Embed Size (px)
Citation preview

Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
Abschließender Sachbericht
TuTech TUHH Technologie GmbH
Schellerdamm 4 21079 Hamburg
________________
TU Hamburg-Harburg Arbeitsbereich Angewandte Bautechnik
Denickestraße 17, 21073 Hamburg ________________
Staatliche Gewerbeschule Holztechnik, Farbtechnik und Raumgestaltung
Fachschule Holztechnik Richardstraße1, 22081 Hamburg
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 1 -
INHALTSVERZEICHNIS
INHALTSVERZEICHNIS
0 Vorwort ....................................................................................................................... 5
1 Angaben zum Modellversuch.................................................................................... 6
1.1 Allgemeine Angaben.................................................................................................... 6
1.2 Aufgabenstellungen des Modellversuchs .................................................................... 7
2 Statistische Erhebungen ............................................................................................ 8
2.1 Auswertung des Fragebogens zum Modellversuch ..................................................... 8
2.2 Auswertung .................................................................................................................. 9 2.2.1 Allgemeine Angaben zu den Betrieben ....................................................................... 9 2.2.2 EDV-Nutzung in den Betrieben................................................................................... 9 2.2.3 Zum Modellversuch ................................................................................................... 10
2.3 Auswertung der Aussagen der Kleinbetriebe ............................................................ 11 2.3.1 Allgemeine Angaben.................................................................................................. 11 2.3.2 EDV im Unternehmen ............................................................................................... 11 2.3.3 Zum Modellversuch ................................................................................................... 11
2.4 Gesamtbewertung....................................................................................................... 12
3 Beteiligte Firmen...................................................................................................... 13
3.1 Fa. Diedrichsen Möbelwerkstätten ............................................................................ 14
3.2 Fa. Hamburger Werkstatt GmbH............................................................................... 16
3.3 Fa. Carl Schütt Tischlerei GmbH............................................................................... 18
3.4 Fa. Torsten Utz GmbH............................................................................................... 20
3.5 Fa. SMF Vario32 Vertriebs-GmbH ........................................................................... 22
3.6 Fa. Heinrich Meyerfeldt............................................................................................. 24
3.7 Fa. Pfeiffer Innenausbau ............................................................................................ 26
3.8 Fa. Tischlerei Holst .................................................................................................... 28
3.9 Fa. Planungsbüro Baczko........................................................................................... 30
3.10 Fa. Zywietz ................................................................................................................ 31
3.11 Fa. Zippert.................................................................................................................. 34
3.12 GFA der Handwerkskammer Hamburg ..................................................................... 36
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 2 -
INHALTSVERZEICHNIS
4 Entwicklung eines Beratungs- und Schulungsansatzes ........................................ 37
4.1 Problemanalyse zur Einführung computerunterstützter Technologien im Tischlerhandwerk....................................................................................................... 37
4.1.1 Probleme bei der Einführung von CAD/CAM-Systemen.......................................... 37
4.2 Erprobung von Schulungsmaßnahmen im Rahmen des Modellversuchs.................. 42 4.2.1 Vorüberlegungen zum Schulungsansatz .................................................................... 43 4.2.2 Der im Modellversuch erprobte Schulungsansatz (Kurzform).................................. 43
4.3 Vergleich der Schulungssituation mit wissenschaftstheoretischen Aussagen zur Weiterbildung ............................................................................................................ 44
4.3.1 Einordnung der Schulungssituation in das System beruflicher Weiterbildung ......... 45 4.3.2 Angaben über den Umfang des Schulungsbedarfs .................................................... 47 4.3.3 Darstellung von Ansätzen zur beruflichen Weiterbildung......................................... 49
4.4 Didaktisch-methodische Überlegungen zum Schulungskonzept............................... 53 4.4.1 Gestaltung der Lernsituation...................................................................................... 54 4.4.2 Anforderungen an das Schulungspersonal................................................................. 56 4.4.3 Anforderungen an den Betrieb und seine Mitarbeiter................................................ 59 4.4.4 Analysebogen zur Erfassung der individuellen Schulungsvoraussetzungen............. 59 4.4.5 Schematische Darstellung des Schulungskonzeptes.................................................. 62
4.5 Individualisierung der Schulungs- und Betreuungsmaßnahmen ............................... 64
4.6 Lösungsansatz nach Beendigung des Modellversuchs .............................................. 65
4.7 Synergieeffekte für die berufliche Bildung insgesamt............................................... 68
5 Untersuchungen zur Arbeitsorganisation in den Betrieben ................................ 70
5.1 Auswertung einer Schulungs- und Betreuungsmaßnahme ........................................ 70 5.1.1 Änderungen in der konstruktiven Tätigkeit ............................................................... 71 5.1.2 Änderungen im Fertigungsbereich............................................................................. 73 5.1.3 Änderungen zwischen AV und Fertigung.................................................................. 74 5.1.4 Akzeptanz der Einführung bei den Mitarbeitern ....................................................... 75
6 Ansatz eines Softwarevergleichs ............................................................................. 76
6.1 Anmerkungen zur Wahl eines CAD-Systems............................................................ 77
6.2 Zur Problematik einer Produktbeurteilung im Rahmen der Einführung eines Systems ...................................................................................................................... 77
6.3 CAM-Anbindung ....................................................................................................... 81
6.4 Anschluss an Branchenprogramme oder PPS-Systeme ............................................. 83
6.5 Fazit............................................................................................................................ 84
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 3 -
INHALTSVERZEICHNIS
7 Aufgetretene Probleme bei den Schulungsmaßnahmen....................................... 85
8 Konsequenzen aus dem Modellversuch für institutionalisierte Formen der beruflichen Weiterbildung ...................................................................................... 90
8.1 Änderungen in der Ausbildung zum staatlich anerkannten Holztechniker an der Fachschule Holztechnik Hamburg............................................................................. 90
8.2 Weiterbildung zum CAD/CAM-Konstrukteur........................................................... 94
8.3 Änderung des Curriculums der Meisterausbildung im Tischlerhandwerk in Hamburg..................................................................................................................... 95
9 Anhang ...................................................................................................................... 99
9.1 Literaturverzeichnis ................................................................................................... 99
9.2 Verzeichnis der im Modellversuch verwendeten Software (mit der jeweils aktuellen
Version) ........................................................................................................................ 103
9.3 Fragebogen............................................................................................................... 104
9.4 Satzung des Fördervereins ....................................................................................... 108
9.5 Aufgabenstellungen des Softwarevergleichs ........................................................... 113
9.6 Weitere Anlagen ...................................................................................................... 115
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 4 -
I ALLGEMEINE ANGABEN
0 Vorwort Der Komplexitätsgrad neuer Technologien wächst in einem enormen Umfang, so dass es immer schwieriger wird, zum Erwerb des notwendigen Wissens geeignete (Weiter-) Bildungsmöglichkeiten zu finden. Am 9.8.1996 wurde in Hamburg von Vertretern der Handwerkskammer, der Gewerbeförderungsanstalt, der Innung Holz und Kunststoff, des Fachverbandes Holz und Kunststoff, des Amtes für Schule, der Gewerbeschule Holztechnik und der Technischen Universität beschlossen, ein gemeinsames Projekt zu initiieren, dass nach neuen Wegen suchen soll, um zu adäquaten Möglichkeiten betrieblicher Weiterbildungsformen und Beratungseinrichtungen hinsichtlich der C-Technologien für Betriebe im Bereich Holztechnik-Innenausbau gelangen zu können. Einstimmig wurde der Arbeitsbereich Angewandte Bautechnik der Technischen Universität Hamburg-Harburg beauftragt, die Realisierung dieses Vorhabens voranzutreiben. Mit Hilfe der TUHH-Technologie GmbH gelang es schließlich, die Innovationsstiftung Hamburg als Förderin zu gewinnen, so dass am 1.2.1999 der Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Holztechnik-Innenausbau“ gestartet werden konnte. Die wesentlichen Ergebnisse der dreijährigen Arbeit sind in den folgenden zwei Bänden des Abschlussberichtes dokumentiert. In Band 1 werden die neu entwickelten Formen betrieblicher Weiterbildungs- und Beratungsmöglichkeiten dargestellt und deren Notwendigkeit begründet. Sie weisen in ihrer auf die jeweiligen Betriebe direkt abgestimmten, individuellen Form weit über die bisherigen Möglichkeiten institutionalisierter Weiterbildung hinaus. Die Effektivität dieses neuen Ansatzes wird auch von den im Rahmen des Versuchs betreuten Firmen bestätigt und als die zukünftige Form betrieblicher Weiterbildung im Bereich der CAD/CAM-Technologien hervorgehoben. Die einzelnen Kapitel des ersten Bandes sind im Sinn eines Beratungsansatzes so konzipiert, dass für den Leser jedes Kapitel für sich erschließbar sein soll, ohne dass die vorausgegangen Aussagen unbedingt nachvollzogen sein müssen. Der Leser des Gesamtwerkes muss deshalb eine gewisse Redundanz der Aussagen tolerieren. In Band 2 werden Arbeiten von StudentInnen des Arbeitsbereichs Angewandte Bautechnik der Technischen Universität Hamburg-Harburg dokumentiert. Ohne den Einsatz dieser StudentInnen wäre die konstatierte Effektivität der neu entwickelten Schulungs- und Betreuungsmaßnahmen nicht zustande gekommen. Ihnen – und all den namentlich nicht aufgeführten StudentInnen, die einen Beitrag zu dem Modellversuch erbracht haben – sei an dieser Stelle sehr herzlich gedankt. Unser Dank gilt auch in besonderem Maß der Innovationsstiftung Hamburg, ohne die dieser wesentliche Betrag zur beruflichen Weiterbildung nicht hätte erbracht werden können. Darüber hinaus bedanken wir uns auch bei der Schulbehörde und der Gewerbeschule für Holztechnik, ohne deren Zustimmung und Kooperation das Vorhaben nicht erfolgreich durchführbar gewesen wäre. Ebenfalls gilt unser Dank den im Anhang aufgeführten Softwarefirmen und ihren Vertriebspartner, die dem Modellversuch so offen gegenüberstanden und ihn teilweise sehr großzügig unterstützt haben. Weiterhin ist dankend zu erwähnen, dass sich der Förderverein Holz-EDV bereit erklärt hat, diese Form der betrieblichen Weiterbildung zu übernehmen und zukünftig für das Tischlerhandwerk bereit zu stellen. M. Ludolph, L. Rehberg, V. Striecker
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 5 -
I ALLGEMEINE ANGABEN
1 Angaben zum Modellversuch
1.1 Allgemeine Angaben
Projektbezeichnung: Entwicklung eines Qualifizierungsmodells für den Bereich Holztechnik - Innenausbau
Träger des Modellversuchs: Innovationsstiftung Hamburg
Alter Steinweg 4 20459 Hamburg
Projektleitung: Herr Rehberg TuTech TUHH Technologie GmbH Schellerdamm 4 21079 Hamburg
Fachliche Leitung: Herr Ludolph
TU Hamburg-Harburg Arbeitsbereich Angewandte Bautechnik Denickestrasse 17 21073 Hamburg
Herr Striecker Staatliche Gewerbeschule 6 Richardstraße 1 22081 Hamburg
Beginn und Ende: 01.02.1999 - 31.01.2002
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 6 -
I ALLGEMEINE ANGABEN
1.2 Aufgabenstellungen des Modellversuchs Im folgenden werden die im Antrag gestellten Aufgabenstellungen formuliert und aufgezeigt in welchen Kapiteln des Abschlussberichtes darauf eingegangen wird. 1. Statistische Erhebungen zu Größe, Betriebsmittelausstattung (aktueller Stand und
Planung), Produktpalette, Personalbestand und Qualifikationsstruktur der Hamburger Betriebe im Bereich der Holz- und Kunststoffbearbeitung.
Um den tatsächlichen Bedarf zu ermitteln wurde eine statistische Erhebung durchgeführt, die Ergebnisse sind in Kap. 2 Dargestellt, der verschickte Fragebogen befindet sich im Kap. 9.3. 2. Untersuchungen zur Leistungsfähigkeit verschiedener Softwarelösungen im CAD/CAM-
Bereich mit integriertem CIM-Ansatz.
Die in dem Modellversuch und in den Betrieben eingesetzten CAD/CAM-Programme wurde unter verschiedenen Aufgabenstellungen (siehe Kap. 9.5) untersucht. Die daraus gewonnen Erkenntnisse und die Erfahrungen des praktischen Einsatzes in den Betrieben spiegelt das Kap. 6 wieder. 3. Untersuchungen zur Einführung von (objektorientierten) CAD/CAM-Systemen mit
integriertem CIM-Ansatz in Betrieben.
Hierzu sind einige Schulungsberichte erstellt worden, die sich aus Gründen der besseren Lesbarkeit im Band 2 dieses Abschlussberichtes befinden. Der entwickelte Beratungs- und Schulungsansatz ist im Kap. 4 dargestellt. Die untersuchten Betriebe stellen sich im Kap. 3 kurz dar. Probleme, die es in einigen Firmen bei der Einführung gegeben hat, und mögliche Konsequenzen daraus für zukünftige Schulungen stehen in Kap. 7. 4. Untersuchungen zu Änderungen der Arbeitsorganisation durch die Einführung dieser
CAD/CAM-Systeme.
Welche Auswirkungen die Einführung solcher Systeme auf die Arbeitsorganisation haben, wird im Kap. 5 dargestellt. 5. Untersuchungen zur Änderung von Qualifikationsstrukuren durch die Einführung von
(objektorientierten) CAD/CAM-Systemen und Auswirkungen auf die berufliche Weiterbildung.
Einige bereits vollzogene Änderungen von Qualifikationsstrukturen stehen im Kap. 8, Auswirkungen auf die berufliche Weiterbildung finden sich aber auch in Kap. 4.3. 6. Schaffung einer institutionalisierten Beratung für Betriebe
Die Weiterführung der im Modellversuch gewonnenen Erkenntnisse und der entwickelten Konzepte sind als Lösungsansatz in Kap. 4.6 dargestellt und durch den Förderverein Holz-EDV (siehe Kap. 9.4) gesichert.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 7 -
II STATISTISCHE ERHEBUNGEN
2 Statistische Erhebungen Um den tatsächlichen Bedarf für einen Technologietransfer und ein Qualifizierungsangebot im Bereich der komplexen CAD/CAM-Technologie zu ermitteln wurde eine statistische Erhebung im Form eines Fragebogens durchgeführt. Die Umfrage hatte zum Ziel, Daten zu gewinnen über "Größe, Betriebsmittelausstattung, Produkt-palette, Personalbestand und Qualifikationsstruktur der Hamburger Betriebe im Bereich der Holz- und Kunststoffbearbeitung"1. Anhand dieser Daten sollte das "Marktvolumen für Hard- und Soft-ware sowie der Personalschulungsbedarf"2 im Bereich der C-Techniken eruiert werden. Es wurde ein Fragebogen an die in der Innung Holz- und Kunststoff und/oder in der Handwerkskammer organisierten Hamburger Tischlereien sowie an Innenausbaubetriebe, die durch die Hamburger Handelskammer vertreten sind, verschickt. Im folgenden Abschnitt sollen die Ergebnisse des Rücklaufs der statistischen Erhebung ausgewertet werden, der Fragebogen befindet sich im Anhang (vgl. 9.3).
2.1 Auswertung des Fragebogens zum Modellversuch Aufgrund der großen Anzahl der zu befragenden Betriebe war eine direkte Befragung in Form von Interviews ausgeschlossen. Deshalb wurde als Befragungsform ein Fragebogen gewählt. Dieser wurde von den studentischen Hilfskräften Ralf Kolla, Thomas Meyer und Tilo Schwarz mit Unter-stützung der beiden Projektleiter Michael Ludolph und Volker Striecker entworfen. Der vierseitige Fragebogen wurde nach Vorankündigung in der Innungszeitschrift „Der Hamburger Tischler“ im Juni 1999 an 450 Hamburger Tischlereien und holzverarbeitende Betriebe verschickt. Von den 450 verschickten Fragebögen wurden 91 zurückgesendet, was einer Rücklaufquote von ~20% entspricht. Von diesen 91 wurden 2 beantwortete Fragebögen von vornherein aus der Auswertung herausgenommen, da die entsprechenden Betriebe zu den Pilot-Teilnehmern des Versuches zählen und ihre Angaben das Ergebnis verfälscht hätten. 62 der somit verbleibenden 89 Betriebe sind nach Eigenauskunft mit Innenausbau befasst. Auf Basis der Daten dieser 62 Betriebe wurde die Auswertung erstellt (Grundgesamtheit n=62). Das erste Ergebnis der Umfrage bezieht sich auf die Rücklaufquote und damit die Menge der aus-wertbaren Antwortbögen. Diese ist nach Erfahrungen aus anderen Umfragen der Innung recht gut. Dennoch ist sie, nach statistischen Maßstäben, noch zu gering, als dass sich aus ihr verallgemeiner-bare und aussagekräftige Aussagen im Sinne des Ziels der Umfrage treffen lassen. Daher ist darauf hinzuweisen, dass alle in der Folge getroffenen Aussagen über Gruppen lediglich zur Veranschau-lichung im Sinne eines Trends dienen und keinesfalls verallgemeinert werden dürfen.
1 Projektantrag S.8 2 ebd. S.8
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 8 -
II STATISTISCHE ERHEBUNG
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
2.2 Auswertung Im Folgenden werden die sich aus den eingegangenen beantworteten Fragebögen ergebenden Trends nach den drei Fragekomplexen geordnet dargestellt. Am Ende der Darstellung der Ergebnisse folgt eine Bewertung dieser Daten.
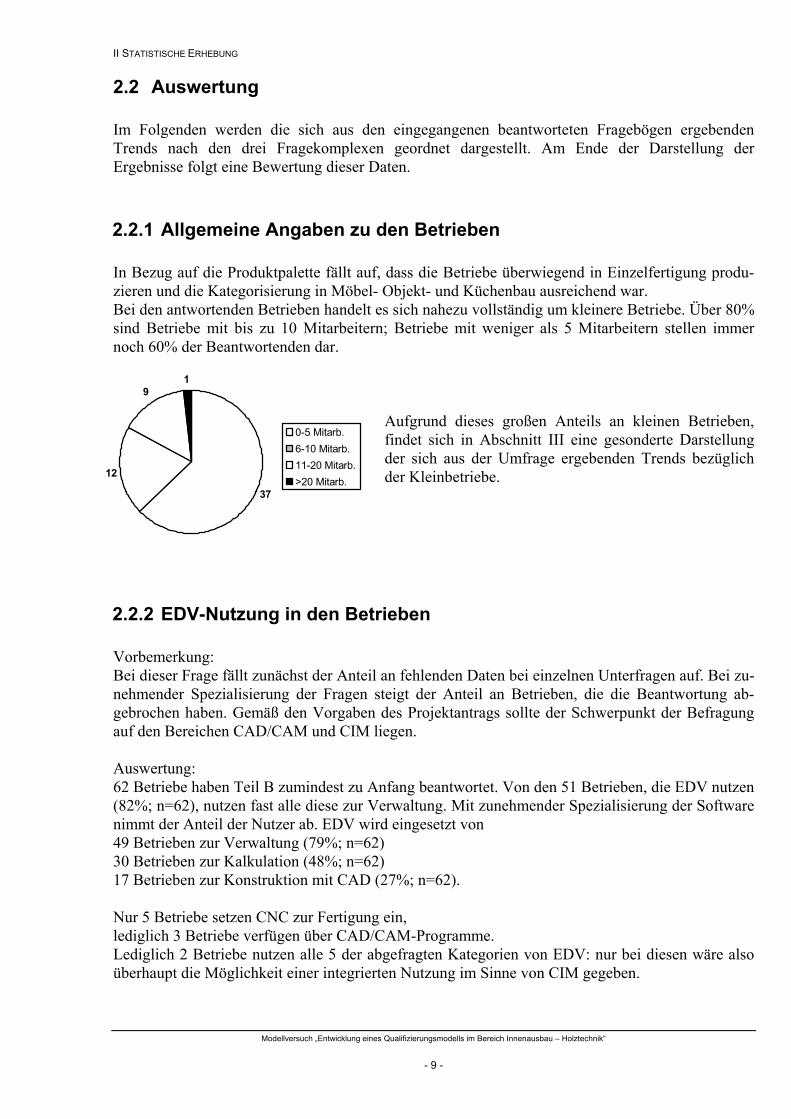
2.2.1 Allgemeine Angaben zu den Betrieben In Bezug auf die Produktpalette fällt auf, dass die Betriebe überwiegend in Einzelfertigung produ-zieren und die Kategorisierung in Möbel- Objekt- und Küchenbau ausreichend war. Bei den antwortenden Betrieben handelt es sich nahezu vollständig um kleinere Betriebe. Über 80% sind Betriebe mit bis zu 10 Mitarbeitern; Betriebe mit weniger als 5 Mitarbeitern stellen immer noch 60% der Beantwortenden dar.
37
12
91
Aufgrund dieses großen Anteils an kleinen Betrieben, findet sich in Abschnitt III eine gesonderte Darstellung der sich aus der Umfrage ergebenden Trends bezüglich der Kleinbetriebe.
0-5 Mitarb.6-10 Mitarb.11-20 Mitarb.>20 Mitarb.
2.2.2 EDV-Nutzung in den Betrieben Vorbemerkung: Bei dieser Frage fällt zunächst der Anteil an fehlenden Daten bei einzelnen Unterfragen auf. Bei zu-nehmender Spezialisierung der Fragen steigt der Anteil an Betrieben, die die Beantwortung ab-gebrochen haben. Gemäß den Vorgaben des Projektantrags sollte der Schwerpunkt der Befragung auf den Bereichen CAD/CAM und CIM liegen. Auswertung: 62 Betriebe haben Teil B zumindest zu Anfang beantwortet. Von den 51 Betrieben, die EDV nutzen (82%; n=62), nutzen fast alle diese zur Verwaltung. Mit zunehmender Spezialisierung der Software nimmt der Anteil der Nutzer ab. EDV wird eingesetzt von 49 Betrieben zur Verwaltung (79%; n=62) 30 Betrieben zur Kalkulation (48%; n=62) 17 Betrieben zur Konstruktion mit CAD (27%; n=62). Nur 5 Betriebe setzen CNC zur Fertigung ein, lediglich 3 Betriebe verfügen über CAD/CAM-Programme. Lediglich 2 Betriebe nutzen alle 5 der abgefragten Kategorien von EDV: nur bei diesen wäre also überhaupt die Möglichkeit einer integrierten Nutzung im Sinne von CIM gegeben.
- 9 -
II STATISTISCHE ERHEBUNG
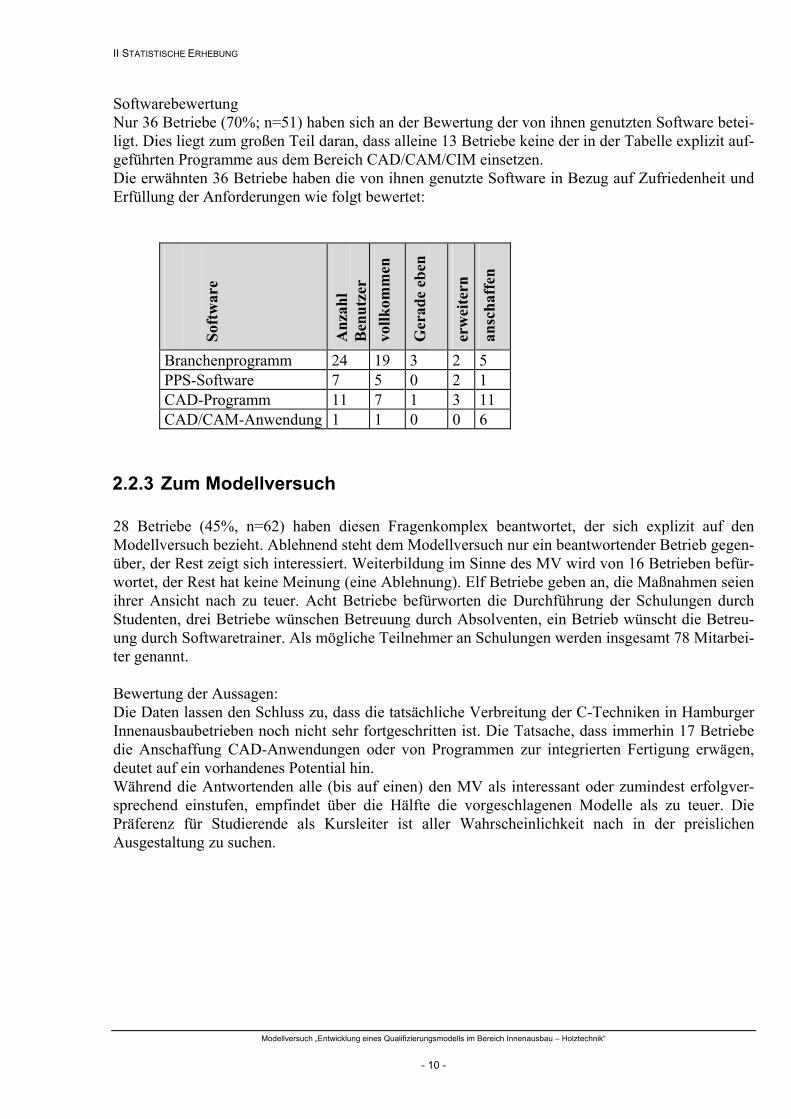
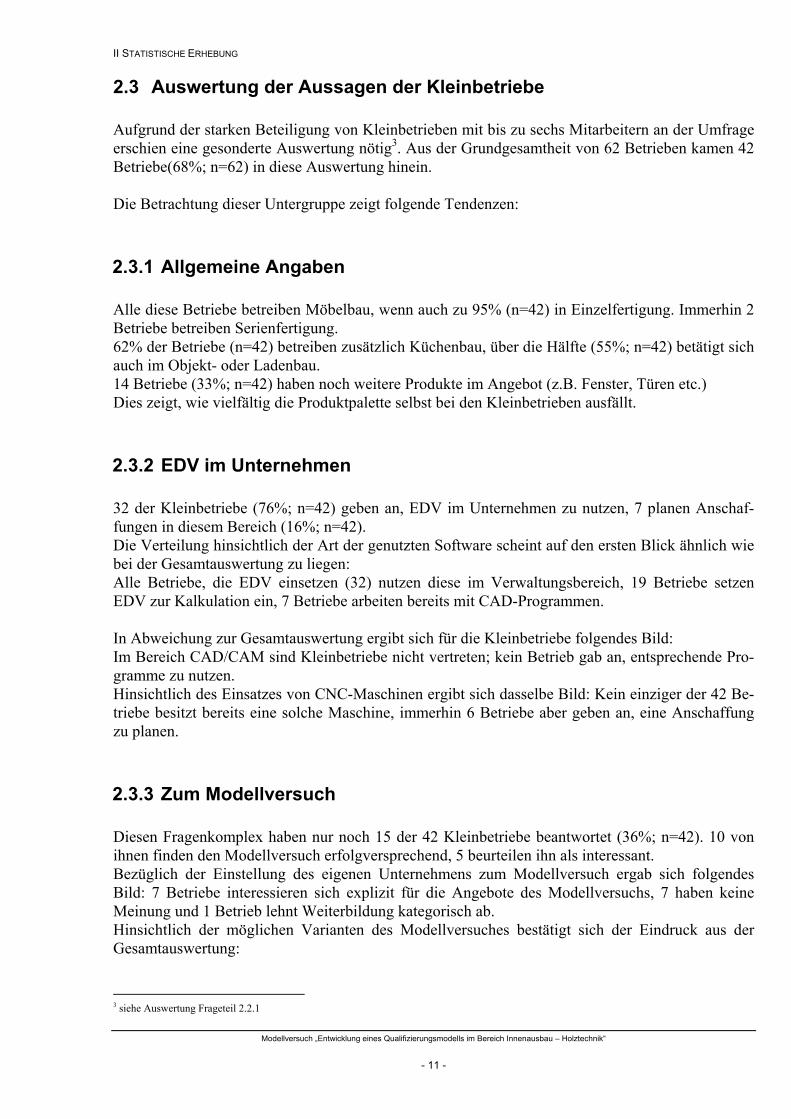
Softwarebewertung Nur 36 Betriebe (70%; n=51) haben sich an der Bewertung der von ihnen genutzten Software betei-ligt. Dies liegt zum großen Teil daran, dass alleine 13 Betriebe keine der in der Tabelle explizit auf-geführten Programme aus dem Bereich CAD/CAM/CIM einsetzen. Die erwähnten 36 Betriebe haben die von ihnen genutzte Software in Bezug auf Zufriedenheit und Erfüllung der Anforderungen wie folgt bewertet:
Soft
war
e
Anz
ahl
Ben
utze
r vo
llkom
men
Ger
ade
eben
erw
eite
rn
ansc
haff
en
Branchenprogramm 24 19 3 2 5 PPS-Software 7 5 0 2 1 CAD-Programm 11 7 1 3 11 CAD/CAM-Anwendung 1 1 0 0 6
2.2.3 Zum Modellversuch 28 Betriebe (45%, n=62) haben diesen Fragenkomplex beantwortet, der sich explizit auf den Modellversuch bezieht. Ablehnend steht dem Modellversuch nur ein beantwortender Betrieb gegen-über, der Rest zeigt sich interessiert. Weiterbildung im Sinne des MV wird von 16 Betrieben befür-wortet, der Rest hat keine Meinung (eine Ablehnung). Elf Betriebe geben an, die Maßnahmen seien ihrer Ansicht nach zu teuer. Acht Betriebe befürworten die Durchführung der Schulungen durch Studenten, drei Betriebe wünschen Betreuung durch Absolventen, ein Betrieb wünscht die Betreu-ung durch Softwaretrainer. Als mögliche Teilnehmer an Schulungen werden insgesamt 78 Mitarbei-ter genannt. Bewertung der Aussagen: Die Daten lassen den Schluss zu, dass die tatsächliche Verbreitung der C-Techniken in Hamburger Innenausbaubetrieben noch nicht sehr fortgeschritten ist. Die Tatsache, dass immerhin 17 Betriebe die Anschaffung CAD-Anwendungen oder von Programmen zur integrierten Fertigung erwägen, deutet auf ein vorhandenes Potential hin. Während die Antwortenden alle (bis auf einen) den MV als interessant oder zumindest erfolgver-sprechend einstufen, empfindet über die Hälfte die vorgeschlagenen Modelle als zu teuer. Die Präferenz für Studierende als Kursleiter ist aller Wahrscheinlichkeit nach in der preislichen Ausgestaltung zu suchen.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 10 -
II STATISTISCHE ERHEBUNG
2.3 Auswertung der Aussagen der Kleinbetriebe Aufgrund der starken Beteiligung von Kleinbetrieben mit bis zu sechs Mitarbeitern an der Umfrage erschien eine gesonderte Auswertung nötig3. Aus der Grundgesamtheit von 62 Betrieben kamen 42 Betriebe(68%; n=62) in diese Auswertung hinein. Die Betrachtung dieser Untergruppe zeigt folgende Tendenzen:
2.3.1 Allgemeine Angaben Alle diese Betriebe betreiben Möbelbau, wenn auch zu 95% (n=42) in Einzelfertigung. Immerhin 2 Betriebe betreiben Serienfertigung. 62% der Betriebe (n=42) betreiben zusätzlich Küchenbau, über die Hälfte (55%; n=42) betätigt sich auch im Objekt- oder Ladenbau. 14 Betriebe (33%; n=42) haben noch weitere Produkte im Angebot (z.B. Fenster, Türen etc.) Dies zeigt, wie vielfältig die Produktpalette selbst bei den Kleinbetrieben ausfällt.
2.3.2 EDV im Unternehmen 32 der Kleinbetriebe (76%; n=42) geben an, EDV im Unternehmen zu nutzen, 7 planen Anschaf-fungen in diesem Bereich (16%; n=42). Die Verteilung hinsichtlich der Art der genutzten Software scheint auf den ersten Blick ähnlich wie bei der Gesamtauswertung zu liegen: Alle Betriebe, die EDV einsetzen (32) nutzen diese im Verwaltungsbereich, 19 Betriebe setzen EDV zur Kalkulation ein, 7 Betriebe arbeiten bereits mit CAD-Programmen. In Abweichung zur Gesamtauswertung ergibt sich für die Kleinbetriebe folgendes Bild: Im Bereich CAD/CAM sind Kleinbetriebe nicht vertreten; kein Betrieb gab an, entsprechende Pro-gramme zu nutzen. Hinsichtlich des Einsatzes von CNC-Maschinen ergibt sich dasselbe Bild: Kein einziger der 42 Be-triebe besitzt bereits eine solche Maschine, immerhin 6 Betriebe aber geben an, eine Anschaffung zu planen.
2.3.3 Zum Modellversuch Diesen Fragenkomplex haben nur noch 15 der 42 Kleinbetriebe beantwortet (36%; n=42). 10 von ihnen finden den Modellversuch erfolgversprechend, 5 beurteilen ihn als interessant. Bezüglich der Einstellung des eigenen Unternehmens zum Modellversuch ergab sich folgendes Bild: 7 Betriebe interessieren sich explizit für die Angebote des Modellversuchs, 7 haben keine Meinung und 1 Betrieb lehnt Weiterbildung kategorisch ab. Hinsichtlich der möglichen Varianten des Modellversuches bestätigt sich der Eindruck aus der Gesamtauswertung:
3 siehe Auswertung Frageteil 2.2.1
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 11 -
II STATISTISCHE ERHEBUNG
Acht Betriebe geben an, die vorgeschlagenen Varianten seien zu teuer, 6 Betriebe können sich eine Zusammenarbeit mit Studenten vorstellen und 1 Betrieb möchte vor einer Entscheidung zusätzliche Informationen erhalten. Diese Präferenzverteilung entspricht im Trend dem Ergebnis der Gesamtauswertung. Bewertung der Aussagen der Kleinbetriebe: Im Vergleich zur Gesamtauswertung zeigt sich, dass bei den Kleinbetrieben EDV-Nutzung generell bereits in großem Umfang betrieben wird, der Schritt in die computergestützte Fertigung bzw. zu einer integrierten Datenverarbeitung aber noch nicht vollzogen wurde. Der Einsatz von C-Techniken ist bisher den großen Betrieben vorbehalten. Als Grund muss wahr-scheinlich v.a. der hohe Investitionsaufwand für solche Maschinen gesehen werden. Kleinbetriebe scheinen dringend Unterstützung im Sinne des Modellversuchs zu benötigen; sie stellen demnach eine wichtige Zielgruppe für den Modellversuch dar.
2.4 Gesamtbewertung Die Analyse der Daten über die Nutzung von EDV weist in folgende Richtung: Für Verwaltung und Kalkulation wird EDV eingesetzt, auch CAD hat einen gewissen Anteil. Dort aber, wo die Techno-logie der Holzbearbeitung computertechnische Lösungen für die Fertigung im Innenausbau hervor-gebracht hat, wird diese nur in geringem Maße genutzt. Dieser Umstand ermöglicht folgende Inter-pretation: Eine umfassende Information über die Möglichkeiten der C-Techniken tut not. In der Branchen-literatur (und in der Rezeption durch die Durchführenden des MV) besteht Konsens darüber, dass die neuen Technologien für eine qualitative, konkurrenzfähige Weiterentwicklung der Branche unverzichtbar sind. An der durchgeführten Umfrage beteiligen sich in Hamburg rund 20 % der angeschriebenen Be-triebe, von denen wiederum knapp 20% CAD einsetzen, aber nur 5% CNC und nur 3% CAD/CAM. Damit wird überdeutlich, dass in Hamburg in diesem Bereich ein Bedarf besteht: Die Betriebe benötigen Information und Aufklärung. Als wesentliche Aussage kann in jedem Falle festgehalten werden, dass für mittelständische und kleine Betriebe der Ansatz des Modellversuches besonders interessant zu sein scheint. Diese Betriebe sind ja auch ursprünglich im Sinne des Modellversuches als eine wichtige Zielgruppe angesehen worden. Damit unterstützt dieses Ergebnis die Ausgangsvermutungen des Modellversuchs.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 12 -

III BETEILIGTE FIRMEN
3 Beteiligte Firmen Im Rahmen des Modellversuchs wurden eine Reihe von Tischlereibetrieben betreut, die in bezug auf Größe, Ausstattung, Fertigungsstruktur und Produktionspalette sehr unterschiedlich waren. Insgesamt wurden bisher ca: 20 Firmen betreut, davon sollen exemplarisch einige Firmen in ihrem Profil genauer dargestellt werden, um aufzuzeigen, das es nur sehr bedingt möglich ist ein für alle Tischlereibetriebe gültiges Curriculum aufzustellen. Vielmehr ist es erforderlich in den Schulungsmaßnahmen die individuellen Gegebenheiten zu berücksichtigen. Neben der Kurzvorstellung der Firmen werden auch die Stellungnahmen über die erfolgten Betreuungs- und Schulungsmaßnahmen aus Sicht der Betriebe dargestellt. Einige ausführliche Schulungsberichte befinden sich aus Gründen der besseren Lesbarkeit im Band 2 dieses Abschlussberichtes.
herman diedrichsen möbelwerkstätten saseler straße 57 22145 hamburg [email protected]
Hamburger Werkstatt GmbHMeiendorfer Mühlenweg 11922159 Hamburg [email protected]
Carl Schütt Tischlerei GmbH Stader Straße 274 21075 Hamburg
Torsten Utz GmbH Lemsahler Weg 21 22851 Norderstedt [email protected]
SMF Vertriebs-GmbH Bültbek 38 22962 Siek [email protected]
Tischlerei Meyerfeldt 24558 Henstedt-Ulzburg Gutenbergstraße 3
Fa. Pfeiffer Innenausbau GmbH Eiffestraße 394-396 20537 Hamburg
Tischlerei "Leben mit Holz" Holst e.K. Hohenwischer Str. 67 21129 Hamburg [email protected]
Planungsbüro von Baczko Innenarchitekten BDIA Borselstr. 3 22765 Hamburg
Meisterschule der GFA Albert-Schweitzer-Ring 10 22048 Hamburg [email protected]
Tischlerei Zywietz GmbH Flagentwiet 29 22457 Hamburg
Walter Zippert Tischlerei - Innenausbau GmbH Im Hegen 9 22113 Oststeinbek
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 13 -
III BETEILIGTE FIRMEN
3.1 Fa. Diedrichsen Möbelwerkstätten Firmenprofil
Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens: Innenarchitektinnen 2
Meister 3
Facharbeiter 4
Produktpalette:
Ladenbau
Büroeinrichtungen
Privater Innenausbau
Küchen- und Badmöbel
Betriebsmittelausstattung:
CNC-Plattenaufteilsäge
2 CNC-Bearbeitungszentren
Kantenanleimmaschine
Breitbandschleifmaschine
Furnierpresse
Fräsmaschine
Formatsägen
Software mit CNC-Anbindung:
Zuschnittoptimierung für Plattenaufteilsäge
Wood-Wop für die CNC-Bearbeitungszentren
Objektorientiertes 3D CAD/CAM-Programm
CAD/CAM-Programm für die Einzelteilprogrammierung
Software ohne CNC-Anbindung:
AutoCAD
Branchenprogramm
Aufgabenstellung für das Modellvorhaben:
Vertiefung der CAD/CAM- Fertigung
Einbindung eines Branchenprogramms
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 14 -
III BETEILIGTE FIRMEN
Stellungnahme
In unserer Firma bestand die Aufgabe, im Rahmen des Modellversuch das Software-System IMOS an ein geeignetes Brachenprogramm anzubinden. Ziel war dabei, die gemeinsame Nutzung der Stammdaten und die Möglichkeit, die in IMOS konstruierten Möbel für die weitere Kalkulation und Auftragsabwicklung an das Branchenprogramm zu übergeben. Da die Anbindung an das bestehende Branchenprogramm Kuhnle nicht befriedigend möglich war, haben wir uns nach Beratung durch den Modellversuch und dem Softwarehersteller für das Pro-gramm Hokubase entschieden. Es wurde ursprünglich ein Stundenumfang von 80 Stunden für die Schulung eingeplant. Die Schu-lungsmaßnahme wurde am 01.02.1999 begonnen und umfasst bis heute einen Stundenumfang von über 200 Stunden. Durchgeführt wurde die Schulung vom Leiter des Modellversuchs Herrn Volker Striecker und dem Studenten Herrn Henner Behre. Nachdem zuerst die CAD-Software mit der Maschinenanbindung auf den neuesten Stand gebracht werden musste und die ersten Stammdaten in Hokubase angelegt wurden, konnten wir im August mit der Schulung beginnen. Dabei mussten wir leider feststellen, das die zugesagte Schnittstelle zwischen den beiden Programmen nicht so funktionierte, das ein vernünftiges Arbeiten möglich ist. Die Schnittstelle wies eine Reihe von Fehlern auf, die trotz intensiven Bemühens durch den Modellversuch nicht vom Softwarehersteller gelöst werden konnte. Die Hersteller garantierten eine funktionierende Schnittstelle mit der Auslieferung der neuen Versionen. Dadurch traten ständig Verzögerungen in den Schulungsmaßnahmen ein. Um mit der neuen Version dann gleich vernünftig arbeiten zu können, entschlossen wir uns den gesamten Stammdatensatz in IMOS und in Hokubase durch einen Studenten neu anlegen zu lassen. Dabei wurden die Stammdaten für unseren Betrieb in Hokubase neu angelegt und an IMOS überge-ben. Auch in IMOS wurden die Konstruktionsprinzipien und Variablen neu, aufgebaut, um ein effektiveres Arbeiten zu ermöglichen. Diese Maßnahme können wir insgesamt als sehr positiv bewerten Die Auslieferung, der neuen Version verzögerte sich leider immer weiter und konnte bis heute nicht geliefert werden. Die entwickelte Schnittstelle des Softwareprogramme HokuBase ist bis heute immer noch fehlerhaft. Wir können abschließend für uns nur das negative Fazit ziehen, das zugesagte und bezahlte Leistungen seitens des Softwareherstellers nicht eingelöst wurde und beide Programme nur nebeneinander, aber nicht integrativ zu nutzen sind. Die Schulungs- und Betreuungsmaßnahme seitens des Modellversuch bewerten wir sehr positiv, da wir ohne diese Unterstützung längst nicht so weit in der Nutzung unseres CAD/CAM-Systems gekommen wären. Auch die vielen Fehlerquellen, die sich durch den Versuch der Anbindung des Branchenprogramms ergeben haben, wären von uns ohne diese Maßnahme nicht so schnell erkannt worden. Die Durchführung solcher Schulungsmaßnahmen direkt vor Ort im eigenen Betrieb halten wir für sehr sinnvoll und können wir auch nur anderen Betrieben empfehlen, da nur so auf die spezifischen Probleme der eigenen Firma eingegangen werden kann. Wir danken den Modellversuch für die durchgeführte Betreuung. Mit freundlichen Grüßen u.diedrichsen
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 15 -
III BETEILIGTE FIRMEN
3.2 Fa. Hamburger Werkstatt GmbH Firmenprofil:
Die Hamburger Werkstatt GmbH –Werkstatt für Behinderte – ist eine Einrichtung der beruflichen Rehabilitation zur Eingliederung behinderter Menschen in das Arbeitsleben. Sie bietet denjenigen Menschen, die nicht, noch nicht oder noch nicht wieder auf dem allgemeinen Arbeitsmarkt tätig sein können, einen Arbeitsplatz oder Gelegenheit zur Ausübung einer geeigneten Tätigkeit. Behinderten Menschen wird ermöglicht, ihre Leistungsfähigkeit zu entwickeln, zu erhöhen oder wiederzugewinnen. Die Werkstatt verfügt über ein breites Angebot an Arbeitsplätzen, Trainingsplätzen und begleitenden Fachdiensten. Beschäftigt werden derzeit 620 Werkstattmitarbeiter/innen, überwiegend mit geistiger Behinderung, und 220 angestellte und gewerbliche Mitarbeiter/innen. Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens:
Ingenieure 1
Techniker 3
Meister 2
Facharbeiter 14
Angelernte Mitarbeiter 6
Werkstattmitarbeiter 67
Produktpalette:
Herstellung von Korpusmöbeln in Einzelfertigung und Serie
Gartenmöbel
Spezielle Einbauküchen für Behinderte und Betagte
Kinderkartenmöbel u.ä.
Betriebsmittelausstattung:
CNC-Plattenaufteilsäge
3 CNC-Bearbeitungszentren
automatische Kantenanleimmaschine
diverse stationäre Hobel- und Fräsmaschinen
Massivholzkreissäge
Formatsägen
Breitbandschleifmaschinen
Software mit CNC-Anbindung:
Zuschnittoptimierung für Plattenaufteilsäge
Wood-Wop für die CNC-Bearbeitungszentren
Weeke-CAD/CAM für die Einzelteilprogrammierung
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 16 -
III BETEILIGTE FIRMEN
Software ohne CNC-Anbindung:
AutoCAD
Küchenplanungsprogramm Softplan
Materialwirtschaftsprogramm Pro`Gros
Aufgabenstellung für das Modellvorhaben:
Unterstützung bei der Entscheidungsfindung, der Auswahl und der Einführung eines objektorientierten CAD/CAM-Systems mit integriertem CIM-Ansatz für die Holzverar-beitung.
Unterstützung bei der Schulung und Einführung des Systems unter Berücksichtigung der betrieblichen Gegebenheiten.
Unterstützung bei der Auswahl und bei evtl. Schnittstellenproblematiken einer PPS-Software (HOKUBASE) in Verbindung mit dem objektorientierten CAD/CAM-System (IMOS).
Stellungnahme:
Peter van Afferden - Fertigungsleiter der Hamburger Werkstatt GmbH: Wir setzen im Bereich Konstruktion und Fertigung bereits seit 10 Jahren CAD und CAD/CAM-Software ein. Vor 1,5 Jahren haben wir diese Linie konsequent um ein objektorientiertes CAD/CAM-System mit PPS-Anbindung erweitert. Damit haben wir einen großen Schritt in die Zukunft gewagt. Schon in der Planungsphase wurden wir von Seiten des Modellversuchs beraten. Dies hat uns sehr geholfen, ein System zu finden, dass die Konstruktions- und Fertigungsanforderungen unseres Betrieb optimal abdeckt. Zudem wäre es uns ohne die anschließende fast eineinhalb Jahre dauernde kontinuierliche Betreuung durch den Modellversuch kaum gelungen, den Wechsel im Bereich Konstruktion, Arbeitsvorbereitung und Fertigung so problemlos zu vollziehen, wie er jetzt zu unserer vollsten Zufriedenheit gelungen ist. Aus diesem Grund möchten wir uns an dieser Stelle recht herzlich bei der Innovationsstiftung Hamburg für die Förderung dieses zukunftsweisenden Modellvorhabens bedanken.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 17 -
III BETEILIGTE FIRMEN
3.3 Fa. Carl Schütt Tischlerei GmbH Firmenprofil:
Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens: Meister 4
Facharbeiter 18
Auszubildende 8
Produktpalette:
Holzfenster
Haus- und Innentüren
Küchen
Einbaumöbel
Hochwertiger Innenausbau
Betriebsmittelausstattung:
CNC-Bearbeitungszentrum Eumacop Speedy
Pendel-, Platten-, Format-, Band-, Vielblatt- und div. Kappsägen
Fräsmaschine, Kantenfräse, Rahmenzinkenfräse
Kantenanleimmaschine,
Breitband- und Kantenschleifmaschine
Abrichter, Dickenhobel, Vierseitenhobler,
Dübelmaschine, Kettenstemmer,
Rahmenpresse, Furnierpresse
Ecklager-, Oliven-, Langloch-, Topfband und Standbohrmaschine
Lackieranlage
Unicontrol 10/3
Fügesäge, Furnierverleimmaschine,
Software mit CNC-Anbindung:
keine
Software ohne CNC-Anbindung:
Pinncalc
Aufgabenstellung für das Modellvorhaben:
Aufbau der Stammdaten für die Konstruktion mit DaVinci
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 18 -
III BETEILIGTE FIRMEN
Stellungnahme:
Manfred Aberger, Tischlermeister: Das Konstruktionsprogramm DaVinci ist für den Einsatz in unserem Betrieb sehr gut geeignet. Die Schwierigkeit besteht allerdings darin, die Basisdaten einzurichten. Hätten wir das Programm ohne Betreuung eingeführt, würden wir es wahrscheinlich noch nicht einsetzen. Der Aufwand für das Anlegen von Betriebsdaten ist zu groß, um nebenbei gemacht zu werden. Nach einer Eingewöhnungsphase ist die Bedienung des Programms sehr unkompliziert und über-sichtlich. Es ist vorteilhaft, wenn man bereits Vorkenntnisse im CAD-Zeichnen (auch 2D) hat. Je intensiver das Programm genutzt wird, desto einfacher wird die Bedienung. Die Zeitersparnis im Vergleich zur bisherigen Arbeitsvorbereitung ist abhängig vom Schwierigkeitsgrad des Objekts. Sie liegt bei etwa 30 -60%. Ein weiterer großer Vorteil des Programms ist die Verkaufsförderung durch die fotorealistische Darstellung. Die ideale Form der Schulung wäre meiner Ansicht ein Wechsel zwischen Freistellung und betrieb-licher Arbeit. Der Mitarbeiter sollte für einen Zeitraum von ca. 10 Tagen für das Erlernen des Pro-gramms freigestellt werden. Nach zwei bis drei Wochen Anwendung im Betrieb sollte die Schulung fortgesetzt werden, wieder mit einer Freistellung. Nach drei Schulungsblöcken könnte die weitere Betreuung am Arbeitsplatz erfolgen. Diese Form der Einführung war in unserem Betrieb nicht mög-lich. Zu Beginn haben wir den Zeitbedarf für die Einführung eher unterschätzt. Wir dachten, die Einführung des Programms könnte neben dem normalen Tagesablauf stattfinden. Das ist zwar mög-lich, dauert aber länger als es in der anderen Form notwendig wäre. Mithilfe der Betreuung im Rahmen des Modellversuchs konnten wir die notwendigen Basisdaten speziell für unseren Betrieb erarbeiten und in das Programm übertragen. Ohne die Betreuung hätten wir dabei vermutlich kein System entwickelt. Das Programm würde dadurch weit weniger effektiv arbeiten. Wichtig war für uns eine flexible Terminabstimmung und die Betreuung am Arbeitsplatz. Mit der Betreuung durch Gewerbelehramts-Studenten haben wir gute Erfahrungen gemacht und sind sehr zufrieden. Durch ihre Berufsausbildung als Tischler bringen sie die Grundvoraussetzungen mit, um sich in die Arbeitsabläufe hineindenken zu können. Manfred Aberger
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 19 -
III BETEILIGTE FIRMEN
3.4 Fa. Torsten Utz GmbH Firmenprofil:
17 Mitarbeiter Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens:
Betriebsinhaber 1
Meister 4
Facharbeiter 8
Auszubildende 3
Sekretärin 1
Produktpalette:
Kompletter Innenausbau von einfach bis hochwertig
Betriebsmittelausstattung:
Kantenanleimmaschine
Plattensäge horizontal und vertikal
Breitbandschleifmaschine
Furnierpresse
2 Fräsmaschine
Tischkreissäge
sowie die übrigen gängigen Maschinen
Software mit CNC-Anbindung:
keine
Software ohne CNC-Anbindung:
Branchenprogramm HokuBase
AutoCAD
Aufgabenstellung für das Modellvorhaben:
Einbindung eines objektorientierten CAD-Systems mit Datenübergabe an das Branchen-programm unter Berücksichtigung von CAM-Erweiterungsmöglichkeiten.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 20 -
III BETEILIGTE FIRMEN
Stellungnahme:
Im Jahre 1999 wurde in unserem Betrieb, mit Hilfe des Hamburger Modellversuchs, die CAD-Software IMOS eingeführt. Ziel war es, diese mit dem schon vorher angeschafften Branchen-programm Hokubase zu koppeln, um so eine effiziente und rationelle Nutzung sicherzustellen. Ebenso war die Option auf eine CNC-Anbindung gegeben. Für dieses Vorhaben waren 100 Stunden angesetzt. Leider kam es aus betrieblichen Gründen nicht zur vollen Nutzung dieses Zeitraums. Die Schulungsmaßnahme wurde durch die Leiter des Modellversuchs Herrn Volker Striecker und Herrn Michael Ludolph, sowie Studenten der TU Hamburg-Harburg vorbildlich betreut. Zu jeder Zeit standen sie uns mit Rat und Tat zur Seite. Leider ist das Projekt an folgenden Punkten gescheitert: die CAD-Software ist auf Serienfertigung ausgelegt, welche im Betrieb wohl auch minimal vorhan-den ist, jedoch lohnt sich der Aufwand nicht diese Software ohne CNC-Fräse zu verwenden. Positiv war die Erfahrung das eine andere CAD-Software für den Einsatz in unserem Betrieb pas-sender ist. Wird diese Software im kommenden Jahr angeschafft, werden wir sehr gern auf das Projekt ´Hamburger Modellversuch´ zurück kommen, um eine professionelle und praxisorientierte Betreuung zu erhalten. mit freundlichen Grüßen i. A. J. Janaszak
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 21 -
III BETEILIGTE FIRMEN
3.5 Fa. SMF Vario32 Vertriebs-GmbH Firmenprofil:
10 Mitarbeiter Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens:
Techniker 1
Meister 2
Facharbeiter 7
Produktpalette:
Kompl. Innenausbau: Schranksystem Vario 32
Trocken- und Akustikbau
Betriebsmittelausstattung:
Kantenanleimmaschine
Formatkreissäge
Reihenbohrmaschine
Plattenaufteilsäge
Bandschleifmaschine
Software mit CNC-Anbindung:
keine
Software ohne CNC-Anbindung:
Pinncalc
Aufgabenstellung für das Modellvorhaben:
Einbinden des objektorientierten CAD-Systems „daVinci“ in den betrieblichen Arbeits-ablauf
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 22 -
III BETEILIGTE FIRMEN
Stellungnahme:
Bei uns im Betrieb war das Kalkulationsprogramm "Corpora" der Firma PinnCalc GmbH vorhanden und es sollte mit der Einführung des Zeichenprogramms " DaVinci" von der selben Firma ein vereinfachtes, genaueres und auch rationelleres Arbeiten erreicht werden. Außerdem sollte dem Kunden gegenüber eine bessere Darstellung seiner Anfrage ermöglicht werden. Aus diesem Grunde entschlossen wir uns, mangels ausreichender Vorkenntnisse, an der angebotenen Schulungs- und Betreuungsmaßnahme teilzunehmen. Dabei wurde eine Betreuung von wöchentlich ca. 3 Stunden mit einer Laufzeit von einem Jahr ver-einbart. Die Betreuung erfolgte durch Herrn Stahl. Anzumerken sei schon an dieser Stelle, dass Herr Stahl ein geduldiger Lehrer war, der uns immer wieder half, über die ewig neuen Klippen zu führen. Herr Stahl versuchte in den ersten Tagen herauszufinden, welche Anforderungen von uns gestellt wurden und wie sich diese in Einklang mit dem Programm bringen ließen. Nach dieser schweren Findung, es sollten Normteile eingesetzt werden, die sich zu festgelegten Rastern fügen sollten, er-arbeitete Herr Stahl einen Weg. Diesen Weg setzte er dann in Gruppengesprächen fort, um jedoch später Einzelschulungen abzuhalten. Dadurch wurde ein intensiveres Auseinandersetzen möglich und der Betrieb wurde durch die Einbindung aller nicht "lahmgelegt". Vorteilhaft dabei war auf alle Fälle, dass die Betreuung vor Ort erfolgte. Nachdem die veranschlagte Zeit für die Schulung abgelaufen war, galt es jedoch festzustellen, dass der Zeitraum für die Schulung zu kurz bemessen war. Schließlich war das Tagesgeschäft weiter zu erledigen. So muss noch heute festgestellt werden, dass um ein so komplexes miteinander verknüpftes Pro-gramm zu beherrschen ein ständiges Arbeiten daran erfordert. Hier sehen wir ein Problem, dass in einem kleineren Betrieb nur schwer möglich ist. Grundsätzlich meinen wir, dass man sich der zur Verfügung stehenden Hilfsmittel (Programme) nicht verschließen sollte und es ist deshalb jedem anzuraten sich damit auseinanderzusetzen. Allerdings muss auch hier ein richtiges Maß gefunden werden. Wir sind dankbar dafür, dass wir an der Maßnahme teilnehmen konnten. So sind wir heute in der Lage unseren Kunden eine vernünftige optische Darstellung zu erstellen. Innerbetrieblich läuft die optische Darstellung mit einer genauen Kalkulation und der Teileliste für die Fertigung zusammen. Mit freundlichen Grüßen S M F Vertriebs-GmbH
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 23 -
III BETEILIGTE FIRMEN
3.6 Fa. Heinrich Meyerfeldt Firmenprofil:
Die Firma wird in der 4. Generation als Einzelfirma von dem Tischlermeister Christian Meyerfeldt geführt. Derzeit arbeiten etwa 50 Mitarbeiter einschließlich Auszubildender in dem Betrieb. Ein Schwerpunkt der Firma ist die klassische und teilweise auch historische Fertigung von Massivholz-möbeln, wobei auch mal Aufträge aus dem europäischen Ausland wahrgenommen werden. Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens:
Geschäftsführer 1
Kaufmännische Angestellte 3
Meister 4
Techniker 4
Facharbeiter 30
Auszubildende 10
Produktpalette:
Ladenbau
Bürogestaltung
Gastronomieausbau
Privater Innenausbau
Betriebsmittelausstattung:
CNC-Plattenaufteilsäge
CNC-Bearbeitungszentren
Besäumsäge, Pendelsäge, Kreissäge und Bandsäge
Zwillingskreissäge
2 Tischfräsen und eine Bündigfräse
Kantenanleimmaschine
Furniersäge, Funierfügemaschine und 2 Furnierpressen
Breitbandschleifmaschine und Bandschleifmaschine
Software mit CNC-Anbindung:
Wood-Wop für die CNC-Bearbeitungszentren
Objektorientiertes 3D CAD/CAM-Programm IMOS
Weeke-CAD, LuCam und CAD+T für die Einzelteilprogrammierung
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 24 -
III BETEILIGTE FIRMEN
Software ohne CNC-Anbindung:
AutoCAD
Branchenprogramm
Office 97
Zeitwirtschaft
DATEV-Erfassung mit Online-Anbindung
Aufgabenstellung für das Modellvorhaben:
Aus dieser Sammlung von Insellösungen soll ein beispielhaftes Modell für eine ineinandergreifende Lösung geschaffen werden.
Stellungnahme: Bezüglich der CAD/CAM-Fertigung muss ich leider die Beendigung unserer Teilnahme am Modellversuch erklären. Nach der fast zweijährigen Teilnahme hat sich gezeigt, dass die verfügbaren Programme nicht in der Lage sind, die Anforderung aus unseren Fertigungserfordernissen zu erfüllen. Die gemeinsamen Versuche, traditionelle Fertigungstechniken, wie z. B. Rahmenbauweise mit Fül-lungen, mittels dieser Systeme zu fertigen, zeigten, dass die vorhandenen Programme dazu nicht geeignet sind. Hinsichtlich des wirtschaftlichen Einsatzes dieser Programme sind wir mit großen Erwartungen in den Modellversuch gegangen, müssen aber zu unserem Bedauern feststellen, dass trotz Ihres großen und unermüdlichen Einsatzes, für den ich mich an dieser Stelle herzlich bedanken möchte, die bis-herige Verfahrensweise "von Hand" nach wie vor erheblich einfacher, flexibler, übersichtlicher und wirtschaftlicher ist. Mit der Entscheidung der Beendigung haben wir uns schwer getan, auch wegen des betriebenen Aufwandes in den letzten Jahren, sehen aber aufgrund unserer wirtschaftlichen Situation und der bisherigen Ergebnisse keine Möglichkeit, die Teilnahme weiter fortzusetzen. Ich bitte soweit um Verständnis. Mit freundlichen Grüßen HEINRICH NEYERFELDT Tischlerei und Innenausbau Christian Meyerfeld
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 25 -
III BETEILIGTE FIRMEN
3.7 Fa. Pfeiffer Innenausbau Firmenprofil: 17 Mitarbeiter Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens:
Werkstatt: 13
Verwaltung: 4
Produktpalette:
Schrankwände,
Gehäusebau,
Wand- und Deckenverkleidungen,
Laden- und Messebau,
Hebe-, Senk- und Schiebewände,
Türen für den Wohn- und Objektbereich
sonstige Tischlereiarbeiten aller Art
Betriebsmittelausstattung:
Standardmaschinen
CNC-Plattenaufteilsäge
CNC-Kantenanleimmaschine
Software mit CNC-Anbindung:
ProLignum mit NC-Schnittstelle
Software ohne CNC-Anbindung:
AutoCAD
Aufgabenstellung für das Modellvorhaben:
Einführung eines CAD-Programms mit der Option der späteren Anbindung an ein CNC-Bearbeitungszentrum
Stellungnahme:
Einführung von ProLignum 3D in unserem Betrieb Im Dezember 1999 sollte die Einführung von ProLignum 3D bei uns beginnen. Durch die Umstel-lung von AutoCAD 14 auf 2000 hatte die Fa. KIWIsoft erhebliche Probleme. Ab April 2000 gab es die ersten halbwegs funktionierenden Versionen die von da an fast alle 2 Monate aktualisiert worden sind. Zu diesem Zeitpunkt fingen wir mit der Anpassung der Software auf unsere
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 26 -
III BETEILIGTE FIRMEN
Bedürfnisse an. Herr Meyer (unser Betreuer) erstellte für uns eine angepasste Stückliste, eine Funktion zur Einfügung unseres Zeichnungsrahmens mit unserem Logo und eine "Gebrauchsanweisung" die für einen Tischler alle wichtigen Funktionen gut erklärt hat. Durch den Umstand, dass ProLignum noch gravierende Mängel aufwies und viele Funktionen noch nicht lauffähig waren, haben wir mit der Schulung eines Mitarbeiters erst im September 2000 be-gonnen. Wir begannen mit zwei Schulungen ä 2-4 Stunden pro Woche. So hatten wir später die Möglichkeit, laufende Projekte mit ProLignum zu bearbeiten - bei Fragen stand uns Herr Meyer jederzeit zur Verfügung und hat bei technischen Problemen auch den Support mit der Fa. KIWIsoft für uns über-nommen. Nach etwa drei Monaten waren wir in der Lage, diverse Einbauschränke für den individu-ellen und hochwertigen Innenausbau damit zu Konstruieren. Die 3D Ansichten halfen uns, die Ent-würfe bei Architekten und Privatkunden zu Präsentieren und zu erläutern. Die Schnittzeichnungen sind für die Produktion ausreichend, obwohl das Modul sehr komplex ist und noch etwas benutzer-freundlicher gestaltet werden könnte. Das Stücklistenmodul war am Anfang etwas improvisiert, erst im Januar 2001 konnte man ohne Umwege die Stückliste nachbearbeiten. Allerdings braucht man eine ganze weile, der Stückliste von ProLignum zu vertrauen. Abgesehen davon, dass es Spaß macht, mit ProLignum zu konstruieren, kann man damit sehr schnell und komfortabel 3D-Entwürfe erstellen. Kleinere Maß bzw. Konstruktionsänderungen lassen sich ebenfalls schnell umsetzen, bei größeren Änderungen ist es jedoch meistens ratsam, die Zeichnung noch mal zu erstellen. ProLignum eignet sich hervorragend für den individuellen Innenausbau, jedoch nicht für "System-möbel" die man im nachhinein verändern möchte. Leider muss man bei einem fotorealistischen Ent-wurf die umständlichen Funktionen von AutoCAD anwenden obwohl die Rendermaterialien in der Materialdatei festgehalten werden, muss jedem Bauteil noch mal eine Materialoberfläche zugewiesen werden. Am Anfang standen wir dem Modellversuch etwas skeptisch gegenüber, wurden aber vom Gegenteil überzeugt. Die Tatsache, einen Ansprechpartner zu haben, der selber Tischler ist, erleichtert die Schulung erheblich. Der Betreuer kann sich in die praxisgerechte Situation versetzen und dadurch die Anwendung besser vermitteln und bei der Suche nach Lösungsvorschlägen behilflich sein. Auch die Anpassung an betriebliche Gegebenheiten ist ein weiterer Vorteil des Modellversuchs. Fazit: ProLignum 3D in unserem Betrieb ist erfolgreich eingeführt worden. Das Konzept des Modellversuchs hat es uns ermöglicht, eine komplexe Software bei laufender Produktion einzuführen und weitestgehenst zu beherrschen. Nach unserer Einschätzung hätte die Schulung über Softwarefirmen wesentlich länger gedauert, wäre deutlich Kostenintensiver ausgefallen und wahrscheinlich nicht so verständlich erläutert worden. Mit freundlichen Grüßen Ihre pfeiffer innenausbau GmbH Heiko Pfeifer
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 27 -
III BETEILIGTE FIRMEN
3.8 Fa. Tischlerei Holst Firmenprofil:
5 Mitarbeiter Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens:
Meister: 1
Facharbeiter: 2
Auszubildende: 2
Produktpalette:
Alle Tischlerarbeiten im gehobenen Wohn- und Objektbereich
Betriebsmittelausstattung:
Standardmaschinen
Software mit CNC-Anbindung:
keine
Software ohne CNC-Anbindung:
Branchenprogramm OSD
Aufgabenstellung für das Modellvorhaben:
Einführung eines CAD-Programms
Stellungnahme:
Ich habe vor dem Modellversuch bereits einige Schulungen direkt bei dem Softwarevertrieb meiner bis dahin eingesetzten Software "spirit" besucht und bald festgestellt, dass ich das erlernte viel zu schnell vergesse. Das war nicht das, was ich mir von einer Schulung erhofft hatte. Bis zum Start des Modellversuchs im Februar 2000 hatte ich mich bereits unabhängig vom Modell-versuch von dem Programm "spirit" getrennt und war offen für Neues. Ich habe mich selbst mit der Suche nach der für mich passenden Software beschäftigt und war eigentlich auch fündig geworden. Zu diesem Zeitpunkt schaute ich zum ersten Mal in der G6 zu einer Info-Veranstaltung vorbei. Nach sehr guter und intensiver Beratung mit den teilnehmenden Schulungsleitern und den anwesenden Studenten kamen wir gemeinsam zu der Programmkombination von DaVinci als CAD und Corpora als Branchenlösung. Bis dato hatte ich das OSD-Programm bereits seit 13 Jahren als Branchenprogramm im Einsatz. Leider ist eine Anbindung DaVinci und OSD nicht ohne größere Probleme möglich und so wagte
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 28 -
III BETEILIGTE FIRMEN
ich den Schritt meinen sehr lange gepflegten Datenbestand im OSD-Programm in ein anderes Programm zu übertragen (soweit möglich und natürlich erst mal nur zum Testen). Leider kam ich nach ca. einem halben Jahr zu der Erkenntnis, dass ich mit diesen Programmen nicht glücklich werden kann. Es hat unterschiedliche Gründe, die teilweise im Programm zu finden sind und teilweise wohl auch an meiner Sturheit liegen. Ich war wohl zu sehr von dem OSD verwöhnt. Eine ganz tolle Leistung hat in der Zeit mit DaVinci und Corpora allerdings der mir zugewiesene Student Peter Stahl gebracht. Wir sind sehr häufig an irgendwelche Programmgrenzen gestoßen und er hatte beim nächsten Treffen die Lösung dafür. Nochmals vielen Dank Peter! Du hast mir sehr geholfen, auch wenn es kein positives Ergebnis gebracht hat, oder vielleicht gerade deshalb. Dann zeigten sich plötzlich die großen Vorteile, die der Modellversuch mit sich brachte: In der Zwischenzeit ist nämlich eine Programmversion von dem Programm fertig geworden, welches ich eigentlich schon über ein Jahr beobachtet hatte: VectorWorks, vormals MiniCad. Mit der neuen Version macht das Programm jetzt genau das, was ich schon immer von einem CAD-Programm er-wartet hatte: Objektorientiertes konstruieren und trotzdem jede Linie und jedes Detail von Hand einfach verändern können. Ich hatte auch noch Glück, dass sich gerade der Student Thomas von Arps in dieses Programm eingearbeitet hatte und auch die Zeit hatte, noch eine Firma zu betreuen. Von diesem Zeitpunkt an lief alles so wie ich es schon immer erhofft hatte. Das Programm passt zu 100% in meine Firma und hat sogar eine Schnittstelle nach OSD, die ich bis zum heutigen Tag jedoch immer noch nicht genutzt habe. Das Programm erklärt sich großteils selbst und ich komme durch die recht einfache Gliederung und die objektorientierte Arbeitsweise sogar nach längerer CAD-Abstinenz schnell wieder rein. Ohne den Modellversuch hätte ich mit dem für CAD-Verhältnisse sehr geringen Kosten sicher noch nicht das für mich passende Programm gefunden und was das wichtigste ist: Die Begleitung über ein ganzes Jahr von einem Studenten, der in dem Programm absolut fit ist. Das kann kein zweitägiger Lehrgang bringen, auch nicht wenn man diese Herstellerschulung ab und zu wiederholt. Der Student Thomas von Arps hat sich ganz auf meine Betriebsabläufe eingestellt und angepasst. Er ist jede Woche an einem festgelegten Tag am Nachmittag gekommen. So war das Tagesgeschäft bereits weitgehend erledigt und wir haben dann ganz flexibel gegen Abend irgendwann ein Ende gefunden. Ein weiterer großer Vorteil dieser Art der Schulung besteht darin, dass wir an echten Aufgaben bei mir im Betrieb geübt und dann auch gleichzeitig gearbeitet haben. Zum Schluss möchte ich noch einmal ausdrücklich betonen, dass der Modellversuch für mich ein voller Erfolg war. Ich kann wirklich jedem empfehlen auf diese Weise in eine so komplexe Aufgabe eingearbeitet zu werden. Man erspart sich viel unnötigen Stress und hat immer einen kompetenten Problemlöser an seiner Seite. Mit freundlichen Grüßen, "Leben mit Holz" Tischlerei Holst e.K.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 29 -
III BETEILIGTE FIRMEN
3.9 Fa. Planungsbüro Baczko Firmenprofil:
Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens: Innenarchitekten 2
Produktpalette:
Ladenbau
Bürogestaltung
Privater Innenausbau
Objekteinrichtungen
Software ohne CNC-Anbindung:
Keine
Aufgabenstellung für das Modellvorhaben:
Beratung und Einführung eines 3D-CAD-Systems.
Stellungnahme: Im Vorfeld mussten wir uns erst einmal mit der Auswahl der verschiedenen CAD-Programme beschäftigen, die für unser Innenarchitekturbüro mit vielfältigen Schwerpunkten wie Laden- Möbelbau, Privat- & Objekteinrichtungen in Frage kommen könnten. Dabei stellten wir fest, das wir mit unseren spezifischen Anforderungen an ein CAD-Programm ähnlich eines Architekturbüros und Tischlerhandwerkes benötigten. Mit kompetenter Hilfe von Herrn Volker Striecker haben wir uns dann für Vektor Works entschie-den, das unseren Wünschen der einfachen Handhabung von "freien Formen" sowie zur 3-D Darstel-lung entsprach. Einfache Handhabung deshalb, da wir selbst nur über geringe CAD-Kenntnisse ver-fügen. "Freie Formen" sind für uns zur individueller Planung unabdingbar. Innerhalb der letzten 12 Monate hat Herr Arps-Aubert uns das Programm in allen Einzelheiten nähergebracht. Erst während dieser Zeit, wurde uns klar, welch unzählige Möglichkeiten dieses Programm aufweist und das wir die richtige Kaufentscheidung getroffen haben. Dabei hat die wöchentliche Unterrichtseinheit mit Herrn Arps-Aubert, der sich auf jeden Unterricht gründlich vorbereitet hat, unseren jeweiligen projektspezifischen Aufgabenstellungen mehrere Lösungsansätze bieten können. Auch über das CAD-Programm Vektor Works hinaus waren Herr Striecker und Herr Arps-Aubert jederzeit für unsere Fragen offen. Der Modellversuch bot uns die Möglichkeit, auch im eigenen Büro die Arbeit mit CAD einzuführen, unter der Voraussetzung geringer Investitionskosten und der ständigen Begleitung durch fachkompetente Ansprechpartner. Mit freundlichen Grüßen Volker von Baczko
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 30 -
III BETEILIGTE FIRMEN
3.10 Fa. Zywietz Firmenprofil:
10 Mitarbeiter Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens:
Meister 1
Facharbeiter 6
Auszubildende 1
Produktpalette:
Fenster und Türen
Einbauküchen und -schränke
Trockenbauarbeiten und Bodenbeläge
Schlüsselfertiger Innenausbau
Reparaturen und Dienstleistungen
Betriebsmittelausstattung:
Plattenaufteilsäge
Formatkreissäge
Kantenanleimmaschine
Abrichter und Dickenhobel
stationäre Fräsmaschinen
Reihen- und Langlochbohrmaschine
Bandschleifmaschine
Software mit CNC-Anbindung:
keine
Software ohne CNC-Anbindung:
Primus Branchenprogramm
Aufgabenstellung für das Modellvorhaben:
Einbinden des objektorientierten CAD-Systems „daVinci“ und des Branchenprogramms „Corpora“ in den betrieblichen Arbeitsablauf
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 31 -
III BETEILIGTE FIRMEN
Stellungnahme:
In unserem Betrieb wurde die CAD Software Da Vinci in Verbindung mit dem Branchenprogramm Corpora aus dem Hause Pinncalk eingeführt. Als Zeitraum für die Schulung wurde etwa ein Jahr vorgesehen. Dabei wurde für die Einführungs- bzw. Installationsphase zunächst ein größerer Zeitumfang eingeplant, nach einer gewissen Einarbei-tung sollte es dann nur noch gelegentliche Treffen geben (je nach Bedarf alle 1-3 Wochen) in denen dann Fragen, die in der Praxis aufgetaucht waren, besprochen und gemeinsam mit dem Betreuer gelöst werden sollten. Die Schulungsmaßnahme hat Antje Herchenhahn durchgeführt. Wir halten Ihr Angebot weiterhin für sehr geeignet, in unserem Fall war die Maßnahme allerdings in sofern ein Misserfolg, als wir heute Da Vinci nicht mehr einsetzen. Stattdessen verwenden wir bislang weiterhin unser altes Branchenprogramm. Nachdem wir Schwierigkeiten mit Da Vinci und Corpora festgestellt hatten, haben wir uns noch einmal mit Frau Herchenhahn und Herrn Ludolf beraten, diese Beratung hat uns allerdings nicht veranlasst Da Vinci auch in Zukunft zu verwenden. Für unseren Einsatzbereich halten wir mittlerweile das Programm Vector-Works für geeigneter, es ist aber noch nicht bei uns installiert oder angeschafft worden. Für das Branchenprogramm wurde uns von Ihrer Seite aus geraten, auf evtl. Schnittstellen zwischen CAD und Branchenprogramm zu achten, daher würden sich bei Einsatz von Vector-Works nur 2 Programme anbieten, OSD oder ProHandwerk. Aus zeitlichen Gründen haben wir die Einführung eines neuen Branchenprogramms zunächst mindestens bis Mitte des nächsten Jahres verschoben. Probleme bei der Einführung von Da Vinci: Die Entscheidung für Da Vinci wurde zwischen mehreren alternativen Programmen getroffen. Aus-schlaggebend war das Preis-Leistungs-Verhältnis und, in geringerem Rahmen, dass eine Kopplung mit einem Branchenprogramm, Corpora, auf Windows Basis, bestand. Leider haben wir versäumt uns dieses Programm im Vorweg genauer anzusehen. Corpora ist unserer Meinung nach keine unmittelbare Verbesserung gegenüber dem von uns bislang genutzten Programm. Die Bedienungs-oberfläche ist nicht intuitiv verwendbar, es werden viele Voreinstellungen benötigt und viele Features sind umständlicher als bei unserem alten Programm. Bei einer Entscheidung für oder gegen Da Vinci schlug Corpora eher negativ zu Buche. Erst nach Beginn der Schulung haben wir festgestellt, dass das Programm Da Vinci, um damit in einem vernünftigen Rahmen arbeiten zu können, relativ viele Voreinstellungen benötigt, die uns etwas umständlich und zeitaufwendig erschienen. Insgesamt ist die Bedienoberfläche nicht intuitiv/spielerisch zu bewältigen. Um Zeichnen zu können muss sich relativ streng an die Vorgaben der Software gehalten werden. Aufgrund der relativen Kompliziertheit der Bedienung geht die Fähigkeit der Handhabung relativ schnell wieder verloren, wenn nicht häufiger mit dem Programm gearbeitet wird. Bei uns werden viele Angebote, Rechnungen etc. auch ohne Zeichnungen erstellt und dies wird wohl auch so bleiben, daher wäre für uns wichtig, dass auch nach einer Nicht-Nutzungs-Phase, der Einstieg relativ einfach und schnell möglich ist.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 32 -
III BETEILIGTE FIRMEN
Diese Hürden haben dazu geführt, dass Da Vinci bei uns in der Praxis wenig verwendet wurde, wir uns zuwenig damit beschäftigt haben, dadurch das Grundwissen nicht erweitert wurde und letztenendes Da Vinci dann gar nicht mehr verwendet wurde. Leider kam es auch, aufgrund von betrieblichen Gründen und Urlaubszeiten zu längern Phasen, in denen keine Schulung durchgeführt werden konnte. Wir sind weiterhin an der Anschaffung einer CAD-Software interessiert. Nachdem wir das CAD-Programm Vector-Works in Aktion gesehen haben und Sie dieses inzwischen in Ihr Schu-lungsprogramm aufgenommen haben, würden wir für die Anschaffung dieses Programms, falls möglich, gerne nochmals auf die Unterstützung des Modellversuches zurückgreifen, da nur so gewährleistet wird, dass das Programm tatsächlich im vorgesehenen Umfang vom uns genutzt werden kann. Für eine neue Schulung sehen wir folgenden Zeitplan als sinnvoll an: Schwerpunkteinführung: ca. 4 Tage ä 4 Stunden verteilt Über 2-3 Wochen Dann weitere wöchentliche Treffen (ca. 2-4 Stunden) für konkrete Projekte und Problemlösung. Neben der reinen Bedienung des Programms wäre es, wie bei Da Vinci, aber auch wünschenswert, z.B. Bibliotheken mit Standard-Korpussen etc. anzulegen, um für die betriebliche Praxis auch schnelle und effizientes Arbeiten zu ermöglichen. Leider haben wir uns das Scheitern der Einführung von Da Vinci erst relativ spät eingestanden. Wir hatten immer noch gehofft, das es "jetzt losgehen" würde mit dem Arbeiten mit Da Vinci. Für eine neue Schulungsmaßnahme könnten wir uns vorstellen, dass es von Vorteil wäre, wenn wir relativ schnell anfangen können zumindest Teilbereiche im täglichen Geschäft einzusetzen, um so Erfahrungen/Routine zu sammeln. Wichtig wäre, nicht erst große Kataloge anzulegen, sondern lieber zügig bestimmte kleiner Teilbereiche aktionsfähig zu machen. Wir hoffen, Ihnen mit unseren Ausführung gedient zu haben und verbleiben mit freundlichen Grüßen Zywietz GmbH Kay Zywietz
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 33 -
III BETEILIGTE FIRMEN
3.11 Fa. Zippert Firmenprofil:
12 Mitarbeiter Anzahl der Mitarbeiter für den Arbeitsbereich des Modellvorhabens:
Meister: 1
Facharbeiter: 7
Auszubildende: 3
Verwaltung: 1
Produktpalette:
Innenausbau und Büromöbelbau
Betriebsmittelausstattung:
IMA BIMA 100 QUADROFORM, Baujahr 1993
Standardmaschinen
Software mit CNC-Anbindung:
IMOS
NC-Anbindung erfolgt über das Variantenprogramm „WOODSTEP Version 2.14“ der IMA Maschinenfabriken Klessmann GmbH
Software ohne CNC-Anbindung:
keine
Aufgabenstellung für das Modellvorhaben:
Schulung der Arbeitsvorbereitung im CAD- Bereich des Programms
Schulung eines Facharbeiters in der Fertigung im CAM-Bereich des Programms
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 34 -
III BETEILIGTE FIRMEN
Stellungnahme: Stellungnahme zur Schulungs-, und Betreuungsmaßnahme des Hamburger Modellversuchs Die Walter Zippert Tischlerei-Innenausbau GmbH befindet sich z. Zt. in der Einführungsphase des Software-Systems IMOS. Zu Beginn wurde für die Schulungsmaßnahmen ein Bedarf von 220 Stunden festgesetzt, von denen 110 Stunden auf den Bereich Arbeitsvorbereitung und 110 Stunden auf den Fertigungsbereich entfallen sollten. Seit Beginn der Schulungsmaßnahmen am 01.06.2000 sind bis heute insgesamt 280 Stunden Schulungsaufwand angefallen. Mit der Durchführung beauftragt ist Birgitta Daude. Die Schulung im Bereich der Arbeitsvorbereitung ist effektiv und umfassend durchgeführt worden. In Zusammenarbeit mit dem Betriebsleiter wurden betriebsspezifische Stammdaten und eine Vielzahl an Standard-Konstruktionen erstellt. Die im Zusammenhang mit einer Basisschulung von IMOS erworbenen Kenntnisse hätten nicht ausgereicht, um diese betriebsspezifischen Stammdaten anzulegen. Im Bereich der Fertigung galt es primär Widerstände abzubauen und eine positive Grundstimmung gegenüber der neuen Software zu entwickeln. Durch langsames Heranführen an die Technik und detaillierte Auseinandersetzung mit Anwenderproblemen wurde diese Aufgabenstellung erreicht. Zudem sollte der Einsatz der IMOS-Software anhand von Realaufträgen geübt werden. Aufgrund technischer Probleme im Zusammenhang mit der CAM-Anbindung, die in den vergangenen 4 Monaten noch nicht abgestellt werden konnten, konnten diese Schulungsmaßnahmen nur begrenzt durchgeführt werden. Es bleibt zu befürchten, dass über den längeren Zeitraum des Stillstandes gewisse Anwenderfähigkeiten in Vergessenheit geraten sind. Aufgrund der positiven Erfahrungen mit den bisherigen Schulungsmaßnahmen ist jedoch davon auszugehen, dass dieser Rückstand zügig aufzuholen ist. Abschließend bleibt festzuhalten, dass die eigenständige Einführung und Schulung der Tischlerei-Software ohne Hilfe des Hamburger Modells wahrscheinlich nicht zu realisieren gewesen wäre. Eine Schulung anhand realer Aufträge ist sehr zu empfehlen. Der zu schulende Mitarbeiter sollte für Schulungszwecke vom Tagesgeschäft freigestellt werden, damit eine effiziente Schulung gewährleistet ist.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 35 -
III BETEILIGTE FIRMEN
3.12 GFA der Handwerkskammer Hamburg Die Gewerbeförderungsanstalt ist eine Einrichtung der Handwerkskammer Hamburg und ist unter anderem verantwortlich für die Durchführung der Tischlermeister Ausbildung in Hamburg. Die Curriculumentwicklung im Bereich der CAD/CAM-Ausbildung ist ausführlich unter Kapitel 8.3 Seite 95. beschrieben. Stellungnahme:
Welche Software sollte in Ihrem Betrieb eingeführt werden? Pro Lignum Welcher Zeitraum mit welchem Stundenumfang ist vereinbart und realisiert worden? 60/60 Wer hat die Schulungsmaßnahme durchgeführt? Herr Kolla Ist die Maßnahme erfolgreich gewesen? Ja. Wie beurteilen Sie die Schulungs- und Betreuungsmaßnahme? Als sehr gut Halten Sie diese neue Form der betrieblichen Weiterbildung für effektiv? Ja. Würden Sie diese Maßnahme rückblickend noch einmal durchführen? Ja. Würden Sie diese Form der betrieblichen Weiterbildung weiterempfehlen? Ja. Gab es problematische Situationen bei dieser Maßnahme? Ja, manchmal, Programm bedingt Welche Probleme sind bei dieser Maßnahme aufgetreten? Programm mehrfach abgestürzt, teilweise noch nicht vollständig, nicht Immer mit dem Tischlerhandwerk konforme Denkstrukturen. Fazit: Gute methodische und didaktische Ausbildung, Programm gut zu handhaben, ausbaufähig, für die Praxis zu empfehlen. Mit freundlichen Grüßen H. KATHKE FACHBEREICHSLEITER MEISTERVORBEREITUNG u. WEITERBILDUNG TISCHLER
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 36 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
4 Entwicklung eines Beratungs- und Schulungsansatzes
4.1 Problemanalyse zur Einführung computerunterstützter Technologien im Tischlerhandwerk
Im Gegensatz zu starren Fertigungsstraßen (der Industrie) entfallen beim Einsatz softwaregestützter Bearbeitungszentren aufwändige Umrüstzeiten und erlauben eine wirtschaftliche Herstellung von Kleinserien bis hin zu Einzelaufträgen (vgl. SCHEMME 1998, 140). Zudem ermöglicht der Einsatz von CAD/CAM-Programmen eine flexiblere Konstruktionstätigkeit und eine rationellere Ableitung der NC-Programme und Planungsdaten (Stücklisten, Barcodes etc.) für die Fertigung. Konstruk-tionstätigkeiten und Fertigungsprozesse, die sich ständig wiederholen, können somit optimiert wer-den. Aber auch für den Bereich des individuellen Innenausbaus sowie der individuellen Möbelfer-tigung - als die Form flexibler, handwerklicher Maßproduktion - werden auf Grundlage neuer rech-nergestützter Verfahrens- und Fertigungstechnologie dem Handwerk mit seinen kleinen und mittel-ständischen Tischlereibetrieben (im folgenden als KMU bezeichnet) Zukunftsperspektiven prognostiziert, wenn es denn die Umstellung auf diese neuen „elektronischen Werkzeuge“ vollzieht. (siehe dazu genauer: MACHBARKEITSSTUDIE 2001; insbesondere S. 31 – 37). Diese Erfolgsprognose setzt jedoch auch voraus, dass u.a. „integrierte Netzwerke zwischen kleineren und mittleren Firmen entstehen und Zentren der Wissenserzeugung und Qualifizierung sowie der Förderung unternehmerischer Fähigkeiten und des Erfindungsreichtums geschaffen werden“ (ebenda S. 8). Dies ist notwendig, da den potentiellen Möglichkeiten der neuen „elektronischen Werkzeuge“ einige Innovationsbarrieren vor allem auf Seiten von KMU entgegen stehen. Diese sollen im folgenden näher betrachtet werden.4
4.1.1 Probleme bei der Einführung von CAD/CAM-Systemen Die Einführung computerunterstützter Planungs- und Fertigungsprozesse im Tischlerhandwerk ist mit einer Reihe verschiedener Schwierigkeiten verknüpft. Auch wenn es bislang nur wenige Kennt-nisse über die tatsächliche Verbreitung von EDV im Tischlerhandwerk gibt (vergleiche Kapitel 4), kann aufgrund der bisherigen Erfahrungen und der Altersstruktur in den Betrieben davon ausge-gangen werden, dass viele Betriebsleiter und deren Mitarbeiter nur über geringe EDV-Kenntnisse verfügen. Auf dieser Basis stellt bereits die Auswahl und Bewertung potentiell für den Betrieb geeigneter Software ein Problem dar. Programmdemonstrationen der Softwarehersteller, beispielsweise auf Fachmessen, sind weitgehend ungeeignet, die Tauglichkeit eines Systems für einen spezifischen Betrieb zu prüfen, da die Vorführungen mit der Absicht ausgearbeitet werden, die Stärken eines Programms zu betonen. Für die Beurteilung der Eignung sind aber die Einschränkungen des Programms von mindestens ebenso großer Bedeutung. Eine Beratungsstelle, bei der objektivierende Informationen über die hier relevante Software eingeholt werden konnten, gab es zumindest für die im Hamburger Raum und Umland angesiedelten Tischlereien vor Beginn des Modellversuchs nicht.
4 Zu den folgenden Ausführungen vergleiche auch: HERCHENHAHN, LUDOLPH, STAHL, STRIECKER 2000; Seite 125 ff
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 37 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Auch für die Mitarbeiter von Betrieben, die bereits über Erfahrung im Umgang mit EDV verfügen, ist die Einführung eines neuen Systems problematisch. Das Personal eines KMU ist mit betrieblichen Aufgaben ausgelastet. Der Zeitaufwand, der für die betriebsspezifische Einrichtung eines Systems erforderlich ist, kann daher nur zu Lasten betrieblicher Arbeiten aufgebracht werden. Die Schulungen, die von den Softwareherstellern angeboten werden, sind in der Regel auf wenige Tage beschränkt. In dieser Zeit kann nur eine allgemeine Programmbedienung vermittelt werden. Die zur Nutzung der Software unbedingt notwendigen, zeitaufwendigen betriebsspezifischen Einstellungen müssen dann im Anschluss durch die so geschulten Mitarbeiter weitgehend ohne Unterstützung vorgenommen werden. Nach den Untersuchungen zu `Informations- und Kommunikationstechniken im Handwerk` von BRATER und MAURUS liegen die wesentlichen Probleme der Einführung aber zum größten Teil in eben diesem Bereich (1994, 15). Um diese Einführungsschwierigkeiten im folgenden für die holzverarbeitenden Betriebe des Innenausbaus präzisieren zu können, soll zunächst eine allgemeine Beschreibung der Struktur und Funktion der hier zu betrachtenden Programme gegeben werden. Im Bereich des Tischlerhandwerks werden unterschiedliche Softwarekomponenten verwendet. In einigen Betrieben wird Standardsoftware (z.B. Textverarbeitungsprogramme oder CAD-Programme, beispielsweise AutoCAD) eingesetzt. In Betrieben, die bereits über NC5-gesteuerte Maschinen verfügen, nutzen die Mitarbeiter in der Regel eine „Werkstattorientierte Programmierung“ (WOP). Nach unserer bisherigen Erfahrung verfügen viele Betriebe bereits über sogenannte `Branchenprogramme´6. Dies sind überwiegend branchenspezifisch ausgelegte Verwaltungsprogramme, in denen u.a. Kunden- und Mitarbeiterkarteien angelegt, Schriftverkehr (Angebote, Rechnungslegung etc.) erledigt, Zahlungsverkehr und Mahnwesen verwaltet sowie Kalkulationen erstellt werden können. Vergleichsweise neu auf dem Markt sind die sogenannten CAD- und CAD/CAM-Systeme. Hierbei handelt es sich um Programme, mit denen virtuell Möbel geplant werden können. Aus den 3D-Modellen können z.B. die Schnitt- und Einzelteilzeichnungen weitgehend automatisiert abgeleitet werden und Stücklisten für die verschiedensten Auswertungsanforderungen der Arbeitsvorbereitung, Materialbeschaffung und Fertigung ausgegeben werden. Im Fall der ergänzenden CAM-Systeme ist eine Ausgabe der Fertigungsdaten in Form von NC-Programmen und teilweise auch Barcode-Etiketten möglich, die zur direkten Steuerung von Maschinen genutzt werden können. In den meisten Fällen ist eine Koppelung mit Branchenprogrammen oder Produkt-Planungssoftware (PPS) vorgesehen, um die computergestützte Arbeitsvorbereitung zu vervollständigen. Einen weiteren Anreiz bieten die Möglichkeiten fotorealistischer Darstellung des geplanten 3D-Objekts auf Basis des jeweiligen CAD-Systems. Die Betriebe versprechen sich hierdurch Vorteile bei der Auftragsakquisition und der Preisverhandlung. Die CAD-Softwaresysteme, die für den Bereich Holz- und Kunststoffverarbeitung angeboten werden, sind objektiv nur schwer miteinander vergleichbar. (Für die folgende Analyse klammern wir in diesem Kapitel zunächst die CAM-Anbindung aus, um die Problemlage besser verdeutlichen zu können. Siehe dazu aber Kapitel 8). Der Grund dafür liegt in der unterschiedlichen Arbeitsweise der Programme. Tendenziell können zwei Arten von CAD-Systemen unterschieden werden. Die eine basiert auf einer Datenbank, in der ein Regelwerk für die Konstruktion von Bauteilen und Möbeln hinterlegt wird. Die andere setzt eine jeweilige zeichnerische Neukonstruktion voraus, die um alle Eigenschaften für die weitere Planung ergänzt werden kann. Bei dieser Unterscheidung ist durchaus mitgedacht, dass auch Mischformen möglich sind. Potentiell kann mit einem
5 NC: Numerical Control 6 Nach unseren bisherigen Erfahrungen mit Betrieben ist es allerdings fraglich, in welchem Ausmaß die vorhandenen Branchenprogramme tatsächlich
genutzt werden.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 38 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
datenbankbasierten System die größere Arbeitsersparnis erzielt werden. Dies setzt aber nach unserer Erkenntnis wiederholbare Konstruktionen voraus und erfordert einen entsprechend hohen Aufwand für die grundlegende betriebsspezifische Einrichtung im Vorwege. Die Einführungsschwierigkeiten sind demgemäss jeweils unterschiedlicher Natur. Bei CAD-Systemen, die auf einer zeichnerischen Konstruktion des Objektes basieren, ist die Dauer der Einführungsphase direkt abhängig vom Komplexitätsgrad der verwendeten Software und vom Kenntnisstand der Benutzer hinsichtlich der implementierten Zeichnungs-, Änderungs- und Verwaltungsfunktionen des Systems. Hinzu kommt, dass bei objektorientierten Systemen (d.h. Systemen in denen die dreidimensionalen Körper bereits in der Konstruktionsphase als Seiten, Böden etc. hinterlegt werden, die zueinander in konstruktiven Abhängigkeiten stehen) für das Erlernen des funktionalen Umgangs der Systemlogik für das Anlegen, Ergänzen und Verändern eines Bauwerkes (Möbel, Innenausbauobjekte etc.) mit einem nicht zu unterschätzenden Zeitbedarf gerechnet werden muss. Die Definition der Bauteile hinsichtlich verwendeter Materialien, Kantenbeschaffenheit, Oberfläche, Korpusverbinder und Beschläge kann bei diesen Systemen in unterschiedlichen Perfektionsgraden betrieben werden. Soweit auf detaillierte Stücklisten wenig wert gelegt wird, kann sie z.B. sogar ganz entfallen. Hier sind je nach Anforderungen unterschiedliche Zeiten für den funktionalen Umgang mit der entsprechenden Logik anzusetzen. Bei dem Anspruch auf Perfektionierung des Systems gelten dann aber auch ansatzweise vergleichbare Bedingungen wie bei den im folgenden beschriebenen datenbankorientierten Systemen. Bei datenbankorientierten CAD-Systemen wird ein Möbel in der Regel nicht mittels Linien, Bögen oder 3D-Körper gezeichnet, sondern über vorstrukturierte Konstruktionsverfahren weitgehend automatisiert abgebildet. Eine solche Struktur setzt voraus, dass der Hersteller die jeweilige Kon-struktionsweise in seinen wesentlichen Bestandteilen vorgedacht und in dem Programm fixiert hat. Diese Struktur, die in der Regel die zeichnerische Tätigkeit des Anwenders auf wenige Momente begrenzt, reduziert aber auch die Möglichkeiten Gestaltungen und Konstruktionen auszuführen, die vom Hersteller nicht vorgesehen sind (vgl. auch BRATER/MAURUS 1994, 88). Lässt der Hersteller dem Anwender eine weitgehende Konstruktionsfreiheit, führt dies dazu, dass der Anwender nicht nur eine Vielzahl an Möglichkeiten einstellen kann, sondern auch einstellen muss. Der Aufwand, das Programm einzurichten, steigt damit erheblich. Einer weitgehenden Konstruktionsfreiheit steht meist eine Benutzerführung und damit auch Benutzerfreundlichkeit entgegen. Jeder Hersteller versucht, einen eigenen Weg zwischen diesen Polen zu finden. Auf diese Weise entstehen individuelle Programme mit jeweils eigenen Vorzügen und Schwächen. Die Auswahl eines geeigneten Programms kann daher nur unter Berücksichtigung der Anforderungen des speziellen Betriebes getroffen werden. Zu den Daten, die für eine betriebsspezifische Einrichtung erhoben werden müssen, gehören sämtli-che Materialdaten, die verwendet werden sollen (z. B. Platten, Furniere, Beschläge etc.). Des Weiteren können Bearbeitungen wie Oberflächenbeschichtungen, Profilfräsungen etc. angelegt und den Bauteilen zugeordnet werden. Soll die Möglichkeit genutzt werden, die Kalkulation über das System erstellen zu lassen, ist es notwendig, Bearbeitungszeiten für die jeweiligen Artikel anzulegen. Die Zuordnung erfolgt pro Einheit, z. B. Bearbeitungszeit je m² Platte oder je laufendem Meter Kante. Auf einer weiteren Ebene werden diese Artikel zu Bauteilen gruppiert. Eine Seite kann aus einer Trägerplatte, einem Belag und einer Oberflächenbearbeitung je Fläche, Kanten etc. zusammengesetzt werden. In vielen Betrieben sind diese Daten nicht oder nur unvollständig vorhanden. Insbesondere Zeitvorgaben werden von den Betrieben zur Kalkulation in dieser Form bisher kaum genutzt. Da die Bearbeitungszeiten aber je nach Maschinenausrüstung, Mitarbeitern und Fertigungsschwerpunkten von Betrieb zu Betrieb unterschiedlich sind, kann nicht auf
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 39 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
allgemeine Daten zurückgegriffen werden. Die Gesamtmenge der betriebsspezifischen Daten wird als „Stammdaten“ bezeichnet. Die konsequente Einrichtung dieser Stammdaten ist in der Regel nur durch die Koppelung des CAD-Systems mit einem PPS-System oder Branchensoftware möglich. Damit erweitert sich aber auch der Komplexitätsgrad des zu erlernenden Gesamtpaketes. Ein Problem bei der Einführung einer datenbankbasierten Software besteht also in der Erhebung betriebsspezifischer Daten. Da in den meisten Betrieben mit einer Vielzahl von Artikeln gearbeitet wird, ist der Zeitaufwand für das Anlegen zu Beginn beträchtlich. Noch aufwendiger ist die Erhe-bung betriebsspezifischer Bearbeitungszeiten. Neben dem Aufwand für die erstmalige Erstellung entsteht die Notwendigkeit, diese Daten langfristig aktuell zu erhalten. Preisveränderungen des Lie-feranten, Änderungen des Herstellers im Bereich seiner Produktpalette etc. machen eine konsequente Datenpflege notwendig, wenn sich in der Kalkulation nicht gravierende Fehler zu Lasten der Betriebe entwickeln sollen. Der hohe Zeitaufwand für diese Eintragungen führt in der Praxis häufig dazu, dass die Datensätze nur unvollständig angelegt und infolgedessen permanent nachgebessert werden müssen. Auf diesem Weg geht ein beträchtlicher Anteil an Zeitersparnis verloren, der durch ein vollständig eingerichtetes System möglich ist. Die Mitarbeiter eines Betriebes dürften prinzipiell sehr wohl in der Lage sein, diese Einstellungen selbst vorzunehmen, gezielte Hilfestellungen bedürfen Sie jedoch für die notwendige Strukturierung Ihrer Arbeit.
Die optimale Nutzung eines solchen Systems erfordert nicht nur das Anlegen der Daten, sondern auch die Entwicklung einer Datenstruktur, um die Notwendigkeit von Änderun-gen und den Aufwand für die Datenpflege gering zu halten. Das Entwickeln einer solchen Struktur erfordert einerseits umfassende Kenntnisse des Programms und seiner Möglichkeiten bis ins Detail, die nach einer kurzfristigen Schulung noch nicht vorhanden sein können. Andererseits kann diese Struktur nur auf der Basis genauer Kenntnisse des Betriebes mit seinen Fertigungsbedingungen, seiner Marktposition, den Kundenerwartungen etc. angelegt werden, da die betrieblichen Voraussetzungen so unterschiedlich sind, dass sie nicht in einem vorgedachten Ansatz berücksichtigt werden können.
Die Fertigungsverfahren des Betriebes und die Konstruktionsvorschläge des Programms sind nur selten bis ins Detail deckungsgleich. Da der mit dem Entwurf beauftragte Mitar-beiter individuelle Gegebenheiten und Sonderwünsche der Kunden zu berücksichtigen hat, kann er nicht, selbst wenn er es wollte, durchweg die Konstruktionsangebote des Programms übernehmen. Im Einzelfall muss also ein Kompromiss zwischen den verschiedenen Lösungsverfahren gefunden werden, mitunter auch durch `Zweckentfremdung´ anderer Programmfunktionen. Auch diese Arbeiten erfordern ein hohes Maß an Sicherheit im Umgang mit dem Programm.
Computerunterstützte Arbeit im Betrieb hat in der Regel auch mehr oder minder große Umstellungen in der Betriebsorganisation zur Folge. Diese Konsequenzen sind den Betrieben zu Beginn der Einführung oft noch nicht klar. Die Art der Umstellung erfordert überdies eine Versuchsphase, in der Vor- und Nachteile abgewogen werden können. Im Zweifelsfall kann dies bedeuten, dass eine zu Beginn angelegte Datenstruktur den weiterentwickelten Anforderungen entsprechend wieder geändert werden muss.
Zusammengefasst liegen die Anforderungen bei der Einführung der hier besprochenen Systeme weniger in der Vermittlung der eigentlichen Programmbedienung, als vielmehr in der Unterstützung der Struktur- und damit auch der Organisationsentwicklung in den Betrieben.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 40 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Zu diesem Schluss kamen auch BRATER und MAURUS bei ihrer Auswertung. Sie betonen, dass die Implementierung der Systeme "a) mit nicht unerheblichen Einführungs- und Umstellungsproblemen ... verbunden ist
und b) vor allem dort zu Schwierigkeiten führt, wo es um die Anwendung der EDV auf den je spezifischen Betrieb geht" (1994, 15). Diese Anforderungen können durch kurzfristige Schulungsmaßnahmen nicht erfüllt werden. Die be-trieblichen Mitarbeiter sind zwar prinzipiell in der Lage, diese Schritte selbst durchzuführen, müssen aber mit einem weitaus höheren Zeitbedarf rechnen, da sie die Strukturentwicklungen erst nach intensiver Arbeit mit dem Programm zufriedenstellend umsetzen können. Die Auslastung des Personals klein- und mittelständiger Unternehmen, speziell in den leitenden Positionen, erlaubt in der Regel diesen hohen Zeitaufwand nicht und führt infolgedessen oft zu unbefriedigenden Lösungen in der Programmnutzung, teilweise sogar zur Aufgabe des Vorhabens. Diese Annahme wurde durch die Teilnahme der verschiedenen Betriebe an unserem Modellversuch bestätigt. Dabei ist diese Erkenntnis nicht auf Betriebe beschränkt, die als Neueinsteiger zu betrachten sind. Selbst Betriebe, die bereits seit mehreren Jahren mit einem CAD/CAM-System und/oder Branchenprogramm arbeiteten, waren gerade wegen dieser Erfahrungen im Selbstversuch sehr interessiert an den gebotenen Möglichkeit einer langfristig betreuten betriebsorientierten Einführung von Seiten des Modellversuchs. Die Schulungssituation im Hamburger Raum vor dem Modellversuch
Trotz der steigenden Komplexität der Programme hat sich der durchschnittliche Schulungszeitraum der Softwarehersteller nicht verändert. Die `Drei-Tage-Schulung´ wurde bereits 1992 von KRAAK in seinem Aufsatz "Auch der kleine Betrieb braucht die Weiterbildung 'am Arbeitsplatz' - Über-greifende Erfahrungen aus der Weiterbildung für Klein- und Mittelbetriebe für die wirtschaftliche Nutzung neuer Technologien" beschrieben (1992, 105) und als unzureichend eingestuft. Eine not-wendige langfristige Begleitung der betrieblichen Mitarbeiter kann in der Regel durch das Personal der Softwarehersteller nicht gewährleistet werden. Diese verfügen meist nur über einen begrenzten Mitarbeiterstamm, der zudem noch mit weiteren Funktionen in den Bereichen Entwicklung und Vertrieb ausgelastet ist. Die vergleichsweise geringe Verbreitung einzelner Softwareprodukte und die hohen Anforderungen der Betriebe an Flexibilität in der Terminabsprache aufgrund ihrer eigenen betrieblichen Aufgaben stehen der Beschäftigung von Schulungsstammpersonal entgegen. Darüber hinaus sind die Kosten für eine Vor-Ort-Schulung, die nach einem Marktvergleich der Fachzeitschrift `Der Bau- und Möbelschreiner´ bei 1000.- bis 1450.- DM pro Tag und Teilnehmer liegen (BM 1998, 67 - 76), für kleine Betriebe über einen längeren Zeitraum nicht finanzierbar. (Die entsprechenden Kosten für die Freistellung des Personals müssen zudem berücksichtigt werden.) Vereinzelt werden gerade in letzter Zeit Projektbetreuungen von Vertriebspartnern der Software-häuser angeboten, aber auch hier liegt die Grenze der Attraktivität für die kleinen und mittelständi-schen Tischlereibetriebe in der Höhe der Honorare, die sich im oben genannten Preisniveau bewegen. Mit einer Weiterbildung als Dienstleistungsangebot (Bildungsmarketing) ist für den Bereich der Innenausbau-Betriebe zur Zeit und auch künftig nicht zu rechnen. Die komplexe Struktur objektorientierter CAD/CAM-Systeme, ihre häufige Aktualisierungsnotwendigkeit und die damit verbundene Anpassung der Schulungsprogramme sowie ein insgesamt kleiner Markt stellen keine lukrativen Absatzmöglichkeiten für marktorientierte Weiterbildungsanbieter dar. Auch das Weiterbildungsangebot der Hamburger Handwerkskammer bietet für den thematisierten Bereich
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 41 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
keine Fortbildungsmöglichkeiten an, da auch hier eine notwendige Kostendeckung kaum erwartet werden kann. Die anderen institutionellen Formen der beruflichen Bildung und Weiterbildung sind vom Ansatz her nicht darauf ausgerichtet, durch direkte Maßnahmen zur Lösung der dargelegten Probleme beitragen zu können. Im Bereich der beruflichen Erstausbildung in Hamburg sind zwar die Grundlagen der CAD/CAM-Einzelteilfertigung im Lehrplan der Berufsschule bereits eingebunden, der Einsatz der hier relevanten Technologiestufe von 3D- (objektorientierten) CAD/CAM-Systeme setzt jedoch solch vertiefte Fachkenntnisse voraus, dass sie in dieser Ausbildungsstufe nicht erbracht werden können. Meisterschulen und besonders auch Fachschulen (siehe Kap. 8) haben gerade in jüngster Zeit Angebote für den hier relevanten Bereich geschaffen. Die Einschränkung bei diesem Angebot besteht jedoch darin, dass die Lehrpläne mit der dynamischen Entwicklung der Technologien nicht ad hoc und betriebsbezogen flexibel Schritt halten können. Die Umsetzung aktueller Technologien in Lehrpläne und Unterrichtsinhalte bleibt zwangsläufig hinter den jeweiligen Neuerungen zurück, da sich das Lehrpersonal darauf konzentrieren muss, strukturelle Entwicklungen zu erkennen, um entsprechend (programm-) übergreifende Grundlagen im Sinne von Schlüsselqualifikationen vermitteln zu können. Eine individuelle Betreuung der Betriebe zur Einführung von CAD/CAM-Technologien kann mit diesen Angeboten jedoch nicht geleistet werden. Die eben geschilderte Situation im Umfeld der als überlebensnotwendig prognostizierten Einführung neuer elektronischer Werkzeuge bei den kleineren und mittleren Unternehmen des Tischlerhandwerks stellt sich somit als größte Innovationsbarriere selber dar.
Hierfür Lösungen zu erarbeiten war die vordringlichste Aufgabenstellung des Modellversuchs. Daraus leiteten sich die folgenden Zielsetzungen ab:
Hilfestellungen in Form eines Technologie-Transfers bei der Einführung von komplexen (objektorientierten) CAD/CAM-Systemen mit Anbindung an Personal- Planungssysteme (PPS) oder Branchenprogramme für Betriebe zu entwickeln.
Änderungen von Qualifikationsstrukturen durch die Einführung dieser Systeme zu erfas-sen, um dann auf dieser Grundlage neue Möglichkeiten betrieblicher und beruflicher Weiterbildung zu entwickeln.
Beratungen hinsichtlich möglicher Änderungen der Arbeitsorganisation durch die Einführung dieser Systeme anzubieten.
Und eine institutionalisierte Beratungs-, Weiterbildungs- und Technologie-Transfer-möglichkeit für Hamburger Betriebe der Holz- und Kunststoffverarbeitung zu schaffen, die über den Zeitraum des Modellversuchs hinaus weist.
4.2 Erprobung von Schulungsmaßnahmen im Rahmen des Modell-versuchs
Um ein effektives und kostengünstiges Schulungsmodell entwickeln zu können, wurde im Rahmen des Modellversuchs ein Verfahren entwickelt, bei dem StudentInnen des Gewerbelehramts (an der Technischen Universität Hamburg-Harburg und der Universität Hamburg) die Aufgabe übernehmen, die Betriebe bei der Einführung der hier relevanten C-Technologien zu betreuen und die Mitarbeiter zu schulen. Damit wurde eine neue Kooperationsform zwischen den Lernorten und
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 42 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
der Vernetzung von Aus- und Weiterbildung erprobt, eine Form die vielfach als Grundlage der Modernisierung von Berufsbildung gesehen wird (vgl. PÜTZ 1998a, 1998b). Den Hintergrund für solche Überlegungen bildeten bisher jedoch fast ausschließlich Kooperationsbeispiele mit Großbetrieben; die Frage, wie Kooperationsmodelle mit klein- und mittelständigen Unternehmen gestaltet werden können, war zu Beginn des Modellversuchs noch weitgehend unbeantwortet.
4.2.1 Vorüberlegungen zum Schulungsansatz Ausgangspunkt der Überlegungen war, dass die StudentInnen des Gewerbelehramts äußerst günstige Voraussetzungen für ein solches Vorhaben mitbringen. Sie haben in der Regel eine abgeschlossenen Berufsausbildung zum Tischler bzw. zur Tischlerin oder einem artverwandten Beruf der Holzverarbeitung und/oder teilweise ein abgeschlossenes Fachhochschulstudium. Durch ihre Berufsausbildung im Holzbereich bringen die StudentInnen also notwendige Vorkenntnisse über handwerkstypische Fertigungsverfahren und Betriebsabläufe mit. Diese Fachkenntnisse sowie ihre Erweiterung im Rahmen des Studiums sind eine wesentliche Voraussetzung dafür, dass gemeinsam mit den betrieblichen Mitarbeitern betriebsgerechte Lösungen erarbeitet werden können. In ihrem fachbezogenen Studium absolvieren sie zudem u.a. mehrere Seminare zum Thema C-Technologien. Das parallele Studium der Pädagogik und Didaktik ermöglicht ihnen, den notwendigen Reflexionszusammenhang für die Wahl geeigneter Lernformen im Rahmen der anstehenden Schulungs- und Betreuungsmaßnahmen herzustellen.
4.2.2 Der im Modellversuch erprobte Schulungsansatz (Kurzform)
Vor dem eigentlichen Schulungsbeginn erfolgte eine Beratung der Firmen über die Wahl einer für die Produktionspalette und dem (gewünschten) Fertigungsverfahren des jeweiligen Betriebes geeigneten Software. Diese Beratung wurde durch die fachlichen Leiter des Modellversuchs vorgenommen. Je nach Wahl der Software wurden dafür spezialisierte StudentInnen beauftragt, die Schulungsmaßnahmen in Abstimmung mit den fachlichen Leitern vorzubereiten und durchzuführen. Die Einführung der (objektorientierten) CAD-Systeme wurde als Teamarbeit zwischen den jewei-ligen StudentInnen und Mitarbeitern der Betriebe konzipiert. Die StudentInnen sollten dabei ihre Software - Kenntnisse, die betrieblichen Mitarbeiter ihre Kenntnisse der Betriebsabläufe und Auf-tragsbedingungen in den Einführungsprozess einbringen. Die erforderlichen Kenntnisse zur Einrichtung des Systems sind in der Lerngemeinschaft vorhanden und können bei Bedarf zur Verfügung gestellt werden. Aufgaben des Schulungspersonals sind dabei:
Entwicklung der Programmkenntnisse des betrieblichen Mitarbeiters. Das Schulungs-personal stellt seine Programmkenntnis zur Verfügung; dabei soll aber der Lösungs-prozess nicht vorweggenommen werden. Der betriebliche Mitarbeiter muss Gelegenheit haben, eigene Lösungswege zu entwickeln und sie in die Arbeit einzubringen.
Einbezug schulungsunabhängiger Informationsquellen. Detailwissen über einzelne Probleme ist beispielsweise in der Online-Hilfe hinterlegt.
Unterstützung bei der frühestmöglichen Durchführung von Testaufträgen. Anhand voll-ständiger Auftragsbearbeitungen (inklusive Fertigung) können frühzeitig die Funktionen des Programms überprüft und bei Bedarf angepasst werden. Der betriebliche Mitarbeiter
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 43 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
gewinnt dabei gleichzeitig einen Überblick über die gesamte Programmstruktur. Diese Vorgehensweise wird als Prototyping bezeichnet.
Entlastung des betrieblichen Mitarbeiters von der Verantwortung für mögliche anfäng-liche Misserfolge in der Fertigung.
Überprüfung aufgetretener Fehler. Durch seine Kenntnisse kann das Schulungspersonal helfen, Fehler schneller zu identifizieren und zu beheben.
Aufgaben der Betriebsleitung bzw. der betrieblichen Mitarbeiter sind:
Schaffung eines von betrieblichen Aufgaben ausreichend trennbaren Arbeitsplatzes. Ist das nicht möglich, sollte u. U. ein externer Lernplatz vereinbart werden. (So können bei-spielsweise die Einrichtungen der Gewerbeschule für Holztechnik genutzt werden.)
Freistellung des betrieblichen Mitarbeiters für die Schulungszeit.
den betrieblichen Mitarbeiter einen notwendigen Handlungsfreiraum zu geben, um Arbeitsweisen des Betriebes gegebenenfalls modifizieren zu können, z. B. zur besseren Umsetzung implementierter Programmfunktionen.
Das Konzept des Modellversuchs, die Betriebe durch StudentInnen der Fachrichtung Holz- und Kunststofftechnik betreuen zu lassen, hat sich nach den bisherigen Erfahrungen als geeignet erwie-sen. Dabei wird sowohl die erforderliche Flexibilität gewährleistet als auch eine tragbare finanzielle Belastung der Betriebe über einen längeren Zeitraum berücksichtigt. Im folgenden erfolgt eine tiefergehende Analyse der konzipierten Schulungsmaßnahmen vor dem Hintergrund wissenschaftstheoretischer Aussagen zur beruflichen Weiterbildung sowie didaktisch-methodischer Ansätze. Die folgenden Abschnitte 6.3. und 6.4. sind ein weitgehend unveränderter Auszug aus der Examensarbeit von Frau Antje Herchenhahn (vgl. Herchenhahn 2000) und dienen geradezu als Beleg für die obige These, dass StudentInnen des Gewerbelehramtes über ideale Qualifikationen bezüglich der hier thematisierten Maßnahmen verfügen. In ihren Ausführungen entwickelt Frau Herchenhahn eine Theorie der Schulungsmaßnahmen des Modellversuchs.
4.3 Vergleich der Schulungssituation mit wissenschaftstheoretischen Aussagen zur Weiterbildung
Die bisher üblichen Schulungskonzepte sind nicht darauf ausgerichtet, den Anspruch individueller, betriebsorientierter Schulungen zu erfüllen. In diesem Kapitel sollen erziehungswissenschaftliche Theorieansätze zur Weiterbildung daraufhin betrachtet werden, ob sie geeignet sind, diese Anforde-rungen umzusetzen. Besonderes Augenmerk liegt dabei auf den theoretischen Grundlagen der beruflichen Weiterbildung. Eine vollständige Darstellung der Literatur zu dem Thema kann an dieser Stelle nicht erfolgen. Die Darstellung beschränkt sich auf wesentliche, exemplarische Positionen. Zu Beginn steht eine Einordnung der Schulungsmaßnahme in das bestehende System von Weiterbildung und eine Einschätzung der Größenordnung des Schulungsbedarfs in diesem Bereich.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 44 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
4.3.1 Einordnung der Schulungssituation in das System beruflicher Weiterbildung
Berufliche Weiterbildung wird je nach der Art der Organisation in formale und informelle berufliche Weiterbildung unterschieden. Diese Unterteilung entspringt einer Definition von beruflicher Weiterbildung durch den Deutschen Bildungsrat von 1970. Diese wird dort beschrieben als
„Fortsetzung oder Wiederaufnahme organisierten Lernens nach Abschluss einer unter-schiedlich ausgedehnten ersten Ausbildungsphase (...). Das Ende der ersten Bildungs-phase und damit der Beginn möglicher Weiterbildung ist in der Regel durch den Eintritt in die volle Erwerbstätigkeit gekennzeichnet (...). Das kurzfristige Anlernen oder Einar-beiten am Arbeitsplatz gehört nicht in den Rahmen der Weiterbildung.“ (DEUTSCHER BILDUNGSRAT 1970, 197)
Nach dieser Definition wird formale berufliche Weiterbildung verstanden als organisierte, mittel- bis langfristige Bildungsveranstaltung nach Abschluss einer ersten Ausbildungsphase. In der Praxis wird die Frage, ob die Form der beruflichen Weiterbildung als „organisiertes Lernen“ betrachtet wird, in der Regel durch das Angebot als „Kurs“ oder „Lehrgang“ eines institutionalisierten Weiterbildungsanbieters getroffen. Dazu gehören Kurse zur „Umschulung, Aufstiegsfortbildung, Einarbeitung, Anpassungsweiterbildung sowie sonstige Lehrgänge/Kurse im Beruf.“ (KUWAN 1999, 25). Neben diesen als „harte“ Formen bezeichneten Kernelementen beruflicher Weiterbildung werden seit 1994 durch das Berichtssystem Weiterbildung auch „weiche“ oder informelle Formen der beruflichen Weiterbildung erfasst. Zum Bereich der informellen beruflichen Weiterbildung gehören:
„A: Berufsbezogener Besuch von Fachmessen oder Kongressen B: Teilnahme an kurzzeitigen Veranstaltungen wie z.B. Vorträgen oder
Halbtagesseminaren C: Unterweisung oder Anlernen durch Kollegen, Vorgesetzte oder außerbetrieb-
liche Personen (z. B. Schulung durch Herstellerfirma) D: Selbstlernen durch Beobachten und Ausprobieren am Arbeitsplatz oder in der
Freizeit E: Selbstgesteuertes Lernen am Arbeitsplatz oder in der Freizeit mit Hilfe von
Medien (z. B. computerunterstützte Selbstlernprogramme, berufsbezogene Ton- und Videokassetten usw.)
F: Vom Betrieb organisierte Fachbesuche in anderen Abteilungen/ Bereichen oder planmäßiger Arbeitseinsatz in unterschiedlichen Abteilungen zur gezielten Lernförderung (z. B. Jobrotation)
G: Vom Betrieb organisierte Austauschprogramme mit anderen Firmen H: Qualitätszirkel, Werkstattzirkel, Lernstatt, Beteiligungsgruppe I: Lesen von berufsbezogenen Fach- und Sachbüchern oder berufsbezogenen
Fach- und Spezialzeitschriften am Arbeitsplatz oder in der Freizeit“ (KUWAN 1999, 55)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 45 -
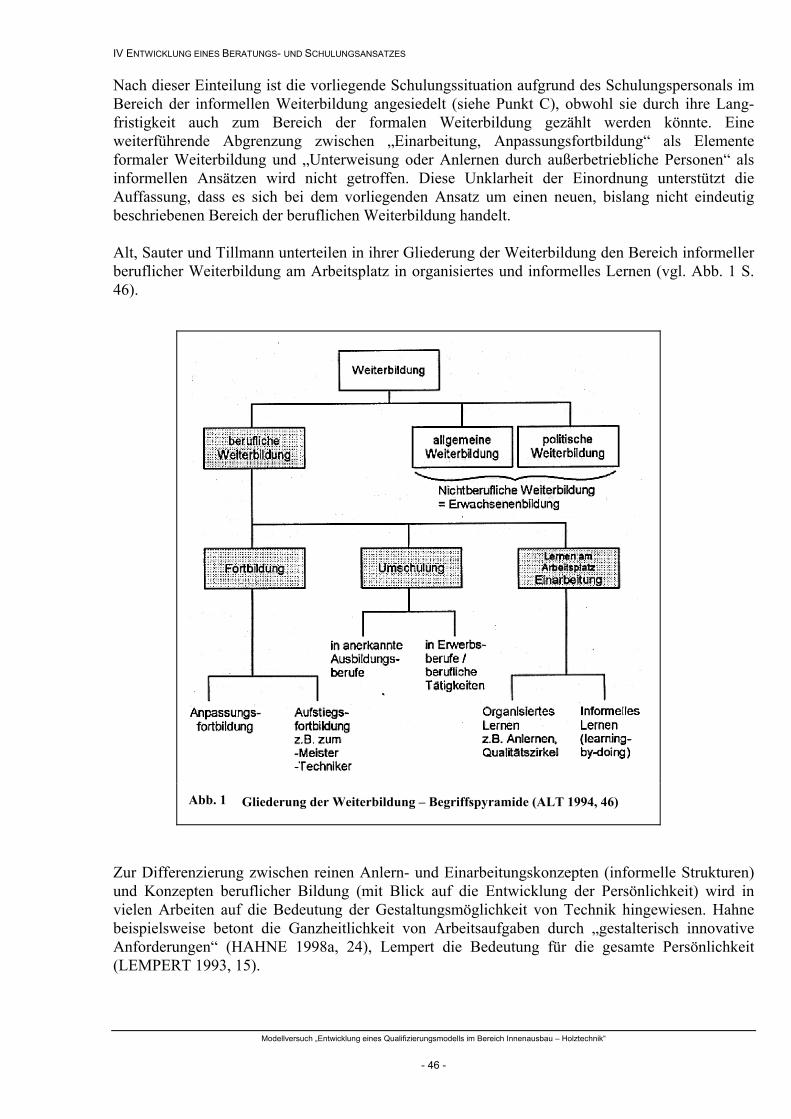
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Nach dieser Einteilung ist die vorliegende Schulungssituation aufgrund des Schulungspersonals im Bereich der informellen Weiterbildung angesiedelt (siehe Punkt C), obwohl sie durch ihre Lang-fristigkeit auch zum Bereich der formalen Weiterbildung gezählt werden könnte. Eine weiterführende Abgrenzung zwischen „Einarbeitung, Anpassungsfortbildung“ als Elemente formaler Weiterbildung und „Unterweisung oder Anlernen durch außerbetriebliche Personen“ als informellen Ansätzen wird nicht getroffen. Diese Unklarheit der Einordnung unterstützt die Auffassung, dass es sich bei dem vorliegenden Ansatz um einen neuen, bislang nicht eindeutig beschriebenen Bereich der beruflichen Weiterbildung handelt. Alt, Sauter und Tillmann unterteilen in ihrer Gliederung der Weiterbildung den Bereich informeller beruflicher Weiterbildung am Arbeitsplatz in organisiertes und informelles Lernen (vgl. Abb. 1 S. 46).
Abb. 1
Zur Differenzierunund Konzepten bevielen Arbeiten aubeispielsweise betoAnforderungen“ (H(LEMPERT 1993,
Gliederung der Weiterbildung – Begriffspyramide (ALT 1994, 46)
g zwischen reinen Anlern- und Einarbeitungskonzepten (informelle Strukturen) ruflicher Bildung (mit Blick auf die Entwicklung der Persönlichkeit) wird in f die Bedeutung der Gestaltungsmöglichkeit von Technik hingewiesen. Hahne nt die Ganzheitlichkeit von Arbeitsaufgaben durch „gestalterisch innovative AHNE 1998a, 24), Lempert die Bedeutung für die gesamte Persönlichkeit
15).
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 46 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Von Schulungskonzepten beruflicher Weiterbildung im erziehungswissenschaftlichen Sinn wird gefordert, dass sie Raum für Gestaltungshandeln in Zusammenhang mit der Technik schaffen. Dabei darf aber nicht nur an die Öffnung neuer, durch die Technik implizierte Gestaltungsfreiräume gedacht werden; vielmehr muss der Einführungsprozess so angelegt werden, dass die in der bisherigen betrieblichen Arbeit entwickelten und genutzten Freiräume in dem neuen Konzept möglichst berücksichtigt werden und nicht aus Unkenntnis zu Gunsten neuer, aber von den Mitarbeitern erst zu erlernender und damit nicht verfügbarer Freiräume bedenkenlos zerstört werden. Gerade in dieser Fragestellung erweist sich ein betriebszentrierter Schulungsansatz als unumgänglich. Nur durch den individuellen Einbezug der Mitarbeiter und des betrieblichen Umfeldes kann die Technik an den Betrieb und nicht der Betrieb an die Technik angepasst und damit die Möglichkeit zu gestalterischem Umgang mit Technik eröffnet werden. Das Fehlen einer einheitlichen Begriffsbestimmung beruflicher Weiterbildung mit klar abgegrenzten Zuordnungskriterien lässt die Einordnung der Schulungssituation als Grenzfall formaler und informeller beruflicher Weiterbildung erscheinen. Nach der bisherigen Erfassung durch das Berichtssystem Weiterbildung wäre eine Einstufung als informelle berufliche Weiterbildung anzunehmen. Aufgrund der Kriterien
Langfristigkeit,
organisierte Lernsituation und
über ein Anlernen hinausgehender betriebspädagogischer Ansatz
erscheint eine zukünftige Einordnung im Bereich der „formalen“ beruflichen Weiterbildung als zu-treffender.
4.3.2 Angaben über den Umfang des Schulungsbedarfs Detaillierte Angaben über das Ausmaß des Schulungsbedarfs im Bereich der Einführung von CAD-Systemen liegen nicht vor. Nach Angaben des Berichtssystems Weiterbildung VII von 1998 nahmen 34% der ca. 7000 Befragten an mindestens einer „Unterweisung oder Anlernen durch Kollegen, Vorgesetzte oder außerbetriebliche Personen (z. B. Schulung durch Herstellerfirma)“ teil (vgl. Abb. 2 S. 48). Nach der Einteilung von Alt (s. o.) stellte diese Gruppe den größten Anteil „organisierten Lernens am Arbeitsplatz“ dar. Die Zunahme in diesem Bereich hat sich seit 1994 mehr als verdoppelt (16% zu 34%). Einen vergleichbaren Zuwachs zeigten nur die Bereiche „Selbstlernen durch Beobachten und Ausprobieren“ und „Selbstgesteuertes Lernen mit Hilfe von Medien“. Im Vergleich dazu liegt die Teilnahme an formalen beruflichen Weiterbildungsangeboten bei 30%, mit einer Steigerung seit 1994 von 6% (vgl. Abb. 3 S. 49). Da keine qualitative Auswertung der Schulungsinhalte vorliegt, kann der Anteil von EDV-bezogener Weiterbildung in den einzelnen Bereichen nicht ermittelt werden. Festzuhalten ist aber zumindest, dass in den Bereichen informeller Weiterbildung, in denen Herstellerschulungen und Selbstlernbemühungen erfasst werden, ein überproportional großer Zuwachs festzustellen ist.7 7 Hinweis: Eine Aktualisierung der hier in den Kapitel 6.3 und 6.4 getroffenen Aussagen zu Art und Umfang von Lernformen im Rahmen beruflicher Weiterbildung erfolgte durch die im Oktober 2001 erschienene Auswertung neuerer statistischer Erhebungen des Bundesinstitutes für Berufsbildung
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 47 -
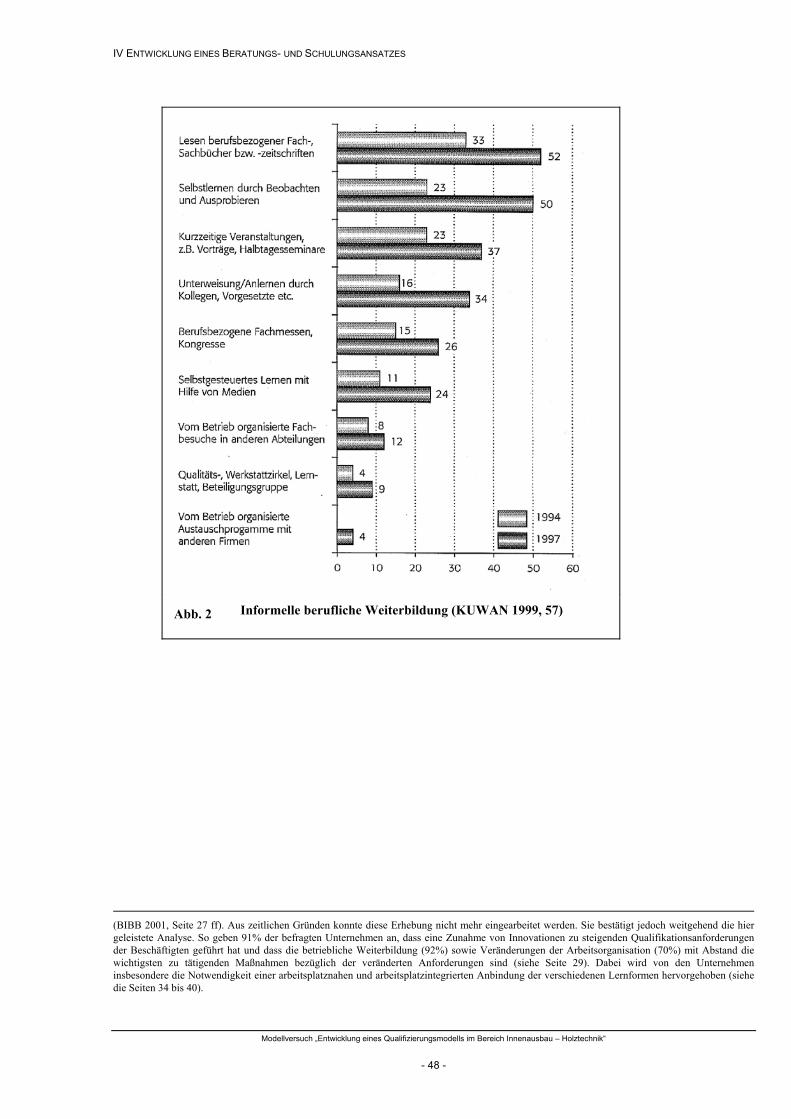
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Abb. 2
(BIBB 2001, Seite 27 ff). Ageleistete Analyse. So gebeder Beschäftigten geführt hwichtigsten zu tätigenden insbesondere die Notwendigdie Seiten 34 bis 40).
Informelle berufliche Weiterbildung (KUWAN 1999, 57)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 48 -
us zeitlichen Gründen konnte diese Erhebung nicht mehr eingearbeitet werden. Sie bestätigt jedoch weitgehend die hier n 91% der befragten Unternehmen an, dass eine Zunahme von Innovationen zu steigenden Qualifikationsanforderungen at und dass die betriebliche Weiterbildung (92%) sowie Veränderungen der Arbeitsorganisation (70%) mit Abstand die Maßnahmen bezüglich der veränderten Anforderungen sind (siehe Seite 29). Dabei wird von den Unternehmen keit einer arbeitsplatznahen und arbeitsplatzintegrierten Anbindung der verschiedenen Lernformen hervorgehoben (siehe
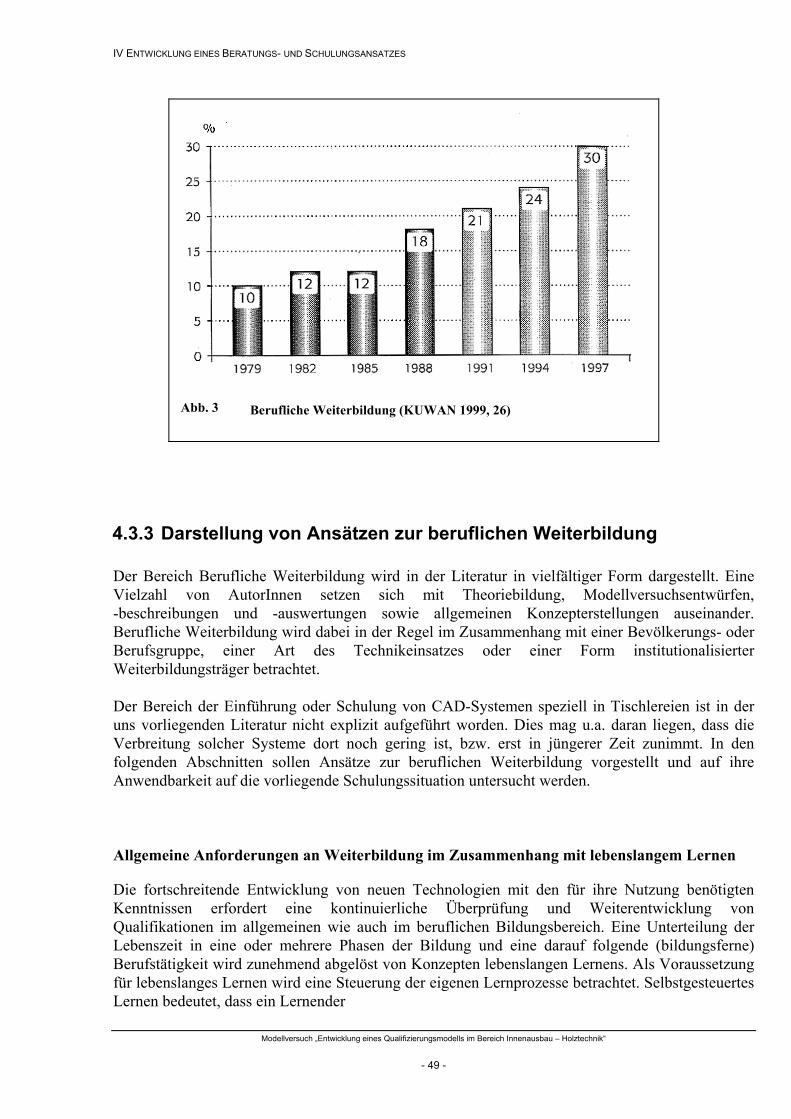
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Abb. 3
4.3.3 Darstellun Der Bereich BerufliVielzahl von Au-beschreibungen uBerufliche WeiterbiBerufsgruppe, einWeiterbildungsträge Der Bereich der Einuns vorliegenden LiVerbreitung solcherfolgenden AbschnitAnwendbarkeit auf d Allgemeine Anford
Die fortschreitende Kenntnissen erforQualifikationen im Lebenszeit in eine Berufstätigkeit wirdfür lebenslanges LerLernen bedeutet, das
Berufliche Weiterbildung (KUWAN 1999, 26)
g von Ansätzen zur beruflichen Weiterbildung
che Weiterbildung wird in der Literatur in vielfältiger Form dargestellt. Eine torInnen setzen sich mit Theoriebildung, Modellversuchsentwürfen,
nd -auswertungen sowie allgemeinen Konzepterstellungen auseinander. ldung wird dabei in der Regel im Zusammenhang mit einer Bevölkerungs- oder er Art des Technikeinsatzes oder einer Form institutionalisierter r betrachtet.
führung oder Schulung von CAD-Systemen speziell in Tischlereien ist in der teratur nicht explizit aufgeführt worden. Dies mag u.a. daran liegen, dass die Systeme dort noch gering ist, bzw. erst in jüngerer Zeit zunimmt. In den ten sollen Ansätze zur beruflichen Weiterbildung vorgestellt und auf ihre ie vorliegende Schulungssituation untersucht werden.
erungen an Weiterbildung im Zusammenhang mit lebenslangem Lernen
Entwicklung von neuen Technologien mit den für ihre Nutzung benötigten dert eine kontinuierliche Überprüfung und Weiterentwicklung von allgemeinen wie auch im beruflichen Bildungsbereich. Eine Unterteilung der oder mehrere Phasen der Bildung und eine darauf folgende (bildungsferne) zunehmend abgelöst von Konzepten lebenslangen Lernens. Als Voraussetzung nen wird eine Steuerung der eigenen Lernprozesse betrachtet. Selbstgesteuertes s ein Lernender
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 49 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
„die wesentlichen Entscheidungen, ob, was, wann, wie und woraufhin er lernt, gra-vierend und folgenreich beeinflussen kann.“ (WEINERT 1982, 102)
Die Aufgabe von Weiterbildung soll es sein, lebenslanges Lernen mit geeigneten Bildungsangeboten zu unterstützen. Im Rahmen einer vom Bundesministerium für Bildung und Forschung in Auftrag gegebenen Studie zu Diskussionen und innovativen Ansätzen zur Zukunft der Weiterbildung wurden Paradigmen für die Unterstützung lebenslangen Lernens formuliert. Selbstgesteuertes Lernen, das vielfach im gleichen Kontext benutzte selbstorganisierte Lernen wird in der wissenschaftlichen Diskussion zunehmend in der Richtung „autonomen Lernens“ interpretiert. Die Lernenden sollen durch Verfügbarkeit geeigneten Informations- und Lernmaterials möglichst unabhängig von der Arbeit mit Bildungspersonal werden. Selbstgesteuertes Lernen (self-directed learning) schließt dagegen die Möglichkeit der Inanspruchnahme von Bildungspersonal ausdrücklich ein. Die autonome Organisation des eigenen Lernprozesses wird als potentielle Überforderung der Lernenden angesehen; Bildungspersonal kann in diesem Fall Hilfe zur Organisation anbieten. Darüber hinaus soll den Lernenden die Möglichkeit bleiben, nach eigener Wahl auch fremdstrukturierte Lernangebote zu nutzen, beispielsweise als systematischen Einstieg in neue Themenbereiche.
„Die Selbststeuerung der eigenen Lernprozesse soll den Lernenden die Möglichkeit geben, jeweils die ihren Bedürfnissen und Voraussetzungen angemessene Mischung von individuellem und sozialem, selbst- und fremdorganisiertem, situativem und systematischem Lernen selbst zu bestimmen.“(DOHMEN 1998, 17)
Untrennbar verbunden mit diesem Ansatz ist eine Forderung nach Pluralität der Weiterbildungs-angebote; verstärkt wird diese Forderung durch die zunehmende Ungleichheit der Bildungsvoraus-setzungen der erwachsenen Lernenden. Verschiedene Schulabschlüsse, Berufslaufbahnen, Umschu-lungen oder Weiterbildungen führen zu individuellen Berufsbiographien, die auch als Patchwork-Biographien bezeichnet werden. Eine einheitliche Schulungsform kann diese Verschiedenheit kaum berücksichtigen. Sie erfordert
„das zur Verfügung stellen verschiedener pädagogischer Formen und Möglichkeiten, anstatt zu versuchen, die ‚beste‘ pädagogische Computerumgebung zu entwerfen. Lehrergesteuerte Ansätze (wie intelligente Tutorensysteme) sind unzulänglich, um Lernende beim selbstgesteuerten Lernen zu unterstützen.“ (FISCHER 1999, 131)
Gezielte Reduktion von Schulungsinhalten. „Informationen (ver)brauchen menschliche Aufmerk-samkeit“ (FISCHER 1999, 99). Die Fülle an Informationen, die zu einem Wissensgebiet gehören, stellt hohe Anforderungen an die Aufnahmekapazität der Lernenden. Ein Teil dieser Fülle, besonders im Bereich von Detailwissen, wird nur in speziellen Anwendungssituationen benötigt. Der Erwerb erfolgt „auf Halde“, mit der Möglichkeit, dass das Wissen nicht eingesetzt werden muss. Darüber hinaus veraltet erlerntes Wissen zunehmend schneller, neue Wissensbereiche und Techno-logien werden erschlossen. Die Überalterung von Technologien und der für ihre Nutzung erforderli-chen Fähigkeiten wird zur Zeit auf etwa 5 – 10 Jahre geschätzt (FISCHER 1999, 98). Vor diesem Hintergrund wird fraglich, ob die Einarbeitung in neue Themengebiete in umfassender systematischer Form als Grundsatz realisierbar ist. Eine Alternative bietet die Aufbereitung von
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 50 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Wissen zu just-in-time verfügbaren Informationen. Die Lernenden können, beispielsweise über Online-Netzwerke, für die Lösung situationsbedingter Probleme benötigte Informationen abrufen. Aufgabe von Schulungen muss in diesem Zusammenhang weniger die Anhäufung von Detailwissen zur Lösung möglicher späterer Probleme sein sondern vorrangig die Unterstützung beim Erwerb von Orientierungswissen (Dohmen, 1999 c, 52). Dieses Wissen soll dem Lernenden helfen, Zusammenhänge zu erkennen und bildet die Voraussetzung dafür, dass das Angebot von just-in-time-Informationen überhaupt genutzt werden kann. Weiterbildungskonzepte
Durch die „rasante Geschwindigkeit sowie die relative Nichtvorhersehbarkeit der technologischen und der damit einhergehenden arbeitsorganisatorischen Wandlungsprozesse“ (ARNOLD/KRÄMER-STÜRZL/MÜLLER 1998, 133)
verliert die Berufliche Erstausbildung zunehmend ihre Funktion als „Planungsgrundlage für eine die Zukunft ‚antizipierende‘ (Zabeck) Berufsausbildung“ (ebenda). Dem Anspruch, einen Vorrat an beruflichem Fachwissen zu erwerben, der auf längere Sicht die Anforderungen des Berufsfeldes abdeckt, kann damit nicht mehr genügt werden. Im Hinblick auf lebenslanges Lernen wird daher in der aktuellen Literatur Berufliche Erstausbildung häufig mit der Beruflichen Weiterbildung verzahnt (BIBB 1996 a, 1). Diese Auslegung von Weiterbildung bezieht sich inhaltlich in der Regel nicht auf betriebsbezogene Weiterbildungsprozesse, sondern auf betriebsunabhängige Weiterbildungsmodule, die beispielsweise auch zur Weiterqualifizierungsmöglichkeit arbeitsloser und ungelernter junger Personen dienen sollen (vgl. DAVIDS 1998, 43). Zentrale Zielsetzung der beruflichen Weiterbildung im Kontext der beruflichen Erstausbildung ist die Vermittlung von Kenntnissen und Inhalten bezogen auf den jeweiligen Gegenstand der Schulung. Die Aufgabe des Schulungspersonals ist in dem Fall
„(...) aus der Fülle von Arbeitsaufgaben jene herauszufiltern, die aufgrund der ihnen innewohnenden lernhaltigen Situationen als Lern- und Arbeitsaufgaben konzipiert werden können (...) (PAHL 1998, 21)
Elmar Witzgall beschreibt beispielsweise die Struktur eines modularen Lernaufgabensystems für rechnergestützte Fertigung als Konzept für
„(...) zwei Anwendungsfelder – ein außerbetriebliches, ‚weiterbildungs‘ orientiertes und ein innerbetriebliches ‚qualifikations‘ orientiertes Feld (...)“ (WITZGALL 1998, 134).
Die Teilaufgaben sind systemvermittelnd mit unterschiedlichen Komplexitätsgraden gestaltet und sollen typische Aufgabeninhalte des Betriebes repräsentieren (WITZGALL 1998, 141). Das Konzept einer solchen Schulung ist das eines „Kurses als fertiges Produkt“ (FISCHER 1999, 112). Voraussetzung ist die Annahme, dass der Kursleiter alles relevante und notwendige Wissen besitzt und die Lernenden in ein neues Gebiet eingeführt werden, zu dem sie selbst wenig beitragen können. Dieser Ansatz ist für die vorliegende Schulungssituation nicht zweckmäßig, da es sich nicht nur um das Erlernen der Programmfunktionen, sondern damit verbunden auch um die Einführung des Pro-gramms in dem Betrieb handelt. Eine Auswahl betriebstypischer Lernaufgaben im Zusammenhang
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 51 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
mit dem Programm kann es zu diesem Zeitpunkt noch nicht geben. Das Erlernen des Programms anhand vorgegebener lernhaltiger Übungsaufgaben ohne direkten Bezug zum Betrieb wäre zwar möglich, aber die Beurteilung der Einsatzfähigkeit und die Form der Einbindung müssten dann durch den Mitarbeiter außerhalb der Schulung in einer Übertragung auf die Firma geleistet werden. „Wir gehen jedoch immer davon aus, dass in jedem Betrieb zusätzlich zum übertragbaren Qualifizierungsanteil ein spezifischer Qualifizierungsbedarf entsprechend dem unterschiedlichen Stand der Einführung, Ausformung und Organisation der neuen Arbeitsstrukturen da ist und deshalb immer ergänzend betriebsspezifisch qualifiziert werden muß.“ (LIETZAU 1998, 69) Gerade diese so entstehenden Transferprobleme sollen durch einen arbeitsplatzintegrierten Ansatz verhindert werden.
„Unter den Bedingungen einer Trennung von Arbeit und Lernen stößt das in Lehrgängen angeeignete Wissen und Können bei der Anwendung und Umsetzung in die Praxis auf vielfache Transferprobleme. Das gilt insbesondere dann, wenn der einzelne Lehrgangsteilnehmer diese Aufgabe ohne weitere fachlich-pädagogische Unterstützung bewältigen muß." (SAUTER 1997, 54)
Eine 1994 veröffentlichte Untersuchung zur Nutzung von Informations- und Kommunikations-techniken im Handwerk ergab auch von Seiten der Zielgruppe den Wunsch nach individuellem Bezug der Aufgaben auf die Firma.
„Es ist sicher viel besser, sich die EDV im Betrieb zeigen zu lassen, als in einem Seminar. Denn hier kann der Berater speziell auf die Firma eingehen, nicht nur auf allgemeine Kenntnisse. Das ist eigentlich das Wichtige. Und hier sehen wir genau, was wir für unsere Arbeit brauchen. Dann gehen wir das Punkt für Punkt durch, sehen von ganz allein die Probleme und der kann mir sofort sagen, wie man das Problem löst. In der normalen Schulung – das hat er selbst gesagt – ist das nicht drin, das ist viel zu individuell.“ (BRATER/MAURUS 1994, 84)
Berufliche Weiterbildung im Kontext beruflicher Erstausbildung ist primär auf die Qualifikation einer Person ausgerichtet. Der Einbezug des betrieblichen Umfeldes weitet den Aufgabenbereich von einem personenzentrierten zu einem betriebszentrierten Ansatz (BRATER/MAURUS 1994, 19) aus. Um den Unterschied zu beruflicher Weiterbildung deutlich zu machen, soll dieser Ansatz im folgenden als betriebliche Weiterbildung bezeichnet werden. Betriebliche Weiterbildung ist nicht allgemein zugänglich; sie richtet sich nicht an Adressaten, die im Hinblick auf ihre persönliche Entwicklung Weiterbildung in Anspruch nehmen, sondern an Mitarbeiter in betrieblichen Organisationsstrukturen. Die Weiterbildungsteilnehmer und ihr jeweiliger Qualifizierungsbedarf können daher nicht isoliert vom betrieblichen Umfeld betrachtet werden; betriebliche Weiterbildung „dient der Optimierung sowie Verbesserung betrieblicher Organisationseinheiten“ (PETERS 1998 b, 9).
„Diese Entwicklungen verfolgen nicht mehr Ziele, die über lineare Qualifikations-vermittlungsprozesse zu erreichen sind, es betrifft jetzt offene Lernsituationen bei immer größerer Übernahme der Selbstverantwortung und des Engagements der Beteiligten.“ (PETERS 1998 b, 19)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 52 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Der Einbezug der betrieblichen Organisationsstrukturen in den geplanten Schulungsverlauf erfordert „betriebspädagogisches“ (PETERS 1998 b, 17) Vorgehen. Der vorliegende Schulungsansatz basiert daher auf dem Konzept „Course as seed“, wie von Fischer dargestellt:
„Der Kurs wird als ‚seed‘ – als eine Art ‚Samen‘ – betrachtet, und er wird einer Er-fahrungsgemeinschaft angeboten, die an dem Lernen von neuem Material interessiert ist; viele der Teilnehmer sind gebildete und erfahrene Leute in ihrem eigenen Arbeitsumfeld. (FISCHER 1999, 113).
Die Mitarbeiter der Firmen sind auf ihrem Gebiet erfahren; sie besitzen die für eine Programm-einführung notwendigen Kenntnisse über Produktangebot, Auftragslage, Kundenerwartungen, Firmenorganisation und Fertigungsplanung. Die Einbindung z.B. eines CAD-Systems stellt insofern „nur“ die Nutzung eines neuen Werkzeuges dar, das mit den bestehenden Arbeitsvorbereitungs- und Fertigungsabläufen verknüpft werden soll. Durch die Form einer gemeinsamen Einarbeitung ist es für das Schulungspersonal nicht erforderlich, alle betrieblichen Daten vor Beginn der Schulung isoliert zu ermitteln. Die Mitarbeiter können die Daten immer dann zur Verfügung stellen, wenn sie gebraucht werden. Umgekehrt müssen die Mitarbeiter das Programm nicht an vorbereiteten Beispielen erlernen. Gemeinsam mit dem Schulungspersonal werden reale Aufträge bearbeitet. Fischer bezeichnet die Verteilung der Kenntnisse in einer solchen Lernsituation als Symmetrie der Ignoranz (FISCHER 1999, 114). Die Mitarbeiter werden von Anfang an mit der Komplexität des Systems vertraut gemacht und können schneller ein Gefühl für die Zusammenhänge entwickeln. Der Einblick in die Systemstrukturen und Programmfunktionen hilft ihnen, ihre Ansprüche an das Programm konkreter zu formulieren und verringert damit die Kluft zwischen theoretischen Vorstellungen und Programmrealität. Das Schulungspersonal ist umgekehrt nicht gezwungen, die Arbeitsweise der Mitarbeiter „neu zu erfinden“. Die Ideen und Erfahrungen der Mitarbeiter können direkt in den Einrichtungsprozess des Programms einfließen. Ein weiteres Kriterium besteht darin, dass zu Beginn der Einführung der Nutzanteil des Programms in dem jeweiligen Betrieb noch nicht vorherbestimmt werden kann. Ist darüber hinaus das Programm für die Firma nicht geeignet, hat weder der Erwerb des Programms noch eine allgemeine, programmbezogene Schulung für die Firma einen Nutzen. Das Konzept einer arbeitsplatzintegrierten Schulung verbindet die Einführung des Programms mit einer Überprüfung der Betriebsstrukturen. Die Einsatzfähigkeit kann früher bewertet und damit das Risiko einer Fehlinvestition zumindest im Bereich der Personalkosten verringert werden8. Selbst im Fall der Nichteignung kann die Firma von den Überlegungen zur Optimierung betrieblicher Organi-sationseinheiten profitieren, die ohnehin als Grund für den Wunsch der Einführung neuer Techno-logien anzusehen sind (vgl. PETERS 1998 b, 9).
4.4 Didaktisch-methodische Überlegungen zum Schulungskonzept Der Vergleich der Schulungsmaßnahme mit Ansätzen zur Weiterbildung hat gezeigt, dass auf einer allgemeinen Ebene die Notwendigkeit teilnehmerorientierter, individueller Schulungskonzepte
8 Nach Erhebungen des IW beträgt der Anteil der Ausfallkosten des Personals 69% der Gesamtbruttokosten für betriebliche Weiterbildung (KATH
1996, 142 )
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 53 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
bereits formuliert wurde. Insbesondere die Überlegungen zu selbstgesteuertem Lernen und die Forderung, dass Weiterbildung dieses Lernen einbeziehen und unterstützen soll, decken sich mit unseren Erfahrungen, die bei der Durchführung der Schulung gemacht wurden. Auf der anderen Seite fehlt bisher eine konkrete Umsetzung dieser Ziele auf der Ebene der Erstellung von Konzepten für berufliche Weiterbildung. Die vorgefundenen Ansätze beschäftigen sich überwiegend mit Ansätzen betriebsunabhängiger Schulungsformen und sind damit für die Planung betriebszentrierter Schulungen nicht geeignet. In diesem Kapitel soll der Ansatz für ein individuelles Schulungskonzept im Rahmen des Modellversuchs entwickelt werden. Zu Beginn werden die Anforderungen an die Lernsituation und an die Teilnehmer unter Berücksichtigung der in der Schulungsmaßnahme gewonnenen Erkenntnisse ausgearbeitet.
4.4.1 Gestaltung der Lernsituation Die Positionen, die Lehrende und Lernende einnehmen, können auf einer Skala eingeordnet werden, die von instruktionellen bis zu konstruktivistischen Ansätzen reicht (vgl. Abb. 4 S. 55). Instruktionelle Ansätze können vereinfacht als Kreisprozess dargestellt werden. Der Schulungsgegenstand (in diesem Fall als Computer dargestellt) wird durch den Lehrenden didaktisch aufgearbeitet. Der Lehrende vermittelt dem Lernenden die vorbereiteten Lernaufgaben, die dieser am Computer wieder umsetzt. Auch selbstorganisierte Lernmethoden wie die Leittextmethode arbeiten nach diesem Prinzip, mit dem Unterschied, dass der Lehrende personell nicht in Erscheinung tritt.
„Die Lehrenden bleiben auch dann Lehrende, wenn sie sich in Medien verstecken.“ (NUISSL 1998, 38)
In gewisser Weise verstärkt diese Form sogar die monodirektionale Struktur dieses Prozesses, da der Lernende die vorgefassten Lernschritte nicht durchbrechen kann.
„Vielfach mache ich die Beobachtung, dass Prozesse sogenannten selbstgesteuerten Lernens nur Varianten eines Weges zulassen auf ein Ziel hin, das feststeht und fremdbe-stimmt ist.“ (NUISSL 1998, 39)
Der Lerngegenstand wird nicht als interaktiver Bestandteil der Lernsituation begriffen sondern als einfache Anwendung. Die Rückmeldungsmöglichkeiten sind in dem Falle „funktioniert“ oder „funktioniert nicht“; letzteres erfordert die Wiederholung der vorgegebenen Lernschritte. Eine Analyse der Problemsituation erfolgt in der Regel nicht. Der konstruktivistische Ansatz betont demgegenüber die Interaktion in der Lernsituation. Durch die Arbeit in einem problemorientierten9 Umfeld wird der Lerngegenstand mit der Komplexität seiner Rückmeldungen in den Lernprozess integriert. Die Lernenden sind nicht mehr in dem Maße von dem Vermittlungsgeschick der Lehrenden oder der Vollständigkeit des Aufgabenpaketes abhängig; sie bringen ihre Kenntnisse in den Lösungsprozess mit ein. Der Qualifizierungsbedarf ergibt sich aus der realen Anwendungssituation und ist somit individuell und teilnehmerbezogen. Dieses entlastet wiederum die Lehrenden hinsichtlich ihrer Verantwortung, aus der Fülle an Informationen die jeweils relevante Auswahl zu treffen. Dieser Ansatz ist insbesondere dann vorzuziehen, wenn 9 (DYBOWSKI 1997, 9)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 54 -
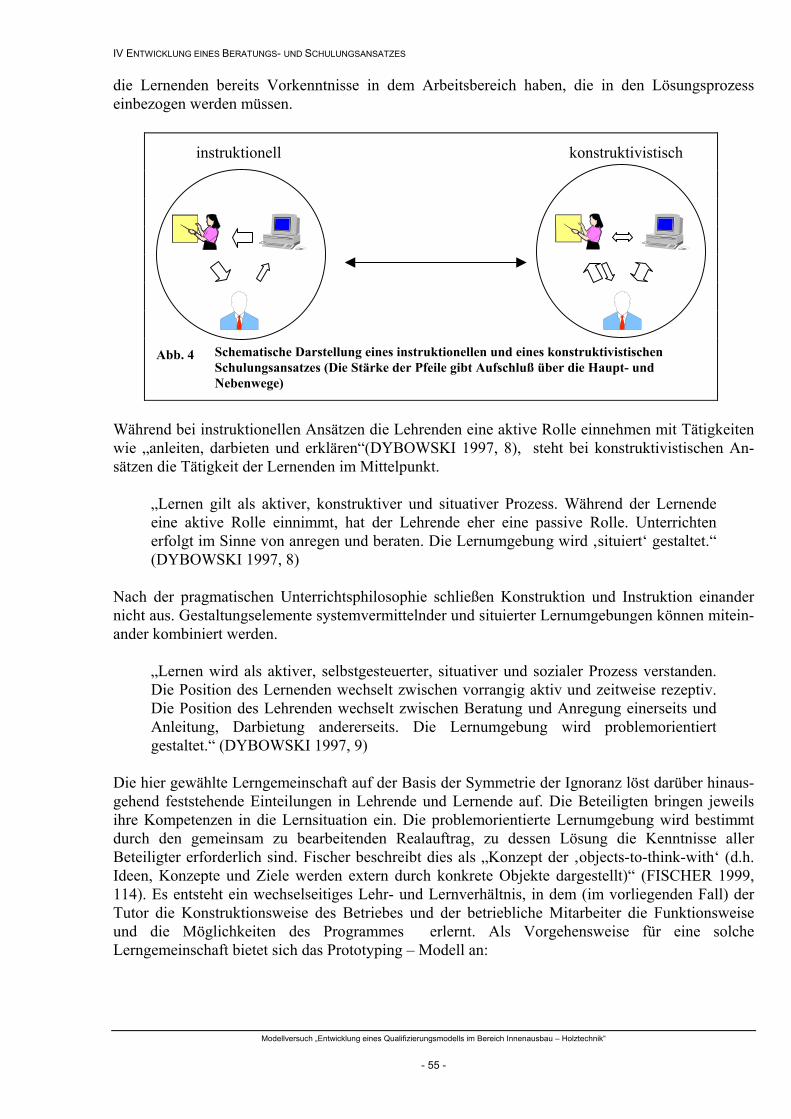
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
die Lernenden bereits Vorkenntnisse in dem Arbeitsbereich haben, die in den Lösungsprozess einbezogen werden müssen.
instruktionell konstruktivistisch
Abb. 4 SSN
Während bei inswie „anleiten, dsätzen die Tätigk
„Lernen geine aktiverfolgt im (DYBOW
Nach der pragmnicht aus. Gestalander kombinier
„Lernen wDie PositiDie PositiAnleitung,gestaltet.“
Die hier gewählgehend feststeheihre Kompetenzdurch den gemBeteiligter erforIdeen, Konzepte114). Es entstehTutor die Konstund die MöglLerngemeinscha
chematische Darstellung eines instruktionellen und eines konstruktivistischen chulungsansatzes (Die Stärke der Pfeile gibt Aufschluß über die Haupt- und ebenwege)
truktionellen Ansätzen die Lehrenden eine aktive Rolle einnehmen mit Tätigkeiten arbieten und erklären“(DYBOWSKI 1997, 8), steht bei konstruktivistischen An-eit der Lernenden im Mittelpunkt.
ilt als aktiver, konstruktiver und situativer Prozess. Während der Lernende e Rolle einnimmt, hat der Lehrende eher eine passive Rolle. Unterrichten Sinne von anregen und beraten. Die Lernumgebung wird ‚situiert‘ gestaltet.“ SKI 1997, 8)
atischen Unterrichtsphilosophie schließen Konstruktion und Instruktion einander tungselemente systemvermittelnder und situierter Lernumgebungen können mitein-t werden.
ird als aktiver, selbstgesteuerter, situativer und sozialer Prozess verstanden. on des Lernenden wechselt zwischen vorrangig aktiv und zeitweise rezeptiv. on des Lehrenden wechselt zwischen Beratung und Anregung einerseits und Darbietung andererseits. Die Lernumgebung wird problemorientiert (DYBOWSKI 1997, 9)
te Lerngemeinschaft auf der Basis der Symmetrie der Ignoranz löst darüber hinaus-nde Einteilungen in Lehrende und Lernende auf. Die Beteiligten bringen jeweils en in die Lernsituation ein. Die problemorientierte Lernumgebung wird bestimmt einsam zu bearbeitenden Realauftrag, zu dessen Lösung die Kenntnisse aller derlich sind. Fischer beschreibt dies als „Konzept der ‚objects-to-think-with‘ (d.h. und Ziele werden extern durch konkrete Objekte dargestellt)“ (FISCHER 1999, t ein wechselseitiges Lehr- und Lernverhältnis, in dem (im vorliegenden Fall) der ruktionsweise des Betriebes und der betriebliche Mitarbeiter die Funktionsweise ichkeiten des Programmes erlernt. Als Vorgehensweise für eine solche ft bietet sich das Prototyping – Modell an:
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 55 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
„Beim Prototyping wird die angestrebte Lösung zunächst nur annäherungsweise ent-worfen und möglichst rasch lauffähig installiert. Anschließend werden permanente, durch Erfahrung geleitete Verbesserungen vorgenommen, bis schließlich eine als stimmig empfundene Lösung vorliegt.“ (BRATER/MAURUS 1994, 123)
Die Beteiligten gewinnen in kurzer Zeit einen Überblick über die jeweiligen Anforderungen und Ergebnisse des gesamten Prozesses und können auf der gemeinsamen Grundlage Änderungen planen und umsetzen. Das Interesse am Erwerb der jeweiligen Kenntnisse ist nicht unbestimmt auf eine spätere Hand-habung ausgerichtet, sondern „anforderungsgesteuert“ (FISCHER 1999, 104), d. h. immer auf die Bewältigung der aktuellen, präsenten Fragestellung ausgerichtet. Eine Bewertung des Ergebnisses erfolgt unmittelbar im Anschluss. Im Gegensatz zu den „geglätteten“ Lösungswegen vorgedachter Aufgabenstellungen gehört auch das Auftreten von „breakdowns“ (FISCHER 1999, 109), also von Störungen, Unterbrechungen, unvorhergesehenen Umständen oder Störfällen zur Lernsituation. Solche breakdowns sind Bestandteil der späteren Arbeitssituation und die Ansätze und Möglich-keiten zu ihrer Behebung sollten daher auch Teil der Schulungssituation sein.
4.4.2 Anforderungen an das Schulungspersonal Die individuelle Schulung am Arbeitsplatz wird in der Literatur mehrfach als Ideallösung dargestellt.
„Besonders betriebsnah gelingt die Weiterbildung dann, wenn sie in Unterstützung des betrieblichen Technik-Anwenders durch den Dozenten/Berater am Arbeitsplatz, das heißt in der realen Problemsituation, erfolgt.“ (KRAAK 1992, 111)
„Zwar bieten viele Hersteller Mitarbeiterschulungen an, aber letztendlich sind diese doch nur dann praktisch effektiv, wenn sie ganz arbeitsplatzbezogen sind, also im Grunde Einzeleinweisungen sind in die besonderen Bedingungen und Hintergründe dieses Systems an diesem Platz.“ (BRATER/MAURUS 1994, 83)
„Die unmittelbarste und flexibelste Form der Lernanregung und Lernhilfe ist der persönliche Austausch mit jeweils einschlägigen Experten. Dies ist aber – über besondere Pilotprojekte hinaus – nicht für alle organisierbar, vor allem, weil diese Experten gar nicht in der nötigen Qualität und Quantität jeweils ad hoc zur Verfügung stehen.“ (DOHMEN 1999 c, 51)
Das Problem, Schulungspersonal in ausreichender Anzahl zur Verfügung zu stellen, und die Kosten für eine langfristige Begleitung in einem Rahmen zu halten, der für KMU finanzierbar bleibt, soll im Fall dieses Modellversuchs über sein Ende hinaus durch den Einsatz von StudentInnen projektiert werden. Dieser Einsatz gewährleistet ausserdem, dass seitens des Schulungspersonals eine flexible Terminabsprache stattfinden kann. Durch kurzfristige Veränderungen in der Auftrags- und Terminlage kann es zu notwendigen Änderungen der Schulungstermine kommen; das Festhalten an Terminen ohne Berücksichtigung des Tagesgeschäftes kann sich nachteilig auf die Lernsituation auswirken und entspricht überdies nicht den Interessen der Betriebe.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 56 -

IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
„Der kleine Betrieb hat deshalb ein Interesse nur an solcher Weiterbildung, die flexibel zu Zeitpunkten und in einer Länge angeboten wird, die vom Betrieb verkraftbar sind.“ (KRAAK 1992, 111)
Die Aufgaben des Schulungspersonals in einem wie vorab beschriebenen Lernarrangement unter-scheiden sich in wesentlichen Punkten von denen in Kursen als fertigem Produkt. Die Lernaufgaben werden nicht durch das Schulungspersonal ausgewählt und didaktisch aufbereitet sondern als Be-standteil der Schulung gemeinsam mit den betrieblichen Mitarbeitern auf der Basis der Firmendaten erarbeitet. Eine betriebsunabhängige Aufgabenstellung durch das Schulungspersonal ist aus verschiedenen Gründen nicht zweckmäßig:
Vorgefertigten Aufgaben fehlt der Bezug zur jeweiligen Firma. Gerade die individuellen Planungs- und Fertigungsdetails sollen aber im Programm umgesetzt werden und müssen daher auch Gegenstand der Schulung sein. (vgl. LIETZAU 1998, 69)
Die Kenntnisse über die Auftragsdaten sind in der Lerngemeinschaft bereits vorhanden; sie sind Teil der Kompetenzen der betrieblichen Mitarbeiter. Eine Vorgabe der Auftrags-daten durch das Schulungspersonal würde das Gleichgewicht der Lerngemeinschaft nachteilig beeinflussen. Die betrieblichen Mitarbeiter müssten nicht nur die Programm-bedienung sondern auch die Aufgabenstellung vom Schulungspersonal übernehmen. Die Lernsituation wäre dann wieder instruktionell ausgerichtet mit dem Schulungspersonal als aktivem Part und u.U. an den betrieblichen Bedingungen vorbei konstruiert.
Zu Beginn der Einführung bestehen in vielen Betrieben keine klaren Vorstellungen über die Einsatzmöglichkeiten der Programme und deren Nutzbarkeit für den jeweiligen Be-trieb. Bei herkömmlichen Schulungs- und Beratungsmaßnahmen werden dabei nur selten Betriebsabläufe im Detail analysiert und Schwachstellen erkundet, oder die genaue Zielbestimmung oder Zielsetzung, was mit der EDV erreicht werden soll, im Sinne eines Pflichtenheftes festgelegt. (vergleiche BRATER/MAURUS 1994, 59)
Die gemeinsame Erarbeitung der Aufgaben kann dabei helfen, Organisationsstrukturen zu analy-sieren. Mit jedem Mitarbeiter eines Betriebes, der an der Lerngemeinschaft teilnimmt, sollte eine individuelle Zielsetzung erarbeitet werden, die seine Interessen, sein Tätigkeitsfeld im Betrieb und seine Vorkenntnisse berücksichtigt. Des weiteren erfordert die Arbeit mit CAD-Systemen fundierte Kenntnisse über das jeweils verwendete Betriebssystem; fehlende Kenntnisse müssen also auch im Rahmen der Gesamtschulung ergänzt werden. Anhand der gemeinsam entwickelten Zielsetzung hilft der Tutor, Lösungsschritte für die Umsetzung der Arbeitsaufträge in das Programm zu entwickeln. Diese Aufgabe ist hauptsächlich zu Beginn der gemeinsamen Arbeit von Bedeutung und sollte fortschreitend abgebaut werden. Vorrangige Aufgabe des Tutors ist es, seine Programmkenntnisse für die gemeinsame Arbeit an einer Aufgabe zur Verfügung zu stellen, nicht die Aufgabe selbst zu lösen und die fertige Lösung dann zu präsentieren. Der betriebliche Mitarbeiter muss Gelegenheit haben, eigene Lösungsstrukturen zu entwickeln, um sein Orientierungswissen und seine Sicherheit in der Programmnutzung zu vergrößern. Wird zur Lösung der Aufgabe eine Programmfunktion benötigt, die dem betrieblichen Mitarbeiter nicht bekannt ist, kann durch den Tutor eine Erläuterung erfolgen, die aber mit einer anschließenden praktischen Umsetzung verbunden werden sollte, da die Merkfähigkeit von Gelerntem durch eigenes Handeln um ein mehrfaches höher ist als das durch Lesen oder Hören (vgl. FISCHER 1999, 130).
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 57 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Der Tutor sollte sich aber bemühen, falls vorhanden, alternative Informationsquellen einzubeziehen, um sich nicht unentbehrlich zu machen. Detailwissen über die jeweiligen Eingabefelder ist im vorliegenden Fall beispielsweise in der Online-Hilfe hinterlegt. Im Rahmen des Prototyping hilft das Schulungspersonal Testläufe vorzubereiten und damit schneller und effizienter zu realisieren. Der Tutor kann außerhalb der gemeinsamen Arbeitszeit Varianten für Arbeitsaufgaben entwickeln und testen und diese im Fall einer Optimierungsmöglichkeit wieder in die gemeinsame Arbeit einbringen. Der gemeinsamen Problemlösung sollte damit aber nicht vorgegriffen werden, denn eine gemeinsame Evaluierung der Varianten ist nur möglich, wenn allen Beteiligten die Lösungsschritte und ihre Konsequenzen verständlich sind. Breakdowns, die infolge von Programmfehlern auftreten, können durch den Tutor schneller identifi-ziert werden und verbrauchen dadurch weniger betriebliche Arbeitszeit. Eine solche Prüfung kann im übrigen auch den Softwarehersteller durch geringere Nachfragen und präzisere Fehlerbeschreibungen entlasten. Der Tutor sollte sich aus dem vorbereitenden Teil der Arbeit zunehmend zurückziehen, um dem be-trieblichen Mitarbeiter Gelegenheit zu geben, seine eigenen Kompetenzen zu erproben und zu über-prüfen. Der Schwerpunkt der Arbeit verlagert sich dann auf eine Nachbereitung der außerhalb der gemeinsamen Arbeitszeit durch den betrieblichen Mitarbeiter vorbereiteten Realaufträge. Diese Phase der Aktionsreflexion (FISCHER 1999, 109) bietet sowohl dem Mitarbeiter wie auch dem Tutor Aufschluss über den Stand des Wissen und der Systembeherrschung des Mitarbeiters. Auf der Basis der Lösungsschritte des Mitarbeiters können fehlende Funktionskenntnisse ergänzt werden und alternative Konstruktionsformen diskutiert werden. Eine weitere, nicht unwesentliche Funktion des Tutors ist in der Übernahme einer Verantwortungs-position zu sehen. Der Tutor trägt weitgehend dafür Sorge, dass eine Auftragsbearbeitung mit der in sie investierten Zeit nicht aufgrund auftretender breakdowns ergebnislos abgeschlossen werden muss. Diese Sicherheit hat insbesondere Auswirkungen auf die Motivation der betrieblichen Mitarbeiter, Zeit für die Bearbeitung aufzuwenden. Darüber hinaus entlastet der Tutor den betrieblichen Mitarbeiter teilweise von der Verantwortung für mögliche Misserfolge bei der Übergabe in die Fertigung. In seiner Funktion als „Programmexperte“ ist er der primäre Ansprechpartner für auftretende Probleme, die bei einer autonomen Einführung durch betriebliche Mitarbeiter für einen zusätzlichen Erfolgsdruck sorgen.10 Von Aufgaben, die in der Lerngemeinschaft entstehen, abgesehen, können je nach Kenntnisstand der betrieblichen Mitarbeiter Aufgaben im Hardware-Bereich anfallen. Programmabstürze durch unzureichende oder defekte Hardware gefährden die Systemsicherheit und erweisen sich in der Fehlerquellensuche und -Behebung häufig als zeitintensiv. In Betrieben mit vernetzten Arbeitsplätzen entsteht außerdem das Risiko einer Lähmung der gesamten Arbeitsvorbereitung. Zu Beginn der Einführungszeit sollte daher eine Vereinbarung über das Vorgehen bei Hardware-Konflikten getroffen werden. Wird der Betrieb durch eine Fachfirma betreut, sollten die Voraussetzungen für den Programmbetrieb mit dieser besprochen und das System, falls nötig, aktualisiert werden. Andernfalls kann, wenn möglich, eine Hardware-Betreuung mit dem Tutor vereinbart werden. 10 Zu den Aufgaben des Tutors siehe auch die kritischen Anmerkungen von Thomas Meyer: Schulungs- und Betreuungsbericht. Einführung von
ProLignum3D bei Firma XY; Band 2 dieses Abschlussberichtes Seite 179ff.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 58 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
4.4.3 Anforderungen an den Betrieb und seine Mitarbeiter Primäre Anforderung an die betrieblichen Mitarbeiter ist ein grundsätzliches Interesse an der Arbeit mit der ausgewählten Software.
„Die neuen Entwicklungen wandeln sich eher zu einer ‚zwecksetzenden‘ Qualifizierung, die nicht nur von allen getragen werden muss, sondern die Mitarbeiter haben auch bereit zu sein, sich als Akteure flexibel zu beteiligen.“ (PETERS 1998, 18)
Die Mitarbeiter sollten über grundlegende Kenntnisse der firmenbezogenen Daten verfügen und in dem von der Einführung betroffenen Arbeitsbereich tätig sein. Sie benötigen einen mit den erforderlichen Programmen ausgerüsteten Arbeitsplatz, der größtenteils vom Tagesgeschäft abgekoppelt werden kann, um eine weitgehend störungsfreie Lernsituation gewährleisten zu können. Eine flexible Terminabsprache mit dem Tutor soll überdies helfen, ohne akuten Termindruck arbeiten zu können. Ist ein solcher Arbeitsplatz in dem Betrieb nicht verfügbar, sollte ein externer Schulungsraum vereinbart werden. Im Zuge der Umstellung auf elektronische Arbeitsvorbereitung können Umstellungen von Konstruktionsverfahren oder Betriebsabläufen sinnvoll erscheinen oder sogar notwendig werden. Die betrieblichen Mitarbeiter sollten daher über Kompetenzen verfügen, diese Prozesse zu verändern, um die Möglichkeiten der Software auch nutzen zu können. Eine langwierige Entscheidungskette über nicht an der Einführung beteiligte Mitarbeiter kann Problemlösungsphasen bedeutend verlängern. Um die Teilnahmebereitschaft seiner Mitarbeiter zu gewährleisten, sollte die Betriebsleitung das von der Umstellung betroffene Personal in den Entscheidungsprozess für eine Software mit einbeziehen. Nach Brater und Maurus hatten 50% der Betriebe „Schwierigkeiten mit der Einarbeitung der Mitarbeiter“ (BRATER/MAURUS 1994, 15). Die an der Einführung beteiligten Mitarbeiter sollten für die Schulungstermine von ihren betrieb-lichen Aufgaben entbunden werden. Falls möglich sollte ein von betrieblichen Aufgaben trennbarer Arbeitsplatz genutzt bzw. geschaffen werden. Den teilnehmenden Mitarbeitern sollte die Kompetenz zugestanden werden, im Zusammenhang mit der Programmeinführung Änderungen an Konstruktionsverfahren oder Betriebsabläufen vorzunehmen. Mit der Einführung von objektorientierten CAD/CAM-Systemen ist in der Regel eine Änderung der Arbeitsorganisation zu erwarten (siehe genauer Kapitel 7). Von betrieblicher Seite müssen die adäquaten Vorraussetzungen dafür geschaffen werden, die eine solche Änderung ermöglichen. So sollten z.B. entsprechende Diskussionsforen geschaffen werden, in denen über entsprechende Modifikationen wie z.B. Änderungen von Aufgabengebieten, Zuständigkeiten und Informationsflüssen beraten werden kann.
4.4.4 Analysebogen zur Erfassung der individuellen Schulungsvoraus-setzungen
Die angestellten Überlegungen zu den Anforderungen an die Tutoren, zum individuellen Qualifi-zierungsbedarf der Mitarbeiter und zu den betrieblichen Voraussetzungen wurden in Form eines Kriterienkataloges (siehe die nächsten Seiten) zusammengefasst. Die Erfassung soll dazu dienen, frühzeitig eine wechselseitige, klar definierte Aufgabenverteilung vorzunehmen. Eine individuelle
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 59 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Vereinbarung mit den Beteiligten soll gewährleisten, dass sie ihren Aufgabenbereich planen können und über die notwendigen Entscheidungskompetenzen verfügen. Das Fehlen festgelegter Zuständigkeiten kann dazu führen, dass einzelne Probleme wie die Hardwareaktualisierung den Einführungsprozess verzögern. Fragen nach inhaltlichen Zielen der Schulung sind in diesem Katalog absichtlich nicht integriert worden. Dies bedeutet nicht, dass die Vereinbarung von Inhalten ohne Bedeutung für die Schulung wäre. Im Gegenteil, die inhaltliche Zielsetzung bestimmt maßgeblich die Inhalte der gemeinsamen Arbeit und ist überdies erforderlich für die Betriebe, ihren Fortschritt und damit auch die Effektivität der Schulung im Sinne eines Bildungscontrollings bewerten zu können. Die Festlegung von Zielen kann aber zu Anfang der Schulung nur als eine vorläufige betrachtet werden. Den Mitarbeitern fehlt zu Beginn der Überblick über die Funktionen des CAD-Systems und über den Aufwand, der für die Nutzung der Funktionen erforderlich ist. Die Reorganisation eines Betriebes durch die Einführung eines CAD-Systems kann durch Veränderungen der Angebotserstellung und Arbeitsvorbereitung auch zu einer Verschiebung der Fertigungsschwerpunkte führen. So kann beispielsweise durch attraktive Präsentationen eine höhere Rate an Auftragserteilungen im Bereich Möbelbau erfolgen. Die Tutoren können die Auftragslage und –Entwicklung des Betriebes nur unzureichend abschätzen. Ausserdem können sie dem Betrieb die Entscheidung über den Aufwand, den er für die Nutzung einer Funktion - beispielsweise der fotorealistischen Darstellung - in Kauf nehmen will, nicht abnehmen. Die Vereinbarung inhaltlicher Ziele sollte daher in regelmäßigen Abständen einer Prüfung unterzogen werden. Dabei sollten im Gespräch die erzielten Fortschritte diskutiert werden und die Ziele auf ihre weitere Gültigkeit untersucht werden. Die Konkretisierung und Aktualisierung von Zielen dient darüber hinaus dazu, die Dauer der Einführung nicht durch unklare Zielvorstellungen auszudehnen.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 60 -
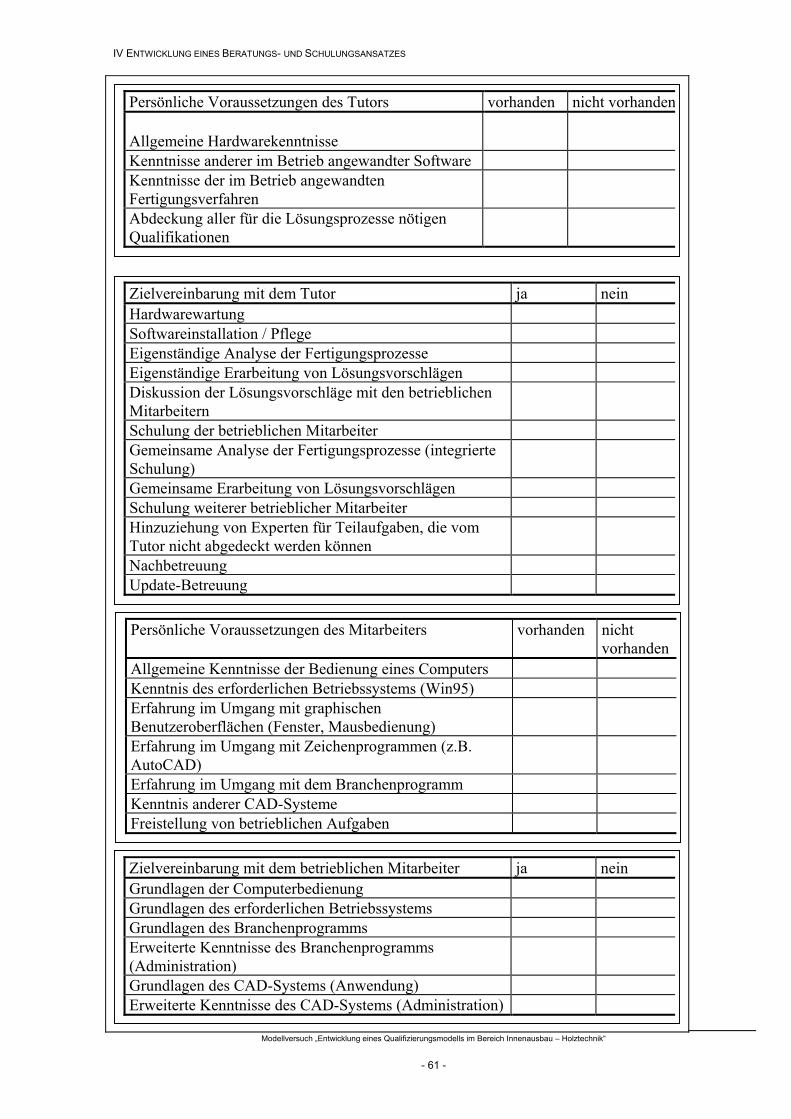
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Qualifikationen
Zielvereinbarung mit dem Tutor ja nein Hardwarewartung Softwareinstallation / Pflege Eigenständige Analyse der Fertigungsprozesse Eigenständige Erarbeitung von Lösungsvorschlägen Diskussion der Lösungsvorschläge mit den betrieblichen Mitarbeitern
Schulung der betrieblichen Mitarbeiter Gemeinsame Analyse der Fertigungsprozesse (integrierte Schulung)
Gemeinsame Erarbeitung von Lösungsvorschlägen Schulung weiterer betrieblicher Mitarbeiter Hinzuziehung von Experten für Teilaufgaben, die vom Tutor nicht abgedeckt werden können
Nachbetreuung Update-Betreuung
Persönliche Voraussetzungen des Tutors vorhanden nicht vorhanden Allgemeine Hardwarekenntnisse
Kenntnisse anderer im Betrieb angewandter Software Kenntnisse der im Betrieb angewandten Fertigungsverfahren
Abdeckung aller für die Lösungsprozesse nötigen
Persönliche Voraussetzungen des Mitarbeiters vorhanden nicht vorhanden
Allgemeine Kenntnisse der Bedienung eines Computers Kenntnis des erforderlichen Betriebssystems (Win95) Erfahrung im Umgang mit graphischen Benutzeroberflächen (Fenster, Mausbedienung)
Erfahrung im Umgang mit Zeichenprogrammen (z.B. AutoCAD)
Erfahrung im Umgang mit dem Branchenprogramm Kenntnis anderer CAD-Systeme Freistellung von betrieblichen Aufgaben
Zielvereinbarung mit dem betrieblichen Mitarbeiter ja nein Grundlagen der Computerbedienung Grundlagen des erforderlichen Betriebssystems Grundlagen des Branchenprogramms Erweiterte Kenntnisse des Branchenprogramms (Administration)
Grundlagen des CAD-Systems (Anwendung) Erweiterte Kenntnisse des CAD-Systems (Administration)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 61 -
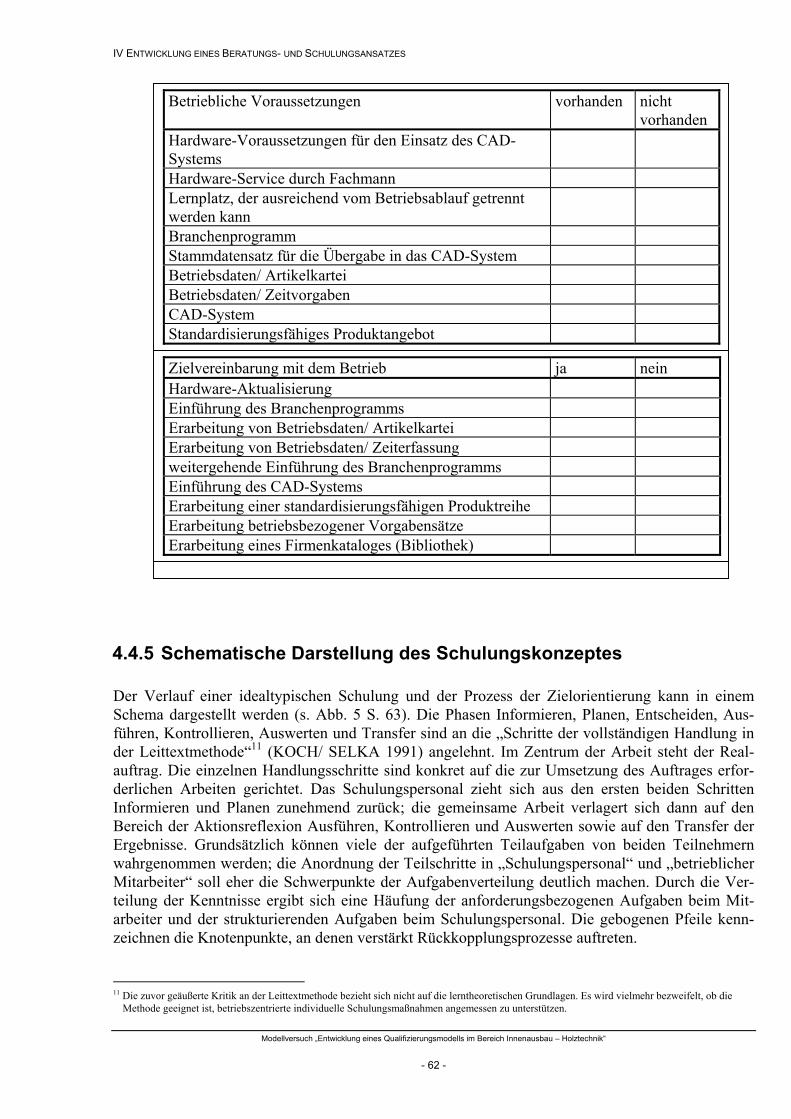
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Betriebliche Voraussetzungen vorhanden nicht
vorhanden Hardware-Voraussetzungen für den Einsatz des CAD-Systems
Hardware-Service durch Fachmann Lernplatz, der ausreichend vom Betriebsablauf getrennt werden kann
Branchenprogramm Stammdatensatz für die Übergabe in das CAD-System Betriebsdaten/ Artikelkartei Betriebsdaten/ Zeitvorgaben CAD-System Standardisierungsfähiges Produktangebot
4.4.5 Der VeSchemaführen,der LeiauftragderlicheInformiBereichErgebnwahrgeMitarbeteilung arbeiterzeichne
11 Die zuvo
Methode
Zielvereinbarung mit dem Betrieb ja nein Hardware-Aktualisierung Einführung des Branchenprogramms Erarbeitung von Betriebsdaten/ Artikelkartei Erarbeitung von Betriebsdaten/ Zeiterfassung weitergehende Einführung des Branchenprogramms Einführung des CAD-Systems Erarbeitung einer standardisierungsfähigen Produktreihe Erarbeitung betriebsbezogener Vorgabensätze Erarbeitung eines Firmenkataloges (Bibliothek)
Schematische Darstellung des Schulungskonzeptes
rlauf einer idealtypischen Schulung und der Prozess der Zielorientierung kann in einem dargestellt werden (s. Abb. 5 S. 63). Die Phasen Informieren, Planen, Entscheiden, Aus-
Kontrollieren, Auswerten und Transfer sind an die „Schritte der vollständigen Handlung in ttextmethode“11 (KOCH/ SELKA 1991) angelehnt. Im Zentrum der Arbeit steht der Real-. Die einzelnen Handlungsschritte sind konkret auf die zur Umsetzung des Auftrages erfor-n Arbeiten gerichtet. Das Schulungspersonal zieht sich aus den ersten beiden Schritten eren und Planen zunehmend zurück; die gemeinsame Arbeit verlagert sich dann auf den der Aktionsreflexion Ausführen, Kontrollieren und Auswerten sowie auf den Transfer der isse. Grundsätzlich können viele der aufgeführten Teilaufgaben von beiden Teilnehmern nommen werden; die Anordnung der Teilschritte in „Schulungspersonal“ und „betrieblicher iter“ soll eher die Schwerpunkte der Aufgabenverteilung deutlich machen. Durch die Ver-der Kenntnisse ergibt sich eine Häufung der anforderungsbezogenen Aufgaben beim Mit- und der strukturierenden Aufgaben beim Schulungspersonal. Die gebogenen Pfeile kenn-n die Knotenpunkte, an denen verstärkt Rückkopplungsprozesse auftreten.
r geäußerte Kritik an der Leittextmethode bezieht sich nicht auf die lerntheoretischen Grundlagen. Es wird vielmehr bezweifelt, ob die geeignet ist, betriebszentrierte individuelle Schulungsmaßnahmen angemessen zu unterstützen.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 62 -
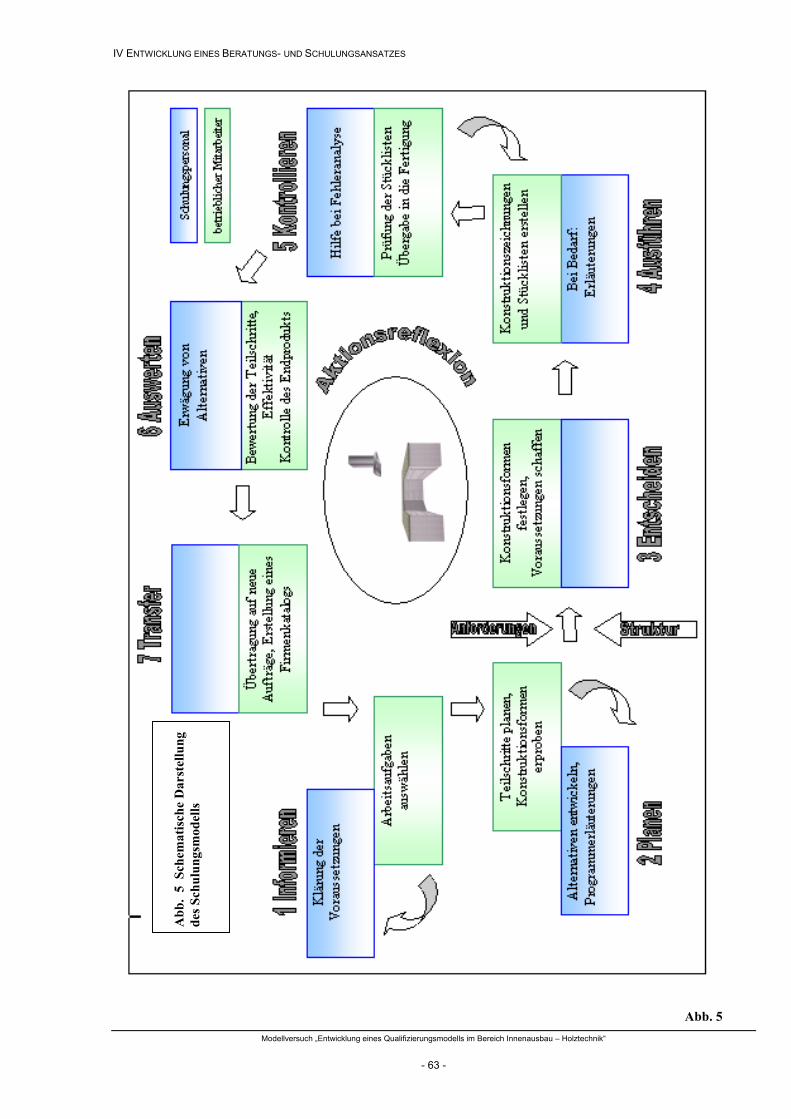
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 63 -
Abb. 5
Abb
. 5
Sch
emat
isch
e D
arst
ellu
ng
des S
chul
ungs
mod
ells
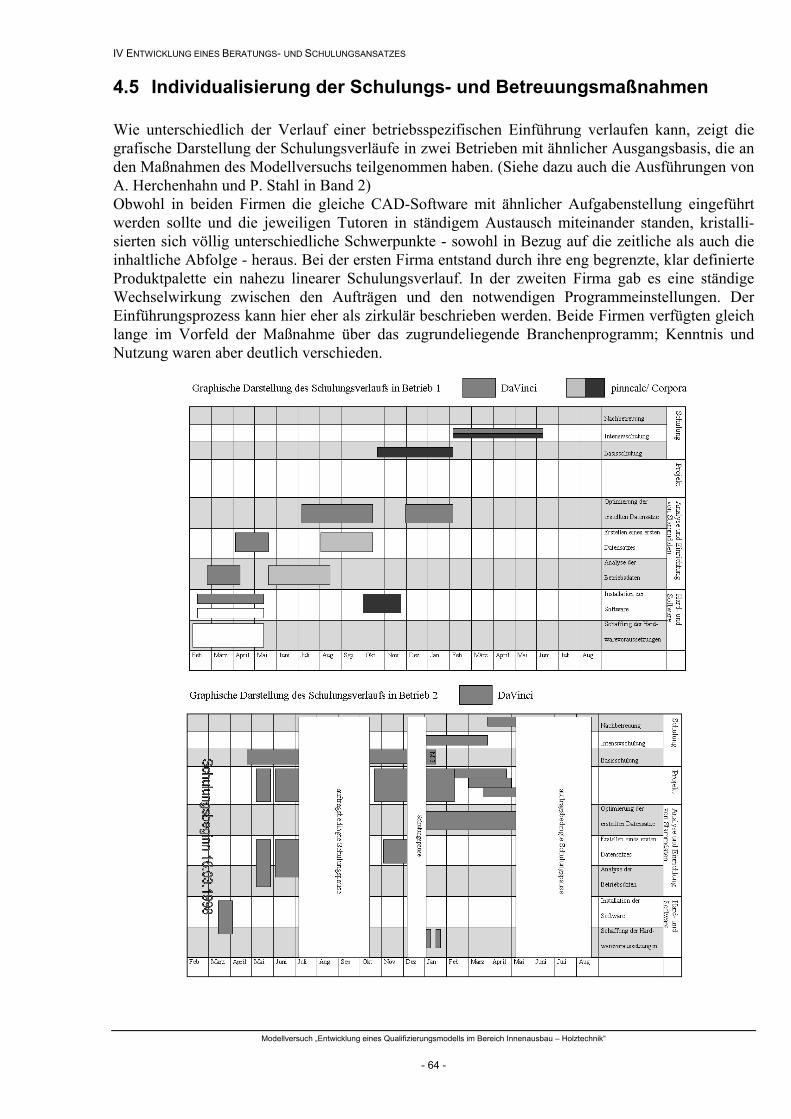
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
4.5 Individualisierung der Schulungs- und Betreuungsmaßnahmen Wie unterschiedlich der Verlauf einer betriebsspezifischen Einführung verlaufen kann, zeigt die grafische Darstellung der Schulungsverläufe in zwei Betrieben mit ähnlicher Ausgangsbasis, die an den Maßnahmen des Modellversuchs teilgenommen haben. (Siehe dazu auch die Ausführungen von A. Herchenhahn und P. Stahl in Band 2) Obwohl in beiden Firmen die gleiche CAD-Software mit ähnlicher Aufgabenstellung eingeführt werden sollte und die jeweiligen Tutoren in ständigem Austausch miteinander standen, kristalli-sierten sich völlig unterschiedliche Schwerpunkte - sowohl in Bezug auf die zeitliche als auch die inhaltliche Abfolge - heraus. Bei der ersten Firma entstand durch ihre eng begrenzte, klar definierte Produktpalette ein nahezu linearer Schulungsverlauf. In der zweiten Firma gab es eine ständige Wechselwirkung zwischen den Aufträgen und den notwendigen Programmeinstellungen. Der Einführungsprozess kann hier eher als zirkulär beschrieben werden. Beide Firmen verfügten gleich lange im Vorfeld der Maßnahme über das zugrundeliegende Branchenprogramm; Kenntnis und Nutzung waren aber deutlich verschieden.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 64 -
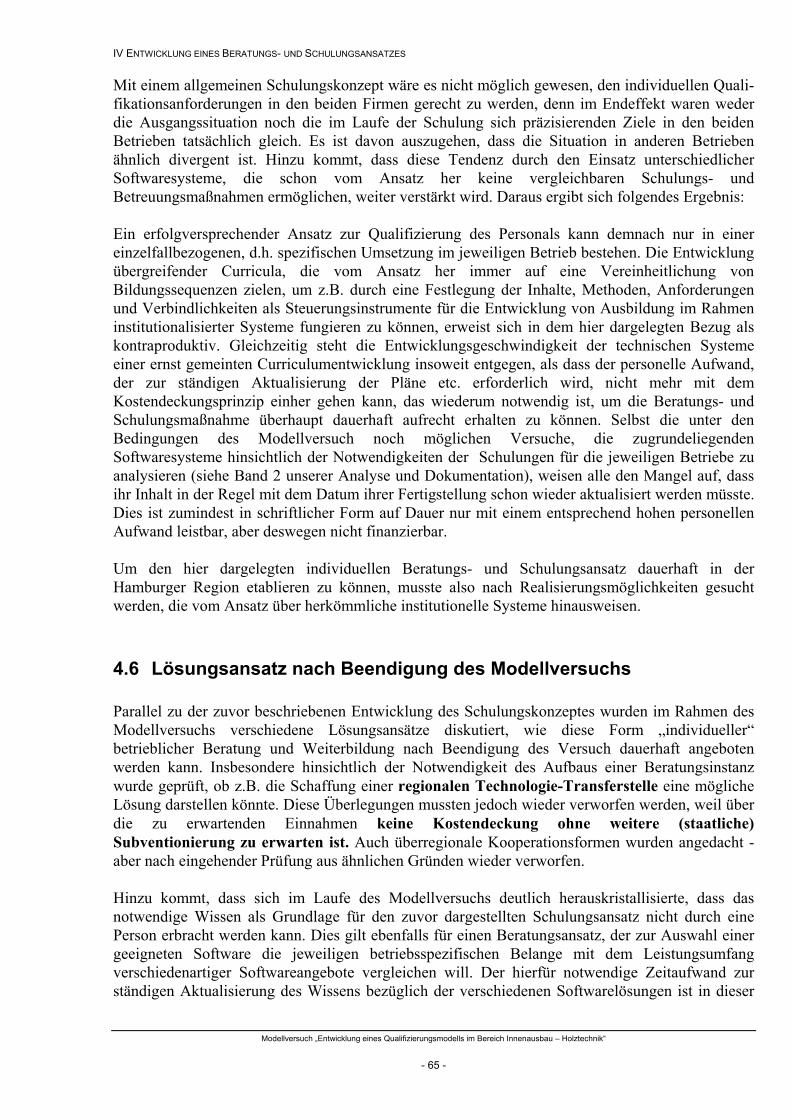
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Mit einem allgemeinen Schulungskonzept wäre es nicht möglich gewesen, den individuellen Quali-fikationsanforderungen in den beiden Firmen gerecht zu werden, denn im Endeffekt waren weder die Ausgangssituation noch die im Laufe der Schulung sich präzisierenden Ziele in den beiden Betrieben tatsächlich gleich. Es ist davon auszugehen, dass die Situation in anderen Betrieben ähnlich divergent ist. Hinzu kommt, dass diese Tendenz durch den Einsatz unterschiedlicher Softwaresysteme, die schon vom Ansatz her keine vergleichbaren Schulungs- und Betreuungsmaßnahmen ermöglichen, weiter verstärkt wird. Daraus ergibt sich folgendes Ergebnis: Ein erfolgversprechender Ansatz zur Qualifizierung des Personals kann demnach nur in einer einzelfallbezogenen, d.h. spezifischen Umsetzung im jeweiligen Betrieb bestehen. Die Entwicklung übergreifender Curricula, die vom Ansatz her immer auf eine Vereinheitlichung von Bildungssequenzen zielen, um z.B. durch eine Festlegung der Inhalte, Methoden, Anforderungen und Verbindlichkeiten als Steuerungsinstrumente für die Entwicklung von Ausbildung im Rahmen institutionalisierter Systeme fungieren zu können, erweist sich in dem hier dargelegten Bezug als kontraproduktiv. Gleichzeitig steht die Entwicklungsgeschwindigkeit der technischen Systeme einer ernst gemeinten Curriculumentwicklung insoweit entgegen, als dass der personelle Aufwand, der zur ständigen Aktualisierung der Pläne etc. erforderlich wird, nicht mehr mit dem Kostendeckungsprinzip einher gehen kann, das wiederum notwendig ist, um die Beratungs- und Schulungsmaßnahme überhaupt dauerhaft aufrecht erhalten zu können. Selbst die unter den Bedingungen des Modellversuch noch möglichen Versuche, die zugrundeliegenden Softwaresysteme hinsichtlich der Notwendigkeiten der Schulungen für die jeweiligen Betriebe zu analysieren (siehe Band 2 unserer Analyse und Dokumentation), weisen alle den Mangel auf, dass ihr Inhalt in der Regel mit dem Datum ihrer Fertigstellung schon wieder aktualisiert werden müsste. Dies ist zumindest in schriftlicher Form auf Dauer nur mit einem entsprechend hohen personellen Aufwand leistbar, aber deswegen nicht finanzierbar. Um den hier dargelegten individuellen Beratungs- und Schulungsansatz dauerhaft in der Hamburger Region etablieren zu können, musste also nach Realisierungsmöglichkeiten gesucht werden, die vom Ansatz über herkömmliche institutionelle Systeme hinausweisen.
4.6 Lösungsansatz nach Beendigung des Modellversuchs Parallel zu der zuvor beschriebenen Entwicklung des Schulungskonzeptes wurden im Rahmen des Modellversuchs verschiedene Lösungsansätze diskutiert, wie diese Form „individueller“ betrieblicher Beratung und Weiterbildung nach Beendigung des Versuch dauerhaft angeboten werden kann. Insbesondere hinsichtlich der Notwendigkeit des Aufbaus einer Beratungsinstanz wurde geprüft, ob z.B. die Schaffung einer regionalen Technologie-Transferstelle eine mögliche Lösung darstellen könnte. Diese Überlegungen mussten jedoch wieder verworfen werden, weil über die zu erwartenden Einnahmen keine Kostendeckung ohne weitere (staatliche) Subventionierung zu erwarten ist. Auch überregionale Kooperationsformen wurden angedacht - aber nach eingehender Prüfung aus ähnlichen Gründen wieder verworfen. Hinzu kommt, dass sich im Laufe des Modellversuchs deutlich herauskristallisierte, dass das notwendige Wissen als Grundlage für den zuvor dargestellten Schulungsansatz nicht durch eine Person erbracht werden kann. Dies gilt ebenfalls für einen Beratungsansatz, der zur Auswahl einer geeigneten Software die jeweiligen betriebsspezifischen Belange mit dem Leistungsumfang verschiedenartiger Softwareangebote vergleichen will. Der hierfür notwendige Zeitaufwand zur ständigen Aktualisierung des Wissens bezüglich der verschiedenen Softwarelösungen ist in dieser
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 65 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Form nicht zu erbringen und würde zudem zu extrem hohen Kosten führen, die wiederum diese Beratungsform für die klein und mittelständischen Betriebe als nicht finanzierbar erscheinen lassen würden. Deshalb verwundert es auch jetzt nicht mehr, dass bisher keine der uns bekannten Technologie-Transferstellen einen solchen Beratungs- und Schulungsansatz im CAD und CAD/CAM-Bereich anbieten kann. Eine Kostendeckung bei einem gleichzeitig finanziell attraktiven Angebot an Leistungen ist jedoch auf Basis eines Netzwerkes verschiedener lokaler Institutionen und Einrichtungen erreichbar, die bereits über die strukturelle Voraussetzungen für den Auf- und Ausbau von Beratungs-, Betreuungs- und Schulungsleistungen für die holzverarbeitenden Betriebe in Hamburg, sowie seinem Umland verfügen. Hierdurch wird es möglich, dass bereits vorhandene Ressourcen zukünftig besser genutzt werden können, was zu einer Optimierung bereits investierter öffentlicher Mittel führt und zudem mannigfaltige Synergieeffekte erbringen kann. Der vom Modellversuch entwickelte Lösungsansatz basiert deshalb auf einem solchen Netzwerk-ansatz. Beteiligt an der entworfenen Lösung sind:
der Förderverein Holz-EDV
der Arbeitsbereich Angewandte Bautechnik der Technischen Universität Hamburg-Harburg
die Gewerbeschule Holztechnik Hamburg
Beratungseinrichtungen der Handwerkskammer Hamburg
Die Aufgabenverteilung der einzelnen Partner:
Förderverein Holz-EDV:
Der Förderverein Holz-EDV (Verein zur Förderung des EDV-CNC-Bearbeitungszentrums für Holz e.V.) ist der Träger der Beratungs- und Schulungsmaßnahmen gemäß der oben dargelegten Auf-gabenstellung. Gemäß seiner Satzung von 1992/93 (siehe Kap. 9.4) „will der Verein dazu beitragen, die wirtschaftlichen Rahmenbedingungen insbesondere für mittlere und kleinere Betriebe zu verbessern und einen zukunftsorientierten Strukturwandel in und um Hamburg“ zu fördern (siehe Präambel). Dazu hat er sich u.a. die auf die C-Technologie bezogene Berufsbildung des Personals zur Aufgabenstellung gesetzt (siehe §2.1 und §2.2). Für die Durchführung der Beratungs- und Schulungsmaßnahmen ist er der institutionelle Ansprech-partner der Betriebe. Er regelt und koordiniert zudem die erforderlichen Maßnahmen in vertraglicher sowie finanzieller Sicht. Um die Inhalte der Beratungs- und Schulungsmaßnahmen gewährleisten zu können, hat der Verein einen Kooperationsvertrag mit der TUHH-Technologie GmbH geschlossen. Über diesen Kooperationsvertrag wird dem Arbeitsbereich Angewandte Bautechnik der Technische Universität Hamburg-Harburg die inhaltliche Ausgestaltung der Maßnahmen übertragen. Die Leistungen werden im einzelnen in halbjährlichen Arbeitsplänen fixiert. Technische Universität Hamburg-Harburg:
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 66 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Inhaltlich und personell werden die entwickelten (und ständig zu überprüfenden sowie zu erneuern-den) Beratungs- und Qualifizierungsmaßnahmen zukünftig von dem Studienbereich Gewerblich-Technische Wissenschaften (AB 3-10, Arbeitsbereich Angewandte Bautechnik) der Technischen Universität Hamburg-Harburg betreut. So wurde u. a. auf Grundlage der erfolgreichen Arbeit des Modellversuchs zum 1.9.2001 für den Bereich Holz- und Kunststofftechnik die Stelle eines Ober-ingenieurs mit dem Forschungsschwerpunkt CAD/CAM-Technologie im Innenausbau geschaffen. Hierdurch wurde institutionell eine Voraussetzung für einen dauerhaften Technologie-Transfer zu den holzverarbeitenden Betrieben Hamburgs und des Umlandes gelegt. Durch die Einbindung der CAD/CAM-Technologie in den Forschungsbereich der Hochschule wird eine optimale Basis für die ständig notwendige Aktualisierung technologischen Wissens geschaffen. Das durch den Modell-versuch aufgebaute Wissenspotential kann damit auch zukünftig weiterentwickelt und transferiert werden. Im Bereich der Lehre wird parallel durch die Intensivierung des Lehrangebotes im Bereich der C-Technologien die Voraussetzung dafür geschaffen, dass StudentInnen des Gewerbelehramtes als Tutoren für die Betriebe gemäß dem dargelegten Schulungsansatz tätig werden können. Um einen solchen Einsatz zu ermöglichen, werden zur Zeit verschiedene Softwareprodukte in studentischen Arbeitsgruppen analysiert, ihr Einsatz gewartet und der Kontakt zu den Softwarehäusern gepflegt. Dabei wird das vorhandene Wissen an „Neueinsteiger“ weitergegeben, so dass eine Kontinuität gewährleistet werden kann. In gemeinsamen Treffen werden Kriterien für Softwarevergleiche diskutiert, um zu objektivierbaren Aussagen gelangen zu können. Auf dieser Grundlage ist z.B. unter Einbezug der Studenten für das Sommersemester 2002 eine Vorlesungsreihe zu CAD/CAM-Systemen geplant, die auch Hamburger Betrieben zugänglich gemacht werden soll. Durch dieses Ineinandergreifen von Forschung und Lehre wird es möglich, ein breites Spektrum von hier relevanten Softwarelösungen auf ihrem aktuellen Stand zu erfassen und hinsichtlich ihrer Einsatzmöglichkeiten zu prüfen. Eine solche Leistung wäre z.B. bei der Schaffung einer Technolo-gie-Transferstelle nur mit einem weitaus höheren personellen Aufwand zu erzielen gewesen. Staatliche Gewerbeschule für Holztechnik, Farbtechnik und Raumgestaltung Hamburg:
Im Rahmen einer Kooperation mit dem Studienbereich Gewerblich-Technische Wissenschaften (AB 3-10) der Technischen Universität Hamburg-Harburg können für die Gewerbelehrerausbildung die sachlichen Mittel sowie Räume der Gewerbeschule für Holztechnik (G6) genutzt werden. Für den hier relevanten Bereich der C-Technologien wird durch die unter Beteiligung der TU Hamburg-Harburg vorgenommene Bereitstellung von PC-Arbeitsplätzen und einem Bearbeitungszentrums die Voraussetzung für die Lehre und die experimentelle Erprobung von (neuen) CAD/CAM-Systemen sowie von Branchensoftware und PPS-Systemen gegeben. Da z.B. allein fünf CAD- und CAD/CAM-Systeme in der Fachschule für Holztechnik eingesetzt werden, wird der Aufwand für Wartung und Pflege der Programme insgesamt deutlich verringert, als wenn er bei einer vergleichbaren parallelen Installation an einem anderen Ort wie z.B. an der Technischen Universität anfallen würde. Bei der Komplexität der Datenübergabe für die hier rele-vanten Softwarelösungen ist dies eine nicht unbeträchtlicher Synergieeffekt. Der 1992 gegründete Förderverein Holz-EDV ist aus dem durchgeführten Modellversuch12 der G6 entstanden. Seit dem 12 Transferversuch: „Integriertes Lernortsystem für moderne Fertigungsverfahren in der Holztechnik (CNC, CAD/CAM) zur Ausbildung von
Mitarbeitern für Klein- und Mittelbetriebe“ hrsg. von der G6 (Hamburg 1996).
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 67 -
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
ist die G6 Kooperationspartner des Fördervereins und beteiligt an der Berufsbildung der C-Technologien für das Holzhandwerk (siehe Kap. 9.4: Satzung des Fördervereins, §2.1). Beratungseinrichtungen der Handwerkskammer Hamburg:
Im Rahmen des Modellversuchs wurde ein informelles Netzwerk für die Betriebsberatung mit dem HandwerksInnovationsCentrum (HIC) konstituiert. Das HIC wird aus dem EU-Projekt „EUROCRAFT“ gefördert und von der Zukunftswerkstatt e.V. der Handwerkskammer Hamburg getragen. „Ziel der Zusammenarbeit ist es, wirtschaftliche Formen des Technologieeinsatzes für Altonaer Klein- und Mittelständische Betriebe des Holzhandwerkes auf Basis einer gemeinschaft-lichen Nutzung von Maschinen und Software sowie der entsprechenden Qualifizierung der Mitar-beiter zu entwickeln und zu erproben.“ 13 Zusammen mit Herrn Hartmann (zuständig für den Bereich Projektmanagement der Handwerkskammer) und Herrn Ussleber (zuständig für den Bereich Betriebsberatung der Handwerkskammer) wurden erste Veranstaltungen zur Entwicklung neuer Kooperationsformen für den Einsatz von C-Technologien im holzverarbeitenden Handwerk durchgeführt. Die Beratungseinrichtungen der Handwerkskammer sind dabei schwerpunktmäßig für betriebswirtschaftliche, rechtliche und organisatorische Fragestellung zuständig, - die Leiter des Modellversuchs für technologische Fragestellungen sowie Konzepte für die betriebliche Weiterbil-dung. Diese ergänzenden Beratungsleistungen sollen auch zukünftig unter Einbeziehung des Fördervereins Holz-EDV und der Zukunftswerkstatt der Handwerkskammer fortgeführt werden.
4.7 Synergieeffekte für die berufliche Bildung insgesamt Vor dem oben geschilderten Hintergrund des Modellversuchs wurde es nicht nur möglich, eine kos-tengünstige Beratungs- und Schulungsmöglichkeit für die klein- und mittelständischen Unternehmen aufzubauen, darüber hinaus profitieren sowohl die Techniker- und Meisterausbildung (siehe dazu genauer Kap. 8) als auch die Gewerbelehrerausbildung insgesamt von diesem Ansatz. Darüber hinaus ergibt sich durch die gemeinsame Nutzung der technischen Einrichtungen und des „know hows“ eine nicht unbeträchtliche Kostenersparnis für das Gesamtsystem der beruflichen Bildung in dem hier relevanten Bereich. Obwohl objektorientierte CAD/CAM-Systeme vorerst nicht zum Lehrplan der beruflichen Erstaus-bildung gehören, sind die Auswirkungen dieser Systeme in Bezug auf notwendige Grundlagen-kenntnisse und betriebliche Entwicklungsprozesse aber auch für die Berufsschule von entscheidender Bedeutung. Betriebliche Organisationsentwicklung und der Transfer in den Bereich der Berufsschule kann nicht durch eine einmalige Erfassung der Technologie und ihrer Auswirkungen auf die betrieblichen Prozesse geleistet werden. Die Softwaresysteme werden ständig weiterentwickelt und in ihrem Funktionsumfang erweitert. Sollen diese Entwicklungen nicht an beruflichen Schulen vorbeigehen, dann muss der Kontakt zu der technischen Entwicklung und ihrer Umsetzung in den Betrieben zu einer kontinuierlichen Aufgabe werden. Die Begleitung von Weiterbildungsprozessen des Personals in Tischlereien durch LehramtsstudentInnen könnte eine Grundlage schaffen, die es den StudentInnen während ihrer späteren Lehrtätigkeit sowohl an einer Berufsschule als auch an einer Fachschule erlaubt, den Kontakt zu den Betrieben weiterzuführen. Damit eröffnet sich die Möglichkeit eines wechselseitigen Austausches, von dem alle Partner profitieren können. 13 NORD-HANDWERK 6/2001; Seite 30
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 68 -
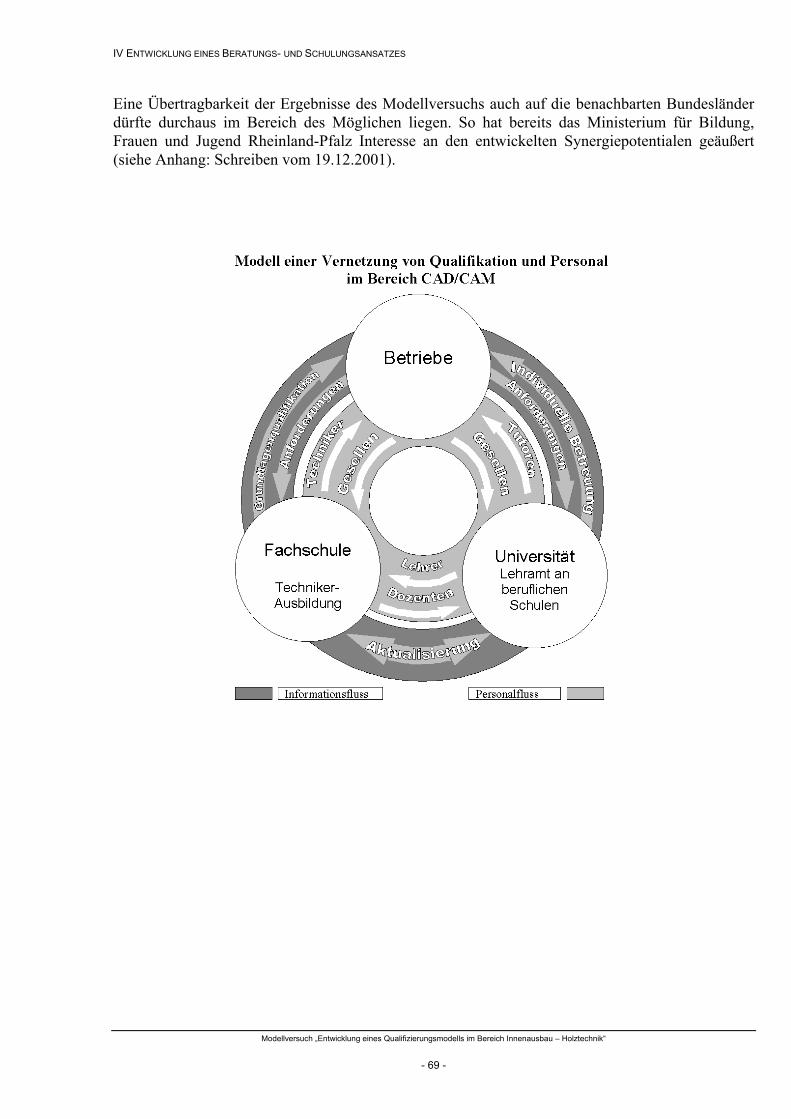
IV ENTWICKLUNG EINES BERATUNGS- UND SCHULUNGSANSATZES
Eine Übertragbarkeit der Ergebnisse des Modellversuchs auch auf die benachbarten Bundesländer dürfte durchaus im Bereich des Möglichen liegen. So hat bereits das Ministerium für Bildung, Frauen und Jugend Rheinland-Pfalz Interesse an den entwickelten Synergiepotentialen geäußert (siehe Anhang: Schreiben vom 19.12.2001).
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 69 -
V UNTERSUCHUNG ZUR ARBEITSORGANISATION IN DEN BETRIEBEN
5 Untersuchungen zur Arbeitsorganisation in den Betrieben Die Einführung einer komplexen CAD/CAM-Lösung in mittelständischen Handwerksbetrieben geht nicht ohne eine Änderung der Arbeitsorganisation. Die Verlagerung von Prozessen der Fertigung in die Arbeitsvorbereitung durch die Integration von Bearbeitungsinformationen auf der CAD-Ebene bedingt eine teilweise Umstrukturierung, zu mindestens aber eine Absprache zwischen den Betriebsebenen der Fertigung und der Arbeitsvorbereitung. Diese Auswirkungen sollen exemplarisch an einem Beispiel aufgezeigt werden.14
5.1 Auswertung einer Schulungs- und Betreuungsmaßnahme
Im folgenden soll über eine vollzogene Schulungs- und Betreuungsmaßnahme bei der Hamburger Werkstatt GmbH berichtet werden; d.h. es werden – ohne Anspruch auf Verallgemeinerung - die Erfahrungen dargestellt, die in diesem Betrieb gemacht worden sind. Die Hamburger Werkstatt (Werkstatt für Behinderte) ist eine Einrichtung der beruflichen Rehabili-tation zur Eingliederung behinderter Menschen in das Arbeitsleben. In dem Tischlereibereich sind (inklusive Arbeitsvorbereitung) ein Ingenieur, drei Techniker, zwei Meister, 14 Facharbeiter und ca. 70 Werkstattmitarbeiter beschäftigt. Die Produktionspalette umfasst hauptsächlich die Herstellung von Korpusmöbeln in Einzel- und Serienfertigung wie z.B. Büromöbel und spezielle Einbauküchen für behinderte und betagte Menschen. Der Betrieb verfügt u.a. über drei CNC-Bearbeitungszentren. Die Erstellung der notwendigen CNC-Programme erfolgt im Fertigungsbereich bereits seit ca. 10 Jahren mit Hilfe eines CAD/CAM-Programms zur Einzelteilkonstruktion. Dieses Verfahren sollte mit dem Ziel der Produktivitätssteigerung durch ein objektorientiertes CAD/CAM-System ergänzt oder eventuell ganz abgelöst werden. Solche Systeme ermöglichen eine Konstruktion des Möbels im 3D-Bereich und die automatisierte Ableitung der NC-Programme für die jeweiligen Einzelteile. Bereits in der Beratungsphase wandte sich das Unternehmen an den Modellversuch. Mit seiner Hilfe fiel die Entscheidung in Abstimmung mit der Produktpalette des Betriebes durch einen intensiven Softwarevergleich zugunsten eines objektorientierten CAD/CAM-Systems aus. Eine kurzfristige Umstellung auf das neue System wurde von Firmen- und Modellversuchseite als nicht praktikabel angesehen, da mit zu vielen Schwierigkeiten hinsichtlich der notwendigen Qualifikationsanforderungen und der Umstellung der Arbeitsorganisation gerechnet werden musste. Ziel des Vorhabens sollte vielmehr eine "sanfte Einführung“ des neuen Systems sein. Aus diesem Grund wurde der Umfang der Schulungs- und Betreuungstätigkeit mit 160 Stunden pro Jahr vereinbart. Das entsprach einer Präsens des Schulungsleiters von ca. 4 Stunden pro Woche vor Ort, wobei jedoch je nach Bedarf geblockt oder pausiert werden konnte. Nach Abschluss dieser begleitenden Maßnahmen erfolgte eine zweitägige gemeinsame Auswertung des Vorhabens. Die Ergebnisse dieser Abschlussbesprechung sowie einer Fragebogenaktion werden im folgenden als Grundlage der Ausführungen genommen. Ziel ist somit weniger, die implementierte Software mit all ihren Details und Besonderheiten zu beschreiben, als vielmehr den
14 die folgenden Ausführungen wurden auch veröffentlicht im BM 5/2001
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 70 -
V UNTERSUCHUNG ZUR ARBEITSORGANISATION IN DEN BETRIEBEN
Prozess der Einführung dieses CAD/CAM-Systems von Seiten der betrieblichen Mitarbeiter zu reflektieren. Über die Leistungsexplosion mit Hilfe der Softwaresysteme gibt es unseres Erachtens bereits sehr viele Informationen, wenige jedoch darüber, welche Prozesse sich in den Betrieben bei der Einführung der Systeme ergeben. Soviel vorweg: Auch 1 1/2 Jahre nach Einführung des objektorientierten CAD/CAM-Systems wird die Notwendigkeit dieses Prozesses von Seiten der eingebundenen Mitarbeiter betont. Da jeder Betrieb im Hinblick auf seine Kundenwünsche und Mitbewerber am Markt flexibel sein müsse, seien CAD/CAM-Systeme mit entsprechenden Bearbeitungszentren zukünftig unabdingbar, um rationell planen, konstruieren und fertigen zu können. Die Maßnahme wird also insgesamt positiv beurteilt. Sie hat jedoch auch einige Änderungen mit sich gebracht, die zu Beginn so ohne weiteres nicht von allen Beteiligten vorhersehbar waren. Bei der Einführung eines objektorientierten CAD/CAM-Systems handelt es sich eben um mehr als um eine bloße Software-Erneuerung. Hier müssen übergreifend und abteilungsspezifisch neue Denkweisen und Organisationsformen entwickelt werden. Im folgenden sollen deshalb die betroffenen Abteilungen Auskunft darüber geben, was sie als wichtigste Änderungen des Prozesses ansehen.
5.1.1 Änderungen in der konstruktiven Tätigkeit Das CAD/CAM-System erfordert eine regelgeleitete Festlegung von Konstruktionsprinzipien. Das beinhaltet die Auswahl der verwendeten Materialien, Profile (Kanten) mit entsprechenden Konturierungen und ihres Zusammenwirkens in entsprechenden Bauteildefinitionen. Hinzu kommt die Auswahl der Beschläge (Korpusverbinder, Möbelbänder, Schlösser, Auszüge, Griffe etc.) sowie das Anlegen der zugehörigen Bearbeitungsschritte. Letzteres ist um so wichtiger, da aus der drei-dimensionalen Konstruktion die NC-Programme für die Bearbeitungszentren automatisiert abgeleitet werden sollen. Da jeder Betrieb mehr oder weniger seine eigenen Konstruktions- und Fertigungsprinzipien ausweist, müssen diese zunächst auch erst einmal als Datensätze im System hinterlegt werden. Dabei wird allen Beteiligten bald deutlich, dass eine Standardisierung der Arbeitsweisen dringend notwendig ist. Das Entwickeln und Dokumentieren von "Betriebsnormen" wird um so notwendiger, je mehr Mitarbeiter auf das System zurückgreifen. Unterbleibt diese Art des Herangehens, kann die Arbeit mit der Zeit durch die Anhäufung unreflektierter Datenbestände kontraproduktiv werden. Hervorzuheben ist, dass von Seiten der Softwarefirma für diese Aufbereitungsphase eine sehr gute Unterstützung per HOTLINE geboten wurde (und auch weiterhin geboten wird), sowohl hinsichtlich der Stammdatenpflege und dem Programmhandling als auch in bezug auf allgemeine hard- und softwaretechnische Fragestellungen. Die Entwicklung und Eingabe von "konstruktiven Stammdaten" ist ein Lernprozess, der in Zeit und Umfang oftmals erheblich unterschätzt wird. Der Weg von der Einsicht - dass das Aufstellen "klarer Konstruktionsregeln" (Werksnormen) im Sinne eines effektiveren Arbeitens unabdingbar ist - bis hin zu seiner Umsetzung beinhaltet ein äußerst langwieriges, diszipliniertes Arbeiten, das außerdem sehr gute Absprachen und Abstimmungen (Teamarbeit) sowie die Klärung von Zuständigkeiten erfordert.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 71 -
V UNTERSUCHUNG ZUR ARBEITSORGANISATION IN DEN BETRIEBEN
Auch bei den Mitarbeitern der Hamburger Werkstatt wurde dieser Prozess nicht richtig von Anfang an mit seiner ganzen Konsequenz eingeschätzt. Die Einsicht in die Notwendigkeit wuchs aber gleichsam mit der Dauer des Systemeinsatzes, zumal durch die Vernetzung der Rechner und des dadurch möglichen Datenaustauschs untereinander anders gar kein effektives Arbeiten möglich war und ist. Alle Beteiligten sind sich im Nachhinein einig, "dass das System eine sehr lange Einarbeitungsphase mit einem entsprechend großem Zeitaufwand notwendig machte, um es zu beherrschen". Bevor also das Urteil gefällt werden kann, dass die Einführung des CAD/CAM-Systems "auf jeden Fall eine Vereinfachung und Rationalisierung bei der Bearbeitung von Aufträgen" durch z.B. "mög-lichst gleiche Konstruktionen bei verschiedenen Aufträgen" darstellt, ist auch im Fall der Hamburger Werkstatt ein hoher Aufwand an Vorarbeit notwendig gewesen. Auch mit Anleitung durch die fachlichen Leiter des Modellversuchs kann, in diesem Unternehmen, der Prozess mit ca. einem ganzen Jahr veranschlagt werden. Erst danach lässt sich laut Aussage aller Beteiligten in der Konstruktion und AV eine allmähliche Effektivitätssteigerung sehen, u.a. mit folgenden Vorteilen:
Leichteres Arbeiten, weil durch gleiche Konstruktionen alles transparenter wird.
Die Möglichkeit der besseren Kontrolle durch die 3D-Darstellung der Konstruktion.
Leichteres Erstellung von Arbeits- und Fertigungsunterlagen (Maßsicherheit).
Produktivitätssteigerung durch schnelleren Zugriff auf Konstruktionen im AV-Bereich und leichteren Erstellung von Korpusmöbeln.
Qualitätssteigerung, Maßgenauigkeit, Maßermittlung bei schwierigen Teilen z.B.: Schmiegen, Rundungen.
Es werden durch die graphische Visualisierung im Vorwege einige Fehler vermieden.
Da die Aufträge parametrisiert angelegt werden, lassen sich Veränderungen schnell realisieren (Höhe, Breite, Tiefe, ...).
Die Wiederholbarkeit ist gegeben, die Maßgenauigkeit ist besser und die Fehlerquote ist reduziert.
Der höhere Aufwand, der in der Konstruktionsabteilung zudem notwendig wird, da im Rahmen des CAD/CAM-Systems auch große Teile fertigungsbezogener Daten mit angelegt und gepflegt werden müssen, erfordert einen zusätzlichen Lern- und Abstimmungsprozess, der nicht unterschätzt werden darf. Vor der Einführung des Systems war es für die Arbeitsvorbereitung üblich, 2D-Zeichnungen oder Skizzen für die Fertigung aufzubereiten. Mit dem Einsatz des CAD/CAM-Systems muss fast jedes fertigungsbezogene Detail in die 3D-Konstruktion eingebunden werden. Sind die Fertigungs-prinzipien erst einmal hinterlegt, beansprucht dieses Verfahren zunehmend weniger (Zeit-) Aufwand. Es bringt jedoch auf jeden Fall - "weil kleine Fehler in der AV jetzt deutlich stärkere Auswirkung auf die Fertigung haben können" - eine Aufgabenerweiterung sowie eine höhere Qualifikationsanforderung des Technikers der Konstruktionsabteilung mit sich. So geht die Meinung einiger Mitarbeiter auch dahin, dass für sie momentan noch nicht absehbar ist, wie sich ihr Tätigkeitsbereich in Zukunft durch eine verstärkte Einbindung des Systems ändern wird. Auf längere Sicht - so wird vermutet - werden mehr und mehr Verschiebungen der einzelnen Tätigkeiten geschehen, so dass es eine traditionelle Trennung der einzelnen Aufgabenbereiche immer weniger geben wird.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 72 -
V UNTERSUCHUNG ZUR ARBEITSORGANISATION IN DEN BETRIEBEN
Nach 1 1/2 Jahren wird im Konstruktionsbereich eine Produktivitätssteigerung bei Serien und Kleinserien gesehen, der den höheren Zeitaufwand für die Qualifizierung rechtfertigt. Für komplizierte Konstruktionen der individuellen Einzelfertigung wird zum heutigen Zeitpunkt Zeit jedoch noch eine Einschränkung gesehen. So gibt es also durchaus Einzelaufträge bei denen sich ein Mitarbeiter noch für den traditionellen Weg der Arbeitsvorbereitung entscheidet. Eingestandenermaßen fehlen von Seiten der Mitarbeiter für diese Art der Konstruktion teilweise noch notwendige Kenntnisse oder aber sie haben diese noch nicht genügend verfestigt. Unter Umstände ist aber auch die Software in diesem Bereich noch nicht ganz perfekt. Aber dies könnte sich in naher Zukunft ändern, da gerade bezüglich individueller Einzelkonstruktionen von Seiten des Softwareherstellers positiv zu bewertende Entwicklungsanstrengungen zu konstatieren sind. Insgesamt wird das Maß der Qualifikationsanforderungen, die das CAD/CAM-System an die Mitar-beiter stellt von ihnen selbst als sehr hoch angesehen. "Da das Programm nichts automatisch festlegt, muss man schon gewisse Berufserfahrung mitbringen. Das Einarbeiten ist nicht so schwierig, erfordert aber Umdenken und viel viel FLEISS und TRAINING" Bezogen auf die gestalterische Tätigkeit werden insgesamt leichte Einschränkungen konstatiert, weil man gleich die Frage im Hinterkopf habe, wie der Auftrag am günstigsten mit der Software zu konstruieren sei. Damit seien mögliche Alternativen von vorne herein sehr reduziert im Fokus des Interesses.
5.1.2 Änderungen im Fertigungsbereich Insgesamt wird die Einführung des CAD/CAM-Systems als eine deutliche Qualifikationssteigerung des NC-Facharbeiters wahrgenommen. Für ihn sind neue Aufgabengebiete mit neuen Fertigungs-verfahren entstanden. Dabei musste ein tiefgreifendes Verständnis für die Struktur der Software hart erarbeitet werden. Deutliche Änderungen der bisherigen Arbeitsorganisation wurden notwendig und müssen auch weiterhin bezüglich ihrer Effektivität überprüft werden. Nach der Schulung des dreidimensionalen Vorstellungsvermögens wurden die von der Arbeitsvorbereitung übergebenen Aufgaben insgesamt für die Fertigung nachvollziehbarer, als in der bisherigen Form einer 2D-Vorgabe. Tatsächlich dürfte der NC-Facharbeiter bei der Einführung des CAD/CAM-Systems den größten Qualifikationssprung aller Mitarbeiter vollzogen haben. Seine Tätigkeit gleicht jetzt in Teilbereichen durchaus der Arbeitsplatzbeschreibung eines Technikers. Als ein subjektiver Unterschied wird jedoch auch von Seiten des NC-Facharbeiters vereinzelt eine fehlende Identifikation mit dem jeweiligen Auftrag gesehen. Für die zuständigen Mitarbeiter des Fertigungsbereiches kann nach eigenen Aussagen der direkte Bezug zum Auftrag partiell verloren gehen, da die jeweilige Konstruktion in allen Einzelheiten bereits durchdacht angeliefert, der Auftrag also nicht mehr wie bisher erst in der Werkstatt detailliert fertigungstechnisch aufbereitet wird. Die Arbeit wird jetzt anders wahrgenommen, da kaum noch eigene Entscheidungen über fertigungsbezogene konstruktive Details für den jeweiligen Einzelauftrag getroffen werden, und das Erstellen der NC-Programme weitgehend automatisiert erfolgt. Trotz dieses subjektiven Eindrucks ist jedoch hervorzuheben, dass gerade die Mitarbeiter der Ferti-gung beurteilen müssen, ob die Konstruktionen produzierbar sind oder nicht. Sie sind die ‚Endab-nehmer' des Systems und haben damit letztlich die Verantwortung; ihr Aufgabengebiet ändert sich damit zu einer Art Kontrollinstanz der in der Arbeitsvorbereitung entwickelten Vorgaben. Deshalb
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 73 -
V UNTERSUCHUNG ZUR ARBEITSORGANISATION IN DEN BETRIEBEN
wurde der NC-Facharbeiter von Beginn des Schulungsprozesses an in Form von kontinuierlichen Abstimmungsverfahren in den Konstruktionsprozess mit eingebunden. Neben der Funktion der Kontrollinstanz verbleibt für die Fertigung - neben der Ableitung von Ferti-gungszeichnungen für die Mitarbeiter aus den übergebenen 3D-Konstruktionen und der Notwendig-keit, diese 3D-Konstruktionen im Detail auch modifizieren zu können - die Aufgabe, den von der Arbeitsvorbereitung gelieferten Auftrag in NC-Programme zu überführen und auf die maschinen-bezogenen Prozesse abzustimmen. Dabei muss grundsätzlich vor einer Übersetzung der 3D-Bauteile in NC-Programme überlegt werden, auf welcher Maschine gefertigt werden soll, da wegen der drei verschiedenen BAZs teilweise unterschiedliche Programmstrukturen notwendig sind. Die Programme müssen dabei - weil auch ältere Steuerungen eingebunden sind - unter Umständen von Hand nachträglich umgeschrieben werden, um eine gesteigerte Effizienz zu gewährleisten. So ist z.B. für diese älteren Steuerungen die Lochreihenfunktion nicht direkt ansteuerbar. Für eine Serienfertigung muss also per Hand (nur) in diesem Fall nachträglich eine Optimierung vorgenommen werden. Laut Aussage des NC-Facharbeiters ist eine konkrete Effizienzsteigerung durch die automatisierte Form der Erzeugung von NC-Programmen aus der 3D-Konstruktion bis zum heutigen Zeitpunkt wohl bemerkbar, aber in seiner Gesamtheit noch nicht ausgereizt. So sind im Detail deutlich kürzere Zeiten für die Ableitung der Programme zu konstatieren, hinzugerechnet werden muss jedoch auch der Zeitfaktor für notwendigen Abstimmungen mit der Arbeitsvorbereitung (siehe genauer Punkt 3). Dieser Prozess ist noch nicht abgeschlossen und wird auch in Zukunft ein notwendiger Bestandteil der neuen Kommunikationsformen sein. Der derzeitige Stand dieses Abstimmungsprozesses lässt jedoch für die nahe Zukunft die erwartete Zeitersparnis auch für die Fertigung als realistisch erscheinen. Ist dieses Ziel erreicht, kann sich der zuständige NC-Facharbeiter auch andere Arbeiten - wie beispielsweise die Einarbeitung von Kollegen in das CAD/CAM-System - übernehmen. Diese Qualifikationserweiterung eines Stamms von Facharbeitern wird für den reibungslosen Fertigungsablauf für die Zukunft dringend notwendig. Zu beachten ist auch, dass es laut Auskunft des NC-Facharbeiters immer wieder Fälle einfacher Konstruktionsvarianten gibt, wo abgewägt werden muss, ob mit Hilfe einer WOP-Software (Werkstatt orientierte Programmierung) gearbeitet werden sollte oder mit Hilfe der automatisierten Ableitung von NC-Programmen aus einer 3D-Konstruktion. Als eine dringliche noch zu leistende Aufgabe wird Entwicklung und Durchführung einer sinnvollen und nachvollziehbaren Archivierung der Aufträge angesehen.
5.1.3 Änderungen zwischen AV und Fertigung Von allen Beteiligten wird seit der Einführung des CAD/CAM-Systems zur allgemeinen Erleich-terung kein Aufbau neuer Hierarchien zwischen der AV und Fertigung wahrgenommen, sondern insgesamt eine Intensivierung und deutliche Verbesserung der Zusammenarbeit beobachtet. Durch "den implementierten Zwang zur Teamarbeit" erwächst über das zur Kenntnis nehmen des jeweilig anderen Arbeitsbereiches mit seinen Eigenheiten ein gegenseitiges Verständnis. Dabei müssen neue Kommunikationsformen entwickelt werden. Da sich die Mitarbeiter im Ferti-gungsbereich seit der Einführung des CAD/CAM-Systems bei einem von der Arbeitsvorbereitung übergebenen Auftrag auf fertigungstechnisch stimmige Konstruktionsdetails verlassen können müs-
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 74 -
V UNTERSUCHUNG ZUR ARBEITSORGANISATION IN DEN BETRIEBEN
sen, sind nachvollziehbare Dokumentationen, kontinuierliche gemeinsame Arbeitssitzungen sowie eine insgesamt transparente Kommunikation zwischen der AV und Fertigung unbedingt notwendig, um "eine Sprache zu sprechen". So müssen auch die in den jeweiligen Einzelfällen der Auftrags-bearbeitung erfolgten Absprachen ständig für alle Beteiligten nachhaltig dokumentiert werden. Erst durch auf diese Weise durchgängig erarbeiteten Standards von Konstruktions- und Fertigungs-prinzipien ist eine Rationalisierung des Gesamtprozesses zu erwarten. Ein (wie in anderen Firmen eingesetzter) möglicher Verfahrensweg - die NC-Programme bereits von der AV übersetzen zu lassen - wird von den Mitarbeitern der AV nicht favorisiert, da dann auch noch detaillierte Maschinenkenntnisse als zusätzliche Qualifikationen erworben werden müssten. Zudem könne auch nicht annähernd der Erfahrungsstand des NC-Facharbeiters erzielt werden. Ein weiterer Grund wird in den verschiedenartigen Bearbeitungszentren gesehen, da maschinelle Eigenheiten eine Universalübersetzung schwierig machen. Bei drei gleichen Maschinen wäre dies eher möglich. Im übrigen dürfte auch von Seiten des NC-Facharbeiters kaum ein Interesse an solch einer Verfahrensweise zu erwarten sein, da dieses Verfahren nicht unbedingt zur Transparenz des Gesamtprozesses beiträgt. Eine Kontrolle der Fertigungsergebnisse wird durch ein solches Verfahren zudem erschwert.. Obwohl, wie zu Anfang erwähnt, bei den Mitarbeitern der Fertigung und der AV keine Hierarchi-sierung der Arbeit empfunden wird, beurteilen die Mitarbeiter ihre eigene Entwicklung aber auch dahingehend, dass die Arbeitsvorbereitung vermehrt zu einer Art "Stabsabteilung" gewachsen sei. Da das CAD/CAM-System die Festlegung der Konstruktions- und Fertigungsprinzipien geradezu erzwingt, ist eine deutliche Ausweitung der Zuständigkeit der Konstrukteure und damit ein Zuwachs an Verantwortung zu konstatieren. Der Konstrukteur wird zum CAD/CAM-Konstrukteur und damit die Arbeitsvorbereitung zum Dreh- und Angelpunkt bei einem gleichzeitig zu gewährleistenden Qualifikationsanstieg der Facharbeiter als ‚Endabnehmer' in der Systemkette.
5.1.4 Akzeptanz der Einführung bei den Mitarbeitern Als problematisch wird die kollegiale Akzeptanz der Arbeit mit dem CAD/CAM-System im Werk-stattbereich gesehen. Hier ist u.U. eine Heranführung der Kollegen an das Programm durch Vorfüh-rung, Erläuterungen etc. angebracht. Es besteht also die Notwendigkeit der Schaffung von Transpa-renz und Interaktionsmöglichkeiten für das Kollegium, um ein hinderliches Desinformationsproblem zu lösen. Der Information aller betroffenen Abteilungen und Mitarbeiter muss der gleiche Stellenwert gegeben werden wie den Diskussionsprozessen bei der Auswahl der EDV-Systeme.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 75 -
VI ANSATZ EINES SOFTWAREVERGLEICHS
6 Ansatz eines Softwarevergleichs15 Wer heute Fachzeitschriften liest, Messen besucht oder sich auf entsprechende Informations-veranstaltungen begibt, wird zunehmend mit der These konfrontiert, dass die Einführung von C-Technologien (auch) im Handwerk immer mehr zu einer Art Überlebensfrage gerät (vergleiche z.B. das Editorial im BM 5/2001). Landläufig wird proklamiert, dass, wer nicht in C-Technologien investiert, zwangsläufig nicht mehr mithalten kann – ja, sich sogar zukünftig aus dem produzierenden Gewerbe verabschieden muss! Beispielhaft werden Berichte über Firmen geliefert, die erfolgreich (?) die Einführung der „neuen“ Technologie vollzogen haben. Über Schwierigkeiten bei der Einführung dieser Technologie wird so gut wie nie berichtet – also scheint es sie auch nicht zu geben! Dagegen vermitteln die Artikel oftmals den Eindruck einer geradezu unbegrenzten technologischen Entwicklungsfähigkeit der gesamten Zunft: CAD/CAM-Programme eröffnen eine schier uneingeschränkte Vielfalt an Gestaltungs-, Konstruktions- und Fertigungsmöglichkeiten, wobei das Ersetzen des Zeichenbrettes durch CAD mit seinen Vorteilen wie z.B. größerer Genauigkeit, einfacherer und schnellerer Modifikation der Zeichnungen heute schon „Schnee von Gestern“ ist, da der zeitgemäße Handwerksbetrieb den Kunden via Internet seine Möbel planen und gestalten lässt, um das Ergebnis vom Internet direkt in die Fertigung geben zu können. Der Druck zum „zeitgemäßen“ Erfolg wächst – abgesehen von Zwang der täglichen praktischen Konkurrenz - somit auch ideologisch. Die These der existenziellen Notwendigkeit hat sicherlich ihren rationellen Kern, da das Beharren auf tradierte Denk- und Handlungsweisen auf Dauer immer Rückschritt bedeutet. Nur, was nützen solche Thesen einem kleinen oder mittleren Handwerksbetrieb, der „investieren“ will, weil er weiß, dass er sich entwickeln muss? Die Kluft zwischen „High-Tech“ und herkömmlichen Planungs- und Fertigungsverfahren scheint immer mehr auseinander zu klaffen. Oftmals wird der erklärte Anspruch vom Erfolg der C-Technologien als einzige, aber unreflektierte Messlatte der zukünftigen Firmenentwicklung gesehen, oder aber - im anderen Extrem - wird der Einstieg in diese Technologien gar nicht erst angegangen, weil solche Visionen auch abschreckend wirken können. In den kleinen und mittleren Handwerksbetrieben, die den Einstieg schließlich wagen, wird in der Praxis nicht selten eine immense Kluft zwischen dem gewecktem Anspruch und der betrieblichen Wirklichkeit deutlich - und da wenig über diese „Normalität“ des Alltags mit „neuen“ Technologien zu erfahren ist, bleibt diese Kluft unreflektiert und damit schon vom Ansatz her oftmals nicht behebbar. Eine Zielsetzung des Modellversuchs war das Herausarbeiten von Kriterien für die Beratung von Betrieben hinsichtlich der Auswahl eines CAD- oder CAD/CAM-Systems mit Anschluss an ein Branchenprogramm. Einige allgemeine Erfahrungen bezüglich der im Modellversuch eingesetzten Software sollen im folgenden reflektiert werden, wobei der oben skizzierte Dualismus zwischen Anspruch und tatsächlicher Realisierungsmöglichkeit für den einzelnen Betrieb Berücksichtigung finden soll. Im Laufe des Modellversuchs hat sich sowohl die immense aber durchaus unterschiedliche Leistungsfähigkeit von CAD/CAM-Systemen bestätigt, es sind aber auch Grenzen ihres betrieblichen Einsatzes deutlicher geworden.
15 Die folgenden Ausführungen wurden auch veröffentlicht in BM 10/2001
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 76 -
VI ANSATZ EINES SOFTWAREVERGLEICHS
Eine der wohl wichtigsten Grundregeln für Handwerksbetriebe, die in CAD/CAM Systeme inves-tieren wollen, lautet unseres Erachtens: Wagen Sie den Einstieg - er lohnt sich bei richtiger Wahl des für Sie geeigneten Systems - aber berücksichtigen Sie zunächst auch die Binsenweisheit „Weniger ist oftmals mehr“.
6.1 Anmerkungen zur Wahl eines CAD-Systems CAD-Systeme sind ein Werkzeug, das es sinnvoll zu nutzen gilt. Wie bei jedem Werkzeug hängt der Erfolg von seiner Qualität sowie den Fertigkeiten seines Anwenders ab. CAD-Werkzeuge können wie alle anderen Werkzeuge nicht denken - also auch nicht von sich aus gestalten, konstruieren etc. - wohl aber können sie nach den vom jeweiligen Softwareentwickler entworfenen Regelsystemen mehr oder minder umfangreiche Hilfestellungen für gestalterische und konstruktive Aufgabenstellungen liefern. Eine wichtige Erkenntnis hinsichtlich des Herangehens an computergestützte 3D-Planung, die sich zur Zeit gerade in der Architekturbranche nach einer Phase der Euphorie herumzusprechen scheint, ist dabei auch für den Tischlereibetrieb wissenswert: „Auch wenn es nicht mehr – oder nur hinter vorgehaltener Hand – gesagt wird: Kein vernünftiger Architekt verzichtet trotz der Anschaffung modernster CAD-Ausstattungen auf den Einsatz seines geliebten Skizzenstiftes! Die Idee und das Konzept müssen reifen oder aber plötzlich entstehende Gedanken müssen skizziert werden.“ (Christian Dalecki: Computergestützte 3D-Architekturplanung – Realität und Wunschdenken; in: Deutsche Bauzeitung 11/2000; S 138ff) Die Einführung von CAD-Systemen in kleinen und mittleren Handwerksbetrieben steht erst am Anfang. Viele der Betriebe haben noch gar kein System, einige haben den Anfang gewagt. Nicht alle sind mit der Wahl glücklich, weil z.B. relevante betriebsspezifische Kriterien bei der Kaufentscheidung nicht genügend berücksichtigt wurden. Dies ist auch kein Wunder, denn wie soll der Kunde vor dem Erwerb und der Nutzung des jeweiligen Systems ein objektives Urteil darüber fällen, ob die Software in Leistungsumfang und Handling seinen Erwartungen entspricht – zumal wenn ein selbst erstellter und detailliert formulierter Anforderungskatalog oftmals nicht vorliegt, da Kriterien aufgrund fehlender Erfahrungen und Vergleichsmöglichkeiten schwer entwickelbar sind. Beratungsbedarf bezüglich der Auswahl eines geeigneten Systems besteht somit auf jeden Fall und wird sich zukünftig auch nicht reduzieren, da die Entwicklung der C-Technologien rasant von statten geht.
6.2 Zur Problematik einer Produktbeurteilung im Rahmen der Einfüh-rung eines Systems
Selbst für eine Beratungsinstanz ist es äußerst schwierig, einen allgemeingültigen Kriterienkatalog zu entwickeln, der Hilfestellung bei der Wahl eines CAD-Systems bietet. Die Problematik soll im folgenden anhand einiger weniger Beispiele aufgezeigt werden.16 Grundsätzlich sollten unseres Erachtens CAD-Programme für den Innenausbau spezielle Konstruk-tionshilfen auf 3D-Basis für die Bereiche Innenraumgestaltung, Möbelbau, Wandverkleidungen etc. bieten, d.h. schon von ihrem Ansatz her sollte die Spezialisierung für das Aufgabengebiet erkennbar sein. Allgemeine CAD-Programme bieten zwar in der Regel auch die Möglichkeit, Innenausbau-
16 Die Basis für die dargestellten Erkenntnisse bildet eine Reihe durchgeführter Softwarevergleiche im Rahmen des Modellversuchs. Zu diesem
Zweck wurden drei Prototyp-Aufgaben entwickelt (siehe Anhang), die von den verschiedenen studentischen Arbeitsgruppen mit der jeweiligen Software umgesetzt wurden. Die gewonnenen Ergebnisse wurden dann auf Wochenendseminaren verglichen.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 77 -
VI ANSATZ EINES SOFTWAREVERGLEICHS
konstruktionen zu erstellen, die Arbeit mit ihnen ist aber dabei unserer Meinung nach wenig effektiv. Welche Kriterien sind nun aber geeignet, Ansatzpunkte zur Klassifizierung der Vielfalt an Softwareangeboten zu finden? In den Abb. 6 bis Abb. 8 auf den folgenden Seiten haben wir einige leistungsspezifische Fragestellungen für eine mögliche Bewertungsgrundlage aufgelistet. Diese Kriterien beziehen sich - ohne Anspruch auf Vollständigkeit - ausschließlich auf die Konstruktionsebene sowie die Erstellung von Fertigungsunterlagen. (Zu Fragen der NC-Anbindung und der Koppelung mit anderen Planungsprogrammen siehe die folgenden Kapitel.) Selbst bei diesen relativ einfachen Fragestellungen haben wir im Rahmen unseres Softwarevergleichs einige Unwägbarkeiten gefunden, die ihre Beantwortung sogar für den mit der Materie Vertrauten schwierig erscheinen lassen. Die Bewertungen (sehr gut – vorhanden – wenig ausgeprägt ...) sind abhängig von der Systemkenntnis des Beurteilenden - wobei kaum ein „Experte“ mehr als zwei Systeme gleichzeitig beherrschen kann. Schon vom Ansatz her ist damit die Gefahr implementiert, dass selbst ein genaues Eingehen auf die Fragestellungen keine Garantie für eine richtige Entscheidung ist. Hinzu kommt, dass diese ausschließlich leistungsbezogenen Beurteilungen einer CAD-Software unseres Erachtens für sich allein genommen wenig aufschlussreich sind, da sie erst in Kombination mit mindesten vier weiteren Fragestellungen einen Sinn hinsichtlich der Eignung eines CAD-Systems für einen bestimmten Betrieb bekommen:
Welche Produktpalette liegt in dem Betrieb vor und wohin soll die Entwicklung gehen?
Welche Aufgaben sollen mit Hilfe des einzuführenden System bearbeitet werden ?
Welche Entwicklungsperspektiven werden bereits heute angedacht ?
Welches Qualifikationsprofil der Mitarbeiter liegt vor und welches Qualifikationsprofil verlangt die geplante Einführung des Systems ?
Eine solche betriebliche Zielbestimmung muss vor jedem leistungsbezogenen Software-Vergleich erfolgen, will der Anwender nicht Gefahr laufen, von scheinbar objektiven Kriterien in die falsche Richtung gelenkt zu werden. Im Rahmen unseres Modellversuchs haben wir nicht wenige Beispiele für Fehlentscheidungen entdecken können, die, ausgehend von dem Eindruck der enormen Leis-tungsfähigkeit eines CAD-Systems (oder eines bestimmten Teilbereiches), ihren Ursprung gerade in der mangelnden betrieblichen Zielbestimmung haben. (Selbst bei klaren Vorstellungen ist die Möglichkeit eines späteren Systemwechsels nicht auszuschließen, da erst im Laufe der Zeit Grenzen und Möglichkeiten des jeweiligen Softwareeinsatzes deutlich werden.) Gerade für Handwerksbetriebe ist dabei die „große“ Lösung nicht immer die vorteilhafteste, weil unter Umständen der Aufwand zur Beherrschung komplexer Systeme nicht unbedingt mehr im Verhältnis zum tatsächlichen Nutzen steht. Wer nicht über einen Stab von EDV-Experten verfügt, hat eventuell wenig von durchgängigen Lösungen (Planung - Aquisition - Konstruktion - Fertigung – Auftragsabwicklung ...), da solche Systeme eine entsprechende Betreuung brauchen. Wer nicht gerade von „Shop in Shop“-Systemen lebt, braucht eventuell keine perfekte Visualisierung. Wer einen geringen Grad von Wiederholbarkeit in seiner Produktpalette aufweist, braucht eventuell kein Programm mit einer ausgefallenen Parametrik.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 78 -
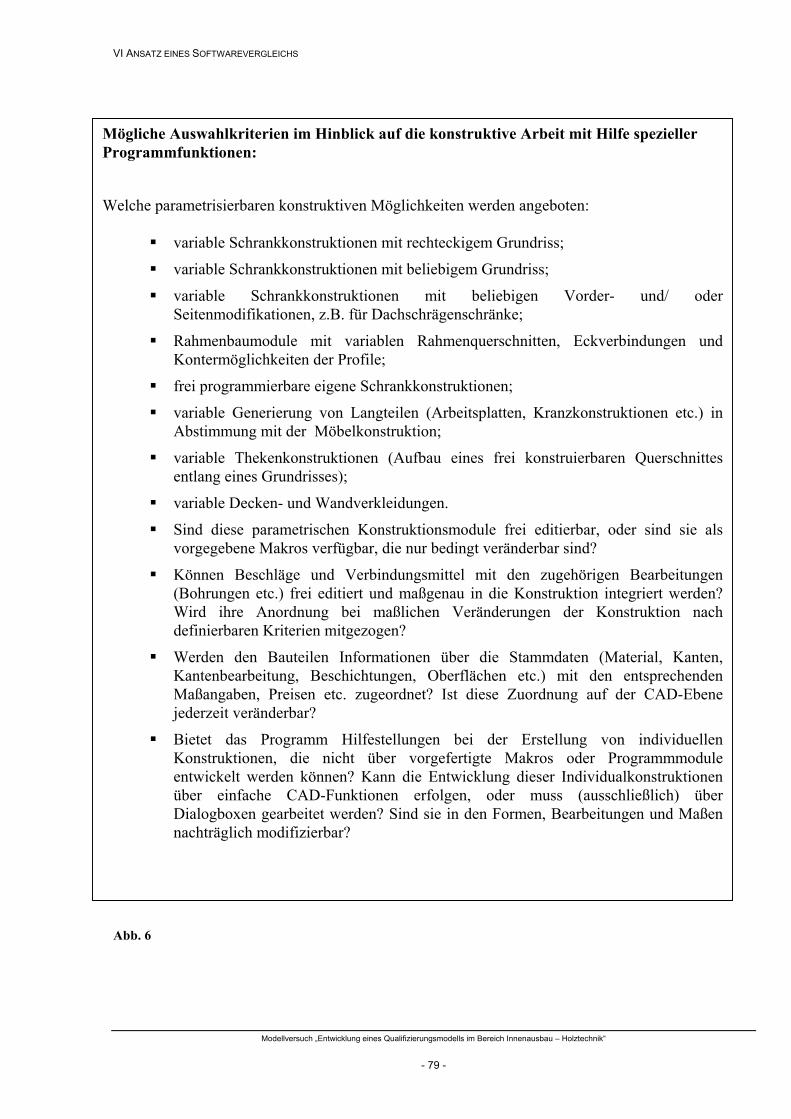
VI ANSATZ EINES SOFTWAREVERGLEICHS
Mögliche Auswahlkriterien im Hinblick auf die konstruktive Arbeit mit Hilfe spezieller Programmfunktionen:
Welche parametrisierbaren konstruktiven Möglichkeiten werden angeboten:
variable Schrankkonstruktionen mit rechteckigem Grundriss;
variable Schrankkonstruktionen mit beliebigem Grundriss;
variable Schrankkonstruktionen mit beliebigen Vorder- und/ oder Seitenmodifikationen, z.B. für Dachschrägenschränke;
Rahmenbaumodule mit variablen Rahmenquerschnitten, Eckverbindungen undKontermöglichkeiten der Profile;
frei programmierbare eigene Schrankkonstruktionen;
variable Generierung von Langteilen (Arbeitsplatten, Kranzkonstruktionen etc.) inAbstimmung mit der Möbelkonstruktion;
variable Thekenkonstruktionen (Aufbau eines frei konstruierbaren Querschnittesentlang eines Grundrisses);
variable Decken- und Wandverkleidungen.
Sind diese parametrischen Konstruktionsmodule frei editierbar, oder sind sie alsvorgegebene Makros verfügbar, die nur bedingt veränderbar sind?
Können Beschläge und Verbindungsmittel mit den zugehörigen Bearbeitungen(Bohrungen etc.) frei editiert und maßgenau in die Konstruktion integriert werden?Wird ihre Anordnung bei maßlichen Veränderungen der Konstruktion nachdefinierbaren Kriterien mitgezogen?
Werden den Bauteilen Informationen über die Stammdaten (Material, Kanten, Kantenbearbeitung, Beschichtungen, Oberflächen etc.) mit den entsprechendenMaßangaben, Preisen etc. zugeordnet? Ist diese Zuordnung auf der CAD-Ebene jederzeit veränderbar?
Bietet das Programm Hilfestellungen bei der Erstellung von individuellenKonstruktionen, die nicht über vorgefertigte Makros oder Programmmoduleentwickelt werden können? Kann die Entwicklung dieser Individualkonstruktionenüber einfache CAD-Funktionen erfolgen, oder muss (ausschließlich) über Dialogboxen gearbeitet werden? Sind sie in den Formen, Bearbeitungen und Maßen nachträglich modifizierbar?
Abb. 6
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 79 -
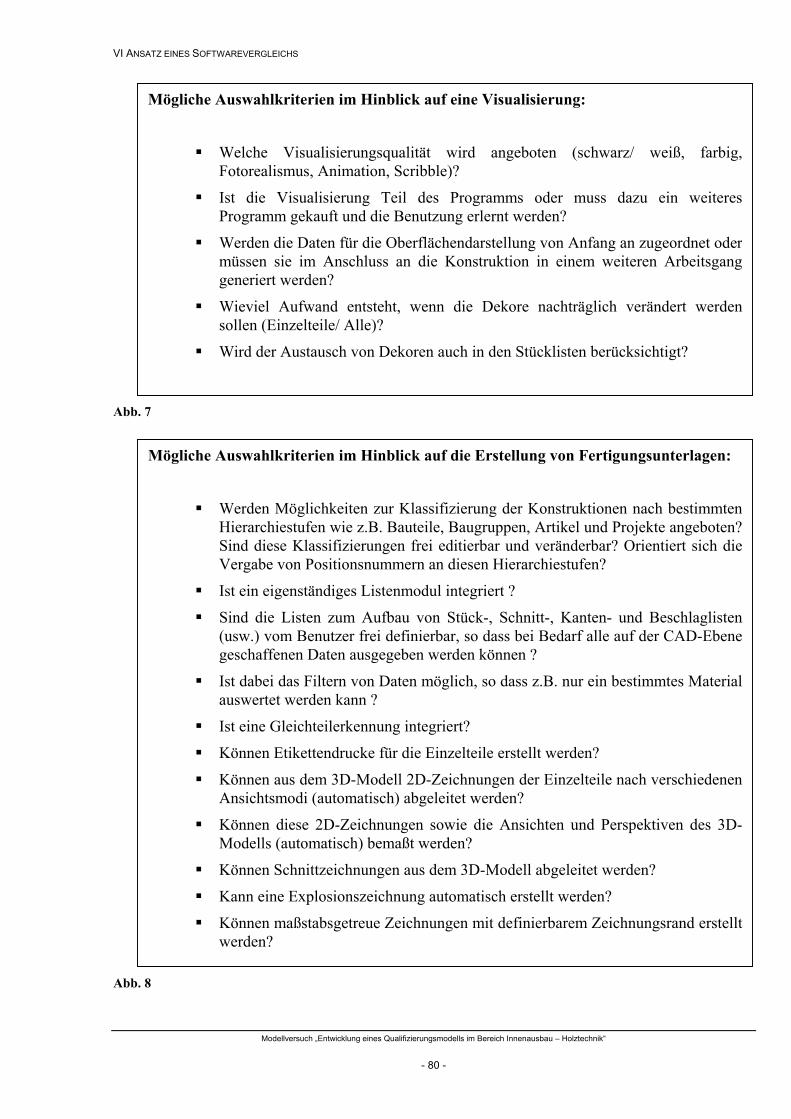
VI ANSATZ EINES SOFTWAREVERGLEICHS
Mögliche Auswahlkriterien im Hinblick auf eine Visualisierung:
Welche Visualisierungsqualität wird angeboten (schwarz/ weiß, farbig,
Fotorealismus, Animation, Scribble)?
Ist die Visualisierung Teil des Programms oder muss dazu ein weiteresProgramm gekauft und die Benutzung erlernt werden?
Werden die Daten für die Oberflächendarstellung von Anfang an zugeordnet odermüssen sie im Anschluss an die Konstruktion in einem weiteren Arbeitsgang generiert werden?
Wieviel Aufwand entsteht, wenn die Dekore nachträglich verändert werdensollen (Einzelteile/ Alle)?
Wird der Austausch von Dekoren auch in den Stücklisten berücksichtigt?
Abb. 7
Mögliche Auswahlkriterien im Hinblick auf die Erstellung von Fertigungsunterlagen:
Werden Möglichkeiten zur Klassifizierung der Konstruktionen nach bestimmten
Hierarchiestufen wie z.B. Bauteile, Baugruppen, Artikel und Projekte angeboten?Sind diese Klassifizierungen frei editierbar und veränderbar? Orientiert sich dieVergabe von Positionsnummern an diesen Hierarchiestufen?
Ist ein eigenständiges Listenmodul integriert ?
Sind die Listen zum Aufbau von Stück-, Schnitt-, Kanten- und Beschlaglisten (usw.) vom Benutzer frei definierbar, so dass bei Bedarf alle auf der CAD-Ebene geschaffenen Daten ausgegeben werden können ?
Ist dabei das Filtern von Daten möglich, so dass z.B. nur ein bestimmtes Material auswertet werden kann ?
Ist eine Gleichteilerkennung integriert?
Können Etikettendrucke für die Einzelteile erstellt werden?
Können aus dem 3D-Modell 2D-Zeichnungen der Einzelteile nach verschiedenen Ansichtsmodi (automatisch) abgeleitet werden?
Können diese 2D-Zeichnungen sowie die Ansichten und Perspektiven des 3D-Modells (automatisch) bemaßt werden?
Können Schnittzeichnungen aus dem 3D-Modell abgeleitet werden?
Kann eine Explosionszeichnung automatisch erstellt werden?
Können maßstabsgetreue Zeichnungen mit definierbarem Zeichnungsrand erstelltwerden?
Abb. 8
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 80 -
VI ANSATZ EINES SOFTWAREVERGLEICHS
6.3 CAM-Anbindung Bei einer CAM-Anbindung erfolgt die Umwandlung der Zeichnungsdaten in WOP- oder NC- Programme für das anzusteuernde Bearbeitungszentrum (BAZ). Dieser zunächst für den Laien nicht sehr kompliziert scheinende Prozess beinhaltet jedoch ungeahnte Tücken, die meist erst zu einem sehr späten Zeitpunkt der Einführung des gesamten CAD/CAM-Systems deutlich werden. Zu Beginn der Einführung eines CAD/CAM-Systems ist der Erstanwender vollauf mit dem Erlernen des CAD-Systems beschäftigt, so dass nicht gleich die NC-Datenübergabe bis ins Detail getestet werden kann. Die Kaufentscheidung zugunsten eines Gesamtsystems wird oftmals zu einem Zeitpunkt getroffen, an dem die Problematik der NC-Datenübergabe noch nicht in ihrer vollen Bandbreite deutlich geworden ist. Der bloße Hinweis, dass das System eine NC-Datenübergabe ermöglicht, greift aber zu kurz, solange nicht deutlich gemacht wird, in welchem Umfang dies geschieht. Gerade hier gibt es aber deutliche Unterschiede bei den Systemen. Deshalb einige Ratschläge aus unserer Erfahrung mit verschiedenen Systemen:
Zu unterscheiden sind verschiedene Verfahren der Datenübergabe sowie die Vollständigkeit der übergebenen Daten. Es gibt unseres Wissens nur sehr wenige Systeme, die es erlauben, ein auf der CAD-Ebene entworfenes Objekt in der Gesamtheit der Bearbeitungsschritte für alle Einzelteile zu übergeben. In einem automatisierten, aber vom Benutzer notwendigerweise steuerbaren Prozess werden dabei WOP- oder NC- Programme erzeugt, die alle gewünschten Bearbeitungen - Fräsen, Sägen, Bohren, sowie bei Bedarf Kantenbeleimung - enthalten, ohne dass diese (in der Regel) nachgearbeitet werden müssen. Steuerbar muss dabei z.B. sein:
ob das Werkstück auf dem Bearbeitungszentrum eine Formatierung erhält und in wie vielen Frästiefen diese Formatierung in Abhängigkeit vom verwendeten Material erfolgen soll;
wann Anleimer am Werkstück (mit oder ohne Formatierungsanweisung) anzubringen sind, d.h. ob sie „vor“, „auf“ oder „nach“ dem BAZ an den Werkstücken angebracht werden sollen. Die sich daraus ergebenden Verrechnungen für alle anderen Bearbeitungsschritte müssen automatisch erfolgen;
dass den zu fräsenden Konturen die entsprechenden Werkzeuge zugeordnet werden können, unter Berücksichtigung der Anzahl der Fräsgänge, gewünschter Offsets, der Verfahrrichtung sowie den An- und Abfahrbewegungen;
welche Arbeitsgänge in einer Erstbearbeitung des Werkstückes erfolgen sollen und welche in einer Zweit- oder sogar Drittbearbeitung;
ob ein Werkstück zur besseren Positionierung auf dem BAZ um einen bestimmten Winkel gedreht übergeben werden muss;
dass Makros der WOP-Programme (Taschenfräszyklen etc.) genutzt werden.
Dies ist nur ein Auszug aus der Palette notwendiger Steueranweisungen eines umfassenden CAM-Systems. Mit diesen umfangreichen Optionen steigt zwangsläufig der Komplexitäts-grad der ge-samten CAD/CAM-Software - die notwendige Qualifizierung der Mitarbeiter muss folglich mit einem nicht zu unterschätzenden Zeit- und Kostenanteil eingeplant werden (siehe Kap. 5). Mit dem
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 81 -
VI ANSATZ EINES SOFTWAREVERGLEICHS
angesprochenen Leistungsumfang steigt verständlicherweise auch der Verkaufspreis einer solchen Software – dafür trägt sie aber den Zusatz „CAM-System“ zu recht. Andere Systeme übergeben die erzeugten CAD-Daten für alle Einzelteile eines Objektes ebenfalls in automatisierter Weise an entsprechende WOP-Programme – nur nicht unbedingt in dem eben geschilderten notwendigen Detaillierungsgrad der Bearbeitungsschritte. Beispielsweise können im Bereich Fräsen bei einigen Programmen nur Geometriedaten übergeben werden, die dann nachträg-lich in Fräskonturen überführt werden müssen. Hier muss also der Anwender in einem eventuell arbeitsreichen Prozess jedes Einzelteil auf der WOP-Ebene nacharbeiten. Bei solchen Systemen ist z.B. unbedingt zu prüfen:
ob nachträglich Formatierungsanweisungen einzuarbeiten sind und welcher Aufwand dafür anzusetzen ist;
ob Außen- und Innenkonturen vollständig übergeben werden - wenn ja, wie und mit welchem Aufwand diesen Konturen in dem jeweiligen WOP-Programm Fräsbearbei-tungen mit definierbaren Verfahrrichtungen zugewiesen werden können;
ob alle notwendigen Bohr- und Sägedaten übergeben werden, ohne dass diese nach-gearbeitet werden müssen;
ob Makros der WOP-Programme (Taschenfräszyklen etc.) angesteuert werden.
Gerade bei Systemen, bei denen der Detaillierungsgrad der Bearbeitungsschritte nachträglich hinzu-zufügen ist, kann im Rahmen der Kaufentscheidung nur schwer eingeschätzt werden, ob die NC-Datenübergabe (von CAM-Anbindung sollte man hier besser nicht sprechen) auch zu den erhofften Erfolgen führen wird. Um Enttäuschungen von Anfang an zu vermeiden, sind hier unbedingt umfangreiche Testläufe vor dem Kauf durchzuführen, wobei zu klären ist, was mindestens geleistet werden muss. Dass der Automatisierungsgrad bei solchen Systemen eingeschränkt ist, muss nicht unbedingt nachteilig sein. Zum einen sind die Softwarekosten wesentlich geringer (nicht gerechnet die zusätzliche Zeit, die der Anwender zukünftig zum Komplettieren der Programme benötigt!), zum anderen erhält der jeweilige Mitarbeiter (am besten der Maschinen-Facharbeiter), der die Aufgabe der Vervollständigung der WOP-Programme übernimmt, ein erweitertes Aufgabengebiet, was durchaus innerbetriebliche Vorteile mit sich bringen mag, denn nicht in jedem betriebsspezifischen Fall ist eine vollständige Automatisierung wünschenswert. Eine dritte Art der NC-Datenübergabe verfährt nach dem Prinzip, dass auf der CAD-Ebene die Ein-zelteile eines erzeugten Objektes mit Hilfe von Zusatzmodulen um die notwendigen Technologie-daten für eine NC-Bearbeitung ergänzt werden. Die so erzeugten Daten werden dann in WOP- oder NC-Programme ausgelesen. Hier muss also das Gesamtobjekt schrittweise (!) vom Anwender noch-mals durchgegangen und fertigungsbezogen aufbereitet werden. Auch hier sollte der potentielle Anwender im Vorwege gründlich prüfen, ob mit diesem Verfahren alle notwendigen Bearbeitungs-daten für das anzusteuernde BAZ erzeugt werden können, und ob das Handling der Zusatzmodule nicht zu zeitaufwendig ist. Die Frage nach dem Genauigkeits- und Modifizierbarkeitsgrad der von allen CAD/CAM-Systemen erzeugten Daten für die NC-Anbindung ist besonders wichtig, wenn der Betrieb vor Anschaffung eines solchen Systems bereits über ein BAZ verfügt. Werden nämlich in diesem Fall unvollständige oder sogar fehlerhafte Daten erzeugt, muss nicht selten mit erheblichem Aufwand den Mitarbeitern der „Vorteil“ des neuen Verfahrens plausibel gemacht werden.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 82 -
VI ANSATZ EINES SOFTWAREVERGLEICHS
6.4 Anschluss an Branchenprogramme oder PPS-Systeme Das Ideal der elektronischen Datenverarbeitung beinhaltet, dass alle grundlegenden Daten nur einmal eingegeben werden und von diesem Zeitpunkt an von allen angeschlossenen Systemen genutzt werden können. So auch bei der Koppelung von Branchenprogrammen oder PPS-Systemen mit der CAD- oder CAD/CAM-Software. Das Ziel der Koppelung der Systeme sollte ein „integrierter Datenfluss“ sein, das heißt: einmal eingegebene Stammdaten stehen allen angeschlossenen Systemen zur Verfügung. Dieses Zusammenspiel läuft über Programmschnittstellen und reicht von der manuellen Ergänzung der Stammdaten in jedem einzelnen Programm (was schon eine Abweichung vom Ideal darstellt!) bis hin zur automatisierten Übergabe der Daten und ihrem Abgleich bei jeder Änderung im führenden Programm. Die eigentliche Stammdatenpflege sollte dabei möglichst im Branchenprogramm (PPS-System) als führendem System erfolgen. Die so erzeugten Datenbestände werden an das CAD-System übergeben - soweit dieses System nicht auf die gleiche Datenbank zugreifen kann, was in der Regel nur bei Lösungen aus „einem Haus“ möglich ist! Nach der Konstruktion der Möbel und Bauteile müssen die Ergebnisse des CAD-Prozesses wieder an das Branchenprogramm transferiert werden, damit die Kalkulation und weitere Auftragsbearbeitungen abgewickelt werden können. Auch hierfür ist in der Regel eine Programmschnittstelle erforderlich. Die Kommunikation der Programme über diese Schnittstellen ist ein äußerst sensibler Prozess, der in allen Einzelheiten abgestimmt werden muss. Bei diesem Abstimmungsprozess sind Lösungen „aus einem Haus“ schon vom Ansatz her im Vorteil, wogegen Schnittstellen verschiedener Entwickler die Gefahr von Abstimmungsproblemen beinhalten. Die Nachbesserung bereits ausgelieferter Schnittstellen kann unter Umständen Wochen oder Monate dauern, wenn „Kommunikationsprobleme“ zwischen den Entwicklern auftreten. Aber auch nach der erfolgreichen Abstimmung der Programme können bereits beim nächsten Update eines der beiden Systeme ungeahnte Überraschungen auftreten – eine nach unseren Erfahrungen leider nicht nur theoretische Möglichkeit. Ein Betrieb ist daher gut beraten, vor Vertragsabschluss die Schnittstellen ausgiebig zu testen und sich die Funktionsfähigkeit auch über einen Versionswechsel hinaus vertraglich garantieren zu lassen! Das ausführliche Testen der inhaltlichen Seite der Datenübergabe ist dabei wirklich ernst zu nehmen, denn selbst bei verkauften und eingesetzten Schnittstellen haben wir wiederholt erlebt, dass die Datenübergabe fehlerhaft oder unvollständig erfolgte. Beispielsweise
wurden die Materialien mehrer Möbel übergeben - aber leider fehlte die Zuordnung der Bauteile zu den entsprechenden Baugruppen oder Aufträgen;
wurden zwar die Bauteile eines Möbels mit Positionsnummern übergeben, aber die Verbinder und Zukaufteile fehlten, womit eine Kalkulation erheblich erschwert wurde;
wurde eine Kante einer Korpusseite, die im CAD-System noch an der Vorderkante angebracht war, in der Stückliste des Branchenprogramms plötzlich anderweitig angeordnet.
Auch solche alltäglichen „Kleinigkeiten“ sind sehr ärgerlich, da sich zum einen die Ausbesserung durch den Hersteller verzögern kann, und zum anderen ein enormer unproduktiver Zeitaufwand für den betroffenen Betrieb anfällt.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 83 -
VI ANSATZ EINES SOFTWAREVERGLEICHS
Das größte Risiko aber geht der Betrieb ein, der als Erstanwender neu zu entwickelnde Schnittstellen einführen will und der Versicherung glaubt, dass „dies alles kein Problem sei“. In einem uns bekannten Fall dauert diese Anpassung bereits zwei Jahre - ohne auch nur ein einziges brauchbares Ergebnis geliefert zu haben. Oftmals ist für den Anwender die „Schuldfrage“ nicht zu klären, da spezielles Fachwissen fehlt, und der Fehlerteufel von einem Entwickler zum anderen weitergegeben wird. Manchmal ist der Anwender auch einfach das letzte Glied einer Kette. Aus marktpolitischen Gründen hat anscheinend nicht jeder Softwarehersteller ein Interesse daran, eine funktionierende Schnittstelle zu einem Fremdprodukt zu entwickeln und zu pflegen, obwohl das vor einem Jahr noch anders ausgesehen haben mag. Leider geht die Tendenz (trotz einer wachsenden Zahl von Softwareanbietern - oder gerade deshalb?) nicht in die Richtung eines einheitlichen Schnittstellenformates, das den Datenaustausch erheblich erleichtern würde. Eine auf der LIGNA-Messe 2001 in Hannover festzustellende Tendenz bestätigt die eben aufgezeigte Schnittstellenproblematik. Zunehmend scheinen die Anbieter von CAD- und Branchenprogrammen jeweils eine Bindung zu bevorzugen und damit vermutlich auch vorrangig zu pflegen. Bei der Auswahl eines CAD-Systems kann der Anwender damit aber „genötigt“ sein, sich gleichzeitig für ein bestimmtes Branchenprogramm entscheiden zu müssen oder umgekehrt, für sein Branchenprogramm das empfohlene CAD-System zu nehmen. Unter diesen Bedingungen dürfte die Wahl einer für den Betrieb geeigneten Lösung sehr schwer werden und eine vollständige Zufriedenheit nicht immer gelingen – eine, wie wir meinen, problematische Entwicklung. Dass gerade im Bereich der Anbindung von Branchenprogrammen und PPS-Systemen an die CAD- und CAD/CAM-Software im Rahmen des Modellversuchs die größten Differenzen zwischen Anspruch und Wirklichkeit festgestellt wurden, liegt allerdings nicht immer an Abstimmungs-problemen der Systementwickler, sondern auch an Fehlern der Anwender selber. Wer z.B. beim Anlegen der Stammdaten nicht äußerst diszipliniert arbeitet, kann mit einem Erfolg schon gar nicht rechnen. Ein nur halbherzig eingerichtetes Branchenprogramm oder PPS-System und damit eine mangelhafte Stammdatengrundlage für das CAD-System wird teuer und der Aufwand an Zeit und Nerven ist nicht mehr kalkulierbar. Wer nicht ernsthaft und kontinuierlich an der Entwicklung von Stammdaten arbeiten will, sollte lieber überlegen, ob er nicht mit einem CAD-Programm, das ohne Stammdatenbasis arbeiten kann, besser bedient ist.
6.5 Fazit Die Leistungsfähigkeit von CAD/CAM-Systemen ist enorm – trotzdem gilt für einen Betrieb, der den Einstieg wagen will, dass vor der Kontaktaufnahme ein auf den betrieblichen Notwendigkeiten fundierter Kriterienkatalog erstellt werden sollte, der den tatsächlich benötigten Leistungsumfang der Software umschreibt. Ebenfalls ist zu klären welche Fortbildungsnotwendigkeiten für die Mitarbeiter einzuplanen sind. Sowohl für die Auswahl der Software als auch für die Fortbildung wird in der Regel ein viel zu kurzer Zeitumfang angesetzt. Bei einer geplanten Datenübergabe an Bearbeitungszentren sollten zudem Testläufe erfolgen, damit deutlich wird, in welchem Umfang Daten übergeben werden und wie der Benutzer diese nach fertigungstechnischen Gesichtpunkten beeinflussen, ergänzen oder verändern kann. Für die Koppelung mit Branchenprogrammen gilt ähnliches. Hier sollte zudem darauf geachtet werden, dass auch zukünftige Entwicklungen vertraglich mit bedacht werden.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 84 -
VII AUFGETRETENE PROBLEME BEI DEN SCHULUNGSMAßNAHMEN
7 Aufgetretene Probleme bei den Schulungsmaßnahmen Nicht in allen betreuten Betrieben konnten die gestellten Aufgaben erfolgreich abgeschlossen werden. Dabei spielten eine ganze Reihe unterschiedlicher Faktoren eine Rolle, die dafür verantwortlich waren. Einige kontraproduktiven Faktoren für das Durchführen von Schulungsmaßnahmen sind bereits zum Teil auf theoretischer Ebene in den vorangegangenen drei Kapiteln abgehandelt worden. Im folgenden Abschnitt soll nun anhand von Erfahrungsberichten an einigen Firmenbeispielen aufgezeigt werden, welche internen und externen Einflussfaktoren für das Scheitern von Schulungs-maßnahmen mit verantwortlich waren. Dabei wollen wir versuchen, möglichst verallgemeinerbare Ursachen herauszustellen. Grundsätzlich muss hier zwischen einem Scheitern der Einführung und Hemmnissen, die lediglich zu zeitlichen Verzögerungen geführt haben, unterschieden werden (einige ausführlichen Schulungsberichte sind dem Band 2 zu entnehmen). Firma A verfügte bereits seit einiger Zeit über ein sehr leistungsfähiges CAD/CAM-Programm für die Möbelfertigung. Auf Grund der Komplexität des Programms und der mangelnden Qualifikation der Mitarbeiter wurde das Programm nach einem kurzen Zeitraum des Ausprobierens wieder in den Schrank gelegt. Die Grundschulung durch den Anbieter war nicht ausreichend, um das Programm auf die betriebsspezifischen Anforderungen anzupassen, daher wurde der Versuch der Einführung durch die Firma zunächst wieder aufgegeben. Die Firma trat an den Modellversuch mit dem Wunsch heran, einen geeigneten Mitarbeiter für das Programm zu finden, um es im Betrieb endlich nutzen zu können. So wurde ein neuer Mitarbeiter für anderthalb Tage pro Woche vermittelt, der befristet auf ein halbes Jahr eingestellt wurde, um das Programm an die Wünsche des Betriebes anzupassen. Seitens der Firma wurde nun erwartet, dass der neue Mitarbeiter das Programm innerhalb kurzer Zeit an die betrieblichen Gegebenheiten anpasst. Die betrieblichen Strukturen standen jedoch der für einen wirtschaftlichen Einsatz der Software erforderlichen betrieblichen "Normierung" von Konstruktionen entgegen. Obwohl die Firma eine Reihe von Serienmöbeln fertigte, war der Grad der Individualisierung in den Konstruktionsprinzipien und auch in der Art der Verbindungen der Korpusteile noch sehr groß. Zugleich erfolgte zu Beginn der Einführung ein Programm-Update. Die neue Version des Programms war aber teils noch fehlerhaft, was zu unnötigen Zeitverzögerungen führte. Der Betriebsinhaber kannte das Programm bisher nur von Messen und war von der Leistungs-fähigkeit sehr beeindruckt. Dass diese Leistungsfähigkeit aber auf vorbereiteten Daten beruhte, war für ihn nicht einsichtig. Gerade für die Entwurfsphase sind bestimmte CAD-Systeme eher weniger geeignet, da Änderungen im Detail oftmals recht aufwändig sind. Erfolgen nun (für die konventio-nelle Fertigung unwesentliche) Änderungen an Entwürfen und müssen diese kurzfristig umgesetzt werden, so ist dies mit bestimmten CAD-Systemen teilweise nur sehr zeitaufwändig realisierbar, da gerade bei Erstkonstruktionen die erforderlichen Datenbestände erst nachgetragen werden müssen. Die Komplexität eines solchen Programms erfordert einen längeren Zeitraum für die Errichtung einer betriebsspezifischen Datenbank, betreut von einem Mitarbeiter, der die nötige Entscheidungs-
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 85 -
VII AUFGETRETENE PROBLEME BEI DEN SCHULUNGSMAßNAHMEN
kompetenz besitzt, die angelegten Konstruktionen für den Betrieb zu standardisieren. Dies erfordert viel Zeit, für die die beteiligten Mitarbeiter vom Alltagsgeschehen freigestellt werden müssen. In dem Betrieb A wurde auch nach einem halben Jahr lediglich der CAD-Teil und die Stücklisten-funktionen des Programms genutzt; die eigentliche Stärke und Effizienz des Programms, die auto-matisierte Übergabe der Daten zu einem Bearbeitungszentrum, kam nicht zum Einsatz. Insgesamt kann konstatiert werden, dass die Aufgabe des Mitarbeiters - innerhalb kurzer Zeit die recht aufwändige Detailkonstruktionen umzusetzen – auf Grund von Zeitmangel, der Fehlerhaftigkeit der Programms und der fehlenden betriebspezifischen Datenanlage nicht erfüllt wurde. Nach dem halben Jahr wurde keine weitere Fortsetzung der Anstellung vereinbart, da sowohl der Mitarbeiter als auch der Unternehmer keine Perspektive für eine weitergehende Einführung und vertiefte Beschäftigung mit dem Programm unter den gegebenen Bedingungen sahen. In diesem Fall wurden also zwei Problemkreise sehr deutlich: zum einen waren auf betrieblicher Seite sehr hohe Leistungserwartungen an das Programm vorhanden, mit der aber keine grundlegende Änderung der betrieblichen Arbeitsorganisation einherging und zum anderen stand die geringe Bereitschaft zur Normierung der Konstruktions- und Fertigungsprinzipien den Möglichkeiten des CAD-Systems entgegen. Firma B stellt überwiegend Möbel für den gehobenen Innenausbau her, mit einer großen Bandbreite an Profilierungen und Rahmenkonstruktionen. Die Fertigung der Möbel erfolgt zum einen Teil über ein BAZ und zum anderen Teil mit konventionellen Maschinen. In beiden Fällen müssen komplette Fertigungsunterlagen bereitgestellt werden, die aus detaillierten Schnittzeichnungen und bemaßten Einzelteilzeichnungen bestehen. Auch in dieser Firma war bereits seit längerem ein CAD/CAM-System vorhanden. Nach einer kurzen Einführungsphase fehlte dem Mitarbeiter aber die Zeit, um sich vertiefte Kenntnisse anzueignen und das Programm für die Firma effektiv zu nutzen. Daher wurde das CAD-System nicht mehr verwendet und die Fertigungsunterlagen wieder über ein 2D-CAD-Verfahren bzw. von Hand angefertigt. Nach einer Beratung durch den Modellversuchs kam man aber übereinstimmend zu dem Ergebnis, das das vorhandene Programm geeignet sei, die Anforderungen der Firma zu erfüllen. Zudem war gerade ein neuer Mitarbeiter eingestellt worden, der schon Erfahrungen mit dem vorhandenen Programm mitbrachte, so das die personellen Qualifikationsvoraussetzungen gegeben waren. Trotz den weitergehenden Qualifizierung des Mitarbeiters gelang es jedoch mit dem CAD-System nicht, die Anforderungen der Firma nach detaillierten Fertigungsunterlagen in vertretbarer Zeit zu realisieren. Ein technischer Zeichner/Techniker konnte von Hand an der Zeichenmaschine teilweise schneller die komplexen Fertigungsunterlagen erstellen. Der CAD-Hersteller versprach eine Nachbesserung in der nächsten Programmversion, womit ein Großteil der Probleme behoben werden sollte. Die Schulung im Betrieb wurde daraufhin für 6 Monaten unterbrochen, um die Programmentwicklung abzuwarten. Doch leider sah sich CAD-Hersteller auch nach Ablauf dieser Frist nicht in der Lage, die geforderten Funktionen in zu diesem Zeitpunkt zur Verfügung zu stellen. Daraufhin wurde die Arbeit mit diesem CAD-System eingestellt. Nach eingehender erneuter Beratung und Analyse der betriebsbedingten Anforderungen an ein CAD/CAM-System durch den Modellversuch, von Seiten der Firma entschieden, noch ein weiteres System auszuprobieren. Dieses Programm konnte für einen Erprobungszeitraum geleast werden und
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 86 -
VII AUFGETRETENE PROBLEME BEI DEN SCHULUNGSMAßNAHMEN
schien wesentlich besser für die betriebsspezifischen Anforderungen geeignet zu sein und erste Ergebnisse verliefen vielversprechender. Da aber auch hier noch einige Leistungslücken erkennbar waren, kam die Firma zu der Entscheidung, die Entwicklung der CAD/CAM-Systeme erst für eine Weile von aussen zu beobachten. Zudem führten betriebsinterne Bedingungen dazu, das diese zweite Phase der Schulungs- und Betreuungsmaßnahme wiederum unterbrochen werden musste. Ein Ergebnis aus dieser Schulungsmaßnahme ist, dass es für Tischlereibetriebe mit komplexen Anforderungen an ein CAD-System von Vorteil ist, wenn sie, die Möglichkeit haben, die Programme über ein Leasingverfahren betriebsintern zu erproben, bevor es zu einer Kaufentscheidung kommt. Bei den hohen Investitionskosten der Anschaffung dieser Systeme ist eine interne Test- und Erprobungsphase vor dem Kauf auf jeden Fall ratsam. Auch kann es durchaus sinnvoll sein, auf neue Programmversionen zu warten, bis die Systeme dann die versprochenen Entwicklungsschritte einlösen können. In der Firma C schien es von Anfang an kaum Probleme zu geben. Ein CAD/CAM-System wurde seit Jahren schon erfolgreich eingesetzt und mit Hilfe des Modellversuchs noch effektiver an die betriebsspezifischen Bedingungen angepasst. Der Wunsch der Firma war im wesentlichen geprägt von der Vorstellung einen „integrierten Datenfluss“ innerhalb des Betriebes aufzubauen, im Zusam-menspiel zwischen Branchenprogramm, CAD/CAM-System und Zuschnittoptimierung (vgl. GLÖCKLE 1995, 44ff). Da mit dem vorhandenen Branchenprogramm alle Versuche scheiterten, wurde über den Modell-versuch ein anderes Branchenprogramm eingeführt, das über eine Schnittstelle zum bestehenden CAD/CAM-System verfügte. Die Datenübergabe zur Zuschnittoptimierung für die Plattenaufteilsäge sollte zudem mit der neuen Programmversion ermöglicht werden. Von ersten Ansätzen dieser Schnittstellen konnten wir uns gemeinsam mit dem Betriebsinhaber durch Besuche der Hersteller auf der LIGNA-Messe überzeugen. Realisiert wurde dieser Ansatz jedoch bis heute nicht. Nach vielen Bemühungen wurde der Versuch der Anbindung an die Zuschnittoptimierung als unbefriedigend beendet, denn für die alte Plattenaufteilsäge hätte erst die neue Software nochmals angepasst werden müssen, wobei die Kosten dafür in keinem wirtschaftlichen Verhältnis zum Nutzen gestanden hätten. Die automatisch ermittelten Plattenmasse durch die CAD-Software werden nun also weiterhin von Hand ein zweites mal in die Zuschnittoptimierung eingegeben. Ein weiteres Anliegen der Firma war die Anlage eines Stammdatensatzes und dessen gemeinsame Nutzung durch die Programme. Nachdem der Stammdatensatz angelegt worden war und die Schnittstelle mit kleineren Fehlern funktionierte, brachte der CAD Hersteller eine neue Version seines Programms heraus und die alte Schnittstelle funktionierte nicht mehr. Dieses Problem sollte nun wiederum mit einer neuen Version des Branchenprogramms behoben werden. Die Fertigstellung dieser neuen Version der Branchensoftware verzögerte sich aber über ein Jahr. Im Endeffekt ist festzustellen, dass die Schnittstelle bis heute nicht zufriedenstellend funktioniert. Der Wunsch nach einem „integrierten Datenfluss“, wie er auch von einigen Herstellern17 immer wieder beschrieben wird, konnte hier nur sehr unbefriedigend realisiert werden. Da an dieser Schnittstelle zwei unterschiedliche Firmen beteiligt waren, gab es zudem auch immer zwei Ansprechpartner, die sich die Schuld gegenseitig zuschoben. Gerade die Abhängigkeit von zwei unterschiedlichen Herstellern birgt große Probleme, wenn es darum geht Schnittstellen aufeinander abzustimmen. Auch hier mussten wir die Erfahrung machen, 17 Vergleiche hierzu auch das Expertengespräch FRIEDRICH, Lothar K. in der HK 10/1999 mit einigen Herstellern und Zulieferern in der
Holzbranche.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 87 -
VII AUFGETRETENE PROBLEME BEI DEN SCHULUNGSMAßNAHMEN
das die Aussage - „es gibt eine Schnittstelle“ - noch nichts darüber aussagt, ob sie auch den Anfor-derungen eines Betriebes gerecht wird (vgl. auch 6.4.). Ein anderes Problem trat in Firma D auf und lag im wesentlichen darin begründet, dass der Mitar-beiter nicht in ausreichendem Maße von seinen sonstigen Tätigkeiten für die Einarbeitung in das CAD-System freigestellt wurde. Die Firma hatte vor ein paar Jahren erfolgreich ein Branchen-programm eingeführt und wollte nun auch die Konstruktion auf CAD umstellen. Zwei Mitarbeiter sollten in das CAD-System eingeführt werden. Sehr schnell stellte sich aber heraus, dass während der Schulungszeit mindestens immer ein Mitarbeiter für andere Aufgaben abgezogen wurden. Daraufhin versuchten die Mitarbeiter immer im Wechsel an den Schulungen teilzunehmen und die fehlenden Stunden in Eigenarbeit nachzuholen. Als es dann noch die wirtschaftliche Lage erforderte, das beide Mitarbeiter in der Arbeitsvorbereitung tätig sein mussten, wurde die Schulung unterbrochen. Ein zweiter Anlauf nach einem halben Jahr Pause scheiterte daran, dass beide Mitarbeiter kurze Zeit später den Betrieb verließen. An dieser Stelle wurde einmal mehr deutlich, das je nach Komplexität der CAD-Software und Qualifikation der Mitarbeiter ein erhebliches Stundenpotential erforderlich ist, um die Einführung dieser Systeme in den betrieblichen Arbeitsablauf reibungslos zu gewährleisten. Trotz der Beratung durch den Modellversuch und den veranschlagten Stunden war der Betriebsinhaber nicht bereit seine Mitarbeiter für die Einarbeitung in dem erforderlichem Umfang freizustellen. Hier kommt natürlich auch das Problem zum Tragen, das gerade von den Softwareherstellern immer noch propagiert wird, eine Einarbeitung in ihr System sei in wenigen Stunden und Tagen möglich. In der Firma E wurde bereits 1995 ein CAD/CAM-System angeschafft. Bei dem damaligen Einführungsversuch war die Maschinenanbindung aber noch nicht optimal gelöst worden. Zudem wurden auch vom Facharbeiter durch Unkenntnis der Software Fehler gemacht, die zu größeren Schäden an der Maschine führten. Danach wurde das Programm nicht mehr benutzt, der Facharbeiter stand einer erneuten Einführung sehr skeptisch und zurückhaltend gegenüber. Die Produktpalette der Firma war aber sehr gut geeignet für das bestehende System, so dass mit Hilfe des Modellversuchs eine erneute Einführung vorgenommen wurde. Die Qualifizierung des Betriebsleiters war ausreichend, um das System in der Arbeitsvorbereitung einzusetzen. Da er aber alleine dort tätig war, konnte er nicht kontinuierlich mit dem CAD/CAM-System arbeiten. Das System ist aber für eine nur gelegentliche Benutzung zu komplex. Hinzu kommen Probleme bei der Ansteuerung des Bearbeitungszentrums, so dass einige Arbeitsgänge auf der Maschine nicht ausgeführt werden können, bzw. der Nachbearbeitungsaufwand so hoch ist, das teilweise der Nutzen des gesamten Systems in Frage gestellt ist. Gerade die Maschinenanbindung an ein älteres Bearbeitungszentrum stellte für die Firma ein großes Problem da. Obwohl der Softwarehersteller eine Anbindung an die bestehende Maschine zugesagt hatte, blieben eine Reihe von Problemen bei der Ansteuerung ungelöst. Die optimale Maschinen-ansteuerung bei älteren Maschinen ist oft ein langer und mühevoller Weg, bis alle Übergabe und Schnittstellenprobleme beseitigt sind. Hier ist der Betrieb auf fachkundige Unterstützung ange-wiesen, will er nicht selber viel Zeit in diese Problematik investieren. Die Verzögerungen, die sich zwangsläufig einstellen, sind zudem nicht gerade geeignet, um die bereits vor einigen Jahren gemachten schlechten Erfahrungen des Facharbeiters zu kompensieren. In den Firmen F und G gab es eine ähnliche Ausgangssituation, beide hatten sich mehrere CAD-System angesehen und dann für eines entschieden, das eingeführt werden sollte. Auch wenn die Beweggründe, warum die Betriebsinhaber mit dem jeweiligen Programm nicht zufrieden waren,
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 88 -
VII AUFGETRETENE PROBLEME BEI DEN SCHULUNGSMAßNAHMEN
unterschiedlich sind, beruhen sie doch beide auf sehr persönlichen „Vorlieben“. Bestimmte Gewohnheiten - wie ein Programm zu bedienen ist, bzw. Vorgehensweisen - waren so vertraut, dass es beiden schwer fiel, sich auf die neue und ungewohnte Steuerung des neuen Programms einzulassen. Daraufhin entschieden sich beide Firmen für eine Unterbrechung - zum einen, um die weitere Programmentwicklung abzuwarten und zum anderen, um sich noch einmal mit anderen Programmen vertraut zu machen. Diese Entscheidung des Unterbrechens, des Ausprobierens und des Wechsels der Software hat zumindest in der einen Firma inzwischen zu einem sehr positiven Ergebnis geführt. Die andere Firma zögert noch mit der Entscheidung. In beiden Fällen sind die persönlichen Vorstellungen und Erwartungen sehr dominant. Hier kam der Vorteil des Modellversuchs zum Tragen, mehrere CAD-Systeme auszuprobieren und über einen Leasingvertrag dann auch nach einem Jahr die Arbeit mit einem Programm zu beenden. Es ist für eine Firma allemal günstiger, eine Software zu leasen und auszuprobieren und dann vielleicht später zu kaufen, als eine teure Investition zu tätigen und dann nach einem Jahr das Programm nicht mehr zu benutzen Zusammenfassend bleibt festzustellen, dass eine möglichst umfassende und weitergehende objektive Beratung für die Firmen zwingend erforderlich ist, wollen sie unnötige Zeit- und Geldressourcen sparen. Aber auch eine gute Beratung ersetzt nicht auf Seiten der Firmen die Bereitschaft und natürlich auch die betriebliche Möglichkeit einen Mitarbeiteiter für die Einarbeitung in eine immer noch sehr komplexe Technik freizustellen. (Weitergehende Aussagen zur Vorgehensweise und Auswahl von CAD-Systemen haben wir im Kapitel 6 S. 76 dargelegt.)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 89 -
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
8 Konsequenzen aus dem Modellversuch für institutionali-sierte Formen der beruflichen Weiterbildung
Die Ergebnisse der durchgeführten Schulungsmaßnahmen im Rahmen des Modellversuchs folgern auch einige notwendige Änderungen im Rahmen der institutionalisierten Formen der beruflichen Weiterbildung. Vor dem Hintergrund der rasanten Entwicklung der C-Techniken im Bereich der Möbelkonstruktion und den Möglichkeiten der Fertigungsverfahren über Bearbeitungszentren erscheint es jedoch dabei als nicht mehr realistisch, die notwendigen Qualifikationsstrukturen im Sinn eines umfassenden Ansatzes in die entsprechenden Lernplänen aufnehmen zu können – dazu sind diese zu komplex und je nach Software zu differenziert geworden. In den institutionalisierten Formen der beruflichen Weiterbildung muss auf einheitlicher Basis eine möglichst ausbaufähige Wissensgrundlage gelegt werden, die später im jeweiligen Arbeitsleben die notwendige betriebsspezifische Anpassung, Erweiterung oder Aktualisierung erfahren muss. Dies schlägt sich nieder in den curricularen Änderungen der Ausbildung zum staatlich anerkannten Holztechniker und zum Tischlermeister.
8.1 Änderungen in der Ausbildung zum staatlich anerkannten Holztech-niker an der Fachschule Holztechnik Hamburg
Eine Analyse des Arbeitsmarktes18 für zukünftiger Holztechniker zeigte bereits 1999 einen gestiegen Bedarf an qualifizierten Holztechnikern im CAD- und CAD/CAM-Bereich. Um dieser Entwicklung Rechnung zu tragen wurden die Stundenanteile in diesem Bereich ausgeweitet und inhaltlich überarbeitet, der Ausbildungsplan sieht jetzt folgende Inhalte vor: 1. Semester: 21 x 2 Std CAD Σ 42 Std
AutoCAD 2000 Grundlagen, 2D-Konstruktionszeichnungen und einfache 3D-Volumenkörper
2. Semester: 21 x 2 Std CAD/CAM Σ 42 Std
Erstellen von 2D-Einzelteilzeichnungen Zuweisen von Werkzeugen und Bearbeitungsparametern Erzeugen von NC-Programmen Fertigung kleinerer Projekte mit Hilfe der C-Techniken 21 x 2 Std CNC, WOP und BAZ Σ 42 Std
Grundlagen der DIN-Programmierung Grundlagen der Werkstatt-Optimierten-Programmierung Maschineneinweisung am BAZ
18 Hierbei handelt es sich um eine Auswertung von Stellenageboten die regelmäßig an die Fachschule Holztechnik Hamburg gesandt werden. Diese
Auswertung wird jährlich hausintern durchgeführt, um die Ausbildungsinhalte der Technikerausbildung auf Aktualität hin zu überprüfen.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 90 -
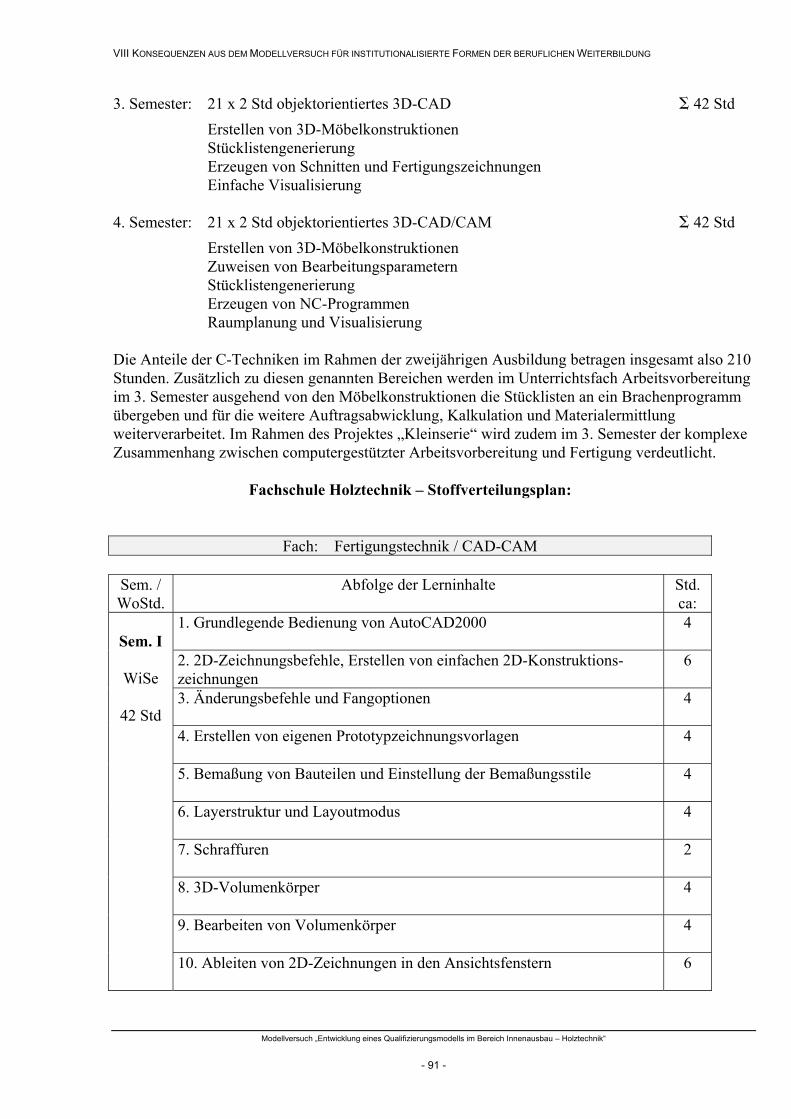
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
3. Semester: 21 x 2 Std objektorientiertes 3D-CAD Σ 42 Std
Erstellen von 3D-Möbelkonstruktionen Stücklistengenerierung Erzeugen von Schnitten und Fertigungszeichnungen Einfache Visualisierung 4. Semester: 21 x 2 Std objektorientiertes 3D-CAD/CAM Σ 42 Std
Erstellen von 3D-Möbelkonstruktionen Zuweisen von Bearbeitungsparametern
Stücklistengenerierung Erzeugen von NC-Programmen Raumplanung und Visualisierung Die Anteile der C-Techniken im Rahmen der zweijährigen Ausbildung betragen insgesamt also 210 Stunden. Zusätzlich zu diesen genannten Bereichen werden im Unterrichtsfach Arbeitsvorbereitung im 3. Semester ausgehend von den Möbelkonstruktionen die Stücklisten an ein Brachenprogramm übergeben und für die weitere Auftragsabwicklung, Kalkulation und Materialermittlung weiterverarbeitet. Im Rahmen des Projektes „Kleinserie“ wird zudem im 3. Semester der komplexe Zusammenhang zwischen computergestützter Arbeitsvorbereitung und Fertigung verdeutlicht.
Fachschule Holztechnik – Stoffverteilungsplan:
Fach: Fertigungstechnik / CAD-CAM
Sem. / WoStd.
Abfolge der Lerninhalte Std. ca:
1. Grundlegende Bedienung von AutoCAD2000
4
2. 2D-Zeichnungsbefehle, Erstellen von einfachen 2D-Konstruktions-zeichnungen
6
3. Änderungsbefehle und Fangoptionen
4
4. Erstellen von eigenen Prototypzeichnungsvorlagen
4
5. Bemaßung von Bauteilen und Einstellung der Bemaßungsstile
4
6. Layerstruktur und Layoutmodus
4
7. Schraffuren
2
8. 3D-Volumenkörper
4
9. Bearbeiten von Volumenkörper
4
Sem. I
WiSe
42 Std
10. Ableiten von 2D-Zeichnungen in den Ansichtsfenstern
6
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 91 -
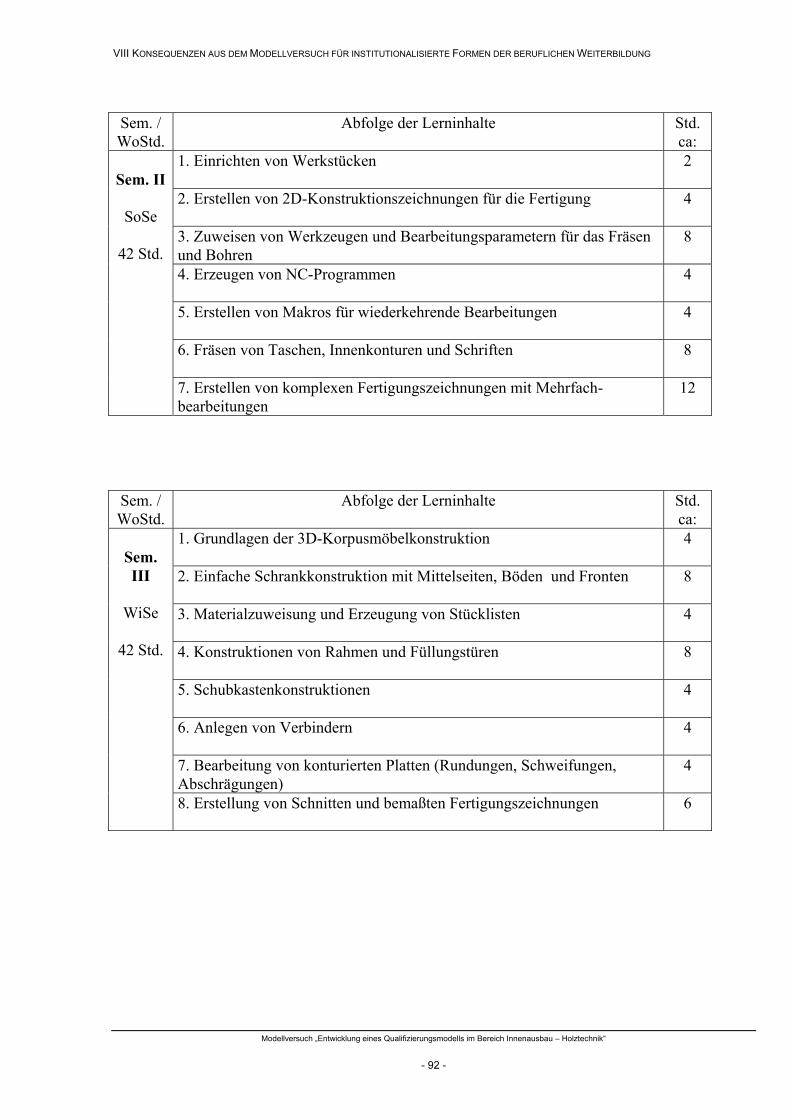
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
Sem. / WoStd.
Abfolge der Lerninhalte Std. ca:
1. Einrichten von Werkstücken
2
2. Erstellen von 2D-Konstruktionszeichnungen für die Fertigung
4
3. Zuweisen von Werkzeugen und Bearbeitungsparametern für das Fräsen und Bohren
8
4. Erzeugen von NC-Programmen
4
5. Erstellen von Makros für wiederkehrende Bearbeitungen
4
6. Fräsen von Taschen, Innenkonturen und Schriften
8
Sem. II
SoSe
42 Std.
7. Erstellen von komplexen Fertigungszeichnungen mit Mehrfach-bearbeitungen
12
Sem. / WoStd.
Abfolge der Lerninhalte Std. ca:
1. Grundlagen der 3D-Korpusmöbelkonstruktion
4
2. Einfache Schrankkonstruktion mit Mittelseiten, Böden und Fronten
8
3. Materialzuweisung und Erzeugung von Stücklisten
4
4. Konstruktionen von Rahmen und Füllungstüren
8
5. Schubkastenkonstruktionen
4
6. Anlegen von Verbindern
4
7. Bearbeitung von konturierten Platten (Rundungen, Schweifungen, Abschrägungen)
4
Sem. III
WiSe
42 Std.
8. Erstellung von Schnitten und bemaßten Fertigungszeichnungen
6
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 92 -
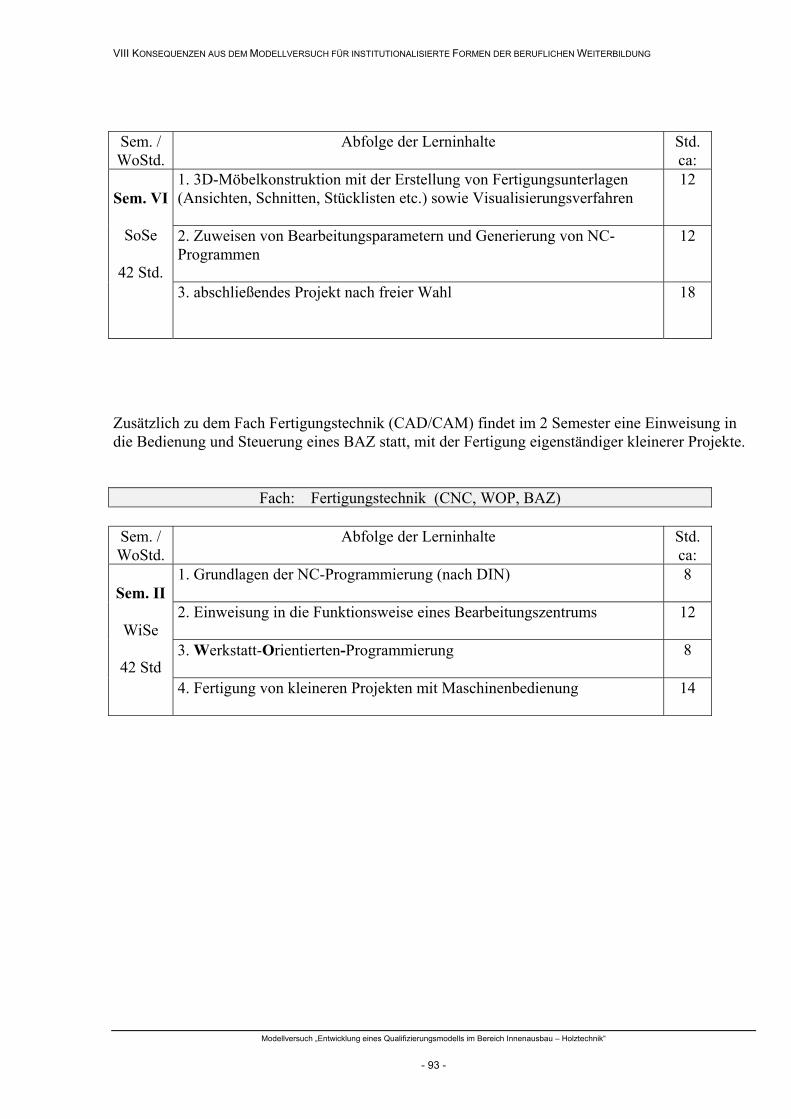
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
Sem. / WoStd.
Abfolge der Lerninhalte Std. ca:
1. 3D-Möbelkonstruktion mit der Erstellung von Fertigungsunterlagen (Ansichten, Schnitten, Stücklisten etc.) sowie Visualisierungsverfahren
12
2. Zuweisen von Bearbeitungsparametern und Generierung von NC-Programmen
12
Sem. VI
SoSe
42 Std.
3. abschließendes Projekt nach freier Wahl
18
Zusätzlich zu dem Fach Fertigungstechnik (CAD/CAM) findet im 2 Semester eine Einweisung in die Bedienung und Steuerung eines BAZ statt, mit der Fertigung eigenständiger kleinerer Projekte.
Fach: Fertigungstechnik (CNC, WOP, BAZ) Sem. / WoStd.
Abfolge der Lerninhalte Std. ca:
1. Grundlagen der NC-Programmierung (nach DIN)
8
2. Einweisung in die Funktionsweise eines Bearbeitungszentrums
12
3. Werkstatt-Orientierten-Programmierung
8
Sem. II
WiSe
42 Std
4. Fertigung von kleineren Projekten mit Maschinenbedienung
14
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 93 -
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
8.2 Weiterbildung zum CAD/CAM-Konstrukteur Eine mögliche Konsequenz aus den gestiegenen Anforderungen im Bereich der C-Techniken an den Ausbildungsgang zum staatlich geprüften Holztechniker ist die Institutionalisierung eines Aufbaubildungsganges zum CAD/CAM-Konstrukteur. In dem 4-Semestrigen Ausbildungsgang zum Holztechniker können nicht die nötigen Qualifizierungsmaßnahmen in ihrer Gesamtheit untergebracht werden um die speziellen Kenntnisse und Anforderungen, die dieses Berufsbild mit sich bringt, unterzubringen. Trotz der Ausweitung der Inhalte in diesem Bereich (vgl. 8.1) können in dem zur Verfügung stehendem Rahmen eben nur die grundlegenden Qualifizierungsanforderungen vermittelt werden. Für eine Spezialisierung in diesem Bereich und um damit den betrieblichen Anforderungen (vgl. 7) gerecht zu werden, könnte ein 2-Semestriger Aufbaubildungsgang zum CAD/CAM-Konstrukteur geschaffen werden. Dieser Ausbildungsgang müsste vertiefte Kenntnisse in u.a. folgenden Bereichen vermitteln;
Festlegung von Konstruktionsprinzipien insbesondere für Serienmöbel,
Grundkenntnisse über Datenbanksysteme und Datenübergabe,
Betriebsspezifische Stammdatenanlage,
Anlegen von Beschlägen mit Bearbeitungsparametern,
Konstruktion von runden und gebogenen Objekten,
Anlegen von Außen- und Innenkonturen mit Bearbeitungsparametern,
Generieren von Schnitt- und Fertigungszeichnungen,
Anlegen und Ändern von Werkzeugzuweisungslisten für die Maschinenansteuerung,
Grundkenntnisse über verschiedene Möglichkeiten der CAM-Anbindung
Visualisierung von Objekten mit unterschiedlichen Texturen,
Raumplanung und Visualisierung,
Kenntnisse verschiedener Branchenprogramme.
Die eigentliche Problematik dieses Ausbildungsganges liegt darin, das der CAD/CAM-Konstrukteur in mehr als einem Programm ausgebildet werden müsste, um auch die unterschiedlichen Leistungsmerkmale kennen zu lernen und um auf dem Arbeitsmarkt nicht an ein Produkt gebunden zu sein. Ein zweites sehr wesentliches Problem besteht in der dynamischen Entwicklung der EDV-Programme. Nicht nur der CAD/CAM-Konstrukteur, sondern vielmehr die Ausbilder an der Fach-schule müssten in mehreren CAD/CAM-Programmen auf einem qualitativ sehr hohen Ausbildungs-stand sein und bleiben. Ein Ausbilder kann sich derzeit vielleicht in zwei Programmen vertiefte Kenntnisse aneignen, das heißt, es müssten um den unterschiedlichen Möglichkeiten und Anforde-rungen der Programme gerecht zu werden und um damit auch den Marktanforderungen gerecht zu werden, mehrere Ausbilder mit unterschiedlichen Qualifikationen vorhanden sein. Dies ist an der Fachschule Holztechnik auf Grund des vorhandenen Qualifikationsprofils der Mitarbeiter sicherlich dann möglich, wenn entsprechende Teilnehmerzahlen vorhanden sind, die diese Anzahl an Ausbildern rechtfertigt.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 94 -
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
8.3 Änderung des Curriculums der Meisterausbildung im Tischler-handwerk in Hamburg
Um den gestiegenen Anforderungen in den C-Technologien gerecht zu werden war eine Änderung des Curriculums in der Meisterausbildung in Hamburg dringend erforderlich. Die sich aus den Erfahrungen des Modellversuchs ergebenen Qualifikationsanforderungen wurden in einer Änderung der Meisterausbildung berücksichtigt. Der folgende von den Leitern des Modellversuchs ausgearbeitet Vorschlag wird zur Zeit in einem Pilotprojekt getestet. Dieser Probedurchlauf wird von Herrn Kolla geleitet, der als ehemaliger Student aktiv an dem Modellversuch teilgenommen hat und jetzt Referendar an der Gewerbeschule für Holztechnik in Hamburg ist. Zeitliche Änderung der Stundentafel in der CAD/CAM-Ausbildung
Zeitlicher Umfang: 96 Std. Dazu Umwidmung der Stunden von: 56 Std./56 Std. CAD/CNC 24 Std./24 Std. EDV Grundausbildung 16 Std./44 Std. Grundlagen Fachzeichnen ( - bleiben 28 Std. wie gehabt) = 96 Std. Für die folgende Kurse muss nach Einführung der neuen Meisterprüfungsordnung auf Grundlage der gemachten Erfahrungen geprüft werden, ob noch Stunden aus dem Fach Konstruktionszeichnen für den CAD/CAM-Lehrgang verwendet werden können. Themenbereiche und Stundenanteile der CAD/CAM Ausbildung für die einjährige Tagesform der Meisterausbildung:
Zu Beginn der Ausbildung 12 x 4 Std. : Richtzeiten: Grundlagen CAD-2D 32 Stunden CAD-2D mit NC-Übergabe 16 Stunden 48 Stunden gesamt (Zu einer genaueren Auflistung der Themen siehe folgende Seiten) ----------------------------------------------------------------------------------------------------------------- Im zweiten Abschnitt der Ausbildung 12 x 4 Std. : Richtzeiten: Grundlagen CAD-3D 24 Stunden Schnittableitung 6 Stunden Stücklistenübergabe 4 Stunden NC-Datenübergabe 6 Stunden Vertiefung CAD-3D 8 Stunden
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 95 -
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
48 Stunden gesamt (Zu einer genaueren Auflistung der Themen siehe folgende Seiten) Die Lehrgänge finden an der Gewerbeschule für Holztechnik ab 15:00 Uhr statt. Zwischen den beiden Themenschwerpunkte sollte keine längere Pause liegen. Entsprechende Regelungen sind mit dem Förderverein „Holz-EDV“ und der G6 zu treffen. Zu den Grundlagen CAD-2D:
Zielsetzung: Das Erstellen von bemaßten 2D-Ansichts-, Konstruktions- und Einzelteilzeichnungen. Durch das möglichst frühzeitige Erlernen des Werkzeuges CAD sollen die Schüler in die Lage versetzt werden, die Technologie für das Lösen der Aufgaben anderer Fächer einzusetzen. Software: AutoCAD R13 und LUCAM 3.0 (LUCAM ist als Schülerversion für den Selbstkostenpreis von 10,00 DM auf CD erhältlich. Die ordnungsgemäße Anschaffung von AutoCAD R13 ist Voraussetzung. Für die Schüler, die über keinen geeigneten PC verfügen, müssen in der Ausbildungsstätte Albert-Schweitzer-Ring Übungsmöglichkeiten gegeben werden.) Themengebiete:
Bildschirmaufbau von AutoCAD und LUCAM
Die Zeichnungsbefehle: Linien, Bogen, Kreis, Rechteck ... und die verschiedenen Möglichkeiten der Koordinateneingabe
Verwendung der AutoCAD-Fangoptionen
Regeln der vorgegebenen Zeichnungsränder
Änderungsbefehle: Bruch, Drehen, Dehnen, Kopieren, Löschen,
Schieben, Spiegeln, Strecken, Stutzen, Teilen, Varia, Versetzen
Einsatz von AutoCAD-Schraffuren
Bemaßung der Bauteile, Ermittlung von Abständen, Koordinaten, Längen- und Flächen-maßen
Grundlagen der AutoCAD-Layerstrukturen und der vereinfachte Layer-Einsatz in LUCAM
Da 14 Stunden aus dem Themenbereich „Grundlagen Fachzeichnen“ für diesen Lehrgang umge-widmet wurden, sind die Übungen 2, 3a, 3b, 4a, 4c, 5a, 6, 7a und 7b aus dem bisherigen „Grund-lagenkurs Fachzeichnen“ zwingend vorgesehen.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 96 -
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
Zu CAD-2D mit NC-Übergabe (CAD/CAM): Zielsetzung: CAD-Einzelteilzeichnungen durch Hinzufügen von Bearbeitungsanweisungen und Technologiedaten in NC-Programme überführen. Schwerpunktmäßig sollten dabei die Bereiche Fräsen und Bohren behandelt werden. Als Übungen bieten sich exemplarische Beispiele aus dem Vorrichtungsbau an, um auf die Fertigung des Meisterstückes vorzubereiten. Die Aufgabenstellungen sollten auf Grundlage vorbereiteter Zeichnungen geplant werden, damit der eindeutige Schwerpunkt dieses Lehrgangsabschnittes auf den Ergänzungen einer CAD-Zeichnung um entsprechende Bearbeitungsanweisungen für NC-Maschinen und den Technologiedaten der verwendeten Werkzeuge liegt - sowie dem Prozess der Ableitung eines NC-Programms. Themengebiete:
Fräsen von Außenkonturen (auf verschiedenen Tiefen).
Setzen der Vorschubgeschwindigkeiten über die Werkzeugdatei.
Ableiten von NC-Programme unter Verwendung der Kontrollmöglichkeiten des Programms WoodWOP .
Definition der Fräswerkzeuge über Variablen.
„Schruppen“ und „Schlichten“/“Profilieren“ unter Einsatz von Gegen- und Gleichlauf-fräsen.
Einsatz von Bohrbearbeitungen.
(Fräsen von Innenkonturen und Einsatz entsprechender Makros wie Kreistasche und Kreisaussparung als mögliche Vertiefung)
Zu den Grundlagen CAD-3D:
Zielsetzung: Das Erstellen von 3D – Konstruktionszeichnungen von einfachen Korpusmöbeln mit Ableitung von Schnitt- und Einzelteilzeichnungen, Stücklisten und NC-Programmen. Software: AutoCAD R2000 und ProLignum V16 (PL3D). (AutoCAD 2000 und PL3D sind als Schülerversion über die entsprechenden Vertragshändler beziehbar. Die ordnungsgemäße Anschaffung von AutoCAD 2000 ist Voraussetzung für den Aufsatz PL3D). Für die Schüler, die über keinen geeigneten PC verfügen, müssen in der Ausbildungsstätte Albert-Schweitzer-Ring Übungsmöglichkeiten gegeben werden.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 97 -
VIII KONSEQUENZEN AUS DEM MODELLVERSUCH FÜR INSTITUTIONALISIERTE FORMEN DER BERUFLICHEN WEITERBILDUNG
Themengebiete:
Bildschirmaufbau von AutoCAD 2000 und PL3D;
Konstruktionsmodule von PL3D zum Erzeugen von Korpusmöbeln; (bestehend aus Korpus, Rückwand, Mittelseiten, Konstruktions- und Einlegeböden, Fronten, Blenden, Schubkästen sowie den gängigen Korpusverbindern);
Grundlagen parametrischer Konstruktionen und objektorientierter CAD-Systeme;
boolesche Operationen in AutoCAD und die entsprechenden auf den Verwendungszweck Korpusbau abgestimmten Vereinfachungen in PL3D;
Materialzuweisung auf Basis des objektorientierten CAD-Systems;
Positionsnummernvergabe und Erzeugung von Stücklisten;
Ableitung einfacher Schnitt- und Einzelteilzeichnung;
Ableitung von NC-Programmen.
Anhand der Konstruktion von Küchenmöbeln sollen die Möglichkeiten eines objektorientierten CAD-System (Ableitung von Stücklisten, Schnitt- und Teilezeichnung, NC-Programme etc.) für eine effektive Arbeitsvorbereitung verdeutlicht werden. Dabei sind auch wesentliche Normen und Konstruktionsprinzipien für Küchenmöbel zu vermitteln. Für die Generierung von NC-Programmen ist der Schwerpunkt auf die Übergabe von Bohrbildern zu legen, um das Prinzip der Datenübergabe zu verdeutlichen. Am Ende des Lehrgangs soll ein (achtstündiger) Ausblick auf den Einsatz eines objektorientierten CAD-Systems für Möbelkonstruktionen in Rahmenbauweise sowie für profilierte und konturierte Möbel gegeben werden. Die dazu notwendigen ausgeprägten CAD-Fertigkeiten können jedoch im zeitlich begrenzten Rahmen der Meisterausbildung nicht vermittelt werden. Bei einem (zu ermit-telnden) Bedarf könnten jedoch kostenpflichtige Zusatzkurse angeboten werden. Zu prüfen ist, ob es nicht sinnvoll ist, für die gesamte CAD/CAM-Ausbildung ein gesondertes Zertifikat zu vergeben, da dieser Themenbereich noch kein Gegenstand der Meisterprüfung sein kann.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 98 -
IX ANHANG
9 Anhang
9.1 Literaturverzeichnis
ALT, Christel; SAUTER, Edgar; TILLMANN, Heinrich (1994) (Hrsg.): Berufliche Weiterbildung in Deutschland – Strukturen und Entwicklungen. Bielefeld: Bertelsmann 1994, hrsg. vom Bundesinstitut für Berufsbildung
ARNOLD, Rolf; KRÄMER-STÜRZL, Antje; MÜLLER, Hans-Joachim: Wie sollten Erwachsenen-bildner im Arbeitsfeld der betrieblichen Weiterbildung weitergebildet werden? in: (PETERS 1998 a, 133 - 142)
BERGHÄUSER, Eberhard; FREYGANG VON BÖHLEN, Rüdiger; HEIDSIECK, Erich; HEITMANN, Herbert; REUSCHEL, Achim; STRIECKER, Volker; WOLF, Winfried: Integriertes Lernortsystem für moderne Fertigungsverfahren in der Holztechnik (CNC, CAD/CAM) zur Ausbildung von Mitarbeitern für Klein- und Mittelbetriebe. Hamburg 196, hrsg. Staatliche Gewerbeschule 6
BIBB (1996 a): Auf neuen Wegen das Berufsbildungssystem in Deutschland stärken und weiterent-wickeln! Berlin und Bonn: 08.11.1996: http://www.bibb.de/publikat/pm/pm96/ gs081196.htm 09.10.1999
BIBB (1998 a): Lernen im Prozeß der Arbeit. Ergebnisse, Veröffentlichungen und Materialien aus dem BIBB. Berlin und Bonn: Juni 1998, hrsg. vom Bundesinstitut für Berufsbildung
BIBB (1998 b): Kosten und Nutzen der beruflichen Aus- und Weiterbildung. Ergebnisse, Veröffentlichungen und Materialien aus dem BIBB. Berlin und Bonn: Juli 1998, hrsg. vom Bundesinstitut für Berufsbildung
BIBB (1998 c): Multimediales Lernen in der Berufsbildung. Ergebnisse, Veröffentlichungen und Materialien aus dem BIBB. Berlin und Bonn: Juli 1998, hrsg. vom Bundesinstitut für Berufsbildung
BIBB (2001); Grünewald, Uwe / Moraal Dick : Betriebliche Weiterbildung. Teil II: Weiterbildung in deutschen Unternehmen – Reaktionen und Strategien vor dem Hintergrund neuer Her-ausforderungen. Bielefeld: Bertelsmann 2001. Seite 25 – 46; hrsg.: Bundesinstitut für Berufsbildung
BM Bau- und Möbelschreiner (1998): EDV Magazin: CAD-Software transparent – Marktspiegel: CAD-Software für den Möbel- und Innenausbau. in: BM Heft 1 1998, 64 – 76
BM Bau- und Möbelschreiner (3/2001); Herchenhahn/Ludolph/Striecker: Neue Technologien erfor-dern praxisgerechte Schulung; in: BM Heft 3 2001, Seite 100 – 102
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 99 -
IX ANHANG
BM Bau- und Möbelschreiner (5/2001); Herchenhahn/Ludolph/Striecker: Erfahrungen, Folgen und Konsequenzen; in: BM Heft 5 2001, Seite 132 – 134
BM Bau- und Möbelschreiner (10/2001); Herchenhahn/Ludolph/Striecker: Anspruch und Realität; in: BM Heft 10 2001, Seite 76 – 80
BMBF Bundesministerium für Bildung und Forschung (1999)(Hrsg.): Selbstgesteuertes Lernen – Dokumentation zum KAW-Kongreß vom 4. – 6. November in Königswinter. Bonn: Februar 1999
BRATER, Michael; MAURUS, Anna (1994): Informations- und Kommunikationstechniken im Handwerk. Modellversuche zur beruflichen Bildung Heft 35. Bielefeld: Bertelsmann 1994, hrsg. vom Bundesinstitut für Berufsbildung
DALECKI, Christian: Computergestützte 3D-Architekturplanung – Realität und Wunschdenken; in: Deutsche Bauzeitung 11/2000; Seite 138 ff
DAVIDS, Sabine (1998): Neue Formen von Lernen in Arbeitsprozessen – Ergebnisse der Modell-versuchsreihe „Berufsbegleitende Nachqualifizierung“. in: (BIBB 1998 a, 43 - 50)
DEHNBOSTEL, Peter (1992)(Hrsg.): Neue Technologien und berufliche Bildung: modellhafte Entwicklungen und theoretische Erkenntnisse. Berlin: 1992, hrsg. vom Bundesinstitut für Berufsbildung
DEUTSCHER BILDUNGSRAT (1970) (Hrsg.): Empfehlungen der Bildungskommission, Struktur-plan für das Bildungswesen. Stuttgart: 1970
DOHMEN, Günther (1998): Zur Zukunft der Weiterbildung in Europa – Lebenslanges Lernen für alle in veränderten Lernumwelten. Bonn: 1998, hrsg. vom Bundesministerium für Bildung und Forschung
DOHMEN, Günther (1999 a): Weiterbildungsinstitutionen, Medien, Lernumwelten. Rahmenbe-dingungen und Entwicklungshilfen für das selbstgesteuerte Lernen. Bonn: 1999, hrsg. vom Bundesministerium für Bildung und Forschung
DOHMEN, Günther (1999 b): Einleitung: Das selbstgesteuerte Lernen als unterstütztes Selbstlernen. in: (DOHMEN 1999 a, 16 – 38)
DOHMEN, Günther (1999 c): Die Unterstützung des selbstgesteuerten Lernens durch die Weiterbildungsinstitutionen. in: (DOHMEN 1999 a, 39 – 64)
DYBOWSKI, Gisela (1997): Methodische Erneuerungen zur Verbesserung von Lernprozessen in Betrieben. in: (BIBB 1998 a, 7 - 16)
FISCHER, Gerhard (1999): Möglichkeiten und Grenzen Moderner Technologien zur Unterstützung des Selbstgesteuerten und Lebenslangen Lernens. in: (DOHMEN 1999 a, 95 – 146)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 100 -
IX ANHANG
FRIEDRICH, Lothar K. (1999): Ganzheitliche Datenorganisation - Engeneering-Data-Management-Systeme mit integriertem Workflow eine Lösung? in (HK Holz- und Kunststoff-verarbeitung 10/1999 60 - 65)
GLÖCKLE, Rainer (1995): Planung und Fertigung sinnvoll verbinden – Fertigungsorganisation und Produktionssteuerung im Innenausbau. In (BM Bau- und Möbelschreiner 5/95, 44ff)
HAHNE, Klaus (1998 a): Auftragsorientiertes Lernen im Handwerk – Berufspädagogische Innova-tionen zur Weiterentwicklung einer traditionellen arbeitsgebundenen Lernform. in: (BIBB 1998 a, 23 - 42)
HAHNE, Klaus (1998 b): Multimediale Perspektiven der Lernortkooperation – Ganzheitliche Lern-prozesse ermöglichen! in: (BIBB 1998c, 37 - 54)
HERCHENHAHN, Antje (2000): Einführung eines objektorientierten CAD-Systems in einem Tischlereibetrieb - Analyse eines Schulungsprozesses unter besonderer Berücksichtigung der Einrichtung, Verwaltung und Sicherung von Stammdaten. Hausarbeit im Rahmen der ersten Staatsprüfung. Hamburg: 2000 (Die Arbeit kann bei der Autorin bezogen werden. Tel: 040/511 49 24, email: [email protected])
HERCHENHAHN, Antje; LUDOLH, Michael; STAHL, Peter; STRIECKER, Volker (2000): Die Einführung von rechnergestützter Entwurfs- und Produktionstätigkeit in Betrieben des Hamburger Tischlerhandwerks – Neue Kooperationsformen zwischen den Lernorten; in: W. Bloy, K. Hahne, K. Struve (Hrsg.): Fachtagung Bau- Holz- und Kunststofftechnik; Lern- und Handlungsfelder; Gütersloh 2000
HOLZ, Heinz; KOCH, Johannes; SCHEMME, Dorothea; WITZGALL, Elmar (1998) (Hrsg.): Lern- und Arbeitsaufgabenkonzepte in Theorie und Praxis. Berlin und Bonn: 1998, hrsg. vom Bundesinstitut für Berufsbildung
KATH, Folkmar (1996): Finanzierungsquellen und –arten betrieblicher Bildungsarbeit. in: (BIBB 1998 b, 139 – 168)
KOCH, J, SELKA, R (1991): Leittexte – ein Weg zu selbständigem Lernen. Seminarkonzepte zur Ausbilderförderung, Teilnehmerunterlagen. Berlin: 1991
KRAAK, Ralf (1992): Auch der kleine Betrieb braucht die Weiterbildung „Am Arbeitsplatz“ - Übergreifende Erfahrungen aus der Weiterbildung für Klein- und Mittelbetriebe für die wirtschaftliche Nutzung neuer Technologien. in: (DEHNBOSTEL 1992, 98 - 118)
KUWAN, Helmut (1999): Berichtssystem Weiterbildung VII - Erste Ergebnisse der Repräsentativ-befragung zur Weiterbildungssituation in den alten und neuen Bundesländern. Bonn: 1999, hrsg. vom Bundesministerium für Bildung und Forschung
LEMPERT, W (1993): Moralisches Denken, Handeln und Lernen in einfachen Berufen. in: Zeit-schrift für Berufs- und Wirtschaftspädagogik, 89. Band, Heft 1
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 101 -
IX ANHANG
LIETZAU, Erhard (1998): Ein übertragbares, aufgabenorientiertes Qualifizierungskonzept für grup-penähnliche Arbeitsstrukturen in der spanenden Fertigung von KMU. in: (HOLZ/KOCH/SCHEMME/WITZGALL 1998, 45 - 75)
MACHBARKEITSSTUDIE (2001): Art–Customization, NewArts-n-Crafts mit computergesteuer-ten Werkzeugen; Machbarkeitsstudie der Hochschule für Gestaltung im Auftrag des Bundesministerium für Bildung und Forschung, Offenbach 2001
NORD-HANDWERK (6/2001), Informationen der Handwerkskammer Hamburg; „Verbesserte Beratung für holzverarbeitendes Handwerk“; Heft 6/2001; Seite 30
NUISSL, Ekkehard (1998): Selbstgesteuertes Lernen – seine Voraussetzungen und Grenzen. in: (BMBF 1999, 33 – 39)
PAHL, Jörg-Peter (1998): Berufsdidaktische Perspektiven der Lern- und Arbeitsaufgaben. in: (HOLZ/KOCH/SCHEMME/WITZGALL 1998, 13 – 30)
PETERS, Sibylle (1998 a)(Hrsg.): Professionalität und betriebliche Handlungslogik: pädagogische Professionalisierung in der betrieblichen Weiterbildung als Motor der Organisations-entwicklung. Bielefeld: Bertelsmann 1998
PETERS, Sibylle (1998 b): Chancen pädagogischer Professionalisierung in der betrieblichen Weiterbildung: Einleitende Aspekte. in: (PETERS 1998 a, 9 – 26)
PÜTZ, Helmut, (1998a): Die Modernisierungsdiskussion in Aus- und Weiterbildung. Vortrag beim Institut für Arbeitsmarkt- und Berufsforschung der Bundesanstalt für Arbeit, Nürnberg, 10.-11.09.1998
PÜTZ, Helmut (1998b): Flexible Orientierungen und neue Konzeptionen in der beruflichen Bildung. Vortrag bei der Handwerkskammer Konstanz, 06.11.1998
SAUTER, Edgar (1997): Neue Formen arbeitsintegrierten Lernens (organisierten Lernens am Arbeitsplatz). Grenzen und Perspektiven. in: (BIBB 1998 a, 51- 72)
SCHEMME, Dorothea (1998): Das Tischlerhandwerk im Spannungsfeld zwischen Industrie, Design und Wissenschaft: Bildungs- und Beschäftigungspotentiale für Frauen? Bielefeld: Bertelsmann 1998, hrsg. vom Bundesinstitut für Berufsbildung
WEINERT, Franz Emmanuel (1982): Selbstgesteuertes Lernen als Voraussetzung, Methode und Ziel des Unterrichts. in: Unterrichtswissenschaft, Heft 2 1982, 99-110
WITZGALL, Elmar (1998): Ein modulares Lernaufgabensystem für die inner- und außerbetriebliche Qualifizierung in der rechnergestützten Fertigung. in: (HOLZ/KOCH/SCHEMME/ WITZGALL 1998, 134 - 147)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 102 -
IX ANHANG
9.2 Verzeichnis der im Modellversuch verwendeten Software (mit der jeweils aktuellen Version)
CAD und CAD/CAM-Systeme:
AutoCAD, (CAD-Basis-System), Hrsg.: Autodesk, München
CAD+T Konstruktionsmodul „MöbelCAD“, (CAD/CAM-System), Hrsg.: CAD+T Consulting Ges. m. b. H., A-4052 Ansfelden
DaVinci, (objektorientiertes CAD-System), Hrsg: pinncalc EDV - Beratungs- und Vertriebs- GmbH, Eckernförde
I-CAD Vellum (CAD/CAM-System), Hrsg.: VSA-Software GmbH, Gegenbach
IMOS , (objektorientiertes CAD/CAM-System), Hrsg.: IMOS AG, Herford
WEEKE-CAD/CAM & LUCAM, Hrsg.: WEEKE Maschinenbau GmbH und M.Ludolph, Herzebrock-Clarholz - Hamburg
MarvinCAD, (CAD/CAM-System), Hrsg.: CAD Line GmbH, Bad Oeynhausen
Prolignum 3D, (objektorientiertes CAD/CAM-System), Hrsg.: KIWI Software GmbH, Kreuztal
PYTHA, (CAD-System), Hrsg.: PYTHA Lab GmbH, Aschaffenburg
SPIRIT, (CAD/CAM-System), Hrsg.: OS Datensysteme GmbH, Ettlingen
VectorWorks Innenausbau, (CAD-System), Hrsg.: theta group GbR, Karlsruhe
Branchenprogramme:
Corpora (Projektorientierte Auftragsabwicklung für das holzverarbeitende Handwerk), Hrsg.: pinncalc EDV - Beratungs- und Vertriebs-GmbH, Eckernförde
HokuBase (Branchenprogramm), Hrsg.: OS Datensysteme GmbH, Ettlingen
OSD (Branchenprogramm), Hrsg.: OS Datensysteme GmbH, Ettlingen
pinncalc (Branchenprogramm), Hrsg.: pinncalc EDV - Beratungs- und Vertriebs- GmbH, Eckernförde
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 103 -
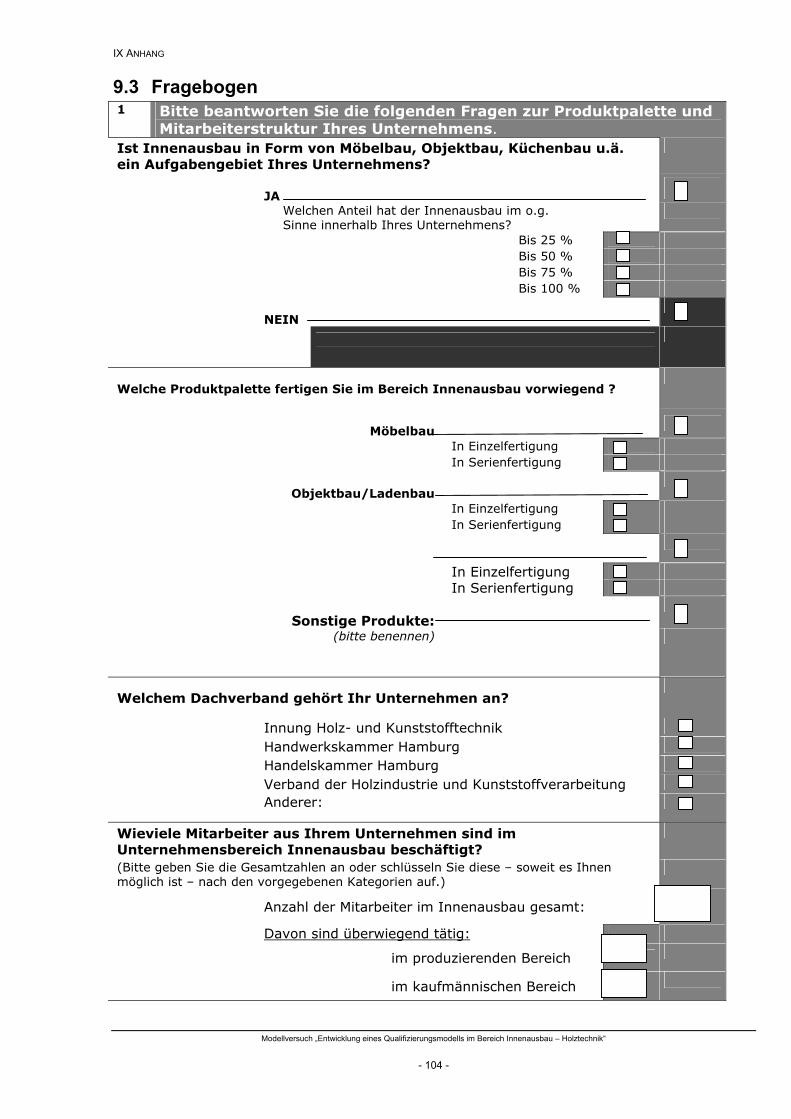
IX ANHANG
9.3 Fragebogen 1 Bitte beantworten Sie die folgenden Fragen zur Produktpalette und
Mitarbeiterstruktur Ihres Unternehmens. Ist Innenausbau in Form von Möbelbau, Objektbau, Küchenbau u.ä. ein Aufgabengebiet Ihres Unternehmens?
JA
Welchen Anteil hat der Innenausbau im o.g. Sinne innerhalb Ihres Unternehmens?
Bis 25 % Bis 50 % Bis 75 % Bis 100 % NEIN
Bitte schicken Sie den Fragebogen unbeant-wortet zurück. Vielen Dank für Ihre Mitarbeit.
Welche Produktpalette fertigen Sie im Bereich Innenausbau vorwiegend ?
Möbelbau
In Einzelfertigung In Serienfertigung
Objektbau/Ladenbau
In Einzelfertigung In Serienfertigung
Küchenbau
In Einzelfertigung In Serienfertigung
Sonstige Produkte:
(bitte benennen)
Welchem Dachverband gehört Ihr Unternehmen an?
Innung Holz- und Kunststofftechnik
Handwerkskammer Hamburg
Handelskammer Hamburg Verband der Holzindustrie und Kunststoffverarbeitung Anderer:
Wieviele Mitarbeiter aus Ihrem Unternehmen sind im Unternehmensbereich Innenausbau beschäftigt?
(Bitte geben Sie die Gesamtzahlen an oder schlüsseln Sie diese – soweit es Ihnen möglich ist – nach den vorgegebenen Kategorien auf.)
Anzahl der Mitarbeiter im Innenausbau gesamt:
Davon sind überwiegend tätig:
im produzierenden Bereich
im kaufmännischen Bereich
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 104 -
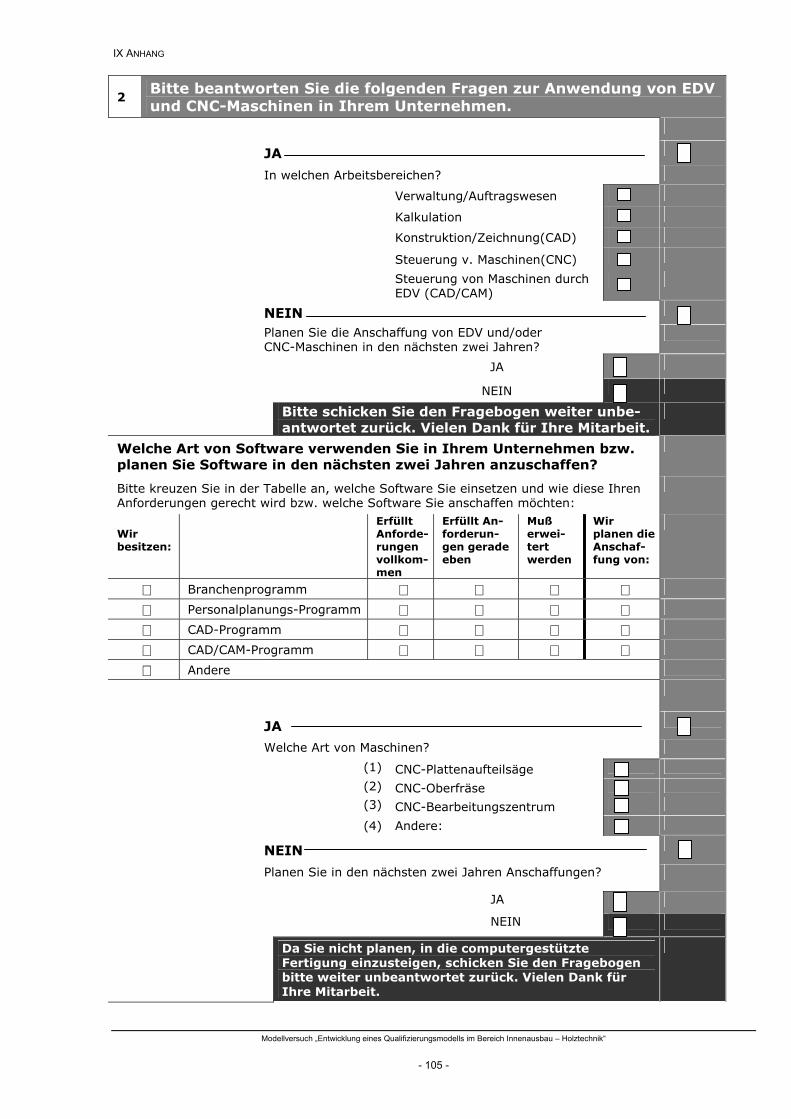
IX ANHANG
2 Bitte beantworten Sie die folgenden Fragen zur Anwendung von EDV und CNC-Maschinen in Ihrem Unternehmen.
Nutzen Sie in Ihrem Unternehmen EDV und / oder CNC-Maschinen ?
JA
In welchen Arbeitsbereichen? Verwaltung/Auftragswesen Kalkulation Konstruktion/Zeichnung(CAD) Steuerung v. Maschinen(CNC)
Steuerung von Maschinen durch EDV (CAD/CAM)
NEIN
Planen Sie die Anschaffung von EDV und/oder CNC-Maschinen in den nächsten zwei Jahren?
JA
NEIN
Bitte schicken Sie den Fragebogen weiter unbe-antwortet zurück. Vielen Dank für Ihre Mitarbeit.
Welche Art von Software verwenden Sie in Ihrem Unternehmen bzw. planen Sie Software in den nächsten zwei Jahren anzuschaffen?
Bitte kreuzen Sie in der Tabelle an, welche Software Sie einsetzen und wie diese Ihren Anforderungen gerecht wird bzw. welche Software Sie anschaffen möchten:
Wir besitzen:
Software
Erfüllt Anforde-rungen vollkom-men
Erfüllt An-forderun-gen gerade eben
Muß erwei-tert werden
Wir planen die Anschaf-fung von:
Branchenprogramm
Personalplanungs-Programm
CAD-Programm
CAD/CAM-Programm
Andere
Arbeiten Sie in Ihrem Unternehmen mit CNC-Maschinen?
JA
Welche Art von Maschinen?
(1) CNC-Plattenaufteilsäge
(2) CNC-Oberfräse
(3) CNC-Bearbeitungszentrum
(4) Andere:
NEIN
Planen Sie in den nächsten zwei Jahren Anschaffungen?
JA
NEIN
Da Sie nicht planen, in die computergestützte Fertigung einzusteigen, schicken Sie den Fragebogen bitte weiter unbeantwortet zurück. Vielen Dank für Ihre Mitarbeit.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 105 -

IX ANHANG
3 Bitte beantworten Sie die folgenden Fragen zum neuen Weiterbildungskonzept, das im Rahmen des Hamburger Modellversuches entwickelt wird.
Die Innovationsstiftung des Hamburger Senats fördert seit Anfang 1999 einen Modellversuch zur Qualifizierung von Mitarbeitern des Holzhandwerkes im Bereich des computergestützten Zeichnens (CAD) mit Datenweitergabe an eine computergestützte Fertigung (CAD/CAM) sowie ihre Anbindung an Personal Planungssysteme (PPS) oder Branchenprogramme (Siehe dazu genauer das beiliegende Faltblatt). Im folgenden geht es um Ihre erste Einschätzung des neuen Konzeptes, Schulungen für (komplexe) CAD/CAM-Systeme mit Anbindung an Branchen-programme auf Basis längerfristiger Betreuung des Mitarbeiterstammes in den Betrieben durchzuführen.
Wie würden Sie diese neue Form der Weiterbildung am ehesten beurteilen?
Finde ich erfolgversprechend
Finde ich interessant, bin aber skeptisch
Lehne ich ab
Wäre für Ihr Unternehmen diese neuartige Weiterbildungsmaßnahme von Interesse?
JA
Kann ich nicht sagen
NEIN
Zur Zeit werden verschiedene Varianten der Weiterbildungsmaßnahme diskutiert. Diese unterscheiden sich hinsichtlich der Qualifikation des Weiterbildners, der Intensität der Betreuung und den anfallenden Kosten.
Welche der folgenden Varianten könnten Sie sich am ehesten für Ihr Unternehmen vorstellen? (Bedenken Sie dabei Folgendes:
• die angegebenen Zeiten beziehen sich auf die Anwesenheit des Weiterbildners im Betrieb. Die Maßnahme erstreckt sich insgesamt über ein Jahr und erfordert in jedem Fall einen zusätzlichen zeitlichen Aufwand Ihrerseits.
• herkömmliche Softwareschulungen kosten durchschnittlich zwischen 1000,- und 1500,- DM pro Tag.)
(1) Schulung und Betreuung durch Studenten der TU mit entsprechenden Qualifikationen (ca. 220 Std., Kosten ca. DM 8000,- DM)
(2) Schulung und Betreuung durch Hochschulabsolventen mit erweiterter Qualifikation im Bereich CAD/CAM (ca. 180 Std., Kosten ca. DM 12.000,-DM).
(3) Schulung und Betreuung durch Dozenten der TU oder der G6 aus dem Bereich CAD/CAM (ca.140 Std., Kosten ca. DM 14.000,-DM).
(4) Ich wäre interessiert, benötige aber zusätzliche Informationen, um eine Wahl treffen zu können.
(5) Aufgrund der Kosten käme für mein Unternehmen eine Teilnahme nicht in Betracht.
Wieviele Mitarbeiter ihres Unternehmens würden als mögliche Teilnehmer an dieser Maßnahme in Frage kommen?
aus dem produzierenden Bereich
aus dem kaufmännischen Bereich
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 106 -

IX ANHANG
4 Abschließend möchten wir Ihnen Raum für Ihre Fragen oder Wünsche zum Modellversuch geben.
Haben Sie im Hinblick auf das vorgestellte Modell Wünsche oder Fragen?
Sollten Ihrer Meinung nach auch für andere betriebliche Bereiche ähnliche Maßnahmen eingerichtet werden?
Vielen Dank, daß Sie sich die Zeit genommen haben, die Fragen zu beantworten. Bitte schicken Sie den Fragebogen bis zum 15.8.99 zurück. Wenn Sie nach der Auswertung direkt über mögliche Angebote informiert werden möchten, können Sie Ihre Anschrift angeben.
(Ihr Firmenstempel – wenn Sie möchten)
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 107 -
IX ANHANG
9.4 Satzung des Fördervereins
Satzung des Vereins zur Förderung des EDV-CNC- Bearbeitungszentrums für Holz
- Förderverein Holz-EDV -
Präambel Die Vorteile neuer und/oder aufwendiger Technologien können für kleine und mittelständische Betriebe nur dann wirkungsvoll genutzt werden, wenn durch Aus- und Weiterbildung qualifizierte Fachkräfte rechtzeitig zur Verfügung stehen. Das im norddeutschen Raum vorhandene Potential ist geeignet, neue Märkte zu erschließen oder vorhandene auszubauen. Mit der Förderung der EDV-CNC-Technologie für die Holzbearbeitung in der Gewerbeschule 6 will der Verein dazu beitragen die wirtschaftlichen Rahmenbedingungen insbesondere für mittlere und kleinere Betriebe zu verbessern und einen zukunftsorientierten Strukturwandel in und um Hamburg fördern.
§ 1 Name, Sitz, Geschäftsjahr
1. Der Verein führt den Namen "Verein zur Förderung des EDV-CNC-Bearbeitungstentrums für Holz", Kurzform: "Förderverein Holz-EDV". Er soll in das Vereinsregister der Freien und Hanse-stadt Hamburg eingetragen werden. 2. Der Verein hat den Sitz in Hamburg. 3. Das Geschäftsjahr des Vereins ist das Kalenderjahr.
§ 2 Zweck, Aufgaben
1. Der Verein verfolgt das Ziel, die auf die EDV-CNC-Technologie bezogene Berufsbildung des Personals für die Holz und Kunststoff verarbeitenden Betriebe in und um Hamburg durch Koope-ration mit der Gewerbeschule 6 zu fördern. 2. Zur Erreichung dieser Zielsetzung errichtet und betreibt der Verein Einrichtungen in Kooperation mit der Staatlichen Gewerbeschule Holztechnik, Farbtechnik und Raumgestaltung Hamburg ( Gewerbeschule 6 ) mit dem Ziel, ergänzende Lehrgänge anzubieten. 3.Über eine Erweiterung der Aufgaben entscheidet die Mitgliederversammlung einstimmig. 4. Bei der Durchführung von Lehrgängen und Seminaren bedient sich der Verein der Einrichtungen der Staatlichen Gewerbeschule.
§ 3
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 108 -
IX ANHANG
Gemeinnützigkeit 1. Der Verein verfolgt ausschließlich und unmittelbar gemeinnützige Zwecke im Sinne des Abschnittes "Steuerbegünstigte Zwecke" der Abgabenordnung. Er ist selbstlos tätig und verfolgt keine eigen wirtschaftlichen Zwecke. 2. Die Mittel des Vereins dürfen nur für satzungsmäßige Aufgaben verwendet werden. Die Mitglie-der erhalten keine Zuwendungen aus Mitteln des Vereins, es sei denn zur Durchführung von satzungsgemäßen Aufgaben. Die Mitglieder erhalten bei ihrem Ausscheiden oder bei Auflösung des Vereins weder die eingezahlten Beiträge zurück, noch haben sie irgendeinen Anspruch auf das Ver-einsvermögen. 3. Der Verein darf keine Personen durch Ausgaben, die dem Zweck des Vereins fremd sind, oder durch unverhältnismäßig hohe Vergütungen begünstigen. Der Verein darf Rücklagen bilden, wenn und solange dies erforderlich ist, um die satzungsmüßigen Zwecke nachhaltig erfüllen zu können.
§ 4 Mitgliedschaft
1. Mitglieder des Vereins können natürliche und juristische Personen werden. 2. Der Eintritt in den Verein erfolgt durch schriftliche Erklärung gegenüber dem Vorstand über die Aufnahme entscheidet die Mitgliederversammlung mit 3/4 Mehrheit der anwesenden Mitglieder. 3. Die Mitgliedschaft endet:
durch Austritt, der nur zum Ende eines Kalenderjahres mit einer Frist von sechs Monaten zulässig ist. Er muss durch eine schriftliche Erklärung gegenüber dem Vorstand erfolgen.
bei natürlichen Personen mit dem Tod,
bei juristischen Personen mit deren Auflösung,
durch Beschluss des Vorstandes wegen schwerwiegenden Verstoßes gegen die Mitglied-schaftspflichten. Gegen die Entscheidung des Vorstandes kann das betroffene Mitglied innerhalb einer Frist von vier Wochen ab Zugang des Beschlusses beim Vorstand Ein-spruch einlegen. Der Einspruch hat aufschiebende Wirkung. Ist der Einspruch rechtzeitig eingelegt, beruft der Vorstand innerhalb von sechs Wochen die Mitgliederversammlung zur Entscheidung ein. Die Mitgliederversammlung entscheidet endgültig mit 3/4 Mehrheit der abgegebenen gültigen Stimmen.
§ 5
Finanzierung Die zur Erfüllung der Aufgaben des Vereins erforderlichen Aufwendungen sind durch Zuwendungen, Spenden und aus sonstigen Einnahmen, insbesondere aus Entgelten für die Teilnahme an Lehrveranstaltungen des Vereins oder Entgelten für die Nutzung der Einrichtungen des Vereins, zu decken. Regelmäßige Vereinsbeiträge werden z. Zt. nicht erhoben. Die Höhe der etwa erforderlich werdenden Umlagen sowie von Aufnahmegebühren für neue Mitglieder werden von der Mitgliederversammlung beschlossen.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 109 -
IX ANHANG
§ 6 Organe
Die Organe des Vereins sind: 1. Mitgliederversammlung 2. Vorstand
§ 7 Mitgliederversammlung
1. Die Mitgliederversammlung ist das oberste Organ des Vereins. Sie erledigt die Angelegenheiten des Vereins, soweit sie nicht dem Vorstand zugewiesen worden sind. Sie hat vor allem folgende Auf gaben:
Wahl und Abberufung des Vorstandes,
Genehmigung der Jahresrechnung für das abgelaufene Geschäftsjahr, des Voranschlages für das laufende Geschäftjahr sowie die Entlastung des Vorstandes,
Festsetzung einer Aufnahmegebühr und etwaiger Umlagen,
Beschlussfassung über den Einspruch gegen einen Ausschließungsbeschluss des Vor-standes,
Wahl zweier Rechnungsprüfer, die nicht dem Vorstand angehören dürfen,
Bestellung eines Geschäftsführers,
Verabschiedung der Geschäftsordnung,
Aufnahme neuer Mitglieder,
Satzungsänderungen.
2. Eine ordentliche Mitgliederversammlung findet mindestens einmal im Jahr, möglichst im ersten Quartal des jeweiligen Geschäftsjahres, statt. Außerordentliche Mitgliederversammlungen sind ein-zuberufen:
auf Beschluss des Vorstandes
auf schriftliches Verlangen von mindestens einem Viertel der Mitglieder.
3. Die Mitgliederversammlung wird vom Vorsitzenden, im Verhinderungsfall von seinem Vertreter, einberufen. Die Mitglieder sind unter Angabe der Tagesordnung mit einer Frist von vier Wochen schriftlich einzuladen. Anträge und Anfragen sind spätestens eine Woche vor der Mitglieder-versammlung schriftlich beim Vorstand einzureichen. 4. Eine außerordentliche Mitgliederversammlung ist vom Vorsitzenden binnen zwei Wochen einzu-berufen, wenn mindestens ein Viertel der Mitglieder diese unter Angabe von Tagesordnungspunkten beantragt.
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 110 -
IX ANHANG
5. Jedes Mitglied hat eine Stimme. Die Mitgliederversammlung ist beschlussfähig, wenn drei Viertel der Mitglieder anwesend sind. Ein Mitglied kann sich zur Stimmabgabe von einem anderen Mitglied durch schriftliche Vollmacht vertreten lassen. Bei Beschlussunfähigkeit ist der Vorstand verpflichtet, innerhalb von drei Wochen eine zweite Mitgliederversammlung mit der gleichen Tagesordnung einzuberufen. Diese ist ohne Rücksicht auf die Zahl der erschienenen Mitglieder beschlussfähig. 6. Beschlüsse der Mitgliederversammlung mit Ausnahme der Beschlussfassung über die Änderung der Zweckbestimmung werden mit 3/4 Mehrheit der abgegebenen Stimmen gefasst. Für die Beschlussfassung über die Änderung der Zweckbestimmung ist die Einstimmigkeit erforderlich. Zur Änderung der Satzung und zur Auflösung des Vereins ist eine Mehrheit von 3/4 der abgegebenen Stimmen erforderlich. Eine Beschlussfassung über die Änderung der Satzung sowie der Zweckbestimmung bedarf der vorherigen Ankündigung in der Einladung zur Mitgliederversammlung. 7. Bei Wahlen ist gewählt, wer im ersten Wahlgang die Mehrheit der abgegebenen gültigen Stimmen erreicht. Erreicht kein Kandidat die Mehrheit, findet eine Stichwahl zwischen den Kandidaten statt, welche die beiden höchsten Stimmenzahlen erreicht haben. 8. Über den Verlauf und die Beschlüsse der Mitgliederversammlung ist ein Protokoll aufzunehmen, das vom jeweiligen Versammlungsleiter zu unterzeichnen ist. Das Protokoll ist allen Mitgliedern bekanntzugeben und von der nächsten Mitgliederversammlung zu genehmigen.
§ 8 Vorstand
1. Der Vorstand besteht aus dem Vorsitzenden, seinem Stellvertreter und einem geschäftsführenden Vorstandsmitglied. Die Vorstandsmitglieder vertreten den Verein nach § 26 Abs. 2 BGB, sie sind jeweils zu Zweit vertretungsberechtigt. Eine Vollmacht für Dritte, den Verein im Einzelfall zu ver-treten, bedarf der Schriftform. 2. Der Vorstand wird von der Mitgliederversammlung auf zwei Jahre bestellt. Der Vorstand bleibt bis zur Bestellung eines neuen im Amt. Die Wiederwahl ist möglich. 3. Der Vorstand erhält für seine Tätigkeit kein Entgelt. Die Erstattung von Aufwendungen im Zusammenhang mit der Vereinstätigkeit bleibt davon unberührt. 4. Der Vorstand ist für alle Angelegenheiten des Vereins zuständig, soweit sie nicht durch die Mit-gliederversammlung wahrgenommen werden. Er hat vor allem folgende Aufgaben:
Einberufung der Mitgliederversammlung,
Ausführung der Beschlüsse der Mitgliederversammlung,
Aufstellung von Arbeits- und Wirtschaftsplänen,
Buchführung, Erstellung des Jahresberichtes,
Abschluss und Kündigungen von Arbeitsverträgen,
Organisation und/oder Durchführung von Lehrgängen,
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 111 -
IX ANHANG
Abschluss von Kooperationsverträgen,
Entgegennahme von Anträgen auf Mitgliedschaft,
Entgegnnahme von Kündigungen der Mitglieder.
§ 9
Geschäftsführer Die Mitgliederversammlung kann den Vorstand ermächtigen, einen Geschäftsführer zu bestellen. Dieser bereitet die Beschlüsse des Vorstandes vor, führt sie nach dessen Weisungen aus und führt die laufenden Geschäfte im Rahmen der vom Vorstand gegebenen Ermächtigungen.
§ 10 Auflösung des Vereins
Die Auflösung des Vereins kann nur in einer eigens dazu einberufenen Mitgliederversammlung beschlossen werden. Im Falle der Auflösung sind der Vorsitzende und sein Stellvertreter gemeinsam vertretungsberechtigte Liquidatoren. Das Vermögen des Vereins ist bei seiner Auflösung oder bei Wegfall des satzungsmäßigen Zwecks einer Verwendung bei der Innung Holz und Kunststoff Hamburg zuzuführen, die eine gemeinnützige Förderung der Aus- und Weiterbildung in der Holz- und Kunststoffverarbeitung zum Gegenstand hat. Der Beschluss über die Vermögensverwendung darf erst ausgeführt werden, wenn das zuständige Finanzamt eingewilligt hat. Das gilt auch für öffentliche Zuwendungsgeber während der Bindungsfrist. Beschlossen auf der Gründungsversammlung am 9.Oktober 1992. 1.Änderung auf der Mitgliederversammlung am 26.Mai 1993. Für die Richtigkeit Herbert Heitmann Geschäftsführer
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 112 -
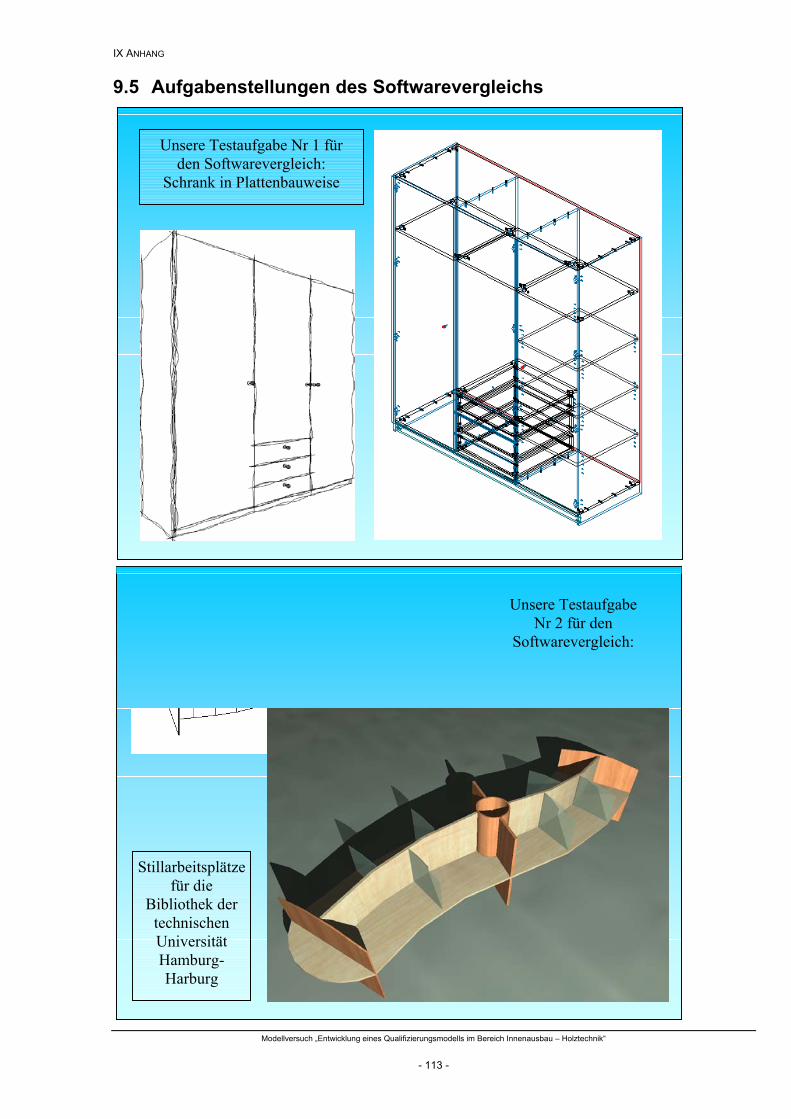
IX ANHANG
9.5 Aufgabenstellungen des Softwarevergleichs
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
Unsere Testaufgabe Nr 2 für den
Softwarevergleich:
Unsere Testaufgabe Nr 1 für den Softwarevergleich:
Schrank in Plattenbauweise
Stillarbeitsplätze für die
Bibliothek der technischen Universität Hamburg-Harburg
- 113 -
IX ANHANG
Unsere Testaufgabe Nr 3 für den Softwarevergleich:
Frontrahmenschrank mit Rahmentüren
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 114 -

IX ANHANG
9.6 Weitere Anlagen
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 115 -

Hamburg, 24. Januar 2002 gez. Ludwig Rehberg, Michael Ludolph, Volker Striecker
Modellversuch „Entwicklung eines Qualifizierungsmodells im Bereich Innenausbau – Holztechnik“
- 116 -





























