Embed Size (px)
Citation preview
Technische Universität Chemnitz Fakultät für Maschinenbau
Masterarbeit
Thema: Thermoformen von CFK-Prepregs zur Herstel-lung von crashbelasteten Strukturbauteilen im
Automobilbau
vorgelegt von: Jonas Doßmann Matr.-Nr.: 360360
geb. am: 02.04.1983 in: Berlin
Studiengang: Master Leichtbau
Betreuer: Prof. Dr.-Ing. habil. Prof. E.h. Prof. Lothar Kroll
Dipl.-Ing. Ramon Tirschmann
Dipl.-Ing. Sascha Müller
Tag der Ausgabe: 07.08.2015
Tag der Abgabe: 25.02.2016
Abgegeben am: 24.02.2016
Prof. Thomas von Unwerth Prof. Lothar Kroll
Vorsitzender des Prüfungsausschusses Betreuender Hochschullehrer

Masterarbeit II
Kurzreferat
Diese Arbeit entstand in Zusammenarbeit mit BMW, der NHTSA und anderen Part-
nern am Center for Composite Materials der University of Delaware. Der Hinter-
grund der Arbeit ist das Thermoformen einer B-Säule aus CFK mit thermoplasti-
scher Matrix. Zu Beginn werden relevante Grundlagen vorgestellt und erörtert. An-
schließend wird das Ausgangsmaterial analysiert und verschiedene Halbzeugkon-
zepte auf ihre Eignung untersucht. Hiernach werden Herstellungsstrategien für das
Halbzeug angewendet und die Resultate verglichen. Es wird überprüft, ob per Out-
Of-Autoclave-Verfahren höchste Qualität des Halbzeugs erreicht werden kann. Dar-
aufhin erfolgt das Thermoformen dieser Halbzeuge mit flachem Werkzeug zur Ver-
fahrens- und Parameterjustierung. Die thermogeformten Teile werden dann in ei-
nem vorher/nachher-Vergleich mit den eingesetzten Halbzeugen verglichen um den
Einfluss des Thermoformens zu untersuchen. Schließlich folgt das Thermoformen
durch ein Werkzeug mit Hutprofil, was eine Abstrahierung des Profils einer B-Säule
darstellt. Abschließend werden die erzielten Erkenntnisse als Grundlage weiterfüh-
render Entwicklung eingeordnet.
Masterarbeit III
Inhaltsverzeichnis
I Kurzzeichenverzeichnis ............................................................................ V
II Abbildungsverzeichnis ........................................................................... VII
III Tabellenverzeichnis ................................................................................... X
1 Einleitung und Motivation .......................................................................... 1
2 Themavorstellung ....................................................................................... 5
2.1 Begriffsdefinitionen ............................................................................... 5
2.2 Vorgehensweise ................................................................................... 6
2.3 Versuchsanlage ................................................................................... 8
3 Grundlagen ............................................................................................... 11
3.1 Out-Of-Autoclave (OOA)-Technologie ............................................... 11
3.2 Prepregtechnologie und -verarbeitung ............................................... 12
3.3 Thermoformen von Composites ......................................................... 14
3.4 Composite-Crashverhalten ................................................................ 16
3.5 Ultraschallanalyse „C-Bild“ ................................................................. 18
4 Halbzeugentwicklung ............................................................................... 20
4.1 Prepreg-Analyse ................................................................................ 20
4.1.1 Anforderungen und Auswahl ................................................... 20
4.1.2 Untersuchung und Auswertung des Prepregs ......................... 21
4.2 Unkonsolidiertes Lagenpaket als Halbzeug ....................................... 23
4.2.1 Versuchspräparation ............................................................... 23
4.2.2 Versuchsdurchführung und -auswertung ................................. 25
4.3 Herstellung und Untersuchung von Organoblechen ........................... 26
4.3.1 Präparation .............................................................................. 26
4.3.2 Angewendete Prozessprofile ................................................... 27
4.3.3 Analyse .................................................................................... 28
4.3.4 Auswertung .............................................................................. 32
5 Thermoformen mit flächigem 2D-Werkzeug ........................................... 34
5.1 Relevanz ............................................................................................ 34
5.2 Temperaturprofil des Organoblechs ................................................... 34
5.3 Vorversuche mit verschiedenen Temperaturen.................................. 37
5.4 Versuche mit Ausgleichsplättchen und verschiedenen Drücken ........ 38
5.5 Versuchsreihe mit verschmälertem Werkzeug und größerem Druck . 41
5.5.1 Werkzeuganpassung ............................................................... 41
5.5.2 Parameter und C-Bilder ........................................................... 42
Masterarbeit IV
5.5.3 Schliffbildanalyse ..................................................................... 43
5.5.4 Deutung ................................................................................... 44
5.6 Temperaturprofil mit Silikonmatten auf dem Werkzeug ...................... 45
5.7 Versuchsreihe mit Silikonmatten auf dem Werkzeug ......................... 47
5.7.1 Versuchsparameter und C-Bild-Analyse .................................. 47
5.7.2 Deutung des Verwölbungseffekts ............................................ 49
5.7.3 Auswertung von Feinschliff-Aufnahmen .................................. 50
5.8 Vergleich der OOA/Autoklav-Halbzeuge und Auswertung ................. 51
6 Thermoformen mit 3D-Werkzeug (Hutprofil) .......................................... 56
6.1 Werkzeug und Justierung .................................................................. 56
6.2 Kontaktkinematik ................................................................................ 57
6.3 Versuch mit 8-lagigem Halbzeug und 240 mil Silikonschichtdicke ..... 58
6.4 Versuch mit 10-lagigem Halbzeug und 240 mil Silikonschichtdicke ... 62
6.4.1 Makro- und Mikrostruktur ......................................................... 63
6.4.2 Dickenprofil .............................................................................. 68
6.4.3 Interpretation ........................................................................... 68
7 Diskussion ................................................................................................ 70
8 Zusammenfassung ................................................................................... 73
9 Ausblick ..................................................................................................... 75
Literaturverzeichnis ............................................................................................ 77
A Technische Informationen ..................................................................... A-1
A.1 Datenblatt Tencate Cetex 910.......................................................... A-1
A.2 Technische Daten ............................................................................ A-2
B Zusätzliche Bilder ................................................................................... B-3
C Überblick aller Versuche ........................................................................ C-7
Masterarbeit V
I Kurzzeichenverzeichnis
Abkürzungen
BMC Bulk Moulding Compound (Kurzfaserverstärkte Polymermasse)
DAQ Data Acquisition (Daten-Messsystem)
FKV Faser-Kunststoff-Verbund
GMT Glasmattenverstärkte Thermoplaste
HP-RTM High Pressure Resin Transfer Moulding
IR Infrarot
OOA Out-Of-Autoclave
PA6 Polyamid 6
RTM Resin Transfer Moulding (Harzinjektionsverfahren)
RT Raumtemperatur
SMC Sheet Moulding Compound (Platte aus langfaserverstärktem Poly-mer)
SEA Spezifische Energieaufnahme
T-RTM Thermoplastic RTM
UD Unidirektional
Masterarbeit VI
Symbole und Zeichen
A Fläche
d Dicke
E E-Modul
F Kraft
g Erdschwerefeld ( = 9,81 m/s2)
in Zoll (1 in = 25,4 mm)
L Länge
m Masse
M Masseauftrag
mil 1/1000 Zoll
N Newton
P Druck
s Länge der zerstörten Probe
t Zeit
TPresse Temperatur der Presse
TIR Temperatur der Infrarot-Heizkörper
Masterarbeit VII
II Abbildungsverzeichnis
Abbildung 1: Profilvergleich verschiedener Faserverbundkonzepte [1] S. 7 ........... 1
Abbildung 2: Vergleich der Zykluszeiten von FKV-Fertigungstechnologien in der
Automobilproduktion [5] S. 8 .............................................................. 3
Abbildung 3: Hintersitzschale des BMW i3 aus wiederverwertetem CFK [6] ........... 4
Abbildung 4: B-Säule in der Fahrgastzelle [12] ....................................................... 6
Abbildung 5: Verwendete Anlage zum Thermoformen ............................................ 9
Abbildung 6: Versuchsanlage (links), DAQ (rechts) .............................................. 10
Abbildung 7: Presse .............................................................................................. 10
Abbildung 8: Aufbau des Vakuumsacks, modifizierte Darstellung nach [14] S. 7.. 11
Abbildung 9: Foto von Lagenpaketen unter dem OOA-Vakuumsack .................... 12
Abbildung 10: Modelldarstellung von Prepregs vor und nach der Konsolidierung,
übersetzt aus [16] S. 2 ................................................................... 13
Abbildung 11: Modelldarstellung der OOA-Gasdynamik unter dem Vakuumsack 13
Abbildung 12: Foto eines durch ein Vakuumleck misslungenes Organoblech ...... 14
Abbildung 13: Ablaufdiagramm des Thermoformens [17] S. 3 .............................. 15
Abbildung 14: Überblick negativer Effekte beim Verformen von
endlosfaserverstärktem FKV [8] S. 10 ........................................... 15
Abbildung 15: Fotos progressiv belasteter Aluminium- (links) und CFK-Probe
(rechts) [27] S.5 ............................................................................. 17
Abbildung 16: Prinzip des C-Bilds [29] S.33 .......................................................... 18
Abbildung 17: C-Bild eines [0]6-Organobleches .................................................... 19
Abbildung 18: Das verwendete Prepreg Tencate Cetex 910 ................................ 20
Abbildung 19: Feinschliff eines Faserbündels aus einer entnommenen Prepreg-
Probe ............................................................................................. 21
Abbildung 20: Schliffbild des Profils einer Prepreg-Probe ..................................... 22
Abbildung 21: C-Bild einer unkonsolidierten Prepregschicht ................................. 22
Abbildung 22: Befestigen eines Temperaturfühlers auf einer Prepreg-Schicht mit
Polyimid-Klebeband ....................................................................... 24
Abbildung 23: Lage der Temperaturfühler in dem [0]6-Schichtaufbau ................... 24
Abbildung 24: Unkonsolidiertes [0]6-Lagenpaket mit befestigten Temperaturfühlern
im Halbzeug-Träger ....................................................................... 24
Abbildung 25: Temperaturverlauf beim Aufheizen eines unkonsolidierten [0]6-
Lagenpaktes .................................................................................. 25
Masterarbeit VIII
Abbildung 26: Prozessprofil Autoklav .................................................................... 27
Abbildung 27: Temperaturprofile OOA und Autoklav ............................................ 28
Abbildung 28: Im Autoklaven hergestelltes Organoblech ...................................... 28
Abbildung 29: C-Bilder einer Prepreg-Schicht sowie der Autoklaven- und OOA-
Organobleche ................................................................................ 29
Abbildung 30: Schichtspezifische Dicke des Prepregs und der Organobleche ..... 30
Abbildung 31: Feinschliff-Aufnahmen der hergestellten Organobleche ................. 31
Abbildung 32: Organoblech mit eingeschlossenen Temperaturfühlern ................. 35
Abbildung 33: Temperaturgradient eines [0]6-Organoblechs während des
Thermoform-Prozesses ................................................................. 36
Abbildung 34: Foto des thermogeformten Teils mit dem der Temperaturgradient
bestimmt wurde .............................................................................. 37
Abbildung 35: Zwei der ersten thermogeformten Organobleche (Nr. 2, 3) ............ 38
Abbildung 36: Flächiges Werkzeug, Ausgleichsplättchen in Nahaufnahme .......... 39
Abbildung 37: Prinzip der Anwendung von Abstandsplättchen; übertriebene
Darstellung ..................................................................................... 39
Abbildung 38: C-Bilder und Fotos von Nr. 4-6 vor und nach dem Thermoformen . 41
Abbildung 39: Unteres flaches Werkzeug vor (links) und nach (rechts) Abtragen
der Kanten ..................................................................................... 42
Abbildung 40: C-Bilder und Fotos von Nr. 7, 8 vor und nach dem Thermoformen 42
Abbildung 41: Probenentnahme aus Nr. 8 zur Feinschliff-Untersuchung .............. 43
Abbildung 42: Feinschliff-Aufnahmen von Nr. 8 .................................................... 43
Abbildung 43: Flaches Werkzeug mit beidseitig aufgetragener Silikonmatte ........ 45
Abbildung 44: Temperaturgradient eines [0]6-Organoblechs mit Silikonmatten auf
dem Werkzeugpaar ........................................................................ 46
Abbildung 45: Foto des mit Silikonmatte thermogeformten Teils zur Bestimmung
des Temperaturprofils, Nr. 9 .......................................................... 47
Abbildung 46: C-Bilder und Fotos von Nr. 10, 11 vor und nach dem Thermoformen
....................................................................................................... 48
Abbildung 47: Lage der entnommenen Proben von Nr. 11 ................................... 50
Abbildung 48: Feinschliff-Aufnahmen von Nr. 11 .................................................. 51
Abbildung 49: Vergleich von Organoblechen und thermogeformter Teile - C-Bilder
....................................................................................................... 52
Abbildung 50: Vergleich von Organoblechen und thermogeformter Teile –
Schliffbilder .................................................................................... 53
Masterarbeit IX
Abbildung 51: Vergleich von Organoblechen und thermogeformter Teile – Dicke 54
Abbildung 52: Mehrgliedriges Konzept einer B-Säule ........................................... 56
Abbildung 53: Werkzeug mit Hutprofil, rechts mit Silikonüberzügen ..................... 57
Abbildung 54: Ablaufskizze des Halbzeug-Pressens (je Werkzeug 120 mil
Silikonschichtdicke aufgetragen) .................................................... 58
Abbildung 55: Thermogeformtes Teil Nr. 12 ......................................................... 59
Abbildung 56: Hutprofil-Werkzeuggeometrie in geschlossenem Zustand ............. 60
Abbildung 57: Abstandsverhältnisse zwischen den Seitenwänden im
geschlossenen Werkzeug .............................................................. 61
Abbildung 58: Thermogeformtes Hutprofil Nr. 13 .................................................. 62
Abbildung 59: Aneinandergereihte Feinschliff-Aufnahmen des Profils von Nr. 13 64
Abbildung 60: Geometrie des Hutprofil-Werkzeugs [mm] ..................................... 65
Abbildung 61: Nahaufnahmen der Feinschliff-Bilder von Abbildung 59 mit 90°-
Perspektive .................................................................................... 66
Abbildung 62: Nahaufnahmen der Feinschliff-Bilder von Abbildung 59 mit 0°-
Perspektive .................................................................................... 67
Abbildung 63: Skizziertes Dickenprofil von Nr. 13 ................................................. 68
Abbildung 64: Maße des Hutprofil-Werkzeugs [mm] ........................................... A-2
Abbildung 65: Halbzeugträger ............................................................................. B-3
Abbildung 66: Lagenpakete unter dem Autoklaven-Vakuumsack ....................... B-3
Abbildung 67: Entnommene Proben des Prepregs zur Anfertigung von
Schliffbildern ................................................................................ B-4
Abbildung 68: Prepreg-Schliffbild (1) ................................................................... B-4
Abbildung 69: Prepreg-Schliffbild (2) ................................................................... B-4
Abbildung 70: Prepreg-Schliffbild (3) ................................................................... B-4
Abbildung 71: Prepreg-Schliffbild Nahaufnahme ................................................. B-5
Abbildung 72: Schliffbild Organoblech OOA 222°C (1) ....................................... B-5
Abbildung 73: Schliffbild Organoblech OOA 222°C (2) ....................................... B-6
Abbildung 74: Schliffbild Organoblech OOA 222°C (3) ....................................... B-6
Masterarbeit X
III Tabellenverzeichnis
Tabelle 1: Abgrenzung und Erläuterung spezieller Begriffe .................................... 5
Tabelle 2: Verwendete Parameter für Nr. 0 ........................................................... 25
Tabelle 3: Verwendete Parameter zum Messen des Temperaturprofils (Nr. 1) .... 35
Tabelle 4: Verwendete Parameter für Nr. 2 und 3 ................................................. 37
Tabelle 5: Verwendete Parameter für Nr. 4, 5 und 6 ............................................. 40
Tabelle 6: Verwendete Parameter für Nr. 7 und 8 ................................................. 42
Tabelle 7: Verwendete Parameter zum Bestimmen des Temperaturprofils mit
Silikonmatte (Nr. 9) ............................................................................... 46
Tabelle 8: Verwendete Parameter für Nr. 10 und 11 ............................................. 48
Tabelle 9: Verwendete Parameter für das Thermoformen von Autoklav- und OOA -
Organoblechen ..................................................................................... 51
Tabelle 10: Verwendete Parameter für Nr. 12 ....................................................... 59
Tabelle 11: Verwendete Parameter für Nr. 13 ....................................................... 62
Tabelle 12: Zusammenfassung der ermittelten, optimalen Parameter .................. 72
Tabelle 13: Modelldaten der verwendeten Geräte .............................................. A-2
Tabelle 14: Maß der Werkzeugoberflächen ........................................................ A-2
Tabelle 15: Versuchsübersicht flächiges Thermoformen .................................... C-7
Tabelle 16: Versuchsübersicht Thermoformen mit Hutprofil-Werkzeug .............. C-8
1 Einleitung und Motivation 1
1 Einleitung und Motivation
Seit CFK im Sinne des Leichtbaus zunehmend im Automobil angewendet wird, und
solange Fahrzeuge wie der BMW i3 oder i8 Nischenmärkte bedienten, waren die
damit verbundenen hohen Kosten vertretbar. Seitdem beispielsweise BMW solche
Fahrzeuge aber in größerer Anzahl vertreiben will, müssen die Kosten sinken.
Große Anteile an den Kosten haben zum einen die energieintensive Karbonfaser-
produktion, und zum anderen die Fertigung des Rohmaterials zum Bauteil. Die Ko-
sten von ersterem lassen sich bis auf weiteres weniger deutlich senken als letztere,
weshalb es an der Automatisierung der Fertigung liegen wird, signifikante Fort-
schritte in der Großserienverwendung von CFK zu erzielen [1], S.16. Eine vielver-
sprechende Stellschraube hierfür ist die Matrix des Faserverbundmaterials. Man hat
die Wahl aus thermoplastischer und duroplastischer Matrix. Sämtliche Strukturbau-
teile im Automobil haben bisher eine duroplastische Matrix, die im Falle von BMW
per „High Pressure Resin Transfer Moulding“ (HP-RTM) in die textile Preform inji-
ziert wird. Beides, die duroplastische Matrix, als auch ihr Verarbeitungsverfahren,
muss in Frage gestellt werden wenn neue, kosteneffektivere Wege beschritten wer-
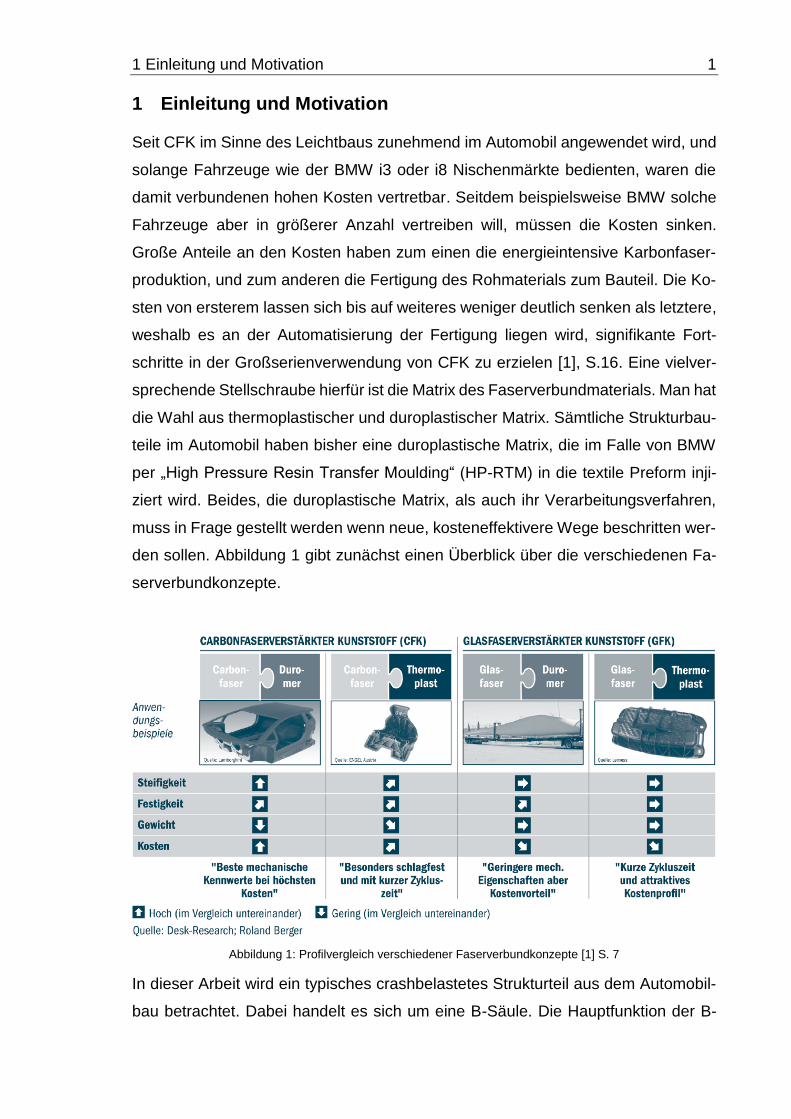
den sollen. Abbildung 1 gibt zunächst einen Überblick über die verschiedenen Fa-
serverbundkonzepte.
Abbildung 1: Profilvergleich verschiedener Faserverbundkonzepte [1] S. 7
In dieser Arbeit wird ein typisches crashbelastetes Strukturteil aus dem Automobil-
bau betrachtet. Dabei handelt es sich um eine B-Säule. Die Hauptfunktion der B-
1 Einleitung und Motivation 2
Säule besteht im Herstellen der Sicherheit indem es vor einem Seitenaufprall schüt-
zen soll. Wenn einem Rahmenbauteil im Auto das Aufnehmen oder Ableiten von
Crashlasten zugewiesen wird, dann müssen sich die anderen Aufgaben die es er-
füllen muss in der Regel unterordnen oder werden dadurch bereits abgedeckt. Ge-
genüber dieser zentralen Funktion ist eine thermoplastische gegenüber einer duro-
plastischen Matrix im Vorteil
durch ein zäheres sowie schadenstoleranteres [2] S.143 Verhalten bei
Schlagbeanspruchung sowie
einer exorbitant größeren Bruchdehnung [3] S. 29, die weit mehr als das
zehnfache als bei duroplastischen Matrices betragen kann.
Die in dieser Arbeit zur Anwendung kommende Matrix, um es bereits vorweg zu
nehmen, besteht aus Polyamid 6 (PA6), was eine nominelle Bruchdehnung zwi-
schen 20 und 50% besitzt [4] S.557. Hieraus lässt sich ableiten, dass die mechani-
schen Kennwerte einer thermoplastischen Matrix im Sinne der Crashbelastung je-
nen einer spröden, unflexiblen duroplastischen Matrix überlegen sind.
Neben den mechanischen Anforderungen muss die Herstellbarkeit mit dem Poten-
tial von verringerbaren Kosten gegeben sein. Die Entscheidung für eine Technolo-
gie eines Großserienprodukts ist eng verbunden mit dem Grad seiner Automatisier-
barkeit. Es ist für den Erfolg eines produzierenden Unternehmens zwingend erfor-
derlich, dass es seine Großserienprodukte automatisiert herstellen kann. [2] S. 144
beschreibt bereits allgemein, dass Faser-Kunststoff-Verbunde (FKV) mit thermopla-
stischen Matrices kürzere Prozesszeiten kennzeichnen als FKV mit duroplastischer
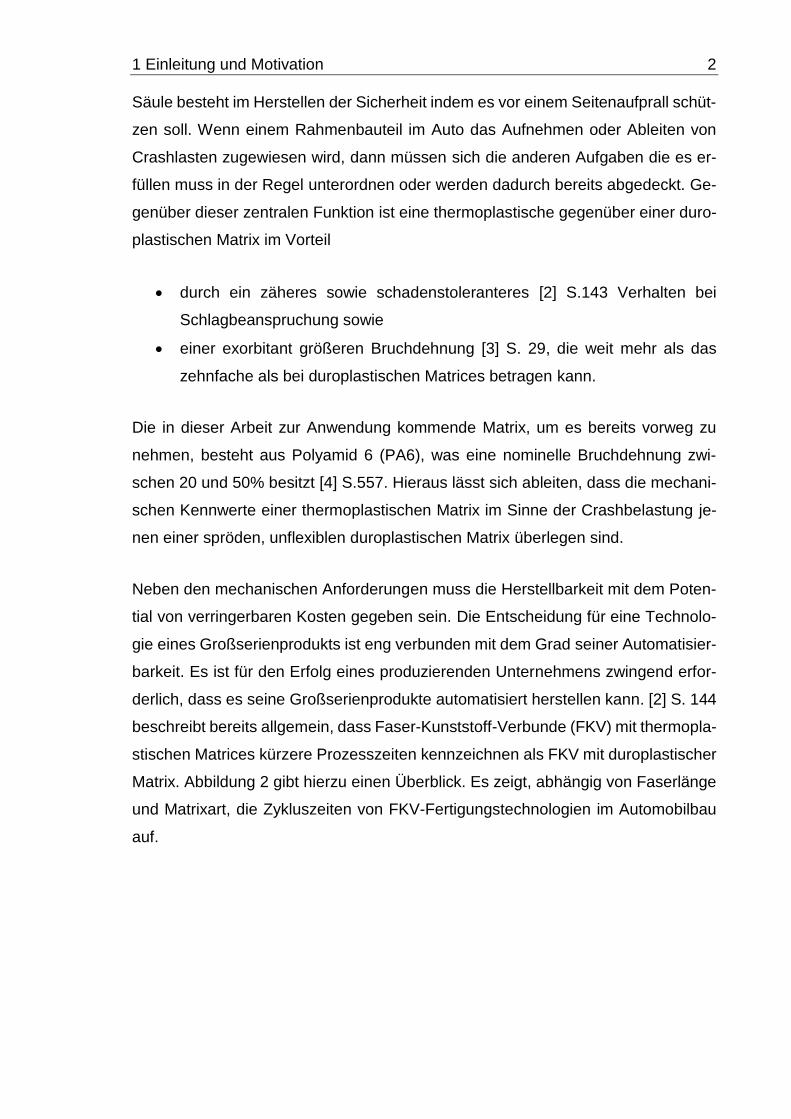
Matrix. Abbildung 2 gibt hierzu einen Überblick. Es zeigt, abhängig von Faserlänge
und Matrixart, die Zykluszeiten von FKV-Fertigungstechnologien im Automobilbau
auf.
1 Einleitung und Motivation 3
Abbildung 2: Vergleich der Zykluszeiten von FKV-Fertigungstechnologien in der Automobilproduktion [5] S. 8
Für crashrelevante Strukturbauteile kommen selbstverständlich nur die Hoch-
leistungscomposites der „endlosfaserverstärkten“ Kunststoffe, also jene in der
„endless“-Zeile in Betracht. Das heute eingesetzte HP-RTM-Verfahren hat immerhin
die Zykluszeit von über 15 auf grob 2 Minuten reduziert, was in der Automobilindu-
strie für die Anwendung von endlosfaserverstärkten FKV ein wichtiger Schritt war.
Hiernach besteht ferner das Potential, dieses abermals zu halbieren durch
a) die Anwendung einer thermoplastischen Matrix und
b) den Übergang vom HP-RTM zum Thermoformen (hier: „Thermo-stamping“).
Ein weiterer Faktor der den Einsatz einer thermoplastischen Matrix rechtfertigt, ist
die Umweltverträglichkeit, da Thermoplasten, im Gegensatz zu Duroplasten, wie-
derverwertet werden können. Dies kann dadurch geschehen, dass das endlosfa-
serverstärkte Bauteil zunächst zerkleinert, aufgeschmolzen und sodann granuliert
wird. Folgend kann es beispielsweise einer Spritzgussmaschine zugeführt werden
zur Herstellung eines neuen Produkts (aus nun kurzfaserverstärkten Kohlenstofffa-
sern). Mit thermoplastischen Matrices sind also geschlossene Produktlebenszyklen
erreichbar. Abbildung 3 zeigt exemplarisch ein solches aus CFK-Abfall hergestelltes
Bauteil: Eine Hintersitzschale des BMW i3.
1 Einleitung und Motivation 4
Abbildung 3: Hintersitzschale des BMW i3 aus wiederverwertetem CFK [6]
Weitere Vorteile, die sich aus der Schmelzbarkeit von thermoplastischen Matrices
ergeben sind folgend gelistet:
Sie schafft eine größere Gestaltungsfreiheit in der Fügetechnik.
Sie hilft, Reparaturkonzepte von Autos mit hohem FKV-Anteil zu realisieren.
2 Themavorstellung 5
2 Themavorstellung
Die Begrifflichkeit des Composite-Thermoformens klar zu umreißen ist schwierig.
Eine Norm, die die verschiedenen Verfahren eindeutig voneinander abgrenzt wurde
nicht gefunden. Es mag daher nicht verwundern, dass die Lage in der Literatur un-
übersichtlich ist: So redet beispielsweise [7], S.106 von „Hot Forming“; ein Begriff,
der sämtliche pressende Verarbeitungsverfahren von FKV umfassen soll. Für [8] S.
3 sind diese hingegen allesamt „Thermoforming-Technologien“. In Abbildung 2
(bzw. [5] S.8) wird Thermostempeln („Thermo-stamping“) neben dem Formpressen
(„Compression molding“) erwähnt; in [9] S. 8 wiederum wird das „Thermoformen
von endlosfaserverstärkten Organoblechen“ innerhalb des „Formpressen“-Kapitels
subsumiert. Weitere Begriffe wie Stempel-Formen [10], Kaltstempeln und andere
deren Wesensunterschiede nicht festzustellen sind, sind in der Literatur zu sichten.
[11] S. 71-74 beschreibt das Umformen auf Endkontur von erhitzten Organoblechen
aus endlosfaserverstärkten Thermoplast-Tapes in einem Formwerkzeug als groß-
serientaugliches Verfahren in der Automobilindustrie und nennt dies „Thermofor-
men“. Dies entspricht exakt dem in dieser Arbeit angewandten Verfahren und wird
im Weiteren in dieser Arbeit als Thermoformen definiert. Um weitere Missverständ-
nisse auszuschließen, sind in Tabelle 1 spezielle Fachbegriffe samt ihrer Bedeutung
im Kontext dieser Arbeit gelistet.
Tabelle 1: Abgrenzung und Erläuterung spezieller Begriffe
Konsolidieren Der Prozess, der durch Wärmezufuhr gestapelte Prepreg-Schichten miteinander vereinigen und Fasern tränken lässt
Unkonsolidiert Prepreg-Schichten, die den Konsolidierungsprozess nicht er-fahren haben, d. h. unverschmolzen vorliegen
Lagenpaket Gestapelte, ggf. punktuell verbundene und ansonsten unkon-solidiert vorliegende Prepreg-Schichten
Vorimprägniert Teilweise imprägniert vorliegend; jedoch ist eine Weiterverar-beitung erforderlich um vollständige Fasertränkung zu erzielen
Laminat / Mehr-schichtverbund
Konsolidierte Prepreg-Schichten
Organoblech Laminat mit der Funktion als flächiges Halbzeug
C-Bild Flächiges Ultraschallbild in dem Abweichungen des Audio-signals durch farbliche Unterschiede erkennbar werden und das zur zerstörungsfreien Defekterkennung zweidimensionaler Gegenstände genutzt werden kann
2 Themavorstellung 6
Wärmeformbe-ständigkeit
Temperatur, die als untere Schranke für ein Verformungsver-mögen von Polymerwerkstoffen interpretiert werden kann; Sie liegt für das hier verwendete Material bei 200°C (s. Anhang A.1) und damit unterhalb der Schmelztemperatur
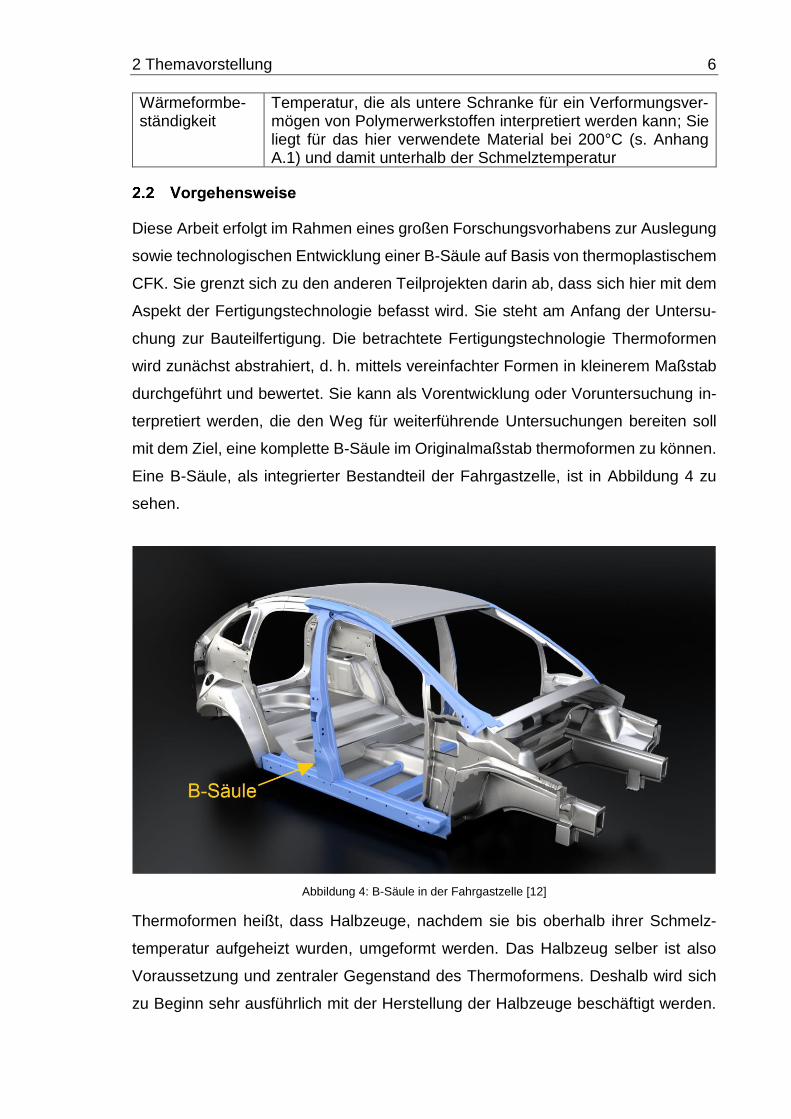
Diese Arbeit erfolgt im Rahmen eines großen Forschungsvorhabens zur Auslegung
sowie technologischen Entwicklung einer B-Säule auf Basis von thermoplastischem
CFK. Sie grenzt sich zu den anderen Teilprojekten darin ab, dass sich hier mit dem
Aspekt der Fertigungstechnologie befasst wird. Sie steht am Anfang der Untersu-
chung zur Bauteilfertigung. Die betrachtete Fertigungstechnologie Thermoformen
wird zunächst abstrahiert, d. h. mittels vereinfachter Formen in kleinerem Maßstab
durchgeführt und bewertet. Sie kann als Vorentwicklung oder Voruntersuchung in-
terpretiert werden, die den Weg für weiterführende Untersuchungen bereiten soll
mit dem Ziel, eine komplette B-Säule im Originalmaßstab thermoformen zu können.
Eine B-Säule, als integrierter Bestandteil der Fahrgastzelle, ist in Abbildung 4 zu
sehen.
Abbildung 4: B-Säule in der Fahrgastzelle [12]
Thermoformen heißt, dass Halbzeuge, nachdem sie bis oberhalb ihrer Schmelz-
temperatur aufgeheizt wurden, umgeformt werden. Das Halbzeug selber ist also
Voraussetzung und zentraler Gegenstand des Thermoformens. Deshalb wird sich
zu Beginn sehr ausführlich mit der Herstellung der Halbzeuge beschäftigt werden.
2 Themavorstellung 7
Dies schließt die eingehende Analyse des unverarbeiteten Prepregs, also des Aus-
gangsmaterials ein. Zu klären ist zunächst, ob und wie die Prepreg-Schichten aus
denen das Halbzeug zusammengesetzt wird, konsolidiert werden. Ausgehend da-
von werden per Out-Of-Autoclave (OOA)-Verfahren Organobleche, also Halbzeuge
aus miteinander konsolidierten Schichten, hergestellt. Zu bestimmen ist dann, mit
welchen Prozessparametern eine hochwertige Qualität dieser Organobleche er-
reicht werden kann. Mit Qualität ist gemeint:
geringe Porosität (also ein möglichst geringer Volumenanteil an Luftein-
schlüssen),
stabile und hohe Kompaktierung (Vergrößerung des Faservolumengehalts)
sowie
Gleichförmigkeit (für ein homogenes, beherrschbares Eigenschaftsprofil).
Die Prüfung der Halbzeuge erfolgt per
Ultraschall,
Dickenmessung sowie
Schliffbildmikroskopie.
Zudem werden Halbzeuge im Autoklaven hergestellt. Hierdurch wird eine Referenz
geschaffen, da maximal erreichbare Qualität im Autoklaven erzielt wird. Es ist daher
zu bewerten, wie nah OOA-Qualität an jene im Autoklaven erzielte Qualität heran-
reichen kann.
Anschließend erfolgt das Thermoformen mit einem flächigen, ebenen Werkzeug.
Dies dient einerseits dazu, sich mit der Thematik und dem System vertraut zu ma-
chen. Andererseits sollen damit die Effekte aus den Verfahrens- und Anlagenpara-
metern möglichst unverfälscht erkennbar werden. Dies ermöglicht dann, Anpassun-
gen der Parameter vorzunehmen um diesen Effekten zu begegnen. Durch das flä-
chige Zusammenpressen der erhitzten Halbzeuge lassen sich sodann bereits erste
Schlüsse ziehen über die Parameter und ihr Einfluss auf die Qualität der zu formen-
den Teile. Ob ihre Qualität gar durch das Pressen verbessert werden kann ist von
zentralem Interesse. Daher werden die Organobleche untersucht, anschließend
thermogeformt und diese Teile erneut untersucht. Wie sich also das Thermoformen
2 Themavorstellung 8
auf das spezifische Halbzeug auswirkt (Qualität aber auch das Auftreten von Pro-
zesseffekten), wird in einem vorher/nachher-Vergleich dargelegt werden. Die Er-
kenntnisse werden dann für den Erfolg des nächsten Arbeitsschritts, dem Thermo-
formen mit komplexer Werkzeuggeometrie, dienlich sein. Beispiele hierfür sind:
welche Drücke, Halbzeugtemperaturen und Werkzeugtemperierungen för-
derlich sind,
wieviel Zeit kritische Prozessschritte benötigen,
welche Effekte zu beobachten sind,
welche Maßnahmen zur Kontrolle dieser ergriffen werden können,
ob und wie sich die Halbzeugqualität verändert.
Die Prüfung der Resultate erfolgt wie oben mit den drei Maßnahmen Ultraschall,
Dickenprüfung und Schliffbildmikroskopie.
Mit dem Wechsel zum komplexen Werkzeug werden mit zuvor als geeignet erwie-
senen Parametern Hutprofile thermogeformt. Die Prozessparameter werden hier-
nach angepasst und neu eingestellt. Effekte die sich negativ auswirken werden ana-
lysiert und erneut Maßnahmen für ihre Beherrschung ergriffen. In der Prüfmatrix
entfällt nun das Ultraschallverfahren, da es sich durch die räumliche Form des Teils
nicht mehr eignet. Nachdem man das Verfahren schließlich stabilisiert hat, wird die
final erzielte Qualität evaluiert. Sie markiert das Ende der Arbeit die dann als Aus-
gangspunkt und Grundlage für die fortzusetzende Entwicklung einer B-Säule aus
FKV dient.
Die Anlage besteht aus drei wesentlichen Bestandteilen:
Halbzeugträger,
Infrarot (IR)-Heizkörper,
Presse mit auswechselbarem Werkzeug.
Marke und Modell aller verwendeten Geräte sind in Anhang A.2 (Tabelle 13) aufge-
listet. Die Versuchsanlage funktioniert wie folgt: Im Halbzeugträger wird das Halb-
zeug befestigt, welches auf einem Schienensystem zu den Infrarot-Heizkörpern
2 Themavorstellung 9
gleiten kann. Hier wird es auf eine zuvor festzulegende Temperatur erhitzt. An-
schließend gleitet es weiter in die Presse. Dort angekommen wird diese geschlos-
sen und das Halbzeug in die Form gepresst. Nachdem es abgekühlt ist (Wärme-
formbeständigkeit muss mindestens unterschritten werden) wird die Presse geöff-
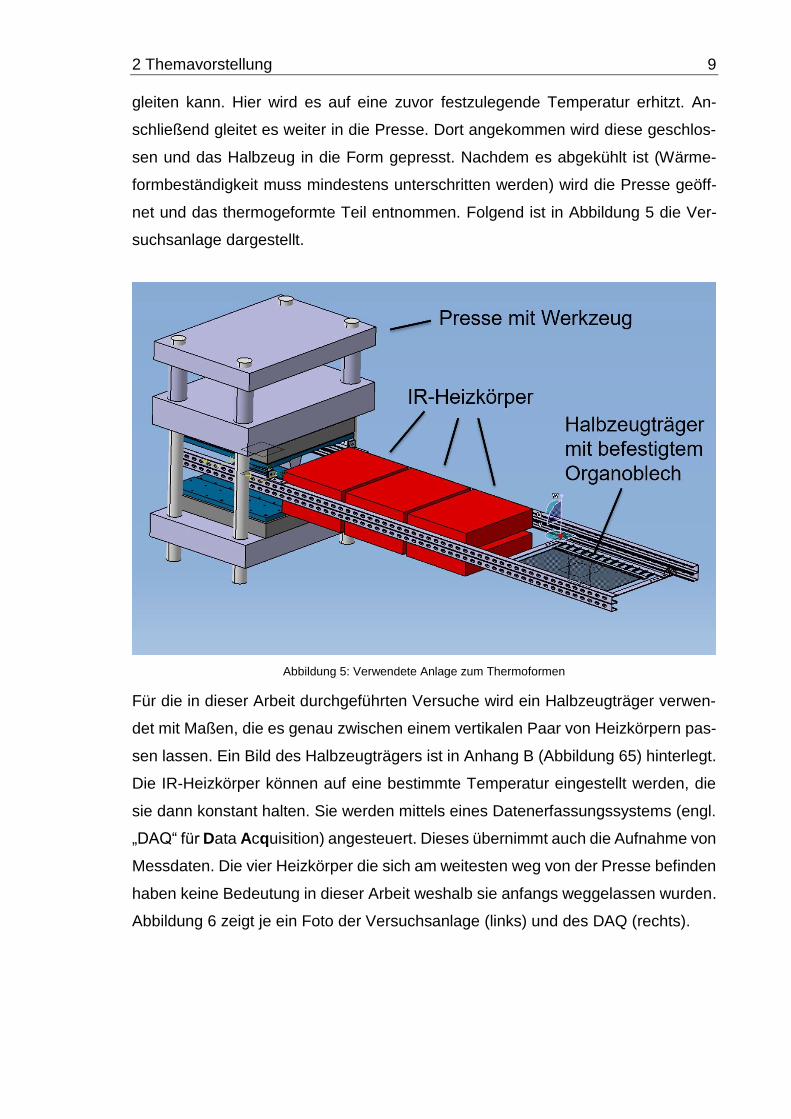
net und das thermogeformte Teil entnommen. Folgend ist in Abbildung 5 die Ver-
suchsanlage dargestellt.
Abbildung 5: Verwendete Anlage zum Thermoformen
Für die in dieser Arbeit durchgeführten Versuche wird ein Halbzeugträger verwen-
det mit Maßen, die es genau zwischen einem vertikalen Paar von Heizkörpern pas-
sen lassen. Ein Bild des Halbzeugträgers ist in Anhang B (Abbildung 65) hinterlegt.
Die IR-Heizkörper können auf eine bestimmte Temperatur eingestellt werden, die
sie dann konstant halten. Sie werden mittels eines Datenerfassungssystems (engl.
„DAQ“ für Data Acquisition) angesteuert. Dieses übernimmt auch die Aufnahme von
Messdaten. Die vier Heizkörper die sich am weitesten weg von der Presse befinden
haben keine Bedeutung in dieser Arbeit weshalb sie anfangs weggelassen wurden.
Abbildung 6 zeigt je ein Foto der Versuchsanlage (links) und des DAQ (rechts).
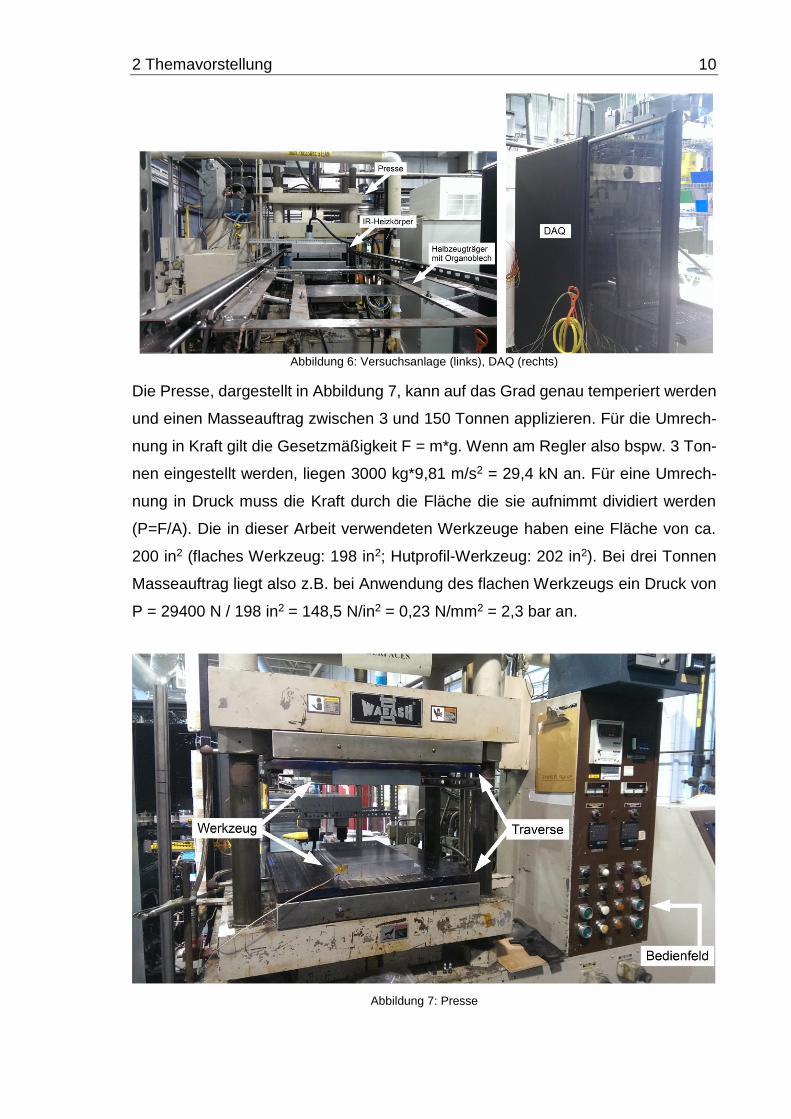
2 Themavorstellung 10
Abbildung 6: Versuchsanlage (links), DAQ (rechts)
Die Presse, dargestellt in Abbildung 7, kann auf das Grad genau temperiert werden
und einen Masseauftrag zwischen 3 und 150 Tonnen applizieren. Für die Umrech-
nung in Kraft gilt die Gesetzmäßigkeit F = m*g. Wenn am Regler also bspw. 3 Ton-
nen eingestellt werden, liegen 3000 kg*9,81 m/s2 = 29,4 kN an. Für eine Umrech-
nung in Druck muss die Kraft durch die Fläche die sie aufnimmt dividiert werden
(P=F/A). Die in dieser Arbeit verwendeten Werkzeuge haben eine Fläche von ca.
200 in2 (flaches Werkzeug: 198 in2; Hutprofil-Werkzeug: 202 in2). Bei drei Tonnen
Masseauftrag liegt also z.B. bei Anwendung des flachen Werkzeugs ein Druck von
P = 29400 N / 198 in2 = 148,5 N/in2 = 0,23 N/mm2 = 2,3 bar an.
Abbildung 7: Presse
3 Grundlagen 11
3 Grundlagen
Unter dem Begriff Out-Of-Autoclave werden Verarbeitungsverfahren von faserver-
stärkten Kunststoffen subsumiert, die nicht im Autoklaven stattfinden, mit denen
aber eine vergleichbare Qualität erzielt werden kann [13] S. 442/443. Die Autokla-
ventechnologie verbindet extremal hohe Kosten mit extremal hohen Zykluszeiten
[13] S. 472 weshalb sie für die Automobilindustrie nicht in Frage kommt. Da auf die
B-Säule aber enorme Kräfte wirken, muss dementsprechend trotzdem eine hohe
Qualität erzielt werden. Die OOA-Technologie ist sehr modern mit vielversprechen-
dem Entwicklungspotential. Flugzeughersteller reden von einer bevorstehenden
„dritten Generation“ von Prepregs, deren Verarbeitung per OOA ohne Qualitätsein-
bussen gegenüber der Autoklaventechnologie möglich sei ([13] S. 442/443). Die
Zulassung und der Einsatz OOA-hergestellter Primärstrukturteile stünden demnach
kurz bevor.
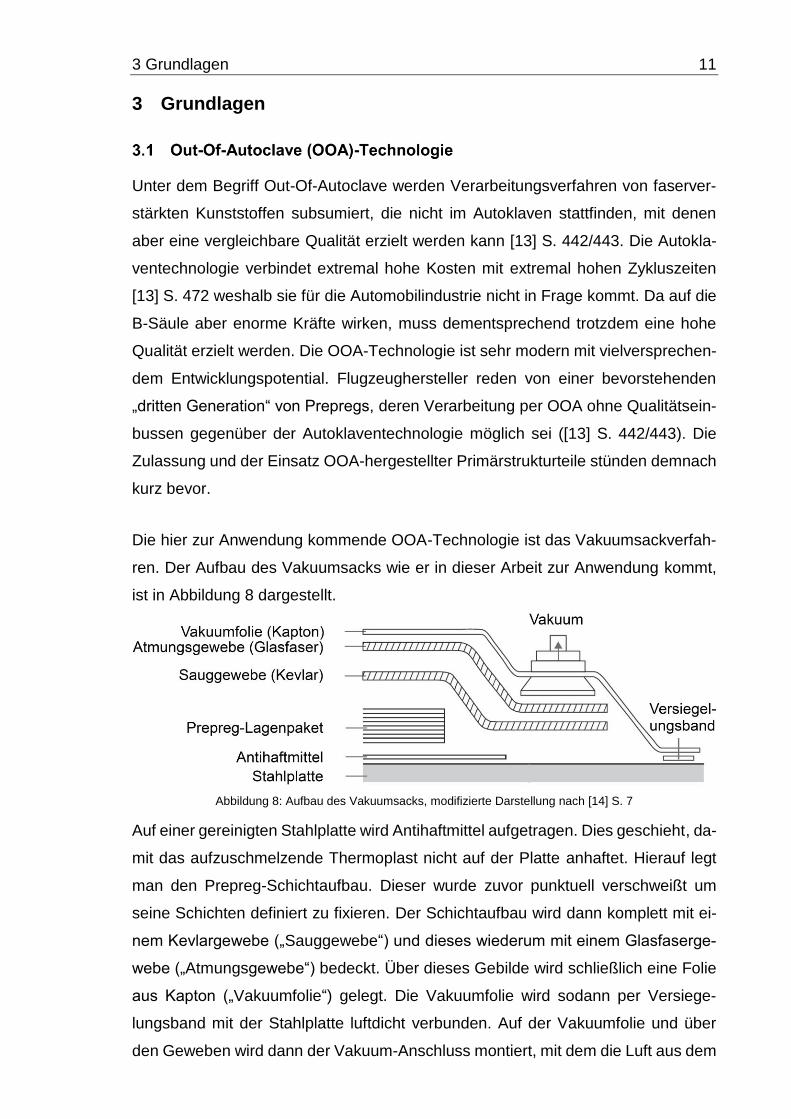
Die hier zur Anwendung kommende OOA-Technologie ist das Vakuumsackverfah-
ren. Der Aufbau des Vakuumsacks wie er in dieser Arbeit zur Anwendung kommt,
ist in Abbildung 8 dargestellt.
Abbildung 8: Aufbau des Vakuumsacks, modifizierte Darstellung nach [14] S. 7
Auf einer gereinigten Stahlplatte wird Antihaftmittel aufgetragen. Dies geschieht, da-
mit das aufzuschmelzende Thermoplast nicht auf der Platte anhaftet. Hierauf legt
man den Prepreg-Schichtaufbau. Dieser wurde zuvor punktuell verschweißt um
seine Schichten definiert zu fixieren. Der Schichtaufbau wird dann komplett mit ei-
nem Kevlargewebe („Sauggewebe“) und dieses wiederum mit einem Glasfaserge-
webe („Atmungsgewebe“) bedeckt. Über dieses Gebilde wird schließlich eine Folie
aus Kapton („Vakuumfolie“) gelegt. Die Vakuumfolie wird sodann per Versiege-
lungsband mit der Stahlplatte luftdicht verbunden. Auf der Vakuumfolie und über
den Geweben wird dann der Vakuum-Anschluss montiert, mit dem die Luft aus dem

3 Grundlagen 12
Vakuumsack herausgesaugt werden kann. Die Gewebe haben die Funktion, Luft-
durchlässigkeit herzustellen, denn während des Konsolidierungsprozesses löst sich
Luft die aus dem Schichtaufbau entweichen können muss. Die Materialien Kevlar,
Glas und Kapton wurden ausgewählt, da sie den hier verwendeten Temperaturen
von bis zu 271°C standhalten (z.B. nicht verformen oder schmelzen). Ein Foto eines
präparierten OOA-Vakuumsacks befindet sich in Abbildung 9.
Abbildung 9: Foto von Lagenpaketen unter dem OOA-Vakuumsack
Prepregs sind sogenannte vorimprägnierte Halbzeuge. Das bedeutet, dass die Fa-
sern nicht separat zur Matrix vorliegen wodurch ein Prozess zur Vermengung durch-
geführt werden müsste (wie beispielsweise ein rein textiles Halbzeug das später
von einem Harz imprägniert wird). Ihr „Grundprinzip“ ist „die Trennung des Trän-
kungsvorgangs bei der Verbundwerkstoffherstellung vom eigentlichen Herstellen
der Bauteilform“ [15] S. 382. Sie sind nicht vollständig sondern nur teilweise mit der
Matrix benetzt, was sie zu einer hochgradig porösen Struktur macht.
Das in dieser Arbeit verwendete Prepreg wird nach Herstellerauskunft durch ein
Schmelzimprägnierungsverfahren produziert. Hierbei wird geschmolzene Matrix auf
trockene Faserbündel aufgetragen. Es gibt verschiedene Varianten dieses Verfah-
rens. Eines davon besteht beispielsweise darin, die Faserbündel durch ein Bad aus
Matrixschmelze zu ziehen. In allen Varianten bleiben Lufteinschlüsse, vornehmlich
innerhalb der Faserbündel, erhalten. Dies liegt in der thermoplastischen Matrix be-
3 Grundlagen 13
gründet, die hochviskos ist, und die schwer in die dicht gepackten Filamente hinein-
gelangen kann. Dies ist nicht notwendigerweise ein Nachteil sondern wird mitunter
gezielt eingestellt. Sie dienen als Luftkanäle wodurch optimale Konsolidierungser-
gebnisse (niedrige Porosität) erzielt werden soll. Ein äußeres Auftragen der Matrix-
schmelze wie oben exemplarisch beschriebenen begünstigt ebenfalls innere Luf-
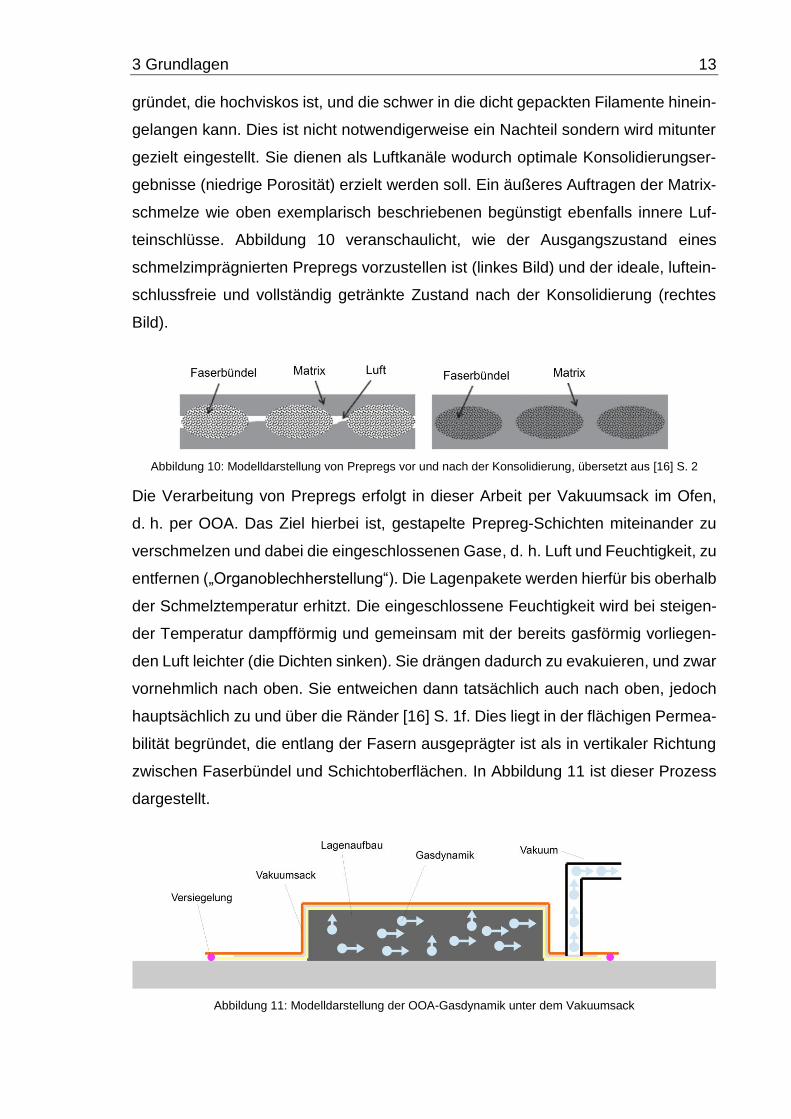
teinschlüsse. Abbildung 10 veranschaulicht, wie der Ausgangszustand eines
schmelzimprägnierten Prepregs vorzustellen ist (linkes Bild) und der ideale, luftein-
schlussfreie und vollständig getränkte Zustand nach der Konsolidierung (rechtes
Bild).
Abbildung 10: Modelldarstellung von Prepregs vor und nach der Konsolidierung, übersetzt aus [16] S. 2
Die Verarbeitung von Prepregs erfolgt in dieser Arbeit per Vakuumsack im Ofen,
d. h. per OOA. Das Ziel hierbei ist, gestapelte Prepreg-Schichten miteinander zu
verschmelzen und dabei die eingeschlossenen Gase, d. h. Luft und Feuchtigkeit, zu
entfernen („Organoblechherstellung“). Die Lagenpakete werden hierfür bis oberhalb
der Schmelztemperatur erhitzt. Die eingeschlossene Feuchtigkeit wird bei steigen-
der Temperatur dampfförmig und gemeinsam mit der bereits gasförmig vorliegen-
den Luft leichter (die Dichten sinken). Sie drängen dadurch zu evakuieren, und zwar
vornehmlich nach oben. Sie entweichen dann tatsächlich auch nach oben, jedoch
hauptsächlich zu und über die Ränder [16] S. 1f. Dies liegt in der flächigen Permea-
bilität begründet, die entlang der Fasern ausgeprägter ist als in vertikaler Richtung
zwischen Faserbündel und Schichtoberflächen. In Abbildung 11 ist dieser Prozess
dargestellt.
Abbildung 11: Modelldarstellung der OOA-Gasdynamik unter dem Vakuumsack
3 Grundlagen 14
Parallel zur beschriebenen Gasdynamik nimmt mit steigender Temperatur auch die
Viskosität der Matrix ab. Hierdurch drängt sie in die Faserbündel hinein, die von der
entweichenden Luft freigegeben wird. Nachdem sichergestellt wurde, dass die ein-
gestellte Temperatur das gesamte Lagenpaket erreichte (eine hinreichende Halte-
zeit der eingestellten Temperatur kann sich hierfür eignen), wird sie wieder auf
Raumtemperatur reduziert. Nachdem die Organobleche dann aus dem Vakuum-
sack entnommen werden, kann optisch und ggf. auch akustisch eine erste Einschät-
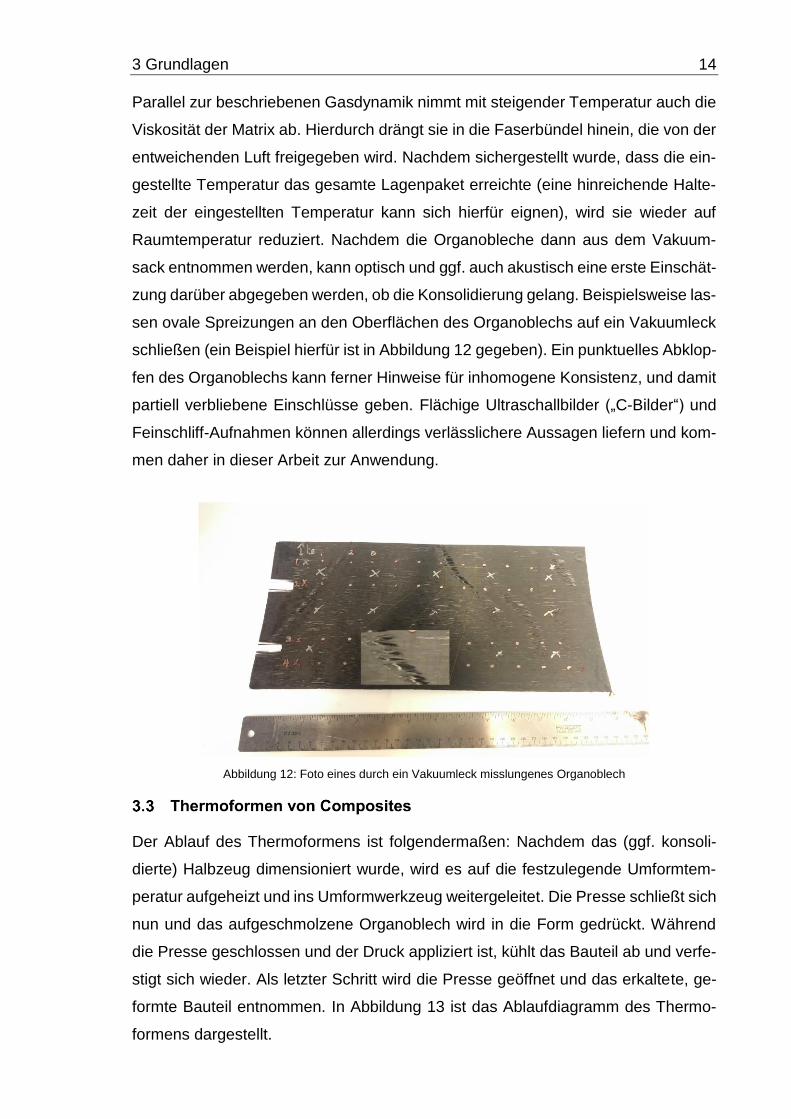
zung darüber abgegeben werden, ob die Konsolidierung gelang. Beispielsweise las-
sen ovale Spreizungen an den Oberflächen des Organoblechs auf ein Vakuumleck
schließen (ein Beispiel hierfür ist in Abbildung 12 gegeben). Ein punktuelles Abklop-
fen des Organoblechs kann ferner Hinweise für inhomogene Konsistenz, und damit
partiell verbliebene Einschlüsse geben. Flächige Ultraschallbilder („C-Bilder“) und
Feinschliff-Aufnahmen können allerdings verlässlichere Aussagen liefern und kom-
men daher in dieser Arbeit zur Anwendung.
Abbildung 12: Foto eines durch ein Vakuumleck misslungenes Organoblech
Der Ablauf des Thermoformens ist folgendermaßen: Nachdem das (ggf. konsoli-
dierte) Halbzeug dimensioniert wurde, wird es auf die festzulegende Umformtem-
peratur aufgeheizt und ins Umformwerkzeug weitergeleitet. Die Presse schließt sich
nun und das aufgeschmolzene Organoblech wird in die Form gedrückt. Während
die Presse geschlossen und der Druck appliziert ist, kühlt das Bauteil ab und verfe-
stigt sich wieder. Als letzter Schritt wird die Presse geöffnet und das erkaltete, ge-
formte Bauteil entnommen. In Abbildung 13 ist das Ablaufdiagramm des Thermo-
formens dargestellt.
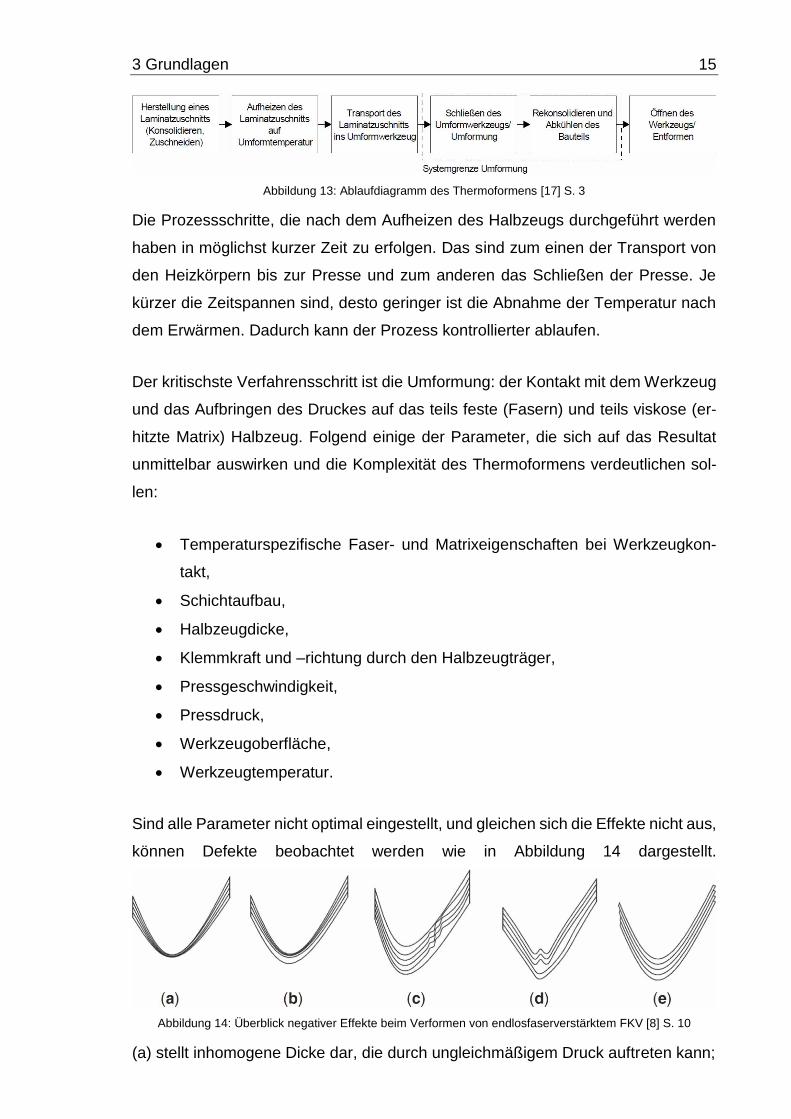
3 Grundlagen 15
Abbildung 13: Ablaufdiagramm des Thermoformens [17] S. 3
Die Prozessschritte, die nach dem Aufheizen des Halbzeugs durchgeführt werden
haben in möglichst kurzer Zeit zu erfolgen. Das sind zum einen der Transport von
den Heizkörpern bis zur Presse und zum anderen das Schließen der Presse. Je
kürzer die Zeitspannen sind, desto geringer ist die Abnahme der Temperatur nach
dem Erwärmen. Dadurch kann der Prozess kontrollierter ablaufen.
Der kritischste Verfahrensschritt ist die Umformung: der Kontakt mit dem Werkzeug
und das Aufbringen des Druckes auf das teils feste (Fasern) und teils viskose (er-
hitzte Matrix) Halbzeug. Folgend einige der Parameter, die sich auf das Resultat
unmittelbar auswirken und die Komplexität des Thermoformens verdeutlichen sol-
len:
Temperaturspezifische Faser- und Matrixeigenschaften bei Werkzeugkon-
takt,
Schichtaufbau,
Halbzeugdicke,
Klemmkraft und –richtung durch den Halbzeugträger,
Pressgeschwindigkeit,
Pressdruck,
Werkzeugoberfläche,
Werkzeugtemperatur.
Sind alle Parameter nicht optimal eingestellt, und gleichen sich die Effekte nicht aus,
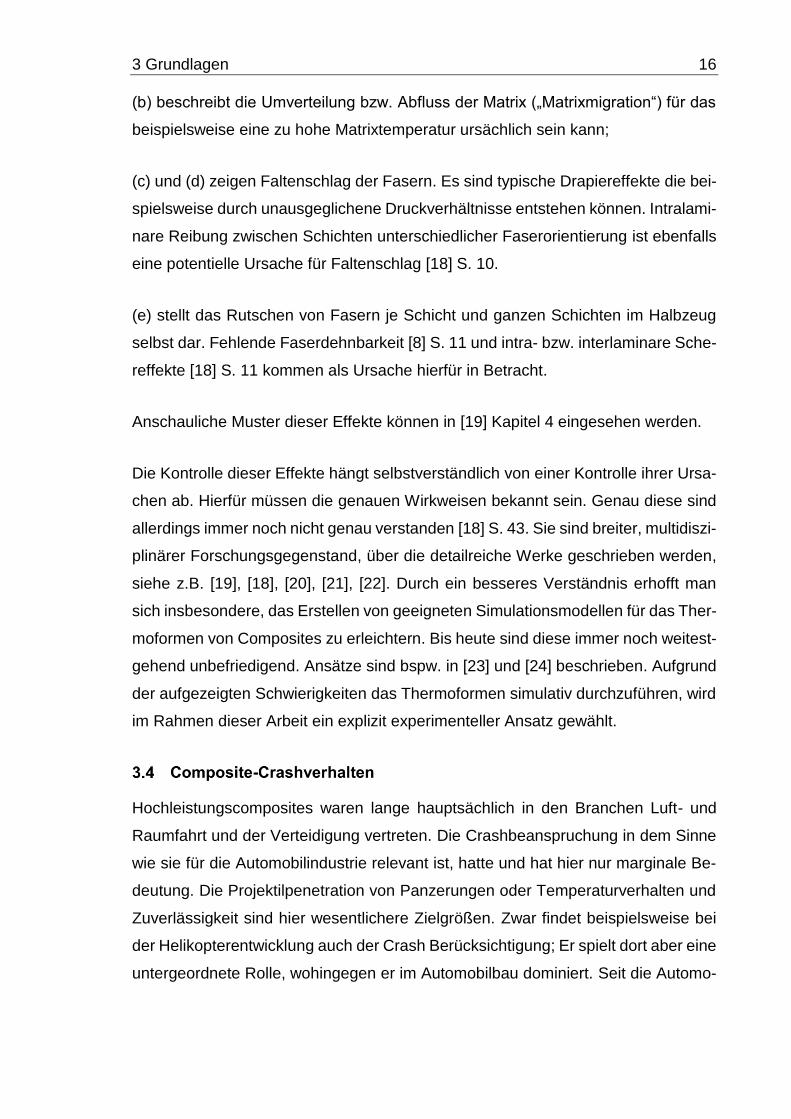
können Defekte beobachtet werden wie in Abbildung 14 dargestellt.
Abbildung 14: Überblick negativer Effekte beim Verformen von endlosfaserverstärktem FKV [8] S. 10
(a) stellt inhomogene Dicke dar, die durch ungleichmäßigem Druck auftreten kann;
3 Grundlagen 16
(b) beschreibt die Umverteilung bzw. Abfluss der Matrix („Matrixmigration“) für das
beispielsweise eine zu hohe Matrixtemperatur ursächlich sein kann;
(c) und (d) zeigen Faltenschlag der Fasern. Es sind typische Drapiereffekte die bei-
spielsweise durch unausgeglichene Druckverhältnisse entstehen können. Intralami-
nare Reibung zwischen Schichten unterschiedlicher Faserorientierung ist ebenfalls
eine potentielle Ursache für Faltenschlag [18] S. 10.
(e) stellt das Rutschen von Fasern je Schicht und ganzen Schichten im Halbzeug
selbst dar. Fehlende Faserdehnbarkeit [8] S. 11 und intra- bzw. interlaminare Sche-
reffekte [18] S. 11 kommen als Ursache hierfür in Betracht.
Anschauliche Muster dieser Effekte können in [19] Kapitel 4 eingesehen werden.
Die Kontrolle dieser Effekte hängt selbstverständlich von einer Kontrolle ihrer Ursa-
chen ab. Hierfür müssen die genauen Wirkweisen bekannt sein. Genau diese sind
allerdings immer noch nicht genau verstanden [18] S. 43. Sie sind breiter, multidiszi-
plinärer Forschungsgegenstand, über die detailreiche Werke geschrieben werden,
siehe z.B. [19], [18], [20], [21], [22]. Durch ein besseres Verständnis erhofft man
sich insbesondere, das Erstellen von geeigneten Simulationsmodellen für das Ther-
moformen von Composites zu erleichtern. Bis heute sind diese immer noch weitest-
gehend unbefriedigend. Ansätze sind bspw. in [23] und [24] beschrieben. Aufgrund
der aufgezeigten Schwierigkeiten das Thermoformen simulativ durchzuführen, wird
im Rahmen dieser Arbeit ein explizit experimenteller Ansatz gewählt.
Hochleistungscomposites waren lange hauptsächlich in den Branchen Luft- und
Raumfahrt und der Verteidigung vertreten. Die Crashbeanspruchung in dem Sinne
wie sie für die Automobilindustrie relevant ist, hatte und hat hier nur marginale Be-
deutung. Die Projektilpenetration von Panzerungen oder Temperaturverhalten und
Zuverlässigkeit sind hier wesentlichere Zielgrößen. Zwar findet beispielsweise bei
der Helikopterentwicklung auch der Crash Berücksichtigung; Er spielt dort aber eine
untergeordnete Rolle, wohingegen er im Automobilbau dominiert. Seit die Automo-
3 Grundlagen 17
bilindustrie zunehmend Composites anwenden möchte, gewinnt die Crashbean-
spruchung demnach an Bedeutung. Relevante Publikationen hierzu sind z.B. [25],
[26] und [27].
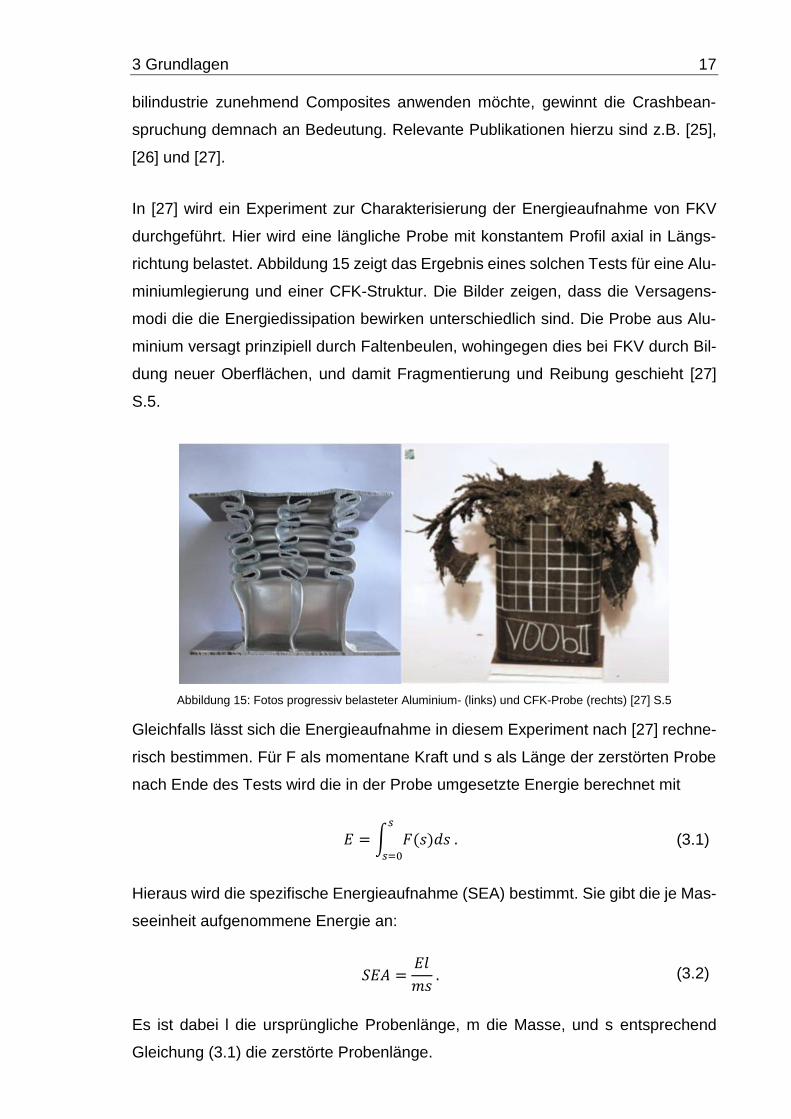
In [27] wird ein Experiment zur Charakterisierung der Energieaufnahme von FKV
durchgeführt. Hier wird eine längliche Probe mit konstantem Profil axial in Längs-
richtung belastet. Abbildung 15 zeigt das Ergebnis eines solchen Tests für eine Alu-
miniumlegierung und einer CFK-Struktur. Die Bilder zeigen, dass die Versagens-
modi die die Energiedissipation bewirken unterschiedlich sind. Die Probe aus Alu-
minium versagt prinzipiell durch Faltenbeulen, wohingegen dies bei FKV durch Bil-
dung neuer Oberflächen, und damit Fragmentierung und Reibung geschieht [27]
S.5.
Abbildung 15: Fotos progressiv belasteter Aluminium- (links) und CFK-Probe (rechts) [27] S.5
Gleichfalls lässt sich die Energieaufnahme in diesem Experiment nach [27] rechne-
risch bestimmen. Für F als momentane Kraft und s als Länge der zerstörten Probe
nach Ende des Tests wird die in der Probe umgesetzte Energie berechnet mit
𝐸 = ∫ 𝐹(𝑠)𝑑𝑠𝑠
𝑠=0
. (3.1)
Hieraus wird die spezifische Energieaufnahme (SEA) bestimmt. Sie gibt die je Mas-
seeinheit aufgenommene Energie an:
𝑆𝐸𝐴 =𝐸𝑙
𝑚𝑠 . (3.2)
Es ist dabei l die ursprüngliche Probenlänge, m die Masse, und s entsprechend
Gleichung (3.1) die zerstörte Probenlänge.
3 Grundlagen 18
Eine der in dieser Arbeit durchgeführten Prüfmethoden ist die Ultraschallanalyse.
Von den verschiedenen Darstellungsweisen der Ultraschallverfahren kommt in die-
ser Arbeit das C-Bild zur Anwendung (laut [28] S. 233 die am häufigsten verwendete
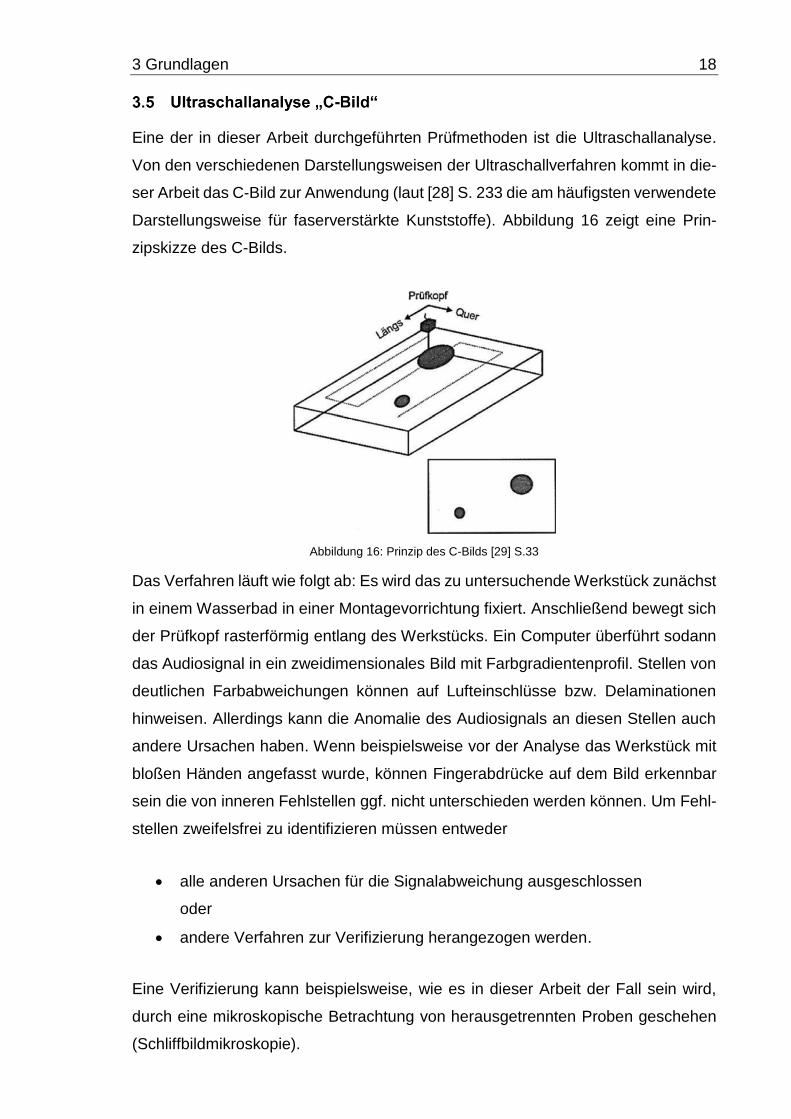
Darstellungsweise für faserverstärkte Kunststoffe). Abbildung 16 zeigt eine Prin-
zipskizze des C-Bilds.
Abbildung 16: Prinzip des C-Bilds [29] S.33
Das Verfahren läuft wie folgt ab: Es wird das zu untersuchende Werkstück zunächst
in einem Wasserbad in einer Montagevorrichtung fixiert. Anschließend bewegt sich
der Prüfkopf rasterförmig entlang des Werkstücks. Ein Computer überführt sodann
das Audiosignal in ein zweidimensionales Bild mit Farbgradientenprofil. Stellen von
deutlichen Farbabweichungen können auf Lufteinschlüsse bzw. Delaminationen
hinweisen. Allerdings kann die Anomalie des Audiosignals an diesen Stellen auch
andere Ursachen haben. Wenn beispielsweise vor der Analyse das Werkstück mit
bloßen Händen angefasst wurde, können Fingerabdrücke auf dem Bild erkennbar
sein die von inneren Fehlstellen ggf. nicht unterschieden werden können. Um Fehl-
stellen zweifelsfrei zu identifizieren müssen entweder
alle anderen Ursachen für die Signalabweichung ausgeschlossen
oder
andere Verfahren zur Verifizierung herangezogen werden.
Eine Verifizierung kann beispielsweise, wie es in dieser Arbeit der Fall sein wird,
durch eine mikroskopische Betrachtung von herausgetrennten Proben geschehen
(Schliffbildmikroskopie).
3 Grundlagen 19
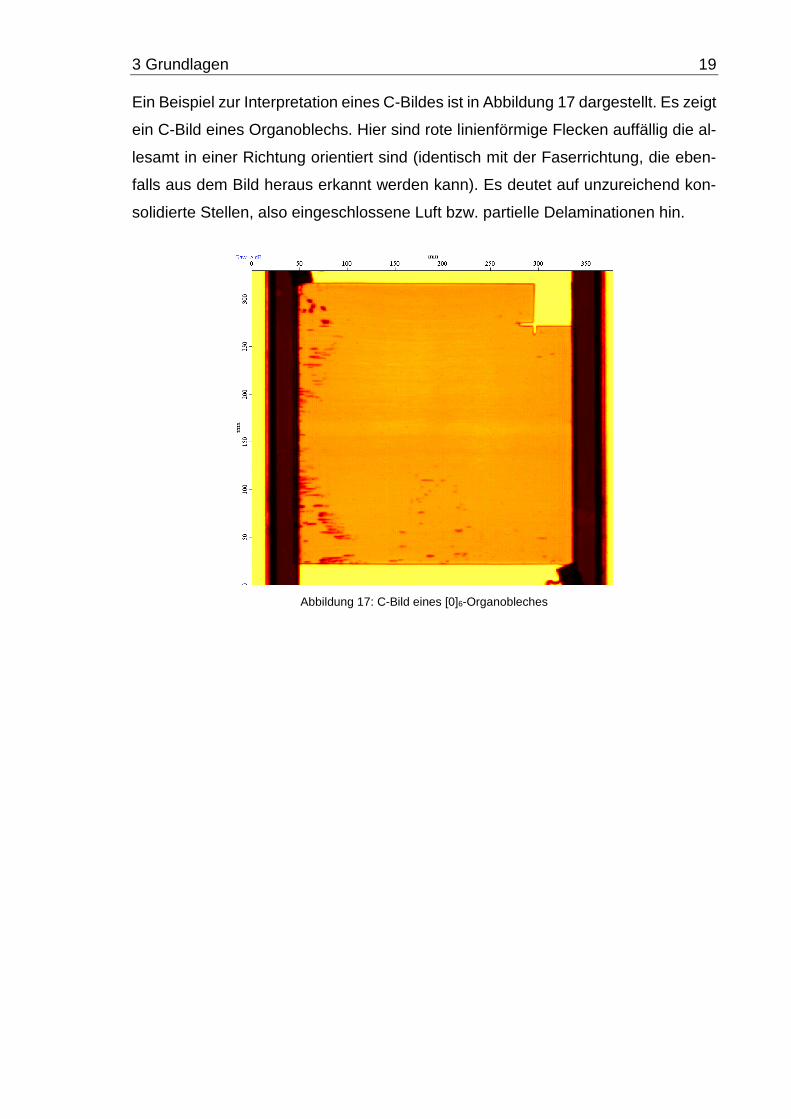
Ein Beispiel zur Interpretation eines C-Bildes ist in Abbildung 17 dargestellt. Es zeigt
ein C-Bild eines Organoblechs. Hier sind rote linienförmige Flecken auffällig die al-
lesamt in einer Richtung orientiert sind (identisch mit der Faserrichtung, die eben-
falls aus dem Bild heraus erkannt werden kann). Es deutet auf unzureichend kon-
solidierte Stellen, also eingeschlossene Luft bzw. partielle Delaminationen hin.
Abbildung 17: C-Bild eines [0]6-Organobleches
4 Halbzeugentwicklung 20
4 Halbzeugentwicklung
Für den anvisierten Anwendungsbereich sind die Matrixeigenschaften des verwen-
deten Prepregs von hoher Bedeutung. Als crashresistentes Strukturbauteil im Au-
tomobil muss die Matrix eine Reihe an Anforderungen erfüllen, und zwar minde-
stens:
Betriebstemperaturen zwischen -30°C und 80°C standhalten,
eine hohe Zähigkeit besitzen (mindestens 10% Bruchdehnung),
chemikalisch resistent sein.
Das Prepreg, das hierfür schließlich ausgewählt wurde ist Tencate Cetex 910. Es
ist ein unidirektionales Gelege („UD“-Gelege) mit einer Matrix aus PA6. PA6 deckt
die oben aufgezählten Anforderungen ab, einschließlich einer hohen Schlagresi-
stenz und Zähigkeit. Hierdurch bringt es für den hier behandelten Anwendungsfall
das geeignete Potential für einen erfolgreichen Einsatz mit. Es gibt auch leistungs-
fähigere Matrices mit besseren crashrelevanten Eigenschaften; Da für die Automo-
bilindustrie aber auch die Prepregkosten von hoher Bedeutung sind, können kost-
spielige Prepregs nicht in Betracht gezogen werden. Abbildung 18 zeigt das Roh-
material, also eine Rolle von Tencate Cetex 910.
Abbildung 18: Das verwendete Prepreg Tencate Cetex 910
4 Halbzeugentwicklung 21
Bevor es an das Thermoformen geht, wird sich genauer mit dem Rohmaterial be-
schäftigt. Charakteristika und Strukturmerkmale können helfen, Verarbeitungspro-
zesse auf das Material einzustellen und ggf. auftretende Effekte besser zu verste-
hen. Bis auf die im Datenblatt (s. Anhang A.1) enthaltenen Informationen ist lediglich
bekannt, dass dieses Prepreg mittels eines Schmelzverfahrens vorimprägniert
wurde. Zuallererst wurde mittels Schliffbildmikroskopie untersucht, ob sich die Po-
rositätsstruktur an den äußeren Rändern des Prepregs von dem mittigen Teil unter-
scheidet. Dies, so hat sich herausgestellt, ist nicht der Fall: Nach der Analyse von
Feinschliff-Aufnahmen waren keine Unterschiede von rändigen und mittigen Proben
erkennbar. Die folgenden Beobachtungen sind also über das Profil hinweg allge-
meingültig.
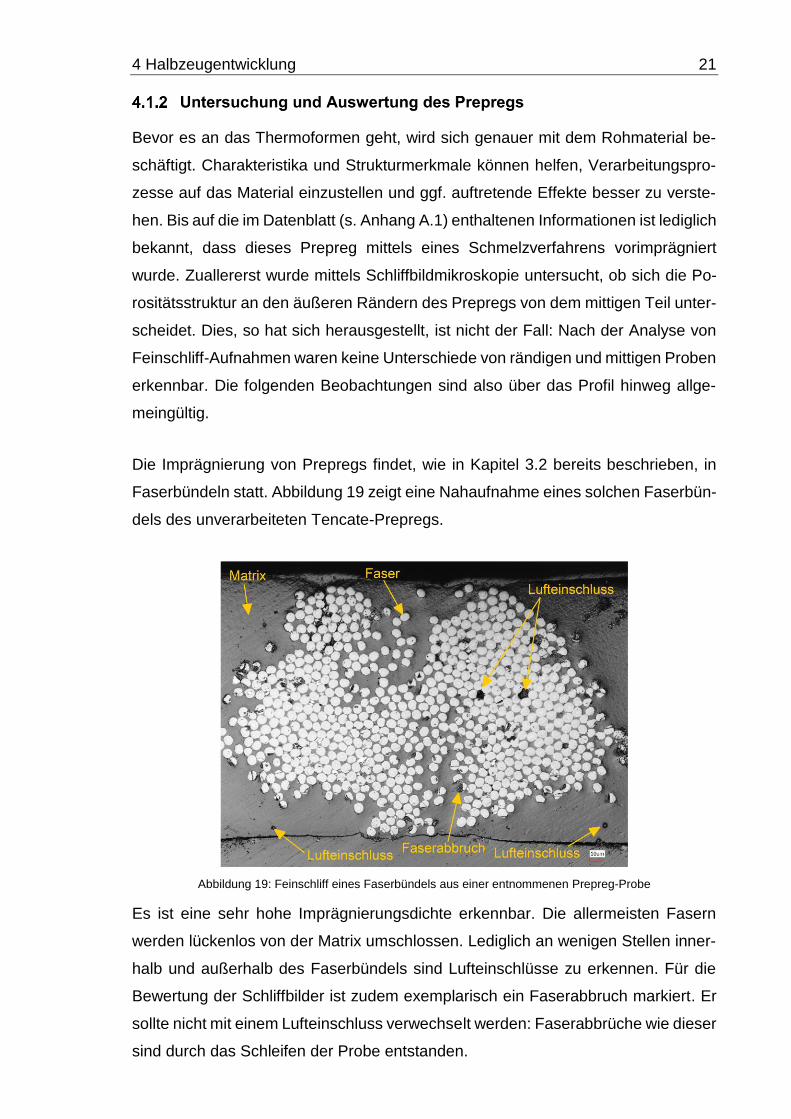
Die Imprägnierung von Prepregs findet, wie in Kapitel 3.2 bereits beschrieben, in
Faserbündeln statt. Abbildung 19 zeigt eine Nahaufnahme eines solchen Faserbün-
dels des unverarbeiteten Tencate-Prepregs.
Abbildung 19: Feinschliff eines Faserbündels aus einer entnommenen Prepreg-Probe
Es ist eine sehr hohe Imprägnierungsdichte erkennbar. Die allermeisten Fasern
werden lückenlos von der Matrix umschlossen. Lediglich an wenigen Stellen inner-
halb und außerhalb des Faserbündels sind Lufteinschlüsse zu erkennen. Für die
Bewertung der Schliffbilder ist zudem exemplarisch ein Faserabbruch markiert. Er
sollte nicht mit einem Lufteinschluss verwechselt werden: Faserabbrüche wie dieser
sind durch das Schleifen der Probe entstanden.
4 Halbzeugentwicklung 22
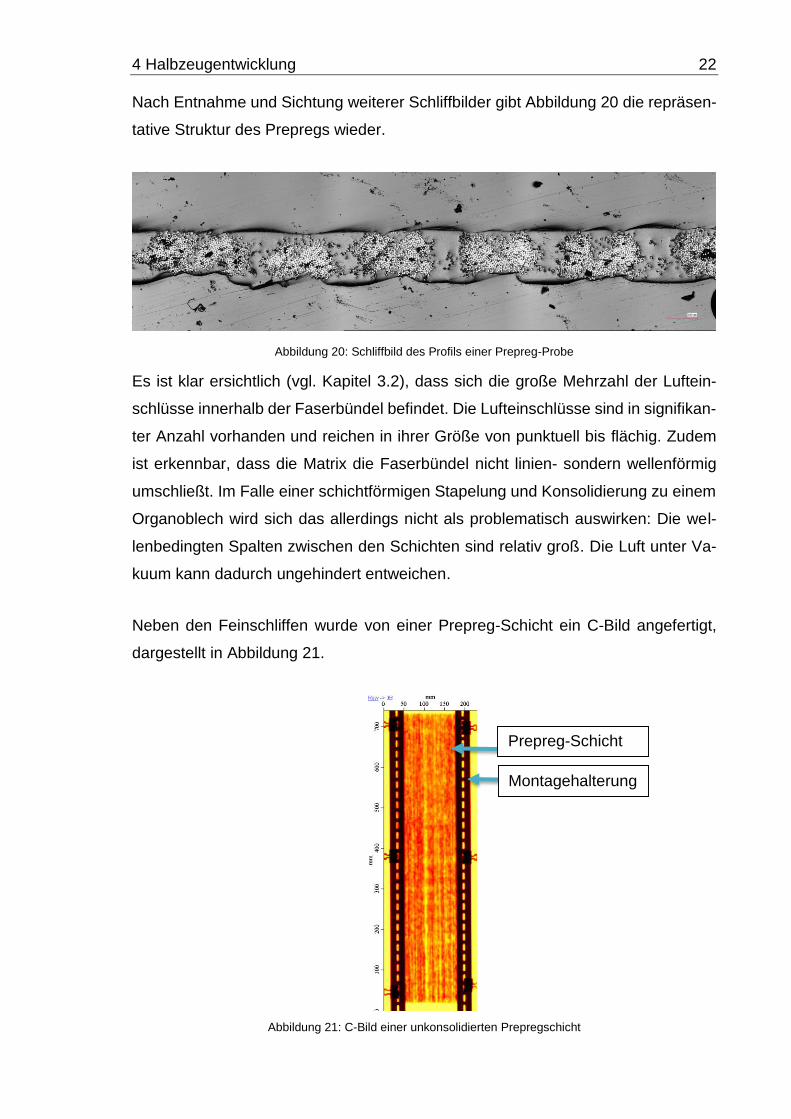
Nach Entnahme und Sichtung weiterer Schliffbilder gibt Abbildung 20 die repräsen-
tative Struktur des Prepregs wieder.
Abbildung 20: Schliffbild des Profils einer Prepreg-Probe
Es ist klar ersichtlich (vgl. Kapitel 3.2), dass sich die große Mehrzahl der Luftein-
schlüsse innerhalb der Faserbündel befindet. Die Lufteinschlüsse sind in signifikan-
ter Anzahl vorhanden und reichen in ihrer Größe von punktuell bis flächig. Zudem
ist erkennbar, dass die Matrix die Faserbündel nicht linien- sondern wellenförmig
umschließt. Im Falle einer schichtförmigen Stapelung und Konsolidierung zu einem
Organoblech wird sich das allerdings nicht als problematisch auswirken: Die wel-
lenbedingten Spalten zwischen den Schichten sind relativ groß. Die Luft unter Va-
kuum kann dadurch ungehindert entweichen.
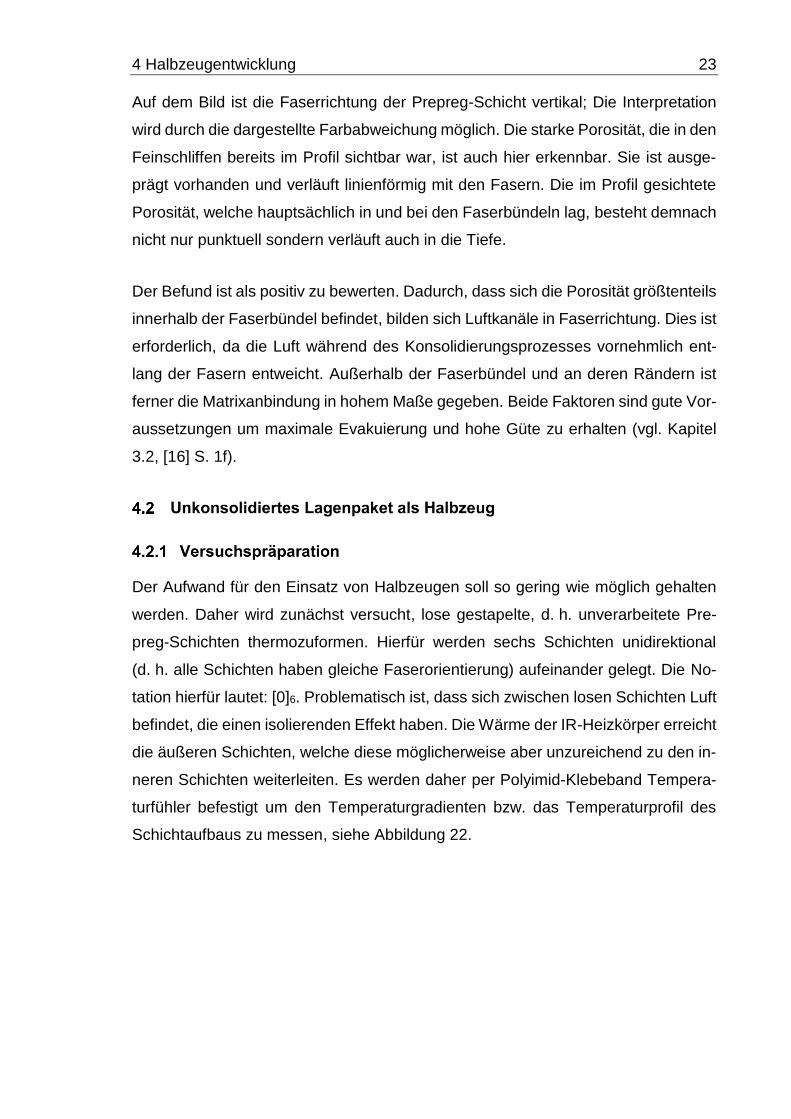
Neben den Feinschliffen wurde von einer Prepreg-Schicht ein C-Bild angefertigt,
dargestellt in Abbildung 21.
Abbildung 21: C-Bild einer unkonsolidierten Prepregschicht
Montagehalterung
Prepreg-Schicht
4 Halbzeugentwicklung 23
Auf dem Bild ist die Faserrichtung der Prepreg-Schicht vertikal; Die Interpretation
wird durch die dargestellte Farbabweichung möglich. Die starke Porosität, die in den
Feinschliffen bereits im Profil sichtbar war, ist auch hier erkennbar. Sie ist ausge-
prägt vorhanden und verläuft linienförmig mit den Fasern. Die im Profil gesichtete
Porosität, welche hauptsächlich in und bei den Faserbündeln lag, besteht demnach
nicht nur punktuell sondern verläuft auch in die Tiefe.
Der Befund ist als positiv zu bewerten. Dadurch, dass sich die Porosität größtenteils
innerhalb der Faserbündel befindet, bilden sich Luftkanäle in Faserrichtung. Dies ist
erforderlich, da die Luft während des Konsolidierungsprozesses vornehmlich ent-
lang der Fasern entweicht. Außerhalb der Faserbündel und an deren Rändern ist
ferner die Matrixanbindung in hohem Maße gegeben. Beide Faktoren sind gute Vor-
aussetzungen um maximale Evakuierung und hohe Güte zu erhalten (vgl. Kapitel
3.2, [16] S. 1f).
Der Aufwand für den Einsatz von Halbzeugen soll so gering wie möglich gehalten
werden. Daher wird zunächst versucht, lose gestapelte, d. h. unverarbeitete Pre-
preg-Schichten thermozuformen. Hierfür werden sechs Schichten unidirektional
(d. h. alle Schichten haben gleiche Faserorientierung) aufeinander gelegt. Die No-
tation hierfür lautet: [0]6. Problematisch ist, dass sich zwischen losen Schichten Luft
befindet, die einen isolierenden Effekt haben. Die Wärme der IR-Heizkörper erreicht
die äußeren Schichten, welche diese möglicherweise aber unzureichend zu den in-
neren Schichten weiterleiten. Es werden daher per Polyimid-Klebeband Tempera-
turfühler befestigt um den Temperaturgradienten bzw. das Temperaturprofil des
Schichtaufbaus zu messen, siehe Abbildung 22.
4 Halbzeugentwicklung 24
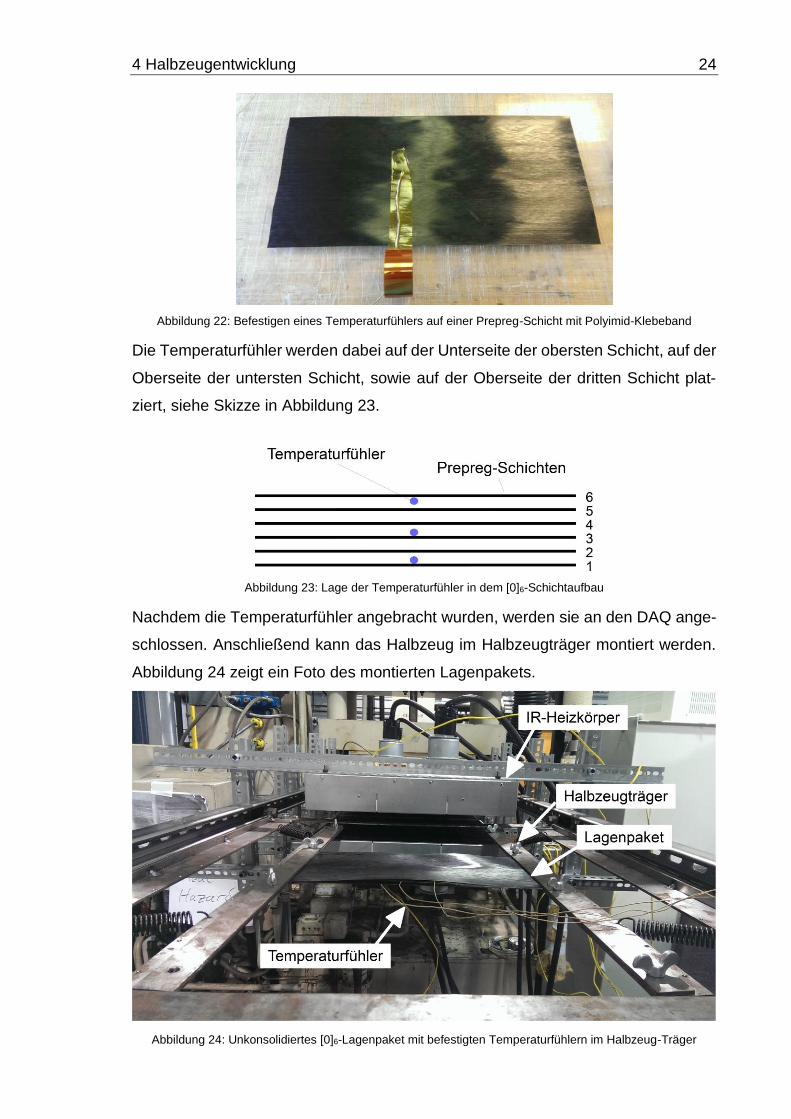
Abbildung 22: Befestigen eines Temperaturfühlers auf einer Prepreg-Schicht mit Polyimid-Klebeband
Die Temperaturfühler werden dabei auf der Unterseite der obersten Schicht, auf der
Oberseite der untersten Schicht, sowie auf der Oberseite der dritten Schicht plat-
ziert, siehe Skizze in Abbildung 23.
Abbildung 23: Lage der Temperaturfühler in dem [0]6-Schichtaufbau
Nachdem die Temperaturfühler angebracht wurden, werden sie an den DAQ ange-
schlossen. Anschließend kann das Halbzeug im Halbzeugträger montiert werden.
Abbildung 24 zeigt ein Foto des montierten Lagenpakets.
Abbildung 24: Unkonsolidiertes [0]6-Lagenpaket mit befestigten Temperaturfühlern im Halbzeug-Träger
4 Halbzeugentwicklung 25
Das Thermoformen muss oberhalb der Schmelztemperatur stattfinden, die für PA6
bei ca. 220°C liegt. Allerdings nimmt in der Zeitspanne zwischen dem Transport aus
den IR-Heizkörpern und dem Schließen des Umformwerkzeugs die Temperatur wie-
der ab. Um dies auszugleichen muss das Halbzeug daher in der Phase des Aufhei-
zens auf deutlich oberhalb der Schmelztemperatur erwärmt werden. Der Ablauf des
Versuchs verläuft wie folgt: Zunächst werden die IR-Heizkörper auf 400°C aufge-
heizt. Dann wird das Halbzeug im Halbzeugträger zwischen ein Heizkörper-Paar
geschoben. Die Temperatur auf die das Lagenpaket erhitzt wird, soll oberhalb
250°C sein. Sobald der erste Temperaturfühler also 250°C überschreitet, was im
DAQ verfolgt wird, wird der Halbzeug-Träger wieder aus den IR-Heizkörpern ent-
fernt. Dies ist der erste Versuch in dieser Arbeit. Er erhält in der Versuchsnotation
die Nummer 0. In Tabelle 2 sind die Parameter für Versuch Nr. 0 zusammengefasst.
Tabelle 2: Verwendete Parameter für Nr. 0
Nr. Schichtung TIR [°C] TPresse [°C] M [t] Aufheizen bis [°C] Sonstiges
0 [0]6 400 - - >250 Unkonsolidiert; Temperaturfühler wurden angebracht
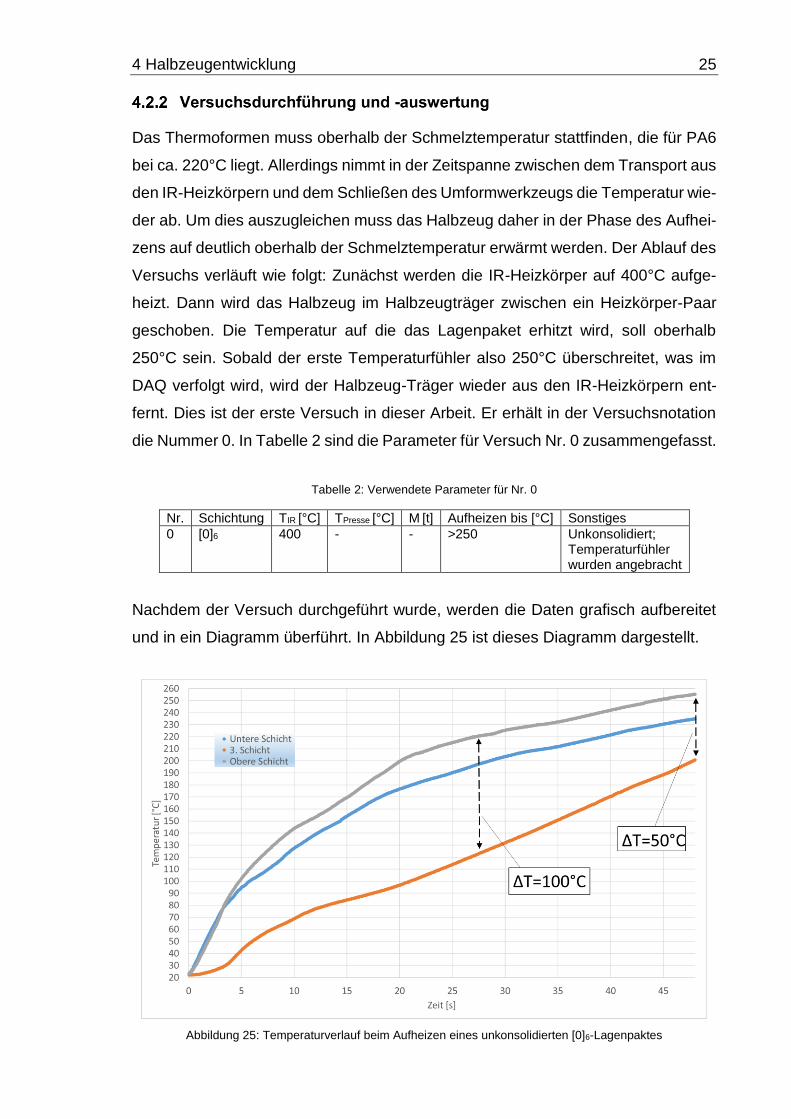
Nachdem der Versuch durchgeführt wurde, werden die Daten grafisch aufbereitet
und in ein Diagramm überführt. In Abbildung 25 ist dieses Diagramm dargestellt.
Abbildung 25: Temperaturverlauf beim Aufheizen eines unkonsolidierten [0]6-Lagenpaktes
4 Halbzeugentwicklung 26
Zu zwei Zeitpunkten sind Temperaturgradienten darin markiert:
bei erstmaligem Erreichen der Schmelztemperatur und
bei erstmaligem Erreichen der Maximaltemperatur.
Dass die beiden äußeren Schichten zu jeder Zeit eine höhere Temperatur haben
als die mittlere Schicht ist plausibel, da sie sich unmittelbar an den Heizflächen be-
finden. An dem Zeitpunkt an dem die erste Schicht die Schmelztemperatur von
220°C erreicht, beträgt der Temperaturgradient 100°C. Am Maximum von knapp
260°C beträgt der Temperaturgradient rund 50°C. Wenn an diesem Punkt die ober-
ste Schicht schon 260°C erreicht hat, hat die unterste Schicht noch nicht einmal die
Schmelztemperatur überschritten. Die enormen Temperaturunterschiede lassen
das Thermoformen von Bauteilen mit möglichst gleichförmigen und kontrollierbaren
Eigenschaften ohne Erfolgsaussicht bleiben.
Um eine geringere Abweichung der Temperatur zu erreichen wird sich dazu ent-
schlossen, die Lagenpakete zu konsolidieren, also Organobleche herzustellen.
Durch den unmittelbaren Kontakt aller Schichten wird ein weitaus geringerer Tem-
peraturgradient erwartet.
Es werden Organobleche mit [0]6-Schichtaufbau hergestellt. Damit die Schichten
bei der Präparation der Vakuumsäcke nicht verrutschen, müssen sie fixiert werden.
Nachdem jeweils eine Schicht auf eine andere gelegt wird, werden sie mit einem
erhitzten Lötkolben an vier unspezifischen äußeren Punkten miteinander ver-
schweißt. Dies geschieht, indem man mit dem Lötkolben für wenige Sekunden
Druck aufträgt wodurch beide Schichten definiert in Kontakt kommen. Die hohe
Temperatur lässt die Matrix beider Schichten dann aufschmelzen. Hierdurch ent-
steht eine stoffschlüssige Verbindung, durch die das Lagenpaket definiert ausge-
richtet und in sich fixiert wird. Anschließend erfolgt die Präparation des Vaku-
umsacks wie beschrieben in Kapitel 3.1. und der OOA-Konsolidierungsvorgang.
4 Halbzeugentwicklung 27
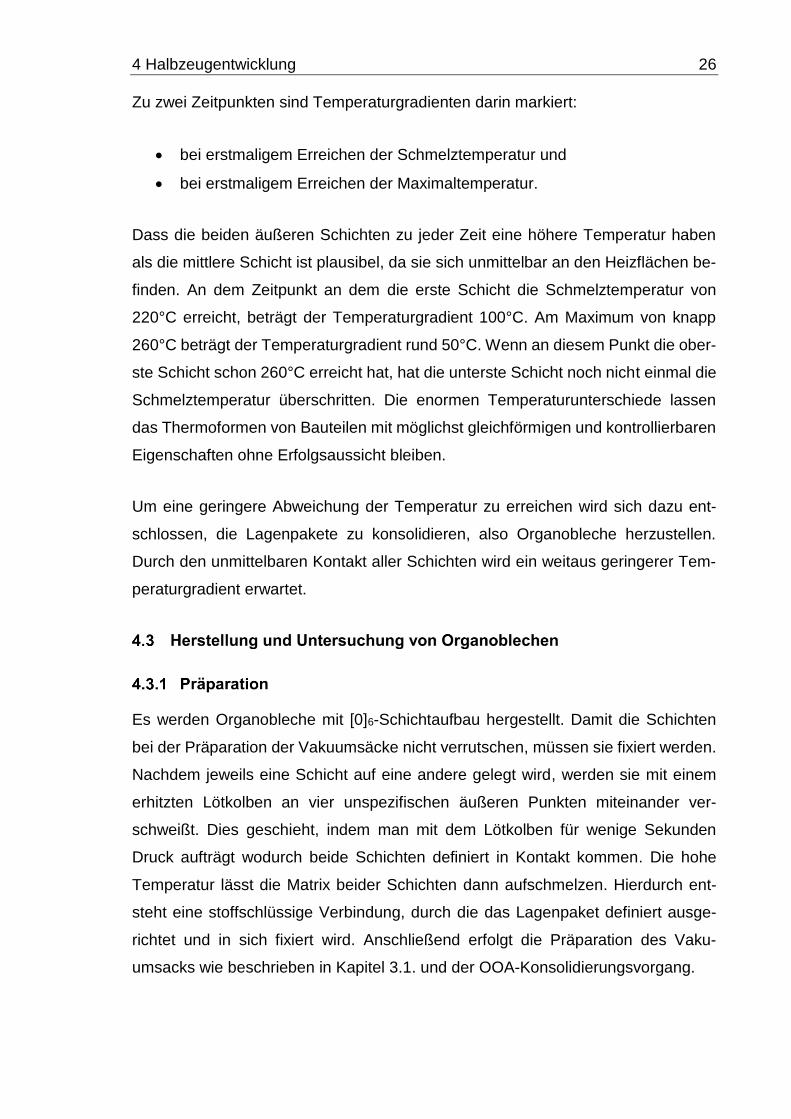
Es werden Organobleche per OOA und per Autoklaven hergestellt. Die Qualität, die
aus dem OOA-Verfahren erhalten wird, soll bewertet werden. Dies geschieht, indem
die Organobleche aus dem Autoklaven als Referenz dienen. Die Organobleche wer-
den also untersucht und die Resultate miteinander verglichen. Der Hersteller des
Prepregs empfiehlt im Datenblatt des Materials eine Verarbeitungstemperatur zwi-
schen 249°C und 271°C, s. Anhang A.1. Für die Verarbeitung im Autoklaven wird
sich in dieser Arbeit für eine Maximaltemperatur von 271°C und einer Rate des Auf-
heizens von 3.5°C/min entschieden. Das vollständige, im Prozess gemessene Profil
einschließlich Vakuum- und Druckverlauf ist in Abbildung 26 dargestellt.
Abbildung 26: Prozessprofil Autoklav
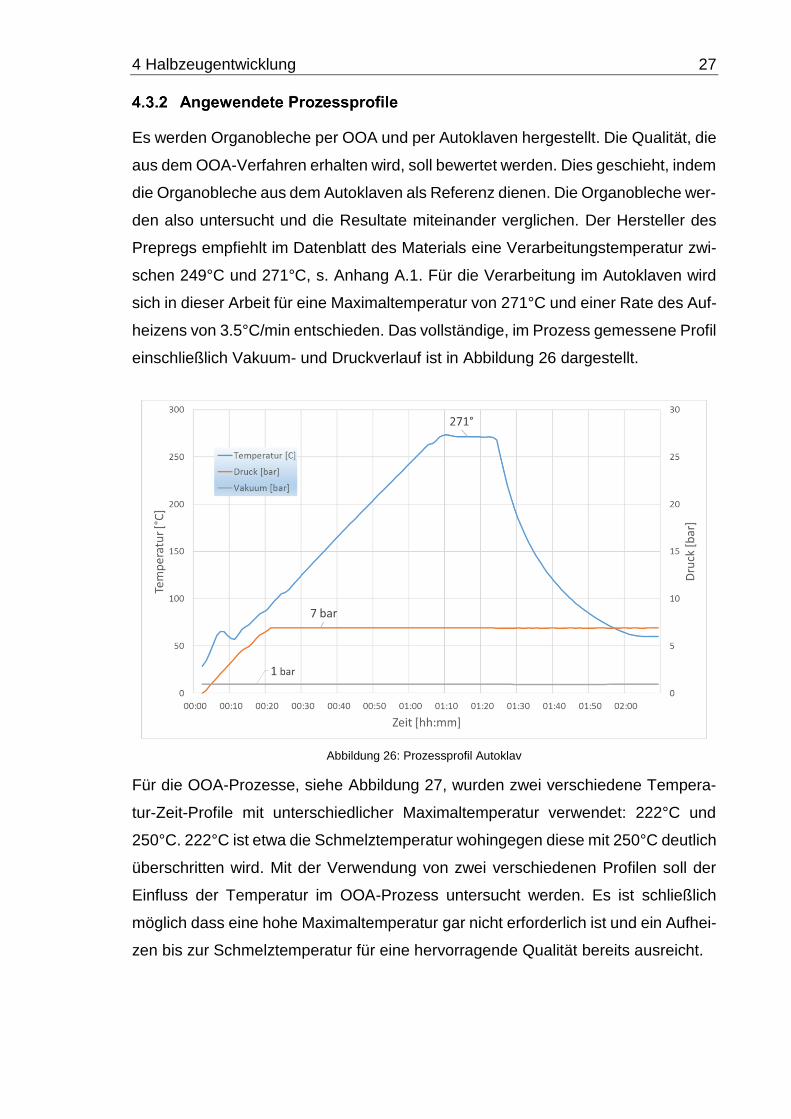
Für die OOA-Prozesse, siehe Abbildung 27, wurden zwei verschiedene Tempera-
tur-Zeit-Profile mit unterschiedlicher Maximaltemperatur verwendet: 222°C und
250°C. 222°C ist etwa die Schmelztemperatur wohingegen diese mit 250°C deutlich
überschritten wird. Mit der Verwendung von zwei verschiedenen Profilen soll der
Einfluss der Temperatur im OOA-Prozess untersucht werden. Es ist schließlich
möglich dass eine hohe Maximaltemperatur gar nicht erforderlich ist und ein Aufhei-
zen bis zur Schmelztemperatur für eine hervorragende Qualität bereits ausreicht.
4 Halbzeugentwicklung 28
Abbildung 27: Temperaturprofile OOA und Autoklav
Fotos von den präparierten Vakuumsäcken unmittelbar vor Beginn der OOA- bzw.
Autoklaven-Konsolidierung zeigen Abbildung 9 in Kapitel 3.1 und Abbildung 66 in
Anhang B.
Um einen Eindruck über das Aussehen eines solchen Organoblechs zu bekommen,
zeigt Abbildung 28 exemplarisch ein im Autoklaven hergestelltes Organoblech.
Abbildung 28: Im Autoklaven hergestelltes Organoblech
Optisch sind, wenn überhaupt, nur marginale Unterschiede zu den OOA-Organoble-
chen zu erkennen. Ohne eine Beschriftung unmittelbar nach dem Prozess besteht
Verwechslungsgefahr. Dies unterstreicht die Bedeutung der folgend durchgeführten
Analysen.
Zur Untersuchung der Organobleche die man aus den in Kapitel 4.3.2 vorgestellten
Prozessen erhalten hat, werden als Erstes C-Bilder ihrer Flächenprofile angefertigt.
Diese werden der unverarbeiteten Prepreg-Schicht in Abbildung 29 gegenüberge-
stellt.
4 Halbzeugentwicklung 29
Abbildung 29: C-Bilder einer Prepreg-Schicht sowie der Autoklaven- und OOA-Organobleche
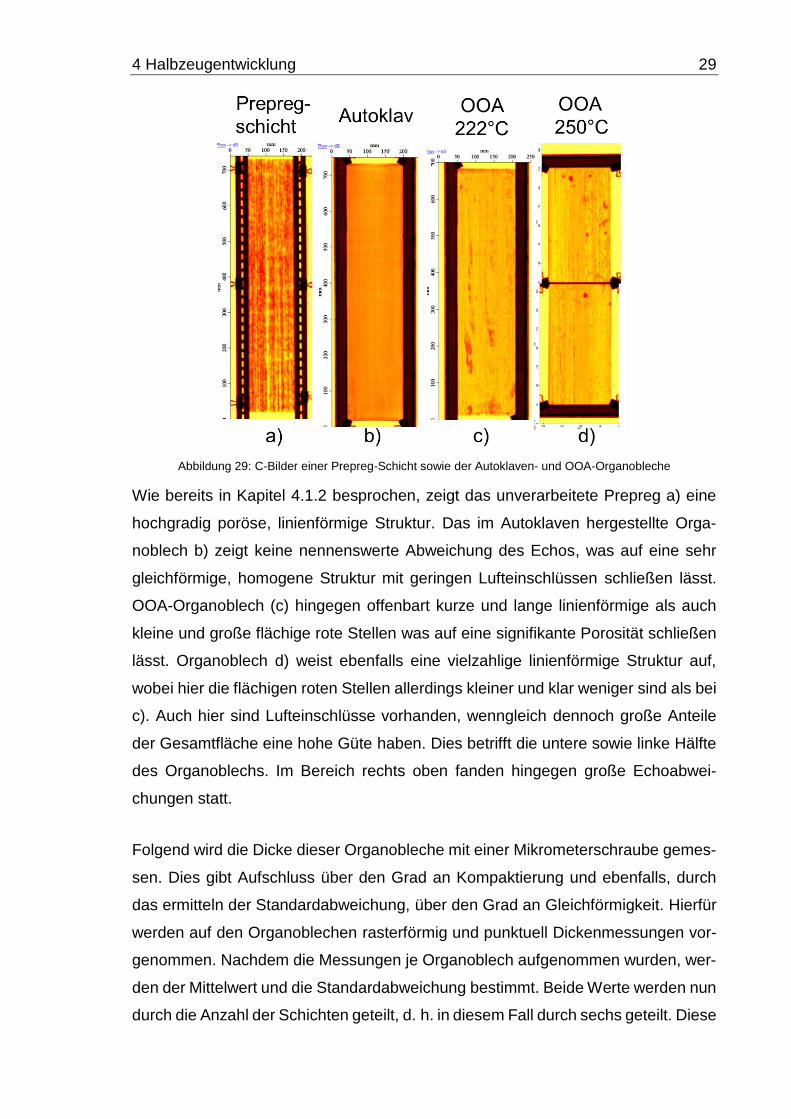
Wie bereits in Kapitel 4.1.2 besprochen, zeigt das unverarbeitete Prepreg a) eine
hochgradig poröse, linienförmige Struktur. Das im Autoklaven hergestellte Orga-
noblech b) zeigt keine nennenswerte Abweichung des Echos, was auf eine sehr
gleichförmige, homogene Struktur mit geringen Lufteinschlüssen schließen lässt.
OOA-Organoblech (c) hingegen offenbart kurze und lange linienförmige als auch
kleine und große flächige rote Stellen was auf eine signifikante Porosität schließen
lässt. Organoblech d) weist ebenfalls eine vielzahlige linienförmige Struktur auf,
wobei hier die flächigen roten Stellen allerdings kleiner und klar weniger sind als bei
c). Auch hier sind Lufteinschlüsse vorhanden, wenngleich dennoch große Anteile
der Gesamtfläche eine hohe Güte haben. Dies betrifft die untere sowie linke Hälfte
des Organoblechs. Im Bereich rechts oben fanden hingegen große Echoabwei-
chungen statt.
Folgend wird die Dicke dieser Organobleche mit einer Mikrometerschraube gemes-
sen. Dies gibt Aufschluss über den Grad an Kompaktierung und ebenfalls, durch
das ermitteln der Standardabweichung, über den Grad an Gleichförmigkeit. Hierfür
werden auf den Organoblechen rasterförmig und punktuell Dickenmessungen vor-
genommen. Nachdem die Messungen je Organoblech aufgenommen wurden, wer-
den der Mittelwert und die Standardabweichung bestimmt. Beide Werte werden nun
durch die Anzahl der Schichten geteilt, d. h. in diesem Fall durch sechs geteilt. Diese
4 Halbzeugentwicklung 30
Ergebnisse werden nun abermals dem unverarbeiteten Prepreg gegenübergestellt.
Die Gegenüberstellung der Dicken ist in Abbildung 30 dargestellt.
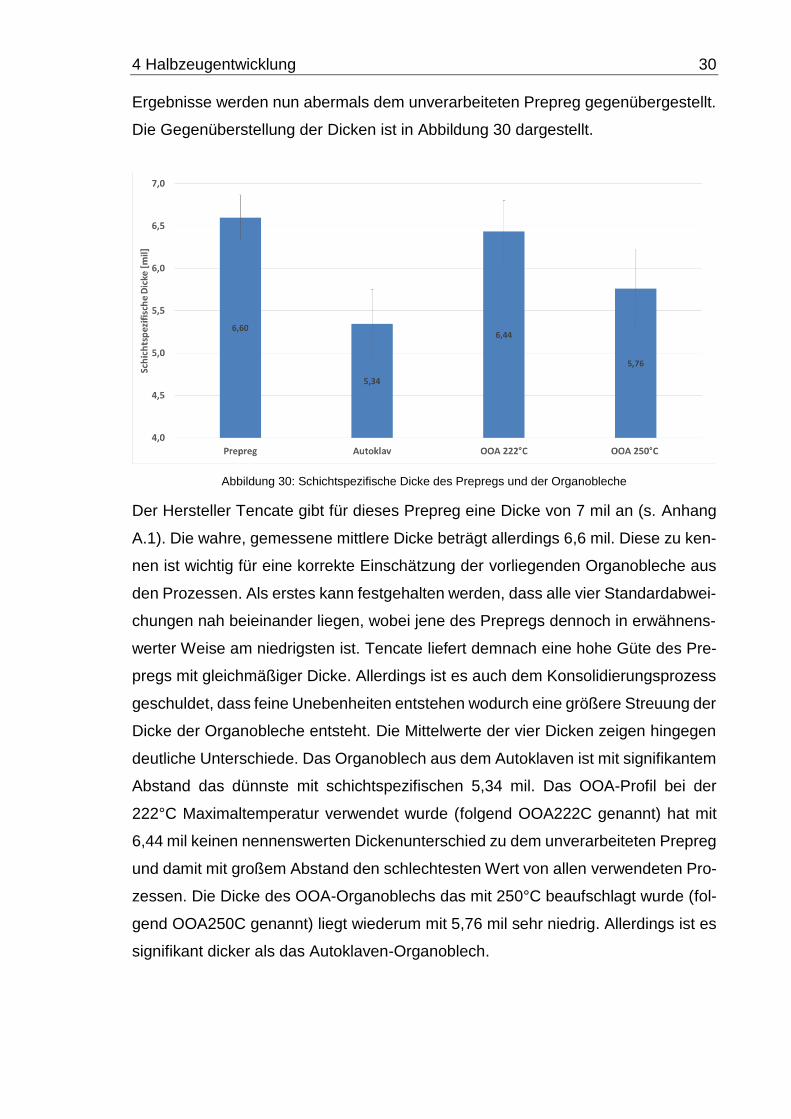
Abbildung 30: Schichtspezifische Dicke des Prepregs und der Organobleche
Der Hersteller Tencate gibt für dieses Prepreg eine Dicke von 7 mil an (s. Anhang
A.1). Die wahre, gemessene mittlere Dicke beträgt allerdings 6,6 mil. Diese zu ken-
nen ist wichtig für eine korrekte Einschätzung der vorliegenden Organobleche aus
den Prozessen. Als erstes kann festgehalten werden, dass alle vier Standardabwei-
chungen nah beieinander liegen, wobei jene des Prepregs dennoch in erwähnens-
werter Weise am niedrigsten ist. Tencate liefert demnach eine hohe Güte des Pre-
pregs mit gleichmäßiger Dicke. Allerdings ist es auch dem Konsolidierungsprozess
geschuldet, dass feine Unebenheiten entstehen wodurch eine größere Streuung der
Dicke der Organobleche entsteht. Die Mittelwerte der vier Dicken zeigen hingegen
deutliche Unterschiede. Das Organoblech aus dem Autoklaven ist mit signifikantem
Abstand das dünnste mit schichtspezifischen 5,34 mil. Das OOA-Profil bei der
222°C Maximaltemperatur verwendet wurde (folgend OOA222C genannt) hat mit
6,44 mil keinen nennenswerten Dickenunterschied zu dem unverarbeiteten Prepreg
und damit mit großem Abstand den schlechtesten Wert von allen verwendeten Pro-
zessen. Die Dicke des OOA-Organoblechs das mit 250°C beaufschlagt wurde (fol-
gend OOA250C genannt) liegt wiederum mit 5,76 mil sehr niedrig. Allerdings ist es
signifikant dicker als das Autoklaven-Organoblech.
4 Halbzeugentwicklung 31
Als letzte Maßnahme zur Evaluierung der hergestellten Halbzeuge werden Schliff-
bilder der Organobleche angefertigt. Im Gegensatz zu den beiden vorangegange-
nen Untersuchungen die auf die Fläche angewendet wurden, wird mit diesem Ver-
fahren eine Betrachtung des Profils möglich. Sie markiert zugleich den Übergang
von der zerstörungsfreien zur zerstörenden Prüfung, denn es müssen hierfür kleine
Proben aus dem Organoblech herausgetrennt werden. Für die Zielsetzungen in die-
ser Arbeit können die Organobleche allerdings zumeist dennoch für das Thermofor-
men weiterverwendet werden. Dies ist vertretbar, wenn die Probenentnahme an un-
kritischen Stellen erfolgte und Größen, die von Interesse sind, hiervon nicht berührt
werden.
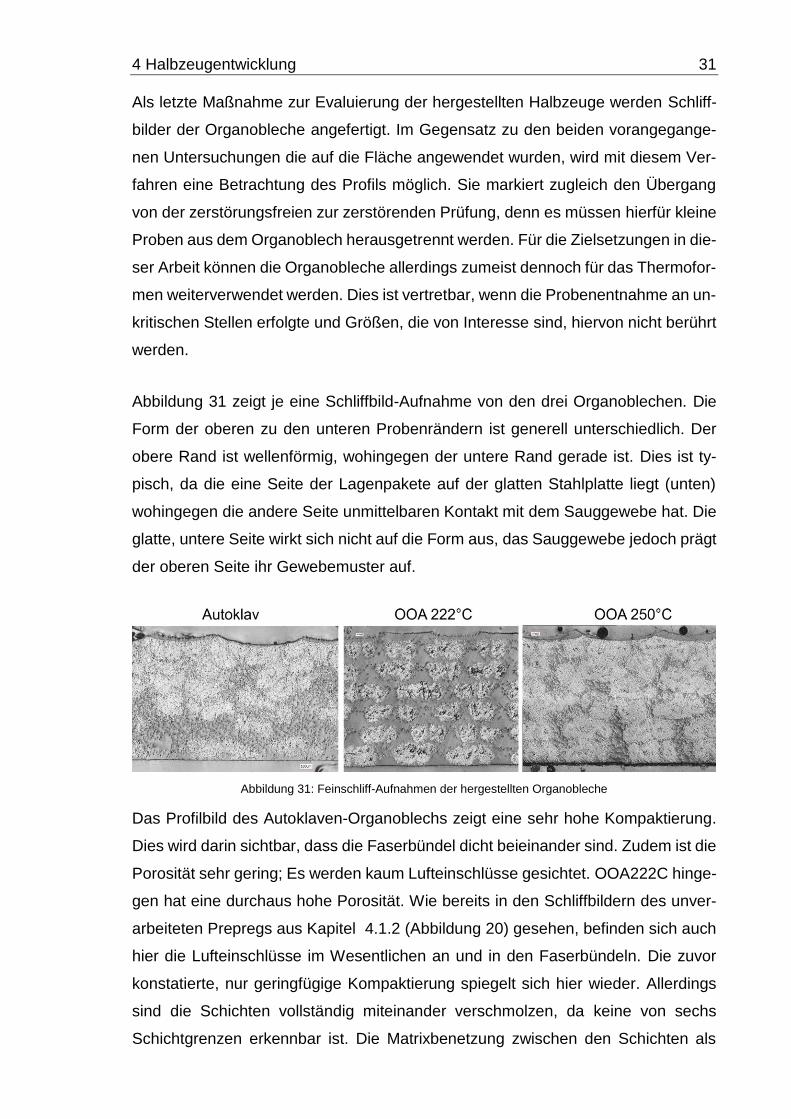
Abbildung 31 zeigt je eine Schliffbild-Aufnahme von den drei Organoblechen. Die
Form der oberen zu den unteren Probenrändern ist generell unterschiedlich. Der
obere Rand ist wellenförmig, wohingegen der untere Rand gerade ist. Dies ist ty-
pisch, da die eine Seite der Lagenpakete auf der glatten Stahlplatte liegt (unten)
wohingegen die andere Seite unmittelbaren Kontakt mit dem Sauggewebe hat. Die
glatte, untere Seite wirkt sich nicht auf die Form aus, das Sauggewebe jedoch prägt
der oberen Seite ihr Gewebemuster auf.
Abbildung 31: Feinschliff-Aufnahmen der hergestellten Organobleche
Das Profilbild des Autoklaven-Organoblechs zeigt eine sehr hohe Kompaktierung.
Dies wird darin sichtbar, dass die Faserbündel dicht beieinander sind. Zudem ist die
Porosität sehr gering; Es werden kaum Lufteinschlüsse gesichtet. OOA222C hinge-
gen hat eine durchaus hohe Porosität. Wie bereits in den Schliffbildern des unver-
arbeiteten Prepregs aus Kapitel 4.1.2 (Abbildung 20) gesehen, befinden sich auch
hier die Lufteinschlüsse im Wesentlichen an und in den Faserbündeln. Die zuvor
konstatierte, nur geringfügige Kompaktierung spiegelt sich hier wieder. Allerdings
sind die Schichten vollständig miteinander verschmolzen, da keine von sechs
Schichtgrenzen erkennbar ist. Die Matrixbenetzung zwischen den Schichten als
4 Halbzeugentwicklung 32
auch an den Faserbündeln ist gleichmäßig und unterbrechungsfrei. Das OOA250C-
Profil zeigt hingegen, wie beim Autoklaven-Profil ebenfalls eine hohe Verdichtung.
Es sind ferner Lufteinschlüsse zu sichten, jedoch in sehr geringem Volumenanteil.
Sie befinden sich ausschließlich im Inneren der Faserbündel.
Die drei verwendeten Prüfmethoden zur Klassifizierung der drei Organobleche zei-
gen je ein schlüssiges Gesamtbild. Für das Autoklaven-Organoblech entstand
durch sein C-Bild der Eindruck einer herausragend hochwertigen Konsolidierungs-
güte. Dieser setzte sich in der Untersuchung der Dicke fort, die sich als am gering-
sten herausstellte. Bestätigt wurde dies anschließend durch die Schliffbild-Untersu-
chung: Sehr hohe Kompaktierung bei minimaler Defektmenge konnte konstatiert
werden. Wie erwartet, konnte mittels des Autoklaven sehr hohe Qualität erzielt wer-
den. Ein Autoklav-Prozess kann jedoch auch suboptimale Ergebnisse liefern wenn
die eingestellten Parameter nicht für das vorliegende Lagenpaket geeignet sind.
Matrixmaterial, Schichtanzahl, Schichtorientierung, Menge an Feuchtigkeits- und
Lufteinschluss, Faservolumengehalt, etc. bedürfen ein individuelles Prozessprofil.
Insofern ist auch die Wahl der Prozessparameter des Autoklaven-Profils erfolgreich
gewesen.
Das Organoblech aus dem OOA222C-Profil zeigte unbefriedigende Güte. Das C-
Bild ließ auf eine mängelbehaftete, inhomogene Struktur schließen. Anschließend
wurde die Dicke ausgewertet. Festzustellen war, dass die schichtspezifische Dicke
praktisch gleichauf mit der Dicke einer unverarbeiteten Prepreg-Schicht lag. Dem-
nach erfuhr das Lagenpaket keine nennenswerte Kompaktierung. Immerhin konnte
eine rückstandslose Verschmelzung der Schichten in dem Schliffbild festgestellt
werden, was angesichts der zuvor erhaltenen Ergebnisse nicht erwartet wurde. Al-
lerdings reichte die Temperatur von 222°C nicht aus, dass diese die Faserbündel in
hohem Maße infiltrierte. Die Viskosität war hierfür noch zu hoch.
Bei dem OOA250C-Prozess war sie dann allerdings bereits ausreichend niedriger.
Hier kann die Infiltration als erfolgreich gewertet werden. Verdichtung fand zudem
in signifikantem Maße statt, was auch die Dickenmessung zeigte. Der Faservolu-
mengehalt stieg gegenüber OOA222C deutlich. Vergleicht man die Schliffbilder von
OOA250C und des Autoklav-Prozesses, ist die Ähnlichkeit frappierend. Bei

4 Halbzeugentwicklung 33
OOA250C sind Lufteinschlüsse zwar deutlich sichtbar, wenngleich ihr Flächenanteil
sehr gering ist.
Die OOA222C-Qualität wird als unbefriedigend gewertet. Hingegen ist die Qualität
des OOA250C-Organobleches hochwertig. Dessen allgemeine Güte ist nur gering-
fügig, aber nennenswert niedriger als jenes aus dem Autoklaven.
5 Thermoformen mit flächigem 2D-Werkzeug 34
5 Thermoformen mit flächigem 2D-Werkzeug
Im Folgenden wird das Thermoformen durchgeführt unter Ausschaltung von Effek-
ten die geometrische Ursachen haben. Es soll damit hinreichender Kenntnisstand
über den Prozess und seine Auswirkungen auf das Halbzeug erlangt werden. Zu-
dem sollen geeignete Parameter gefunden und Mängel an der Anlage aufgedeckt
und behoben werden. Damit wird die Grundlage für das erfolgreiche Thermoformen
mit komplexer Werkzeuggeometrie geschaffen.
Das Hauptinteresse ist, dass nach dem Thermoformen eine höchstmögliche Quali-
tät (stabile und hohe Kompaktierung, geringe Porosität, hohe Gleichförmigkeit) vor-
handen ist. Da das Thermoformen ein Prozess ist, bei dem ein Halbzeug mit ge-
schmolzener Matrix in einer Presse Druck erfährt, ist es denkbar, dass hierbei be-
stehende Poren geschlossen werden. Die These ist, dass niedrigviskose Matrix un-
ter dem erfahrenen Druck in die Poren hinein- und die Luft dabei herauspresst. Be-
stätigt sich dies, ist eine hohe Qualität der Halbzeuge selbst gar nicht erforderlich.
Eine mindere Qualität reiche dann aus die per Pressen verbessert werden kann. In
einem integrativen Prozessschritt würden dann Formgebung und Strukturverbesse-
rung stattfinden können. OOA-Prozesse mit relativ niedriger Maximaltemperatur
würden dann genügen, was Energie- und Kosteneinsparungen bedeutete.
In Kapitel 4.2.2 wurde für ein unkonsolidiertes Lagenpaket ein inakzeptabel großer
Temperaturgradient festgestellt. Er betrug in wichtigen Zeitabschnitten 100°C bzw.
50°C. Die These wurde aufgestellt, dass er bei einem konsolidierten Lagenpaket
(Organoblech) signifikant kleiner ausfällt. Dies gründet auf der Überlegung, dass
zwischen den unmittelbar verschmolzenen Lagen keine isolierenden Luftschichten
mehr existieren die den Temperatureintrag vermindern. Diese These wird nun über-
prüft.
Zur Herstellung des Organoblechs werden zunächst, wie in Kapitel 4.2.2 beschrie-
ben, drei Temperaturfühler an je einer Prepreg-Schicht fixiert. Dies geschieht dies-
mal per Punktschweissen, d. h. es wird eine punktuelle, stoffschlüssige Verbindung
zwischen Temperaturfühler und Prepreg-Schicht hergestellt. Die Temperaturfühler
5 Thermoformen mit flächigem 2D-Werkzeug 35
befinden sich entsprechend je zwischen der ersten und zweiten, zwischen der drit-
ten und vierten sowie zwischen der fünften und sechsten Schicht. Das [0]6-Lagen-
paket wird dann mit einem Vakuumsack bedeckt. Die Temperaturfühler bleiben mit
dem Lagenpaket vollständig unterhalb des Vakuumsacks. Sie sind für die OOA-
Konsolidierung ausreichend temperaturbeständig und das Vakuum schadet ihnen
ebenfalls nicht. Abbildung 32 zeigt ein Foto eines derart hergestellten Organoblechs
mit eingeschlossenen Temperaturfühlern.
Abbildung 32: Organoblech mit eingeschlossenen Temperaturfühlern
Der Ablauf zur Messung des Temperaturgradienten ist zunächst identisch zu jenem
aus Kapitel 4.2.2: Das Organoblech wird im Halbzeugträger montiert, die Tempera-
turfühler an den DAQ angeschlossen und zwischen ein Paar aus IR-Heizkörpern
die 400°C Oberflächentemperatur haben geschoben. Nun wird gewartet bis die
Halbzeugtemperatur 250°C übersteigt. Im nächsten Schritt wird das Halbzeug aller-
dings nicht wieder herausgezogen und die Messung damit beendet. Diesmal soll
der Temperaturgradient über den gesamten Thermoform-Prozess hinweg gemes-
sen werden. Daher wird das Halbzeug nach Überschreiten von 250°C in die Presse
geschoben und diese dann geschlossen. Tabelle 3 listet die für diesen Versuch
(„Nr. 1“) verwendeten Parameter auf.
Tabelle 3: Verwendete Parameter zum Messen des Temperaturprofils (Nr. 1)
Nr. Schichtung TIR [°C] TPresse [°C] M [t] Aufheizen bis [°C] Sonstiges
1 [0]6 400 100 10 >250 -
Die Messdaten des Versuchs wurden in ein Diagramm geführt, dargestellt in Abbil-
dung 33.
5 Thermoformen mit flächigem 2D-Werkzeug 36
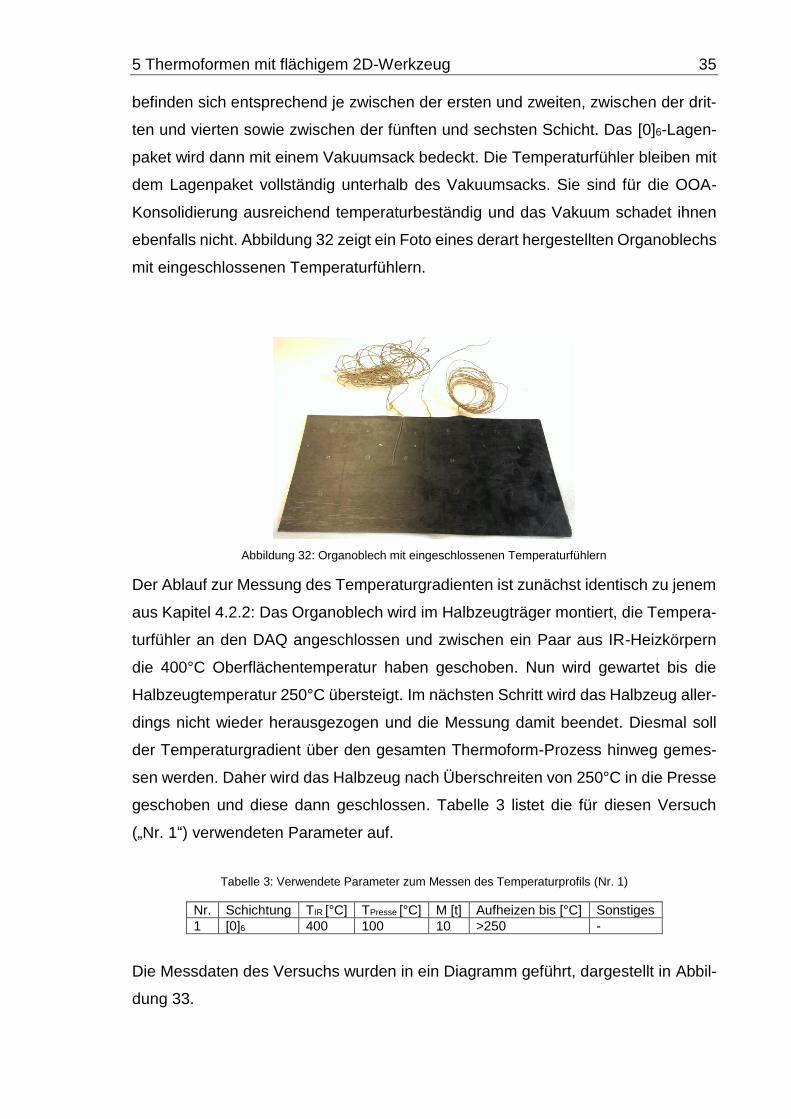
Abbildung 33: Temperaturgradient eines [0]6-Organoblechs während des Thermoform-Prozesses
Für die Deutung des Ergebnisses kann der Prozess in drei signifikante Phasen zu-
sammengefasst werden:
1. Aufheizen des Organoblechs (Sekunde 10-52)
2. Transport in die Presse (Sekunde 52-56)
3. Kontakt, Verfestigen und Abkühlen (Sekunde 56-59)
Das Aufheizen erfolgt gutmütig und mit einem im Wesentlichen sehr geringen Tem-
peraturgradienten. Die These, dass der Temperaturgradient eines konsolidierten
Organoblechs sehr viel kleiner ist als der eines unkonsolidierten Lagenpakets ist
hiermit bestätigt. Während der Halbzeugträger ab etwa Sekunde 52 von den IR-
Heizkörpern zur Presse geschoben wird, findet kein Aufheizen mehr statt Dies
macht es plausibel, dass die Temperatur in diesem Abschnitt fällt. Während sich die
Presse schließt, findet ab etwa Sekunde 56 der Kontakt mit dem Werkzeug statt.
An dieser Stelle kann nun nicht mehr von Gutmütigkeit gesprochen werden, denn
der folgende Temperaturabfall ist rapide. Vom ersten Kontakt bei 260 °C bis zum
Erreichen der Temperatur der Wärmeformbeständigkeit von 200°C vergehen nur
0,3 Sekunden. Dies kommt einem Einfrieren gleich; Die Verfestigung der Matrix er-
folgt abrupt. Abbildung 34 zeigt ein Foto des thermogeformten Teils mit dem die
Temperaturmessung durchgeführt wurde.
5 Thermoformen mit flächigem 2D-Werkzeug 37
Abbildung 34: Foto des thermogeformten Teils mit dem der Temperaturgradient bestimmt wurde
Optisch ist die rechteckige Form erhalten geblieben. Haptisch wird ein durchwach-
sener Eindruck gewonnen; Die Oberflächen sind rau und zerfurcht. Weitere Unter-
suchungen des Teils finden nicht statt. Der Zweck dieses Teils bestand ausschließ-
lich aus der Bestimmung des Temperaturprofils. Durch die eingeschweißten Tem-
peraturfühler würden Bewertungen der Struktur nicht zulässig sein, da diese hierauf
eingewirkt haben können.
Es liegt nun das Temperaturprofil für ein sechslagiges Organoblech vor. Hieraus
lässt sich unter anderem ablesen, wie lange ein Organoblech zwischen den IR-
Heizkörpern verbleiben muss um eine bestimmte Temperatur zu erreichen. Für die
folgenden Versuche wurden dennoch weiterhin Organobleche mit eingeschlosse-
nen Temperaturfühlern verwendet. Dies geschah, da diese schlicht noch vorrätig
waren. Ferner waren weiterführende Untersuchungen der thermogeformten Teile
für diese Versuchsreihe nicht vorgesehen. Eine akzeptable Qualität wurde in die-
sem Stadium noch nicht erwartet. Die verwendeten Parameter für Versuche Nr. 2
und 3 sind in Tabelle 4 gelistet.
Tabelle 4: Verwendete Parameter für Nr. 2 und 3
Nr. Schichtung TIR [°C] TPresse [°C] M [t] Aufheizen bis [°C] Sonstiges
2 [0]6 400 100 10 260° -
3 [0]6 500 100 10 230° -
Abbildung 35 zeigt Fotos der thermogeformten Teile (Vorder- und Rückseite).
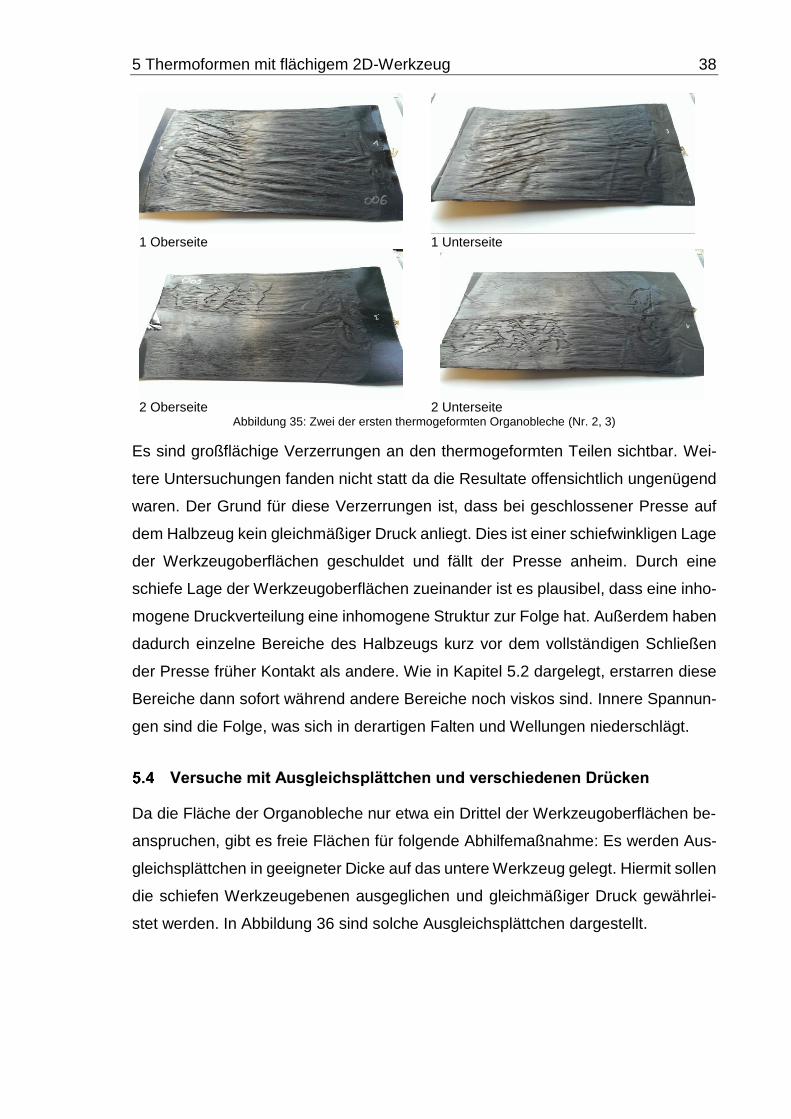
5 Thermoformen mit flächigem 2D-Werkzeug 38
1 Oberseite 1 Unterseite
2 Oberseite 2 Unterseite
Abbildung 35: Zwei der ersten thermogeformten Organobleche (Nr. 2, 3)
Es sind großflächige Verzerrungen an den thermogeformten Teilen sichtbar. Wei-
tere Untersuchungen fanden nicht statt da die Resultate offensichtlich ungenügend
waren. Der Grund für diese Verzerrungen ist, dass bei geschlossener Presse auf
dem Halbzeug kein gleichmäßiger Druck anliegt. Dies ist einer schiefwinkligen Lage
der Werkzeugoberflächen geschuldet und fällt der Presse anheim. Durch eine
schiefe Lage der Werkzeugoberflächen zueinander ist es plausibel, dass eine inho-
mogene Druckverteilung eine inhomogene Struktur zur Folge hat. Außerdem haben
dadurch einzelne Bereiche des Halbzeugs kurz vor dem vollständigen Schließen
der Presse früher Kontakt als andere. Wie in Kapitel 5.2 dargelegt, erstarren diese
Bereiche dann sofort während andere Bereiche noch viskos sind. Innere Spannun-
gen sind die Folge, was sich in derartigen Falten und Wellungen niederschlägt.
Da die Fläche der Organobleche nur etwa ein Drittel der Werkzeugoberflächen be-
anspruchen, gibt es freie Flächen für folgende Abhilfemaßnahme: Es werden Aus-
gleichsplättchen in geeigneter Dicke auf das untere Werkzeug gelegt. Hiermit sollen
die schiefen Werkzeugebenen ausgeglichen und gleichmäßiger Druck gewährlei-
stet werden. In Abbildung 36 sind solche Ausgleichsplättchen dargestellt.

5 Thermoformen mit flächigem 2D-Werkzeug 39
Abbildung 36: Flächiges Werkzeug, Ausgleichsplättchen in Nahaufnahme
Das Prinzip der Ausgleichsplättchen, skizziert in Abbildung 37, ist wie folgt: Um
gleichmäßigen und gleichzeitigen Kontakt herzustellen, werden zunächst die Dik-
ken der zu formenden Organobleche gemessen. Anschließend werden Ausgleichs-
plättchen mit minimal geringerer Dicke an vier äußere Stellen auf dem Werkzeug
platziert. Wenn sich nun das schiefe Werkzeugpaar aufeinander zubewegt, sollte
der erste Kontakt mit einem Ausgleichsplättchen zustande kommen. Bei zunehmen-
der Schließbewegung würde die Schiefwinkligkeit ausgeglichen werden bis der
Kontakt mit dem Halbzeug und den anderen Ausgleichsplättchen nahezu zeitgleich
geschehen. Bei geschlossener Presse schließlich würde durch die Ausgleichsplätt-
chen der Kontakt eben, und Druck dennoch, dadurch dass das Organoblech dicker
ist, appliziert worden sein. Bezogen auf das Halbzeug arbeitet die Presse damit
allerdings nicht mehr druckgesteuert sondern verschiebungsgesteuert (Dickendiffe-
renz aus Ausgleichsplättchen und Organoblech).
Abbildung 37: Prinzip der Anwendung von Abstandsplättchen; übertriebene Darstellung
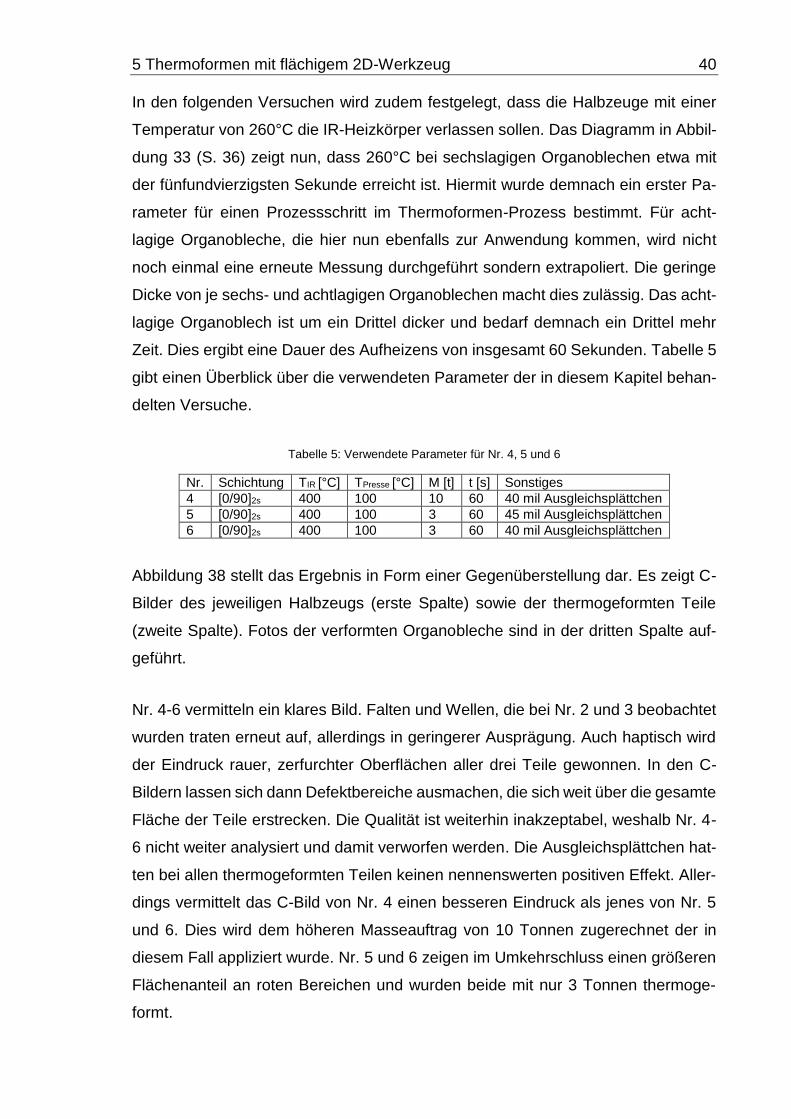
5 Thermoformen mit flächigem 2D-Werkzeug 40
In den folgenden Versuchen wird zudem festgelegt, dass die Halbzeuge mit einer
Temperatur von 260°C die IR-Heizkörper verlassen sollen. Das Diagramm in Abbil-
dung 33 (S. 36) zeigt nun, dass 260°C bei sechslagigen Organoblechen etwa mit
der fünfundvierzigsten Sekunde erreicht ist. Hiermit wurde demnach ein erster Pa-
rameter für einen Prozessschritt im Thermoformen-Prozess bestimmt. Für acht-
lagige Organobleche, die hier nun ebenfalls zur Anwendung kommen, wird nicht
noch einmal eine erneute Messung durchgeführt sondern extrapoliert. Die geringe
Dicke von je sechs- und achtlagigen Organoblechen macht dies zulässig. Das acht-
lagige Organoblech ist um ein Drittel dicker und bedarf demnach ein Drittel mehr
Zeit. Dies ergibt eine Dauer des Aufheizens von insgesamt 60 Sekunden. Tabelle 5
gibt einen Überblick über die verwendeten Parameter der in diesem Kapitel behan-
delten Versuche.
Tabelle 5: Verwendete Parameter für Nr. 4, 5 und 6
Nr. Schichtung TIR [°C] TPresse [°C] M [t] t [s] Sonstiges
4 [0/90]2s 400 100 10 60 40 mil Ausgleichsplättchen
5 [0/90]2s 400 100 3 60 45 mil Ausgleichsplättchen
6 [0/90]2s 400 100 3 60 40 mil Ausgleichsplättchen
Abbildung 38 stellt das Ergebnis in Form einer Gegenüberstellung dar. Es zeigt C-
Bilder des jeweiligen Halbzeugs (erste Spalte) sowie der thermogeformten Teile
(zweite Spalte). Fotos der verformten Organobleche sind in der dritten Spalte auf-
geführt.
Nr. 4-6 vermitteln ein klares Bild. Falten und Wellen, die bei Nr. 2 und 3 beobachtet
wurden traten erneut auf, allerdings in geringerer Ausprägung. Auch haptisch wird
der Eindruck rauer, zerfurchter Oberflächen aller drei Teile gewonnen. In den C-
Bildern lassen sich dann Defektbereiche ausmachen, die sich weit über die gesamte
Fläche der Teile erstrecken. Die Qualität ist weiterhin inakzeptabel, weshalb Nr. 4-
6 nicht weiter analysiert und damit verworfen werden. Die Ausgleichsplättchen hat-
ten bei allen thermogeformten Teilen keinen nennenswerten positiven Effekt. Aller-
dings vermittelt das C-Bild von Nr. 4 einen besseren Eindruck als jenes von Nr. 5
und 6. Dies wird dem höheren Masseauftrag von 10 Tonnen zugerechnet der in
diesem Fall appliziert wurde. Nr. 5 und 6 zeigen im Umkehrschluss einen größeren
Flächenanteil an roten Bereichen und wurden beide mit nur 3 Tonnen thermoge-
formt.
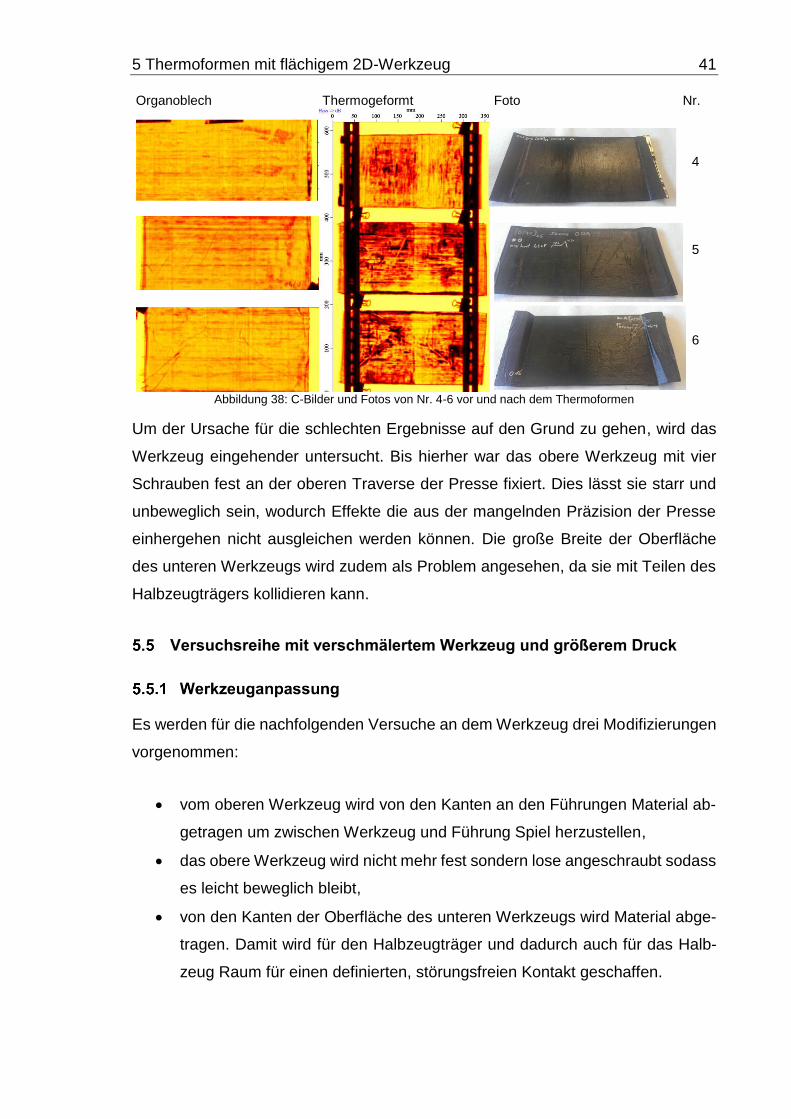
5 Thermoformen mit flächigem 2D-Werkzeug 41
Organoblech Thermogeformt Foto Nr.
4
5
6
Abbildung 38: C-Bilder und Fotos von Nr. 4-6 vor und nach dem Thermoformen
Um der Ursache für die schlechten Ergebnisse auf den Grund zu gehen, wird das
Werkzeug eingehender untersucht. Bis hierher war das obere Werkzeug mit vier
Schrauben fest an der oberen Traverse der Presse fixiert. Dies lässt sie starr und
unbeweglich sein, wodurch Effekte die aus der mangelnden Präzision der Presse
einhergehen nicht ausgleichen werden können. Die große Breite der Oberfläche
des unteren Werkzeugs wird zudem als Problem angesehen, da sie mit Teilen des
Halbzeugträgers kollidieren kann.
Es werden für die nachfolgenden Versuche an dem Werkzeug drei Modifizierungen
vorgenommen:
vom oberen Werkzeug wird von den Kanten an den Führungen Material ab-
getragen um zwischen Werkzeug und Führung Spiel herzustellen,
das obere Werkzeug wird nicht mehr fest sondern lose angeschraubt sodass
es leicht beweglich bleibt,
von den Kanten der Oberfläche des unteren Werkzeugs wird Material abge-
tragen. Damit wird für den Halbzeugträger und dadurch auch für das Halb-
zeug Raum für einen definierten, störungsfreien Kontakt geschaffen.
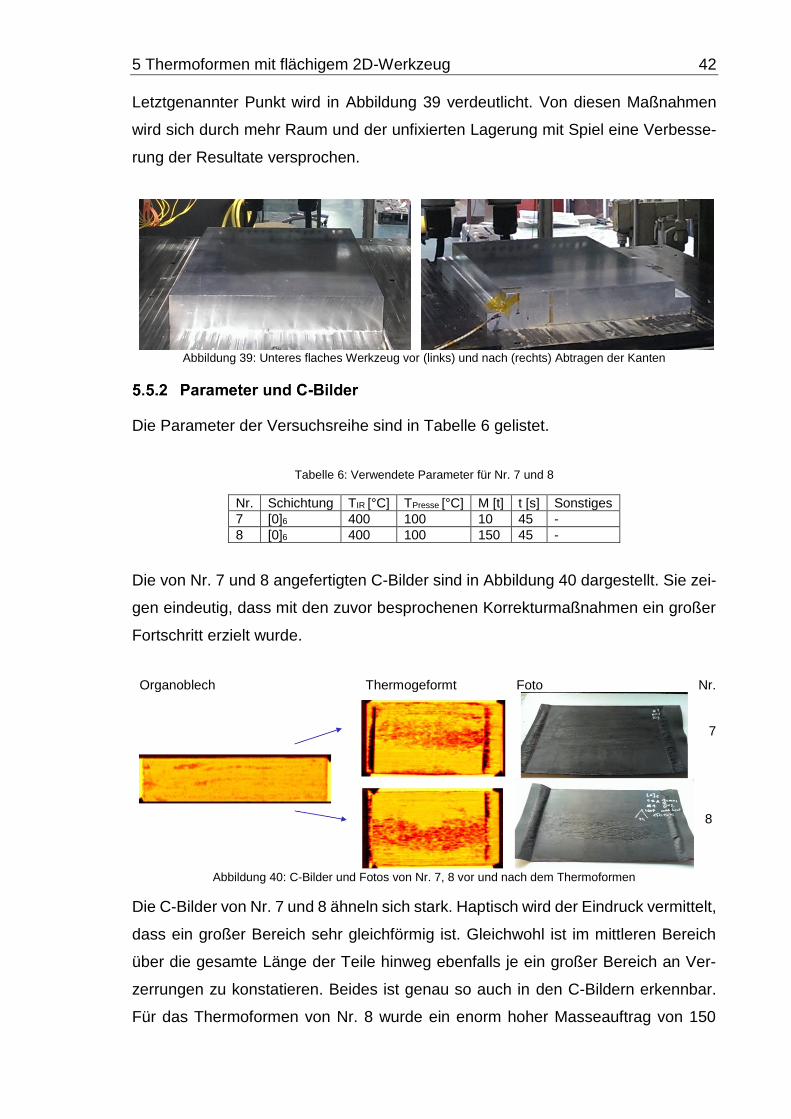
5 Thermoformen mit flächigem 2D-Werkzeug 42
Letztgenannter Punkt wird in Abbildung 39 verdeutlicht. Von diesen Maßnahmen
wird sich durch mehr Raum und der unfixierten Lagerung mit Spiel eine Verbesse-
rung der Resultate versprochen.
Abbildung 39: Unteres flaches Werkzeug vor (links) und nach (rechts) Abtragen der Kanten
Die Parameter der Versuchsreihe sind in Tabelle 6 gelistet.
Tabelle 6: Verwendete Parameter für Nr. 7 und 8
Nr. Schichtung TIR [°C] TPresse [°C] M [t] t [s] Sonstiges
7 [0]6 400 100 10 45 -
8 [0]6 400 100 150 45 -
Die von Nr. 7 und 8 angefertigten C-Bilder sind in Abbildung 40 dargestellt. Sie zei-
gen eindeutig, dass mit den zuvor besprochenen Korrekturmaßnahmen ein großer
Fortschritt erzielt wurde.
Organoblech Thermogeformt Foto Nr.
7
8
Abbildung 40: C-Bilder und Fotos von Nr. 7, 8 vor und nach dem Thermoformen
Die C-Bilder von Nr. 7 und 8 ähneln sich stark. Haptisch wird der Eindruck vermittelt,
dass ein großer Bereich sehr gleichförmig ist. Gleichwohl ist im mittleren Bereich
über die gesamte Länge der Teile hinweg ebenfalls je ein großer Bereich an Ver-
zerrungen zu konstatieren. Beides ist genau so auch in den C-Bildern erkennbar.
Für das Thermoformen von Nr. 8 wurde ein enorm hoher Masseauftrag von 150
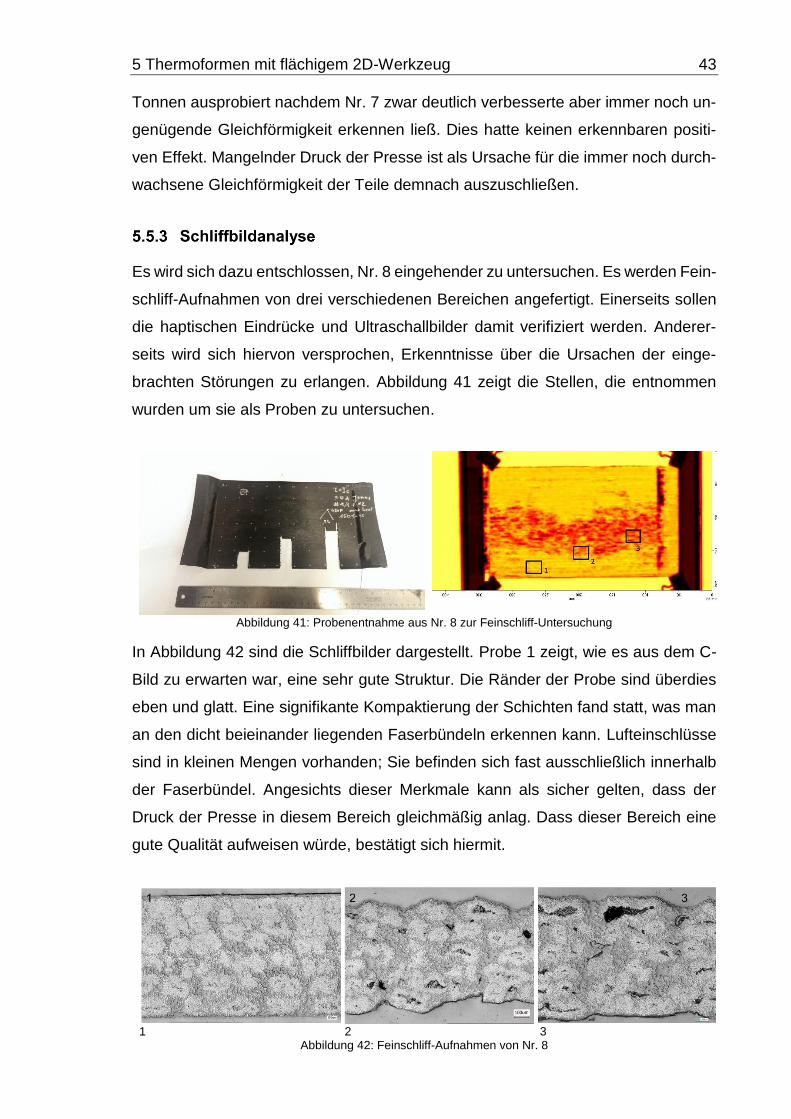
5 Thermoformen mit flächigem 2D-Werkzeug 43
Tonnen ausprobiert nachdem Nr. 7 zwar deutlich verbesserte aber immer noch un-
genügende Gleichförmigkeit erkennen ließ. Dies hatte keinen erkennbaren positi-
ven Effekt. Mangelnder Druck der Presse ist als Ursache für die immer noch durch-
wachsene Gleichförmigkeit der Teile demnach auszuschließen.
Es wird sich dazu entschlossen, Nr. 8 eingehender zu untersuchen. Es werden Fein-
schliff-Aufnahmen von drei verschiedenen Bereichen angefertigt. Einerseits sollen
die haptischen Eindrücke und Ultraschallbilder damit verifiziert werden. Anderer-
seits wird sich hiervon versprochen, Erkenntnisse über die Ursachen der einge-
brachten Störungen zu erlangen. Abbildung 41 zeigt die Stellen, die entnommen
wurden um sie als Proben zu untersuchen.
Abbildung 41: Probenentnahme aus Nr. 8 zur Feinschliff-Untersuchung
In Abbildung 42 sind die Schliffbilder dargestellt. Probe 1 zeigt, wie es aus dem C-
Bild zu erwarten war, eine sehr gute Struktur. Die Ränder der Probe sind überdies
eben und glatt. Eine signifikante Kompaktierung der Schichten fand statt, was man
an den dicht beieinander liegenden Faserbündeln erkennen kann. Lufteinschlüsse
sind in kleinen Mengen vorhanden; Sie befinden sich fast ausschließlich innerhalb
der Faserbündel. Angesichts dieser Merkmale kann als sicher gelten, dass der
Druck der Presse in diesem Bereich gleichmäßig anlag. Dass dieser Bereich eine
gute Qualität aufweisen würde, bestätigt sich hiermit.
1 2 3
Abbildung 42: Feinschliff-Aufnahmen von Nr. 8
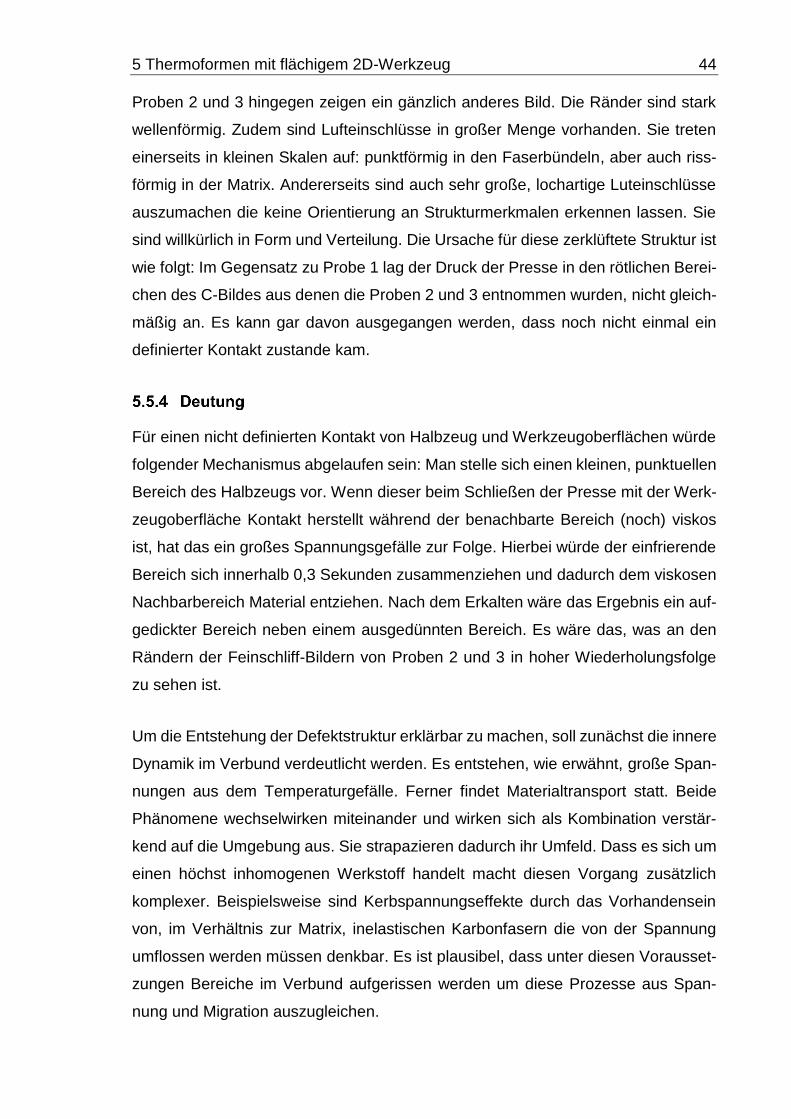
5 Thermoformen mit flächigem 2D-Werkzeug 44
Proben 2 und 3 hingegen zeigen ein gänzlich anderes Bild. Die Ränder sind stark
wellenförmig. Zudem sind Lufteinschlüsse in großer Menge vorhanden. Sie treten
einerseits in kleinen Skalen auf: punktförmig in den Faserbündeln, aber auch riss-
förmig in der Matrix. Andererseits sind auch sehr große, lochartige Luteinschlüsse
auszumachen die keine Orientierung an Strukturmerkmalen erkennen lassen. Sie
sind willkürlich in Form und Verteilung. Die Ursache für diese zerklüftete Struktur ist
wie folgt: Im Gegensatz zu Probe 1 lag der Druck der Presse in den rötlichen Berei-
chen des C-Bildes aus denen die Proben 2 und 3 entnommen wurden, nicht gleich-
mäßig an. Es kann gar davon ausgegangen werden, dass noch nicht einmal ein
definierter Kontakt zustande kam.
Für einen nicht definierten Kontakt von Halbzeug und Werkzeugoberflächen würde
folgender Mechanismus abgelaufen sein: Man stelle sich einen kleinen, punktuellen
Bereich des Halbzeugs vor. Wenn dieser beim Schließen der Presse mit der Werk-
zeugoberfläche Kontakt herstellt während der benachbarte Bereich (noch) viskos
ist, hat das ein großes Spannungsgefälle zur Folge. Hierbei würde der einfrierende
Bereich sich innerhalb 0,3 Sekunden zusammenziehen und dadurch dem viskosen
Nachbarbereich Material entziehen. Nach dem Erkalten wäre das Ergebnis ein auf-
gedickter Bereich neben einem ausgedünnten Bereich. Es wäre das, was an den
Rändern der Feinschliff-Bildern von Proben 2 und 3 in hoher Wiederholungsfolge
zu sehen ist.
Um die Entstehung der Defektstruktur erklärbar zu machen, soll zunächst die innere
Dynamik im Verbund verdeutlicht werden. Es entstehen, wie erwähnt, große Span-
nungen aus dem Temperaturgefälle. Ferner findet Materialtransport statt. Beide
Phänomene wechselwirken miteinander und wirken sich als Kombination verstär-
kend auf die Umgebung aus. Sie strapazieren dadurch ihr Umfeld. Dass es sich um
einen höchst inhomogenen Werkstoff handelt macht diesen Vorgang zusätzlich
komplexer. Beispielsweise sind Kerbspannungseffekte durch das Vorhandensein
von, im Verhältnis zur Matrix, inelastischen Karbonfasern die von der Spannung
umflossen werden müssen denkbar. Es ist plausibel, dass unter diesen Vorausset-
zungen Bereiche im Verbund aufgerissen werden um diese Prozesse aus Span-
nung und Migration auszugleichen.

5 Thermoformen mit flächigem 2D-Werkzeug 45
Zahlreiche Maßnahmen zur Justierung und Anpassung der Presse wurden nun be-
reits umgesetzt. Es konnten zwar Verbesserungen erzielt werden, aber die Ergeb-
nisse sind immer noch unbefriedigend. Kleine Unebenheiten auf der Werkzeugober-
fläche und eine schiefwinklige Ausrichtung durch die Presse verhindern weiterhin,
dass ein gleichmäßiger Druck appliziert werden kann. Das unmittelbare Einfrieren
des Halbzeugs bei Werkzeugkontakt wirkt sich unter diesen Umständen verheerend
aus.
Es wird nun auf beiden Werkzeugoberflächen je eine Silikonmatte aufgetragen, dar-
gestellt in Abbildung 43. Durch diese nun elastischen Werkzeugoberflächen soll ein
gleichmäßiger Druck auf das Halbzeug hergestellt werden können.
Abbildung 43: Flaches Werkzeug mit beidseitig aufgetragener Silikonmatte
Mit der Beschichtung mit einer Silikonmatte wird ein anderes Verhalten des Halb-
zeugs bei Werkzeugkontakt erwartet. Daher wird das Temperaturprofil des Orga-
noblechs erneut gemessen. Der Ablauf ist derselbe wie in Kapitel 5.2: Ein [0]6-Or-
ganoblech wird mit drei eingeschweißten Temperaturfühlern zwischen den IR Heiz-
körpern bis auf über 250°C aufgeheizt und dann zur Presse geführt. Anschließend
wird die Presse geschlossen und nachdem das Teil abgekühlt ist entnommen. Die
verwendeten Parameter sind dabei identisch zu jenen in Tabelle 3 als das Tempe-
raturprofil ohne Silikonmatte durchgeführt wurde. Tabelle 7 listet sie hier noch ein-
mal auf.
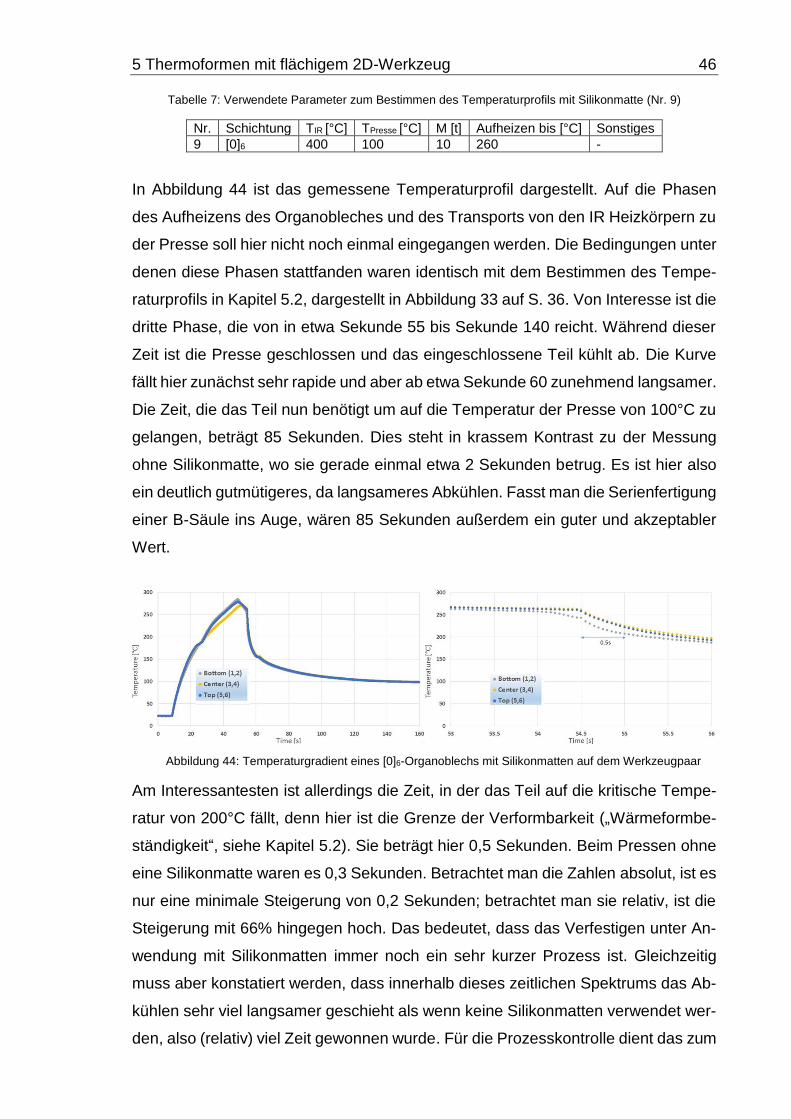
5 Thermoformen mit flächigem 2D-Werkzeug 46
Tabelle 7: Verwendete Parameter zum Bestimmen des Temperaturprofils mit Silikonmatte (Nr. 9)
Nr. Schichtung TIR [°C] TPresse [°C] M [t] Aufheizen bis [°C] Sonstiges
9 [0]6 400 100 10 260 -
In Abbildung 44 ist das gemessene Temperaturprofil dargestellt. Auf die Phasen
des Aufheizens des Organobleches und des Transports von den IR Heizkörpern zu
der Presse soll hier nicht noch einmal eingegangen werden. Die Bedingungen unter
denen diese Phasen stattfanden waren identisch mit dem Bestimmen des Tempe-
raturprofils in Kapitel 5.2, dargestellt in Abbildung 33 auf S. 36. Von Interesse ist die
dritte Phase, die von in etwa Sekunde 55 bis Sekunde 140 reicht. Während dieser
Zeit ist die Presse geschlossen und das eingeschlossene Teil kühlt ab. Die Kurve
fällt hier zunächst sehr rapide und aber ab etwa Sekunde 60 zunehmend langsamer.
Die Zeit, die das Teil nun benötigt um auf die Temperatur der Presse von 100°C zu
gelangen, beträgt 85 Sekunden. Dies steht in krassem Kontrast zu der Messung
ohne Silikonmatte, wo sie gerade einmal etwa 2 Sekunden betrug. Es ist hier also
ein deutlich gutmütigeres, da langsameres Abkühlen. Fasst man die Serienfertigung
einer B-Säule ins Auge, wären 85 Sekunden außerdem ein guter und akzeptabler
Wert.
Abbildung 44: Temperaturgradient eines [0]6-Organoblechs mit Silikonmatten auf dem Werkzeugpaar
Am Interessantesten ist allerdings die Zeit, in der das Teil auf die kritische Tempe-
ratur von 200°C fällt, denn hier ist die Grenze der Verformbarkeit („Wärmeformbe-
ständigkeit“, siehe Kapitel 5.2). Sie beträgt hier 0,5 Sekunden. Beim Pressen ohne
eine Silikonmatte waren es 0,3 Sekunden. Betrachtet man die Zahlen absolut, ist es
nur eine minimale Steigerung von 0,2 Sekunden; betrachtet man sie relativ, ist die
Steigerung mit 66% hingegen hoch. Das bedeutet, dass das Verfestigen unter An-
wendung mit Silikonmatten immer noch ein sehr kurzer Prozess ist. Gleichzeitig
muss aber konstatiert werden, dass innerhalb dieses zeitlichen Spektrums das Ab-
kühlen sehr viel langsamer geschieht als wenn keine Silikonmatten verwendet wer-
den, also (relativ) viel Zeit gewonnen wurde. Für die Prozesskontrolle dient das zum
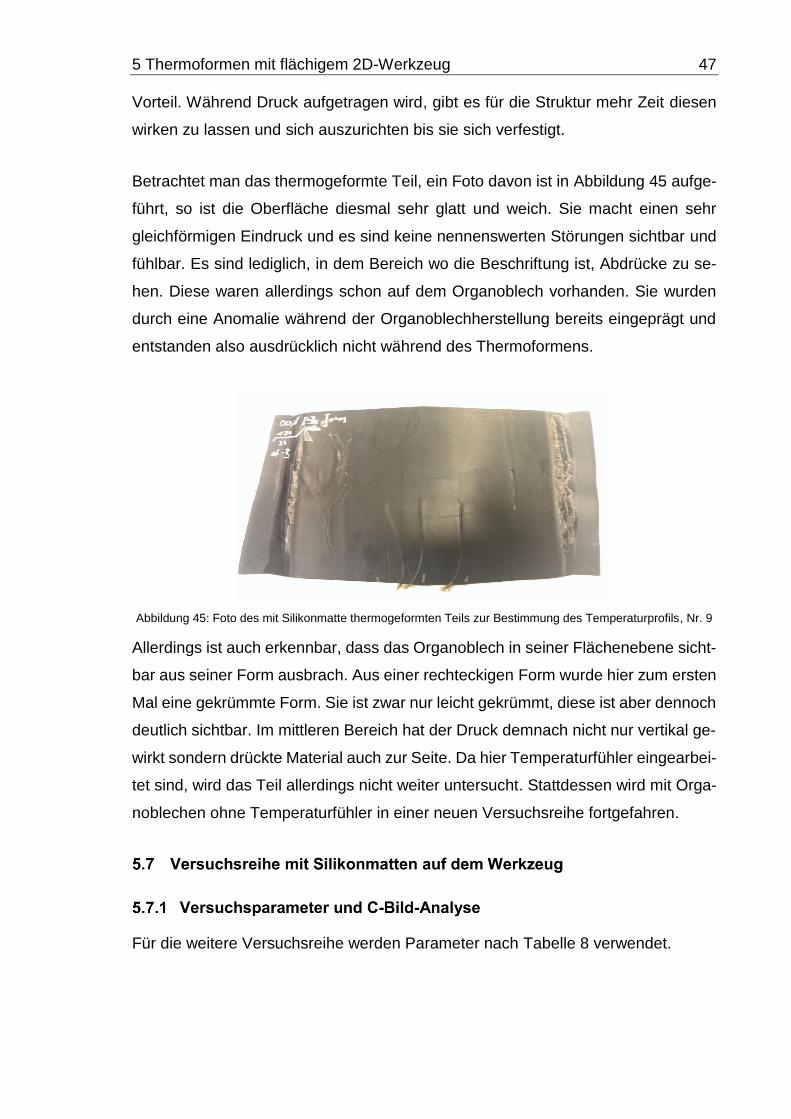
5 Thermoformen mit flächigem 2D-Werkzeug 47
Vorteil. Während Druck aufgetragen wird, gibt es für die Struktur mehr Zeit diesen
wirken zu lassen und sich auszurichten bis sie sich verfestigt.
Betrachtet man das thermogeformte Teil, ein Foto davon ist in Abbildung 45 aufge-
führt, so ist die Oberfläche diesmal sehr glatt und weich. Sie macht einen sehr
gleichförmigen Eindruck und es sind keine nennenswerten Störungen sichtbar und
fühlbar. Es sind lediglich, in dem Bereich wo die Beschriftung ist, Abdrücke zu se-
hen. Diese waren allerdings schon auf dem Organoblech vorhanden. Sie wurden
durch eine Anomalie während der Organoblechherstellung bereits eingeprägt und
entstanden also ausdrücklich nicht während des Thermoformens.
Abbildung 45: Foto des mit Silikonmatte thermogeformten Teils zur Bestimmung des Temperaturprofils, Nr. 9
Allerdings ist auch erkennbar, dass das Organoblech in seiner Flächenebene sicht-
bar aus seiner Form ausbrach. Aus einer rechteckigen Form wurde hier zum ersten
Mal eine gekrümmte Form. Sie ist zwar nur leicht gekrümmt, diese ist aber dennoch
deutlich sichtbar. Im mittleren Bereich hat der Druck demnach nicht nur vertikal ge-
wirkt sondern drückte Material auch zur Seite. Da hier Temperaturfühler eingearbei-
tet sind, wird das Teil allerdings nicht weiter untersucht. Stattdessen wird mit Orga-
noblechen ohne Temperaturfühler in einer neuen Versuchsreihe fortgefahren.
Für die weitere Versuchsreihe werden Parameter nach Tabelle 8 verwendet.
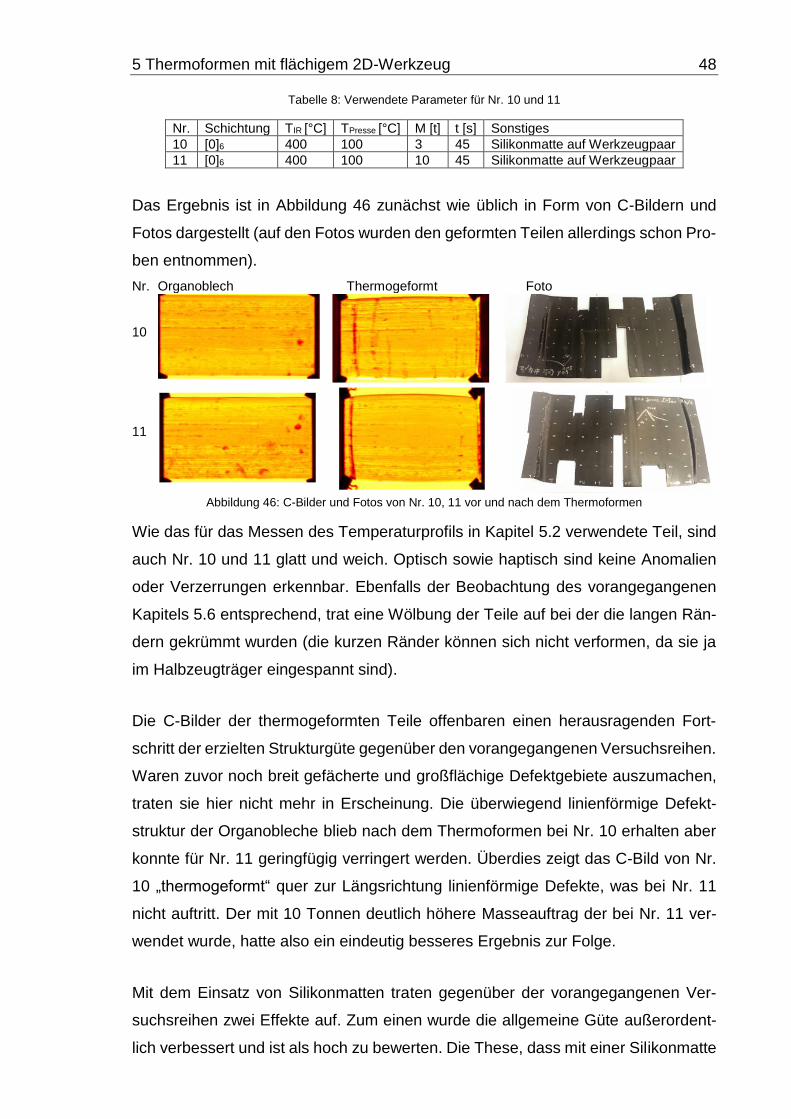
5 Thermoformen mit flächigem 2D-Werkzeug 48
Tabelle 8: Verwendete Parameter für Nr. 10 und 11
Nr. Schichtung TIR [°C] TPresse [°C] M [t] t [s] Sonstiges 10 [0]6 400 100 3 45 Silikonmatte auf Werkzeugpaar
11 [0]6 400 100 10 45 Silikonmatte auf Werkzeugpaar
Das Ergebnis ist in Abbildung 46 zunächst wie üblich in Form von C-Bildern und
Fotos dargestellt (auf den Fotos wurden den geformten Teilen allerdings schon Pro-
ben entnommen).
Nr. Organoblech Thermogeformt Foto 10
11
Abbildung 46: C-Bilder und Fotos von Nr. 10, 11 vor und nach dem Thermoformen
Wie das für das Messen des Temperaturprofils in Kapitel 5.2 verwendete Teil, sind
auch Nr. 10 und 11 glatt und weich. Optisch sowie haptisch sind keine Anomalien
oder Verzerrungen erkennbar. Ebenfalls der Beobachtung des vorangegangenen
Kapitels 5.6 entsprechend, trat eine Wölbung der Teile auf bei der die langen Rän-
dern gekrümmt wurden (die kurzen Ränder können sich nicht verformen, da sie ja
im Halbzeugträger eingespannt sind).
Die C-Bilder der thermogeformten Teile offenbaren einen herausragenden Fort-
schritt der erzielten Strukturgüte gegenüber den vorangegangenen Versuchsreihen.
Waren zuvor noch breit gefächerte und großflächige Defektgebiete auszumachen,
traten sie hier nicht mehr in Erscheinung. Die überwiegend linienförmige Defekt-
struktur der Organobleche blieb nach dem Thermoformen bei Nr. 10 erhalten aber
konnte für Nr. 11 geringfügig verringert werden. Überdies zeigt das C-Bild von Nr.
10 „thermogeformt“ quer zur Längsrichtung linienförmige Defekte, was bei Nr. 11
nicht auftritt. Der mit 10 Tonnen deutlich höhere Masseauftrag der bei Nr. 11 ver-
wendet wurde, hatte also ein eindeutig besseres Ergebnis zur Folge.
Mit dem Einsatz von Silikonmatten traten gegenüber der vorangegangenen Ver-
suchsreihen zwei Effekte auf. Zum einen wurde die allgemeine Güte außerordent-
lich verbessert und ist als hoch zu bewerten. Die These, dass mit einer Silikonmatte
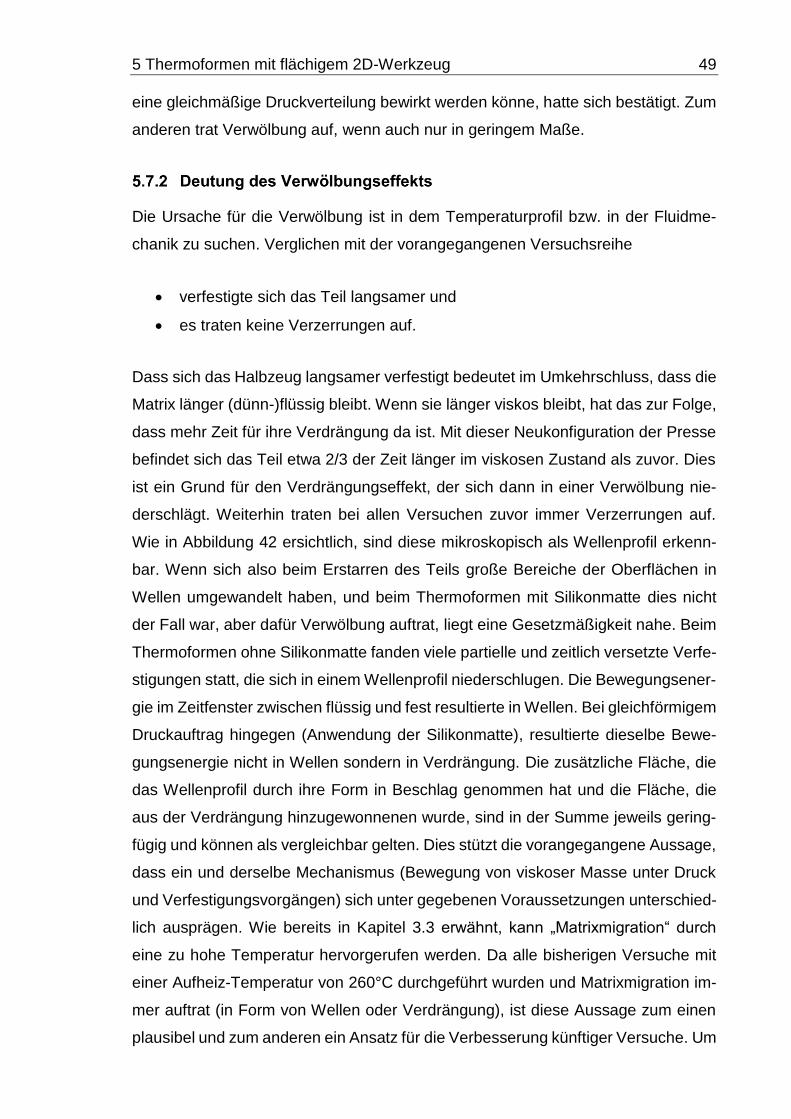
5 Thermoformen mit flächigem 2D-Werkzeug 49
eine gleichmäßige Druckverteilung bewirkt werden könne, hatte sich bestätigt. Zum
anderen trat Verwölbung auf, wenn auch nur in geringem Maße.
Die Ursache für die Verwölbung ist in dem Temperaturprofil bzw. in der Fluidme-
chanik zu suchen. Verglichen mit der vorangegangenen Versuchsreihe
verfestigte sich das Teil langsamer und
es traten keine Verzerrungen auf.
Dass sich das Halbzeug langsamer verfestigt bedeutet im Umkehrschluss, dass die
Matrix länger (dünn-)flüssig bleibt. Wenn sie länger viskos bleibt, hat das zur Folge,
dass mehr Zeit für ihre Verdrängung da ist. Mit dieser Neukonfiguration der Presse
befindet sich das Teil etwa 2/3 der Zeit länger im viskosen Zustand als zuvor. Dies
ist ein Grund für den Verdrängungseffekt, der sich dann in einer Verwölbung nie-
derschlägt. Weiterhin traten bei allen Versuchen zuvor immer Verzerrungen auf.
Wie in Abbildung 42 ersichtlich, sind diese mikroskopisch als Wellenprofil erkenn-
bar. Wenn sich also beim Erstarren des Teils große Bereiche der Oberflächen in
Wellen umgewandelt haben, und beim Thermoformen mit Silikonmatte dies nicht
der Fall war, aber dafür Verwölbung auftrat, liegt eine Gesetzmäßigkeit nahe. Beim
Thermoformen ohne Silikonmatte fanden viele partielle und zeitlich versetzte Verfe-
stigungen statt, die sich in einem Wellenprofil niederschlugen. Die Bewegungsener-
gie im Zeitfenster zwischen flüssig und fest resultierte in Wellen. Bei gleichförmigem
Druckauftrag hingegen (Anwendung der Silikonmatte), resultierte dieselbe Bewe-
gungsenergie nicht in Wellen sondern in Verdrängung. Die zusätzliche Fläche, die
das Wellenprofil durch ihre Form in Beschlag genommen hat und die Fläche, die
aus der Verdrängung hinzugewonnenen wurde, sind in der Summe jeweils gering-
fügig und können als vergleichbar gelten. Dies stützt die vorangegangene Aussage,
dass ein und derselbe Mechanismus (Bewegung von viskoser Masse unter Druck
und Verfestigungsvorgängen) sich unter gegebenen Voraussetzungen unterschied-
lich ausprägen. Wie bereits in Kapitel 3.3 erwähnt, kann „Matrixmigration“ durch
eine zu hohe Temperatur hervorgerufen werden. Da alle bisherigen Versuche mit
einer Aufheiz-Temperatur von 260°C durchgeführt wurden und Matrixmigration im-
mer auftrat (in Form von Wellen oder Verdrängung), ist diese Aussage zum einen
plausibel und zum anderen ein Ansatz für die Verbesserung künftiger Versuche. Um
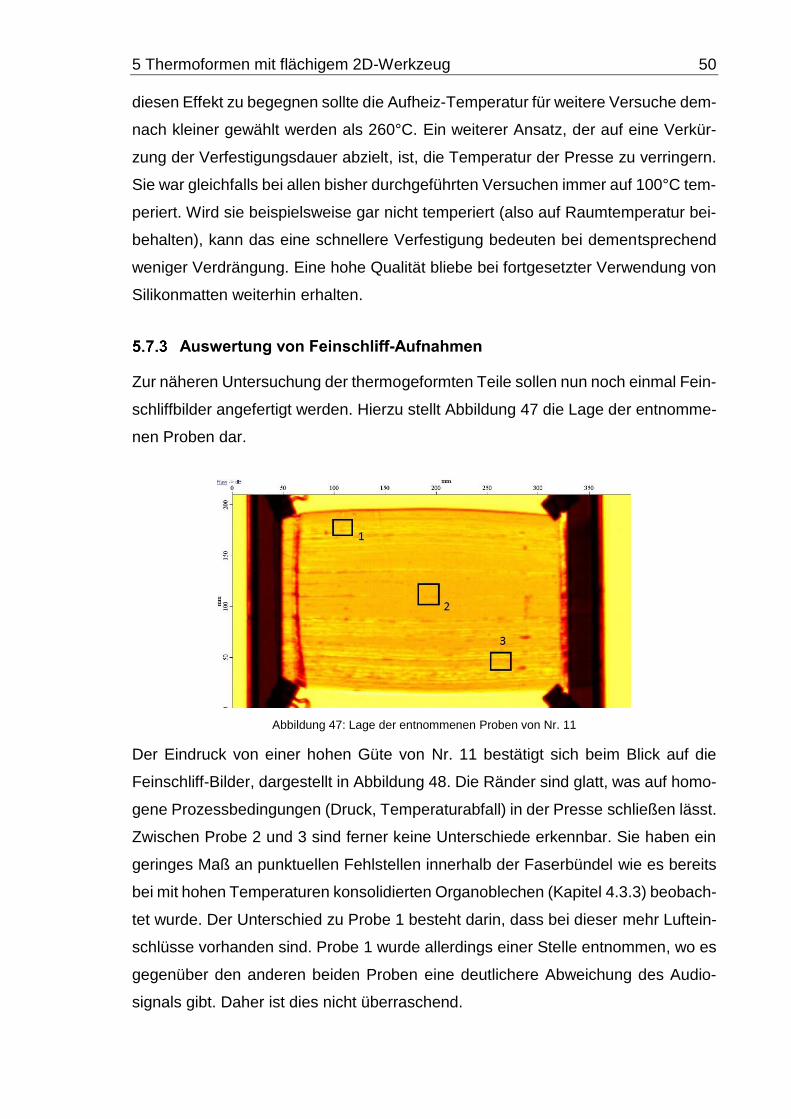
5 Thermoformen mit flächigem 2D-Werkzeug 50
diesen Effekt zu begegnen sollte die Aufheiz-Temperatur für weitere Versuche dem-
nach kleiner gewählt werden als 260°C. Ein weiterer Ansatz, der auf eine Verkür-
zung der Verfestigungsdauer abzielt, ist, die Temperatur der Presse zu verringern.
Sie war gleichfalls bei allen bisher durchgeführten Versuchen immer auf 100°C tem-
periert. Wird sie beispielsweise gar nicht temperiert (also auf Raumtemperatur bei-
behalten), kann das eine schnellere Verfestigung bedeuten bei dementsprechend
weniger Verdrängung. Eine hohe Qualität bliebe bei fortgesetzter Verwendung von
Silikonmatten weiterhin erhalten.
Zur näheren Untersuchung der thermogeformten Teile sollen nun noch einmal Fein-
schliffbilder angefertigt werden. Hierzu stellt Abbildung 47 die Lage der entnomme-
nen Proben dar.
Abbildung 47: Lage der entnommenen Proben von Nr. 11
Der Eindruck von einer hohen Güte von Nr. 11 bestätigt sich beim Blick auf die
Feinschliff-Bilder, dargestellt in Abbildung 48. Die Ränder sind glatt, was auf homo-
gene Prozessbedingungen (Druck, Temperaturabfall) in der Presse schließen lässt.
Zwischen Probe 2 und 3 sind ferner keine Unterschiede erkennbar. Sie haben ein
geringes Maß an punktuellen Fehlstellen innerhalb der Faserbündel wie es bereits
bei mit hohen Temperaturen konsolidierten Organoblechen (Kapitel 4.3.3) beobach-
tet wurde. Der Unterschied zu Probe 1 besteht darin, dass bei dieser mehr Luftein-
schlüsse vorhanden sind. Probe 1 wurde allerdings einer Stelle entnommen, wo es
gegenüber den anderen beiden Proben eine deutlichere Abweichung des Audio-
signals gibt. Daher ist dies nicht überraschend.
5 Thermoformen mit flächigem 2D-Werkzeug 51
1 2 3
Abbildung 48: Feinschliff-Aufnahmen von Nr. 11
In diesem Kapitel soll an Kapitel 4.3 angeknüpft werden. In diesem Kapitel wurde
die OOA-Herstellung von Organoblechen anhand zweier Temperaturprofile unter-
sucht. Ferner wurde ein Organoblech im Autoklaven hergestellt und die Ergebnisse
gegenübergestellt. Hierdurch sollte die Qualität, die per OOA erzielt werden kann,
eingeschätzt werden können. Da nun die Versuchsanlage in den vorangegangenen
Kapiteln letztlich eingestellt und geeignete Parameter für den Thermoformen-Pro-
zess gefunden werden konnten, bietet es sich an, diesen Vergleich fortzusetzten.
Damit wird die Lücke zwischen einerseits der verfahrensseitigen Anlagen- und Pa-
rameterjustierung und andererseits der materialseitigen Halbzeugherstellung und -
verarbeitung geschlossen. Darüber hinaus bietet dieses Kapitel die Möglichkeit, es
als Revision zu begreifen. Die Quintessenzen aus Kapitel 4 und 5 werden hier ver-
dichtet.
Dieses Mal soll untersucht werden, wie sich der Thermoformen-Prozess nun auf die
unterschiedlich hergestellten Organobleche auswirkt. Schließlich können Struktur,
Form und Komprimierung unterschiedlich ausfallen und gleichfalls von unterschied-
lichen Voraussetzungen abhängen. Die Parameter der hierfür thermozuformenden
Teile sind in Tabelle 9 gelistet. Zu beachten ist, dass OOA250C identisch mit Nr. 11
aus dem vorangegangenen Kapitel 5.7 ist.
Tabelle 9: Verwendete Parameter für das Thermoformen von Autoklav- und OOA -Organoblechen
Prozess Schichtung TIR [°C] TPresse [°C] M [t] t [s] Sonstiges Autoklav [0]6 400 RT 10 45 Silikonmatte auf Werkzeugpaar
OOA222C [0]6 400 RT 10 45 Silikonmatte auf Werkzeugpaar
OOA250C [0]6 400 100 10 45 Silikonmatte auf Werkzeugpaar
Es wird, wie gehabt, mit den C-Bildern begonnen. In Abbildung 49 sind in der oberen
Reihe die C-Bilder der drei Organobleche je Herstellungsprozess dargestellt. In der
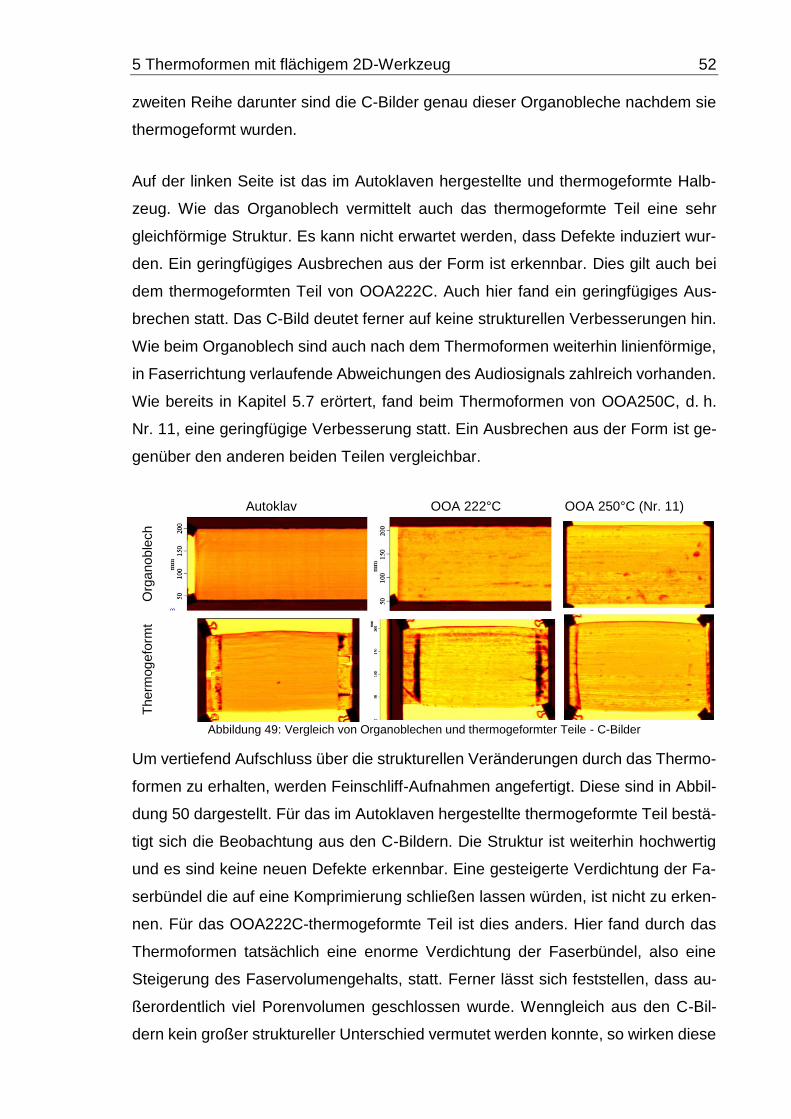
5 Thermoformen mit flächigem 2D-Werkzeug 52
zweiten Reihe darunter sind die C-Bilder genau dieser Organobleche nachdem sie
thermogeformt wurden.
Auf der linken Seite ist das im Autoklaven hergestellte und thermogeformte Halb-
zeug. Wie das Organoblech vermittelt auch das thermogeformte Teil eine sehr
gleichförmige Struktur. Es kann nicht erwartet werden, dass Defekte induziert wur-
den. Ein geringfügiges Ausbrechen aus der Form ist erkennbar. Dies gilt auch bei
dem thermogeformten Teil von OOA222C. Auch hier fand ein geringfügiges Aus-
brechen statt. Das C-Bild deutet ferner auf keine strukturellen Verbesserungen hin.
Wie beim Organoblech sind auch nach dem Thermoformen weiterhin linienförmige,
in Faserrichtung verlaufende Abweichungen des Audiosignals zahlreich vorhanden.
Wie bereits in Kapitel 5.7 erörtert, fand beim Thermoformen von OOA250C, d. h.
Nr. 11, eine geringfügige Verbesserung statt. Ein Ausbrechen aus der Form ist ge-
genüber den anderen beiden Teilen vergleichbar.
Autoklav OOA 222°C OOA 250°C (Nr. 11)
Org
anob
lech
Therm
og
efo
rmt
Abbildung 49: Vergleich von Organoblechen und thermogeformter Teile - C-Bilder
Um vertiefend Aufschluss über die strukturellen Veränderungen durch das Thermo-
formen zu erhalten, werden Feinschliff-Aufnahmen angefertigt. Diese sind in Abbil-
dung 50 dargestellt. Für das im Autoklaven hergestellte thermogeformte Teil bestä-
tigt sich die Beobachtung aus den C-Bildern. Die Struktur ist weiterhin hochwertig
und es sind keine neuen Defekte erkennbar. Eine gesteigerte Verdichtung der Fa-
serbündel die auf eine Komprimierung schließen lassen würden, ist nicht zu erken-
nen. Für das OOA222C-thermogeformte Teil ist dies anders. Hier fand durch das
Thermoformen tatsächlich eine enorme Verdichtung der Faserbündel, also eine
Steigerung des Faservolumengehalts, statt. Ferner lässt sich feststellen, dass au-
ßerordentlich viel Porenvolumen geschlossen wurde. Wenngleich aus den C-Bil-
dern kein großer struktureller Unterschied vermutet werden konnte, so wirken diese
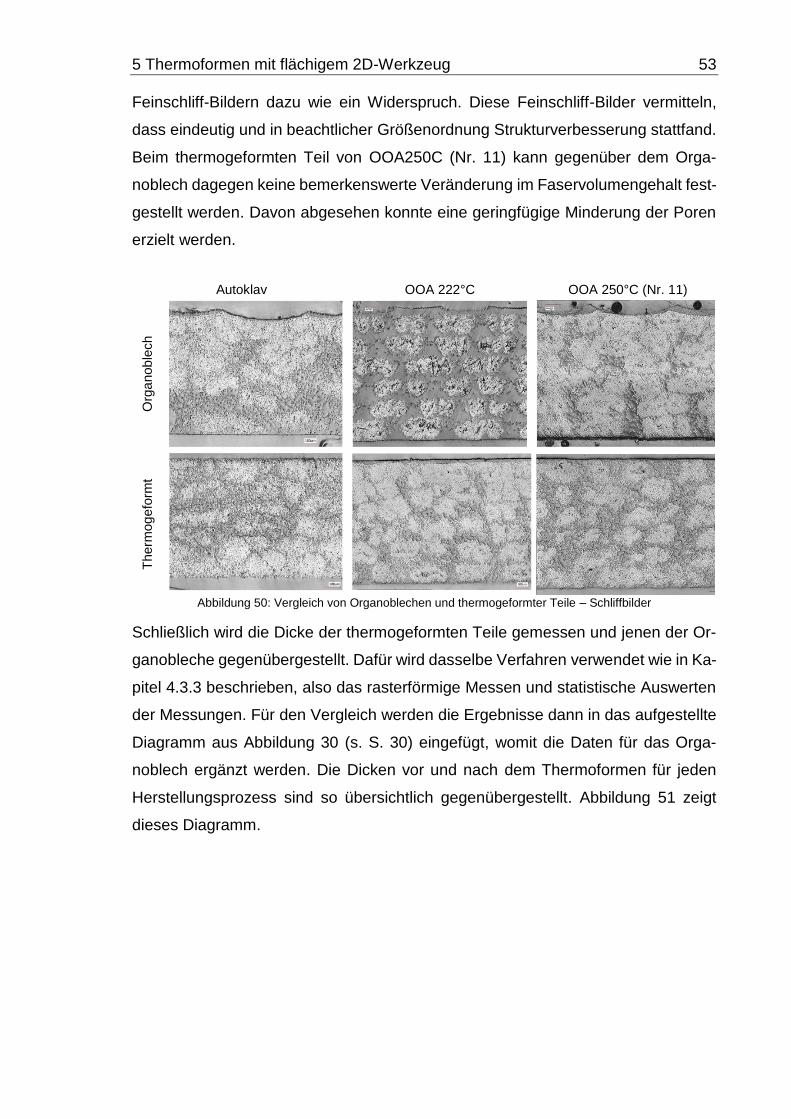
5 Thermoformen mit flächigem 2D-Werkzeug 53
Feinschliff-Bildern dazu wie ein Widerspruch. Diese Feinschliff-Bilder vermitteln,
dass eindeutig und in beachtlicher Größenordnung Strukturverbesserung stattfand.
Beim thermogeformten Teil von OOA250C (Nr. 11) kann gegenüber dem Orga-
noblech dagegen keine bemerkenswerte Veränderung im Faservolumengehalt fest-
gestellt werden. Davon abgesehen konnte eine geringfügige Minderung der Poren
erzielt werden.
Autoklav OOA 222°C OOA 250°C (Nr. 11)
O
rga
nob
lech
T
herm
og
efo
rmt
Abbildung 50: Vergleich von Organoblechen und thermogeformter Teile – Schliffbilder
Schließlich wird die Dicke der thermogeformten Teile gemessen und jenen der Or-
ganobleche gegenübergestellt. Dafür wird dasselbe Verfahren verwendet wie in Ka-
pitel 4.3.3 beschrieben, also das rasterförmige Messen und statistische Auswerten
der Messungen. Für den Vergleich werden die Ergebnisse dann in das aufgestellte
Diagramm aus Abbildung 30 (s. S. 30) eingefügt, womit die Daten für das Orga-
noblech ergänzt werden. Die Dicken vor und nach dem Thermoformen für jeden
Herstellungsprozess sind so übersichtlich gegenübergestellt. Abbildung 51 zeigt
dieses Diagramm.
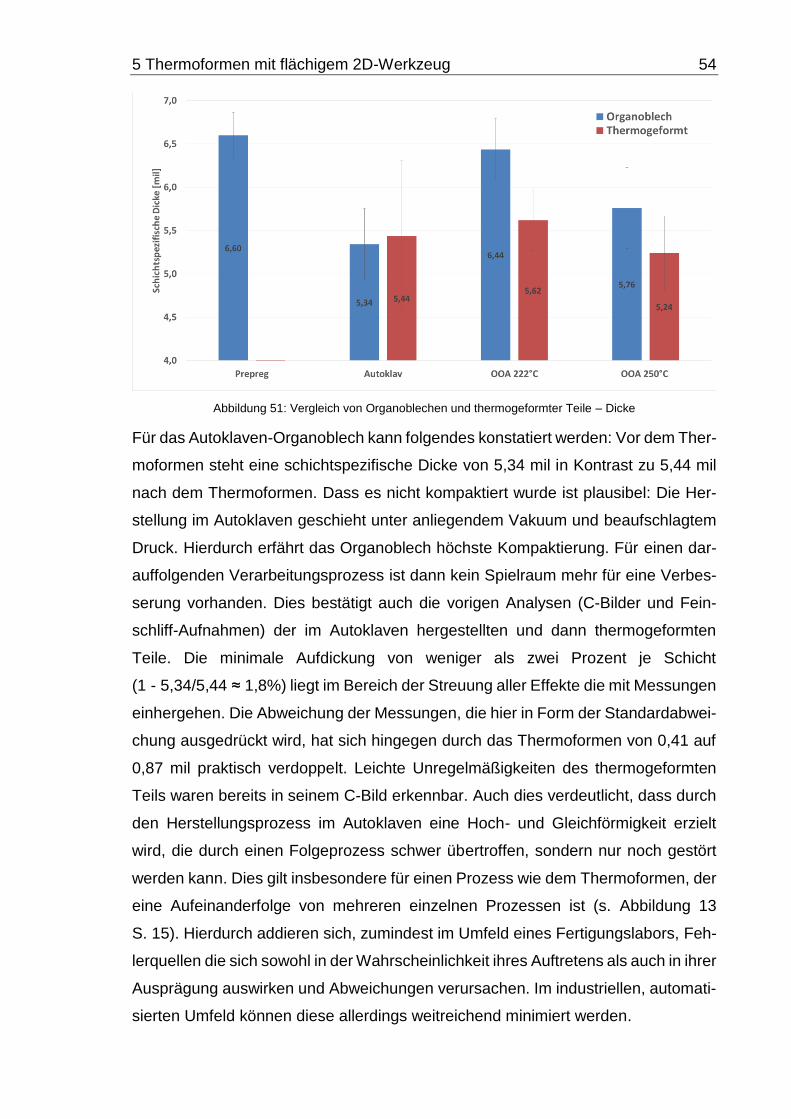
5 Thermoformen mit flächigem 2D-Werkzeug 54
Abbildung 51: Vergleich von Organoblechen und thermogeformter Teile – Dicke
Für das Autoklaven-Organoblech kann folgendes konstatiert werden: Vor dem Ther-
moformen steht eine schichtspezifische Dicke von 5,34 mil in Kontrast zu 5,44 mil
nach dem Thermoformen. Dass es nicht kompaktiert wurde ist plausibel: Die Her-
stellung im Autoklaven geschieht unter anliegendem Vakuum und beaufschlagtem
Druck. Hierdurch erfährt das Organoblech höchste Kompaktierung. Für einen dar-
auffolgenden Verarbeitungsprozess ist dann kein Spielraum mehr für eine Verbes-
serung vorhanden. Dies bestätigt auch die vorigen Analysen (C-Bilder und Fein-
schliff-Aufnahmen) der im Autoklaven hergestellten und dann thermogeformten
Teile. Die minimale Aufdickung von weniger als zwei Prozent je Schicht
(1 - 5,34/5,44 ≈ 1,8%) liegt im Bereich der Streuung aller Effekte die mit Messungen
einhergehen. Die Abweichung der Messungen, die hier in Form der Standardabwei-
chung ausgedrückt wird, hat sich hingegen durch das Thermoformen von 0,41 auf
0,87 mil praktisch verdoppelt. Leichte Unregelmäßigkeiten des thermogeformten
Teils waren bereits in seinem C-Bild erkennbar. Auch dies verdeutlicht, dass durch
den Herstellungsprozess im Autoklaven eine Hoch- und Gleichförmigkeit erzielt
wird, die durch einen Folgeprozess schwer übertroffen, sondern nur noch gestört
werden kann. Dies gilt insbesondere für einen Prozess wie dem Thermoformen, der
eine Aufeinanderfolge von mehreren einzelnen Prozessen ist (s. Abbildung 13
S. 15). Hierdurch addieren sich, zumindest im Umfeld eines Fertigungslabors, Feh-
lerquellen die sich sowohl in der Wahrscheinlichkeit ihres Auftretens als auch in ihrer
Ausprägung auswirken und Abweichungen verursachen. Im industriellen, automati-
sierten Umfeld können diese allerdings weitreichend minimiert werden.
5 Thermoformen mit flächigem 2D-Werkzeug 55
Für das Organoblech aus dem OOA222C-Prozess hingegen fand eine deutliche
Kompaktierung statt. Die Dicke betrug vor dem Thermoformen 6,44 mil und 5,62 mil
danach. Dies entspricht der Beobachtung aus den Schliffbildern als eine deutliche
Verdichtung der Faserbündel und gleichfalls eine deutliche Verminderung der
Porenanteile konstatiert wurde. Sie ist ferner nur geringfügig dicker als die oben
besprochene Dicke der Teile aus dem Autoklaven. Die Streuung der Dicke blieb mit
0,36 mil vor dem Thermoformen und 0,35 mil danach quasi konstant. Zusammen-
gefasst heißt das, dass bei konstanter Streuung der Dicke das Organoblech durch
das Thermoformen deutlich kompaktiert wurde. Die Kompaktierung geschah durch
eine deutliche Erhöhung des Faservolumengehalts und des Schließens von Poren.
Dies kann nicht anders als ein großer Erfolg gewertet werden.
Ein ganz ähnliches Bild ergibt sich aus der Analyse der Dicke des thermogeformten
OOA250C-Organoblechs. Auch hier fand eine signifikante, wenngleich geringere
Kompaktierung statt. Sie sank von 5,76 auf 5,24 mil wobei die Standardabweichung
von 0,47 auf 0,43 mil praktisch unverändert blieb. Dass die Kompaktierung geringer
ausfällt als es bei beim thermogeformten OOA222C-Teil der Fall war ist nicht über-
raschend: Die Struktur des Organoblechs war bereits, anders als beim OOA222C-
Organoblech, nennenswert verdichtet. Dadurch steht weniger Reserve für eine zu-
nehmende Verdichtung zur Verfügung. Ferner stellt das hochgradig konsolidierte
und verdichtete Autoklaven-Organoblech die de facto untere Grenze des Möglichen
dar. Diese untere Grenze wurde mit dem Thermoformen des OOA250C-Orga-
noblechs auch erreicht. Dennoch sind, wenn auch nur geringfügig, mehr Poren zu
erkennen. Das anzustrebende Ideal, per OOA eine Qualität zu erzielen die an Au-
toklaven-Qualität heranreicht wurde zwar nicht uneingeschränkt, aber jedoch annä-
hernd erreicht.
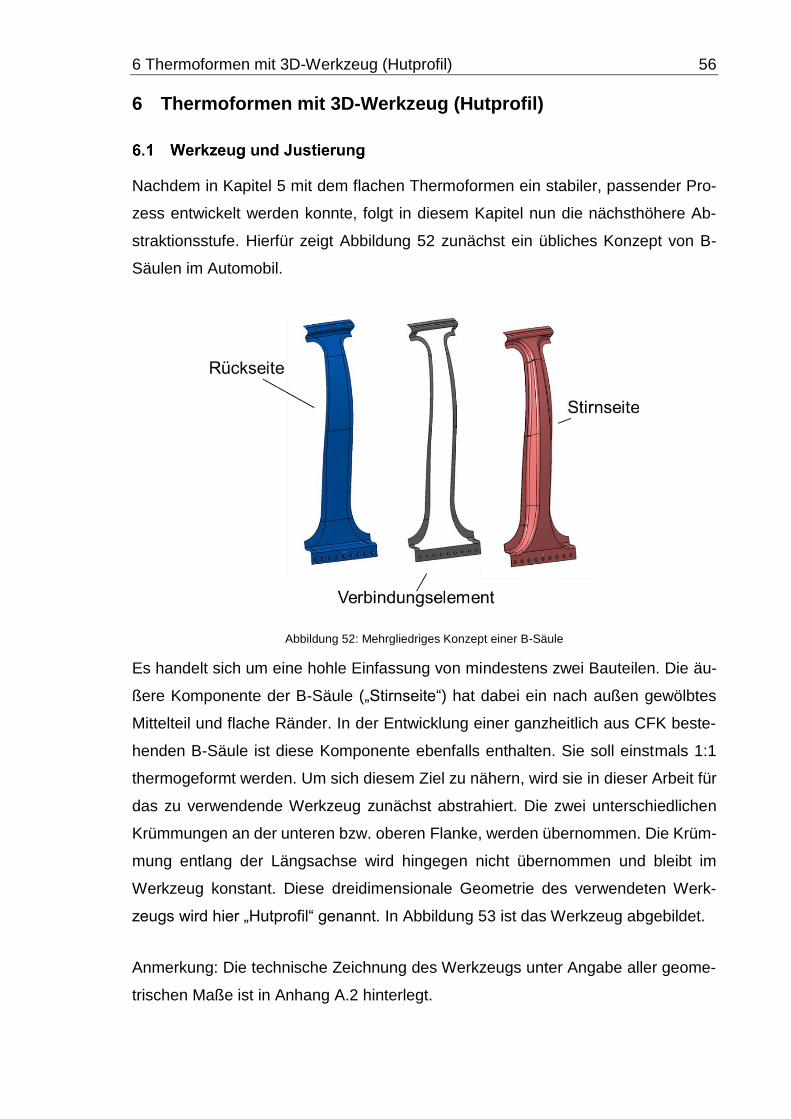
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 56
6 Thermoformen mit 3D-Werkzeug (Hutprofil)
Nachdem in Kapitel 5 mit dem flachen Thermoformen ein stabiler, passender Pro-
zess entwickelt werden konnte, folgt in diesem Kapitel nun die nächsthöhere Ab-
straktionsstufe. Hierfür zeigt Abbildung 52 zunächst ein übliches Konzept von B-
Säulen im Automobil.
Abbildung 52: Mehrgliedriges Konzept einer B-Säule
Es handelt sich um eine hohle Einfassung von mindestens zwei Bauteilen. Die äu-
ßere Komponente der B-Säule („Stirnseite“) hat dabei ein nach außen gewölbtes
Mittelteil und flache Ränder. In der Entwicklung einer ganzheitlich aus CFK beste-
henden B-Säule ist diese Komponente ebenfalls enthalten. Sie soll einstmals 1:1
thermogeformt werden. Um sich diesem Ziel zu nähern, wird sie in dieser Arbeit für
das zu verwendende Werkzeug zunächst abstrahiert. Die zwei unterschiedlichen
Krümmungen an der unteren bzw. oberen Flanke, werden übernommen. Die Krüm-
mung entlang der Längsachse wird hingegen nicht übernommen und bleibt im
Werkzeug konstant. Diese dreidimensionale Geometrie des verwendeten Werk-
zeugs wird hier „Hutprofil“ genannt. In Abbildung 53 ist das Werkzeug abgebildet.
Anmerkung: Die technische Zeichnung des Werkzeugs unter Angabe aller geome-
trischen Maße ist in Anhang A.2 hinterlegt.

6 Thermoformen mit 3D-Werkzeug (Hutprofil) 57
Abbildung 53: Werkzeug mit Hutprofil, rechts mit Silikonüberzügen
Bevor das neu installierte Werkzeug verwendet werden kann, wird es justiert. Das
obere Werkzeug ist mit zwei Inbusschrauben (alle Inbusschrauben sind einheitlich
M10) an der oberen Traverse der Presse fixiert. Die Bohrungen sind allerdings ge-
weitet, sodass es nach rechts und links leicht beweglich ist. Dieses Spiel ist wichtig
für die Justierung. Das untere Werkzeug kann mit sechs Inbusschrauben befestigt
werden. In dieser Arbeit werden diese Schrauben allerdings nicht befestigt. Sie wer-
den eingeschraubt aber nicht verspannt.
Die Justierung geschieht nun wie folgt: Oberes und unteres Werkzeug werden be-
festigt sodass sie aber noch beweglich sind. Auf das untere Werkzeug wird dann
eine widerstandsfähige, elastische Matte gelegt (in dieser Arbeit wurde ein Vliesstoff
aus Glasfasern verwendet), die mindestens 3cm dick ist oder mehrfach gefaltet wird
bis diese Mindestdicke erreicht wird. Dann wird die Presse geschlossen, und 3 Ton-
nen Masse aufgetragen. Der Masseauftrag wird dann langsam auf etwa 10 Tonnen
erhöht. Hiermit wird erreicht, dass sich die beiden Werkzeugeinheiten ausrichten.
Sollten sie zuvor noch nicht genau aufeinander ausgerichtet sein, gibt es einen un-
gleichmäßigen Druck zwischen den Werkzeugformen der die Werkzeuge zur Seite
drückt. Im Wesentlichen wird das obere Werkzeug bewegt, da es hängend ist und
daher weniger reibt als das untere, das mit seiner gesamten Fläche und seinem
gesamten Gewicht auf der unteren Traverse haftet. Hat sich ein gleichmäßiger
Druck eingestellt, sind die Werkzeuge ausgerichtet was gleichmäßige Abstände
zwischen den beiden Formen bedeutet. Die Schrauben an den Werkzeugen werden
danach nicht weiter angezogen. Die Justierung ist damit abgeschlossen und das
neue Werkzeug bereit zum Einsatz.
Das Umformen unter den Voraussetzungen der vorliegenden Presse und des Werk-
zeugs verdeutlicht Abbildung 54. Auf den abgebildeten Werkzeugteilen ist bereits
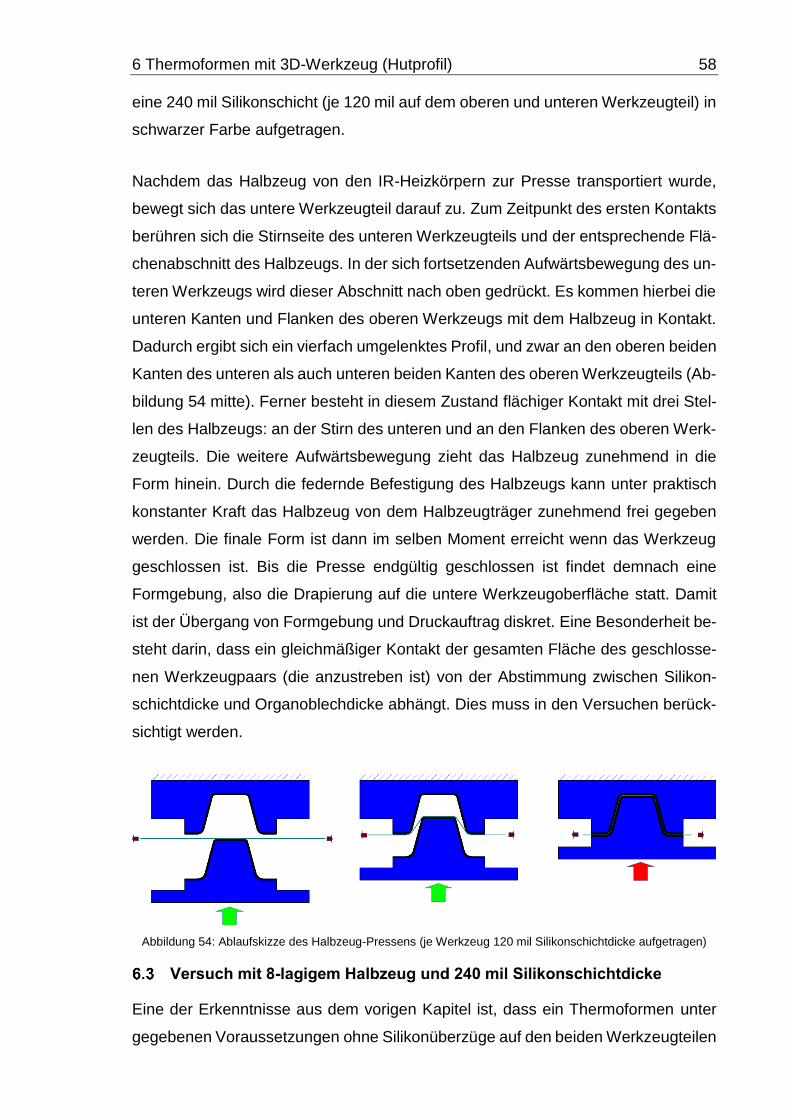
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 58
eine 240 mil Silikonschicht (je 120 mil auf dem oberen und unteren Werkzeugteil) in
schwarzer Farbe aufgetragen.
Nachdem das Halbzeug von den IR-Heizkörpern zur Presse transportiert wurde,
bewegt sich das untere Werkzeugteil darauf zu. Zum Zeitpunkt des ersten Kontakts
berühren sich die Stirnseite des unteren Werkzeugteils und der entsprechende Flä-
chenabschnitt des Halbzeugs. In der sich fortsetzenden Aufwärtsbewegung des un-
teren Werkzeugs wird dieser Abschnitt nach oben gedrückt. Es kommen hierbei die
unteren Kanten und Flanken des oberen Werkzeugs mit dem Halbzeug in Kontakt.
Dadurch ergibt sich ein vierfach umgelenktes Profil, und zwar an den oberen beiden
Kanten des unteren als auch unteren beiden Kanten des oberen Werkzeugteils (Ab-
bildung 54 mitte). Ferner besteht in diesem Zustand flächiger Kontakt mit drei Stel-
len des Halbzeugs: an der Stirn des unteren und an den Flanken des oberen Werk-
zeugteils. Die weitere Aufwärtsbewegung zieht das Halbzeug zunehmend in die
Form hinein. Durch die federnde Befestigung des Halbzeugs kann unter praktisch
konstanter Kraft das Halbzeug von dem Halbzeugträger zunehmend frei gegeben
werden. Die finale Form ist dann im selben Moment erreicht wenn das Werkzeug
geschlossen ist. Bis die Presse endgültig geschlossen ist findet demnach eine
Formgebung, also die Drapierung auf die untere Werkzeugoberfläche statt. Damit
ist der Übergang von Formgebung und Druckauftrag diskret. Eine Besonderheit be-
steht darin, dass ein gleichmäßiger Kontakt der gesamten Fläche des geschlosse-
nen Werkzeugpaars (die anzustreben ist) von der Abstimmung zwischen Silikon-
schichtdicke und Organoblechdicke abhängt. Dies muss in den Versuchen berück-
sichtigt werden.
Abbildung 54: Ablaufskizze des Halbzeug-Pressens (je Werkzeug 120 mil Silikonschichtdicke aufgetragen)
Eine der Erkenntnisse aus dem vorigen Kapitel ist, dass ein Thermoformen unter
gegebenen Voraussetzungen ohne Silikonüberzüge auf den beiden Werkzeugteilen
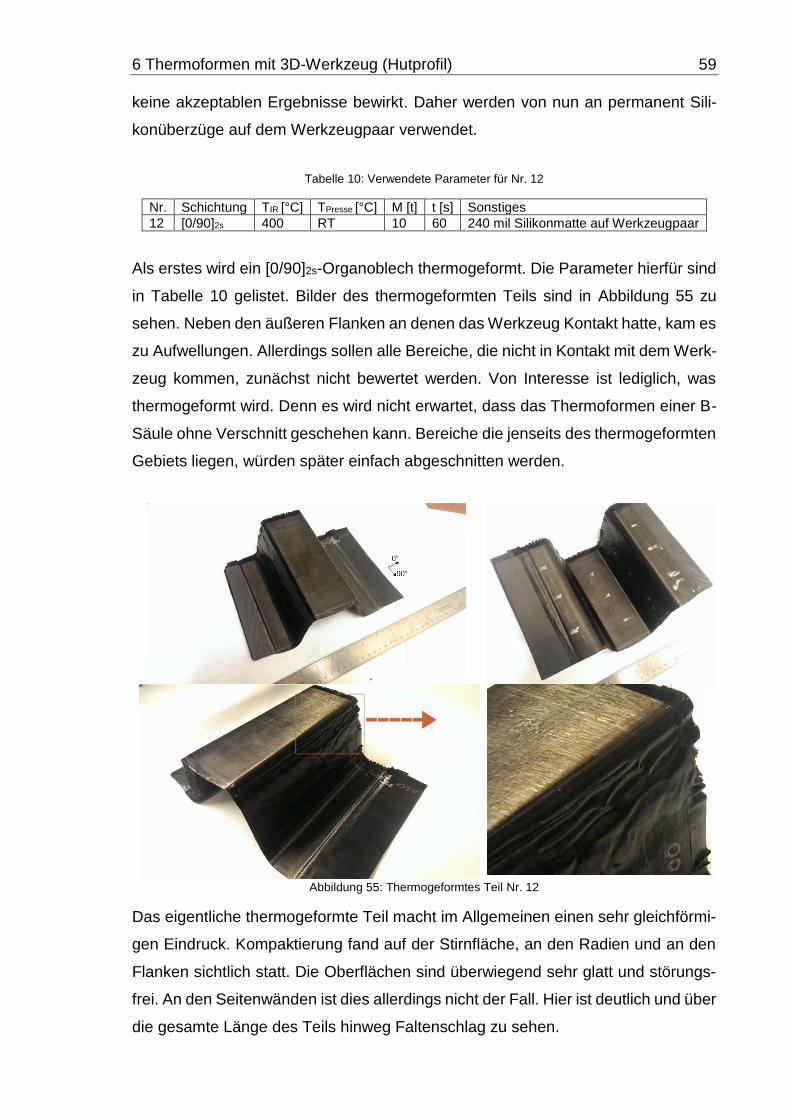
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 59
keine akzeptablen Ergebnisse bewirkt. Daher werden von nun an permanent Sili-
konüberzüge auf dem Werkzeugpaar verwendet.
Tabelle 10: Verwendete Parameter für Nr. 12
Nr. Schichtung TIR [°C] TPresse [°C] M [t] t [s] Sonstiges 12 [0/90]2s 400 RT 10 60 240 mil Silikonmatte auf Werkzeugpaar
Als erstes wird ein [0/90]2s-Organoblech thermogeformt. Die Parameter hierfür sind
in Tabelle 10 gelistet. Bilder des thermogeformten Teils sind in Abbildung 55 zu
sehen. Neben den äußeren Flanken an denen das Werkzeug Kontakt hatte, kam es
zu Aufwellungen. Allerdings sollen alle Bereiche, die nicht in Kontakt mit dem Werk-
zeug kommen, zunächst nicht bewertet werden. Von Interesse ist lediglich, was
thermogeformt wird. Denn es wird nicht erwartet, dass das Thermoformen einer B-
Säule ohne Verschnitt geschehen kann. Bereiche die jenseits des thermogeformten
Gebiets liegen, würden später einfach abgeschnitten werden.
Abbildung 55: Thermogeformtes Teil Nr. 12
Das eigentliche thermogeformte Teil macht im Allgemeinen einen sehr gleichförmi-
gen Eindruck. Kompaktierung fand auf der Stirnfläche, an den Radien und an den
Flanken sichtlich statt. Die Oberflächen sind überwiegend sehr glatt und störungs-
frei. An den Seitenwänden ist dies allerdings nicht der Fall. Hier ist deutlich und über
die gesamte Länge des Teils hinweg Faltenschlag zu sehen.
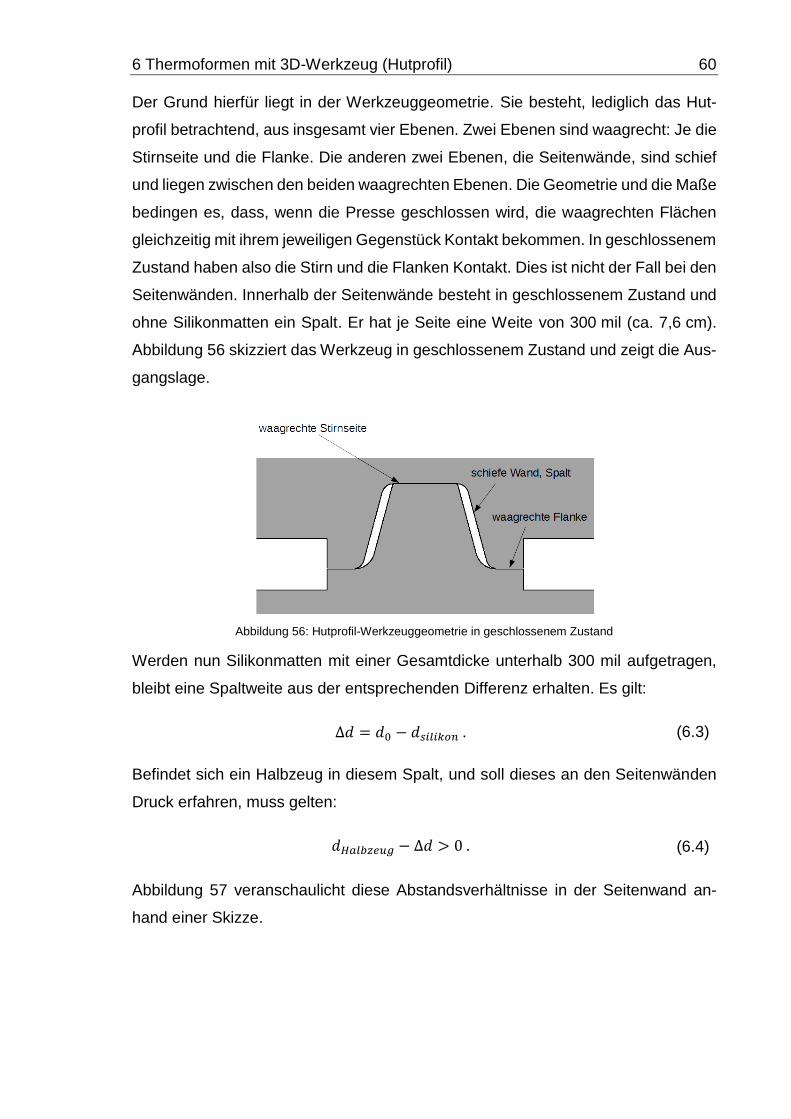
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 60
Der Grund hierfür liegt in der Werkzeuggeometrie. Sie besteht, lediglich das Hut-
profil betrachtend, aus insgesamt vier Ebenen. Zwei Ebenen sind waagrecht: Je die
Stirnseite und die Flanke. Die anderen zwei Ebenen, die Seitenwände, sind schief
und liegen zwischen den beiden waagrechten Ebenen. Die Geometrie und die Maße
bedingen es, dass, wenn die Presse geschlossen wird, die waagrechten Flächen
gleichzeitig mit ihrem jeweiligen Gegenstück Kontakt bekommen. In geschlossenem
Zustand haben also die Stirn und die Flanken Kontakt. Dies ist nicht der Fall bei den
Seitenwänden. Innerhalb der Seitenwände besteht in geschlossenem Zustand und
ohne Silikonmatten ein Spalt. Er hat je Seite eine Weite von 300 mil (ca. 7,6 cm).
Abbildung 56 skizziert das Werkzeug in geschlossenem Zustand und zeigt die Aus-
gangslage.
Abbildung 56: Hutprofil-Werkzeuggeometrie in geschlossenem Zustand
Werden nun Silikonmatten mit einer Gesamtdicke unterhalb 300 mil aufgetragen,
bleibt eine Spaltweite aus der entsprechenden Differenz erhalten. Es gilt:
∆𝑑 = 𝑑0 − 𝑑𝑠𝑖𝑙𝑖𝑘𝑜𝑛 . (6.3)
Befindet sich ein Halbzeug in diesem Spalt, und soll dieses an den Seitenwänden
Druck erfahren, muss gelten:
𝑑𝐻𝑎𝑙𝑏𝑧𝑒𝑢𝑔 − ∆𝑑 > 0 . (6.4)
Abbildung 57 veranschaulicht diese Abstandsverhältnisse in der Seitenwand an-
hand einer Skizze.
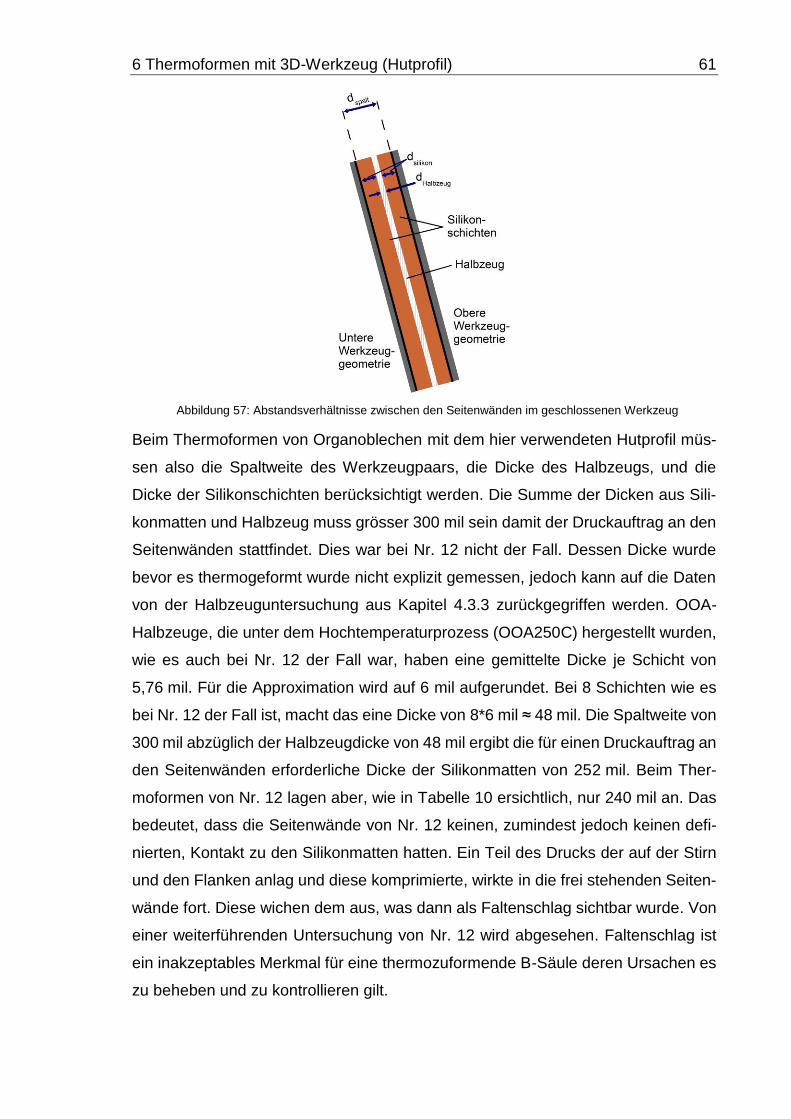
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 61
Abbildung 57: Abstandsverhältnisse zwischen den Seitenwänden im geschlossenen Werkzeug
Beim Thermoformen von Organoblechen mit dem hier verwendeten Hutprofil müs-
sen also die Spaltweite des Werkzeugpaars, die Dicke des Halbzeugs, und die
Dicke der Silikonschichten berücksichtigt werden. Die Summe der Dicken aus Sili-
konmatten und Halbzeug muss grösser 300 mil sein damit der Druckauftrag an den
Seitenwänden stattfindet. Dies war bei Nr. 12 nicht der Fall. Dessen Dicke wurde
bevor es thermogeformt wurde nicht explizit gemessen, jedoch kann auf die Daten
von der Halbzeuguntersuchung aus Kapitel 4.3.3 zurückgegriffen werden. OOA-
Halbzeuge, die unter dem Hochtemperaturprozess (OOA250C) hergestellt wurden,
wie es auch bei Nr. 12 der Fall war, haben eine gemittelte Dicke je Schicht von
5,76 mil. Für die Approximation wird auf 6 mil aufgerundet. Bei 8 Schichten wie es
bei Nr. 12 der Fall ist, macht das eine Dicke von 8*6 mil ≈ 48 mil. Die Spaltweite von
300 mil abzüglich der Halbzeugdicke von 48 mil ergibt die für einen Druckauftrag an
den Seitenwänden erforderliche Dicke der Silikonmatten von 252 mil. Beim Ther-
moformen von Nr. 12 lagen aber, wie in Tabelle 10 ersichtlich, nur 240 mil an. Das
bedeutet, dass die Seitenwände von Nr. 12 keinen, zumindest jedoch keinen defi-
nierten, Kontakt zu den Silikonmatten hatten. Ein Teil des Drucks der auf der Stirn
und den Flanken anlag und diese komprimierte, wirkte in die frei stehenden Seiten-
wände fort. Diese wichen dem aus, was dann als Faltenschlag sichtbar wurde. Von
einer weiterführenden Untersuchung von Nr. 12 wird abgesehen. Faltenschlag ist
ein inakzeptables Merkmal für eine thermozuformende B-Säule deren Ursachen es
zu beheben und zu kontrollieren gilt.
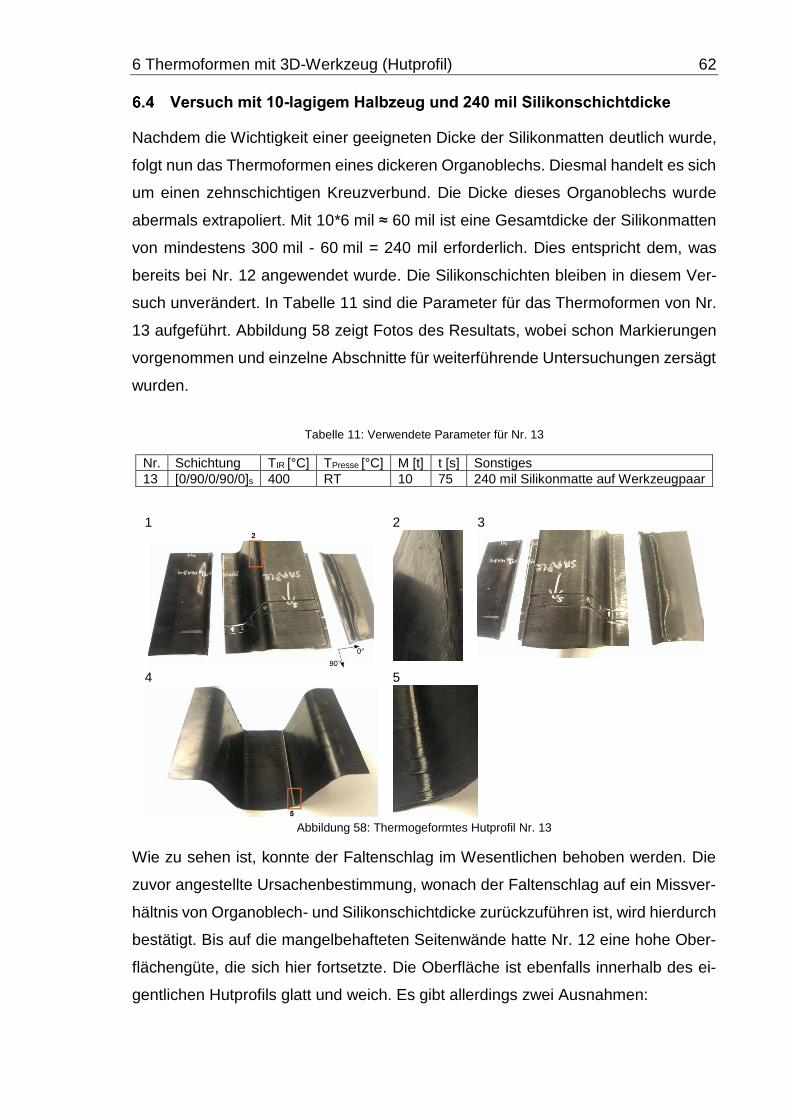
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 62
Nachdem die Wichtigkeit einer geeigneten Dicke der Silikonmatten deutlich wurde,
folgt nun das Thermoformen eines dickeren Organoblechs. Diesmal handelt es sich
um einen zehnschichtigen Kreuzverbund. Die Dicke dieses Organoblechs wurde
abermals extrapoliert. Mit 10*6 mil ≈ 60 mil ist eine Gesamtdicke der Silikonmatten
von mindestens 300 mil - 60 mil = 240 mil erforderlich. Dies entspricht dem, was
bereits bei Nr. 12 angewendet wurde. Die Silikonschichten bleiben in diesem Ver-
such unverändert. In Tabelle 11 sind die Parameter für das Thermoformen von Nr.
13 aufgeführt. Abbildung 58 zeigt Fotos des Resultats, wobei schon Markierungen
vorgenommen und einzelne Abschnitte für weiterführende Untersuchungen zersägt
wurden.
Tabelle 11: Verwendete Parameter für Nr. 13
Nr. Schichtung TIR [°C] TPresse [°C] M [t] t [s] Sonstiges 13 [0/90/0/90/0]s 400 RT 10 75 240 mil Silikonmatte auf Werkzeugpaar
1 2 3
4 5
Abbildung 58: Thermogeformtes Hutprofil Nr. 13
Wie zu sehen ist, konnte der Faltenschlag im Wesentlichen behoben werden. Die
zuvor angestellte Ursachenbestimmung, wonach der Faltenschlag auf ein Missver-
hältnis von Organoblech- und Silikonschichtdicke zurückzuführen ist, wird hierdurch
bestätigt. Bis auf die mangelbehafteten Seitenwände hatte Nr. 12 eine hohe Ober-
flächengüte, die sich hier fortsetzte. Die Oberfläche ist ebenfalls innerhalb des ei-
gentlichen Hutprofils glatt und weich. Es gibt allerdings zwei Ausnahmen:
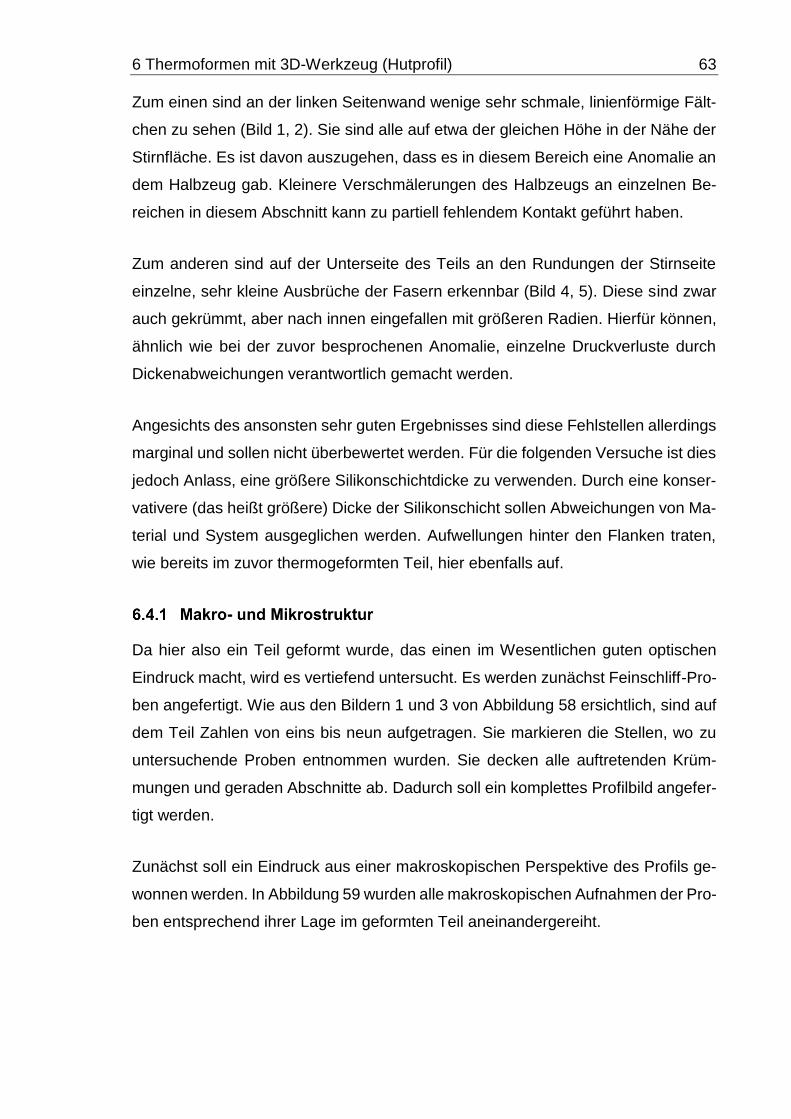
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 63
Zum einen sind an der linken Seitenwand wenige sehr schmale, linienförmige Fält-
chen zu sehen (Bild 1, 2). Sie sind alle auf etwa der gleichen Höhe in der Nähe der
Stirnfläche. Es ist davon auszugehen, dass es in diesem Bereich eine Anomalie an
dem Halbzeug gab. Kleinere Verschmälerungen des Halbzeugs an einzelnen Be-
reichen in diesem Abschnitt kann zu partiell fehlendem Kontakt geführt haben.
Zum anderen sind auf der Unterseite des Teils an den Rundungen der Stirnseite
einzelne, sehr kleine Ausbrüche der Fasern erkennbar (Bild 4, 5). Diese sind zwar
auch gekrümmt, aber nach innen eingefallen mit größeren Radien. Hierfür können,
ähnlich wie bei der zuvor besprochenen Anomalie, einzelne Druckverluste durch
Dickenabweichungen verantwortlich gemacht werden.
Angesichts des ansonsten sehr guten Ergebnisses sind diese Fehlstellen allerdings
marginal und sollen nicht überbewertet werden. Für die folgenden Versuche ist dies
jedoch Anlass, eine größere Silikonschichtdicke zu verwenden. Durch eine konser-
vativere (das heißt größere) Dicke der Silikonschicht sollen Abweichungen von Ma-
terial und System ausgeglichen werden. Aufwellungen hinter den Flanken traten,
wie bereits im zuvor thermogeformten Teil, hier ebenfalls auf.
Da hier also ein Teil geformt wurde, das einen im Wesentlichen guten optischen
Eindruck macht, wird es vertiefend untersucht. Es werden zunächst Feinschliff-Pro-
ben angefertigt. Wie aus den Bildern 1 und 3 von Abbildung 58 ersichtlich, sind auf
dem Teil Zahlen von eins bis neun aufgetragen. Sie markieren die Stellen, wo zu
untersuchende Proben entnommen wurden. Sie decken alle auftretenden Krüm-
mungen und geraden Abschnitte ab. Dadurch soll ein komplettes Profilbild angefer-
tigt werden.
Zunächst soll ein Eindruck aus einer makroskopischen Perspektive des Profils ge-
wonnen werden. In Abbildung 59 wurden alle makroskopischen Aufnahmen der Pro-
ben entsprechend ihrer Lage im geformten Teil aneinandergereiht.
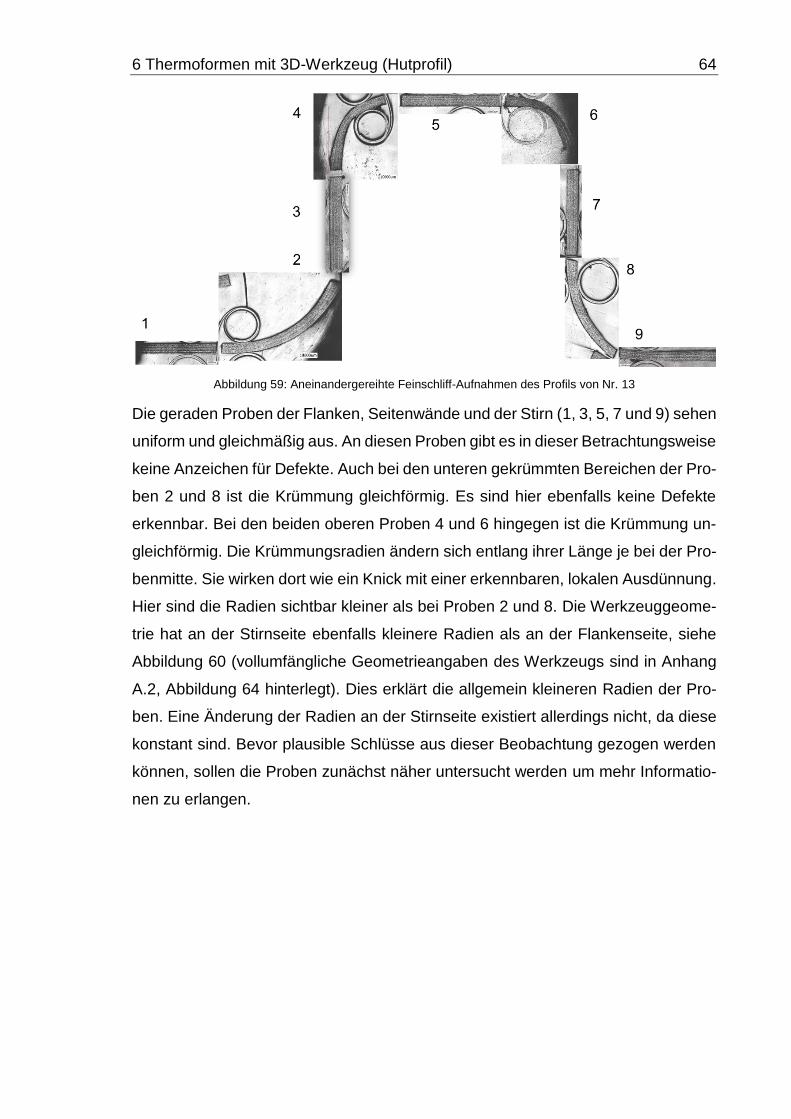
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 64
Abbildung 59: Aneinandergereihte Feinschliff-Aufnahmen des Profils von Nr. 13
Die geraden Proben der Flanken, Seitenwände und der Stirn (1, 3, 5, 7 und 9) sehen
uniform und gleichmäßig aus. An diesen Proben gibt es in dieser Betrachtungsweise
keine Anzeichen für Defekte. Auch bei den unteren gekrümmten Bereichen der Pro-
ben 2 und 8 ist die Krümmung gleichförmig. Es sind hier ebenfalls keine Defekte
erkennbar. Bei den beiden oberen Proben 4 und 6 hingegen ist die Krümmung un-
gleichförmig. Die Krümmungsradien ändern sich entlang ihrer Länge je bei der Pro-
benmitte. Sie wirken dort wie ein Knick mit einer erkennbaren, lokalen Ausdünnung.
Hier sind die Radien sichtbar kleiner als bei Proben 2 und 8. Die Werkzeuggeome-
trie hat an der Stirnseite ebenfalls kleinere Radien als an der Flankenseite, siehe
Abbildung 60 (vollumfängliche Geometrieangaben des Werkzeugs sind in Anhang
A.2, Abbildung 64 hinterlegt). Dies erklärt die allgemein kleineren Radien der Pro-
ben. Eine Änderung der Radien an der Stirnseite existiert allerdings nicht, da diese
konstant sind. Bevor plausible Schlüsse aus dieser Beobachtung gezogen werden
können, sollen die Proben zunächst näher untersucht werden um mehr Informatio-
nen zu erlangen.
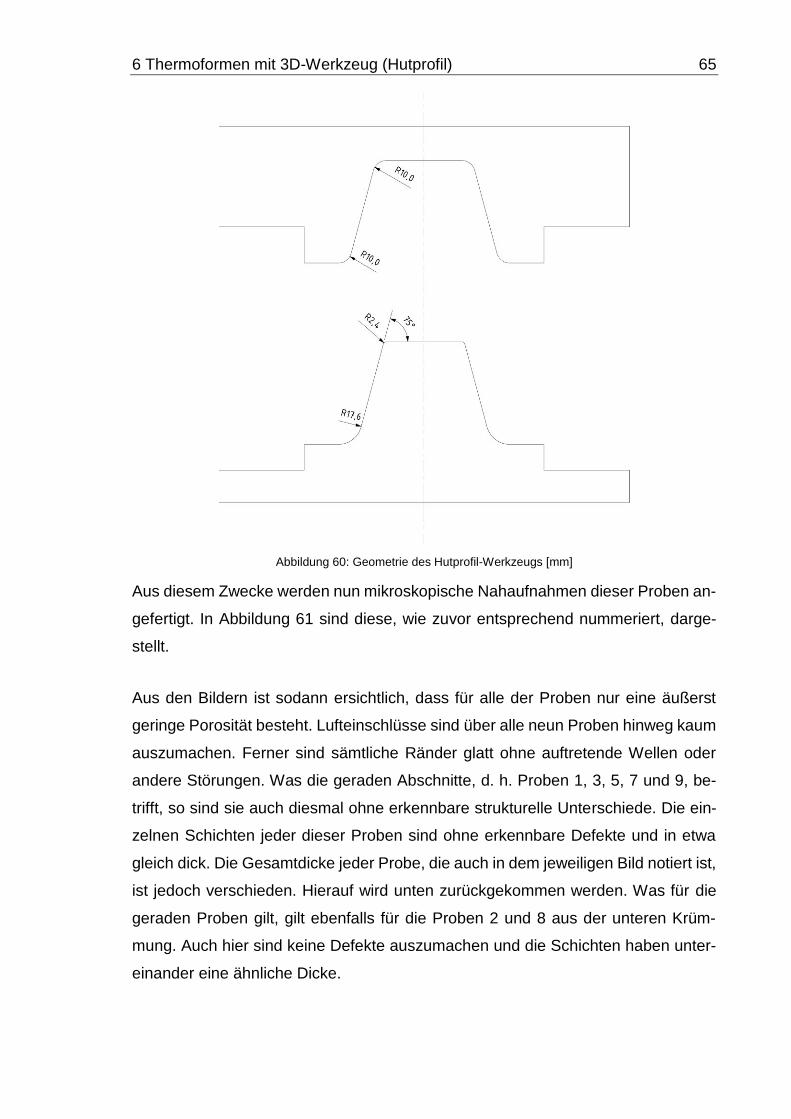
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 65
Abbildung 60: Geometrie des Hutprofil-Werkzeugs [mm]
Aus diesem Zwecke werden nun mikroskopische Nahaufnahmen dieser Proben an-
gefertigt. In Abbildung 61 sind diese, wie zuvor entsprechend nummeriert, darge-
stellt.
Aus den Bildern ist sodann ersichtlich, dass für alle der Proben nur eine äußerst
geringe Porosität besteht. Lufteinschlüsse sind über alle neun Proben hinweg kaum
auszumachen. Ferner sind sämtliche Ränder glatt ohne auftretende Wellen oder
andere Störungen. Was die geraden Abschnitte, d. h. Proben 1, 3, 5, 7 und 9, be-
trifft, so sind sie auch diesmal ohne erkennbare strukturelle Unterschiede. Die ein-
zelnen Schichten jeder dieser Proben sind ohne erkennbare Defekte und in etwa
gleich dick. Die Gesamtdicke jeder Probe, die auch in dem jeweiligen Bild notiert ist,
ist jedoch verschieden. Hierauf wird unten zurückgekommen werden. Was für die
geraden Proben gilt, gilt ebenfalls für die Proben 2 und 8 aus der unteren Krüm-
mung. Auch hier sind keine Defekte auszumachen und die Schichten haben unter-
einander eine ähnliche Dicke.
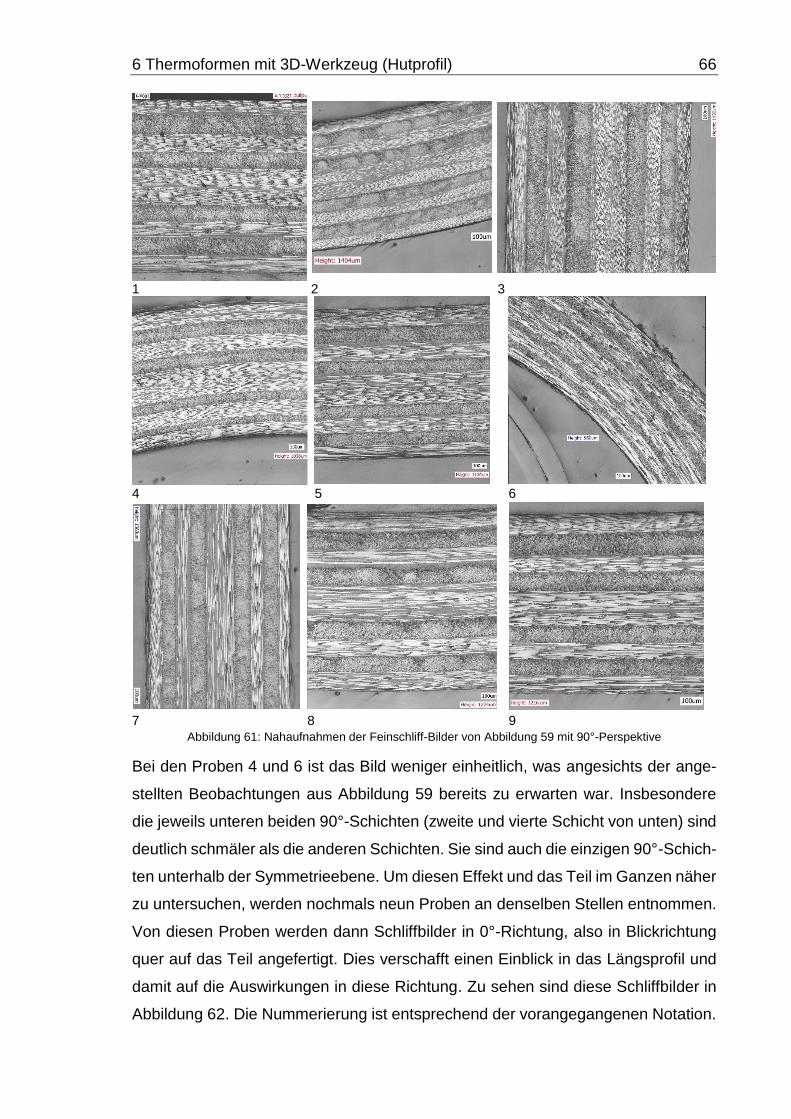
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 66
1 2 3
4 5 6
7 8 9
Abbildung 61: Nahaufnahmen der Feinschliff-Bilder von Abbildung 59 mit 90°-Perspektive
Bei den Proben 4 und 6 ist das Bild weniger einheitlich, was angesichts der ange-
stellten Beobachtungen aus Abbildung 59 bereits zu erwarten war. Insbesondere
die jeweils unteren beiden 90°-Schichten (zweite und vierte Schicht von unten) sind
deutlich schmäler als die anderen Schichten. Sie sind auch die einzigen 90°-Schich-
ten unterhalb der Symmetrieebene. Um diesen Effekt und das Teil im Ganzen näher
zu untersuchen, werden nochmals neun Proben an denselben Stellen entnommen.
Von diesen Proben werden dann Schliffbilder in 0°-Richtung, also in Blickrichtung
quer auf das Teil angefertigt. Dies verschafft einen Einblick in das Längsprofil und
damit auf die Auswirkungen in diese Richtung. Zu sehen sind diese Schliffbilder in
Abbildung 62. Die Nummerierung ist entsprechend der vorangegangenen Notation.
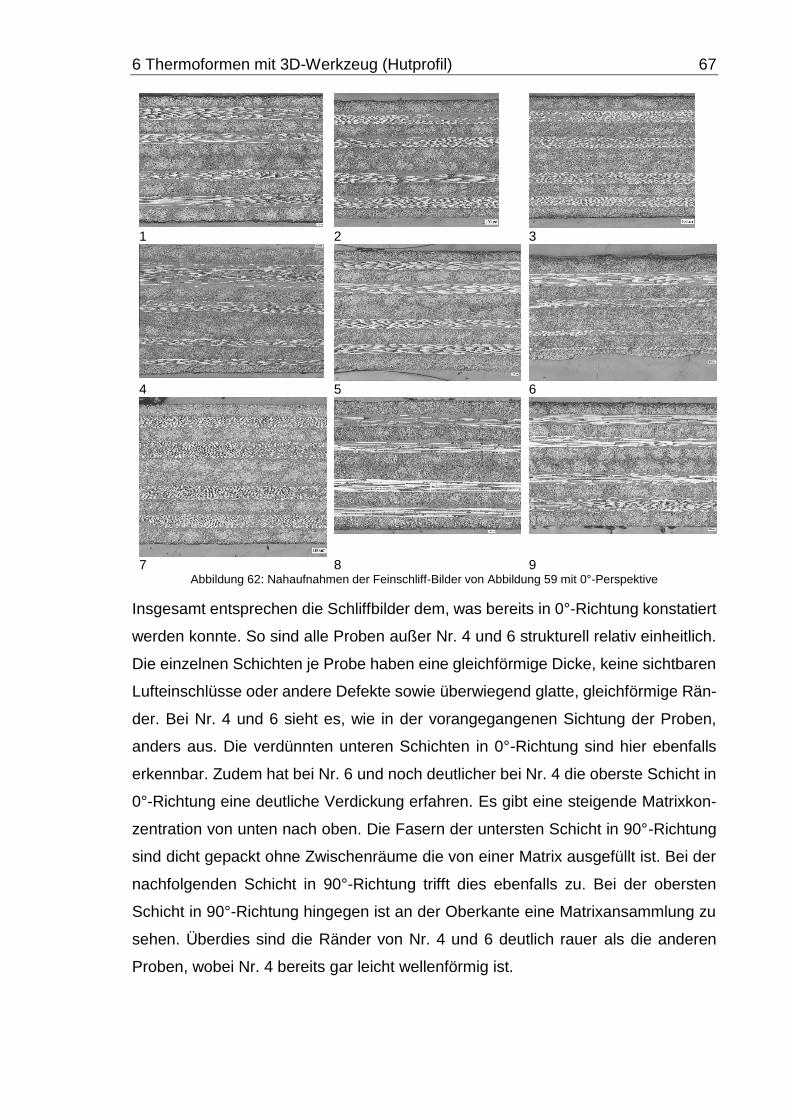
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 67
1 2 3
4 5 6
7 8 9 Abbildung 62: Nahaufnahmen der Feinschliff-Bilder von Abbildung 59 mit 0°-Perspektive
Insgesamt entsprechen die Schliffbilder dem, was bereits in 0°-Richtung konstatiert
werden konnte. So sind alle Proben außer Nr. 4 und 6 strukturell relativ einheitlich.
Die einzelnen Schichten je Probe haben eine gleichförmige Dicke, keine sichtbaren
Lufteinschlüsse oder andere Defekte sowie überwiegend glatte, gleichförmige Rän-
der. Bei Nr. 4 und 6 sieht es, wie in der vorangegangenen Sichtung der Proben,
anders aus. Die verdünnten unteren Schichten in 0°-Richtung sind hier ebenfalls
erkennbar. Zudem hat bei Nr. 6 und noch deutlicher bei Nr. 4 die oberste Schicht in
0°-Richtung eine deutliche Verdickung erfahren. Es gibt eine steigende Matrixkon-
zentration von unten nach oben. Die Fasern der untersten Schicht in 90°-Richtung
sind dicht gepackt ohne Zwischenräume die von einer Matrix ausgefüllt ist. Bei der
nachfolgenden Schicht in 90°-Richtung trifft dies ebenfalls zu. Bei der obersten
Schicht in 90°-Richtung hingegen ist an der Oberkante eine Matrixansammlung zu
sehen. Überdies sind die Ränder von Nr. 4 und 6 deutlich rauer als die anderen
Proben, wobei Nr. 4 bereits gar leicht wellenförmig ist.
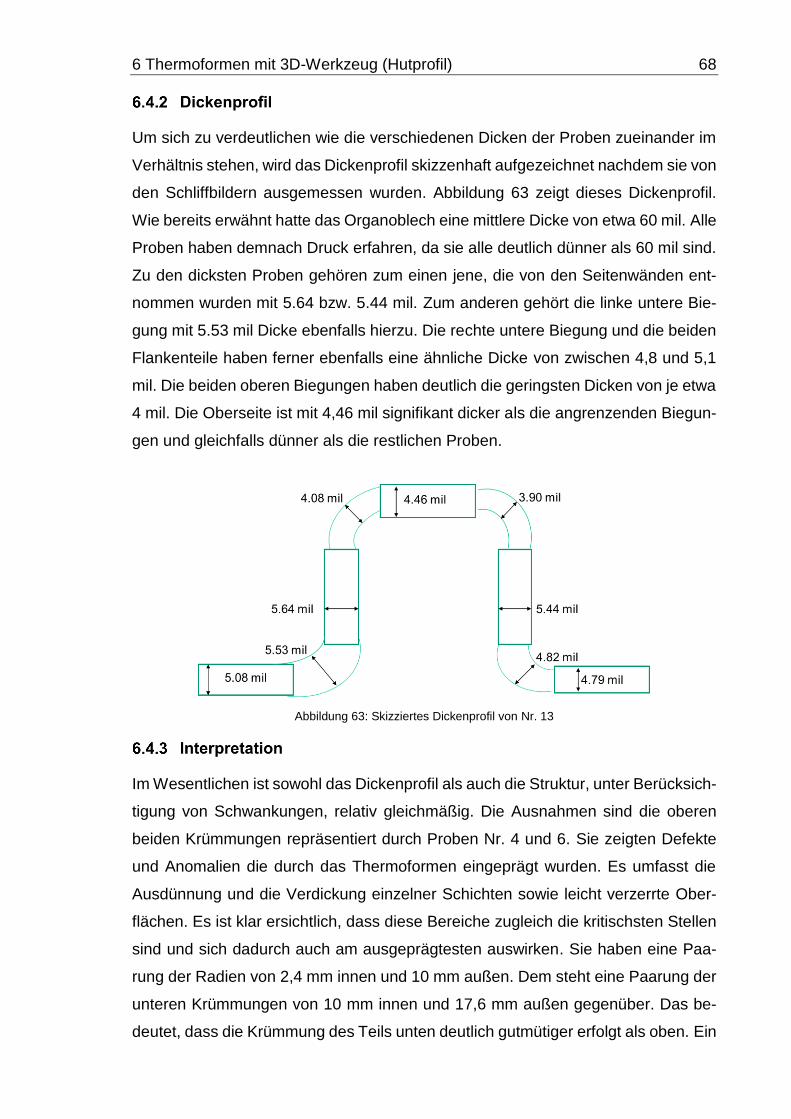
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 68
Um sich zu verdeutlichen wie die verschiedenen Dicken der Proben zueinander im
Verhältnis stehen, wird das Dickenprofil skizzenhaft aufgezeichnet nachdem sie von
den Schliffbildern ausgemessen wurden. Abbildung 63 zeigt dieses Dickenprofil.
Wie bereits erwähnt hatte das Organoblech eine mittlere Dicke von etwa 60 mil. Alle
Proben haben demnach Druck erfahren, da sie alle deutlich dünner als 60 mil sind.
Zu den dicksten Proben gehören zum einen jene, die von den Seitenwänden ent-
nommen wurden mit 5.64 bzw. 5.44 mil. Zum anderen gehört die linke untere Bie-
gung mit 5.53 mil Dicke ebenfalls hierzu. Die rechte untere Biegung und die beiden
Flankenteile haben ferner ebenfalls eine ähnliche Dicke von zwischen 4,8 und 5,1
mil. Die beiden oberen Biegungen haben deutlich die geringsten Dicken von je etwa
4 mil. Die Oberseite ist mit 4,46 mil signifikant dicker als die angrenzenden Biegun-
gen und gleichfalls dünner als die restlichen Proben.
Abbildung 63: Skizziertes Dickenprofil von Nr. 13
Im Wesentlichen ist sowohl das Dickenprofil als auch die Struktur, unter Berücksich-
tigung von Schwankungen, relativ gleichmäßig. Die Ausnahmen sind die oberen
beiden Krümmungen repräsentiert durch Proben Nr. 4 und 6. Sie zeigten Defekte
und Anomalien die durch das Thermoformen eingeprägt wurden. Es umfasst die
Ausdünnung und die Verdickung einzelner Schichten sowie leicht verzerrte Ober-
flächen. Es ist klar ersichtlich, dass diese Bereiche zugleich die kritischsten Stellen
sind und sich dadurch auch am ausgeprägtesten auswirken. Sie haben eine Paa-
rung der Radien von 2,4 mm innen und 10 mm außen. Dem steht eine Paarung der
unteren Krümmungen von 10 mm innen und 17,6 mm außen gegenüber. Das be-
deutet, dass die Krümmung des Teils unten deutlich gutmütiger erfolgt als oben. Ein
6 Thermoformen mit 3D-Werkzeug (Hutprofil) 69
geringeres Maß an Umformung und dadurch ein weitaus geringerer Keileffekt sind
die Folge, die sich weniger einschneidend auswirkt. Eine wesentliche Einstell-
grösse, mit der man diesen Defektentwicklungen begegnen kann, ist die Zugkraft
aus dem Halbzeugträger. Die komplexen Vorgänge der Zustandsänderungen die
das Teil vom ersten Kontakt mit dem Werkzeug bis zur Abkühlung unter Druck er-
fährt (vgl. Kapitel 6.2), werden durch eine hohe anliegende Zugkraft unnötig ver-
stärkt. Kann die Zugkraft derart verringert werden, dass sie nur so groß ist wie zum
Halten nötig, werden damit auch die Koppeleffekte aus den vielzahligen Einfluss-
größen (beispielsweise innere und äußere rheologische Dynamik) entschärft. Span-
nungsinduktionen können damit insgesamt vermindert und weniger Defekte erwar-
tet werden.
Durch die Ausdünnung der oberen Krümmungen mindert die deutliche Dickenab-
weichung die allgemeine Qualität von Nr. 13. Trotz dessen sollen die erfolgreichen
Teilaspekte in diesem Versuch nicht unerwähnt bleiben:
es entstanden keine strukturellen Defekte,
die Oberflächen sind störungsfrei,
7 von 9 Bereichen zeigen ein jeweils hochwertiges, gleichförmiges Profil.
7 Diskussion 70
7 Diskussion
Die Ergebnisse der Arbeit sind beschränkt auf die Art der verwendeten Halbzeuge.
Es wurde überwiegend eine unidirektionale Schichtung mit geringer Dicke verwen-
det. Für andere Schichtaufbauten und/oder dickere Halbzeuge können diese Ergeb-
nisse allerdings als skalierbare Orientierung dienen. Ferner sind Prozesszeiten, und
hier insbesondere die Zeit in der das Halbzeug erhitzt wird, von den Komponenten
der Versuchsanlage abhängig. Die Bewertung der Prozesszeiten sollte also nicht
ohne weiteres als allgemeingültig erklärt werden. Kürzere Prozesszeiten, vor allem
bei der Erhitzung des Halbzeugs, können mit anderen Komponenten einhergehen.
Die angewendeten OOA-Prozessprofile zur Organoblechherstellung hatten eine
Maximaltemperatur von 222°C und 250°C. Dem wurde das Autoklaven-Prozesspro-
fil mit 270°C und 7 Bar Druckauftrag gegenübergestellt. Die erzielte Qualität war mit
222°C deutlich schlechter als es mit 250°C der Fall war. Mit 250°C konnte eine sehr
gute Qualität erreicht werden, die allerdings immer noch einen erwähnenswerten
Abstand zu der Qualität aus dem Autoklaven aufweist.
Zu beachten ist aber nicht nur, dass der Autoklaven-Prozess eine um 21°C höhere
Maximaltemperatur hatte, sondern dass mit ihm auch exorbitant höhere Kosten ein-
hergehen. Das bedeutet einerseits, dass durchaus noch Optimierungspotential für
den OOA-Prozess besteht indem man eine höhere Maximaltemperatur verwendet.
Schließlich markiert 250°C nur die untere Grenze der vom Prepreghersteller emp-
fohlenen Prozesstemperatur wohingegen 271°C als die obere Grenze angegeben
wird. Andererseits muss bei der Bewertung berücksichtigt werden, dass der OOA-
Prozess billig und flexibel ist. Dies macht den Qualitätsabstand zum Autoklaven-
Prozess relativierbar. Für die vorliegenden Ergebnisse kann daher folgendes ge-
schlussfolgert werden: Es können per OOA beachtliche und nur geringfügig minder-
wertigere Ergebnisse erzielt werden als durch den Autoklaven. Angesichts der
Überlegenheit in allen anderen Bereichen von OOA scheint dies, insbesondere für
die kostensensible Automobilindustrie, vertretbar. In jedem Fall sollte für den Pro-
zess eine Maximaltemperatur von 250°C nicht unterschritten werden.
Angesichts der Ergebnisse aus den Thermoform-Versuchen ist allerdings eine op-
timale Halbzeugqualität nicht notwendigerweise erforderlich. Dies wurde gezeigt,
als ein relativ minderwertiges Halbzeug (sehr porös und wenig verdichtet) durch das
7 Diskussion 71
Thermoformen deutlich aufgewertet werden konnte. Auch das höherwertige
OOA250C-Halbzeug konnte durch das Thermoformen zusätzlich kompaktiert wer-
den was mit Verminderter Porosität einherging. Für die Automobilindustrie birgt dies
ein großes Potential: Wenn alle Prozessparameter insbesondere von der Presse
optimal eingestellt sind, sind nochmals optimierte, hervorragende Ergebnisse reali-
stisch. Schwankungen in der Halbzeugherstellung könnten so ausgeglichen wer-
den. Weniger Qualitätskontrolle und geringere Halbzeugherstellungskosten würden
aufzuwenden sein.
Zumindest im Umfeld eines Fertigungslabors wie es im Rahmen dieser Arbeit der
Fall war, wurde erkennbar, dass die Verwendung von Werkzeugen mit elastischer
Kontaktoberfläche essentiell ist. Sie war in dieser Arbeit die entscheidende Voraus-
setzung für hochwertige Ergebnisse. Für die industrielle Anwendung mit hochpräzi-
sen Maschinen kann dies obsolet sein. Mit der Anwendung von elastischer Werk-
zeugoberflächen tritt allerdings ein weiterer Parameter in das System ein: Seine
Dicke und sein Materialverhalten haben Einfluss auf das Ergebnis und sind entspre-
chend zu untersuchen und einzustellen.
Es wurde erkannt, dass eine zu hohe Halbzeugtemperatur zu vermeiden ist, da die
Matrix in dem Fall zu den Seiten herausgepresst werden kann. Bei dünnen Halb-
zeugen, wie in dieser Arbeit verwendet, konnte dies bei Temperaturen von etwa
250-260°C beobachtet werden. Allerdings wurde dieser Effekt durch unidirektiona-
len Schichtaufbau begünstigt. Voraussichtlich wird er sich bei anderen Schichtauf-
bauten deutlich weniger auswirken. Eine temperierte Presse begünstigt das Her-
auspressen der Matrix dadurch dass sie länger viskos bleibt. Lediglich wenn per
Pressen gezielt eine Verbesserung der Qualität erzielt werden soll, sollte die Tem-
perierung als Parameter wieder in Betracht gezogen werden. Hier kann sie sich
positiv auswirken.
Was den Parameter „Masseauftrag der Presse“ betrifft, so wurden mit drei Tonnen
schlechtere Ergebnisse erzielt als mit zehn Tonnen. Zehn Tonnen seien als Richt-
wert empfohlen (entspricht hier 7 bar Druck). Es ist zu beachten, dass bei höheren
Drücken die Matrix im viskosen Zustand herausgedrückt werden kann. Bei hoher
Halbzeugqualität können allerdings geringere Drücke gerechtfertigt sein. Wenn die
7 Diskussion 72
Funktion der Presse auf das Drapieren auf eine Form als auf das eigentliche Pres-
sen reduziert wird, ist der Druck zu minimieren.
Beim Thermoformen des Hutprofils, als universelles und klassisches Versteifungs-
profil, haben sich stark gekrümmte Formen als kritisch herausgestellt. Für eine
Crashbelastung sind diese Bereiche die Schwachstellen, an der das Bauteil bre-
chen würde. Dies verdeutlicht auch die Bedeutung einer anzustrebenden, möglichst
gleichförmigen Form und Struktur. Hier besteht Optimierungspotential. Es müssen
Keileffekte, verursacht durch starke Krümmungen, entschärft werden. Ein Ansatz
kann eine geometrisch und lokal angepasste Silikonmattendicke sein. Eine Silikon-
matte mit geringerer Dicke an verengten Bereichen mag einen positiven Effekt ha-
ben. Dies soll als Anregung für weiterführende Untersuchungen gelten.
Die besten Parameter die für das Thermoformen im Rahmen dieser Arbeit ermittelt
werden konnten, und die als Richtwert für weiterzuführende Untersuchungen gelten
können, sind in Tabelle 12 zusammengefasst.
Tabelle 12: Zusammenfassung der ermittelten, optimalen Parameter
TPresse [°C] M [t] Aufheizen bis [°C] Sonstiges RT 10 <250 Silikonmatte auf Werkzeugpaar
8 Zusammenfassung 73
8 Zusammenfassung
Eingangs wurde das Thema und ihr weiterer Kontext, die Problematik der CFK-An-
wendung in der heutigen Automobilindustrie, vorgestellt. Es wurde gezeigt, dass
automobile Strukturbauteile aus CFK bisher ausschließlich mit duroplastischer Ma-
trix angewendet werden. Es wurden die wesentlichen Gründe dargelegt, weshalb
CFK mit thermoplastischen Matrices großes Potential zur Bewältigung der beste-
henden Probleme zugesprochen wird. Diese betreffen Aspekte der Produktion, der
Crashabsorptionsleistung, der Umweltverträglichkeit und der Kosten. In diesem Zu-
sammenhang wurde das Thermoformen als eine Fertigungsmethode dargestellt,
die sich für FKV mit thermoplastischen Matrices eignet und mit der die Zykluszeiten
in der Automobilindustrie deutlich gesenkt werden können.
Nach dem Vorstellen des Ablaufs der Arbeit und der verwendeten Technik, wurden
die wesentlichen und relevanten Grundlagen erörtert. Der Stand der Technik wurde
innerhalb dieses Abschnittes auch durch eine Vielzahl an Verweisen aus der exi-
stierenden Literatur deutlich. Anschließend wurden Halbzeugkonzepte untersucht.
Um den Zusammenhang der Out-Of-Autoclave-Prozessdynamik mit dem Struktur-
profil des vorliegenden Prepregs zu erkennen, wurde dieses in seiner Rohfassung
analysiert. Unterschiede zwischen Rand und Mitte des Prepregs bestanden nicht.
Lufteinschlüsse, so wurde festgestellt, waren zahlreich vorhanden. Sie sammelten
sich fast ausschließlich innerhalb der Faserbündel und peripher zu ihnen (also an
ihren Aussengrenzen). Die gewellten Oberflächen wurden nicht als problematisch
eingestuft was sich angesichts der später erzielten Organoblechqualität bestätigte.
Es stellte sich heraus, dass das unkonsolidierte Lagenpaket sich nicht als Halbzeug
eignet, da ein unzulässig großer Temperaturgradient von den äußeren zu den mit-
tigen Schichten bestand. Ein Organoblech mit konsolidierten Schichten war der al-
ternative Ansatz der fortan verfolgt wurde. Der Nachweis eines weitaus geringeren
Temperaturgradienten hierfür wurde erbracht. Für die Konsolidierung wurden dann
zwei OOA-Prozesse und ein Autoklav-Prozess mit unterschiedlichen Maximaltem-
peraturen verwendet. Es stellte sich heraus, dass unter den OOA-Prozessen jener
mit 28°C höherer Maximaltemperatur ein in allen Belangen viel besseres und her-
vorragendes Ergebnis bewirkte. Mit diesem Prozess konnte eine Qualität erreicht
werden, die zu jener die aus dem Autoklaven-Prozess erhalten wurde nahezu eben-
bürtig ist.
8 Zusammenfassung 74
Da das Thermoformen ein komplexer Prozess mit einer Vielzahl an Parametern ist,
wurde zunächst ein flaches Werkzeug verwendet. Durch diesen hohen Abstrakti-
onsgrad sollte sich der Thematik genähert werden um Parameter und Anlage auf
die auftretenden Effekte einzustellen. Es wurden zahllose Versuche durchgeführt,
von denen, aus Gründen des Umfangs, nur die Vertreter der wesentlichen Entwick-
lungsstufen in diese Arbeit Eingang fanden. Wie gezeigt wurde, resultierten aus den
ersten Versuchen hochgradig verzerrte Teilen, die unmittelbar verworfen werden
mussten. Am Ende des zweidimensionalen Thermoformens hingegen, und nach
vielen Anpassungen, konnte eine sehr hohe Güte erhalten werden.
Es galt anschließend zu untersuchen, wie sich das Thermoformen auf die Halb-
zeuge auswirkt. Hierfür wurden die Befunde von Organoblech und thermogeformten
Teil gegenübergestellt und vergleichend analysiert. Es wurde in diesem Zusammen-
hang auch die These aufgestellt, ob sich das Thermoformen positiv auf relativ min-
derwertige Halbzeuge, also jene die keine vollständige Evakuierung erfahren hat-
ten, auswirken könne. Dies konnte bestätigt werden. Unter Berücksichtigung der
Anlagenanpassungen und Parametereinstellungen aus den vorigen Kapiteln wurde
die Qualität durch das Thermoformen in keinem der anderen Fälle in erwähnens-
werter Weise reduziert.
Mit dem Wechsel zum Hutprofil-Werkzeug wurde dieses zunächst vorgestellt. Hier-
mit erfolgten zwei Versuche von denen das zweite Hutteil ausgiebig geprüft wurde.
Es wurde in diesem Kontext die Herausforderung deutlich, die mit dem Wechsel zu
einem dreidimensionalen Werkzeug einhergeht. Es traten Effekte auf, die beim
Thermoformen mit flachem Werkzeug nicht auftraten bzw. geometrisch bedingt
nicht auftreten konnten. Neben Mängeln im Bereich von scharfkantigen Krümmun-
gen war die sonstige Qualität auf einem insgesamt guten und hohen Niveau.
9 Ausblick 75
9 Ausblick
Die Anzahl an Prozessparametern ist sehr groß, weshalb nicht alle Parameter, ihre
Auswirkungen und ihre Koppeleffekte erschöpfend untersucht werden konnten.
Weiterführende Untersuchungen sollten dies in dem Fokus behalten. Empfohlen
wird als nächsten Schritt, die Zugkraft des Halbzeugträgers zu reduzieren. Ferner
ist es vielversprechend, die Presse nicht druck- sondern verschiebungsgesteuert zu
betreiben. Für eine einheitlich komprimierte Dicke des Halbzeugs, die das anzustre-
bende Ziel ist, kann dies das geeignete Mittel sein. Steifigkeit und Elastizitätsver-
halten der Silikonmatten sind zu untersuchen und geeignet auszuwählen bzw. ein-
zustellen.
Abweichungen in Bereichen starker Krümmungen offenbarten Schwächen für die
Nachbesserungen erforderlich sind. Ein Ansatz zur Verbesserung der Ergebnisse
bei komplexen Werkzeuggeometrien besteht darin, dass die Funktion der Presse
auf das Drapieren reduziert und nur ein geringfügiger Druckauftrag appliziert wird.
Ein anderer Ansatz ist, dass Silikonschichten mit lokal angepasster Dicke verwen-
det werden. Hiermit sollen geometrisch bedingte Effekte lokal ausgeglichen werden.
In beiden Fällen ist es notwendig, dass zuvor optimale Parameter für die restlichen
Einflussgrößen gefunden und dementsprechend eingestellt wurden.
Rheologische Effekte werden in der Literatur als eine der kritischsten Einflussgrö-
ßen für das Thermoformen, das ein reibungsbehafteter Prozess ist, genannt. Es ist
das Ziel, auftretende Reibung zu minimieren und Systeme derart zu gestalten, dass
ihr Auftreten auf dem Halbzeug möglichst gleichförmig stattfindet.
Es ist ein OOA-Prozess mit höherer Maximaltemperatur (Empfehlung des Autors:
271°C) durchzuführen und zu überprüfen, ob dies abermals einen positiven Effekt
auf die Organoblechqualität hat. Die Frage, ob hierdurch letztlich uneingeschränkt
ebenbürtige Qualität gegenüber dem Autoklaven erreicht werden kann, soll damit
beantwortet werden.
Schließlich können den thermogeformten Hutprofilen Crashtests unterzogen wer-
den. Gegebenenfalls stabilisiert man zuvor den Prozess um optimierte Hutprofile
thermozuformen. Für die Crashtests können die Hutprofile mit ihren Flanken auf
eine flache Ebene geklebt werden. Der Klebstoff soll dabei derselbe sein wie er für

9 Ausblick 76
die Fügeverbindung der Komponenten der B-Säule angedacht ist. Dieses Konstrukt
wird sodann eingespannt und derart ausgerichtet, dass die Flanken waagrecht zum
Boden sind und die Stirnfläche nach oben zeigt. Eine (elastische oder inelastische)
Kugel kann dann aus geeigneter Höhe herabgeworfen werden, was den Aufprall
simuliert. Die kinetische Energie sollte von dem Crashtest an einem Auto entspre-
chend herunterskaliert sein. Die Ergebnisse hiervon können mit skalierten Erwar-
tungswerten von Crashtests einer B-Säule verglichen werden.
Literaturverzeichnis 77
Literaturverzeichnis
[1] LÄSSIG, RALPH ; EISENHUT, MARTIN ; MATHIAS, ARNE ; SCHULTE, ROLF T. ; PE-
TERS, FRANK ; KÜHMANN, THORSTEN ; WALDMANN, THOMAS ; BEGEMANN, WAL-
TER: Serienproduktion hochfester Faserverbundbauteile (Studie) : Roland Berger Strategy Consultants, VDMA, 2012
[2] FLEMMING, MANFRED ; ZIEGMANN, GERHARD ; ROTH, SIEGFRIED: Faserverbund-bauweisen: Halbzeuge und Bauweisen. 1. Aufl. : Springer Berlin Heidelberg, 1996
[3] ZEPF, HANS P.: Faserverbundwerkstoffe mit thermoplastischer Matrix: Hoch-leistungswerkstoffe für rationelle Verarbeitung. 1. Aufl. Renningen-Malms-heim : expert, 1997 — ISBN 978-3-8169-1390-0
[4] BAUR, E. ; BRINKMANN, S. ; OSSWALD, T. A. ; RUDOLPH, N. ; SCHMACHTENBERG, E. ; SAECHTLING, H. (Hrsg.): Saechtling Kunststoff Taschenbuch. 31. Aufl. München : Hanser, 2013 — ISBN 978-3-446-43442-4
[5] THIERRY, RENAULT: Developments in thermoplastic composites for automo-tive applications.
[6] SGL AUTOMOTIVE CARBON FIBERS GMBH & CO. KG 2013: SGL Carbon - Recy-cling of CFRP. URL http://www.sglacf.com/en/products/recycling.html. - ab-gerufen am 2015-12-01
[7] LENGSFELD, HAUKE ; FABRIS, FELIPE WOLFF ; KRÄMER, JOHANNES ; LACALLE, JAVIER ; ALTSTÄDT, VOLKER: Faserverbundwerkstoffe: Prepregs und ihre Ver-arbeitung : Carl Hanser Verlag GmbH & Co. KG, 2014 — ISBN 978-3-446-43300-7
[8] GRECO, ANTONIO ; GENNARO, RICCARDO ; MAFFEZZOLI, ALFONSO ; NICOLAIS, LUIGI: Thermoforming of Thermoplastics Matrix Composites. In: Wiley Ency-clopedia of Composites : John Wiley & Sons, Inc., 2011 — ISBN 978-1-118-09729-8
[9] MITSCHANG, PETER ; NICOLAIS, LUIGI: Manufacturing of Thermoplastic Fiber-Reinforced Polymer Composites. In: Wiley Encyclopedia of Composites : John Wiley & Sons, Inc., 2011 — ISBN 978-1-118-09729-8
[10] FRIEDRICH, K. ; HOU, M. ; KREBS, J.: Thermoforming of continuous fibre/ther-moplastic composite sheets. In: BHATTACHARYYA, D. (Hrsg.): Composite Ma-terials Series, Composite Sheet Forming. Bd. 11 : Elsevier, 1997 — ISBN 978-0-444-82641-1, S. 91–162
[11] SIEBENPFEIFFER, WOLFGANG: Leichtbau-Technologien im Automobilbau: Werkstoffe - Fertigung - Konzepte. Wiesbaden : Springer-Verlag, 2013 — ISBN 978-3-658-04025-3
[12] new-automotive-steel-grade-hi-res.jpg (JPEG-Grafik, 1920 × 1080 Pixel). URL http://www.tatasteeleurope.com/static_files/Images_new/Func-tions/Comms/new-automotive-steel-grade-hi-res.jpg. - abgerufen am 2016-02-23
[13] SCHLIMBACH, J. ; OGALE, A.: Out-of-autoclave curing process in polymer ma-trix composites. In: ADVANI, S. G. ; HSIAO, K.-T. (Hrsg.): Manufacturing Tech-niques for Polymer Matrix Composites (PMCs), Woodhead Publishing Series
Literaturverzeichnis 78
in Composites Science and Engineering : Woodhead Publishing, 2012 — ISBN 978-0-85709-067-6, S. 435–480
[14] GROVE, STEPHEN ; NICOLAIS, LUIGI: Manufacture of Polymer Composites. In: Wiley Encyclopedia of Composites : John Wiley & Sons, Inc., 2011 — ISBN 978-1-118-09729-8
[15] CHERIF, C. (Hrsg.): Textile Werkstoffe für den Leichtbau. Berlin, Heidelberg : Springer, 2011 — ISBN 978-3-642-17991-4
[16] LOUIS, BRYAN ; ERMANNI, PAOLO ; NICOLAIS, LUIGI: Out-of-Autoclave Prepreg Processing. In: Wiley Encyclopedia of Composites : John Wiley & Sons, Inc., 2011 — ISBN 978-1-118-09729-8
[17] BERTHOLD, UDO: Beitrag zur Thermoformung gewebeverstärkter Thermopla-ste mittels elastischer Stempel. Chemnitz, TU Chemnitz, Dissertation, 2002
[18] LONG, A. C. (Hrsg.): Composites Forming Technologies, Woodhead Publish-ing series in textiles. Boca Raton : CRC Press Inc, 2007 — ISBN 978-0-8493-9102-6
[19] BHATTACHARYYA, D.: Composite Sheet Forming. Amsterdam, New York : Elsevier Science Ltd, 1997 — ISBN 978-0-444-82641-1
[20] GARCIA-GIL, RAFAEL: Forming and consolidation of textile composites. Not-tingham, University of Nottingham, Dissertation, 2003
[21] SACHS, ULRICH: Friction and bending in thermoplastic composites forming processes. Enschede, University of Twente, Dissertation, 2014
[22] VANCLOOSTER, KRISTOF: Forming of multilayered fabric reinforced thermo-plastic composites. Heverlee, België, Katholieke Universiteit Leuven, Disser-tation, 2009
[23] SIMACEK, PAVEL: Numerical Modeling of the Sheet-Forming-Process. Newark, University of Delaware, Dissertation, 1994. — zu beziehen auf An-frage von der University of Delaware
[24] WILLEMS, AN: Forming simulation of textile reinforced composite shell struc-tures. Heverlee, Katholieke Universiteit Leuven, Dissertation, 2008
[25] ABRATE, SERGE: Dynamic Failure of Composite and Sandwich Structures. New York : Springer, 2012 — ISBN 978-94-007-5328-0
[26] JACOB, GEORGE C. ; FELLERS, JOHN F. ; SIMUNOVIC, SRDAN ; STARBUCK, J. MI-
CHAEL: Energy Absorption in Polymer Composites for Automotive Crashwor-thiness. In: Journal of Composite Materials Bd. 36 (2002), Nr. 7, S. 813–850
[27] LUKASZEWICZ, DIRK: Crash Eigenschaften von CFK-Strukturen im Automobil-bau, 2013
[28] NIEDERSTADT, GÜNTER ; HERRMANN, AXEL S. ; ROHWER, KLAUS ; HANSELKA, HOLGER ; HOFFMANN, UWE ; BLOCK, JOACHIM ; HILLGER, WOLFGANG: Ökonomi-scher und ökologischer Leichtbau mit faserverstärkten Polymeren: Gestal-tung, Berechnung und Qualifizierung. 2. Aufl. Renningen-Malmsheim : ex-pert-Verlag, 1997 — ISBN 978-3-8169-1416-7
[29] SCHIEBOLD, KARLHEINZ: Zerstörungsfreie Werkstoffprüfung - Ultraschallprü-fung. Berlin, Heidelberg : Springer, 2015 — ISBN 978-3-662-44699-7
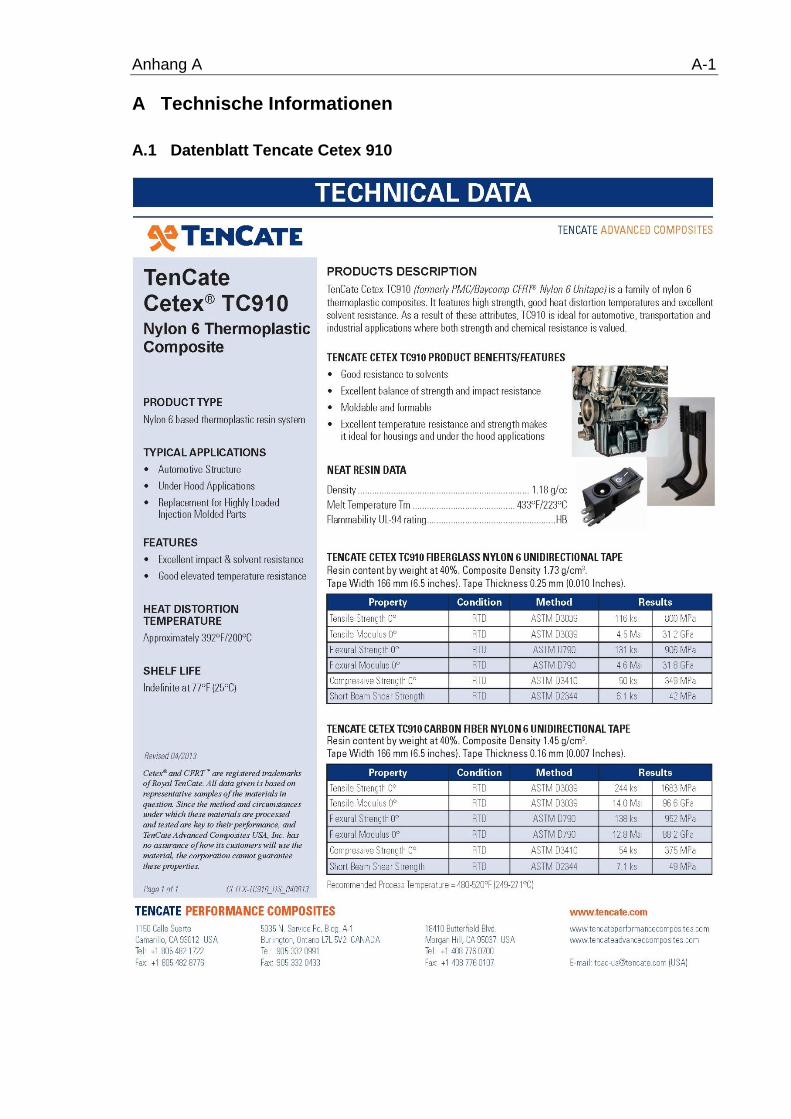
Anhang A A-1
A Technische Informationen
A.1 Datenblatt Tencate Cetex 910
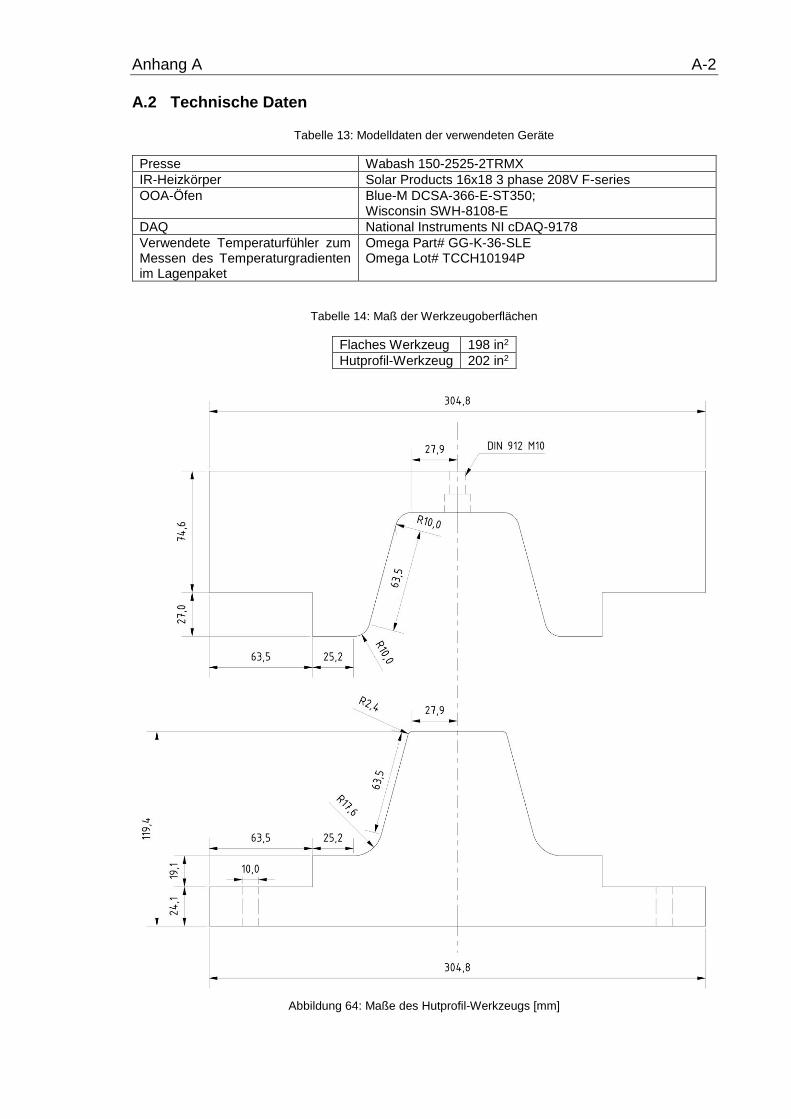
Anhang A A-2
A.2 Technische Daten
Tabelle 13: Modelldaten der verwendeten Geräte
Presse Wabash 150-2525-2TRMX
IR-Heizkörper Solar Products 16x18 3 phase 208V F-series
OOA-Öfen Blue-M DCSA-366-E-ST350; Wisconsin SWH-8108-E
DAQ National Instruments NI cDAQ-9178
Verwendete Temperaturfühler zum Messen des Temperaturgradienten im Lagenpaket
Omega Part# GG-K-36-SLE Omega Lot# TCCH10194P
Tabelle 14: Maß der Werkzeugoberflächen
Flaches Werkzeug 198 in2
Hutprofil-Werkzeug 202 in2
Abbildung 64: Maße des Hutprofil-Werkzeugs [mm]
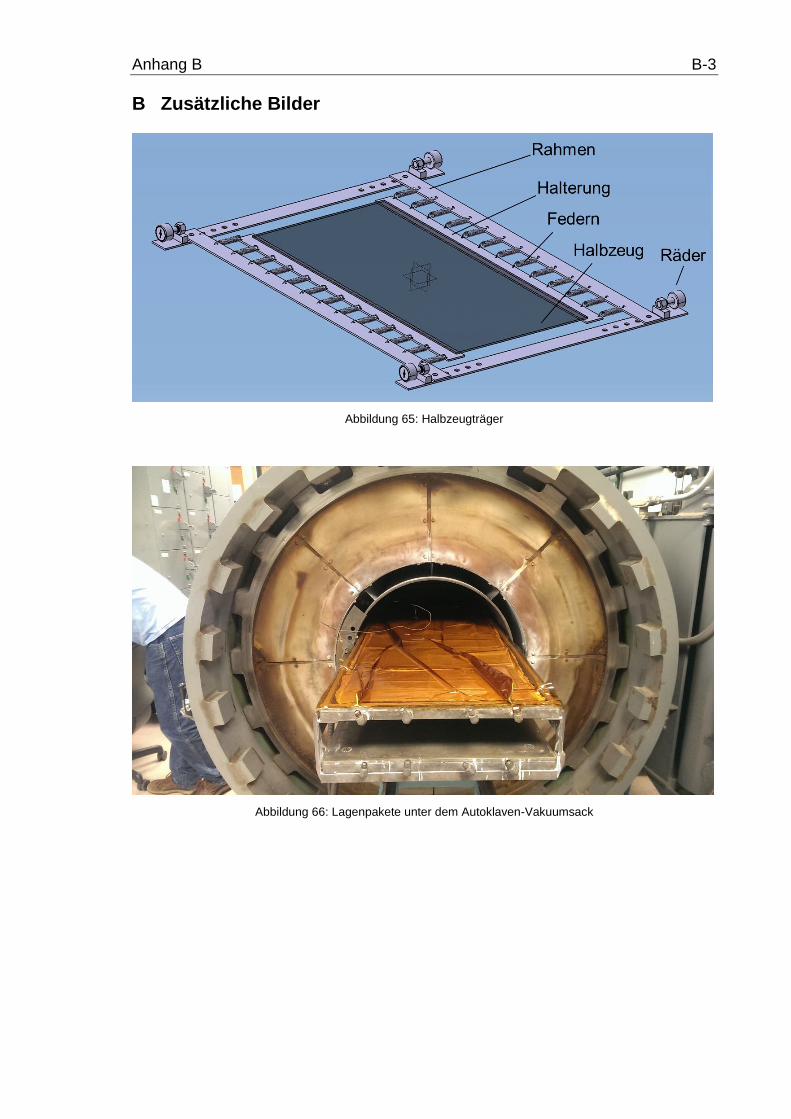
Anhang B B-3
B Zusätzliche Bilder
Abbildung 65: Halbzeugträger
Abbildung 66: Lagenpakete unter dem Autoklaven-Vakuumsack
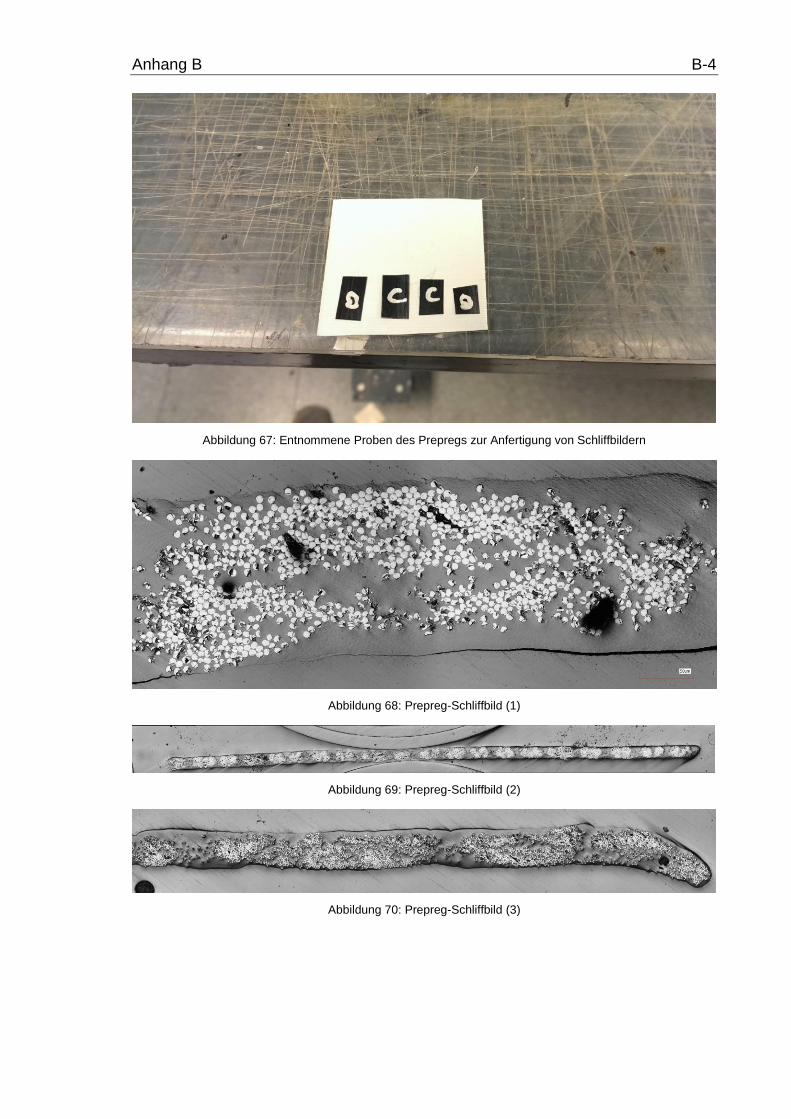
Anhang B B-4
Abbildung 67: Entnommene Proben des Prepregs zur Anfertigung von Schliffbildern
Abbildung 68: Prepreg-Schliffbild (1)
Abbildung 69: Prepreg-Schliffbild (2)
Abbildung 70: Prepreg-Schliffbild (3)
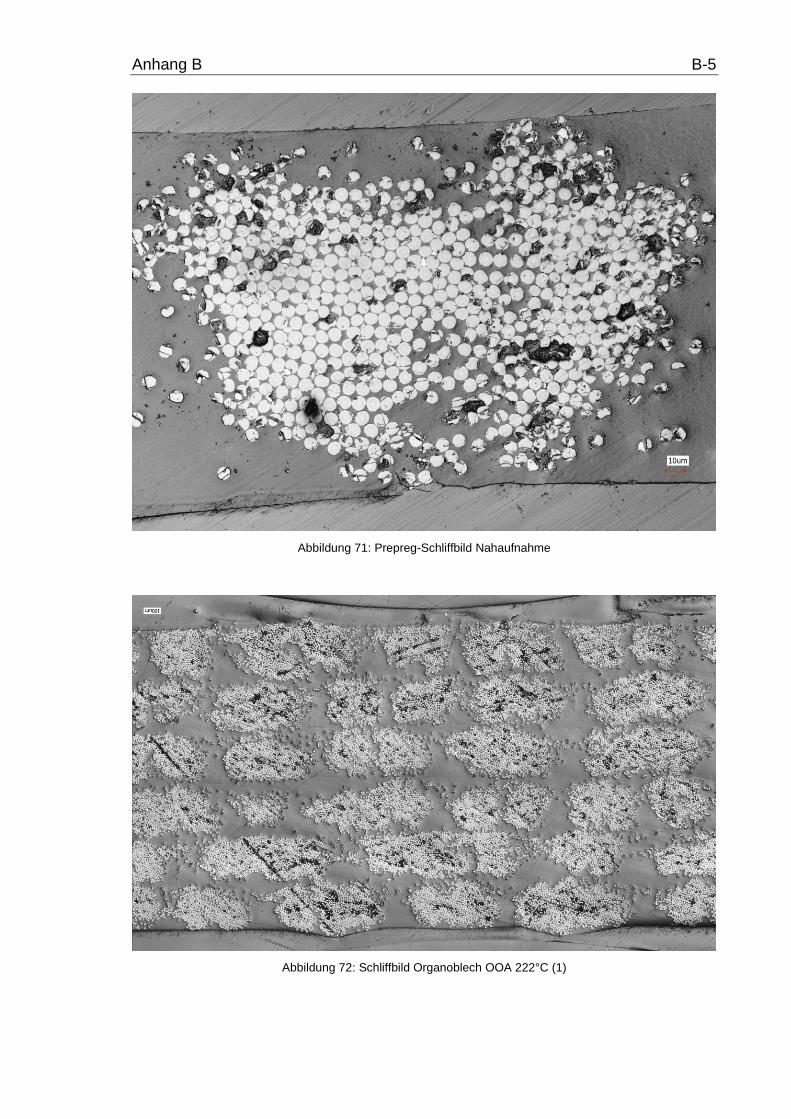
Anhang B B-5
Abbildung 71: Prepreg-Schliffbild Nahaufnahme
Abbildung 72: Schliffbild Organoblech OOA 222°C (1)
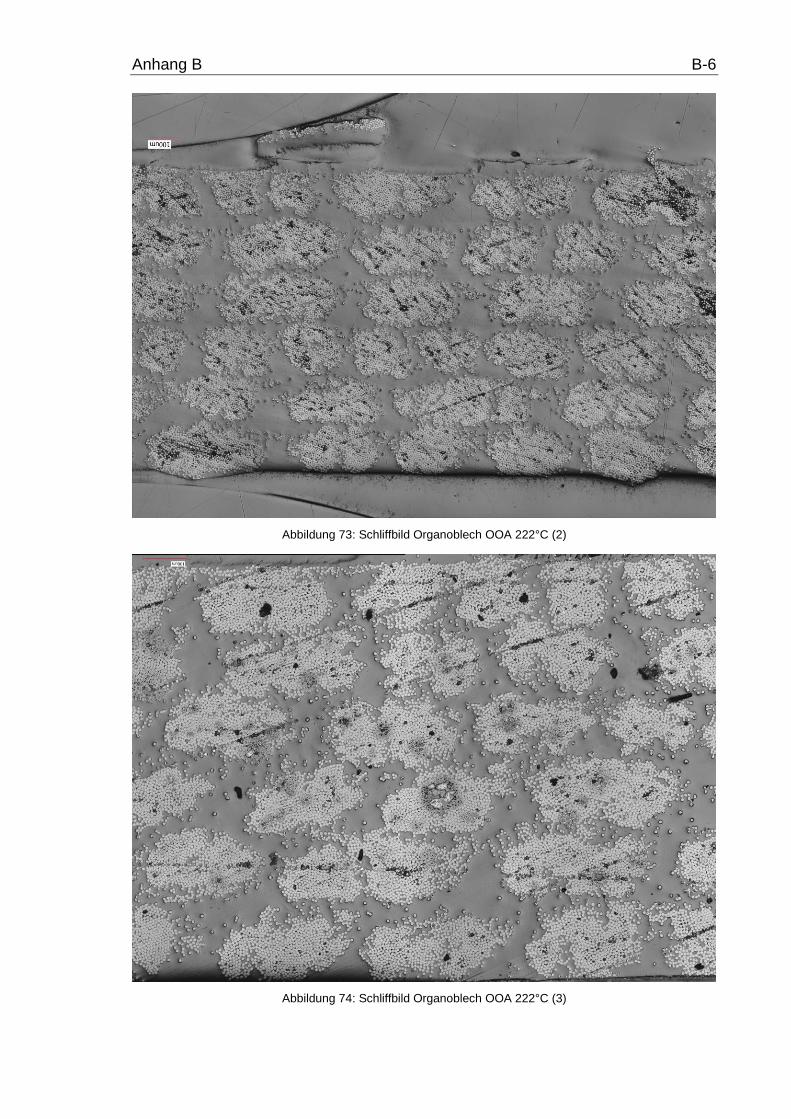
Anhang B B-6
Abbildung 73: Schliffbild Organoblech OOA 222°C (2)
Abbildung 74: Schliffbild Organoblech OOA 222°C (3)
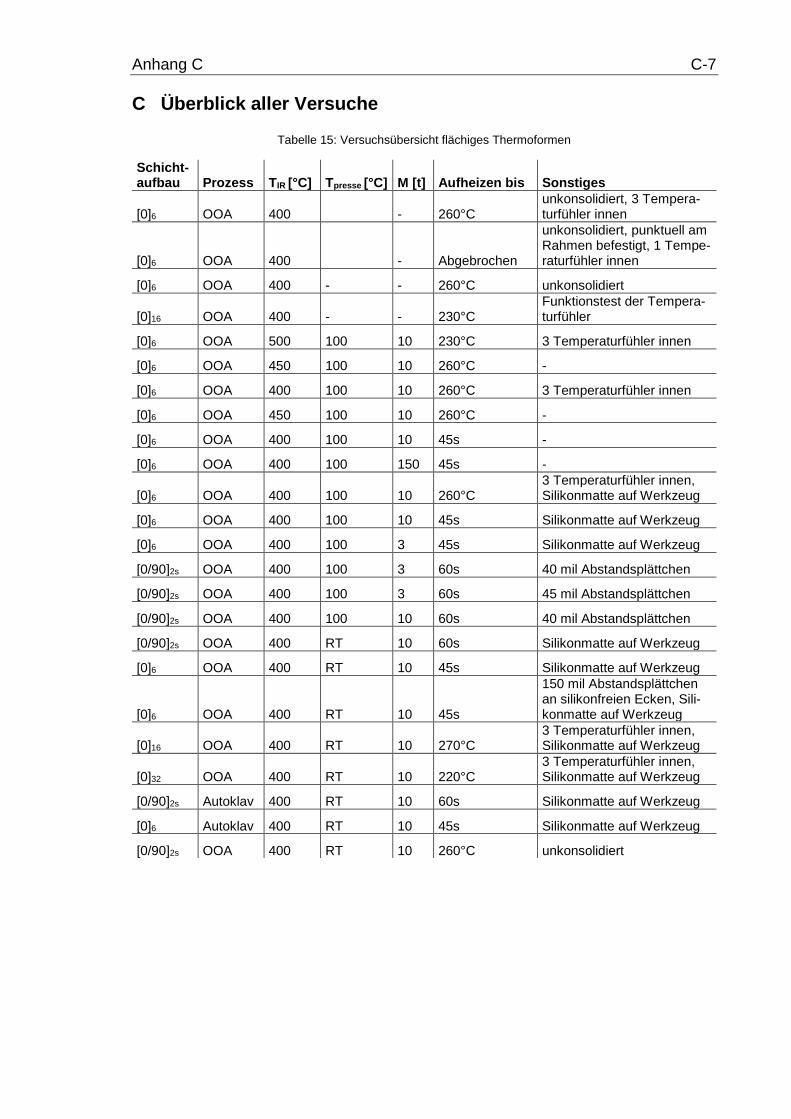
Anhang C C-7
C Überblick aller Versuche
Tabelle 15: Versuchsübersicht flächiges Thermoformen
Schicht-aufbau Prozess TIR [°C] Tpresse [°C] M [t] Aufheizen bis Sonstiges
[0]6 OOA 400 - 260°C unkonsolidiert, 3 Tempera-turfühler innen
[0]6 OOA 400 - Abgebrochen
unkonsolidiert, punktuell am Rahmen befestigt, 1 Tempe-raturfühler innen
[0]6 OOA 400 - - 260°C unkonsolidiert
[0]16 OOA 400 - - 230°C Funktionstest der Tempera-turfühler
[0]6 OOA 500 100 10 230°C 3 Temperaturfühler innen
[0]6 OOA 450 100 10 260°C -
[0]6 OOA 400 100 10 260°C 3 Temperaturfühler innen
[0]6 OOA 450 100 10 260°C -
[0]6 OOA 400 100 10 45s -
[0]6 OOA 400 100 150 45s -
[0]6 OOA 400 100 10 260°C 3 Temperaturfühler innen, Silikonmatte auf Werkzeug
[0]6 OOA 400 100 10 45s Silikonmatte auf Werkzeug
[0]6 OOA 400 100 3 45s Silikonmatte auf Werkzeug
[0/90]2s OOA 400 100 3 60s 40 mil Abstandsplättchen
[0/90]2s OOA 400 100 3 60s 45 mil Abstandsplättchen
[0/90]2s OOA 400 100 10 60s 40 mil Abstandsplättchen
[0/90]2s OOA 400 RT 10 60s Silikonmatte auf Werkzeug
[0]6 OOA 400 RT 10 45s Silikonmatte auf Werkzeug
[0]6 OOA 400 RT 10 45s
150 mil Abstandsplättchen an silikonfreien Ecken, Sili-konmatte auf Werkzeug
[0]16 OOA 400 RT 10 270°C 3 Temperaturfühler innen, Silikonmatte auf Werkzeug
[0]32 OOA 400 RT 10 220°C 3 Temperaturfühler innen, Silikonmatte auf Werkzeug
[0/90]2s Autoklav 400 RT 10 60s Silikonmatte auf Werkzeug
[0]6 Autoklav 400 RT 10 45s Silikonmatte auf Werkzeug
[0/90]2s OOA 400 RT 10 260°C unkonsolidiert
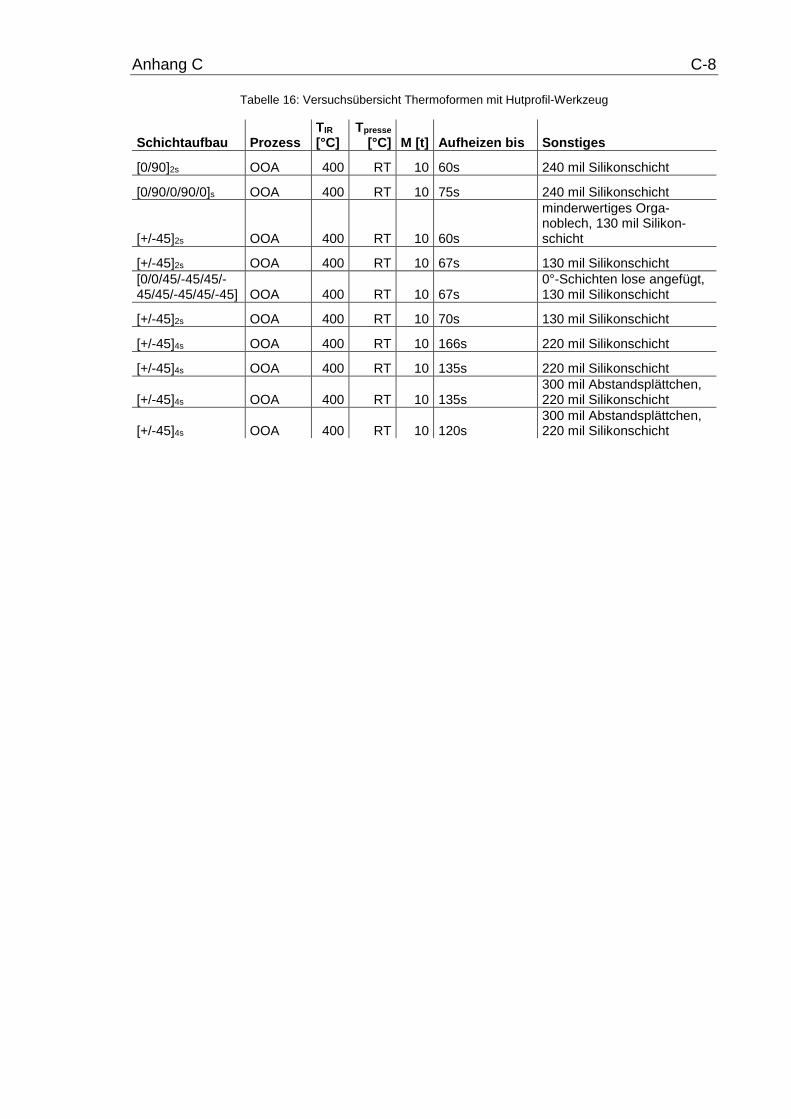
Anhang C C-8
Tabelle 16: Versuchsübersicht Thermoformen mit Hutprofil-Werkzeug
Schichtaufbau Prozess TIR
[°C] Tpresse
[°C] M [t] Aufheizen bis Sonstiges
[0/90]2s OOA 400 RT 10 60s 240 mil Silikonschicht
[0/90/0/90/0]s OOA 400 RT 10 75s 240 mil Silikonschicht
[+/-45]2s OOA 400 RT 10 60s
minderwertiges Orga-noblech, 130 mil Silikon-schicht
[+/-45]2s OOA 400 RT 10 67s 130 mil Silikonschicht
[0/0/45/-45/45/-45/45/-45/45/-45] OOA 400 RT 10 67s
0°-Schichten lose angefügt, 130 mil Silikonschicht
[+/-45]2s OOA 400 RT 10 70s 130 mil Silikonschicht
[+/-45]4s OOA 400 RT 10 166s 220 mil Silikonschicht
[+/-45]4s OOA 400 RT 10 135s 220 mil Silikonschicht
[+/-45]4s OOA 400 RT 10 135s 300 mil Abstandsplättchen, 220 mil Silikonschicht
[+/-45]4s OOA 400 RT 10 120s 300 mil Abstandsplättchen, 220 mil Silikonschicht





























