Embed Size (px)
Citation preview
Merkblatt 405
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Stahl-Informations-Zentrum
2
Impressum
Merkblatt 405„Korrosionsschutz von Stahlkon-struktionen durch Beschichtungs -systeme“Ausgabe 2005ISSN 0175-2006
Herausgeber:Stahl-Informations-ZentrumPostfach 10 48 4240039 Düsseldorf
Autor:Dr. rer. nat. W. KatzungInstitut für Stahlbau Leipzig GmbHHandelsplatz 204319 Leipzig
Redaktion:Stahl-Informations-Zentrumin Kooperation mit:Deutscher Stahlbau-Verband DSTV
Die dieser Veröffentlichung zugrundeliegenden Informationen wurden mitgrößter Sorgfalt recherchiert undredaktionell bearbeitet. Eine Haftungist jedoch ausgeschlossen.
Ein Nachdruck – auch auszugsweise –ist nur mit schriftlicher Genehmigungdes Herausgebers und bei deutlicherQuellenangabe gestattet.
Titelbild:S-Bahn-Brücke über den Rhein zwi-schen Mannheim und LudwigshafenKorrosivitätskategorie C4Korrosionsschutzsystem aus 2K-EP-Zinkstaub-Grundbeschichtung, 2K-EP-Eisenglimmer-Zwischenbeschich-tungen und 2K-PUR-Deckbeschich-tung nach Spezifikation der DeutschenBahn AG
Merkblatt 405
Stahl-Informations-Zentrum
Das Stahl-Informations-Zentrumist eine GemeinschaftsorganisationStahl erzeugender und verarbeiten-der Unternehmen. Markt- und an-wendungsorientiert werden firmen -neutrale Informationen über Verar-beitung und Einsatz des WerkstoffsStahl bereitgestellt.
Verschiedene Schriftenreihenbieten ein breites Spektrum praxis-naher Hinweise für Konstrukteure,Entwickler, Planer und Verarbeitervon Stahl. Sie finden auch Anwendungin Ausbildung und Lehre.
Vortragsveranstaltungen schaf-fen ein Forum für Erfahrungsberichteaus der Praxis.
Messen und Ausstellungen die-nen der Präsentation neuer Werkstoff -entwicklungen und innovativer, zu-kunftsweisender Stahlanwendungen.
Als individueller Service wer-den auch Kontakte zu Instituten, Fach-verbänden sowie Spezialisten ausForschung und Industrie vermittelt.
Die Pressearbeit richtet sich anFach-, Tages- und Wirtschaftsmedienund informiert kontinuierlich überneue Werkstoffentwicklungen und -anwendungen.
Das Stahl-Informations-Zentrumzeichnet besonders innovative An-wendungen mit dem Stahl-Innova-tionspreis (www.stahl-innovationspreis.de) aus. Er ist einer der bedeu-tendsten Wettbewerbe seiner Art undwird alle drei Jahre ausgelobt.
Die Internet-Präsentation(www.stahl-info.de) informiert überaktuelle Themen und Veranstaltungenund bietet einen Überblick über dieVeröffentlichungen des Stahl-Infor-mations-Zentrums. Publikationen kön-nen hier bestellt oder als PDF-Dateiheruntergeladen werden. Anmeldun-gen zu Veranstaltungen sind ebenfallsonline möglich.
Der Newsletter informiert Abon-nenten per E-Mail über Neuerschei-nungen, Veranstaltungen und Wissens-wertes.
Mitglieder des Stahl-Informations-Zentrums: • AG der Dillinger Hüttenwerke• ArcelorMittal Bremen GmbH• ArcelorMittal Commercial RPS S.à.r.l.• ArcelorMittal Duisburg GmbH• ArcelorMittal Eisenhüttenstadt GmbH• Benteler Steel Tube GmbH• Gebr. Meiser GmbH• Georgsmarienhütte GmbH• Remscheider Walz- und Hammerwerke Böllinghaus GmbH & Co. KG• Saarstahl AG• Salzgitter AG• ThyssenKrupp Bautechnik GmbH• ThyssenKrupp Electrical Steel GmbH• ThyssenKrupp Rasselstein GmbH• ThyssenKrupp Steel Europe AG• ThyssenKrupp VDM GmbH•Wickeder Westfalenstahl GmbH
3
6.5 Hinweise zur Ober-flächenvorbereitung ........17
7 Fertigungs-beschichtungsstoffe ........ 18
8 Korrosionsschutz durch Beschichtungssysteme .... 19
8.1 Allgemeines ..................... 198.2 Grundtypen von
Beschichtungsstoffen ...... 198.3 Aufbau und Eigen-
schaften vonBeschichtungssystemen .. 20
8.4 Verordnung über die Be-grenzung von Emissionenflüchtiger organischer Verbindungen ................. 21
8.5 Schichtdicke ....................228.6 Vorspannkraftabfall bei
beschichteten Kontakt-flächen planmäßig vorgespannter Scher-Lochleibungs-Verbin-dungen (SLV) .................. 22
8.7 Wirtschaftlichkeits-betrachtungen und Auswahlkriterien zu Beschichtungssystemen unter Berücksichtigung spezifischer Besonder-heiten im Stahlbau .......... 23
8.8 Auswahl von Beschichtungssystemen .. 25
8.8.1 Beschichtungssysteme für atmosphärische Um-gebungsbedingungen ...... 25
8.8.2 Beschichtungssysteme für den Stahlwasserbau ... 27
8.8.3 Duplex-Systeme .............. 27
9 Ausführung und Überwachung der Beschichtungsarbeiten .... 28
9.1 Qualifikation des Ausführungsbetriebes ..... 28
9.2 Zustand der Oberfläche vor der Beschichtung ...... 28
9.3 Beschichtungsstoffe ........ 28
InhaltSeite
Vorbemerkungen .............. 4
1 Aufgabe des Korrosionsschutzes ........... 5
2 Systeme für den Korrosionsschutz ...............5
2.1 Allgemeines ....................... 52.2 Metallische Überzüge ........ 62.3 Beschichtungssysteme ...... 7
3 Korrosionsbelastung ......... 7
4 Schutzdauer .....................10
5 Korrosionsschutz-gerechtes Konstruieren ...10
5.1 Allgemeines ..................... 105.2 Grundregeln zur kor-
rosionsschutzgerechten Gestaltung ....................... 11
5.2.1 Zugänglichkeit und Erreichbarkeit ................. 11
5.2.2 Spalten, Fugen .................115.2.3 Vorkehrungen gegen
Ablagerungen und Wasseransammlungen ..... 12
5.2.4 Kanten, Oberflächen-fehler an Schweißnähten .. 12
5.2.5 Schraubenverbindungen .. 125.2.6 Hohlkästen und
Hohlbauteile ....................135.2.7 Aussteifungen,
Aussparungen ................. 135.2.8 Handhabung, Transport
und Montage ................... 135.2.9 Kontaktkorrosion ............ 13
6 Oberflächen-vorbereitung ................... 15
6.1 Allgemeines ..................... 156.2 Arten vorzubereitender
Oberflächen und Ver-fahren der Oberflächen-vorbereitung ................... 15
6.3 Bewertung der vor-bereiteten Oberflächen ... 16
6.4 Rauheit und Rauheitsgrade ..................16
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
9.4 Prüfen und Überwachender Arbeiten .................... 28
9.5 Kontrollflächen ............... 29
10 Erarbeitung von Spezifi-kationen für Erstschutz und Instandhaltung ......... 29
11 Vertragsrechtliche Hinweise ......................... 30
11.1 Wichtige Festlegungen in den Vergabe- und Vertragsordnungen für Bauleistungen (VOB) ...... 30
11.2 Regelungen zur Schichtdicke ................... 30
11.3 Kontrollfläche für Gewährleistungszwecke . 31
11.4 Ausbesserung von Beschädigungen .............. 31
11.5 Hinweis zum Einkauf vonBeschichtungsstoffen ...... 31
12 Gesundheitsschutz, Arbeitssicherheit und Umweltschutz ................. 31
12.1 Allgemeines ..................... 3112.2 Gesetze und
Verordnungen ................. 3212.3 Technische Regeln
und Richtlinien für Gefahrstoffe (TRGS) ........ 32
12.4 Unfallverhütungs-vorschriften .................... 32
13 Literatur .......................... 3313.1 Weitere Literatur ............. 33
14 Bildnachweis ................... 33
15 Normen und Regelwerke ..................... 33
Seite Seite
4
Vorbemerkungen
Die Wirkung des Korrosionsschut-zes eines Bauteiles wird durch die Ei-genschaften des Werkstoffes, die Gü-te der Oberflächenvorbereitung, diefachgerechte Applikation und die Ei-genschaften der Beschichtung oderdes Überzuges, die chemische undphysikalische Beschaffenheit des Kor-rosionsmediums sowie durch die Be-triebsbedingungen und durch äußereelektrochemische und konstruktiveEinflussgrößen bestimmt.
Da diese Einflussgrößen nicht im-mer ausreichend bekannt sind, kannüber die voraussichtliche Korrosions-schutzwirkung und ihre Dauer keinesichere Aussage gemacht werden.
Ein frühzeitiges Versagen der Kor-rosionsschutzwirkung ist bei Beachtender technischen Regeln wenig wahr-scheinlich und nur bei Zusammentref-fen mehrerer ungünstiger Faktoren zuerwarten.
Dieses Merkblatt beschäftigt sichmit dem Korrosionsschutz von Stahl-konstruktionen durch Beschichtungs-
systeme. Wesentliche Grundlage dafürsind die Festlegungen in der interna-tionalen Norm DIN EN ISO 12944.
Mit diesem Merkblatt soll das Ar-beiten mit dieser Norm erleichtert undzwischenzeitlich gewonnene neueErkenntnisse zum Korrosionsschutzvon Stahlkonstruktionen unter atmos-phärischen Umgebungsbedingungenerläutert werden.
Merkblatt 405
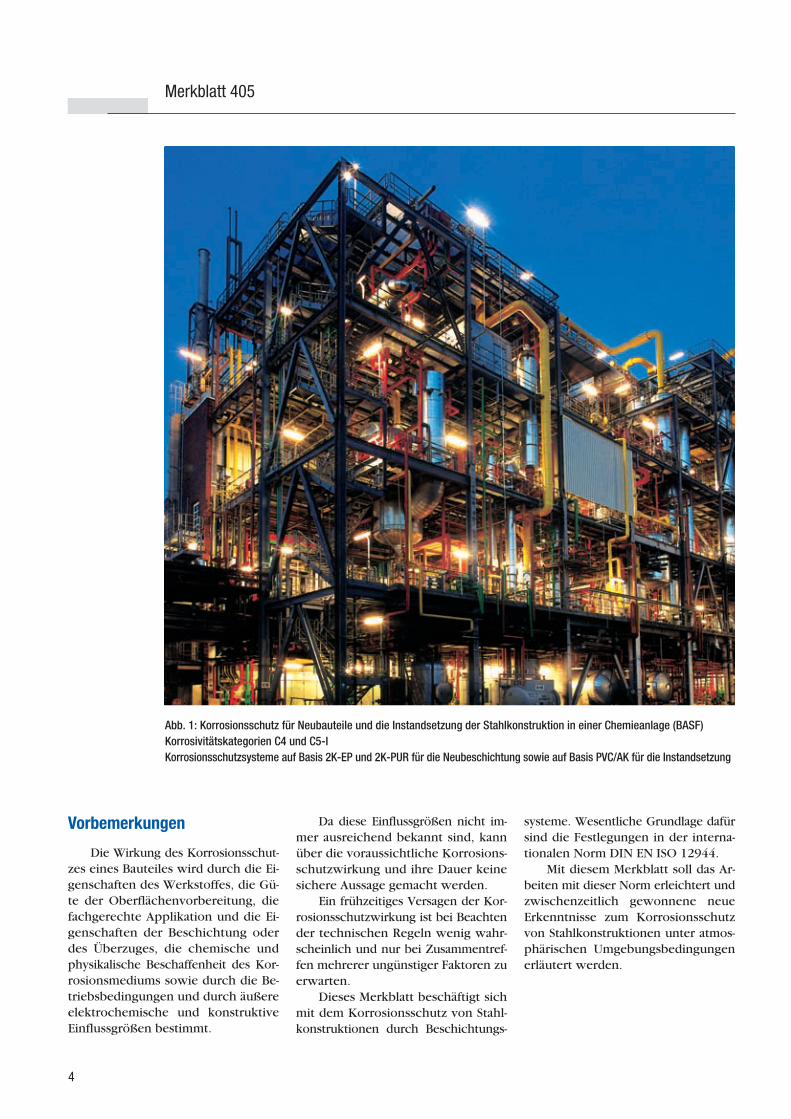
Abb. 1: Korrosionsschutz für Neubauteile und die Instandsetzung der Stahlkonstruktion in einer Chemieanlage (BASF)Korrosivitätskategorien C4 und C5-IKorrosionsschutzsysteme auf Basis 2K-EP und 2K-PUR für die Neubeschichtung sowie auf Basis PVC/AK für die Instandsetzung

5
1 Aufgabe des KorrosionsschutzesKriterien für die Auswahl eines
geeigneten Werkstoffes für die Lösungeiner Bauaufgabe sind vor allem seine– Wirtschaftlichkeit und Verfügbar-
keit,– Verarbeitungseigenschaften,– Belastbarkeit (physikalisch-mecha-
nische Beständigkeit und Dauerhaf-tigkeit).
Wenn bei Planung und Konstruk-tion im mechanischen Bereich keineFehler gemacht werden, wird die Ent-scheidung des Anwenders für einenbestimmten Werkstoff jedoch imWesentlichen von den Angaben zurDauerhaftigkeit bestimmt.
Allgemein darf man davon ausge-hen, dass die Bewertung der Dauerhaf-tigkeit des Werkstoffes Stahl wesent-lich von seinem Korrosionsverhaltenabhängig ist.
Stahl zeichnet sich insbesonderedurch seine fast unbegrenzte Be- undVerarbeitbarkeit und vollständige Re-cyclingfähigkeit aus. Das Image diesesWerkstoffes ist jedoch viel stärker vonseinem Bestreben geprägt, im unge-schützten Zustand mit Bestandteilender Umgebung zu thermodynamischstabilen Verbindungen – den Oxidenund/oder Salzen des Eisens – an derOberfläche zu reagieren.
Diese Eigenschaft des WerkstoffesStahl, in den natürlichen Ausgangs-zustand zurückzukehren, wird alsKorrosion bezeichnet.
Seine Haupteigenschaft, physika-lisch-mechanisch beständig zu bleibenoder, auf Stahlkonstruktionen über-tragen, die Tragfähigkeit zu sichern,bleibt in der Regel über einen langenZeitraum erhalten. Sie geht erst verlo-ren, wenn sicherheitsrelevante Quer-schnittsschwächungen durch Korro-sion hervorgerufen werden.
Dieser Zeitpunkt ist abhängig vonder Geschwindigkeit der ablaufendenReaktionen zwischen Stahl und seinerUmwelt und diese wiederum von derArt und Konzentration der in ihr ent-haltenen korrosiven Bestandteile.
Korrosionsschutz von Stahlkon-struktionen ist in diesem Sinne als Ein-
griff in diesen Reaktionsablauf zu ver-stehen, mit dem Ziel, die Reaktion zuverhindern bzw. die Geschwindigkeitstark zu reduzieren.
Viele, z. T. über 100 Jahre altestählerne Bauwerke haben das Leis-tungsvermögen des Werkstoffes Stahlin Verbindung mit sachgemäßem Kor-rosionsschutz und der Beachtung er-forderlicher Wartungs- und Instand-haltungsmaßnahmen nachdrücklichbewiesen. Der erforderliche Aufwandzur Erhaltung dieser Bauwerke ist ausheutiger Sicht allerdings unvertretbarhoch.
Am Pariser Eiffelturm beispiels-weise, erbaut 1889 zur Weltausstel-lung, wird seit 1899 im Zyklus von sie-ben Jahren das Beschichtungssystemausgebessert und mit einem neuenDeckanstrich versehen. Der Beschich-tungsstoffbedarf beträgt jeweils ca.60 t. Die Arbeiten werden auch heutenoch manuell per Pinsel oder Rolleausgeführt.
Auf Stahlkonstruktionen des 21.Jahrhunderts ist die Aussage über auf-wendige Erhaltungsmaßnahmen auchbei kritischer Betrachtung nicht mehrzu übertragen. – Durch konsequent durchgeführte
Umweltpolitik auf nationaler undinternationaler Ebene hat sich dieBelastung der Atmosphäre mitkorrosiven Stoffen in den letzten20 Jahren deutlich verringert.
Damit verbunden ist eine deut-liche Reduzierung der Korrosions-geschwindigkeit von Stahl undZink und eine Erhöhung der Be-ständigkeit der Beschichtungssys-teme.
– Die konstruktive Gestaltung derStahlkonstruktionen ist durch ef-fektive Schweißverfahren und dasbreite Angebot von Walzprofilenwesentlich verbessert wordenund leistet einen aktiven Beitragzur Sicherung einer langen Schutz-dauer der Korrosionsschutzsysteme.
Wartungs- und Instandsetzungs-arbeiten sind durch deutlich klei-nere exponierte Oberflächen unddurch bessere Zugänglichkeit weit-aus kostengünstiger auszuführen.
– Die Beständigkeit neuer und weiter-entwickelter Beschichtungen gegen-
über atmosphärischen oder media-len Beanspruchungen ist deutlichverbessert worden. In Verbindungmit neuen Applikationstechniken er-möglichen sie eine kostengünstigeVerarbeitung in den Stahlbauwerk-stätten und auf der Baustelle.
– Kapazitätserweiterungen und Ver-größerung der Verzinkungsbäder er-möglichen heute das Feuerverzin-ken von Stahlbauteilen auch größe-rer Abmessungen in breitem Um-fang.
– Die Kombination der Feuerver-zinkung mit speziell für Zinküber-züge formulierten Beschichtungs-stoffen – Duplex-Systeme – ist einwartungsarmer, in vielen Anwen-dungsfällen auch wartungsfreierKorrosionsschutz über die Nut-zungsdauer von Stahlbauwerken.
– Korrosionsschutz wird in zuneh-mendem Maße integraler Bestand-teil der Stahlbaufertigung.
2 Systeme für den Korrosionsschutz
2.1 Allgemeines
Man unterscheidet im Korrosions-schutz von Stahlkonstruktionen aktiveund passive Schutzmaßnahmen.
Aktiver Korrosionsschutz ist Ver-meidung der Korrosion oder Minde-rung der Geschwindigkeit der Korro-sionsreaktion durch– Eingriff in den Korrosionsvorgang,
z. B. Reduzierung der Umweltbe-lastungen,
– Werkstoffauswahl, z. B. Anwendungvon korrosionsbeständigen Werk-stoffen,
– korrosionsschutzgerechte Gestal-tung der Stahlkonstruktionen.
Das Ziel passiver Schutzmaßnah-men ist das Fernhalten korrosiv wir-kender Medien von der Stahlober-fläche.
Im Korrosionsschutz von Stahl-konstruktionen dominieren aufgrundihrer breiten Anwendbarkeit und Leis-tungsfähigkeit folgende Korrosions-schutzverfahren:
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
6
– Beschichtung der Stahloberflächemit Flüssig- oder Pulverbeschich-tungsstoffen
– Aufbringen von metallischen Über-zügen (Zink, Aluminium oder auchZink-/Aluminiumlegierungen)durch Schmelztauchverfahren, z. B.Feuerverzinken oder thermischeSpritzverfahren
– Kombination metallischer Über-züge mit Beschichtungsverfahren(Duplex-Systeme)
Optimaler Korrosionsschutz wirddurch Kombination aktiver und pas-siver Korrosionsschutzverfahren er-reicht, wobei die korrosionsschutz-gerechte Gestaltung ein absolutes„Muss“ vor der Durchführung passi-ver Korrosionsschutzmaßnahmen ist.
2.2 Metallische Überzüge
Metallische Überzüge werden inden internationalen Vorschriften DINEN 22063, DIN EN ISO 1461 und DINEN ISO 14713 geregelt. Das bedeu-tendste Korrosionsschutzverfahrenim Stahlbau ist das Feuerverzinken.
Das thermische Spritzen(Spritzverzinken, Spritzaluminie-ren) wird aus wirtschaftlichen Grün-den nur dort angewendet, wo dieBauteilgeometrie das Feuerverzinkennicht zulässt.
Beim thermischen Spritzen wirdDraht aus Zink, Aluminium oderZink-/Aluminiumlegierungen durcheine Flamme oder einen Lichtbogenerschmolzen und dann mit Druckluftzerstäubt und auf die gereinigte undaufgeraute Stahloberfläche gesprüht.
Die aufprallenden, zerstäubtenMetallteilchen verklammern sich hier-bei mit der Oberfläche und unterein-ander zu einer fest haftenden Schicht.
Nach dem Aufspritzen erfolgtmeist eine Versiegelung der Metall-spritzschicht mit penetrierend einge-stellten Beschichtungsstoffen oderauch weiteren Beschichtungen zumDuplex-System.
Feuerverzinken ist eine Reaktionder Stahloberfläche mit der Zink-schmelze. Das Ergebnis dieser Reak-tion ist der Zinküberzug. Dicke und
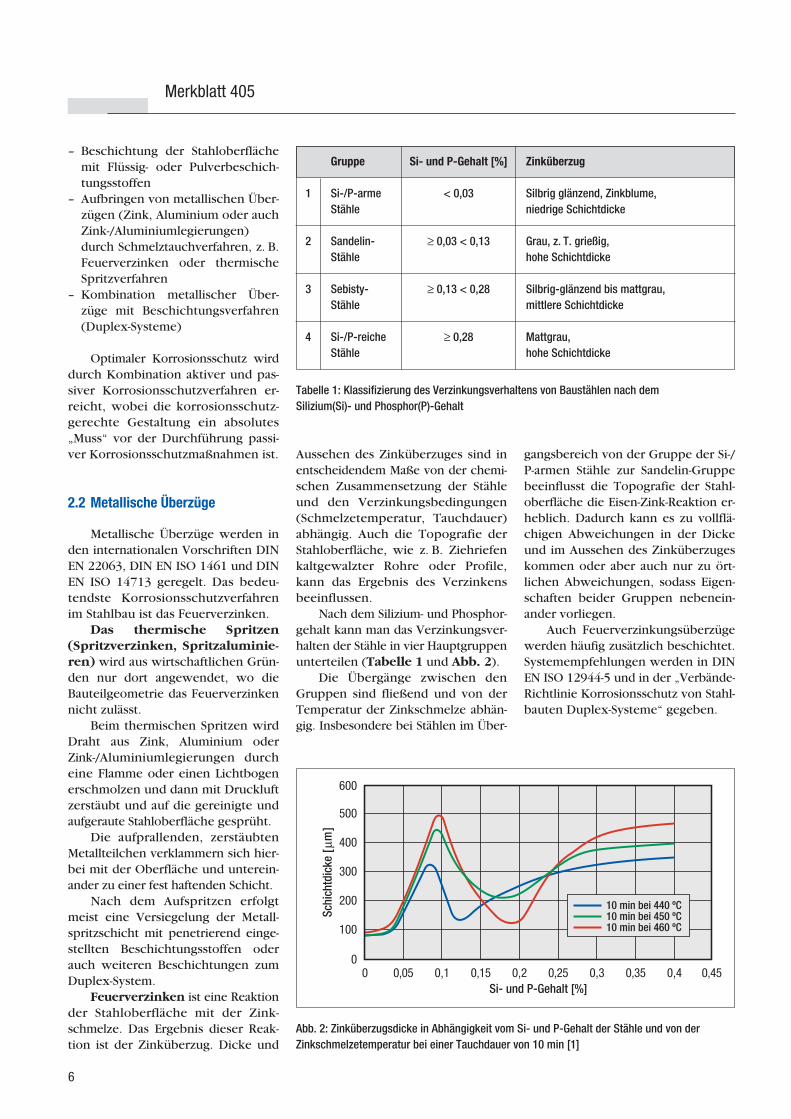
Aussehen des Zinküberzuges sind inentscheidendem Maße von der chemi-schen Zusammensetzung der Stähleund den Verzinkungsbedingungen(Schmelzetemperatur, Tauchdauer)abhängig. Auch die Topografie derStahloberfläche, wie z. B. Ziehriefenkaltgewalzter Rohre oder Profile,kann das Ergebnis des Verzinkensbeeinflussen.
Nach dem Silizium- und Phosphor-gehalt kann man das Verzinkungsver-halten der Stähle in vier Hauptgruppenunterteilen (Tabelle 1 und Abb. 2).
Die Übergänge zwischen denGruppen sind fließend und von derTemperatur der Zinkschmelze abhän-gig. Insbesondere bei Stählen im Über-
gangsbereich von der Gruppe der Si-/P-armen Stähle zur Sandelin-Gruppebeeinflusst die Topografie der Stahl-oberfläche die Eisen-Zink-Reaktion er-heblich. Dadurch kann es zu vollflä-chigen Abweichungen in der Dickeund im Aussehen des Zinküberzugeskommen oder aber auch nur zu ört-lichen Abweichungen, sodass Eigen-schaften beider Gruppen nebenein-ander vorliegen.
Auch Feuerverzinkungsüberzügewerden häufig zusätzlich beschichtet.Systemempfehlungen werden in DINEN ISO 12944-5 und in der „Verbände-Richtlinie Korrosionsschutz von Stahl-bauten Duplex-Systeme“ gegeben.
Merkblatt 405
Gruppe Si- und P-Gehalt [%] Zinküberzug
1 Si-/P-arme < 0,03 Silbrig glänzend, Zinkblume, Stähle niedrige Schichtdicke
2 Sandelin- ≥ 0,03 < 0,13 Grau, z. T. grießig, Stähle hohe Schichtdicke
3 Sebisty- ≥ 0,13 < 0,28 Silbrig-glänzend bis mattgrau, Stähle mittlere Schichtdicke
4 Si-/P-reiche ≥ 0,28 Mattgrau, Stähle hohe Schichtdicke
Tabelle 1: Klassifizierung des Verzinkungsverhaltens von Baustählen nach dem Silizium(Si)- und Phosphor(P)-Gehalt
0Si- und P-Gehalt [%]
Schi
chtd
icke
[ µm
]
00,05
100
0,1 0,15 0,2 0,25 0,3 0,35 0,4 0,45
200
300
400
500
600
10 min bei 440 ºC10 min bei 450 ºC10 min bei 460 ºC
Abb. 2: Zinküberzugsdicke in Abhängigkeit vom Si- und P-Gehalt der Stähle und von der Zinkschmelzetemperatur bei einer Tauchdauer von 10 min [1]

7
2.3 Beschichtungssysteme
Unter Beschichtungssystemen ver-steht man die Gesamtheit der Schich-ten aus Beschichtungsstoffen, die aufeinem Untergrund aufzutragen sindoder aufgetragen wurden, um Korro-sionsschutz zu bewirken.
Beschichtungen/Beschichtungs-systeme sind universell anwendbareKorrosionsschutzverfahren für Stahl-konstruktionen.
Aus einer breiten Angebotspaletteflüssiger, pastenförmiger oder pulver-förmiger Beschichtungsstoffe könnenfür die unterschiedlichsten Anforde-rungen maßgeschneiderte Lösungenausgewählt werden.
Die aus Beschichtungsstoffen her-gestellten Beschichtungen/Beschich-tungssysteme können neben ihrerHauptfunktion, Korrosionsschutz zubieten, auch dekorative Anforderun-gen erfüllen und stahlbauspezifischenAnforderungen gerecht werden, wiez. B. Sichern oder Erhöhen des Reib-beiwertes von Kontaktflächen gleit-fester Verbindungen.
1998 wurde im Rahmen der Har-monisierung der nationalen europäi-
schen Normen die deutsche NormDIN 55928 durch DIN EN ISO 12944„Beschichtungsstoffe – Korrosions-schutz von Stahlbauten durch Be-schichtungssysteme“ ersetzt.
DIN EN ISO 12944 enthält achtTeile mit umfassenden Regelungenund Empfehlungen zum Korrosions-schutz von Stahlbauten durch Be-schichtungssysteme:– Teil 1 Allgemeine Einleitung– Teil 2 Einteilung der Umgebungs-
bedingungen– Teil 3 Grundregeln zur Gestaltung– Teil 4 Arten von Oberflächen und
Oberflächenvorbereitung– Teil 5 Beschichtungssysteme– Teil 6 Laborprüfungen zur Bewer-
tung von Beschichtungs-systemen
– Teil 7 Ausführung und Über-wachung der Beschichtungs-arbeiten
– Teil 8 Erarbeiten von Spezifika-tionen für Erstschutz und In-standsetzung
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Abb. 3: Abfertigungshalle des Flughafens StuttgartKorrosivitätskategorie C4Korrosionsschutzsystem für die Tragkonstruktion aus 2K-EP-Zinkphosphat-Grundbeschich-tung, 2K-EP-Eisenglimmer-Zwischenbeschichtung und 2K-PUR-Deckbeschichtung im Eisenglimmerfarbton DB 701 nach Blatt 87 der TL 918 300 der Deutschen Bahn AG (heute: ZTV-KOR-Stahlbauten)
Der Schwerpunkt dieses Merk-blattes und somit der nachfolgen-den Ausführungen liegt im Kor-rosionsschutz von Stahlkonstruktio-nen durch Beschichtungssysteme.
Dem logischen Aufbau derNorm – Planung, Herstellung, Prü-fung und Abnahme, Instandsetzungvon Beschichtungssystemen – wirdin der Gliederung weitgehend Rech-nung getragen.
3 Korrosionsbelastung
Stahlbauteile unterliegen überwie-gend einer Korrosionsbelastung ausden atmosphärischen Umgebungsbe-dingungen.
Art und Größe dieser Korrosions-belastung sind abhängig von der Be-feuchtungsdauer der Stahloberflächenund vom Grad der Verunreinigungder Luft.
Die Befeuchtungsdauer – dieZeit, bei der die relative Luftfeuchtig-keit > 80 % bei > 0 °C Lufttemperaturbeträgt – ist der primäre Parameter fürdie atmosphärische Korrosion bzw.für die Korrosionsgeschwindigkeitvon Stahl und Zink.
In Abwesenheit von Feuchtigkeitist die Korrosionsgeschwindigkeit vonEisen und Zink vernachlässigbar klein,auch wenn erhöhte Konzentrationenan gasförmigen Verunreinigungen(Schwefeldioxid, Stickoxide u. a.) oderfesten Verunreinigungen (Schwebe-stäube mit aggressiven Bestandteilen)vorliegen.
Internationale Forschungs- undEntwicklungsprogramme in Europahaben sich in den letzten Jahren sehrumfangreich mit dem komplexen Ein-fluss atmosphärischer Verunreinigun-gen auf die Geschwindigkeit der Kor-rosion von ungeschütztem Baustahlund Zink beschäftigt [2].
Trotz dieser wissenschaftlichenErkenntnisse zum Korrosionsverhaltenvon Eisen und Zink in der Atmosphäre
8
kann festgestellt werden, dass die inISO 9223 und ISO 9226 gegebenentechnischen Grundinformationen fürdie praktische Beurteilung der Schutz-dauer von Beschichtungen und Über-zügen ausreichend sind.
Diese Standards waren auchGrundlage für die Klassifizierung derKorrosivität der atmosphärischen Um-gebungsbedingungen in DIN EN ISO12944-2.
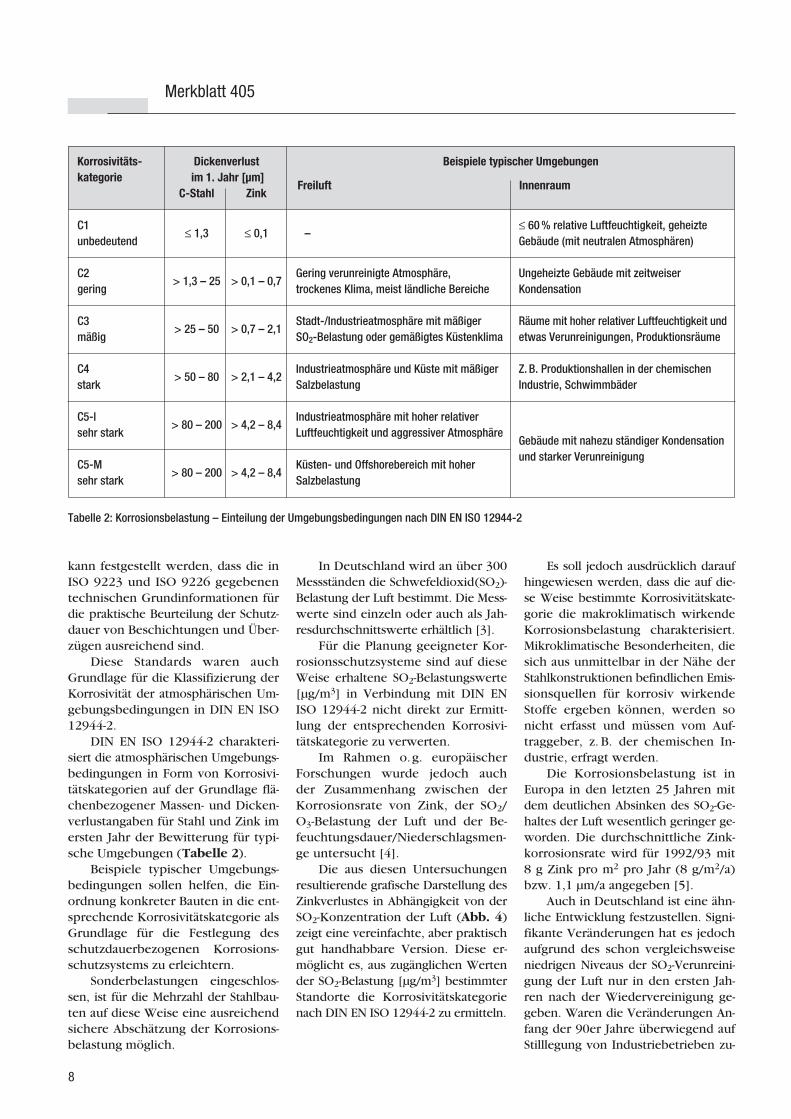
DIN EN ISO 12944-2 charakteri-siert die atmosphärischen Umgebungs-bedingungen in Form von Korrosivi-tätskategorien auf der Grundlage flä-chenbezogener Massen- und Dicken-verlustangaben für Stahl und Zink imersten Jahr der Bewitterung für typi-sche Umgebungen (Tabelle 2).
Beispiele typischer Umgebungs-bedingungen sollen helfen, die Ein-ordnung konkreter Bauten in die ent-sprechende Korrosivitätskategorie alsGrundlage für die Festlegung desschutzdauerbezogenen Korrosions-schutzsystems zu erleichtern.
Sonderbelastungen eingeschlos-sen, ist für die Mehrzahl der Stahlbau-ten auf diese Weise eine ausreichendsichere Abschätzung der Korrosions-belastung möglich.
In Deutschland wird an über 300Messständen die Schwefeldioxid(SO2)-Belastung der Luft bestimmt. Die Mess-werte sind einzeln oder auch als Jah-resdurchschnittswerte erhältlich [3].
Für die Planung geeigneter Kor-rosionsschutzsysteme sind auf dieseWeise erhaltene SO2-Belastungswerte[µg/m3] in Verbindung mit DIN ENISO 12944-2 nicht direkt zur Ermitt-lung der entsprechenden Korrosivi-tätskategorie zu verwerten.
Im Rahmen o.g. europäischerForschungen wurde jedoch auchder Zusammenhang zwischen derKorrosionsrate von Zink, der SO2/O3-Belastung der Luft und der Be-feuchtungsdauer/Niederschlagsmen-ge untersucht [4].
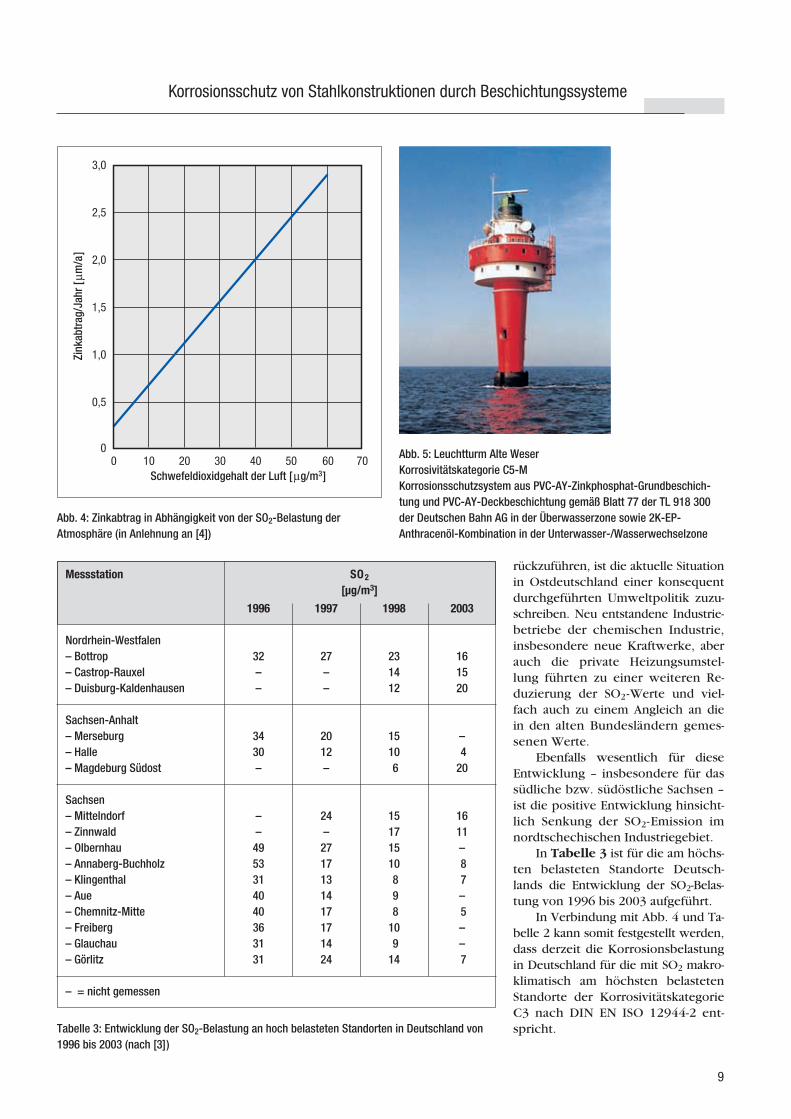
Die aus diesen Untersuchungenresultierende grafische Darstellung desZinkverlustes in Abhängigkeit von derSO2-Konzentration der Luft (Abb. 4)zeigt eine vereinfachte, aber praktischgut handhabbare Version. Diese er-möglicht es, aus zugänglichen Wertender SO2-Belastung [µg/m3] bestimmterStandorte die Korrosivitätskategorienach DIN EN ISO 12944-2 zu ermitteln.
Es soll jedoch ausdrücklich daraufhingewiesen werden, dass die auf die-se Weise bestimmte Korrosivitätskate-gorie die makroklimatisch wirkendeKorrosionsbelastung charakterisiert.Mikroklimatische Besonderheiten, diesich aus unmittelbar in der Nähe derStahlkonstruktionen befindlichen Emis-sionsquellen für korrosiv wirkendeStoffe ergeben können, werden sonicht erfasst und müssen vom Auf-traggeber, z. B. der chemischen In-dustrie, erfragt werden.
Die Korrosionsbelastung ist inEuropa in den letzten 25 Jahren mitdem deutlichen Absinken des SO2-Ge-haltes der Luft wesentlich geringer ge-worden. Die durchschnittliche Zink-korrosionsrate wird für 1992/93 mit8 g Zink pro m2 pro Jahr (8 g/m2/a)bzw. 1,1 µm/a angegeben [5].
Auch in Deutschland ist eine ähn-liche Entwicklung festzustellen. Signi-fikante Veränderungen hat es jedochaufgrund des schon vergleichsweiseniedrigen Niveaus der SO2-Verunreini-gung der Luft nur in den ersten Jah-ren nach der Wiedervereinigung ge-geben. Waren die Veränderungen An-fang der 90er Jahre überwiegend aufStilllegung von Industriebetrieben zu-
Merkblatt 405
Korrosivitäts- Dickenverlust Beispiele typischer Umgebungenkategorie im 1. Jahr [µm]
C-Stahl ZinkFreiluft Innenraum
C1≤ 1,3 ≤ 0,1
unbedeutend
C2> 1,3 – 25 > 0,1 – 0,7
gering
C3> 25 – 50 > 0,7 – 2,1
mäßig
C4> 50 – 80 > 2,1 – 4,2
stark
C5-l> 80 – 200 > 4,2 – 8,4
sehr stark
C5-M> 80 – 200 > 4,2 – 8,4
sehr stark
Tabelle 2: Korrosionsbelastung – Einteilung der Umgebungsbedingungen nach DIN EN ISO 12944-2
–
Gering verunreinigte Atmosphäre, trockenes Klima, meist ländliche Bereiche
Stadt-/Industrieatmosphäre mit mäßiger SO2-Belastung oder gemäßigtes Küstenklima
Industrieatmosphäre und Küste mit mäßigerSalzbelastung
Industrieatmosphäre mit hoher relativer Luftfeuchtigkeit und aggressiver Atmosphäre
Küsten- und Offshorebereich mit hoher Salzbelastung
≤ 60 % relative Luftfeuchtigkeit, geheizte Gebäude (mit neutralen Atmosphären)
Ungeheizte Gebäude mit zeitweiser Kondensation
Räume mit hoher relativer Luftfeuchtigkeit undetwas Verunreinigungen, Produktionsräume
Z. B. Produktionshallen in der chemischen Industrie, Schwimmbäder
Gebäude mit nahezu ständiger Kondensationund starker Verunreinigung
9
rückzuführen, ist die aktuelle Situationin Ostdeutschland einer konsequentdurchgeführten Umweltpolitik zuzu-schreiben. Neu entstandene Industrie-betriebe der chemischen Industrie,insbesondere neue Kraftwerke, aberauch die private Heizungsumstel-lung führten zu einer weiteren Re-duzierung der SO2-Werte und viel-fach auch zu einem Angleich an diein den alten Bundesländern gemes-senen Werte.
Ebenfalls wesentlich für dieseEntwicklung – insbesondere für dassüdliche bzw. südöstliche Sachsen –ist die positive Entwicklung hinsicht-lich Senkung der SO2-Emission imnordtschechischen Industriegebiet.
In Tabelle 3 ist für die am höchs-ten belasteten Standorte Deutsch-lands die Entwicklung der SO2-Belas-tung von 1996 bis 2003 aufgeführt.
In Verbindung mit Abb. 4 und Ta-belle 2 kann somit festgestellt werden,dass derzeit die Korrosionsbelastungin Deutschland für die mit SO2 makro-klimatisch am höchsten belastetenStandorte der KorrosivitätskategorieC3 nach DIN EN ISO 12944-2 ent-spricht.
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
2003
161520
–4
20
1611–87–5––7
1998
231412
15106
15171510898
109
14
1997
27––
2012–
24–2717131417171424
1996
32––
3430–
––4953314040363131
Nordrhein-Westfalen– Bottrop– Castrop-Rauxel– Duisburg-Kaldenhausen
Sachsen-Anhalt– Merseburg– Halle– Magdeburg Südost
Sachsen– Mittelndorf– Zinnwald– Olbernhau– Annaberg-Buchholz– Klingenthal– Aue– Chemnitz-Mitte– Freiberg– Glauchau– Görlitz
– = nicht gemessen
Messstation SO2
[µg/m3]
Tabelle 3: Entwicklung der SO2-Belastung an hoch belasteten Standorten in Deutschland von1996 bis 2003 (nach [3])
Abb. 4: Zinkabtrag in Abhängigkeit von der SO2-Belastung der Atmosphäre (in Anlehnung an [4])
Abb. 5: Leuchtturm Alte WeserKorrosivitätskategorie C5-MKorrosionsschutzsystem aus PVC-AY-Zinkphosphat-Grundbeschich-tung und PVC-AY-Deckbeschichtung gemäß Blatt 77 der TL 918 300der Deutschen Bahn AG in der Überwasserzone sowie 2K-EP-Anthracenöl-Kombination in der Unterwasser-/Wasserwechselzone
0Schwefeldioxidgehalt der Luft [ µg/m3 ]
Zink
abtr
ag/J
ahr [
µm
/a ]
0
0,5
1,0
1,5
2,0
2,5
3,0
7010 20 30 40 50 60
10
4 Schutzdauer
Die Schutzdauer wird in DIN ENISO 12944-1 für Beschichtungen defi-niert als die erwartete Standzeit desBeschichtungssystems bis zur erstenInstandsetzung.
Nach dieser Norm werden bezüg-lich der Schutzdauer drei Zeitspan-nen unterschieden:– kurz: 2 bis 5 Jahre– mittel: 3 bis 15 Jahre– lang: über 15 Jahre
Bei Beschichtungssystemen ist dieerste Instandsetzung aus Korrosions-schutzgründen normalerweise bei Er-reichen des Rostgrades Ri 3 nach ISO4628-3 notwendig.
Die Schutzdauer ist ein wichtigerParameter für die Auswahl und Festle-gung von Korrosionsschutzsystemen.Sie ist ein technischer Begriff, derdem Auftraggeber helfen kann, einInstandsetzungsprogramm festzu-legen.
Schutzdauer ist keine Gewähr-leistungszeit. Die Gewährleistungs-zeit – ein juristischer Begriff – ist imAllgemeinen kürzer als die Schutz-dauer. Regeln, die beide Begriffe mit-einander verbinden, gibt es nicht.
Von wenigen Ausnahmen abge-sehen, ist für Stahlkonstruktionen dieSchutzdauer „lang“ relevant, d. h., dieunter Berücksichtigung der Korrosi-onsbelastung auszuwählenden Be-schichtungen/Beschichtungssystemedürfen sich innerhalb von mindestens15 Jahren nur so verändern, dass eineInstandsetzung möglich ist, ohne dieAltbeschichtung vollständig abstrahlenzu müssen.
Langzeiterfahrungen mit qualita-tiv hochwertigen Beschichtungen/Be-schichtungssystemen, speziell imBrückenbau, zeigen, dass selbst beiden an den Brücken auftretenden ho-hen Korrosionsbelastungen (Tausalzu. a.) eine Schutzdauer von 25 Jahrenund mehr erreicht werden kann.
Bei geringeren Korrosionsbelas-tungen und speziell im Inneren vonHallen und Gebäuden bedeutet einrichtig „bemessenes“ Beschichtungs-system Langzeitkorrosionsschutz. In-standhaltungskosten entstehen wäh-
rend der Nutzungsdauer solcherStahlbauten eher aus ästhetischen alsaus korrosionstechnischen Gründen.
Auch hier muss noch einmal dar-auf verwiesen werden, dass die aufo. g. Weise errechnete Schutzdauernur für die makroklimatisch wirkendeKorrosionsbelastung gilt.
Mikroklimatische Besonderhei-ten oder auch konstruktionsbedingtehöhere Belastungen, z. B. Schmutz-ansammlungen und eine damit ver-bundene längere Befeuchtungsdauer,können zu einer deutlich geringerenSchutzdauer führen.
Zusammenfassend kann festge-stellt werden, dass mit eindeutig defi-nierten atmosphärischen Umgebungs-bedingungen – den Korrosivitätskate-gorien – und der Zugriffsmöglichkeitauf Messwerte für deren Ermittlung inVerbindung mit der Schutzdauer einesachgemäße Planung geeigneter Kor-rosionsschutzsysteme nach DIN ENISO 12944-5 erfolgen kann.
5 KorrosionsschutzgerechtesKonstruieren
5.1 Allgemeines
Korrosionsschutzgerechtes Kon-struieren ist unabhängig vom Korro-sionsschutzsystem (Beschichtungssys-tem, metallischer Überzug) ein aktiverBeitrag zur Verminderung der auf dieStahlbauteile einwirkenden Korrosi-onsbelastung und eine wichtige Vor-aussetzung für die sachgemäße Aus-führung der Korrosionsschutzarbei-ten bei der Herstellung und Instand-haltung.
Beim Korrosionsschutz durchFeuerverzinken ist noch der sicher-heitstechnische Aspekt besonders her-vorzuheben, da bei Nichtbeachtungverfahrensbedingter Anforderungen(Vermeidung von Hohlkörpern, vonunzulässig großen Überlappungenu. a.) die Gefahr von Explosionen wäh-rend des Verzinkungsprozesses gege-ben ist.
Grundlegende Hinweise und Bild-beispiele zur korrosionsschutzgerech-
ten Gestaltung von Stahlkonstruktio-nen werden für Beschichtungssystemein DIN EN ISO 12944-3 und für dasFeuerverzinken in DIN EN ISO 1461und DIN EN ISO 14713 gegeben. DIN18800-7 verweist auf o. g. Normen.
„Korrosionsschutz beginnt amReißbrett“ – heute besser gesagt amCAD-Arbeitsplatz! Dieser immer wie-der zitierte Spruch ist unverändertgültig. Planer und Konstrukteure sindfür die Wirtschaftlichkeit und Wirk-samkeit des Korrosionsschutzes mit-verantwortlich. Dieser Verantwor-tung können sie jedoch nur danngerecht werden, wenn sie über aus-reichende Kenntnis der Zusammen-hänge zwischen Korrosionsbelastung,konstruktiver Gestaltung der Stahl-bauteile sowie Ausführbarkeit undWirksamkeit der Korrosionsschutz-maßnahme verfügen.
Vorgenannte Normen bzw. dieTeile dieser Normen, die sich imSpeziellen mit der konstruktiven Ge-staltung der Stahlbauteile beschäfti-gen, gehören deshalb ebenso wie diedirekten Stahlbaunormen zum Min-destrüstzeug jedes Architekten undStahlbauingenieurs.
Allgemeine Grundregel ist es,durch richtige konstruktive Gestaltungsicherzustellen, dass das Bauwerkfunktionsgerecht ist, eine ausreichen-de Standsicherheit und Dauerhaftig-keit besitzt, wirtschaftlich hergestelltwerden kann und in ästhetischerHinsicht befriedigt.
Stahlbauten sollten so gestaltetsein, dass Stellen, an denen Korrosionleicht entstehen und sich ausbreitenkann, vermieden werden.
Die der Korrosion ausgesetzteOberfläche sollte möglichst klein undwenig gegliedert sein.
Schweißverbindungen sindSchraubenverbindungen vorzuziehen,weil dadurch ebenere Gesamtober-flächen erreicht werden.
Unterbrochene Schweißnähte undPunktschweißverbindungen stelleneine Korrosionsgefahr dar und solltennur angewendet werden, wenn dieKorrosionsbelastung unbedeutend ist,z. B. bei Korrosivitätskategorie C1 imInneren trockener Gebäude.
Merkblatt 405
11
5.2 Grundregeln zur korrosions-schutzgerechten Gestaltung
5.2.1 Zugänglichkeit und Erreichbarkeit
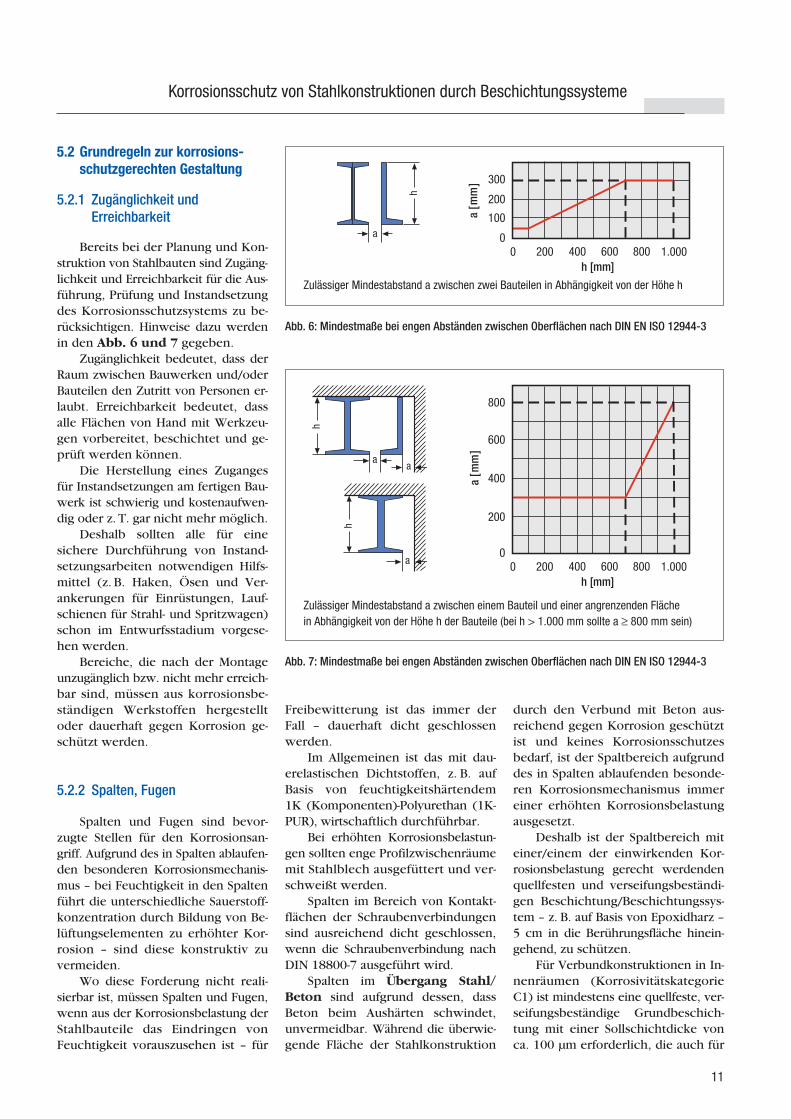
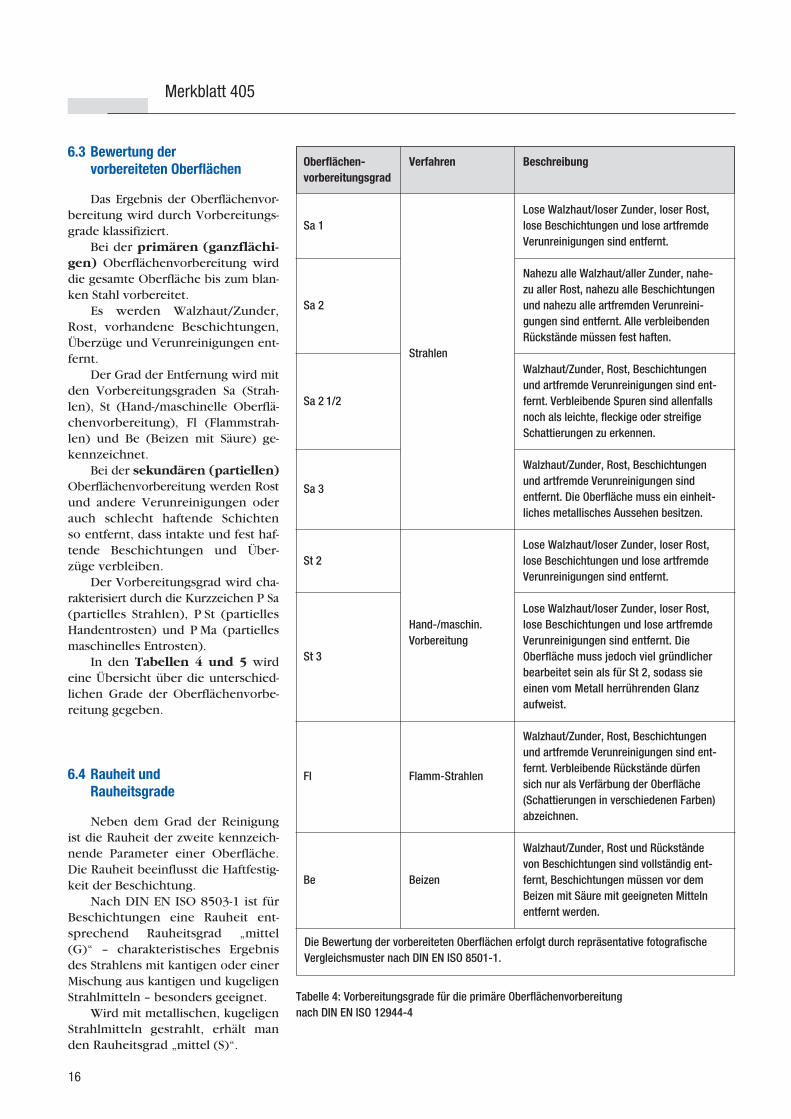
Bereits bei der Planung und Kon-struktion von Stahlbauten sind Zugäng-lichkeit und Erreichbarkeit für die Aus-führung, Prüfung und Instandsetzungdes Korrosionsschutzsystems zu be-rücksichtigen. Hinweise dazu werdenin den Abb. 6 und 7 gegeben.
Zugänglichkeit bedeutet, dass derRaum zwischen Bauwerken und/oderBauteilen den Zutritt von Personen er-laubt. Erreichbarkeit bedeutet, dassalle Flächen von Hand mit Werkzeu-gen vorbereitet, beschichtet und ge-prüft werden können.
Die Herstellung eines Zugangesfür Instandsetzungen am fertigen Bau-werk ist schwierig und kostenaufwen-dig oder z. T. gar nicht mehr möglich.
Deshalb sollten alle für einesichere Durchführung von Instand-setzungsarbeiten notwendigen Hilfs-mittel (z. B. Haken, Ösen und Ver-ankerungen für Einrüstungen, Lauf-schienen für Strahl- und Spritzwagen)schon im Entwurfsstadium vorgese-hen werden.
Bereiche, die nach der Montageunzugänglich bzw. nicht mehr erreich-bar sind, müssen aus korrosionsbe-ständigen Werkstoffen hergestelltoder dauerhaft gegen Korrosion ge-schützt werden.
5.2.2 Spalten, Fugen
Spalten und Fugen sind bevor-zugte Stellen für den Korrosionsan-griff. Aufgrund des in Spalten ablaufen-den besonderen Korrosionsmechanis-mus – bei Feuchtigkeit in den Spaltenführt die unterschiedliche Sauerstoff-konzentration durch Bildung von Be-lüftungselementen zu erhöhter Kor-rosion – sind diese konstruktiv zuvermeiden.
Wo diese Forderung nicht reali-sierbar ist, müssen Spalten und Fugen,wenn aus der Korrosionsbelastung derStahlbauteile das Eindringen vonFeuchtigkeit vorauszusehen ist – für
Freibewitterung ist das immer derFall – dauerhaft dicht geschlossenwerden.
Im Allgemeinen ist das mit dau-erelastischen Dichtstoffen, z. B. aufBasis von feuchtigkeitshärtendem1K (Komponenten)-Polyurethan (1K-PUR), wirtschaftlich durchführbar.
Bei erhöhten Korrosionsbelastun-gen sollten enge Profilzwischenräumemit Stahlblech ausgefüttert und ver-schweißt werden.
Spalten im Bereich von Kontakt-flächen der Schraubenverbindungensind ausreichend dicht geschlossen,wenn die Schraubenverbindung nachDIN 18800-7 ausgeführt wird.
Spalten im Übergang Stahl/Beton sind aufgrund dessen, dassBeton beim Aushärten schwindet,unvermeidbar. Während die überwie-gende Fläche der Stahlkonstruktion
durch den Verbund mit Beton aus-reichend gegen Korrosion geschütztist und keines Korrosionsschutzesbedarf, ist der Spaltbereich aufgrunddes in Spalten ablaufenden besonde-ren Korrosionsmechanismus immereiner erhöhten Korrosionsbelastungausgesetzt.
Deshalb ist der Spaltbereich miteiner/einem der einwirkenden Kor-rosionsbelastung gerecht werdendenquellfesten und verseifungsbeständi-gen Beschichtung/Beschichtungssys-tem – z. B. auf Basis von Epoxidharz –5 cm in die Berührungsfläche hinein-gehend, zu schützen.
Für Verbundkonstruktionen in In-nenräumen (KorrosivitätskategorieC1) ist mindestens eine quellfeste, ver-seifungsbeständige Grundbeschich-tung mit einer Sollschichtdicke vonca. 100 µm erforderlich, die auch für
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
h [mm]
a [ m
m ]
0 200 400 600 800 1.000
200
0
300
100a
h
h [mm]
a [ m
m ]
0 200 400 600 800 1.000
200
400
600
800
0
a
h
a
h
a
Zulässiger Mindestabstand a zwischen zwei Bauteilen in Abhängigkeit von der Höhe h
Zulässiger Mindestabstand a zwischen einem Bauteil und einer angrenzenden Fläche in Abhängigkeit von der Höhe h der Bauteile (bei h > 1.000 mm sollte a ≥ 800 mm sein)
Abb. 6: Mindestmaße bei engen Abständen zwischen Oberflächen nach DIN EN ISO 12944-3
Abb. 7: Mindestmaße bei engen Abständen zwischen Oberflächen nach DIN EN ISO 12944-3

12
den Zeitraum der Freibewitterungwährend der Bauphase (max. 1,5 Jahrebei einer Korrosionsbelastung ≤ C3)in der Regel ausreichenden Korrosi-onsschutz bietet.
Bei freibewitterten Verbundkon-struktionen sind die Spalten zusätzlichzur Grundbeschichtung mit einer ge-eigneten High Solid-Zwischen- oder-Deckbeschichtung (siehe Abschnitt 8)mit mindestens 160 µm Sollschicht-dicke zu beschichten. UnterliegenVerbundkonstruktionen während derNutzung einer sehr starken Korro-sionsbelastung (Korrosivitätskatego-rie C5-I/-M), sind die Spalten zusätz-lich zur Beschichtung mit geeignetendauerelastischen Dichtstoffen (z. B.auf PUR-Basis mit nachgewiesenerÜberstreichbarkeit mit Beschichtungs-stoffen) zu schließen.
Aufgrund des hohen Korrosions-schutzaufwandes bei einer Korro-sionsbelastung entsprechend Korro-sivitätskategorie C5-I/-M ist die Ver-wendung von ausbetonierten Hohl-profilen anstelle von Walzprofilenmit Kammerbeton zu überprüfen.
5.2.3 Vorkehrungen gegenAblagerungen und Wasseransammlungen
Ein wesentlicher Grundsatz derkorrosionsschutzgerechten Gestaltungvon Stahlbauten ist die Vermeidungvon Oberflächenformen, auf denensich Wasser ansammeln kann, das inVerbindung mit abgelagerten Fremd-stoffen die Korrosionsbelastung er-höht.
In DIN EN ISO 12944-3 sind imAnhang D Bildbeispiele für ungeeig-nete und geeignete konstruktive Lö-sungen aufgeführt.
Allgemein gilt:– Konstruktionen mit geneigten oder
abgeschrägten Oberflächen verse-hen, ggf. Abweiserbleche anordnen
– oben offene Profile vermeiden oderin Schräglage anordnen
– Vermeidung von Taschen und Ver-tiefungen
– Wasser und korrosive Flüssigkeitenvom Bauwerk ableiten, ohne dassandere Bauteile oder Anlagen ge-schädigt werden
5.2.4 Kanten, Oberflächenfehler an Schweißnähten
Scharfe Kanten verhindern diegleichmäßige Ausführung von Be-schichtungen/Beschichtungssystemen.Außerdem sind solche Bereicheanfällig für mechanische Beschädi-gungen.
Alle scharfen Kanten aus dem Fer-tigungsprozess sollten zumindest ge-brochen werden, gerundete Kantensind wünschenswert.
Für eine geforderte sehr langeSchutzdauer sind gerundete Kantenunabdingbar.
Quasi-Kanten, wie Grate an Lö-chern und Schnittkanten, müssen vorder Beschichtung entfernt werden.
Schweißnähte sollten so beschaf-fen sein, dass sie durch Beschichtun-gen mängelfrei abgedeckt werdenkönnen.
Insbesondere Schweißspritzer undSchweißschlacken sind sorgfältig zuentfernen.
5.2.5 Schraubenverbindungen
Der Korrosionsschutz von Ver-bindungsmitteln muss dem derStahlkonstruktionen gleichwertigsein. In feuerverzinkten Stahlkon-struktionen sollten nur feuerverzinkteVerbindungsmittel (Feuerverzinkungnach DIN EN ISO 10684) angewendetwerden.
Es ist vorteilhaft, feuerverzinkteVerbindungsmittel auch in beschich-teten Stahlkonstruktionen zu verwen-den, da die Oberflächenvorbereitungder Verbindungsmittel für die erforder-liche Beschichtung ungeschützter Ver-bindungsmittel aufwendig und in derRegel nach der Montage nicht quali-tätsgerecht ausführbar ist.
Die Kontaktflächen von Scher-Lochleibungs-Verbindungen (SL) sindmindestens mit einer Grundbeschich-tung oder einer intakten Fertigungs-beschichtung (siehe Abschnitt 7) zuversehen.
Bei planmäßig vorgespanntenScher-Lochleibungs-Verbindungen(SLV) und planmäßig vorgespannten
Merkblatt 405
Abb. 8: Rekonstruktion und Instandsetzung der denkmalgeschützten Bergschwebebahn DresdenKorrosivitätskategorie C3Differenzierte Korrosionsschutzsysteme mit AY-Hydro-Deckbeschichtung

13
Scher-Lochleibungs-Passverbindungen(SLVP) kann es zu einem Abfall derVorspannkraft kommen, der die Stand-sicherheit des Bauteiles oder Bauwer-kes nicht mehr gewährleistet. Das istabhängig von der Art des Beschich-tungsstoffes und der Schichtdicke desBeschichtungssystems. Bereits beiPlanung und Konstruktion sind fürdiese Verbindungen– zulässige Höchstwerte für die
Schichtdicke und/oder– geeignete Beschichtungsstoffe/-sys-
teme festzulegen (siehe auch DIN EN ISO12944-3, Abs. 5.6.2 und DIN EN ISO12944-5, Abs. 5.6). Im Abschnitt 8.6wird auf diese Problematik detaillierteingegangen.
Die Reibflächen von gleitfestenplanmäßig vorgespannten Verbindun-gen (GV) und gleitfesten planmäßigvorgespannten Passverbindungen(GVP) müssen vor der Montage bis zueinem OberflächenvorbereitungsgradSa 2 1/2 nach DIN EN ISO 12944-4gestrahlt sein.
Bei überwiegender Durchführungdes Korrosionsschutzes in der Stahl-bauwerkstatt ist es vorteilhaft, Kon-taktflächen gleitfester Verbindungennach dem Strahlen mit einer Beschich-tung mit nachgewiesenem Reibbei-wert von 0,5 zu versehen. Geeignetdafür ist die Alkalisilikat-Zinkstaub-Grundbeschichtung nach den Tech-nischen Lieferbedingungen und Tech-nischen Prüfvorschriften für Beschich-tungsstoffe für den Korrosionsschutzvon Stahlbauten, TL/TP-KOR-Stahl-bauten Blatt 85, oder auch nach glei-cher Vorschrift zugelassene Ethyl-silikat-Zinkstaub-Grundbeschichtun-gen.
5.2.6 Hohlkästen und Hohlbauteile
Hohlkästen (innen zugänglich)und Hohlbauteile (innen unzugäng-lich) sind korrosionsschutztechnischbesonders vorteilhafte Querschnitts-formen, weil sie die der Korrosionsbe-lastung durch Umgebungsbedingun-gen ausgesetzten Oberflächen auf einMinimum reduzieren.
Das gilt insbesondere für dicht ge-schlossene Hohlkästen und Hohlbau-teile, die weder Luft noch Feuchtig-keit eindringen lassen.
Die Abdichtung erfolgt durch um-laufende Schweißnähte, Öffnungensind mit Dichtschotten zu versehen.
Eine Dichtheitsprüfung durch Er-mittlung des Druckabfalls mit der Zeitnach Druckbeaufschlagung, wie sieim Anlagenbau üblich ist, wird imStahlbau nicht gefordert, ist aber imSonderfall ebenfalls möglich.
Im Brückenbau wird bei dichtgeschlossenen Hohlkästen und Hohl-bauteilen zur späteren Prüfung derDichtheit empfohlen, an der tiefstenStelle einen Schraubenstopfen vor-zusehen.
Offene Hohlkästen und Hohlbau-teile, die der Einwirkung von Oberflä-chenfeuchte ausgesetzt sind, müssenmit Umluft- und Entwässerungsöffnun-gen versehen und innen wirksam ge-gen Korrosion geschützt werden.
5.2.7 Aussteifungen, Aussparungen
Um Spaltbildung zu vermeiden,müssen Aussteifungen mit dem angren-zenden Bauteil umlaufend verschweißtwerden. Es ist darauf zu achten, dassdas Ansammeln von Wasser und Ab-lagerungen ausgeschlossen wird.
Aussparungen in Aussteifungsrip-pen, Stegen oder ähnlichen Bauteilensind mit einem Radius von mindestens50 mm zu versehen.
5.2.8 Handhabung, Transport und Montage
Bereits im Entwurfsstadium solltedarauf geachtet werden, geeigneteVorkehrungen zu treffen, um Beschä-digungen beschichteter Bauteile beimHeben, Transport und bei der Mon-tage zu verhindern bzw. zumindest zuminimieren. Soweit es erforderlichist, sind Anhängeösen vorzusehen.
5.2.9 Kontaktkorrosion
Beim Kontakt zweier Metallemit unterschiedlichem elektroche-mischem Potential besteht bei An-wesenheit von Feuchtigkeit (Elektro-lyt) die Gefahr der elektrochemi-schen Beeinflussung der Korrosions-reaktion (Kontaktkorrosion).
Unter einer elektrochemischenBeeinflussung versteht man eine Pola-risation des betrachteten Objektesdurch Gleichströme. Dabei handelt essich um Elementströme bei metall-leitenden Verbindungen mit Konstruk-tionsteilen, die ein anderes Freies Kor-rosionspotential als das betrachteteObjekt aufweisen.
Bei einer anodischen bzw. katho-dischen Beeinflussung wird das Poten-tial des beeinflussten Objektes zu po-sitiveren bzw. negativeren Wertengeändert.
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Abb. 9: Detail einer Autobahnbrücke an derA 2 bei GladbeckKorrosivitätskategorie C5-IKorrosionsschutzsystem aus 2K-EP-Zink-phosphat-Grundbeschichtung, 2K-EP-Eisenglimmer-Zwischenbeschichtungund 2K-PUR-Deckbeschichtung nach Blatt 87der TL 918 300 der Deutschen Bahn AG(heute: ZTV-KOR-Stahlbauten)

14
Grundvoraussetzungen für eineelektrochemische Beeinflussung derKorrosionsreaktion des unlegiertenBaustahls sind: 1. Kontakt (elektrische Kopplung)
von Metallen mit unterschiedli-chem elektrochemischem Potential
2. Anwesenheit eines Elektrolyten mitder Leitfähigkeit von ca. 1.000 µS ·cm-1 oder größer
Die Korrosionsreaktion be-schränkt sich erfahrungsgemäß nichtnur auf den unbeschichteten Baustahl,sondern betrifft auch den beschich-teten Baustahl überall dort, wo Poren,Schwachstellen (z. B. an Kanten) undBeschädigungen an der Beschichtungzu korrodierenden, unedlen Anodenwerden. Folgeerscheinungen davonkönnen sein:– Blasenbildung– Unterwanderung der Beschichtung
durch Rost
– Abplatzung der Beschichtung nachRostunterwanderung
– Lochkorrosion am Grundwerkstoffim Bereich von Poren
Die Stärke der Korrosionserschei-nung der Kontaktkorrosion ist abhän-gig von– der Potentialdifferenz der kontak-
tierten Metalle,– der Elektrolytkonzentration und der
Leitfähigkeit,– der Art der im Elektrolyten gelösten
Salze,– dem Flächenverhältnis zwischen
dem anodischen (unedlen) und demkathodischen (edleren) Bereich,
– dem Vorhandensein von Oxid-schichten, Ablagerungen und ande-ren Zwischenschichten,
– der Temperatur.
Dabei wirken hohe Potentialdiffe-renzen und ein Flächenverhältnis zuUngunsten des unedleren Werkstoffsimmer beschleunigend auf die Kon-taktkorrosion. Zwischenschichten,meist dünne Oxidschichten, aberauch andere Schichten nichtleiten-der Korrosionsprodukte wirken ver-langsamend auf den Kontaktkorro-sionsvorgang.
Die Korrosionsgeschwindigkeit istsehr entscheidend vom Flächenver-hältnis der miteinander in Kontaktstehenden Metalle abhängig.
Mit zunehmendem Flächenver-hältnis von Kathode zu Anode wirddie Korrosionsreaktion beschleunigtund überschreitet die für die gege-bene Korrosionsbelastung ohne Kon-taktkorrosion normale Korrosions-geschwindigkeit.
Merkblatt 405
Abb. 10: Mimram-Brücke zwischen Kehl und StraßburgKorrosivitätskategorie C4Korrosionsschutzsystem aus 2K-EP-Zinkstaub-Grundbeschichtung, 2K-EP-Eisenglimmer-Zwischenbeschichtung und 2K-PUR-Eisenglimmer-Deckbeschichtung

15
Allgemein kann man davon aus-gehen, dass dies der Fall ist, wenndas Flächenverhältnis von Kathode zuAnode größer als 1 : 10 ist.
Speziell im Bereich von Schleu -sen anlagen wurde festgestellt, dass inzunehmendem Maße Cr-Ni-Stähle inPaarung mit beschichteten Baustählenverwendet werden und dadurch dasFlächenverhältnis von Kathode zuAnode wesentlich größer als 1 : 10wird. Die Folge davon sind Korro-sionsreaktionen am unbeschichtetenund beschich teten Baustahl. Soferndie Anwendung von Cr-Ni-Stählen indieser Größen ord nung erforderlichist, sind die Kor rosionsreaktionen nurdurch Beschich tung der Cr-Ni-Stahl -flächen mit einem geeigneten Be-schichtungssystem zu unterbinden.Dadurch wird der Korrosionsstroman der Anode (Poren, Fehl stellen,ungeschützte Flächen am unlegiertenBaustahl) auf die für die vorhandeneKorrosionsbelastung durch das Me-dium ohne elektrochemi sche Beein-flussung gegebene Größe reduziert.
Die kathodische Sauerstoffreduk-tion am Cr-Ni-Stahl1/2 O2 + H2O + 2e-→ 2OH-
kann dadurch nicht mehr stattfinden.In vielen Fällen ist funktionell be-
dingt die Beschichtung jedoch nichtmöglich.
Dauerhafter Korrosionsschutz istdann nur durch Maßnahmen deskathodischen Korrosionsschutzesmöglich. Dies bedeutet, dass das zuschützende Metall (hier: unlegierterBaustahl) durch Verwendung einerOpferanode mit negativerem elektro-chemischem Potential als unlegierterBaustahl zur Kathode wird. Somitwerden die für die kathodische Sauer -stoffreduktion erforderlichen Elektro -nen nicht mehr vom unlegiertenBaustahl, sondern von der Opfer -anode geliefert.
Diese Maßnahme bedarf einersorg fältigen Planung bzw. Bemessung,da unterdimensionierte Stromdichtenkeinen ausreichenden Schutz bieten,überdimensionierte Stromdichten, ins -besondere in der nächsten Umgebungder Opferanode, die Beschichtungenschädigen können.
6 Oberflächenvorbereitung
6.1 Allgemeines
Unter Oberflächenvorbereitungvon Stahloberflächen für die Durch-führung von Korrosionsschutzmaß-nahmen versteht man die Reinigungder Stahloberfläche von allen arteige -nen und artfremden Verunreinigungenund das Herstellen einer auf die Kor-rosionsschutzmaßnahme abgestimm-ten Rauheit.
Die Wirksamkeit und Schutzdau-er von Beschichtungen auf Stahlbau-teilen wird maßgeblich von der sach -gemäßen Vorbereitung der Oberflächebeeinflusst.
Für die Oberflächenvorbereitungfür nachfolgendes Beschichten gel-ten die Festlegungen in DIN EN ISO12944-4.
6.2 Arten vorzubereitender Oberflächen und Verfahren derOberflächenvorbereitung
Hinsichtlich der Arten von Stahl-oberflächen, die für eine nachfolgen-de Beschichtung vorzubereiten sind,unterscheiden DIN EN ISO 12944-1und DIN EN ISO 12944-4 in:– unbeschichtete Oberflächen - Stahloberflächen, die mit Zunder/ Walzhaut, Rost und anderen Verun-reinigungen bedeckt sein können
– Oberflächen mit Überzügen- Spritzmetallisierung mit Zink oder Zinklegierungen- Feuerverzinkung
– Oberflächen mit Fertigungsbe -schich tungen (Oberflächen ausau to matisch gestrahltem Stahl,auf denen in einer Anlage eineFertigungs beschichtung automa-tisch aufgetragen wurde)
– andere beschichtete Oberflächen- Stahloberflächen mit und ohne Über züge, die zu einem früherenZeitpunkt beschichtet wurden
Ebenfalls aufgeführte galvanischver zinkte Oberflächen und sherardi-sierte Oberflächen (Erhitzen von Stahl -teilen auf ca. 420 °C in zinkhaltigemPulver) spielen bei den Oberflächen
mit Überzügen im deutschen Stahlbaukeine Rolle und seien nur der Vollstän -digkeit halber erwähnt.
Man unterscheidet drei unter-schiedliche Verfahren der Oberflä -chen vorbereitung:– Reinigen mit Wasser, Lösemittelnsowie mit Chemikalien, z. B. Hoch -druck-Wasserreinigung, Dampf-strahlen, aber auch Beizen mitSäuren
– mechanische Oberflächenvorberei-tung einschließlich Strahlen
– Flammstrahlen
Für eine nachfolgende Beschich-tung mit Beschichtungsstoffen ist dieOberflächenvorbereitung durchSchleu derradstrahlen oder Druckluft-strahlen mit metallischen oder mine-ralischen Strahlmitteln nach DIN ENISO 11124 bzw. 11126 von besonde-rer Bedeutung. Anwendungsbereich,Wirksamkeit und Grenzen dieser Ver -fahren, aber auch anderer Verfahrenmit geringerer Anwendungsbreite, wiez. B. Vakuumstrahlen, Feuchtstrahlen,Nassstrahlen, sind in DIN EN ISO8504-2 angegeben.
Eine besondere Form des Strah-lens ist das Sweep-Strahlen oderSweepen. Sweepen ist ein leichtesÜberstrahlen der Oberfläche mit demZiel, Beschichtungen oder Überzügenur an ihrer Oberfläche zu reinigenund aufzurauen oder auch schlechthaftende Schichten so abzutragen,dass eine fest haftende Beschichtungoder ein Überzug weder punktuelldurch Einschläge von Strahlmittelkör -nern beschädigt noch bis zum Stahl-untergrund abgestrahlt wird.
Als optimale Parameter für dasSweepen von Zinküberzügen nachDIN EN ISO 1461 haben sich be-währt:– Strahlmittel: Schmelzkammer- oderKupferhüttenschlacke nach DINEN ISO 11126-4 und DIN EN ISO11126-3
– Korngrößenbereich: 0,2 bis 0,4 mm– Auftreffwinkel des Strahlmittels:ca. 30°
– Strahldruck: < 0,3 MPa– Abstand der Düse von der Ober -fläche: 0,5 bis 0,8 m
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
16
6.3 Bewertung der vorbereiteten Oberflächen
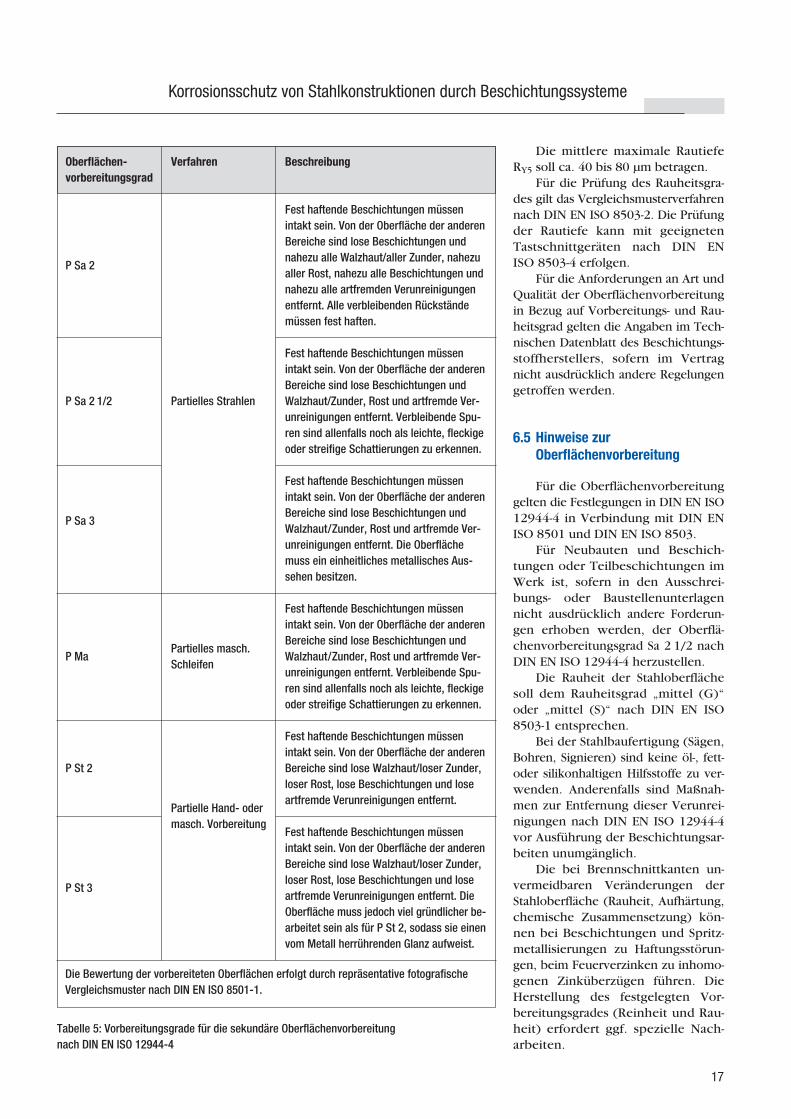
Das Ergebnis der Oberflächenvor-bereitung wird durch Vorbereitungs-grade klassifiziert.
Bei der primären (ganzflächi-gen) Oberflächenvorbereitung wirddie gesamte Oberfläche bis zum blan-ken Stahl vorbereitet.
Es werden Walzhaut/Zunder,Rost, vorhandene Beschichtungen,Überzüge und Verunreinigungen ent-fernt.
Der Grad der Entfernung wird mitden Vorbereitungsgraden Sa (Strah-len), St (Hand-/maschinelle Oberflä-chenvorbereitung), Fl (Flammstrah-len) und Be (Beizen mit Säure) ge-kennzeichnet.
Bei der sekundären (partiellen)Oberflächenvorbereitung werden Rostund andere Verunreinigungen oderauch schlecht haftende Schichtenso entfernt, dass intakte und fest haf-tende Beschichtungen und Über-züge verbleiben.
Der Vorbereitungsgrad wird cha-rakterisiert durch die Kurzzeichen P Sa(partielles Strahlen), P St (partiellesHandentrosten) und P Ma (partiellesmaschinelles Entrosten).
In den Tabellen 4 und 5 wirdeine Übersicht über die unterschied-lichen Grade der Oberflächenvorbe-reitung gegeben.
6.4 Rauheit undRauheitsgrade
Neben dem Grad der Reinigungist die Rauheit der zweite kennzeich-nende Parameter einer Oberfläche.Die Rauheit beeinflusst die Haftfestig-keit der Beschichtung.
Nach DIN EN ISO 8503-1 ist fürBeschichtungen eine Rauheit ent-sprechend Rauheitsgrad „mittel(G)“ – charakteristisches Ergebnisdes Strahlens mit kantigen oder einerMischung aus kantigen und kugeligenStrahlmitteln – besonders geeignet.
Wird mit metallischen, kugeligenStrahlmitteln gestrahlt, erhält manden Rauheitsgrad „mittel (S)“.
Merkblatt 405
Beschreibung
Lose Walzhaut/loser Zunder, loser Rost,lose Beschichtungen und lose artfremdeVerunreinigungen sind entfernt.
Nahezu alle Walzhaut/aller Zunder, nahe-zu aller Rost, nahezu alle Beschichtungenund nahezu alle artfremden Verunreini-gungen sind entfernt. Alle verbleibendenRückstände müssen fest haften.
Walzhaut/Zunder, Rost, Beschichtungenund artfremde Verunreinigungen sind ent-fernt. Verbleibende Spuren sind allenfallsnoch als leichte, fleckige oder streifigeSchattierungen zu erkennen.
Walzhaut/Zunder, Rost, Beschichtungenund artfremde Verunreinigungen sindentfernt. Die Oberfläche muss ein einheit-liches metallisches Aussehen besitzen.
Lose Walzhaut/loser Zunder, loser Rost,lose Beschichtungen und lose artfremdeVerunreinigungen sind entfernt.
Lose Walzhaut/loser Zunder, loser Rost,lose Beschichtungen und lose artfremdeVerunreinigungen sind entfernt. DieOberfläche muss jedoch viel gründlicherbearbeitet sein als für St 2, sodass sieeinen vom Metall herrührenden Glanzaufweist.
Walzhaut/Zunder, Rost, Beschichtungenund artfremde Verunreinigungen sind ent-fernt. Verbleibende Rückstände dürfensich nur als Verfärbung der Oberfläche(Schattierungen in verschiedenen Farben)abzeichnen.
Walzhaut/Zunder, Rost und Rückständevon Beschichtungen sind vollständig ent-fernt, Beschichtungen müssen vor demBeizen mit Säure mit geeigneten Mittelnentfernt werden.
Verfahren
Strahlen
Hand-/maschin.Vorbereitung
Flamm-Strahlen
Beizen
Oberflächen-vorbereitungsgrad
Sa 1
Sa 2
Sa 2 1/2
Sa 3
St 2
St 3
Fl
Be
Die Bewertung der vorbereiteten Oberflächen erfolgt durch repräsentative fotografische Vergleichsmuster nach DIN EN ISO 8501-1.
Tabelle 4: Vorbereitungsgrade für die primäre Oberflächenvorbereitung nach DIN EN ISO 12944-4
17
Die mittlere maximale RautiefeRY5 soll ca. 40 bis 80 µm betragen.
Für die Prüfung des Rauheitsgra-des gilt das Vergleichsmusterverfahrennach DIN EN ISO 8503-2. Die Prüfungder Rautiefe kann mit geeignetenTastschnittgeräten nach DIN ENISO 8503-4 erfolgen.
Für die Anforderungen an Art undQualität der Oberflächenvorbereitungin Bezug auf Vorbereitungs- und Rau-heitsgrad gelten die Angaben im Tech-nischen Datenblatt des Beschichtungs-stoffherstellers, sofern im Vertragnicht ausdrücklich andere Regelungengetroffen werden.
6.5 Hinweise zur Oberflächenvorbereitung
Für die Oberflächenvorbereitunggelten die Festlegungen in DIN EN ISO12944-4 in Verbindung mit DIN ENISO 8501 und DIN EN ISO 8503.
Für Neubauten und Beschich-tungen oder Teilbeschichtungen imWerk ist, sofern in den Ausschrei-bungs- oder Baustellenunterlagennicht ausdrücklich andere Forderun-gen erhoben werden, der Oberflä-chenvorbereitungsgrad Sa 2 1/2 nachDIN EN ISO 12944-4 herzustellen.
Die Rauheit der Stahloberflächesoll dem Rauheitsgrad „mittel (G)“oder „mittel (S)“ nach DIN EN ISO8503-1 entsprechen.
Bei der Stahlbaufertigung (Sägen,Bohren, Signieren) sind keine öl-, fett-oder silikonhaltigen Hilfsstoffe zu ver-wenden. Anderenfalls sind Maßnah-men zur Entfernung dieser Verunrei-nigungen nach DIN EN ISO 12944-4vor Ausführung der Beschichtungsar-beiten unumgänglich.
Die bei Brennschnittkanten un-vermeidbaren Veränderungen derStahloberfläche (Rauheit, Aufhärtung,chemische Zusammensetzung) kön-nen bei Beschichtungen und Spritz-metallisierungen zu Haftungsstörun-gen, beim Feuerverzinken zu inhomo-genen Zinküberzügen führen. DieHerstellung des festgelegten Vor-bereitungsgrades (Reinheit und Rau-heit) erfordert ggf. spezielle Nach-arbeiten.
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Beschreibung
Fest haftende Beschichtungen müssenintakt sein. Von der Oberfläche der anderenBereiche sind lose Beschichtungen undnahezu alle Walzhaut/aller Zunder, nahezualler Rost, nahezu alle Beschichtungen undnahezu alle artfremden Verunreinigungenentfernt. Alle verbleibenden Rückständemüssen fest haften.
Fest haftende Beschichtungen müssenintakt sein. Von der Oberfläche der anderenBereiche sind lose Beschichtungen undWalzhaut/Zunder, Rost und artfremde Ver-unreinigungen entfernt. Verbleibende Spu-ren sind allenfalls noch als leichte, fleckigeoder streifige Schattierungen zu erkennen.
Fest haftende Beschichtungen müssenintakt sein. Von der Oberfläche der anderenBereiche sind lose Beschichtungen undWalzhaut/Zunder, Rost und artfremde Ver-unreinigungen entfernt. Die Oberflächemuss ein einheitliches metallisches Aus-sehen besitzen.
Fest haftende Beschichtungen müssenintakt sein. Von der Oberfläche der anderenBereiche sind lose Beschichtungen undWalzhaut/Zunder, Rost und artfremde Ver-unreinigungen entfernt. Verbleibende Spu-ren sind allenfalls noch als leichte, fleckigeoder streifige Schattierungen zu erkennen.
Fest haftende Beschichtungen müssenintakt sein. Von der Oberfläche der anderenBereiche sind lose Walzhaut/loser Zunder,loser Rost, lose Beschichtungen und loseartfremde Verunreinigungen entfernt.
Fest haftende Beschichtungen müssenintakt sein. Von der Oberfläche der anderenBereiche sind lose Walzhaut/loser Zunder,loser Rost, lose Beschichtungen und loseartfremde Verunreinigungen entfernt. DieOberfläche muss jedoch viel gründlicher be-arbeitet sein als für P St 2, sodass sie einenvom Metall herrührenden Glanz aufweist.
Verfahren
Partielles Strahlen
Partielles masch.Schleifen
Partielle Hand- odermasch. Vorbereitung
Oberflächen-vorbereitungsgrad
P Sa 2
P Sa 2 1/2
P Sa 3
P Ma
P St 2
P St 3
Tabelle 5: Vorbereitungsgrade für die sekundäre Oberflächenvorbereitung nach DIN EN ISO 12944-4
Die Bewertung der vorbereiteten Oberflächen erfolgt durch repräsentative fotografische Vergleichsmuster nach DIN EN ISO 8501-1.
18
7 Fertigungs-beschichtungsstoffeFertigungsbeschichtungsstoffe
sind schnell trocknende Beschich-tungsstoffe, die auf gestrahltem Stahlaufgetragen werden. Die Fertigungs-beschichtung ist Korrosionsschutzwährend der Fertigung der Stahlbau-teile und lässt das Schweißen zu.
Stahlbaubetriebe ohne eigeneOberflächenvorbereitungsanlagen nut-zen diese Möglichkeit und bestellenbei der Metallurgie bzw. beim Metal-lurgiehandel automatisch gestrahltenStahl, der bereits mit Fertigungsbe-schichtung versehen wurde.
Die Fertigungsbeschichtung mussmit dem auszuführenden Beschich-tungssystem verträglich sein.
Das ist insbesondere dann zu be-achten, wenn Stahlbauunternehmenbei fehlender Oberflächenvorberei-tungskapazität mit Fertigungsbeschich-tung versehene Bleche und Profilebeziehen.
Bei der Bestellung sollte deshalbunbedingt angegeben werden, wel-ches Beschichtungssystem für die wei-tere Beschichtung vorgesehen ist.
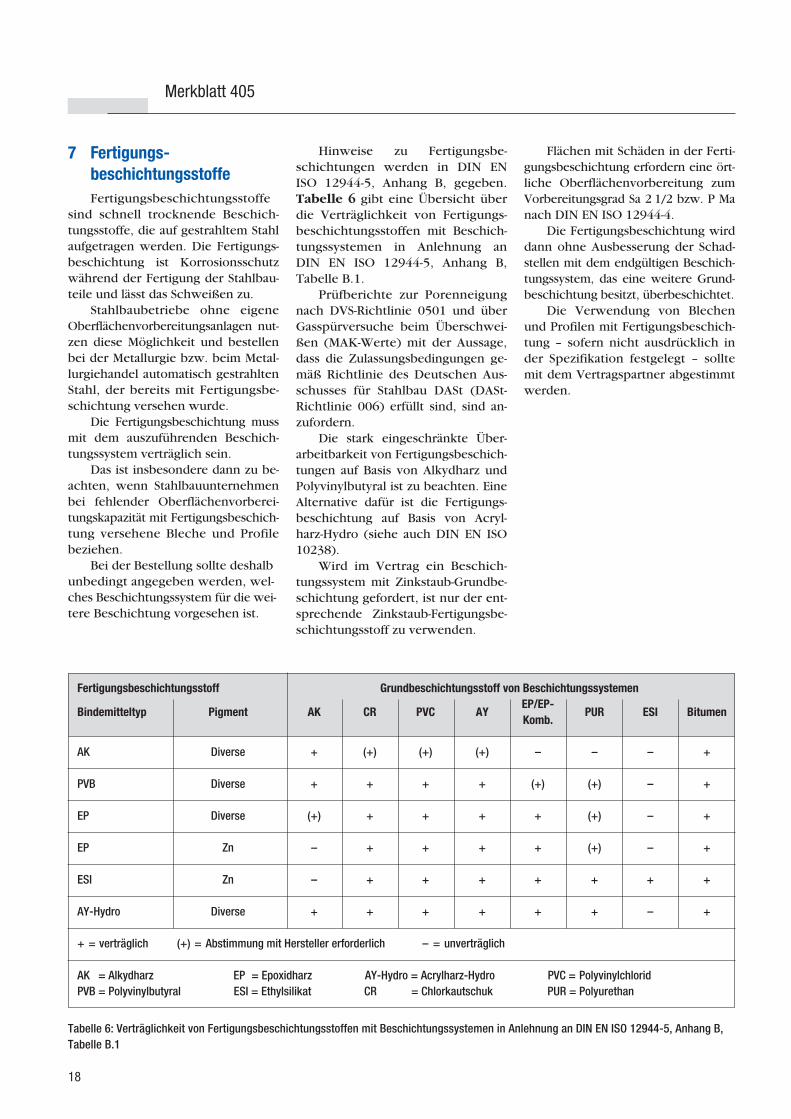
Hinweise zu Fertigungsbe-schichtungen werden in DIN ENISO 12944-5, Anhang B, gegeben.Tabelle 6 gibt eine Übersicht überdie Verträglichkeit von Fertigungs-beschichtungsstoffen mit Beschich-tungssystemen in Anlehnung anDIN EN ISO 12944-5, Anhang B,Tabelle B.1.
Prüfberichte zur Porenneigungnach DVS-Richtlinie 0501 und überGasspürversuche beim Überschwei-ßen (MAK-Werte) mit der Aussage,dass die Zulassungsbedingungen ge-mäß Richtlinie des Deutschen Aus-schusses für Stahlbau DASt (DASt-Richtlinie 006) erfüllt sind, sind an-zufordern.
Die stark eingeschränkte Über-arbeitbarkeit von Fertigungsbeschich-tungen auf Basis von Alkydharz undPolyvinylbutyral ist zu beachten. EineAlternative dafür ist die Fertigungs-beschichtung auf Basis von Acryl-harz-Hydro (siehe auch DIN EN ISO10238).
Wird im Vertrag ein Beschich-tungssystem mit Zinkstaub-Grundbe-schichtung gefordert, ist nur der ent-sprechende Zinkstaub-Fertigungsbe-schichtungsstoff zu verwenden.
Flächen mit Schäden in der Ferti-gungsbeschichtung erfordern eine ört-liche Oberflächenvorbereitung zumVorbereitungsgrad Sa 2 1/2 bzw. P Manach DIN EN ISO 12944-4.
Die Fertigungsbeschichtung wirddann ohne Ausbesserung der Schad-stellen mit dem endgültigen Beschich-tungssystem, das eine weitere Grund-beschichtung besitzt, überbeschichtet.
Die Verwendung von Blechenund Profilen mit Fertigungsbeschich-tung – sofern nicht ausdrücklich inder Spezifikation festgelegt – solltemit dem Vertragspartner abgestimmtwerden.
Merkblatt 405
Fertigungsbeschichtungsstoff Grundbeschichtungsstoff von Beschichtungssystemen
Bindemitteltyp Pigment AK CR PVC AYEP/EP-
PUR ESI BitumenKomb.
AK Diverse + (+) (+) (+) – – – +
PVB Diverse + + + + (+) (+) – +
EP Diverse (+) + + + + (+) – +
EP Zn – + + + + (+) – +
ESI Zn – + + + + + + +
AY-Hydro Diverse + + + + + + – +
+ = verträglich (+) = Abstimmung mit Hersteller erforderlich – = unverträglich
AK = Alkydharz EP = Epoxidharz AY-Hydro = Acrylharz-Hydro PVC = PolyvinylchloridPVB = Polyvinylbutyral ESI = Ethylsilikat CR = Chlorkautschuk PUR = Polyurethan
Tabelle 6: Verträglichkeit von Fertigungsbeschichtungsstoffen mit Beschichtungssystemen in Anlehnung an DIN EN ISO 12944-5, Anhang B, Tabelle B.1

19
8 Korrosionsschutz durch Beschichtungssysteme
8.1 Allgemeines
Beschichtungsarbeiten für denKorrosionsschutz von Stahlkonstruk-tionen werden zur Herstellung einesBeschichtungssystems auf unbeschich-teten, sachgemäß vorbereiteten Ober-flächen (Erstschutz) und auf beschich-teten Stahloberflächen zur Komplet-tierung von Werkstattbeschichtungenoder zur Instandsetzung durchgeführt.
In DIN EN ISO 12944-5 werdenBeschichtungsstoffe beschrieben undBeschichtungssysteme in Abhängigkeitvon den während der Nutzung auf dasBauwerk einwirkenden Korrosionsbe-lastungen und der gewünschten bzw.erforderlichen Schutzdauer vorgeschla-gen, die den jeweiligen Anforderun-gen gerecht werden.
Es wurde die Empfehlung aufge-nommen: „Um eine möglichst langeSchutzdauer und Wirksamkeit einesBeschichtungssystems sicherzustellen,sollten die meisten Schichten einesBeschichtungssystems oder, falls mög-lich, das gesamte Beschichtungs-system vorzugsweise im Werk aufge-tragen werden.“
Diese Verfahrensweise zeichnetsich durch deutlich höhere Leistungs-parameter bei der Oberflächenvorbe-reitung und Ausführung der Beschich-tungsarbeiten aus und ist in Verbin-dung mit den gegenüber auf Baustel-len erforderlichen aufwendigen Maß-nahmen zur Vermeidung von Umwelt-schäden wirtschaftlicher. Außerdemist mit der Ausführung von Beschich-tungsarbeiten in der Werkstatt unterkontrollierten klimatischen Bedingun-gen bei gleichzeitig höherer Produk-tivität in der Regel auch eine qualita-tiv höherwertige Beschichtung gegen-über den Arbeiten auf der Baustellezu erreichen.
Das setzt natürlich voraus, dass beiTransport, Umschlag und Montage mitbeschichteten Stahlbauteilen sachge-mäß umgegangen wird, um den Gradder Beschädigungen so gering wiemöglich zu halten.
Ein weiterer sehr wichtiger As-pekt der zunehmenden Verlagerung
von Korrosionsschutzleistungen in dieStahlbauwerkstatt ergibt sich aus derNotwendigkeit, die Stahlbauweise alsGanzjahresbauweise auszulegen, umim Wettbewerb mit anderen Bauwei-sen bestehen zu können. Korrosions-schutz durch Beschichtungen ist inder Regel auf der Baustelle im Zeit-raum November bis März aufgrundnicht gewährleisteter klimatischerMindestbedingungen nicht möglichoder erfordert zusätzliche Maßnah-men, wie z. B. Einhausung, Behei-zung, die die Wirtschaftlichkeit vonStahlbauten nachteilig beeinflussen.
Daraus ergeben sich eine Reiheneuer Aspekte, die bei der Herstellungvon Beschichtungssystemen beach-tet werden müssen.
8.2 Grundtypen von Beschichtungsstoffen
Beschichtungsstoffe sind allge-mein definiert als flüssige, pastenför-mige oder pulverförmige pigmentierteProdukte, die, auf einem Untergrundaufgebracht, eine deckende Beschich-tung mit schützenden, dekorativenoder spezifischen Eigenschaften er-geben. Sie setzen sich zusammen aus:– Bindemitteln (überwiegend synthe-
tisch hergestellte Harze auf Basisvon AK, AY, PVC, EP, PUR usw.)
– Pigmenten und Füllstoffen (Exten-der)- aktive Pigmente (Zinkphosphate,
Zinkstaub usw.)- passive Pigmente (Eisenglimmer,
Talkum usw.)– Hilfsstoffen
- Antiablaufmittel, Antiabsetzmittel- Verdickungsmittel, Entschäumer- Trocknungsbeschleuniger, Disper-
gier- und Netzmittel– Lösemitteln
- organische- Wasser
Bindemittel, Pigmente und Füll-stoffe ergeben den Festkörpergehaltvon Beschichtungsstoffen, d. h., sie bil-den nach Verdunsten der Lösemitteldie Beschichtung.
Beschichtungsstoffe erhalten ih-ren Namen in der Regel vom verwen-
deten Bindemittel (PVC-Beschich-tungsstoffe, PUR-Beschichtungsstoffeusw.).
Die oft im Sprachgebrauch, aberauch manchmal in Ausschreibungenverwendete Bezeichnung nach demPigment, z. B. Zinkphosphat-Beschich-tungsstoffe, ist falsch und irreführend,da Beschichtungsstoffe mit unter-schiedlichen Eigenschaften Zinkphos-phat oder auch andere Pigmente ent-halten können.
In DIN EN ISO 12944-5 werdendie Beschichtungsstoffe nach Art desablaufenden Prozesses, der nachApplikation der Beschichtungsstoffezur Bildung der Beschichtung führt(Filmbildung), in folgende vierHauptgruppen unterteilt:
Oxidativ härtende (trocknende)Beschichtungsstoffe
Die Filmbildung erfolgt durchVerdunsten von organischen Löse-mitteln oder Wasser und durch Reak-tion des Bindemittels mit dem Sauer-stoff der Luft.Typische Bindemittelvertreter:– Alkydharze– Urethanalkydharze– Epoxidharzester
Trocknungsdauer und Reaktionmit dem Sauerstoff sind temperatur-abhängig und bei niedrigen Tempe-raturen sehr langsam verlaufendeProzesse. Die Deckbeschichtungenbenötigen bis zur Stapelfähigkeitauch bei normalen Temperaturen vonca. 20 °C z. T. mehrere Tage.
Physikalisch trocknende Beschichtungsstoffe
Es gibt sowohl lösemittel- als auchwasserhaltige (Hydro-) Beschichtungs-stoffe. Die Filmbildung erfolgt durchVerdunsten des Lösemittels oder desWassers.
Typische Bindemittelvertreter:– Vinylchlorid-Copolymere (PVC)– Acrylharze– Chlorkautschuk, Bitumen (ohne
Bedeutung für den Stahlbau inDeutschland)
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme

20
Die Trocknungsdauer ist stark ab -hängig von der Luftbewegung und derTemperatur. Trotz relativ schnellerTrocknung bleiben Beschichtungenauf Basis dieser Bindemittel aufgrundihrer starken Thermoplastizität druck -empfindlich (Gefahr des Verklebens,Beschädigung bei Stapelung möglich).
Reaktions-Beschichtungsstoffe
Sie sind gekennzeichnet durch dieStammkomponente (Bindemittel) undHärterkomponente.
Die Trocknung und Härtung er-folgt durch Verdunsten der Lösemittel(organische, aber auch Wasser) unddurch chemische Reaktion des Binde -mittels mit der Härterkomponente.
Typische Vertreter der Gruppe derReaktions-Beschichtungsstoffe sind:– 2K(Komponenten)-Epoxidharze– 2K-Epoxid-Vinylharze– 2K-Epoxid-Acrylharze– 2K-Epoxidharz-Kombinationen– 2K-Polyurethan-Beschichtungs-stoffe
– feuchtigkeitshärtende 1K- und 2K-Be schichtungsstoffe (Härterkompo -nente ist die Feuchtigkeit der Luft)auf Bindemittelbasis von Polyure -than, Alkali- und Alkylsilikat
Bei feuchtigkeitshärtenden Be-schichtungsstoffen wird die Härtungs -zeit maßgeblich vom Feuchtigkeitsan -gebot der Luft bestimmt. Die Herstel-lerangaben bezüglich der Feuchtig -keits grenzen sind zu beachten.
PulverbeschichtungsstoffePulverbeschichtungsstoffe wer-
den in DIN EN ISO 12944 nicht be-handelt.
Für die Anwendung der Pulverbe -schichtung für Stahlbauten gibt eszurzeit noch keine nationale Norm.Es sind aber bereits Pulverbeschich -tungs systeme für Stahl geprüft undfür geeignet erklärt worden. Es istbeab sichtigt, eine nationale Normzu erarbeiten. Für Duplex-Systemewerden in der „Verbände-RichtlinieKorrosions schutz von Stahlbauten –Duplex-Systeme“ geeignete Systemeempfohlen.
8.3 Aufbau und Eigenschaften von Beschichtungssystemen
Beschichtungssysteme bestehenim Allgemeinen aus – Grundbeschichtung,– Zwischenbeschichtung,– Deckbeschichtung.
Innovative Entwicklungen derLack industrie, entsprechend den For-derungen der Stahlbauindustrie nachverbesserter Wirtschaftlichkeit im Kor -rosionsschutz von Stahlkonstruktio-nen, ermöglichen es heute, in Abwei-chung vom klassischen Aufbau, Be-schichtungssysteme für spezielleAnwendungszwecke ein- und zwei-schichtig auszuführen. Bei Stahl -hallenkonstruk tionen (innen) ist diesheute bereits Stand der Technik.
Während im klassischen Beschich -tungssystem die Funktion des Be -schich tungssystems, d. h. die Errei-chung einer möglichst wartungsarmenNutzungsdauer von Grund-, Zwischen-und Deckbeschichtung anteilig über -nommen werden, müssen für Ein-schichtbeschichtungen solche Be-schichtungsstoffe verwendet werden,die Grund-, Zwischen- und Deckbe-schichtungseigenschaften allein über - nehmen können.
Die Grundbeschichtung istverantwortlich für die Haftvermitt-lung zwischen der zu beschichten-den Ober fläche und den nachfolgen-den Beschichtungen. Die Pigmente(Zink phosphat, Zinkstaub) tragenentschei dend zur Korrosionsschutz-funktion bei.
Zwischenbeschichtungen sindinsbesondere für die Barrierewirkungdes Beschichtungssystems verantwort -lich. Entsprechende Pigmentierungen,beispielsweise blättchenförmige Pig -mente mit Barrierewirkung (z. B. Ei -sen glimmer), können diesen Wirkme-chanismus noch erheblich verbessern.
Die Kantenschutzbeschichtungist eine auf die Grundbeschichtungzu sätz lich an kritischen Stellen einerStahloberfläche (Kanten, Verbindungs -mittel u. a.) aufgebrachte Zwischenbe-schichtung (zweite Grundbeschich-tung). Sie hat die Funktion, durchKantenflucht entstandene Unter -schicht dicken auszugleichen. Dabeiwerden sie nur bei Beschichtungs -systemen, die erhöhten Korrosionsbe-lastungen ausgesetzt sind, ausgeführt.
Merkblatt 405
Abb. 11: Neubeschichtung einer BahnsteigüberdachungKorrosivitätskategorie C4Korrosionsschutzsystem aus PVC-AY-Zink-phosphat-Grundbeschichtung und PVC-AY-Deckbeschichtung gemäß Blatt 77der TL 918 300 der Deutschen Bahn AG
21
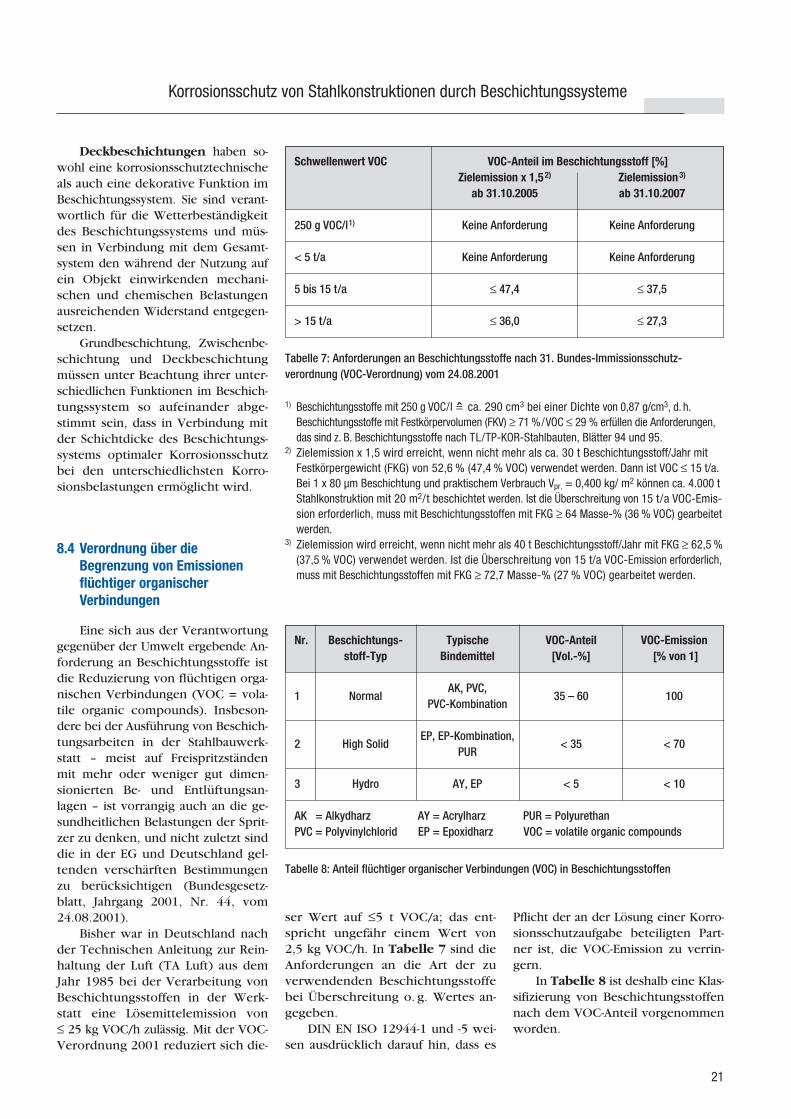
Deckbeschichtungen haben so-wohl eine korrosionsschutztechnischeals auch eine dekorative Funktion imBeschichtungssystem. Sie sind verant-wortlich für die Wetterbeständigkeitdes Beschichtungssystems und müs-sen in Verbindung mit dem Gesamt-system den während der Nutzung aufein Objekt einwirkenden mechani-schen und chemischen Belastungenausreichenden Widerstand entgegen-setzen.
Grundbeschichtung, Zwischenbe-schichtung und Deckbeschichtungmüssen unter Beachtung ihrer unter-schiedlichen Funktionen im Beschich-tungssystem so aufeinander abge-stimmt sein, dass in Verbindung mitder Schichtdicke des Beschichtungs-systems optimaler Korrosionsschutzbei den unterschiedlichsten Korro-sionsbelastungen ermöglicht wird.
8.4 Verordnung über die Begrenzung von Emissionenflüchtiger organischer Verbindungen
Eine sich aus der Verantwortunggegenüber der Umwelt ergebende An-forderung an Beschichtungsstoffe istdie Reduzierung von flüchtigen orga-nischen Verbindungen (VOC = vola-tile organic compounds). Insbeson-dere bei der Ausführung von Beschich-tungsarbeiten in der Stahlbauwerk-statt – meist auf Freispritzständenmit mehr oder weniger gut dimen-sionierten Be- und Entlüftungsan-lagen – ist vorrangig auch an die ge-sundheitlichen Belastungen der Sprit-zer zu denken, und nicht zuletzt sinddie in der EG und Deutschland gel-tenden verschärften Bestimmungenzu berücksichtigen (Bundesgesetz-blatt, Jahrgang 2001, Nr. 44, vom24.08.2001).
Bisher war in Deutschland nachder Technischen Anleitung zur Rein-haltung der Luft (TA Luft) aus demJahr 1985 bei der Verarbeitung vonBeschichtungsstoffen in der Werk-statt eine Lösemittelemission von≤ 25 kg VOC/h zulässig. Mit der VOC-Verordnung 2001 reduziert sich die-
ser Wert auf ≤5 t VOC/a; das ent-spricht ungefähr einem Wert von2,5 kg VOC/h. In Tabelle 7 sind dieAnforderungen an die Art der zuverwendenden Beschichtungsstoffebei Überschreitung o. g. Wertes an-gegeben.
DIN EN ISO 12944-1 und -5 wei-sen ausdrücklich darauf hin, dass es
Pflicht der an der Lösung einer Korro-sionsschutzaufgabe beteiligten Part-ner ist, die VOC-Emission zu verrin-gern.
In Tabelle 8 ist deshalb eine Klas-sifizierung von Beschichtungsstoffennach dem VOC-Anteil vorgenommenworden.
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Schwellenwert VOC VOC-Anteil im Beschichtungsstoff [%]Zielemission x 1,52) Zielemission3)
ab 31.10.2005 ab 31.10.2007
250 g VOC/l1) Keine Anforderung Keine Anforderung
< 5 t/a Keine Anforderung Keine Anforderung
5 bis 15 t/a ≤ 47,4 ≤ 37,5
> 15 t/a ≤ 36,0 ≤ 27,3
Tabelle 7: Anforderungen an Beschichtungsstoffe nach 31. Bundes-Immissionsschutz-verordnung (VOC-Verordnung) vom 24.08.2001
Tabelle 8: Anteil flüchtiger organischer Verbindungen (VOC) in Beschichtungsstoffen
1) Beschichtungsstoffe mit 250 g VOC/l =̂ ca. 290 cm3 bei einer Dichte von 0,87 g/cm3, d. h.Beschichtungsstoffe mit Festkörpervolumen (FKV) ≥ 71 %/VOC ≤ 29 % erfüllen die Anforderungen,das sind z. B. Beschichtungsstoffe nach TL/TP-KOR-Stahlbauten, Blätter 94 und 95.
2) Zielemission x 1,5 wird erreicht, wenn nicht mehr als ca. 30 t Beschichtungsstoff/Jahr mitFestkörpergewicht (FKG) von 52,6 % (47,4 % VOC) verwendet werden. Dann ist VOC ≤ 15 t/a.Bei 1 x 80 µm Beschichtung und praktischem Verbrauch Vpr. = 0,400 kg/ m2 können ca. 4.000 tStahlkonstruktion mit 20 m2/t beschichtet werden. Ist die Überschreitung von 15 t/a VOC-Emis-sion erforderlich, muss mit Beschichtungsstoffen mit FKG ≥ 64 Masse-% (36 % VOC) gearbeitetwerden.
3) Zielemission wird erreicht, wenn nicht mehr als 40 t Beschichtungsstoff/Jahr mit FKG ≥ 62,5 %(37,5 % VOC) verwendet werden. Ist die Überschreitung von 15 t/a VOC-Emission erforderlich,muss mit Beschichtungsstoffen mit FKG ≥ 72,7 Masse-% (27 % VOC) gearbeitet werden.
Nr. Beschichtungs- Typische VOC-Anteil VOC-Emissionstoff-Typ Bindemittel [Vol.-%] [% von 1]
1 NormalAK, PVC,
35 – 60 100PVC-Kombination
2 High SolidEP, EP-Kombination,
< 35 < 70PUR
3 Hydro AY, EP < 5 < 10
AK = Alkydharz AY = Acrylharz PUR = PolyurethanPVC = Polyvinylchlorid EP = Epoxidharz VOC = volatile organic compounds
22
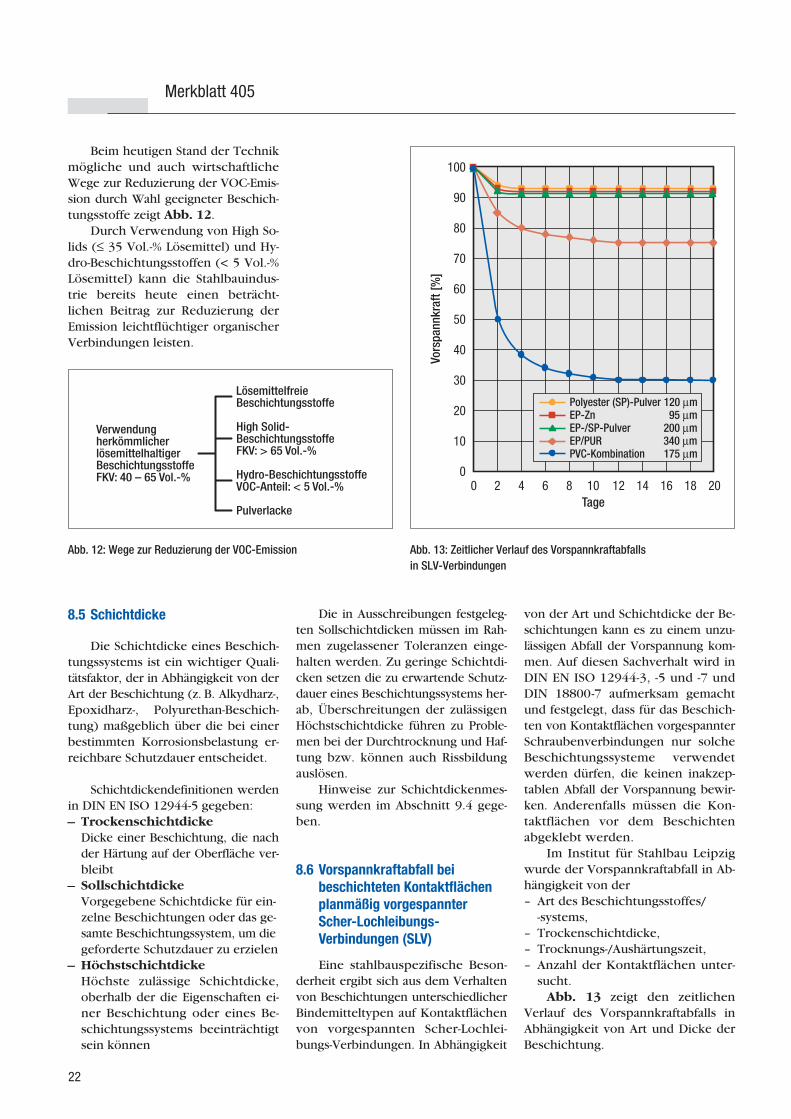
Beim heutigen Stand der Technikmögliche und auch wirtschaftlicheWege zur Reduzierung der VOC-Emis-sion durch Wahl geeigneter Beschich-tungsstoffe zeigt Abb. 12.
Durch Verwendung von High So-lids (≤ 35 Vol.-% Lösemittel) und Hy-dro-Beschichtungsstoffen (< 5 Vol.-%Lösemittel) kann die Stahlbauindus-trie bereits heute einen beträcht-lichen Beitrag zur Reduzierung derEmission leichtflüchtiger organischerVerbindungen leisten.
Die in Ausschreibungen festgeleg-ten Sollschichtdicken müssen im Rah-men zugelassener Toleranzen einge-halten werden. Zu geringe Schichtdi-cken setzen die zu erwartende Schutz-dauer eines Beschichtungssystems her-ab, Überschreitungen der zulässigenHöchstschichtdicke führen zu Proble-men bei der Durchtrocknung und Haf-tung bzw. können auch Rissbildungauslösen.
Hinweise zur Schichtdickenmes-sung werden im Abschnitt 9.4 gege-ben.
8.6 Vorspannkraftabfall bei beschichteten Kontaktflächenplanmäßig vorgespannterScher-Lochleibungs-Verbindungen (SLV)
Eine stahlbauspezifische Beson-derheit ergibt sich aus dem Verhaltenvon Beschichtungen unterschiedlicherBindemitteltypen auf Kontaktflächenvon vorgespannten Scher-Lochlei-bungs-Verbindungen. In Abhängigkeit
von der Art und Schichtdicke der Be-schichtungen kann es zu einem unzu-lässigen Abfall der Vorspannung kom-men. Auf diesen Sachverhalt wird inDIN EN ISO 12944-3, -5 und -7 undDIN 18800-7 aufmerksam gemachtund festgelegt, dass für das Beschich-ten von Kontaktflächen vorgespannterSchraubenverbindungen nur solcheBeschichtungssysteme verwendetwerden dürfen, die keinen inakzep-tablen Abfall der Vorspannung bewir-ken. Anderenfalls müssen die Kon-taktflächen vor dem Beschichtenabgeklebt werden.
Im Institut für Stahlbau Leipzigwurde der Vorspannkraftabfall in Ab-hängigkeit von der – Art des Beschichtungsstoffes/
-systems,– Trockenschichtdicke,– Trocknungs-/Aushärtungszeit,– Anzahl der Kontaktflächen unter-
sucht.Abb. 13 zeigt den zeitlichen
Verlauf des Vorspannkraftabfalls inAbhängigkeit von Art und Dicke derBeschichtung.
Merkblatt 405
VerwendungherkömmlicherlösemittelhaltigerBeschichtungsstoffeFKV: 40 – 65 Vol.-%
LösemittelfreieBeschichtungsstoffe
High Solid-BeschichtungsstoffeFKV: > 65 Vol.-%
Hydro-BeschichtungsstoffeVOC-Anteil: < 5 Vol.-%
Pulverlacke
0Tage
Vors
pann
kraf
t [%
]
0
10
2 4 6 8 10 12 14 16 18 20
20
30
40
50
60
70
80
90
100
Polyester (SP)-Pulver 120 µmEP-Zn 95 µmEP-/SP-Pulver 200 µmEP/PUR 340 µmPVC-Kombination 175 µm
Abb. 12: Wege zur Reduzierung der VOC-Emission Abb. 13: Zeitlicher Verlauf des Vorspannkraftabfalls in SLV-Verbindungen
8.5 Schichtdicke
Die Schichtdicke eines Beschich-tungssystems ist ein wichtiger Quali-tätsfaktor, der in Abhängigkeit von derArt der Beschichtung (z. B. Alkydharz-,Epoxidharz-, Polyurethan-Beschich-tung) maßgeblich über die bei einerbestimmten Korrosionsbelastung er-reichbare Schutzdauer entscheidet.
Schichtdickendefinitionen werdenin DIN EN ISO 12944-5 gegeben:– Trockenschichtdicke
Dicke einer Beschichtung, die nachder Härtung auf der Oberfläche ver-bleibt
– SollschichtdickeVorgegebene Schichtdicke für ein-zelne Beschichtungen oder das ge-samte Beschichtungssystem, um diegeforderte Schutzdauer zu erzielen
– HöchstschichtdickeHöchste zulässige Schichtdicke,oberhalb der die Eigenschaften ei-ner Beschichtung oder eines Be-schichtungssystems beeinträchtigtsein können
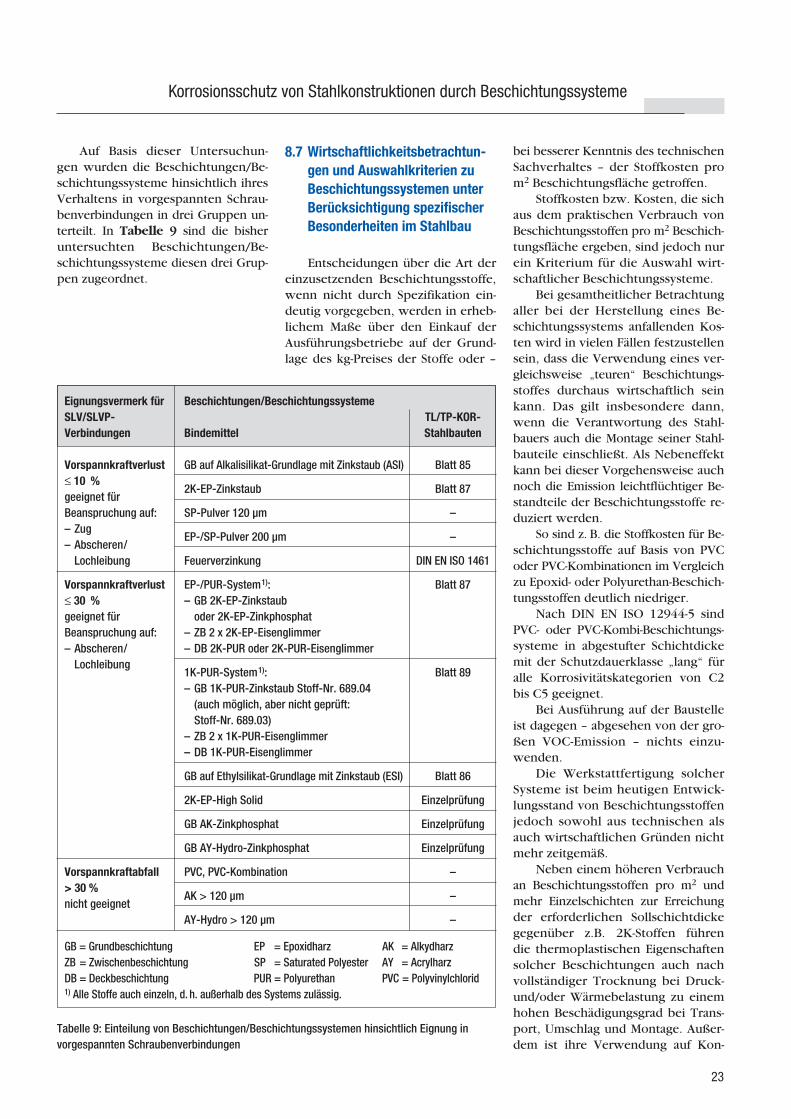
23
Auf Basis dieser Untersuchun-gen wurden die Beschichtungen/Be-schichtungssysteme hinsichtlich ihresVerhaltens in vorgespannten Schrau-benverbindungen in drei Gruppen un-terteilt. In Tabelle 9 sind die bisheruntersuchten Beschichtungen/Be-schichtungssysteme diesen drei Grup-pen zugeordnet.
8.7 Wirtschaftlichkeitsbetrachtun-gen und Auswahlkriterien zuBeschichtungssystemen unterBerücksichtigung spezifischerBesonderheiten im Stahlbau
Entscheidungen über die Art dereinzusetzenden Beschichtungsstoffe,wenn nicht durch Spezifikation ein-deutig vorgegeben, werden in erheb-lichem Maße über den Einkauf derAusführungsbetriebe auf der Grund-lage des kg-Preises der Stoffe oder –
bei besserer Kenntnis des technischenSachverhaltes – der Stoffkosten prom2 Beschichtungsfläche getroffen.
Stoffkosten bzw. Kosten, die sichaus dem praktischen Verbrauch vonBeschichtungsstoffen pro m2 Beschich-tungsfläche ergeben, sind jedoch nurein Kriterium für die Auswahl wirt-schaftlicher Beschichtungssysteme.
Bei gesamtheitlicher Betrachtungaller bei der Herstellung eines Be-schichtungssystems anfallenden Kos-ten wird in vielen Fällen festzustellensein, dass die Verwendung eines ver-gleichsweise „teuren“ Beschichtungs-stoffes durchaus wirtschaftlich seinkann. Das gilt insbesondere dann,wenn die Verantwortung des Stahl-bauers auch die Montage seiner Stahl-bauteile einschließt. Als Nebeneffektkann bei dieser Vorgehensweise auchnoch die Emission leichtflüchtiger Be-standteile der Beschichtungsstoffe re-duziert werden.
So sind z. B. die Stoffkosten für Be-schichtungsstoffe auf Basis von PVCoder PVC-Kombinationen im Vergleichzu Epoxid- oder Polyurethan-Beschich-tungsstoffen deutlich niedriger.
Nach DIN EN ISO 12944-5 sindPVC- oder PVC-Kombi-Beschichtungs-systeme in abgestufter Schichtdickemit der Schutzdauerklasse „lang“ füralle Korrosivitätskategorien von C2bis C5 geeignet.
Bei Ausführung auf der Baustelleist dagegen – abgesehen von der gro-ßen VOC-Emission – nichts einzu-wenden.
Die Werkstattfertigung solcherSysteme ist beim heutigen Entwick-lungsstand von Beschichtungsstoffenjedoch sowohl aus technischen alsauch wirtschaftlichen Gründen nichtmehr zeitgemäß.
Neben einem höheren Verbrauchan Beschichtungsstoffen pro m2 undmehr Einzelschichten zur Erreichungder erforderlichen Sollschichtdickegegenüber z.B. 2K-Stoffen führendie thermoplastischen Eigenschaftensolcher Beschichtungen auch nachvollständiger Trocknung bei Druck-und/oder Wärmebelastung zu einemhohen Beschädigungsgrad bei Trans-port, Umschlag und Montage. Außer-dem ist ihre Verwendung auf Kon-
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Tabelle 9: Einteilung von Beschichtungen/Beschichtungssystemen hinsichtlich Eignung in vorgespannten Schraubenverbindungen
Beschichtungen/BeschichtungssystemeTL/TP-KOR-
Bindemittel Stahlbauten
GB auf Alkalisilikat-Grundlage mit Zinkstaub (ASI) Blatt 85
2K-EP-Zinkstaub Blatt 87
SP-Pulver 120 µm –
EP-/SP-Pulver 200 µm –
Feuerverzinkung DIN EN ISO 1461
EP-/PUR-System1): Blatt 87– GB 2K-EP-Zinkstaub
oder 2K-EP-Zinkphosphat– ZB 2 x 2K-EP-Eisenglimmer– DB 2K-PUR oder 2K-PUR-Eisenglimmer
1K-PUR-System1): Blatt 89– GB 1K-PUR-Zinkstaub Stoff-Nr. 689.04
(auch möglich, aber nicht geprüft: Stoff-Nr. 689.03)
– ZB 2 x 1K-PUR-Eisenglimmer– DB 1K-PUR-Eisenglimmer
GB auf Ethylsilikat-Grundlage mit Zinkstaub (ESI) Blatt 86
2K-EP-High Solid Einzelprüfung
GB AK-Zinkphosphat Einzelprüfung
GB AY-Hydro-Zinkphosphat Einzelprüfung
PVC, PVC-Kombination –
AK > 120 µm –
AY-Hydro > 120 µm –
Eignungsvermerk fürSLV/SLVP-Verbindungen
Vorspannkraftverlust≤ 10 %geeignet für Beanspruchung auf:– Zug– Abscheren/
Lochleibung
Vorspannkraftverlust≤ 30 %geeignet für Beanspruchung auf: – Abscheren/
Lochleibung
Vorspannkraftabfall> 30 %nicht geeignet
GB = Grundbeschichtung EP = Epoxidharz AK = AlkydharzZB = Zwischenbeschichtung SP = Saturated Polyester AY = AcrylharzDB = Deckbeschichtung PUR = Polyurethan PVC = Polyvinylchlorid1) Alle Stoffe auch einzeln, d. h. außerhalb des Systems zulässig.
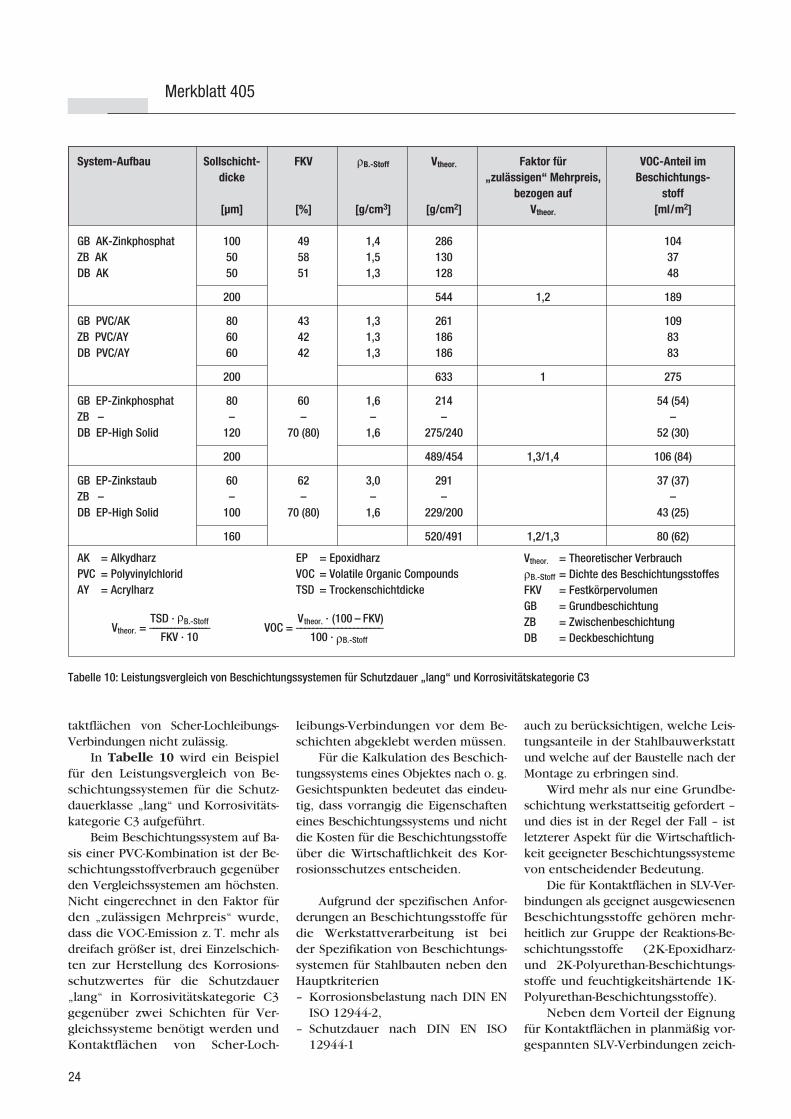
24
taktflächen von Scher-Lochleibungs-Verbindungen nicht zulässig.
In Tabelle 10 wird ein Beispielfür den Leistungsvergleich von Be-schichtungssystemen für die Schutz-dauerklasse „lang“ und Korrosivitäts-kategorie C3 aufgeführt.
Beim Beschichtungssystem auf Ba-sis einer PVC-Kombination ist der Be-schichtungsstoffverbrauch gegenüberden Vergleichssystemen am höchsten.Nicht eingerechnet in den Faktor fürden „zulässigen Mehrpreis“ wurde,dass die VOC-Emission z. T. mehr alsdreifach größer ist, drei Einzelschich-ten zur Herstellung des Korrosions-schutzwertes für die Schutzdauer„lang“ in Korrosivitätskategorie C3gegenüber zwei Schichten für Ver-gleichssysteme benötigt werden undKontaktflächen von Scher-Loch-
leibungs-Verbindungen vor dem Be-schichten abgeklebt werden müssen.
Für die Kalkulation des Beschich-tungssystems eines Objektes nach o. g.Gesichtspunkten bedeutet das eindeu-tig, dass vorrangig die Eigenschafteneines Beschichtungssystems und nichtdie Kosten für die Beschichtungsstoffeüber die Wirtschaftlichkeit des Kor-rosionsschutzes entscheiden.
Aufgrund der spezifischen Anfor-derungen an Beschichtungsstoffe fürdie Werkstattverarbeitung ist beider Spezifikation von Beschichtungs-systemen für Stahlbauten neben denHauptkriterien– Korrosionsbelastung nach DIN EN
ISO 12944-2,– Schutzdauer nach DIN EN ISO
12944-1
auch zu berücksichtigen, welche Leis-tungsanteile in der Stahlbauwerkstattund welche auf der Baustelle nach derMontage zu erbringen sind.
Wird mehr als nur eine Grundbe-schichtung werkstattseitig gefordert –und dies ist in der Regel der Fall – istletzterer Aspekt für die Wirtschaftlich-keit geeigneter Beschichtungssystemevon entscheidender Bedeutung.
Die für Kontaktflächen in SLV-Ver-bindungen als geeignet ausgewiesenenBeschichtungsstoffe gehören mehr-heitlich zur Gruppe der Reaktions-Be-schichtungsstoffe (2K-Epoxidharz-und 2K-Polyurethan-Beschichtungs-stoffe und feuchtigkeitshärtende 1K-Polyurethan-Beschichtungsstoffe).
Neben dem Vorteil der Eignungfür Kontaktflächen in planmäßig vor-gespannten SLV-Verbindungen zeich-
Merkblatt 405
System-Aufbau Sollschicht- FKV ρB.-Stoff Vtheor. Faktor für VOC-Anteil imdicke „zulässigen“ Mehrpreis, Beschichtungs-
bezogen auf stoff[µm] [%] [g/cm3] [g/cm2] Vtheor. [ml/m2]
GB AK-Zinkphosphat 100 49 1,4 286 104ZB AK 50 58 1,5 130 37DB AK 50 51 1,3 128 48
200 544 1,2 189
GB PVC/AK 80 43 1,3 261 109ZB PVC/AY 60 42 1,3 186 83DB PVC/AY 60 42 1,3 186 83
200 633 1 275
GB EP-Zinkphosphat 80 60 1,6 214 54 (54)ZB – – – – – –DB EP-High Solid 120 70 (80) 1,6 275/240 52 (30)
200 489/454 1,3/1,4 106 (84)
GB EP-Zinkstaub 60 62 3,0 291 37 (37)ZB – – – – – –DB EP-High Solid 100 70 (80) 1,6 229/200 43 (25)
160 520/491 1,2/1,3 80 (62)
Tabelle 10: Leistungsvergleich von Beschichtungssystemen für Schutzdauer „lang“ und Korrosivitätskategorie C3
AK = AlkydharzPVC = PolyvinylchloridAY = Acrylharz
TSD · ρB.-StoffVtheor. = –––––––––––––––––
FKV · 10
Vtheor. · (100 – FKV)VOC = –––––––––––––––––––––
100 · ρB.-Stoff
EP = EpoxidharzVOC = Volatile Organic CompoundsTSD = Trockenschichtdicke
Vtheor. = Theoretischer VerbrauchρB.-Stoff = Dichte des BeschichtungsstoffesFKV = FestkörpervolumenGB = GrundbeschichtungZB = ZwischenbeschichtungDB = Deckbeschichtung

25
nen sie sich außerdem dadurch aus,dass durch den großen Volumenanteilan Feststoffen die Lösemittelemissionsehr gering ist. Dadurch können gleich-zeitig Schichten größerer Dicke in ei-nem Arbeitsgang aufgebracht werden.
Die Vorteile der Reaktions-Be-schichtungsstoffe werden aus demVergleich zwischen Reaktions-Be-schichtungsstoffen und oxidativ bzw.physikalisch trocknenden Beschich-tungsstoffen deutlich:– Festkörpervolumen ≥ 65 %
(High Solid) - geringerer Materialverbrauch - weniger Einzelschichten zum
Erreichen der Sollschichtdicke des Beschichtungssystems
- geringere VOC-Emission– schnellere Fertigungszeiten– kein Abkleben von Kontaktflächen
für vorgespannte Schraubenverbin-dungen notwendig
– gute mechanische Belastbarkeit beiTransport, Umschlag und Montage
– geringerer Beschädigungsgrad –Verringerung der Aufwendungenauf der Baustelle
– durch Schichtdickenabstufung von80 bis 320 µm für alle Korrosivitäts-kategorien (innen und außen) ge-eignet – dadurch überschaubaresSortiment an Beschichtungsstoffenbeim Verarbeiter
Bei Verwendung von Reaktions-Beschichtungsstoffen lassen sichdurch Abstufung der Schichtdicke Be-schichtungssysteme herstellen, die al-len Korrosionsbelastungen bei höchs-ter Schutzdauer gerecht werden. Siesind gegenüber mechanischen Belas-tungen, z. B. während Transport, La-gerung und Montage der Stahlbauteile,widerstandsfähiger als Beschichtungenauf Basis lufttrocknender oder physi-kalisch trocknender Beschichtungs-stoffe, wodurch der Anteil daraus re-sultierender unvermeidbarer Beschä-digungen kleiner wird.
8.8 Auswahl vonBeschichtungssystemen
8.8.1 Beschichtungssysteme für atmosphärische Umgebungsbedingungen
Die Wirtschaftlichkeit von Werk-stattbeschichtungen wird in sehr ent-scheidendem Maße von der richtigenAuswahl der Beschichtungsstoffe un-ter Berücksichtigung der stahlbauspe-zifischen Besonderheiten beeinflusst.
Da Entscheidungen nur in den sel-tensten Fällen auf der Grundlage vonProbebeschichtungen getroffen wer-den können, sind die Entscheidungs-träger – ob Spezialist oder Kaufmann –auf die Angaben der Stofflieferantenin den Technischen Datenblätternder Beschichtungsstoffhersteller an-gewiesen.
Aufbau und Inhalt der Techni-schen Datenblätter sind von Beschich-tungsstoffhersteller zu Beschichtungs-stoffhersteller so verschieden, dass ins-besondere dem Laien objektive Ver-gleiche schwer fallen oder unmöglichsind.
Diesem Problem wird die neueNorm DIN EN ISO 12944 dahingehendgerecht, dass sie im Teil 7 dem Be-schichtungsstoffhersteller die Pflichtauferlegt, alle für die Verarbeitungrelevanten Parameter in den Techni-schen Datenblättern anzugeben.
In der „Richtlinie Korrosions-schutz von Stahlbauten in atmosphä-rischen Umgebungsbedingungen“vom Deutschen Stahlbau-VerbandDSTV werden Hinweise gegeben,was aus Sicht des Stahlbauers/Verar-beiters in Technischen Datenblätternmindestens enthalten sein sollte. Dassind insbesondere:– Eignungsangabe für die Beschich-
tungsstoffe/-systeme für die Schutz-dauer „lang“ in Abhängigkeit vonder Korrosionsbelastung
– Angabe über die Eignung der Be-schichtungsstoffe/-systeme für Kon-taktflächen planmäßig vorgespann-ter Scher-Lochleibungs-Verbindun-gen (SLV, SLVP)
– Dichte des Beschichtungsstoffes – Festkörpervolumen (FKV) nach der
Richtlinie vom Verband der deut-schen Lackindustrie e.V. Frankfurtam Main (VdL)
– theoretischer Verbrauch für einedefinierte Sollschichtdicke
– Überstreichbarkeitsintervalle derEinzelschichten eines Systems in Ab-hängigkeit von der Trockenschicht-dicke und Temperatur (mind. 10 °CAbstufung), bei feuchtigkeitshärten-den Beschichtungsstoffen auch inAbhängigkeit von der relativen Luft-feuchtigkeit
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Abb. 14: Neubeschichtung einer KranverladungKorrosivitätskategorie C5-MKorrosionsschutzsystem aus 2K-EP-Zinkstaub-Grundbeschichtung, 2K-EP-Eisenglimmer-Zwischenbeschichtung und 2K-PUR-Deckbeschichtung
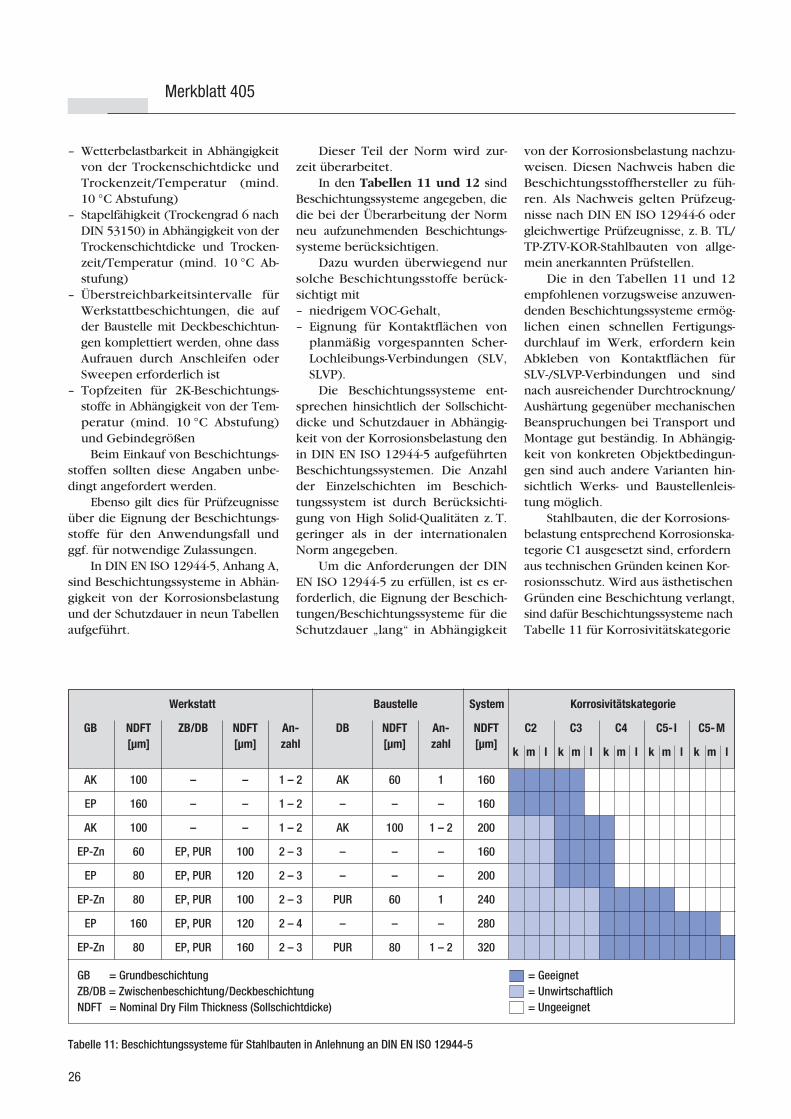
26
– Wetterbelastbarkeit in Abhängigkeitvon der Trockenschichtdicke undTrockenzeit/Temperatur (mind.10 °C Abstufung)
– Stapelfähigkeit (Trockengrad 6 nachDIN 53150) in Abhängigkeit von derTrockenschichtdicke und Trocken-zeit/Temperatur (mind. 10 °C Ab-stufung)
– Überstreichbarkeitsintervalle fürWerkstattbeschichtungen, die aufder Baustelle mit Deckbeschichtun-gen komplettiert werden, ohne dassAufrauen durch Anschleifen oderSweepen erforderlich ist
– Topfzeiten für 2K-Beschichtungs-stoffe in Abhängigkeit von der Tem-peratur (mind. 10 °C Abstufung)und Gebindegrößen
Beim Einkauf von Beschichtungs-stoffen sollten diese Angaben unbe-dingt angefordert werden.
Ebenso gilt dies für Prüfzeugnisseüber die Eignung der Beschichtungs-stoffe für den Anwendungsfall undggf. für notwendige Zulassungen.
In DIN EN ISO 12944-5, Anhang A,sind Beschichtungssysteme in Abhän-gigkeit von der Korrosionsbelastungund der Schutzdauer in neun Tabellenaufgeführt.
Dieser Teil der Norm wird zur-zeit überarbeitet.
In den Tabellen 11 und 12 sindBeschichtungssysteme angegeben, diedie bei der Überarbeitung der Normneu aufzunehmenden Beschichtungs-systeme berücksichtigen.
Dazu wurden überwiegend nursolche Beschichtungsstoffe berück-sichtigt mit– niedrigem VOC-Gehalt, – Eignung für Kontaktflächen von
planmäßig vorgespannten Scher-Lochleibungs-Verbindungen (SLV,SLVP).
Die Beschichtungssysteme ent-sprechen hinsichtlich der Sollschicht-dicke und Schutzdauer in Abhängig-keit von der Korrosionsbelastung denin DIN EN ISO 12944-5 aufgeführtenBeschichtungssystemen. Die Anzahlder Einzelschichten im Beschich-tungssystem ist durch Berücksichti-gung von High Solid-Qualitäten z. T.geringer als in der internationalenNorm angegeben.
Um die Anforderungen der DINEN ISO 12944-5 zu erfüllen, ist es er-forderlich, die Eignung der Beschich-tungen/Beschichtungssysteme für dieSchutzdauer „lang“ in Abhängigkeit
von der Korrosionsbelastung nachzu-weisen. Diesen Nachweis haben dieBeschichtungsstoffhersteller zu füh-ren. Als Nachweis gelten Prüfzeug-nisse nach DIN EN ISO 12944-6 odergleichwertige Prüfzeugnisse, z. B. TL/TP-ZTV-KOR-Stahlbauten von allge-mein anerkannten Prüfstellen.
Die in den Tabellen 11 und 12empfohlenen vorzugsweise anzuwen-denden Beschichtungssysteme ermög-lichen einen schnellen Fertigungs-durchlauf im Werk, erfordern keinAbkleben von Kontaktflächen fürSLV-/SLVP-Verbindungen und sindnach ausreichender Durchtrocknung/Aushärtung gegenüber mechanischenBeanspruchungen bei Transport undMontage gut beständig. In Abhängig-keit von konkreten Objektbedingun-gen sind auch andere Varianten hin-sichtlich Werks- und Baustellenleis-tung möglich.
Stahlbauten, die der Korrosions-belastung entsprechend Korrosionska-tegorie C1 ausgesetzt sind, erfordernaus technischen Gründen keinen Kor-rosionsschutz. Wird aus ästhetischenGründen eine Beschichtung verlangt,sind dafür Beschichtungssysteme nachTabelle 11 für Korrosivitätskategorie
Merkblatt 405
Werkstatt Baustelle System Korrosivitätskategorie
GB NDFT ZB/DB NDFT An- DB NDFT An- NDFT C2 C3 C4 C5-l C5-M[µm] [µm] zahl [µm] zahl [µm]
k m l k m l k m l k m l k m l
AK 100 – – 1 – 2 AK 60 1 160
EP 160 – – 1 – 2 – – – 160
AK 100 – – 1 – 2 AK 100 1 – 2 200
EP-Zn 60 EP, PUR 100 2 – 3 – – – 160
EP 80 EP, PUR 120 2 – 3 – – – 200
EP-Zn 80 EP, PUR 100 2 – 3 PUR 60 1 240
EP 160 EP, PUR 120 2 – 4 – – – 280
EP-Zn 80 EP, PUR 160 2 – 3 PUR 80 1 – 2 320
GB = Grundbeschichtung = GeeignetZB/DB = Zwischenbeschichtung/Deckbeschichtung = UnwirtschaftlichNDFT = Nominal Dry Film Thickness (Sollschichtdicke) = Ungeeignet
Tabelle 11: Beschichtungssysteme für Stahlbauten in Anlehnung an DIN EN ISO 12944-5
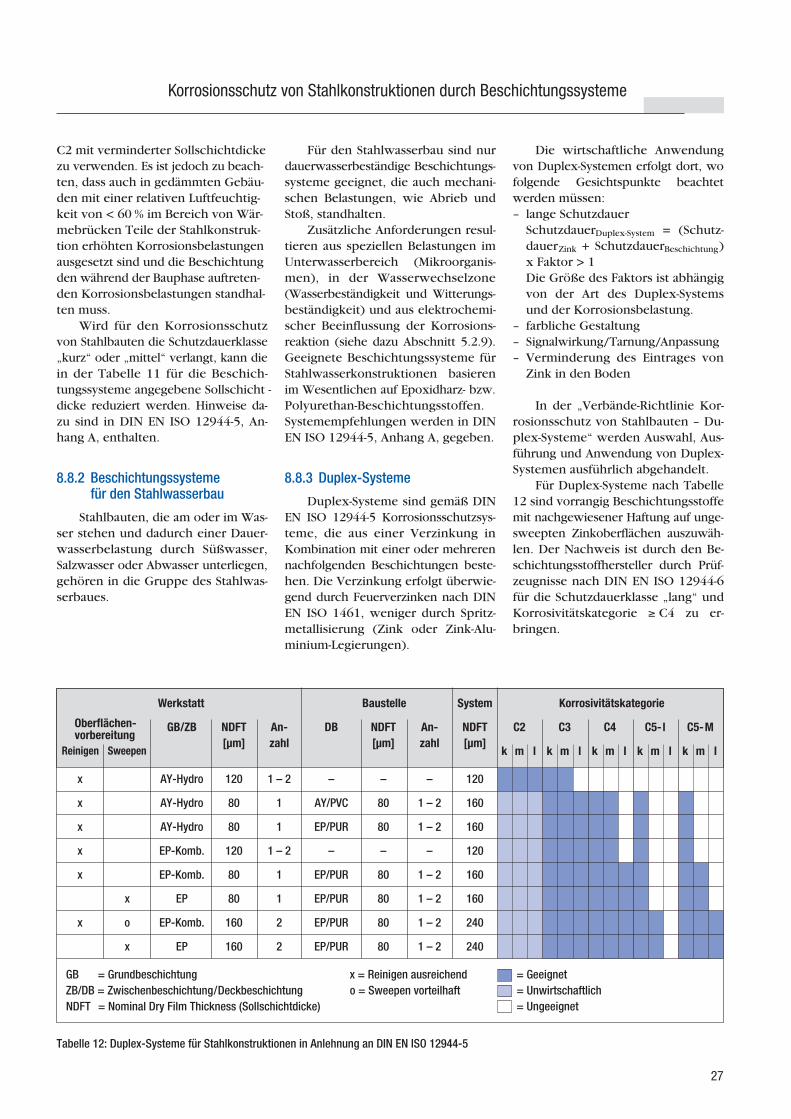
27
C2 mit verminderter Sollschichtdickezu verwenden. Es ist jedoch zu beach -ten, dass auch in gedämmten Gebäu-den mit einer relativen Luftfeuchtig-keit von < 60 % im Bereich von Wär -me brücken Teile der Stahlkonstruk-tion erhöhten Korrosionsbelastungenausgesetzt sind und die Beschichtungden während der Bauphase auftreten -den Korrosionsbelastungen standhal-ten muss.
Wird für den Korrosionsschutzvon Stahlbauten die Schutzdauerklasse„kurz“ oder „mittel“ verlangt, kann diein der Tabelle 11 für die Beschich -tungs systeme angegebene Sollschicht -dicke reduziert werden. Hinweise da -zu sind in DIN EN ISO 12944-5, An-hang A, enthalten.
8.8.2 Beschichtungssysteme für den Stahlwasserbau
Stahlbauten, die am oder im Was-ser stehen und dadurch einer Dauer -wasserbelastung durch Süßwasser,Salzwasser oder Abwasser unterliegen,gehören in die Gruppe des Stahlwas-serbaues.
Für den Stahlwasserbau sind nurdauerwasserbeständige Beschichtungs -systeme geeignet, die auch mechani-schen Belastungen, wie Abrieb undStoß, standhalten.
Zusätzliche Anforderungen resul-tieren aus speziellen Belastungen imUnterwasserbereich (Mikroorganis-men), in der Wasserwechselzone(Was serbeständigkeit und Witterungs -beständigkeit) und aus elektrochemi-scher Beeinflussung der Korrosions-reaktion (siehe dazu Abschnitt 5.2.9).Geeignete Beschichtungssysteme fürStahlwasserkonstruktionen basierenim Wesentlichen auf Epoxidharz- bzw.Polyurethan-Beschichtungsstoffen.Systemempfehlungen werden in DINEN ISO 12944-5, Anhang A, gegeben.
8.8.3 Duplex-Systeme
Duplex-Systeme sind gemäß DINEN ISO 12944-5 Korrosionsschutzsys -teme, die aus einer Verzinkung inKom bination mit einer oder mehrerennachfolgenden Beschichtungen beste -hen. Die Verzinkung erfolgt überwie -gend durch Feuerverzinken nach DINEN ISO 1461, weniger durch Spritz-metallisierung (Zink oder Zink-Alu-minium-Legierungen).
Die wirtschaftliche Anwendungvon Duplex-Systemen erfolgt dort, wofolgende Gesichtspunkte beachtetwer den müssen:– lange SchutzdauerSchutzdauerDuplex-System = (Schutz-dauerZink + SchutzdauerBeschichtung)x Faktor > 1Die Größe des Faktors ist abhängigvon der Art des Duplex-Systemsund der Korrosionsbelastung.
– farbliche Gestaltung– Signalwirkung/Tarnung/Anpassung– Verminderung des Eintrages vonZink in den Boden
In der „Verbände-Richtlinie Kor-rosionsschutz von Stahlbauten – Du-plex-Systeme“ werden Auswahl, Aus-führung und Anwendung von Duplex-Systemen ausführlich abgehandelt.
Für Duplex-Systeme nach Tabelle12 sind vorrangig Beschichtungsstoffemit nachgewiesener Haftung auf unge -sweepten Zinkoberflächen auszuwäh -len. Der Nachweis ist durch den Be-schichtungsstoffhersteller durch Prüf - zeugnisse nach DIN EN ISO 12944-6für die Schutzdauerklasse „lang“ undKorrosivitätskategorie ≥ C4 zu er-bringen.
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Werkstatt Baustelle System Korrosivitätskategorie
Oberflächen-vorbereitung
GB/ZB NDFT An- DB NDFT An- NDFT C2 C3 C4 C5-l C5-M[µm] zahl [µm] zahl [µm]
k m l k m l k m l k m l k m l
x AY-Hydro 120 1 – 2 – – – 120
x AY-Hydro 80 1 AY/PVC 80 1 – 2 160
x AY-Hydro 80 1 EP/PUR 80 1 – 2 160
x EP-Komb. 120 1 – 2 – – – 120
x EP-Komb. 80 1 EP/PUR 80 1 – 2 160
x EP 80 1 EP/PUR 80 1 – 2 160
x o EP-Komb. 160 2 EP/PUR 80 1 – 2 240
x EP 160 2 EP/PUR 80 1 – 2 240
GB = Grundbeschichtung x = Reinigen ausreichend = GeeignetZB/DB = Zwischenbeschichtung/Deckbeschichtung o = Sweepen vorteilhaft = UnwirtschaftlichNDFT = Nominal Dry Film Thickness (Sollschichtdicke) = Ungeeignet
Tabelle 12: Duplex-Systeme für Stahlkonstruktionen in Anlehnung an DIN EN ISO 12944-5
Reinigen Sweepen
28
9 Ausführung und Überwachung der Beschichtungsarbeiten
In DIN EN ISO 12944-7 werdengrundlegende Hinweise zur Ausfüh-rung und Überwachung von Beschich-tungsarbeiten im Werk und auf derBaustelle gegeben.
Das Erreichen einer langen Schutz-dauer von Beschichtungssystemen istan Grundvoraussetzungen gebunden.Diese sind:– Spezifizierung des Beschichtungs-
systems auf der Grundlage des Stan-des der Technik entsprechend DINEN ISO 12944
– Ausführung der Arbeiten von einemqualifizierten Betrieb unter strikterEinhaltung der im technischen Da-tenblatt des Beschichtungsstoffher-stellers gestellten Anforderungen
9.1 Qualifikation des Ausführungsbetriebes
Die Firmen, die Beschichtungs-arbeiten übernehmen, müssen per-sonell und technisch so ausgestattetsein, dass sie– die Arbeiten fachgerecht und be-
triebssicher ausführen können,– über qualifiziertes Personal ver-
fügen,– für jeden Verfahrensschritt die ge-
forderte Qualität erreichen.
Diesen Nachweis kann der Auf-tragnehmer z. B. durch ein zertifizier-tes Qualitätssicherungssystem, bei-spielsweise nach DIN EN ISO 9000-Reihe, erbringen, aus dem die allge-meinen Ausführungsstandards mitden einzelnen Verfahrensschrittenhervorgehen.
9.2 Zustand der Oberfläche vor der Beschichtung
Die vorbereiteten Oberflächensind entsprechend den Festlegungenin der Spezifikation oder den Aus-schreibungsunterlagen hinsichtlichReinheit und Rauheit nach den in
DIN EN ISO 12944-4 festgelegtenKriterien und den Anforderungenim Technischen Datenblatt des Be-schichtungsstoffherstellers zu prüfen.
Die Temperatur der Stahloberflä-che muss zweifelsfrei über dem Tau-punkt der umgebenden Luft liegen, so-fern in den Datenblättern nichts an-deres festgelegt ist.
9.3 Beschichtungsstoffe
Die Beschichtungsstoffe müssenvom Hersteller zusammen mit demTechnischen Datenblatt und dem Si-cherheitsdatenblatt, nach dem der Ver-arbeiter die Betriebsanweisung bezüg-lich Einhaltung der einschlägigen Ge-setze zu Gesundheitsschutz, Arbeits-sicherheit und Umweltschutz erarbei-ten kann, geliefert werden.
DIN EN ISO 12944-7 weist aus-drücklich darauf hin, dass die Tech-nischen Datenblätter alle Einzelheitenenthalten müssen, die für die sach-gemäße Verwendung der Beschich-tungsstoffe notwendig sind. Die imAbschnitt 8.8.1 dieses Merkblattesaufgelisteten Mindestanforderungenan Technische Datenblätter könnengestützt auf DIN EN ISO 12944-7durchgesetzt werden.
Zu den Pflichten des Ausführungs-betriebes gehört es selbstverständlich,die in den Datenblättern gestellten An-forderungen an Lagerung, Verarbei-tung und Trocknung (Härtung) einzu-halten. Dazu gehört auch die Kon-trolle der Angaben auf den Gebindenund eine ordnungsgemäße Dokumen-tation aller Arbeitsschritte.
9.4 Prüfen und Überwachen der Arbeiten
Alle Arbeiten sind vom Ausfüh-rungsbetrieb zu überwachen.
Bei anspruchsvolleren Leistungenist es zweckmäßig, auch den Auftrag-geber und den Beschichtungsstoff-hersteller einzubeziehen, soweit da-zu in den Verträgen nicht bereits Re-gelungen enthalten sind.
Die Beschichtungen müssen vorallem geprüft werden hinsichtlich– Gleichmäßigkeit, Farbe und Deck-
vermögen,– Mängeln, wie Fehlstellen, Runzeln,
Krater, Luftblasen, Abblätterungen,Risse und Läufer,
– Trockenschichtdicke nach DIN ENISO 2808,
– Haftfestigkeit nach DIN EN ISO2409 und DIN EN ISO 4624,
– Porosität (mit Nieder- und Hoch-druckspannungsgeräten).
Nach DIN EN ISO 12944-5 ist dasVerfahren zur Überprüfung der Ein-haltung der Sollschichtdicke (Geräte,Kalibrierung, Berücksichtigung desBeitrages der Rauheit zum Prüfergeb-nis) zwischen den Vertragspartnernzu vereinbaren (siehe auch Kapitel11).
Da in der Praxis unabhängig vonder Art des Applikationsverfahrensgleichmäßige Schichtdicken nicht er-reicht werden können, legt die Normzulässige Toleranzen fest. Diese geltenfür die Vertragspartner, wenn keineanderen Vereinbarungen getroffenwerden.
Danach gilt die Sollschichtdickeals erreicht, wenn Einzelwerte derTrockenschichtdicke den Sollwert umhöchstens 20 % unterschreiten undder Mittelwert aller Messergebnissegleich oder größer der Sollschicht-dicke ist.
Im Stahlbau wird die Trocken-schichtdicke – abgesehen von Ausnah-men bei Schiedsprüfungen – mit mag-netisch bzw. magnetinduktiv arbeiten-den Messgeräten ermittelt.
Der Einfluss der Rauheit derStahloberfläche ist zu beachten, dader Messwert der mittleren RauheitRy5 bis zu maximal 50 % in dasSchichtdickenmessergebnis eingeht.
Insbesondere bei niedrigen Tro-ckenschichtdicken kann der Korro-sionsschutzwert durch zu geringeSchichtdicke über den Rauheitsspit-zen bei zu hohen Werten für diemittlere Rauheit Ry5 (siehe Abschnitt6.4) deutlich gemindert sein. Der Fallist gegeben, wenn z. B. nur dieGrundbeschichtung werkstattseitigausgeführt wird.
Merkblatt 405
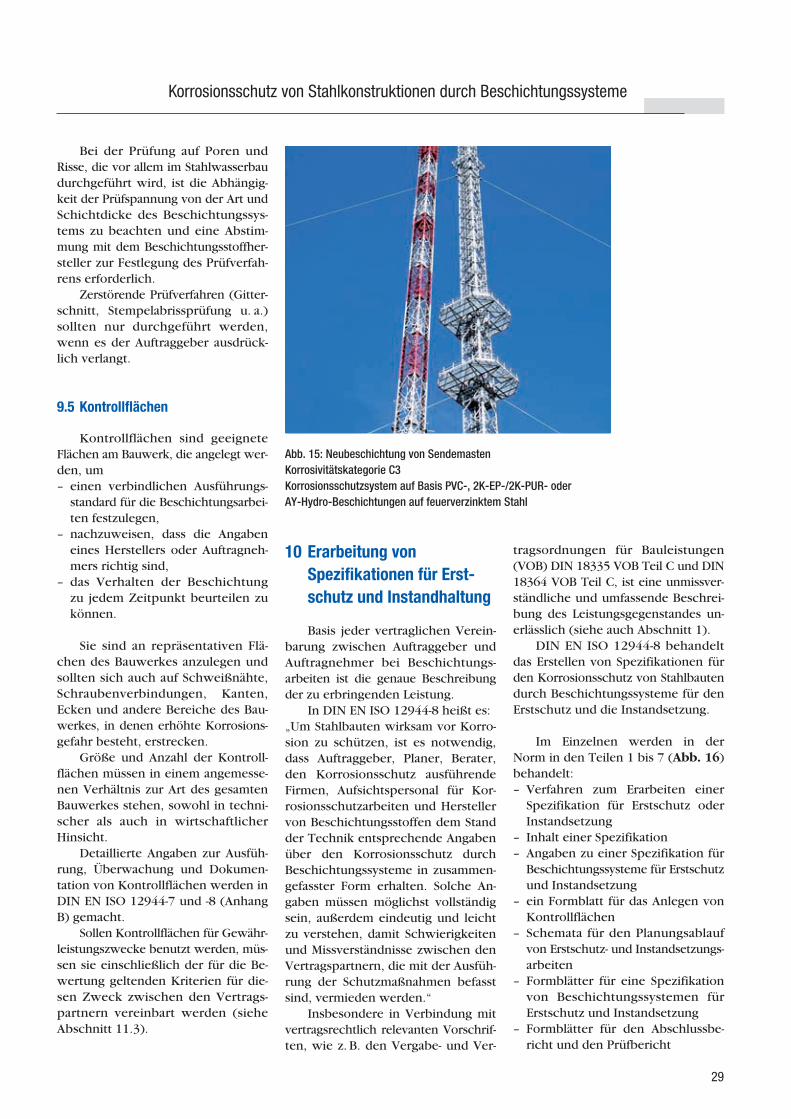
29
Bei der Prüfung auf Poren undRisse, die vor allem im Stahlwasserbaudurchgeführt wird, ist die Abhängig-keit der Prüfspannung von der Art undSchichtdicke des Beschichtungssys-tems zu beachten und eine Abstim-mung mit dem Beschichtungsstoffher-steller zur Festlegung des Prüfverfah-rens erforderlich.
Zerstörende Prüfverfahren (Gitter-schnitt, Stempelabrissprüfung u. a.)sollten nur durchgeführt werden,wenn es der Auftraggeber ausdrück-lich verlangt.
9.5 Kontrollflächen
Kontrollflächen sind geeigneteFlächen am Bauwerk, die angelegt wer-den, um– einen verbindlichen Ausführungs-
standard für die Beschichtungsarbei-ten festzulegen,
– nachzuweisen, dass die Angabeneines Herstellers oder Auftragneh-mers richtig sind,
– das Verhalten der Beschichtungzu jedem Zeitpunkt beurteilen zukönnen.
Sie sind an repräsentativen Flä-chen des Bauwerkes anzulegen undsollten sich auch auf Schweißnähte,Schraubenverbindungen, Kanten,Ecken und andere Bereiche des Bau-werkes, in denen erhöhte Korrosions-gefahr besteht, erstrecken.
Größe und Anzahl der Kontroll-flächen müssen in einem angemesse-nen Verhältnis zur Art des gesamtenBauwerkes stehen, sowohl in techni-scher als auch in wirtschaftlicherHinsicht.
Detaillierte Angaben zur Ausfüh-rung, Überwachung und Dokumen-tation von Kontrollflächen werden inDIN EN ISO 12944-7 und -8 (AnhangB) gemacht.
Sollen Kontrollflächen für Gewähr-leistungszwecke benutzt werden, müs-sen sie einschließlich der für die Be-wertung geltenden Kriterien für die-sen Zweck zwischen den Vertrags-partnern vereinbart werden (sieheAbschnitt 11.3).
10 Erarbeitung von Spezifikationen für Erst-schutz und Instandhaltung
Basis jeder vertraglichen Verein-barung zwischen Auftraggeber undAuftragnehmer bei Beschichtungs-arbeiten ist die genaue Beschreibungder zu erbringenden Leistung.
In DIN EN ISO 12944-8 heißt es: „Um Stahlbauten wirksam vor Korro-sion zu schützen, ist es notwendig,dass Auftraggeber, Planer, Berater,den Korrosionsschutz ausführendeFirmen, Aufsichtspersonal für Kor-rosionsschutzarbeiten und Herstellervon Beschichtungsstoffen dem Standder Technik entsprechende Angabenüber den Korrosionsschutz durchBeschichtungssysteme in zusammen-gefasster Form erhalten. Solche An-gaben müssen möglichst vollständigsein, außerdem eindeutig und leichtzu verstehen, damit Schwierigkeitenund Missverständnisse zwischen denVertragspartnern, die mit der Ausfüh-rung der Schutzmaßnahmen befasstsind, vermieden werden.“
Insbesondere in Verbindung mitvertragsrechtlich relevanten Vorschrif-ten, wie z. B. den Vergabe- und Ver-
tragsordnungen für Bauleistungen(VOB) DIN 18335 VOB Teil C und DIN18364 VOB Teil C, ist eine unmissver-ständliche und umfassende Beschrei-bung des Leistungsgegenstandes un-erlässlich (siehe auch Abschnitt 1).
DIN EN ISO 12944-8 behandeltdas Erstellen von Spezifikationen fürden Korrosionsschutz von Stahlbautendurch Beschichtungssysteme für denErstschutz und die Instandsetzung.
Im Einzelnen werden in derNorm in den Teilen 1 bis 7 (Abb. 16)behandelt:– Verfahren zum Erarbeiten einer
Spezifikation für Erstschutz oderInstandsetzung
– Inhalt einer Spezifikation– Angaben zu einer Spezifikation für
Beschichtungssysteme für Erstschutzund Instandsetzung
– ein Formblatt für das Anlegen vonKontrollflächen
– Schemata für den Planungsablaufvon Erstschutz- und Instandsetzungs-arbeiten
– Formblätter für eine Spezifikationvon Beschichtungssystemen fürErstschutz und Instandsetzung
– Formblätter für den Abschlussbe-richt und den Prüfbericht
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Abb. 15: Neubeschichtung von SendemastenKorrosivitätskategorie C3Korrosionsschutzsystem auf Basis PVC-, 2K-EP-/2K-PUR- oder AY-Hydro-Beschichtungen auf feuerverzinktem Stahl
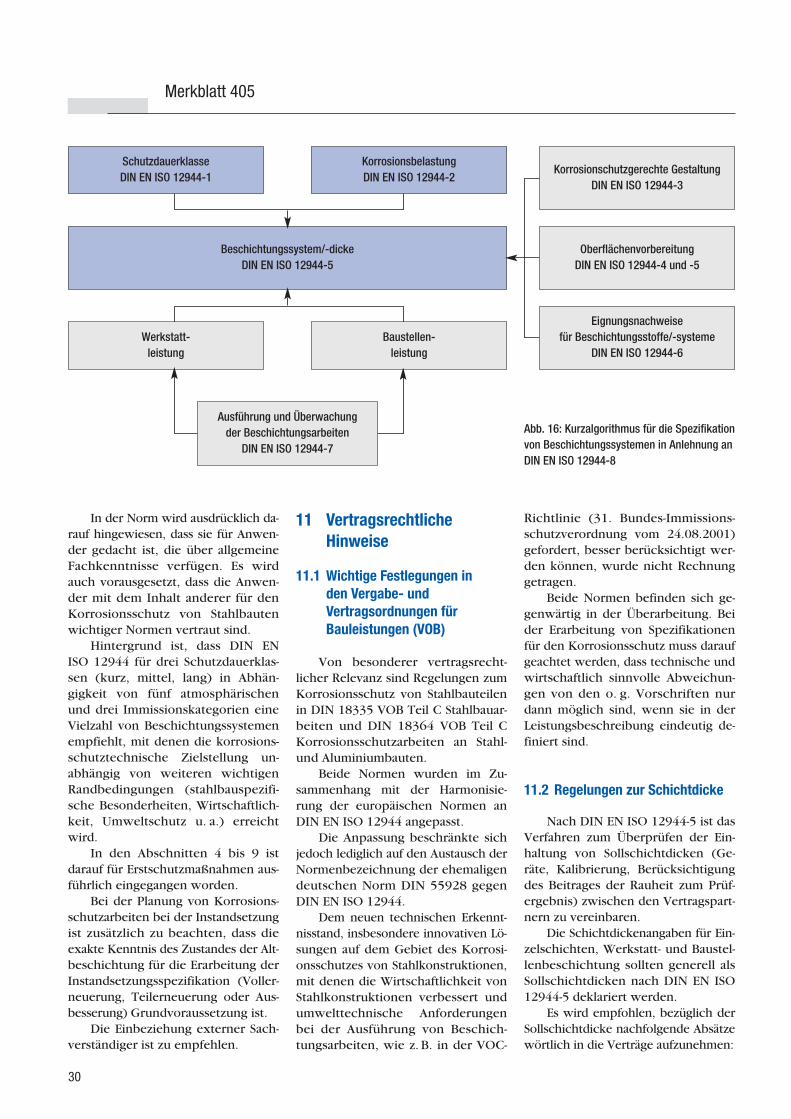
30
In der Norm wird ausdrücklich da-rauf hingewiesen, dass sie für Anwen-der gedacht ist, die über allgemeineFachkenntnisse verfügen. Es wirdauch vorausgesetzt, dass die Anwen-der mit dem Inhalt anderer für denKorrosionsschutz von Stahlbautenwichtiger Normen vertraut sind.
Hintergrund ist, dass DIN ENISO 12944 für drei Schutzdauerklas-sen (kurz, mittel, lang) in Abhän-gigkeit von fünf atmosphärischenund drei Immissionskategorien eineVielzahl von Beschichtungssystemenempfiehlt, mit denen die korrosions-schutztechnische Zielstellung un-abhängig von weiteren wichtigenRandbedingungen (stahlbauspezifi-sche Besonderheiten, Wirtschaftlich-keit, Umweltschutz u. a.) erreichtwird.
In den Abschnitten 4 bis 9 istdarauf für Erstschutzmaßnahmen aus-führlich eingegangen worden.
Bei der Planung von Korrosions-schutzarbeiten bei der Instandsetzungist zusätzlich zu beachten, dass dieexakte Kenntnis des Zustandes der Alt-beschichtung für die Erarbeitung derInstandsetzungsspezifikation (Voller-neuerung, Teilerneuerung oder Aus-besserung) Grundvoraussetzung ist.
Die Einbeziehung externer Sach-verständiger ist zu empfehlen.
11 Vertragsrechtliche Hinweise
11.1 Wichtige Festlegungen in den Vergabe- und Vertragsordnungen für Bauleistungen (VOB)
Von besonderer vertragsrecht-licher Relevanz sind Regelungen zumKorrosionsschutz von Stahlbauteilenin DIN 18335 VOB Teil C Stahlbauar-beiten und DIN 18364 VOB Teil CKorrosionsschutzarbeiten an Stahl-und Aluminiumbauten.
Beide Normen wurden im Zu-sammenhang mit der Harmonisie-rung der europäischen Normen anDIN EN ISO 12944 angepasst.
Die Anpassung beschränkte sichjedoch lediglich auf den Austausch derNormenbezeichnung der ehemaligendeutschen Norm DIN 55928 gegenDIN EN ISO 12944.
Dem neuen technischen Erkennt-nisstand, insbesondere innovativen Lö-sungen auf dem Gebiet des Korrosi-onsschutzes von Stahlkonstruktionen,mit denen die Wirtschaftlichkeit vonStahlkonstruktionen verbessert undumwelttechnische Anforderungenbei der Ausführung von Beschich-tungsarbeiten, wie z. B. in der VOC-
Richtlinie (31. Bundes-Immissions-schutzverordnung vom 24.08.2001)gefordert, besser berücksichtigt wer-den können, wurde nicht Rechnunggetragen.
Beide Normen befinden sich ge-genwärtig in der Überarbeitung. Beider Erarbeitung von Spezifikationenfür den Korrosionsschutz muss daraufgeachtet werden, dass technische undwirtschaftlich sinnvolle Abweichun-gen von den o. g. Vorschriften nurdann möglich sind, wenn sie in derLeistungsbeschreibung eindeutig de-finiert sind.
11.2 Regelungen zur Schichtdicke
Nach DIN EN ISO 12944-5 ist dasVerfahren zum Überprüfen der Ein-haltung von Sollschichtdicken (Ge-räte, Kalibrierung, Berücksichtigungdes Beitrages der Rauheit zum Prüf-ergebnis) zwischen den Vertragspart-nern zu vereinbaren.
Die Schichtdickenangaben für Ein-zelschichten, Werkstatt- und Baustel-lenbeschichtung sollten generell alsSollschichtdicken nach DIN EN ISO12944-5 deklariert werden.
Es wird empfohlen, bezüglich derSollschichtdicke nachfolgende Absätzewörtlich in die Verträge aufzunehmen:
Merkblatt 405
Schutzdauerklasse DIN EN ISO 12944-1
Beschichtungssystem/-dickeDIN EN ISO 12944-5
Korrosionsbelastung DIN EN ISO 12944-2
Werkstatt-leistung
Ausführung und Überwachung der Beschichtungsarbeiten
DIN EN ISO 12944-7
Baustellen-leistung
Korrosionschutzgerechte Gestaltung DIN EN ISO 12944-3
Eignungsnachweise für Beschichtungsstoffe/-systeme
DIN EN ISO 12944-6
Oberflächenvorbereitung DIN EN ISO 12944-4 und -5
Abb. 16: Kurzalgorithmus für die Spezifikationvon Beschichtungssystemen in Anlehnung anDIN EN ISO 12944-8

31
„Die Sollschichtdicke gilt auchals erreicht, wenn Einzelmesswerteden Sollwert um höchstens 20 %unterschreiten und der Mittelwertaller Einzelmessungen gleich odergrößer der Sollschichtdicke ist.
Für die Höchstschichtdicke geltendie Angaben im Technischen Daten-blatt des Beschichtungsstoffherstellers.Sind im Technischen Datenblatt desBeschichtungsstoffherstellers keineAngaben enthalten, sollte die Höchst-schichtdicke nicht mehr als das Drei-fache der Sollschichtdicke betragen.
Die Bestimmung der Sollschicht-dicke ist an repräsentativen Flächenmit statistisch ausreichender Anzahlan Einzelmessungen mit magnetischoder magnetinduktiv arbeitendenMessgeräten auf der Grundlage vonDIN EN ISO 2808 auszuführen. LiegenEinzelmesswerte unterhalb des zuläs-sigen Bereichs der Sollschichtdicke,sind zusätzliche Messungen durchzu-führen, um die betroffene Fläche fürerforderliche Nacharbeiten einzu-grenzen.
Die Nulleinstellung und Kalibrie-rung der Messgeräte erfolgt auf ge-schliffenen und polierten Stahlplattenoder auf den zum Gerät gehörendenEichnormalen unter Berücksichtigungder Bedienungsanleitung des Geräte-herstellers.“
11.3 Kontrollfläche für Gewährleistungszwecke
Es wird empfohlen, für diesen Fallfolgende Formulierung in die Verträgeaufzunehmen:
„Treten Mängel am Korrosions-schutzsystem der Kontrollfläche(n)und der Objektfläche auf, ist davonauszugehen, dass die Beschichtungs-stoffe mangelhaft oder nach Art und/oder Aufbau der Beschichtung für dieKorrosionsbelastung nicht ausreichendsind oder dass eine unvorhersehbareVeränderung der Korrosionsbelastungdes Objektes aus Umwelt und/oderBetrieb eingetreten ist.
Treten Mängel am Korrosions-schutzsystem der Objektfläche auf,ohne dass die Kontrollfläche(n) davonbetroffen ist (sind), ist davon auszu-
gehen, dass diese auf mangelhafterAusführung der Oberflächenvorbe-reitung und/oder der Beschichtungberuhen.“
11.4 Ausbesserung von Beschädigungen
Auch bei sachgemäßer Verpa-ckung und sorgfältigem Umgang beimTransport und bei der Montage sindBeschädigungen an der Beschichtung/dem Beschichtungssystem von Stahl-bauteilen nicht völlig zu vermeiden.
Durch geeignete Ausbesserung(Oberflächenvorbereitung, Wiederauf-bau der Beschichtung/des Beschich-tungssystems) wird der korrosions-schutztechnische Wert wiederher-gestellt.
Durch die unterschiedlichenApplikationsverfahren (Werkstatt:Spritzverfahren, Baustelle: Pinsel,Rolle) und/oder Alterung der Werk-statt-/Baustellenbeschichtung sindgeringfügige Farbtonunterschiedezwischen Gesamtfläche und ausge-besserter Fläche, insbesondere beieisenglimmerhaltigen Deckbeschich-tungen, unvermeidlich und stellenkeinen Mangel dar.
Der Auftraggeber von Korrosions-schutzleistungen sollte auf diesenSachverhalt hingewiesen werden.
Bei hohen ästhetischen Anforde-rungen an ein Bauwerk ist es zweck-mäßig, die Deckbeschichtung aufder Baustelle nach Ausbesserung derSchadstellen auszuführen.
11.5 Hinweis zum Einkauf von Beschichtungsstoffen
Beim Einkauf der nach Abschnitt 8ausgewählten Beschichtungsstoffeist darauf zu achten, dass die Techni-schen Datenblätter und die Sicherheits-datenblätter unverzichtbarer Bestand-teil der Lieferung sind.
Die für die Auswahl der Beschich-tungsstoffe nach Abschnitt 8 zugrundegelegten Kriterien müssen mit denTechnischen Datenblättern belegtsein. Prüfzeugnisse nach DIN EN ISO12944-6 oder gleichwertige Prüfzeug-
nisse, z. B. nach TL/TP-KOR-Stahlbau-ten, über die Eignung der Beschich-tungsstoffe für die Herstellung einerBeschichtung/eines Beschichtungs-systems für die Schutzdauer „lang“ inAbhängigkeit von der auf das Objekteinwirkenden Korrosionsbelastungund ggf. notwendige Zulassungen sindvom Beschichtungsstoffhersteller anzu-fordern.
Um einen technisch-wirtschaftli-chen Vergleich der Beschichtungsstof-fe mehrerer Anbieter zu ermöglichen,müssen die Technischen Datenblättervergleichbare Angaben enthalten.
Es müssen mindestens die Aus-sagen enthalten sein, wie sie in 8.8.1beschrieben sind.
Bei nachgewiesener Eignung derBeschichtungsstoffe für das festgelegteBeschichtungssystem sind für den Ein-kauf die Beschichtungskosten pro m2
Beschichtungsfläche entscheidendesKriterium. Die Beschichtungsstoff-kosten sind jedoch nur eine Positionder Beschichtungskosten und als al-leiniges Entscheidungskriterium nichtgeeignet (siehe auch Tabelle 10).
12 Gesundheitsschutz, Arbeitssicherheit und Umweltschutz
12.1 Allgemeines
Nach DIN EN ISO 12944-1 istFolgendes besonders zu beachten:„Es ist die Pflicht von Auftraggebern,Ausschreibenden, Auftragnehmern,Beschichtungsstoffherstellern, Auf-sichtspersonal für Korrosionsschutz-arbeiten und allen anderen Personen,die an einem Objekt arbeiten, dieunter ihrer Verantwortung stehendenArbeiten so zu planen und auszufüh-ren, dass weder die eigene Gesund-heit und Sicherheit noch die anderergefährdet wird.“
Dabei muss jede Partei sicherstel-len, dass alle gesetzlichen Auflagendes Landes, in dem die Arbeiten ganzoder teilweise durchgeführt werden,eingehalten werden.
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
32
Punkte, die besondere Beachtungerfordern, sind:– weder toxische noch krebserzeu-
gende Stoffe vorschreiben oder ver-wenden
– Emissionen flüchtiger organischerVerbindungen (VOC) verringern
– Maßnahmen gegen schädliche Ein-wirkungen von Rauch, Staub,Dämpfen und Lärm sowie gegenBrandgefahren
– Körperschutz, einschließlich Au-gen-, Haut-, Gehör- und Atem-schutz
– Schutz von Gewässern und Bodenwährend der Korrosionsschutz-arbeiten
– Recycling von Stoffen und Abfallent-sorgung
Die zu beachtenden nationalenVorschriften basieren auf– Gesetzen und Verordnungen, die
vom Gesetzgeber erlassen wordensind,
– Regeln, Richtlinien, Vorschriften,die Berufsgenossenschaften her-ausgeben.
12.2 Gesetze und Verordnungen
– Arbeitsschutzgesetz – ArbSchG– Chemikaliengesetz – ChemG, Ge-
setz zum Schutz vor gefährlichenStoffen
– Bundes-Immissionsschutzgesetz –BImSchG, Gesetz zum Schutz vorschädlichen Umwelteinwirkungendurch Luftverunreinigungen, Ge-räusche, Erschütterungen und ähn-liche Vorgänge
– Wasserhaushaltsgesetz – WHG, Ge-setz zur Ordnung des Wasserhaus-halts
– Abwasserabgabengesetz – AbwAG,Gesetz über Abgaben für das Ein-leiten von Abwasser in Gewässer
– Wassergesetze der Bundesländer– Kreislaufwirtschafts- und Abfallge-
setz – KrW-/AbfG, Gesetz zur Förde-rung der Kreislaufwirtschaft und Si-cherung der umweltverträglichenBeseitigung von Abfällen
– Gefahrstoffverordnung – GefStoffV,Verordnung zum Schutz vor gefähr-lichen Stoffen
– 2. Bundes-Immissionsschutzverord-nung – 2. BimSchV, Verordnung zurEmissionsbegrenzung von leicht-flüchtigen Halogenkohlenwasser-stoffen
– 4. BimSchV, Verordnung über ge-nehmigungsbedürftige Anlagen
– 5. BimSchV, Verordnung über Emis-sionsschutz- und Störfallbeauftragte
– 11. BimSchV, Emissionserklärungs-verordnung
– 12. BimSchV, Störfall-Verordnung– 31. BimSchV, VOC-Verordnung– Abwasserverordnung – AbwV, Ver-
ordnung über Anforderungen an dasEinleiten von Abwasser in Gewässerund zur Anpassung der Anlage desAbwasserabgabengesetzes
– Verwaltungsvorschrift wassergefähr-dende Stoffe – VwVwS, AllgemeineVerwaltungsvorschrift zum Wasser-haushaltsgesetz über die Einstufungwassergefährdender Stoffe in Was-sergefährdungsklassen
– Indirekteinleiterverordnung – IndV,Verordnung des Umweltministeri-ums über das Einleiten von Abwas-ser in öffentliche Abwasseranlagen
– Verordnung über Anlagen zur Lage-rung, Abfüllung und Beförderungbrennbarer Flüssigkeiten zu Lande
– Technische Regeln über brennbareFlüssigkeiten – TRbF
– TA Luft – Technische Anleitung zurReinhaltung der Luft
– TA Lärm – Technische Anleitungzum Schutz gegen Lärm
– TA Abfall – Technische Anleitungzur Lagerung, chemisch-physikali-schen oder biologischen Behand-lung, Verbrennung und Ablagerungvon besonders überwachungsbe-dürftigen Abfällen
– Gefahrgutverordnung Straße –GGVS, Verordnung über innerstaat-liche und grenzüberschreitende Be-förderung gefährlicher Güter aufStraßen
– Druckbehälter-Verordnung
12.3 Technische Regeln und Richt-linien für Gefahrstoffe (TRGS)
– TRGS 201, Einstufung und Kenn-zeichnung von Abfällen zur Beseiti-gung beim Umgang
– TRGS 220, Sicherheitsdatenblatt fürgefährliche Stoffe und Zubereitun-gen
– TRGS 222, Verzeichnis der Gefahr-stoffe – Gefahrstoff-Verzeichnis
– TRGS 402, Ermittlung und Beurtei-lung der Konzentration gefährlicherStoffe in der Luft in Arbeitsberei-chen
– TRGS 404, Bewertung von Kohlen-wasserstoffdämpfen in der Luft amArbeitsplatz
– TRGS 500, Schutzmaßnahmen: Min-deststandards
– TRGS 505, Blei und bleihaltige Ge-fahrstoffe
– TRGS 507, Oberflächenbehand-lung in Räumen und Behältern
– TRGS 514, Lagern sehr giftiger undgiftiger Stoffe in Verpackungen undortsbeweglichen Behältern
– TRGS 515, Lagern brandfördernderStoffe in Verpackungen und orts-beweglichen Behältern
– TRGS 516, Antifouling-Farben– TRGS 519, Asbest, Abbruch-, Sanie-
rungs- und Instandhaltungsarbeiten– TRGS 524, Sanierung und Arbeiten
in kontaminierten Bereichen– TRGS 555, Betriebsanweisung und
Unterweisung nach §20 GefStoffV– TRGS 900, Grenzwerte in der Luft
am Arbeitsplatz „Luftgrenzwerte“– TRGS 901, Begründung und Erläu-
terungen zu Grenzwerten in derLuft am Arbeitsplatz
12.4 Unfallverhütungsvorschriften
– BGV A 1, Grundsätze der Prävention– BGV A 4, Arbeitsmedizinische Vor-
sorge– BGV A 8, Sicherheits- und Gesund-
heitsschutzkennzeichnung am Ar-beitsplatz
– BGV B 1, Umgang mit Gefahrstoffen– BGV C 28, Schiffbau– BGV D 25, Verarbeiten von Be-
schichtungsstoffen– BGV D 26, Strahlarbeiten
Merkblatt 405
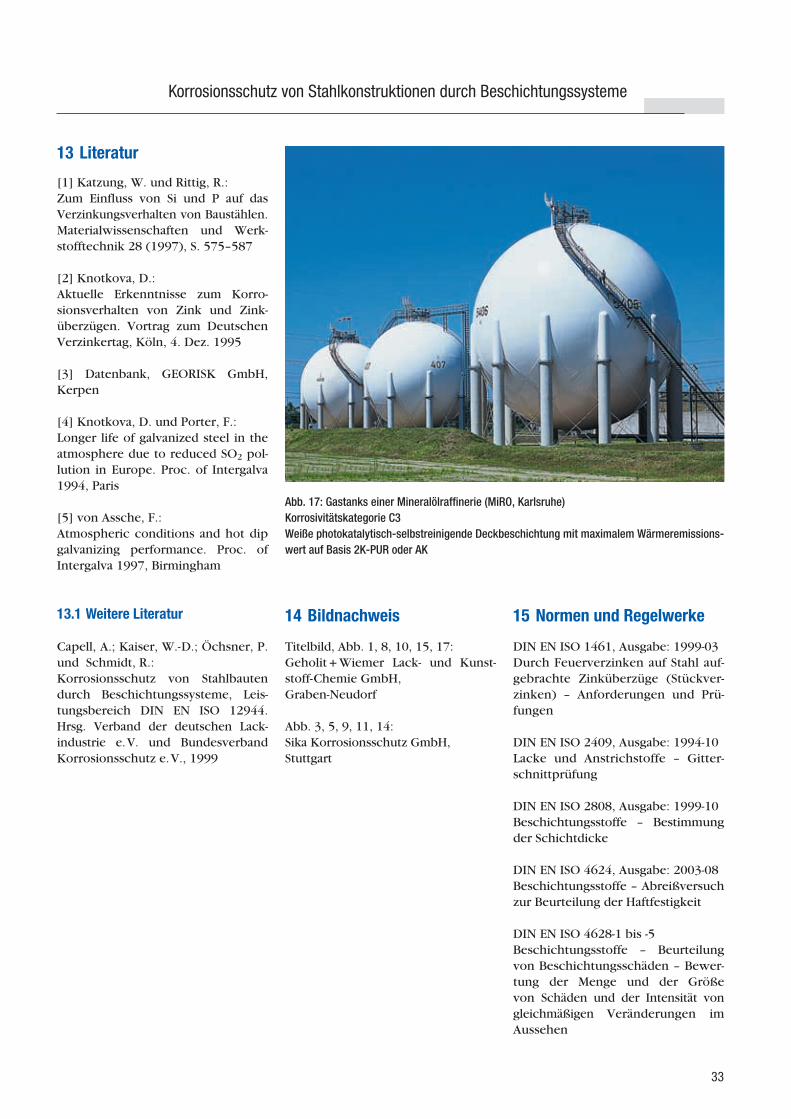
33
13 Literatur
[1] Katzung, W. und Rittig, R.: Zum Einfluss von Si und P auf dasVerzinkungsverhalten von Baustählen.Materialwissenschaften und Werk-stofftechnik 28 (1997), S. 575–587
[2] Knotkova, D.: Aktuelle Erkenntnisse zum Korro-sionsverhalten von Zink und Zink-überzügen. Vortrag zum DeutschenVerzinkertag, Köln, 4. Dez. 1995
[3] Datenbank, GEORISK GmbH,Kerpen
[4] Knotkova, D. und Porter, F.: Longer life of galvanized steel in theatmosphere due to reduced SO2 pol-lution in Europe. Proc. of Intergalva1994, Paris
[5] von Assche, F.: Atmospheric conditions and hot dipgalvanizing performance. Proc. ofIntergalva 1997, Birmingham
13.1 Weitere Literatur
Capell, A.; Kaiser, W.-D.; Öchsner, P.und Schmidt, R.: Korrosionsschutz von Stahlbautendurch Beschichtungssysteme, Leis-tungsbereich DIN EN ISO 12944.Hrsg. Verband der deutschen Lack-industrie e.V. und BundesverbandKorrosionsschutz e.V., 1999
14 Bildnachweis
Titelbild, Abb. 1, 8, 10, 15, 17:Geholit + Wiemer Lack- und Kunst-stoff-Chemie GmbH, Graben-Neudorf
Abb. 3, 5, 9, 11, 14:Sika Korrosionsschutz GmbH, Stuttgart
15 Normen und Regelwerke
DIN EN ISO 1461, Ausgabe: 1999-03Durch Feuerverzinken auf Stahl auf-gebrachte Zinküberzüge (Stückver-zinken) – Anforderungen und Prü-fungen
DIN EN ISO 2409, Ausgabe: 1994-10Lacke und Anstrichstoffe – Gitter-schnittprüfung
DIN EN ISO 2808, Ausgabe: 1999-10Beschichtungsstoffe – Bestimmungder Schichtdicke
DIN EN ISO 4624, Ausgabe: 2003-08Beschichtungsstoffe – Abreißversuchzur Beurteilung der Haftfestigkeit
DIN EN ISO 4628-1 bis -5Beschichtungsstoffe – Beurteilungvon Beschichtungsschäden – Bewer-tung der Menge und der Größevon Schäden und der Intensität vongleichmäßigen Veränderungen imAussehen
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Abb. 17: Gastanks einer Mineralölraffinerie (MiRO, Karlsruhe)Korrosivitätskategorie C3Weiße photokatalytisch-selbstreinigende Deckbeschichtung mit maximalem Wärmeremissions-wert auf Basis 2K-PUR oder AK
34
– Teil 1, Ausgabe: 2004-01Allgemeine Einführung und Bewer-tungssystem
– Teil 2, Ausgabe: 2004-01Bewertung des Blasengrades
– Teil 3, Ausgabe: 2004-01Bewertung des Rostgrades
– Teil 4, Ausgabe: 2004-01Bewertung des Rissgrades
– Teil 5, Ausgabe: 2004-01Bewertung des Abblätterungsgrades
DIN EN ISO 4628-6, Ausgabe: 2002-02Beschichtungsstoffe – Beurteilungvon Beschichtungsschäden; Bewer-tung von Ausmaß, Menge und Größevon Schäden– Teil 6: Bewertung des Kreidungs-
grades nach dem Klebebandver-fahren
DIN EN ISO 8501-1 bis -2Vorbereitung von Stahloberflächenvor dem Auftragen von Beschich-tungsstoffen – Visuelle Beurteilungder Oberflächenreinheit– Teil 1, Ausgabe: 2002-03
Rostgrade und Oberflächenvorbe-reitungsgrade von unbeschichtetenStahloberflächen und Stahloberflä-chen nach ganzflächigem Entfer-nen vorhandener Beschichtungen
– Beiblatt 1, Ausgabe: 2002-03Informative Ergänzung zu Teil 1:Repräsentative photographischeBeispiele für die Veränderung desAussehens von Stahl beim Strahlenmit unterschiedlichen Strahlmitteln
– Teil 2, Ausgabe: 2002-03Oberflächenvorbereitungsgradevon beschichteten Oberflächennach örtlichem Entfernen der vor-handenen Beschichtungen
DIN EN ISO 8502-2, Ausgabe: 1999-06Vorbereitung von Stahloberflächenvor dem Auftragen von Beschich-tungsstoffen – Prüfungen der Ober-flächenreinheit– Teil 2: Laborbestimmung von Chlo-
rid auf gereinigten Oberflächen
DIN EN ISO 8502-3 bis -4Vorbereitung von Stahloberflächenvor dem Auftragen von Beschich-tungsstoffen – Prüfungen zum Beur-teilen der Oberflächenreinheit
– Teil 3, Ausgabe: 1999-06Beurteilung von Staub auf für dasBeschichten vorbereiteten Stahl-oberflächen (Klebeband-Verfahren)
– Teil 4, Ausgabe: 1999-06Anleitung zum Abschätzen derWahrscheinlichkeit von Taubildungvor dem Beschichten
DIN EN ISO 8503-1 bis -4Vorbereitung von Stahloberflächenvor dem Auftragen von Beschich-tungsstoffen – Rauheitskenngrößenvon gestrahlten Stahloberflächen– Teil 1, Ausgabe: 1995-08
Anforderungen und Begriffe fürISO-Rauheitsvergleichsmuster zurBeurteilung gestrahlter Oberflächen
– Teil 2, Ausgabe: 1995-08Verfahren zur Prüfung der Rauheitvon gestrahltem Stahl; Vergleichs-musterverfahren
– Teil 3, Ausgabe: 1995-08Verfahren zur Kalibrierung vonISO-Rauheitsvergleichsmustern undzur Bestimmung der Rauheit;Mikroskopverfahren
– Teil 4, Ausgabe: 1995-08Verfahren zur Kalibrierung vonISO-Rauheitsvergleichsmustern undzur Bestimmung der Rauheit; Tast-schnittverfahren
DIN EN ISO 8504-1 bis -3Vorbereitung von Stahloberflächenvor dem Auftragen von Beschich-tungsstoffen – Verfahren für dieOberflächenvorbereitung– Teil 1, Ausgabe: 2002-01
Allgemeine Grundsätze– Teil 2, Ausgabe: 2002-01, Strahlen– Teil 3, Ausgabe: 2002-01
Reinigen mit Handwerkzeugen undmit maschinell angetriebenen Werk-zeugen
ISO 9223, Ausgabe: 1992-02Korrosion von Metallen und Legierun-gen; Korrosivität von Atmosphären;Klassifizierung
ISO 9226, Ausgabe: 1992-02Korrosion von Metallen und Legie-rungen; Korrosivität von Atmosphä-ren; Bestimmung der Korrosionsratevon Standardproben zur Ermittlungder Korrosivität
DIN EN 10238, Ausgabe: 1996-11Automatisch gestrahlte und automa-tisch fertigungsbeschichtete Erzeug-nisse aus Baustählen
DIN EN ISO 10684, Ausgabe: 2004-11Verbindungselemente – Feuerverzin-kung
DIN EN ISO 11124-1 bis -4Vorbereitung von Stahloberflächenvor dem Auftragen von Beschich-tungsstoffen – Anforderungen anmetallische Strahlmittel– Teil 1, Ausgabe: 1997-06
Allgemeine Einleitung und Eintei-lung
– Teil 2, Ausgabe: 1997-10Hartguß, kantig (Grit)
– Teil 3, Ausgabe: 1997-10Stahlguß mit hohem Kohlenstoff-gehalt, kugelig und kantig (Shotund Grit)
– Teil 4, Ausgabe: 1997-10Stahlguß mit niedrigem Kohlen-stoffgehalt, kugelig (Shot)
DIN EN ISO 11126-1, 3 bis -8Vorbereitung von Stahloberflächenvor dem Auftragen von Beschich-tungsstoffen – Anforderungen annichtmetallische Strahlmittel– Teil 1, Ausgabe: 1997-06
Allgemeine Einleitung und Eintei-lung
– Teil 3, Ausgabe: 1997-10Strahlmittel aus Kupferhütten-schlacke
– Teil 4, Ausgabe: 1998-04Strahlmittel aus Schmelzkammer-schlacke
– Teil 5, Ausgabe: 1998-04Strahlmittel aus Nickelhütten-schlacke
– Teil 6, Ausgabe: 1997-11Strahlmittel aus Hochofenschlacke
– Teil 7, Ausgabe: 1999-10Elektrokorund
– Teil 8, Ausgabe: 1997-11Olivinsand
DIN EN ISO 12944-1 bis -8Beschichtungsstoffe – Korrosions-schutz von Stahlbauten durch Be-schichtungssysteme– Teil 1, Ausgabe: 1998-07
Allgemeine Einleitung
Merkblatt 405
35
– Teil 2, Ausgabe: 1998-07Einteilung der Umgebungsbedin-gungen
– Teil 3, Ausgabe: 1998-07Grundregeln zur Gestaltung
– Teil 4, Ausgabe: 1998-07Arten von Oberflächen und Ober-flächenvorbereitung
– Teil 5, Ausgabe: 1998-07Beschichtungssysteme
– Teil 6, Ausgabe: 1998-07Laborprüfungen zur Bewertungvon Beschichtungssystemen
– Teil 7, Ausgabe: 1998-07Ausführung und Überwachung derBeschichtungsarbeiten
– Teil 8, Ausgabe: 1998-07Erarbeiten von Spezifikationen fürErstschutz und Instandsetzung
DIN EN ISO 14713, Ausgabe: 1999-05Schutz von Eisen- und Stahlkonstruk-tionen vor Korrosion – Zink- undAluminiumüberzüge – Leitfäden
DIN EN ISO 17652-1 bis -4Schweißen – Prüfung von Fertigungs-beschichtungen für das Schweißenund für verwandte Prozesse– Teil 1, Ausgabe: 2003-07
Allgemeine Anforderungen– Teil 2, Ausgabe: 2003-07
Schweißeigenschaften von Ferti-gungsbeschichtungen
– Teil 3, Ausgabe: 2003-07Thermisches Schneiden
– Teil 4, Ausgabe: 2003-07Emission von Rauchen und Gasen
DIN 18299, Ausgabe: 2002-12VOB Vergabe- und Vertragsordnungfür Bauleistungen – Teil C: Allgemei-ne Technische Vertragsbedingungenfür Bauleistungen (ATV); AllgemeineRegeln für Bauarbeiten jeder Art
DIN 18335, Ausgabe: 2002-12VOB Vergabe- und Vertragsordnungfür Bauleistungen – Teil C: Allgemei-ne Technische Vertragsbedingungenfür Bauleistungen (ATV); Stahlbau-arbeiten
DIN 18364, Ausgabe: 2000-12VOB Verdingungsordnung für Bau-leistungen – Teil C: Allgemeine Tech-nische Vertragsbedingungen für Bau-
leistungen (ATV); Korrosionsschutz-arbeiten an Stahl- und Aluminium-bauten
DIN 18800-7, Ausgabe: 2002-09Stahlbauten– Teil 7: Ausführung und Hersteller-
qualifikation
DIN EN 22063, Ausgabe: 1994-08Metallische und andere anorganischeSchichten – Thermisches Spritzen –Zink, Aluminium und ihre Legierun-gen
DIN 53150, Ausgabe: 2002-09Beschichtungsstoffe – Bestimmungdes Trockengrades von Beschichtun-gen (Abgewandeltes Bandow-Wolff-Verfahren)
DASt-Richtlinie 006, Ausgabe: 1980-01Überschweißen von Fertigungsbe-schichtungen (FB) im Stahlbau; Hrsg.Deutscher Ausschuß für StahlbauDASt, Stahlbau-Verlagsgesellschaft,Köln
DASt-Richtlinie 007, Ausgabe: 1993-05Lieferung, Verarbeitung und Anwen-dung wetterfester Baustähle; Hrsg.Deutscher Ausschuß für StahlbauDASt, Stahlbau-Verlagsgesellschaft,Köln
MES-93B 4 Merkblatt zur Entnahme repräsen-tativer Strahlschuttproben; Hrsg. Bun-desanstalt für Straßenwesen, Brücken-und Ingenieurbau (BASt), Wirtschafts-verlag N. W., Bremerhaven, 1993
Richtlinie Korrosionsschutz von Stahl-bauten in atmosphärischen Umge-bungsbedingungen durch Beschich-tungssysteme. Hrsg. Deutscher Stahl-bau-Verband DSTV und Institut fürStahlbau Leipzig GmbH, Ausgabe1999
TL/TP-KOR-StahlbautenTechnische Lieferbedingungen undTechnische Prüfvorschriften für Be-schichtungsstoffe für den Korrosions-schutz von Stahlbauten
Verbände-Richtlinie Korrosionsschutzvon Stahlbauten Duplex-Systeme –Feuerverzinkung plus BeschichtungAuswahl, Ausführung, Anwendung.Hrsg. Bundesverband Korrosions-schutz e. V., Deutscher Stahlbau-Ver-band DSTV, Industrieverband Feuer-verzinken e. V., Verband der deut-schen Lackindustrie e. V., Ausgabe2000-06
ZTV-KOR-StahlbautenZusätzliche Technische Vertragsbe-dingungen und Richtlinien für denKorrosionsschutz von Stahlbauten
ZTV-WZusätzliche Technische Vorschriften– Wasserbau und Richtlinien für denKorrosionsschutz im Stahlwasserbau
Korrosionsschutz von Stahlkonstruktionen durch Beschichtungssysteme
Stahl-Informations-Zentrumim Stahl-ZentrumPostfach 10 48 42 · 40039 DüsseldorfSohnstraße 65 · 40237 DüsseldorfE-Mail: [email protected] · www.stahl-info.de





























