Embed Size (px)
Citation preview

Messer Cutting Systems Anforderungen zur Qualifizierung der Prozesse „Thermisches
Schneiden“ und „Flammrichten“ aus der Sicht der
DIN EN 1090-2
München, 11. Juli 2018 | Axel Vogelsang Ausbildungsleiter DVS-Bildungseinrichtung
Page 2 |
Anforderungen zur Qualifizierung der Prozesse
„Thermisches Schneiden“ und „Flammrichten“ aus
der Sicht der DIN EN 1090-2
Inhalte
Thermisches Schneiden
• Anforderungen für das „Thermische Schneiden“ nach dem aktuellem Stand
der DIN EN 1090-2:2011-10 Pkt. 6.4
• Praktische Umsetzung / CPQR (Cutting procedure qualification record) durch
Anwendung des Leitfadens Annex D des aktuellen Entwurf prEN 1090-2:2017
Flammrichten
• Anforderungen für das „Flammrichten“ nach dem aktuellem Stand der DIN EN
1090-2:2011-10 Pkt. 6.5.3
• Ausblick auf die Anforderungen für das „Flammrichten“ des aktuellen Entwurf
prEN 1090-2:2017

Page 3 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2
(6.4) Allgemeines (Schneiden)
• Das Schneiden muss so erfolgen, dass die in dieser (DIN) EN festgelegten
Anforderungen für die geometrischen Toleranzen, die maximale Härte und die
Scharfkantigkeit der Schnittflächenkanten, sowie die Rauhigkeit erfüllt sind.
• Die Eignung der thermischen Schneidprozesse muss regelmäßig überprüft
und nachgewiesen werden.
(6.4.3.) Thermisches Schneiden
Vier Prüfkörper müssen aus den mit dem Prozess zu schneidenden
Konstruktionsmaterialien hergestellt werden.

Page 4 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2
• 1. ein gerader Schnitt des dicksten Konstruktionsmaterial
• 2. ein gerader Schnitt des dünnsten Konstruktionsmaterials
• 3. eine scharfkantige Ecke aus einer repräsentativen Dicke
• 4. ein kurvenförmiger Bogen aus einer repräsentativen Dicke
Zu erstellende Prüfkörper für den Prozess „Thermisches Schneiden“

Page 5 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2
Qualitätsanforderungen
• Die Qualitätsanforderungen müssen in Übereinstimmung mit DIN EN ISO 9013 sein
• Die Qualität der Schnitte sind den Ausführungsklassen der DIN EN 1090,
EXC 2 – 4, zugeordnet.

Page 6 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2
Härte der Schnittflächen Pkt. 6.4.4
Die maximale Härte der Schnittflächen wird nach Tabelle 10 der DIN EN 1090 –2
angegeben mit:
380 HV 10
Härtewert Prüfverfahren (V = Vickers) Prüfkraft in kp (x 9,81 =► N)

Page 7 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2
Härte der Schnittflächen Pkt. 6.4.4
Anforderungen an die Ausführung:
Prüfverfahren muss beachtet
werden!!

Page 8 |
Definition der Schnittflächenhärten am Werkstoff S355J2+N
• Materialstärke: 25mm, keine Vorwärmung, CEV 0,40
• ALFA MS 4450-A, Düse Vadura 10-25mm
• Datenbankparameter
Schnittflächen Härten S355J2+N,
mit Datenbankparametern,
kaltgeschnitten
200250300350400450500550
Mes
spun
kt 1
Mes
spun
kt 2
Mes
spun
kt 3
Mes
spun
kt 4
Mes
spun
kt 5
Hä
rte
HV
10
Blech-
Oberseite
Blech-
Mitte
Blech-
Unterseite
Grenze
380 HV10
Max. Härte:
515 HV10 !!!
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2

Page 9 |
Beispiel für die Härte der Schnittflächen Plasma
• Werkstoff: S460NL (CEV 0,49), t=25 mm
• Materialstärke: 25 mm
• Parameter: 200A, 1150 mm/min
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2
Härte-Brennschnittkante S460NL 25 mm kalt geschnitten
Plasma
200
300
400
500
600
Mes
spunk
t 1
Mes
spunk
t 2
Mes
spunk
t 3
Mes
spunk
t 4
Mes
spunk
t 5
Härt
e H
V10 Blech-Oberseite
Blech-Mitte
Blech-Unterseite
Grenze <380 HV

Page 10 |
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D
Page 11 |
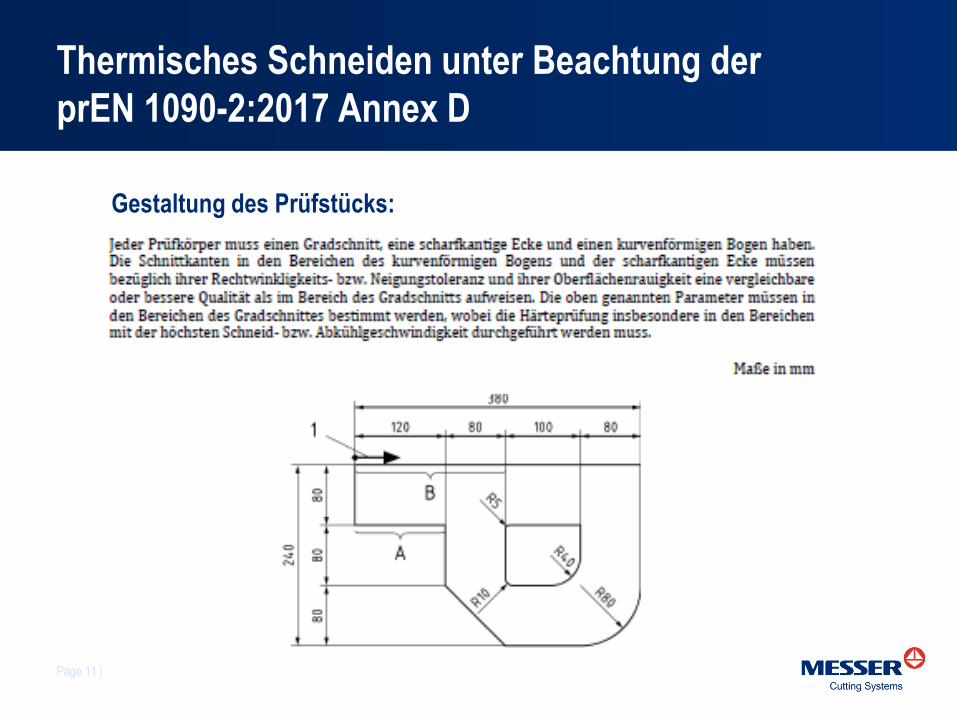
Gestaltung des Prüfstücks:
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D
Page 12 |
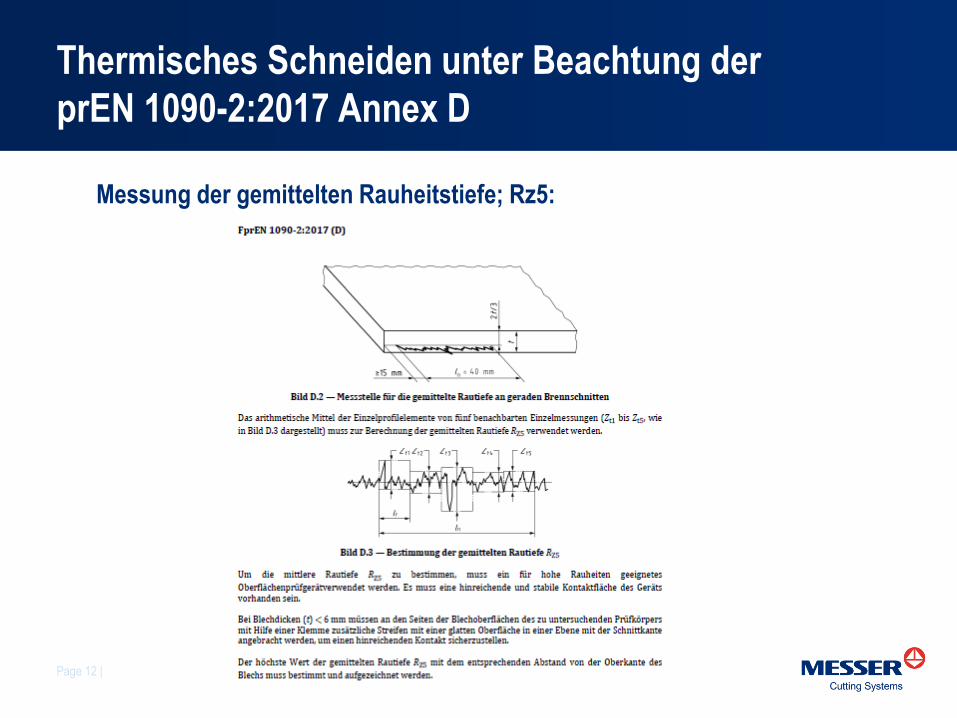
Messung der gemittelten Rauheitstiefe; Rz5:
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D

Page 13 |
Messung der Härte (Vickers HV10) der Brennschnittkante:
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D

Page 14 |
Qualifizierungsbereiche:
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D

Page 15 |
Qualifizierungsbereiche:
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D
Page 16 |
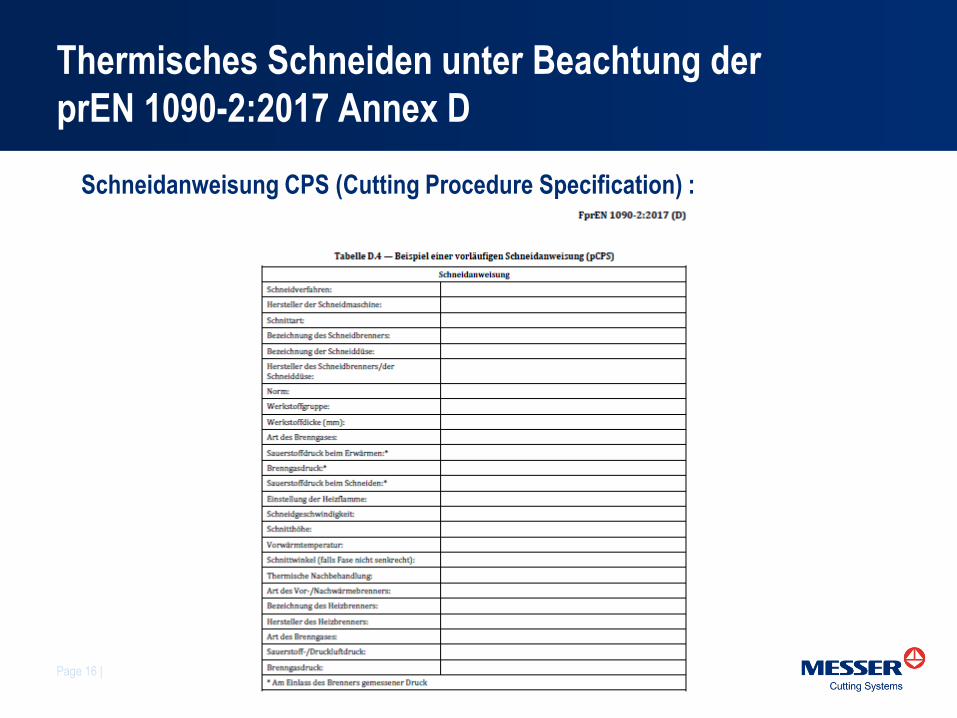
Schneidanweisung CPS (Cutting Procedure Specification) :
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D

Page 17 |
Bericht über die Qualifizierung eines Schneidverfahrens CPQR :
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D
Page 18 |
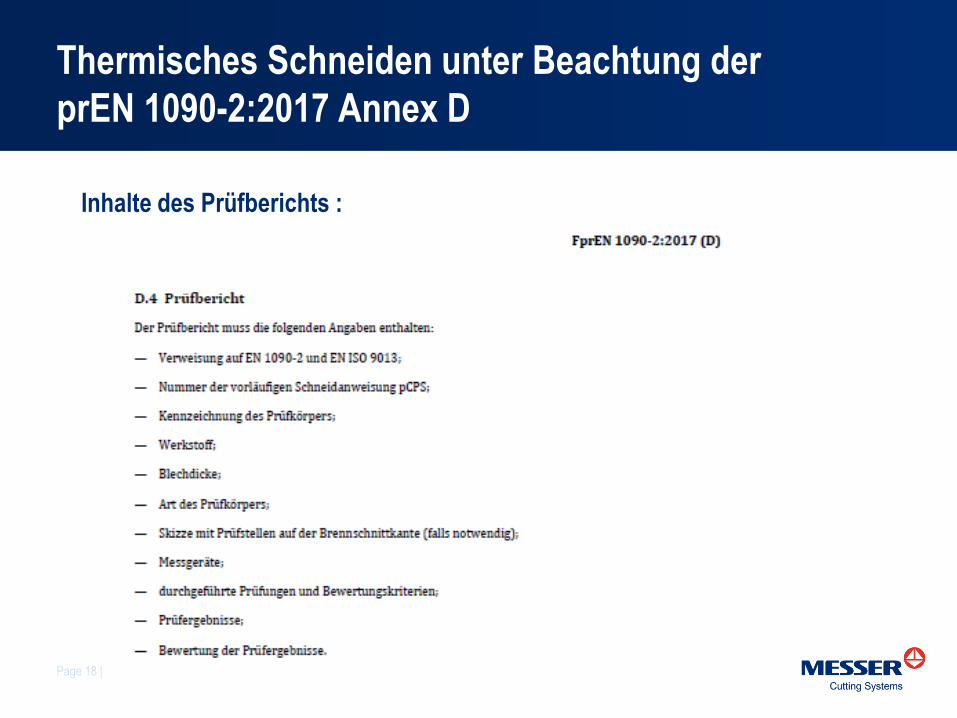
Inhalte des Prüfberichts :
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 Annex D

Page 19 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090 Teil 2 Beispiel CPQR

Page 20 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2 Beispiel CPQR
Page 21 |
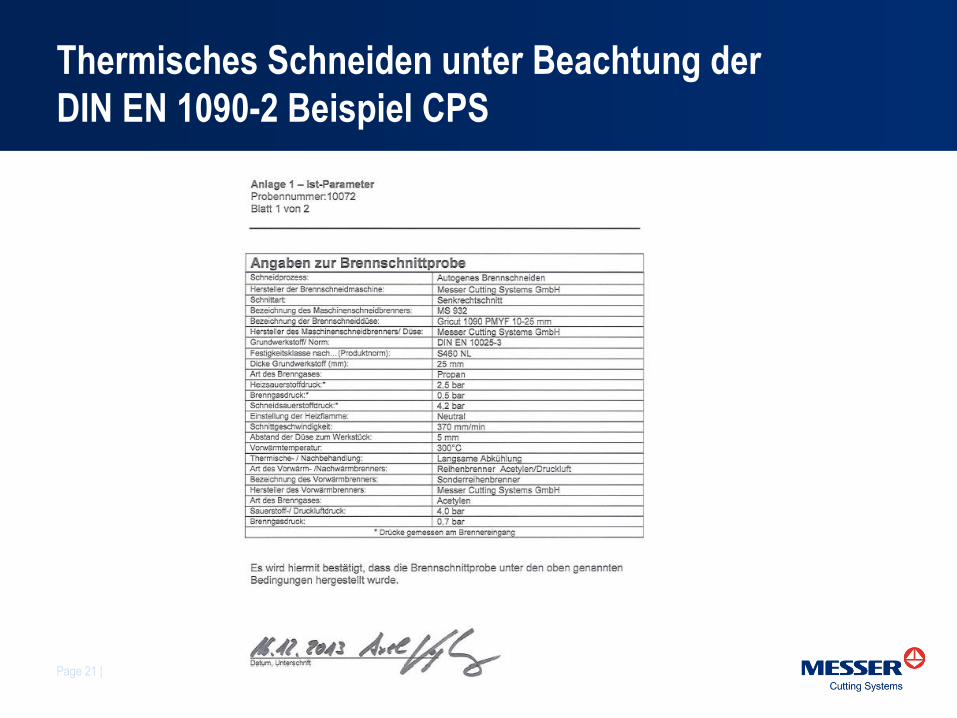
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2 Beispiel CPS

Page 22 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2 Beispiel Zeichnung

Page 23 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2 Beispiel Werkstoffprüfbericht

Page 24 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2 Beispiel Werkstoffprüfbericht

Page 25 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2 Beispiel Werkstoffprüfbericht

Page 26 |
Thermisches Schneiden unter Beachtung der
DIN EN 1090-2 Beispiel Werkstoffprüfbericht

Page 27 |
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 aktueller Entwurf
Thermisches Schneiden prEN 1090-2:2017 Pkt. 6.4.3
Page 28 |
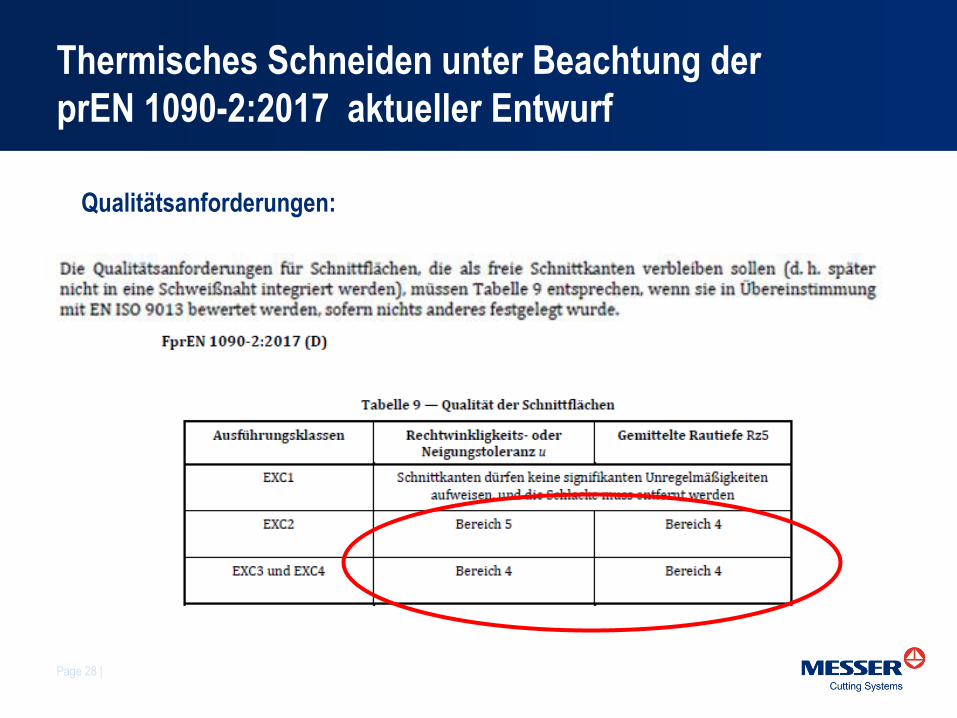
Qualitätsanforderungen:
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 aktueller Entwurf
Page 29 |
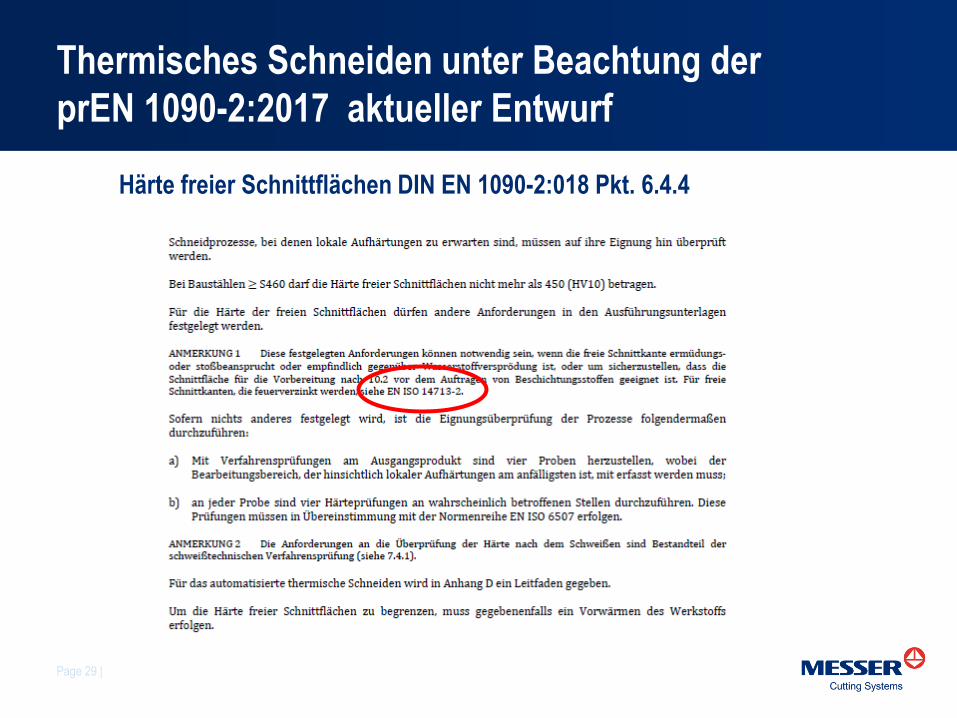
Härte freier Schnittflächen DIN EN 1090-2:018 Pkt. 6.4.4
Thermisches Schneiden unter Beachtung der
prEN 1090-2:2017 aktueller Entwurf

Page 30 |
Flammrichten unter Berücksichtigung der
DIN EN 1090-2
Flammrichten DIN EN 1090-2:2011-2 Pkt. 6.5.3

Page 31 |
Flammrichtarbeitsanweisung
Maßhaltigkeitsprüfung: 1.) Ermittlung der erhöhten Stelle. 2.) Kennzeichnung mit Übertragung der Abweichung in Zeichnung und Werkstück. 3.) Auswahl und Anbringung der Richtfiguren. 4.) Anbringung einer Dehnungsbehinderung.
Material: S235 J2 +N; S355 J2 +N
Materialstärke: t = 40mm
Brenngas: Acetylen
Sauerstoff Arbeitsdrücke: Acetylen : 0,7 – 1,2 bar
Sauerstoff: 3,0 – 4,0 bar (Sauerstoffüberschüssige Einstellung)
Griffstück + Einsatz: Griffstück: Messer Star 1210 Einsatz: Messer Star Größe 9 – 10
Einflammenbrenner + Mehrflammenbrenner
Flammrichttemperatur: 550 – 650°C (Dunkelrot - Glut) – Kontrollieren Flammkegelabstand: aufgesetzt – 10mm Abstand
Gaseversorgung: Acetylen: Messer BU13 – 1 – FSE – 25/1,5 – SV – V – C2H2
Sauerstoff: Messer BU13 – 1- 300/20 – V – O2 Ersteller: Wolfgang Schneider (IWE)
Arbeitsanweisung – Nr.xx:
Richtarbeiten:
Überprüfung des geschweißten Bauteils, ob Richten erforderlich ist.
Je nach Bauteil und Verzug ist ein Kaltrichten oder auch ein Flammrichten erforderlich.
Die erforderlichen Temperaturen entsprechen Normen bzw. Werkstoffblättern. Flammrichten: Mit dem Flammrichten kann man die, durch das Schweißen, bedingte Quer-Längsschrumpfung, sowie den Winkelverzug, schnell und werkstoffschonend beseitigen. In Schweißbetrieben ist das Flammrichten eine bewährte Fertigungsmethode. Das Verfahren ist einfach anzuwenden. Voraussetzung ist jedoch eine gute Personenqualifikation. Das Flammrichten wird nach DIN 8522 wie folgt beschrieben: Beim Flammrichten wird das Werkstück örtlich erwärmt. Dabei tritt infolge behinderter Wärmedehnung eine bleibende Stauchung ein. Beim Abkühlen entstehen in der gestauchten Zone Kräfte, die zu der gewünschten Formänderung führen. Das Flammrichten beruht darauf, dass sich alle Metalle bei Erwärmung ausdehnen und zusammenziehen, wenn sie abkühlen (freie Drehung und Schrumpfung). Wärmewirkung beim Flammrichten 1. Örtlich scharf begrenzt erwärmen Das Erwärmen soll schnell erfolgen, es muss ein Wärmestau erzielt werden.
Die Höhe der Temperatur ist werkstoffabhängig. Der Werkstoff muss bis in den plastischen Bereich erwärmt werden. Stähle 550 – 700 °C (Dunkelrotglut) Leichtmetalle 350 – 400 °C (Holzspanprobe)
1.. 2..
3..
Flammrichten unter Berücksichtigung der
DIN EN 1090 Teil 2
Notwendige Dokumentationen:
Verfahrensanweisung Flammrichtanweisung Prüfstück/ Prüfumfang
(Beispiel)spiel
• Zugprobe
• Kerbschlagbiegeprobe
• Härteprüfung
• Mikroschliff
Page 32 |
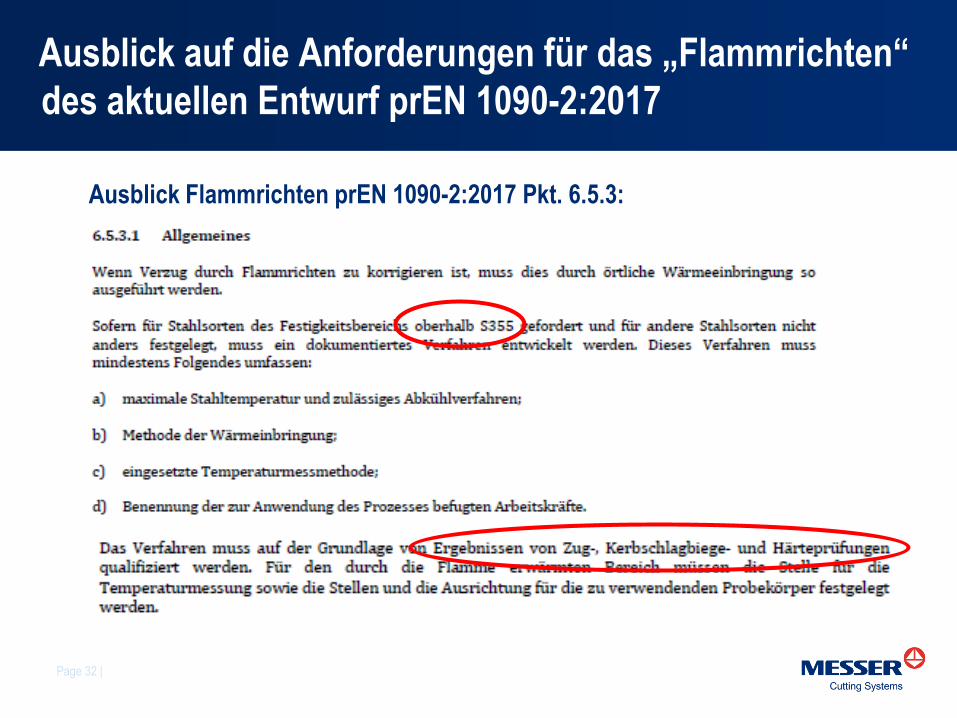
Ausblick auf die Anforderungen für das „Flammrichten“
des aktuellen Entwurf prEN 1090-2:2017
Ausblick Flammrichten prEN 1090-2:2017 Pkt. 6.5.3:
Page 33 |
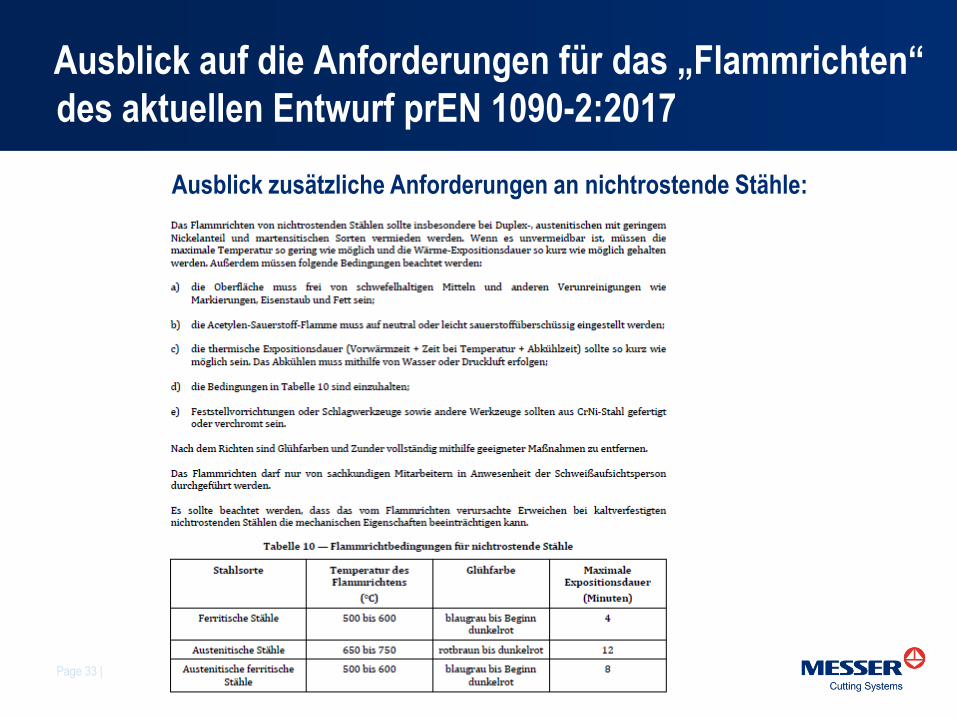
Ausblick zusätzliche Anforderungen an nichtrostende Stähle:
Ausblick auf die Anforderungen für das „Flammrichten“
des aktuellen Entwurf prEN 1090-2:2017
Page 34 |
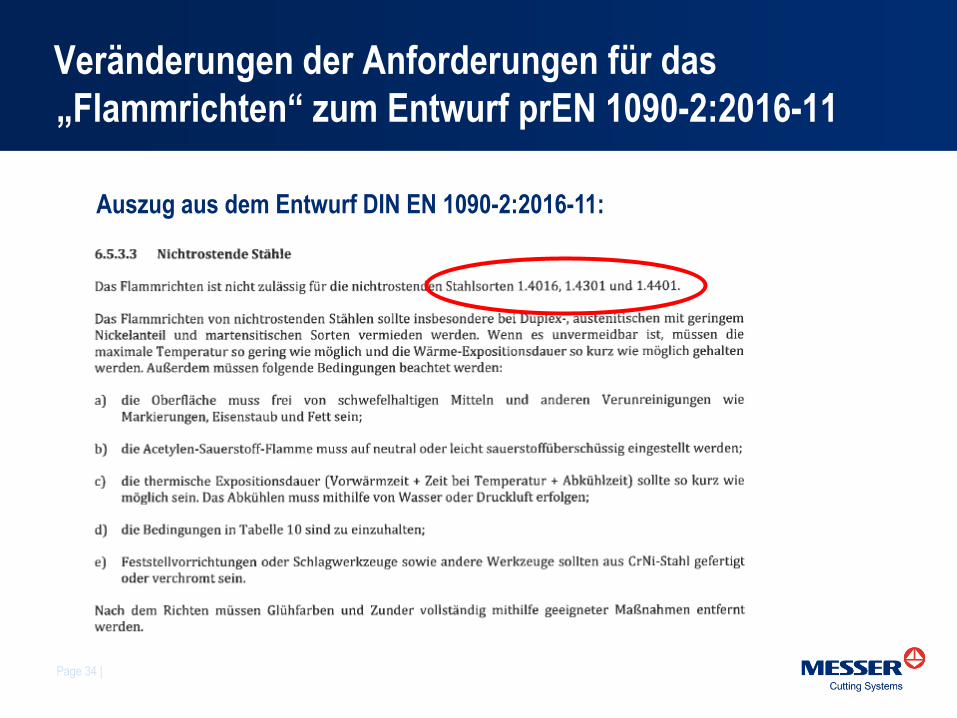
Auszug aus dem Entwurf DIN EN 1090-2:2016-11:
Veränderungen der Anforderungen für das
„Flammrichten“ zum Entwurf prEN 1090-2:2016-11

Messer Cutting Systems GmbH
Oxyfuel Buisness Unit (OBU)
Am Brüchelsteg 8
D - 64823 Groß-Umstadt
Germany
Phone: +49 6078 787-0
Fax: +49 6078 787-150