Embed Size (px)
Citation preview
41
I N F O R M A T I O N E N I D E E N I N T E R N A
Dezember 2009
Endenbearbeitung mitMAPAL Plandrehköpfen
MAPAL – viele interessierte Kundenwaren bei der EMOPlus in Aalen live dabei
Gekoppelte Führungs-leistenwerkzeuge
Vorbearbeitung vonZylinderbohrung mitTangentialwerkzeugen
… dazu mehr auf den Seiten 4 und 5
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 1
EMOPlus
Unter diesem sicherlich anspruchsvol-len Titel haben wir im November 09drei Technologietage, auch als Haus-messe zu bezeichnen, in Aalen veran-staltet.
EMOPlus besagt zum einem, dass dasgesamte Ausstellungsprogramm, dasauf der EMO 2009 in Mailand gezeigt,jetzt nochmals in Aalen präsentiertwurde; aber eben mit dem „Plus“, dasden besonderen Wert der Technologie-tage ausmacht.
Die wesentlichen Neuheiten konnten„unter Span“, das heißt im praktischenEinsatz in der MAPAL Versuchs- undEntwicklungsabteilung gesehen undbeurteilt werden. Begleitet wurden dieVorführungen von Expertenvorträgen,die den Hintergrund der Neuentwick-lungen darstellten und nähere Infor-mationen gaben.
Ganz besonders begrüßt wurden vonden vielen Besuchern verschiedeneKomplettbearbeitungen interessanterWerkstücke. Dabei konnte MAPAL dasbesondere Wissen um die Komplettbe-arbeitung, inklusive Projektierung,Prozessfestlegung und Fertigung kom-plexer Fertigungsaufgaben unter Be-weis stellen.
Die intensive Diskussion der Ergeb-nisse in kleineren Gruppen brachte füralle Teilnehmer wichtige Hinweise, diejetzt, bei der Suche nach Wegen ausder Krise, besonders wertvoll sind.
Das Plus zur EMO hat sich in der Tatals ein Plus für unsere Kunden und Be-sucher der MAPAL EMO erwiesen. DerWeg aus der Krise geht vor allem mitInnovationen, das heißt mit leistungs-fähigen Neuentwicklungen. Die vorlie-gende Ausgabe der MAPAL Impulsesoll Ihnen einige interessante Hinweisedazu geben.
Ich wünsche Ihnen ein frohes Weih-nachten und ein gesundes Neues Jahr2010, in der Hoffnung, dass der Silber-streifen am Horizont noch breiter undkräftiger wird.
Ihr Dr. Dieter Kress
MAPAL Brasilien erhält den “TopSupplier Award 2009” von Ford
Der “Top Supplier Award” ist eine Aus-zeichnung von Ford an die Lieferanten,welche die Kriterien Innovation, Ko-stenreduzierung, Lieferverlässlichkeitund Top Qualität zur vollsten Zufrie-denheit erfüllen. MAPAL Brasilienwurde mit dem Award in der Kategorie“Industrial Material” ausgezeichnet.
Nach Auswertung aller Analysen wur-den letztendlich nur 9 von 1.000 Liefe-ranten prämiiert. Die Awards wurdenfeierlich am 10. November in SaoPaulo von Marcus de Oliveira, Präsi-dent von Ford Mercosur, sowie demVizepräsidenten “Global Purchase”Ford Motor Co., Thomas Brown, über-geben. Aufgrund der richtungsweisen-den Arbeit hinsichtlich Prozessopti-mierung wurde MAPAL die Auszeich-nung verliehen. Parallel zu dem aktu-ellen Projekt “Z-Tech” ist MAPAL auchmaßgeblich an den Fertigungsprozes-
sen zur neuen Motorgeneration“Sigma” beteiligt.
Der “Top Supplier Award” ist fürMAPAL sehr wichtig. Er symbolisiertdas erfolgreiche Arbeitsergebnis derletzten Jahre. Der Hauptfokus lag dabeiauf der Einrichtung eines erstklassigenService sowie einer lückenlosen Logi-stik.
Letztendlich wurde bei MAPAL ein Ar-beitskreis gebildet, um sich komplettauf die Anforderungen seitens Fordkonzentrieren zu können. SidneyPaiva, Geschäftsführer MAPAL Brasi-lien: “Dieser Award wird ein Anspornfür uns sein, die Optimierungen weitervoran zu treiben.”
Seite 2 | MAPAL Impulse
C H E F S A C H E
EMOPlus
Sidney Paiva, Geschäftsführer MAPAL Brasilienerhält die begehrte Auszeichnung “Top Sup-plier Award”.
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 2

„The Hang Allstars“ in derMAPAL Kantine – grandioserAuftakt des 18. Aalener Jazz-festes.
Am Donnerstag, dem 5. November 09,wurde die MAPAL Kantine zum Mekkader Jazzfreunde der Region. Ganz frühschon der Strom der Besucher. Groß die Bühne, stimmungsvoll ausge-leuchtet der ganze Raum. Erwartungs-voll die Stimmung. Ungewöhnlichpünktlich dann wühlen sich die sechsMusiker der „The Hang Allstars“ durchdas Gedränge zu ihrem Auftritt unddann …
In den Aalener Nachrichten beschreibtes Herbert Kullmann so:„Ein ganz besonderes musikalischesLive-Erlebnis war den Zuhörern zurEröffnung des 18. Aalener Jazzfesti-vals versprochen. Was darunter zuverstehen ist, zeigten die Jazzer imvollbesetzten MAPAL Casino bereitsbei den ersten Tönen, und sie zeigtenes auch mit Blick auf die Lautstärkeunverhohlen: groovender Sound,starke Beats, mal drummig, rockigoder auch bluesig …„The Hang Allstars“, Dave (Oscarpreis-träger) und Don Grusin, Lee Ritenour,Wolfgang Schmid, Will Kennedy und
Nils Wülker, verbinden in ihrer Musikmit erstaunlicher Virtuosität Funk undFusion, würzen mit einer Prise zeitgei-stiger Weltmusik und setzen insbeson-dere im zweiten Set auf exzellenteWeise akustischen Jazz hinzu.Eine nicht alltägliche, aufregende undenergetische Performance entsteht, eingenialer Smooth- und Funky-Sound,der das Publikum vereinnahmt …“
Diesen Abend bei MAPAL wird keinJazzfreund vergessen.
MAPAL Impulse | Seite 3
Aktuelles aus der MAPAL Gruppe
– Begehrte Auszeichnung “Top Supplier Award”
für MAPAL Brasilien
– Grandioser Auftakt des 18. Aalener Jazzfestes
Verantwortlich für den Inhalt:Hermann Steidle
Redaktion: H. Steidle, M. Berger, O. Munz, M. Winter, T. Zimmermann
Gestaltung: I. Rettenmaier
Herausgeber:MAPAL Präzisionswerkzeuge Dr. Kress KGPostfach 1520 D-73405 AalenTel. 07361 585-0 Fax 07361 [email protected] www.mapal.com
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 3
MAPAL Hausmesse „EMOPlus“ begeistert mehr als 250 Besucher.
In engem zeitlichem Abstand zur dies-jährigen EMO, die in Mailand statt-fand, führte MAPAL eine Hausmesse„EMOPlus“ durch. Das Kennzeichnendedieser Hausmesse war, dass die bereitsin Mailand gezeigten neuen Werkzeugein Aalen nicht nur zu sehen waren,sondern auch im praktischen Einsatzihre Leistungsfähigkeit unter Beweisstellen konnten. Dazu wurden im Ver-suchsfeld auf verschiedenen Maschi-nen insgesamt vierzehn Neuentwick-lungen unter Span gezeigt. Dazu ge-hörten unter anderem die neuen gro-ßen Reibahlen der HPR300 Serie,verschiedene Ausführungen von Voll-hartmetallbohrern mit neuen Schnei-dengeometrien, das Helixfräsen,Innovationen zum Fräsen und Bohrenvon CFK Materialien bis hin zur De-monstration der µm-genauen Kontur-bearbeitung mit der MAPAL TOOL-TRONIC®.
Die Besucher begrüßten insbesonderedie Möglichkeit, mit den anwesendenProduktspezialisten von MAPAL sehrdetailliert bestehende und auch neueBearbeitungsaufgaben und ihre Lösun-gen mit den neuen MAPAL Werkzeu-gen zu besprechen. Dabei war für vieleBesucher überraschend, wie umfassenddas MAPAL Programm mittlerweile ist.Es beinhaltet nicht nur leistengeführteFeinbohrwerkzeuge, sondern das kom-plette Spektrum an Werkzeugen undDienstleistungen für die Bearbeitungkubischer Bauteile und ist nicht nurbeschränkt auf die Bearbeitung vonAlu & Stahl, sondern auch für die Be-arbeitung von neuen Werkstoffen wieTitan und GFK/CFK.
Deutlich wurde insbesondere die Kom-petenz von MAPAL, zum Teil vollkom-
men neuartige Problemlösungen an-zubieten für die Bearbeitung kubischerTeile, die den Kunden beträchtlicheEinsparungen an Bearbeitungszeit undKosten ermöglichen.
Zu den zur Zeit wichtigen und viel dis-kutierten Problemen wurden interes-sante Vorträge zu folgenden Themengehalten:
– Kosten senken und Präzisionsteigern – neue Möglichkeiten mitfesten Reibahlen_________________________– Drehmaschinen eingespart –neuartiges Bearbeitungskonzeptmit TOOLTRONIC® für die Turbo-lader-Fertigung_________________________– Werkzeugkosten transparentgestalten und reduzieren durchTOOL MANAGEMENT_________________________– Wirtschaftliche Bearbeitunggroßer Bohrungen – Zirkular-und Helixfräser mit Tangential-schneiden steigern Leistung undWirtschaftlichkeit_________________________– 200 m/min Schnittgeschwindig-keit beim Bohren in Stahl – neueStirngeometrien erhöhen Produk-tivität________________________– CFK und GFK bohren undfräsen – neue Geometrien undSchneidstoffe für sichere undpräzise Bearbeitung
Dr. Jochen Kress zog nach drei TagenEMOPlus eine positive Bilanz: „Für unswar die Hausmesse wie schon die EMOin Mailand ein voller Erfolg. Das ma-chen wir an der Anzahl der Besucherfest, vielmehr aber noch an den ge-führten Gesprächen. Praktisch jederKunde hat Anregungen für seine tägli-che Arbeit bekommen und damit kon-kreten Nutzen gezogen aus demBesuch bei MAPAL. Das zeigt sichauch an den vielen Anfragen, die ausder Hausmesse resultieren.“
Seite 4 | MAPAL Impulse
MAPAL Messe
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 4

– MAPAL Feinbohrwerkzeuge, neue Möglichkeiten durch das „MAPALPrinzip“____________________________
– HPR 300 für große DurchmesserUNTER SPAN: HPR 300____________________________
– Neue Werkzeugkonzepte zum ReibenUNTER SPAN: MonoReam I Viel-zahnreibahle____________________________
- Neue VHM-Werkzeuge zum BohrenUNTER SPAN: Titan Drill IMega Drill 180° I Mega Speed Drill____________________________
– Wechselkopfbohrer TTDUNTER SPAN: TTD für dieInoxbearbeitung____________________________
- ISO-Werkzeuge mitMAPAL TangentialtechnologieUNTER SPAN: Helixfräsen____________________________
– VHM-SchaftfräserprogrammUNTER SPAN: Router für die Mikro-bearbeitung I Hochleistungsfräser für faserverstärkte Werkstoffe____________________________
– Hartbearbeitung für wirtschaft-liches Bearbeiten mit PCBNUNTER SPAN: PCBN-Rundplattemit neuer Indexierung
– PKD-Werkzeuge, prozesssicherin Vor- und Fertigbearbeitung____________________________
– Werkzeuge für die Bearbeitungvon CFK / GFKUNTER SPAN: CFK-Bohren____________________________
– MAPAL TOOLTRONIC® – Neues lineares Aussteuerwerkzeug für mehr HubUNTER SPAN: Pleuelbearbeitungmit TOOLTRONIC®
____________________________– Komplettbearbeitung mit MAPAL am
Beispiel Turbolader____________________________– Neues HPH Spannfutter für höchste
Drehmomentübertragung____________________________– UNISET-V Vision. neues Einstellgerät für
einfache, schnelle und komfortable BedienungLIVEDEMONSTRATION____________________________
– MAPAL Toolbase WerkzeugausgabesystemeLIVEDEMONSTRATION____________________________
– RayDesk®, die kompakte Präzisionslösungzum individuellen Beschriften und GravierenLIVEDEMONSTRATION
MAPAL Impulse | Seite 5
Messestand auf der EMO in Mailand.
EMO in MailandEMOPlus in Aalen
Viele begeisterte Kunden
bei der EMOPlus in Aalen live dabei
Interessierte Zuhörer bei den Vorträgen – intensive Fach-gespräche – Live-Demonstrationen – die Kunden warenrundum zufrieden.
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 5
Seite 6 | MAPAL Impulse
Das jüngste Mitglied der MAPAL Gruppe
LASERPLUSS – der Name ist Programm
Die LASERPLUSS AG in Kirschweilerbei Idar-Oberstein hat sich auf die Her-stellung von Laseranlagen für Präzisi-onsanwendungen beim Beschriftenund Gravieren sämtlicher Materialien,Schweißen von Kunststoffen undSchneiden von Metallen und Hartstof-fen spezialisiert. Das 1997 gegründeteUnternehmen mit Dipl. Ing. WernerSchulz an der Spitze hat jetzt mit derMAPAL Gruppe einen starken Partner.Denn auch bei MAPAL sind Innovationund Präzision wichtige unternehmeri-sche Leitsätze und bilden so Grund-steine für eine erfolgreiche Zusammen-arbeit und Weiterentwicklung derLASERPLUSS AG.
Der Laser zur MaterialbearbeitungLaserbearbeitung bedeutet bearbeitenmit Licht. Trifft Licht auf ein Material,wird die Lichtenergie absorbiert. DieReaktion des Materials kann von ein-facher Erwärmung über das Schmelzenbis zum Verdampfen oder zum Aufbre-chen der atomaren Verbindungen füh-ren. Gute Ergebnisse bei der Laserbe-arbeitung setzen voraus, dass das La-serlicht zeitlich, räumlich und energe-tisch gezielt und auf das jeweiligeMaterial angepasst gesteuert wird. Die Mitarbeiter der LASERPLUSS AGbeherrschen Auswahl und Optimierungder verschiedenen Laserquellen für denoptimalen Einsatz. Besonderes Know-how fließt bei der Konfiguration derLaserquelle im Hinblick auf die ge-plante Anwendung ein. In den Anla-gen von LASERPLUSS kommt stets diemodernste Lasertechnik zum Einsatz.Die Produktpalette besteht aus dreiBaureihen. Der RayMarker® und seinkleiner Bruder der RayDesk® sind opti-miert für das Beschriften und Gravie-
ren. Der RayCutter® ist die Basis fürdie Präzisionsbearbeitung bis im µ-Be-reich. Bei der Baureihe RayMarker®
zum Beschriften, Gravieren oderSchweißen werden immer häufiger diemodernen, energieeffizienten Faserla-ser eingesetzt. Die Steuerbarkeit undGenauigkeit dieser Laser ist aber auchhier für das Erzielen optimaler Ergeb-nisse entscheidend. Dagegen kommenbei der Baureihe RayCutter® zur Präzi-sionsbearbeitung Festkörperlaser zumEinsatz, die auf absolute Präzision ge-trimmt sind.
Perfekt geschnitten mitdem RayCutter®
Anwendungen mit sehr hohem An-spruch an die Genauigkeit sind oft beiBauteilen für die Mikrotechnik zu fin-den. So werden zum Beispiel mit demRayCutter® Komponenten für Mikroro-boter gebaut, die unter dem MikroskopNanoröhrchen greifen und positionie-ren können. Kleinste Motoren und Ge-triebe sowie winzige Greifer benötigtdieser Roboter. Miniaturzahnräder oderMikrogreiferzangen aus keramischenWerkstoffen werden mit dem RayCut-ter® bearbeitet.
Höchste dynamische Genauigkeitbeim RayCutter®
Neben der gebündelten Energie sindGeschwindigkeit und Präzision weitereAttribute des Lasers. Durch eine exaktezeit- und ortssynchrone Steuerungsowie einen besonders optimierten me-chanischen Aufbau erreicht der Ray-Cutter® neue Dimensionen in der Laser-präzisionsbearbeitung. Da auf den La-serstrahl keine mechanischen Kräfte
wirken wie auf eine Schneide bei dermechanischen Zerspanung, unterschei-det sich der Grundaufbau der Schneid-anlage von LASERPLUSS grund-sätzlich von dem einer Zerspanungs-maschine. Um immer schnell und prä-zise positionieren zu können, sind sehrschnelle und leichte Achsen an einemstabilen Portal aus Granit angebracht. So kann der RayCutter® als Gesamtsy-stem Bearbeitungs- und Formgenauig-keit unter der 2 µm-Grenze erreichen.Entsprechende Messtechnik sichertdabei die Reproduzierbarkeit und ei-gene Software erlaubt schnelle Pro-grammierung und hohe Flexibilität.
Ein großes, in Zukunft wichtiges An-wendungsgebiet ist das Herstellen vonSchneidkanten an Werkzeugen zurspanabhebenden Bearbeitung, wieWendeschneidplatten oder Fräser.Dabei werden immer häufiger ultraharte Schneidstoffe, wie CVD-Diamanteingesetzt, die mit herkömmlichen Me-thoden nicht mehr bearbeitet werdenkönnen. Der Laser hat auf diesem Ge-biet klare Vorteile. Kräftefrei und be-rührungslos werden dieWerkzeuge ohne mess-bare thermische Schädi-gung „in Form“ gebracht.Ein großes Plus für dieAnwender. DerRayCutter® bietet in derTat ideale Bedingungen.Die Anwendungen rei-chen vom Trennen überEndbearbeiten der Au-ßenkontur bis zum La-sern von 3D Strukturen,die für den Spanablaufund tribologische Effektewichtig sind.
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 6

MAPAL Impulse | Seite 7
Perfekt markiert mitdem RayMarker®
Der RayMarker® und der kompakteRayDesk® kommen überall dort zumEinsatz, wo präzise, sauber und haltbarbeschriftet oder Gravuren angebrachtwerden müssen. Die besonderen Vor-teile der Laserbeschriftung liegen inder schnellen, berührungslosen, ver-schleißfreien Bearbeitung und demEinsparen von Zusatzstoffen. Mit Be-schriftungsgeschwindigkeiten von biszu 5.000 mm zählt der RayMarker® zurSpitzenklasse. Eine leicht verständli-che, graphische Benutzeroberfläche derSoftware und die Möglichkeit der ein-fachen Datenübernahme aus allengängigen Zeichnungs- und Computer-programmen machen das Arbeiten mitdem RayMarker® und RayDesk® so ein-fach wie bei einem Drucker. Die guteZugänglichkeit im Arbeitsbereich er-möglicht viele Erweiterungen zumHandling der Werkstücke. Einrichtun-gen vom NC-gesteuerten Rundschalt-tisch zum gleichzeitigen Beladen
während des Beschriftungsvorgangsüber Palettiersysteme und Transport-einheiten bis hin zur Roboterbeladung,erlauben die Integration in vollauto-matisierte Fertigungslinien. So indivi-duell wie der Fertigungsablauf ausge-legt wird, ist auch das Engineering desBeschriftungssystems selbst. Anwen-dungen aus den verschiedensten Indu-striebereichen werden von den bisheute über 100 gefertigten RayMar-kern® zuverlässig erledigt. Das Be-schriften und Gravieren von hoch-wertigen Materialien im Schmuckbe-reich, das Markieren von besonderenOberflächen bei Glas, Porzellan, Kunst-stoffen oder Metallen, oft auf frei ge-
formten Flächen, sind häufige Aufga-benstellungen. Bei einem Beispiel ausder Medizintechnik wird neben der ex-akten Beschriftung der RayMarker® füreine Kunststoff-Schweißeinrichtungverwendet. Das Bauteil ist ein neu ent-wickeltes Blutdiagnosesystem, das auszwei chipkartengroßen Kunststoff-platten besteht, die miteinanderverschweißt werden müssen. DieSchweißnaht liegt entlang der mean-derförmig verlaufenden Bahnen, die inder oberen Platte eingebracht sind.
Kundennutzen:
– Schnelles, berührungsloses und verschleißfreies Arbeiten
– Individueller Fertigungsablauf möglich
– Einsparen von Zusatzstoffen
links: Werner Schulz demonstriertdie µm-Genauigkeit des RayCutters®.
rechts: RayDesk® – die kompaktePräzisionslösung zum individuellenBeschriften und Gravieren.
Abbildungen links:CVD Schneidkante nach demSchleifen …
... und nach dem Präzisionsla-sern auf dem RayCutter®
rechts: RayCutter® und Ray-Marker®, optimal konfiguriertfür das jeweilige Anwen-dungsfeld. Ihre Ansprechpartner für Laseranlagen:
Werner Schulz | [email protected] Marc Heinemann | [email protected]
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 7

Seite 8 | MAPAL Impulse
MAPAL HPR300 sorgt für Prozessverbesserungen
bei der Bearbeitung von Achsschenkeln
Reduzierte Kosten durch innovative Wiederaufbereitung
Mit Innovationen Zeit und Kosten spa-ren – das hat MAPAL beispielsweisemit den HPR300-Reibahlen für großeBohrungen umgesetzt. Kessler + Co,Hersteller von schweren Planetenach-sen, Verteilergetrieben und Radantrie-ben, konnte damit gegenüber derbisherigen Fertigungslösung deutlicheProzessverbesserungen erzielen undKosten senken. Kessler + Co. produziertjährlich rund 45.000 schwere Plane-tenachsen und Getriebe, die beiSchwerlastfahrzeugen zum Einsatzkommen. Die Lagerbohrungen fürNadel- oder Gleitlager der Achsschen-kel liegen im Durchmesser bei 72 mmmit Passungen von IT6 - 7, wobei beiKessler darauf geachtet wird, durch einBaukastensystem die Vielfalt derDurchmesser möglichst gering zu hal-ten.
Auf der Suche nach Prozessver-besserungenZu Beginn wurden die Bohrungen miteinem einschneidigen Ausspindelwerk-zeug bearbeitet, jedoch mit höchst un-befriedigenden Ergebnissen. Bei einemWechsel der Schneide musste übereinen Messschnitt das Werkzeug einge-stellt werden und brachte nur geringeStandzeit, wobei selbst über diesenkurzen Zeitraum keine Prozesssicher-heit gegeben war. An mannloseSchichten ohne Nacharbeit war aufden neun Maschinen des Fertigungsbe-reiches deshalb nicht zu denken. DieVerantwortlichen bei Kessler suchtennach neuen Werkzeugen, um den Pro-zess zu verbessern, Kosten zu sparenund dabei die Prozesssicherheit zu er-höhen – mit minimalem Aufwand fürden Maschinenbediener. In partner-
schaftlicher Zusammenarbeit zwischenKessler +Co. und MAPAL wurde mitder Reibahlenbaureihe HPR300 eineLösung gefunden, die allen Anforde-rungen gerecht wird.
Plug & Play mit mehrschneidigenReibahlenDie HPR-Familie wurde speziell für dierationelle Bearbeitung von Präzisions-bohrungen entwickelt. Sie erreichtnicht nur die geforderte Genauigkeit,sondern erfüllt auch den immer häufi-ger geäußerten Wunsch nach Plug &Play – sprich, der Anwender soll kei-nerlei Einstellaufwand haben. DieHPR-Reibahlen sind exakt auf das ge-wünschte Toleranzmaß geschliffen undohne Einstellaufwand in der Maschineeinsetzbar. Bei Verschleiß werden sieeinfach über Präzisionsschnittstellenausgewechselt. Eine Neuentwicklungin dieser HPR-Familie – die letztend-lich bei Kessler + Co. zum Zuge kam –ist die HPR300-Reibahle für Durch-messer im Bereich 40 – 300 mm. IhreBesonderheit: Die Schneiden werdennicht wie üblich eingelötet, sondern alsRohling im Werkzeugkörper geklemmt.Das hat vor allem Vorteile bei der Wie-deraufbereitung verschlissener Werk-zeuge. Sie wird erheblich einfacher,schneller und kostengünstiger. Bei Kessler + Co. hat sich die HPR300-Reibahle in ausführlichen Vergleich-tests gegenüber anderen Anbieterndurchgesetzt. Entscheidend warendabei die Qualität der Bohrung, dieStandzeit des Werkzeugs und die Pro-zesssicherheit. Die HPR300 konnte sich durch die besten Standzeiten beigleichzeitig höheren Schnittgeschwin-digkeiten durchsetzen. Außerdem
konnten durch die neuen Werkzeugedie Kosten pro Bohrung deutlich ge-senkt werden. Im Gesamtprozess wer-den durch die längeren Standzeitenund die Prozesssicherheit mannarmeSchichten mit Palettenwechsel-Syste-men ermöglicht. Letztendlich konnte auch die Umlauf-menge der Werkzeuge reduziert wer-den, da die neuen HPR300-Reibahlenin kurzer Zeit von MAPAL wiederauf-bereitet werden.
Erfolgreiche ErgebnisseSchon bei den ersten Versuchen beieiner Bohrung ø72H7 in einem Achs-schenkel konnte die HPR300-Reibahlemit den besten Mitbewerbern gleich-ziehen. Gemeinsam mit den Zerspa-nungsspezialisten von MAPAL wurdedann der Schneidstoff und die Schnei-dengeometrie so weit optimiert, dassdie Standzeit von 240 auf 750 Bohrun-gen anstieg. Die Schnittwerte liegen bei vc = 90m/min und vf = 800 mm/min undbringen verkürzte Bearbeitungszeiten.Die lange Standzeit ohne jeden Einstell-aufwand hat auch den Maschinenbe-diener erheblich entlastet. Die hoheProzesssicherheit ermöglicht zusätzlichmannarme Schichten ohne Nacharbeit.
Längere Lebensdauer und redu-zierte AufbereitungskostenIst das Standzeitende erreicht, gehendie Werkzeuge zurück zu MAPAL zumWiederaufbereitungsservice. Hiermacht sich die zweite Prozessverbesse-rung der HPR300-Reibahle bemerkbar.Denn die verschlissenen Schneidenkönnen sehr leicht und schnell durchneue Schneidenrohlinge ersetzt und
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 8

wieder in der ursprünglichen Qualitätgeschliffen werden. Ein entscheidenderVorteil liegt darin, dass der Werkzeug-körper und insbesondere der Spann-schaft seine ursprüngliche, hohe Ge-nauigkeit beibehält. Beim Austauschder Schneidkörper unterliegt der Werk-zeugkörper keinerlei thermischer Be-lastung und aufwändige Reinigungs-prozesse sind nicht mehr notwendig.Durchschnittlich können gelöteteWerkzeuge drei bis vier Mal wieder-aufbereitet werden, während sich dieneuen HPR300 Reibahlen mindestensfünfzehn Mal neu bestücken lassen.Gegenüber gelöteten Mehrschneiden-Reibahlen ist zwar die Grundinvesti-tion ins HPR300 Werkzeug etwashöher. Sie amortisiert sich jedochdurch die längere Lebensdauer desWerkzeuggrundkörpers schon nachden ersten Aufbereitungszyklen.Über die gesamte Lebensdauer einesWerkzeugs gerechnet, kann der Anwender auf diese Weise deutlichKosten sparen.
MAPAL Impulse | Seite 9
Kundennutzen:
– Enorm verbesserte Standzeiten von 12 auf 840 Bohrungen
– Plug and Produce – Einfachstes Werkzeughandling ohne Justieren
– Erhöhte Prozesssicherheit ermöglicht mannlose Schichten
v.l.n.r.: Michael Neumann (MAPAL Produktmanager),Klaus Weiss (Vorarbeiter Kessler & Co.), Hubert Fuchs(Meister Kessler & Co.) sowie Marc Wagner (MAPALAußendienst).
MAPAL HPR300–Reibahle mit geklemmtenSchneiden für kostengünstige Wiederaufbereitung.
Pro Aufspannung werden6 Bohrungen mit HPR300-Reibahlen rationell bearbeitet.
Ihr Ansprechpartner für HPR300-Reibahlen:
Michael Neumann | [email protected]
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:27 Uhr Seite 9

Seite 10 | MAPAL Impulse
Von der Bearbeitung der Rohrenden verschiedener Staberder
und Fangstangen bei der Firma OBO in Menden mit Plandreh-
köpfen von MAPAL
Das Bearbeiten von Rohrenden
Mit 30.000 Produkten hat sich dieFirma OBO BETTERMANN GmbH &Co. vom metallverarbeitenden Betriebzu einem Komplettanbieter zukunfts-weisender Gebäudeinstallationstechnikentwickelt. Das 1911 gegründete Unter-nehmen mit über 30 Gesellschaftenund internationalen Produktionsstät-ten, sowie 2.000 Mitarbeitern sorgt aufder ganzen Welt dafür, dass ProdukteStrom leiten, Daten führen und Energiekontrollieren.
Endenbearbeitung mit MAPALWerkzeugenZur Produktpalette der Firma OBO ge-hören unter anderem Erdungsanlagen.Eine gute Erdungsanlage bildet dieGrundlage eines guten Blitzschutzsy-stems. Der durch die Fang- und Ableit-einrichtung sicher geführte Blitzstromwird in die Erde eingeleitet. Zusätzli-che Aufgaben bestehen im Potenzial-ausgleich zwischen den Ableitungenund der Potenzialsteuerung in begeh-baren Bereichen. Verschiedene Erderstellen die einfachste Lösung beimNachrüsten einer Blitzschutzanlage darund werden hauptsächlich senkrechtund tief in den Boden reichend einge-baut.
Bei der Herstellung der Staberder, dieTeil der Erdungsanlagen sind, müssenbeide Enden bearbeitet werden. ZurEndenbearbeitung setzt OBO eine fle-xible Endenbearbeitungsanlage derFirma SEMA ein. Der Maschinenher-steller SEMA Maschinenbau hat gleichmehrere Standardmaschinen im Be-reich Endenbearbeitung und Rundtakt-anlage entwickelt und erfolgreich amMarkt eingeführt.
Die eingesetzte Anlage zur Endenbear-beitung ist ausgestattet mit einem Re-volver mit sechs Werkzeugplätzen aufeiner 3-Achseinheit. Der Revolver istmit MAPAL Werkzeugen bestückt, umdie Rohrenden der Erder je nach An-forderungen zu Schälen, Planen, Sen-ken, Zirkulieren oder zu Fasen. Dabeireicht die Werkzeugpalette vom Dreh-werkzeug mit ISO-Wendeplatten, Voll-hartmetall-Bohrer und Fräser bis hinzum Vollhartmetall-Spiralsenker. Zusätzlich besitzt die Anlage nochzwei Plandreheinheiten mit zwei Plan-drehköpfen von MAPAL auf einerZwei-Achseinheit. Die Plandrehköpfemit Doppelschieber und Rändel-Funk-tion, werden zum Bearbeiten verschie-dener Außenkonturen bei Staberderund Fangstangen eingesetzt.
Große Variantenvielfalt auf einerBearbeitungsanlageAuf der Endenbearbeitungsanlage wer-den zwölf verschiedene Staberder undFangstangen bearbeitet. Dabei unter-scheiden sich die Produkte in vielenMerkmalen erheblich voneinander. Sovariiert der Durchmesser zum Beispielzwischen 16 mm und 20 mm. Darüberhinaus werden auch unter anderemunterschiedliche Materialien, wieST50-2, AlMgSi0,5 und AlMgSiF27zerspant. Der wesentliche Unterschiedliegt aber in den verschiedenen For-men der Außenkonturen. Diese reichenvon einer Kugelform bis hin zu einerZapfenspitzenform. Zusätzlich ist esauch möglich, über eine zentrale Auf-nahme einen Standardbohrer odereinen Gewindebohrer am Plandrehkopfaufzunehmen. Durch den Einsatz derPlandrehköpfe ist es somit möglich,
eine große Anzahl an unterschiedli-chen Formen auf einer Maschine zubearbeiten. Die große Flexibilität durchdie MAPAL Plandrehköpfe steht dabeiim Fokus.
Komplettbearbeitung einesStaberders aus St50-2Zu Beginn der Endenbearbeitung wirdeine Bohrung mit Hilfe des MEGA-Drill-Steel von MAPAL mit Durchmes-ser 12,3 mm in den Staberder ausSt50-2 gebohrt. Das Bearbeiten erfolgtmit Innenkühlung, einer Drehzahl vonn = 3.000 min-1 und einem Vorschubvon f = 0,25 mm. Anschließend bear-beitet ein MAPAL Drehwerkzeug mitvier Schneiden das Ende des Staber-ders (siehe Abb. 1). Eine Wendeschneidplatte aus Cermetschält die Außenseite des Erders. ZweiWendeschneidplatten aus Hartmetallmit 45° Einbaulage bearbeiten zweiFasen des Rohrendes und die vierteSchneidplatte übernimmt das Plandre-hen. Das Schälen erfolgt dabei mit
Endenbearbeitung mit MAPAL Drehwerkzeug
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:28 Uhr Seite 10

MAPAL Impulse | Seite 11
einer Drehzahl von n = 2.600 min-1
und einem Vorschub von f = 0,3 mm.Mit einer niedrigeren Drehzahl von1.100 min-1 und einem geringeren Vor-schub von f = 0,1 mm erfolgt dann dasFasen und das Plandrehen.
Ein Kugelkopf-Fräser aus Vollhartme-tall mit Durchmesser 11,8 mm wirdzum Zirkulieren eines Radius von 6mm in der vorgebohrten Bohrung ein-gesetzt. Das Zirkulieren erfolgt beieiner Drehzahl von 2.000 min-1 undeinem Vorschub von f = 0,08 mm.Das andere Ende, die Zapfenspitze(siehe Abb. 2) wird mit Hilfe der zweiPlandrehköpfe gefertigt. Die Konturder Zapfenspitze wird im ersten Ar-beitsschritt vorgedreht, anschließendwird die Längsfläche bearbeitet und imletzten Arbeitschritt des ersten Plan-drehkopfes wird die Kontur fertig ge-dreht. Folgend die Schnittwerte:
Zapfenspitze vordrehen:vf = 120 m/minf = 0,2 mm
Längsfläche Zapfen:vf = 75 bis 100 m/minf = 0,17 bis 0,2 mm
Zapfenspitzen fertig drehen:vf = 35 m/minf = 0,08 mm
Anschließend übernimmtder zweite Plandrehkopf dasRändeln mit achsparallelenRiefen am Staberder. DasRändeln erfolgt mit einerVorschubgeschwindigkeitvon vf = 35 m/min undeinem Vorschub vonf = 0,4 mm.OBO entschied sich auf-grund der hohen Flexibilitätfür den Einsatz von Plan-drehköpfen von MAPAL.Dadurch kann der Kunde,verschiedene Formen anRohrenden auf ein und der-selben Anlage herstellen.Das spart Investitionskostenfür neue Maschinen.
Kundennutzen:
– Komplettbearbeitung auf einer Endenbearbeitungsanlage
– Versch. Durchmesser, Konturen und Gesamtlängen bearbeitbar
– Große Teilevielfalt abgedeckt
MAPAL Plandrehköpfe
MAPAL Plandrehkopf mit Rändelfunktion.
Abb. 1: Kontur der Endenbearbeitung mit Drehwerk-zeug auf Revolver.
Abb. 2: Außenkontur der Zapfenspitzedes Staberders.
Mögliche Formen und Konturen, die mitden zwei MAPAL Plandrehköpfen bear-beitet werden können.
Endenbearbeitungsanlage vonSEMA.
v.l.n.r.: Christof Gawron (Vorar-beiter Dreherei OBO), TorstenSchönhaus (BereichsleitungMETALL OBO), Johann Knauer(Technischer Berater MAPAL),Stefan Prumbaum (LeitungDrahtverarbeitung OBO) undAndreas Seydl (Vertrieb SEMAMaschinenbau).
Ihr Ansprechpartner für Aussteuerwerkzeuge:
Dietmar Rettenmaier | [email protected]
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:28 Uhr Seite 11
Seite 12 | MAPAL Impulse
Beste Koaxialität auch bei Zwei-Seiten-Bearbeitung
Gekoppelte Führungsleistenwerkzeuge – absolute Präzision in Getriebegehäusen
Bei neuen Entwicklungen im Fahr-zeug- und Automobilbau, die geprägtsind von den übergeordneten Zielset-zungen der Schonung von Ressourcen,reduzierten CO2-Emissionen und letzt-endlich einer erhöhten Energieeffi-zienz, kommt dem Getriebe eine zen-trale Rolle im Antriebsstrang zu. DasGetriebe muss optimal auf die Leistungund das Drehmoment des Motors ab-gestimmt sein, um Fahrdynamik undKomfort zu gewährleisten und denVerbrauch zu reduzieren durch hoheGesamtwirkungsgrade. Die Leistungs-fähigkeit und Qualität von komplexenGetrieben hängt vom exakten Zusam-menwirken der Komponenten ab, diesehr präzise gefertigt werden müssen.Das Getriebegehäuse bildet dabei sozu-sagen die Basiskomponente, in der dieverschiedenen Bauteile aufgenommenund gelagert werden. Die Durchmesserder Lagersitze müssen innerhalb engerToleranzen gefertigt werden und auchdie Lagetoleranzen, wie Positionsge-nauigkeit und die Koaxialität derAchsen zueinander, müssen genaustimmen. Diese Anforderungen wer-den unabhängig von der Bauteilgeo-metrie des Gehäuses und der damitverbundenen Bearbeitungsfolge, mit
MAPAL Führungsleistenwerkzeugenoptimal erfüllt.
Die MAPAL Führungsleistentechnolo-gie ist prädestiniert für die Feinbear-beitung von hochgenauen Bohrungen,wie beispielsweise in Getriebegehäu-sen. Durch die Abstützung des Werk-zeuges in der Bohrung über die Leis-ten werden, wie mit kaum einem ande-ren Werkzeugsystem prozesssicher Ge-nauigkeiten im Durchmesser, derRundheit und der Zylinderform er-reicht. Darüber hinaus stellen auchhöchste Anforderungen bezüglich derKoaxialität bei gestuften Bohrungenkein Problem dar, sondern sind eineder Paradedisziplinen für MAPAL Füh-rungsleistenwerkzeuge.
Selbst wenn das Bearbeiten der Lager-bohrungen bedingt durch die Bauformdes Getriebegehäuses von zwei Seitenerfolgen muss, bietet MAPAL Lösun-gen, mit denen höchste Qualitäten ga-rantiert werden können. Die Besonder-heit an diesen Sonderwerkzeugen ist,dass zwei Stufenwerkzeuge jeweils vonden gegenüberliegenden Seiten in dasGetriebegehäuse eingefahren und übereinen zentralen Führungszapfen mit-einander gekoppelt werden. Der Füh-
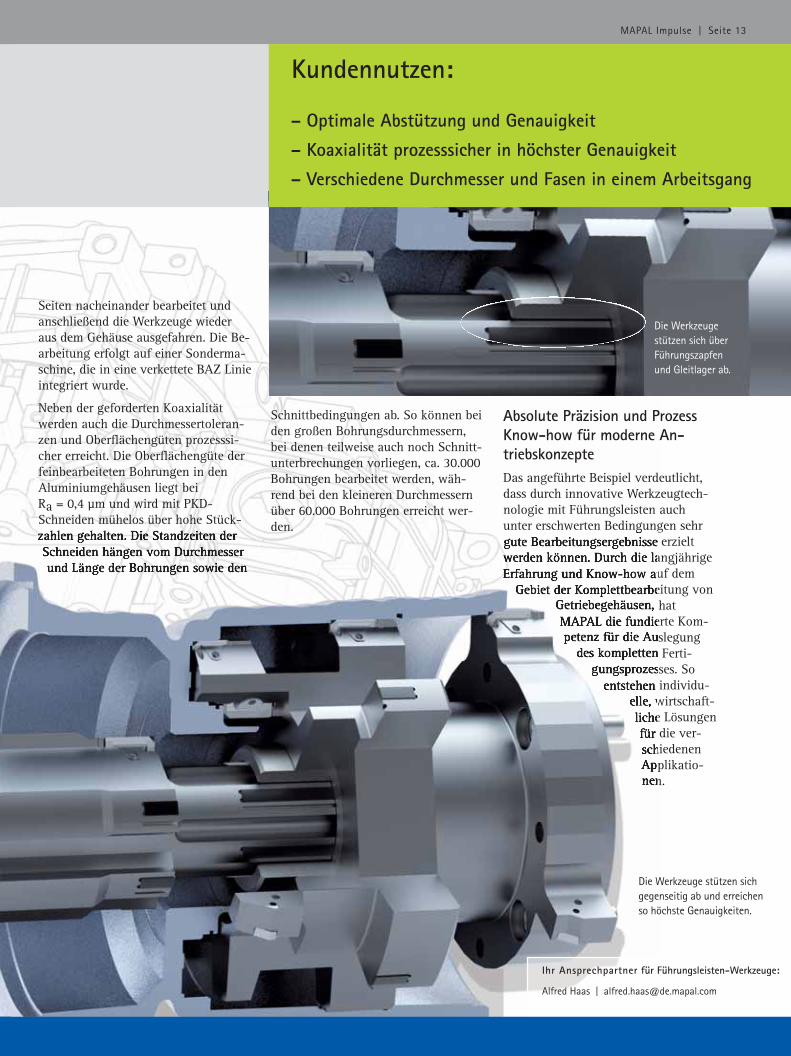
rungszapfen ist ebenfalls mit hochge-nau geschliffenen Führungsleisten be-stückt und greift in ein Gleitlager amzweiten Werkzeugteil ein. So ver-schmelzen die Werkzeuge quasi zueiner Einheit und die Achsen der bear-beiteten Bohrungen liegen exakt ko-axial. Die gegenseitige Abstützung derWerkzeuge eliminiert Ungenauigkeitender beiden Seiten zueinander, die sonstdurch schwankende Aufmaße oder Po-sitionsfehler aus der Vorrichtung undAufspannung in das Bearbeitungser-gebnis einfließen würden.
In einem Beispiel für diese Technologiewerden verschiedene Durchmesser imBereich von ø 74-180 mm mit zweigekoppelten Feinbearbeitungswerkzeu-gen bearbeitet. Die geforderte Koaxia-lität liegt je nach Durchmesser bei biszu 20 µm. Zunächst werden die ge-gensinnig laufendenWerkzeuge in dasGetriebegehäuseeingefahren undgekoppelt. Dannwerden die ge-stuftenBohrungenund Fasender beiden
1. Seite 2. SeiteGeometrie: ø74,6 ±0,01 / ø147 H7 ø89 ±0,1 / ø157 H8 / ø174 H9 / ø179 H7
2 x Fasen 2 x Fasen / 1 x Planfläche
Drehzahl: n = 1500 min-1 n = 1500 min-1
Vorschub-geschwindigkeit: vf = 300 mm/min vf = 150 mm/min
Schnittgeschwindigkeit: vc = 690 m/min vc = 840 m/min(bei größtem Durchmesser)
Schneidstoff: PKD PKD
Hauptzeit: th = 15,4 sec. th = 6,8 sec.
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:29 Uhr Seite 12
MAPAL Impulse | Seite 13
Seiten nacheinander bearbeitet undanschließend die Werkzeuge wiederaus dem Gehäuse ausgefahren. Die Be-arbeitung erfolgt auf einer Sonderma-schine, die in eine verkettete BAZ Linieintegriert wurde.
Neben der geforderten Koaxialitätwerden auch die Durchmessertoleran-zen und Oberflächengüten prozesssi-cher erreicht. Die Oberflächengüte derfeinbearbeiteten Bohrungen in denAluminiumgehäusen liegt beiRa = 0,4 µm und wird mit PKD-Schneiden mühelos über hohe Stück-zahlen gehalten. Die Standzeiten derSchneiden hängen vom Durchmesserund Länge der Bohrungen sowie den
Schnittbedingungen ab. So können beiden großen Bohrungsdurchmessern,bei denen teilweise auch noch Schnitt-unterbrechungen vorliegen, ca. 30.000Bohrungen bearbeitet werden, wäh-rend bei den kleineren Durchmessernüber 60.000 Bohrungen erreicht wer-den.
Absolute Präzision und ProzessKnow-how für moderne An-triebskonzepteDas angeführte Beispiel verdeutlicht,dass durch innovative Werkzeugtech-nologie mit Führungsleisten auchunter erschwerten Bedingungen sehrgute Bearbeitungsergebnisse erzieltwerden können. Durch die langjährigeErfahrung und Know-how auf dem
Gebiet der Komplettbearbeitung vonGetriebegehäusen, hatMAPAL die fundierte Kom-petenz für die Auslegung
des kompletten Ferti-gungsprozesses. So
entstehen individu-elle, wirtschaft-liche Lösungenfür die ver-schiedenenApplikatio-nen.
Kundennutzen:
– Optimale Abstützung und Genauigkeit
– Koaxialität prozesssicher in höchster Genauigkeit
– Verschiedene Durchmesser und Fasen in einem Arbeitsgang
Die Werkzeuge stützen sichgegenseitig ab und erreichenso höchste Genauigkeiten.
Ihr Ansprechpartner für Führungsleisten-Werkzeuge:
Alfred Haas | [email protected]
Die Werkzeugestützen sich überFührungszapfenund Gleitlager ab.
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:31 Uhr Seite 13
Seite 14 | MAPAL Impulse
Vorbearbeitung von Zylinderbohrungen in Verdichtergehäusen
mit modularen MAPAL Tangential-Schrupp-Werkzeugen.
MAPAL TSW-Werkzeuge senken die Prozesskosten
Fortschrittliche Technik rund um denVerdichter – unter diesem Motto ent-wickelt die Firma Bock innovativetechnische Lösungen, die in punktoEnergieeffizienz, Betriebssicherheit undZuverlässigkeit für den Verdichter unddie gesamte Kälteanlage Maßstäbe set-zen. Die Bock Kältemaschinen GmbHmit Firmensitz in Frickenhausen ist einmittelständisches Familienunterneh-men, das weltweit über 330 Mitarbeiterbeschäftigt.
Das Produktprogramm umfasst Kom-pressoren und Aggregate für die statio-näre und mobile Kühlung und Klima-tisierung im gewerblichen und indu-striellen Umfeld. Im Einsatz findet manBock-Erzeugnisse in allen Bereichender Kühlung wie z. B. in Supermärk-ten, Kühllagern, in der chemischen In-dustrie aber auch in mobilen Anwen-dungen wie der Klimatisierung vonOmnibussen, Zügen und Schiffen.Jährlich verlassen mehr als 50.000produzierte Einheiten die Werkshallenin Frickenhausen.
Die ständige Weiterentwicklung derProduktpalette sowie die kontinuierli-che Optimierung der Fertigungspro-zesse sind ein wichtiger Bestandteil fürden Unternehmenserfolg bei Bock. Sosteht beispielsweise die Prozessopti-mierung der mechanischen Fertigungfür die gegossenen Kompressorenge-häuse ständig im Blickpunkt. Insbe-sondere für das aufwändige Vorbear-beiten der Zylinderbohrungen warendie Verantwortlichen bei Bock auf derSuche nach einer Bearbeitungsalterna-tive. Die vorgegossenen Bohrungen inGG25 sollten einfacher und wirtschaft-licher bearbeitet werden.
Die enge Zusammenarbeit mit dem zu-ständigen MAPAL Außendienst sowiedie große Erfahrung von MAPAL imBereich der ISO-Aufbohrwerkzeuge mitTangentialtechnologie führte bei FirmaBock zum Umrüsten des bestehendenWerkzeugkonzepts auf zwei Heller Be-arbeitungszentren.
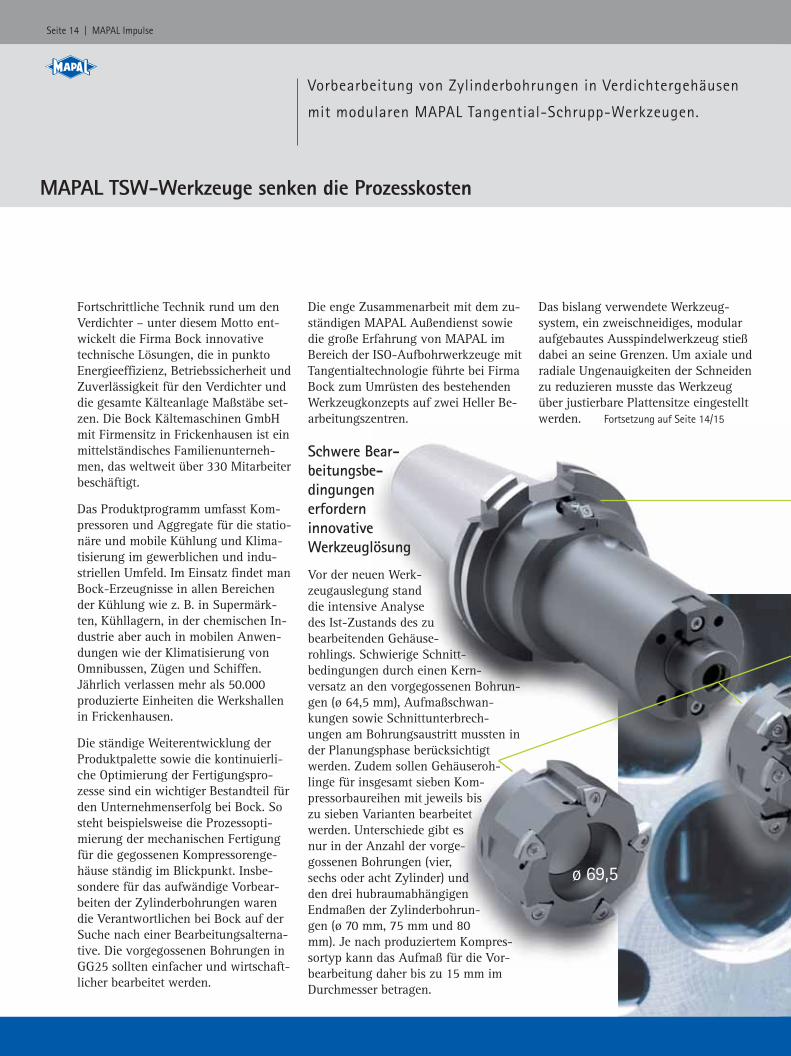
Schwere Bear-beitungsbe-dingungenerforderninnovativeWerkzeuglösung
Vor der neuen Werk-zeugauslegung standdie intensive Analysedes Ist-Zustands des zubearbeitenden Gehäuse-rohlings. Schwierige Schnitt-bedingungen durch einen Kern-versatz an den vorgegossenen Bohrun-gen (ø 64,5 mm), Aufmaßschwan-kungen sowie Schnittunterbrech-ungen am Bohrungsaustritt mussten inder Planungsphase berücksichtigtwerden. Zudem sollen Gehäuseroh-linge für insgesamt sieben Kom-pressorbaureihen mit jeweils biszu sieben Varianten bearbeitetwerden. Unterschiede gibt esnur in der Anzahl der vorge-gossenen Bohrungen (vier,sechs oder acht Zylinder) undden drei hubraumabhängigenEndmaßen der Zylinderbohrun-gen (ø 70 mm, 75 mm und 80mm). Je nach produziertem Kompres-sortyp kann das Aufmaß für die Vor-bearbeitung daher bis zu 15 mm imDurchmesser betragen.
Das bislang verwendete Werkzeug-system, ein zweischneidiges, modularaufgebautes Ausspindelwerkzeug stießdabei an seine Grenzen. Um axiale undradiale Ungenauigkeiten der Schneidenzu reduzieren musste das Werkzeugüber justierbare Plattensitze eingestelltwerden. Fortsetzung auf Seite 14/15
ø 69,5
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:31 Uhr Seite 14

MAPAL Impulse | Seite 15
Kundennutzen:
– Flexibles Werkzeugkonzept reduziert Bearbeitungszeit
und senkt Prozesskosten
– Einfaches Werkzeughandling erhöht Prozesssicherheit
Gussrohlinge aus GG25 bereitfür die mechanische Fertigung.
Das MAPAL TSW-Werkzeug in modularer Bau-weise ermöglicht die Bearbeitung von drei un-terschiedlichen Durchmessern mit zusätzlicherFase.
ø 69,5 ø 74,5 ø 79,5
ø 79,5
ø 74,5
Ihr Ansprechpartner für ISO-Werkzeuge:
Peter Holzbrecher | [email protected]
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:31 Uhr Seite 15

Seite 16 | MAPAL Impulse
MAPAL TSW-Werkzeuge senken die Prozesskosten
Trotz dieses erhöhten Handlingauf-wands kam es nicht selten zu vorzeiti-gem Standzeitende durch Platten-brüche aufgrund von Schwingungendurch schwankende Zugaben. Zeitrau-bende Nacharbeiten und Produktions-unterbrechungen waren die Folgen.Wegen zu hoher Aufmaße musste dieVorbearbeitung der ø 74,5 mm und ø79,5 mm auf jeweils zwei Werkzeugeaufgeteilt werden.
Flexibilität und Leistungsfähig-keit der MAPAL TSW-Werkzeugeüberzeugen
Durch das Umstellen des Fertigungs-prozesses auf MAPAL Tangential-Schruppwerkzeuge konnte die Vor-bearbeitung der Kompressorgehäuseeindrucksvoll optimiert werden. Diedrei unterschiedlichen Bearbeitungs-durchmesser werden nun mit nureinem modular aufgebauten Werk-zeugsystem bearbeitet. Dieses bestehtaus drei auswechselbaren, mehr-schneidigen Schruppköpfen undeinem Werkzeughalter. Hochge-naue Festplattensitze machen denEinstellvorgang überflüssig. Die po-sitive, tangentiale Einbaulage dersechs-schneidigen Wendeschneidplat-ten in Verbindung mit dem stützen-
den Bogenschliff bewirkt ein weichesund maschinenschonendes Schnittver-halten auch bei Schnittunterbrechun-gen. Eine zusätzlich benötigte 45° Faseam Bohrungseintritt wird über aus-wechselbare Kurzklemmhalter reali-siert. Zum Schruppen der ø 74,5 mmund ø 79,5 mm wurden die Werkzeug-köpfe mit Schnittaufteilung ausgeführt(4 + 4 schneidig). Das weiche Schnitt-verhalten der Werkzeuge einerseits unddie Bearbeitungszentren mit Getriebe-spindel andererseits ermöglichen einproblemloses Bearbeiten der hohenAufmaße.
Prozesskosten gesenkt,Standzeit verdoppeltAbschließend kön-nen die Beteiligtenbei Firma Bockund MAPALauf
bemerkenswerte Optimierungsergeb-nisse blicken. Bei allen Bearbeitungs-durchmessern konnte die Standzeitüber 100 % gesteigert werden. ProBohrungsdurchmesser wird nur nochein Schruppwerkzeug benötigt, einWerkzeugwechsel entfällt. Höhere Vor-schübe durch Verdopplung der Zähne-
zahl verkürzen die Bearbeitungs-zeiten. Wendeplatten-brüche gehören derVergangenheit an. Diehohe Bearbeitungsqua-lität der TSW-Werk-
zeuge bezogen auf Ober-fläche und Positionsge-
nauigkeit wirken sichbesonders positiv aufdie nachfolgende Fer-tigbearbeitung aus.Das einfache Werk-
zeughandling verkürztdie Nebenzeiten und erhöht
die Prozesssicherheit erheblich.Insgesamt konnten die Pro-
zesskosten pro Werkstück umca. 7 % gesenkt werden. Die Anschaf-fung der neuen MAPAL TSW-Werk-zeuge haben sich bei Bock bereits nacheinem halben Jahr amortisiert.
IMP4
1-D-
01-1
20-1
209-
WD
Gedr
uckt
in D
euts
chla
nd. Ä
nder
unge
n de
r tec
hnis
chen
Dat
en v
orbe
halte
n.
Fortsetzung von Seite 14/15
Sven Frank (MAPAL Gebietsverkaufsleiter), Alfred Kloos(Werkzeugeinsteller bei Bock), Bernd Gollmer (Arbeits-vorbereitung Bock), Markus Schubert (Leiter mechani-sche Fertigung).
Kundennutzen:
– Standzeit verdoppelt und
zwei Werkzeugwechsel
eingespart
Bearbeitungsdaten am Beispiel ø 79,5 mm
Wettbewerb MAPAL TSW
Benötigte Werkzeuge 2 1Zähnezahl 2 (je Werkzeug) 4 + 4Schnittgeschwindigkeit vc 400 m/min 200 m/minVorschub f 0,23 mm 1,2 mmDrehzahl n 1602 min-1 801 min-1
Aufmaß ap 3,7 mm (je Wkz.) 7,5 mmBearbeitungszeit t 16,2 s 8,12 sStandzeit (Eingriffszeit) 40 min. 100 min.
Einbaufertiger Bock-Kälte-verdichter mit 6 Zylindernvom Typ HG7.
Impulse 41_Druck endgueltig:Impulse 41d 14.12.2009 14:32 Uhr Seite 16

















