Embed Size (px)
Citation preview
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T08 01
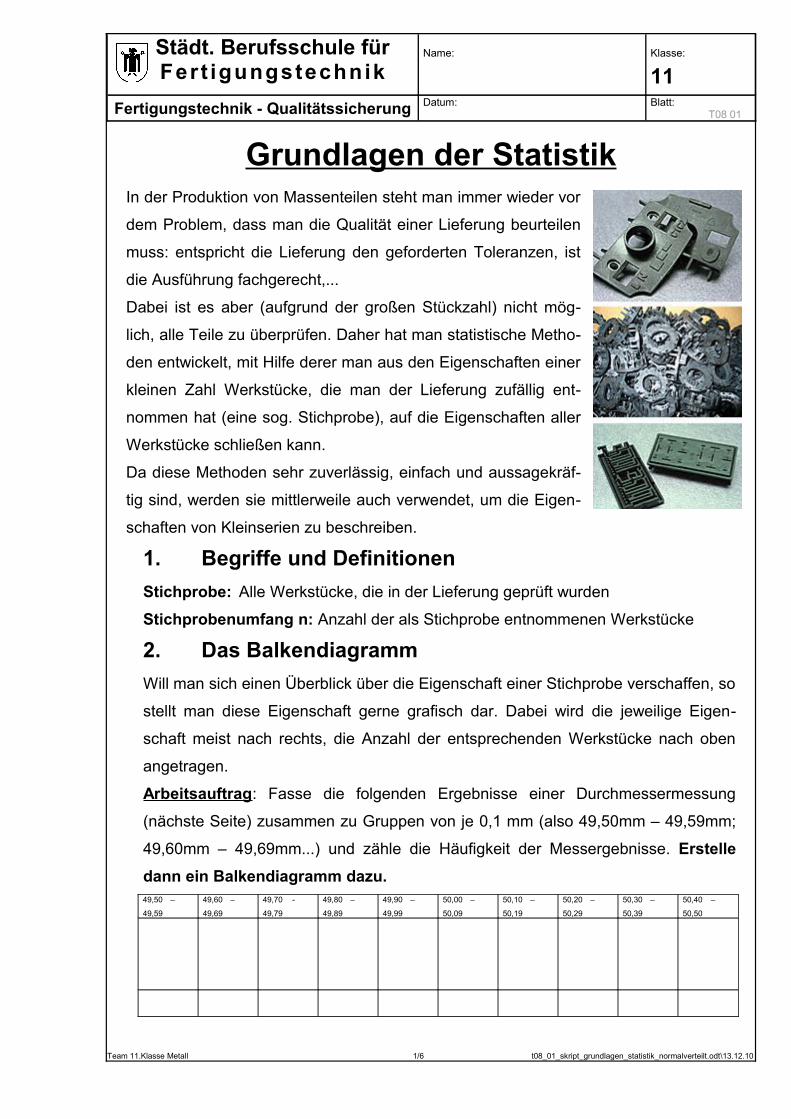
Grundlagen der StatistikIn der Produktion von Massenteilen steht man immer wieder vor
dem Problem, dass man die Qualität einer Lieferung beurteilen
muss: entspricht die Lieferung den geforderten Toleranzen, ist
die Ausführung fachgerecht,...
Dabei ist es aber (aufgrund der großen Stückzahl) nicht mög-
lich, alle Teile zu überprüfen. Daher hat man statistische Metho-
den entwickelt, mit Hilfe derer man aus den Eigenschaften einer
kleinen Zahl Werkstücke, die man der Lieferung zufällig ent-
nommen hat (eine sog. Stichprobe), auf die Eigenschaften aller
Werkstücke schließen kann.
Da diese Methoden sehr zuverlässig, einfach und aussagekräf-
tig sind, werden sie mittlerweile auch verwendet, um die Eigen-
schaften von Kleinserien zu beschreiben.
1. Begriffe und DefinitionenStichprobe: Alle Werkstücke, die in der Lieferung geprüft wurden
Stichprobenumfang n: Anzahl der als Stichprobe entnommenen Werkstücke
2. Das BalkendiagrammWill man sich einen Überblick über die Eigenschaft einer Stichprobe verschaffen, so
stellt man diese Eigenschaft gerne grafisch dar. Dabei wird die jeweilige Eigen-
schaft meist nach rechts, die Anzahl der entsprechenden Werkstücke nach oben
angetragen.
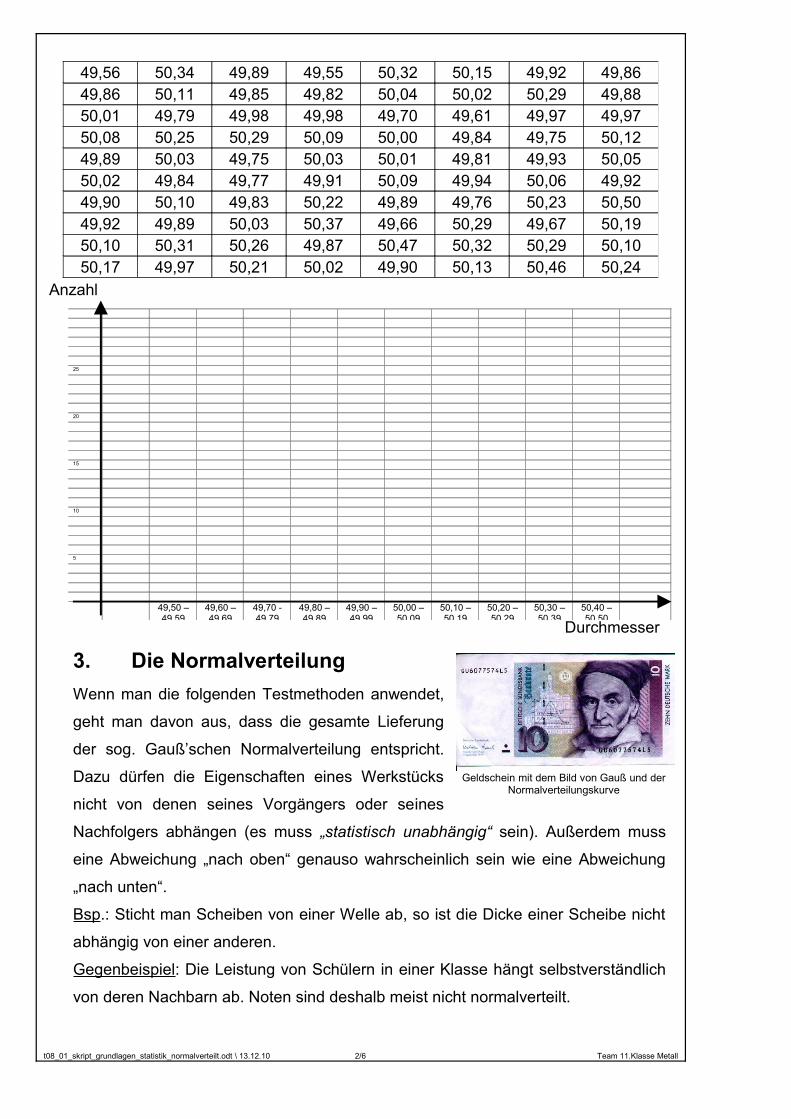
Arbeitsauftrag: Fasse die folgenden Ergebnisse einer Durchmessermessung
(nächste Seite) zusammen zu Gruppen von je 0,1 mm (also 49,50mm – 49,59mm;
49,60mm – 49,69mm...) und zähle die Häufigkeit der Messergebnisse. Erstelle dann ein Balkendiagramm dazu. 49,50 –
49,59
49,60 –
49,69
49,70 -
49,79
49,80 –
49,89
49,90 –
49,99
50,00 –
50,09
50,10 –
50,19
50,20 –
50,29
50,30 –
50,39
50,40 –
50,50
Team 11.Klasse Metall 1/6 t08_01_skript_grundlagen_statistik_normalverteilt.odt\13.12.10
Geldschein mit dem Bild von Gauß und der Normalverteilungskurve
25
20
15
10
5
49,50 – 49,59
49,60 – 49,69
49,70 - 49,79
49,80 – 49,89
49,90 – 49,99
50,00 – 50,09
50,10 – 50,19
50,20 – 50,29
50,30 – 50,39
50,40 – 50,50
3. Die NormalverteilungWenn man die folgenden Testmethoden anwendet,
geht man davon aus, dass die gesamte Lieferung
der sog. Gauß’schen Normalverteilung entspricht.
Dazu dürfen die Eigenschaften eines Werkstücks
nicht von denen seines Vorgängers oder seines
Nachfolgers abhängen (es muss „statistisch unabhängig“ sein). Außerdem muss
eine Abweichung „nach oben“ genauso wahrscheinlich sein wie eine Abweichung
„nach unten“.
Bsp.: Sticht man Scheiben von einer Welle ab, so ist die Dicke einer Scheibe nicht
abhängig von einer anderen.
Gegenbeispiel: Die Leistung von Schülern in einer Klasse hängt selbstverständlich
von deren Nachbarn ab. Noten sind deshalb meist nicht normalverteilt.
t08_01_skript_grundlagen_statistik_normalverteilt.odt \ 13.12.10 2/6 Team 11.Klasse Metall
Anzahl
49,56 50,34 49,89 49,55 50,32 50,15 49,92 49,8649,86 50,11 49,85 49,82 50,04 50,02 50,29 49,8850,01 49,79 49,98 49,98 49,70 49,61 49,97 49,9750,08 50,25 50,29 50,09 50,00 49,84 49,75 50,1249,89 50,03 49,75 50,03 50,01 49,81 49,93 50,0550,02 49,84 49,77 49,91 50,09 49,94 50,06 49,9249,90 50,10 49,83 50,22 49,89 49,76 50,23 50,5049,92 49,89 50,03 50,37 49,66 50,29 49,67 50,1950,10 50,31 50,26 49,87 50,47 50,32 50,29 50,1050,17 49,97 50,21 50,02 49,90 50,13 50,46 50,24
Durchmesser
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T08 01
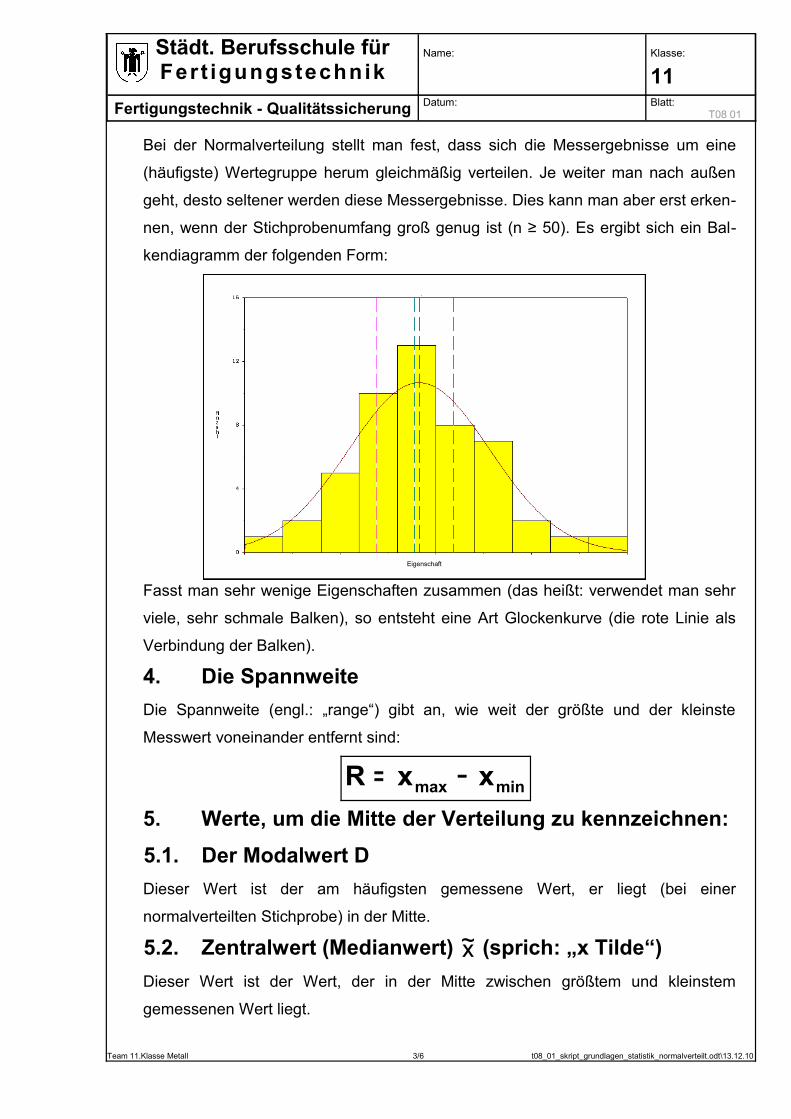
Bei der Normalverteilung stellt man fest, dass sich die Messergebnisse um eine
(häufigste) Wertegruppe herum gleichmäßig verteilen. Je weiter man nach außen
geht, desto seltener werden diese Messergebnisse. Dies kann man aber erst erken-
nen, wenn der Stichprobenumfang groß genug ist (n ≥ 50). Es ergibt sich ein Bal-
kendiagramm der folgenden Form:
Fasst man sehr wenige Eigenschaften zusammen (das heißt: verwendet man sehr
viele, sehr schmale Balken), so entsteht eine Art Glockenkurve (die rote Linie als
Verbindung der Balken).
4. Die SpannweiteDie Spannweite (engl.: „range“) gibt an, wie weit der größte und der kleinste
Messwert voneinander entfernt sind:
5. Werte, um die Mitte der Verteilung zu kennzeichnen:5.1. Der Modalwert DDieser Wert ist der am häufigsten gemessene Wert, er liegt (bei einer
normalverteilten Stichprobe) in der Mitte.
5.2. Zentralwert (Medianwert) x~ (sprich: „x Tilde“)Dieser Wert ist der Wert, der in der Mitte zwischen größtem und kleinstem
gemessenen Wert liegt.
Team 11.Klasse Metall 3/6 t08_01_skript_grundlagen_statistik_normalverteilt.odt\13.12.10
Eigenschaft
Eigenschaft
minmax xxR −=
nxxxx n+++= ...21
5.3. Der (arithmetische) MittelwertDer Mittelwert x ist der (rechnerische) Wert, der in der Mitte der Stichprobe liegt.
Er wird häufig auch als „Durchschnitt“ bezeichnet (manchmal: µ):
Xn: Messwert Nummer n
n: Stichprobenumfang
Arbeitsauftrag: Ermittle den Mittelwert für die obige Messreihe (S. 2)!x =
6. Die Standardabweichung (Streuung)Der Mittelwert sagt alleine nichts über die Qualität einer Stichprobe aus. Hat man
zum Beispiel bei 50 gemessenen Teilen 25 mal das Maß 9,7 mm und 25 mal das
Maß 10,3 mm, so beträgt der Mittelwert x = 10,0 mm, die Toleranz 10,0 ± 0,1 mm
kann trotzdem nicht eingehalten werden. Also braucht man ein Maß für die
Streuung. Das heißt, man möchte wissen „wie weit weg“ die Messwerte im Mittel
liegen. Dazu verwendet man dieStandardabweichung oder Streuung s (oder σ):
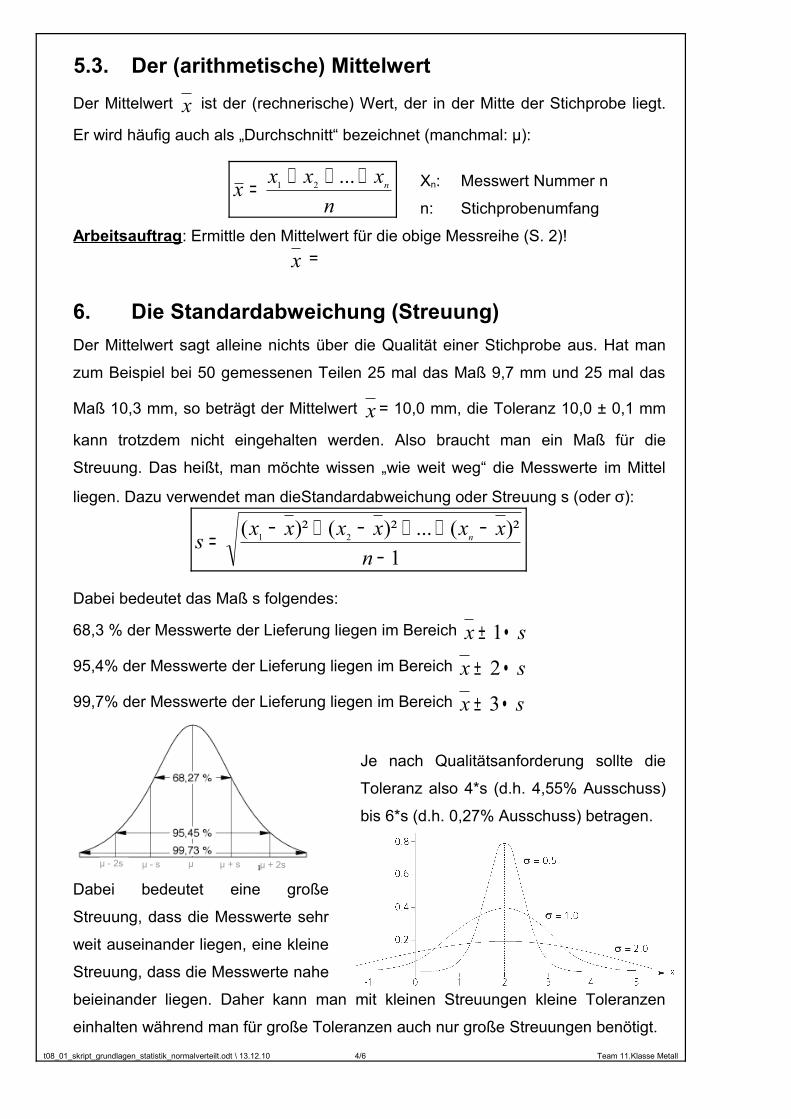
Dabei bedeutet das Maß s folgendes:
68,3 % der Messwerte der Lieferung liegen im Bereich sx •± 195,4% der Messwerte der Lieferung liegen im Bereich sx •± 299,7% der Messwerte der Lieferung liegen im Bereich sx •± 3
Je nach Qualitätsanforderung sollte die
Toleranz also 4*s (d.h. 4,55% Ausschuss)
bis 6*s (d.h. 0,27% Ausschuss) betragen.
Dabei bedeutet eine große
Streuung, dass die Messwerte sehr
weit auseinander liegen, eine kleine
Streuung, dass die Messwerte nahe
beieinander liegen. Daher kann man mit kleinen Streuungen kleine Toleranzen
einhalten während man für große Toleranzen auch nur große Streuungen benötigt.t08_01_skript_grundlagen_statistik_normalverteilt.odt \ 13.12.10 4/6 Team 11.Klasse Metall
1)²(...)²()²( 21
−−++−+−=
nxxxxxxs n
µ - 2s µ - s µ µ + s µ + 2s
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T08 01
Arbeitsauftrag: Berechne für die ersten zwei Zeilen der Messwerttabelle auf
Seite 2 den Mittelwert und die Standardabweichung.
Für Starke: Die Messwerte liegen auch als Excel – Tabelle vor. Versuche, den
Mittelwert und die Standardabweichung mit Hilfe der Excel – Funk-
tionen auszuwerten (gesondertes Skript vorhanden) oder selber
zu programmieren. Erstelle außerdem ein Balkendiagramm für die
Messwerte!
Zusammenfassung der wichtigen Begriffe:
Team 11.Klasse Metall 5/6 t08_01_skript_grundlagen_statistik_normalverteilt.odt\13.12.10
Übung:Prüfung einer Lieferung von Passschrauben
Der Durchmesser in der Mitte der Klemmlänge ist für den Wareneingang zu prüfen. Aus der Lieferung wurden an verschiedenen Positionen neun Prüflinge für eine Zufallsstich-probe entnommen. Mit einem Feinzeiger wurden folgende Messwerte in μm festgestellt:
9 8 7 7 8 8 6 5 6
Zu bestimmen sind der Modalwert, Median, Mittelwert, die Spannweite der Streuung und die Standardabweichung; dazu ein Balkendiagramm für die Abmaße von 0 bis 12 μm. Im Balkendiagramm sind Mindest- und Höchstmaß einzutragen sowie die sich durch s ergebende Verteilungskurve.
t08_01_skript_grundlagen_statistik_normalverteilt.odt \ 13.12.10 6/6 Team 11.Klasse Metall
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T08 03
Auswertung von Messungen – Statistik
Ein Mensch der von Statistik hört,denkt dabei nur an Mittelwert.Er glaubt nicht dran und ist dagegen,ein Beispiel soll es gleich belegen:
Ein Jäger auf der EntenjagdHat einen ersten Schuß gewagt.Der Schuß, zu hastig aus dem Rohr,lag eine Handbreit vor.
Der zweite Schuß mit lautem KrachLag eine gute Handbreit nach.Der Jäger spricht ganz unbeschwertVoll glauben an den Mittelwert:Statistisch ist die Ente tot.
Doch wär’ er klug und nähme Schrot- dies sei gesagt ihn zu bekehren –er würde seine Chancen mehren:Der Schuss geht ab, die Ente stürzt,weil Streuung ihr das Leben kürzt.
Eugen Roth
Das mathematische Opfer:
A. Lindner 1/2 t08_03_eugen_roth_auswertung_von_messungen.odt\03.02.11
t08_03_eugen_roth_auswertung_von_messungen.odt\03.02.11 2/2 Team 11.Klasse Metall
Gu
GO
N
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T10 01
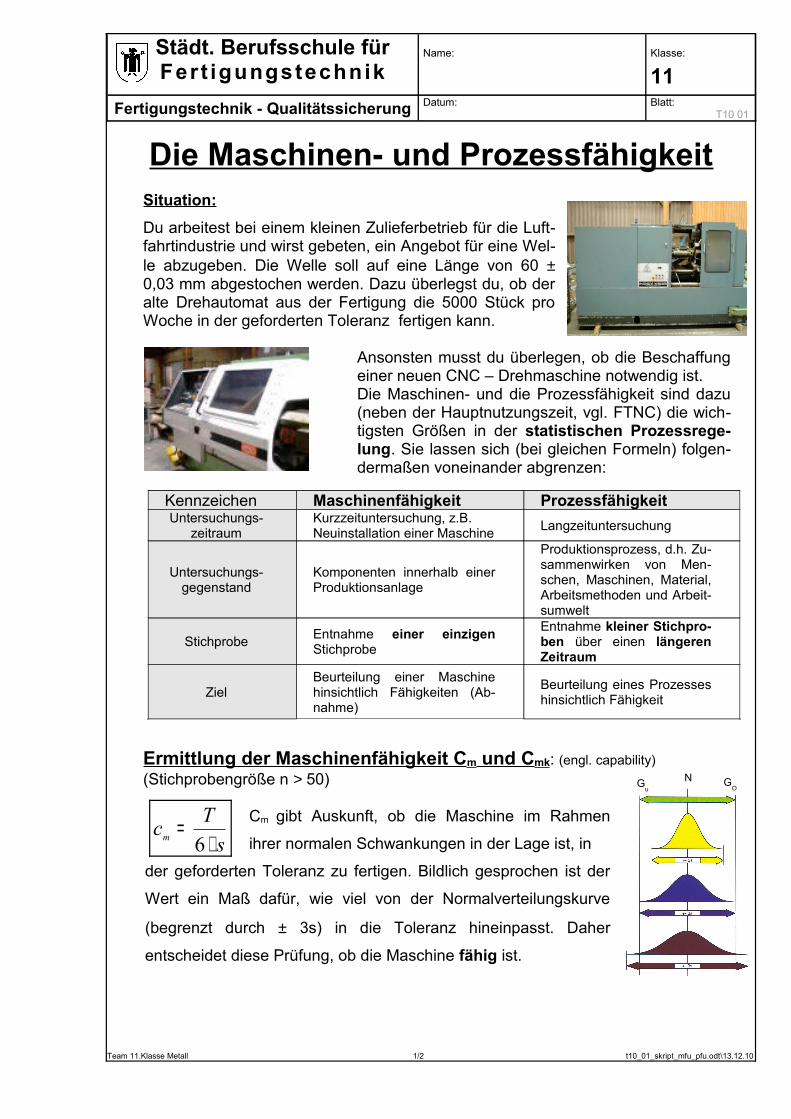
Die Maschinen- und ProzessfähigkeitSituation:Du arbeitest bei einem kleinen Zulieferbetrieb für die Luft-fahrtindustrie und wirst gebeten, ein Angebot für eine Wel-le abzugeben. Die Welle soll auf eine Länge von 60 ± 0,03 mm abgestochen werden. Dazu überlegst du, ob der alte Drehautomat aus der Fertigung die 5000 Stück pro Woche in der geforderten Toleranz fertigen kann.
Ansonsten musst du überlegen, ob die Beschaffung einer neuen CNC – Drehmaschine notwendig ist. Die Maschinen- und die Prozessfähigkeit sind dazu (neben der Hauptnutzungszeit, vgl. FTNC) die wich-tigsten Größen in der statistischen Prozessrege-lung. Sie lassen sich (bei gleichen Formeln) folgen-dermaßen voneinander abgrenzen:
Ermittlung der Maschinenfähigkeit Cm und Cmk: (engl. capability)(Stichprobengröße n > 50)
Cm gibt Auskunft, ob die Maschine im Rahmen
ihrer normalen Schwankungen in der Lage ist, in
der geforderten Toleranz zu fertigen. Bildlich gesprochen ist der
Wert ein Maß dafür, wie viel von der Normalverteilungskurve
(begrenzt durch ± 3s) in die Toleranz hineinpasst. Daher
entscheidet diese Prüfung, ob die Maschine fähig ist.
Team 11.Klasse Metall 1/2 t10_01_skript_mfu_pfu.odt\13.12.10
Kennzeichen Maschinenfähigkeit ProzessfähigkeitUntersuchungs-
zeitraumKurzzeituntersuchung, z.B.Neuinstallation einer Maschine Langzeituntersuchung
Untersuchungs-gegenstand
Komponenten innerhalb einer Produktionsanlage
Produktionsprozess, d.h. Zu-sammenwirken von Men-schen, Maschinen, Material, Arbeitsmethoden und Arbeit-sumwelt
Stichprobe Entnahme einer einzigen Stichprobe
Entnahme kleiner Stichpro-ben über einen längeren Zeitraum
ZielBeurteilung einer Maschine hinsichtlich Fähigkeiten (Ab-nahme)
Beurteilung eines Prozesses hinsichtlich Fähigkeit
sTcm ⋅
=6
Gu G
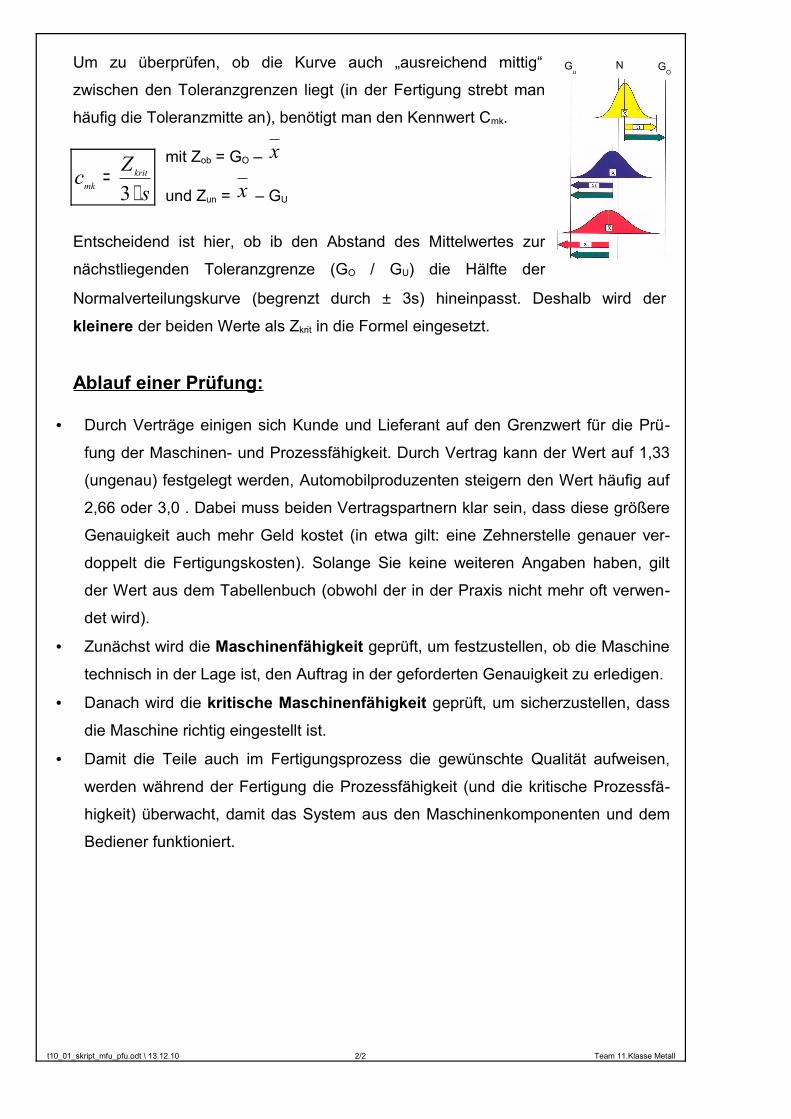
ONUm zu überprüfen, ob die Kurve auch „ausreichend mittig“
zwischen den Toleranzgrenzen liegt (in der Fertigung strebt man
häufig die Toleranzmitte an), benötigt man den Kennwert Cmk.
mit Zob = GO – x
und Zun = x – GU
Entscheidend ist hier, ob ib den Abstand des Mittelwertes zur
nächstliegenden Toleranzgrenze (GO / GU) die Hälfte der
Normalverteilungskurve (begrenzt durch ± 3s) hineinpasst. Deshalb wird der
kleinere der beiden Werte als Zkrit in die Formel eingesetzt.
Ablauf einer Prüfung:
• Durch Verträge einigen sich Kunde und Lieferant auf den Grenzwert für die Prü-
fung der Maschinen- und Prozessfähigkeit. Durch Vertrag kann der Wert auf 1,33
(ungenau) festgelegt werden, Automobilproduzenten steigern den Wert häufig auf
2,66 oder 3,0 . Dabei muss beiden Vertragspartnern klar sein, dass diese größere
Genauigkeit auch mehr Geld kostet (in etwa gilt: eine Zehnerstelle genauer ver-
doppelt die Fertigungskosten). Solange Sie keine weiteren Angaben haben, gilt
der Wert aus dem Tabellenbuch (obwohl der in der Praxis nicht mehr oft verwen-
det wird).
• Zunächst wird die Maschinenfähigkeit geprüft, um festzustellen, ob die Maschine
technisch in der Lage ist, den Auftrag in der geforderten Genauigkeit zu erledigen.
• Danach wird die kritische Maschinenfähigkeit geprüft, um sicherzustellen, dass
die Maschine richtig eingestellt ist.
• Damit die Teile auch im Fertigungsprozess die gewünschte Qualität aufweisen,
werden während der Fertigung die Prozessfähigkeit (und die kritische Prozessfä-
higkeit) überwacht, damit das System aus den Maschinenkomponenten und dem
Bediener funktioniert.
t10_01_skript_mfu_pfu.odt \ 13.12.10 2/2 Team 11.Klasse Metall
sZc krit
mk ⋅=
3
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T10 02
Arbeitsauftrag 1: Beschrifte das Arbeitsblatt.
Hilfsmittel: Fachkundebuch Metall und Skript Statistik !
Maschinenfähigkeit
1. Welchen Zweck erfüllt die Maschinenfähigkeit?
Beurteilung, ob eine Maschine (nachAufstellung oder bei Wartung) eine vorgege-bene Toleranz einhalten kann.
2. Was muss bei der Maschinenfähigkeit berücksichtigt werden?
- Toleranz- Standardabweichung der Stichprobe (Kurzzeit)- Stichprobengröße- Lage von Mittelwert und Mitte des Toleranzfelds zueinander
Team 11.Klasse Metall 03.02.11
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T10 03
Arbeitsauftrag 2: Beschrifte das Arbeitsblatt.
Hilfsmittel: Fachkundebuch Metall, Tabellenbuch und Skript Statistik!
Maschinenfähigkeit – cm und cmk
cm cmk
Erklärung
Kurzzeituntersu- Kurzzeituntersu-chung, ob die Ma- chung, ob das Tole-schine die gefor- ranzfeld getroffenderte Genauigkeit wirderreicht
Formel =mc =kmc
Bed
eutu
ng d
er A
bkür
zung
en (L
egen
de)
cm cmk
m = machine k = kritischc = capability Zkrit (∆ krit) =
s = Standardab-weichung
Zkrit: kleinerer Wert aus:
N = Nennmaß Zoben = Go - Gu = unteres
Grenzmaß Zunten = - Gu
Go = oberes Grenzmaß
x = gemessenerMittelwert
6s = 99,8% Qualität!
Team 11.Klasse Metall 13.12.10
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T10 04
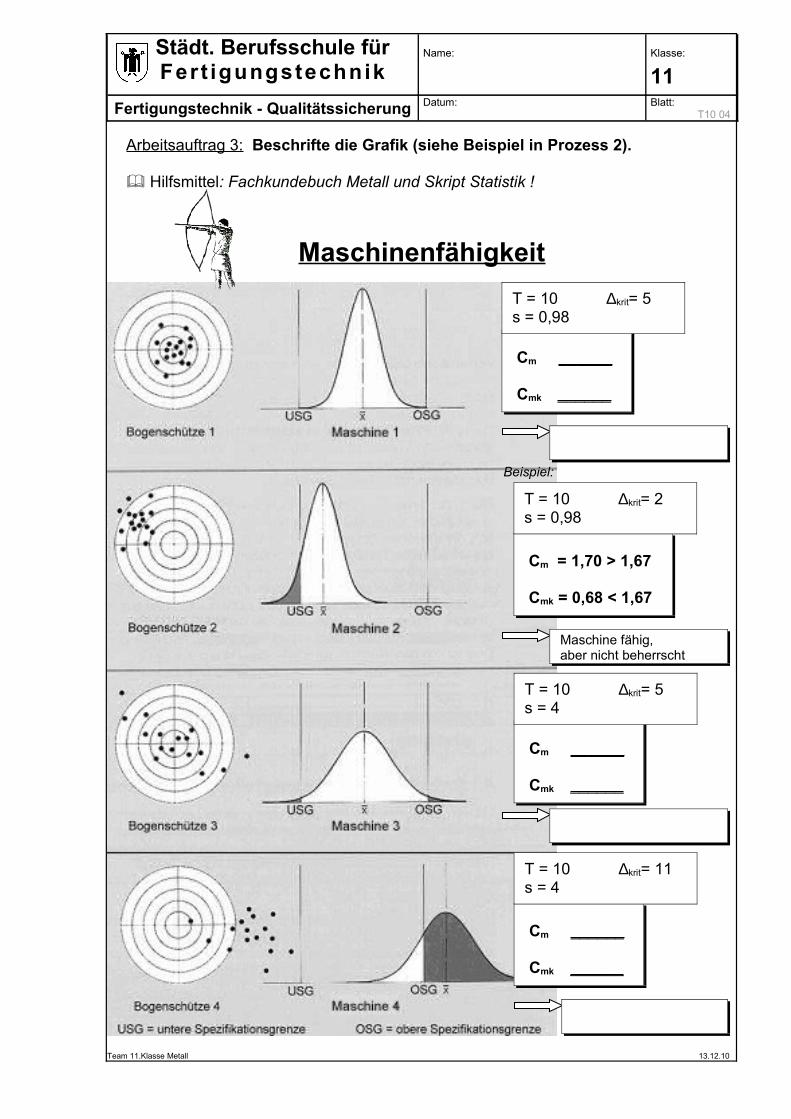
Arbeitsauftrag 3: Beschrifte die Grafik (siehe Beispiel in Prozess 2).
Hilfsmittel: Fachkundebuch Metall und Skript Statistik !
Maschinenfähigkeit
Team 11.Klasse Metall 13.12.10
Cm = 1,70 > 1,67
Cmk = 0,68 < 1,67
Cm ______
Cmk ______
Cm ______
Cmk ______
Cm ______
Cmk ______
Beispiel:
Maschine ist fähig und beherrscht
Maschine fähig, aber nicht beherrscht
Maschine ist nicht fähig und nicht beherrscht
Maschine ist nicht fähig und nicht beherrscht
T = 10 ∆krit= 5s = 0,98
T = 10 ∆krit= 2s = 0,98
T = 10 ∆krit= 5s = 4
T = 10 ∆krit= 11s = 4
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T10 05
Arbeitsauftrag 4: Beschrifte das Arbeitsblatt.
Hilfsmittel: Fachkundebuch Metall, Tabellenbuch und Skript Statistik!
Prozessfähigkeit – cp und cpk
cp cpk
Erklärung
Untersuchung, ob der Fähigkeit des ProzessesProzess (Maschine, u die Ergebnisse um dasUmwelt,...) die gefor- richtige Nennmaß derte Genauigkeit herum zu fertigenerreicht
Formel =pc =kpc
Bed
eutu
ng d
er A
bkür
zung
en (L
egen
de)
cp cpk
p = process k = kritischc = capability Zkrit (∆ krit) =
s = Streuung Zkrit: kleinerer Wert aus:
N = Gu = unteres
GrenzmaßGo = oberes
Grenzmaßx = gemessener
MittelwertT= Toleranz6s = 99,8% Quali-tät!
Team 11.Klasse Metall 13.12.10
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T10 06
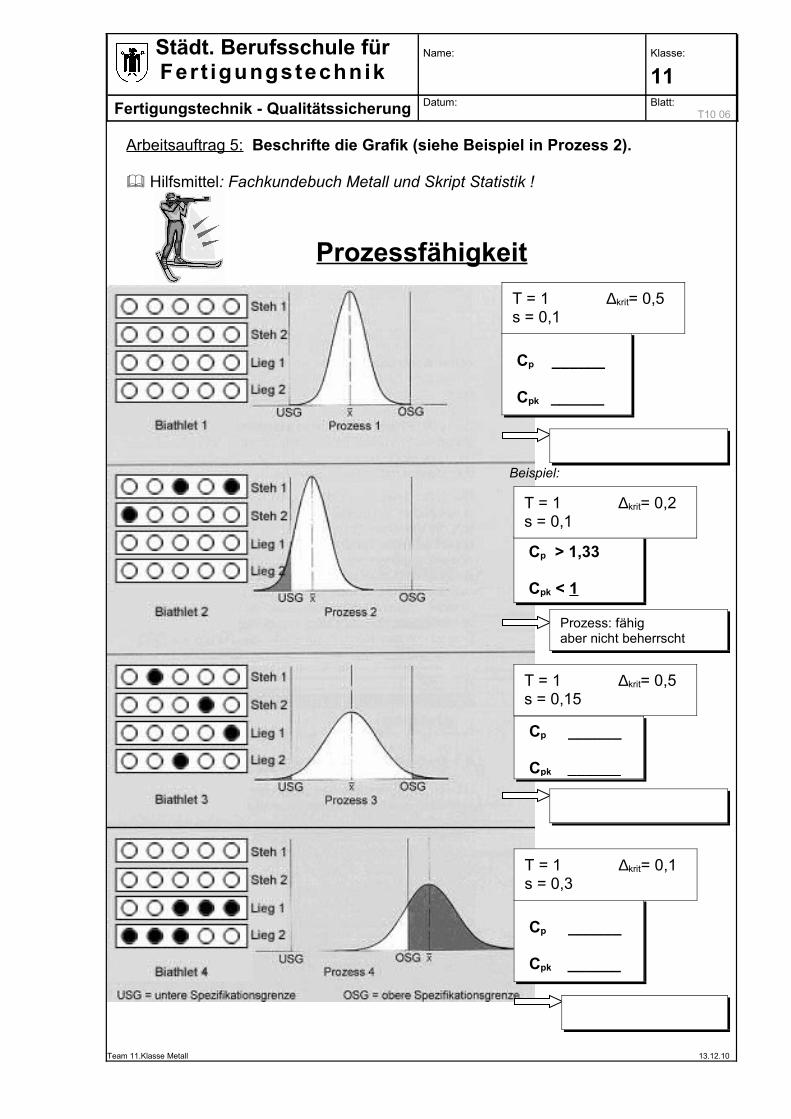
Arbeitsauftrag 5: Beschrifte die Grafik (siehe Beispiel in Prozess 2).
Hilfsmittel: Fachkundebuch Metall und Skript Statistik !
Prozessfähigkeit
Team 11.Klasse Metall 13.12.10
Cp > 1,33
Cpk < 1
Cp ______
Cpk ______
Cp ______
Cpk ______
Cp ______
Cpk ______
Beispiel:
Prozess: fähigaber nicht beherrscht
T = 1 ∆krit= 0,5s = 0,1
T = 1 ∆krit= 0,2s = 0,1
T = 1 ∆krit= 0,5s = 0,15
T = 1 ∆krit= 0,1s = 0,3
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik – Qualitätssicherung Datum: Blatt:
T10 07
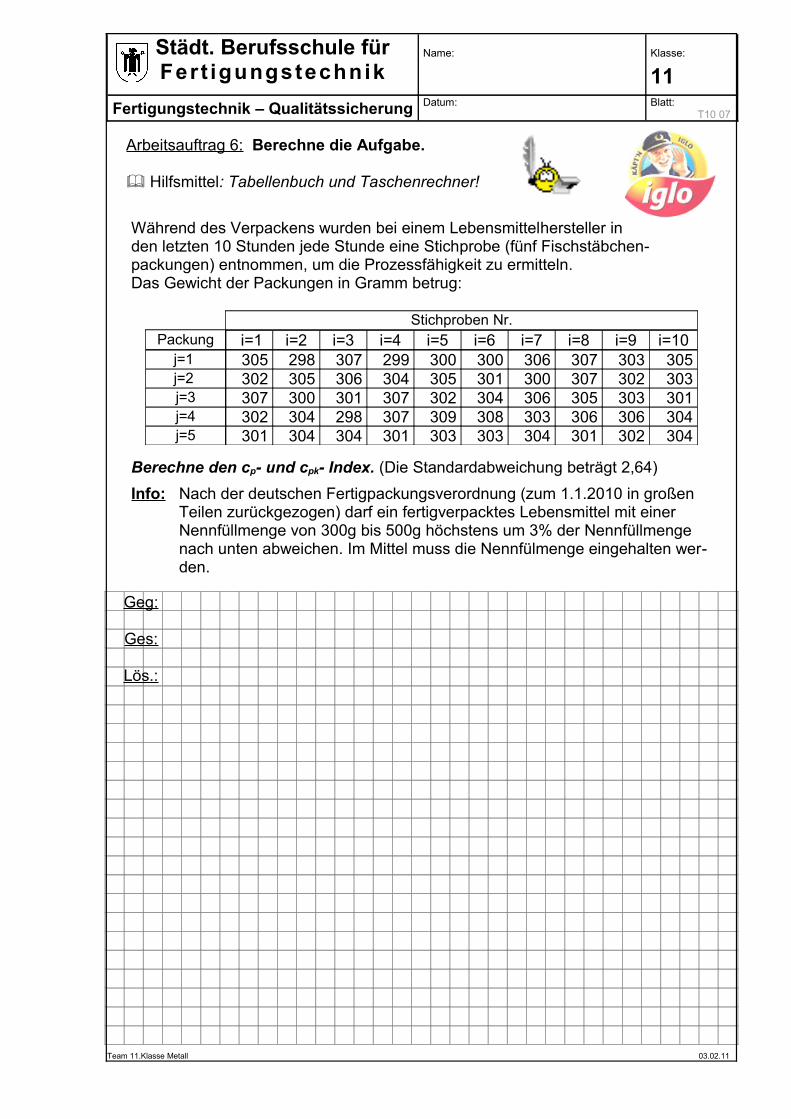
Arbeitsauftrag 6: Berechne die Aufgabe.
Hilfsmittel: Tabellenbuch und Taschenrechner!
Während des Verpackens wurden bei einem Lebensmittelhersteller in den letzten 10 Stunden jede Stunde eine Stichprobe (fünf Fischstäbchen-packungen) entnommen, um die Prozessfähigkeit zu ermitteln. Das Gewicht der Packungen in Gramm betrug:
Stichproben Nr.Packung i=1 i=2 i=3 i=4 i=5 i=6 i=7 i=8 i=9 i=10
j=1 305 298 307 299 300 300 306 307 303 305j=2 302 305 306 304 305 301 300 307 302 303j=3 307 300 301 307 302 304 306 305 303 301j=4 302 304 298 307 309 308 303 306 306 304j=5 301 304 304 301 303 303 304 301 302 304
Berechne den cp- und cpk- Index. (Die Standardabweichung beträgt 2,64)Info: Nach der deutschen Fertigpackungsverordnung (zum 1.1.2010 in großen
Teilen zurückgezogen) darf ein fertigverpacktes Lebensmittel mit einer Nennfüllmenge von 300g bis 500g höchstens um 3% der Nennfüllmenge nach unten abweichen. Im Mittel muss die Nennfülmenge eingehalten wer-den.
Team 11.Klasse Metall 03.02.11
Geg:
Ges:
Lös.:
Städt. Berufsschule fürFert igungstechnik
Name: Klasse:
11Fertigungstechnik - Qualitätssicherung Datum: Blatt:
T12 02
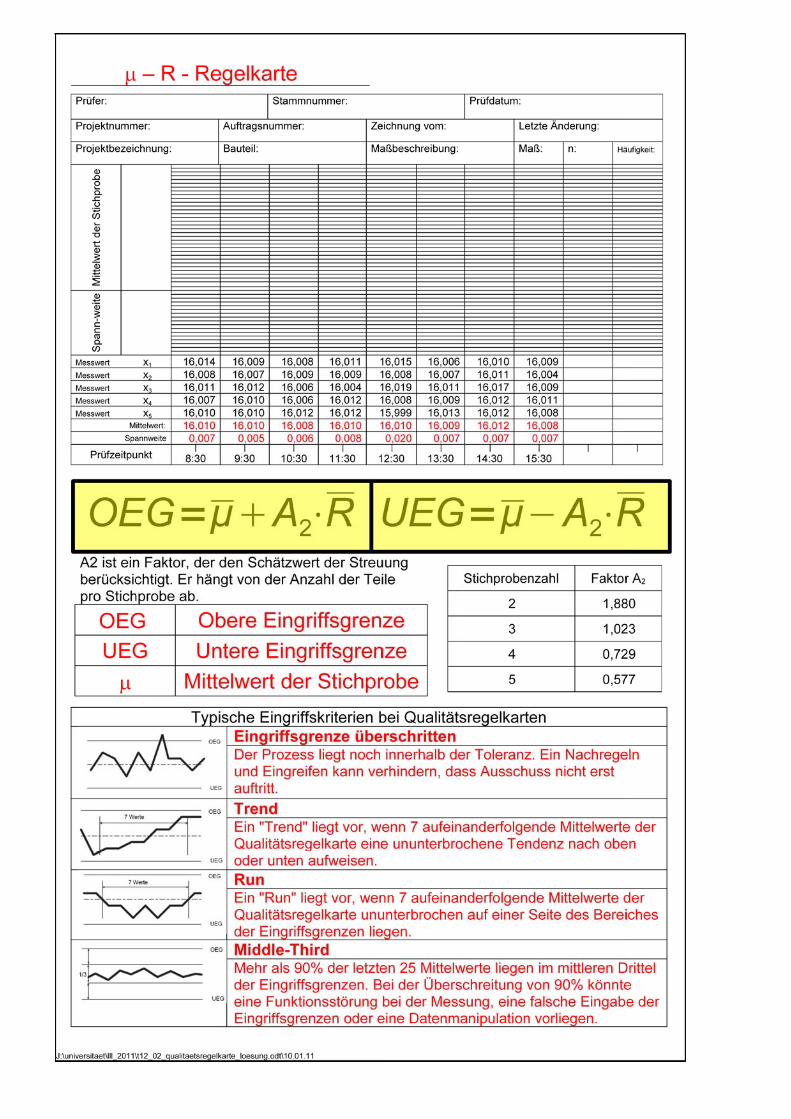
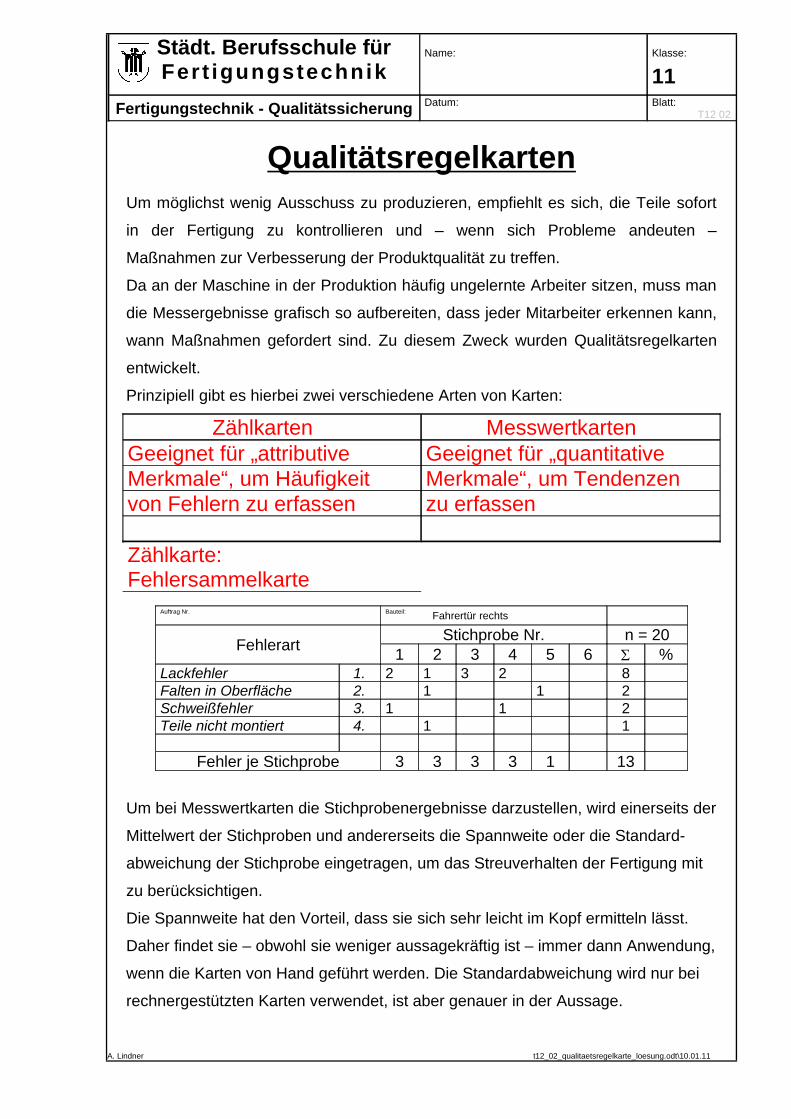
QualitätsregelkartenUm möglichst wenig Ausschuss zu produzieren, empfiehlt es sich, die Teile sofort
in der Fertigung zu kontrollieren und – wenn sich Probleme andeuten –
Maßnahmen zur Verbesserung der Produktqualität zu treffen.
Da an der Maschine in der Produktion häufig ungelernte Arbeiter sitzen, muss man
die Messergebnisse grafisch so aufbereiten, dass jeder Mitarbeiter erkennen kann,
wann Maßnahmen gefordert sind. Zu diesem Zweck wurden Qualitätsregelkarten
entwickelt.
Prinzipiell gibt es hierbei zwei verschiedene Arten von Karten:
Zählkarten MesswertkartenGeeignet für „attributive Geeignet für „quantitativeMerkmale“, um Häufigkeit Merkmale“, um Tendenzenvon Fehlern zu erfassen zu erfassen
Zählkarte:Fehlersammelkarte
Auftrag Nr. Bauteil: Fahrertür rechts
Fehlerart Stichprobe Nr. n = 201 2 3 4 5 6 Σ %
Lackfehler 1. 2 1 3 2 8Falten in Oberfläche 2. 1 1 2Schweißfehler 3. 1 1 2Teile nicht montiert 4. 1 1
Fehler je Stichprobe 3 3 3 3 1 13
Um bei Messwertkarten die Stichprobenergebnisse darzustellen, wird einerseits der
Mittelwert der Stichproben und andererseits die Spannweite oder die Standard-
abweichung der Stichprobe eingetragen, um das Streuverhalten der Fertigung mit
zu berücksichtigen.
Die Spannweite hat den Vorteil, dass sie sich sehr leicht im Kopf ermitteln lässt.
Daher findet sie – obwohl sie weniger aussagekräftig ist – immer dann Anwendung,
wenn die Karten von Hand geführt werden. Die Standardabweichung wird nur bei
rechnergestützten Karten verwendet, ist aber genauer in der Aussage.
A. Lindner t12_02_qualitaetsregelkarte_loesung.odt\10.01.11