Embed Size (px)
Citation preview
22 JOT 9.2014
Konsequent effizient
Nachhaltige Automobillackierung – Wo stehen wir, was können wir tun?Eine nachhaltige und gleichzeitig effiziente Produktion – das haben sich alle OEM zum Ziel gesetzt.
Dabei steht die Lackiererei im Fokus. Hier entstehen mit Abstand die höchsten VOC- und CO2-Emissionen
in einem Automobilwerk, hier wird die meiste Energie verbraucht. Ein beachtliches Potenzial zur
Verbesserung der Nachhaltigkeit bietet sowohl die Anlagen- als auch die Applikationstechnik.
Was bedeutet eigentlich Nach-haltigkeit? Dieser in der letzten
Zeit häufig verwendete Begriff wur-de erstmals im Jahre 1713 von Carl von Carlowitz als ein Prinzip formu-liert, nach dem nicht mehr Holz ge-fällt werden darf, als nachwachsen kann. Die ursprüngliche Bedeutung wurde seit den 1960er-Jahren durch die global einsetzende umweltpoliti-sche Debatte deutlich erweitert. Dar-an maßgeblich beteiligt waren vor al-lem die Brundtland-Kommission und der Club of Rome. Der Begriff „Nach-haltigkeit“ oder „nachhaltige Entwick-lung“ wird heute sowohl in der Poli-tik als auch in der Wissenschaft und in der Unternehmens praxis in den unter-schiedlichsten Zusammenhängen ver-wendet. Eine eindeutige Definition fällt daher schwer. Nach dem Drei-Säulen-Modell vereint Nachhaltigkeit ökologi-
sche, ökonomische und soziale Kom-ponenten. Nachhaltigkeit verneint al-so keineswegs das Gewinnstreben, sondern verknüpft es vielmehr mit der Frage, wie die Gewinne erwirtschaftet werden. Nachhaltiges Handeln bedeu-tet letztendlich, die Welt so zu hinter-lassen, dass zukünftige Generationen mindestens die gleichen Chancen ha-ben wie die heutigen.
Soweit die Begriffsklärung. Was aber sagen die großen Automobil-hersteller zur Nachhaltigkeit und zur nachhaltigen Produktion? Hier finden sich einige aktuelle Aussagen, unüber-setzt, um die Bedeutung nicht zu ver-fälschen: „Sustainability takes top-level priority at the BMW group“; „...we de-fine sustainability as a business model that creates value” (Ford); „...energy di-versity, resource conservation and CO2 reduction are business imperatives”
(GM); „For us economic, environmen-tal and social responsibility go hand in hand” (Mercedes); „For VW, the future focus is sustainable development.” Die-se Aussagen machen klar, dass Nach-haltigkeit einen hohen Stellenwert in der Produktionstechnik erhalten hat. Allerdings ist sie ein bewegliches Ziel, ein laufender Prozess und kein defi-nierter Endzustand.
Zurück zur Automobillackierung. Die Lackiererei ist nach wie vor, und wird es in absehbarer Zukunft auch bleiben, die mit Abstand größte VOC-Emissionsquelle und der größte Ener-gieverbraucher. Nahezu 100 Prozent aller VOC-Emissionen in einem Au-tomobilwerk gehen auf das Konto der Lackierung, und deutlich über 50 Pro-zent des gesamten dortigen Energiever-brauchs. In absoluten Zahlen gesehen, sind in den letzten Jahren allerdings
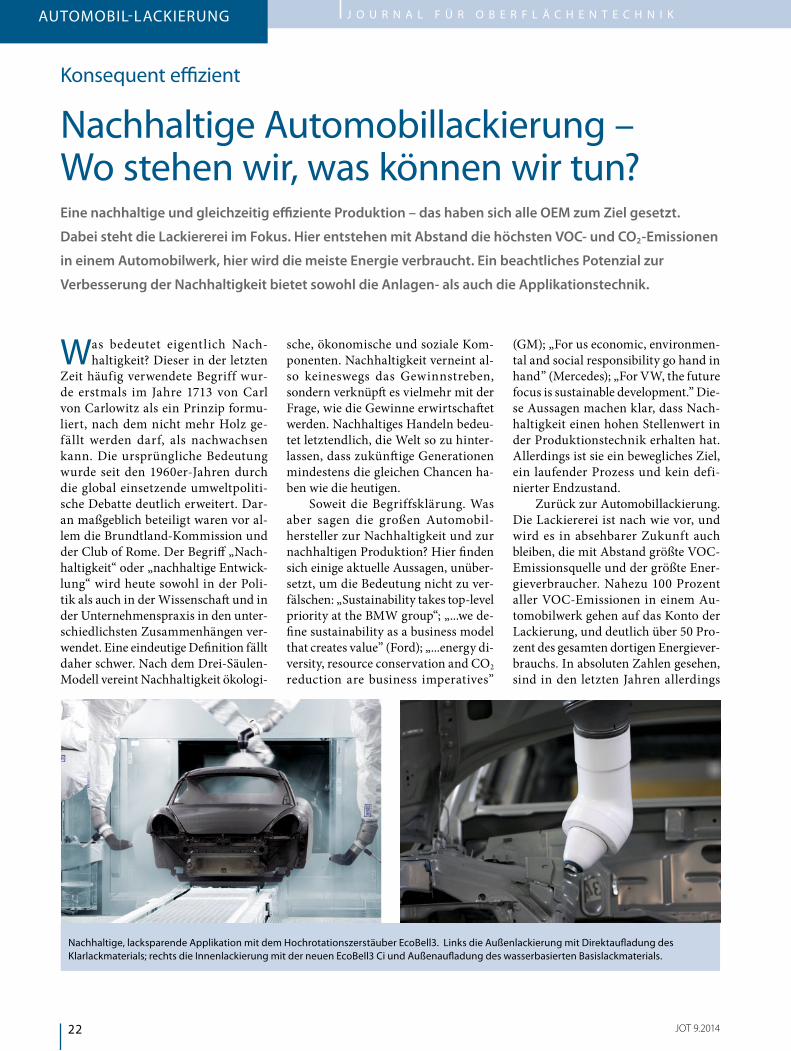
Nachhaltige, lacksparende Applikation mit dem Hochrotationszerstäuber EcoBell3. Links die Außenlackierung mit Direktaufladung des Klarlackmaterials; rechts die Innenlackierung mit der neuen EcoBell3 Ci und Außenaufladung des wasserbasierten Basislackmaterials.
AUTOMOBIL-LACKIERUNG J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K
23JOT 9.2014
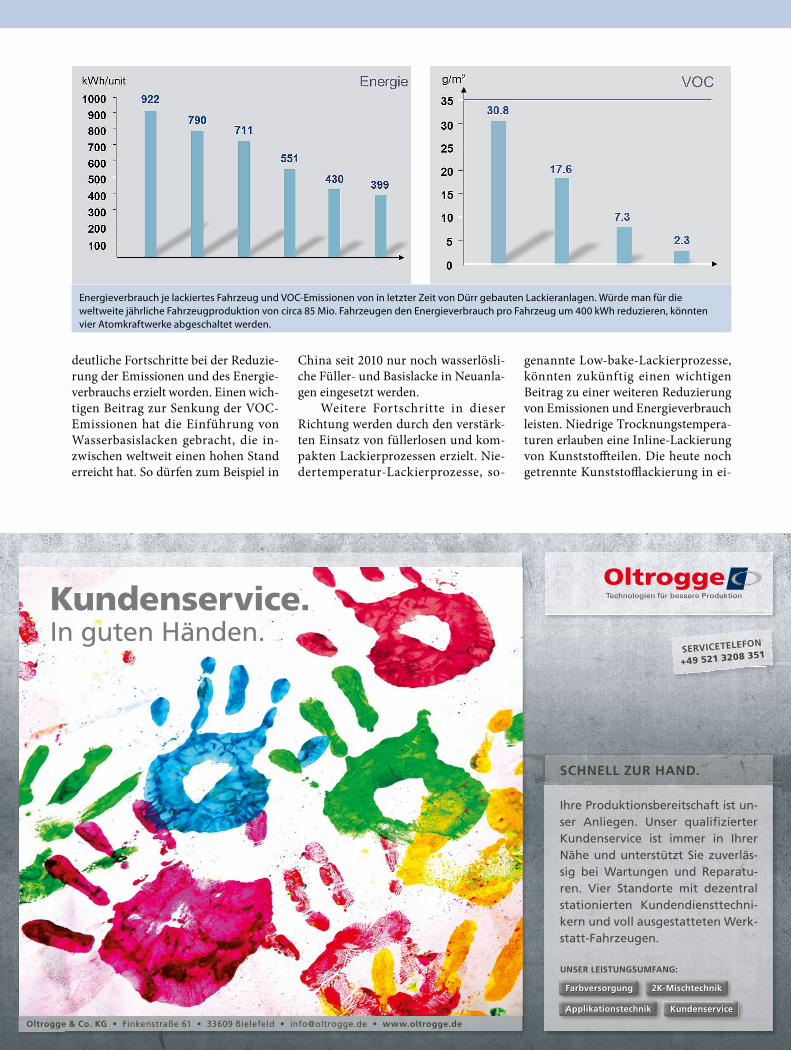
Energieverbrauch je lackiertes Fahrzeug und VOC-Emissionen von in letzter Zeit von Dürr gebauten Lackieranlagen. Würde man für die weltweite jährliche Fahrzeugproduktion von circa 85 Mio. Fahrzeugen den Energieverbrauch pro Fahrzeug um 400 kWh reduzieren, könnten vier Atomkraftwerke abgeschaltet werden.
deutliche Fortschritte bei der Reduzie-rung der Emissionen und des Energie-verbrauchs erzielt worden. Einen wich-tigen Beitrag zur Senkung der VOC-Emissionen hat die Einführung von Wasserbasislacken gebracht, die in-zwischen weltweit einen hohen Stand erreicht hat. So dürfen zum Beispiel in
China seit 2010 nur noch wasserlösli-che Füller- und Basislacke in Neuanla-gen eingesetzt werden.
Weitere Fortschritte in dieser Richtung werden durch den verstärk-ten Einsatz von füllerlosen und kom-pakten Lackierprozessen erzielt. Nie-dertemperatur-Lackierprozesse, so-
genannte Low-bake-Lackierprozesse, könnten zukünftig einen wichtigen Beitrag zu einer weiteren Reduzierung von Emissionen und Energieverbrauch leisten. Niedrige Trocknungstempera-turen erlauben eine Inline-Lackierung von Kunststoffteilen. Die heute noch getrennte Kunststofflackierung in ei-
UNSER LEISTUNGSUMFANG:
Farbversorgung
KundenserviceApplikationstechnik
2K-Mischtechnik
SERVICETELEFON
+49 521 3208 351
Oltrogge & Co. KG • Finkenstraße 61 • 33609 Bielefeld • [email protected] • www.oltrogge.de
Ihre Produktionsbereitschaft ist un-ser Anliegen. Unser qualifi zierter Kundenservice ist immer in Ihrer Nähe und unterstützt Sie zuverläs-sig bei Wartungen und Reparatu-ren. Vier Standorte mit dezentral stationierten Kundendiensttechni-kern und voll ausgestatteten Werk-statt- Fahrzeugen.
SCHNELL ZUR HAND.
Kundenservice. In guten Händen.
24 JOT 9.2014
ner separaten Lackieranlage könnte da-mit entfallen.
Reduzierung der UmweltbelastungenAuf der Anlagenseite sind zahlreiche Innovationen entstanden, die ebenfalls zu einer beträchtlichen Reduzierung
der Umweltbelastung und zur Ressour-censchonung beitragen. Die Trocken-abscheidung von Lack-Overspray mit dem EcoDryScrubber von Dürr ist nur eines von zahlreichen Beispielen da-für. Durch den Einsatz dieser Technik, die eine Umluftführung in der Lackier-kabine ermöglicht, wird der jährliche
Energieverbrauch einer vollautomati-sierten Lackiererei um bis zu 16 Mio. kWh reduziert. Mit der Energieredu-zierung ist gleichzeitig auch eine um bis zu 5200 Tonnen geringere CO2-Emis-sion verbunden. Das ist nur eines von vielen Beispielen, aber sicherlich eines der eindrucksvollsten.
Die Summe der einzelnen Systeme und Produkte hat Dürr unter dem Be-griff Eco+Paintshop zu einem gesamt-heitlichen, nachhaltigen Konzept zu-sammengefasst, welches in allen Berei-chen der Lackiererei auf konsequente Effizienz setzt. Effizienz bedeutet in diesem Zusammenhang vor allem:
— Prozesseffizienz durch intelligente Prozesse, hohe Verfügbarkeit und hohe First-Run-Rate
— Emissionseffizienz durch geringe-re VOC-, CO2- und Partikelemissi-onen, geringere Schallentwicklung und Geruchsbelästigung
— Energieeffizienz durch innovative Produkte und Systeme mit mini-malem Strom- und Gasverbrauch
— Materialeffizienz durch einen ho-hen Lackauftragswirkungsgrad und geringe Spülverluste der Ap-plikationstechnik, durch minima-len Wasserverbrauch und daraus resultierende geringe Abwasser-mengen
— Raumeffizienz durch intelligente Layouts und platzsparende Anla-gen und
— Effizienz durch Flexibilität hin-sichtlich Prozess- und Kapazi-tätsanpassungen.
Die mit diesem Konzept bisher erziel-ten Ergebnisse können sich sehen lassen. Eine lackierte Karosserie benötigt heu-te im Idealfall nur noch rund 400 kWh. Vor einigen Jahren wurde dafür teilwei-se noch mehr als die dreifache Energie-menge benötigt. Die VOC-Emissionen können heute weit unter den zulässi-gen Wert von 35 g/m² gedrückt werden. Auch der Wasserverbrauch konnte um nahezu 60 Prozent gesenkt werden. Dies ist vor allem durch die Overspray-Tro-ckenabscheidung und den Einsatz des Rotationstauchverfahrens Ecopaint Ro-Dip in der Vorbehandlung gelungen.
Schließlich konnte auch der Lack-verbrauch um nahezu 50 Prozent ge-senkt werden. Weniger Lackverbrauch
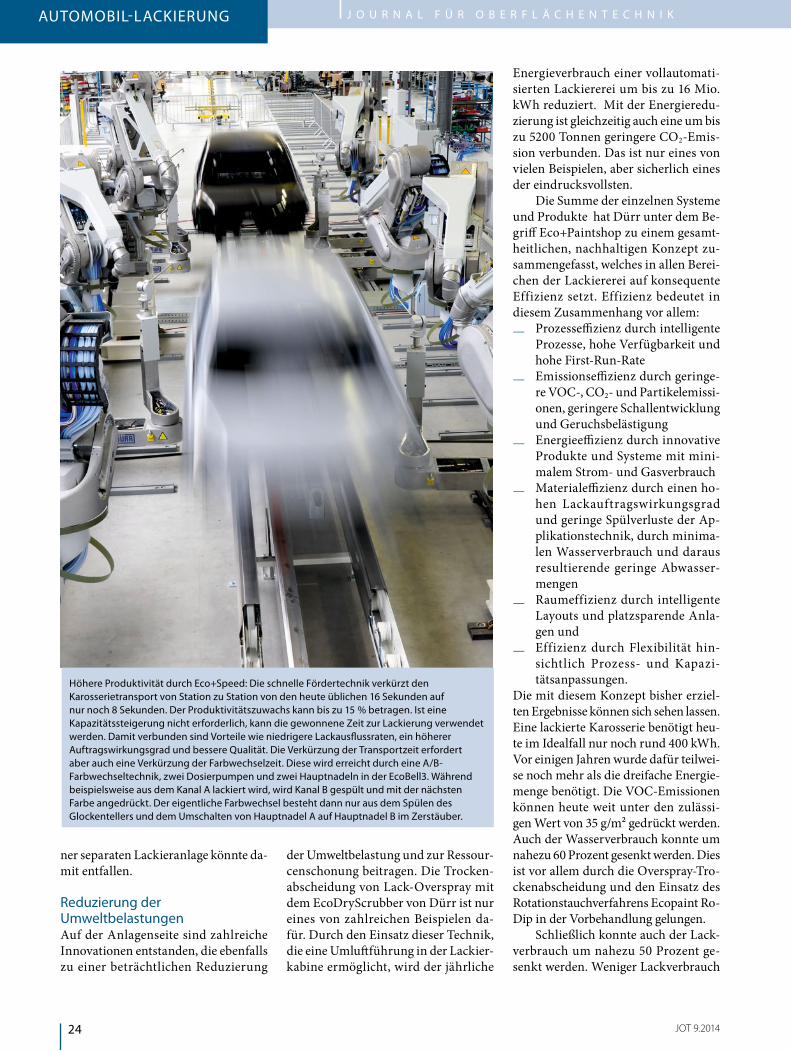
Höhere Produktivität durch Eco+Speed: Die schnelle Fördertechnik verkürzt den Karosserietransport von Station zu Station von den heute üblichen 16 Sekunden auf nur noch 8 Sekunden. Der Produktivitäts zuwachs kann bis zu 15 % betragen. Ist eine Kapazitätssteigerung nicht erforderlich, kann die gewonnene Zeit zur Lackierung verwendet werden. Damit verbunden sind Vorteile wie niedrigere Lackausflussraten, ein höherer Auftragswirkungsgrad und bessere Qualität. Die Verkürzung der Transportzeit erfordert aber auch eine Verkürzung der Farbwechselzeit. Diese wird erreicht durch eine A/B-Farbwechseltechnik, zwei Dosierpumpen und zwei Hauptnadeln in der EcoBell3. Während beispielsweise aus dem Kanal A lackiert wird, wird Kanal B gespült und mit der nächsten Farbe angedrückt. Der eigentliche Farbwechsel besteht dann nur aus dem Spülen des Glockentellers und dem Umschalten von Hauptnadel A auf Hauptnadel B im Zerstäuber.
AUTOMOBIL-LACKIERUNG J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

25JOT 9.2014
Kalksteinmehl-Recycling reduziert den Materialverbrauch und die Kosten bei der Overspray-Trockenabscheidung auf ein Viertel. In einem Wirbelschichtofen werden die organischen Lackbestandteile im gesättigten Bindemittel verbrannt und somit energetisch verwertet. Das Bindemittel kann bis zu dreimal wie-derverwendet werden.
Bild
er D
ürr
bedeutet auch weniger Ressourcenver-brauch bei der Lackherstellung, aber auch weniger Reststoffe und Lösemit-telemissionen.
Effizientere HochrotationszerstäuberWie bereits anfangs erwähnt, ist Nach-haltigkeit ein laufender Prozess und kein Endzustand. Was sind also die nächsten Schritte in dieser Richtung? In der Applikationstechnik hat Dürr seine aktuelle Hochrotationszerstäuber-Fa-milie erweitert. Die EcoBell3 Ci ist ein Zerstäuber, der speziell für die Fahr-zeuginnenlackierung weiterentwickelt wurde. Er ist noch kompakter als die bereits seit einigen Jahren auch für die Innenlackierung mit Erfolg eingesetzte EcoBell3 C. Der Auftragswirkungsgrad konnte mit der EcoBell3 Ci noch einmal
gesteigert werden, die damit verbundene Overspray-Reduzierung ist deutlich er-kennbar. Die kompakte Bauweise, ins-besondere im Bereich der Ringelektro-de führt zu einer geringeren Zerstäu-berverschmutzung, was sich positiv auf die Produktivität auswirkt. Und gerin-gere Verschmutzung bedeutet nicht nur weniger Reinigungsaufwand mit bisher damit verbundenen Produktionsunter-brechungen, sondern auch weniger Rei-nigungsmittelverbrauch und damit ge-ringere VOC-Emissionen.
Natürlich lässt sich eine Zerstäuber-kontamination, vor allem bei der Innen-lackierung, nicht gänzlich vermeiden. Von Zeit zu Zeit muss das Zerstäuberge-häuse, muss der Lenkluftring gereinigt werden. Dafür steht nun ein Reinigungs-gerät zur Verfügung, mit dessen Hilfe ei-ne automatische Reinigung durchgeführt
werden kann. Das Neue an diesem Clea-ner: Die Reinigung kann in der zur Ver-fügung stehenden Taktzeit erfolgen.
Transportzeit von 16 auf 8 Sekunden verkürztEin gutes Beispiel für die interdiszipli-näre Entwicklung von effizienten Sys-temen, die nur dann stattfinden kann, wenn die Teilsysteme aus einem Hause kommen, ist das Eco+Speed-Konzept von Dürr. Es handelt sich, vereinfacht gesagt, um eine schnelle Fördertech-nik, die die Transportzeit des zu lackie-renden Fahrzeugs von einer Station zur nächsten um die Hälfte reduziert. Da-mit ist es allerdings noch nicht getan. Normalerweise wird die Transportzeit für den Farbwechsel genutzt. Das be-deutet nun, dass auch der Farbwech-sel, das heißt das Spülen der lackierten
Oberflächentechnik – Innovationen im Anlagenbau
[email protected] | www.rippert.de | Fon +49 (0) 52 45 | 9 01-0 Oberflächentechnik Luftreinhaltung Ventilatoren

26 JOT 9.2014
und das Andrücken der neuen Farbe, in der halben Zeit erfolgen muss. Erreicht wird der schnelle Farbwechsel durch ei-ne A/B-Farbwechseltechnik und durch die Möglichkeit, in der EcoBell3 zwei Hauptnadeln zu installieren.
Was bedeutet das nun für die Pro-duktivität? Eine Verkürzung der Trans-portzeit von 16 auf 8 Sekunden bringt eine Kapazitätserhöhung um bis zu 15 Prozent – bei gleichbleibenden fi-xen Kosten und bei gleichbleibendem Energiebedarf für die Lackierkabinen. Eco+Speed ist beides, ein Beispiel für nachhaltige Entwicklung und ein Bei-spiel für die Verknüpfung von ökono-mischen und ökologischen Vorteilen.
Auch bei der Abscheidung des Lacknebels in der Lackierkabine setzt Dürr auf Nachhaltigkeit. Beim Eco-DryScrubber, der Trockenabschei-dung von Dürr, wird der Overspray mit Kalksteinmehl gebunden. Der Vorteil: Es entsteht kein Lackschlamm wie bei der herkömmlichen Nassauswaschung. Das Kalksteinmehl wird bei einem ge-wissen Sättigungsgrad automatisch aus-getauscht und kann zum Beispiel in Ze-mentwerken weiterverwertet werden.
Dürr hat nun einen Wirbelschicht-ofen entwickelt, mit dem ein Recycling des Kalksteinmehls direkt beim Ver-braucher im Materialfluss der Anlage möglich wird. Die organischen Lack-bestandteile des gesättigten Binde-mittels werden verbrannt und somit energetisch verwertet, das recycelte Kalksteinmehl gewinnt seine lackbin-denden Eigenschaften zurück.
Dieser Prozess kann ohne Quali-tätseinbußen beim Bindemittel dreimal
wiederholt werden. Mit anderen Wor-ten: Der viermalige Einsatz des Kalk-steinmehls reduziert den Verbrauch und folglich auch dessen Kosten auf ein Viertel. Der Wirbelschichtofen kann je-derzeit in eine bestehende Trockenab-scheidung eingebaut werden. Die Inbe-triebnahme kann völlig autark vom An-lagenbetrieb erfolgen, dabei wird nur das Förderkonzept verändert. Der Eco-DryScrubber selbst, der den Energiever-brauch in der Lackierkabine um bis zu 60 Prozent senkt, wird nicht beeinflusst.
Um die Innovationen ressourcen-sparender Technik in der Spritzkabi-ne zu vervollständigen, hat Dürr eine neue, intelligente Prozessluftkonditio-nierung im Portfolio: EcoSmart AC, die optimale Regelung für Zu- und Um-luftanlagen. Mit diesem System wer-den beste Voraussetzungen für einen stabilen und energieeffizienten Betrieb der Lackiererei geschaffen.
EcoSmart AC eröffnet neue Per-spektiven für die Temperatur- und Feuchteregelung in der Lackierkabine. Zehnmal pro Sekunde wird der Soll-wert vollautomatisch an die Außenbe-dingungen angepasst. Genauso oft wer-den auch die verschiedenen Stellgrößen optimal koordiniert. Dabei werden sich gegenseitig aufhebende Energiepoten-ziale im Vorfeld software-technisch ermittelt und die einzelnen Sollwerte energetisch optimal ausgegeben.
Intelligentes LuftmanagementDie Innovationen im Bereich „intelli-gentes Luftmanagement“ gehen noch weiter, und zwar mit dem neuen „Ener-gy on Demand“– Konzept für Trockner.
Der größte Energieverbraucher im La-ckierprozess ist – nach der Spritzkabine - der Trockner. Um den Energiebedarf zu reduzieren, lässt sich nun die Frisch- und Abluft nach der Karossenanzahl im Trockner regeln. Das bedeutet ei-nen prozessoptimierten Volumenstrom und damit einen reduzierten Energie-verbrauch in Pausenzeiten oder im Fal-le unterschiedlicher Auslastungen.
Nachhaltige Automobillackie-rung ist keine Vision, sie ist Realität geworden. Zahlreiche einzelne Lösun-gen, Produkte und Systeme leisten ih-ren Beitrag dazu. Es zeigt sich jedoch, dass ein integriertes Konzept eine stär-kere Wirkung entfaltet, als es die Sum-me der Einzelkomponenten tun kann. Dies ist der Punkt, an dem Dürr mit seinem Eco+Paintshop ansetzt. Das Prinzip basiert auf stetiger Weiterent-wicklung und ganzheitlicher Betrach-tung der individuellen Anforderungen. Im Fokus stehen nachhaltige Lösungen für eine höhere Produktivität und Qua-lität. Eines ist aber klar: Nachhaltigkeit ist kein Selbstzweck: Sie dient der not-wendigen wirtschaftlichen Entwick-lung, durch die Unternehmen ihre Zu-kunft sichern. Sie dient aber vor allem dem Umwelt- und Ressourcenschutz, mit dem wir die Zukunft unseres Le-bensraums sichern.
LiteraturUnterlagen der Eberhard von Kuenheim Stiftung.
Unterlagen der Aachener Stiftung Kathy Beys.
Sustainability Reports der OEM
Achatz, D.: Ganzheitliche ökologische Betrachtung des
Karosserielackierungsprozesses. Strategies in Car Body Painting
2014, Berlin, June 2014.
Schumacher, H.: Sustainable Paint Shops – Experience and Outlook
from the Perspective of a Global Equipment Supplier. Strategies in
Car Body Painting 2014, Berlin, June 2014.
Thomas, M.; Gorges, D.: Global Environmental Strategies and
Realization. Strategies in Car Body Painting 2014, Berlin, June 2014.
Schumacher, H.; Hilger, Ch.: Sustainability of Coatings and Coating
Processes, Eco-Efficiency Analysis. Surcar 2013.
Corinna WehleTel. 07142 78-2594,[email protected]. Pavel SvejdaTel. 07142 78-2290,[email protected],Dürr Systems GmbH, Bietigheim-Bissingen,www.durr.de
Die optimale Regelung für Zu- und Umluftanlagen reduziert den Energieverbrauch erheblich. EcoSmartAC ist auch zur Nachrüstung von Altanlagen geeignet.
AUTOMOBIL-LACKIERUNG J O U R N A L F Ü R O B E R F L Ä C H E N T E C H N I K

27JOT 9.2014
MFN is an Official Collaboration Partner of FEMS
www.sf-expo.cnMFN is the Official Cooperation
Partner of SF EXPO
MFN is a Partner in Education in Nadcap
www.paintexpo.de MFN is the Official Partner in
Education of PaintExpo
Focusing on peening, blasting, cleaning and
vibratory finishing!
MFN offers courses for:
Shot & Flap PeeningIndustrial PaintingMass FinishingShot BlastingResidual Stresses and their Measurement
▪ ▪ ▪ ▪ ▪
MFN is the Official Cooperation Partner of Metal & Steel
MFN is a Media Partner of NACE
www.mfn.li/cn
MFN中国主要内容是抛丸、喷丸强化及成形,抛丸、喷丸、
喷砂清理,振动研磨、抛光、工业涂装等金属表面处理资讯
第二卷2014年3月
春季刊
金属表面处理杂志
中国
MFN 抛喷丸强化训练课程在中国济南2014年5月19-21日
科学新讯:利用显微技术评估抛喷丸强化表面的质量
第6-7页
Nadcap专栏:超出想象的建设性
工作关系
第12页
www.sf-expo.cnMFN 是 SF Expo 的官方合作伙伴
4月23-25日,国际(重庆)表面处理展
机械抛丸除锈去氧化皮技术(第14-15页)
Met
al F
inis
hing
New
s
MFN INTERNATIONAL is distributed in 67 countries and published 6 times a year
www.mfn.li
MFN CHINA is exclusively for the Chinese market and published 4 times a year
www.mfn.li/cn
MFN INTERNATIONAL is distributed in
www.mfn.li
Publication for the Peening, Blasting,
Cleaning and Vibratory Finishing
Industries
Vol. 14MarchIssue
Year 2013
Nadcap COLUMN:A Measured Approach To
Measurement & Inspection
page 60
MFN Shot PeeningWorkshop in Germany 9th-11th of April, 2013
(see page 67)
MFN Shot PeeningWorkshop in Spain
21st-23rd of May, 2013(see page 67)
One Step Beyond (p. 18-20)
Met
al F
inis
hing
New
s
www.paintexpo.de - MFN is the Official Partner in Education of PaintExpo
Training in 9 languages!