Embed Size (px)
Citation preview

Multi-Carrier-System MCS®

2 Festo AG & Co. KG
Sie fordern höchste Produktivität.Sie wollen maximale Flexibilität im Prozess.Wir machen Ihre Intralogistik fit für morgen.
MCS – die Technologie im Überblick: Frei konfigurierbar für Ihre Anforderungen 4
MCS-Anwendungen
Anwendungen in der Montagetechnik 6
Anwendungen in der Abfüll- und Verpackungstechnik 8
Anwendungen in der Verpackungstechnik 10
Die Grundbewegungen der Carrier 12
Integration des MCS in Transfersysteme Das System im Überblick 14
Streckenlayout 16
Transfersystem der Firma elcom 17
Technische Daten 17
Streckenkonfiguration und Betriebsmodi 18
Integration des MCS in Kunststoffkettenförderer Das System im Überblick 22
Streckenlayout 24
Kunststoffkettenförderer der Firma FlexLink 25
Technische Daten 25
Streckenkonfiguration und Betriebsmodi 26
3Multi-Carrier-System MCS®
Maximale Flexibilität in der Maschine
Wie halten Sie mit Märkten Schritt, die sich
immer schneller entwickeln? Wie erfüllen
Sie Kundenbedürfnisse, die immer indivi-
dueller werden? Und wie stellen Sie sich
darauf ein, dass sich Produktlebenszyklen
immer weiter verkürzen? Um diese Heraus-
forderungen zu meistern, brauchen
Sie Lösungen für maximale Flexibilität und
Effizienz in Produktionsprozessen.
Mit dem innovativen Multi-Carrier-System
MCS, einer Gemeinschaftsentwicklung von
Festo und Siemens, stellen Sie dafür die
Weichen. Das modular aufgebaute Trans-
portsystem können Sie passgenau in die
vorhandene Intralogistik einbinden – und
damit klassische Transportlösungen gezielt
ergänzen und teilweise ersetzen.
Die Carrier lassen sich völlig frei ein- und
ausschleusen. Sie werden ruckfrei
beschleunigt und äußerst präzise positio-
niert. Die hohe Dynamik, minimierte Wech-
selzeiten im Prozess, eine nahezu nahtlose
Formatverstellung und verkürzte Umrüstzei-
ten steigern entscheidend die Produktivität
und damit den Markterfolg. Die leistungs-
starken Motion Control Systeme von Sie-
mens integrieren Steuerungs- und Motion-
Control-Aufgaben für das Gesamtsystem.
Die Anlage ist schnell und einfach konfigu-
rierbar. Anpassungen können flexibel im
digitalen Modell vorgenommen werden,
Umstellungen und Formatwechsel erfolgen
auf Knopfdruck.
Erleben Sie das Multi-Carrier-System auf
www.festo.com/mcs
Transportieren und dynamisch positionieren.
Flexibilität
Flexibilität• Jeder Carrier kann frei bewegt werden
• Formatverstellung auf Knopfdruck
Schnelligkeit• Hohe Dynamik auch bei großen
Lasten
• Kürzeste Wechselzeiten
Wirtschaftlichkeit• MCS-Technologie nur an den prozess-
relevanten Stationen
• Serienproduktion ab Losgröße 1
Highlights
Das MCS mit geschlossenem Umlauf der Carrier Das System im Überblick 28
Streckenlayout 30
MCS – Multi-Carrier-System
mit intelligenter Carrier-Rückführung 31
Technische Daten 31
Streckenkonfiguration und Betriebsmodi 32
Die mechatronischen Elemente des MCS 34
Einfaches Engineering und effiziente Implementierung Verkürzen Sie Ihre Time-to-Market 36
Tools, die Sie schneller machen:
Mechatronics Concept Designer 38
MCS-Creator, RailControl 40
Wettbewerbsfähigkeit erhalten 41
Testen Sie das MCS – mit Ihren Anwendungen! 42
4 Festo AG & Co. KG
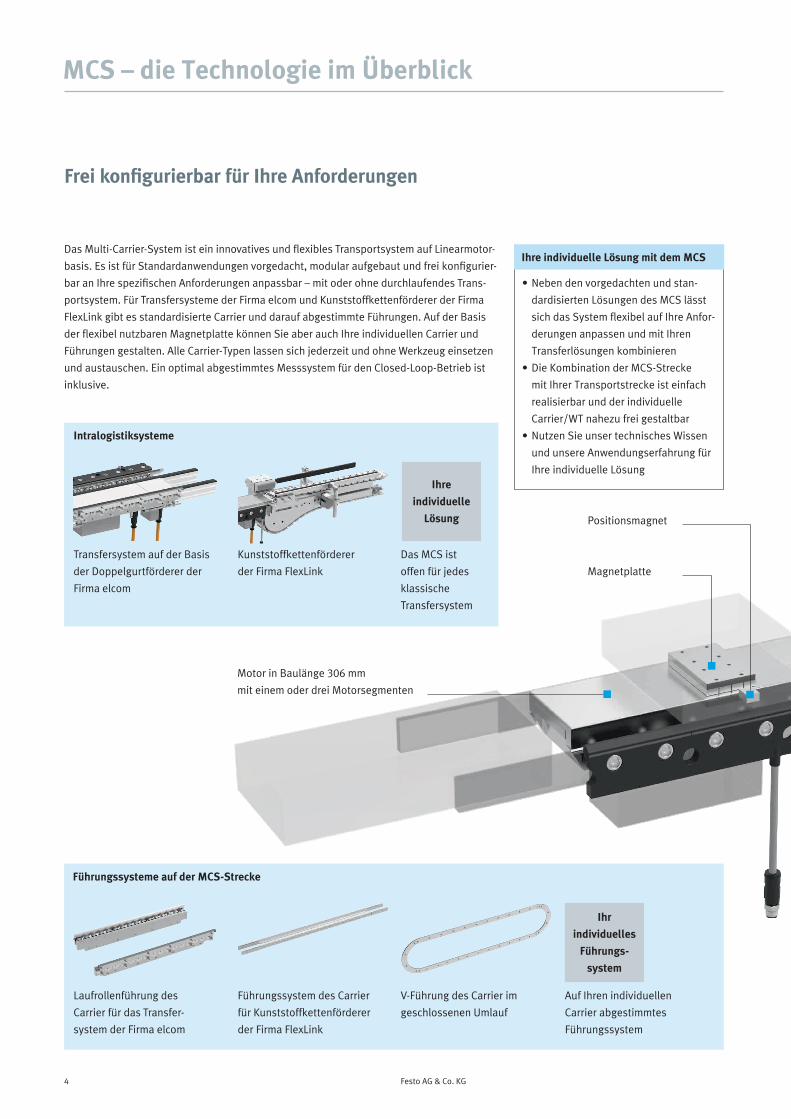
Das Multi-Carrier-System ist ein innovatives und flexibles Transportsystem auf Linearmotor-
basis. Es ist für Standardanwendungen vorgedacht, modular aufgebaut und frei konfigurier-
bar an Ihre spezifischen Anforderungen anpassbar – mit oder ohne durchlaufendes Trans-
portsystem. Für Transfersysteme der Firma elcom und Kunststoffkettenförderer der Firma
FlexLink gibt es standardisierte Carrier und darauf abgestimmte Führungen. Auf der Basis
der flexibel nutzbaren Magnetplatte können Sie aber auch Ihre individuellen Carrier und
Führungen gestalten. Alle Carrier-Typen lassen sich jederzeit und ohne Werkzeug einsetzen
und austauschen. Ein optimal abgestimmtes Messsystem für den Closed-Loop-Betrieb ist
inklusive.
MCS – die Technologie im Überblick
Frei konfigurierbar für Ihre Anforderungen
Magnetplatte
Positionsmagnet
• Neben den vorgedachten und stan-
dardisierten Lösungen des MCS lässt
sich das System flexibel auf Ihre Anfor-
derungen anpassen und mit Ihren
Transferlösungen kombinieren
• Die Kombination der MCS-Strecke
mit Ihrer Transportstrecke ist einfach
realisierbar und der individuelle
Carrier/WT nahezu frei gestaltbar
• Nutzen Sie unser technisches Wissen
und unsere Anwendungserfahrung für
Ihre individuelle Lösung
Ihre individuelle Lösung mit dem MCS
Motor in Baulänge 306 mm
mit einem oder drei Motorsegmenten
Laufrollenführung des
Carrier für das Transfer-
system der Firma elcom
Führungssystem des Carrier
für Kunststoffkettenförderer
der Firma FlexLink
V-Führung des Carrier im
geschlossenen Umlauf
Führungssysteme auf der MCS-Strecke
Auf Ihren individuellen
Carrier abgestimmtes
Führungssystem
Transfersystem auf der Basis
der Doppelgurtförderer der
Firma elcom
Kunststoffkettenförderer
der Firma FlexLink
Das MCS ist
offen für jedes
klassische
Transfersystem
Intralogistiksysteme
Ihr individuelles
Führungs- system
Ihre individuelle
Lösung
5Multi-Carrier-System MCS®
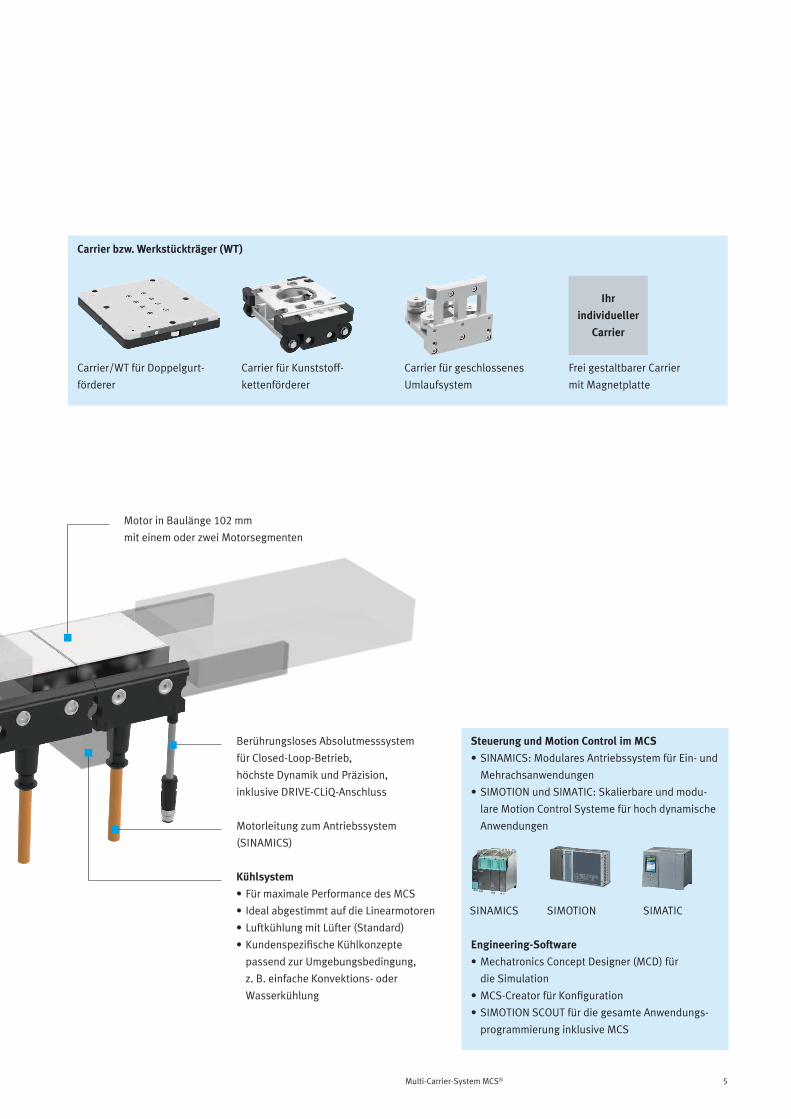
Motor in Baulänge 102 mm
mit einem oder zwei Motorsegmenten
Berührungsloses Absolutmesssystem
für Closed-Loop-Betrieb,
höchste Dynamik und Präzision,
inklusive DRIVE-CLiQ-Anschluss
Motorleitung zum Antriebssystem
(SINAMICS)
Engineering-Software• Mechatronics Concept Designer (MCD) für
die Simulation
• MCS-Creator für Konfiguration
• SIMOTION SCOUT für die gesamte Anwendungs-
programmierung inklusive MCS
SIMOTION SIMATICSINAMICS
Kühlsystem• Für maximale Performance des MCS
• Ideal abgestimmt auf die Linearmotoren
• Luftkühlung mit Lüfter (Standard)
• Kundenspezifische Kühlkonzepte
passend zur Umgebungsbedingung,
z. B. einfache Konvektions- oder
Wasserkühlung
Carrier/WT für Doppelgurt-
förderer
Carrier für Kunststoff-
kettenförderer
Carrier für geschlossenes
Umlaufsystem
Carrier bzw. Werkstückträger (WT)
Frei gestaltbarer Carrier
mit Magnetplatte
Ihr individueller
Carrier
Steuerung und Motion Control im MCS• SINAMICS: Modulares Antriebssystem für Ein- und
Mehrachsanwendungen
• SIMOTION und SIMATIC: Skalierbare und modu-
lare Motion Control Systeme für hoch dynamische
Anwendungen

6 Festo AG & Co. KG
Eine Produktionsanlage mit unterschiedlichen Montagestationen stellt eine besondere
Herausforderung für den Materialtransport dar. Verschiedene Bearbeitungszeiten erfordern
eine Kombination von Einzel- und Doppeltakt, kontinuierliche Bewegung, hoch präzises
Positionieren bei Verschraub- und Prüfstationen oder die 3D-Bewegung an einer Klebe-
station – alles auf einer Linie. Das ist mit MCS einfach realisierbar – auf kleinstem Einbau-
raum und mit minimalem Umrüstaufwand. MCS bietet Ihnen einen optimalen Prozessablauf
mit höchster Produktivität, unter anderem durch die Reduktion von Stillstands- und
Wechselzeiten.
Streckenbeispiele und erzielbare Wechselzeiten finden Sie ab Seite 16.
ESD-geschützter Transport von LeiterplattenBeim Transport elektrostatisch gefährdeter Bauelemente, wie z. B. Leiterplatten, ist ein
besonderer Schutz gegen elektrostatische Aufladung notwendig. Daher bestehen alle
Standardkomponenten des MCS aus leitfähigem Material. Das gilt sowohl für die Metalle
als auch die Kunststoffe. Damit ist das System für ESD-geschützte Transporte geeignet.
Anwendungen in der Montagetechnik
Optimiertes Anlagenlayout und minimale Wechselzeiten für höchste Produktivität
Ihr VorteilSie verkürzen Ihre Zykluszeiten und opti-
mieren den Prozessablauf. Gleichzeitig
erzielen Sie höchstmögliche Produktivität,
indem Sie die Werkstückwechselzeiten
reduzieren und eine auf Ihre Aufgaben
zugeschnittene Prozessoptimierung
erreichen.
Synchronisation von Stationen mit unterschiedlicher Taktrate auf einer Linie
Die AnwendungIn diesem Anlagenbeispiel wird zuerst
die Dichtmasse dosiert aufgetragen.
Anschließend folgt die Teilmontage. Die
Dosierung dauert doppelt so lange wie
die Montage. Für eine einheitliche Linien-
taktrate ohne Wartezeiten sind deshalb
zwei Dosierstationen vor der Montage-
station notwendig.
Die HerausforderungSicherstellung des kontinuierlichen Mate-
rialflusses, der optimalen Versorgung und
der vollen Ausnutzung der maximal mögli-
chen Taktung jeder einzelnen Station.
Die LösungMit dem Multi-Carrier-System kann auf einer
Linie produziert werden – ohne mechani-
sche Segmentierung oder Streckentren-
nung. Der optimierte mechanische Aufbau
ohne Parallelstrecken mit Weichen spart
Raum in der Anlage. In die durchgehende
Transportstrecke ist eine Warteposition
mit minimalem Abstand integriert. Kürzeste
Wege und die hohe Dynamik der Carrier
sorgen für geringste Wechsel- und Still-
standszeiten. Die Bewegung der Carrier –
individuell und in der Gruppe – ist passend
zur jeweiligen Station frei konfigurierbar.
Der reduzierte Programmieraufwand und
die einfache Inbetriebnahme sind weitere
Vorteile.
7Multi-Carrier-System MCS®
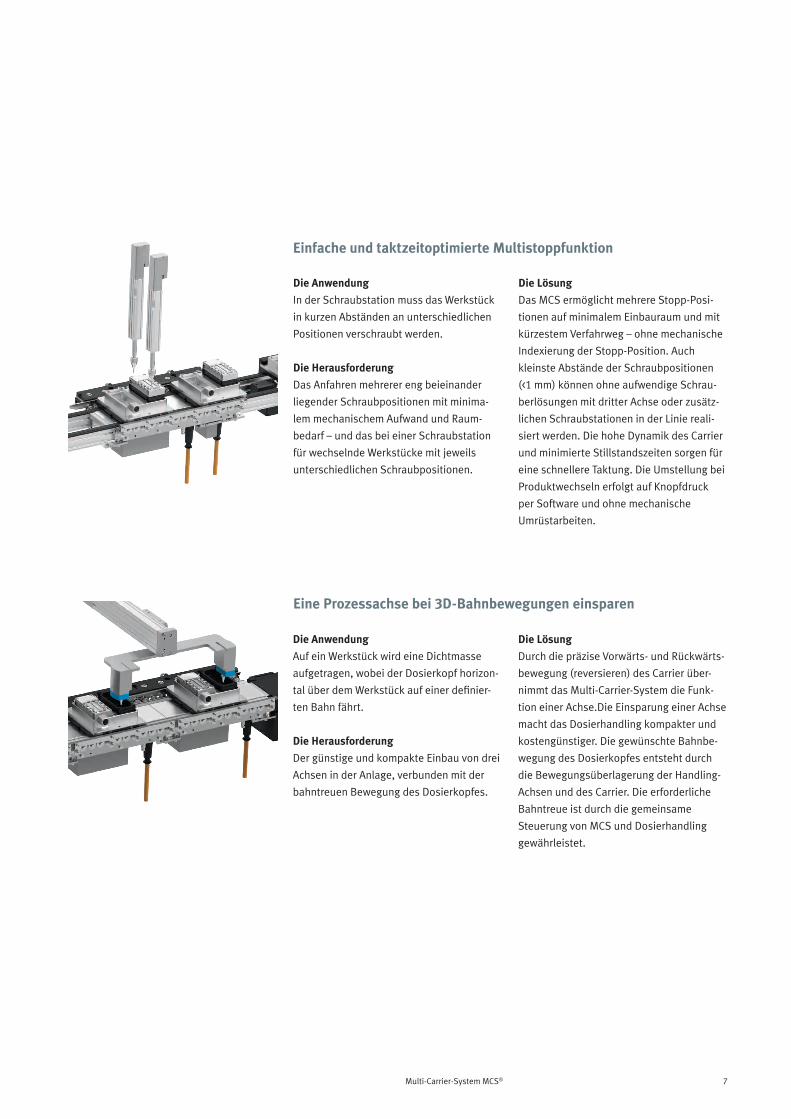
Einfache und taktzeitoptimierte Multistoppfunktion
Die AnwendungAuf ein Werkstück wird eine Dichtmasse
aufgetragen, wobei der Dosierkopf horizon-
tal über dem Werkstück auf einer definier-
ten Bahn fährt.
Die HerausforderungDer günstige und kompakte Einbau von drei
Achsen in der Anlage, verbunden mit der
bahntreuen Bewegung des Dosierkopfes.
Die LösungDurch die präzise Vorwärts- und Rückwärts-
bewegung (reversieren) des Carrier über-
nimmt das Multi-Carrier-System die Funk-
tion einer Achse.Die Einsparung einer Achse
macht das Dosierhandling kompakter und
kostengünstiger. Die gewünschte Bahnbe-
wegung des Dosierkopfes entsteht durch
die Bewegungsüberlagerung der Handling-
Achsen und des Carrier. Die erforderliche
Bahntreue ist durch die gemeinsame
Steuerung von MCS und Dosierhandling
gewährleistet.
Eine Prozessachse bei 3D-Bahnbewegungen einsparen
Die AnwendungIn der Schraubstation muss das Werkstück
in kurzen Abständen an unterschiedlichen
Positionen verschraubt werden.
Die HerausforderungDas Anfahren mehrerer eng beieinander
liegender Schraubpositionen mit minima-
lem mechanischem Aufwand und Raum-
bedarf – und das bei einer Schraubstation
für wechselnde Werkstücke mit jeweils
unterschiedlichen Schraubpositionen.
Die LösungDas MCS ermöglicht mehrere Stopp-Posi-
tionen auf minimalem Einbauraum und mit
kürzestem Verfahrweg – ohne mechanische
Indexierung der Stopp-Position. Auch
kleinste Abstände der Schraubpositionen
(<1 mm) können ohne aufwendige Schrau-
berlösungen mit dritter Achse oder zusätz-
lichen Schraubstationen in der Linie reali-
siert werden. Die hohe Dynamik des Carrier
und minimierte Stillstandszeiten sorgen für
eine schnellere Taktung. Die Umstellung bei
Produktwechseln erfolgt auf Knopfdruck
per Software und ohne mechanische
Umrüstarbeiten.
8 Festo AG & Co. KG
Die Prozesse beim Abfüllen und Verpacken erfordern eine Kombination von kontinuierlicher
Bewegung und getaktetem Betrieb auf einer Linie. Das Multi-Carrier-System bewegt sowohl
einzelne Carrier als auch beliebig große Carrier-Gruppen synchron zum Prozess, wobei
Beschleunigung und Geschwindigkeit, Positionierung und Bewegungsrichtung an jedem
Punkt der Strecke frei definierbar sind. Die Positionierung an den Verarbeitungsstationen,
z. B. beim Verpacken, erfolgt hoch präzise. All dies führt zu einem optimalen Produktions-
prozess mit maximaler Produktivität und Ausbringung. Gleichzeitig minimieren sich der
Verschleiß der Produktionsmodule und das Geräuschniveau.
Streckenbeispiele und erzielbare Wechselzeiten finden Sie ab Seite 24.
Anwendungen in der Abfüll- und Verpackungstechnik
Maximale Flexibilität für kontinuierliche Produktionsprozesse und höchste Produktivität
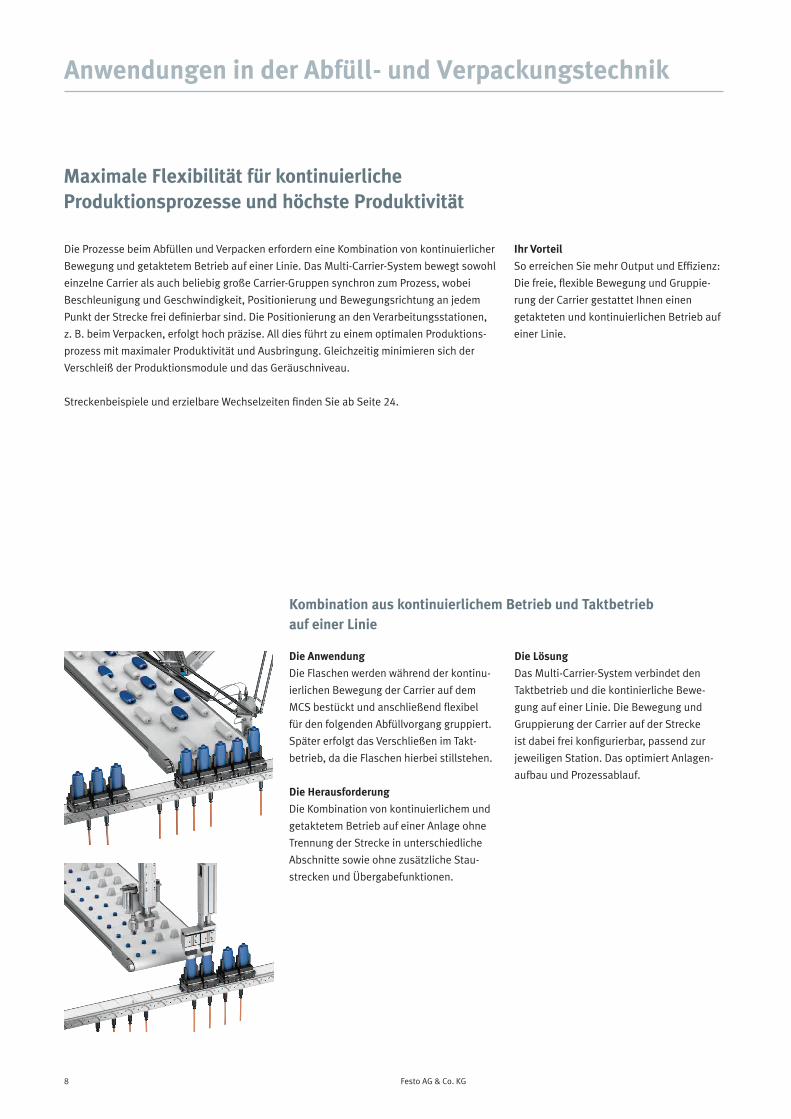
Die AnwendungDie Flaschen werden während der kontinu-
ierlichen Bewegung der Carrier auf dem
MCS bestückt und anschließend flexibel
für den folgenden Abfüllvorgang gruppiert.
Später erfolgt das Verschließen im Takt-
betrieb, da die Flaschen hierbei stillstehen.
Die HerausforderungDie Kombination von kontinuierlichem und
getaktetem Betrieb auf einer Anlage ohne
Trennung der Strecke in unterschiedliche
Abschnitte sowie ohne zusätzliche Stau-
strecken und Übergabefunktionen.
Die LösungDas Multi-Carrier-System verbindet den
Taktbetrieb und die kontinierliche Bewe-
gung auf einer Linie. Die Bewegung und
Gruppierung der Carrier auf der Strecke
ist dabei frei konfigurierbar, passend zur
jeweiligen Station. Das optimiert Anlagen-
aufbau und Prozessablauf.
Kombination aus kontinuierlichem Betrieb und Taktbetrieb auf einer Linie
Ihr VorteilSo erreichen Sie mehr Output und Effizienz:
Die freie, flexible Bewegung und Gruppie-
rung der Carrier gestattet Ihnen einen
getakteten und kontinuierlichen Betrieb auf
einer Linie.
9Multi-Carrier-System MCS®
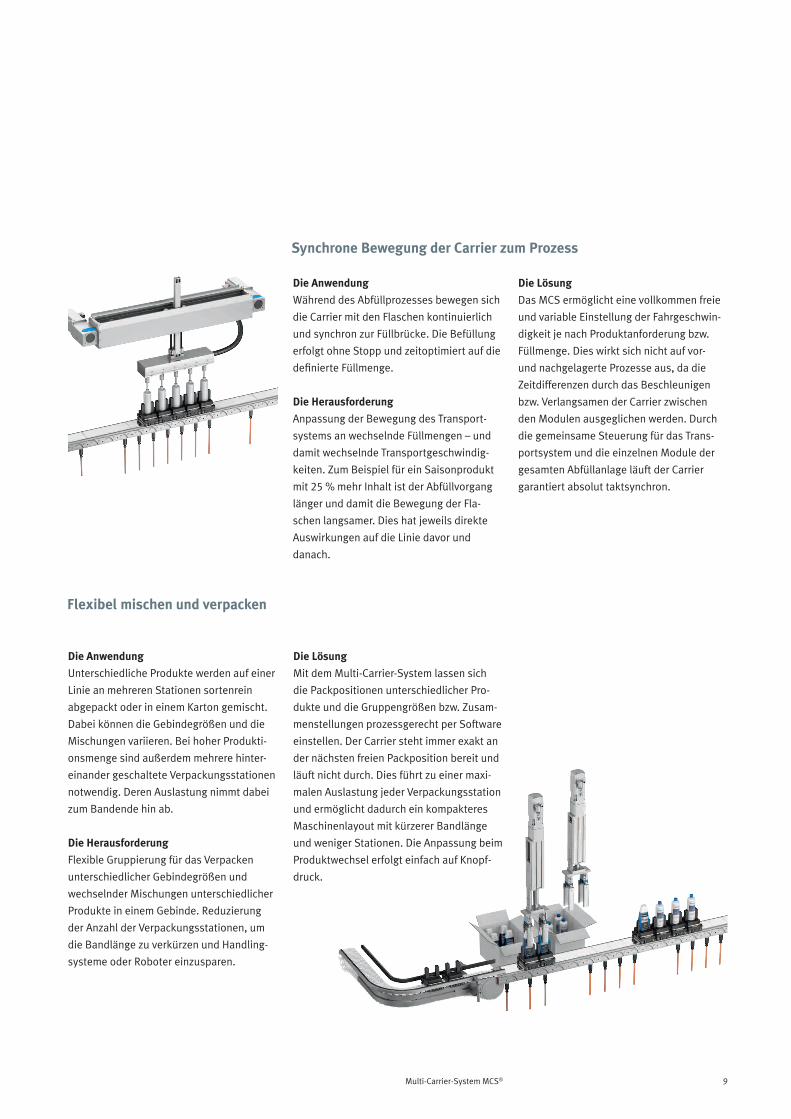
Die AnwendungWährend des Abfüllprozesses bewegen sich
die Carrier mit den Flaschen kontinuierlich
und synchron zur Füllbrücke. Die Befüllung
erfolgt ohne Stopp und zeitoptimiert auf die
definierte Füllmenge.
Die HerausforderungAnpassung der Bewegung des Transport-
systems an wechselnde Füllmengen – und
damit wechselnde Transportgeschwindig-
keiten. Zum Beispiel für ein Saisonprodukt
mit 25 % mehr Inhalt ist der Abfüllvorgang
länger und damit die Bewegung der Fla-
schen langsamer. Dies hat jeweils direkte
Auswirkungen auf die Linie davor und
danach.
Die LösungDas MCS ermöglicht eine vollkommen freie
und variable Einstellung der Fahrgeschwin-
digkeit je nach Produktanforderung bzw.
Füllmenge. Dies wirkt sich nicht auf vor-
und nachgelagerte Prozesse aus, da die
Zeitdifferenzen durch das Beschleunigen
bzw. Verlangsamen der Carrier zwischen
den Modulen ausgeglichen werden. Durch
die gemeinsame Steuerung für das Trans-
portsystem und die einzelnen Module der
gesamten Abfüllanlage läuft der Carrier
garantiert absolut taktsynchron.
Synchrone Bewegung der Carrier zum Prozess
Flexibel mischen und verpacken
Die AnwendungUnterschiedliche Produkte werden auf einer
Linie an mehreren Stationen sortenrein
abgepackt oder in einem Karton gemischt.
Dabei können die Gebindegrößen und die
Mischungen variieren. Bei hoher Produkti-
onsmenge sind außerdem mehrere hinter-
einander geschaltete Verpackungsstationen
notwendig. Deren Auslastung nimmt dabei
zum Bandende hin ab.
Die HerausforderungFlexible Gruppierung für das Verpacken
unterschiedlicher Gebindegrößen und
wechselnder Mischungen unterschiedlicher
Produkte in einem Gebinde. Reduzierung
der Anzahl der Verpackungsstationen, um
die Bandlänge zu verkürzen und Handling-
systeme oder Roboter einzusparen.
Die LösungMit dem Multi-Carrier-System lassen sich
die Packpositionen unterschiedlicher Pro-
dukte und die Gruppengrößen bzw. Zusam-
menstellungen prozessgerecht per Software
einstellen. Der Carrier steht immer exakt an
der nächsten freien Packposition bereit und
läuft nicht durch. Dies führt zu einer maxi-
malen Auslastung jeder Verpackungsstation
und ermöglicht dadurch ein kompakteres
Maschinenlayout mit kürzerer Bandlänge
und weniger Stationen. Die Anpassung beim
Produktwechsel erfolgt einfach auf Knopf-
druck.
10 Festo AG & Co. KG
Sondergrößen, saisonale Mengenänderungen oder regional unterschiedliche Verpackun-
gen – es gibt viele Gründe, das Verpackungsformat zu wechseln – oft sogar täglich. Bei
konventionellen Transportsystemen macht die damit verbundene Formatverstellung zeit-
aufwendige Umbauarbeiten notwendig. Dies führt immer wieder zu langen unproduktiven
Phasen und Stillstandszeiten im Fertigungsablauf. Mit dem Multi-Carrier-System können
Sie das Format per Knopfdruck via Software umstellen – ohne mechanische Anpassung.
Dabei werden die Carrier einfach für die geänderte Verpackung neu positioniert. In Kombi-
nation mit der Produktzuführung über das MCS ist gleichzeitig eine Umstellung auf eine
andere Menge möglich – und all das im laufenden Betrieb.
Streckenbeispiele und erzielbare Wechselzeiten finden Sie ab Seite 30.
Anwendungen in der Verpackungstechnik
Formatverstellung auf Knopfdruck für minimale Stillstandszeiten und maximale Anlagenauslastung
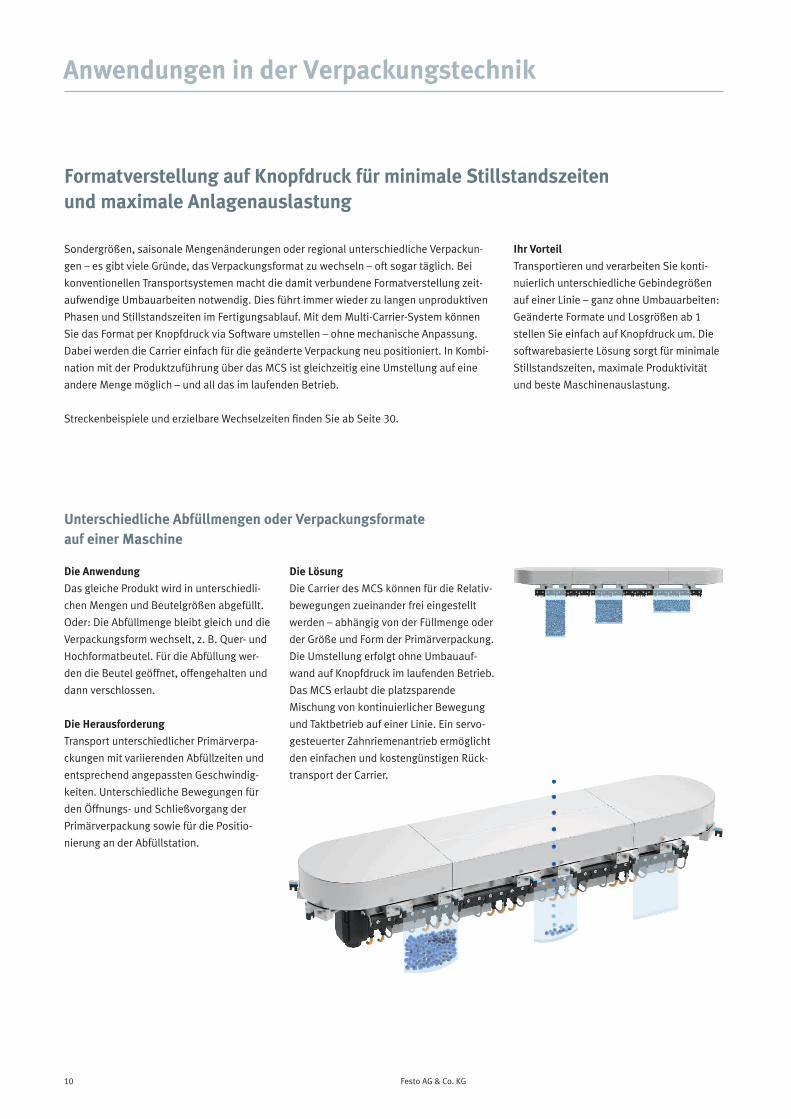
Die AnwendungDas gleiche Produkt wird in unterschiedli-
chen Mengen und Beutelgrößen abgefüllt.
Oder: Die Abfüllmenge bleibt gleich und die
Verpackungsform wechselt, z. B. Quer- und
Hochformatbeutel. Für die Abfüllung wer-
den die Beutel geöffnet, offengehalten und
dann verschlossen.
Die HerausforderungTransport unterschiedlicher Primärverpa-
ckungen mit variierenden Abfüllzeiten und
entsprechend angepassten Geschwindig-
keiten. Unterschiedliche Bewegungen für
den Öffnungs- und Schließvorgang der
Primärverpackung sowie für die Positio-
nierung an der Abfüllstation.
Die LösungDie Carrier des MCS können für die Relativ-
bewegungen zueinander frei eingestellt
werden – abhängig von der Füllmenge oder
der Größe und Form der Primärverpackung.
Die Umstellung erfolgt ohne Umbauauf-
wand auf Knopfdruck im laufenden Betrieb.
Das MCS erlaubt die platzsparende
Mischung von kontinuierlicher Bewegung
und Taktbetrieb auf einer Linie. Ein servo-
gesteuerter Zahnriemenantrieb ermöglicht
den einfachen und kostengünstigen Rück-
transport der Carrier.
Unterschiedliche Abfüllmengen oder Verpackungsformate auf einer Maschine
Ihr VorteilTransportieren und verarbeiten Sie konti-
nuierlich unterschiedliche Gebindegrößen
auf einer Linie – ganz ohne Umbauarbeiten:
Geänderte Formate und Losgrößen ab 1
stellen Sie einfach auf Knopfdruck um. Die
softwarebasierte Lösung sorgt für minimale
Stillstandszeiten, maximale Produktivität
und beste Maschinenauslastung.
11Multi-Carrier-System MCS®
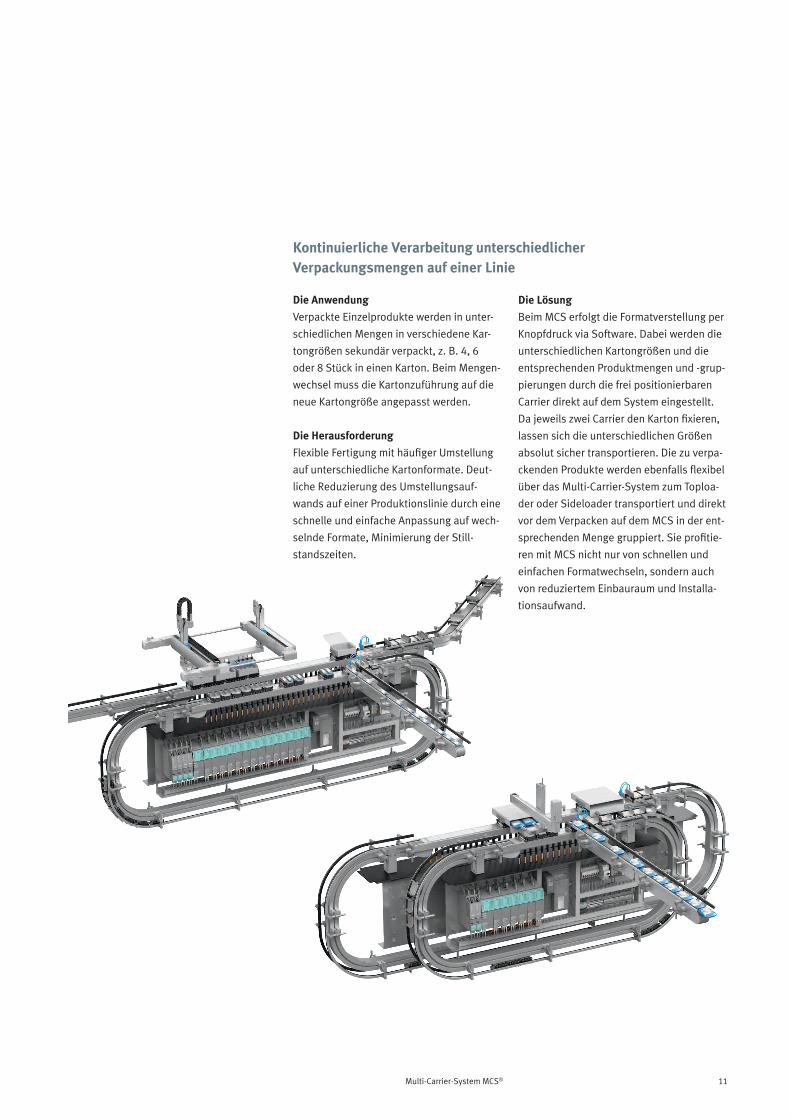
Die AnwendungVerpackte Einzelprodukte werden in unter-
schiedlichen Mengen in verschiedene Kar-
tongrößen sekundär verpackt, z. B. 4, 6
oder 8 Stück in einen Karton. Beim Mengen-
wechsel muss die Kartonzuführung auf die
neue Kartongröße angepasst werden.
Die HerausforderungFlexible Fertigung mit häufiger Umstellung
auf unterschiedliche Kartonformate. Deut-
liche Reduzierung des Umstellungsauf-
wands auf einer Produktionslinie durch eine
schnelle und einfache Anpassung auf wech-
selnde Formate, Minimierung der Still-
standszeiten.
Die LösungBeim MCS erfolgt die Formatverstellung per
Knopfdruck via Software. Dabei werden die
unterschiedlichen Kartongrößen und die
entsprechenden Produktmengen und -grup-
pierungen durch die frei positionierbaren
Carrier direkt auf dem System eingestellt.
Da jeweils zwei Carrier den Karton fixieren,
lassen sich die unterschiedlichen Größen
absolut sicher transportieren. Die zu verpa-
ckenden Produkte werden ebenfalls flexibel
über das Multi-Carrier-System zum Toploa-
der oder Sideloader transportiert und direkt
vor dem Verpacken auf dem MCS in der ent-
sprechenden Menge gruppiert. Sie profitie-
ren mit MCS nicht nur von schnellen und
einfachen Formatwechseln, sondern auch
von reduziertem Einbauraum und Installa-
tionsaufwand.
Kontinuierliche Verarbeitung unterschiedlicher Verpackungsmengen auf einer Linie
12 Festo AG & Co. KG
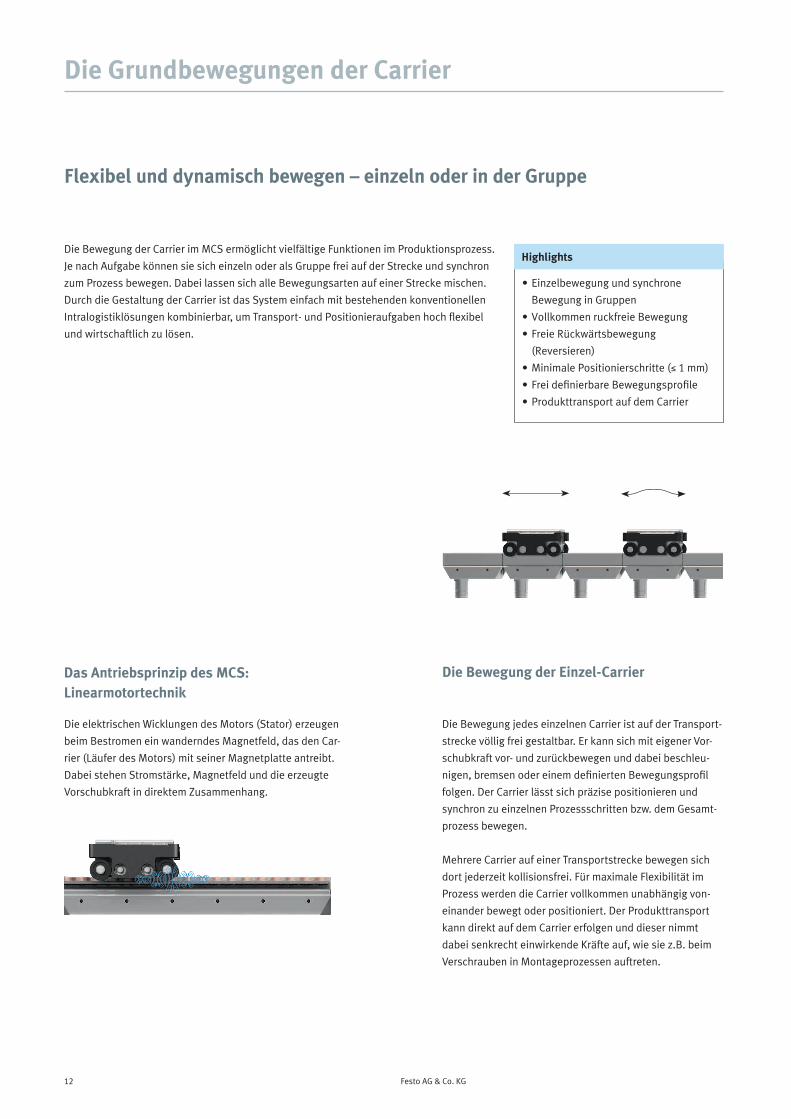
Die Bewegung der Carrier im MCS ermöglicht vielfältige Funktionen im Produktionsprozess.
Je nach Aufgabe können sie sich einzeln oder als Gruppe frei auf der Strecke und synchron
zum Prozess bewegen. Dabei lassen sich alle Bewegungsarten auf einer Strecke mischen.
Durch die Gestaltung der Carrier ist das System einfach mit bestehenden konventionellen
Intralogistiklösungen kombinierbar, um Transport- und Positionieraufgaben hoch flexibel
und wirtschaftlich zu lösen.
Die Grundbewegungen der Carrier
Flexibel und dynamisch bewegen – einzeln oder in der Gruppe
Die Bewegung jedes einzelnen Carrier ist auf der Transport-
strecke völlig frei gestaltbar. Er kann sich mit eigener Vor-
schubkraft vor- und zurückbewegen und dabei beschleu-
nigen, bremsen oder einem definierten Bewegungsprofil
folgen. Der Carrier lässt sich präzise positionieren und
synchron zu einzelnen Prozessschritten bzw. dem Gesamt-
prozess bewegen.
Mehrere Carrier auf einer Transportstrecke bewegen sich
dort jederzeit kollisionsfrei. Für maximale Flexibilität im
Prozess werden die Carrier vollkommen unabhängig von-
einander bewegt oder positioniert. Der Produkttransport
kann direkt auf dem Carrier erfolgen und dieser nimmt
dabei senkrecht einwirkende Kräfte auf, wie sie z.B. beim
Verschrauben in Montageprozessen auftreten.
Die Bewegung der Einzel-Carrier
• Einzelbewegung und synchrone
Bewegung in Gruppen
• Vollkommen ruckfreie Bewegung
• Freie Rückwärtsbewegung
(Reversieren)
• Minimale Positionierschritte (≤ 1 mm)
• Frei definierbare Bewegungsprofile
• Produkttransport auf dem Carrier
Highlights
Die elektrischen Wicklungen des Motors (Stator) erzeugen
beim Bestromen ein wanderndes Magnetfeld, das den Car-
rier (Läufer des Motors) mit seiner Magnetplatte antreibt.
Dabei stehen Stromstärke, Magnetfeld und die erzeugte
Vorschubkraft in direktem Zusammenhang.
Das Antriebsprinzip des MCS: Linearmotortechnik
13Multi-Carrier-System MCS®
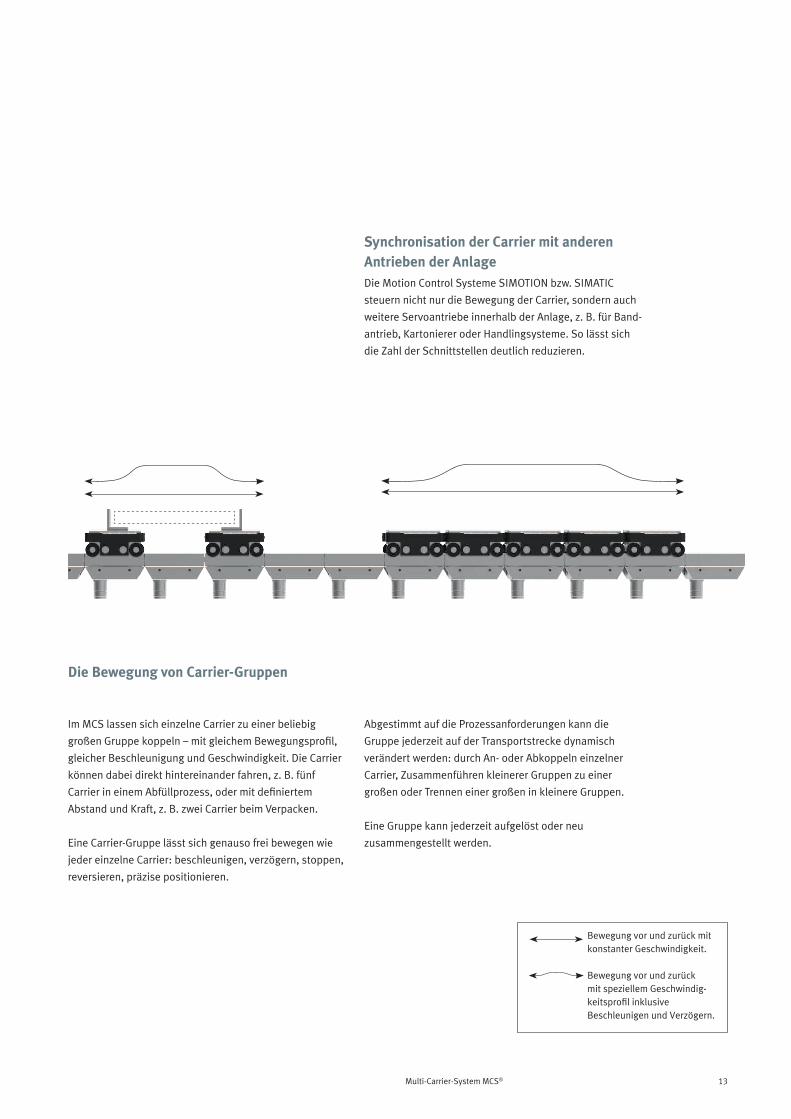
Im MCS lassen sich einzelne Carrier zu einer beliebig
großen Gruppe koppeln – mit gleichem Bewegungsprofil,
gleicher Beschleunigung und Geschwindigkeit. Die Carrier
können dabei direkt hintereinander fahren, z. B. fünf
Carrier in einem Abfüllprozess, oder mit definiertem
Abstand und Kraft, z. B. zwei Carrier beim Verpacken.
Eine Carrier-Gruppe lässt sich genauso frei bewegen wie
jeder einzelne Carrier: beschleunigen, verzögern, stoppen,
reversieren, präzise positionieren.
Die Bewegung von Carrier-Gruppen
Die Motion Control Systeme SIMOTION bzw. SIMATIC
steuern nicht nur die Bewegung der Carrier, sondern auch
weitere Servoantriebe innerhalb der Anlage, z. B. für Band-
antrieb, Kartonierer oder Handlingsysteme. So lässt sich
die Zahl der Schnittstellen deutlich reduzieren.
Synchronisation der Carrier mit anderen Antrieben der Anlage
Bewegung vor und zurück mit konstanter Geschwindigkeit.
Bewegung vor und zurück mit speziellem Geschwindig- keitsprofil inklusive Beschleunigen und Verzögern.
Abgestimmt auf die Prozessanforderungen kann die
Gruppe jederzeit auf der Transportstrecke dynamisch
verändert werden: durch An- oder Abkoppeln einzelner
Carrier, Zusammenführen kleinerer Gruppen zu einer
großen oder Trennen einer großen in kleinere Gruppen.
Eine Gruppe kann jederzeit aufgelöst oder neu
zusammengestellt werden.

14 Festo AG & Co. KG
In der Montagetechnik sind Transfersysteme auf der Basis von Doppelgurtförderern der
Industriestandard. Das hier gezeigte Beispiel ist das Transfersystem TLM 1500 der Firma
elcom Deutschland GmbH. Das MCS lässt sich genau an den Stellen integrieren, wo es den
entscheidenden Mehrwert bringt – mehr Flexibilität im Prozessablauf, reduzierte Wechsel-
zeiten und damit eine deutlich höhere Produktivität. Eine Einzelstrecke ist ebenso möglich
wie ein verzweigtes System mit mehreren eingebauten MCS-Teilstrecken. Die Carrier bzw.
Werkstückträger können leer oder mit einer spezifischen Produktaufnahme ausgestattet
sein. Das Ein- und Ausschleusen zwischen Transfersystem und MCS erfolgt immer nahtlos
und übergabefrei – sowohl beim kombinierten als auch beim integrierten Streckenkonzept.
Integration des MCS in Transfersysteme
Das System im Überblick
Führungssystem Grundprofil mit Rollenleiste und Seitenführung zur
präzisen und verschleißarmen Führung der Carrier/WT
auf dem MCS inklusive Befestigungsschnittstellen für
Motoren und Messsystem – zum Direkteinbau in die
Maschine oder Anlage.
• Höchste Produktivität durch Redu-
zierung der Wechselzeiten um bis
zu 80 %
• Kostenoptimiertes Konzept durch
uneingeschränkte Nutzung des
elcom-Standards, ergänzt um die
MCS-Funktionalität
• Optimales Anlagenlayout durch
reduzierte Streckenlänge
• Wegfall von Parallel-Arbeitsplätzen
mit dazugehöriger Mechanik
• Taktzeitoptimierte Multistoppfunktion
• Hoch flexible MCS-Strecke genau
an den Stellen, wo es der Prozess
erfordert
Highlights
Transfersystem TLM 1500 der
Firma elcom Deutschland GmbH
auf Basis des Doppelgurtförderers
15Multi-Carrier-System MCS®
• Nahtloser Übergang zwischen Transfersystem und
MCS-Strecke
• Durch das Motion Control System synchronisierter
Übergang der Carrier/WT zwischen dem kontinuierlichen
Transport des Transfersystems und der flexiblen und
dynamischen Bewegung auf der MCS-Strecke bzw.
umgekehrt
• Mechanischer Stopper am Einlauf auf die MCS-Strecke
zum Stoppen bzw. Stauen der Carrier/WT optional
Übergang der Carrier/WT zwischen den Systemen
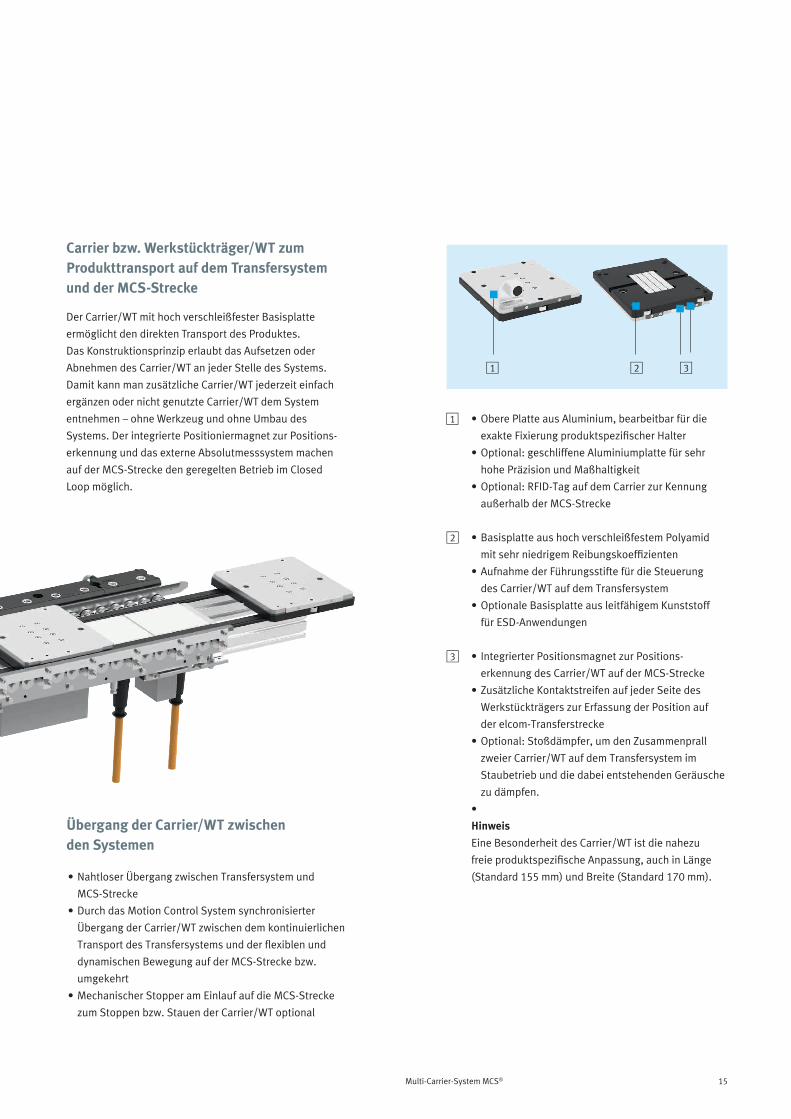
• Obere Platte aus Aluminium, bearbeitbar für die
exakte Fixierung produktspezifischer Halter
• Optional: geschliffene Aluminiumplatte für sehr
hohe Präzision und Maßhaltigkeit
• Optional: RFID-Tag auf dem Carrier zur Kennung
außerhalb der MCS-Strecke
• Basisplatte aus hoch verschleißfestem Polyamid
mit sehr niedrigem Reibungskoeffizienten
• Aufnahme der Führungsstifte für die Steuerung
des Carrier/WT auf dem Transfersystem
• Optionale Basisplatte aus leitfähigem Kunststoff
für ESD-Anwendungen
• Integrierter Positionsmagnet zur Positions-
erkennung des Carrier/WT auf der MCS-Strecke
• Zusätzliche Kontaktstreifen auf jeder Seite des
Werkstückträgers zur Erfassung der Position auf
der elcom-Transferstrecke
• Optional: Stoßdämpfer, um den Zusammenprall
zweier Carrier/WT auf dem Transfersystem im
Staubetrieb und die dabei entstehenden Geräusche
zu dämpfen.
•
HinweisEine Besonderheit des Carrier/WT ist die nahezu
freie produktspezifische Anpassung, auch in Länge
(Standard 155 mm) und Breite (Standard 170 mm).
1
2
3
1 2 3
Der Carrier/WT mit hoch verschleißfester Basisplatte
ermöglicht den direkten Transport des Produktes.
Das Konstruktionsprinzip erlaubt das Aufsetzen oder
Abnehmen des Carrier/WT an jeder Stelle des Systems.
Damit kann man zusätzliche Carrier/WT jederzeit einfach
ergänzen oder nicht genutzte Carrier/WT dem System
entnehmen – ohne Werkzeug und ohne Umbau des
Systems. Der integrierte Positioniermagnet zur Positions-
erkennung und das externe Absolutmesssystem machen
auf der MCS-Strecke den geregelten Betrieb im Closed
Loop möglich.
Carrier bzw. Werkstückträger/WT zum Produkttransport auf dem Transfersystem und der MCS-Strecke
16 Festo AG & Co. KG
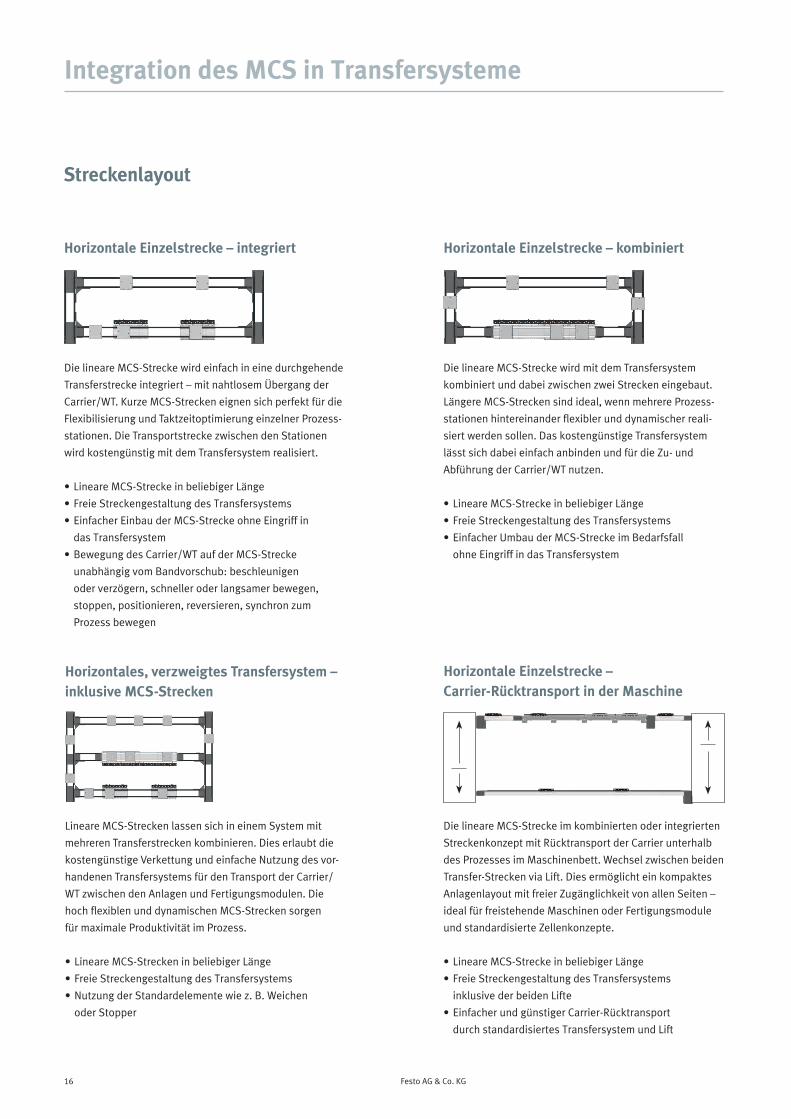
Integration des MCS in Transfersysteme
Die lineare MCS-Strecke wird einfach in eine durchgehende
Transferstrecke integriert – mit nahtlosem Übergang der
Carrier/WT. Kurze MCS-Strecken eignen sich perfekt für die
Flexibilisierung und Taktzeitoptimierung einzelner Prozess-
stationen. Die Transportstrecke zwischen den Stationen
wird kostengünstig mit dem Transfersystem realisiert.
• Lineare MCS-Strecke in beliebiger Länge
• Freie Streckengestaltung des Transfersystems
• Einfacher Einbau der MCS-Strecke ohne Eingriff in
das Transfersystem
• Bewegung des Carrier/WT auf der MCS-Strecke
unab hängig vom Bandvorschub: beschleunigen
oder ver zögern, schneller oder langsamer bewegen,
stoppen, positionieren, reversieren, synchron zum
Prozess bewegen
Horizontale Einzelstrecke – integriert
Die lineare MCS-Strecke wird mit dem Transfersystem
kombiniert und dabei zwischen zwei Strecken eingebaut.
Längere MCS-Strecken sind ideal, wenn mehrere Prozess-
stationen hintereinander flexibler und dynamischer reali-
siert werden sollen. Das kostengünstige Transfersystem
lässt sich dabei einfach anbinden und für die Zu- und
Abführung der Carrier/WT nutzen.
• Lineare MCS-Strecke in beliebiger Länge
• Freie Streckengestaltung des Transfersystems
• Einfacher Umbau der MCS-Strecke im Bedarfsfall
ohne Eingriff in das Transfersystem
Horizontale Einzelstrecke – kombiniert
Lineare MCS-Strecken lassen sich in einem System mit
mehreren Transferstrecken kombinieren. Dies erlaubt die
kostengünstige Verkettung und einfache Nutzung des vor-
handenen Transfersystems für den Transport der Carrier/
WT zwischen den Anlagen und Fertigungsmodulen. Die
hoch flexiblen und dynamischen MCS-Strecken sorgen
für maximale Produktivität im Prozess.
• Lineare MCS-Strecken in beliebiger Länge
• Freie Streckengestaltung des Transfersystems
• Nutzung der Standardelemente wie z. B. Weichen
oder Stopper
Horizontales, verzweigtes Transfersystem – inklusive MCS-Strecken
Horizontale Einzelstrecke – Carrier-Rücktransport in der Maschine
Die lineare MCS-Strecke im kombinierten oder integrierten
Streckenkonzept mit Rücktransport der Carrier unterhalb
des Prozesses im Maschinenbett. Wechsel zwischen beiden
Transfer-Strecken via Lift. Dies ermöglicht ein kompaktes
Anlagenlayout mit freier Zugänglichkeit von allen Seiten –
ideal für freistehende Maschinen oder Fertigungsmodule
und standardisierte Zellenkonzepte.
• Lineare MCS-Strecke in beliebiger Länge
• Freie Streckengestaltung des Transfersystems
inklusive der beiden Lifte
• Einfacher und günstiger Carrier-Rücktransport
durch standardisiertes Transfersystem und Lift
Streckenlayout
17Multi-Carrier-System MCS®
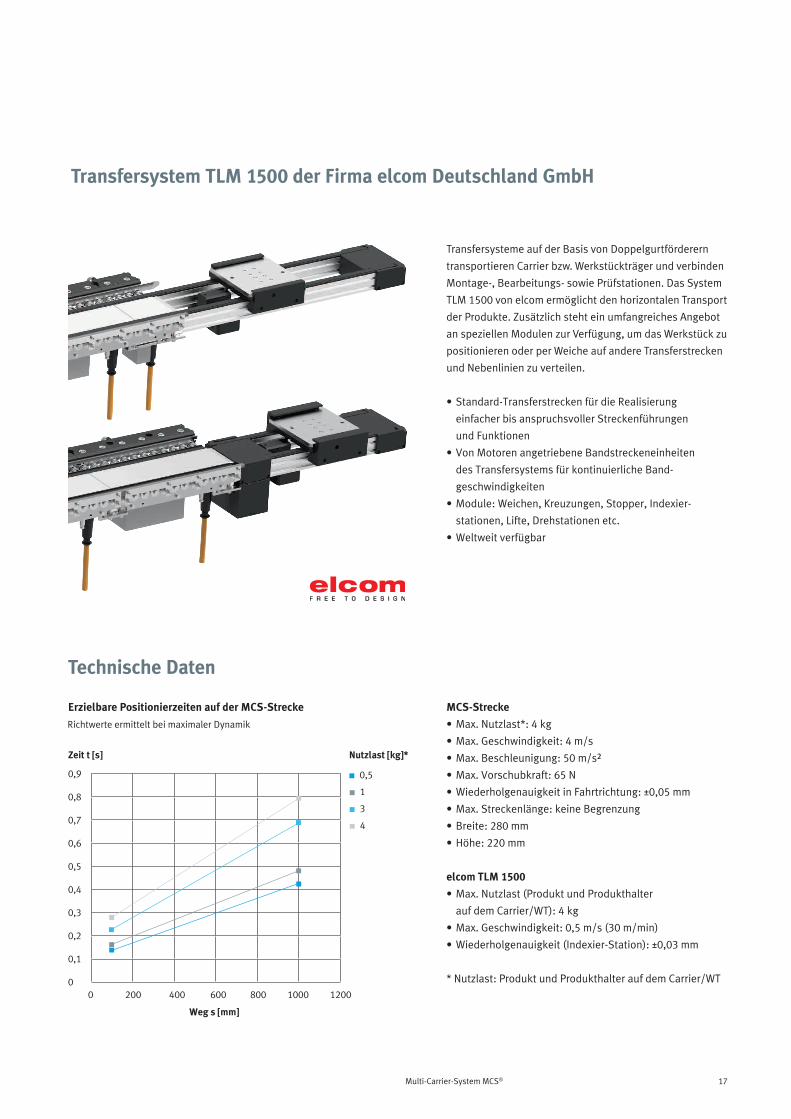
Transfersysteme auf der Basis von Doppelgurtförderern
transportieren Carrier bzw. Werkstückträger und verbinden
Montage-, Bearbeitungs- sowie Prüfstationen. Das System
TLM 1500 von elcom ermöglicht den horizontalen Transport
der Produkte. Zusätzlich steht ein umfangreiches Angebot
an speziellen Modulen zur Verfügung, um das Werkstück zu
positionieren oder per Weiche auf andere Transferstrecken
und Nebenlinien zu verteilen.
• Standard-Transferstrecken für die Realisierung
einfacher bis anspruchsvoller Streckenführungen
und Funktionen
• Von Motoren angetriebene Bandstreckeneinheiten
des Transfersystems für kontinuierliche Band-
geschwindigkeiten
• Module: Weichen, Kreuzungen, Stopper, Indexier-
stationen, Lifte, Drehstationen etc.
• Weltweit verfügbar
Transfersystem TLM 1500 der Firma elcom Deutschland GmbH
Erzielbare Positionierzeiten auf der MCS-Strecke
0,9
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
00 200 400 600 800 1000 1200
Richtwerte ermittelt bei maximaler Dynamik
Zeit t [s]
Weg s [mm]
Technische Daten
0,5
1
3
4
Nutzlast [kg]*
MCS-Strecke• Max. Nutzlast*: 4 kg
• Max. Geschwindigkeit: 4 m/s
• Max. Beschleunigung: 50 m/s²
• Max. Vorschubkraft: 65 N
• Wiederholgenauigkeit in Fahrtrichtung: ±0,05 mm
• Max. Streckenlänge: keine Begrenzung
• Breite: 280 mm
• Höhe: 220 mm
elcom TLM 1500• Max. Nutzlast (Produkt und Produkthalter
auf dem Carrier/WT): 4 kg
• Max. Geschwindigkeit: 0,5 m/s (30 m/min)
• Wiederholgenauigkeit (Indexier-Station): ±0,03 mm
* Nutzlast: Produkt und Produkthalter auf dem Carrier/WT
18 Festo AG & Co. KG
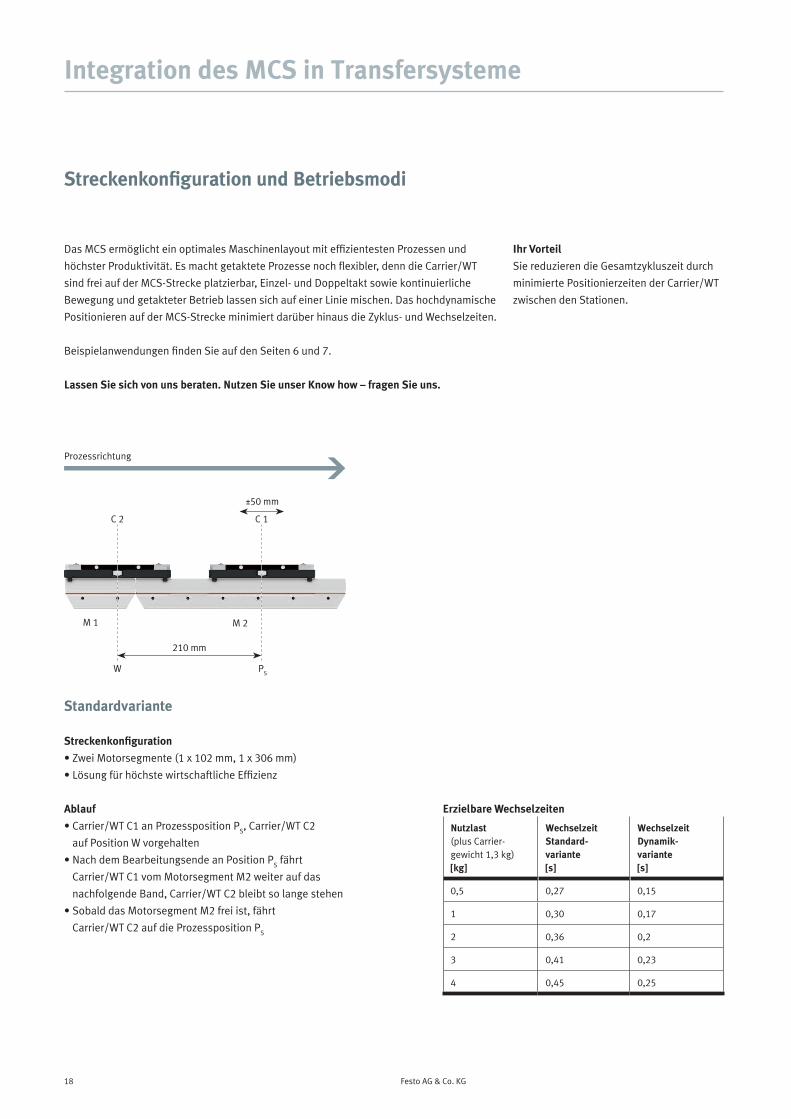
Das MCS ermöglicht ein optimales Maschinenlayout mit effizientesten Prozessen und
höchster Produktivität. Es macht getaktete Prozesse noch flexibler, denn die Carrier/WT
sind frei auf der MCS-Strecke platzierbar, Einzel- und Doppeltakt sowie kontinuierliche
Bewegung und getakteter Betrieb lassen sich auf einer Linie mischen. Das hochdynamische
Positionieren auf der MCS-Strecke minimiert darüber hinaus die Zyklus- und Wechselzeiten.
Beispielanwendungen finden Sie auf den Seiten 6 und 7.
Lassen Sie sich von uns beraten. Nutzen Sie unser Know how – fragen Sie uns.
Integration des MCS in Transfersysteme
Streckenkonfiguration und Betriebsmodi
Streckenkonfiguration• Zwei Motorsegmente (1 x 102 mm, 1 x 306 mm)
• Lösung für höchste wirtschaftliche Effizienz
Ablauf• Carrier/WT C1 an Prozessposition PS, Carrier/WT C2
auf Position W vorgehalten
• Nach dem Bearbeitungsende an Position PS fährt
Carrier/WT C1 vom Motorsegment M2 weiter auf das
nachfolgende Band, Carrier/WT C2 bleibt so lange stehen
• Sobald das Motorsegment M2 frei ist, fährt
Carrier/WT C2 auf die Prozessposition PS
Standardvariante
Nutzlast (plus Carrier- gewicht 1,3 kg)[kg]
Wechselzeit Standard-variante[s]
Wechselzeit Dynamik- variante[s]
0,5 0,27 0,15
1 0,30 0,17
2 0,36 0,2
3 0,41 0,23
4 0,45 0,25
Ihr VorteilSie reduzieren die Gesamtzykluszeit durch
minimierte Positionierzeiten der Carrier/WT
zwischen den Stationen.
M 2M 1
210 mm
C 2
W
±50 mm
C 1
PS
Prozessrichtung
Erzielbare Wechselzeiten

19Multi-Carrier-System MCS®
Bei dieser einfachen MCS-Strecke zur Realisierung eines
getakteten Prozesses ist die Carrier-Bewegung nicht an den
traditionellen, kontinuierlichen Transport eines Transfer-
systems oder Rundtakttisches gekoppelt. Die Carrier/WT
bewegen sich schnell, frei und flexibel zwischen den
Stationen. Eine hoch dynamische Variante ermöglicht
noch kürzere Wechselzeiten.
MCS für schnellen Palettenwechsel im Einzeltaktbetrieb
Streckenkonfiguration• Vier Motorsegmente (je 102 mm)
• Lösung für höchste Leistung mit kürzesten
Wechselzeiten
Ablauf• Carrier/WT C1 an Prozessposition PS, Carrier/WT C2
auf Warteposition W vorgehalten
• Nach Bearbeitung an Position PS fahren beide
Carrier/WT gleichzeitig weiter
Dynamikvariante
M 4M 3M 2M 1
C 1C 2
160 mm
+40 mm-40 mm
W PS
HinweisIm Closed-Loop-Betrieb kann pro Motorsegment
nur ein Carrier geregelt werden.
Daher werden in der Dynamikvariante kurze Motor-
segmente verwendet, sodass die Carrier sehr dicht
hintereinander positioniert werden und verfahren
können. Das ermöglicht kürzeste Wechselzeiten.
C = Carrier/Werkstückträger (WT)M = Motorsegment W = WartepositionPS = Prozessposition Einzeltakt (S = single)PD = Prozessposition Doppeltakt (D = double)B = Pufferposition (B = buffer)
• Minimierung der Wechselzeiten durch hoch dynamisches
Bewegen und Positionieren zweier Carrier/WT zur glei-
chen Zeit
• Flexible Positionierung an der Warteposition und der
Bearbeitungsstation für jeden Carrier/WT
• Mechanische Entkopplung der einzelnen Stationen auf
der MCS-Strecke
Prozessrichtung

20 Festo AG & Co. KG
Bei dieser einfachen MCS-Strecke für den Doppeltaktbetrieb ist die Carrier-/WT-Bewegung
nicht an den traditionellen, immer gleich getakteten Transport gekoppelt, die Carrier/WT
bewegen sich schnell, frei und flexibel zwischen den Stationen. Eine hochdynamische
Variante ermöglicht noch kürzere Wechselzeiten.
MCS für schnellen Carrier-/WT-Wechsel im Doppeltaktbetrieb
Integration des MCS in Transfersysteme
Streckenkonfiguration und Betriebsmodi
Streckenkonfiguration• Fünf Motorsegmente (2 x 306 mm, 3 x 102 mm)
• Lösung für höchste wirtschaftliche Effizienz
Ablauf• Die Positionen PD1 und PD2 sind parallele Prozessposi-
tionen – Carrier/WT C1 an Prozessposition PD1, Carrier/
WT C2 an Station PD2. Carrier/WT C3 und C4 werden an
den Wartepositionen W 1 und W 2 vorgehalten.
• Nach Bearbeitungsende an den Positionen PD1 und
PD2 fahren die Carrier/WT C1 und C2 weiter auf das
nachfolgende Band.
• Sobald die jeweils vorherigen Motorsegmente frei sind,
fahren der Carrier/WT C3 auf die Prozessposition PD1 und
der Carrier/WT C4 auf die Prozessposition PD2.
Standardvariante
Nutzlast (plus Carrier- gewicht 1,3 kg)[kg]
Wechselzeit Standard- variante [s]
Wechselzeit Dynamik- variante[s]
0,5 0,41 0,21
1 0,46 0,24
2 0,55 0,28
3 0,62 0,33
4 0,69 0,36
225 mm
W 2
160 mm
PD 1PD 2
C 1C 2C 3C 4
M 5M 4M 3M 2M 1
±65 mm
W 1
• Minimierung der Wechselzeiten durch
hochdynamisches Bewegen und Positio-
nieren zweier Carrier/WT zur gleichen Zeit
• Flexible Positionierung an der Warte-
position und der Prozessstation für jeden
Carrier/WT
Prozessrichtung
Erzielbare Wechselzeiten
21Multi-Carrier-System MCS®
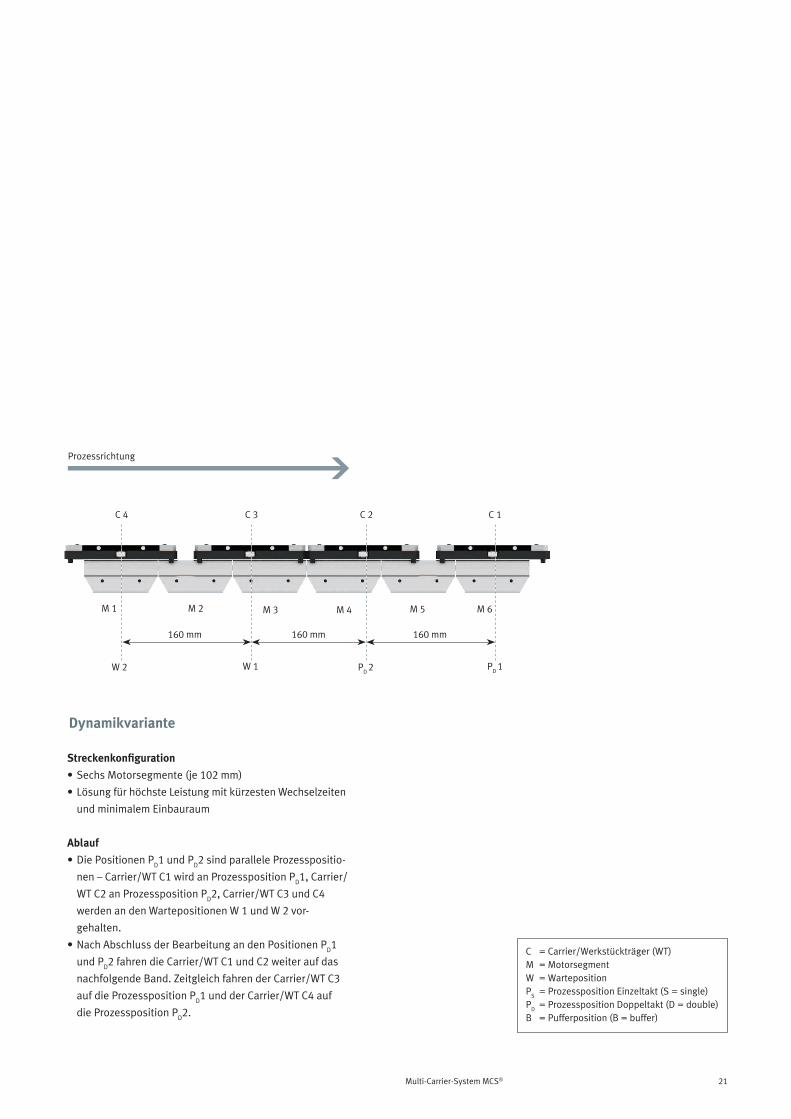
Streckenkonfiguration• Sechs Motorsegmente (je 102 mm)
• Lösung für höchste Leistung mit kürzesten Wechselzeiten
und minimalem Einbauraum
Ablauf• Die Positionen PD1 und PD2 sind parallele Prozesspositio-
nen – Carrier/WT C1 wird an Prozessposition PD1, Carrier/
WT C2 an Prozessposition PD2, Carrier/WT C3 und C4
werden an den Wartepositionen W 1 und W 2 vor-
gehalten.
• Nach Abschluss der Bearbeitung an den Positionen PD1
und PD2 fahren die Carrier/WT C1 und C2 weiter auf das
nachfolgende Band. Zeitgleich fahren der Carrier/WT C3
auf die Prozessposition PD1 und der Carrier/WT C4 auf
die Prozessposition PD2.
Dynamikvariante
C = Carrier/Werkstückträger (WT)M = Motorsegment W = WartepositionPS = Prozessposition Einzeltakt (S = single)PD = Prozessposition Doppeltakt (D = double)B = Pufferposition (B = buffer)
160 mm
W 2 W 1
160 mm 160 mm
PD 1PD 2
C 1C 2C 3C 4
M 1 M 2 M 3 M 4 M 5 M 6
Prozessrichtung

22 Festo AG & Co. KG
In der Verpackungs- und Abfülltechnik sind Kettenförderer traditionell das gängigste
Transportsystem. Das hier gezeigte Beispiel ist der Kunststoffkettenförderer X85 der Firma
FlexLink Systems GmbH. Das MCS lässt sich genau an den Stellen einbauen, wo es den
entscheidenden Mehrwert bringt – mehr Flexibilität im Prozessablauf, kürzere Umstellzeiten
z.B. bei saisonalen Änderungen und damit höhere Produktivität und Serienproduktion ab
Losgröße 1.
Eine Einzelstrecke ist ebenso möglich wie ein verzweigtes System auf der Basis des Kunst-
stoffkettenförderers mit mehreren eingebauten MCS-Teilstrecken. Die Carrier können leer
oder mit einer spezifischen Produktaufnahme ausgestattet sein. Das Ein- und Ausschleusen
zwischen Kettenförderer und Multi-Carrier-System erfolgt immer nahtlos und übergabefrei.
Integration des MCS in Kunststoffkettenförderer
Das System im Überblick
Kunststoffkettenförderer Typ X85
der Firma FlexLink Systems GmbH
• Hoch flexible MCS-Strecke genau
an den Stellen, wo es der Prozess
erfordert
• Nutzung des kostengünstigen kon-
ventionellen Kunststoffkettenförder-
systems
• Frei wählbare Streckenführung und
Anzahl der Carrier
• Nahtloses und übergabefreies Ein-
und Ausschleusen der Carrier
• Produkttransport direkt auf dem
Carrier mit ruckfreier Bewegung
• Gute Reinigungsfähigkeit und hohe
Beständigkeit durch Materialauswahl
und IP65 – höhere Schutzart auf
Anfrage möglich
Highlights
Führungssystem Grundprofil mit Laufrollenband und Seitenführung
zur präzisen und verschleißarmen Führung der Carrier,
inklusive Befestigungsschnittstellen für Motoren und
Messsystem – zum Direkteinbau in die Maschine oder
Anlage.

23Multi-Carrier-System MCS®
Integration des MCS in Kunststoffkettenförderer
• Einfache Anbindung beider Systeme ohne mechanische
Kopplung an der Schnittstelle
• Kontinuierliche Zu- und Abführung der Carrier auf dem
Kunststoffkettenförderer
• Mechanischer Stopper am Einlauf auf die MCS-Strecke
zum Stoppen bzw. Stauen der Carrier
• Durch das Motion Control System synchronisierter
Übergang der Carrier zwischen dem kontinuierlichen
Transport des Kunststoffkettenförderers und der
flexiblen und dynamischen Bewegung auf der
MCS-Strecke bzw. umgekehrt
Nahtloses Ein- und Ausschleusen der Carrier
• Kunststoffummantelte Kugellager für verschleiß-
freie und vibrationsarme Bewegung, austauschbar
• Dauerhaft hohe Fahrgeschwindigkeiten auch bei
hoher Nutzlast
• Mechanische Schnittstelle für anwendungs-
spezifische Halter und Adapter
• Material: Aluminium
• Fest montierte und verschleißfreie Magnetplatte
• Einsetzbar zur Fixierung auf klassischen Transport-
systemen
1
2
3
Der verschleißarme Carrier mit kunststoffummantelten
Kugellagern ermöglicht den direkten Transport des Pro-
duktes. Die Magnetplatte im Carrier erzeugt zusammen mit
den Linearmotoren die Vorschubkräfte. Das Konstruktions-
prinzip erlaubt das Aufsetzen oder Abnehmen des Carrier
an jeder Stelle des Systems. Jederzeit können zusätzliche
Carrier ergänzt oder nicht genutzte Carrier dem System
entnommen werden – ohne Werkzeuge und ohne Umbau
des Systems. Der integrierte Positionsmagnet zur Positions-
erkennung und das externe Absolutmesssystem machen
den geregelten Betrieb im Closed-Loop möglich.
Robuster Standard-Carrier zum direkten Transport des Produktes
1 32
Zertifiziert für Reinraumanwendungen
Die MCS-Strecke ist in dieser technischen Variante
zertifiziert nach ISO 14644-1 für Reinraumanwendun-
gen durch das Institut Fraunhofer IPA: mit Luftreinheits-
klasse 6 bzw. 4 bei reduzierter Dynamik.

24 Festo AG & Co. KG
Integration des MCS in Kunststoffkettenförderer
Die lineare MCS-Strecke kann zwischen zwei Kunststoff-
kettenförderstrecken eingebaut werden. So lässt sich das
vorhandene Transportsystem einfach anbinden und für die
Zu- und Abführung der Carrier nutzen. Dies ermöglicht eine
kostengünstige Verkettung mit anderen Anlagen- und Ferti-
gungsmodulen.
• Lineare MCS-Strecke in beliebiger Länge
• Freie Streckengestaltung des Kunststoffkettenförderers
• Einfacher Umbau der MCS-Strecke im Bedarfsfall ohne
Eingriff in den Kunststoffkettenförderer
Horizontale Einzelstrecke
Eine lineare MCS-Strecke lässt sich mit einem Kunststoff-
kettenförderer für den kompletten Prozess eines Ferti-
gungsmoduls kombinieren. Die Rückführung der Carrier
erfolgt kostengünstig unterhalb des MCS. Die Carrier
werden im maschineninternen Transportsystem von einer
Seite der Anlage zur anderen bewegt.
• Lineare MCS-Strecke in beliebiger Länge, einfache
Streckengestaltung des Kunststoffkettenförderers für
den Rücktransport der Carrier
• Sichere Fixierung des Carrier auf dem Kettenband durch
integrierte Magnetplatte
Horizontale Einzelstrecke mit Carrier im geschlossenen vertikalen Umlauf
Lineare MCS-Strecken können in einem System mit mehre-
ren Kunststoffkettenstrecken kombiniert werden. Dies
erlaubt die kostengünstige Verkettung und einfache Nut-
zung des vorhandenen Transportsystems für den Transport
der Carrier zwischen den Anlagen- und Fertigungsmodulen.
Die hoch flexiblen und dynamischen MCS-Strecken sorgen
für maximale Produktivität im Prozess.
• Lineare MCS-Strecken in beliebiger Länge – passend zur
jeweiligen Anwendung
• Freie Streckengestaltung des Kunststoffkettenförderers
und Nutzung der Standardelemente wie z. B. Weichen
oder Stopper
Horizontales, verzweigtes Transport- system mit MCS-Strecken
Streckenlayout
25Multi-Carrier-System MCS®
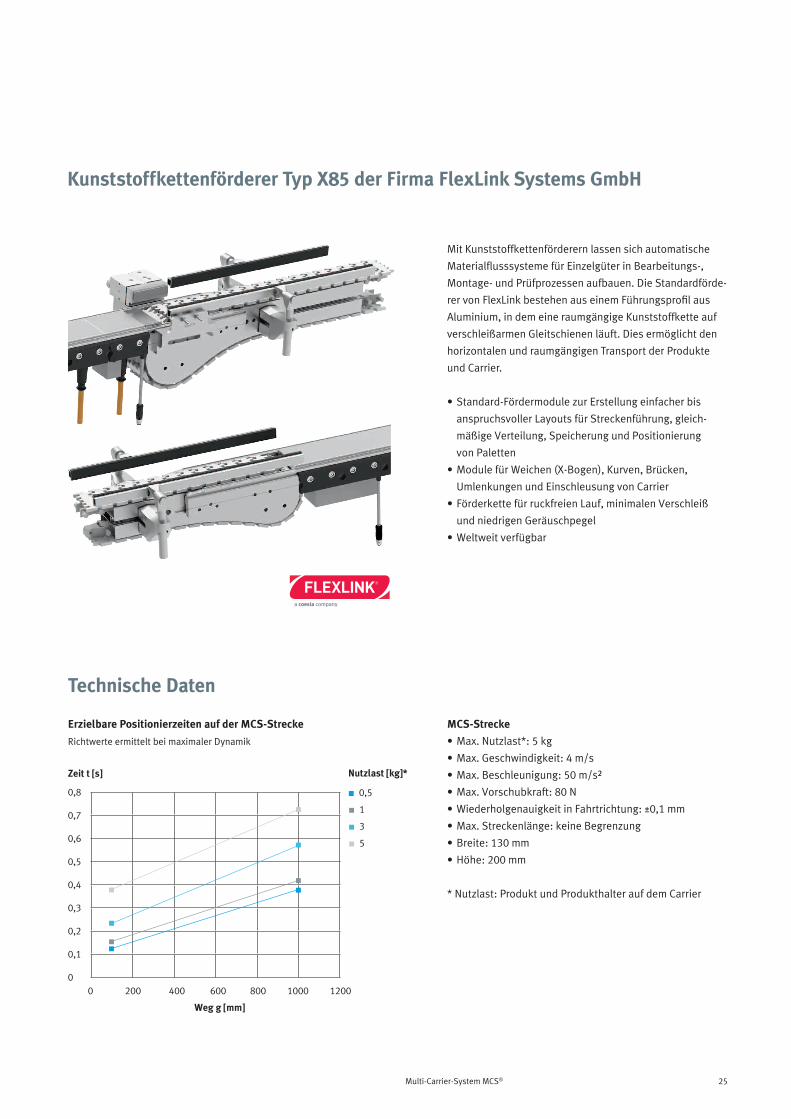
Mit Kunststoffkettenförderern lassen sich automatische
Materialflusssysteme für Einzelgüter in Bearbeitungs-,
Montage- und Prüfprozessen aufbauen. Die Standardförde-
rer von FlexLink bestehen aus einem Führungsprofil aus
Aluminium, in dem eine raumgängige Kunststoffkette auf
verschleißarmen Gleitschienen läuft. Dies ermöglicht den
horizontalen und raumgängigen Transport der Produkte
und Carrier.
• Standard-Fördermodule zur Erstellung einfacher bis
anspruchsvoller Layouts für Streckenführung, gleich-
mäßige Verteilung, Speicherung und Positionierung
von Paletten
• Module für Weichen (X-Bogen), Kurven, Brücken,
Umlenkungen und Einschleusung von Carrier
• Förderkette für ruckfreien Lauf, minimalen Verschleiß
und niedrigen Geräuschpegel
• Weltweit verfügbar
Kunststoffkettenförderer Typ X85 der Firma FlexLink Systems GmbH
MCS-Strecke• Max. Nutzlast*: 5 kg
• Max. Geschwindigkeit: 4 m/s
• Max. Beschleunigung: 50 m/s²
• Max. Vorschubkraft: 80 N
• Wiederholgenauigkeit in Fahrtrichtung: ±0,1 mm
• Max. Streckenlänge: keine Begrenzung
• Breite: 130 mm
• Höhe: 200 mm
* Nutzlast: Produkt und Produkthalter auf dem Carrier
Erzielbare Positionierzeiten auf der MCS-Strecke
0,8
0,7
0,6
0,5
0,4
0,3
0,2
0,1
00 200 400 600 800 1000 1200
Richtwerte ermittelt bei maximaler Dynamik
Zeit t [s]
Weg g [mm]
Technische Daten
0,5
1
3
5
Nutzlast [kg]*
26 Festo AG & Co. KG
Integration des MCS in Kunststoffkettenförderer
Streckenkonfiguration und Betriebsmodi
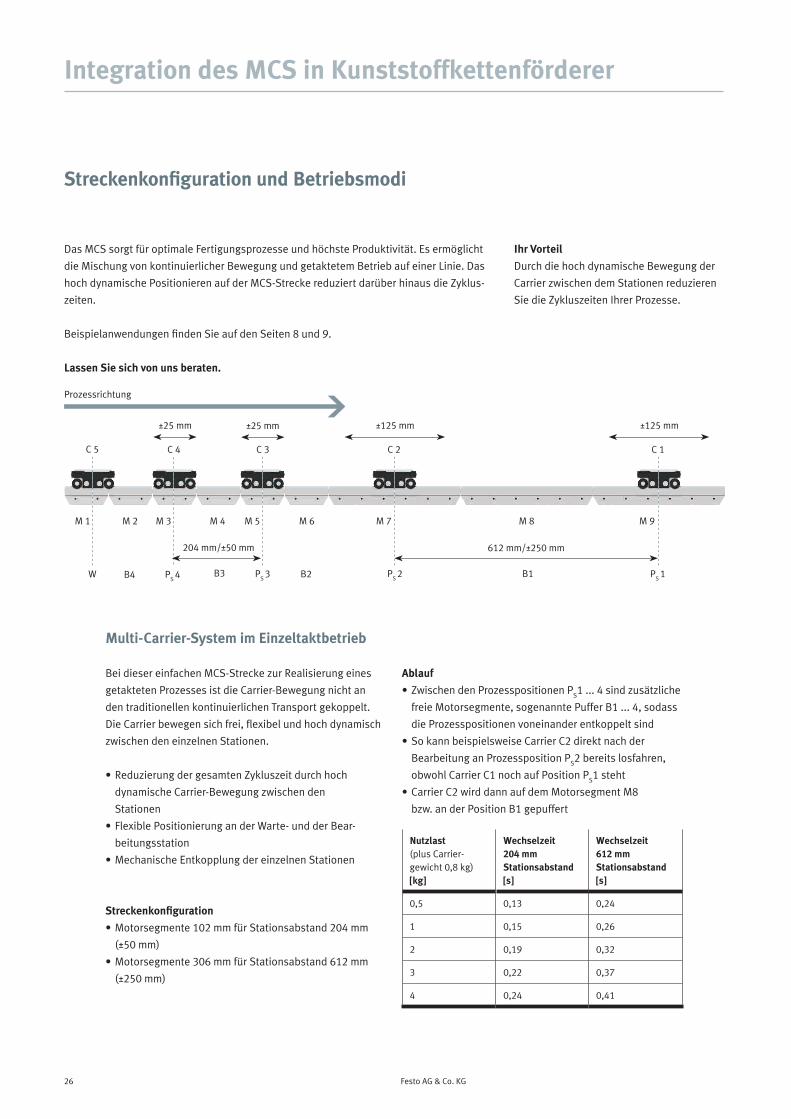
Das MCS sorgt für optimale Fertigungsprozesse und höchste Produktivität. Es ermöglicht
die Mischung von kontinuierlicher Bewegung und getaktetem Betrieb auf einer Linie. Das
hoch dynamische Positionieren auf der MCS-Strecke reduziert darüber hinaus die Zyklus-
zeiten.
Beispielanwendungen finden Sie auf den Seiten 8 und 9.
Lassen Sie sich von uns beraten.
Bei dieser einfachen MCS-Strecke zur Realisierung eines
getakteten Prozesses ist die Carrier-Bewegung nicht an
den traditionellen kontinuierlichen Transport gekoppelt.
Die Carrier bewegen sich frei, flexibel und hoch dynamisch
zwischen den einzelnen Stationen.
• Reduzierung der gesamten Zykluszeit durch hoch
dynamische Carrier-Bewegung zwischen den
Stationen
• Flexible Positionierung an der Warte- und der Bear-
beitungsstation
• Mechanische Entkopplung der einzelnen Stationen
Streckenkonfiguration• Motorsegmente 102 mm für Stationsabstand 204 mm
(±50 mm)
• Motorsegmente 306 mm für Stationsabstand 612 mm
(±250 mm)
Multi-Carrier-System im Einzeltaktbetrieb
Ihr VorteilDurch die hoch dynamische Bewegung der
Carrier zwischen dem Stationen reduzieren
Sie die Zykluszeiten Ihrer Prozesse.
Nutzlast(plus Carrier- gewicht 0,8 kg)[kg]
Wechselzeit204 mmStationsabstand[s]
Wechselzeit 612 mmStationsabstand[s]
0,5 0,13 0,24
1 0,15 0,26
2 0,19 0,32
3 0,22 0,37
4 0,24 0,41
Ablauf• Zwischen den Prozesspositionen PS1 ... 4 sind zusätzliche
freie Motorsegmente, sogenannte Puffer B1 ... 4, sodass
die Prozesspositionen voneinander entkoppelt sind
• So kann beispielsweise Carrier C2 direkt nach der
Bearbeitung an Prozessposition PS2 bereits losfahren,
obwohl Carrier C1 noch auf Position PS1 steht
• Carrier C2 wird dann auf dem Motorsegment M8
bzw. an der Position B1 gepuffert
PS 2
M 9
204 mm/±50 mm
PS 1
M 8M 7M 6M 5M 4M 3M 2M 1
612 mm/±250 mm
B1B2PS 3B3PS 4B4W
±125 mm
C 1C 3C 4C 5 C 2
±125 mm±25 mm±25 mm
Prozessrichtung

27Multi-Carrier-System MCS®
Closed-Loop-Betrieb• Verwendung beim Taktbetrieb innerhalb des
Prozesses
• Bewegen und Positionieren des Carrier mit höchster
Dynamik und Präzision
• Die Position des Carrier wird durch das seitlich am
Motor montierte Messsystem erfasst
• Je Motorsegment kann ein Carrier geregelt bewegt
werden
StreckenkonfigurationMotorsegmente 102 mm im Closed-Loop-Betrieb
für kurze Carrier-Abstände
Ablauf• Im Closed-Loop-Betrieb kann pro Motorsegment nur
ein Carrier geregelt werden
• Bei zeitgleicher Bewegung der Carrier ergibt sich auf
den 102 mm-Motorsegmenten ein Mindestabstand
der Carrier von 153 mm
• Eine Reduzierung des Abstandes ist möglich, bei gleich-
zeitiger Reduzierung der Bewegungskraft des Carrier
Multi-Carrier-System im Closed-Loop- und Open-Loop-Betrieb
Open-Loop-Betrieb• Verwendung im kontinuierlichen Betrieb und bei
synchroner Bewegung einer Carrier-Gruppe
• Bewegung der Carrier mit eingeschränkter Dynamik
und Präzision, z. B. für Pufferstrecken und Abfüllprozesse
oder zum Überbrücken größerer Stationsabstände
• Betrieb der MCS-Strecke ohne seitliches Messsystem
• Betrieb mehrerer Carrier mit gleicher Bewegung auf
einem Motorsegment möglich
Streckenkonfiguration• Motorsegmente 306 mm im Open-Loop-Betrieb
für hohe wirtschaftliche Effizienz
Ablauf• Im Open-Loop-Betrieb können mehrere Carrier auf einem
Motorsegment bewegt werden
• Alle Carrier führen dabei die gleiche Bewegung aus
• Der Abstand der Carrier ist in diesem Fall das Vielfache
der sogenannten Polteilung des Motors (25,5 mm)
Um eine MCS-Strecke optimal an die Prozessanforderungen anzupassen, kann sie sowohl
Closed-Loop- als auch Open-Loop-Abschnitte enthalten. Ein nachträglicher Umbau der
Streckenabschnitte ist jederzeit möglich. Ein Open-Loop-Abschnitt lässt sich durch
Ergänzung des Messsystems in einen Closed-Loop-Abschnitt umwandeln – und umgekehrt.
Ihr VorteilDurch die einfache Mischung von Closed-
Loop- und Open-Loop-Streckenabschnitten
erreichen Sie einen anwendungsoptimierten
Betrieb – und ein ideales Anlagenlayout.
M 7
C 1C 2C 3C 4C 5C 6C 7C 8
M 6 M 5 M 4 M 3 M 2M 1
n x 25,5 mmn x 25,5 mmn x 25,5 mm153 mm153 mm
Open LoopClosed Loop
C = Carrier/Werkstückträger (WT)M = Motorsegment W = WartepositionPS = Prozessposition Einzeltakt (S = single)PD = Prozessposition Doppeltakt (D = double)B = Pufferposition (B = buffer)
Prozessrichtung

28 Festo AG & Co. KG
Das MCS mit Carrier im geschlossenen Umlauf eignet sich ideal als eigenständige Transport-
lösung für eine Station einer hoch dynamischen Maschine oder im Teilprozess einer verket-
teten Anlage. Es ist jederzeit kombinierbar mit konventionellen Intralogistiksystemen oder
kann parallel zu diesen aufgebaut werden. Die geschlossene MCS-Strecke ermöglicht ein
kompaktes Anlagenlayout und einen sehr kostengünstigen Rücktransport der Carrier inklu-
sive der geregelten Kurvenbewegung. Die Carrier werden beim gesamten Umlauf auf einer
präzisen V-Führung geführt. Dabei können sowohl leere Carrier mit reiner Pusherfunktion
bewegt werden als auch Carrier mit spezifischer Produktaufnahme zum direkten Produkt-
transport.
Das MCS mit geschlossenem Umlauf der Carrier
Das System im Überblick
Gewebeverstärkter Hochleistungszahnrie-
men für hohe Dynamik und gleichbleibend
hohe Vorschubkraft während der Kurven-
fahrt der Carrier
• Hoch flexible MCS-Strecke mit kosten-
günstiger Zahnriemenrückführung
• Höchste Dynamik durch MCS-Motoren
in Kombination mit bester Präzision
durch V-Führung der Carrier
• Kompakte Bauform bei freier, individu-
eller Einbaulage
• Zugänglichkeit zum Produkt auch von
unten möglich
• Ruckfreie Bewegung des Carrier auf
dem gesamten Umlauf
Highlights
Führungssystem Die verschleißarme V-Führung der Carrier mit präzisions-
geschliffenen Führungsflächen garantiert ein System mit
geringer Reibung und hoher Genauigkeit. Die Carrier wer-
den während des gesamten Umlaufs geführt, also auch
beim Rücktransport via Zahnriemen. Die Führung nimmt
dabei die Querkräfte und Momente sowie die dynami-
schen Kräfte der Carrier auf. Die Führung ist auf einen
Grundträger montiert, an dem auch die Halter für Moto-
ren und das Messsystem befestigt sind.
29Multi-Carrier-System MCS®
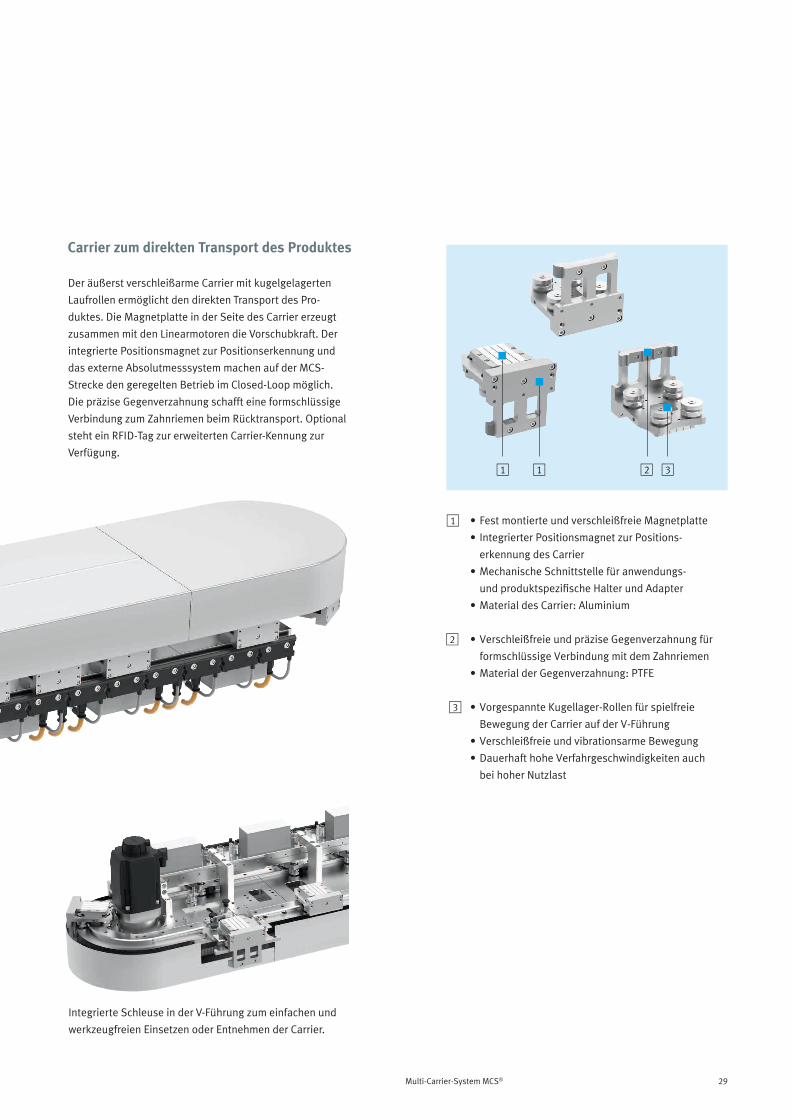
Der äußerst verschleißarme Carrier mit kugelgelagerten
Laufrollen ermöglicht den direkten Transport des Pro-
duktes. Die Magnetplatte in der Seite des Carrier erzeugt
zusammen mit den Linearmotoren die Vorschubkraft. Der
integrierte Positionsmagnet zur Positionserkennung und
das externe Absolutmesssystem machen auf der MCS-
Strecke den geregelten Betrieb im Closed-Loop möglich.
Die präzise Gegenverzahnung schafft eine formschlüssige
Verbindung zum Zahnriemen beim Rücktransport. Optional
steht ein RFID-Tag zur erweiterten Carrier-Kennung zur
Verfügung.
Carrier zum direkten Transport des Produktes
• Fest montierte und verschleißfreie Magnetplatte
• Integrierter Positionsmagnet zur Positions-
erkennung des Carrier
• Mechanische Schnittstelle für anwendungs-
und produktspezifische Halter und Adapter
• Material des Carrier: Aluminium
• Verschleißfreie und präzise Gegenverzahnung für
formschlüssige Verbindung mit dem Zahnriemen
• Material der Gegenverzahnung: PTFE
• Vorgespannte Kugellager-Rollen für spielfreie
Bewegung der Carrier auf der V-Führung
• Verschleißfreie und vibrationsarme Bewegung
• Dauerhaft hohe Verfahrgeschwindigkeiten auch
bei hoher Nutzlast
1
2
3
1 2 3
Integrierte Schleuse in der V-Führung zum einfachen und
werkzeugfreien Einsetzen oder Entnehmen der Carrier.
1
30 Festo AG & Co. KG
Das MCS mit geschlossenem Umlauf der Carrier
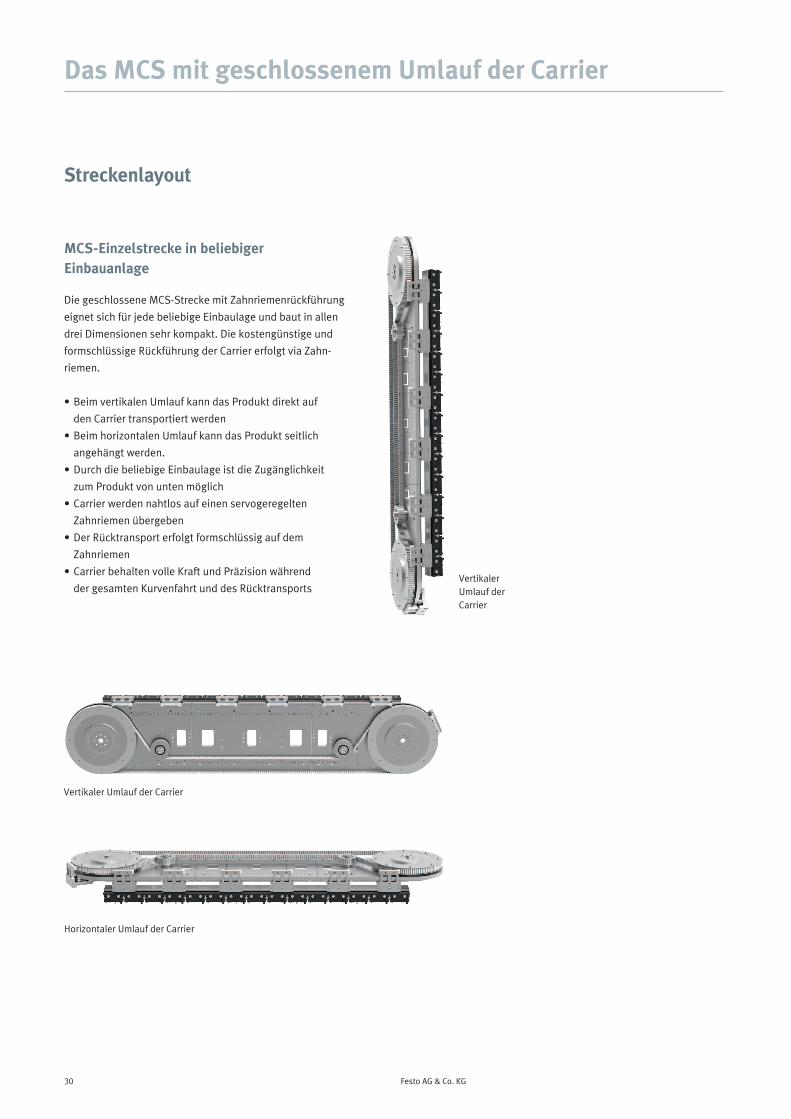
Die geschlossene MCS-Strecke mit Zahnriemenrückführung
eignet sich für jede beliebige Einbaulage und baut in allen
drei Dimensionen sehr kompakt. Die kostengünstige und
formschlüssige Rückführung der Carrier erfolgt via Zahn-
riemen.
• Beim vertikalen Umlauf kann das Produkt direkt auf
den Carrier transportiert werden
• Beim horizontalen Umlauf kann das Produkt seitlich
angehängt werden.
• Durch die beliebige Einbaulage ist die Zugänglichkeit
zum Produkt von unten möglich
• Carrier werden nahtlos auf einen servogeregelten
Zahnriemen übergeben
• Der Rücktransport erfolgt formschlüssig auf dem
Zahnriemen
• Carrier behalten volle Kraft und Präzision während
der gesamten Kurvenfahrt und des Rücktransports
MCS-Einzelstrecke in beliebiger Einbauanlage
Vertikaler Umlauf der Carrier
Horizontaler Umlauf der Carrier
Vertikaler Umlauf der Carrier
Streckenlayout
31Multi-Carrier-System MCS®
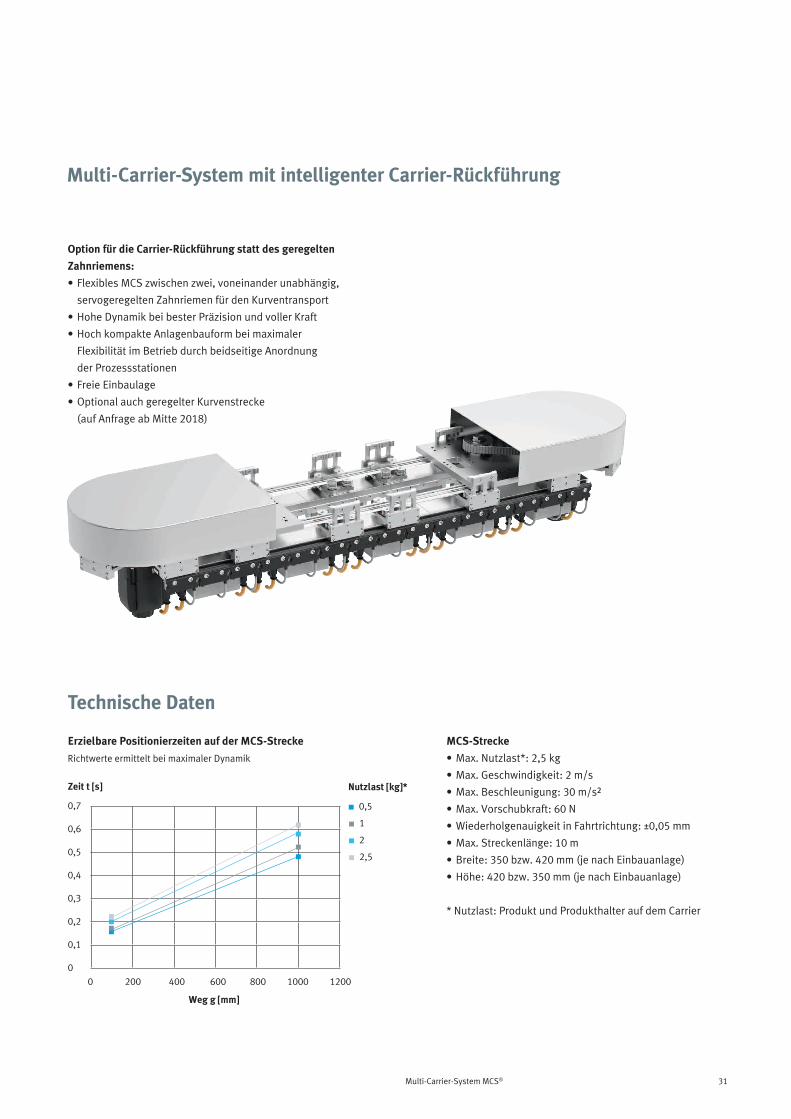
Option für die Carrier-Rückführung statt des geregelten Zahnriemens:• Flexibles MCS zwischen zwei, voneinander unabhängig,
servogeregelten Zahnriemen für den Kurventransport
• Hohe Dynamik bei bester Präzision und voller Kraft
• Hoch kompakte Anlagenbauform bei maximaler
Flexibilität im Betrieb durch beidseitige Anordnung
der Prozessstationen
• Freie Einbaulage
• Optional auch geregelter Kurvenstrecke
(auf Anfrage ab Mitte 2018)
Multi-Carrier-System mit intelligenter Carrier-Rückführung
Erzielbare Positionierzeiten auf der MCS-Strecke
0,7
0,6
0,5
0,4
0,3
0,2
0,1
00 200 400 600 800 1000 1200
Richtwerte ermittelt bei maximaler Dynamik
Zeit t [s]
Weg g [mm]
Technische Daten
0,5
1
2
2,5
Nutzlast [kg]*
MCS-Strecke• Max. Nutzlast*: 2,5 kg
• Max. Geschwindigkeit: 2 m/s
• Max. Beschleunigung: 30 m/s²
• Max. Vorschubkraft: 60 N
• Wiederholgenauigkeit in Fahrtrichtung: ±0,05 mm
• Max. Streckenlänge: 10 m
• Breite: 350 bzw. 420 mm (je nach Einbauanlage)
• Höhe: 420 bzw. 350 mm (je nach Einbauanlage)
* Nutzlast: Produkt und Produkthalter auf dem Carrier
32 Festo AG & Co. KG
Das MCS mit geschlossenem Umlauf der Carrier
Streckenkonfiguration und Betriebsmodi
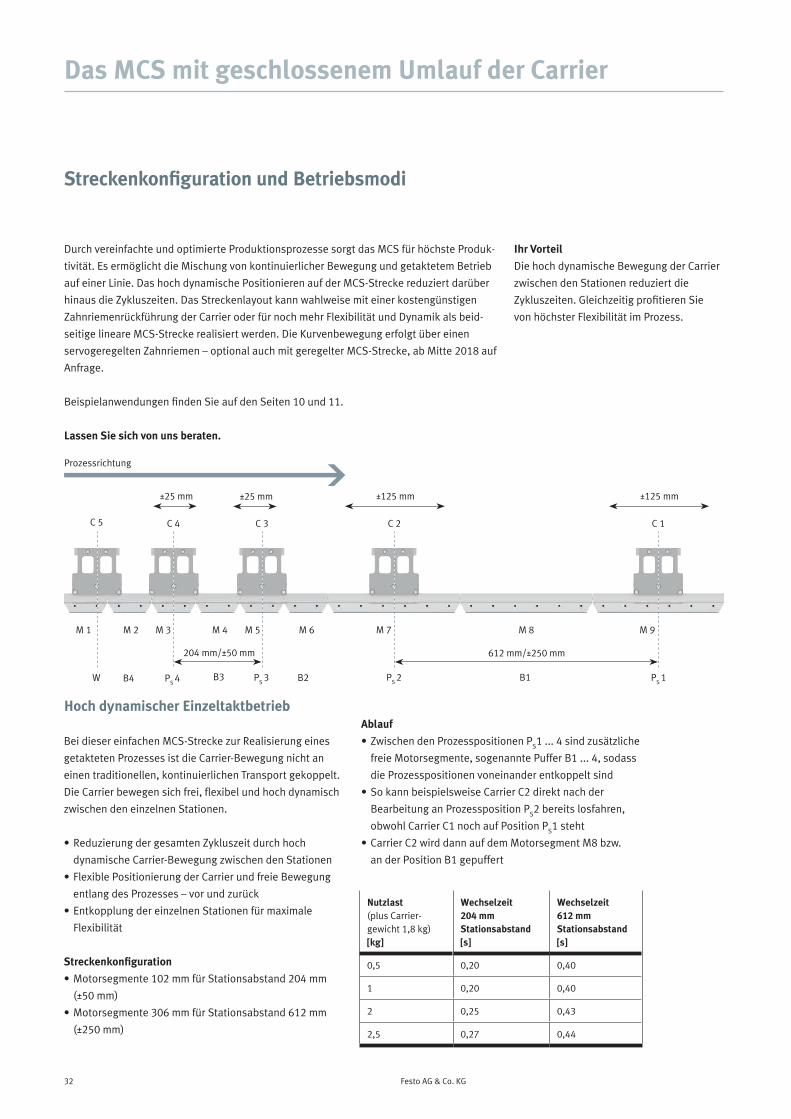
Durch vereinfachte und optimierte Produktionsprozesse sorgt das MCS für höchste Produk-
tivität. Es ermöglicht die Mischung von kontinuierlicher Bewegung und getaktetem Betrieb
auf einer Linie. Das hoch dynamische Positionieren auf der MCS-Strecke reduziert darüber
hinaus die Zykluszeiten. Das Streckenlayout kann wahlweise mit einer kostengünstigen
Zahnriemenrückführung der Carrier oder für noch mehr Flexibilität und Dynamik als beid-
seitige lineare MCS-Strecke realisiert werden. Die Kurvenbewegung erfolgt über einen
servo geregelten Zahnriemen – optional auch mit geregelter MCS-Strecke, ab Mitte 2018 auf
Anfrage.
Beispielanwendungen finden Sie auf den Seiten 10 und 11.
Lassen Sie sich von uns beraten.
Ihr VorteilDie hoch dynamische Bewegung der Carrier
zwischen den Stationen reduziert die
Zykluszeiten. Gleichzeitig profitieren Sie
von höchster Flexibilität im Prozess.
Bei dieser einfachen MCS-Strecke zur Realisierung eines
getakteten Prozesses ist die Carrier-Bewegung nicht an
einen traditionellen, kontinuierlichen Transport gekoppelt.
Die Carrier bewegen sich frei, flexibel und hoch dynamisch
zwischen den einzelnen Stationen.
• Reduzierung der gesamten Zykluszeit durch hoch
dynamische Carrier-Bewegung zwischen den Stationen
• Flexible Positionierung der Carrier und freie Bewegung
entlang des Prozesses – vor und zurück
• Entkopplung der einzelnen Stationen für maximale
Flexibilität
Streckenkonfiguration• Motorsegmente 102 mm für Stationsabstand 204 mm
(±50 mm)
• Motorsegmente 306 mm für Stationsabstand 612 mm
(±250 mm)
Hoch dynamischer Einzeltaktbetrieb
Nutzlast(plus Carrier- gewicht 1,8 kg)[kg]
Wechselzeit204 mmStationsabstand[s]
Wechselzeit 612 mmStationsabstand[s]
0,5 0,20 0,40
1 0,20 0,40
2 0,25 0,43
2,5 0,27 0,44
Ablauf• Zwischen den Prozesspositionen PS1 ... 4 sind zusätzliche
freie Motorsegmente, sogenannte Puffer B1 ... 4, sodass
die Prozesspositionen voneinander entkoppelt sind
• So kann beispielsweise Carrier C2 direkt nach der
Bearbeitung an Prozessposition PS2 bereits losfahren,
obwohl Carrier C1 noch auf Position PS1 steht
• Carrier C2 wird dann auf dem Motorsegment M8 bzw.
an der Position B1 gepuffert
PS 2
M 9
204 mm/±50 mm
PS 1
M 8M 7M 6M 5M 4M 3M 2M 1
612 mm/±250 mm
B1B2PS 3B3PS 4B4W
±125 mm
C 1C 3C 4C 5 C 2
±125 mm±25 mm±25 mm
Prozessrichtung
33Multi-Carrier-System MCS®
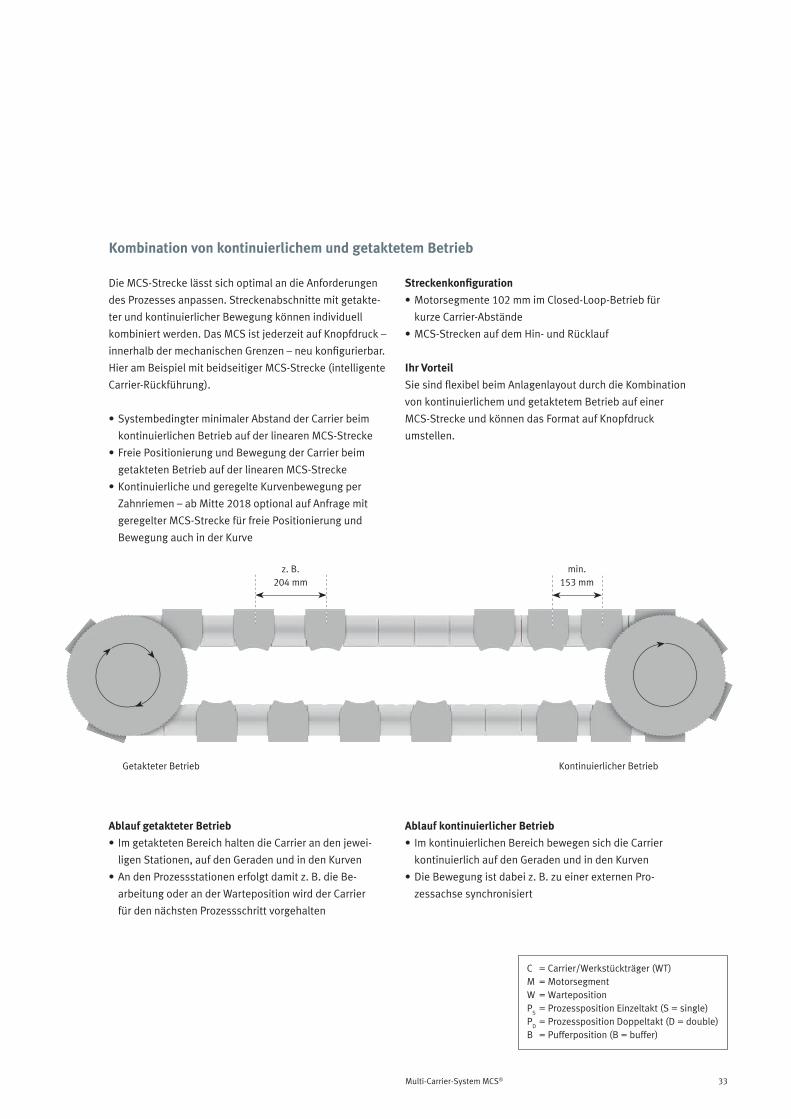
Die MCS-Strecke lässt sich optimal an die Anforderungen
des Prozesses anpassen. Streckenabschnitte mit getakte-
ter und kontinuierlicher Bewegung können individuell
kombiniert werden. Das MCS ist jederzeit auf Knopfdruck –
innerhalb der mechanischen Grenzen – neu konfigurierbar.
Hier am Beispiel mit beidseitiger MCS-Strecke (intelligente
Carrier-Rückführung).
• Systembedingter minimaler Abstand der Carrier beim
kontinuierlichen Betrieb auf der linearen MCS-Strecke
• Freie Positionierung und Bewegung der Carrier beim
getakteten Betrieb auf der linearen MCS-Strecke
• Kontinuierliche und geregelte Kurvenbewegung per
Zahnriemen – ab Mitte 2018 optional auf Anfrage mit
geregelter MCS-Strecke für freie Positionierung und
Bewegung auch in der Kurve
Kombination von kontinuierlichem und getaktetem Betrieb
Streckenkonfiguration• Motorsegmente 102 mm im Closed-Loop-Betrieb für
kurze Carrier-Abstände
• MCS-Strecken auf dem Hin- und Rücklauf
Ihr VorteilSie sind flexibel beim Anlagenlayout durch die Kombination
von kontinuierlichem und getaktetem Betrieb auf einer
MCS-Strecke und können das Format auf Knopfdruck
umstellen.
Kontinuierlicher BetriebGetakteter Betrieb
z. B. 204 mm
min. 153 mm
Ablauf getakteter Betrieb• Im getakteten Bereich halten die Carrier an den jewei-
ligen Stationen, auf den Geraden und in den Kurven
• An den Prozessstationen erfolgt damit z. B. die Be-
arbeitung oder an der Warteposition wird der Carrier
für den nächsten Prozessschritt vorgehalten
Ablauf kontinuierlicher Betrieb• Im kontinuierlichen Bereich bewegen sich die Carrier
kontinuierlich auf den Geraden und in den Kurven
• Die Bewegung ist dabei z. B. zu einer externen Pro-
zessachse synchronisiert
C = Carrier/Werkstückträger (WT)M = Motorsegment W = WartepositionPS = Prozessposition Einzeltakt (S = single)PD = Prozessposition Doppeltakt (D = double)B = Pufferposition (B = buffer)
34 Festo AG & Co. KG
Die mechatronischen Elemente des MCS
Bewährt: Linearmotoren und Messsystem
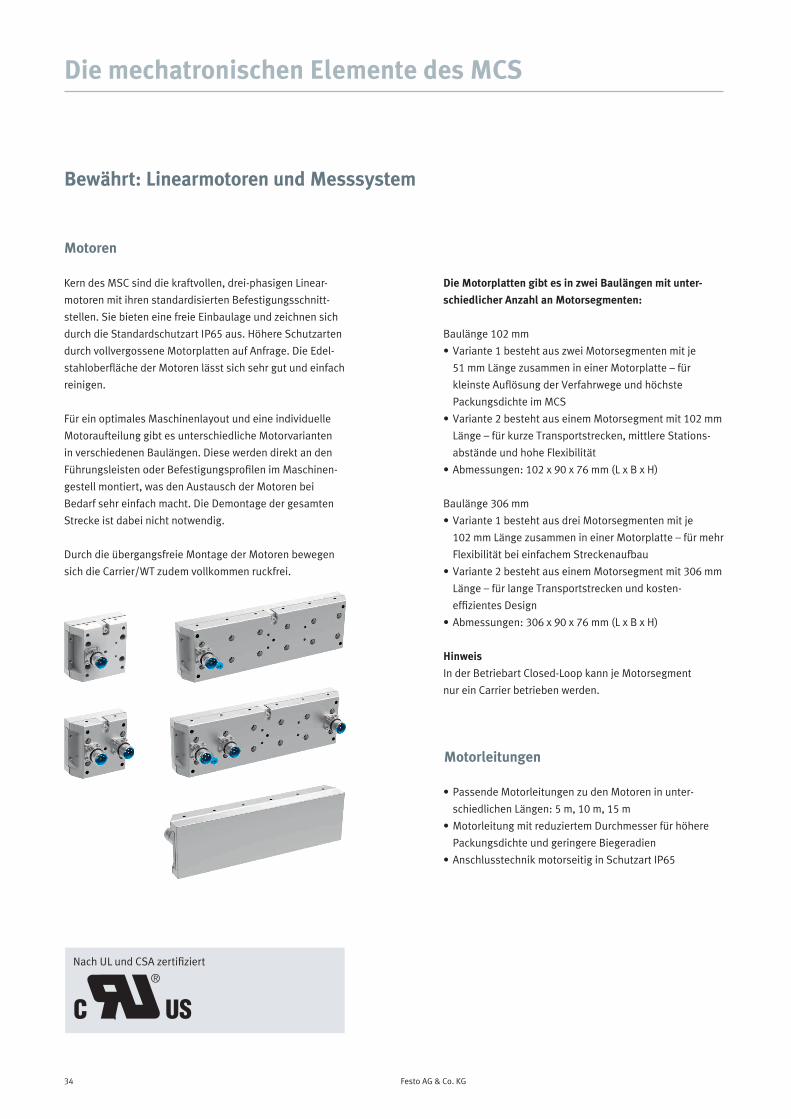
Kern des MSC sind die kraftvollen, drei-phasigen Linear-
motoren mit ihren standardisierten Befestigungsschnitt-
stellen. Sie bieten eine freie Einbaulage und zeichnen sich
durch die Standardschutzart IP65 aus. Höhere Schutzarten
durch vollvergossene Motorplatten auf Anfrage. Die Edel-
stahloberfläche der Motoren lässt sich sehr gut und einfach
reinigen.
Für ein optimales Maschinenlayout und eine individuelle
Motoraufteilung gibt es unterschiedliche Motorvarianten
in verschiedenen Baulängen. Diese werden direkt an den
Führungsleisten oder Befestigungsprofilen im Maschinen-
gestell montiert, was den Austausch der Motoren bei
Bedarf sehr einfach macht. Die Demontage der gesamten
Strecke ist dabei nicht notwendig.
Durch die übergangsfreie Montage der Motoren bewegen
sich die Carrier/WT zudem vollkommen ruckfrei.
Motoren
Die Motorplatten gibt es in zwei Baulängen mit unter-schiedlicher Anzahl an Motorsegmenten:
Baulänge 102 mm
• Variante 1 besteht aus zwei Motorsegmenten mit je
51 mm Länge zusammen in einer Motorplatte – für
kleinste Auflösung der Verfahrwege und höchste
Packungsdichte im MCS
• Variante 2 besteht aus einem Motorsegment mit 102 mm
Länge – für kurze Transportstrecken, mittlere Stations-
abstände und hohe Flexibilität
• Abmessungen: 102 x 90 x 76 mm (L x B x H)
Baulänge 306 mm
• Variante 1 besteht aus drei Motorsegmenten mit je
102 mm Länge zusammen in einer Motorplatte – für mehr
Flexibilität bei einfachem Streckenaufbau
• Variante 2 besteht aus einem Motorsegment mit 306 mm
Länge – für lange Transportstrecken und kosten-
effizientes Design
• Abmessungen: 306 x 90 x 76 mm (L x B x H)
HinweisIn der Betriebart Closed-Loop kann je Motorsegment
nur ein Carrier betrieben werden.
• Passende Motorleitungen zu den Motoren in unter-
schiedlichen Längen: 5 m, 10 m, 15 m
• Motorleitung mit reduziertem Durchmesser für höhere
Packungsdichte und geringere Biegeradien
• Anschlusstechnik motorseitig in Schutzart IP65
Motorleitungen
Nach UL und CSA zertifiziert
35Multi-Carrier-System MCS®
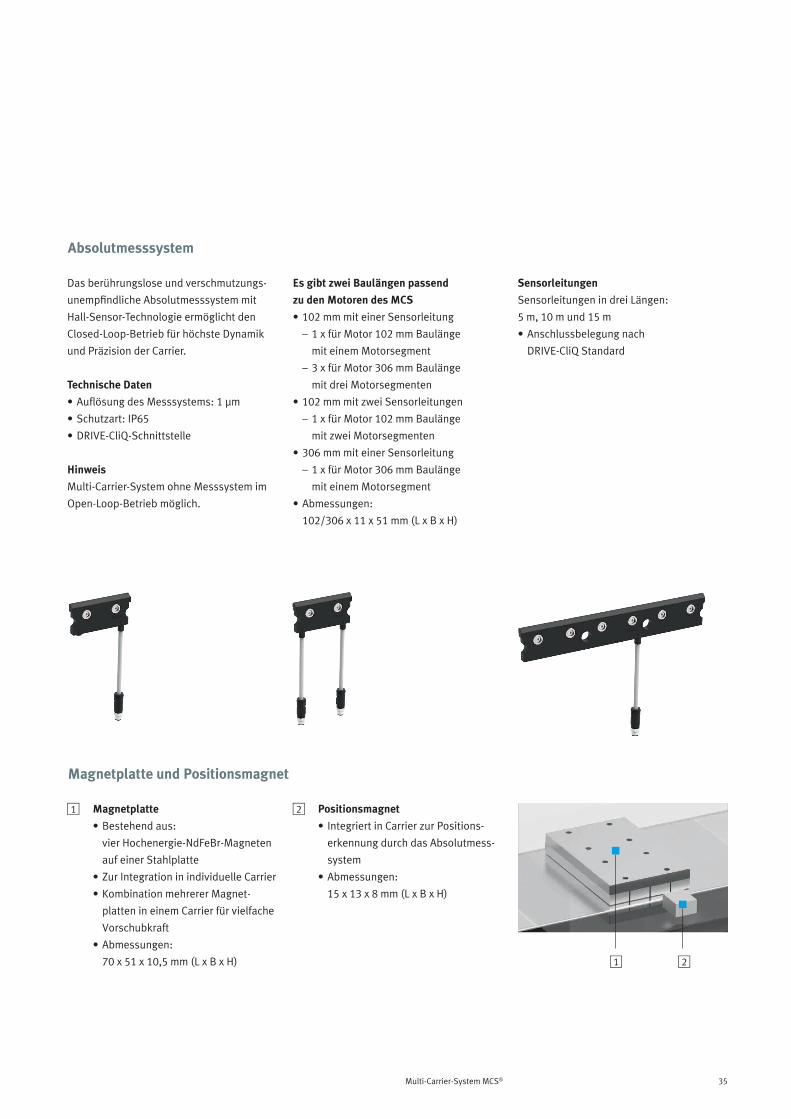
Das berührungslose und verschmutzungs-
unempfindliche Absolutmesssystem mit
Hall-Sensor-Technologie ermöglicht den
Closed-Loop-Betrieb für höchste Dynamik
und Präzision der Carrier.
Technische Daten• Auflösung des Messsystems: 1 µm
• Schutzart: IP65
• DRIVE-CliQ-Schnittstelle
Hinweis Multi-Carrier-System ohne Messsystem im
Open-Loop-Betrieb möglich.
Absolutmesssystem
Sensorleitungen Sensorleitungen in drei Längen:
5 m, 10 m und 15 m
• Anschlussbelegung nach
DRIVE-CliQ Standard
Es gibt zwei Baulängen passend zu den Motoren des MCS• 102 mm mit einer Sensorleitung
– 1 x für Motor 102 mm Baulänge
mit einem Motorsegment
– 3 x für Motor 306 mm Baulänge
mit drei Motorsegmenten
• 102 mm mit zwei Sensorleitungen
– 1 x für Motor 102 mm Baulänge
mit zwei Motorsegmenten
• 306 mm mit einer Sensorleitung
– 1 x für Motor 306 mm Baulänge
mit einem Motorsegment
• Abmessungen:
102/306 x 11 x 51 mm (L x B x H)
Magnetplatte• Bestehend aus:
vier Hochenergie-NdFeBr-Magneten
auf einer Stahlplatte
• Zur Integration in individuelle Carrier
• Kombination mehrerer Magnet-
platten in einem Carrier für vielfache
Vorschubkraft
• Abmessungen:
70 x 51 x 10,5 mm (L x B x H)
Magnetplatte und Positionsmagnet
Positionsmagnet• Integriert in Carrier zur Positions-
erkennung durch das Absolutmess-
system
• Abmessungen:
15 x 13 x 8 mm (L x B x H)
1 2
21

36 Festo AG & Co. KG
Einfaches Engineering und effiziente Implementierung
Verkürzen Sie Ihre Time-to-Market
Wir bieten Ihnen kompetente Beratung vor Ort durch erfah-
rene Vertriebsingenieure. Diese umfasst das Engineering
des gesamten Transportsystems – von der Mechanik bis zur
Steuerung. Aus unserem umfangreichen Baukastensystem
wählen wir die optimale Lösung für Ihre Applikation.
• Engineering des kompletten Transportsystems
• Auswahl von Standardmodulen oder individuell
angepassten Lösungen
• Verknüpfung mit weiteren Maschinenmodulen, Robotern
oder Handlingsystemen
• Durchführung von Applikationstests mit unseren
Testsystemen (siehe Seiten 42 und 43) – bei Festo oder
bei Ihnen
Ihre Applikation – unsere Lösung
Der Mechatronics Concept Designer ist die gemeinsame
Engineering-Plattform für Mechanik, Elektrik und Auto-
matisierungstechnik. Er erlaubt die Maschinenentwicklung
mittels physikbasierter Simulationsfunktionen – und
simuliert den gesamten Maschinenablauf, auch für
High-End-Applikationen.
• Engineering des MCS für unterschiedliche Applikationen
• Simulation von komplexen oder hoch dynamischen
Carrier-Bewegungen
• Virtuelle Inbetriebnahme durch den digitalen Zwilling
der gesamten Anlage
Simulation für effizientes Engineering
Engineering
Beratung Mechatronics Concept Designer
Der entscheidende Wettbewerbsvorteil, besonders wenn es auf Flexibilität ab Losgröße 1
ankommt, liegt im schnellen Reagieren auf sich ändernde Anforderungen. Ob beim Anlagen-
und Prozessdesign, bei der Inbetriebnahme oder bei jedem Produkt- oder Formatwechsel,
Individualisierung und Flexibilität von Anfang an sind der Schlüssel zu einer verkürzten
Time-to-Market.
37Multi-Carrier-System MCS®
Mit dem MCS-Creator lässt sich die MCS-Motorstrecke
schnell und komfortabel grafisch konfigurieren – dank
intuitivem Benutzerinterface und Drag-and-drop-Funktion.
So können Sie Strecken flexibel zusammenstellen und die
passende Steuerung für Ihre Applikation auswählen.
• Erstellung der Stückliste der Steuerungskomponenten
• Generierung eines sofort lauffähigen Steuerungs-
und Antriebsprojekts
• Nutzung von vordefinierten Softwaremodulen
und Funktionstemplates
Konfiguration des Multi-Carrier-System
Die MCS-spezifische Softwarebibliothek RailControl unterstützt dank Interpreterkonzept eine effiziente
An wendungsprogrammierung, beispielsweise durch
Zerlegung der MCS-Strecke in einzelne Maschinen-
funktionen.
• Sequenzielle Programmierung einzelner Maschinen-
abschnitte
• Übersichtliches modulares Ablaufprogramm,
auch bei komplexen Anwendungen
• Alle Bewegungsfunktionen elektrischer Achsen
können genutzt werden
Einfache Programmierung
Engineering
MCS-Creator RailControl
Inbetriebnahme
70 % schneller
Inbetrieb-nahme

38 Festo AG & Co. KG
Einfaches Engineering und effiziente Implementierung
Tools, die Sie schneller machen
Der Mechatronics Concept Designer ermöglicht die Simulation und virtuelle Inbetriebnahme
des Multi-Carrier-Systems für ein effizientes Engineering und verkürzte Time-to-Market –
auch bei Produktumstellung oder Prozessänderung.
Damit lässt sich die reale Inbetriebnahme schneller, effizienter und sicherer gestalten.
Mechatronics Concept Designer
• Ideal auf den Prozess
ab gestimmte Auslegung der
modularen MCS-Motorstrecke
(Motorvarianten)
• Validierung des Transport-
systems, Prüfung und Nach-
weis der Funktionalität
• Simulation der Carrier-Bewe-
gungen synchron zum Prozess
• Simulation komplexer oder
hochdynamischer Carrier-
Bewegungen
Simulation einer einzelnen MCS-Strecke
39Multi-Carrier-System MCS®
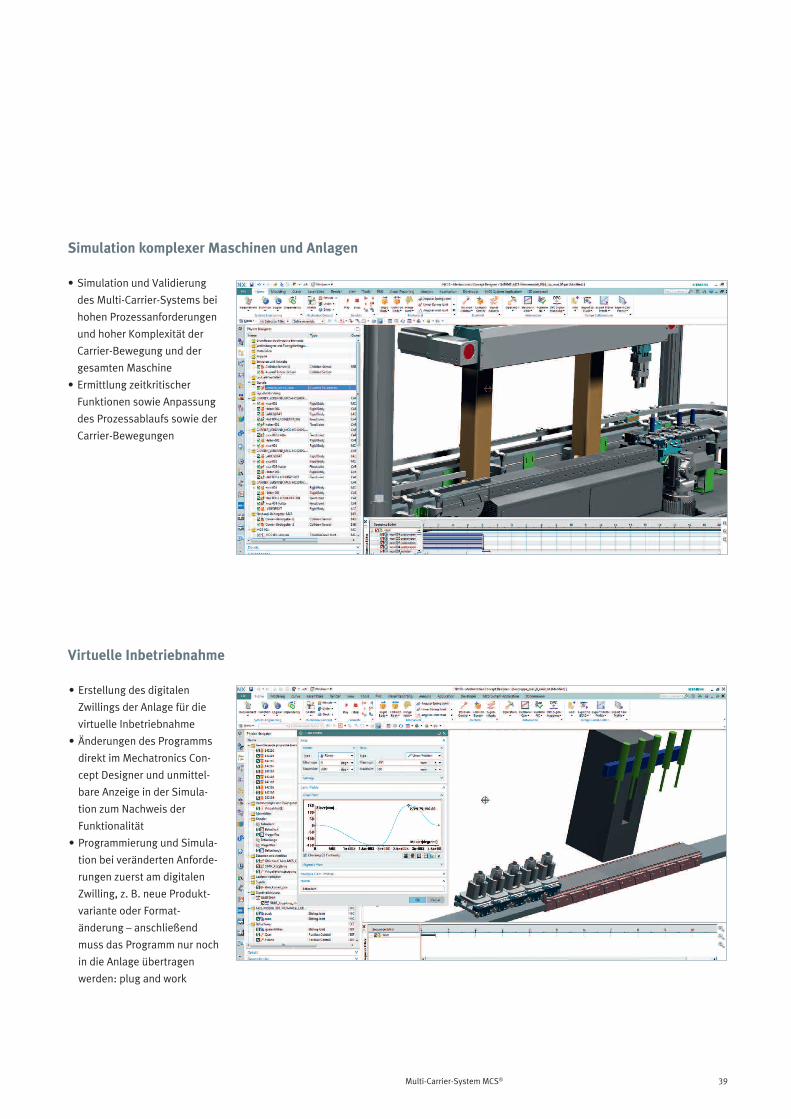
• Simulation und Validierung
des Multi-Carrier-Systems bei
hohen Prozessanforderungen
und hoher Komplexität der
Carrier-Bewegung und der
gesamten Maschine
• Ermittlung zeitkritischer
Funktionen sowie Anpassung
des Prozessablaufs sowie der
Carrier-Bewegungen
Simulation komplexer Maschinen und Anlagen
• Erstellung des digitalen
Zwillings der Anlage für die
virtuelle Inbetriebnahme
• Änderungen des Programms
direkt im Mechatronics Con-
cept Designer und un mittel-
bare Anzeige in der Simula-
tion zum Nachweis der
Funktionalität
• Programmierung und Simula-
tion bei veränderten Anforde-
rungen zuerst am digitalen
Zwilling, z. B. neue Produkt-
variante oder Format-
änderung – anschließend
muss das Programm nur noch
in die Anlage übertragen
werden: plug and work
Virtuelle Inbetriebnahme
40 Festo AG & Co. KG
Einfaches Engineering und effiziente Implementierung
Tools, die Sie schneller machen
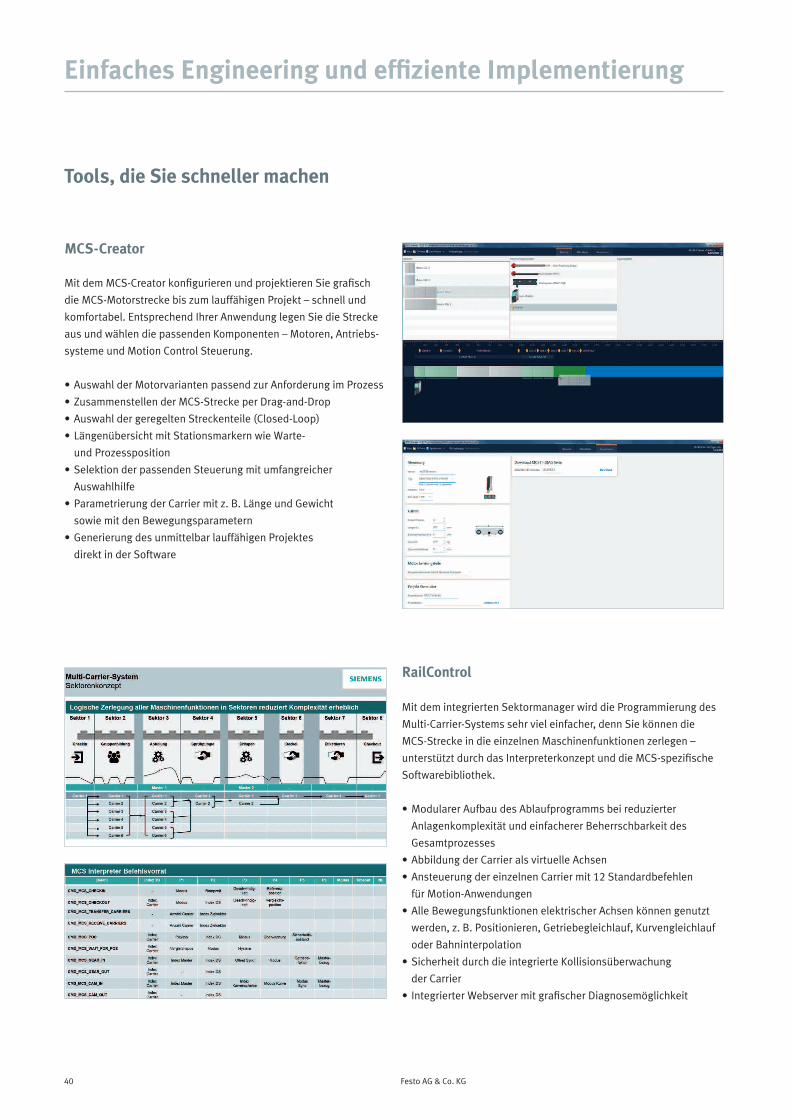
Mit dem MCS-Creator konfigurieren und projektieren Sie grafisch
die MCS-Motorstrecke bis zum lauffähigen Projekt – schnell und
komfortabel. Entsprechend Ihrer Anwendung legen Sie die Strecke
aus und wählen die passenden Komponenten – Motoren, Antriebs-
systeme und Motion Control Steuerung.
• Auswahl der Motorvarianten passend zur Anforderung im Prozess
• Zusammenstellen der MCS-Strecke per Drag-and-Drop
• Auswahl der geregelten Streckenteile (Closed-Loop)
• Längenübersicht mit Stationsmarkern wie Warte-
und Prozessposition
• Selektion der passenden Steuerung mit umfangreicher
Auswahlhilfe
• Parametrierung der Carrier mit z. B. Länge und Gewicht
sowie mit den Bewegungsparametern
• Generierung des unmittelbar lauffähigen Projektes
direkt in der Software
MCS-Creator
Mit dem integrierten Sektormanager wird die Programmierung des
Multi-Carrier-Systems sehr viel einfacher, denn Sie können die
MCS-Strecke in die einzelnen Maschinenfunktionen zerlegen –
unterstützt durch das Interpreterkonzept und die MCS-spezifische
Softwarebibliothek.
• Modularer Aufbau des Ablaufprogramms bei reduzierter
Anlagenkomplexität und einfacherer Beherrschbarkeit des
Gesamtprozesses
• Abbildung der Carrier als virtuelle Achsen
• Ansteuerung der einzelnen Carrier mit 12 Standardbefehlen
für Motion-Anwendungen
• Alle Bewegungsfunktionen elektrischer Achsen können genutzt
werden, z. B. Positionieren, Getriebegleichlauf, Kurvengleichlauf
oder Bahninterpolation
• Sicherheit durch die integrierte Kollisionsüberwachung
der Carrier
• Integrierter Webserver mit grafischer Diagnosemöglichkeit
RailControl
41Multi-Carrier-System MCS®
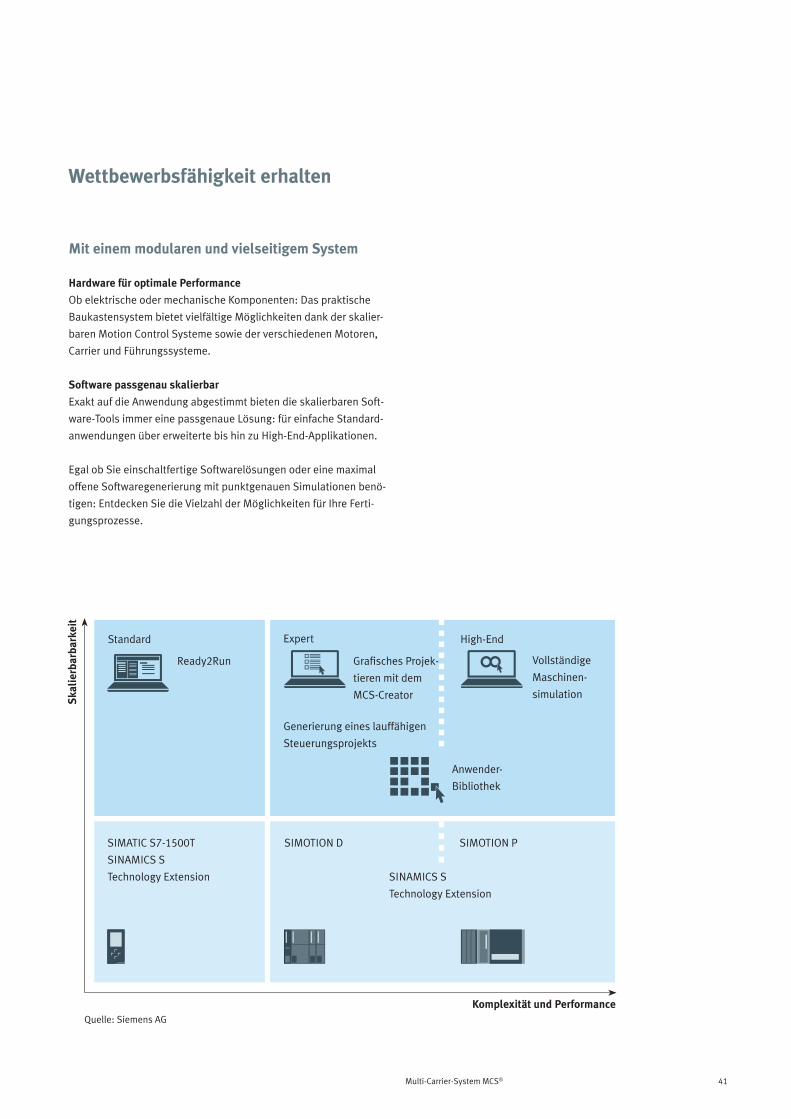
Wettbewerbsfähigkeit erhalten
Hardware für optimale PerformanceOb elektrische oder mechanische Komponenten: Das praktische
Baukastensystem bietet vielfältige Möglichkeiten dank der skalier-
baren Motion Control Systeme sowie der verschiedenen Motoren,
Carrier und Führungssysteme.
Software passgenau skalierbarExakt auf die Anwendung abgestimmt bieten die skalierbaren Soft-
ware-Tools immer eine passgenaue Lösung: für einfache Standard-
anwendungen über erweiterte bis hin zu High-End-Applikationen.
Egal ob Sie einschaltfertige Softwarelösungen oder eine maximal
offene Softwaregenerierung mit punktgenauen Simulationen benö-
tigen: Entdecken Sie die Vielzahl der Möglichkeiten für Ihre Ferti-
gungsprozesse.
Mit einem modularen und vielseitigem System
Ready2Run
Skal
ierb
arba
rkei
t
ExpertStandard
Generierung eines lauffähigen
Steuerungsprojekts
Anwender-
Bibliothek
High-End
Vollständige
Maschinen-
simulation
SIMATIC S7-1500T
SINAMICS S
Technology Extension
SIMOTION D
SINAMICS S
Technology Extension
SIMOTION P
Quelle: Siemens AG
Komplexität und Performance
Grafisches Projek-
tieren mit dem
MCS-Creator

42 Festo AG & Co. KG
Wir bieten Ihnen Testsysteme für Ihren schnellen und einfachen Einstieg. Drei Standard-
varianten sind verfügbar, mit denen Sie das MCS ganz individuell kennenlernen können:
• mit Transfersystem der Firma elcom
• mit Kunststoffkettenförderer der Firma FlexLink
• mit geschlossenem Umlauf der Carrier
Alle Testsysteme bieten Ihnen den vollen Funktionsumfang, sind komplett montiert und
sofort einsatzbereit. Neben der Systemlösung mit MCS-Strecke, Carrier, sowie Antriebs-
system SINAMICS S120 und Motion Control System SIMOTION bieten wir Ihnen eine
persönliche Einweisung und Unterstützung.
Testen Sie selbstTesten Sie ganz einfach selbst, wie Sie Ihre Anlage mit dem Multi-Carrier-System optimieren
können. Mit unseren Systemen können Sie alle wichtigen Parameter wie Dynamik, Taktzeit,
Bewegungssynchronität, Prozessablauf oder Positioniergenauigkeit unter realen Bedingun-
gen prüfen – inklusive Ihrer Produkte.
Testen Sie das MCS – mit Ihren Anwendungen!
Systeme für die Optimierung
Das Multi-Carrier-System in Kombination mit einem
Transfersystem Firma elcom, einem der gängigsten
Transfersysteme in der Montagetechnik.
• Eine MCS-Strecke mit zwei Transferstrecken kombiniert:
– Streckenlänge: 1224 mm
– Konfiguration: 4 x Motor 306 mm mit einem Motor-
segment
• Zwei MCS-Strecken mit je zwei Motoren
in eine durchgehende Transferstrecke integriert:
– Streckenlänge: je 408 mm
– Konfiguration: je 1 x Motor 102 mm und 1 x Motor
306 mm mit einem Motorsegment
• Messsystem für Closed-Loop-Betrieb
• 10 Carrier/WT
• Schaltschrank im Gestell integriert
• Energieversorgung elektrisch: 400 V/32 A
• Abmessungen:
2,6 x 1 x 1,15 m (L x B x H)
• Voll funktionsfähiges Testsystem
• Drei Varianten für unterschiedliche
Transportlösungen
• Komplett montiert und sofort einsatz-
bereit – plug and work
Highlights
43Multi-Carrier-System MCS®
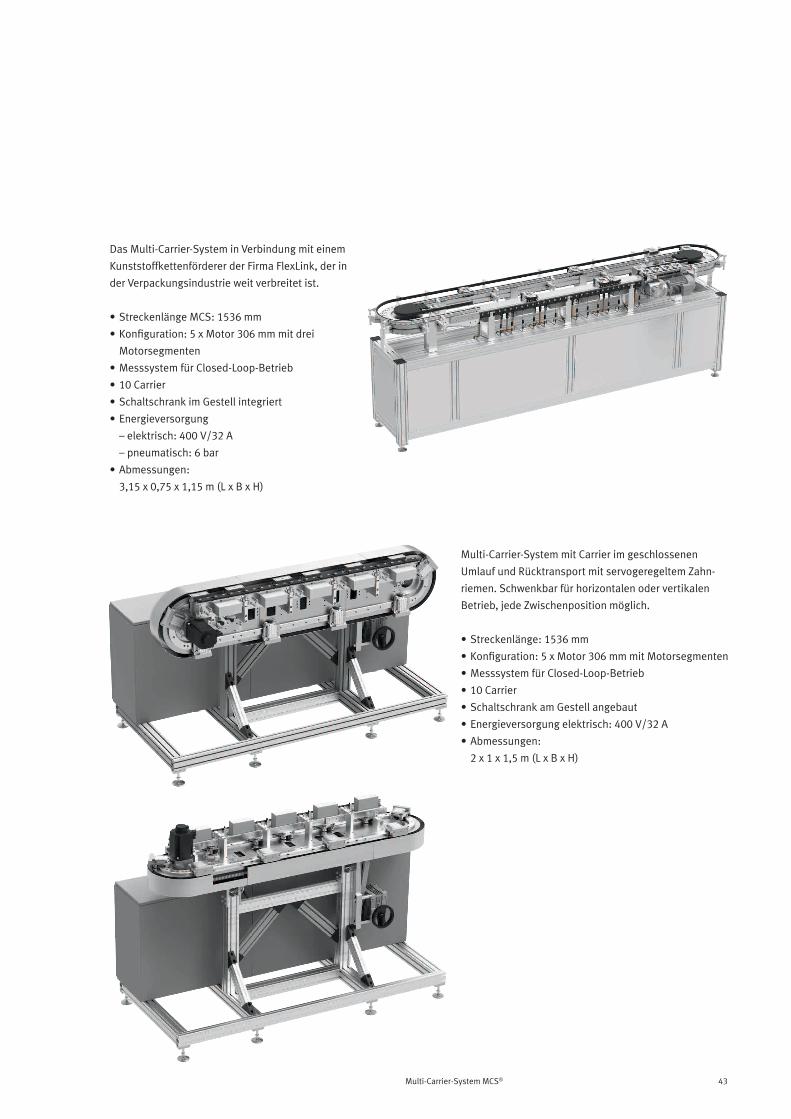
Das Multi-Carrier-System in Verbindung mit einem
Kunststoffkettenförderer der Firma FlexLink, der in
der Verpackungsindustrie weit verbreitet ist.
• Streckenlänge MCS: 1536 mm
• Konfiguration: 5 x Motor 306 mm mit drei
Motorsegmenten
• Messsystem für Closed-Loop-Betrieb
• 10 Carrier
• Schaltschrank im Gestell integriert
• Energieversorgung
– elektrisch: 400 V/32 A
– pneumatisch: 6 bar
• Abmessungen:
3,15 x 0,75 x 1,15 m (L x B x H)
Multi-Carrier-System mit Carrier im geschlossenen
Umlauf und Rücktransport mit servogeregeltem Zahn-
riemen. Schwenkbar für horizontalen oder vertikalen
Betrieb, jede Zwischenposition möglich.
• Streckenlänge: 1536 mm
• Konfiguration: 5 x Motor 306 mm mit Motorsegmenten
• Messsystem für Closed-Loop-Betrieb
• 10 Carrier
• Schaltschrank am Gestell angebaut
• Energieversorgung elektrisch: 400 V/32 A
• Abmessungen:
2 x 1 x 1,5 m (L x B x H)

1358
43 d
e 20
17/1
2 –
Ände
rung
en u
nd Ir
rtüm
er v
orbe
halte
n.
Produktivität
Höchste Produktivität ist eine Frage des AnspruchsTeilen Sie diese Haltung mit uns? Wir unterstützen Sie gerne auf
Ihrem Weg zum Erfolg – mit vier herausragenden Eigenschaften:
• Sicherheit • Effizienz • Einfachheit • Kompetenz
Wir sind die Ingenieure der Produktivität.
Entdecken Sie neue Perspektiven für Ihr Unternehmen:
www.festo.com/whyfesto





























