Embed Size (px)
Citation preview
1Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Mechanisierte Durchstrahlungsprüfung „TomoCAR“-
Deutsche Pilotstudie zur ENIQ-Qualifizierungsmethodik
B. Redmer, U. Ewert – BAM Berlin
B. Neundorf – Vattenfall Europe Nuclear Energy, Hamburg
2Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
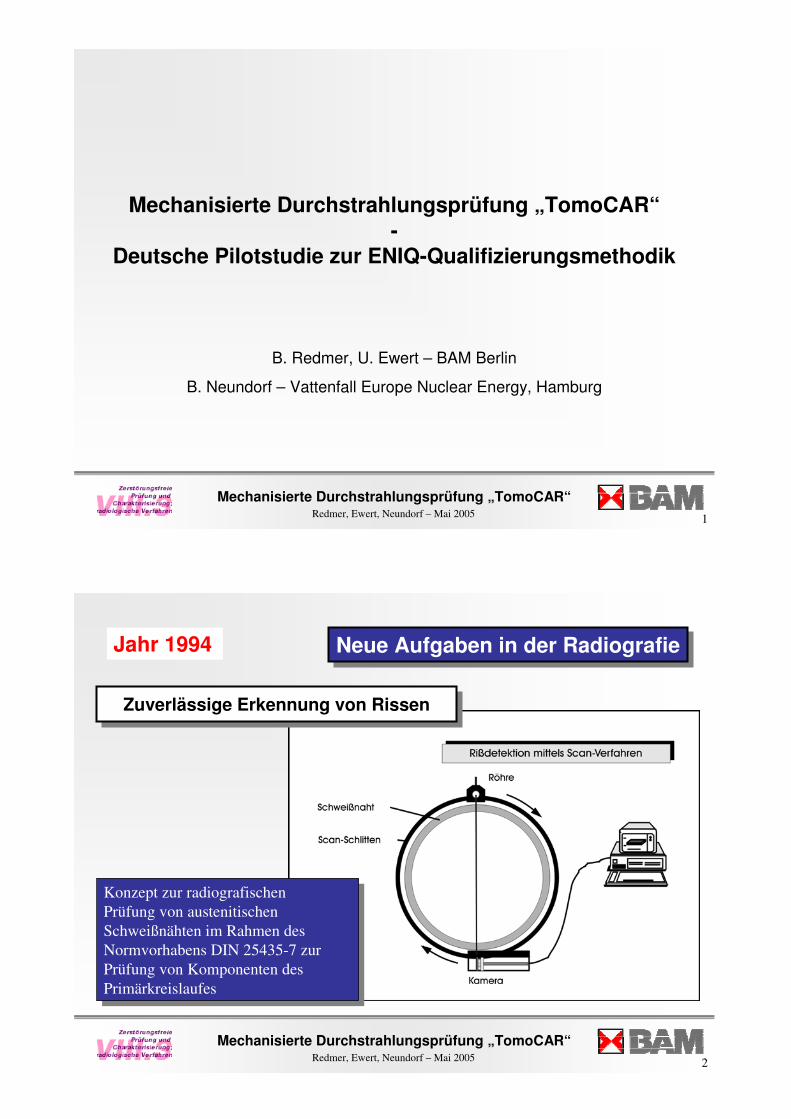
Neue Aufgaben in der RadiografieNeue Aufgaben in der Radiografie
Konzept zur radiografischenPrüfung von austenitischenSchweißnähten im Rahmen des Normvorhabens DIN 25435-7 zur Prüfung von Komponenten des Primärkreislaufes
Konzept zur radiografischenPrüfung von austenitischenSchweißnähten im Rahmen des Normvorhabens DIN 25435-7 zur Prüfung von Komponenten des Primärkreislaufes
Jahr 1994
Zuverlässige Erkennung von RissenZuverlässige Erkennung von Rissen
3Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
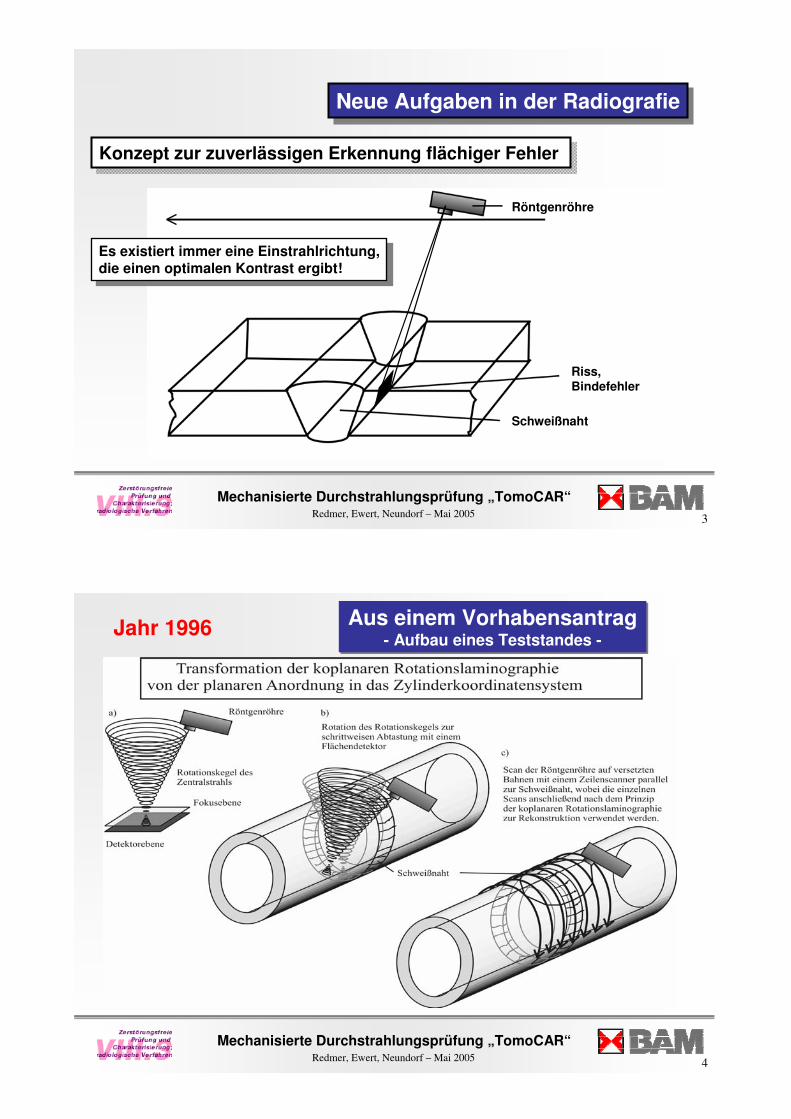
Es existiert immer eine Einstrahlrichtung,die einen optimalen Kontrast ergibt!
Es existiert immer eine Einstrahlrichtung,die einen optimalen Kontrast ergibt!
Konzept zur zuverlässigen Erkennung flächiger FehlerKonzept zur zuverlässigen Erkennung flächiger Fehler
Riss,Bindefehler
Schweißnaht
Röntgenröhre
Neue Aufgaben in der RadiografieNeue Aufgaben in der Radiografie
4Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Jahr 1996 Aus einem Vorhabensantrag- Aufbau eines Teststandes -
Aus einem Vorhabensantrag- Aufbau eines Teststandes -

5Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Scannereinrichtung Vor-Ort-Bewertung
Jahr 1998 Vor Ort-Test im KKW GundremmingenVor Ort-Test im KKW Gundremmingen
6Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Einführung der Planartomografie- Erweiterung mit Linearachse –- Teilnahme am VGB 4.2 Ringversuch, MPA Stuttgart
Einführung der Planartomografie- Erweiterung mit Linearachse –- Teilnahme am VGB 4.2 Ringversuch, MPA Stuttgart
Jahr 1998/1999
7Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
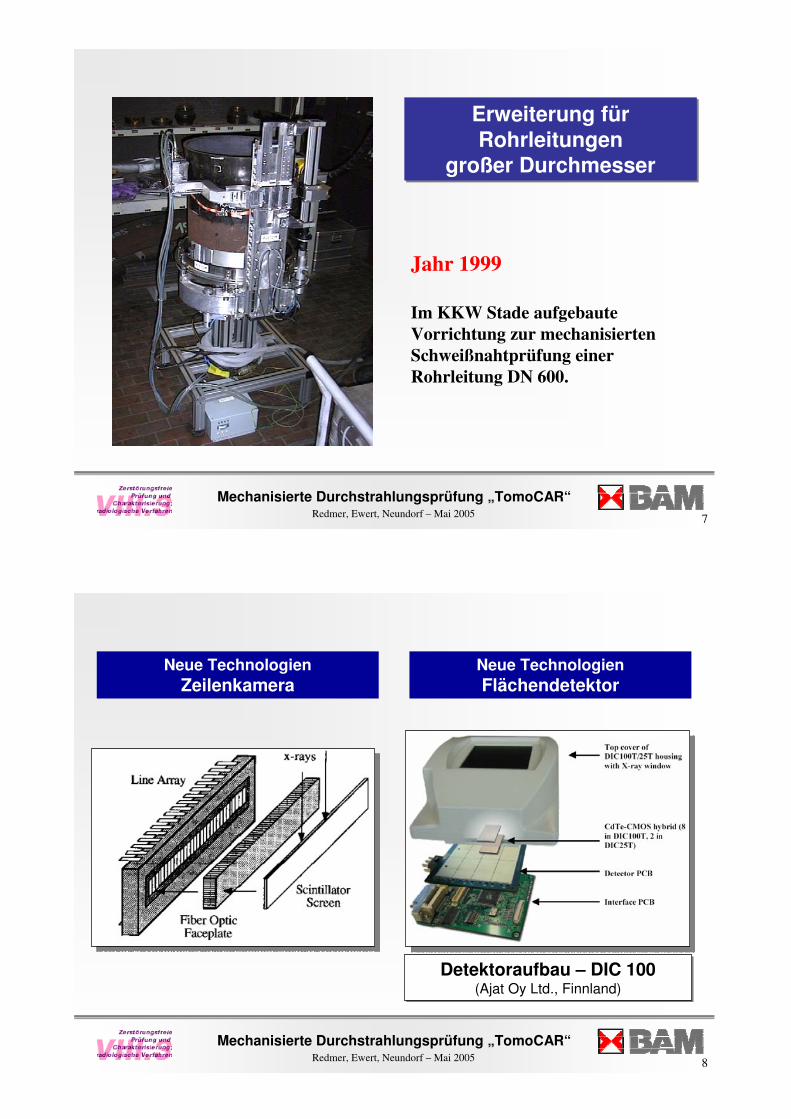
Jahr 1999
Im KKW Stade aufgebaute Vorrichtung zur mechanisiertenSchweißnahtprüfung einer Rohrleitung DN 600.
Erweiterung für Rohrleitungen
großer Durchmesser
Erweiterung für Rohrleitungen
großer Durchmesser
8Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
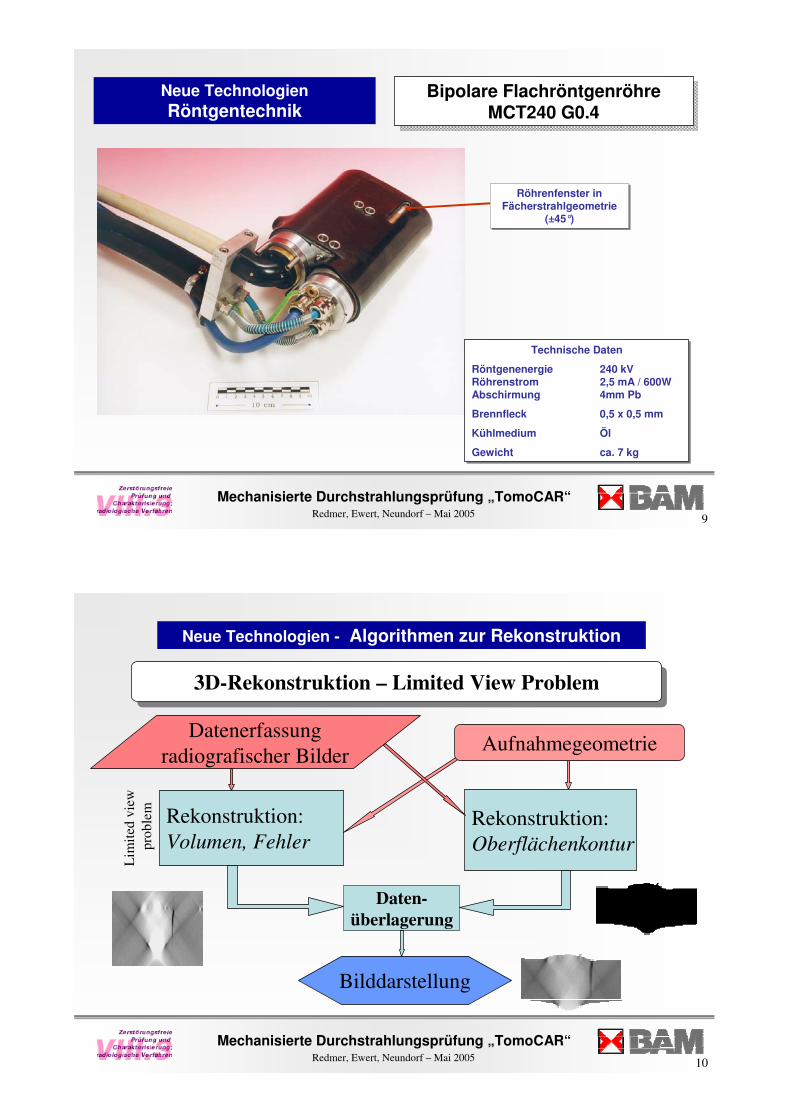
Neue TechnologienZeilenkamera
Neue TechnologienFlächendetektor
Detektoraufbau – DIC 100(Ajat Oy Ltd., Finnland)
Detektoraufbau – DIC 100(Ajat Oy Ltd., Finnland)
9Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Bipolare Flachröntgenröhre MCT240 G0.4
Bipolare Flachröntgenröhre MCT240 G0.4
Technische Daten
Röntgenenergie 240 kVRöhrenstrom 2,5 mA / 600WAbschirmung 4mm Pb
Brennfleck 0,5 x 0,5 mm
Kühlmedium Öl
Gewicht ca. 7 kg
Technische Daten
Röntgenenergie 240 kVRöhrenstrom 2,5 mA / 600WAbschirmung 4mm Pb
Brennfleck 0,5 x 0,5 mm
Kühlmedium Öl
Gewicht ca. 7 kg
Röhrenfenster in Fächerstrahlgeometrie
(±45°)
Röhrenfenster in Fächerstrahlgeometrie
(±45°)
Neue TechnologienRöntgentechnik
10Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
3D-Rekonstruktion – Limited View Problem3D-Rekonstruktion – Limited View Problem
Datenerfassungradiografischer Bilder
Rekonstruktion:Volumen, Fehler
Bilddarstellung
Rekonstruktion:Oberflächenkontur
Aufnahmegeometrie
Daten-überlagerung
Lim
ited
vie
w
prob
lem
Neue Technologien - Algorithmen zur Rekonstruktion
11Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
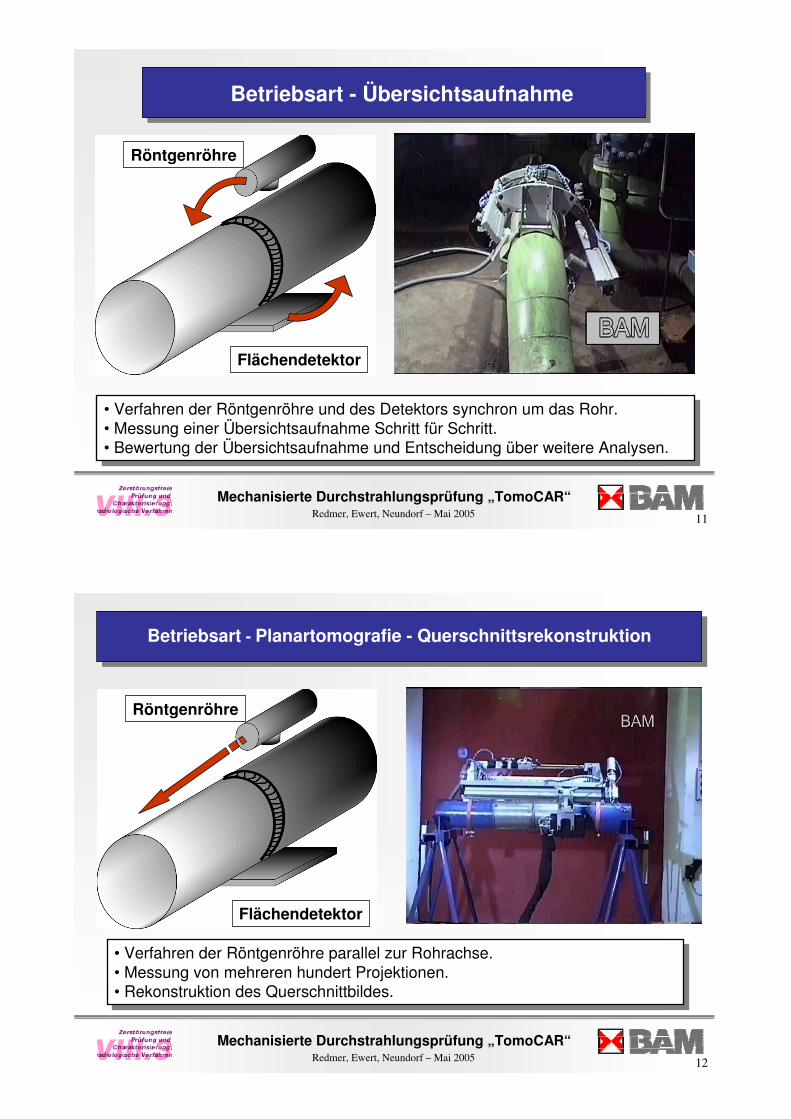
Röntgenröhre
Flächendetektor
• Verfahren der Röntgenröhre und des Detektors synchron um das Rohr.• Messung einer Übersichtsaufnahme Schritt für Schritt.• Bewertung der Übersichtsaufnahme und Entscheidung über weitere Analysen.
• Verfahren der Röntgenröhre und des Detektors synchron um das Rohr.• Messung einer Übersichtsaufnahme Schritt für Schritt.• Bewertung der Übersichtsaufnahme und Entscheidung über weitere Analysen.
Betriebsart - Übersichtsaufnahme
12Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
• Verfahren der Röntgenröhre parallel zur Rohrachse.• Messung von mehreren hundert Projektionen.• Rekonstruktion des Querschnittbildes.
• Verfahren der Röntgenröhre parallel zur Rohrachse.• Messung von mehreren hundert Projektionen.• Rekonstruktion des Querschnittbildes.
Röntgenröhre
Flächendetektor
Betriebsart - Planartomografie - Querschnittsrekonstruktion
13Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
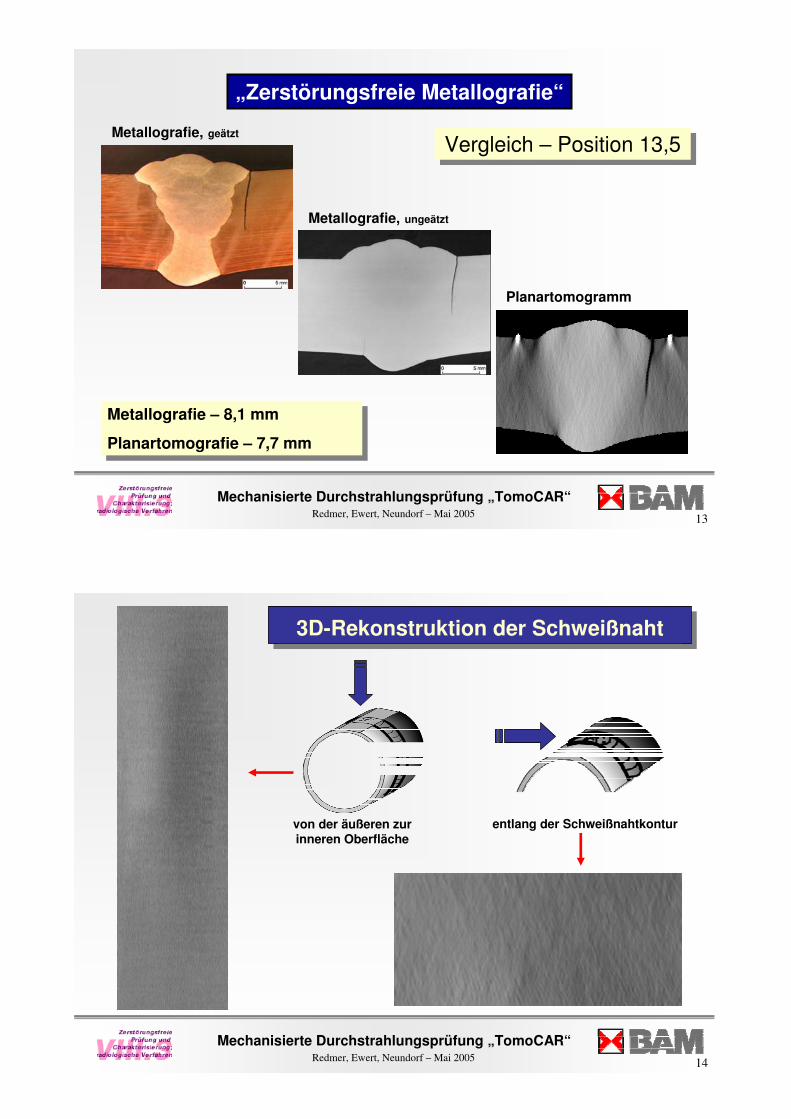
Vergleich – Position 13,5Vergleich – Position 13,5
Metallografie – 8,1 mm
Planartomografie – 7,7 mm
Metallografie – 8,1 mm
Planartomografie – 7,7 mm
Metallografie, geätzt
Metallografie, ungeätzt
Planartomogramm
„Zerstörungsfreie Metallografie“
14Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
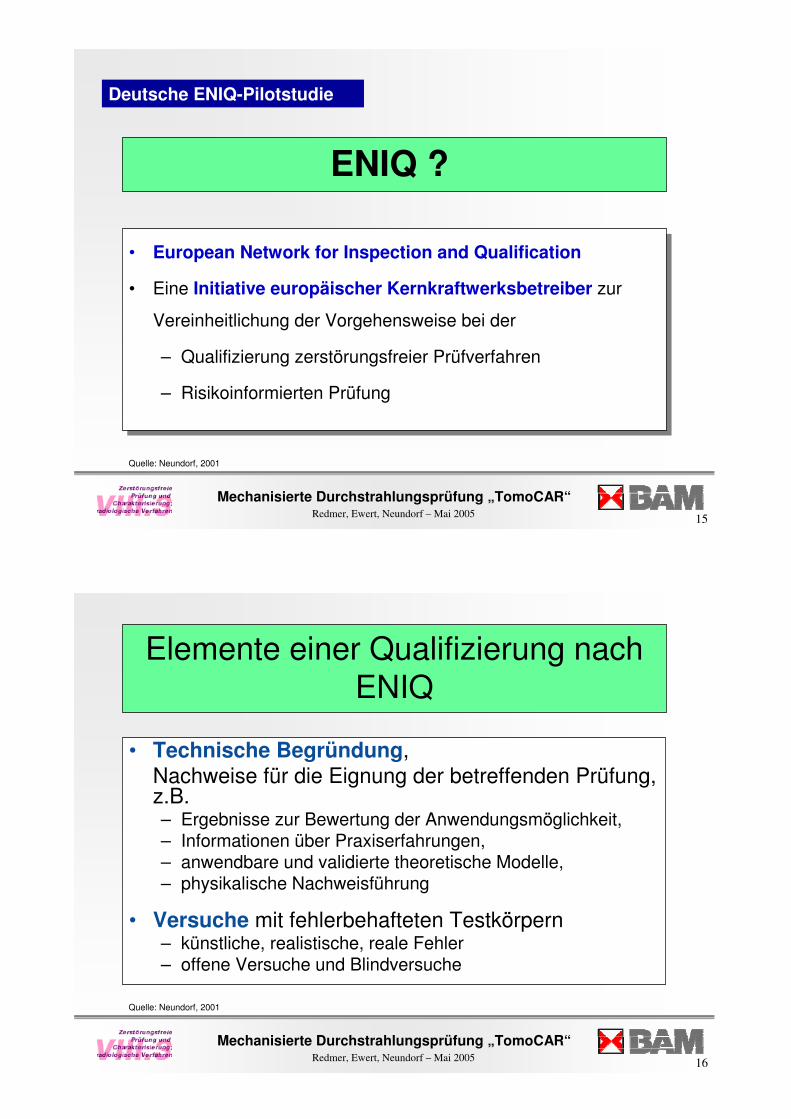
entlang der Schweißnahtkonturvon der äußeren zur inneren Oberfläche
3D-Rekonstruktion der Schweißnaht
15Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
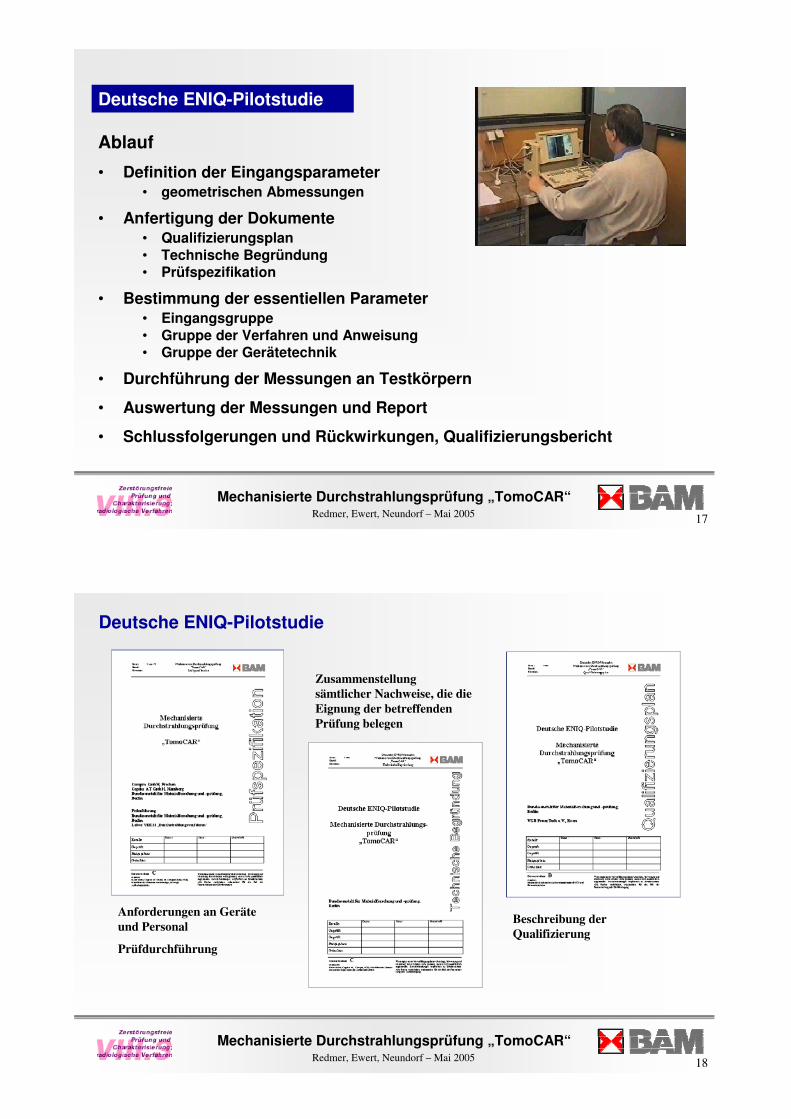
ENIQ ?
• European Network for Inspection and Qualification
• Eine Initiative europäischer Kernkraftwerksbetreiber zur
Vereinheitlichung der Vorgehensweise bei der
– Qualifizierung zerstörungsfreier Prüfverfahren
– Risikoinformierten Prüfung
• European Network for Inspection and Qualification
• Eine Initiative europäischer Kernkraftwerksbetreiber zur
Vereinheitlichung der Vorgehensweise bei der
– Qualifizierung zerstörungsfreier Prüfverfahren
– Risikoinformierten Prüfung
Quelle: Neundorf, 2001
Deutsche ENIQ-Pilotstudie
16Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Elemente einer Qualifizierung nach ENIQ
• Technische Begründung, Nachweise für die Eignung der betreffenden Prüfung, z.B.– Ergebnisse zur Bewertung der Anwendungsmöglichkeit, – Informationen über Praxiserfahrungen,– anwendbare und validierte theoretische Modelle,– physikalische Nachweisführung
• Versuche mit fehlerbehafteten Testkörpern– künstliche, realistische, reale Fehler– offene Versuche und Blindversuche
Quelle: Neundorf, 2001
17Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Ablauf
• Definition der Eingangsparameter• geometrischen Abmessungen
• Anfertigung der Dokumente• Qualifizierungsplan• Technische Begründung• Prüfspezifikation
• Bestimmung der essentiellen Parameter• Eingangsgruppe• Gruppe der Verfahren und Anweisung• Gruppe der Gerätetechnik
• Durchführung der Messungen an Testkörpern
• Auswertung der Messungen und Report
• Schlussfolgerungen und Rückwirkungen, Qualifizierungsbericht
Deutsche ENIQ-Pilotstudie
18Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Anforderungen an Geräte und Personal
Prüfdurchführung
Zusammenstellung sämtlicher Nachweise, die die Eignung der betreffenden Prüfung belegen
Beschreibung der Qualifizierung
Deutsche ENIQ-Pilotstudie
19Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
20,0
22,0
0,0 2,0 4,0 6,0 8,0 10,0 12,0 14,0 16,0 18,0 20,0
Metallografie (mm)
Pla
nart
omog
rafie
(mm
)
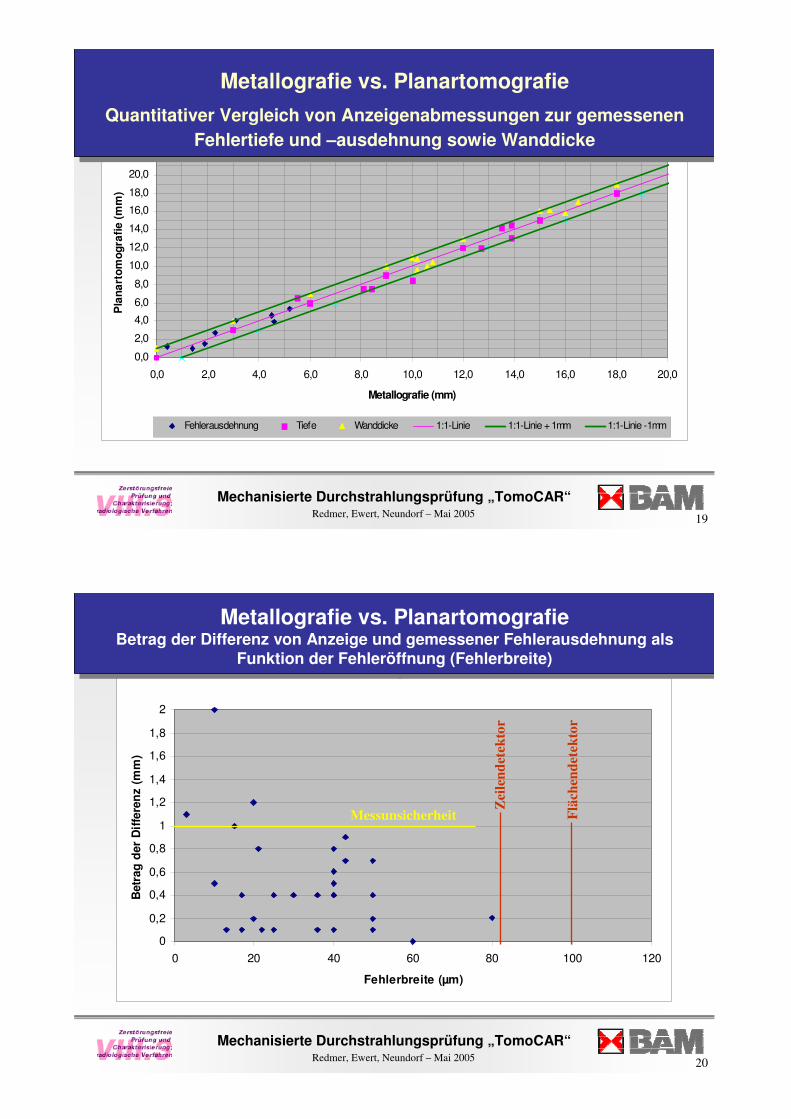
Fehlerausdehnung Tiefe Wanddicke 1:1-Linie 1:1-Linie + 1mm 1:1-Linie -1mm
Metallografie vs. Planartomografie
Quantitativer Vergleich von Anzeigenabmessungen zur gemessenen Fehlertiefe und –ausdehnung sowie Wanddicke
20Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Differenz der Tiefenausdehnung "Planartomografie - Metallografie"
0
0,2
0,4
0,6
0,8
1
1,2
1,4
1,6
1,8
2
0 20 40 60 80 100 120
Fehlerbreite (μm)
Bet
rag
der
Dif
fere
nz
(mm
)
Flä
chen
dete
ktor
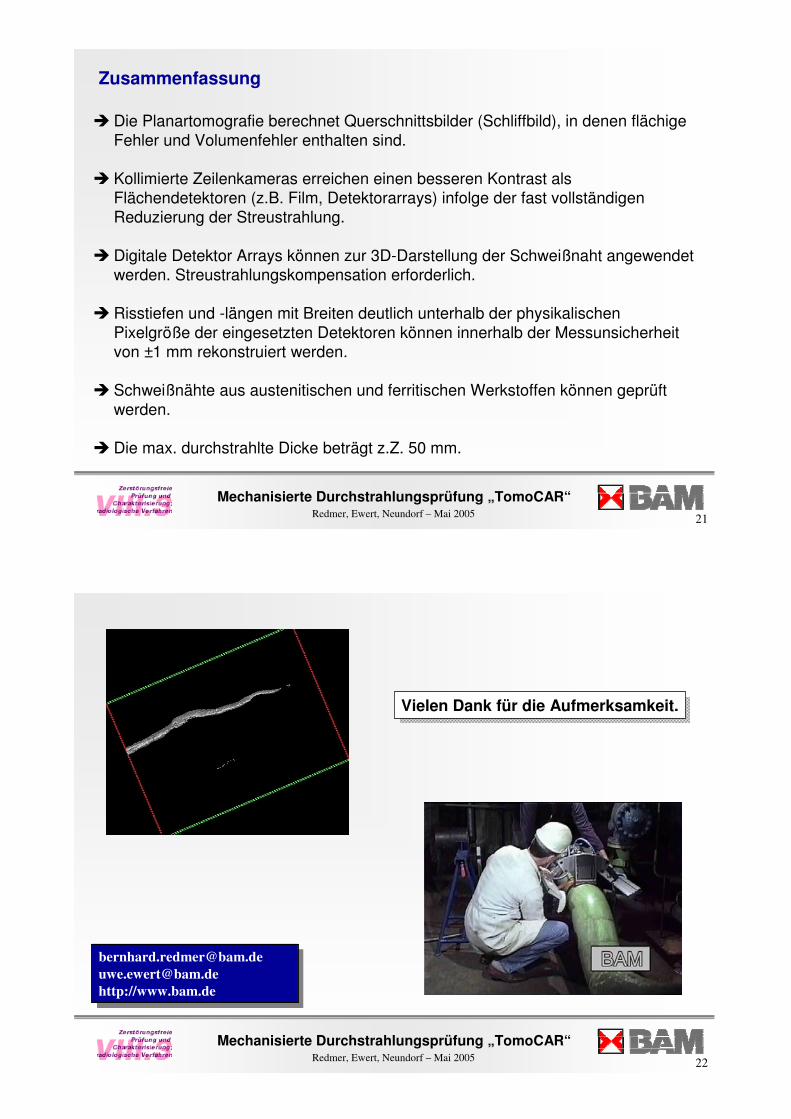
Messunsicherheit
Metallografie vs. PlanartomografieBetrag der Differenz von Anzeige und gemessener Fehlerausdehnung als
Funktion der Fehleröffnung (Fehlerbreite)
Zei
lend
etek
tor
21Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
Zusammenfassung
� Die Planartomografie berechnet Querschnittsbilder (Schliffbild), in denen flächige Fehler und Volumenfehler enthalten sind.
� Kollimierte Zeilenkameras erreichen einen besseren Kontrast als Flächendetektoren (z.B. Film, Detektorarrays) infolge der fast vollständigen Reduzierung der Streustrahlung.
� Digitale Detektor Arrays können zur 3D-Darstellung der Schweißnaht angewendet werden. Streustrahlungskompensation erforderlich.
� Risstiefen und -längen mit Breiten deutlich unterhalb der physikalischen Pixelgröße der eingesetzten Detektoren können innerhalb der Messunsicherheit von ±1 mm rekonstruiert werden.
� Schweißnähte aus austenitischen und ferritischen Werkstoffen können geprüft werden.
� Die max. durchstrahlte Dicke beträgt z.Z. 50 mm.
22Redmer, Ewert, Neundorf – Mai 2005
Mechanisierte Durchstrahlungsprüfung „TomoCAR“
[email protected]@bam.dehttp://www.bam.de
[email protected]@bam.dehttp://www.bam.de
Vielen Dank für die Aufmerksamkeit.Vielen Dank für die Aufmerksamkeit.















