisen leisten im Kollektiv Erstaunliches. In:
Technology review (2004) 4, S. 114-119.
Strassner 2005: Strassner, M.: RFID im Supply Chain Management: Auswirkungen und
Handlungsempfehlungen am Beispiel der Automobilindustrie, Wiesbaden 2005.
Strassner/Fleisch 2005: Strassner, M./Fleisch, E.: Innovationspotenzial von RFID für das Supply-Chain-
Management. In: Wirtschaftsinformatik 47 (2005) S. 45-56.
Strassner/Plenge/Stroh 2005: Strassner, M./Plenge, C./Stroh, S.: Potenziale der RFID-Technologie für
das SCM in der Automobilindustrie. In: Fleisch, E.: Das Internet der Dinge: ubiquitous computing
und RFID in der Praxis: Visionen, Technologien, Anwendungen, Handlungsanleitungen, Berlin
[u.a.] 2005, S. 177-196.
Strüker/Sackmann 2004: Strüker, J./Sackmann, S.: Neue Formen der Kundenkommunikation durch
mobile IuK-Technologien - Eine ökonmische Analyse am Beispiel des 'Extra Future Stores'.
Tagungsband zur Multikonferenz der Wirtschaftsinformatik 2004 (MKWI '04), Essen 2004,
Tellkamp/Quiede 2005: Tellkamp, C./Quiede, U.: Einsatz von RFID in der Bekleidungsindustrie -
Ergebnisse eines Pilotprojekts von Kaufhof und Gerry Weber. In: Fleisch, E.: Das Internet der
Dinge: ubiquitous computing und RFID in der Praxis: Visionen, Technologien, Anwendungen,
Handlungsanleitungen, Berlin [u.a.] 2005, S. 143-160.
Tempelmeier/Kuhn 1993: Tempelmeier, H./Kuhn, H.: Flexible Fertigungssysteme:
Entscheidungsunterstützung für Konfiguration und Betrieb, Berlin [u.a.] 1993.
Tentschert 2000: Tentschert, J.: Chemische Kommunikation bei Ameisen: Untersuchungen zur
Sozialstruktur von Ameisen sowie Analyse von Ameisenpheromonen, Erlangen-Nürnberg 2000.
Thorndike/Kasch 2004: Thorndike, A./Kasch, L.: RFID in Handel und Konsumgüterindustrie: Potenziale,
Herausforderungen, Chancen. In: IM 19 (2004) 4, S. 31-36.
Troßmann 1997: Troßmann, E.: Beschaffung und Logistik. In: Bea, F. X./Dichtl, E./Schweitzer, M.:
Allgemeine Betriebswirtschaftslehre. Bd.3: Leistungsprozess, 7. Auflage, Stuttgart 1997, S. 9-76.
Literaturverzeichnis 78
Wannenwetsch 2004: Wannenwetsch, H.: Integrierte Materialwirtschaft und Logistik: Beschaffung,
Logistik, Materialwirtschaft und Produktion, 2. überarb. Aufl., Berlin [u.a.] 2004.
Weigelt 1994: Weigelt, M.: Dezentrale Produktionssteuerung mit Agenten-Systemen: Entwicklung neuer
Verfahren und Vergleich mit zentraler Lenkung, Wiesbaden 1994.
Weiser/Gold/Brown 1999: Weiser, M./Gold, R./Brown, J. S.: The origins of ubiquitous computing
research at PARC in the late 1980s. In: IBM Systems Journal 38 (1999) 4, S. 693-696.
Weisshaupt/Gubler 1992: Weisshaupt, B./Gubler, G.: Identifikations- und Kommunikationssysteme:
Datenträger verändern die Automation, Landsberg/Lech 1992.
Wiendahl 1987: Wiendahl, H.: Belastungsorientierte Fertigungssteuerung: Grundlagen,
Verfahrensaufbau, Realisierung, München [u.a.] 1987.
Williamson 1975: Williamson, O. E.: Markets and hierarchies - analysis and antitrust implications: a
study in the economics of internal organization, London 1975.
Wolfram 2004: Wolfram, G.: RFID zur Lösung logistischer Herausforderungen im Handel. In:
Bundesvereinigung Logistik: 21. Deutscher Logistik-Kongress Berlin - Kongressdokumentation
(elektronisch), Berlin 2004, S. 70-73.
Zarnekow 1999: Zarnekow, R.: Softwareagenten und elektronische Kaufprozesse: Referenzmodelle zur
Integration, Wiesbaden 1999.
o. V. 2005a: o. V.: Optimierung der Supply Chain mit hochintegrierter, mobiler Datenerfassung,
http://www.dffsolutions.de/log_index.htm, Abruf am 20.11.2005. (a)
o. V. 2005b: o. V.: RFID-Chips: Die Funk-Revolution im Einzelhandel. In: WiSt - Das
Wirtschaftswissenschaftliche Studium 34 (2005) 3, S. 278-280. (b)
![Kontextadaptive Dienstnutzung in Ubiquitous Computing ... · Ubiquitous Computing [Weis 93a, Weis 93b] steht für eine neue Qualität der Nutzung von Computer- und Informationstechnologien](https://img.pdfslide.org/doc/110x75/5e1ea562e31a545b9d7b6ed7/kontextadaptive-dienstnutzung-in-ubiquitous-computing-ubiquitous-computing-weis.jpg)




























